REPORTE TECNICO RES PROF SILVIA PASOS
84
Instituto Acade Tecnológico Superior de U emia de Ingeniería Industr Disminución de lo internos a través d de la capacidad y proceso Informe Técnico R Profesionales Enero 2009 Silvia Teresa Paso Uruapan rial os rechazos del mejoramiento estabilidad del Residencias os Vázquez
-
Upload
sofi-salto -
Category
Documents
-
view
181 -
download
4
Transcript of REPORTE TECNICO RES PROF SILVIA PASOS

Instituto Tecnológico Superior de Uruapan
Academia de Ingeniería Industrial
Instituto Tecnológico Superior de Uruapan
Academia de Ingeniería Industrial
Disminución de los rechazos
internos a través del mejoramiento
de la capacidad y estabilidad del
proceso
Informe Técnico Residencias
Profesionales
Enero 2009
Silvia Teresa Pasos Vázquez
Instituto Tecnológico Superior de Uruapan
Academia de Ingeniería Industrial
Disminución de los rechazos
internos a través del mejoramiento
de la capacidad y estabilidad del
Informe Técnico Residencias
Silvia Teresa Pasos Vázquez

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 2
Índice
Introducción .............................................................................................................. 5
Justificación .............................................................................................................. 6
Objetivo .................................................................................................................... 8
Caracterización del área ........................................................................................... 9
Problemática………………………………………………..……………………………………...10
Alcances y limitaciones ………………………………………………………………………… 11
Fundamento teórico ………………………...………………….…………….………………… 12
Procedimiento, actividades y resultados ..………………………………………………… 22
1. Objetivo……………………………………………………………………..…………………………………22 2. Flujo de la Metodología Seis – Sigma………………………….….………………………………..22 3. Definir el problema (Seis sigma)………………………………………………………………………22 4. Describir el proceso de inyección de las piezas……………….………………………………..26 5. Medición capaz y estable………………………………………………………………………………..27 6. Determinar variables significativas……………………………………………………………..…..52 Conclusiones y recomendaciones……………………………………………………………..74
Referencias bibliográficas……………………………………………………………………… 83
Glosario…………………………………………………………………………………………….. 84

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 3
Lista de Tablas
TABLA 1. Piezas de mayor participación en la producción………………………………………………………………..…… 24
TABLA 2. Piezas sin variación significativa (menor a 0.10)…………………………………………………………………… 24
TABLA 3. Piezas con variación significativa (mayor a 0.30)………………………………………………………………... 24
TABLA 4. Piezas con variación regular (entre 0.1 y 0.30)………………………………………………………………….... 25
Gráfica 1 Porcentajes de variación en los índices de Cpk por pieza……………………………………………………….. 25
Gráfica 2. Dimensiones de la pieza M de las dimensiones 1 (frontal) y 2 (altura)…………………………………… 26
Gráfica 3. Dimensiones de la pieza G de las dimensiones 1 (frontal) y 2 (altura)…………………………………... 26
TABLA 5. Diagrama de flujo del proceso de inyección………………………………………………………………………….. 27
TABLA 6. Resultados de la aplicación en la hoja de análisis de actividades…………………………………………….. 34
Gráfica 4. Calificación de factores en planta……………………………………………………………………………………..… 34
Gráfica 5. Calificación de factores en oficina………………………………………………………………………………………. 35
Gráfica 6. Probabilidad de retraso en actividades en planta…………………………………………………………………. 35
Gráfica 7. Probabilidad de retraso en actividades en oficina…………………………………………………………………. 36
TABLA 7. Estudio pasa no pasa…………………………………………………………………………………………………………. 37
Gráfica 7. Variación en la toma de mediciones por auditor…………………………………………………………………… 38
TABLA 8. Resultados en la toma de gramajes por auditor……………………………………………………………………. 38
Gráfica 8. Variación en la toma de gramajes por auditor……………………………………………………………………... 39
TABLA 9. Evaluación R&R-ANOVA pieza D – instrumento 7 Calibrador digital………………………………………... 41
TABLA 10. Evaluación GR&R (tradicional) pieza D – instrumento 7 Calibrador digital……………………………... 41
TABLA 11. Comparativo GR&R y ANOVA……………………………………………………………………………………………. 41
TABLA 12. Porcentajes de variación según la tolerancia de la especificación………………………………………….. 42
TABLA 13. Evaluación R&R-ANOVA pieza B – instrumento 4 Flexómetro……………………………………………….. 43
TABLA 14. Evaluación GR&R (tradicional) pieza B – instrumento 4 Flexómetro………………………………………. 43
TABLA 15. Comparativo GR&R y ANOVA……………………………………………………………………………………………. 44
TABLA 16. Porcentajes de variación según la tolerancia de la especificación………………………………………..… 44
TABLA 17. Evaluación R&R-ANOVA pieza M – instrumento 15 Indicador digital………………………………………. 45
TABLA 18. Evaluación GR&R (tradicional) pieza M – instrumento 15 Indicador digital…………………….………. 45
TABLA 19. Comparativo GR&R y ANOVA……………………………………………………………………………………………. 46
TABLA 20. Porcentajes de variación según la tolerancia de la especificación………………………………………….. 46
TABLA 21. Evaluación R&R-ANOVA pieza C1 – instrumento 3 Báscula…………………………………………………… 47
TABLA 22. Evaluación GR&R (tradicional) pieza C1 – instrumento 3 Báscula………………………………………….. 47
TABLA 23. Comparativo GR&R y ANOVA………………………………………………………………………………………….… 48
TABLA 24. Porcentajes de variación según la tolerancia de la especificación………………………………………….. 48
Gráfica 9. Porcentajes de variabilidad instrumento 7…………………………………………………………………………... 48
Gráfica 10. Porcentajes de variabilidad instrumento 4…………………………………………………………………………. 49
Gráfica 11. Porcentajes de variabilidad instrumento 15……………………………………………………………………….. 49
Gráfica 12. Porcentajes de variabilidad instrumento 3…………………………………………………………………………. 49

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 4
TABLA 25. Tabla resumen y conclusiones…………………………………………………………………………………………... 51
Diagrama 1. Causa y Efecto (Ishikawa)……………………………………………………………………………………………... 52
TABLA 26. Pellet de polipropileno expandido y sus densidades……………………………………………………………… 54
Gráfica 13. Cpk > 1 en promedio…………………………………………………………………………………………………….… 55
Gráfica 14. 0 < Cpk < 1 en Promedio………………………………………………………………………………………………… 55
Gráfica 15. Cpk < 0 en Promedio…………………………………………………………………………………………………….… 55
Gráfica 18. Cpk < 0 en Octubre………………………………………………………………………………………………………… 56
Gráfica 16. Cpk > 1 En Octubre………………………………………………………………………………………………………… 56
Gráfica 17. 0 < Cpk < 1 en Octubre………………………………………………………………………………………………….. 56
TABLA 27. Porcentaje de piezas con materia prima directa y presurizada……………………………………………… 57
Gráfica 19. Comportamiento de Cpk promedio en piezas con Materia Prima (Presurizada / Directa)………… 57
Gráfica 20. Comportamiento de Cpk en octubre en piezas con Materia Prima (Presurizada / Directa)………. 58
Gráfica 21. Comportamiento de Cpk promedio en piezas con Materia Prima por densidad………………………. 58
Gráfica 22. Comportamiento de Cpk en octubre en piezas con Materia Prima por densidad………………….… 59
Gráfica 23. Comportamiento de Cpk global promedio en piezas con Materia Prima (densidad, directa o
presurizada)…………………………………………………………………………………………………………………………………… 59
Gráfica 24. Comportamiento de Cpk global en octubre en piezas con Materia Prima (densidad, directa o
presurizada)…………………………………………………………………………………………………………………………………… 60
TABLA 28. Participación en la producción de piezas N, O, P, Q……………………………………………………………. 62
TABLA 29. Parámetros utilizados en la inyección de piezas N, O, P, Q………………………………………………….. 63
TABLA 30. Parámetros de inyección de piezas N, O………………………………………………………………………….….63
TABLA 31. Parámetros de inyección de piezas P, Q…………………………………………………………………………….. 64
Gráfica 25. Comportamiento en el tiempo de las mediciones obtenidas para el análisis DOE pieza A9……… 65
Gráfica 26. Comportamiento en el tiempo de las mediciones obtenidas para el análisis DOE pieza A10……. 66
Gráfica 27. S/R Menor es mejor efectos S/R………………………………………………………………………………………. 67
Gráfica 28. S/R Menor es mejor efectos para la media……………………………………………………………………..… 67
Gráfica 29. S/ R Nominal en mejor tipo II……………………………………………………………………………….………… 68
Gráfica 30. S/R Nominal en mejor tipo II efectos para la media………………………………………………………..… 69
Gráfica 31. Comportamiento dimensional de pieza X en octubre………………………………………………………..… 72
Gráfica 32. Comportamiento dimensional de pieza Y en octubre………………………………………………………….. 73
TABLA 32. Tiempos muertos por desplazamientos para la toma de datos…………………………………………….. 78
TABLA 33. Matriz de comparación apareada…………………………………………………………………………………….…80
TABLA 34. Evaluación de características en implementos de trabajo…………………………………………………….. 80
Lista de Figuras
FIGURA 1. Maquina Moldeadora TEUBERT …………………………………………………………………… 14

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 5
Introducción
No sería paradójico aceptar que los problemas que hoy día enfrentan las
organizaciones públicas y privadas en cuanto a productividad, calidad y servicio al cliente, se
deban principalmente a factores humanos más que a tecnológicos, así infinidad de autores
han realizado esta reflexión haciendo remembranzas de la historia mexicana y la cultura en
general (tradiciones, costumbres y valores) en su impacto en el ámbito laboral mexicano con
su consecuente subdesarrollo; esto se desprende de que lo más preciado que existe en la
cultura mexicana es precisamente esas costumbres y tradiciones que engloban a la familia, la
patria, el buen humor, la religiosidad por un lado y por el otro el malinchismo, la envidia, el
miedo a que alguien más nos gane (nuestro trabajo, novia, amigos), la baja autoestima, y la
falta de disciplina, generando este cúmulo de factores un impacto negativo en la superación
personal, organizacional, social y obviamente laboral.
Actualmente la calidad a nivel mundial exige un mayor compromiso, honestidad y más
disciplina en nuestras actividades y que esto se vea reflejado en los productos fabricados, si
actualmente existen empresas con un nivel seis - sigma es la clara muestra de que si es
posible hacerlo, buscar siempre los medios, los procesos, control de variables, disminución de
fugas y mermas y todo lo que esté al alcance para llegar a esa meta. El trabajo está por
empezar.

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 6
Justificación
La industria automotriz entre otras, como la industria de los alimentos, la siderúrgica,
la electrónica, maquinaria y herramientas entre otras, han sido parte de la evolución de
procesos productivos orientados hacia niveles de calidad total. Quienes no han implementado
en sus procesos y productos estos altos niveles se encuentran ahora en estados críticos e
incluso de muerte empresarial, debido a presiones externas tales como la evidente
competencia desenfrenada en un sistema económico más interconectado e interdependiente,
la velocidad tecnológica e informática que contrajo la difusión de información dentro y entre
las organizaciones, y el sistema globalizado de certificaciones internacionales que aseguren la
implementación de procesos bajo sistemas de gestión de calidad y de mejora continua así
como el reto internacional llamado seis sigma. De esta manera existen justificaciones bajo las
cuales se requiere la adopción de la calidad total dentro de las organizaciones que aspiran a
una competencia fuerte en el mercado, estas justificaciones son:
a) La implementación de una economía globalizada a todos los rincones del mundo, en
especial en aquellos países manufactureros como es el caso de México, China, India,
Brasil, en donde la irrupción de nuevos competidores de mayor nivel hacen morir a las
empresas que no son capaces de cumplir con los requerimientos y especificaciones de
calidad de los clientes que son cada vez más exigentes y se encuentran en continua
revisión / evaluación de sus proveedores.
b) La calidad total es una inversión para los países desarrollados, ya que sus costos de
calidad dejan de ser gastos de acciones correctivas mucho más elevados que al ser
implementados con fundamentos y planeación, repercutiendo en múltiples ofertas con
mejor calidad y a bajos precios.
c) El cambio de actitud en los países comprometidos con la nueva cultura de calidad y los
nuevos esquemas de trabajo como el compromiso y la disciplina de la mano de obra,
situación difícil para un sector desmotivado económicamente como la mano de obra
mexicana. Es necesario sensibilizar a los proveedores internos para establecer una

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 7
estrecha y real relación proveedor / cliente basada en el conocimiento total de las
necesidades y demandas a cumplir y la repercusión en la cadena productiva de una mala
calidad originada en algún punto del sistema o en determinado punto del flujo de proceso.
d) El paradigma de la eficiencia VS. la calidad, el hacer más en lugar de hacer mejor, debido
a presiones de productividad repercutiendo en los costos de la no-calidad, en controlar y
corregir en lugar de planear y prevenir. Este cambio implica la eliminación de todos los
desperdicios que se generan dentro de la empresa, que pueden ser desde producto no
conforme o scrap hasta trámites administrativos con tendencia a ser burocráticos que
entorpecen el sistema y su eficiencia.
e) El desperdicio del talento del operador por el talento del ejecutivo, cuando el operador es
el mejor conocedor de la maquinaria o del proceso mas no del proceso administrativo, si
se llega a dar la unión de estos criterios desemboca en un mejor desarrollo del sistema
productivo. Así la implementación de una empresa multicelular en lugar de una empresa
piramidal generará cambios en sus resultados o entregas con sus clientes internos con el
solo hecho de trabajar.
Como resultado de estas observaciones la industria automotriz se enfoca a una
demandante calidad en los vehículos que son adquiridos día a día ya que estos debe siempre
de salvaguardar la vida de las personas, de ahí la importancia de los productos que Artifibras
fabrica ya que estos tienen la característica de ser parte fundamental de las contenciones de
impacto o de ruido así como de la estructura interna de los autos en general. Para el caso de
clientes de Artifibras estos solicitan especificaciones en los productos que se fabrican como
son peso, dimensiones, flamabilidad de la materia prima, y características de apariencia u
otros defectos, con tolerancias muy pequeñas o nulas en el caso de los defectos. Es la
función de la administración de la calidad el asegurar cumplir con estas necesidades
siguiendo la metodología universal con base en metas de calidad:
i. Determinar quiénes son los clientes
ii. Determinar las necesidades de los clientes

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 8
iii. Desarrollar las características de los productos que respondan la las
necesidades de los clientes
iv. Desarrollar los procesos capaces de producir esas características en los
productos
v. Transferir los planes resultantes a los procesos de operación
Actualmente el control de calidad empleado para conocer la situación y el desempeño
de la empresa ha generado, como en muchas otras empresas, una cantidad muy grande de
información, indicadores, situaciones “actuales” descritos en informes, sin llegar a dar el paso
siguiente al actuar sobre la diferencia que muestran esos objetivos no logrados o esos
indicadores alarmantes. La liberación de productos es ahora una bomba potencial de rechazo
externo por parte de los clientes, entonces ¿qué hacer para disminuir la variabilidad en el
proceso de tal manera que el producto cumpla con las especificaciones de los clientes?
Objetivo
Llegar a un incremento en el porcentaje global esperado del indicador Cpk dimensional
a un 60% a través de la reducción de la variabilidad en el proceso.

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 9
Caracterización del área
Las actividades desarrolladas se realizaron en el departamento de calidad bajo la
supervisión del I.Q. Julio Cesar Pérez como asesor externo y con el apoyo de las siguientes
personas dentro del departamento: Asesor interno del departamento de calidad: Ing. Arnulfo
Cardiel; Jefe de control de calidad: Lic. Ricardo Piña Cervantes; Auditor interno: Ing. Héctor
Cervantes; Auditores de producto: Belén Ángeles Bárcenas, Rafael Cervantes Vaca, Ángel
Estrella Soriano
El departamento cuenta con los recursos para desarrollar sus actividades tales como el
personal competente y en continua capacitación, instalaciones (oficinas, sala de juntas,
mesas de medición), laboratorio, equipo de medición y de cómputo apropiado para realizar
sus actividades de aseguramiento de calidad y documentación y demás implementos de
papelería de todo el Sistema de Gestión de Calidad. El procesos que se realiza en el
Departamento de calidad es el de "administración del sistema de calidad” con el siguiente
esquema: Es el departamento responsable de la Administración de la documentación del
sistema de calidad y Normas Ambientales. Entre las funciones que se realizan se encuentra la
verificación seguimiento y cumplimiento de los requisitos del sistema de calidad, así como la
documentación del sistema de calidad que se genere dentro de la empresa; es el responsable
de verificar requerimientos de inspección, pruebas y mediciones de los productos así como de
los instrumentos de medición y del Laboratorio de medición y prueba. Es el responsable de la
evaluación del desempeño del sistema de calidad, de los procesos y del producto en todas las
áreas de la empresa. Los objetivos del departamento están centrados en el cumplimiento de
las Normas ISO/TS 16949:2002 – ISO-9001:2000 y como consecuencia en el cumplimiento
de un sistema de calidad eficaz y eficiente, la consecución de procesos de manufactura con
capacidad de calidad propiciando productos conformes con los requerimientos del cliente.
Para el proceso interno del departamento de calidad los clientes internos son todos aquellos
que conforman el personal de Artifibras, S. A. de C. V., así como el mismo sistema de
administración de calidad y todos los procesos de manufactura. Como clientes externos se
consideran todas aquellas empresas a quienes Artifibras vende sus productos y servicios

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 10
Problemática
El Departamento de Calidad cuenta con diversas oportunidades de mejora en las que
participa como auditor o inspector de producto hacia el área de producción como son: envío
de piezas revueltas a clientes, envío de piezas con etiquetas cambiadas o mal etiquetadas,
envío de cantidades incorrectas a clientes, envío de piezas sin butilo con mal acabado o con
flashing y problemas dimensionales en las piezas. El trabajo fue enfocado a la dimensión del
producto por ser esta una de las principales características finales del producto requeridos
por los clientes, tales características son:
a) Peso
b) Dimensión
c) Apariencia
La importancia de la dimensión radica en los altos niveles de ingeniería del sector
automotriz delimitados por especificaciones con tolerancias muy pequeñas de tal manera que
no afecten la actividad durante el ensamblado del automóvil en la línea de producción. Las
piezas que se encuentran fuera de las dimensiones especificadas por los clientes son
detectadas por el sistema de mediciones y control de calidad que determina los estudios de la
capacidad y estabilidad del proceso, en especial por el índice de la capacidad potencial del
proceso conocido como Cp y el índice de capacidad real o Cpk, así parte de los informes
gerenciales que emite el departamento de calidad se encuentra el de indicadores de Cpk en
porcentaje de todas las piezas inyectadas durante ese periodo.
Por lo tanto se realizó la siguiente lista de actividades enfocadas en el incremento de
los índices de Cpk que actualmente tiene la empresa con sus respectivos desarrollos y
conclusiones:
1. Selección de piezas de mayor impacto en la producción
2. Identificación del comportamiento de Cpk de las piezas seleccionadas
3. Identificación de variables del proceso

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 11
4. Descripción del proceso de inyección EPP
5. Análisis del equipo de medición y auditores de producto y recomendaciones
6. Análisis del comportamiento en el Cpk de la materia prima directa y presurizada
7. Identificación de parámetros en el proceso de inyección que más afectan a la
dimensión de las piezas
8. Análisis de las variables del proceso fuera de alcance
Alcances y limitaciones
El proyecto fue dirigido y desarrollado en el Departamento de Calidad de Artifibras,
S.A. de C.V. por ser parte de la mejora continua en los procesos de calidad de la empresa
durante los meses de septiembre de 2008 a Enero de 2009. El proyecto no abarcó otras
áreas de la empresa tales como Ingeniería, Manufactura y Mantenimiento aun cuando por la
naturaleza del mismo era necesaria la participación de tales departamentos.

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 12
Fundamento teórico
El área de Epp (polipropileno expandido) tiene como objetivo la fabricación de partes
de polipropileno expandido para el área automotriz. La descripción del proceso se detalla a
continuación:
1. Recepción de materia prima
La materia prima (polipropileno expandido) se surte mediante camión de caja cerrada.
Una vez que este ha llegado a la planta se descarga el material mediante un sistema de
transporte neumático, el cual traslada la materia prima hasta los silos de almacenaje
respectivos de acuerdo a la densidad del material suministrado.
2. Presurizado
La materia prima almacenada en los silos es enviada, mediante transporte neumático,
hasta el sistema de presurización donde es presurizada, mediante un proceso de
incremento gradual de la presión según el procedimiento que para ello tiene el
departamento de manufactura.
3. Moldeado
El proceso se inicia con el llenado del molde con la materia prima. La máquina tiene la
capacidad de realizar automáticamente las operaciones de cerrado de molde, alimentación
de vapor, enfriamiento del molde con agua y expulsión de la pieza moldeada. El objetivo
de la introducción de calor al molde es el de fundir y unir unas partículas con otras,
mientras que el enfriamiento permite la solidificación y separación de la pieza del molde.
4. Revisión
Una vez expulsada la pieza es revisada de manera general en su forma buscando posibles
fallas de inyección ocurridos durante el proceso de moldeo.
5. Montaje en carros
En esta etapa se acomodan las piezas moldeadas en carros contenedores para que las
piezas puedan estabilizarse en la siguiente etapa.
6. Estabilización
En esta etapa de fabricación, ciertas piezas ya definidas por los departamentos de
manufactura e ingeniería son introducidas a un horno donde permanecen un mínimo de 6
horas a una temperatura controlada de 80 - 85°C. El objetivo de esta operación es la de
Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 13
estabilizar dimensionalmente la pieza.
7. Verificación dimensional
Una vez efectuado el proceso de estabilización las piezas son verificadas
dimensionalmente. Esta operación es efectuada de acuerdo al plan de control de calidad
correspondiente.
8. Pegado de butilo
Esta operación es realizada en aquellas piezas que lo requieran.
9. Empaque
Ultima operación del proceso que consiste en empacar el producto terminado. Esta
operación es totalmente manual y se realiza de acuerdo a la hoja de empaque
correspondiente.
Elaboración de piezas de EPP
La espuma de polipropileno expandido (EPP) es una olefina termoplástica de celda
cerrada que está formada por la copolimerización de un monómero de polipropileno y etileno
y se presenta en forma de perla, pellet o bead. Las partes se forman usando estas perlas
dentro de un molde al cual, una vez lleno, se le hace pasar vapor a baja presión a través de
una cámara de vapor, el cual fusiona la superficie de las perlas.
Las partes moldeadas tienen propiedades físicas muy similares a aquellas que están
hechas de con otras espumas termoplásticas, como son: polietileno expandido (EPE),
poliestireno expandido (EPS) y algunas otras espumas de copolímeros. La estructura del EPP
es parecida a la estructura de una esponja, la cual se forma durante el proceso de
expansión, sin necesidad de requerir un agente expansor como es el caso de algunas otras
espumas termoplásticas, que requieren por ejemplo de pentano.
Además de absorber impactos, el polipropileno resiste ambientes severos. El EPP
también soporta solventes, agentes expansores y aceites. En la absorción de energía tiene
muchas aplicaciones, como las almas de defensas que actualmente tienen mucho uso en la
industria automotriz y que deben de cumplir con normas internacionales. En la industria
automotriz las partes de EPP se utilizan por ejemplo en: protectores de impacto laterales,
protección para rodillas, panel de instrumentos, cabeceras, descansa brazos, viseras, entre

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 14
otras. Existen únicamente tres fabricantes de materia prima en el mundo: KANEKA, JSPI y
BASF, el actual proveedor de Artifibras es JSP Internacional de México, S.A de C.V.
Los productos terminados de EPP que genera Artifibras solo pueden ser en blanco y
negro, las densidades de la materia prima van desde los 14 hasta los 130 g/l clasificados en
grupos según su aplicación. Con esta materia prima se pueden obtener partes moldeadas con
densidades desde 18 hasta 150 g/l.
Moldeo
El proceso de transformación del EPP en partes terminadas se realiza a través de
máquinas automáticas controladas por computadoras, mejor conocidas como moldeadoras o
prensas, existen de diferente tamaño y para diferente fin, siendo las más conocidas las
marcas: TEUBERT, KURTZ y ERLENBACH.
Para moldear EPP, debe existir algún tipo de compresión de las perlas en el molde, el
material introducido en un molde debe ser presurizado a un valor más grande que la presión
interna en la celda del material (normalmente arriba de la presión atmosférica), cada tipo de
material tiene un rango de compresión en el cual se pueden producir partes aceptables o de
buena calidad, este rango se encuentra normalmente de 1.6 a 2.0 veces el valor de la
densidad aparente de la materia prima utilizada., por ejemplo si la densidad aparente es de
17 g/l, entonces la densidad esperada de la parte moldeada se encontrará entre 27 y 34 g/l.
Como consecuencia de esta compresión, el material es reducido físicamente en tamaño
permitiéndose fluir más fácilmente dentro de las paredes y zonas delgadas en el molde.
Intentar fabricar partes por debajo de este rango, puede ocasionar partes con un alto grado
de encogimiento y una fusión muy pobre.
Una vez que el molde ha sido llenado, se le aplica vapor el cual es controlado por
tiempo y presión, fusionando la parte. Después de la fusión la parte moldeada es enfriada
con agua hasta que la presión interna de la parte se haya estabilizado y luego entonces
pueda ser expulsada del molde, los tiempos de fusión y enfriado de la pieza en el proceso de
moldeo dependen del volumen de la pieza, número de cavidades del molde, así como de su
densidad.

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 15
Durante cada ciclo de moldeo, la temperatura del molde oscila entre 50 y 120 °C. Los
tiempos de ciclos para las partes moldeadas se encuentran entre 120 y 180 segundos.
FIGURA 1. Maquina Moldeadora TEUBERT.
Curado
El vapor utilizado durante la inyección o moldeo para la fusión de las perlas, transfiere
calor dentro de la parte moldeada; la pieza una vez que es expulsada de la máquina
comienza a colapsarse de igual manera que el vapor y condensado que está atrapado en su
interior, con el paso del tiempo el aire llega de nuevo a pasar a través de la estructura de la
celda de la parte moldeada, originando a la pieza con esto ha regresar a su tamaño y forma
original. Si las partes son expuestas a un calor controlado acelerará el proceso de
recuperación de su forma, esto es debido a que las paredes de la celda se vuelven más
penetrables con el calor, lo más común para estos casos es usar hornos de estabilización.
Inspección y empaque
Las partes moldeadas son removidas de los hornos de estabilizado y empaquetadas
manualmente por personal debidamente entrenado. Durante esta etapa son inspeccionadas
de manera visual de acuerdo a las especificaciones de calidad establecidas por el cliente.
Algunas partes son inspeccionadas aleatoriamente contra los planos. Las partes que reúnen
las características son empacadas en cajas de cartón, racks reusables o algún depósito que
haya sido autorizado previamente por el cliente.

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 16
Herramentales (Moldes)
Debido al proceso a base de cámara de vapor que comúnmente se emplea, los moldes
de aluminio son la mejor opción para la fabricación de las piezas, los moldes pueden ser
fundidos o maquinados. Los moldes fundidos son los más usados debido a su precio, pero
ambos son recomendados para las aplicaciones de ensambles ya que lo estrecho de las
tolerancias en estas partes únicamente se logra a través de estos. Los moldes consisten
básicamente en dos mitades ensambladas (macho y hembra) de espesores de pared entre
0.375 y 0.5 pulg. Este espesor provee la resistencia necesaria para soportar los esfuerzos
ocasionados a través de presiones de vapor, enfriado e inyección involucradas en cada ciclo.
En un molde de cavidades múltiples debe existir por lo menos 2 pulg. de separación entre
ellas. La ventaja de usar moldes múltiples es que el precio de las piezas se abaratan.
Control de calidad y mejora continua
El mejoramiento de la capacidad y estabilidad del proceso es una parte fundamental
del control de calidad en cuyas palabras de Deming (1950) se define como “El control de
calidad estadístico es la aplicación de principios y técnicas estadísticas en todas las etapas de
producción, dirigidos hacia la fabricación más económica de un producto, con utilidad máxima
y que tenga un mercado”, para Jurán (1974) “El control de calidad es el proceso regulatorio
mediante el cual medimos el desempeño real de la calidad, lo comparamos con los
estándares y actuamos sobre la diferencia”, para Jurán el mejoramiento de calidad se basa
en un proceso de 6 pasos:
1. Identificación de un problema de calidad
2. Comprensión de los síntomas del problema
3. Especulación sobre las posibles causas
4. Análisis de esas causas
5. Desarrollo y prueba de soluciones para eliminar esas causas
6. Establecimiento de controles para conservar el nievo nivel de calidad

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 17
Para este caso el sistema regulatorio o de control de calidad en la característica
dimensional del producto se optó por el Control del proceso Cpk considerándolo un indicador
del desempeño de calidad dentro de la empresa. Control no es necesariamente que el
producto podrá satisfacer las necesidades de los clientes o sus especificaciones, es en un
sentido más amplio un indicador de que el proceso es uniforme en lo mayor posible. Es por
ello que el uso adecuado del indicador Cpk debe emplearse cuando el proceso se encuentra
bajo control y no hay puntos fuera de los límites de control o patrones que presenten este
comportamiento de forma continua dentro del proceso. De manera general se considera un
valor de Cpk=1.33 como aceptable y si es mayor a este es mejor, todo valor menor a 1.33
muestra una deficiencia en el sistema ya que las fracciones defectuosas tienden a
incrementarse de forma desproporcionada.
Control de calidad Cpk y sus pasos universales
1. Seleccionar el tema de control o regulación
2. Seleccionar una unidad de medida
3. Establecer una meta o valor al que se debe llegar
4. Crear un sensor o medio evaluador del desempeño real de la unidad de medida
seleccionado
5. Evaluar el comportamiento o desempeño real
6. Interpretar la diferencia entre el valor real y la meta
7. Implementar acciones sobre la diferencia
Sistemas de medición y su aplicación en Diseño de experimentos y ortogonalidad
Los estudios realizados en planta fueron fundamentados en los trabajos del Dr.
Taguchi quien estableció el siguiente concepto “la calidad de un producto decrece en la
medida en que los valores de sus características funcionales se alejan de los valores
objetivos”. Esta variabilidad con respecto a los valores objetivos es el principal enemigo de la
calidad y el momento más adecuado para combatirla, sin incrementos de coste, es en las
fases tempranas del diseño. Es por ello que la calidad de un producto debe de diseñarse
desde los proyectos de diseño y no como formas correctivas durante el proceso de
producción. Esta es también la idea crucial de la ingeniería de calidad “off-line“ o “fuera de

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 18
línea” cuyas actividades se centran en la investigación y desarrollo de productos y procesos.
El resultado de estas actividades de diseño y planeación ha de ser un paquete de planos,
especificaciones, procedimientos y otros que definan el producto y como debe de fabricarse.
Los elementos básicos de este paquete son: el diseño de la pieza, la estructura del sistema o
proceso productivo, los valores nominales de todos los parámetros y la tolerancia de estos
parámetros, así el Dr. Taguchi define tres etapas secuenciales para la optimización de
productos y procesos: Diseño del sistema, Diseño de parámetros y Diseño de tolerancias.
Diseño del sistema: Es la etapa donde se examinan las posibles arquitecturas y tecnologías,
ya sean nuevas o existentes, que cumplan con las funciones deseadas por los clientes, puede
ser que existan muchos sistemas que cumplan las funciones de calidad , pero se trata de
encontrar el más sencillo y económico que funcione bajo ciertas condiciones. En esta etapa
juegan un gran papel la experiencia y la creatividad del diseñador o del equipo. Es muy
necesario comprender las necesidades del cliente a la vez que el entorno de fabricación de la
tecnología elegida.
El diseño de parámetros: Es la etapa más importante del diseño donde realmente se
encuentran las oportunidades de conseguir alta calidad a bajo coste. El diseño de parámetros
tiene como objetivo la determinación de los valores de los parámetros del producto y los
niveles de los factores del proceso, tales que optimicen la característica funcional del
producto y la hagan más insensible a factores incontrolados. Los factores que afectan al
producto son de dos tipos : controlables e incontrolables.
Factores controlables o factores de control: Son aquellos parámetros cuyos valores nominales
se pueden modificar a voluntad del diseñador. Una vez prefijados permanecen constantes a
lo largo de la vida útil del producto. En un proceso de inyección, el tiempo de ciclo, la
temperatura de inyección o los valores nominales de las cotas dimensionales del molde
podrían ser factores de control.
Factores incontrolables: Son aquellos factores que son difíciles o imposibles de controlar, por
lo tanto tienden a ser costosos o imposibles de gobernar dentro del proceso productivo. Sus
valores o niveles pueden cambiar de una unidad a unidad, de un ambiente a otro o de vez en

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 19
vez. En un proceso de inyección estos factores pueden ser la temperatura y la humedad
ambiental, el desgaste de los moldes o las imperfecciones de fabricación. Se puede conocer
su campo de variación, pero los valores concretos que puedan tomar en situaciones
determinadas se desconocen. Este tipo de factores constituye el ruido del sistema. El ruido
provoca variabilidad en el producto, es decir, desviaciones de los valores reales de las
características de calidad con respecto a los valores deseados, con la consecuente reducción
del nivel de calidad, sin embargo su efecto ha sido considerado por los supervisores de planta
y del mismo Gerente de Manufactura de Artifibras como la variabilidad intrínseca del sistema.
De hecho, esta variabilidad se ha tomado como patrón de comportamiento en el control
estadístico de procesos donde se vigila y se detecta su aumento debido a los indicadores de
calidad manejados por el Departamento de Calidad; para el Dr. Taguchi esta es un área de
oportunidad en sus diseños ortgonales ya que los factores de ruido los desglosa e intenta
reducirlos a través de una adecuada elección de los niveles de los parámetros de control que
hagan que el producto sea robusto o insensible a este ruido. En la metodología de Taguchi no
se controla el ruido ya que, si no es imposible, es generalmente muy costoso; en lugar de
eliminar las causas de variación intrínseca se minimiza su influencia.
Diseño de tolerancias: El objetivo de esta etapa es reducir y controlar las causas de la
variación a través de estrechas tolerancias. Antes de pasar a esta etapa, es necesario haber
conseguido la mejor estabilidad del sistema frente al ruido con un buen diseño de parámetros
porque de lo contrario, y para obtener cierto grado de calidad, es inevitable la utilización de
materiales y componentes de alto costo.
El procedimiento que propone Taguchi para el diseño de productos robustos, puede
esquematizarse en las siguientes etapas [9]:
1) Identificación de la función principal del diseño
2) Identificación de la característica de calidad a optimizar y definición de objetivos
3) Identificación de los factores de control, factores de ruido, y de sus niveles de
experimentación.
4) Planificación y ejecución del experimento
5) Análisis de los datos
6) Realización del experimento confirmatorio

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 20
En el diseño de parámetros se utilizan arreglos ortogonales (AO) tanto para los
arreglos internos como para los externos. Una gran ventaja del procedimiento de Taguchi es
el uso de arreglos ortogonales que permite minimizar el número de ensayos o prototipos
necesarios para la experimentación. Un problema asociado a los diseños factoriales es el
aumento exponencial de las experimentaciones necesarias cuando se añaden variables al
diseño.
El arreglo ortogonal es una fracción del diseño factorial donde, solamente, se tienen en
cuenta ciertas combinaciones de los niveles de las variables de entrada, de tal forma que se
optimiza la cantidad de información extraída utilizando un número menor de ensayos, para el
caso de Artifibras se ha trabajado con las siguientes variables y sus combinaciones:
Expt. No. Crack (mm)
High pressure filling (seg)
Low Pressure Filling (seg)
Cross Steam Moving (seg)
Cross Steam Fixed (seg)
Cooling (seg)
Col.7
1 1 1 1 1 1 1 1
2 1 1 1 2 2 2 2
3 1 2 2 1 1 2 2
4 1 2 2 2 2 1 1
5 2 1 2 1 2 1 2
6 2 1 2 2 1 2 1
7 2 2 1 1 2 2 1
8 2 2 1 2 1 1 2
Evaluación de sistemas de medición
La evaluación de los sistemas de medición aporta las evidencias de su efectividad, ya
que determina la capacidad y estabilidad de estos, los evaluadores pueden ser estudios de
estabilidad, repetibilidad, reproducibilidad, linealidad y exactitud, todos ellos con fundamentos
estadísticos. Según la MSA
La repetibilidad de resultados de mediciones es “la variación en la mediciones hechas
por un solo operador en la misma pieza y con el mismo instrumento de medición, se define
como la variación alrededor de la media, esta variación debe ser pequeña con respecto a las
Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 21
especificaciones y a la variación del proceso”1, esto es también utilizado bajo las mismas
condiciones, el mismo lugar, repetición en un periodo corto de tiempo; las la suciedad, la
fricción el desajuste o desgaste de los instrumentos suelen ser motivos que afecten o caigan
en detrimento los resultados de la repetibilidad. La repetibilidad puede ser expresada
cuantitativamente en términos de la dispersión característica de los resultados.
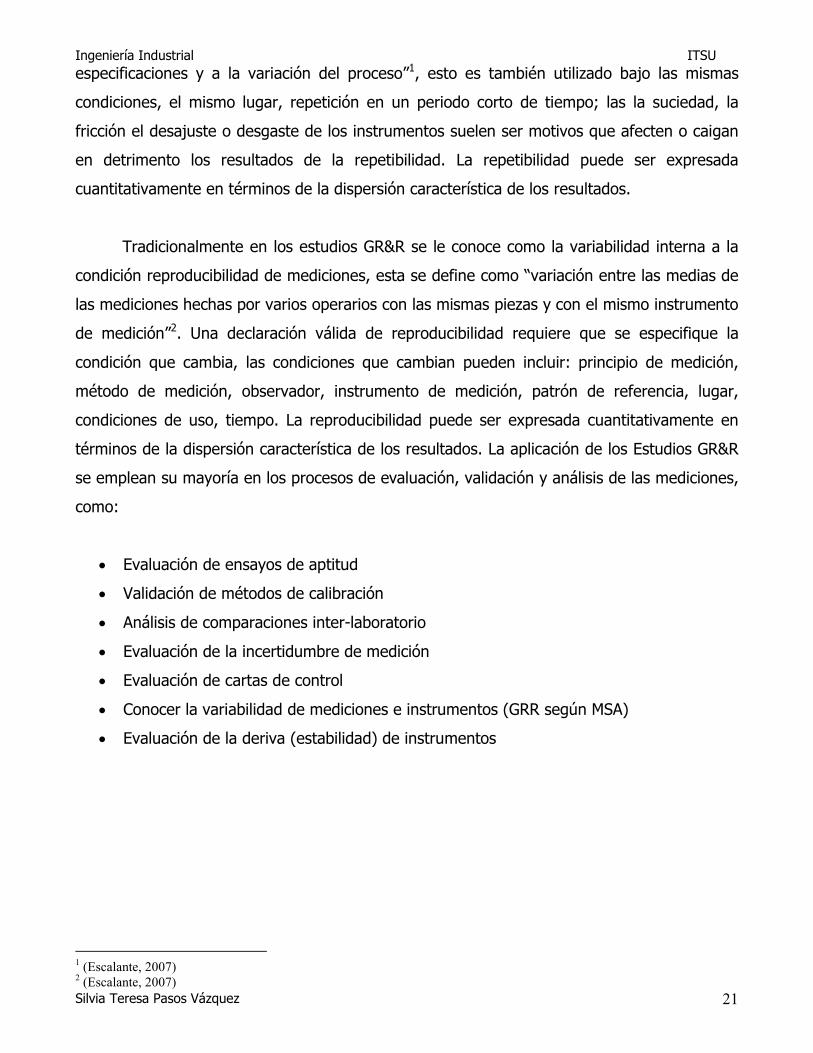
Tradicionalmente en los estudios GR&R se le conoce como la variabilidad interna a la
condición reproducibilidad de mediciones, esta se define como “variación entre las medias de
las mediciones hechas por varios operarios con las mismas piezas y con el mismo instrumento
de medición”2. Una declaración válida de reproducibilidad requiere que se especifique la
condición que cambia, las condiciones que cambian pueden incluir: principio de medición,
método de medición, observador, instrumento de medición, patrón de referencia, lugar,
condiciones de uso, tiempo. La reproducibilidad puede ser expresada cuantitativamente en
términos de la dispersión característica de los resultados. La aplicación de los Estudios GR&R
se emplean su mayoría en los procesos de evaluación, validación y análisis de las mediciones,
como:
• Evaluación de ensayos de aptitud
• Validación de métodos de calibración
• Análisis de comparaciones inter-laboratorio
• Evaluación de la incertidumbre de medición
• Evaluación de cartas de control
• Conocer la variabilidad de mediciones e instrumentos (GRR según MSA)
• Evaluación de la deriva (estabilidad) de instrumentos
1 (Escalante, 2007)
2 (Escalante, 2007)

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 22
Procedimiento, actividades y resultados
Siguiendo la metodología descrita por Jurán para el mejoramiento de la calidad el
proyecto se realizó el presente trabajo bajo esa secuencia, compaginándola además con el
flujo de la Metodología Seis Sigma descrita por Escalante3 y considerando algunas variables
como fuera del alcance de este estudio con su correspondiente justificación.
1. Objetivo
Llegar a un incremento en el porcentaje global esperado del indicador Cpk dimensional a un
60% a través de la reducción de la variabilidad en el proceso.
2. Flujo de la Metodología Seis-Sigma (Escalante 2007)
A. Definir el problema
B. Describir el proceso
C. Medición capaz y estable
D. Determinar variables significativas
E. Evaluar estabilidad y capacidad del proceso
F. Proceso estable
a. Eliminar causas especiales
G. Proceso capaz
H. Optimizar
I. Validar la mejora
J. Controlar el proceso
K. Mejorar continuamente
3. Definir el problema (Seis sigma)
Identificación y análisis de los productos con mayor índice de rechazo y de mayor
impacto en los índices de Cpk dimensional.
3 (Escalante, 2007)

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 23
Características finales del producto requeridos por los clientes:
d) Peso
e) Dimensión
f) Apariencia
La importancia de la dimensión radica en los altos niveles de ingeniería del sector
automotriz delimitados por especificaciones con tolerancias muy pequeñas de tal manera que
no afecten la actividad durante el ensamblado del automóvil en la línea de producción. Las
piezas que se encuentran fuera de las dimensiones especificadas por los clientes son
detectadas por:
o Variabilidad en el proceso
o Bajos índices de Cpk
Medir el problema
a. Conocer el porcentaje de participación por pieza en volumen de producción para
analizar las piezas de mayor producción y que generen impacto en los rechazos
internos, externos, merma o re-trabajo.
b. Conocer las piezas que participan con mayor frecuencia en los índices de Cpk de
más bajo índice y de mayor variabilidad.
Para la selección de las piezas de mayor impacto en el volumen de producción se
elaboró un diagrama de Pareto para localizar el 20% más significativo en sus porcentajes de
participación del total de la producción.
Límite superior de participación en la producción= 6.19%
Límite inferior de participación en la producción = 0%
Los resultados obtenidos se muestran en la siguiente tabla y corresponden a 20 piezas
cuyo volumen de producción es más significativo y que en su porcentaje acumulado
corresponde al 80% del total de la producción, de estos se obtuvieron los Cpk medidos en los
meses de Julio, Agosto, Septiembre y Octubre para localizar su reincidencia en índices Cpk
negativos o positivos y así conocer su comportamiento y variabilidad.

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 24
Pieza % Cpk
Oct
Cpk
Sep
Cpk
Ago
Cpk
Jul
Promedio Desviación
Estandar
A 1.68% 1.08 0.43 0.51 0.18 0.37 0.17
B 4.65%
C 2.55% 0.55 1.25 0.94 0.86 1.02 0.21
D 2.55% 0.88 0.90 1.04 0.97 0.97 0.07
E 2.74% 0.22 -0.18 -0.77 -0.82 (0.59) 0.36
F 2.96% -0.1 -0.30 -0.23 -0.09 (0.21) 0.11
G 3.12% 0.48 0.28 0.28 0.40 0.32 0.07
H 3.12% 0.48 0.17 0.59 0.39 0.38 0.21
I 6.13% 0.75 0.44 0.61 0.62 0.56 0.10
J 6.19% 1.07 1.52 0.99 0.98 1.16 0.31
K 2.08% -0.71 -0.66 -0.38 -0.02 (0.35) 0.32
L 2.09% -0.71 -0.87 -0.41 -0.05 (0.44) 0.41
M 1.95% 0.82 0.98 1.10 1.44 1.17 0.24
N 3.84% 1.19 0.64 0.69 0.50 0.61 0.10
O 3.84% 0.91 0.86 1.06 0.56 0.82 0.25
P 3.32% 0.50 0.54 1.01 0.69 0.75 0.24
Q 3.25% 0.63 0.47 0.21 0.53 0.40 0.17
R 2.28% 0.87 1.10 0.28 0.67 0.68 0.41
S 2.26% 0.67 0.64 0.13 0.29 0.35 0.26
T 4.36% - - - - -
TABLA 1. Piezas de mayor participación en la producción.
Pieza % Cpk
Oct
Cpk
Sep
Cpk
Ago
Cpk
Jul
Promedio Desviación
Estandar
D 2.55% 0.88 0.90 1.04 0.97 0.97 0.07
G 3.12% 0.48 0.28 0.28 0.40 0.32 0.07
TABLA 2. Piezas sin variación significativa (menor a 0.10).
Pieza % Cpk
Oct
Cpk
Sep
Cpk
Ago
Cpk
Jul
Promedio Desviación
Estandar
E 2.74% 0.22 -0.18 -0.77 -0.82 (0.59) 0.36
J 6.19% 1.07 1.52 0.99 0.98 1.16 0.31

Ingeniería Industrial
Silvia Teresa Pasos Vázquez
K 2.08% -0.71
L 2.09% -0.71
R 2.28% 0.87
TABLA 3. Piezas con variación significativa (mayor a 0.30)
Pieza % Cpk Oct
A 1.68% 1.08
C 2.55% 0.55
F 2.96% -0.1
H 3.12% 0.48
I 6.13% 0.75
M 1.95% 0.82
N 3.84% 1.19
O 3.84% 0.91
P 3.32% 0.50
Q 3.25% 0.63
S 2.26% 0.67
TABLA 4. Piezas con variación regular (entre 0.1 y 0.30).
Las piezas B queda fuera del estudio debido a que fue sustituida por la E. La pieza T
queda fuera del estudio por ser una pieza cuya medición y auditoria se realiza en planta con
moldes especiales y no el departamento de calidad.
Gráfica 1 Porcentajes de variación en los índices de Cpk por pieza.
28%
variacion grande
-0.66 -0.38 -0.02 (0.35) 0.32
-0.87 -0.41 -0.05 (0.44) 0.41
0.87 1.10 0.28 0.67 0.68 0.41
Piezas con variación significativa (mayor a 0.30)
Cpk Oct Cpk Sep Cpk Ago Cpk Jul Promedio
Desv
Estandar
1.08 0.43 0.51 0.18 0.37 0.17
0.55 1.25 0.94 0.86 1.02 0.21
-0.30 -0.23 -0.09 (0.21) 0.11
0.48 0.17 0.59 0.39 0.38 0.21
0.75 0.44 0.61 0.62 0.56 0.10
0.82 0.98 1.10 1.44 1.17 0.24
1.19 0.64 0.69 0.50 0.61 0.10
0.91 0.86 1.06 0.56 0.82 0.25
0.50 0.54 1.01 0.69 0.75 0.24
0.63 0.47 0.21 0.53 0.40 0.17
0.67 0.64 0.13 0.29 0.35 0.26
. Piezas con variación regular (entre 0.1 y 0.30).
Las piezas B queda fuera del estudio debido a que fue sustituida por la E. La pieza T
queda fuera del estudio por ser una pieza cuya medición y auditoria se realiza en planta con
moldes especiales y no el departamento de calidad.
Gráfica 1 Porcentajes de variación en los índices de Cpk por pieza.
11%
61%
0%
20%
40%
60%
80%sin variación
variacion regularvariacion grande
ITSU
25
0.32
0.41
0.41
Piezas con variación significativa (mayor a 0.30).
iación
Estandar
0.17
0.21
0.11
0.21
0.10
0.24
0.10
0.25
0.24
0.17
0.26
Las piezas B queda fuera del estudio debido a que fue sustituida por la E. La pieza T
queda fuera del estudio por ser una pieza cuya medición y auditoria se realiza en planta con
Gráfica 1 Porcentajes de variación en los índices de Cpk por pieza.
Ingeniería Industrial
Silvia Teresa Pasos Vázquez
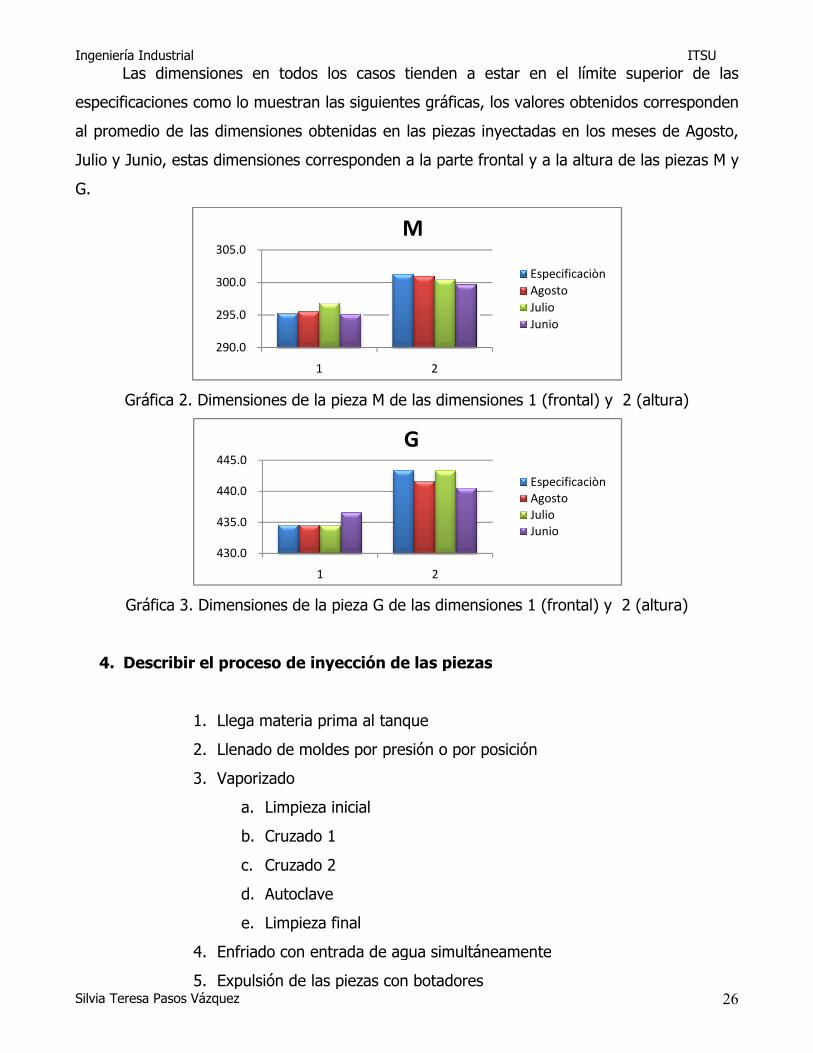
Las dimensiones en todos los casos
especificaciones como lo muestran las siguientes gráficas, los valores obtenidos corresponden
al promedio de las dimensiones obtenidas en las piezas inyectadas en los meses de Agosto,
Julio y Junio, estas dimensiones corresponden a la parte frontal y a la altura de las piezas M y
G.
Gráfica 2. Dimensiones de la pieza M
Gráfica 3. Dimensiones de la pieza G de las dimensiones 1 (frontal) y 2 (altura)
4. Describir el proceso de inyección de las piezas
1. Llega materia prima al tanque
2. Llenado de moldes por presión o por posición
3. Vaporizado
a. Limpieza inicial
b. Cruzado 1
c. Cruzado 2
d. Autoclave
e. Limpieza final
4. Enfriado con entrada de agua simultáneamente
5. Expulsión de las piezas con
290.0
295.0
300.0
305.0
430.0
435.0
440.0
445.0
Las dimensiones en todos los casos tienden a estar en el límite superior de las
como lo muestran las siguientes gráficas, los valores obtenidos corresponden
al promedio de las dimensiones obtenidas en las piezas inyectadas en los meses de Agosto,
iones corresponden a la parte frontal y a la altura de las piezas M y
Gráfica 2. Dimensiones de la pieza M de las dimensiones 1 (frontal) y 2 (altura)
Gráfica 3. Dimensiones de la pieza G de las dimensiones 1 (frontal) y 2 (altura)
de inyección de las piezas
Llega materia prima al tanque
Llenado de moldes por presión o por posición
Limpieza inicial
Cruzado 1
Cruzado 2
Autoclave
Limpieza final
Enfriado con entrada de agua simultáneamente
Expulsión de las piezas con botadores
1 2
M
Especificaciòn
Agosto
Julio
Junio
1 2
G
Especificaciòn
Agosto
Julio
Junio
ITSU
26
a estar en el límite superior de las
como lo muestran las siguientes gráficas, los valores obtenidos corresponden
al promedio de las dimensiones obtenidas en las piezas inyectadas en los meses de Agosto,
iones corresponden a la parte frontal y a la altura de las piezas M y
de las dimensiones 1 (frontal) y 2 (altura)
Gráfica 3. Dimensiones de la pieza G de las dimensiones 1 (frontal) y 2 (altura)

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 27
6. Caen a la banda transportadora
El siguiente diagrama de flujo describe las etapas del proceso de inyección.
PASO DE PROCEDIMIENTO PROCESOS INVOLUCRADOS
Cierre Llenado Purga de aire Fusión Enfriamiento Post – Enfriamiento Apertura Expulsión
CIERRE Enclavamiento del molde Precalentamiento Aumento de Contrapresión LLENADO Cierre de las pistolas llenadoras Abrir salida de condensado Vapor transversal Vapor transversal izquierda Vapor transversal derecha Autoclave Enfriamiento con agua Salida de agua residual Aire a presión Reducción de la presión Aire unilateral Apertura del molde Expulsión de la pieza
TABLA 5. Diagrama de flujo del proceso de inyección

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 28
5. Medición capaz y estable
A sugerencia del asesor externo y Gerente de Administración de la Calidad en
Artifibras, el Ing. Julio Cesar Pérez Q. y teniendo como justificación el rápido y fácil acceso a
personal e información se optó por iniciar el estudio en la parte de medición a fin de evaluar
cuanto afecta esta la variabilidad en la toma de mediciones (puestas a punto) a la dimensión
de las piezas. Además de que se sigue de esta forma con la Metodología Seis Sigma en su
punto tercero como “Medición capaz y estable”, para este fin se tienen los siguientes
métodos de evaluación:
Pruebas de evaluación de sistemas de medición con fundamento estadístico y de criterios
• Exactitud
• Linealidad
• Estabilidad
• GR&R
• Método del rango
• GR&R con ANOVA
• Estudio de atributos
• Análisis de medias Anom para atributos
• Estabilidad y Capacidad (X-R; Cp y Sesgo)
• Incertidumbre
Para el diagnóstico en particular se eligieron los siguientes estudios:
a. Hoja de análisis para actividades de auditores de producto
b. Estudios R&R
� Método MSA-1995
� Método Anova
c. Estudio pasa no pasa (criterios de evaluación visual y toma de mediciones-
gramajes)

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 29
Características finales de los productos requeridos
a) Peso
b) Dimensión
c) Apariencia:
o Deformes
o Mal acabado
o Mal llenado
o Mala fusión
o Hinchadas
o Quemadas
o Marca de botadores y pistones
i. Hoja de análisis para actividades de auditores de producto (Anexo 1)
El cuestionario se adaptó de la hoja de análisis del trabajo de oficina, página 3.39 del
capítulo 2 “Análisis de operaciones” del MAYNARD tomo I, y se llevó a cabo el día 30 de
septiembre a los 3 auditores de producto. Se consideró necesaria la aplicación debido a que
se detectaron inconsistencias en los lugares de toma de mediciones además de los equipos
de medición utilizados.
Hoja de análisis para
actividades de
auditores de producto
Pregunta Objetivo Auditor 1 Auditor 2 Auditor 3
1. ¿Cuál es el
objetivo de su
operación? (Lo tiene
claro)
Garantizar la calidad del
producto mediante
acciones correctivas en
el momento en que se
detecta la falla
Si Si Si
2. ¿Se puede
eliminar alguna de las
actividades que
realiza al auditar o
cambiar por otra?
Conocer las inquietudes
individuales de las
actividades que realizan
Cree que son pocas
actividades de auditoria
Considera
adecuadas las
actuales
Reducir
algunas
auditorias a
piezas sin
problemas

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 30
¿Cuál siguiere?
3. ¿Cuáles son las
actividades de
auditoría que usted
realiza y en qué lugar
y secuencia?
Conocer los lugares en
donde se realizan las
actividades de auditoría
por persona
Muestreo de material
peso, dimensión y
apariencia en planta, y
en ocasiones en oficina
captura de información
en oficina. (Los 3
auditores)
4. ¿Sugiere usted
algún cambio en la
secuencia de las
actividades de
auditoría o en el lugar
para realizarla para
optimizar tiempo y
manejo? ¿Cuáles, en
dónde y por qué?
Conocer de forma
individual la opinión
sobre las actividades y
el lugar de trabajo y las
posibles mejoras
Sugieren en general la
toma de mediciones y
captura en planta para
optimizar resultados y
tiempo además de estar
pendientes de factores
que pudieran afectar la
calidad del proceso.
Sugieren una mejor
condición en el área de
trabajo de planta (mesa
para medición, área
específica sin
obstrucciones y mejor
iluminación). (Los 3
auditores)
5. ¿Considera que
los formatos que
utiliza para la
auditoria son los
adecuados? ¿Son
fáciles de usar?
¿Sugiere algún
cambio? ¿Por qué?
Conocer si los formatos
son efectivos para la
toma de datos según la
apreciación de los
auditores
Los considera prácticos
(papel y electrónico)
Lo considera
completo, sencillo
y de fácil uso
Los considera
adecuados
pero
considerando
futuros anexos
de información
6. ¿Considera
adecuados los medios
de trasmisión de
información a sus
superiores en tiempo
Conocer su sugerencia
o disponibilidad para
acelerar el envío de
información
Si los cree adecuados
aun cuando son
mensuales y por vía
electrónica
Considera las
opciones: por
correo
electrónico,
consulta de
Si los cree
adecuados
aún cuando
son mensuales
y por vía

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 31
y forma? ¿Por qué? archivos y de
manera personal
electrónica
7. ¿Tiene alguna
sugerencia para
optimizar esta
transmisión de
información?
Conocer su iniciativa
para optimizar la
transmisión de
información
No contestó No contestó Sugiere un
archivo
electrónico
que se
actualice de
manera
inmediata y de
fácil acceso
(evitar
actualización
manual cada
mes o cuando
lo requiera el
formato)
8. ¿Considera
adecuados los medios
de trasmisión de
información a los
supervisores en
tiempo y forma? ¿Por
qué?
Conocer su sugerencia
o disponibilidad para
acelerar el envío de
información al
Departamento de
Manufactura EPP
No los consideran
adecuados (auditor 1 y
2) y sugieren que los
supervisores deberían
mostrar mayor interés
por conocer los
resultados de auditoría
trabajar en conjunto y
obtener calidad en el
producto
Los considera
adecuados y
oportunos
(auditor 3)
9. ¿Tiene alguna
sugerencia para
optimizar esta
transmisión de
información?
Conocer su iniciativa
para optimizar la
transmisión de
información al
Departamento de
Manufactura EPP
Considera que se
trabaja en ello para
colocar la información
de forma electrónica
Que el supervisor
solicite siempre
información de la
calidad de sus
productos para su
mejora
No tiene
sugerencias
10. En el lugar de
trabajo ¿Cree usted
que se puede mejorar
la organización de su
Conocer sus inquietudes
y sugerencias para
mejorar sus actividades
en cuanto a sus áreas
Creen necesario
delimitar el área de
trabajo en planta ya
que producción la

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 32
área de trabajo?
¿Cómo? ¿En qué
beneficiaría a su
desempeño laboral?
de trabajo obstruye y dificulta su
desempeño /
actividades. Solicitan
una mesa adecuada
para mediciones y
colocar piezas, equipos
de medición e
información de apoyo.
(Los 3 auditores)
11. ¿Cuenta con el
equipo adecuado
para realizar su
labor? ¿Está en
buenas condiciones?
Conocer sus inquietudes
y sugerencias para
mejorar sus actividades
en cuanto al equipo de
medición
Los considera
adecuados pero sugiere
una mesa en planta
para mediciones,
equipo de cómputo y
los checking fixture.
Los considera
adecuados y en
buenas
condiciones,
sugiere
calibradores
menos pesados
ya que al trabajar
por periodos
prolongados es
cansado y puede
repercutir en su
desempeño
Los considera
adecuados y
en buenas
condiciones,
sugiere contar
con más
instrumentos
para los casos
de reparación
o
mantenimient
o de alguno
de ellos
12. ¿Cree usted que
se aprovecha al
máximo el equipo con
que cuenta para su
trabajo? ¿Por qué?
Saber en que medida
utilizan el equipo de
medición
Hacen mención de
manera grupal no
aprovechar al máximo
los cheking fixure, los
consideran de mayor
utilidad en planta como
dispositivo "pasa no
pasa" justificando que
se usan de manera
esporádica y que
deberían ser utilizados
también por el personal
de manufactura. (Los 3
auditores)
Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 33
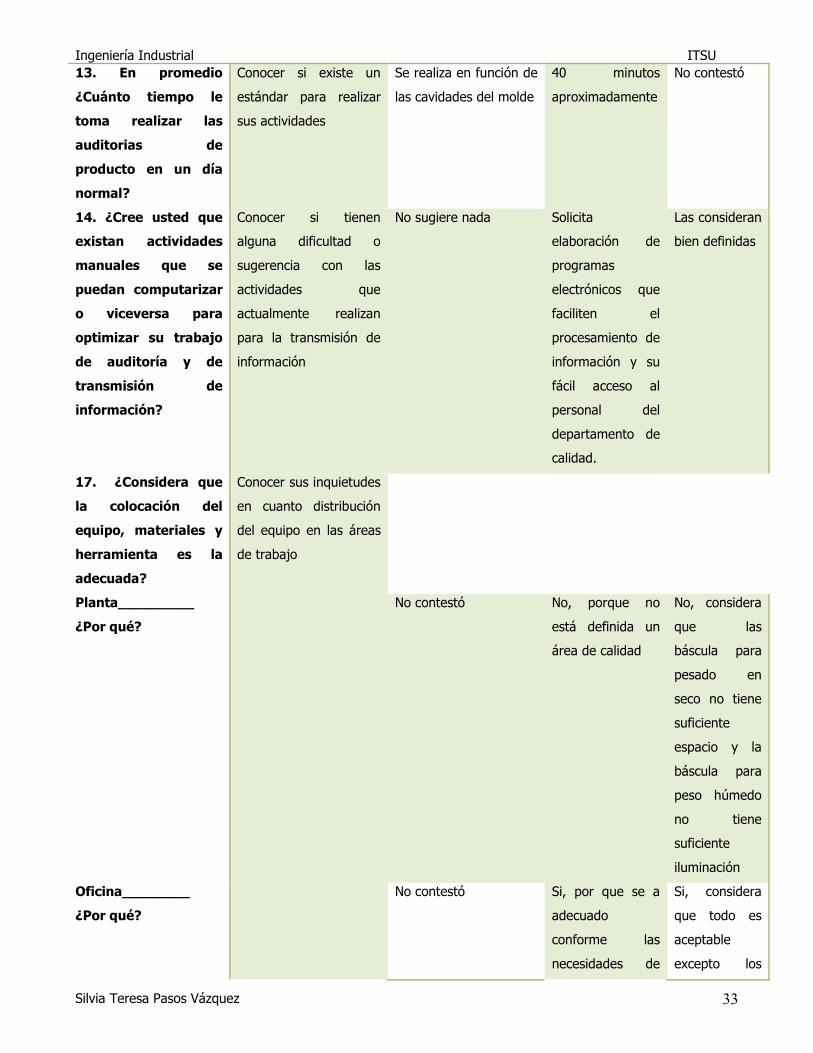
13. En promedio
¿Cuánto tiempo le
toma realizar las
auditorias de
producto en un día
normal?
Conocer si existe un
estándar para realizar
sus actividades
Se realiza en función de
las cavidades del molde
40 minutos
aproximadamente
No contestó
14. ¿Cree usted que
existan actividades
manuales que se
puedan computarizar
o viceversa para
optimizar su trabajo
de auditoría y de
transmisión de
información?
Conocer si tienen
alguna dificultad o
sugerencia con las
actividades que
actualmente realizan
para la transmisión de
información
No sugiere nada Solicita
elaboración de
programas
electrónicos que
faciliten el
procesamiento de
información y su
fácil acceso al
personal del
departamento de
calidad.
Las consideran
bien definidas
17. ¿Considera que
la colocación del
equipo, materiales y
herramienta es la
adecuada?
Conocer sus inquietudes
en cuanto distribución
del equipo en las áreas
de trabajo
Planta_________
¿Por qué?
No contestó No, porque no
está definida un
área de calidad
No, considera
que las
báscula para
pesado en
seco no tiene
suficiente
espacio y la
báscula para
peso húmedo
no tiene
suficiente
iluminación
Oficina________
¿Por qué?
No contestó Si, por que se a
adecuado
conforme las
necesidades de
Si, considera
que todo es
aceptable
excepto los

Ingeniería Industrial
Silvia Teresa Pasos Vázquez
18. ¿Considera que
su postura para
realizar las
mediciones es la
adecuada? ¿Por qué?
Conocer la postura para
realizar sus mediciones
y que esta no influya en
la variabilidad del
proceso
19. ¿Cómo califica su
visión?
Saber que tanto influye
su sistema visual al
momento de tomar las
medidas en las piezas
ejerciendo presión o no
sobre esta
TABLA 6. Resultados de la aplicación en la hoja de análisis de actividades
15. Califique como bueno B, regular R o malo M las siguientes opciones de su lugar de trabajo.
Para una mejor calificación se asignaron valores a las respuestas la mejor puntuación es
peor puntuación asignada es cero.
Gráfica 4. Calificación de factores en planta.
16.67
0 -
0 -
Agua p/beber
Mesa de trabajo
Escritorio
Equipo de medición
Calificación de factores en Planta para el desempeño de
auditoria
Conocer la postura para
realizar sus mediciones
y que esta no influya en
la variabilidad del
No en planta, la mesa
de trabajo no es la
adecuada
Sugiere una
estandarización
para realizar
actividades
Saber que tanto influye
su sistema visual al
momento de tomar las
medidas en las piezas
ejerciendo presión o no
No contestó No contestó
TABLA 6. Resultados de la aplicación en la hoja de análisis de actividades
Califique como bueno B, regular R o malo M las siguientes opciones de su lugar de trabajo.
Para una mejor calificación se asignaron valores a las respuestas la mejor puntuación es
peor puntuación asignada es cero.
Gráfica 4. Calificación de factores en planta.
61.11
55.56
66.67
66.67
16.67
55.56
33.33
50.00
-
66.67
-
20.00
40.00
60.00
80.00 Luz
Calor
Ventilación
Seguridad
Ruido
Frio
Sanitarios
Agua p/beber
Mesa de trabajo
Escritorio
Silla
Equipo de medición
Calificación de factores en Planta para el desempeño de auditores
ITSU
34
cheking fixure
que sugiere se
coloquen en
planta para
Calidad y
Manufactura.
Sugiere una
estandarización
para realizar las
actividades
Los considera
adecuados en
oficina mas no
en planta
No contestó Regular
TABLA 6. Resultados de la aplicación en la hoja de análisis de actividades
Califique como bueno B, regular R o malo M las siguientes opciones de su lugar de trabajo.
Para una mejor calificación se asignaron valores a las respuestas la mejor puntuación es 100 y la
Calificación de factores en Planta para el desempeño de

Ingeniería Industrial
Silvia Teresa Pasos Vázquez
Gráfica 5. Calificación de factores en oficina.
16. Califique como alta A, mediana M o baja B la probabilidad de retraso en sus actividades de
auditoría, y las causas que lo originan.
Para una mejor calificación se asignaron valores a las respuestas, la mayor probabilidad de retraso
en actividades se muestra en 100 puntos y la menor probabilidad es cero
Gráfica 6. Probabilidad de retraso en actividades en pla
100.00
100.00
83.33
83.33
Agua p/beber
Mesa de trabajo
Escritorio
Silla
Equipo de medición
Calificación de factores en oficina para el desempeño de
50
T3
Probabilidad de retraso en actividades de auditores por turno
Gráfica 5. Calificación de factores en oficina.
Califique como alta A, mediana M o baja B la probabilidad de retraso en sus actividades de
causas que lo originan.
Para una mejor calificación se asignaron valores a las respuestas, la mayor probabilidad de retraso
en actividades se muestra en 100 puntos y la menor probabilidad es cero
Probabilidad de retraso en actividades en planta.
100.00
83.33
66.67
66.67
100.00
83.33
83.33 100.00
83.33
-
20.00
40.00
60.00
80.00
100.00
Luz
Calor
Ventilación
Seguridad
Ruido
Frio
Sanitarios
Agua p/beber
Equipo de medición
Calificación de factores en oficina para el desempeño de auditores
50
50
1
0
10
20
30
40
50T1
T2
Probabilidad de retraso en actividades de auditores por turno en planta
Planta
100 alta, 50 mediana, 0 nula
ITSU
35
Califique como alta A, mediana M o baja B la probabilidad de retraso en sus actividades de
Para una mejor calificación se asignaron valores a las respuestas, la mayor probabilidad de retraso
nta.
100.00
Probabilidad de retraso en actividades de auditores por turno
100 alta, 50 mediana, 0 nula

Ingeniería Industrial
Silvia Teresa Pasos Vázquez
Gráfica 7. Probabilidad de retraso en actividades en oficina.
I. Los auditores califican con muy buena puntuación el área de oficina para desarrollar
sus actividades pero para ellos es poco práctico desarrollarlas ahí además de que la
probabilidad de retraso en sus actividades al estar en oficina los dos primeros turnos
es muy grande; por el contrario en planta hay menos probabilidad de
para ellos es de mayor eficiencia
en las condiciones de trabajo, a lo largo del estudio hacen hincapié en los siguientes
factores:
a. No cuentan con un espacio delimitado para actividades de
producto y padecen estorbos por actividades de producción
b. No cuentan con una mesa de mármol adecuada para las mismas actividades y
silla de trabajo
c. No cuentan con los cheking
máximo su capacidad
d. No cuentan con suficiente luz en planta para tomar mediciones
e. No cuentan con equipo de computo en planta para hacer más eficiente la
transmisión de información generada en el momento
100
T3
Probabilidad de retrazo en actividades de auditores por turno en oficina
Gráfica 7. Probabilidad de retraso en actividades en oficina.
Los auditores califican con muy buena puntuación el área de oficina para desarrollar
sus actividades pero para ellos es poco práctico desarrollarlas ahí además de que la
en sus actividades al estar en oficina los dos primeros turnos
es muy grande; por el contrario en planta hay menos probabilidad de
eficiencia desempeñar su labor ahí, la diferencia se encuentra
en las condiciones de trabajo, a lo largo del estudio hacen hincapié en los siguientes
No cuentan con un espacio delimitado para actividades de
producto y padecen estorbos por actividades de producción
No cuentan con una mesa de mármol adecuada para las mismas actividades y
No cuentan con los cheking fixure de tal manera que se pueda aprovechar al
máximo su capacidad
No cuentan con suficiente luz en planta para tomar mediciones
No cuentan con equipo de computo en planta para hacer más eficiente la
transmisión de información generada en el momento
100
50
0
1
0
20
40
60
80
100T1
T2
Probabilidad de retrazo en actividades de auditores por turno en oficina
Oficina
100 alta, 50 mediana, 0 nula
ITSU
36
Gráfica 7. Probabilidad de retraso en actividades en oficina.
Los auditores califican con muy buena puntuación el área de oficina para desarrollar
sus actividades pero para ellos es poco práctico desarrollarlas ahí además de que la
en sus actividades al estar en oficina los dos primeros turnos
es muy grande; por el contrario en planta hay menos probabilidad de retraso además
desempeñar su labor ahí, la diferencia se encuentra
en las condiciones de trabajo, a lo largo del estudio hacen hincapié en los siguientes
No cuentan con un espacio delimitado para actividades de auditoría de
No cuentan con una mesa de mármol adecuada para las mismas actividades y
fixure de tal manera que se pueda aprovechar al
No cuentan con suficiente luz en planta para tomar mediciones
No cuentan con equipo de computo en planta para hacer más eficiente la
Probabilidad de retrazo en actividades de auditores por turno en oficina
100 alta, 50 mediana, 0 nula

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 37
f. Consideran que el departamento de manufactura se debe involucra más en la
calidad de los productos y en la información que se genera de las auditorias
II. Para realizar una adecuación en planta de auditores de calidad es necesario
considerar la disponibilidad de espacio en planta con el proyecto futuro de control y
disminución de normas de empaque incompletas que generará un área suficiente
para mejorar el desempeño de las actividades de auditoría, justificado por el
incremento de eficiencia y la disminución en tiempo de cada actividad y en
transmisión de información a supervisores (en caso de generarse un
producto fuera o dentro de especificaciones de calidad).
ii. Estudio pasa no pasa (criterios de evaluación visual y toma de mediciones-
gramajes) Anexo 2 (Hoja de aplicación)
Este estudio tuvo como finalidad evaluar la uniformidad de criterios en los auditores de
producto obteniendo como resultado si existía alguna inconsistencia en las evaluaciones
visuales que se realizan en las piezas.
Resultados de Estudio pasa no pasa (criterios de evaluación visual y toma de mediciones-
gramajes)
Diferencias en dimensión (Especificación superior /
medición)
A B C D E F G
AUDITOR 1 -1 2.32 1.33 2.74 -8.02 -0.3 -0.66
AUDITOR 2 -4 1.06 1.68 2.34 -8.37 -0.83 -1.09
AUDITOR 3 -1 1.21 1.32 2.33 -8.19 -0.83 -0.48
Desv Est 1.73 0.69 0.21 0.23 0.18 0.31 0.31
TABLA 7. Estudio pasa no pasa
Conclusión para toma de dimensiones:
La variabilidad en la medición de dimensiones es significativa en 2 piezas, y de menor
impacto en las 5 restantes, a criterio de los mismos auditores no se tiene un punto exacto de
referencia y utilizar siempre el mismo punto para tomar la medición cotidiana en todas las

Ingeniería Industrial
Silvia Teresa Pasos Vázquez
piezas, por lo tanto la forma individual de toma de mediciones si es un factor que pueda
influir en el índice de Cpk dimensional mensual, independientemente de que las piezas están
en el límite superior de la especificación.
Gráfica 7. Variación en la toma de mediciones por auditor
Diferencias en la toma de gramaje por auditores en cada turno
A B
Especificación 135 42
AUDITOR 1 150.6 48.6
Especificación /
Auditor
-15.6 -6.6
AUDITOR 2 153.3 48.7
Especificación /
Auditor
-18.3 -6.7
AUDITOR 3 152.9 48.6
Especificación /
Auditor
-17.9 -6.6
Desviación Estándar 1.457 0.058
OBSERVADOR 147.9 48.3
% de disminución
T1 Auditor 1 /
Observador en
gramos 24hs
después
1.83% 0.62%
TABLA 8. Resu
-10
-8
-6
-4
-2
0
2
4
0 2
Variación entre medición de dimensiones
piezas, por lo tanto la forma individual de toma de mediciones si es un factor que pueda
influir en el índice de Cpk dimensional mensual, independientemente de que las piezas están
en el límite superior de la especificación.
Variación en la toma de mediciones por auditor
Diferencias en la toma de gramaje por auditores en cada turno
C D E F
73 162 156 114
48.6 85.7 157.3 155.1 114.6
-12.7 4.7 0.9 -0.6
48.7 86 156.6 154.4 115.3
-13 5.4 1.6 -1.3
48.6 85.9 156.6 154.4 115.2
-12.9 5.4 1.6 -1.2
0.058 0.153 0.404 0.404 0.379
48.3 85.2 163.1 160.8 113.3
0.62% 0.59% -3.56% -3.54% 1.15%
Resultados en la toma de gramajes por auditor.
4 6 8
Variación entre medición de dimensiones
AUDITOR 1 DIM
AUDITOR 2 DIM
AUDITOR 3 DIM
ITSU
38
piezas, por lo tanto la forma individual de toma de mediciones si es un factor que pueda
influir en el índice de Cpk dimensional mensual, independientemente de que las piezas están
G
114
114.6 113.1
0.9
115.3 113.8
0.2
115.2 113.6
0.4
0.379 0.361
113.3 111.9
1.15% 1.07%
AUDITOR 1 DIM
AUDITOR 2 DIM
AUDITOR 3 DIM

Ingeniería Industrial
Silvia Teresa Pasos Vázquez
Gráfica 8. Variación en la toma de gramajes por auditor.
Conclusión para toma de gramaje:
La variabilidad en la toma de peso es poco significativa en 1 pieza y
resto por lo tanto los únicos factores que afectan son la calibración de la báscula (que cumple
con sus programas de calibración y mantenimiento) y el tiempo que transcurre entre los
pesados; se realizó el pesado de todas las piezas a las 2
el porcentaje de disminución de estas piezas conforme transcurre el tiempo con la perdida de
humedad para corroborar la variación obtenida con los auditores.
iii. Estudios GR&R Método tradicional y Método ANOVA
Al evaluar la repetibilidad y la reproducibilidad se obtienen las siguientes conclusiones
(Escalante 2007):
a) Si la repetibilidad es grande comparada con la reproducibilidad las razones posibles
son:
i. El calibrador necesita mantenimiento
ii. El calibrador debería ser redi
iii. Mejorar la sujeción o localización de la pieza
iv. Existe mucha variación entre las piezas
b) Si la reproducibilidad es mayor comparada con la repetibilidad las causas posibles son:
i. El operario necesita entrenamiento en el uso del calib
ii. Las calibraciones en la escala del instrumento no están claras
-20
-15
-10
-5
0
5
10
0 1 2
Variación en la toma de gramajes por auditor
Gráfica 8. Variación en la toma de gramajes por auditor.
Conclusión para toma de gramaje:
La variabilidad en la toma de peso es poco significativa en 1 pieza y
resto por lo tanto los únicos factores que afectan son la calibración de la báscula (que cumple
con sus programas de calibración y mantenimiento) y el tiempo que transcurre entre los
pesados; se realizó el pesado de todas las piezas a las 24 horas del primer dato para conocer
el porcentaje de disminución de estas piezas conforme transcurre el tiempo con la perdida de
humedad para corroborar la variación obtenida con los auditores.
Método tradicional y Método ANOVA
la repetibilidad y la reproducibilidad se obtienen las siguientes conclusiones
Si la repetibilidad es grande comparada con la reproducibilidad las razones posibles
El calibrador necesita mantenimiento
El calibrador debería ser rediseñado para ser más rígido
Mejorar la sujeción o localización de la pieza
Existe mucha variación entre las piezas
Si la reproducibilidad es mayor comparada con la repetibilidad las causas posibles son:
El operario necesita entrenamiento en el uso del calibrador
Las calibraciones en la escala del instrumento no están claras
3 4 5 6 7 8
Variación en la toma de gramajes por auditor
ITSU
39
La variabilidad en la toma de peso es poco significativa en 1 pieza y casi nula en el
resto por lo tanto los únicos factores que afectan son la calibración de la báscula (que cumple
con sus programas de calibración y mantenimiento) y el tiempo que transcurre entre los
4 horas del primer dato para conocer
el porcentaje de disminución de estas piezas conforme transcurre el tiempo con la perdida de
la repetibilidad y la reproducibilidad se obtienen las siguientes conclusiones
Si la repetibilidad es grande comparada con la reproducibilidad las razones posibles
Si la reproducibilidad es mayor comparada con la repetibilidad las causas posibles son:
Las calibraciones en la escala del instrumento no están claras
Auditor 1
Auditor 2
Auditor 3
Observador

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 40
iii. Tal vez sea necesario usar algún dispositivo de fijación del calibrador para
que el operario lo pueda usar con facilidad
Las ventajas de emplear tanto el método tradicional como el método Anova son:
a) Se obtiene una tabla comparativa de ambos métodos que se traduce en una visión
diferente del mismo experimento.
b) Por el método Anova las varianzas pueden ser estimadas con mayor exactitud.
c) Por el método Anova se obtiene mayor información como es el caso de la interacción
entre las piezas y los operarios.
Comparativos de Método Tradicional VS. ANOVA
ErrorOperadorPiezaOperadorPiezaTotal
Errordpetibilida
OperadorPiezaOperadoridadaproducibil
dpetibilidaidadproducibilGageRR
22222
22
222
222
)(Re
Re
ReRe
σσσσσ
σσ
σσσ
σσσ
+−++=
=
−+=
+=
GR&R - ANOVA
Bajo el sistema de gestión de calidad de la empresa se realizan de acuerdo a un
programa estudios GR&R (método tradicional) de los cuales se realizó un estudio de
comparación entre GR&R y ANOVA de tres instrumentos de medición de longitud de los trece
existentes por ser estos los de mayor uso y uno de medición de masas de los siete que hay
en la planta. Este estudio está basado en el programa RyR del mes de mayo según la FRCAL-
345.
Nombre de parte: D Nombre Instrumento: Calibrador digital
Característica: Longitud Clave: 7
Especificación: 204.55 – 207.05 Alcance: 0-300 mm
Análisis ANOVA
Fuente de variación
SS Gl MS F F 0.05
Grado de
libertad f 0.05
Varianza
Desviación
Estándar
5.15 σ
Anova % VAR
% contribució
n
Efecto A operador 0.0314
1 0.031
3.9854
5.12 1,9 0.001 0.034 0.18 3.39% 0
Efecto AB 0.0519
Efecto B pieza 36.094
9 4.01 509.67
3.18 9,9 1.001 1 5.15 99.05% 0.01
Efecto total 36.35 3 0.93 1.02 1.01 5.2 100.00 0.01

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 41
3 9 2 %
RR 0.009 0.095 0.49 9.42% 0
Error/Repetibilidad
0.228 29
0.008
0.008 0.089 0.46 8.78% 0
Reproducibilidad 0.001 0.034 0.18 3.39% 0
TABLA 9. Evaluación R&R-ANOVA pieza D – instrumento 7 Calibrador digital
*Se elimina Efecto pieza-operador por ser valor negativo de varianza (Escalante 2007) en
todos los resultados.
Resultados GR&R
Variación de Equipo (Repetibilidad) VE % 100(VE/TOT) 8.08% 9.29%
VE Variación Equipo 0.0833 Rb*K1 VE % 100(VE/TOL) 3.33%
Variación de Operadores (Reproducibilidad) VO % 100(VO/TOT) 3.39% 3.54%
VO= 0.034943 VO % 100(VO/TOL) 1%
Repetibilidad y Reproducibilidad RR % 100(RR/TOT) 8.77% 9.94%
RR 0.090335 RR % 100(RR/TOL) 4%
Variación de piezas VP % 100(VP/TOT) 99.61% 99.02%
VP 1.026383 VP % 100(VP/TOL) 41.06%
Variación TOTAL
TOT 1.03035 TOL 2.5
Discriminación 1.41 16.0204
TABLA 10. Evaluación GR&R (tradicional) pieza D – instrumento 7 Calibrador digital
Más de 50% fuera de limites indica la capacidad del instrumento para detectar la variación en
este caso en porcentaje se obtuvo en un 85%.
Comparativo de Método GR&R y ANOVA
FUENTE DE
VARIACIÓN
ANOVA
% VAR
GR&R
%VAR
Efecto A operador 3.39% 3.39%
Efecto AB 0.000% NA
Efecto B pz 99.05% 99.61%
Efecto total 100.00% 100.00%
RR 9.42% 8.77%
Error / Repetibilidad 8.78% 8.08%
Reproducibilidad 3.39% 3.39%
TABLA 11. Comparativo GR&R y ANOVA

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 42
En este caso la interacción Operador – Pieza no es representativo, pero el método ANOVA si
lo muestra caso contrario al GR&R.
FUENTE DE
VARIACIÓN
5.15
Tolerancia
2.5
% deseable
< 10%
Efecto A operador 0.177 7.06% SI
Efecto AB 0.000 0.00% SI
Efecto B pz 5.152 206.07% 206.07%
Efecto total 5.201 208.04% 208.04%
RR 0.490 19.59% 19.59%
Error / Repetibilidad 0.457 18.27% 18.27%
Reproducibilidad 0.177 7.06% SI
TABLA 12. Porcentajes de variación según la tolerancia de la especificación.
Se concluye que la mayor variación está en las piezas, el porcentaje debido al error
(Repetibilidad – instrumento) muestra que el equipo no es el adecuado para efectuar estas
mediciones y no discrimina entre piezas buenas y malas (Gutiérrez 2008)4. Además para el
operador B en la corrida 1 y 2 de la pieza 8 se debió efectuar nuevamente la medición al dar
un valor en rangos de 0.42 que es mayor al 0.307 según el límite de control superior. Se
concluye que debió realizarse nuevamente esta medición para poder obtener y resultado
confiable el cual pudo afectar el presente resultado obtenido
Nombre de parte: B Nombre Instrumento: Flexómetro TRUPER
Característica: Longitud Clave: 4
Especificación: 619.5 – 625.5 mm Alcance: 0-3 mts
Análisis ANOVA
Fuente de variación
Ss Gl Ms F F 0.05
Grados de
libertad f 0.05
Varianza
Desviación
Estándar 5.15 σ
Anova % VAR
% contribución
Efecto A op -
Efecto AB 9.225 9 1.025 41 2.37 9,21 0.5 0.707 3.64 52.80% 0.003
4 (Gutiérrez Pulido & De la Vara Salazar, 2008)
σ

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 43
2
Efecto B pz 18.025
9 2.0028
1.95393
3.18 9,9 0.244 0.494 2.546
36.91% 0.001
Efecto total 27.775
39
0.7122
1.794 1.34 6.899
100.00%
0.01
RR 0.525 0.725 3.732
54.09% 0.003
Error/repetibilidad
0.525 21
0.025 0.025 0.158 0.814
11.80% 0
Reproducibilidad 0.5 0.707 3.642
52.79% 0.003
TABLA 13. Evaluación R&R-ANOVA pieza B – instrumento 4 Flexómetro
*Se elimina Efecto operador por ser valor negativo de varianza (Escalante 2007) en todos los
resultados.
Resultados GR&R
Variación de Equipo (Repetibilidad) VE % 100(VE/TOT) 6.24%
VE = 0.04431 Rb*K1 VE % 100(VE/TOL) 0.74%
Variación de Operadores (Reproducibilidad) VO % 100(VO/TOT) 4.78%
VO= 0.0339383 VO % 100(VO/TOL) 1%
Repetibilidad y Reproducibilidad RR % 100(RR/TOT) 7.86%
RR 0.0558138 RR % 100(RR/TOL) 1%
Variación de piezas VP % 100(VP/TOT) 99.69%
VP 0.70785 VP % 100(VP/TOL) 11.80%
Variación TOTAL
TOT 0.710047 TOL 6
Discriminación 1.41 17.8821
TABLA 14. Evaluación GR&R (tradicional) pieza B – instrumento 4 Flexómetro
Más de 50% fuera de limites indica la capacidad del instrumento para detectar la variación =
65%
Comparativo de Método GR&R y ANOVA
FUENTE DE
VARIACIÓN
ANOVA
% VAR
GR&R
%VAR
Efecto A op - 4.78%
Efecto AB 52.786% NA
Efecto B pz 36.91% 99.69%

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 44
Efecto total 100.00% 100.00%
RR 54.09% 7.86%
Error/Repetibilidad 11.80% 6.24%
Reproducibilidad 52.79% 4.78%
TABLA 15. Comparativo GR&R y ANOVA
El efecto de interacción operador – pieza es representativo para este instrumento, de
igual manera para el caso de la varianza R&R que para el método ANOVA (la
Reproducibilidad es la suma de las varianzas del operador y de la interacción pieza-operador).
Además para el operador A en la corrida 1 y 2 de la pieza 3 se debió efectuar nuevamente la
medición al dar un valor en rangos de 1 que es mayor al 0.164 según el límite de control
superior.
FUENTE DE
VARIACIÓN
5.15
Tolerancia
6
%
deseable
< 10%
Efecto A op 0.000 0.00% SI
Efecto AB 3.642 60.69% 60.69%
Efecto B pz 2.546 42.44% 42.44%
Efecto total 6.899 114.98% 114.98%
RR 3.732 62.19% 62.19%
Error/Repetibilidad 0.814 13.57% 13.57%
Reproducibilidad 3.642 60.69% 60.69%
TABLA 16. Porcentajes de variación según la tolerancia de la especificación.
Nombre de parte: M Nombre Instrumento: Indicador digital
Característica: Espesor Clave: 15
Especificación: +-2 Alcance: 0-25.4 mm
Análisis ANOVA
FUENTE DE VARIACIÓN
SS GL
MS F F 0.05
Grados de
libertad F 0.05
VARIANZA
DESV EST
5.15 σ
ANOVA % VAR
% CONTRIBUCIÓ
N
Efecto AB 0.055 9 0.006 4.464 2.37 9,21 0.002 0.049 0.25 0.149 0
σ

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 45
8 2 6 3
Efecto B pz 3.5977
9 0.3997
64.372
3.18 9,9 0.098 0.314 1.615
95.40% 0.009
Efecto total 3.6828
39 0.0944
0.108 0.329 1.693
100.0% 0.01
RR 0.004 0.06 0.311
18.37% 0
Error/Repetibilidad
0.0292
21 0.0014
0.001 0.035 0.181
10.71% 0
Reproducibilidad 0.002 0.049 0.253
14.93% 0
TABLA 17. Evaluación R&R-ANOVA pieza M – instrumento 15 Indicador digital
*Se elimina Efecto operador por ser valor negativo de varianza (Escalante 2007) en todos los
resultados.
Resultados GR&R
Variación de Equipo (Repetibilidad) VE % 100(VE/TOT) 10.58% 10.71%
VE Variación Equipo 0.02924 Rb*K1 VE % 100(VE/TOL) 1.46%
Variación de Operadores (reproducibilidad) VO % 100(VO/TOT) 4.82% 14.93%
VO= 0.013332 VO % 100(VO/TOL) 1%
Repetibilidad y Reproducibilidad RR % 100(RR/TOT) 11.63% 18.37%
RR 0.03214 RR % 100(RR/TOL) 2%
Variación de piezas VP % 100(VP/TOT) 99.32% 95.40%
VP 0.274489 VP % 100(VP/TOL) 13.72%
Variación TOTAL
TOT 0.276364 TOL 2
Discriminación 1.41 12.042
TABLA 18. Evaluación GR&R (tradicional) pieza M – instrumento 15 Indicador digital
Más de 50% fuera de limites indica la capacidad del instrumento para detectar la variación =
80%
Comparativo de Método GR&R y ANOVA
FUENTE DE
VARIACIÓN
ANOVA
% VAR
GR&R
%VAR
Efecto A op - 4.82%
Efecto AB 14.930% NA
Efecto B pz 95.40% 99.32%
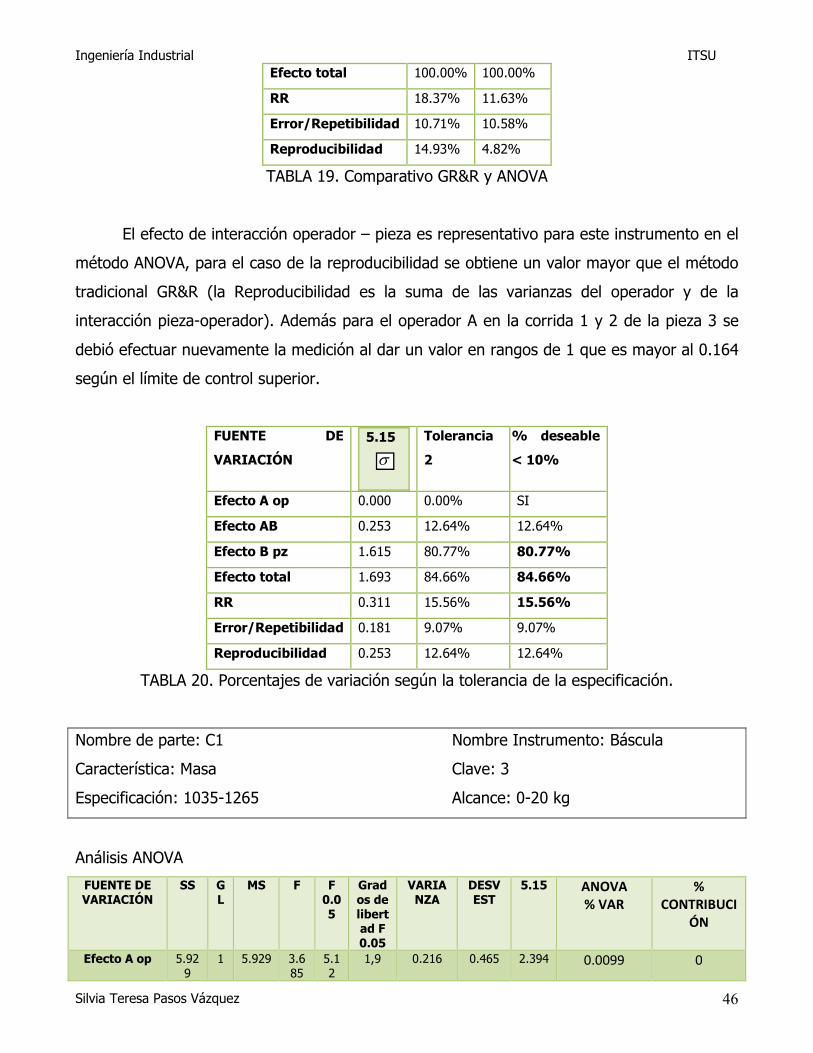
Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 46
Efecto total 100.00% 100.00%
RR 18.37% 11.63%
Error/Repetibilidad 10.71% 10.58%
Reproducibilidad 14.93% 4.82%
TABLA 19. Comparativo GR&R y ANOVA
El efecto de interacción operador – pieza es representativo para este instrumento en el
método ANOVA, para el caso de la reproducibilidad se obtiene un valor mayor que el método
tradicional GR&R (la Reproducibilidad es la suma de las varianzas del operador y de la
interacción pieza-operador). Además para el operador A en la corrida 1 y 2 de la pieza 3 se
debió efectuar nuevamente la medición al dar un valor en rangos de 1 que es mayor al 0.164
según el límite de control superior.
FUENTE DE
VARIACIÓN
5.15
Tolerancia
2
% deseable
< 10%
Efecto A op 0.000 0.00% SI
Efecto AB 0.253 12.64% 12.64%
Efecto B pz 1.615 80.77% 80.77%
Efecto total 1.693 84.66% 84.66%
RR 0.311 15.56% 15.56%
Error/Repetibilidad 0.181 9.07% 9.07%
Reproducibilidad 0.253 12.64% 12.64%
TABLA 20. Porcentajes de variación según la tolerancia de la especificación.
Nombre de parte: C1 Nombre Instrumento: Báscula
Característica: Masa Clave: 3
Especificación: 1035-1265 Alcance: 0-20 kg
Análisis ANOVA
FUENTE DE VARIACIÓN
SS GL
MS F F 0.05
Grados de libertad F 0.05
VARIANZA
DESV EST
5.15 ANOVA % VAR
% CONTRIBUCI
ÓN
Efecto A op 5.929
1 5.929 3.685
5.12
1,9 0.216 0.465 2.394 0.0099 0
σ
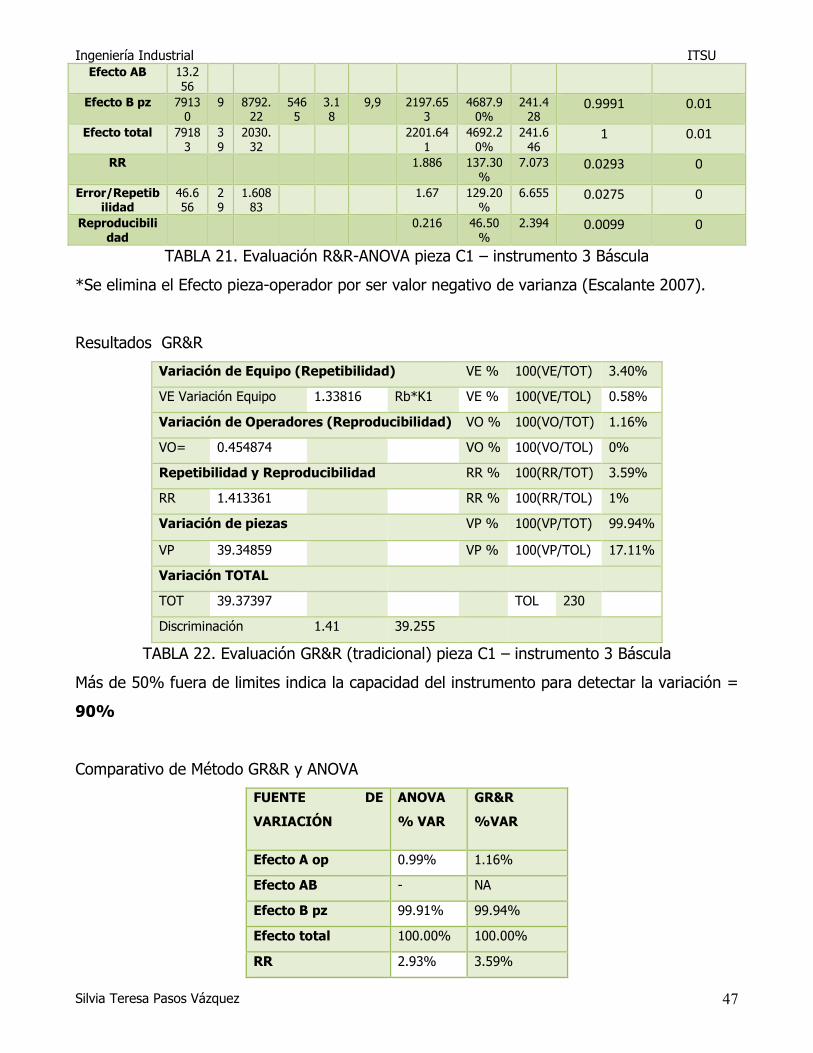
Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 47
Efecto AB 13.256
Efecto B pz 79130
9 8792.22
5465
3.18
9,9 2197.653
4687.90%
241.428
0.9991 0.01
Efecto total 79183
39
2030.32
2201.641
4692.20%
241.646
1 0.01
RR 1.886 137.30%
7.073 0.0293 0
Error/Repetibilidad
46.656
29
1.60883
1.67 129.20%
6.655 0.0275 0
Reproducibilidad
0.216 46.50%
2.394 0.0099 0
TABLA 21. Evaluación R&R-ANOVA pieza C1 – instrumento 3 Báscula
*Se elimina el Efecto pieza-operador por ser valor negativo de varianza (Escalante 2007).
Resultados GR&R
Variación de Equipo (Repetibilidad) VE % 100(VE/TOT) 3.40%
VE Variación Equipo 1.33816 Rb*K1 VE % 100(VE/TOL) 0.58%
Variación de Operadores (Reproducibilidad) VO % 100(VO/TOT) 1.16%
VO= 0.454874 VO % 100(VO/TOL) 0%
Repetibilidad y Reproducibilidad RR % 100(RR/TOT) 3.59%
RR 1.413361 RR % 100(RR/TOL) 1%
Variación de piezas VP % 100(VP/TOT) 99.94%
VP 39.34859 VP % 100(VP/TOL) 17.11%
Variación TOTAL
TOT 39.37397 TOL 230
Discriminación 1.41 39.255
TABLA 22. Evaluación GR&R (tradicional) pieza C1 – instrumento 3 Báscula
Más de 50% fuera de limites indica la capacidad del instrumento para detectar la variación =
90%
Comparativo de Método GR&R y ANOVA
FUENTE DE
VARIACIÓN
ANOVA
% VAR
GR&R
%VAR
Efecto A op 0.99% 1.16%
Efecto AB - NA
Efecto B pz 99.91% 99.94%
Efecto total 100.00% 100.00%
RR 2.93% 3.59%

Ingeniería Industrial
Silvia Teresa Pasos Vázquez
Error/Repetibilidad
Reproducibilidad
TABLA 23. Comparativo GR&R y ANOVA
Los resultados de este estudio y sus comparativos son muy similares no se detectaron
lecturas que requirieran nueva medición y como se muestra en el recuadro la mayor
variabilidad está en la pieza.
FUENTE DE
VARIACIÓN
Efecto A op
Efecto AB
Efecto B pz
Efecto total
RR
Error/Repetibilidad
Reproducibilidad
TABLA 24. Porcentajes de variación según la tolerancia de la
Gráficos de porcentajes de variabilidad por instrumento GR&R VS. ANOVA
Gráfica 9. Porcentajes de variabilidad instrumento 7.
0.00%
20.00%
40.00%
60.00%
80.00%
100.00%
120.00%
Error/Repetibilidad 2.75% 3.40%
Reproducibilidad 0.99% 1.16%
TABLA 23. Comparativo GR&R y ANOVA
Los resultados de este estudio y sus comparativos son muy similares no se detectaron
que requirieran nueva medición y como se muestra en el recuadro la mayor
FUENTE DE
VARIACIÓN
5.15
Tolerancia
230
%
deseable
< 10%
Efecto A op 2.394 1.04% SI
0.000 0.00% -
241.428 104.97% 104.97%
Efecto total 241.646 105.06% 105.06%
7.073 3.08% SI
Error/Repetibilidad 6.655 2.89% SI
Reproducibilidad 2.394 1.04% SI
TABLA 24. Porcentajes de variación según la tolerancia de la especificación.
Gráficos de porcentajes de variabilidad por instrumento GR&R VS. ANOVA
Gráfica 9. Porcentajes de variabilidad instrumento 7.
7
σ
ITSU
48
Los resultados de este estudio y sus comparativos son muy similares no se detectaron
que requirieran nueva medición y como se muestra en el recuadro la mayor
especificación.
ANOVA % VAR
GR&R %VAR

Ingeniería Industrial
Silvia Teresa Pasos Vázquez
Gráfica 10. Porcentajes de variabilidad instrumento 4.
Gráfica 11. Porcentajes de variabilidad instrumento
Gráfica 12. Porcentajes de variabilidad instrumento 3.
0.00%
20.00%
40.00%
60.00%
80.00%
100.00%
120.00%
0.00%
20.00%
40.00%
60.00%
80.00%
100.00%
120.00%
0.00%20.00%40.00%60.00%80.00%
100.00%120.00%
Gráfica 10. Porcentajes de variabilidad instrumento 4.
Gráfica 11. Porcentajes de variabilidad instrumento 15.
Gráfica 12. Porcentajes de variabilidad instrumento 3.
4
15
3
ITSU
49
ANOVA % VAR
GR&R %VAR
ANOVA
% VAR
GR&R
%VAR
ANOVA
% VAR
GR&R
%VAR

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 50
Tabla resumen y conclusiones
ANALISIS R&R 7 (Calibrador digital)
Fuente de Variación ANOVA
% VAR
GR&R
%VAR
5.15
Toleranci
a 2.5
%
deseable
< 10%
Efecto A op 3.39% 3.39% 0.177 7.06% SI
Efecto AB - NA - - SI
Efecto B pz 99.05% 99.61% 5.152 206.07% 206.07
%
Efecto total 100.00
%
100.00
%
5.201 208.04% 208.04
%
RR 9.42% 8.77% 0.490 19.59% 19.59%
Error/Repetibilidad 8.78% 8.08% 0.457 18.27% 18.27%
Reproducibilidad 3.39% 3.39% 0.177 7.06% SI
*Variación entre piezas
*Mejorar la sujeción o localización de la pieza
ANALISIS R&R 4 (Flexómetro)
Fuente de Variación ANOVA
% VAR
GR&R
%VAR
5.15
Toleranci
a 2.5
%
deseable
< 10%
Efecto A op - 4.78% - - SI
Efecto AB 52.79
%
NA 3.642 60.69% 60.69%
Efecto B pz 36.91
%
99.69
%
2.546 42.44% 42.44%
Efecto total 100.00
%
100.00
%
6.899 114.98% 114.98
%
RR 54.09
%
7.86% 3.732 62.19% 62.19%
Error/Repetibilidad 11.80
%
6.24% 0.814 13.57% 13.57%
Reproducibilidad 52.79
%
4.78% 3.642 60.69% 60.69%
*Entrenamiento de operario
*Calibración en escala del instrumento poco claro
*Usar dispositivo de fijación del calibrador para fácil
uso
σ
σ

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 51
*Variación por la interacción AB y por la pieza
ANALISIS R&R 15 (Indicador digital)
Fuente de Variación ANOVA
% VAR
GR&R
%VAR
5.15
Toleranci
a 2.5
%
deseable
< 10%
Efecto A op - 4.82% - - SI
Efecto AB 14.93
%
NA 0.253 12.64% 12.64%
Efecto B pz 95.40% 99.32% 1.615 80.77% 80.77%
Efecto total 100.00
%
100.00
%
1.693 84.66% 84.66%
RR 18.37
%
11.63
%
0.311 15.56% 15.56%
Error/Repetibilidad 10.71% 10.58% 0.181 9.07% SI
Reproducibilidad 14.93
%
4.82% 0.253 12.64% 12.64%
*Entrenamiento de operario
*Calibración en escala del instrumento poco claro
*Usar dispositivo de fijación del calibrador para fácil
uso
*Variación por la interacción AB y por la pieza
ANALISIS R&R 3 (Báscula)
Fuente de Variación ANOVA
% VAR
GR&R
%VAR
5.15
Toleranci
a 2.5
%
deseable
< 10%
Efecto A op 0.99% 1.16% 2.394 1.04% SI
Efecto AB - NA - - -
Efecto B pz 99.91% 99.94% 241.42
8
104.97% 104.97
%
Efecto total 100.00
%
100.00
%
241.64
6
105.06% 105.06
%
RR 2.93% 3.59% 7.073 3.08% SI
Error/Repetibilidad 2.75% 3.40% 6.655 2.89% SI
Reproducibilidad 0.99% 1.16% 2.394 1.04% SI
*Variación entre piezas
*Mejorar la sujeción o localización de la pieza
TABLA 25. Tabla resumen y conclusiones.
σ
σ

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 52
Para todos los casos la mayor variabilidad se encuentra en las piezas inyectadas y
entre las recomendaciones más importantes son: sujetar la pieza al momento de realizar la
medición, actualmente el único medio de sujeción es la mano de la misma persona que está
haciendo la medición; no se utilizan los instrumentos adecuados para realizar la medición tal
es el caso del flexómetro.
6. Determinar variables significativas
Oportunidad de mejora: Producto fuera de la dimensión especificada por el cliente
Diagrama 1. Causa y Efecto (Ishikawa)
El presente diagrama muestra de forma general las posibles causas que den como
resultado un producto fuera de las especificaciones del cliente, a continuación se hace una
lista referenciando estas posibles causas y su análisis.
Variables del proceso que afectan la dimensión de las piezas
I. Métodos
� Proceso
� Llenado
1. Tiempo
2. Presión
� Vaporizado
Producto fuera de
dimensión
Mano de Obra
En operadores y
supervisores variación en
los tiempos y presiones
de tanques presurizado
Medio
Desconocimiento de la
humedad y temperaturas
ambiente y de agua de enfriado
Métodos
No estandarización de los
parámetros por Máquina, MP,
Presurizado, Turno (ambiente) y
Operador
Máquinas
Ubicación en serie
Moldes desgastados
Moldes fuera de dimensión
Paros no programados
Medición
No estandarizada en inspectores
para la liberación del producto
Materia prima
Variación en la densidad
Variación en el presurizado
Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 53
1. Tiempo
2. Presión
� Enfriado
1. Tiempo
2. Temperatura
II. Materia Prima
� Densidad
� Presurizado
III. Medio
� Variables controlables y no controlables del medio ambiente
IV. Medición
� Medición de dimensiones no estandarizada en auditores en propuestas de
auditoría y “puestas a punto”
� Experimentos
� Primera corrida de una nueva pieza
� Nuevo número de parte
� Cambio de materia prima para el mismo lote
� Cambio de herramental o molde
� Cambio de materia prima para otro lote
� Después de 48 horas de inyección continua para el mismo lote y la misma
materia prima
V. Mano de obra
� Cambios de tiempo y presión en tanques de presurizado por parte de
operadores
� Cambios de parámetros en máquinas de inyección por operadores
VI. Maquinaria
a. Moldes
i. Desgastados
ii. De Mayor dimensión
b. Mantenimiento del equipo
i. Paros no programados por problemas en válvulas, mangueras, etc.

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 54
Materia Prima
� Densidad
El siguiente cuadro muestra los tipos de materia prima que se emplean en el proceso y
sus densidades, cada uno de ellos es diferente para las piezas que se inyectan, además de
que algunas de estas materia primas como la 5619 – 5628 y 5613, además de ser inyectadas
de forma directa desde los silos para una piezas , para otras pasan por un proceso de
presurizado en los tanques de presión, siendo este un factor considerable observado en el
punto 4 de mano de obra.
Pellet de polipropileno expandido
CLAVE
5619 23.5 28.7
5628 32.5 38.1
5242 48.7 57.2
5613 15.2 19
5246 54.6 64.1
5250 65.5 75.5
DENSIDAD G/L (min-max)
TABLA 26. Pellet de polipropileno expandido y sus densidades
� Presurizado
Se realiza en tanques bajo ciertos tiempos y presiones diferentes para cada una de las
materias primas y según las piezas a inyectar. Se desconoce el volumen a emplear de materia
prima en los ciclos o piezas programadas a inyectar por turno o por día por lo que de forma
continua hay materia prima en tanques de presurizado. A continuación se muestran los
resultados obtenidos en el análisis de materia prima según su clave y si es directa o
presurizada.
Comportamiento del Cpk por materia prima – Directa / Presurizada
Se realizó el análisis en dos partes, la primera tiene los datos obtenidos de un
promedio de Cpk del mes de Julio a Octubre del 2008, el segundo tiene datos específicos del
mes de octubre mostrando el siguiente comportamiento:

Ingeniería Industrial
Silvia Teresa Pasos Vázquez
Gráfica 13. Cpk > 1 en promedio.
Gráfica 14. 0
Gráfica 1
50%
0%
10%
20%
30%
40%
50%
60%
5619 Directo
3%
12%
21%
0%
5%
10%
15%
20%
25%
30%
5613
Directo
5613 P-
Tank
5619
Directo
55%
0%
10%
20%
30%
40%
50%
60%
5628 P- Tank
Gráfica 13. Cpk > 1 en promedio.
Gráfica 14. 0 < Cpk < 1 en Promedio
Gráfica 15. Cpk < 0 en Promedio
20%
10%
5628 P-Tank 5613 Directo 5613 P
Cpk > 1 en Promedio
21%
9%12%
27%
6%
5619
Directo
5619 P-
Tank
5628
Directo
5628 P-
Tank
5246
Directo
5250
Directo
0 < Cpk < 1 en Promedio
18%
27%
5613 P-Tank 5619 P-Tank
Cpk < 0 en Promedio
ITSU
55
20%
5613 P-Tank
6%3%
5250
Directo
5242
Directo
Tank

Ingeniería Industrial
Silvia Teresa Pasos Vázquez
Gráfica 16.
Gráfica 17.
Gráfica 18.
Las gráficas muestran claramente que
inyectadas con materia prima directa
50%
0%
10%
20%
30%
40%
50%
60%
5619 Directo
4%
17%
8%
0%
5%
10%
15%
20%
25%
30%
35%
5613
Directo
5613 P-
Tank
5619
Directo
0%
20%
40%
60%
80%
100%
5613 P
Gráfica 16. Cpk > 1 En Octubre
Gráfica 17. 0 < Cpk < 1 en Octubre
Gráfica 18. Cpk < 0 en Octubre
Las gráficas muestran claramente que no hay piezas con Cpk negativos que sean
inyectadas con materia prima directa, es decir, solo las materias primas que son
13%
25%
5619 P-Tank 5613 P-Tank 5628 P
Cpk > 1 En Octubre
8%
4%
17%
29%
8% 8%
5619
Directo
5619 P-
Tank
5628
Directo
5628 P-
Tank
5246
Directo
5250
Directo
0 < Cpk < 1 en Octubre
20%
80%
5613 P-Tank 5619 P-Tank
Cpk < 0 en Octubre
ITSU
56
con Cpk negativos que sean
, es decir, solo las materias primas que son
13%
5628 P-Tank
8%
4%
5250
Directo
5242
Directo

Ingeniería Industrial
Silvia Teresa Pasos Vázquez
presurizadas son las que tienen Cpk negativo,
otros valores de Cpk. Estas piezas inyectadas con materia prima proveniente de los tanques
de presurizado corresponden en ambos casos al 57% del total de piezas inyectadas. En
cuanto al comportamiento de la materia
las piezas que tienen un Cpk mayor a 1, es decir, la materia prima 5619 directa tiene un
mejor comportamiento durante el proceso de inyección y por lo tanto mayor estabilidad. Este
es un factor relevante al realizar el informe mensual de índices de Cpk.
Directo
P-
TABLA 27. Porcentaje de piezas con materia prima directa y presurizada
Como consecuencia de esto se realizó el análisis por
(densidad) y si esta proviene del tanque de presurizado o es de manera directa.
Gráfica 19. Comportamiento de Cpk promedio en piezas con Materia Prima
Esta gráfica muestra las áreas de oportunidad con la materia prima directa que
corresponde al 31% con Cpk entre 0 y 1 y lograr llevarla a índices más altos o mayores de 1
7%11%
0%
10%
20%
30%
40%
P-Tank Cpk >
1
Directo Cpk >
Comportamiento de Cpk promedio en piezas con
presurizadas son las que tienen Cpk negativo, además de encontrarse presente también en
otros valores de Cpk. Estas piezas inyectadas con materia prima proveniente de los tanques
de presurizado corresponden en ambos casos al 57% del total de piezas inyectadas. En
cuanto al comportamiento de la materia prima directa se tiene que esta compone el 50% de
las piezas que tienen un Cpk mayor a 1, es decir, la materia prima 5619 directa tiene un
mejor comportamiento durante el proceso de inyección y por lo tanto mayor estabilidad. Este
l realizar el informe mensual de índices de Cpk.
Octubre Promedio
Directo 43% 43%
-Tank 57% 57%
100% 100%
orcentaje de piezas con materia prima directa y presurizada
Como consecuencia de esto se realizó el análisis por materia prima según su tipo
(densidad) y si esta proviene del tanque de presurizado o es de manera directa.
Comportamiento de Cpk promedio en piezas con Materia Prima
(Presurizada / Directa)
Esta gráfica muestra las áreas de oportunidad con la materia prima directa que
corresponde al 31% con Cpk entre 0 y 1 y lograr llevarla a índices más altos o mayores de 1
11%
30% 31%
20%
0%
Directo Cpk >
1
P-Tank Cpk >
0
Directo Cpk >
0
P-Tank Cpk <
0
Directo Cpk <
0
Comportamiento de Cpk promedio en piezas con Materia Prima (Presurizada / Directa)
ITSU
57
además de encontrarse presente también en
otros valores de Cpk. Estas piezas inyectadas con materia prima proveniente de los tanques
de presurizado corresponden en ambos casos al 57% del total de piezas inyectadas. En
prima directa se tiene que esta compone el 50% de
las piezas que tienen un Cpk mayor a 1, es decir, la materia prima 5619 directa tiene un
mejor comportamiento durante el proceso de inyección y por lo tanto mayor estabilidad. Este
orcentaje de piezas con materia prima directa y presurizada
materia prima según su tipo
(densidad) y si esta proviene del tanque de presurizado o es de manera directa.
Comportamiento de Cpk promedio en piezas con Materia Prima
Esta gráfica muestra las áreas de oportunidad con la materia prima directa que
corresponde al 31% con Cpk entre 0 y 1 y lograr llevarla a índices más altos o mayores de 1
0%
Directo Cpk <
0
Comportamiento de Cpk promedio en piezas con

Ingeniería Industrial
Silvia Teresa Pasos Vázquez
e incluso 1.33 según los tratamientos que se pudieran obtener con un diseño de
experimentos.
Gráfica 20. Comportamiento de Cpk
Para conocer cuales densidades o tipos de materia prima tenían un mejor comportamiento de
Cpk se realizó el siguiente comparativo.
Gráfica 21. Comportamiento de Cpk
11%
0%
10%
20%
30%
40%
P-Tank Cpk
> 1
Directo Cpk
Comportamiento de Cpk en octubre en piezas con Materia Prima (Presurizada / Directa)
4%6%
9%
23%
0%
5%
10%
15%
20%
25%
Cpk < 0
/ 5628
Cpk < 0
/ 5613
Cpk < 0
/ 5619
0 < Cpk
< 1 /
5628
Cpk promedio según tipo de MP (densidad)
e incluso 1.33 según los tratamientos que se pudieran obtener con un diseño de
Comportamiento de Cpk en octubre en piezas con Materia Prima (Presurizada /
Directa)
Para conocer cuales densidades o tipos de materia prima tenían un mejor comportamiento de
Cpk se realizó el siguiente comparativo.
omportamiento de Cpk promedio en piezas con Materia Prima
11%
32% 32%
14%
0%
Directo Cpk
> 1
P-Tank Cpk
> 0
Directo Cpk
> 0
P-Tank Cpk
< 0
Directo Cpk
< 0
Comportamiento de Cpk en octubre en piezas con Materia Prima (Presurizada / Directa)
23%
9%
19%
4%2%
4%
11%
0 < Cpk
< 1 /
5628
0 < Cpk
< 1 /
5613
0 < Cpk
< 1 /
5619
0 < Cpk
< 1 /
5250
0 < Cpk
< 1 /
5242
0 < Cpk
< 1 /
5246
Cpk > 1
/ 5628
Cpk > 1
/ 5613
Cpk promedio según tipo de MP (densidad)
ITSU
58
e incluso 1.33 según los tratamientos que se pudieran obtener con un diseño de
en piezas con Materia Prima (Presurizada /
Para conocer cuales densidades o tipos de materia prima tenían un mejor comportamiento de
en piezas con Materia Prima por densidad.
Directo Cpk
4%6%
Cpk > 1
/ 5613
Cpk > 1
/ 5619

Ingeniería Industrial
Silvia Teresa Pasos Vázquez
Gráfica 22. Comportamiento de Cpk
Estas gráficas muestran que la materias primas 5250, 5242, 5246, nunca tiene Cpk
menores a cero y considerando que siempre se inyectan de manera directa se realizó un
comparativo global o acumulado según tipo de materia prima y si esta proviene de los silos
de almacenamiento o de los tanques de presurizado para corroborar este hecho y encontrar
algún otro hallazgo.
Gráfica 23. Comportamiento de Cpk
3% 3%
11%
0%
5%
10%
15%
20%
25%
30%
35%
40%
Cpk < 0 /
5628
Cpk < 0 /
5613
Cpk < 0 /
5619
0 < Cpk <
1 / 5613
Cpk de octubre según tipo MP (Densidad)
9%
4%
2%
4%
0%
2%
4%
6%
8%
10%
12%
14%
16%
18%
Global en Promedio MP vs. Cpk
Comportamiento de Cpk en octubre en piezas con Materia Prima
Estas gráficas muestran que la materias primas 5250, 5242, 5246, nunca tiene Cpk
ero y considerando que siempre se inyectan de manera directa se realizó un
comparativo global o acumulado según tipo de materia prima y si esta proviene de los silos
de almacenamiento o de los tanques de presurizado para corroborar este hecho y encontrar
Comportamiento de Cpk global promedio en piezas con Materia Prima
directa o presurizada)
14%
6%3%
34%
6% 6%
0 < Cpk <
1 / 5613
0 < Cpk <
1 / 5619
0 < Cpk <
1 / 5242
0 < Cpk <
1 / 5628
0 < Cpk <
1 / 5250
0 < Cpk <
1 / 5246
Cpk > 1 /
Cpk de octubre según tipo MP (Densidad)
2%
7%
13%
6%
7%
17%
4% 4%
2%
Global en Promedio MP vs. Cpk
ITSU
59
en piezas con Materia Prima por densidad.
Estas gráficas muestran que la materias primas 5250, 5242, 5246, nunca tiene Cpk
ero y considerando que siempre se inyectan de manera directa se realizó un
comparativo global o acumulado según tipo de materia prima y si esta proviene de los silos
de almacenamiento o de los tanques de presurizado para corroborar este hecho y encontrar
en piezas con Materia Prima (densidad,
11%
3%
Cpk > 1 /
5619
Cpk > 1 /
5613
11%
4%
6%

Ingeniería Industrial
Silvia Teresa Pasos Vázquez
Gráfica 24. Comportamiento de Cpk
La materia prima 5628 es la que muestra mayor variabilidad y a esta corresponden un
total de 43 piezas de las cuales se inyectan con mayor frecuencia solo 21 piezas de las cuales
7 son inyectadas con materia prima directa. La materia prima que mejor compor
tiene es la 5619 de manera directa de estas se inyectan 13 piezas,7 son de materia prima
presurizada de las cuales se inyectan 6 con mayor frecuencia y 4 de estas tienen siempre un
Cpk negativo.
No existen muestreos muy regulares de calidad a la
un programa y son cada 6 meses, se basan en los certificados de calidad expedidos por el
proveedor.
Medio
� Variables controlables y no controlables del medio ambiente
Durante el proceso de producción se han detectado vari
que no tienen un monitoreo y conocer en qué porcentaje se está afectando al mismo
proceso, tal es el caso de la cámara de enfriado de agua con la que se realiza la función de
11%
3%
5%
3%
0%
2%
4%
6%
8%
10%
12%
14%
16%
18%
20%
Global en Octubre MP vs. Cpk
Comportamiento de Cpk global en octubre en piezas con Materia Prima
directa o presurizada)
La materia prima 5628 es la que muestra mayor variabilidad y a esta corresponden un
total de 43 piezas de las cuales se inyectan con mayor frecuencia solo 21 piezas de las cuales
7 son inyectadas con materia prima directa. La materia prima que mejor compor
tiene es la 5619 de manera directa de estas se inyectan 13 piezas,7 son de materia prima
presurizada de las cuales se inyectan 6 con mayor frecuencia y 4 de estas tienen siempre un
No existen muestreos muy regulares de calidad a la materia prima estos se hacen en
un programa y son cada 6 meses, se basan en los certificados de calidad expedidos por el
Variables controlables y no controlables del medio ambiente
Durante el proceso de producción se han detectado variables del medio controlables
que no tienen un monitoreo y conocer en qué porcentaje se está afectando al mismo
proceso, tal es el caso de la cámara de enfriado de agua con la que se realiza la función de
3% 3%
11%
5%
3%
11%
19%
5% 5%
Global en Octubre MP vs. Cpk
ITSU
60
en piezas con Materia Prima (densidad,
La materia prima 5628 es la que muestra mayor variabilidad y a esta corresponden un
total de 43 piezas de las cuales se inyectan con mayor frecuencia solo 21 piezas de las cuales
7 son inyectadas con materia prima directa. La materia prima que mejor comportamiento
tiene es la 5619 de manera directa de estas se inyectan 13 piezas,7 son de materia prima
presurizada de las cuales se inyectan 6 con mayor frecuencia y 4 de estas tienen siempre un
materia prima estos se hacen en
un programa y son cada 6 meses, se basan en los certificados de calidad expedidos por el
ables del medio controlables
que no tienen un monitoreo y conocer en qué porcentaje se está afectando al mismo
proceso, tal es el caso de la cámara de enfriado de agua con la que se realiza la función de
3% 3%
11%

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 61
enfriado y desmolde de la pieza, este factor puede influir en el tiempo de enfriado ya que
este es uno de los parámetros importantes de las máquinas de inyección y si se desconoce la
temperatura del agua, el tiempo empleado en el enfriamiento varía y no se controla de
manera estándar o uniforme según lo requiera la pieza trabajada.
El vapor proveniente de las cámaras generadoras que suministran a las máquinas de
inyección no cuenta con medidores que indiquen si hay una constancia en el suministro o si
hay altas o bajas que pudieran afectar al mismo proceso. Para este punto no hay planes de
automatización o medición en estas áreas.
Mano de obra
� Cambios de tiempo y presión en tanques de presurizado por parte de
operadores
A razón de los tanques de presurizado y su funcionamiento estos trabajan en tiempos
(hrs) y presiones (bar) hasta lograr que la materia prima que se encuentra dentro de ellos
alcance la densidad requerida. Aunado al análisis de materia prima y su comportamiento en
índices de Cpk cuando esta proviene de los tanques de presurizado se detectaron por parte
de la Gerencia de Manufactura inconsistencias por parte de los operadores de los tanques de
presurizado, por obviedad estas inconsistencias en la presión y el tiempo de la materia prima
afecta los parámetros de las máquinas y como resultado las características de las piezas
sobre todo su peso y dimensión. Actualmente la Gerencia de Manufactura que también es la
Gerencia de Mantenimiento se encuentra realizando trabajos de automatización de los
tanques de presurizado a fin de combatir esta fuerte variable en el proceso de inyección.
El personal de manufactura se encuentra dividido en tres grupos de trabajo, mismos
que se van rolando en los tres turnos establecidos y con cambios quincenales al siguiente
turno, se ha detectado por parte de los auditores de producto y los inspectores de calidad del
Departamento de Calidad la incidencia en fallas, paros no programados, piezas fuera de
dimensiones en especial en el grupo numero tres, para determinar con mayor confiabilidad y
con un soporte documentado se implementará a partir de la semana 50 de trabajo una

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 62
mampara de avisos en la salida de la línea de producción la cual contendrá gráficos del Scrap
o desperdicio obtenido en proceso especificando el tipo de falla y el número de piezas que
componen esa falla así como el número parte o pieza a la que corresponde la falla, esto se
implementará por turno y grupo de trabajo con un concentrado o acumulado mensual a fin
de formar equipos multidisciplinarios gerenciales para dar solución. De igual manera se hace
la sugerencia de enviar por vía electrónica los resultados de la propuesta de auditoria de
producto a la Gerencia de manufactura EPP así como al Jefe de Aseguramiento de Calidad
para involucrar al departamento de manufactura en la conformidad de las piezas.
� Cambios de parámetros en máquinas de inyección por operadores
Para analizar este punto y detectar la influencia de los parámetros en las dimensiones
de las piezas se eligieron cuatro de ellas que corresponden entre ellas al 14.25% del total de
las piezas inyectadas, cabe recordar que existen 69 piezas que se encuentran cada una en
porcentajes de producción de 0% a 0.99% y que suman el 15.47% del total, estas piezas
tienen nula o muy poca inyección.
De las piezas elegidas se consideraron los parámetros empleados en sus diferentes
inyecciones en el transcurso del mes a fin de evidenciar los Cpk obtenidos en esos días y
turnos.
Pieza /
Parte
% Participación
de producción
N 3.84%
O 3.84%
P 3.32%
Q 3.25%
TABLA 28. Participación en la producción de piezas N, O, P, Q.
Los parámetros y sus niveles mínimos y máximos de las hojas de instrucción del Sistema de
Gestión de Calidad son:
PIEZA N / O PIEZA P / Q
Mínimo Máximo Mínimo Máximo
Crack Mm - 10.00 Crack Mm -
Presión de llenado alta Bar 1.30 2.40 Presión de llenado alta Bar 2.50 3.80
Presión de llenado baja Bar 1.30 2.40 Presión de llenado baja Bar 2.50 3.80
Tiempo de llenado alta Seg. 1.90 4.00 Tiempo de llenado alta Seg. 2.00 6.20
Tiempo de llenado baja Seg. 2.00 4.00 Tiempo de llenado baja Seg. 2.00 6.00

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 63
Steamchest limitation móvil Bar - 1.40 Steamchest limitation móvil Bar 1.80 4.20
Steamchest limitation fijo Bar - 1.40 Steamchest limitation fijo Bar 1.00 4.20
Steam mov regulation 1 Bar 2.50 3.30 Steam mov regulation 1 Bar 2.70 3.30
Steam fixed regulation 1 Bar 2.50 3.30 Steam fixed regulation 1 Bar 2.70 3.30
Steam mov regulation 2 Bar 2.30 2.90 Steam mov regulation 2 Bar 2.70 3.30
Steam fixed regulation 2 Bar 2.30 2.90 Steam fixed regulation 2 Bar 2.70 3.30
Tiempo de vapor móvil Seg. 1.80 5.00 Tiempo de vapor móvil Seg. 2.50 5.00
Tiempo de vapor fijo Seg. 1.80 3.50 Tiempo de vapor fijo Seg. 2.00 4.50
Cooling Seg. 50.00 75.00 Cooling Seg. 10.00 65.00
Aftercooling Seg. 9.00 20.00 Aftercooling Seg. 5.00 10.00
TABLA 29. Parámetros utilizados en la inyección de piezas N, O, P, Q.
Se analizaron los parámetros utilizados durante el mes de noviembre encontrando
mucha variación entre ellos y cambios considerables en los Cpk respectivos a esos días.
Pieza N / O Materia Prima 5619
Parámetro 3T2 3T3 5T2 5T3 6T1 6T2 7T1 7T2 10T3 11T1
11T2
11T3
18T2
18T3
19T1
20T1
20T2
20T3
24T2
24T3
Ck -
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
PA 2 2 1.9 1.9 1.8 1.8 2 2.2 1.9 1.9 1.9 1.9 2 2.1 2.1 1.8 1.8 1.9 2 2
PB 2 2 1.9 1.9 1.8 1.8 2 2.2 1.9 1.9 1.9 1.9 2 2.1 2.1 1.8 1.8 1.9 2 2
TA 3 3 2.2 2.2 2.2 2.2 4 2.8 3 3 2.5 2.5 2 2 2 2 2 2 3 3
TB 2 2 2.2 2.2 2.2 2.2 3 3 2.5 2.5 3 3 3 3 3 2.5 2.5 2.5 3 3
SM - 0.5 1.4 1.4 1.4 1.4 1.2 0.7 0.8 0.8 0.8 0.8 1 0.8 0.8 0.6 0.4 0.6 1.6 1.6
SF - 0.5 1.4 1.4 1.4 1.4 1.2 0.7 0.8 0.8 0.8 0.8 1 0.8 0.8 0.6 0.4 0.6 1.6 1.6
SMR1 2.6 2.5 3.2 3.2 3 3 2.6 2.6 2.3 2.3 2.3 2.3 2.5 2.5 2.5 2.4 2.7 2.6 3.2 3.2
SFR1 2.6 2.5 3.2 3.2 3 3 2.6 2.6 2.3 2.3 2.3 2.3 2.5 2.4 2.4 2.4 2.7 2.6 3.2 3.2
SMR2 2.4 2.4 2.8 2.8 2.6 2.6 2.4 2.4 2.3 2.3 2.3 2.3 2.3 2.3 2.3 2.3 2.4 2.3 2.8 2.8
SMF2 2.4 2.4 2.8 2.8 2.6 2.6 2.4 2.4 2.3 2.3 2.3 2.3 2.3 2.3 2.3 2.3 2.4 2.4 2.8 2.8
TVM 3.3 3.3 3 3.05 3 3 3 3 2 2 2 2 3 3 3 2.5 2.5 2.5 3 3
TVF 3.3 3.3 3.2 3.25 3 3 2 3 2 2 2 2 3 3 3 2.5 2.5 2.5 3 3.2
COOL 65 65 70 68 68 68 70 70 65 70 70 70 62 60 60 50 50 50 50 50
AFCOOL 15 15 15 10 10 10 15 15 10 10 10 10 10 10 10 10 10 10 10 10
Máquina 1 1 2 2 2 2 1 1 1 1 1 1 1 1 1 1 1 1 2 2
Defectos
- 5 15 4 6
- 58 24 51 36 3 4 11 7
- 8 14
- 35
-
MP 2210
08 2810
08 2810
08 2810
08 2810
08 2810
08 3010
08 3111
08 31110
8 30100
8 7110
8 7110
8 7110
8 7110
8 7110
8 7110
8 7110
8 7110
8 1111
08 1111
08 3110
8 CPK 301 NA 2.19 NA 3.13 0.8 1.19 1.39 NA 1.48 1.72 2.1 NA NA 0.94 1.6 0.72 2.07 NA 0.93 0.61 CPK 302 NA 2.42 NA 2.26 2.26 1.59 1.39 NA 2.67 4.67 3.03 NA NA 0.6 6.09 NA NA NA NA 0.79
TABLA 30. Parámetros de inyección de piezas N, O.
Nota: NA: no existen registros de esas auditorias de producto y por lo tanto se desconoce el
Cpk, la auditoria de producto es una actividad propuesta al sistema de gestión de calidad
pero aun no se controla.

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 64
Los siguientes parámetros: Presión de llenado alta, Presión de llenado baja, Tiempo de
llenado alta, Tiempo de llenado baja, son importantes pero no muestran mucha variabilidad
en sus ajustes por los operadores / supervisores de maquinaria salvo el turno 1 del 7 de
noviembre. Steamchest limitation móvil, Steamchest limitation fijo son parámetros de presión
de vapor, estos si son factor importante para las piezas al momento de ser inyectadas, de
igual manera los tiempos en que se aplican estas presiones, y por último en enfriado y su
tiempo. De igual manera los parámetros varían entre máquinas y grupos de trabajo, para dar
otro ejemplo de esta situación se presenta el comportamiento de otra pieza con sus
respectivos parámetros de la hoja de instrucción y los utilizados durante el mes de
noviembre.
Pieza P / Q Materia Prima 5619 Paráme
tro 3T2 3T3 5T3 6T1 6T3 7T1 7T2 13T2 13T3 14T1 18T3 19T1 20T1 20T2 24T3 25T1 25T2
Ck -
-
-
-
-
-
-
-
-
-
-
- -
-
NO HAY
-
-
PA 3.5 3.5 3.9 3.11 3.11 3.11 3.11 3.8 4 4 4.1 4.1 3.1 3.39 3.6 3.6
PB 3.6 3.6 3.9 3.11 3.11 3.11 3.11 3.8 4 4 4.1 4.1 3.1 3.39 3.6 3.6
TA 5.2 5.2 4.8 4.8 4.85 4.8 4.8 0.2 5.5 5.5 4.5 5 4.6 4.5 4 4
TB 5 5 4.5 4.5 4.53 4.5 4.5 5 5.5 5.5 4 5 4.5 4.3 5 5
SM 3.1 3.1 2.54 2.68 2.68 2.68 2.68 3.3 3.7 3.7 3.2 3.2 2.63 2.94 3.2 3.2
SF 3.1 3.1 2.54 2.68 2.68 2.68 2.68 3.3 3.7 3.7 3.2 3.2 2.63 2.94 3.2 3.2
SMR1 3.1 3.1 3 3.2 3.2 3.2 3.2 3.1 3.2 3.2 3.3 3.2 1.04 3.04 3.3 3.3
SFR1 3.1 3.1 3 3.2 3.2 3.2 3.2 3.1 3.2 3.2 3.2 3.2 1.6 3.04 3.3 3.3
SMR2 2.9 2.9 3.3 3.1 3.1 3.1 3.1 2.9 2.9 2.9 2.9 2.9 3.2 2.9 3 3
SMF2 2.9 2.9 3.3 3.1 3.1 3.1 3.1 2.9 2.9 2.9 2.9 2.9 3.2 2.9 3 3
TVM 4.5 4.5 4 4.3 4.3 4.3 4.3 4.5 4.5 4.5 5 4.5 4.3 4 4 4
TVF 4.5 4.5 3 3.2 3.2 3.2 3.2 4.5 4.5 4.5 5 4 3.2 3 4.5 4.5
COOL 55 55 56 55 65 65 65 55 55 55 55 55 60 75 50 50
AFCOO
L 15 15 10 10 10 15 15 15 15 15 15 15 10 15 10 10
Máquina 2 2 5 5 5 5 5 2 2 2 2 2 5 5 2 2 2
Defecto 6 14
- 1
- 2
-
-
- 1 2 6 - 1
-
-
MP 2410
08 2410
08 24100
8 2110
08 2410
08 2110
08 2110
08 2410
08 21100
8 29100
8 4110
8 4110
8 41108 4110
8 41108 4110
8 4110
8
CPK 122 NA 1.04 NA 0.34 NA NA 0.28 NA 0.55 1.65 0.33 0.81
muy grandes 0.38 1.4 NA 0.52
CPK 124 NA 1.98 NA NA NA NA -0.13 NA 0.33 0.79 0.43 0.74 HORNO -0.06 0.51 NA 0.3
TABLA 31. Parámetros de inyección de piezas P, Q.

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 65
Nota: NA: no existen registros de esas auditorias de producto y por lo tanto se desconoce el
Cpk, la auditoria de producto es una actividad propuesta al sistema de gestión de calidad
pero aun no se controla.
Para este caso en particular durante el turno 1 del día 20 de noviembre se emplearon
parámetros que dieron como resultado piezas muy grandes durante todo el turno, todas
estas piezas tuvieron como destino ocho horas dentro del horno de estabilización con su
consecuente costo extra, pero no se logró bajar la dimensión de estas piezas para estar
dentro de las especificaciones de los clientes. Esta es una clara muestra de la no
estandarización de parámetros en la maquinaria y su afectación a las dimensiones de las
piezas o incluso a otros defectos considerables que terminan en Scrap, evidenciando también
que no existe un control en los supervisores y en los operadores de máquinas y el uso
adecuado de parámetros y de las mismas variables que estos parámetros aportan a todo el
proceso.
Como una aportación más al impacto que se obtiene de los parámetros en las
máquinas de inyección se participó en el análisis del Diseño de experimentos realizado para
dos piezas nuevas y de un proyecto en fase de prueba (A9 & A10), a continuación se detallan
los hallazgos de este estudio.
Gráfica 25. Comportamiento en el tiempo de las mediciones obtenidas para el análisis DOE
pieza A9
231.50
232.50
233.50
234.50
235.50
236.50
Corrida 1
Corrida 2
Corrida 1
Corrida 2
Corrida 1
Corrida 2
Corrida 1
Corrida 2
Corrida 1
Corrida 2
Corrida 1
Corrida 2
Corrida 1
Corrida 2
Corrida 1
Corrida 2
PIEZA A9 DOE
cav 1
cav 2
cav 3
cav 4
cav 5
cav 6
cav 7
cav 8
cav 9
cav 10
cav 11
cav 12
LIE
LSE

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 66
Gráfica 26. Comportamiento en el tiempo de las mediciones obtenidas para el análisis DOE
pieza A10
Resultados durante en experimento Observaciones para las piezas A9 – A10
� Desviación estándar Muy marcada en experimentos 1, 2 y 8
� Control de proceso Muy grande en experimentos 4, 5, 6 y 7
� Cpk Aceptable en experimento 1
� Cpk No aceptable en experimento 6 y 7
Resultados del análisis
S/R Menor es mejor
Son características de calidad cuya única exigencia es que no excedan de un valor
máximo tolerado o especificación superior y es aplicable a porcentaje de impurezas en una
sustancia o toxinas en un producto.
231.50
232.50
233.50
234.50
235.50
236.50Corrida 1
Corrida 2
Corrida 1
Corrida 2
Corrida 1
Corrida 2
Corrida 1
Corrida 2
Corrida 1
Corrida 2
Corrida 1
Corrida 2
Corrida 1
Corrida 2
Corrida 1
Corrida 2
PIEZA A10 DOE
cav 13
cav 14
cav 15
cav 16
cav 17
cav 18
cav 19
cav 20
cav 21
cav 22
cav 23
cav 24
LIE
LSE

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 67
Gráfica 27. S/R Menor es mejor efectos S/R
Mejor combinación para reducción de variabilidad S/R = -47.341; media = 235.294; factores
que más afectan a la variabilidad: A.
A B C D E F G
1 1 1 1 1 1 2
Gráfica 28. S/R Menor es mejor efectos para la media
Mejor combinación para reducción de media = 235.294; media especificada = 234.20;
factores que más afectan a la media: A.
A B C D E F G
1 1 1 1 1 1 2
-47.5
-47.4
-47.3
0 1 2 3 4 5 6 7 8
Gráfica de efectos S/R
Nivel 1
Nivel 2
235.6
235.7
235.8
235.9
236.0
236.1
236.2
0 1 2 3 4 5 6 7 8
Gráfica de efectos para la media
Nivel 1
Nivel 2

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 68
Se ha demostrado en el historial de la producción y en este experimento la alta
variabilidad del proceso, de tal manera que es difícil aceptar que solo un factor como es el
caso del factor A (crack mm) sea el único que afecte la variabilidad y la media al ser el más
alto en el efecto S/R por lo tanto se recurrió a otro análisis.
i. S/R Nominal en mejor tipo II
Por recomendación y fin tener otra visión del estudio se recomienda realizar el análisis
con esta variable de respuesta, además de ser la más recomendada en situaciones de
longitudes de una pieza para ensamble (Gutiérrez 2008), se justifica su uso porque la media
y la desviación estándar son independientes y no lineales.
Gráfica 29. S/ R Nominal en mejor tipo II
Mejor combinación para reducción de variabilidad S/R= 13.575 y media = 325.686; factores
que más afectan a la variabilidad: A, C, D; G se considera económico.
A B C D E F G
1 1 2 2 2 1 1
9.5
10.0
10.5
11.0
11.5
12.0
0 1 2 3 4 5 6 7 8
Gráfica de efectos S/R
Nivel 1
Nivel 2
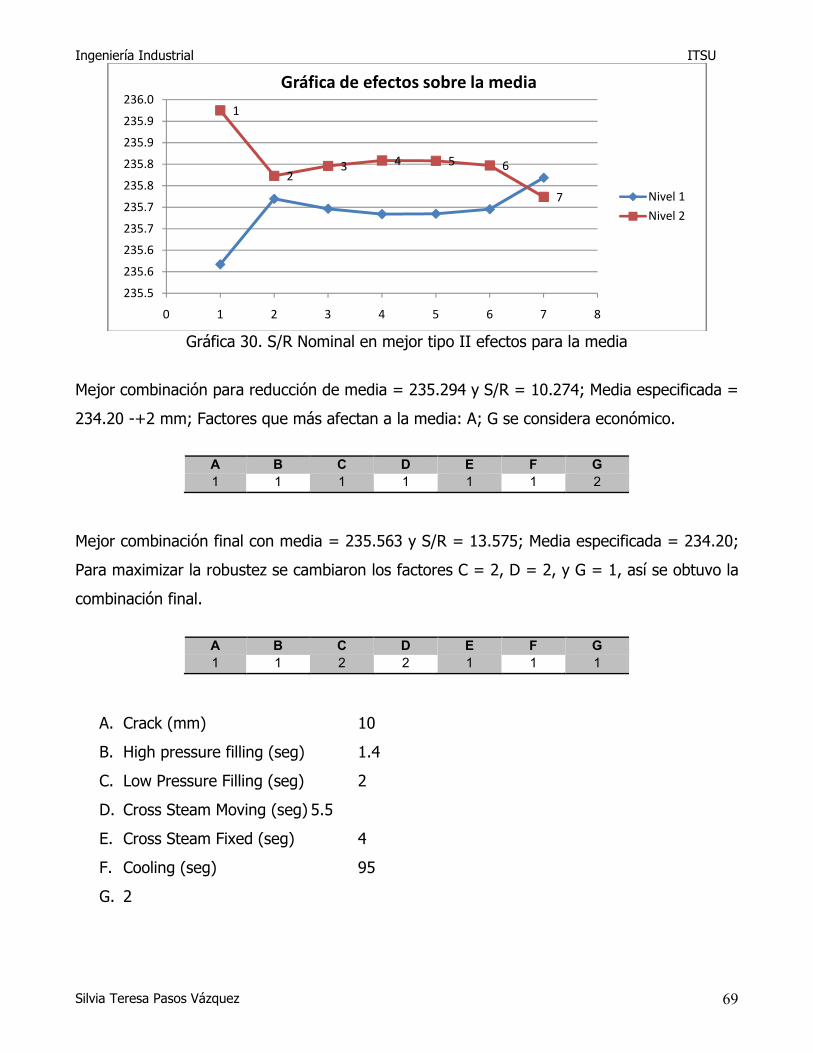
Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 69
Gráfica 30. S/R Nominal en mejor tipo II efectos para la media
Mejor combinación para reducción de media = 235.294 y S/R = 10.274; Media especificada =
234.20 -+2 mm; Factores que más afectan a la media: A; G se considera económico.
A B C D E F G
1 1 1 1 1 1 2
Mejor combinación final con media = 235.563 y S/R = 13.575; Media especificada = 234.20;
Para maximizar la robustez se cambiaron los factores C = 2, D = 2, y G = 1, así se obtuvo la
combinación final.
A B C D E F G
1 1 2 2 1 1 1
A. Crack (mm) 10
B. High pressure filling (seg) 1.4
C. Low Pressure Filling (seg) 2
D. Cross Steam Moving (seg) 5.5
E. Cross Steam Fixed (seg) 4
F. Cooling (seg) 95
G. 2
1
23 4 5 6
7
235.5
235.6
235.6
235.7
235.7
235.8
235.8
235.9
235.9
236.0
0 1 2 3 4 5 6 7 8
Gráfica de efectos sobre la media
Nivel 1
Nivel 2
Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 70
Recomendaciones.
i. Es necesario realizar nuevas corridas con la combinación para confirmar el
comportamiento de las piezas, media, variabilidad, Cp y Cpk, etc.
ii. Existen otros elementos fuera de los factores estudiados que están provocado el
incremento de dimensión en las piezas conforme pasa el tiempo y avanza el
experimento, cabe mencionar que no es lineal ya que por lógica debe llegar a un
punto de estabilización pero las piezas ya estarían fuera de las especificaciones del
cliente, los factores por suposición son:
a. Calentamiento y expansión del herramental o molde
b. Calentamiento de la máquina
c. Temperatura real del agua de enfriado
d. Ubicación de las cavidades en el molde (cavidades 1, 2, 3, 4, 5, 6, y 7 con
mayor tendencia a generar piezas más grandes).
e. Dimensión del molde (muy grande)
f. Otras
iii. Aún cuando este resultado arroja una menor variabilidad y un valor lo más cercano
posible a la media se hace notar su tendencia hacia el límite superior, es necesario
corroborar las dimensiones de las piezas después de su estabilización al secarse
con el paso del tiempo.
Maquinaria
La maquinaria en si es un factor importante para los defectos o características críticas
especificadas por los clientes entre ellas se pueden mencionar además de la dimensión y el
peso, el mal acabado, piezas quebradas, hinchadas, con mala fusión (se desmoronan),
deformes, quemadas, dobles o con marcas de botadores y de corvents. Estos defectos
provienen de diversas causas como mal funcionamiento de las válvulas de aire y agua,
suministro de vapor insuficiente, mangueras de llenado tapadas, etc.
� Moldes
� Desgastados

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 71
� De Mayor dimensión
Como justificación del fabricante de moldes o herramental estos tienen cierto
porcentaje de incremento sobre la media de las piezas debido a los efectos de presurizado
vapor y enfriado, ya que requieren de cierta amplitud para el momento de moldear la pieza a
grandes temperaturas. Existen otras causas que pudieran afectar la dimensión de las piezas
desde el herramental y tal es el caso de los serpentines tapados o el mismo herramental
dañado, corvents tapadas, fugas de aires debido a broches, empaques o marcos mal puestos
o dañados, fugas por grietas, por el mismo molde o por pistolas, e incluso por mal diseño del
mismo molde. En el caso de los moldes desgastados estos tienen la duración del proyecto o
tiempo especificado en el contrato de la compra de tales piezas por lo que un molde
desgastado en un proyecto que está por salir y no es factible económicamente solicitar un
nuevo molde debido al alto costo de fabricación.
Mantenimiento del equipo
� Paros no programados por problemas en válvulas, mangueras, etc.
Estos paros no programados se deben primordialmente a problemas en la maquinaria
que se originan en desajuste de botadores o botadores rotos, válvulas de vapor en mal
funcionamiento, válvulas de drene dañadas, discos de silos mal alineados provocando un mal
llenado, mangueras de llenado tapadas, pistolas y/o conexiones defectuosas, e incluso
sistema neumático dañado solo por mencionar algunas, lo que originan las causas
mencionadas son productos defectuosos o scrap como piezas deformes, mal llenadas, dobles,
quemadas, con marcas de votadores o pistolas, quebradas o con mala fusión, todo ello se
tiene identificado en las hojas de instrucción HICAL – 040, mas no por ello dejan de suceder
tales paros y es clara muestra de que la causa raíz de las piezas problemáticas aun no
encuentra solución.

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 72
Conclusiones y recomendaciones
La metodología Seis – Sigma enumera los siguientes pasos: Evaluar estabilidad y
capacidad del proceso, Proceso estable (Eliminar causas especiales), Proceso capaz,
Optimizar, Validar la mejora, Controlar el proceso, Mejorar continuamente, por las
dimensiones de la problemática y la falta de recursos estos puntos no fueron evaluados, de
tal manera que solo se realizó el diagnostico de la situación con fundamentos estadísticos y
matemáticos y sus posibles soluciones.
De esta manera y continuando con la capacidad y estabilidad de las mediciones por
parte de los auditores de producto y con las diferencias detectadas en las tomas de
mediciones por auditor como lo muestran las gráficas siguientes en el producto 651-652 en el
mes de octubre, se consultaron los parámetros de las máquinas de inyección encontrándose
que no se realizaron cambios en estos parámetros que pudieran afectar también las
dimensiones de estas piezas, estas gráficas muestran tres turnos consecutivos, las primeras
10 piezas corresponden al auditor 1, las piezas 11 a la 20 corresponden al auditor 2 y las
piezas 21 a la 30 pertenecen al auditor 3, se puede observar que el auditor número 2 tiende
a reportar datos menores que el resto de los auditores y puede deberse a dos posibles
causas: ejercer mayor presión con el instrumento de medición sobre la pieza y/o realizar la
medición en diferentes puntos de la pieza al resto de los auditores; aunado a esto los
estudios GR&R también tienen como referencia en uno de los apartados la capacitación a los
operadores.
Gráfica 31. Comportamiento dimensional de pieza X en octubre
203
204
205
206
207
208
0 5 10 15 20 25 30 35
Pieza X Octubre

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 73
Gráfica 32. Comportamiento dimensional de pieza Y en octubre
Al realizar la consulta con los auditores de producto se confirmó que la toma de
mediciones es diferente de uno a otro bajo las siguientes justificaciones:
• Las especificaciones de dimensión de producto EPP FRING-017 no muestran
claramente los puntos de medición exactos en cada pieza debido a que cada hoja
contiene ocho dibujos de ingeniería a blanco y negro y en tonos grises, con sus
especificaciones de dimensión y su interpretación se dificulta por la deformidad y
característica de cada pieza.
• Falta de uniformidad en los puntos a medir por cada auditor
• Necesidad de ampliar los fundamentos de los estudios GR&R
Las recomendaciones sugeridas para contribuir a la estabilidad del proceso dentro de la
duración del presente proyecto son:
a. Presentar un curso de capacitación a los auditores de producto sobre la
Evaluación de la Repetibilidad y la Reproducibilidad (GR&R), (MSA 1995) con la
introducción al método ANOVA (MSA 1995).
b. Realizar modificaciones al formato del Departamento de Ingeniería FRING-017
de tal manera que contenga imágenes de mayor definición y de mayor tamaño.
c. Implementación de una estación de trabajo en el área de inyección para
auditores de producto.
203
204
205
206
207
208
0 5 10 15 20 25 30 35
Pieza Y Octubre

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 74
Conclusiones y recomendaciones
i. Presentar un curso de capacitación a los auditores de producto sobre la
Evaluación de la Repetibilidad y la Reproducibilidad (GR&R), (MSA 1995)
con la introducción al método ANOVA (MSA 1995).
Con la finalidad demostrar los beneficios que se pueden obtener del estudio GR&R al
implementar sus recomendaciones se presentó un curso el día 7 de noviembre del año en
curso (Anexo 1 y presentación de Office Microsoft Power Point más los formatos en Microsoft
Excel modificados), en donde se hizo énfasis en que estos estudios no deben ser perfectos,
por el contrario el que presenten datos y resultados reales permite la implementación de
mejoras y soluciones a problemas latentes. Durante el curso se mostraron los resultados
obtenidos en el primer estudio programado para el año en curso según la FRCAL-345 y el 2°
informe de residencias del mes de octubre a fin de sensibilizar y dar a conocer los usos
efectivos de ambos estudios (GR&R tradicional y ANOVA) y sus ventajas con la correcta
implementación.
Se hace hincapié en la implementación del estudio ANOVA con el uso de Excel para
manejo de datos y como complemento del actual GR&R bajo las siguientes justificaciones:
Ventajas contra el método tradicional:
a) Las variaciones son estimadas con mayor exactitud.
b) Se obtiene mayor información, como la interacción pieza / operador.
Además se presentó una secuencia de imágenes basados en la toma correcta de
mediciones y el uso adecuado de los Calibradores Digitales Mitutoyo según lo muestra la
bibliografía consultada.
Por otro lado se realizaron las siguientes sugerencias al formato actual FRCAL-315 con
última revisión 26/enero/2006:

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 75
a) Hoja de instrucciones de llenado
a. Esta hoja debe proporcionar información sobre las operaciones realizadas en
cada punto de las hojas 1 y 2 del formato FRCAL-315 a fin de cada persona que
lo realice conozca el origen de los resultados y sus interrelaciones, así como los
usos de cada dato y sus respectivas interpretaciones.
b) Modificación de acciones correctivas / preventivas
a. Se sugiere ampliar la información que se encuentra al pie de la pagina 1 del
mismo formato a fin de conocer otras posibles mejoras al sistema de medición
que no se encuentran contempladas en el formato actual.
Dice:
INTERPRETACIÓN ACCIONES CORRECTIVAS / PREVENTIVAS
R & R < 10 % SISTEMA DE MEDICIÓN ACEPTABLE
10 % < R & R < 30 % SISTEMA DE MEDICIÓN ACEPTABLE DEPENDIENDO DE LA
IMPORTANCIA DE LA MEDICIÓN
R & R > 30 % EL SISTEMA DE MEDICIÓN NECESITA MEJORAS IDENTIFICAR EL
PROBLEMA
% REPETIBILIDAD < %
REPRODUCIBILIDAD
ENTRENAMIENTO A INSPECTORES SOBRE EL USO DEL EQUIPO DE
MEDICIÓN, AJUSTES Y CALIBRACIONES EXACTOS
% REPETIBILIDAD > %
REPRODUCIBILIDAD
SE REQUIERE MANTENIMIENTO DEL DISPOSITIVO
Debe decir:
%10& <RR
• El sistema de medición es aceptable
%30&%10 ≤≤ RR
• El sistema de medición es aceptable dependiendo de la importancia de la medición
%30& >RR
• El sistema de medición necesita mejoras, es necesario identificar el problema
idadproducibildpetibilida ReRe >
• El calibrador necesita mantenimiento
• El calibrador debería ser rediseñado para ser más rígido (ajustes en la movilidad)

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 76
• Mejorar la sujeción o localización de la pieza
• Existe mucha variación entre las piezas
dpetibilidaidadproducibil ReRe >
• El operario necesita entrenamiento en el uso del calibrador
• Las calibraciones en la escala del instrumento no están claras (no aplica cuando es un
instrumento digital)
• Tal vez sea necesario usar algún dispositivo de fijación del calibrador para que el
operario lo pueda usar con facilidad
c) Sección VO de la página 1
Se sugiere que el estudio sea realizado por 3 operadores y no 2 como actualmente se lleva a
cabo y anotar también este número de operadores que realizó el estudio, ya que no se
encuentra y no se debe dar por un supuesto que se consultará la página 2 para conocer este
dato.
d) Sección UCL Página 2
Se sugiere agregar la nota de aclaraciones y el uso adecuado del dato obtenido UCL o límite
superior que a continuación se detalla:
Nota: Los valores obtenidos en los rangos por pieza y operador (fila 5, 10, 15) que
excedan del valor UCL, deben eliminarse y realizar nuevamente la medición de
esa pieza
e) Nueva sección Página 2: límites de control
A fin de conocer la capacidad de los instrumentos para detectar la variabilidad de las
piezas inspeccionadas se sugiere agregar una nueva sección que aporte esta información:
Número de piezas que se encuentran fuera de los X
RAXLSC
RAXLIC
*2
*2
+=
−=

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 77
Límites de control
Número de piezas totales Y
Porcentaje % fuera de los límites de control = (X/Y) * 100
A2 = 1.88 Para 2
réplicas
A2 = 1.023 Para 3
réplicas
Nota: Cuando el porcentaje obtenido fuera de los límites de control es mayor a 50%
indica la capacidad del instrumento para detectar la variación, menor a ese valor requiere
otro instrumento para las mediciones
ii. Realizar modificaciones al formato del Departamento de Ingeniería
FRING-017 de tal manera que contenga imágenes de mayor definición y
de mayor tamaño.
La estandarización en la toma de mediciones conlleva a que esta siempre sea en los
mismos puntos para cada persona que consulte la información y no como actualmente se
hace, a interpretación personal de las imágenes.
A razón de que esta modificación corresponde a otro departamento se consultó con el
Gerente de Ingeniería accediendo a esta petición debido al informe presentado de esta
manera se propuso junto con los auditores de producto realizar un formato similar al
existente y que este mismo contenga junto con la imagen de cada parte toda la información
a que hace referencia como son:
a. Imagen de la parte
b. Código Artifibras
c. Proyecto
d. Número de parte

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 78
i. En pieza
ii. Del cliente
e. Descripción
f. Nivel de ingeniería
g. Datos del molde
i. Número del molde
ii. Número de cavidades
h. Cliente
i. Especificaciones de pesos
i. Secos
ii. Húmedos
j. Especificaciones dimensionales
La justificación de tener toda esta información de manera conjunta es a razón de
evitar desplazamientos o perdidas de tiempos cuando se realizan consultas de cada parte ya
que todos estos datos se encuentran separados unos de otros en diferentes formatos del
sistema de calidad y pertenecientes al departamento de Ingeniería de tal manera que resulta
más práctico y eficiente para los auditores o personas que requieran la información
encontrarla en un mismo sitio toda y no por partes y en diferentes ubicaciones físicas. Para
esta conclusión se aplicó el estudio anexo a este informe en el que se obtuvo un promedio en
la búsqueda de la información de: 6.69.66 minutos / hombre y promedios de cambios de
herramental proporcionados por el Departamento de Manufactura como casos cotidianos en
que se consulta la información de cada pieza para cumplir con los procedimientos de
auditoría de producto y puestas a punto según lo marca el sistema de gestión de calidad con
el siguiente resultado:
Tiempo promedio para toma de datos por pieza 6.6966
Promedio de
cambios de
herramental
Tiempos muertos
(minutos) por
desplazamiento
Tiempos muertos (horas
hombre) por
desplazamiento
Anual 930 6227.838 103.7973
Mensual 90 602.694 10.0449
Semanal 15 100.449 1.67415
Diario 3 20.0898 0.33483
TABLA 34. Tiempos muertos por desplazamientos para la toma de datos

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 79
iii. Implementación de una estación de trabajo en el área de inyección para
auditores de producto.
Como resultado de los análisis elaborados en el 2° informe y con la finalidad de disminuir la
variabilidad en el proceso perteneciente al sistema de medición se presenta el avance de la
implementación de una estación de calidad en planta que consta de los siguientes puntos:
1. Se realizó la petición al área de mantenimiento de la mesa de trabajo con dimensiones
de 90 centímetros de ancho, 1.50 metros de largo y 80 centímetros de alto que
contará de niveladores de altura para ajustar la misma al piso evitando su movilidad
por desniveles en el piso.
2. Se realizó la siguiente matriz de comparación apareada de características para
encontrar la mejor opción en cuanto a la superficie requerida para la mesa de trabajo
y sus implementos para sujetar las piezas de forma más eficiente obteniendo como
resultado la implementación de una mesa con base de mármol y el uso de fixturas
universales empleando indicadores digitales para la medición de piezas, tales
indicadores han mostrado en los estudios GR&R presentados en el 3er informe el
mejor resultado.
Características Número Ponderación
Costo A A C A E F A H I 8 3 8%
Colocación B C D E F G H I 7 0 0%
Durabilidad C C E F C H I 6 4 11%
Mantenimiento D E F D H I 5 2 6%
Resistencia ambiental E F E H I 4 5 14%
Textura / Planitud F F H F 3 7 19%
Manejo / Traslado G H I 2 1 3%
Eficiencia para realizar
mediciones H H 1 8 22%
Eficiencia para el uso de I 6 17%

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 80
instrumentos de
medición
3
6 36 100%
TABLA 33. Matriz de comparación apareada.
Evaluación de características en implementos de trabajo
Características
Ponderación
Mármol
/
Fixtura
Mármol /
Sujetador
Formaica
/ Fixtura
Formaica
/
Sujetador
Costo 8 8 64 9 72 7 56 8 64
Colocación 0 10 0 10 0 10 0 10 0
Durabilidad 11 10 110 10 110 7 77 7 77
Mantenimiento 6 9 54 6 36 7 42 6 36
Resistencia
ambiental
14 10 140 8 112 7 98 6 84
Textura / Planitud 19 10 190 9 171 7 133 7 133
Manejo / Traslado 3 8 24 9 27 9 27 9 27
Eficiencia para
realizar
mediciones
22 10 220 8 176 6 132 7 154
Eficiencia para el
uso de
instrumentos de
medición
17 10 170 8 136 6 102 6 102
Total de criterios
ponderados
100.00 972 840 667 677
TABLA 34. Evaluación de características en implementos de trabajo.
3. Como parte de las recomendaciones de la estación de trabajo se sugiere implementar
en la misma área asignada un pintaron de 1mts X 2mts con el siguiente formato en
marcador impermeable, colocándose en el mismo pintaron 5 formatos (uno para cada
máquina)

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 81
Gráfica de Pre-control
Pieza:
Máquina
:
TURNO 1 TURNO 2 TURNO 3
Rojo
LES
Amarillo
Media
Verde
Amarillo
LEI Rojo
1 2 3 4 5 6 7 8 910 12 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10
Este formato tiene la función de mantener de manera visible a los departamentos de
manufactura y calidad el comportamiento por cada turno de las piezas inyectadas por día –
máquina y turno de tal manera que se puedan tomar decisiones en tiempo real por ambos
departamentos formulándose la Gráfica de Pre-Control al momento de realizarle las auditorias
de producto según se tiene programadas.
4. El tiempo estimado para la instalación de la estación de trabajo es de 8 días con fecha
programada para su inicio de funciones sin fixturas (bajo las autorizaciones requeridas
y con su aprobación) el día 26 de noviembre del año en curso.

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 82
Resultados:
� El indicador Cpk dimensional en el mes de Agosto de 2008 fue de 4%, es decir,
solo el 4% de las piezas inyectadas en ese mes se encontró dentro de las
especificaciones del cliente, para el mes de Diciembre de 2008 en indicador se
encontró en un 16%. El objetivo de 60% no fue alcanzado debido a las
justificaciones citadas anteriormente en las variables fuera de alcance.
� Se realizó una presentación final de este proyecto ante los departamentos de
calidad, manufactura EPP e ingeniería cuyo resultado fue la creación de un
circulo de calidad con la participación personal de las tres áreas con la primer
reunión programada para el día 6 de Enero de 2009.
� No es prudente realizar una aplicación de diseño de experimentos cuando hay
variables fuera del proceso que aun no se encuentran bajo control.
� Es necesario trabajar en los departamentos de calidad y manufactura en la
resistencia al cambio y los paradigmas que hacen referencia a que “el proceso
no se puede controlar”.
� Debe existir una firme convicción de no “maquillar” los resultados para que
estos den la apariencia de estar “bien”.
� Es compromiso de todos los involucrados crear conciencia de que el producto
terminado y enviado al cliente es una bomba potencial que repercutirá en
rechazos externos, multas, descalificación, y otras consecuencias en el sistema
de gestión de calidad.

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 83
Referencias bibliográficas
• Gonzalez, Carlos y Zeleny, Ramón (2007), “Metrología”. Mc-Graw Hill, México, 2a
Edición.
• Escalante, Edgardo J. (2007). “Seis-Sigma metodología y técnicas”. Limusa Noriega
Editores ASQ, México.
• Gutiérrez, H. y De la Vara, R (2008). “Análisis y diseño de experimentos”. Mc-Graw
Hill, México.
• Hodson, William K. (1996). “MAYNARD Manual del Ingeniero Industrial” Tomos I y II,
Mc-Graw Hill, México.
• Mundo Mitutoyo, N°160 Año XXII, Junio 2007.
• Mundo Mitutoyo, N°159, Año XXII, Marzo 2007.
Documentos en línea
• ITESCAM. (2009). http:www.itescam.edu.mx/principal/Repetibilidad+Reproducibilidad.
Recuperado el Enero de 2009;
http:www.itescam.edu.mx/principal/Repetibilidad+Reproducibilidad:
http://74.125.47.132/search?q=cache:GPK-
eUkVDSMJ:www.itescam.edu.mx/principal/sylabus/fpdb/recursos/r28900.DOC+Repetib
ilidad+Reproducibilidad&hl=es&ct=clnk&cd=6&gl=mx
• Wikipedia. (Enero de 2009). Wikipedia Español. Recuperado el Enero de 2009, de
http://es.wikipedia.org

Ingeniería Industrial ITSU
Silvia Teresa Pasos Vázquez 84
Glosario
Butilo: Cinta de color negro con adhesivo por ambas caras que tiene la función de sujetar la
pieza a la carrocería del vehículo.
Flashing: Porción de materia sobrante que sobresale irregularmente en los bordes o en la
superficie de un objeto cualquiera.
Checking Fixture: Equipo de medición que contiene la forma exacta de la pieza a medir, está
hecho a base de acero inoxidable y utiliza indicadores digitales para realizar la medición en
diferentes puntos de la pieza cuyos rangos pueden oscilar entre 3-0-(-3) milímetros.
Corvents: manguera del herramental que suministra el vapor proveniente de las calderas a la
máquina de inyección.