TECNOLOGÍAS MÁS LIMPIAS PARA LAS …Limp… · SECTOR DE FUNDICIÓN EN EL DEPARTAMENTO DEL...
60
TECNOLOGÍAS MÁS LIMPIAS PARA LAS EMPRESAS DEL SECTOR DE FUNDICIÓN EN EL DEPARTAMENTO DEL ATLÁNTICO ORGANIZACIÓN PARA EL DESEMPEÑO EMPRESARIAL SOSTENIBLE ODES CONTRATO DE SERVICIOS DE CONSULTORIA ODES-CRA BARRANQUILLA Enero 23 de 2006 1
Transcript of TECNOLOGÍAS MÁS LIMPIAS PARA LAS …Limp… · SECTOR DE FUNDICIÓN EN EL DEPARTAMENTO DEL...

TECNOLOGÍAS MÁS LIMPIAS PARA LAS EMPRESAS DEL SECTOR DE FUNDICIÓN EN EL DEPARTAMENTO DEL
ATLÁNTICO
ORGANIZACIÓN PARA EL DESEMPEÑO EMPRESARIAL SOSTENIBLE ODES
CONTRATO DE SERVICIOS DE CONSULTORIA ODES-CRA
BARRANQUILLA
Enero 23 de 2006
1

2

INDICE
INDICE ........................................................................................................................................ 3 LISTA DE TABLAS ................................................................................................................... 5 LISTA DE FIGURAS ................................................................................................................. 6 INTRODUCCION....................................................................................................................... 7
PRESENTACIÓN.......................................................................................................................... 7 OBJETIVO GENERAL ................................................................................................................. 7 OBJETIVOS ESPECÍFICOS ........................................................................................................... 7 ALCANCE................................................................................................................................... 7 ESTRUCTURA DEL INFORME ...................................................................................................... 8
1. PROPUESTA DE ALTERNATIVAS TECNOLÓGICAS DE PRODUCCIÓN MÁS LIMPIAS PARA EL SECTOR DE FUNDICIÓN ................................................................... 9
1.1. TECNOLOGÍA 1: SISTEMA DE CARGADO MECÁNICO A LOS HORNOS DE FUSIÓN DE PLOMO....................................................................................................................................... 9 1.2. TECNOLOGÍA 2: APLICACIÓN DE UN SISTEMA COMBINADO PARA LA REDUCCIÓN Y OBTENCIÓN DE PLOMO DE OBRA ............................................................................................ 13 1.3. TECNOLOGÍA 3: USO DE UN HORNO DE INDUCCIÓN ................................................... 18 1.4. TECNOLOGÍA 4: TAPA MÓVIL Y ENCERRAMIENTO PARA EL HORNO DE SOLERA....... 20 1.5. TECNOLOGÍA 5: SISTEMA DE CICLÓN Y LAVADO DE GASES DE CHIMENEA............... 22 1.6. IMPLEMENTACIÓN DE LAS TECNOLOGÍAS DE PRODUCCIÓN MÁS LIMPIA PROPUESTAS EN LAS EMPRESAS ESTUDIADAS.............................................................................................. 24
2. VALORACIÓN ECONÓMICA DE LAS ALTERNATIVAS TECNOLÓGICAS..... 25 2.1. FUNDICIONES DE LIMA ............................................................................................... 25 2.2. COMERCIALIZADORA MNP......................................................................................... 27 2.3. FUNDICIONES BOYACÁ................................................................................................ 28 2.4. RECICLAL .................................................................................................................... 30 2.5. FUNDICIONES JIG ........................................................................................................ 31
3. DISEÑO PROYECTO PILOTO DEMOSTRATIVO “APLICACIÓN DE UN SISTEMA COMBINADO PARA LA REDUCCIÓN Y OBTENCIÓN DE PLOMO DE OBRA” ....................................................................................................................................... 33
3.1. JUSTIFICACIÓN............................................................................................................. 33 3.2. CONTEXTO: PROBLEMÁTICAS DE LA FUNDICIÓN DE PLOMO EN EL ATLÁNTICO........ 33 3.3. OBJETIVO GENERAL .................................................................................................... 34 3.4. ETAPAS Y ACTIVIDADES.............................................................................................. 35 3.5. INDICADORES .............................................................................................................. 36 3.6. RIESGOS....................................................................................................................... 36 3.7. COSTOS DEL PROYECTO .............................................................................................. 37 3.8. CRONOGRAMA DE ACTIVIDADES ................................................................................ 38
BIBLIOGRAFÍA....................................................................................................................... 39 ANEXO 1 – METODOLOGÍA DE CÁLCULO PARA ESTIMAR LA INVERSIÓN REQUERIDA EN LA IMPLEMENTACIÓN DE LAS ALTERNATIVAS PROPUESTAS DE PML ..................................................................................................................................... 40
FUNDICIONES DE LIMA ........................................................................................................... 40 COMERCIALIZADORA MNP..................................................................................................... 47
ANEXO 2 - FUENTES DE FINANCIACION EN PRODUCCIÓN MÁS LIMPIA ........... 49
3

INTRODUCCIÓN........................................................................................................................ 49 FOMIPYME............................................................................................................................ 49 FONDO EMPRENDER DEL SENA.............................................................................................. 51 FINANCIERA DE DESARROLLO TERRITORIAL.......................................................................... 52 BANCOLDEX:“APOYO A LA PRODUCTIVIDAD Y COMPETITIVIDAD” - PROGRAMA “PROGRESAR”.......................................................................................................................... 54 LÍNEA DE CRÉDITO AMBIENTAL ............................................................................................. 55 LÍNEA DE CRÉDITO BANCOLDEX - COLCIENCIAS.................................................................... 57
4

LISTA DE TABLAS
TABLA 1. CARACTERÍSTICAS DE LOS PROCESOS DE RECUPERACIÓN DE PLOMO DE BATERÍAS 16
TABLA 2. RELACIÓN ENTRE LAS EMPRESAS ESTUDIADAS Y LAS TECNOLOGÍAS PROPUESTAS 24
TABLA 3. CRITERIOS DE EVALUACIÓN FINANCIERA CON Y SIN FINANCIAMIENTO DE LA INVERSIÓN PARA FUNDICIONES DE LIMA ........................................................................... 26
TABLA 4. CRITERIOS DE EVALUACIÓN FINANCIERA CON Y SIN FINANCIAMIENTO DE LA INVERSIÓN PARA COMERCIALIZADORA MNP..................................................................... 28
TABLA 5. FLUJO DE CAJA IMPLEMENTACIÓN ALTERNATIVA TECNOLÓGICA FUNDICIONES BOYACÁ .............................................................................................................................. 29
TABLA 6. RESUMEN DE COSTOS ALTERNATIVA TECNOLÓGICA FUNDICIONES BOYACÁ....... 29 TABLA 7. FLUJO DE CAJA IMPLEMENTACIÓN ALTERNATIVA TECNOLÓGICA RECICLAL........ 30 TABLA 8. RESUMEN DE COSTOS ALTERNATIVA TECNOLÓGICA RECICLAL............................ 31 TABLA 9. FLUJO DE CAJA ALTERNATIVA TECNOLÓGICA FUNDICIONES JIG.......................... 32 TABLA 10. ETAPAS Y ACTIVIDADES PARA EL DISEÑO DEL PROYECTO PILOTO.................... 35 TABLA 11. RELACIÓN DE COSTOS DE PERSONAL.................................................................. 37 TABLA 12. CARACTERÍSTICAS Y COSTOS ASOCIADOS A DIFERENTES MODELOS DE HORNOS
DE INDUCCIÓN ..................................................................................................................... 41 TABLA 13. LISTA DE PRECIOS DE LOS HORNOS DE INDUCCIÓN............................................ 41 TABLA 14. FLUJO DE CAJA DE LA IMPLEMENTACIÓN DEL HORNO DE INDUCCIÓN EN DE
LIMA CON FINANCIACIÓN ................................................................................................... 42 TABLA 15. FLUJO DE CAJA DE LA IMPLEMENTACIÓN DEL HORNO DE INDUCCIÓN EN DE
LIMA SIN FINANCIACIÓN ..................................................................................................... 43 TABLA 16. RESUMEN DE COSTOS.......................................................................................... 44 TABLA 17. ANÁLISIS FINANCIERO DE LOS CRÉDITOS PARA LA CONSECUCIÓN DE LA
INVERSIÓN........................................................................................................................... 45 TABLA 18. ANÁLISIS DEL CRÉDITO PROYECTADO CON FOMIPYME...................................... 45 TABLA 19. ANÁLISIS DEL CRÉDITO PROYECTADO CON EL SENA........................................ 45 TABLA 20. ANÁLISIS DEL CRÉDITO PROYECTADO CON FINDETER ....................................... 46 TABLA 21. ANÁLISIS DEL CRÉDITO PROYECTADO CON BANCOLDEX................................... 46 TABLA 22. ANÁLISIS DEL CRÉDITO PROYECTADO CON EL CNPML..................................... 46 TABLA 23. ANÁLISIS DEL CRÉDITO PROYECTADO CON UN BANCO...................................... 47 TABLA 24. FLUJO DE CAJA DE LA ALTERNATIVA TECNOLÓGICA PARA MNP SIN
FINANCIACIÓN..................................................................................................................... 47 TABLA 25. FLUJO DE CAJA DE LA ALTERNATIVA TECNOLÓGICA PARA MNP CON
FINANCIACIÓN..................................................................................................................... 48 TABLA 26. RESUMEN DE COSTOS MNP ................................................................................ 48
5

LISTA DE FIGURAS
FIGURA 1. SISTEMA DE CARGADO MECÁNICO ..................................................................... 10 FIGURA 2. CARGADOR DE CANGILONES TRANSPORTABLE DE ACCIONAMIENTO ELÉCTRICO
11 FIGURA 3. MOTOR ELÉCTRICO COTIZADO PARA EL SISTEMA DE CARGADO MECÁNICO .... 12 FIGURA 4. DESPIEZAMIENTO DE UNA BATERÍA DE PLOMO.................................................. 14 FIGURA 5. CELDA ELECTROLÍTICA ESTÁNDAR .................................................................... 15 FIGURA 6. PROCESO HIDROMETALÚRGICO DEL PLOMO....................................................... 16 FIGURA 7. COMPONENTES DE UN HORNO DE INDUCCIÓN .................................................... 19 FIGURA 8. RETIRO DE MATERIAL FUNDIDO DE UN HORNO DE INDUCCIÓN ......................... 19 FIGURA 9. TAPA MÓVIL PARA EL HORNO DE SOLERA ......................................................... 21 FIGURA 10. EXTERIOR E INTERIOR DE UN CICLÓN ................................................................. 22 FIGURA 11. SISTEMA DE LAVADO DE GASES DE CHIMENEA.................................................. 23
6

INTRODUCCION
Presentación
Este documento tiene como propósito presentar los resultados de la evaluación de las tecnologías de producción más limpia aplicables a la realidad y necesidades de 5 empresas de fundición en el Departamento del Atlántico. Esta evaluación incluye una descripción de la esencia y funcionamiento de las tecnologías propuestas, la valoración económica de las tecnologías a implementar para cada una de las 5 empresas de fundición estudiadas, así como el diseño de un proyecto piloto orientado a mejorar el desempeño ambiental y productivo de las empresas fundidoras de plomo en el Departamento del Atlántico. El desarrollo de este documento constituye la tercera etapa del proyecto “Diseño de un Plan Estratégico de Producción Mas Limpia para el Sector de Fundiciones en el Departamento del Atlántico, que realiza la Organización para el Desempeño Empresarial Sostenible (ODES) para la Corporación Autónoma Regional del atlántico (CRA), en el marco del programa SINA II del Ministerio de Ambiente, Vivienda y Desarrollo Territorial. El objetivo de este proyecto es apoyar el mejoramiento de la competitividad empresarial y la gestión ambiental de las empresas y la región. La implementación de tecnologías más limpias en las empresas significa innovaciones que conllevan mayores cambios en la empresa que la aplicación de las buenas prácticas preventivas. Estos cambios tecnológicos pueden inclusive resultar en mayores ahorros, mejores de calidad y productividad, y en mayores beneficios para el desempeño ambiental.
Objetivo General
Determinar y evaluar las alternativas de mejoramiento de tecnologías y procedimientos costo-efectivo para el desarrollo sostenible de empresas de fundición en el departamento del Atlántico.
Objetivos Específicos
1. Identificar las tecnologías de producción más limpia aplicables al sector de fundiciones, definiendo como mínimo 3 planes de cambios tecnológicos.
2. Realizar la valoración económica de alternativas de producción más limpia del sector, estableciendo como mínimo 3 sistemas tecnológicos con prefactibilidad económica.
3. Diseñar un proyecto piloto demostrativo orientado a mejorar los procesos productivos, mediante la reconversión tecnológica, uso de combustibles más limpios, ahorro y sustitución de materias primas contaminantes, monitoreo y seguimiento de los beneficios económicos para una industria del sector.
Alcance
La elaboración de este estudio de prefactibilidad es el resultado del trabajo en equipo de los profesionales de la Organización para el Desempeño Empresarial Sostenible (ODES).
7

La información descrita proviene de un estudio exhaustivo de literatura e informes relacionados con el sector, visitas a las empresas, ensayos de laboratorio, entrevistas con empresarios y aplicación de una encuesta a las empresas del sector para el tema de agremiación.
Estructura del Informe
Este informe está dividido en tres capítulos. En el primer capítulo se presentan las alternativas tecnológicas identificadas para el sector de fundición del Departamento del Atlántico, incluyendo una descripción de su esencia y funcionamiento, los equipos y actividades necesarias para su implementación, y sus beneficios económicos ambientales. El segundo capítulo presenta un análisis de prefactibilidad económica por empresa con base en las tecnologías de producción más limpia que requieren implementar. En el tercer capítulo se presenta el diseño del proyecto piloto para empresas de fundición de plomo.
8
1. PROPUESTA DE ALTERNATIVAS TECNOLÓGICAS DE PRODUCCIÓN MÁS LIMPIAS PARA EL SECTOR DE FUNDICIÓN
La adopción de tecnologías más limpias es un nivel de la gestión ambiental que, por lo general, se adelanta con posterioridad a la de la puesta en marcha de las buenas prácticas de operación. Implica la inversión en equipos que aumentan la eficiencia de los procesos, haciéndolos más económicos y generando menos residuos. La adaptación de cambios tecnológicos representa innovaciones estructurales en la empresa con grandes impactos para la proyección de su competitividad. Generalmente las reconversiones tecnológicas son consecuencia de fuerzas de mercado que exigen nuevos requisitos de calidad y/o capacidad, y no se desprenden de una necesidad ambiental. Sin embargo, al incluir el ahorro de diversos costos ambientales en la evaluación de la inversión, esta aumentará su viabilidad. La implementación de tecnologías más limpias requiere de una capacidad técnica y financiera que permita definir las mejores alternativas para la empresa. El desarrollo de esa capacidad incorpora diversas actividades y estrategias: visitas a ferias, orientación por parte de los gremios y proveedores de maquinaria y acompañamiento de consultores especializados. Para la financiación de inversiones en tecnología más limpia se encuentran las líneas pertenecientes a los bancos comerciales que financian la modernización de equipos. Adicionalmente, en Colombia existen líneas de crédito especiales de entidades públicas y privadas, creadas específicamente para que los empresarios PYME financien las transformaciones de sus empresas. El análisis financiero incluye una muestra de algunas líneas de financiación disponibles para empresas del sector de fundición en el Atlántico. Las tecnologías más limpias que se presentan en este informe responden a las principales fallas operativas identificadas en el segundo informe de consultoría, relacionadas con: malas condiciones de salud ocupacional y seguridad industrial, bajas eficiencias de operación y productividad asociadas con la operación y control de procesos de los hornos de fundición, manejo de materias primas e insumos de fundición, y diseño físico de los hornos de fundición para la reducción de emisiones fugitivas. La estructura de presentación de estas tecnologías más limpias incluye el objeto de su aplicación, una descripción de la tecnología y equipos requeridos para su implementación, sus principales beneficios, las problemáticas y fallas operativas a las que responden, e información de proveedores potenciales.
1.1. Tecnología 1: Sistema de Cargado Mecánico a los Hornos de Fusión de Plomo.
Esta tecnología consiste en la utilización de un sistema mecánico de cargado para las materias primas e insumos utilizados en los hornos de fundición.
Objeto
La implementación de un sistema de cargado mecánico para los hornos de fundición tiene dos objetos principales: por un lado, incrementar la eficiencia en el proceso de
9

alimentación del horno, y por otro lado mejorar la operación del mismo. En primer lugar, la eficiencia de alimentación del horno aumenta debido a que un sistema de cargado mecánico permite alimentar una mayor cantidad de materias primas e insumos de fundición al horno por unidad de tiempo que el sistema de alimentación manual utilizado actualmente. En segundo lugar, la operación del horno mejora en la medida en que la carga puede verterse directamente sobre la parte central del horno y no sobre sus bordes, lográndose de esa manera una distribución más homogénea de los materiales dentro del horno y evitando su acumulación en las paredes del mismo como sucede actualmente. Adicionalmente, gracias al flujo uniforme de entrada de materias primas que el sistema de cargado mecánico permite se podrá obtener un mejor control de la temperatura de operación del horno. Dicha temperatura se podrá aumentar o disminuir a conveniencia aumentando o disminuyendo la velocidad de ingreso de materia prima. Por último, este sistema es el más sencillo de operar y de menor costo de inversión en comparación con otros sistemas que pueden cumplir la mismo función. Este sistema es muy utilizado en la industria actual para evitar problemas relacionados con el transporte, carga y alimentación de materiales de proceso a los hornos de fundición.
Descripción de la Tecnología
El sistema de carga mecánico consta principalmente de un cargador de cangilones, que consiste en una serie de contenedores metálicos en forma cilíndrica que se utilizan acoplados a un sistema de movimiento para trasportar materiales sólidos o líquidos, tal como se muestra en la Figura 1. Dicho sistema deberá implementarse con un efectivo acoplamiento al horno para minimizar las perdidas de energía radiante que se generan al entrar en contacto con el horno.
Figura 1. Sistema de Cargado Mecánico
10

El material de alimentación es cargado en los cangilones y luego es trasportado con el movimiento proporcionado con un motor eléctrico. Con este sistema se logra transportar las materias primas e insumos desde el patio de materiales (ubicados a nivel del piso) hasta la zona de carga del horno, todo esto de forma mecánica. La Figura 2 muestra sistemas de cangilones transportables y accionados con energía eléctrica.
Figura 2. Cargador de Cangilones Transportable de Accionamiento Eléctrico
Beneficios
Los principales beneficios de la adopción de esta tecnología son:
• Mejor distribución de la carga dentro del horno al poderse: 1) verter los materiales en el centro del horno y no en sus bordes, y 2) controlar de manera eficaz la cantidad y flujo de materias primas que ingresan al horno de fusión. Esto redunda en un mejoramiento del aproximadamente el 10% de calidad del producto final.
• Disminución de mas del 30% de las pérdidas energéticas por radiación (calor) en la zona de carga, ya que este sistema estará diseñado de forma tal que el acople con la zona de carga del horno sea hermético y con el optimo aislamiento para minimizar la energía que se disipa al cargar el alimento al horno.
• Mayor facilidad en la manipulación de materiales y del horno mismo por parte de lo operadores, lo que genera mayor seguridad y confianza para la ejecución del proceso.
• Reducción significativa en más del 20% del tiempo actual de carga del proceso, ya que se contará con un sistema mecánico de alimentación al horno, lo que a su vez se reflejará en una disminución cercana al 50% de los costos de carga de la operación.
• Menor cantidad de emisiones fugitivas que se escapan al alimentar el horno, ya que el sistema se deberá diseñar para que no permita fugas de dichas emisiones, reduciendo las emisiones fugitivas en más del 60%: en relación con el sistema de carga manual.
Problemáticas y Fallas Operativas a las que Responde
Las fallas operativas y problemáticas identificadas en las empresas de fundición del departamento del Atlántico a las que responde la implementación de esta tecnología son:
11

• Dificultad al cargar y manipular los materiales e insumos que ingresan al horno, pues dichas cargas pueden legar a pesar más de 100 kg.
• Control mínimo tanto de emisiones fugitivas como de pérdidas energéticas en la zona de alimentación.
• Problemas relacionados directamente con la integridad física y seguridad de los operarios.
Características Técnicas y Proveedores Potenciales
El sistema de cargado mecánico, una vez diseñado con las medidas requeridas por cada empresa en particular, puede ser construir en un taller común de metalmecánica que tenga equipos de soldadura, doblado y remachado de metal. Por su parte, se cotizó un motor eléctrico para ser utilizado en este tipo de sistemas, con características mostradas a continuación, tal como el que se muestra en la Figura 3.
• Potencia: 0,16 hasta 500HP (0,12kW hasta 370kW) • Polaridad: II,IV,VI,VIII polos • Carcasa de fundición gris: 63 hasta 355M/L • Baja Tensión • Frecuencia: 50Hz • Protección: IP55 (TCVE) • Atiende los niveles de eficiencia EFF2 según CENELEC
Figura 3. Motor Eléctrico Cotizado para el Sistema de Cargado Mecánico
12
El motor fue cotizado en Weg Colombia Ltda. (Tel: 268-6668, www.weg.com.co), y el montaje en general lo pueden desarrollar empresas como Hornos y Montajes Industriales Ltda. (Tel: 527-9572).
1.2. Tecnología 2: Aplicación de un Sistema Combinado para la Reducción y Obtención de Plomo de Obra
Este sistema tecnológico involucra dos aspectos fundamentales: el primero de ellos es la planificación e implementación de un sistema de gestión ambiental que involucre todas las actividades que se realizan en la recuperación del plomo, y el segundo es el desarrollo de una nueva tecnología para la recuperación del plomo conocida como hidrometalurgia.
Objeto
La implementación de un sistema de gestión ambiental, el cual permita la correcta disposición de las baterías de plomo-ácido, logrando un mayor control sobre todas las actividades relacionadas con la recuperación del plomo de dichas baterías. También la aplicación de la tecnología hidrometalúrgica, la cual tiene por objeto una mejora significativa en la eficiencia (mas del 95%) del proceso de recuperación del plomo de baterías, un incremento en la pureza (95-99%) y calidad del plomo resultante del mismo, y una reducción importante en la contaminación (mas del 90%) generada en sus diferentes etapas. En primer lugar, los costos de recuperación de plomo se reducen en mas del 60% pues el consumo energético que conlleva este método es mucho menor que el requerido para la operación de hornos de cubilote con el mismo propósito. En segundo lugar, el plomo obtenido con esta tecnología tiene una pureza de más del 99%. En tercer lugar, se reduce la generación de compuestos de plomo tales como PbO, PbO2, PbS y otras emisiones gaseosas resultantes de la fundición de plomo con combustibles fósiles.
Descripción de la Tecnología
El sistema combinado propuesto conlleva la generación de reportes o registros de cada una de las actividades al igual que la implementación de la tecnología hidrometalúrgica: los pasos enumerados a continuación son los relacionados directamente con el sistema combinado. Como ayuda visual se presenta la Figura 4.
1. Las baterías deberán ser transportadas a la planta de recuperación, teniendo estricto control de la integridad física de la batería, para evitar que el liquido (disolución electrolítica) altamente contaminante se derrame generando un foco de contaminación.
2. En la planta se deberá drenar la disolución electrolítica, la cual esta compuesta principalmente por ácido sulfúrico y compuestos de plomo. Estos líquidos se deberán colectar en un tanque plástico, el cual deberá estar acondicionado para evitar cualquier tipo de fuga de dichos líquidos residuales.
3. Luego las baterías deberán ser enjuagadas con agua para retirar el exceso de disolución electrolítica que pudo no ser retirada en la etapa anterior. Las baterías deberán ser escurridas en su totalidad y los líquidos obtenidos serán mezclados en el tanque colector de plástico.
4. Los líquidos almacenados en el tanque colector deberán ser tratados químicamente con una solución de soda cáustica (NaOH), para producir hidróxido de Plomo Pb(OH)2. Este compuesto químico es solidó por lo cual deberá ser
13

separado del liquido con una etapa de filtración. Posteriormente, dicho solidó deberá ser solubilizado (mezclado totalmente) en un liquido adecuado (posiblemente ácido tetrafluobórico) para luego ser añadido al baño de reducción electrolítica descrito posteriormente en el paso 9.
Figura 4. Despiezamiento de una Batería de Plomo
5. Las baterías ya escurridas en su totalidad deberán ser cortadas por el
revestimiento lateral con la ayuda de una sierra sinfín u otro elemento que cumpla la misma función.
6. Con las baterías ya cortadas se separarán los bornes de plomo, los conectores de celdas, los electrodos positivos (óxidos de plomo), los electrodos negativos (plomo) y el plástico de las baterías.
7. El material plástico es tratado para su posterior reutilización (no es un objetivo de esta tecnología la reutilización del plástico), convirtiéndose en un subproducto que puede ser aprovechado por otras empresas.
8. Los bornes, conectores y electrodos negativos están compuestos principalmente por plomo metálico (Pb0), el cual es fácilmente fundible en el horno a temperatura media (aproximadamente 600ºC). Estas piezas metálicas deberán ser mezcladas con un fundente (caliza) para luego ser fundidas en el horno.
9. Para el electrodo positivo (peróxido de plomo, sulfato de plomo, óxidos de plomo y metal reducido) se hará una gestión independiente, ya que estos compuestos de plomo se encuentran en estado de oxidación +2 (Pb2+) y son de difícil conversión a plomo metálico (Pb0), a lo que se suma que estos compuestos son altamente contaminantes. Este conjunto representa cerca del 20% del plomo metálico de la batería. Para su tratamiento se utilizará una nueva tecnología hidrometalúrgica, que está actualmente en desarrollo.
Actualmente se esta desarrollando un estudio piloto, para la recuperación de los compuestos de plomo de las baterías en estado de oxidación +4 y +2, que consiste en
14

una primera etapa de reducción de Plomo +4 (Pb+4) a Plomo +2 (Pb+2), y una segunda etapa de solubilización de los sólidos provenientes de las batería con una serie de compuestos químicos (HBF4, NaOH, NaKC4H0O6, HCl…etc.), y finalmente la recuperación por dismutación del plomo metálico (Pb0) por un método de electrólisis. La electrolisis consiste fundamentalmente en la conversión o dismutación de compuestos de plomo (Pb2+) a plomo metálico (Pb0) utilizando para ello una celda electrolítica estándar. El principio fundamental de esta celda es una reacción química denominada oxido-reducción, la que se produce al hacer fluir una corriente eléctrica por una serie de terminales eléctricos (ánodo y cátodo) que estarán sumergidos dentro de un electrolito y sobre los cuales se depositará el plomo metálico en formo de dendritas (prolongaciones ramificadas con poca consistencia), las cuales deberán ser recolectadas y posteriormente fundidas en un horno a temperatura mas baja que el proceso de fusión actual, para obtener el plomo en lingotes. La Figura 5 ilustra una celda electrolítica estándar.
Figura 5. Celda Electrolítica Estándar
A continuación se enumeran las etapas más importantes de un proceso global de la recuperación del plomo involucrando tanto el proceso de fundición normal como un proceso de hidrometalurgia por el método de electrólisis. Dichas etapas se ilustran en la Figura 6. 1. Separación de los compuestos de plomo presentes en la batería: las piezas
metálicas de la batería, junto con el electrolito son sometidos a un proceso de separación de sólidos y líquidos conocido en el nombre de lixiviación.
2. Luego se deberá realizar una extracción de sulfato de plomo adicionando Cal (CaO) o también se puede utilizar Hidróxido de sodio (NaOH) para obtener Pb(OH)2, los compuestos formados están en estado solidó y son retirados filtrando, obteniéndose un solidó conocido como cemento de plomo, el cual se puede introducir al horno, también se obtiene una solución con gran cantidad de plomo en forme de iones (Pb2+).
3. La solución anterior es sometida a un proceso de electrolisis para obtener plomo puro, que luego deberá ser fundido para formar láminas o lingotes de plomo.
4. El proceso de fundición se realizara en un horno convencional y los subproductos (Escoria, espuma y gases) son tratados e introducidos nuevamente para su recuperación.
15

Figura 6. Proceso Hidrometalúrgico del Plomo
En la Tabla 1 se muestran las características más importantes de los diferentes procesos de recuperación de plomo de baterías que se están aplicando actualmente en el mundo, en la tabla se hace una comparación entre las ventajas y desventajas de cada uno de los procesos existentes, al igual que se determina la eficiencia para cada método de obtención de plomo.
Tabla 1. Características de los Procesos de Recuperación de Plomo de Baterías
Proceso Ventajas Desventajas
Térmico (convencional) Largo uso histórico en la industria
Alto impacto ambiental, alta temperatura y
sobre costos energéticos
Electro deposición en medio ácido
HBF4 1
Bajo impacto ambiental, Eficiencia del 99%, Plomo obtenido del 99,98% de pureza, Bajo
costo (800KWh/ton Pb)
Formación y deterioro de PbO2 en el ánodo
(grafito)
Electro deposición en medio básico NaOH-Glicerol 2
Bajo impacto ambiental, Eficiencia del 85-90%, Plomo obtenido del 99,98% de pureza,
Bajo costo(450 KWh/ton Pb), ánodo de acero inoxidable
Formación de PbO2 en el ánodo y costo de los
productos químicos
Electro deposición en medio básico
NaOH-NaKC4H0O6 3
Bajo impacto ambiental, Eficiencia del 98%, Plomo obtenido del 99,98% de pureza, Bajo
costo(450 KWh/ton Pb), ánodo de acero inoxidable, desulfuración no necesaria
Formación de PbO2 en el ánodo y costo de los
productos químicos
Electro deposición en medio acido
HBF4 con Fe2+/Fe3+ 4
Bajo impacto ambiental, Eficiencia del 99%, Plomo obtenido del 99,99% de pureza, Bajo
costo(500 KWh/ton Pb), desulfuración no necesaria
Uso de membranas con diafragma celular
1 Ginatta, 1984;Maja et al., 1990; Olper, 1988 2 Morachevskiiet al., 1996 3 Weiping al., 1997 4 Olper, 1988 Fuente: Ferracin et al. 2002
16

Beneficios
Las ganancias más importantes al aplicar un sistema combinado para la reducción y obtención de plomo de obra son: • Incrementos en la eficiencia (99%) de recuperación del plomo de las baterías
usadas, así como en la pureza (90-99) y calidad del material obtenido.
• Incremento del valor agregado a una materia prima nociva, convirtiéndola en un producto final (plomo metálico) de alta pureza y mayor valor económico en el mercado, utilizando un método ambientalmente amigable. El proceso implica tomar una materia prima muy tóxica y contaminante (compuestos de Pb+2) y transformarla en un producto final (Pb metálico) de alta pureza y elevado valor agregado.
• Reducción del impacto ambiental del proceso. En primer lugar, se disminuirán significativamente los vertimientos líquidos no controlados provenientes de las baterías usadas en más del 90%, ya que una de las etapas del sistema es la recolección y tratamiento de estos efluentes líquidos. En segundo lugar, se logra un manejo adecuado de los de los residuos sólidos, lo cual implica la disminución del contacto de dichos residuos con el personal que los manipula y almacena. En tercer lugar, se reducen las emisiones gaseosas y de material particulado en mas del 80%, y en cuanto a las partículas sólidas finas, estas se reintroducirán al proceso nuevamente como materia prima, disminuyendo aun mas los niveles de contaminación presentes en el área de trabajo.1
• Control estricto sobre los niveles de contaminación presentes en los trabajadores, en las emisiones al ambiente, en el producto y los subproductos del proceso. De esta manera se evitarán pagos de multas, sanciones y cierres de la empresa.
• Implementación de un sistema de gestión que organice todos los aspectos que se relacionan con la recuperación del plomo de obra en cada una de sus etapas, desde la compra de las baterías usadas hasta la recuperación del plomo metálico, teniendo estricto control de los documentos, registros, acciones correctivas y preventivas, para permitir la verificación de las distintas etapas para la recuperación del plomo.
Fallas Operativas y Problemáticas a las que Responde
Las fallas operativas y problemáticas identificadas en las empresas de fundición del departamento del Atlántico a las que responde la implementación de esta tecnología son:
• Altos niveles de contaminación debida tanto al líquido residual proveniente de las baterías como a las emisiones gaseosas nocivas y material particulado de alta concentración en el lugar de trabajo.
• Desorganización del sistema de control, calidad y operación de la mayoría de las etapas para la recuperación del plomo por el método actual.
1 Este es un sistema conjunto que permite controlar de manera eficiente todas y cada una de las actividades para la recuperación del plomo proveniente de baterías usadas. A pesar de la existencia del tratado de Basilea del 22 de marzo 1989, en el cual los países firmantes se comprometen a realizar y ejecutar controles sobre el trasporte transfronterizo de residuos peligrosos y su eliminación, existe un gran porcentaje de países que no han realizado lo suscrito en el acuerdo, y entre estos países se encuentra incluida Colombia, específicamente en la no realización de programas para el control ambiental, recuperación y adecuada eliminación de residuos derivados del plomo.
17
• Utilización de una tecnología anticuada, empírica y que genera gran cantidad de contaminantes nocivos para el medio ambiente y en general para el ser humano.
Proveedores Potenciales
Como se trata de una tecnología nueva que esta en fase de investigación, aún no se conocen nombres de proveedores en el ámbito nacional. Para suplir esta necesidad se puede realizar un convenio con universidades y centros de investigación, quienes realizarían un piloto del proyecto.
1.3. Tecnología 3: Uso de un Horno de Inducción
La aplicación de esta tecnología consiste en la utilización de hornos de inducción para la fundición de metales. A diferencia de los hornos convencionales que funcionan a base de combustibles fósiles, los hornos de inducción funcionan a base de la generación de calor por inducción magnética. En la actualidad, estos hornos se utilizan para la fundición de gran variedad de metales (hierro, cobre, acero, bronce, entre otros). La cuota energética de estos equipos ha disminuido a tal punto que hoy en día tienen niveles de productividad que iguales o superiores al de los hornos de combustión de carbón o combustibles fósiles, con una eficiencia de recuperación de los metales cercana al 100% y la ausencia total de subproductos contaminantes.
Objeto
La utilización de un horno de inducción para la fundición de metales se justifica en gran medida gracias a la reducción de los costos de operación del proceso, al incremento en su eficiencia, a un mejor control de proceso, y a la reducción de sus impactos ambientales. En primer lugar, la disminución en mas del 65% de los costos de operación, lo cual se obtiene principalmente por el diferencial entre el costo de la energía eléctrica utilizada en los hornos de inducción y los combustibles fósiles utilizados en hornos convencionales. En segundo lugar, los hornos de inducción permiten la recuperación de casi un 100% de la materia prima de fundición, lo cual incrementa la eficiencia del proceso frente a los hornos convencionales. En tercer lugar, los hornos de inducción permiten un mayor control del proceso productivo, logrando obtener producto más homogéneo y de mejor calidad. En cuarto lugar, la no utilización de combustibles fósiles en el proceso de fundición disminuye significativamente su generación de emisiones atmosféricas en más del 80% en comparación con el método del cubilote.
Descripción de la Tecnología
El horno eléctrico más moderno es el de inducción, formado por una cuba superior o crisol en el que se calienta una carga metálica mediante corrientes rotacionales inducidas magnéticamente. Alrededor del crisol hay una bobina por la que se hace pasar una corriente alterna de alta frecuencia. En el interior de esta bobina existe un núcleo de material metálico que se calentará por las corrientes electromagnéticas inducidas, lo cual permite transformar energía eléctrica en energía calórica sin recurrir al contacto directo. El campo magnético generado por la bobina induce corrientes rotacionales en el metal contenido en el crisol. Se consigue un mayor rendimiento en la fusión del metal, cuanto más delgada sea la pared refractaria. Debido a esto, la bobina debe ser refrigerada internamente con una funda de enfriamiento con agua. La Figura 7 ilustra los diferentes componentes de un horno de inducción y la Figura 8 muestra cómo es retirado el material fundido del horno con la ayuda de un sistema de basculamiento hidráulico.
18
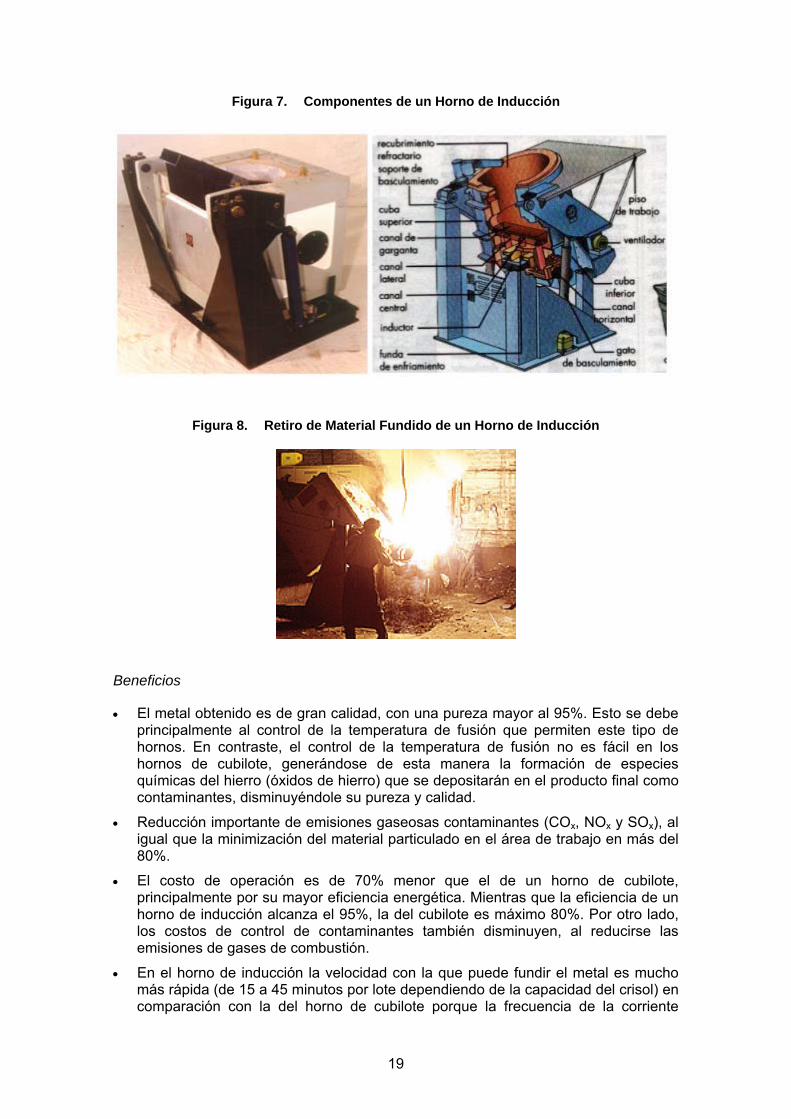
Figura 7. Componentes de un Horno de Inducción
Figura 8. Retiro de Material Fundido de un Horno de Inducción
Beneficios
• El metal obtenido es de gran calidad, con una pureza mayor al 95%. Esto se debe principalmente al control de la temperatura de fusión que permiten este tipo de hornos. En contraste, el control de la temperatura de fusión no es fácil en los hornos de cubilote, generándose de esta manera la formación de especies químicas del hierro (óxidos de hierro) que se depositarán en el producto final como contaminantes, disminuyéndole su pureza y calidad.
• Reducción importante de emisiones gaseosas contaminantes (COx, NOx y SOx), al igual que la minimización del material particulado en el área de trabajo en más del 80%.
• El costo de operación es de 70% menor que el de un horno de cubilote, principalmente por su mayor eficiencia energética. Mientras que la eficiencia de un horno de inducción alcanza el 95%, la del cubilote es máximo 80%. Por otro lado, los costos de control de contaminantes también disminuyen, al reducirse las emisiones de gases de combustión.
• En el horno de inducción la velocidad con la que puede fundir el metal es mucho más rápida (de 15 a 45 minutos por lote dependiendo de la capacidad del crisol) en comparación con la del horno de cubilote porque la frecuencia de la corriente
19
genera remolinos inducidos, los cuales ejercen una acción de agitación sobre el metal fundido con la cual se mejora la transferencia de calor al metal.
• Las pérdidas por oxidación son mínimas, recuperándose más del 95% del metal introducido al horno.
• Estos hornos son fácilmente operados desde un dispositivo central, en el cual se tiene un estricto control de la temperatura interna del horno, minimizando los riesgos operativos para la planta de producción ya que los operarios no tienen ninguna necesidad de estar cerca del horno.
Fallas Operativas y Problemáticas a las que Responde
Las fallas operativas y problemáticas identificadas en las empresas de fundición del departamento del Atlántico a las que responde la implementación de esta tecnología son:
• Gran dificultad en el control de calidad y homogeneidad en la calidad del producto terminado.
• Pérdidas del metal a fundir por oxidación al realizar la fusión con un combustible fósil.
• Alto nivel de emisiones gaseosas (COx,NOx, SOx) que resultan de la combustión. • Gran cantidad de emisiones fugitivas en forma de polvillo que contaminan el área
de trabajo. • Alto riesgo al realizar las operaciones tanto de carga de materia prima como en las
de descarga y almacenamiento de producto. • Pérdidas energéticas en las corrientes gaseosas cercanas al 30% de la energía
producida.
Proveedores Potenciales
Inductotherm Group Brasil Ltda, Sistemas inductivos de potencia para hornos de fusión, COMERE S.A. (construcciones mecánicas), www.comere.com
1.4. Tecnología 4: Tapa Móvil y Encerramiento para el Horno de Solera
Esta tecnología consiste en la adaptación una tapa móvil y un sistema de encerramiento en los pequeños hornos de solera utilizados a pequeña escala en la fundición de aluminio.
Objeto
Se propone esta tecnología principalmente para la captación efectiva de emisiones gaseosas contaminantes y de material particulado proveniente del horno de solera, las cuales deberán luego ser tratadas para no generar contaminación.
Descripción de la Tecnología
La tapa móvil para el horno de solera está constituida por una lámina curvada2 con una chimenea de salida de los gases de la combustión, la cual se acopla a un ducto para la evacuación de los mismos. La tapa tiene un lado removible que posibilita la entrada de materia prima y de combustible (coque), que es posteriormente cerrado para evitar las emisiones fugitivas, tal como se muestra en la Figura 9. Este sistema se
2 La curvatura de la tapa debe ser adecuada para el horno al cual se adaptará.
20

deberá acoplar con un dispositivo de encerramiento del horno. El más utilizado es la campana de captación de gases de chimenea.
Beneficios
• Es un sistema de bajo costo ($10´000.000), fácil operación y muy poco mantenimiento.
• Con la implementación de la tapa móvil y encerramiento del horno de solera, disminuye en un 80% la concentración de material particulado proveniente de las misiones fugitivas del horno.
• Es el primer paso para la correcta disposición de las emisiones gaseosas que se generan en el horno.
Aunque por sí solo no controla los flujos de contaminación que se producen en el horno, se utiliza por lo general acoplado a un sistema de tratamiento gaseoso. Un ejemplo de dicho sistema se detalla en la siguiente sección.
Figura 9. Tapa Móvil para el Horno de Solera
Fallas Operativas y Problemáticas a las que Responde
Las fallas operativas y problemáticas identificadas en las empresas de fundición del departamento del Atlántico a las que responde la implementación de esta tecnología son:
• Alta concentración de material particulado en el área de trabajo y sus alrededores, provenientes de emisiones fugitivas del horno.
• Utilización de un sistema ineficiente de captación de los gases y material particulado del horno de solera.
Potenciales Proveedores
Esta tapa, una vez diseñada de acuerdo a las medidas requeridas, se puede construir en un taller común de metalmecánica donde tengan equipos de soldadura, doblado y remachado de metal.
21

1.5. Tecnología 5: Sistema de Ciclón y Lavado de Gases de Chimenea
El sistema de ciclón y lavado de gases de chimenea no es en sí una tecnología más limpia sino una tecnología de control de la contaminación. Sin embargo, la hemos incluido en este informe debido a las fallas operativas encontradas en las empresas del sector en relación con el inadecuado tratamiento de las emisiones gaseosas provenientes de la fundición.
Objeto
El objeto principal de este sistema es la disminución de las emisiones contaminantes y el material particulado proveniente del horno de fundición. Este es un sistema muy sencillo tanto de implementar como de operar. Su utilización es frecuente en empresas de pequeña y mediana producción, en la medida en que representa una solución viable técnicamente y económicamente asequible para la disminución de la contaminación producida en los gases de combustión.
Descripción de la Tecnología
Los ciclones utilizan la inercia para remover las partículas de la corriente del gas, normalmente en una cámara de forma cónica. Los ciclones operan creando un vórtice doble dentro del cuerpo del mismo. El gas que entra es forzado a bajar por el cuerpo del ciclón con movimiento circular cerca de la superficie del tubo del ciclón. En el fondo del ciclón, la dirección del gas se invierte y sube en espirales por el centro del tubo y sale por la tapa del ciclón, tal como se ilustra en la Figura 10.
Figura 10. Exterior e Interior de un Ciclón
Las partículas en la corriente del gas son forzadas hacia la pared del ciclón por la fuerza centrífuga del gas en rotación, pero se les opone la fuerza de arrastre del gas que pasa por el ciclón hacia la salida. Con las partículas más grandes, la inercia vence a la fuerza de arrastre, haciendo que las partículas alcancen la pared del ciclón y sean colectadas. Con las partículas más pequeñas, la fuerza de arrastre es mayor que la inercia, ocasionando que las partículas salgan del ciclón junto con el gas. La gravedad también hace que las partículas más grandes que llegan a la pared del ciclón bajen hacia la tolva. El lavado de gases, por su parte, es un proceso muy sencillo que consiste en hacer pasar los gases por una cortina de agua, complementando con una aspersión en gotas, que ayudara a la precipitación y control de material particulado muy fino. Este
22

sistema es conocido con el nombre de gorro chino, y se puede aplicar en más de una etapa como se muestra en la Figura 11.
Figura 11. Sistema de Lavado de Gases de Chimenea
Beneficios
• Mejor control del material particulado fino (menor a 10µm), que luego puede ser recuperado para introducirlo nuevamente en el proceso de fundición.
• Disminución de la concentración de gases contaminantes y partículas finas emitidas al medio ambiente que se obtienen del horno de fundición.
• Es uno de los sistemas de control de emisiones y material particulado más sencillos y de menor costo. Operado correctamente alcanza porcentajes de remoción de material particulado de la corriente gaseosa proveniente de la chimenea hasta de un 80 %.
Fallas Operativas y Problemáticas a las que Responde
Las fallas operativas y problemáticas identificadas en las empresas de fundición del departamento del Atlántico a las que responde la implementación de esta tecnología son:
• Nivel alto de concentración de material particulado en el área de trabajo, proveniente del horno.
• Alto contenido de gases contaminantes (COx, NOx y SOx) que se producen al quemar combustibles fósiles en el horno.
23

• Perdidas de producto en forma de óxidos metálicos en los gases de chimenea y en las emisiones fugitivas.
Proveedores Potenciales
Estos equipos, una vez diseñados de acuerdo a las medidas requeridas, se pueden construir en un taller común de metalmecánica donde tengan equipos de soldadura, doblado y remachado de metal.
1.6. Implementación de las Tecnologías de Producción Más Limpia Propuestas en las Empresas Estudiadas
La Tabla 2 muestra la relación existente entre las empresas de fundición del departamento del Atlántico estudiadas y las tecnologías de producción más limpia propuestas, indicando cuáles tecnologías son susceptibles de ser aplicadas en cada una de estas empresas.
Tabla 2. Relación entre las Empresas Estudiadas y las Tecnologías Propuestas
Tecnología De Lima MNP Boyacá Reciclal JIG 1. Carga mecánica √ √
2. Reducción del plomo √
3. Horno de inducción √
4. Ciclón y lavado de gases √ √ √ √
5. Tapa móvil solera √
24

2. VALORACIÓN ECONÓMICA DE LAS ALTERNATIVAS TECNOLÓGICAS
El objetivo primordial del análisis de prefactibilidad que se realizó es buscar la mejor ruta de inversión para la aplicación de nuevas tecnologías, para las empresas de fundición. De esta manera se pretende contribuir directa o indirectamente para que los recursos disponibles sean asignados de la forma más racional. Es preciso definir un patrón o norma que permita calificar las diferentes opciones de utilización de los recursos. La evaluación financiera de proyectos es precisamente la metodología escogida para determinar las ventajas y desventajas de cada alternativa tecnológica y la herramienta utilizada en este capítulo. La siguiente evaluación financiera está analizada desde el punto de vista de la rentabilidad ejecutora, es decir las empresas de fundición. La evaluación financiera se realiza a través de la presentación sistemática de los costos y beneficios financieros del proyecto.
2.1. Fundiciones De Lima
Por el tamaño y demanda de producción de la empresa se determinó como la mejor alternativa para De Lima el uso de un horno de inducción eléctrica, opción tecnológica descrita en la sección 1.3.
Datos de Producción de la Empresa
• Producción: De Lima produce 10 lotes de hierro gris, obteniendo 15 toneladas por lote, para una producción mensual de 150 toneladas y una producción anual aproximada de 1500 toneladas. En promedio se obtienen 6 toneladas de producto al día con una recuperación aproximada del 95 % de la chatarra introducida en el horno de inducción
• Precio de venta: Se trabajó con un precio de venta de $1,500/kg, con base en datos de otra empresa del sector.
• Costos de materiales e insumos: • costo de la chatarra: $520/kg • costo de insumos (caliza): $300/kg, de la que se deberá utilizar un equivalente
al 10% de la carga metálica • costo del pretratamiento (maquinado) de la chatarra para reducir su tamaño de
partícula estimado en un 20 % de la suma de los costos por insumos y materia prima
• para gastos energéticos y de consumo de agua se tomaron los siguientes valores: $130/kWh y $4,000/m3
• Costos de personal: se tomó en cuenta que hay 16 horas de trabajo diario, repartidos en dos turnos de trabajo para un total de ocho (8) operarios con un salario de $800,000, con una inversión en capacitación cercana al 10% del total de la nómina anual.
• Asistencia técnica: 10 % de la inversión del equipo • Valor de salvamento: ahorro anual de un 20 % del valor invertido para la compra
del equipo. Para los cálculos de flujo de fondos de inversión se tomo el incremento año a año con un factor de incremento del IPC del 6 % (aumento actual del valor del salario mínimo).
25

Para las tasa de interés se determinó una tasa promedio que representa el interés del capital como si fuese prestado por diferentes entidades financieras como por ejemplo: Fomipyme, Bancoldex, Sena, Findeter, el Centro Nacional de Producción Más Limpia – CNPML, y una entidad bancaria.
Equipo Sugerido para la Empresa
Con los datos de capacidad productiva de la empresa y las características anteriormente enunciadas, se analizaron los diferentes hornos cotizados, teniendo en cuenta el consumo de energía anual, el gasto en agua de refrigeración, la producción anual y el costo total de inversión del equipo (Ver Anexo 1). Se analizaron todas la especificaciones de los hornos de inducción cotizados y se sugiere que el mejor horno para poder cumplir con el nivel de producción actua,l para la empresa es el horno que opera bajo un régimen de potencia de 400 kW con un crisol de 500 Kg. /lote, el cual tiene un tiempo de operación de 37 min.3 Este horno tiene una producción diaria 6.49 toneladas, trabajando dos turnos de ocho horas cada uno durante cinco días a la semana para obtener un total de 1634.6 Kg./año, con un costo de energía de 128.266 pesos/tonelada. Las características y costos asociados a la operación de diferentes modelos de hornos de inducción se muestran en la Tabla 12 y 13 ubicada en el anexo 1. Al realizar la valoración de la inversión para la empresa De lima, se obtuvieron los criterios e indicadores de evaluación económica mostrados en la Tabla 3. La metodología de obtención de dichos indicadores se encuentra ampliada en al anexo 1, Tabla 14 a 17.
Tabla 3. Criterios de Evaluación Financiera con y sin Financiamiento de la Inversión para Fundiciones De Lima
COMPARACIÓN DE CRITERIOS CRITERIOS DE EVALUACION
CON FINANCIACION
CRITERIOS DE EVALUACION
SIN FINANCIACION
VPN Ingresos $9.036.446.988,86 $9.036.446.988,86 VPN Inversión $ 1.464.382.971 $ 2.224.382.971
VPN $7.572.064.017,86 $6.812.064.017,86 BENEFICIO / COSTO 6,17 4,06
TIR 30,30% 28,38% PRI 6 AÑOS 6 AÑOS
TASA VERDADERA MCDO.TIRM= 26,91% 24,89% VPUE $2.206.051.197,09 $1.984.632.188,24
Conclusiones
Con el análisis económico efectuado se puede concluir que el proyecto es viable económicamente, el total de la inversión para el primer año es de: $1.464´382.971, la propuesta de inversión considera una tasa interna de retorno de la inversión de aproximadamente 30%: este valor es mucho mayor que el valor de la tasa de inversión del mercado bancario, también se determino que el periodo de retorno del capital invertido (en el primer año de inversión) es de 6 años, Esta es una inversión de poco riesgo ya que la empresa esta consolidada en el mercado, con lo que se garantiza la venta total del producto final obtenido con el nuevo horno. Se sugiere realizar la
3 Teniendo en cuenta que el tiempo de alistamiento es igual al de operación
26
inversión con la ayuda de una fuente de financiamiento externo, ya que obtienen mayores beneficios en comparación con caso de una inversión total de la empresa. Es importante recordar que es el inversionista el que analiza el costo de oportunidad para invertir o no su capital.
2.2. Comercializadora MNP
Por el tamaño y demanda de producción de la empresa se determinó como la mejor alternativa tecnológica el uso de un sistema de ciclón y lavado de gases de chimenea, en conjunto con la instalación de la tapa móvil de solera. Con estos dos sistemas se busca la implementación de una alternativa que permita la reducción de emisiones gaseosas y fugitivas de las etapas de producción disminuyendo costos generados por multas y cierres provocados por el incumplimiento de las leyes referentes a las cargas emitidas por las empresas. Para realizar el cálculo se estimaron las ganancias de la empresa de mil pesos por kilogramo de producto obtenido, para una producción de 20ton/mes, las multas se estimaron como el equivalente a las perdidas causadas por un cierre de 15 días de la empresa, este valor incluye multas y cierres parciales por sanciones establecidas. La empresa trabaja 21 Días/mes, aproximadamente 252 Días/año, para una producción promedio de 0.95 Ton/día con una recuperación aproximada del 65 % de la chatarra introducida en el horno de inducción; el valor de venta del producto para el análisis financiero fue de 4000 pesos /Kg. de Aluminio, tomando en cuenta que el precio de la chatarra comprada por la empresa esta alrededor de 1500 pesos /Kg. de Chatarra , el costo insumos (caliza) asciende alrededor de 300 pesos /Kg. y se deberá introducir 10 % en peso de insumos respecto a la chatarra introducida al horno, a la chatarra se le debe realizar un proceso de pretratamiento (maquinado) de reducción de tamaño de partícula y este costo fue estimado en un 20 % de la suma de los costos por insumos y materia prima, para determinar los gastos energéticos y de consumo de agua se tomaron los siguientes valores 130 pesos /Kw.hora y 4000 pesos /m3 , para la determinación del total de la producción se tomaron las siguientes estimaciones: 8 horas de trabajo diario, para un total de cinco (5) operarios con un salario de 800,000 pesos /Operario , con una inversión en capacitación cercana al 10% del total de la nómina anual. Para los cálculos de flujo de fondos de inversión se tomo el incremento año a año con un factor de incremento del IPC del 6 % (aumento actual del valor del salario mínimo). Para la tasa de interés se determino una tasa promedio que representaba el interés del capital como si fuese prestado por diferentes entidades financieras (ver Anexo 1: Tabla 24 a 26). El flujo de caja de la implementación de esta alternativa tecnológica en MNP se muestra en la Tabla 24 sin financiación y en la Tabla 25 con financiación. Al realizar la valoración de la inversión para la empresa MNP, se obtuvieron los criterios e indicadores de evaluación económica sin financiación mostrados en la Tabla 4. Los cálculos de obtención de dichos indicadores se amplían en el anexo 1.
Conclusiones
El análisis de los costos financieros para la realización de un crédito con una entidad bancaria, proyecta valores no viables para la realización de un préstamo bancario con el cual se pueda realizar la inversión. La mejor opción es invertir capital propio de los inversionistas, el total de la inversión para el primer año es de: $11.931.640, la tasa interna de retorno de la inversión (22%) es mayor que el valor de la tasa de inversión del mercado bancario, lo cual indica que este es un proyecto rentable económicamente y con un tiempo de recuperación de la inversión corto (6 años).
27

Tabla 4. Criterios de Evaluación Financiera con y sin Financiamiento de la Inversión para Comercializadora MNP
COMPARACIÓN DE CRITERIOS CRITERIOS DE EVALUACION SIN FINANCIACION
VPN Ingresos $17.893.082,58 VPN Inversión $ 11.931.640
VPN $5.961.442,10 BENEFICIO / COSTO 1,50
TIR 22,15% PRI 4 AÑOS
TASA VERDADERA MCDO.TIRM= 20,92% VPUE $1.642.465,71
2.3. Fundiciones Boyacá
Para esta empresa se concluyó que las tecnologías apropiadas a su capacidad productiva y de inversión son un lavador de gases de chimenea y ciclón. Estas alternativas son relativamente económicas, se ajustan a su bajo nivel de producción, y además permiten ajustarse a la legislación en cuanto a la reducción de emisiones gaseosas, particularmente material de tipo particulado. Así mismo se propone la implementación de tecnologías de tipo hidrometalurgicas, que en la actualidad están en etapa de investigación.
Datos de Producción
Fundiciones Boyacá tiene una producción de 5ton/mes de hierro colado, las multas se estimaron como el equivalente a las pérdidas causadas por un cierre de 15 días de la empresa, este valor incluye multas y cierres parciales por sanciones establecidas. La empresa trabaja 21 Días/mes, aproximadamente 252 Días/año, para una producción promedio de 0.24 Ton/día con una recuperación aproximada del 80 % de la chatarra introducida en el horno de inducción; el valor de venta del producto para el análisis financiero fue de 4500 pesos /Kg. de Hierro, tomando en cuenta que el precio de la chatarra comprada por la empresa esta alrededor de 650 pesos /Kg. de Chatarra (esta diferencia de ganancias se basa en los productos que la empresa ofrece, los cuales principalmente son trabajos específicos ), el costo de insumos (caliza) asciende alrededor de 300 pesos
/Kg. y se deberá introducir 10 % en peso de insumos respecto a la chatarra alimentada al horno, a esta se le debe realizar un proceso de pretratamiento (maquinado) de reducción de tamaño de partícula y este costo fue estimado en un 20 % de la suma de los costos por insumos y materia prima, para determinar los gastos energéticos y de consumo de agua se tomaron los siguientes valores 130 pesos /Kw.hora y 4000 pesos /m3 , para la determinación del total de la producción se tomaron las siguientes estimaciones: 8 horas de trabajo diario, para un total de cinco (5) operarios con un salario de 800000 pesos /Operario Para los cálculos de flujo de fondos de inversión se tomo el incremento año a año con un factor de incremento del IPC del 6 % (aumento actual del valor del salario mínimo).para las tasa de interés se determino una tasa promedio que representaba el interés del capital como si fuese prestado por diferentes entidades financieras como por ejemplo: Fomipyme, Bancoldex, Sena, Findeter, CNPML, y una entidad bancaria. Para la realización del flujo de fondos e inversión se presentó el siguiente problema: la instalación e implementación de la tecnología propuesta para esta empresa no genera
28

beneficio económico directo sino que la ganancia es de tipo ambiental y social (intangible), con lo cual el siguiente flujo de caja es realizado para la inversión necesaria para implementar el sistema de nueva tecnología sugerido (este flujo es solamente realizado para la instalación y puesta en marcha del equipo, mas no el flujo de capital de la empresa). Se estimó que la empresa permaneció cerrada durante el 10% de la producción total del año. Este valor se tomó como el ingreso que se recibiría al implementar esta tecnología. El flujo de caja para los cuatro primeros años de la implementación de la nueva tecnología escogida se muestra en la Tabla 5, y el resumen de costos en la Tabla 6.
Tabla 5. Flujo de Caja Implementación Alternativa Tecnológica Fundiciones Boyacá
años 1 2 3 4 inversión total $ 4.500.000 0 0 0
energía $ 496.037 $ 525.799 $ 557.347 $ 590.788 agua $ 200.000 $ 212.000 $ 224.720 $ 238.203
mantenimiento $ 127.604 $ 135.260 $ 143.375 $ 151.978 mano obra $ 480.000 $ 508.800 $ 539.328 $ 571.688 insumos $ 100.000 $ 106.000 $ 112.360 $ 119.102 subtotal $ 5.903.640 $ 1.487.861 $ 1.577.133 $ 1.671.762
ahorro multas $ 2.000.000 $ 2.120.000 $ 2.247.200 $ 2.382.032 flujo estimado $ -3.903.640 $ 632.139 $ 670.067 $ 710.270
Tabla 6. Resumen de Costos Alternativa Tecnológica Fundiciones Boyacá
0 1 2 3 4 COSTOS DIRECTOS 2006 2007 2008 2009 2010
energía $ 496.037 $ 525.799 $ 557.347 $ 590.788 agua $ 200.000 $ 212.000 $ 224.720 $ 238.203 mantenimiento $ 127.604 $ 135.260 $ 143.375 $ 151.978 mano obra $ 480.000 $ 508.800 $ 539.328 $ 571.688 insumos $ 100.000 $ 106.000 $ 112.360 $ 119.102 TOTAL COSTOS DIRECTOS $ 0 $ 1.403.641 $ 1.487.859 $ 1.577.130 $ 1.671.759
COSTOS TOTALES $ 0 $ 1.403.641 $ 1.487.859 $ 1.577.130 $ 1.671.759
Conclusiones
Del análisis financiero realizado se puede inferir que el periodo de recuperación de la inversión es de 3 años con la utilización de recursos propios de la empresa y que el proyecto tiene una tasa de retorno del capital (incluyendo devaluación) del 8% efectivo anual, el total de la inversión para el primer año es de: $ 4´500.000, cabe recordar que la estimación de la ganancia que tendrá la empresa esta basada en beneficios sociales y ambientales: los cuales son considerados intangibles, lo que hace muy compleja su identificación y valoración.
29

2.4. Reciclal
La tecnología disponible más adecuada para su instalación incluye un sistema de carga mecánica y sistemas de lavado de gases de chimenea y ciclón. Es necesario aclarar que para esta empresa se sugiere la implementación de un sistema combinado para la recuperación del plomo por un sistema hidrometalúrgico, el cual actualmente se encuentra en etapa de investigación por los cual no se presentan sus costos en el flujo de inversión. Para realizar el cálculo se estimaron las ganancias de la empresa en seiscientos pesos por kilogramo de producto obtenido, para una producción de 25ton/mes de plomo, las multas se estimaron como el equivalente a las perdidas causadas por un cierre de 15 días de la empresa, este valor incluye multas y cierres parciales por sanciones establecidas. La empresa trabaja 21 Días/mes, aproximadamente 252 Días/año, para una producción promedio de 1.2 Ton/día con una recuperación aproximada del 70 % de la chatarra introducida en el horno de inducción; el valor de venta del producto para el análisis financiero fue de 2200pesos /Kg. de Plomo, tomando en cuenta que el precio de la chatarra comprada por la empresa esta alrededor de 670 pesos /Kg. de Chatarra , el costo de insumos (caliza y reductor) asciende alrededor de 350 pesos /Kg. y se deberá introducir 10 % en peso de insumos respecto a la chatarra alimentada al horno, a esta se le debe realizar un proceso de pretratamiento (maquinado) de reducción de tamaño de partícula y este costo fue estimado en un 20 % de la suma de los costos por insumos y materia prima, para determinar los gastos energéticos y de consumo de agua se tomaron los siguientes valores 130 pesos /Kw.hora y 4000 pesos /m3 , para la determinación del total de la producción se tomaron las siguientes estimaciones: 8 horas de trabajo diario, para un total de ocho (8) operarios con un salario de 800000 pesos /Operario. Para la realización del flujo de fondos e inversión se presentó el siguiente problema: la instalación e implementación de la tecnología propuesta para esta empresa no genera beneficio económico directo sino que la ganancia es de tipo ambiental y social (intangible), con lo cual el siguiente flujo de caja es realizado para la inversión necesaria para implementar el sistema de nueva tecnología sugerido (este flujo es solamente realizado para la instalación y puesta en marcha del equipo, mas no el flujo de capital de la empresa). Se estimó que la empresa permaneció cerrada durante el 5% de la producción total del año, este valor se tomó como el ingreso que se recibiría al implementar esta tecnología. El flujo de caja para los dos primeros años de la implementación de la alternativa tecnológica para Reciclal se muestra en la Tabla 7 y el resumen de costos en la Tabla 8.
Tabla 7. Flujo de Caja Implementación Alternativa Tecnológica Reciclal
años 1 2 3 inversión total $ 8.500.000 0 0
energía $ 992.074 $ 1.051.598 $ 1.114.694 agua $ 200.000 $ 212.000 $ 224.720
mantenimiento $ 177.207 $ 187.840 $ 199.110 mano obra $ 480.000 $ 508.800 $ 539.328 insumos $ 100.000 $ 106.000 $ 112.360 subtotal $ 10.449.281 $ 2.066.240 $ 2.190.215
ahorro multas $ 9.000.000 $ 9.540.000 $ 10.112.400 flujo estimado -$ 1.449.281 $ 7.473.760 $ 7.922.185
30

.
Tabla 8. Resumen de Costos Alternativa Tecnológica Reciclal
0 1 2 3 COSTOS DIRECTOS 2006 2007 2008 2009
Energía $ 992.074 $ 1.051.598 $ 1.114.694 Agua $ 200.000 $ 212.000 $ 224.720 Mantenimiento $ 177.207 $ 187.840 $ 199.110 mano obra $ 480.000 $ 508.800 $ 539.328 Insumos $ 100.000 $ 106.000 $ 112.360 TOTAL COSTOS DIRECTOS $ 0 $ 1.949.281 $ 2.066.238 $ 2.190.212
COSTOS TOTALES $ 0 $ 1.949.281 $ 2.066.238 $ 2.190.212
Conclusiones
Del análisis financiero realizado se puede inferir que la inversión se recuperaría en un año y cuatro meses con una tasa de interés del 23% efectivo anual, el proyecto tiene una tasa de retorno del capital (incluyendo devaluación) del 8% efectivo anual, el total de la inversión para el primer año es de: $ 8´500.000, se puede observar en la Tabla 7 como el flujo total esperado para el segundo año supera 80% de la inversión realizada, lo que indica que este proyecto es altamente rentable para la empresa. Cabe recordar que la estimación de la ganancia que tendrá la empresa esta basada en beneficios sociales y ambientales: los cuales son considerados intangibles, lo que hace muy compleja su identificación y valoración.
2.5. Fundiciones JIG
La tecnología disponible más adecuada para su instalación incluye un sistema de carga mecánica y sistemas de lavado de gases de chimenea y ciclón, es necesario aclarar que para esta empresa se sugiere la implementación de un sistema combinado para la recuperación del plomo por un sistema hidrometalúrgica el cual actualmente se encuentra en etapa de investigación por los cual no se presentan sus costos en el flujo de inversión. Así mismo se propone la implementación de tecnologías de tipo hidrometalurgicas, que en la actualidad están se encuentran en etapa de investigación. Para realizar el cálculo se estimaron las ganancias de la empresa en seiscientos pesos por kilogramo de producto obtenido, para una producción de 200ton/mes de plomo, las multas se estimaron como el equivalente a las perdidas causadas por un cierre de 15 días de la empresa, este valor incluye multas y cierres parciales por sanciones establecidas. La empresa trabaja 21 Días/mes, aproximadamente 252 Días/año, para una producción promedio de 9.5 Ton/día con una recuperación aproximada del 70 % de la chatarra introducida en el horno de inducción; el valor de venta del producto para el análisis financiero fue de 2200pesos /Kg. de Plomo, tomando en cuenta que el precio de la chatarra comprada por la empresa esta alrededor de 670 pesos /Kg. de Chatarra , el costo de insumos (caliza y reductor) asciende alrededor de 350 pesos /Kg. y se deberá introducir 10 % en peso de insumos respecto a la chatarra alimentada al horno, a esta se le debe realizar un proceso de pretratamiento (maquinado) de reducción de tamaño de partícula y este costo fue estimado en un 20 % de la suma de los costos por insumos y materia
31

prima, para determinar los gastos energéticos y de consumo de agua se tomaron los siguientes valores 130 pesos /Kw.hora y 4000 pesos /m3 .
Conclusiones
Para la realización del análisis económico de inversión, se presento un inconveniente al determinar el flujo de caja, ya que no se contaban con datos veraces y reales de producción, porque el día que se realizo la visita a la empresa, no se encontraba produciendo y estaba cerrada. El flujo de caja para los tres primeros años de la implementación de la nueva tecnología escogida se muestra en la Tabla 9. La inversión se recuperaría en menos de un año con una tasa de interés del 23% efectivo anual, lo que indica que este proyecto es rentable económicamente, el total de la inversión para el primer año es de: $ 8´500.000 y el flujo total neto para el segundo año es mayor que el total de la inversión realizada. Cabe recordar que la estimación de las ganancias que tendrá la empresa están basadas en beneficios sociales y ambientales: los cuales son considerados intangibles, lo que hace muy compleja su identificación y valoración.
Tabla 9. Flujo de Caja Alternativa Tecnológica Fundiciones JIG
años 1 2 3 inversión total $ 8.500.000 0 0
energía $ 992.074 $ 1.051.598 $ 1.114.694 agua $ 200.000 $ 212.000 $ 224.720
mantenimiento $ 177.207 $ 187.840 $ 199.110 mano obra $ 480.000 $ 508.800 $ 539.328 insumos $ 100.000 $ 106.000 $ 112.360 subtotal $ 10.449.281 $ 2.066.240 $ 2.190.215
ahorro multas $ 10.800.000 $ 11.448.000 $ 12.134.880 flujo estimado $ 350.719 $ 9.381.760 $ 9.944.665
32
3. DISEÑO PROYECTO PILOTO DEMOSTRATIVO “APLICACIÓN DE UN SISTEMA COMBINADO PARA LA REDUCCIÓN Y OBTENCIÓN DE PLOMO DE OBRA”
En esta sección se describen los aspectos principales del diseño de un proyecto piloto demostrativo para la aplicación de un sistema combinado para la reducción y obtención de plomo de obra, tal como se describió en la sección 1.2. Este proyecto es aplicable a la empresas del departamento del Atlántico que hacen la recuperación del metal a partir de baterías plomo – ácido que ya han sido usadas y agotadas. El carácter combinado del sistema propuesto responde a que éste incluye tanto procesos de fusión del metal como un componente de reducción del plomo+2 a plomo0, efectuado este último por vía hidrometalúrgica, empleando seguidamente la vía térmica para la obtención final del lingote.
3.1. Justificación
Es imperativo buscar alternativas de producción más limpia para el subsector de fundición de plomo en el departamento del Atlántico, toda vez que la liberación de plomo al ambiente debido a este proceso es actualmente superior a las 200 toneladas por año4, y más aún cuando esta cantidad puede aumentar si se tiene en cuenta que en la actualidad se utiliza sólo un 40% de la capacidad instalada de procesamiento y recuperación de plomo en el departamento.5 Mediante este proceso de reducción es posible evitar gran parte de la contaminación ambiental generada durante el proceso de fundición de plomo, respondiendo de esta manera a la problemática ambiental de este sector identificada a lo largo de este proyecto. La alternativa propuesta consiste en lograr la reducción del plomo oxidado por vía hidrometalúrgica y luego recuperar el plomo reducido por vía térmica.
3.2. Contexto: Problemáticas de la Fundición de Plomo en el Atlántico
El proceso seguido en el departamento del Atlántico para la recuperación del plomo de las baterías usadas consta, en general, de los siguientes pasos:
1. Drenaje del electrolito. 2. Destape de la batería por corte o con hacha. 3. Separación manual de las fracciones plásticas y metálicas. 4. Proceso térmico (fundición) de la fracción metálica. Este procedimiento genera un alto impacto ambiental, tal como fue posible observar en las visitas técnicas realizadas y como fue expuesto en la segunda reunión de actores y partes interesadas del proyecto realizada el día 20 de Diciembre de 2005, junto con sus soportes y registros fotográficos. Las principales problemáticas identificadas y socializadas se describen a continuación:
4 Esta cifra se basa en los datos observados de carga y descarga de masas en los diferentes hornos de recuperación de plomo visitados. 5 Actualmente se procesan 2,000 toneladas de plomo al año en el departamento del Atlántico y la capacidad de procesamiento es 5,000 toneladas por año.
33

• Contaminación con plomo y sustancias corrosivas del electrolito de batería: Los derrames de electrolito que se presentan durante el drenaje o la apertura inicial de la tapa de la batería son una fuente de contaminación del medio ambiente y de problemas de salud para el ser humano. Dicho electrolito es una solución altamente corrosiva y a su vez un portador idóneo del plomo soluble y de finas partículas de plomo. Es así como una liberación incontrolada de electrolito de batería en áreas sin el debido aislamiento puede contaminar directamente el suelo, haciendo de éste una fuente de plomo. Al evaporarse la solución, las partículas de plomo se incorporan al polvillo del suelo y pueden ser arrastradas por viento o quedar adheridas en las suelas de los zapatos o ruedas de vehículos.
• Riesgos de contaminación asociados a la apertura manual de las baterías: La apertura manual de las baterías acarrea por lo general pequeñas fugas de electrolito y la formación de trozos y partículas con plomo. Dicho procedimiento puede ser muy nocivo si los trabajadores no cuentan con buenos elementos de protección personal y si no hay control del sitio de trabajo desde el punto de vista de la seguridad industrial.
• Riesgos de contaminación asociados con la separación manual de los componentes de la batería: La separación manual de los componentes de la batería debe efectuarse con los elementos de protección personal adecuados para evitar el contacto del plomo y de sustancias corrosivas con la piel y así mismo el riesgo de inhalación de material particulado que contenga trozos de plomo o sus óxidos.
• Emisiones al aire de compuestos de plomo y gases de combustión: Los métodos pirometalúrgicos empleados registran impacto por liberación de plomo por volatilización y productos indeseables de combustión incompleta. De igual manera se presentan volatilizaciones de sustancias químicas que acompañan la carga efectuada a los hornos entre los cuales se destaca el SO2 cuando la carga no ha sido previamente desulfurada.
• Operación inadecuada del proceso de fundición: En las visitas realizadas se corroboró la ausencia de agentes fundentes en la carga del horno, los cuales pueden mejorar considerablemente el proceso térmico. Al derretirse estos fundentes a una temperatura menor a la de fusión y reducción de los componentes de plomo, su utilización aporta un solvente líquido a la mezcla de fundición que atrapa diversos compuestos indeseables y reduce la temperatura de fusión de los compuestos metálicos. Por otro lado, no hay un control adecuado de la cantidad de reductor empleado (finos de coque) y por tanto la escoria sale muy contaminada con plomo, lo cual representa un peligro para el medio ambiente.
3.3. Objetivo General
Diseñar una tecnología alternativa para la recuperación del plomo de acumuladores plomo –ácido que permita un control efectivo sobre la liberación de este metal al medio ambiente, logrando la reducción de dicha liberación a valores cuyo impacto sobre el ambiente y la salud humana sean lo más bajos posibles.
34

3.4. Etapas y Actividades
El diseño del proyecto piloto involucra las etapas listadas a continuación. Las actividades requeridas para el desarrollo de cada una de estas etapas se relacionan en la Tabla 10.
1. Desarrollo de la tecnología a nivel de banco, determinando mediante un balance de masa el comportamiento del proceso de recuperación del metal, en comparación con el proceso actual.
2. Diseño del escalado correspondiente para una corrida industrial de capacidad similar a la cochada efectuada por piro-metalurgia en una industria tipo del Atlántico. Esta etapa del proyecto permite obtener los parámetros para determinar la capacidad de planta del proceso hidrometalúrgico según una producción típica en una de las industrias recuperadoras de plomo.
3. Dimensionamiento de los equipos y listado de materiales necesarios para su correspondiente valoración y cotización.
4. Determinación de la factibilidad económica del proyecto. 5. Elaboración del plan financiero. 6. Determinación de las alternativas de puesta en marcha.
Tabla 10. Etapas y Actividades para el Diseño del Proyecto Piloto
Etapas Actividades Productos Etapa 1: Desarrollo de la tecnología a nivel de banco
• Revisión de fuentes bibliográficas sobre el estado del arte de recuperación de plomo de baterías agotadas.
• Optimizar el proceso de pretratamiento de la batería para la separación de los componentes, específicamente el arte y la separación de la fracción actualmente oxidada del plomo.
• Concertación de un convenio de investigación con una universidad que tenga experiencia en electroquímica, con el objeto de poner a punto el proceso de reducción de plomo (+4) a plomo (+2) y su posterior electroreducción con corriente continúa.
• Realizar un diseño de experimentos para solucionar el problema de la conversión de la placa negativa que contiene plomo (+4) y plomo (0) para así permitir la solubilización del plomo (+2).
• Una vez solubilizado el plomo (+2) se realiza otro diseño de experimentos para optimizar las propiedades más importantes en la reducción electrolítica, entre las cuales están: la intensidad de corriente, el tiempo de operación y la temperatura del sistema.
• Estado del arte de la tecnología.
• Número de investigaciones que se llevan a cabo actualmente.
• Posibles proveedores. • Manual de optimización del
proceso de pretratamiento de las baterías.
• Convenio de investigación con Universidad firmado.
• Diseño de experimentos que permitan identificar la tecnología con menor impacto ambiental, así como las condiciones óptimas de operación e insumos necesarios para su implementación.
Etapa 2: Escalado de la tecnología
• Determinación de la capacidad de planta • Elaboración de la ingeniería básica de la planta • Elaboración de la ingeniería de detalle
• Capacidad de producción de la planta (kg/hora).
• Listados de materiales, equipos, insumos y servicios necesarios, así como las obras civiles necesarias.
Etapa 3: Dimensionamiento
• Elaboración de planos de construcción para los equipos necesarios en el proceso
• Selección de materiales para la construcción de
•
35

los equipos necesarios • Elaboración del listado de materiales,
accesorios y equipos necesarios para la puesta enmarca del proceso
• Cotización de la fabricación de equipos y materiales necesarios
• Diseño de obras civiles necesarias Etapa 4: Determinación de la factibilidad económica
• Elaboración y análisis de flujos de caja proyectados para la implementación del proyecto, a escala parecida a la utilizada en el sector de fundición en el Atlántico.
• Factibilidad económica del proyecto a la escala requerida.
Etapa 5: Elaboración del plan financiero
• Identificación de posibles socios o participantes • Pacto de aportes iniciales • Consecución de recursos o donaciones • Proyección económica
• Plan financiero. • Recursos de capital inicial
para el montaje del proyecto.
Etapa 6: Puesta en Operación
• Selección del sitio de ubicación del proyecto • Obtención de permisos necesario que se den a
lugar • Construcción de obras civiles necesarias • Programa de puesta en marcha • Conformación de la organización • Adquisición de equipos y materiales
• Iniciación del proyecto.
3.5. Indicadores
Los indicadores claves para determinar el impacto económico y ambiental deberán ser medibles fácilmente, para caracterizar y vigilar el desarrollo correcto de la investigación e implementación de esta tecnología, entre los cuales están: • Determinación de la cantidad de plomo recuperado con el método
hidrometalúrgico, medido en TratadaBateria
PlomoKg recuperado
• Determinación del costo energético consumido por kilogramo de plomo recuperado medido en:
recuperado $
PlomoKgEnergia
• Determinación de la pureza del metal obtenido, con la ayuda de un método de análisis cuantitativo, medido en % de pureza.
• Determinación de la cantidad de subproductos tóxicos obtenidos por kilogramo de plomo recuperado, medido en
recuperado toxicosossubproduct de
PlomoKgKg
• Caracterización de la absorción del plomo en los trabajadores, este muestreo se deberá realizar para los dos procesos industriales (fundición tradicional e hidrometalurgia), para lo cual será necesario realizar pruebas sanguíneas.
3.6. Riesgos
Uno de los riesgos más importantes es la imposibilidad de obtener rendimientos como los descritos en la teoría (99%), principalmente porque las condiciones de operación son actualmente un secreto de tipo industrial. Desconociendo una gran cantidad de variables que son muy influyentes en el rendimiento del plomo recuperado, entre las mas importantes están: la intensidad de corriente eléctrica, la temperatura del sistema, el tiempo de reacción, entre otros.
36

3.7. Costos del Proyecto
Personal
Para el desarrollo del proyecto se debe contar con un grupo de profesionales con una amplia experiencia en los diferentes temas relacionados con su desarrollo. Los perfiles técnicos de dichos profesionales dependerán de los resultados de los ensayos pero se sugiere tener un director de proyecto, un ingeniero de proyecto y un auxiliar de ingeniería. Para tal distribución de personal se muestra una relación de costos en la Tabla 11:
Tabla 11. Relación de Costos de Personal
Honorarios Valor / mes Periodo (Meses) Valor Total Director $2.000.000 15 $30.000.000 Ingeniero $1.500.000 12 $18.000.000 Auxiliar $800.000 10 $8.000.000 TOTAL $56.000.000
Materiales y Equipos
Los siguientes materiales y equipos son requeridos para el desarrollo del proyecto6:
• Rectificador de corriente, • Reactor de lixiviación • Filtro prensa • Acido Fluobórico • Acido Clorhídrico • Cloruro de Sodio • Carbonato de Amonio • Sulfito de amonio Se estima en cinco millones de pesos el costo de las sustancias y reactivos necesarios para realizar los ensayos con la Universidad, suponiendo que ésta ya cuente con los equipos para llevarlos a cabo.
6 Los requerimientos de sustancias químicas son sujetas a los resultados de los ensayos.
37

3.8. Cronograma de Actividades
Meses Etapa Actividad 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17Revisión bibliográfica Convenio con Universidad Optimización proceso de pretratamiento Diseño de experimentos dismutación
Etapa 1: Desarrollo de la tecnología a nivel de banco
Diseño experimentos reducción electrolítica Determinación capacidad de planta Elaboración de ingeniería básica
Etapa 2: Escalado de la tecnología Elaboración de ingeniería en detalle
Elaboración planos de construcción Selección de materiales de construcción Elaboración listado de materiales Cotización fabricación equipos
Etapa 3: Dimensionamiento
Diseño de obras civiles Etapa 4: Determinación de la factibilidad económica
Identificación socios y participantes Pacto de aportes iniciales Consecución de recursos y donaciones
Etapa 5: Elaboración del plan financiero
Proyección económica Selección sitio de ubicación del proyecto Obtención de permisos Construcción de obras civiles Programa de puesta en marcha Conformación de la organización
Etapa 6: Puesta en Operación
Adquisición de equipos y materiales
38

BIBLIOGRAFÍA
Baquero, A. Fundamento teórico de la fusión en el cubilote, 2004, UIS, Colombia.
Barakat, M. Recobery lead, tin and indium form alloy wire scrap, Egipto, 1997, Hydrometarllurgy 49(1998) 63-73.
Convenio de Basilea sobre el control de los movimientos transfronterizos de los desechos peligrosos y su eliminación, 22 de marzo 1989, Programa de desarrollo de las Naciones Unidas, 2002.
Ferracin, L. Sanhueza, A. Reserio, A. Lead recobery form a typical Brazilian sludge of acid bateries using an electrohydrometallurgical process, Brasil, 2002, Hydrometarllurgy 65(2002) 137-144.
Inductotherm Group Brasil Ltda., Sistemas inductivos de potencia para hornos de fusión, Brasil, 2005-2006.
Mokete, K. Evaluación financiera de proyectos de inversión, Uniandes, Colombia, 1999.
Timmerhaus, P. Plant design and economics for chemical engineers, USA, 1981.
39

ANEXO 1 – METODOLOGÍA DE CÁLCULO PARA ESTIMAR LA INVERSIÓN REQUERIDA EN LA IMPLEMENTACIÓN DE LAS
ALTERNATIVAS PROPUESTAS DE PML
Fundiciones De Lima
Con los datos de capacidad productiva de la empresa y las características anteriormente enunciadas, se analizaron los diferentes hornos cotizados, teniendo en cuenta el consumo de energía anual, el gasto en agua de refrigeración, la producción anual y el costo total de inversión del equipo. Para ello se utilizaron las siguientes expresiones matemáticas:
Producción diaria (Ton/día):
100060
2*
⎟⎟⎟
⎠
⎞
⎜⎜⎜
⎝
⎛
=tCT
P
g
DIARIA
Siendo:
T = Tiempo de trabajo diario (16 horas). Cg = Carga del horno (Kg.). Datos suministrados por
el fabricante t = tiempo de operación (minutos). Los valores numéricos de 60 y 1000 son factores de conversión para que la ecuación sea dimensionalmente correcta.
Costo de energía eléctrica diaria (Pesos/día )
EEED ETPC $**= Siendo:
P= potencia (Kw.) $EE= costo de electricidad (130 $/Kwh.).
Costo por tonelada (Pesos/Ton))
DIARIA
EED
TON
TON PC
C =$
Producción anual (Ton/Año )
AÑODIASDIARIA
AÑOTONANUAL PP 252*=
Costo de energía eléctrica por año (Pesos/Año )
ANUALtonEEA PCC *
$$ =
40
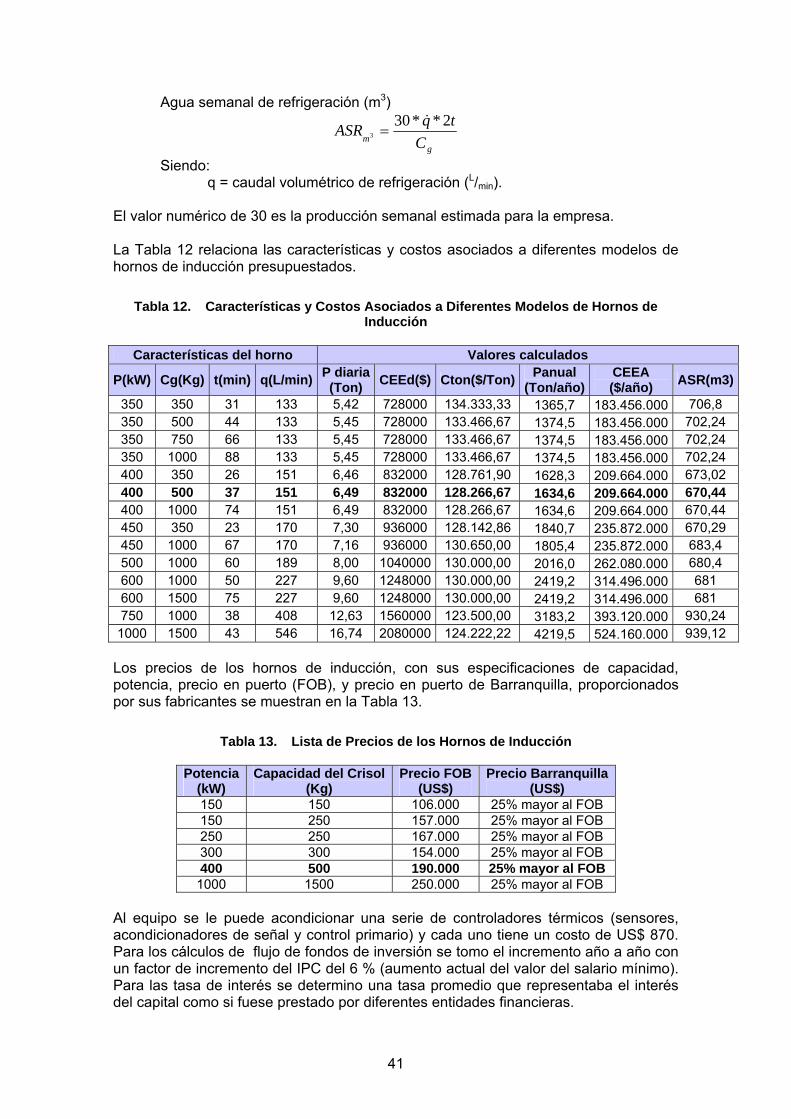
Agua semanal de refrigeración (m3)
gm C
tqASR 2**303
&=
Siendo: q = caudal volumétrico de refrigeración (L/min).
El valor numérico de 30 es la producción semanal estimada para la empresa. La Tabla 12 relaciona las características y costos asociados a diferentes modelos de hornos de inducción presupuestados.
Tabla 12. Características y Costos Asociados a Diferentes Modelos de Hornos de Inducción
Características del horno Valores calculados
P(kW) Cg(Kg) t(min) q(L/min) P diaria(Ton) CEEd($) Cton($/Ton) Panual
(Ton/año) CEEA ($/año) ASR(m3)
350 350 31 133 5,42 728000 134.333,33 1365,7 183.456.000 706,8 350 500 44 133 5,45 728000 133.466,67 1374,5 183.456.000 702,24 350 750 66 133 5,45 728000 133.466,67 1374,5 183.456.000 702,24 350 1000 88 133 5,45 728000 133.466,67 1374,5 183.456.000 702,24 400 350 26 151 6,46 832000 128.761,90 1628,3 209.664.000 673,02 400 500 37 151 6,49 832000 128.266,67 1634,6 209.664.000 670,44 400 1000 74 151 6,49 832000 128.266,67 1634,6 209.664.000 670,44 450 350 23 170 7,30 936000 128.142,86 1840,7 235.872.000 670,29 450 1000 67 170 7,16 936000 130.650,00 1805,4 235.872.000 683,4 500 1000 60 189 8,00 1040000 130.000,00 2016,0 262.080.000 680,4 600 1000 50 227 9,60 1248000 130.000,00 2419,2 314.496.000 681 600 1500 75 227 9,60 1248000 130.000,00 2419,2 314.496.000 681 750 1000 38 408 12,63 1560000 123.500,00 3183,2 393.120.000 930,24
1000 1500 43 546 16,74 2080000 124.222,22 4219,5 524.160.000 939,12
Los precios de los hornos de inducción, con sus especificaciones de capacidad, potencia, precio en puerto (FOB), y precio en puerto de Barranquilla, proporcionados por sus fabricantes se muestran en la Tabla 13.
Tabla 13. Lista de Precios de los Hornos de Inducción
Potencia(kW)
Capacidad del Crisol (Kg)
Precio FOB (US$)
Precio Barranquilla (US$)
150 150 106.000 25% mayor al FOB 150 250 157.000 25% mayor al FOB 250 250 167.000 25% mayor al FOB 300 300 154.000 25% mayor al FOB 400 500 190.000 25% mayor al FOB
1000 1500 250.000 25% mayor al FOB Al equipo se le puede acondicionar una serie de controladores térmicos (sensores, acondicionadores de señal y control primario) y cada uno tiene un costo de US$ 870. Para los cálculos de flujo de fondos de inversión se tomo el incremento año a año con un factor de incremento del IPC del 6 % (aumento actual del valor del salario mínimo). Para las tasa de interés se determino una tasa promedio que representaba el interés del capital como si fuese prestado por diferentes entidades financieras.
41

Tabla 14. Flujo de Caja de la Implementación del Horno de Inducción en De Lima con Financiación
0 1 2 3 4 5 6 7
2006 2007 2008 2009 2010 2011 2012 2013
INGRESOS $ 2.100.000.000 $ 2.226.000.000 $ 2.359.560.000 $ 2.501.133.600 $ 2.651.201.616 $ 2.810.273.713 $ 2.978.890.136 Costo de producción $ 1.406.343.491 $ 1.490.016.116 $ 1.579.133.890 $ 1.673.768.645 $ 1.774.149.453 $ 1.880.580.295 $ 1.993.415.113
UTILIDAD BRUTA $ 693.656.509 $ 735.983.884 $ 780.426.110 $ 827.364.955 $ 877.052.163 $ 929.693.418 $ 985.475.023
GASTOS OPERACIONALES
Gastos Administrativos y ventas $ 147.630.496 $ 156.488.326 $ 165.877.625 $ 175.830.283 $ 186.380.100 $ 197.562.905 $ 209.416.679 Gastos financieros $ 181.286.146 $ 223.676.997 $ 223.676.997 $ 223.676.997 $ 223.676.997 $ 152.594.996 $ 0
UTILIDAD ANTES DE IMPUESTO $ 364.739.867 $ 355.818.561 $ 390.871.488 $ 427.857.675 $ 466.995.066 $ 579.535.517 $ 776.058.344
IMPUESTO RENTA 38.5% $ 140.424.849 $ 136.990.146 $ 150.485.523 $ 164.725.205 $ 179.793.100 $ 223.121.174 $ 298.782.462
UTILIDAD NETA $ 224.315.018 $ 218.828.415 $ 240.385.965 $ 263.132.470 $ 287.201.966 $ 356.414.343 $ 477.275.881
Depreciaciones $ 0 $ 0 $ 0 $ 0 $ 0 $ 0
Amortización de la Deuda $ 56.550.146 $ 108.241.724 $ 125.859.697 $ 146.398.723 $ 170.354.715 $ 152.594.996
FLUJO OPERACIONAL $ 167.764.873 $ 110.586.691 $ 114.526.268 $ 116.733.747 $ 116.847.251 $ 203.819.347 $ 477.275.881
Inversiones en activo fijo $ 756.700.000 $ 0 $ 0 $ 0 $ 0 $ 0 $ 0
Inversiones en activo intangible $ 0 $ 0 $ 0 $ 0 $ 0 $ 0 Inversiones en Capital de trabajo $ 1.467.682.971 $ 0 $ 0 $ 0 $ 0 $ 0 $ 0
Préstamo $ 760.000.000 $ 0 $ 0 $ 0 $ 0 $ 0 $ 0 FLUJO DE INVERSION $ 1.464.382.971 $ 0 $ 0 $ 0 $ 0 $ 0 $ 0 Recuperación en activos $ 0 $ 151.340.000 $ 160.420.400 $ 170.045.624 $ 180.248.361 $ 191.063.263 $ 0
Recuperación Capital de Trabajo $ 0 $ 0 $ 0 $ 0 $ 0 $ 0 $ 1.467.682.971 Deudas $ 0 $ 0 $ 0 $ 0 $ 0 $ 0 $ 0
Valor de continuidad $ 0 $ 0 $ 0 $ 0 $ 0 $ 0 $ 2.547.055.693
VALOR DE DESECHO $ 0 $ 151.340.000 $ 160.420.400 $ 170.045.624 $ 180.248.361 $ 191.063.263 $ 0 $ 4.014.738.664
FLUJO DE EFECTIVO NETO -$ 1.464.382.971 $ 319.104.873 $ 271.007.091 $ 284.571.892 $ 296.982.109 $ 307.910.514 $ 203.819.347 $ 4.492.014.546
42

Tabla 15. Flujo de Caja de la Implementación del Horno de Inducción en De Lima sin Financiación
0 1 2 3 4 5 6 7
2006 2007 2008 2009 2010 2011 2012 2013
INGRESOS $ 2.100.000.000 $ 2.226.000.000 $ 2.359.560.000 $ 2.501.133.600 $ 2.651.201.616 $ 2.810.273.713 $ 2.978.890.136 COSTO
Costo de producción $ 1.406.343.491 $ 1.490.016.116 $ 1.579.133.890 $ 1.673.768.645 $ 1.774.149.453 $ 1.880.580.295 $ 1.993.415.113
UTILIDAD BRUTA $ 693.656.509 $ 735.983.884 $ 780.426.110 $ 827.364.955 $ 877.052.163 $ 929.693.418 $ 985.475.023
GASTOS OPERACIONALES Gastos Administrativos y ventas $ 147.630.496 $ 156.488.326 $ 165.877.625 $ 175.830.283 $ 186.380.100 $ 197.562.905 $ 209.416.679
Gastos financieros
UTILIDAD ANTES DE IMPUESTO $ 546.026.013 $ 579.495.558 $ 614.548.485 $ 651.534.672 $ 690.672.063 $ 732.130.513 $ 776.058.344
IMPUESTO RENTA 38.5% $ 210.220.015 $ 223.105.790 $ 236.601.167 $ 250.840.849 $ 265.908.744 $ 281.870.248 $ 298.782.462
UTILIDAD NETA $ 335.805.998 $ 356.389.768 $ 377.947.318 $ 400.693.823 $ 424.763.319 $ 450.260.265 $ 477.275.881
Depreciaciones $ 0 $ 0 $ 0 $ 0 $ 0 $ 0
Amortización de la Deuda $ 0 $ 0 $ 0 $ 0 $ 0 $ 0
FLUJO OPERACIONAL $ 335.805.998 $ 356.389.768 $ 377.947.318 $ 400.693.823 $ 424.763.319 $ 450.260.265 $ 477.275.881
Inversiones en activo fijo $ 756.700.000 $ 0 $ 0 $ 0 $ 0 $ 0 $ 0
Inversiones en activo intangible $ 0 $ 0 $ 0 $ 0 $ 0 $ 0 Inversiones en Capital de trabajo $ 1.467.682.971 $ 0 $ 0 $ 0 $ 0 $ 0 $ 0
Préstamo $ 0 $ 0 $ 0 $ 0 $ 0 $ 0 $ 0 FLUJO DE INVERSION $ 2.224.382.971 $ 0 $ 0 $ 0 $ 0 $ 0 $ 0 $ 0 Recuperación en activos $ 0 $ 151.340.000 $ 160.420.400 $ 170.045.624 $ 180.248.361 $ 191.063.263 $ 0 $ 0
Recuperación Capital de Trabajo $ 0 $ 0 $ 0 $ 0 $ 0 $ 0 $ 1.467.682.971 Deudas $ 0 $ 0 $ 0 $ 0 $ 0 $ 0 $ 0
Valor de continuidad $ 0 $ 0 $ 0 $ 0 $ 0 $ 0 $ 2.547.055.693
VALOR DE DESECHO $ 0 $ 151.340.000 $ 160.420.400 $ 170.045.624 $ 180.248.361 $ 191.063.263 $ 0 $ 4.014.738.664
FLUJO DE EFECTIVO NETO -$ 2.224.382.971 $ 487.145.998 $ 516.810.168 $ 547.992.942 $ 580.942.185 $ 615.826.582 $ 450.260.265 $ 4.492.014.546
43

Tabla 16. Resumen de Costos
COSTOS DIRECTOS 2006 2007 2008 2009 2010 2011 2012 2013
Materia prima $ 821.052.632 $ 870.315.789 $ 922.534.737 $ 977.886.821 $ 1.036.560.030 $ 1.098.753.632 $ 1.164.678.850 $ 1.234.559.581 Insumos $ 45.000.000 $ 47.700.000 $ 50.562.000 $ 53.595.720 $ 56.811.463 $ 60.220.151 $ 63.833.360 $ 67.663.362
Maquinado $ 173.210.526 $ 183.603.158 $ 194.619.347 $ 206.296.508 $ 218.674.299 $ 231.794.757 $ 245.702.442 $ 260.444.589 Mano de obra $ 76.800.000 $ 81.408.000 $ 86.292.480 $ 91.470.029 $ 96.958.231 $ 102.775.724 $ 108.942.268 $ 115.478.804
Costos energéticos $ 209.664.000 $ 222.243.840 $ 235.578.470 $ 249.713.179 $ 264.695.969 $ 280.577.728 $ 297.412.391 $ 315.257.134 Consumo de agua $ 2.681.760 $ 1.072.704 $ 429.082 $ 171.633 $ 68.653 $ 27.461 $ 10.984 $ 11.643
TOTAL COSTOS DIRECTOS $ 1.328.408.918 $ 1.406.343.491 $ 1.490.016.116 $ 1.579.133.890 $ 1.673.768.645 $ 1.774.149.453 $ 1.880.580.295 $ 1.993.415.113
COSTOS INDIRECTOS 2006 2007 2008 2009 2010 2011 2012 2013
capacitación $ 8.448.000 $ 8.954.880 $ 9.492.173 $ 10.061.703 $ 10.665.405 $ 11.305.330 $ 11.983.649 $ 12.702.668
Mantenimiento de equipo $ 75.670.000 $ 80.210.200 $ 85.022.812 $ 90.124.181 $ 95.531.632 $ 101.263.529 $ 107.339.341 $ 113.779.701 Asistencia técnica $ 37.835.000 $ 40.105.100 $ 42.511.406 $ 45.062.090 $ 47.765.816 $ 50.631.765 $ 53.669.671 $ 56.889.851
Administración imprevistos $ 17.321.053 $ 18.360.316 $ 19.461.935 $ 20.629.651 $ 21.867.430 $ 23.179.476 $ 24.570.244 $ 26.044.459 Depreciación
TOTAL COSTOS INDIRECTOS $ 139.274.053 $ 147.630.496 $ 156.488.326 $ 165.877.625 $ 175.830.283 $ 186.380.100 $ 197.562.905 $ 209.416.679
COSTOS TOTALES $ 1.467.682.971 $ 1.553.973.987 $ 1.646.504.442 $ 1.745.011.515 $ 1.849.598.928 $ 1.960.529.553 $ 2.078.143.200 $ 2.202.831.792
44
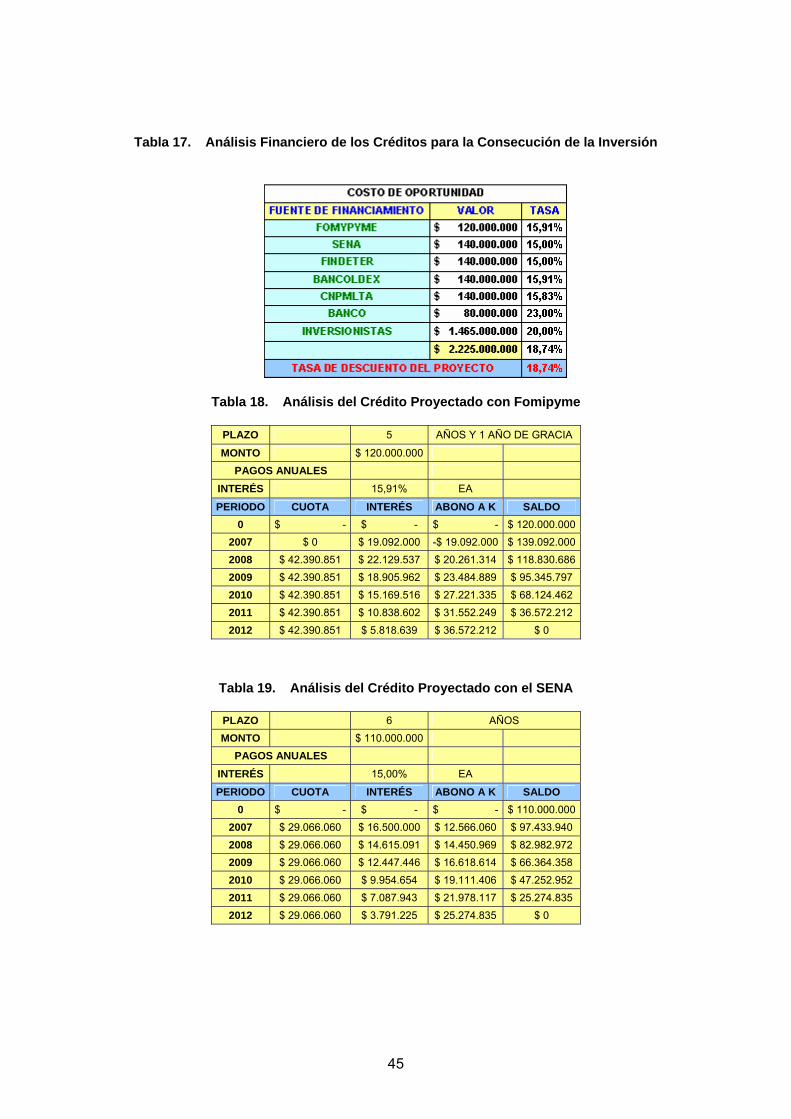
Tabla 17. Análisis Financiero de los Créditos para la Consecución de la Inversión
Tabla 18. Análisis del Crédito Proyectado con Fomipyme
PLAZO 5 AÑOS Y 1 AÑO DE GRACIA
MONTO $ 120.000.000 PAGOS ANUALES
INTERÉS 15,91% EA
PERIODO CUOTA INTERÉS ABONO A K SALDO 0 $ - $ - $ - $ 120.000.000
2007 $ 0 $ 19.092.000 -$ 19.092.000 $ 139.092.000 2008 $ 42.390.851 $ 22.129.537 $ 20.261.314 $ 118.830.686 2009 $ 42.390.851 $ 18.905.962 $ 23.484.889 $ 95.345.797 2010 $ 42.390.851 $ 15.169.516 $ 27.221.335 $ 68.124.462 2011 $ 42.390.851 $ 10.838.602 $ 31.552.249 $ 36.572.212 2012 $ 42.390.851 $ 5.818.639 $ 36.572.212 $ 0
Tabla 19. Análisis del Crédito Proyectado con el SENA
PLAZO 6 AÑOS MONTO $ 110.000.000
PAGOS ANUALES
INTERÉS 15,00% EA
PERIODO CUOTA INTERÉS ABONO A K SALDO 0 $ - $ - $ - $ 110.000.000
2007 $ 29.066.060 $ 16.500.000 $ 12.566.060 $ 97.433.940 2008 $ 29.066.060 $ 14.615.091 $ 14.450.969 $ 82.982.972 2009 $ 29.066.060 $ 12.447.446 $ 16.618.614 $ 66.364.358 2010 $ 29.066.060 $ 9.954.654 $ 19.111.406 $ 47.252.952 2011 $ 29.066.060 $ 7.087.943 $ 21.978.117 $ 25.274.835 2012 $ 29.066.060 $ 3.791.225 $ 25.274.835 $ 0
45

Tabla 20. Análisis del Crédito Proyectado con Findeter
PLAZO 6 AÑOS MONTO $ 160.000.000
PAGOS ANUALES
INTERÉS 15,00% EA
PERIODO CUOTA INTERÉS ABONO A K SALDO 0 $ - $ - $ - $ 160.000.000
2007 $ 42.277.905 $ 24.000.000 $ 18.277.905 $ 141.722.095 2008 $ 42.277.905 $ 21.258.314 $ 21.019.591 $ 120.702.504 2009 $ 42.277.905 $ 18.105.376 $ 24.172.529 $ 96.529.975 2010 $ 42.277.905 $ 14.479.496 $ 27.798.409 $ 68.731.566 2011 $ 42.277.905 $ 10.309.735 $ 31.968.170 $ 36.763.396 2012 $ 42.277.905 $ 5.514.509 $ 36.763.396 $ 0
Tabla 21. Análisis del Crédito Proyectado con Bancoldex
PLAZO 5 AÑOS, MONTO $ 150.000.000
PAGOS ANUALES
INTERÉS 15,91% EA
PERIODO CUOTA INTERÉS ABONO A K SALDO 0 $ - $ - $ - $ 150.000.000
2007 $ 45.715.265 $ 23.865.000 $ 21.850.265 $ 128.149.735 2008 $ 45.715.265 $ 20.388.623 $ 25.326.643 $ 102.823.092 2009 $ 45.715.265 $ 16.359.154 $ 29.356.111 $ 73.466.981 2010 $ 45.715.265 $ 11.688.597 $ 34.026.669 $ 39.440.312 2011 $ 45.715.265 $ 6.274.954 $ 39.440.312 $ 0
Tabla 22. Análisis del Crédito Proyectado con el CNPML
PLAZO 6 AÑOS MONTO $ 130.000.000
PAGOS ANUALES
INTERÉS 15,83% EA
PERIODO CUOTA INTERÉS ABONO A K SALDO 0 $ - $ - $ - $ 130.000.000
2007 $ 35.121.937 $ 20.579.000 $ 14.542.937 $ 115.457.063 2008 $ 35.121.937 $ 18.276.853 $ 16.845.084 $ 98.611.979 2009 $ 35.121.937 $ 15.610.276 $ 19.511.661 $ 79.100.319 2010 $ 35.121.937 $ 12.521.580 $ 22.600.356 $ 56.499.962 2011 $ 35.121.937 $ 8.943.944 $ 26.177.993 $ 30.321.969 2012 $ 35.121.937 $ 4.799.968 $ 30.321.969 $ 0
46

Tabla 23. Análisis del Crédito Proyectado con un Banco
PLAZO 6 AÑOS MONTO $ 90.000.000
PAGOS ANUALES
INTERÉS 23,00% EA
PERIODO CUOTA INTERÉS ABONO A K SALDO 0 $ - $ - $ - $ 90.000.000
2007 $ 29.104.979 $ 20.700.000 $ 8.404.979 $ 81.595.021 2008 $ 29.104.979 $ 18.766.855 $ 10.338.124 $ 71.256.898 2009 $ 29.104.979 $ 16.389.086 $ 12.715.892 $ 58.541.005 2010 $ 29.104.979 $ 13.464.431 $ 15.640.547 $ 42.900.458 2011 $ 29.104.979 $ 9.867.105 $ 19.237.873 $ 23.662.584 2012 $ 29.104.979 $ 5.442.394 $ 23.662.584 $ 0
Comercializadora MNP
Para los cálculos de flujo de fondos de inversión se tomo el incremento año a año con un factor de incremento del IPC del 6 % (aumento actual del valor del salario mínimo). Para las tasa de interés se determino una tasa promedio que representaba el interés del capital como si fuese prestado por diferentes entidades financieras
Tabla 24. Flujo de Caja de la Alternativa Tecnológica para MNP sin Financiación
0 1 2 3 4 5
2006 2007 2008 2009 2010 2012
INGRESOS $ 5.000.000 $ 5.300.000 $ 5.618.000 $ 5.955.080 $ 6.312.385 COSTO
Costo de producción $ 1.931.640 $ 2.047.539 $ 2.170.391 $ 2.300.615 $ 2.438.652
UTILIDAD BRUTA $ 3.068.360 $ 3.252.461 $ 3.447.609 $ 3.654.465 $ 3.873.733 GASTOS OPERACIONALES
Gastos Administrativos y ventas $ 0 $ 0 $ 0 $ 0 $ 0
Gastos financieros
UTILIDAD ANTES DE IMPUESTO $ 3.068.360 $ 3.252.461 $ 3.447.609 $ 3.654.465 $ 3.873.733
IMPUESTO RENTA 38.5% $ 1.181.318 $ 1.252.197 $ 1.327.329 $ 1.406.969 $ 1.491.387
UTILIDAD NETA $ 1.887.041 $ 2.000.264 $ 2.120.280 $ 2.247.496 $ 2.382.346 Depreciaciones $ 0 $ 0 $ 0 $ 0 $ 0
Amortización de la Deuda $ 0 $ 0 $ 0 $ 0 $ 0
FLUJO OPERACIONAL $ 1.887.041 $ 2.000.264 $ 2.120.280 $ 2.247.496 $ 2.382.346 Inversiones en activo fijo $ 10.000.000 $ 0 $ 0 $ 0 $ 0 $ 0
Inversiones en activo intangible $ 0 $ 0 $ 0 $ 0 $ 0 Inversiones en Capital de trabajo $ 1.931.640 $ 0 $ 0 $ 0 $ 0 $ 0
Préstamo $ 0 $ 0 $ 0 $ 0 $ 0 $ 0 FLUJO DE INVERSION $ 11.931.640 $ 0 $ 0 $ 0 $ 0 $ 0 Recuperación en activos $ 0 $ 0 $ 0 $ 0 $ 0 $ 0
Recuperación Capital de Trabajo $ 0 $ 0 $ 0 $ 0 $ 0 $ 1.931.640 Deudas $ 0 $ 0 $ 0 $ 0 $ 0 $ 0
Valor de continuidad $ 0 $ 0 $ 0 $ 0 $ 0 $ 14.375.608
VALOR DE DESECHO $ 0 $ 0 $ 0 $ 0 $ 0 $ 16.307.248
FLUJO DE EFECTIVO NETO -$ 11.931.640 $ 1.887.041 $ 2.000.264 $ 2.120.280 $ 2.247.496 $ 18.689.594
47

Tabla 25. Flujo de Caja de la Alternativa Tecnológica para MNP con Financiación
0 1 2 3 4 5
2006 2007 2008 2009 2010 2012
INGRESOS $ 5.000.000 $ 5.300.000 $ 5.618.000 $ 5.955.080 $ 6.312.385 COSTO
Costo de producción $ 1.931.640 $ 2.047.539 $ 2.170.391 $ 2.300.615 $ 2.438.652
UTILIDAD BRUTA $ 3.068.360 $ 3.252.461 $ 3.447.609 $ 3.654.465 $ 3.873.733 GASTOS OPERACIONALES
Gastos Administrativos y ventas $ 0 $ 0 $ 0 $ 0 $ 0
Gastos financieros $ 3.047.684 $ 3.047.684 $ 3.047.684 $ 3.047.684 $ 3.047.684
UTILIDAD ANTES DE IMPUESTO $ 20.675 $ 204.777 $ 399.925 $ 606.781 $ 826.049
IMPUESTO RENTA 38.5% $ 7.960 $ 78.839 $ 153.971 $ 233.611 $ 318.029
UTILIDAD NETA $ 12.715 $ 125.938 $ 245.954 $ 373.170 $ 508.020 Depreciaciones $ 0 $ 0 $ 0 $ 0 $ 0
Amortización de la Deuda $ 1.456.684 $ 1.688.443 $ 1.957.074 $ 2.268.445 $ 2.629.354
FLUJO OPERACIONAL -$ 1.443.969 -$ 1.562.505 -$ 1.711.120 -$ 1.895.274 -$ 2.121.334 Inversiones en activo fijo $ 10.000.000 $ 0 $ 0 $ 0 $ 0 $ 0
Inversiones en activo intangible $ 0 $ 0 $ 0 $ 0 $ 0 Inversiones en Capital de trabajo $ 1.931.640 $ 0 $ 0 $ 0 $ 0 $ 0
Préstamo $ 10.000.000 $ 0 $ 0 $ 0 $ 0 $ 0 FLUJO DE INVERSION $ 1.931.640 $ 0 $ 0 $ 0 $ 0 $ 0 Recuperación en activos $ 0 $ 0 $ 0 $ 0 $ 0 $ 0
Recuperación Capital de Trabajo $ 0 $ 0 $ 0 $ 0 $ 0 $ 1.931.640 Deudas $ 0 $ 0 $ 0 $ 0 $ 0 $ 0
Valor de continuidad $ 0 $ 0 $ 0 $ 0 $ 0 -$ 12.800.606
VALOR DE DESECHO $ 0 $ 0 $ 0 $ 0 $ 0 -$ 10.868.965
FLUJO DE EFECTIVO NETO -$ 1.931.640 -$ 1.443.969 -$ 1.562.505 -$ 1.711.120 -$ 1.895.274 -$ 12.990.299
Tabla 26. Resumen de Costos MNP
0 1 2 3 4 5
COSTOS DIRECTOS 2006 2007 2008 2009 2010 2011
energía $ 496.037 $ 525.799 $ 557.347 $ 590.788 $ 626.235 agua $ 200.000 $ 212.000 $ 224.720 $ 238.203 $ 252.495
mantenimiento $ 175.604 $ 186.140 $ 197.308 $ 209.147 $ 221.696 mano obra $ 960.000 $ 1.017.600 $ 1.078.656 $ 1.143.375 $ 1.211.978 insumos $ 100.000 $ 106.000 $ 112.360 $ 119.102 $ 126.248
TOTAL COSTOS DIRECTOS $ 0 $ 1.931.640 $ 2.047.539 $ 2.170.391 $ 2.300.615 $ 2.438.652
COSTOS TOTALES $ 0 $ 1.931.640 $ 2.047.539 $ 2.170.391 $ 2.300.615 $ 2.438.652
48

ANEXO 2 - FUENTES DE FINANCIACION EN PRODUCCIÓN MÁS LIMPIA
Introducción
Con este documento se busca presentar a la Corporación Autónoma Regional del Atlántico CRA, y empresas, las alternativas de fuentes de recurso financieros para la ejecución e implementación de los proyectos de producción más limpia que contribuyan al mejoramiento del desempeño ambiental y la competitividad empresarial y de la región.
FOMIPYME
La Ley 590 de 2000 creó el Fondo Colombiano de Modernización y Desarrollo Tecnológico de las Micro, Pequeñas y Medianas Empresas, FOMIPYME, para la cofinanciación de programas, proyectos y actividades dirigidos al desarrollo tecnológico y al fomento y promoción de las Mipymes.
¿Qué se Financia?
Este Fondo cofinancia programas y proyectos para el mejoramiento de la productividad, la modernización y desarrollo tecnológico de las Mipymes. Se han señalado las siguientes líneas temáticas, relacionadas con la producción más limpia:
• Apoyo a Minicadenas Productivas • Desarrollo Tecnológico y Desarrollo Productivo • Innovación en Pequeña y medianas Empresas (Pymes). Dentro de las líneas cofinanciables están los gastos de personal técnico especializado y consultoría, diseño de equipos de producción, contratación de servicios tecnológicos, capacitación del talento humano, gastos de patentamiento, estudios de mercadeo. De ninguna manera los recursos del FOMIPYME podrán entrar al patrimonio de los proponentes. Por esto el FOMIPYME no cofinancia capitalizaciones, compra de maquinaria o pago de pasivos.
Condiciones Financieras
• La solicitud de cofinanciación no podrá superar el 65% del valor total de la Propuesta. Aquellas propuestas que superen el 65% serán consideradas NO ELEGIBLES. El monto asignado en cofinanciación por FOMIPYME a cada programa o proyecto no superará la suma de 1.500 salarios mínimos mensuales legales vigentes.
• Sólo se podrá incrementar el porcentaje total de cofinanciación cuando la propuesta se presente para las convocatorias regionales o específicas. Dicho porcentaje será definido por el Consejo Administrador y expresado en los términos de referencia de la convocatoria.
• Los incentivos entregados por el FOMIPYME tendrán la calidad de recursos no reembolsables, siempre y cuando la destinación que se les dé corresponda a lo establecido en la propuesta y a lo aprobado por el Consejo Administrador del Fondo.
49
Requisitos
Son usuarios del FOMIPYME las micro, las pequeñas y las medianas empresas -Mipymes que están interesadas en su fortalecimiento, modernización y desarrollo tecnológico. El proponente debe tener como mínimo dos (2) años de existencia legal, requisito que también aplica para cada uno de los proponentes en unión temporal o consorcio. El proponente debe realizar una propuesta y adjuntar los documentos que se mencionan a continuación: • Certificado de Existencia y Representación Legal, expedido por la Cámara de
Comercio o la autoridad competente, vigente y con antigüedad no mayor a 90 días. • Listado de Fundadores o miembros aportantes actuales en los casos de entidades
sin ánimo de lucro. Para las empresas y demás ejecutores, listado actual de los socios.
• Estados financieros (Balance General y Estado de Pérdidas y Ganancias o de Resultados) de los dos (2) últimos años, acompañados de fotocopia del certificado de matrícula del Contador o Revisor Fiscal que los suscribe, para todos los proponentes (uniones temporales o consorcios).
• Comunicación de la Junta Directiva o copia del Acta de Socios que autoriza al representante legal para suscribir contratos, cuando el monto del proyecto supera sus atribuciones asignadas.
• Certificados de contrapartida. El contador de la entidad proponente debe certificar los recursos de contrapartida que aportarán todas las entidades aportantes. Para las entidades públicas se debe anexar una carta de compromiso suscrita por el ordenador del gasto de la respectiva entidad.
• Hojas de Vida, con las respectivas certificaciones, del Equipo Ejecutor de la propuesta. Adicionalmente, se deben incluir cartas de compromiso de cada uno de los integrantes del Equipo Ejecutor para trabajar en la propuesta.
• Certificaciones de la experiencia del proponente en la ejecución de proyectos similares.
• Actas de compromiso, concertación y/o aval de las Mipymes y/o comunidades a ser atendidas.
• Documento jurídico que da vida a la Unión Temporal o al Consorcio. • Términos de Referencia para la contratación de consultoría especializada, cuando
se contemplen en la propuesta. • Soportes documentales que sustenten técnicamente la propuesta. Por ejemplo: la
descripción y soporte técnico de la metodología, programa de capacitación o asesoría, flujos de procesos, planos y descripciones técnicas, entre otros.
Procedimiento para Acceder a los Recursos
• Desarrollar una propuesta según formato publicado en: (http://www.mincomercio.gov.co/mincomexvbecontent/Documentos/mipymes/FoMipyme/20041/GUIA2004.DOC)
• Adjuntar los documentos anexos y presentarlos en el momento de la convocatoria regional.
Los listados de propuestas recibidas, el listado de NO ELEGIBLES, la decisión final de evaluación de las propuestas ELEGIBLES, estará a disposición de los interesados en el sitio web del Fondo FOMIPYME en la página del Ministerio, http://www.mincomercio.gov.co.
50

Algunos Proyectos Financiados
• Fortalecimiento de la competitividad de la agroindustria panelera de la región de Gualivá (Cundinamarca), mejorando la calidad de la panela mediante la implementación de buenas prácticas.
• Diseño de un proyecto de aplicación de PML bajo la metodología ECOPROFIT. • Implementación de prácticas para el mejoramiento de la productividad de quesos
artesanales en Sapuyes, Tuquerres y Guachuca (Nariño). • PML en entidades del sector salud en Bucaramanga, Piedecuesta y Floridablanca
Contactos
Ministerio de Comercio, Industria y Turismo Calle 28 No. 13 A – 15 Bogotá http://www.mincomercio.gov.co. [email protected]
Fondo Emprender del SENA
El Fondo Emprender SENA financia proyectos liderados por aprendices o asociaciones de aprendices, practicantes universitarios o profesionales, para la creación de nuevas empresas.
¿Qué se Financia?
• Capacitación especializada a través de cursos cortos correspondientes a la empresa.
• Adquisición de maquinaria, equipos y software. • Arrendamiento de oficinas o locales. • Adecuación de infraestructura física. • Inversiones en planta de producción. • Salarios del personal. • Capital de trabajo para materia prima.
Condiciones Financieras
• Las más bajas tasas de interés existentes en el mercado • Amplios períodos de gracia • Sin garantías reales. • Plazo máximo: 5 años para cancelar el capital.
Requisitos
• Demostrar capacidades técnicas para sacar adelante el proyecto empresarial. • Garantizar la creación de nuevos puestos de trabajo. • Generar divisas por concepto de exportaciones. • Tener una idea innovadora. • Se exige como garantía a los emprendedores: demostrar conocimiento completo
de los detalles del proyecto y que tengan capacidad para desarrollarlo.
Procedimiento para Acceder a los Recursos
51

Presentar las propuestas al SENA, en el formulario correspondiente disponible en las Oficinas de Desarrollo Empresarial del SENA en todo el país.
Algunos Proyectos Financiados
• Reciclaje y transformación de plástico en materia prima: Reciclaje y transformación de desechos plásticos para la producción y comercialización de una materia prima molida, aglutinada o pelletizada.
• Portafolio verde Diseño de soluciones y estrategias integrales sostenibles en torno a las relaciones que se generan entre el medio ambiente y el comercio internacional, a través de cuatro áreas de negocio: protocolos internacionales, biocomercio, finanzas ambientales y sistemas orgánicos de producción
Contactos
Oficinas de Desarrollo Empresarial del SENA en todo el país. www.sena.edu.co www.sena.gov.co [email protected]
Financiera de Desarrollo Territorial
La Financiera de Desarrollo Territorial (FINDETER), creada por la Ley 57 de 1989, es una sociedad por acciones, con domicilio principal en Bogotá. El objeto social de FINDETER, consiste en la promoción del desarrollo regional y urbano, mediante la financiación y la asesoría en lo referente a diseño, ejecución y administración de proyectos o programas de inversión. El 18 de Marzo de 2004 FINDETER, ACOPI y el Fondo Nacional de Regalías - FNR, suscribieron un convenio de alianza Estratégica con el fin de incentivar la generación de iniciativas de inversión relacionadas con el sector empresarial PYME Para llevar a cabo ésta iniciativa, FINDETER pone a disposición de las Microempresas, Pequeñas y Medianas Empresas, recursos de crédito por un valor aproximado de $70,000 millones, con destino a la ejecución de sus proyectos en forma oportuna y acordes con los objetivos de la línea.
¿Qué se Financia?
FINDETER podrá redescontar créditos a las entidades de derecho privado, para la realización de los programas o proyectos de inversión y preinversión dentro de los sectores: • Salud • Educación • Servicios Públicos Domiciliarios • Transporte • Telecomunicaciones • Turismo • Medio Ambiente • Infraestructura • Capital de trabajo • Desarrollo institucional • Adquisición de bienes inmuebles y terreno
52

• Dotación mobiliaria y tecnológica • Reconocimiento de gastos incurridos durante la ejecución del proyecto (gastos de
ingeniería, impuestos y gastos de escrituración por adquisición de predios, impuestos y aranceles por adquisición de tecnología)
• Gestión empresarial de las microempresas, pequeñas y medianas empresas MIPYMES.
¿Quiénes pueden Aplicar?
Para aplicar a un crédito, el prestatario debe ser:
• Medianas Empresas cuyos activos totales se encuentren entre cinco mil uno (5.001) SMMLV y quince mil (15.000) SMMLV.
• Las Pequeñas Empresas cuyos activos totales se encuentren entre quinientos uno (501) SMMLV y menos de cinco mil uno (5.001) SMMLV.
• Las microempresas cuyos activos totales tengan un valor inferior a quinientos uno (501) SMMLV.
Condiciones Financieras
• Monto del Crédito hasta el 100% del costo total del proyecto • Plazo Total: hasta 15 años • Plazo de Amortización: hasta 15 años (cuando no hay período de gracia) • Periodo de Gracia: a capital hasta 3 años • Forma de Amortización: cuota fija, porcentual, gradual creciente o decreciente • Margen de Redescuento: entre el 50% y el 100% del valor del crédito • Tasa de Redescuento: anual (operaciones nuevas o desembolsadas con menos
de 90 días). Tasa de redescuento vigente. • Tasa Final de Interés Anual: a convenir con el intermediario financiero • Forma de pago de Intereses y Capital: mensual, bimestral, trimestral, semestral o
anual; anticipado o vencido.
Garantías
El FNG cuenta con la Garantía Global Automática, así: • Tipo 1: Garantiza automáticamente créditos u operaciones de leasing destinados a
financiar capital de trabajo, sin consulta previa al FNG. El límite es para créditos hasta de $245 millones. La cobertura es hasta del 50%.
• Tipo 2: Garantiza automáticamente créditos u operaciones de leasing destinado a financiar inversión fija y capitalización empresarial sin consulta previa al FNG. El límite es para créditos hasta de $490 millones. La cobertura es hasta del 60%. Para ambos casos la comisión depende del porcentaje de cobertura que se tome y el plazo de utilización de la garantía según lo estipulado por el FNG en cada caso.
Procedimiento para Acceder al Préstamo
Para acceder al préstamo, se debe tener la necesidad identificada, poseer la capacidad de endeudamiento y realizar la solicitud formal con los requisitos planteados anteriormente. Tasas de Redescuento: Grupo III: Vivienda de interés social y su entorno, deporte, recreación y cultura, centros de comercialización, plantas de beneficio, ambiente, recuperación y renovación urbana y
53

equipamiento urbano, apoyo al saneamiento fiscal y reactivación empresarial y saneamiento contable.
Plazos Grupo III Hasta 5 años DTF +1.80 T.A. Más de 5 y hasta 8 años
DTF +2.00 T.A.
Más de 8 y hasta 12 años
DTF +2.20 T.A.
Más de 12 años DTF +2.40 T.A.
Contactos
Findeter Calle 103 No. 21-20 Bogotá, D.C. Conmutador: 623 0311 - 623 03 88 www.findeter.gov.co www.fng.co www.acopi.org.co
BANCOLDEX:“Apoyo a la Productividad y Competitividad” - Programa “Progresar”
El Gobierno Nacional presentó el programa “aProgresar”, mediante el cual crea un cupo especial de crédito por 1,5 billones de pesos para apoyo a la productividad y competitividad de las micro, pequeñas y medianas empresas (Mipymes). La línea de crédito permite financiar, en moneda legal y en dólares, bajo el mecanismo de redescuento y operaciones de leasing, los proyectos de inversión derivados del plan de acción que el empresario defina.
¿Qué se Financia?
Con la línea se busca: abrir posibilidades amplias de acceso de las Mipymes al financiamiento intermediado, para sus tareas de transformación productiva dentro de la agenda de competitividad nacional que exige el proceso de internacionalización. Los recursos de crédito otorgados pueden destinarse a financiar las inversiones en activos fijos y diferidos, requeridos en actividades como modernización y ampliación de la capacidad productiva, desarrollo, adquisición y transferencia de tecnología; aumento del valor agregado en productos, plan de expansión internacional y programas para el control y mejoramiento del impacto ambiental. Entre tanto aspectos como la formación del recurso humano, gestión gerencial, desarrollo de indicadores de gestión y procesos de certificación, se financian sólo cuando el plan de acción los requiera como inversiones complementarias a las anteriores. Se tiene un cupo total: Hasta un billón quinientos mil millones de pesos o su equivalente en dólares.
¿Quiénes Pueden Aplicar?
Las personas naturales o jurídicas consideradas Mipymes, de los sectores industrial, comercio y servicios, que cuenten con un plan de acción, y estén desarrollando o inicien la implementación de un programa que mejore la productividad y competitividad
54

empresarial, ya sea por iniciativa propia o a través de entidades como: cámaras de comercio, gremios o asociaciones, Colciencias, SENA, Proexport, Fomipyme, programas de los Centros Regionales de Productividad, entre otros. Esta es la primera línea de Bancoldex exclusiva para las Mipymes, es decir que las grandes empresas no tendrán acceso a ella.
Condiciones Financieras
• Monto máximo: por beneficiario es hasta del ciento por ciento del valor de la inversión, financiable siempre y cuando el monto solicitado no supere los 3.000 millones de pesos o su equivalente en dólares.
• Plazo de crédito: para operaciones en moneda legal, de 18 meses y hasta 12 años, mientras que para las operaciones en dólares va de 18 meses y el máximo estará sujeto a la disponibilidad de recursos.
• El período de gracia es de seis meses a capital, para operaciones con plazo hasta tres años y para operaciones a un plazo mayor será de 18 meses e incluso se podrá extender hasta 36 meses, previa aprobación de Bancoldex.
Plazos Tasas de Redescuento
hasta 1 año DTF (E.A.) + 1.50 (E.A.) > 1 año y hasta 2 años DTF (E.A.) + 1.75 (E.A.) > 2 años y hasta 3 años DTF (E.A.) + 2.00 (E.A.) > 3 años y hasta 4 años DTF (E.A.) + 2.25 (E.A.) > 4 años y hasta 7 años DTF (E.A.) + 2.50 (E.A.)
Contactos
Bancoldex Departamento de Banca Empresarial www.bancoldex.com Banca.empresarial@Bancóldex.com Tel 382-1515 Bogotá - Colombia
Línea de Crédito Ambiental
El Centro Nacional de Producción más Limpia y Tecnologías Ambientales (CNPMLTA), junto con la secretaria de Estado Suizo para Asuntos Económicos (SECO), crearon una línea de crédito denominada Línea Verde disponible a partir de mayo de 2003. El Fondo o línea de Crédito Verde, busca incrementar las inversiones en tecnologías más limpias. Esto lo logra, por un lado, a través de la reducción en la demanda de garantía colateral para el crédito, y por otro lado, a través de una condonación parcial de la deuda, basada en la reducción del impacto ambiental resultante de la inversión Esta línea de crédito, posee US $ 5 millones con los cuales otorgará créditos a tasas de interés más bajas que las del mercado, adicionados al otorgamiento de garantías y reembolsos parciales de la inversión. Esta línea, se destina a empresarios colombianos, que en sus proyectos involucren cambios de tecnologías, producción más limpia y reducción de impactos ambientales.
55
¿Qué se Financia?
La línea de crédito verde financia tecnología más limpia, sea tecnologías de fin de tubo, PML o ecoeficiencia.
Condiciones Financieras
• El tamaño del crédito promedio es entre US $ 100.000 y US $ 1 millón. La suma mínima es US $ 10.000.
• Período de pago máximo de 7 años. • La tasa de interés máxima bajo el Fondo de Crédito Verde será de DTF + 5,6, 7 o
máximo 8 para un crédito en pesos colombianos y LIBOR + 5 o 6 para créditos en dólares.
• Los intermediarios financieros son el Banco de Bogotá, Bancolombia y Confisura, quienes tendrán libertad para fijar las condiciones del préstamo, tendiendo como base los rangos mencionados anteriormente.
Garantías
• El Fondo de Crédito Verde garantiza un 50% del capital de préstamo bajo el esquema de Crédito Verde a empresas con inadecuada garantía colateral.
• El máximo volumen de garantía será de US $ 500.000, mientras que la máxima cantidad condonada será US $ 200.000.
• Máximo de acumulación con otros esquemas de garantía: 70% • Si el cliente invierte el crédito en los aspectos aprobados por el CNPMLTA, la
garantía no tendrá costo. Si los recursos no son invertidos en los aspectos aprobados por el CNPMLTA las garantías costarán tanto como aquellas dadas por un Fondo Colombiano de Garantías para un crédito similar.
• Las garantías del Fondo de Crédito Verde pueden ser usadas únicamente en combinación con el esquema de reembolso.
• Si un prestatario no califica para el reembolso después de la instalación, la garantía permanece válida hasta el término de la duración.
Condonaciones
• Los prestatarios califican para una condonación de al menos el 20% del capital si la instalación conduce a la reducción de los impactos negativos en el medio ambiente, de acuerdo con los indicadores y medidas identificadas previamente por el CNPML.
• El fondo condonará para las inversiones calificadas ya sea el 20% o el 40% del capital:
⇒ 20% es pagado para mejoras ambientales en un rango de entre 20 y un 40%
⇒ 40% es pagado para mejoramientos mayores al 40%
⇒ Si el mejoramiento es de menos del 20% no se paga ningún reembolso
⇒ La máxima cantidad condonada es de US $ 200.000 por caso de inversión, más el costo de la garantía pagada por el cliente.
• Basado en el reporte de seguimiento, el Fondo de Crédito Verde condonará al prestatario, a través de un intermediario financiero, la respectiva cantidad.
• La condonación se usará directamente para amortización del crédito y así reducir la deuda y los intereses de pago de la compañía.
56

• El CNPMLTA se encargará de supervisar y asesorar la parte técnica y de constatar el cumplimiento por parte de las empresas de la reducción del impacto ambiental, como base para los reembolsos.
Requisitos
Para aplicar a un Crédito Verde, el prestatario debe ser:
• Una compañía colombiana con el objetivo de invertir en tecnologías ambientalmente sanas , pero con garantía colateral inadecuada para obtener un préstamo
• Una compañía con menos de 500 empleados y menos de US $ 5.000.000 en activos totales.
• Una compañía legalmente independiente de compañías internacionales. Es decir que el capital colombiano no represente menos del 75%.
Para calificar para un Crédito Verde, un proyecto de inversión debe:
• Adquirir equipo o tecnología nueva, que busquen mejorar la ecoeficiencia. Igualmente tecnologías de “final de tubo” (aquellas que limpian las emisiones solamente, pero que no mejoran la ecoeficiencia del proceso).
• Realizar una asistencia en PML con el CNPMLTA y definir objetivos ambientales específicos.
• Calificar para un préstamo bancario.
Algunos Proyectos Financiados
• Beneficiadero ecológico –Caficultor • Implementación y montaje de un sistema de recuperación de cromo • Adquisición de líneas de conducción de vapor, aerocondensador con sistema de
captación y conducción y dos digestores. - Procesamiento subproductos de res y pollo
• Cambio de hornos de cúpula por hornos de inducción y cambio de combustible -Fundición
• Reemplazo de la caldera por un calentador solar y una bomba de calor para suplir los consumos de agua - Hoteleria
Contactos
Centro Nacional de Producción más Limpia y Tecnologías Ambientales (CNPMLTA) Carrera 43 A # 19-124 Medellín Tel: (57) 4 – 2322323 Fax: (57) 4 - 2629152 E-mail: [email protected] www.creditoverde.org
Línea de Crédito Bancoldex - Colciencias
Las empresas y proyectos que se financien con recursos de esta línea, deben obtener la aprobación del Incentivo a la Innovación Tecnológica por parte del Consejo del Programa Nacional de Ciencia y Tecnología correspondiente. La evaluación de los proyectos la realizan pares externos nacionales o extranjeros seleccionados por el Programa, de acuerdo con su conocimiento y experiencia en el tema de que trata el proyecto, y con absoluta confidencialidad.
57

El Consejo de cada Programa, decidirá el porcentaje de incentivo aprobado para el prepago de cuotas, conforme al grado de innovación y desarrollo tecnológico que tenga el proyecto, el tamaño de la empresa y el mercado atendido por la empresa gracias al proyecto. Simultáneamente a la evaluación tecnológica, la empresa que solicite un crédito de reembolso obligatorio debe gestionar la solicitud de financiación a través de un intermediario financiero que tenga cupo de redescuento con BANCOLDEX. Si la empresa es MIPYME y requiere garantías adicionales para cubrir el crédito, puede solicitar el Certificado de Garantía expedido por el Fondo Nacional de Garantías - FNG. El Fondo Nacional de Garantías – FNG emite el “Certificado de Garantía a Proyectos de Innovación y Desarrollo Tecnológico” para MIPYMES, con una cobertura hasta por el 80% del valor del crédito, para respaldar proyectos que se hayan presentado a través de la línea de financiación BANCOLDEX-COLCIENCIAS. La garantía será otorgada previo estudio y aprobación de la solicitud por parte del FNG. Una vez aprobado el proyecto, el proceso del desembolso se efectuará siguiendo los procedimientos definidos en la entidad financiera. BANCOLDEX redescontará, de acuerdo con su disponibilidad de tesorería, en forma inmediata y le bastará la aprobación que haya efectuado el establecimiento de crédito.
¿Qué se Financia?
Proyectos de innovación y desarrollo tecnológico, con crédito de lago plazo, a empresas y entidades radicadas en el país, a fin de fortalecer la competitividad de los productos y servicios en el mercado mundial.
¿Quiénes Pueden Aplicar?
Empresas de todos los sectores productivos y de servicios de cualquier tamaño, que ejecuten proyectos de innovación y desarrollo tecnológico y obtengan el Incentivo a la Innovación Tecnológica, otorgado por COLCIENCIAS.
Condiciones Financieras
A los proyectos aprobados técnicamente por COLCIENCIAS y financieramente por el intermediario financiero, se reconoce el INCENTIVO A LA INNOVACIÓN TECNOLÓGICA, el cual consiste en el prepago de las primeras cuotas de capital hasta el equivalente a un porcentaje del crédito redescontado por esta Línea, establecido de la siguiente manera: • 50% del crédito redescontado por esta Línea para empresas micro, pequeñas o
medianas con proyectos de muy significativo esfuerzo en innovación y desarrollo tecnológico y con posibilidades de exportación.
• 40% del crédito redescontado por esta Línea para empresas, micro, pequeñas o medianas con proyectos de muy significativo esfuerzo en innovación y desarrollo tecnológico orientados a satisfacer la demanda del mercado nacional.
• 30% del crédito redescontado por esta Línea para empresas grandes con proyectos de muy significativo esfuerzo en innovación y desarrollo tecnológico orientados a satisfacer la demanda del mercado nacional e internacional.
58

• 25% del crédito redescontado por esta Línea para empresas de todos los tamaños con proyectos de importante esfuerzo en innovación y desarrollo tecnológico.
Proyectos Financiables
Con recursos de esta Línea de Crédito se pueden financiar los siguientes tipos de proyectos empresariales:
• PROYECTOS DE INVESTIGACIÓN, INNOVACIÓN Y DESARROLLO TECNOLÓGICO: Proyectos orientados a mejorar la competitividad, la productividad y la rentabilidad de la empresa mediante investigación, desarrollo y adaptación de productos y procesos para satisfacer necesidades y oportunidades de mercado.
• PROYECTOS DE GESTIÓN Y MODERNIZACIÓN EMPRESARIAL Y DE FORTALECIMIENTO DE LA CAPACIDAD TECNOLOGICA DE LA EMPRESA: Proyectos que buscan reforzar la capacidad organizacional de la empresa para generar y utilizar innovaciones tecnológicas mediante implantación de nuevas tecnologías gerenciales o estrategias de mejoramiento continuo, reingeniería de procesos y del trabajo y aseguramiento y certificación de calidad, o el establecimiento de núcleos de innovación, desarrollo o investigación.
• PROYECTOS DE DESARROLLO DE PRODUCTOS, PROCESO Y SERVICIOS CON BASE EN TECNOLOGIAS ETI. Proyectos de innovación orientados a desarrollar productos, procesos y servicios integrando tecnologías de electrónica, telecomunicaciones e informática (ETI).
• PROYECTOS DE CAPACITACIÓN AVANZADA EN NUEVAS TECNOLOGÍAS: Proyectos que respondan a estrategias empresariales de mejoramiento de su nivel competitivo, mediante la formación, capacitación y actualización de recursos humanos en el dominio de nuevas tecnologías y en gestión tecnológica, útiles para la realización de actividades de investigación y desarrollo y la transferencia de tecnología.
• PROYECTOS DE USO RACIONAL Y EFICIENTE DE ENERGÍA. Proyectos de innovación orientados a desarrollar y adaptar tecnologías que permitan utilizar de forma más eficiente las fuentes de energía convencionales y no convencionales.
Monto Financiable
Hasta el 80% del valor total del proyecto con recursos de esta Línea de Crédito, sin superar el equivalente a 10.000 salarios mínimos legales mensuales. El restante 20% es un aporte de contrapartida de la empresa en especie o en dinero. El crédito se otorga en pesos colombianos o en dólares de los Estados Unidos de América.
Requisitos
• El proyecto debe contener aportes de investigación, innovación y desarrollo tecnológico, así como un esfuerzo organizado y documentado de una empresa perteneciente a un sector productivo.
• El proyecto debe ser formulado según los criterios de formulación de proyectos. Para ello puede adaptar la Guía para la Formulación de Proyectos de Investigación, Innovación y Desarrollo Tecnológico en los Sectores Productivos y de Servicios
La presentación de proyectos puede realizarse en cualquier momento del año en las oficinas de los Programas Nacionales de Ciencia y Tecnología.
59

Para información adicional puede consultar los documentos Información Básica sobre Financiación de Proyectos de Innovación y Desarrollo Tecnológico en los Sectores Productivos o la guía para la ejecución financiera de proyectos en Colciencias.
Contactos
FONDO NACIONAL DE GARANTÍAS S.A. Colciencias, Subdirección de Programas de Innovación y Desarrollo Empresarial. PBX 6258480 Ext: 2320, 2336, 2347, 2324, 2325, 2259, 2260, 2266. Fax 6251788. Dirección: Transversal 9 A Bis No. 132 - 28. Bogotá D.C. http://www.fng.gov.co, en la opción “Garantías Empresariales” de la página principal del Fondo Nacional de Garantías.
60