SOLDADURA
17
INSTRUCTOR: RICARDO MARISCAL CHUSCANO [email protected] Página 1 SOLDADURA GENERALIDADES DE LOS PROCESOS DE SOLDADURA La soldadura es un proceso de fabricación en donde se realiza la unión de dos piezas de un material, (generalmente metales o termoplásticos), usualmente logrado a través de la coalescencia (fusión), en la cual las piezas son soldadas fundiendo, se puede agregar un material de aporte (metal o plástico), que al fundirse forma un charco de material fundido entre las piezas a soldar (el baño de soldadura) y, al enfriarse, se convierte en una unión fija a la que se le denomina cordón. A veces se utiliza conjuntamente presión y calor, o solo presión por sí misma, para producir la soldadura. Esto está en contraste con la soldadura blanda (en inglés soldering) y la soldadura fuerte (en inglés brazing), que implican el derretimiento de un material de bajo punto de fusión entre piezas de trabajo para formar un enlace entre ellos, sin fundir las piezas de trabajo. Muchas fuentes de energía diferentes pueden ser usadas para la soldadura, incluyendo una llama de gas, un arco eléctrico, un láser, un rayo de electrones, procesos de fricción o ultrasonido. La energía necesaria para formar la unión entre dos piezas de metal generalmente proviene de un arco eléctrico. La energía para soldaduras de fusión o termoplásticos generalmente proviene del contacto directo con una herramienta o un gas caliente. Mientras que con frecuencia es un proceso industrial, la soldadura puede ser hecha en muchos ambientes diferentes, incluyendo al aire libre, debajo del agua y en el espacio. Sin importar la localización, sin embargo, la soldadura sigue siendo peligrosa, y se deben tomar precauciones para evitar quemaduras, descarga eléctrica, humos venenosos, y la sobreexposición a la luz ultravioleta. PROCESOS DE SOLDADURA Los procesos de soldadura se dividen en dos categorías principales: Soldadura por fusión, en la cual se obtiene una fusión derritiendo las dos superficies que se van a unir, y en algunos casos añadiendo un metal de aporte a la unión; y Soldadura de estado sólido, en la cual se usa calor o presión o ambas para obtener la fusión, pero los metales base no se funden ni se agrega un metal de aporte. La soldadura por fusión es la categoría más importante e incluye: La soldadura con arco eléctrico, La soldadura por resistencia, La soldadura con oxígeno y gas combustible; y; También existen otros procesos de soldadura por fusión y estado sólido. DIFERENTES PROCESOS DE SOLDAR Para lograr la soldadura algunos procesos requieren sólo de fuerza para la unión, otros requieren de un metal de aporte y energía térmica que derrita a dicho metal. Cada uno de los diferentes procesos de soldadura tiene sus características de ingeniería particulares y sus costos específicos. Existen diferentes tipos de uniones de los materiales, estas uniones se conocen como juntas y van desde las elementales hasta las más complejas, a continuación se observan algunas de las juntas de soldadura más comunes. Su aplicación dependerá fundamentalmente del tipo de material a utilizar, la apariencia de la unión y del uso que se dará a la unión. SOLDEO BLANDO Y FUERTE: El soldeo blando y fuerte es un proceso en el cuál no se produce la fusión de los metales base, sino únicamente del metal de aportación. Siendo el primer proceso de soldeo utilizado por el hombre, ya en la antigua Sumeria. El soldeo blando se da a temperaturas inferiores a 450 ºC. El soldeo fuerte se da a temperaturas superiores a 450 ºC. Y el soldeo fuerte a altas temperaturas se da a temperaturas superiores a 900 ºC. SOLDADURA BLANDA: Es la unión de dos piezas de metal por medio de otro metal llamado de aporte, éste se aplica entre ellas en estado líquido. La temperatura de fusión de estos metales no es superior a los 430 ºC. En este proceso se produce una aleación entre los metales y con ello se logra una adherencia que genera la unión. En los metales de aporte por lo regular se utilizan aleaciones de plomo y estaño los que funden entre los 180 y 370ºC.
-
Upload
paola-santos -
Category
Documents
-
view
11 -
download
0
description
Proceso y técnicas de soldadura, en el que se explica detalladamente cada una de las tecnicas, tipos, elementos, procedimientos, seguridad y confiabilidad del proceso.
Transcript of SOLDADURA

INSTRUCTOR: RICARDO MARISCAL CHUSCANO [email protected] Página 1
SOLDADURA
GENERALIDADES DE LOS PROCESOS DE SOLDADURA La soldadura es un proceso de fabricación en donde se realiza la unión de dos piezas de un material, (generalmente metales o termoplásticos), usualmente logrado a través de la coalescencia (fusión), en la cual las piezas son soldadas fundiendo, se puede agregar un material de aporte (metal o plástico), que al fundirse forma un charco de material fundido entre las piezas a soldar (el baño de soldadura) y, al enfriarse, se convierte en una unión fija a la que se le denomina cordón. A veces se utiliza conjuntamente presión y calor, o solo presión por sí misma, para producir la soldadura. Esto está en contraste con la soldadura blanda (en inglés soldering) y la soldadura fuerte (en inglés brazing), que implican el derretimiento de un material de bajo punto de fusión entre piezas de trabajo para formar un enlace entre ellos, sin fundir las piezas de trabajo. Muchas fuentes de energía diferentes pueden ser usadas para la soldadura, incluyendo una llama de gas, un arco eléctrico, un láser, un rayo de electrones, procesos de fricción o ultrasonido. La energía necesaria para formar la unión entre dos piezas de metal generalmente proviene de un arco eléctrico. La energía para soldaduras de fusión o termoplásticos generalmente proviene del contacto directo con una herramienta o un gas caliente. Mientras que con frecuencia es un proceso industrial, la soldadura puede ser hecha en muchos ambientes diferentes, incluyendo al aire libre, debajo del agua y en el espacio. Sin importar la localización, sin embargo, la soldadura sigue siendo peligrosa, y se deben tomar precauciones para evitar quemaduras, descarga eléctrica, humos venenosos, y la sobreexposición a la luz ultravioleta. PROCESOS DE SOLDADURA Los procesos de soldadura se dividen en dos categorías principales: Soldadura por fusión, en la cual se obtiene una fusión derritiendo las dos superficies que se van a unir, y en algunos casos añadiendo un metal de aporte a la unión; y Soldadura de estado sólido, en la cual se usa calor o presión o ambas para obtener la fusión, pero los metales base no se funden ni se agrega un metal de aporte. La soldadura por fusión es la categoría más importante e incluye: La soldadura con arco eléctrico, La soldadura por resistencia, La soldadura con oxígeno y gas combustible; y; También existen otros procesos de soldadura por fusión y estado sólido. DIFERENTES PROCESOS DE SOLDAR Para lograr la soldadura algunos procesos requieren sólo de fuerza para la unión, otros requieren de un metal de aporte y energía térmica que derrita a dicho metal. Cada uno de los diferentes procesos de soldadura tiene sus características de ingeniería particulares y sus costos específicos. Existen diferentes tipos de uniones de los materiales, estas uniones se conocen como juntas y van desde las elementales hasta las más complejas, a continuación se observan algunas de las juntas de soldadura más comunes. Su aplicación dependerá fundamentalmente del tipo de material a utilizar, la apariencia de la unión y del uso que se dará a la unión. SOLDEO BLANDO Y FUERTE: El soldeo blando y fuerte es un proceso en el cuál no se produce la fusión de los metales base, sino únicamente del metal de aportación. Siendo el primer proceso de soldeo utilizado por el hombre, ya en la antigua Sumeria.
El soldeo blando se da a temperaturas inferiores a 450 ºC. El soldeo fuerte se da a temperaturas superiores a 450 ºC. Y el soldeo fuerte a altas temperaturas se da a temperaturas superiores a 900 ºC.
SOLDADURA BLANDA: Es la unión de dos piezas de metal por medio de otro metal llamado de aporte, éste se aplica entre ellas en estado líquido. La temperatura de fusión de estos metales no es superior a los 430 ºC. En este proceso se produce una aleación entre los metales y con ello se logra una adherencia que genera la unión. En los metales de aporte por lo regular se utilizan aleaciones de plomo y estaño los que funden entre los 180 y 370ºC.

INSTRUCTOR: RICARDO MARISCAL CHUSCANO [email protected] Página 2
Este tipo de soldadura es utilizado para la unión de piezas que no estarán sometidas a grandes cargas o fuerzas. Una de sus principales aplicaciones es la unión de elementos a circuitos eléctricos. Por lo regular el metal de aporte se funde por medio de un cautín y fluye por capilaridad. SOLDADURA FUERTE: En esta soldadura se aplica también metal de aporte en estado líquido, pero este metal, por lo regular no ferroso, tiene su punto de fusión superior a los 450 ºC y menor que la temperatura de fusión del metal base. Por lo regular se requiere de fundentes especiales para remover los óxidos de las superficies a unir y aumentar la fluidez al metal de aporte. Algunos de los metales de aporte son aleaciones de cobre, aluminio o plata. A continuación se presentan algunos de los más utilizados para las soldaduras denominadas como fuertes:
Cobre, Su punto de fusión es de 1083ºC. Bronces y latones con punto de fusión entre los 870 y 1100ºC. Aleaciones de plata con temperaturas de fusión entre 630 y 845ºC. Aleaciones de aluminio con temperatura de fusión entre 570 y 640ºC
La soldadura dura se puede clasificar por la forma en la que se aplica el metal de aporte. A continuación se describen algunos de estos métodos: Inmersión, El metal de aporte previamente fundido se introduce entre las dos piezas que se van a unir, cuando este se solidifica las piezas quedan unidas. Horno, El metal de aporte en estado sólido, se pone entre las piezas a unir, estas son calentadas en un horno de gas o eléctrico, para que con la temperatura se derrita al metal de aporte y se genere la unión al enfriarse. Soplete, El calor se aplica con un soplete de manera local en las partes del metal a unir, el metal de aporte en forma de alambre se derrite en la junta. Los sopletes pueden funcionar con los siguientes comburentes: aire inyectado a presión (soplete de plomero), aire de la atmósfera (mechero Bunsen), oxígeno o aire almacenado a presión en un tanque. Los combustibles pueden ser: alcohol, gasolina blanca, metano, propano-butano, hidrógeno o acetileno. Electricidad, La temperatura de las partes a unir y del metal de aporte se puede lograr por medio de
resistencia a la corriente, por inducción o por arco, en los tres métodos el calentamiento se da por el paso de la corriente entre las piezas metálicas a unir. SOLDADURA POR FORJA La soldadura de fragua o de forja es un proceso para la unión de dos metales por medio de calor y/o presión y se define como la liga metalúrgica entre los átomos del metal a unir y el de aporte. Existen diversos procesos de soldadura los que difieren en el modo en que se aplica el calor o la energía para la unión. Su limitación es que sólo se puede aplicar en piezas pequeñas y en forma de lámina. La unión se hace del centro de las piezas hacia afuera y debe evitarse la oxidación, para esto se utilizan aceites gruesos con un fundente, por lo regular se utiliza bórax combinado con sal de amonio. Proceso donde las partes a soldar son llevadas a un estado pastoso por medio de un calentamiento independiente del proceso (hornos, oxiacetileno, etc.), la suelda se completa por medio de golpes a presión. El proceso de soldadura por forja tiene dos variaciones: soldadura por martillo, donde las piezas son unidas por la acción de un martillo manual o mecánico y soldadura por “dado”, donde la unión es obtenida por medio de dados o rodillos (figura 1.1. y figura 1.2.).
Figura 1.1. Figura 1.2. La soldadura por forja se utiliza en gran parte en la fabricación de tubería. El método que utiliza rodillos, es para tubería de tamaño considerable mientras que la que utiliza dados, es para tubería relativamente pequeña. SOLDADURA POR FRICCIÓN La soldadura por fricción se produce la unión entre dos (2) piezas, utilizando el calor generado por la fricción obtenida entre un elemento en rotación y uno estacionario, sujetos a una fuerza de contacto. Puede haber tres modalidades: 1. La velocidad de rotación relativamente lente, con una alta fuerza de contacto. 2. Velocidad de rotación alta, y una fuerza baja de contacto. 3. Utilización de un volante que se desconecta de la fuente de movimiento, antes de iniciar la suelda (soldadura por inercia).

INSTRUCTOR: RICARDO MARISCAL CHUSCANO [email protected] Página 3
En la última modalidad, la velocidad de rotación disminuye gradualmente el ciclo de soldado. Este proceso requiere que el elemento que rota, sea simétrico con respecto al eje de rotación. Este proceso se esta utilizando para unir metales de composición diferente y que den problema por el sistema de soldadura por fusión. SOLDADURA CON GAS
Este proceso incluye a todas las soldaduras que emplean un gas combustible para generar la energía que es necesaria para fundir el material de aporte. Los combustibles más utilizados son el metano, acetileno y el hidrógeno, los que al combinarse con el oxígeno como comburente generan las soldaduras autógena y oxhídrica. La soldadura oxhídrica es producto de la combinación del oxígeno y el hidrógeno en un soplete. El
hidrógeno se obtiene de la electrólisis del agua y la temperatura que se genera en este proceso es entre 1500 y 2000 °C. La soldadura autógena se logra al combinar al acetileno y al oxígeno en un soplete. Se conoce como autógena porque con la combinación del combustible y el comburente se tiene autonomía para ser manejada en diferentes medios. El acetileno se produce al dejar caer terrones de carburo de calcio en agua, en donde el precipitado es cal apagada y los gases acetileno. Uno de los mayores problemas del acetileno es que no se puede almacenar a presión por lo que este gas se puede obtener por medio de generadores de acetileno o bien en cilindros los que para soportar un poco la presión 1.7 MPa, se les agrega acetona. SOLDADURA OXIACETILENICA De todos los gases disponibles, el acetileno en contacto con el oxigeno, proporciona la llama de mayor temperatura. La temperatura máxima es de 3500 ºC aproximadamente y se presenta en el extremo del cono interior. La mayoría de las soldaduras efectuadas con el proceso de oxiacetileno se obtienen fundiendo los materiales en el punto de la unión y utilizando algún material de aportación para llenar la separación que usualmente existe entre las dos (2) piezas. Con este procedimiento se puede obtener fácilmente un control de la temperatura de la pieza, sin embargo, si se calienta áreas considerables del metal, se crea el peligro de la distorsión. Cuando la llama esta mal regulada, puede dar lugar a que estos efectos sean perjudiciales para conservar las características metálicas de los metales que se sueldan. Esto obliga al soldador a conocer dicha propiedades y regular correctamente la llama. Cuando la llama es correcta se le denomina llama neutra, ya que no ejerce ningún efecto perjudicial a los materiales que se sueldan. Las tres partes de una llama son: dardo, penacho y llamas de calefacción. De la boquilla sale una llama, la llamada llama oxiacetilénica, en la que se distinguen zonas claramente diferenciadas. Dependiendo de la proporción gaseosa, existen tres tipos de llamas, como vemos en la siguiente figura.
Figura 1.4. Diferentes tipos de llama LLAMA NEUTRA: es la más utilizada, ya que es la que se logra cuando se suministra suficiente oxígeno para realizar la combustión de todo el acetileno presente. Es, además, la más aconsejable para conservar las propiedades del material. Se usa para soldar hierro fundido, acero maleable, acero suave, bronce, acero inoxidable y acero al cromo con 12%. LLAMA OXIDANTE: la proporción de oxígeno en la mezcla es mayor que la de acetileno. Se reconoce por su cono interno y penacho más cortos, así como por su sonido más agudo. Se usa para latón con grandes porcentajes de zinc y aleaciones de bronce. LLAMA REDUCTORA: con exceso de acetileno, se reconoce por una zona intermedia reductora (penacho de acetileno) que aparece entre el cono y el penacho azul. Se utiliza solamente en casos particulares para soldar aceros al carbono, aceros fundidos y sus aleaciones, aluminio fundido y aceros especiales. PASOS PARA SOLDAR: Una vez que tenemos el equipo listo y hemos seleccionado la boquilla adecuada
para el espesor de materiales que deseamos soldar, debemos seguir una serie de pasos para efectuar soldaduras correctas y en condiciones de seguridad. El orden de estos pasos es el siguiente:
Conectamos los reguladores a los cilindros de gas.
Conectamos las mangueras al soplete y a los reguladores.
INSTRUCTOR: RICARDO MARISCAL CHUSCANO [email protected] Página 4
Montamos la boquilla adecuada mediante ajuste manual.
Regulamos la presión de trabajo mediante la apertura de las llaves de los cilindros y accionando las manijas de regulación.
Encendemos el soplete. Para ello, abrimos el acetileno con un ¼ de giro de la válvula del soplete, encendemos y abrimos lentamente el oxigeno.
Efectuamos la soldadura correspondiente, empleando la técnica que mejor se adapte a nuestros requisitos y al metal base.
Apagamos el soplete cerrando primero el acetileno y luego el oxígeno.
Cerramos las llaves de los cilindros. SOLDADURA POR ALUMINOTERMIA Se basa en la mezcla física de aluminio en polvo y oxido de hierro en una proporción de 1 a 3 respectivamente, produciendo hierro puro que fluye con una temperatura de 2750 ºC, fenómeno que ocurre en 30 segundos aproximadamente. La reacción es la siguiente: Las secciones que se van a soldar deben estar separadas de acuerdo al tamaño de la pieza. Se llena la separación con cera y se forma una saliente a todo el rededor de la unión. Se arma una caja de moldeo que rodea totalmente la unión, en donde se deposita y apelmaza arena de moldeo. Todo el conjunto se calienta para efectos de derretir, vaciar la cera y precalentar las superficies por soldar. Se inicia la reacción entre el oxido de hierro y el polvo de aluminio, y el hierro fundido fluye dentro del molde, el cual al depositarse dentro de la cavidad del mismo, suministra calor suficiente a las paredes de la pieza para que estas lleguen a la temperatura adecuada para la coalescencia. Este procedimiento se utiliza primordialmente para trabajos de reparación de maquinaria pesada y en trabajos en donde las secciones por soldar son muy grandes. SOLDADURA POR EXPLOSIÓN Esta soldadura también se llama de recubrimiento consiste en la unión de dos piezas metálicas, por la fuerza que genera el impacto y presión de una explosión sobre las proximidades a las piezas a unir. En algunas ocasiones, con el fin de proteger a las piezas a unir, se coloca goma entre una de las superficies a unir y el yunque que genera la presión. Proceso de unión explosiva mostrando la reacción a alta velocidad que emana del punto de colisión debido a la presión ascendente SOLDADURA POR INDUCCIÓN Esta soldadura se produce al aprovechar el calor generado por la resistencia que se tiene al flujo de la corriente eléctrica inducida en la piezas a unir. Por lo regular esta soldadura se logra también con presión. Consiste en la conexión de una bobina a los metales a unir, y debido a que en la unión de los metales se da más resistencia al paso de la corriente inducida en esa parte es en la que se genera el calor, lo que con presión genera la unión de las dos piezas. La soldadura por inducción de alta frecuencia utiliza corrientes con el rango de 200,000 a 500,000 Hz de frecuencia, los sistemas de soldadura por inducción normales sólo utilizan frecuencias entre los 400 y 450 Hz. LA SOLDADURA ELÉCTRICA, ELECTROSOLDADURA O SOLDADURA POR RESISTENCIA, es un proceso termoeléctrico en el que se genera calor, mediante el paso de una corriente eléctrica a través de las piezas, en la zona de unión de las partes que se desea unir durante un tiempo controlado con precisión y bajo una presión controlada. Los metales se unen sin necesidad de material de aporte, es decir, por aplicación de presión y corriente eléctrica sobre las áreas a soldar sin tener que añadir otro material. En la electrosoldadura, las piezas de metal que van a unirse son presionadas juntas por los electrodos de la máquina soldadora de manera que hagan un buen contacto eléctrico. Entonces pasa la corriente eléctrica a través de ellos y los calienta hasta que empiecen a derretir en el punto donde están en contacto. El metal fundido de las dos piezas fluye y las piezas se unen; entonces la corriente se apaga y el metal fundido se solidifica, formando una conexión metálica sólida entre las dos piezas. Este procedimiento se utiliza mucho en la industria para la fabricación automática de rejillas electrosoldadas. VENTAJAS: Sencillez del proceso, pues no requiere preparación especial de los elementos a unir. Robustez
del proceso, ya que es capaz de absorber tolerancias considerables en variables dentro del proceso, como

INSTRUCTOR: RICARDO MARISCAL CHUSCANO [email protected] Página 5
por ejemplo, excesos de gases, suciedad de los elementos a unir, atmósferas contaminadas, etc., que otras técnicas de soldadura tendrían una influencia negativa muy grande. Alta velocidad de proceso, con tiempos de soldadura muy cortos y elevadas velocidades de paso de unos puntos a otros. SOLDADURA POR RESISTENCIA
La coalescencia en esta gama de procesos de soldadura, es producida por la aplicación de presión y por el calor obtenido de la resistencia del material y la del espacio entre las piezas por unir, al flujo de corriente. Debido al uso de presión se puede obtener coalescencia con temperatura relativamente bajas, si se compara este proceso con el oxiacetilenico. Como la temperatura de trabajo se puede obtener en una fracción de segundo, la soldadura por resistencia se puede aplicar rápidamente y a un costo relativamente bajo. Razón por la cual este proceso se utiliza en la industria con líneas de producción en serie. SOLDADURA DE PUNTO
Figura 1.5. soldadura por resistencia de punto
La figura 1.5. Muestra esquemáticamente los diferentes elementos que de una u otra forma están incluidos en las diferentes modalidades dentro el proceso denominado soldadura por resistencia. Es la modalidad más sencilla. Dos electrodos tienen un área reducida y se obtienen sueldas redondas que tienen un diámetro entre 2 mm y 12 mm. Las desventajas de este proceso son: 1. La vida relativamente corta de los electrodos. 2. El hecho de que usualmente solo se pueda efectuar una unión a la vez. Esto se puede obviar utilizando el proceso de soldadura por resalte. SOLDADURA POR RESALTE. El proceso de soldadura por resalte, está ilustrado esquemáticamente en la Figura 1.6. Consiste en hacer por medio de forja o maquinado, unos resaltes en la superficie de una de las piezas por soldar, en los lugares donde se desea obtenerla unión. Las piezas por unir se colocan entre dos electrodos de área considerable (maquinaria especial); aunque cada electrodo tiene un buen contacto con cada pieza a soldar, debido a los resaltes que se han maquinado en ellas, se logra que la corriente viaje sólo a través de dichos resaltes y que sean ellos que se calientan. En esa forma las piezas quedan soldadas sólo en las partes en que había esos resaltes o proyecciones de metal o sea que: Por la acción de presión y por el ablandamiento del metal en los resaltes, se logra el emparejamiento de las dos (2) superficies de las piezas por unir y como resultado, la suelda de las mismas. SOLDADURA POR COSTURA:
En una serie continua de soldaduras de punto. La Figura 1.7, ilustra esquemáticamente éste proceso. Figura 1.7.
Los componentes especiales de éste proceso están ilustrados esquemáticamente en la Figura 1.8. El calor se obtiene de la resistencia eléctrica de la escoria fundida, dentro de la cual un alambre (conductor de electricidad y fuente de material de aportación) está sumergido.
Figura 1.8. Soldadura bajo flujo conductor.
La temperatura del baño de escoria es de 1800 °C, superior al punto de fusión, tanto del metal base como del electrodo. Por consiguiente la escoria funde los bordes del metal base y simultáneamente funde el electrodo suministrando así el material de aportación necesario. El baño de escoria flota sobre el metal fundido. Los dos (2) materiales están alojados entre dos (2) platinas de cobre (refrigeradas) y los bordes de las piezas por unir. Este proceso se utiliza para unir platinas gruesas. Espesores hasta de 16” han sido unidos sin dificultad.
INSTRUCTOR: RICARDO MARISCAL CHUSCANO [email protected] Página 6
SOLDADURA POR ARCO ELÉCTRICO. Estos procesos usan una fuente de alimentación de soldadura para crear y mantener un arco eléctrico entre un electrodo y el material base para derretir los metales en el punto de la soldadura. Pueden usar tanto corriente continua (DC) como alterna (AC), y electrodos consumibles o no consumibles los cuales se encuentran cubiertos por un material llamado revestimiento. A veces, la región de la soldadura es protegida por un cierto tipo de gas inerte o semi inerte, conocido como gas de protección, y el material de relleno a veces es usado también. POSICIONES DE SOLDADURA: En soldadura existen distintas posiciones de soldeo, tanto en ángulo o de rincón designada con la letra F y la soldadura a tope desognada con la letra G según la normativa americana (A.W.S.) según la normativa europea (U.N.E.) siempre se denomina con la letra P. Posición 1F (UNE = PA). Soldadura acunada o plana y una de las chapas inclinadas a 45º más o menos. Posición 2F (UNE = PB). Soldadura horizontal y una de las chapas en vertical. Posición 3F (UNE = PF). Soldadura vertical con ambas chapas en vertical; en la normativa americana tanto la soldadura ascendente como descendente sigue siendo la 3F, pero en la normativa europea la soldadura vertical ascendente se denomina PF y en vertical descendente se le denomina PG Posición 4F (UNE = PD). Soldadura bajo techo. POSICIONES DE SOLDEO DE CHAPAS A TOPE Posición 1G (UNE = PA). Chapas horizontales, soldadura plana o sobremesa. Posición 2G (UNE = PF). Chapas verticales con eje de soldaduras horizontales, o también denominado de cornisa. Posición 3G (UNE = PF). Soldadura vertical ascendente, soldadura vertical descendente (PG). Posición 4G (UNE = PF). Soldadura bajo techo. NOTA Normativa americana (A.W.S.) = F (rincón), G (tuberías y cilindros). Normativa europea (U.N.E.) = P (en general, para todo). POSICION DE SOLDEO EN TUBERÍA Posición 1G (UNE = PA). Tuberías horizontales, con movimiento de rotación o revolución; soladura "plana", el depósito del material de aporte se realiza en la parte superior del tubo o caño. Posición 2G (UNE = PF). Tuberías verticales e inmóviles durante el soldeo, o también denominado de cornisa. Posición 5G (UNE = PF). Tuberías horizontales e inmóviles; Esta posición abarca todas las posiciones,
soldadura plana, vertical y bajo techo. Posición 6G (UNE = H-L045). Tuberías inmóviles con sus ejes inclinados a 45º mas o menos; Esta soldadura abarca: soldadura bajo techo, vertical y plana. - (UNE = J-L045). Tuberías inmóviles con sus ejes inclinados a 45º mas o menos; Esta soldadura abarca: soldadura plana, vertical descendente y bajo techo. - (UNE = K-L045). Tuberías inmóviles con sus ejes inclinados a 45º mas o menos; Esta soldadura abarca: soldadura plana, vertical descendente, bajo techo, vertical ascendente y plana. Posición 6GR Tuberías inmóviles con sus ejes inclinados a 45º mas o menos con anillo restrictor con una
distancia de 12´7mm; Se realiza en tuberías de 6" pulgadas su anillo es de 300mm de circunferencia. POSICION DE SOLDEO EN TUBERÍA EN ÁNGULO CON CHAPAS Posición 1F (UNE = PA). Conjunto con movimiento de rotación eje del tubo inclinado a 45º más o menos. Soldadura plana, el material de aporte se deposita en la parte superior. Posición 2F (UNE = PB). Conjunto inmovil durante el soldeo, tubo vertical; Soldadura horizontal. Posición 2FR. Conjunto con movimiento horizontal de rotación. Soldadura plana o sobremesa Posición 4F (UNE = PD). Conjunto inmovil durante el soldeo, tubo vertical; Soldadura bajo techo. Posición 5F (UNE = PF). Conjunto inmovil durante el soldeo; Soldadura bajo techo, vertical ascendente y
soldadura plana. - (UNE = PG). Conjunto inmovil durante el soldeo; Soldadura bajo techo, vertical descendente y soldadura plana. SOLDADURA SMAW: El proceso de soldadura por arco es uno de los más usados y abarca diversas técnicas. Una de esas técnicas es la soldadura por arco con electrodo metálico revestido (SMAW, por sus siglas en inglés), también conocida como soldadura por arco con electrodo recubierto, soldadura de varilla o soldadura manual de arco metálico. Se trata de una técnica en la cual el calor de soldadura es generado por un arco eléctrico entre la pieza de trabajo (metal base) y un electrodo metálico consumible (metal de aporte) recubierto con materiales químicos en una composición adecuada (fundente).
INSTRUCTOR: RICARDO MARISCAL CHUSCANO [email protected] Página 7
En los procesos de soldadura, incluidos dentro de esta modalidad, la coalescencia es producida por el calentamiento generado con un arco eléctrico, obtenido entre el trabajo y uno o varios electrodos, ó el obtenido entre dos (2) ó más electrodos, con ó sin la aplicación de presión y con ó sin uso de materiales de aportación. A continuación se explicarán los procesos de soldadura que utiliza como fuente de energía el arco eléctrico y que se consideran los más importantes. Para la generación del arco existen los siguientes electrodos: a. Electrodo de carbón. En la actualidad son poco utilizados, el electrodo se utiliza sólo como conductor para generar calor, el metal de aporte se agrega por separado y éste deberá ser suministrado independientemente por medio de un alambre. b. Electrodo metálico. El propio electrodo sirve de metal de aporte al derretirse sobre los materiales a unir. Se pueden utilizar para estos electrodos máquinas para soldar de corriente directa o alterna, las segundas constan de transformadores estáticos, lo que genera bajos mantenimiento e inversión inicial. Existen máquinas de 150, 200, 300, 500, 750 y 1000 A. c. Electrodos recubiertos. Los electrodos metálicos con un recubrimiento que mejora las características de la soldadura son los más utilizados en la actualidad, las funciones de los recubrimientos son las siguientes:
Proporcionan una atmósfera protectora Proporcionan escoria de características adecuadas para proteger al metal fundido Facilita la aplicación de sobrecabeza Estabiliza el arco Añade elementos de aleación al metal de la soldadura Desarrolla operaciones de enfriamiento metalúrgico Reduce las salpicaduras del metal Aumenta la eficiencia de deposición Elimina impurezas y óxidos Influye en la profundidad del arco Influye en la formación del cordón Disminuye la velocidad de enfriamiento de la soldadura
Las composiciones de los recubrimientos de los electrodos pueden ser orgánicas o inorgánicas y estas substancias se pueden subdividir en las que forman escoria y las que son fundentes. Algunos de los principales compuestos son:
Para la formación de escoria se utilizan SiO2, MnO2 y FeO Para mejorar el arco se utilizan Na2O, CaO, MgO y TiO2 Desoxidantes: grafito, aluminio, aserrín. Para mejorar el enlace: silicato de sodio, silicato de potasio y asbestos Para mejorar la aleación y la resistencia de la soldadura: vanadio, cesio, cobalto, molibdeno,
aluminio, circonio, cromo, níquel, manganeso y tungsteno. CLASIFICACION E IDENTIFICACIÓN DE LOS ELECTRODOS
Debido a la gran cantidad de electrodos que se fabrican para efectuar trabajos específicos, es necesario saber qué métodos de identificación existe, como se clasifican y para qué trabajo específico fueron diseñados. Hay muchas maneras de clasificar los electrodos, entre ellas tenemos: Clasificación por color según norma internacional. El método más sencillo de identificar a un electrodo
corriente es por el color de su revestimiento y un código de colores (extremo del electrodo) que ha sido establecido para los grandes grupos de la clasificación por normalización internacional. Clasificación de los electrodos según su revestimiento o recubrimiento: Se distinguen básicamente los siguientes tipos de revestimientos: CELULOSICOS, RUTILICOS, MINERALES, BÁSICOS, HIERRO EN POLVO. Función eléctrica del recubrimiento: La estabilidad del arco para la soldadura depende de una amplia serie de factores, como es la ionización del aire para que fluya adecuadamente la electricidad. Para lograr una buena ionización se añaden al revestimiento del electrodo productos químicos consistentes en sales de sodio, potasio y bario, los cuales tienen una tensión de ionización baja y un poder termoiónico elevado... Función física del recubrimiento: El recubrimiento, también contiene en su composición productos como
los silicatos, los carbonatos, los óxidos de hierro y óxidos de titanio, que favorecen la función física de los electrodos, que facilitan la soldadura en las diversas posiciones de ejecución del soldeo.
INSTRUCTOR: RICARDO MARISCAL CHUSCANO [email protected] Página 8
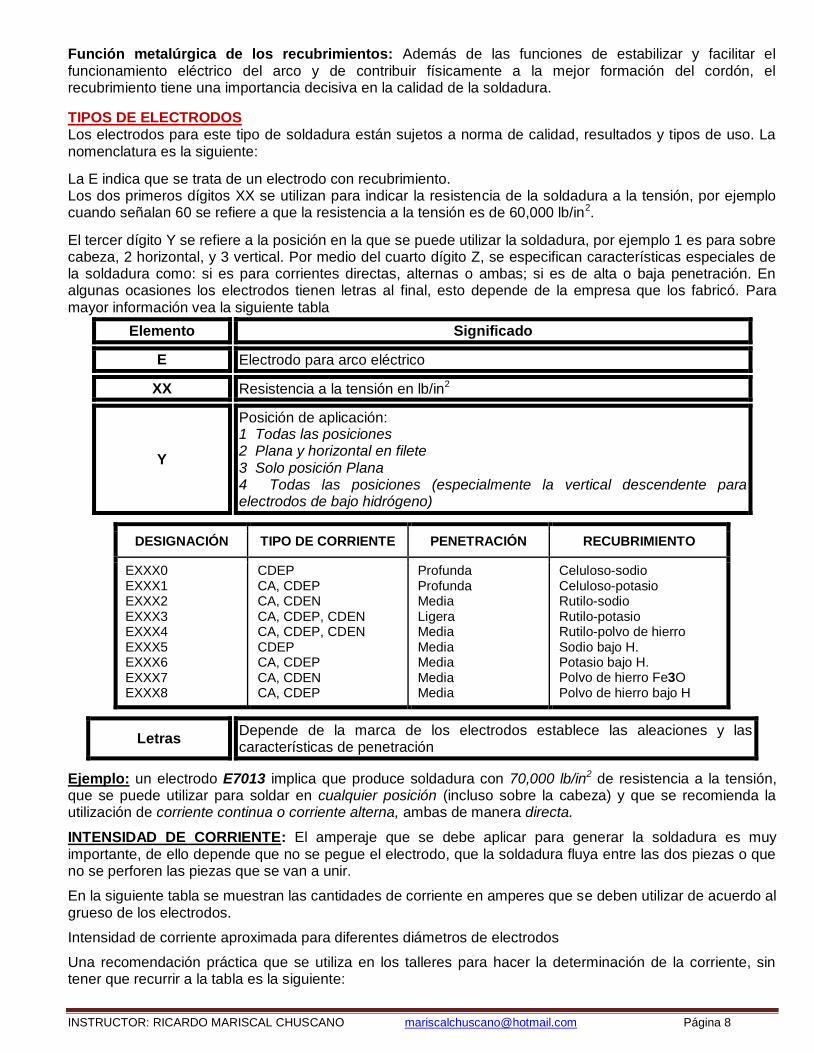
Función metalúrgica de los recubrimientos: Además de las funciones de estabilizar y facilitar el funcionamiento eléctrico del arco y de contribuir físicamente a la mejor formación del cordón, el recubrimiento tiene una importancia decisiva en la calidad de la soldadura. TIPOS DE ELECTRODOS Los electrodos para este tipo de soldadura están sujetos a norma de calidad, resultados y tipos de uso. La nomenclatura es la siguiente: La E indica que se trata de un electrodo con recubrimiento. Los dos primeros dígitos XX se utilizan para indicar la resistencia de la soldadura a la tensión, por ejemplo cuando señalan 60 se refiere a que la resistencia a la tensión es de 60,000 lb/in2. El tercer dígito Y se refiere a la posición en la que se puede utilizar la soldadura, por ejemplo 1 es para sobre cabeza, 2 horizontal, y 3 vertical. Por medio del cuarto dígito Z, se especifican características especiales de la soldadura como: si es para corrientes directas, alternas o ambas; si es de alta o baja penetración. En algunas ocasiones los electrodos tienen letras al final, esto depende de la empresa que los fabricó. Para mayor información vea la siguiente tabla
Elemento Significado
E Electrodo para arco eléctrico
XX Resistencia a la tensión en lb/in2
Y
Posición de aplicación: 1 Todas las posiciones 2 Plana y horizontal en filete 3 Solo posición Plana 4 Todas las posiciones (especialmente la vertical descendente para electrodos de bajo hidrógeno)
DESIGNACIÓN TIPO DE CORRIENTE PENETRACIÓN RECUBRIMIENTO
EXXX0 EXXX1 EXXX2 EXXX3 EXXX4 EXXX5 EXXX6 EXXX7 EXXX8
CDEP CA, CDEP CA, CDEN CA, CDEP, CDEN CA, CDEP, CDEN CDEP CA, CDEP CA, CDEN CA, CDEP
Profunda Profunda Media Ligera Media Media Media Media Media
Celuloso-sodio Celuloso-potasio Rutilo-sodio Rutilo-potasio Rutilo-polvo de hierro Sodio bajo H. Potasio bajo H. Polvo de hierro Fe3O Polvo de hierro bajo H
Letras Depende de la marca de los electrodos establece las aleaciones y las características de penetración
Ejemplo: un electrodo E7013 implica que produce soldadura con 70,000 lb/in2 de resistencia a la tensión, que se puede utilizar para soldar en cualquier posición (incluso sobre la cabeza) y que se recomienda la utilización de corriente continua o corriente alterna, ambas de manera directa. INTENSIDAD DE CORRIENTE: El amperaje que se debe aplicar para generar la soldadura es muy importante, de ello depende que no se pegue el electrodo, que la soldadura fluya entre las dos piezas o que no se perforen las piezas que se van a unir.
En la siguiente tabla se muestran las cantidades de corriente en amperes que se deben utilizar de acuerdo al grueso de los electrodos.
Intensidad de corriente aproximada para diferentes diámetros de electrodos Una recomendación práctica que se utiliza en los talleres para hacer la determinación de la corriente, sin tener que recurrir a la tabla es la siguiente:
INSTRUCTOR: RICARDO MARISCAL CHUSCANO [email protected] Página 9
Convierta el diámetro del electrodo de fracciones a decimales, elimine el punto y esa será la corriente aproximada que debe utilizar con ese electrodo. Por ejemplo, si tiene un electrodo de 1/8 su conversión a decimales será 0.125, al quitarle el punto se obtiene 125, lo que indica que se deben utilizar más o menos 125 amperes para que el electrodo funcione bien. EL SOPLO MAGNÉTICO EN SOLDADURA
El soplo magnético es una de las mayores dificultades con la que nos encontramos cuando soldamos con arco de corriente continua. El soplo magnético se forma debido a fuerzas electromagnéticas, éstas actúan sobre el arco del electrodo, sobre todo cuando este se encuentra en bordes, extremos ó partes de piezas con forma aguda, produciendo un ir y venir en el arco, cambiando de dirección y dando violentos movimientos. Cuando aparece es algo imposible de controlar. La distorsión del campo magnético, se debe a que el arco no va por el camino más corto del electrodo a la pieza, sino que se desvía por los campos electromagnéticos que aparecen en la misma, producida por la intensidad de corriente necesaria para soldar. El soldador tiene varios métodos para mitigar los efectos del soplo magnético:
Inclinar el electrodo a favor del arco. Poner la masa lo más cerca posible de donde soldamos. Bifurcar la masa. Colocar dos masa, separadas una de otra, en la misma pieza. Usar el electrodo adecuado. El mejor remedio es cambiar a corriente alterna (AC).
ZONA AFECTADA TÉRMICAMENTE Los efectos de soldar pueden ser perjudiciales en el material rodeando la soldadura. Dependiendo de los materiales usados y la entrada de calor del proceso de soldadura usado, la zona afectada térmicamente (ZAT) puede variar en tamaño y fortaleza. La difusividad térmica del material base es muy importante - si la difusividad es alta, la velocidad de enfriamiento del material es alta y la ZAT es relativamente pequeña. Inversamente, una difusividad baja conduce a un enfriamiento más lento y a una ZAT más grande. La cantidad de calor inyectada por el proceso de soldadura también desempeña un papel importante, pues los procesos como la soldadura oxiacetilénica tienen una entrada de calor no concentrado y aumentan el tamaño de la zona afectada. Los procesos como la soldadura por rayo láser tienen una cantidad altamente concentrada y limitada de calor, resultando una ZAT pequeña. La soldadura de arco cae entre estos dos extremos, con los procesos individuales variando algo en entrada de calor. Para calcular el calor para los procedimientos de soldadura de arco, puede ser usada la siguiente fórmula: DISTORSIÓN Y AGRIETAMIENTO Los métodos de soldadura que implican derretir el metal en el sitio del empalme son necesariamente propensos a la contracción a medida que el metal calentado se enfría. A su vez, la contracción puede introducir tensiones residuales y tanto distorsión longitudinal como rotatoria. La distorsión puede plantear un problema importante, puesto que el producto final no tiene la forma deseada. Para aliviar la distorsión rotatoria, las piezas de trabajo pueden ser compensadas, de modo que la soldadura dé lugar a una pieza correctamente formada. Otros métodos de limitar la distorsión, como afianzar en el lugar las piezas de trabajo con abrazaderas, causa la acumulación de la tensión residual en la zona afectada térmicamente del material base. Estas tensiones pueden reducir la fuerza del material base, y pueden conducir a la falla catastrófica por agrietamiento frío. El agrietamiento en frío está limitado a los aceros, y está asociado a la formación del martensita mientras que la soldadura se enfría. El agrietamiento ocurre en la zona afectada térmicamente del material base. Para reducir la cantidad de distorsión y estrés residual, la cantidad de entrada de calor debe ser limitada, y la secuencia de soldadura usada no debe ser de un extremo directamente al otro, sino algo en segmentos. El otro tipo de agrietamiento, el agrietamiento en caliente o agrietamiento de solidificación, puede ocurrir en todos los metales, y sucede en la zona de fusión de la soldadura. Para disminuir la probabilidad de este tipo de agrietamiento, debe ser evitado el exceso de material restringido, y debe ser usado un material de relleno apropiado. SOLDABILIDAD La soldabilidad puede definirse como la mayor o menor facilidad que presenta un metal para ser soldado; permitiendo la obtención de soldaduras sanas, homogéneas, que respondan a las necesidades para las que fueron realizadas, incluyendo los requisitos de fabricación.

INSTRUCTOR: RICARDO MARISCAL CHUSCANO [email protected] Página 10
Por su parte la definición establecida por el Instituto Internacional de Soldadura (International Institute of Welding, IIW) dice que: “un material metálico es considerado soldable, en un grado dado, para un proceso y para una aplicación específica, cuando una continuidad metálica puede ser obtenida mediante el uso de un proceso adecuado, tal que la junta cumpla completamente con los requerimientos especificados tanto en las propiedades locales como en su influencia en la construcción de la cuál forma parte”. La calidad de una soldadura también depende de la combinación de los materiales usados para el material base y el material de relleno. No todos los metales son adecuados para la soldadura, y no todos los metales de relleno trabajan bien con materiales base aceptables. La soldabilidad de aceros es inversamente proporcional a una propiedad conocida como la templabilidad del acero, que mide la probabilidad de formar la martensita durante el tratamiento de soldadura o calor. La templabildad del acero depende de su composición química, con mayores cantidades de carbono y de otros elementos de aleación resultando en mayor templabildad y por lo tanto una soldabilidad menor. Debido a su alto contenido de cromo, los aceros inoxidables tienden a comportarse de una manera diferente a otros aceros con respecto a la soldabilidad. Los grados austeníticos de los aceros inoxidables tienden a ser más soldables, pero son especialmente susceptibles a la distorsión debido a su alto coeficiente de expansión térmica. Algunas aleaciones de este tipo son propensas a agrietarse y también a tener una reducida resistencia a la corrosión. Si no está controlada la cantidad de ferrita en la soldadura es posible el agrietamiento caliente. Para aliviar el problema, se usa un electrodo que deposita un metal de soldadura que contiene una cantidad pequeña de ferrita. Otros tipos de aceros inoxidables, tales como los aceros inoxidables ferríticos y martensíticos, no son fácilmente soldables, y a menudo deben ser precalentados y soldados con electrodos especiales. ELECTRODO DE TUNGSTENO PROTEGIDO POR GAS INERTE: (TIG) (GTAW) La soldadura TIG (del inglés tungsten inert gas) o soldadura GTAW (del inglés gas tungsten arc welding), se caracteriza por el empleo de un electrodo permanente de tungsteno, aleado a veces con torio o circonio en porcentajes no superiores a un 2%. Dada la elevada resistencia a la temperatura del tungsteno (funde a 3410 °C), acompañada de la protección del gas, la punta del electrodo apenas se desgasta tras un uso prolongado. Los gases más utilizados para la protección del arco en esta soldadura son el argón y el helio, o mezclas de ambos. La gran ventaja de este método de soldadura es, básicamente, la obtención de cordones más resistentes, más dúctiles y menos sensibles a la corrosión que en el resto de procedimientos, ya que el gas protector impide el contacto entre el oxígeno de la atmósfera y el baño de fusión. Además, dicho gas simplifica notablemente el soldeo de metales ferrosos y no ferrosos, por no requerir el empleo de desoxidantes, con las deformaciones o inclusiones de escoria que pueden implicar. Otra ventaja de la soldadura por arco en atmósfera inerte es la que permite obtener soldaduras limpias y uniformes debido a la escasez de humos y proyecciones; la movilidad del gas que rodea al arco transparente permite al soldador ver claramente lo que está haciendo en todo momento, lo que repercute favorablemente en la calidad de la soldadura. El cordón obtenido es por tanto de un buen acabado superficial, que puede mejorarse con sencillas operaciones de acabado, lo que incide favorablemente en los costes de producción. Además, la deformación que se produce en las inmediaciones del cordón de soldadura es menor. Como inconvenientes está la necesidad de proporcionar un flujo continuo de gas, con la subsiguiente instalación de tuberías, bombonas, etc., y el encarecimiento que supone. Además, este método de soldadura requiere una mano de obra muy especializada, lo que también aumenta los costes. Por tanto, no es uno de los métodos más utilizados sino que se reserva para uniones con necesidades especiales de acabado superficial y precisión.
Figura 1.9. Esquema del tipo para soldar con electrodo de tungsteno protegido por gas inerte (TIG)
Este proceso desarrollado originalmente para soldar magnesio, utiliza electrodos de tungsteno colocados en una boquilla especial, la cual se ilustra esquemáticamente en la Figura 1.9. A través de ésta se suministra gas inerte (Argón, Helio) a baja presión, que garantiza un flujo suficiente para rodear el arco y el metal fundido y de esta manera protegerlo de la atmósfera. Como el electrodo a la temperatura del arco no se consume, la longitud de éste se mantiene constante y lo hace estable o fácil de mantener. En el caso de utilizar metal de aportación, éste se suministra separadamente. Para soldar aluminio es indispensable contar con una unidad de Alta Frecuencia.

INSTRUCTOR: RICARDO MARISCAL CHUSCANO [email protected] Página 11
Características y ventajas: No se requiere de fundente y no hay necesidad de limpieza posterior en la soldadura. No hay salpicadura, chispas ni emanaciones, al no circular metal de aporte a través del arco. Brinda soldaduras de alta calidad en todas las posiciones, sin distorsión. Al igual que todos los sistemas de soldadura con protección gaseosa, el área de soldadura es claramente visible. El sistema puede ser automatizado, controlando mecánicamente la pistola y/o el metal de aporte. ELECTRODO METÁLICO PROTEGIDO POR GAS INERTE: (MIG - MAG ) (Metal Inert Gas) (GMAW) (Metal Active Gas). Este proceso es similar al anterior, y la diferencia radica en que el electrodo no es de tungsteno sino de un material consumible, el cual a un mismo tiempo mantiene el arco eléctrico y suministra continuamente el material de aportación, mientras que el metal fundido tanto del electrodo como del trabajo, está protegido de la atmósfera, por la acción del gas inerte. El procedimiento es adecuado para unir la mayoría de materiales, disponiéndose de una amplia variedad de metales de aportación. La soldadura MAG (gas metal arc welding) es un tipo de soldadura que utiliza un gas protector químicamente activo (dióxido de carbono, argón más dióxido de carbono o argón más oxígeno). El material de aporte tiene forma de varilla muy larga y es suministrado continuamente y de manera automática por el equipo de soldadura. Se utiliza básicamente para aceros no aleados o de baja aleación. No se puede usar para soldar aceros inoxidables ni aluminio o aleaciones de aluminio. Es similar a la soldadura MIG (soldadura por arco con gas inerte), se distinguen en el gas protector que emplean. Es más barata que la soldadura MIG debido al menor precio del gas que utiliza. Las Figuras 1.10 y 1.11, muestran respectivamente la boquilla especial utilizada en este proceso y el diagrama de las conexiones del circuito eléctrico, alimentación de alambre y suministro de gas inerte, activo (CO 2) ó mezclas (Ar-CO 2). La siguiente grafica 1. Dirección de la soldadura 2. Tubo de contacto 3. Hilo 4. Atmósfera de gas protector 5. Baño de fusión 6. Cordón de soldadura 7. Metal de base. SOLDADURA POR ARCO SUMERGIDO (SAW) (Submerged Arc Welding): Es un proceso de soldadura por arco eléctrico es mantenido debajo de un fundente granular que usa un arco entre el electrodo y el charco de soldadura. El arco y el metal fundido son protegidos por una capa de fundente granular sobre el área de soldadura. El proceso no requiere presión y el material de aporte es el alambre (o alambres) el cual es el que hace el arco o se puede alimentar por otra fuente suplementaria. La soldadura por arco sumergido es un proceso de producción versátil capaz de soldar con corriente hasta 2000 amperes de CA y CC. El proceso se ilustra en la Figura 1.12.
Figura 1.12. Esquema del ensamble producido por el proceso de arco sumergido. El fundente granular se deposita simultáneamente con el electrodo que proviene de un carrete en forma continua, al cual a medida que se consume va siendo alimentado automáticamente. El arco queda completamente sumergido bajo el fundente y por lo tanto sólo quedan visibles pequeñas llamas. El fundente granular proporciona una protección completa al metal fundido, razón por la cual se obtienen sueldas de gran calidad. Para obtener la unión, automáticamente se mueve la máquina soldadora, o se deja ésta estacionaria y se desplaza el trabajo. - Por conveniencia utilizamos “Arco Metálico” para significar: Soldadura por arco eléctrico con electrodo metálico consumible. SOLDADURA DE PERNOS:
Figura 1.13 – 1.14 y 1.15 Soldadura de pernos
Proceso donde la coalescencia es producida por el establecimiento de un arco eléctrico entre un “Perno” de metal y la pieza donde se quiere fijar este. El arco eléctrico se mantiene hasta obtener la temperatura de trabajo apropiada, luego se dispara el perno contra la pieza con suficiente presión para completar la unión.
INSTRUCTOR: RICARDO MARISCAL CHUSCANO [email protected] Página 12
El extremo del perno, puede tener una depresión en donde se deposita un fundente especial. (Ver Figura 1.13) En el lugar donde se quiere fijar el perno se coloca un casquillo de cerámica (Figura 1.14) y dentro de éste se introduce el perno (Figura 1.15). La función del fundente es la de desoxidante y estabilizador del arco, mientras que la del casquillo es la de concentrar el calor, proteger el metal de la atmósfera y conglomerar el metal fundido alrededor de la base del perno. Este proceso se efectúa usualmente sin ninguna protección de gases inertes como el helio o el argón, contra la acción perjudicial del oxígeno y nitrógeno del aire en el metal base al estar este último a una temperatura elevada. Sin embargo en algunos casos donde se requiere sueldas de mejor calidad, si se utilizan los gases mencionados. La Figura 1.16 muestra ejemplos típicos de piezas que se unen con este proceso de soldadura, el cual se utiliza para producción en serie, pues requiere maquinaria especializada.
Figura 1.16. Ejemplo de diferentes formas de pernos.
SOLDADURA POR ARCO ELÉCTRICO CON ELECTRODO MANUAL REVESTIDO:
La coalescencia en este proceso de soldadura es obtenida por el calentamiento producido por el arco eléctrico generado entre un electrodo metálico recubierto y la pieza de trabajo. La protección es obtenida por la descomposición del revestimiento; no se utiliza presión y el metal de aporte es suministrado por el electrodo. Uno de los primeros avances de los procesos de soldadura por arco eléctrico con electrodo manual, fue el de utilizar electrodos metálicos de tal manera que el calor del arco fundiera tanto el metal base como el metal del electrodo y por consiguiente obtener automáticamente el material de aportación necesario. Este procedimiento aunque solucionaba el problema de aportación, en últimas resultó inconveniente, por la dificultad de mantener el arco y por la severa oxidación del metal fundido, razón por la cual se opto por revestir los electrodos con el objeto de solucionar los problemas citados. El revestimiento contiene compuestos químicos que aportan al proceso de soldar unas características que de una u otra manera ayudan a la buena calidad de la suelda, por ejemplo:
1. ATMÓSFERA PROTECTORA. 2. ESTABILIDAD Y PENETRACIÓN DELARCO. 3. REMOCIÓN DE IMPUREZAS DEL METAL FUNDIDO. 4. PREVENCIÓN CONTRA OXIDACION. 5. CONTROL DE LA RATA DE ENFRIAMIENTO DEL METAL DE LA SOLDADURA. 6. ADICION DE ELEMENTOS ALEANTES.
Actualmente hay tres (3) formas de Revestir los electrodos: 1). Con una capa constituida de diferentes minerales y sustancias orgánicas aplicadas en torno al alma o núcleo metálico; 2). Con una cinta impregnada que se enrolla alrededor del electrodo a medida que éste va siendo alimentado dentro del arco y 3). El sistema tubular, que consiste en un electrodo metálico en forma de tubo con el fundente dentro, con o sin revestimiento externo. La primera de estas formas de revestimiento es la que normalmente se conoce como electrodo manual revestido y que en lo sucesivo seguiremos llamando así. LA SOLDADURA COMPARADA CON OTROS PROCESOS DE MANUFACTURA Una vez explicados los procesos de soldadura más importantes enunciaremos algunas ventajas de la soldadura en general, comparada con otros procesos de soldadura. SOLDADURA COMPARADA CON EL REMACHADO: La Figura 1.17, muestra esquemáticamente el proceso de remachado. Se utiliza para unir platinas y dependiendo del espesor de las mismas, los remaches son deformados en frío o caliente.
Figura 1.17. Sistema de unión por remaches
La soldadura presenta las siguientes ventajas sobre el remachado:
INSTRUCTOR: RICARDO MARISCAL CHUSCANO [email protected] Página 13
1. La preparación de las piezas por unir, es más sencilla y más económica. 2. La construcción soldada es más Iiviana, porque se omite el peso del solape y el de los remaches. 3. La eficiencia de una unión soldada, puede llegar a ser deI 100%. La unión queda un todo sólido homogéneo al igual que las zonas laterales más cercanas al punto de la soldadura. 4. Los procesos de soldadura son silenciosos comparados con el remachado. SOLDADURA COMPARADA CON LA FUNDICIÓN: En algunos casos se puede utilizar soldadura en vez de fundición para la construcción de piezas. En caso tal, la soldadura presenta las siguientes ventajas. 1. No hay que fabricar modelos, lo que implica un ahorro. 2. El diseño de una pieza soldada, es más sencillo. 3. El mecanizado de una pieza soldada es más simple que el de una fundida. 4. Una pieza soldada es más liviana que una fundida. 5. Las construcciones soldadas son más resistentes, rígidas y livianas que las fundidas. SOLDADURA COMPARADA CON EL MECANIZADO: Los procesos de soldadura hasta cierto punto no se pueden comparar con los de mecanizado por la precisión dimensional que estos dan, pero sin embargo la soldadura se puede constituir en un aliado del mecanizado. Gran cantidad de piezas se pueden ensamblar, utilizando procesos de soldadura para luego ser terminados, utilizando máquinas herramientas, con el consecuente ahorro material y en tiempo de mecanizado. El proceso de soldadura por arco eléctrico con electrodo manual revestido, es el que en la actualidad tiene mayor aceptación dentro de la industria. Los procesos automáticos como el arco sumergido o el proceso “MIG” tiene gran importancia, pero por lo general requieren equipos costosos y se utilizan en su gran mayoría en procesos de producción en serie. El electrodo manual revestido, tiene gran versatilidad, se utiliza en la mayoría de los trabajos de reparación de elementos de maquinaria, donde las piezas por unir son de formas irregulares, cuando las uniones son de difícil acceso y por lo general en todos los trabajos donde se requieren sueldas de excelente calidad a un bajo costo. Prueba de lo anterior es el hecho de que todos los talleres de mantenimiento de las industrias, tienen incluido dentro de su maquinaria equipos de soldadura eléctrica para electrodos manuales revestidos, que al lado de las máquinas herramientas, se constituyen en los elementos esenciales destinados a facilitar las labores del personal de mantenimiento. Debido a la alta demanda que tiene este proceso de soldadura, es el que más estudio ha recibido por parte de los científicos del mundo y el que permanentemente evoluciona para acomodarse a los grandes adelantos de la metalurgia. SISTEMAS DE PREVENCIÓN Y PROTECCIÓN CONTACTOS ELÉCTRICOS DIRECTOS E INDIRECTOS EQUIPO DE SOLDAR: La máquina de soldar puede protegerse mediante dos sistemas, uno electromecánico (fig. 1.18 Sistema de protección electromecánica) que consiste en introducir una resistencia en el primario del transformador de soldadura (resistencia de absorción) para limitar la tensión en el secundario cuando está en vacío y otro electrónico (fig. 1.19. Sistema de protección electrónica) que se basa en limitar la tensión de vacío del secundario del transformador introduciendo un TRIAC en el circuito primario del grupo de soldadura. En ambos casos se consigue una tensión de vacío del grupo de 24 V, considerada tensión de seguridad.
Fig. 1.18: Sistema de protección electromecánica
Fig. 1.19: Sistema de protección electrónica
CICLO DE TRABAJO: Se define como el porcentaje de tiempo, durante el cual la maquina debe suministrar corriente nominal a la carga. Este ciclo de trabajo se determina sobre 10 minutos, de modo tal que, por ejemplo para una fuente con un ciclo de trabajo del 60%, la misma debe ser capaz de entregar la corriente nominal durante 6 minutos de cada 10. Para procesos automáticos, el ciclo de trabajo se especifica normalmente en 100%.
INSTRUCTOR: RICARDO MARISCAL CHUSCANO [email protected] Página 14
PINZA PORTAELECTRODOS: La pinza debe ser la adecuada al tipo de electrodo utilizado y que además sujete fuertemente los electrodos. Por otro lado debe estar bien equilibrada por su cable y fijada al mismo de modo que mantenga un buen contacto. Asimismo el aislamiento del cable no se debe estropear en el punto de empalme. CIRCUITO DE ACOMETIDA: Los cables de alimentación deben ser de la sección adecuada para no dar lugar a sobrecalentamientos. Su aislamiento será suficiente para una tensión nominal > 1000 V. Los bornes de conexión de la máquina y la clavija de enchufe deben estar aislados. CIRCUITO DE SOLDADURA: Los cables del circuito de soldadura al ser más largos deben protegerse contra proyecciones incandescentes, grasas, aceites, etc., para evitar arcos o circuitos irregulares. CARCASA: La carcasa debe conectarse a una toma de tierra asociada a un interruptor diferencial que corte
la corriente de alimentación en caso de que se produzca una corriente de defecto. La campana móvil es un sistema de aspiración mediante conductos flexibles. Hace circular el aire sobre la zona de soldadura a una velocidad de al menos 0,5 m/s. Es muy importante situar el conducto lo más cerca posible de la zona de trabajo (Fig. 1.21). Sistema de extracción por campana.
Fig. 1.22. Sistema de extracción mediante banco con aspiración ascendente La mesa con aspiración descendente consiste en una mesa con una parrilla en la parte superior. El aire es aspirado hacia abajo a través de la parrilla hacia el conducto de evacuación. La velocidad del aire debe ser suficiente para que los vapores y los gases no contaminen el aire respirado. Las piezas no deben ser demasiado grandes para no cubrir completamente el conducto e impedir el efecto de extracción (Fig. 1.22) Un recinto acotado consiste en una estructura con techo y dos lados que acotan el lugar donde se ejecutan las operaciones de soldadura. El aire fresco llega constantemente al recinto. Este sistema hace circular el aire a una velocidad mínima de 0,5 m/s. (Fig. 1.23).
Fig. 1.23: Sistema de extracción mediante un recinto acotado SOLDADURA LÁSER: Industrias dedicadas a la producción de materiales metálicos deben reparar periódicamente partes y piezas de máquinas que ha sufrido algún tipo de rotura o desgaste, con la finalidad de no detener su funcionamiento, y producción. En este punto, la soldadura láser permite recuperar dichas piezas de manera rápida y precisa, para ahorrar tanto en costos, como en tiempos muertos. Debido al desgaste propio del uso constante de moldes de inyección, tubos y piezas de maquinaria, estos presentan defectos en sus estructuras, lo cual hace que sus ángulos pierdan las dimensiones exactas con las que fueron diseñados, en estos casos es necesario el remplazo inmediato de las piezas, para permitir el óptimo funcionamiento del equipo y evitar así que el ritmo de operaciones y producción se detenga. Si bien, el cambio de dichas piezas es la alternativa ideal para la solución a este tipo de inconvenientes, los altos costos y el tiempo requerido para encontrar los repuestos necesarios, hacen que las empresas opten por pensar en la reparación, por medio de métodos de soldadura eléctrica como MIG o TIG, antes de adquirir una pieza nueva, para prolongar la vida útil del equipo en cuestión. Esta clase de recuperación por soldadura es adecuada para grandes fisuras, pero en piezas con dimensiones pequeñas, por ejemplo en moldes o troqueles, estas se verían afectadas por las altas temperaturas que maneja el soldeo convencional, y no cumpliría con los requisitos mínimos para una óptima reparación. En este punto se hace necesario pensar en un tipo de soldadura que sí pueda suplir los requerimientos, y a su vez presente resultados óptimos para el normal funcionamiento de la maquinaria. De esta manera, los sistemas de soldadura láser se han convertido en la alternativa efectiva para la reparación de moldes y reconstrucción de piezas con fisuras, debido a que ofrece rapidez en el soldeo, gracias a que utiliza una alta energía calorífica, generada instantáneamente a través de un láser focalizado, para fundir los alambres de soldadura en la pieza deseada, dando como resultado una fusión firme con el sustrato original. La soldadura láser a diferencia de otros procesos por fusión como MIG/ MAG o TIG, genera una alta densidad de energía, lo que permite un aporte térmico mucho más preciso, con un nivel de distorsión menor y una zona afectada térmicamente más estrecha. La soldadura láser para pequeñas piezas puede automatizarse por completo, y se pueden reparar piezas tratadas y no tratadas térmicamente, de diferentes tipos de materiales.
INSTRUCTOR: RICARDO MARISCAL CHUSCANO [email protected] Página 15
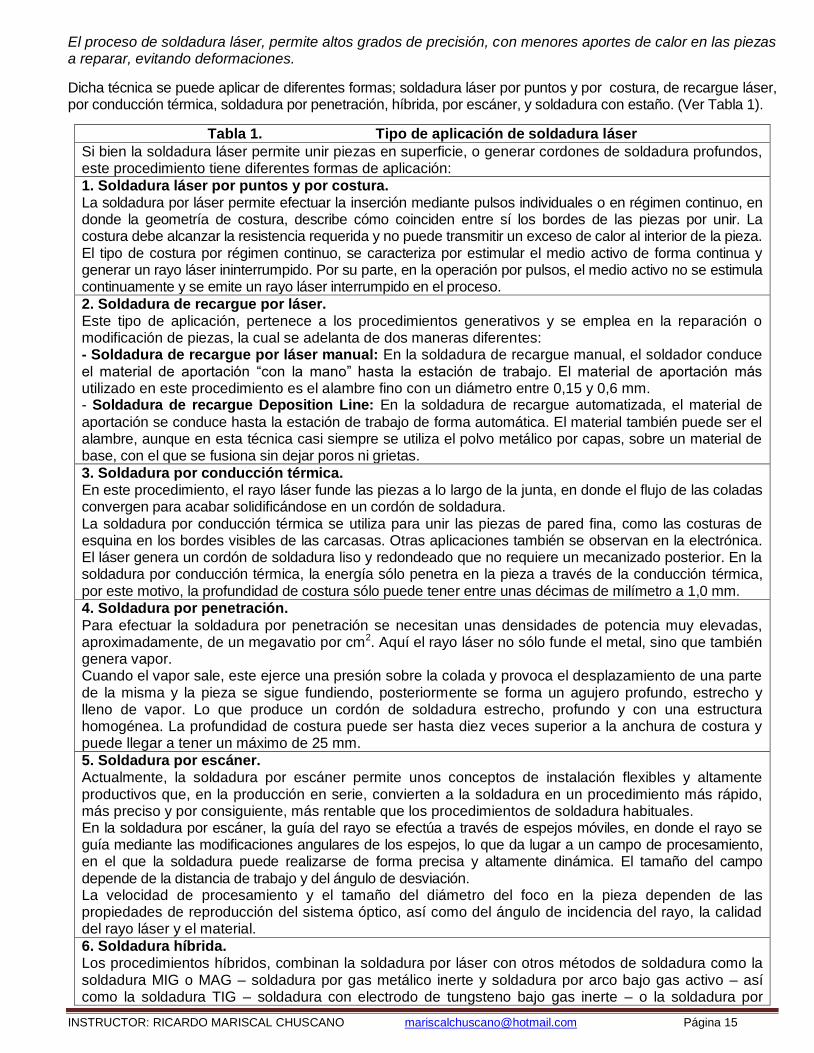
El proceso de soldadura láser, permite altos grados de precisión, con menores aportes de calor en las piezas a reparar, evitando deformaciones. Dicha técnica se puede aplicar de diferentes formas; soldadura láser por puntos y por costura, de recargue láser, por conducción térmica, soldadura por penetración, híbrida, por escáner, y soldadura con estaño. (Ver Tabla 1).
Tabla 1. Tipo de aplicación de soldadura láser
Si bien la soldadura láser permite unir piezas en superficie, o generar cordones de soldadura profundos, este procedimiento tiene diferentes formas de aplicación:
1. Soldadura láser por puntos y por costura. La soldadura por láser permite efectuar la inserción mediante pulsos individuales o en régimen continuo, en donde la geometría de costura, describe cómo coinciden entre sí los bordes de las piezas por unir. La costura debe alcanzar la resistencia requerida y no puede transmitir un exceso de calor al interior de la pieza. El tipo de costura por régimen continuo, se caracteriza por estimular el medio activo de forma continua y generar un rayo láser ininterrumpido. Por su parte, en la operación por pulsos, el medio activo no se estimula continuamente y se emite un rayo láser interrumpido en el proceso.
2. Soldadura de recargue por láser. Este tipo de aplicación, pertenece a los procedimientos generativos y se emplea en la reparación o modificación de piezas, la cual se adelanta de dos maneras diferentes: - Soldadura de recargue por láser manual: En la soldadura de recargue manual, el soldador conduce el material de aportación “con la mano” hasta la estación de trabajo. El material de aportación más utilizado en este procedimiento es el alambre fino con un diámetro entre 0,15 y 0,6 mm. - Soldadura de recargue Deposition Line: En la soldadura de recargue automatizada, el material de
aportación se conduce hasta la estación de trabajo de forma automática. El material también puede ser el alambre, aunque en esta técnica casi siempre se utiliza el polvo metálico por capas, sobre un material de base, con el que se fusiona sin dejar poros ni grietas.
3. Soldadura por conducción térmica. En este procedimiento, el rayo láser funde las piezas a lo largo de la junta, en donde el flujo de las coladas convergen para acabar solidificándose en un cordón de soldadura. La soldadura por conducción térmica se utiliza para unir las piezas de pared fina, como las costuras de esquina en los bordes visibles de las carcasas. Otras aplicaciones también se observan en la electrónica. El láser genera un cordón de soldadura liso y redondeado que no requiere un mecanizado posterior. En la soldadura por conducción térmica, la energía sólo penetra en la pieza a través de la conducción térmica, por este motivo, la profundidad de costura sólo puede tener entre unas décimas de milímetro a 1,0 mm. 4. Soldadura por penetración.
Para efectuar la soldadura por penetración se necesitan unas densidades de potencia muy elevadas, aproximadamente, de un megavatio por cm2. Aquí el rayo láser no sólo funde el metal, sino que también genera vapor. Cuando el vapor sale, este ejerce una presión sobre la colada y provoca el desplazamiento de una parte de la misma y la pieza se sigue fundiendo, posteriormente se forma un agujero profundo, estrecho y lleno de vapor. Lo que produce un cordón de soldadura estrecho, profundo y con una estructura homogénea. La profundidad de costura puede ser hasta diez veces superior a la anchura de costura y puede llegar a tener un máximo de 25 mm.
5. Soldadura por escáner. Actualmente, la soldadura por escáner permite unos conceptos de instalación flexibles y altamente productivos que, en la producción en serie, convierten a la soldadura en un procedimiento más rápido, más preciso y por consiguiente, más rentable que los procedimientos de soldadura habituales. En la soldadura por escáner, la guía del rayo se efectúa a través de espejos móviles, en donde el rayo se guía mediante las modificaciones angulares de los espejos, lo que da lugar a un campo de procesamiento, en el que la soldadura puede realizarse de forma precisa y altamente dinámica. El tamaño del campo depende de la distancia de trabajo y del ángulo de desviación. La velocidad de procesamiento y el tamaño del diámetro del foco en la pieza dependen de las propiedades de reproducción del sistema óptico, así como del ángulo de incidencia del rayo, la calidad del rayo láser y el material.
6. Soldadura híbrida. Los procedimientos híbridos, combinan la soldadura por láser con otros métodos de soldadura como la soldadura MIG o MAG – soldadura por gas metálico inerte y soldadura por arco bajo gas activo – así como la soldadura TIG – soldadura con electrodo de tungsteno bajo gas inerte – o la soldadura por
INSTRUCTOR: RICARDO MARISCAL CHUSCANO [email protected] Página 16
plasma. Esto permite soldar amplias placas de chapa de hasta 20 m de longitud y 15 mm de espesor en la construcción de barcos.
7. Soldadura con estaño. Un material de aportación, como la soldadura de estaño, sirve para unir piezas en donde la temperatura de fusión del material de soldadura, es inferior a la de los materiales de la pieza, por este motivo, durante el procesamiento sólo se funde la soldadura de estaño. En este procedimiento las piezas por unir se calientan, posteriormente, cuando la soldadura de estaño está líquida, fluye hacia la ranura de fusión y se une con la superficie de la pieza. Para poder soldar una costura con estaño es preciso que sólo uno de sus lados sea accesible.
Además, se puede emplear en una amplia variedad de procesos de soldadura, ya sea por conducción para la unión de láminas delgadas –en donde la profundidad de la zona fundida, inicialmente superficial, aumenta en función de la conductividad térmica– o por penetración profunda –la cual consigue desplazar la zona de mayor temperatura por debajo de la superficie del material, para que el material fundido se desplace hasta la superficie, por acción del vapor recalentado, y se mantenga allí por efectos combinados de gravedad, viscosidad y tensión superficial– esto hace notoria la mejora en la formación de los cordones de soldadura. Dicho procedimiento utiliza la energía aportada por un haz láser, el cual es amplificado a través de lentes ópticos, para concentrarlo en un punto exacto, lo cual permite al área de la pieza fracturada ser reparada mediante el uso de delgadas varillas de aportación depositadas sobre el área requerida, para provocar la fusión conjunta del material de aporte y la superficie del material base, con cordones de soldadura de uno a dos milímetros de ancho, o incluso inferiores, con velocidades de soldadura que alcanzan los cinco metros por minuto. Para crear este tipo de uniones fijas, se utiliza un láser de fotones denso – que puede trabajar tanto con piezas de metal finas como gruesas– o un láser de gas con nitrógeno, dióxido de carbono o helio, popular en la producción de aviones, automóviles y naves espaciales. Este haz de luz, el cual es muy pequeño y centrado, calienta los metales de forma rápida para que las piezas se fundan en una sola, sin la necesidad de material de aporte, lo que permite además, un rápido proceso y enfriamiento del metal, por lo que el tratamiento anterior y posterior para la eliminación de tensiones en la pieza soldada, necesario en la soldadura convencional, no se requieren en el proceso con láser. La soldadura láser se puede desarrollar de igual manera en piezas con espesores de 1,0 mm, y de ser requerido, en dimensiones mayores que puede llegar a una penetración máxima de hasta 10 mm, en donde la zona afectada térmicamente, puede llegar a medir 0,1 mm, lo cual hace que la relación, ancho de cordón y profundidad de penetración, sea de 1/7 mm. Esta tecnología permite además, conseguir diferentes geometrías y longitudes de cordones de soldadura, en reparaciones de tubos, con cordones resultantes muy finos y de alta calidad, y de ser necesario, se puede adelantar con diferentes tipos de unión y ángulos, usando el mismo procedimiento que la soldadura convencional.
El procedimiento láser, permite alcanzar ángulos difíciles en piezas y moldes, haciendo que sea ideal para procesos de reparación y reconstrucción en áreas milimétricas.
De la misma manera en que la industria automotriz hace uso de la soldadura láser, para la fabricación de carrocerías y autopartes, industrias relacionadas con los moldes, troqueles y matrices de extrusión, para la reparación de pequeñas fisuras, debido a que sus juntas están libres de poros, y presentan cien por ciento de resistencia. Un aspecto que hace de la soldadura láser un procedimiento enfocado a la reconstrucción de pequeñas fisuras, es el hecho de que su aplicación puede traer altos costos, haciéndola ideal para reparaciones con pocos milímetros de distancia, sin descartar que se pueden hacer cordones de soldadura de grandes dimensiones, con resultados óptimos.
El sistema de soldeo láser permite hacer uniones de chapa inferior a un milímetro, con y
sin aporte de material. Soldadura Láser y Automatización Las máquinas para adelantar procesos de soldadura láser se caracterizan por tener cabezales con rotaciones de 360 grados, los cuales pueden ser ajustados manualmente, con el objetivo de abarcar un amplio rango de aplicaciones, apoyados por microscopios que facilitan la ubicación del área afectada, cuando esta es muy pequeña.
INSTRUCTOR: RICARDO MARISCAL CHUSCANO [email protected] Página 17
Para una mayor precisión, el movimiento del microscopio se realiza por medio de un joystick –palanca de mando– con el cual se puede determinar la calidad de soldadura, con mínimos porcentajes de error, y un volumen constante de aplicación de material de aporte, lo que genera velocidades constantes con gran eficiencia. De manera automática, los sistemas de control de movimiento, –con los que viene equipado estas máquinas– regulan además, el sistema de retroalimentación de la corriente en tiempo real, para asegurar la estabilidad en la potencia del láser, durante todo el proceso.
Las máquinas de soldadura láser, se caracterizan por su alta precisión. Por otra parte, si bien el contacto directo con el láser, puede llegar a ser nocivo para la salud, la longitud de onda láser que emiten estos sistemas, con un promedio de 1064 nanómetros –medida comúnmente utilizada para calcular la longitud de onda de la radiación ultravioleta, radiación infrarroja y la luz– no trae perjuicios para los operadores, de este tipo de máquinas. Estos equipos se pueden encontrar en el mercado en forma de cabina, los cuales incorporan puertas laterales, que proporcionan ventaja al momento de cargar una amplia gama de moldes con diferentes diámetros, con pesos que pueden llegar a los 350 Kg. (Ver imagen 1).
Al utilizar la soldadura como medio de reparación, o para prevenir el desgaste de una pieza, se evitarán altos costes en la fabricación de una nueva, evitando detenciones prolongadas en máquinas de producción.
La potencia media máxima utilizada por el láser en estos sistemas, es de 100 vatios, para desarrollar trabajos con varillas de aporte delgadas y gruesas. Además, la evacuación de los humos producto del proceso de soldeo, se realiza por medio de filtros de aire, que vienen incorporados al sistema, adicional a los sistemas de refrigeración utilizados para controlar la temperatura de todo el sistema. Ventajas El realizar reconstrucciones con el sistema de soldadura láser, supone ventajas sobre otros métodos, los cuales permiten que sea utilizada en diferentes campos y con variedad de usos, por ejemplo en la mayoría de moldes o troqueles, los cuales son tratados térmicamente con durezas que oscilan entre 50 y 65 HRC y que al ser soldadas con cualquier otro método que no sea láser, produce revenido localizado, que puede llegar a generar choques térmicos y fisuras posteriores. Otra de las ventajas que trae el sistema, es que permite hacer uniones de chapa inferior a un milímetro, sin aporte de material, en este caso, la fusión de las partes a soldar se convierte en el electrodo, con grandes aportes en la producción con chapa, debido a que la unión es del cien por ciento y no deja material residual en la pieza, eliminando el proceso de limpieza al finalizar el trabajo de soldadura. Una ventaja notoria, proviene de su mayor velocidad de calentamiento y enfriamiento del metal a soldar, lo que permite volúmenes menores del baño de fusión, en donde los riesgos de distorsiones, debilitamiento y formación de grietas se reducen considerablemente, obteniendo así, estructuras notablemente más finas, que además, pueden ser trabajadas con varillas de hasta 100 micras de diámetro. Con la soldadura láser, países como Alemania, Japón y China, adelantan reparaciones de piezas en sectores como la joyería, en el cual se trabaja sin problema materiales de aporte en oro y plata, los cuales por ser tan específicos, son muy costosos y poco comunes. De esta manera, características como la afectación térmica reducida, la falta de necesidad de utilizar material de aportación en algunas piezas, su flexibilidad y control del proceso, permiten a la soldadura láser, ser una herramienta con resultados profesionales, en materiales difíciles de tratar por otras técnicas, puesto que las piezas resultantes de este proceso, tienen alto grado de resistencia y ductilidad. Si bien estos resultados son similares a los obtenidos por la soldadura convencional, la diferencia radica en que la soldadura láser, se adelanta con una velocidad de proceso seis veces superior a la tradicional, y en sectores tan reducidos que la soldadura convencional no puede reparar, lo que hace de esta una fuente viable de reconstrucción de moldes, dispositivos médicos, herramientas mecánicas y quirúrgicas, implantes y otros componentes delicados y pequeños, con altos rendimientos a largo plazo, acorde con los estándares requeridos por empresas competitivas, en diferentes sectores industriales.