Taller de Fundición
8
TALLER DE FUNDICIÓN PRESENTADO POR: KAREN DAYHANA CALDERÓN OSPINO 2130397 EDNER ANTONIO CARVAJAL REVOLLO 2134704 PRESENTADO A: HUBER ANAYA UNIVERSIDAD INDUSTRIAL DE SANTANDER
-
Upload
edner-carvajal -
Category
Documents
-
view
230 -
download
1
Transcript of Taller de Fundición

TALLER DE FUNDICIÓN
PRESENTADO POR:
KAREN DAYHANA CALDERÓN OSPINO 2130397
EDNER ANTONIO CARVAJAL REVOLLO 2134704
PRESENTADO A:
HUBER ANAYA
UNIVERSIDAD INDUSTRIAL DE SANTANDER
ESCUELA DE ESTUDIOS INDUSTRIALES Y EMPRESARIALES
FACULTAD DE INGENIERIAS FISICOMECANICAS
2015

PROCESO
El proceso de fundición consiste en verter metal fundido en un molde, el cual se solidifica para formar una pieza, en nuestro caso el material fundido será el Aluminio.
Para la realización del proceso, fue necesario el uso de elementos importantes como:
Caja superior e inferior de moldeo.
Tabla separadora.
Arena de contacto.
Arena de relleno.
Tamiz.
Apisonador.
Espátula.
Tabla (alisadora)
Brocha
Tubo (para vertedero).
Modelo de la pieza en poliestireno.
PASOS:
1- Tomamos la caja para hacer el molde, luego revisamos que la misma estuviera completa, es decir, que estuviera enumerada, que tuviera la tabla separadora y que cuadraran las bisagras en el mismo lado.
2- Ubicamos la caja inferior en la parte superior y sobre la tabla separadora centramos el modelo con sus respectivos ataques y el canal de distribución, tamizamos la arena de moldeo hasta cubrir completamente el modelo, después amasamos; una vez uniforme la arena de moldeo, terminamos de llenar la caja con arena de relleno apisonando dos veces con la cabeza triangular del pisón y una vez más con la cabeza circular del mismo hasta que todo quedara compacto.
3- Se alisó la superficie y se nivel con el borde de la caja, volteamos la caja, retiramos la caja superior y la tabla, cubrimos con polvo separador el

modelo, colocamos la caja superior (sin tabla) y ubicamos el tubo sobre el canal de distribución.
4- Tamizamos un poco de arena de contacto hasta cubrir completamente el modelo después amasamos, una vez uniforme la arena de contacto, terminamos de llenar la caja con arena de relleno pisando dos veces con la cabeza triangular del pisón y una vez más con la cabeza circular del mismo hasta que todo quedara compacto.
5- Retiramos el tubo, alisamos y nivelamos la arena con el borde de la caja; realizamos los respiraderos con el punzón a la medida de donde se encontraba el modelo, retiramos la caja superior y la ubicamos de manera vertical, agrandamos el bebedero con la espátula de tal manera que quede en forma de embudo para permitir la colada del aluminio.
6- Luego de hacer el bebedero y los respiraderos, colocamos de nuevo la caja superior en su lugar y nos trasladamos a una tabla sobre el piso, donde pusimos el molde aun con caja y sobre el colocamos dos pesos para impedir que el metal al liberar gases, separara la parte superior de la inferior. Una vez sobre la tabla retiramos las bisagras de las cajas, y las abrimos para dejar el molde solo.
7- Mientras tanto los colaboradores fundían el aluminio en un horno de solera a una temperatura de aproximadamente unos ochocientos grados Celsius que es más de la temperatura de fusión del aluminio.
8- Una vez fundido el metal, ellos retiraron la escoria que flotaba sobre el aluminio dentro del crisol. Cuando estuvo listo el material, vertieron el aluminio en el molde.
9- Luego se esperó un tiempo a que el aluminio se hubiera solidificado y se destruyó el molde para sacar la pieza de aluminio.
10-La pieza se enfrió rápidamente echándole agua y una vez fría la pieza, se cogió la segueta y se cortaron de la pieza los ataques, el canal de distribución y el bebedero(los cuales ahora eran de aluminio sólido y forman parte de los defectos de la pieza conformada)

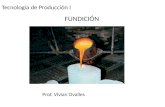
PIEZAS FUNDIDAS
ANÁLISIS DE IMPERFECCIONES

A continuación mostraremos los defectos presentados en la pieza fundida.

Nuestra figura presentó dos defectos:
1. Llenado incompleto. Este defecto aparece en una fundición que solidificó antes de completar el llenado de la cavidad del molde. Las causales típicas incluyen: 1) fluidez insuficiente del metal fundido, 2) muy baja temperatura de vaciado, 3) vaciado que se realiza muy lentamente y/o 4) sección transversal de la cavidad del molde muy delgada.
En nuestro caso (el gran circulo rojo) se analiza y se concluye que el causal 4, fue el responsable del llenado incompleto.
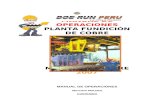
2. Microporosidad. Se refiere a una red de pequeños huecos distribuida a través de la fundición debida a la contracción por solidificación del metal fundido. Como se puede observar en las fotos, no son tantos los huecos por lo cual este defecto se tiene presente cuando el número de huecos es exagerado.

Métodos de inspección
Los procedimientos de inspección en la fundición incluyen:1) inspección visual para detectar defectos obvios como llenado incompleto, cortes fríos y grietas severas en la superficie; 2) medida de las dimensiones para asegurarse que están dentro de las tolerancias; y 3) pruebas metalúrgicas, químicas, físicas y otras relacionadas con la calidad inherente del metal fundido. Las pruebas de la categoría 3 incluyen: a) pruebas de presión para localizar fugas en la fundición; b) métodos radiográficos, pruebas de partículas magnéticas, uso de líquidos penetrantes fluorescentes y pruebas supersónicas para detectar defectos superficiales o internos en la fundición; c) ensayos mecánicos para determinar propiedades, tales como la resistencia a la tensión y dureza.
Si se descubren defectos, pero éstos no son serios, muchas veces es posible salvar la fundición por soldadura, esmerilado y otros métodos de recuperación.
El molde la letra K, fue cortado con una hoja de afeitar (navaja) y la letra E, fue cortado con un bisturí de ahí la gran diferencia referente a estética entre las dos piezas fundidas.