Regularizacion Metalurgica y Del Tonelaje de Tratamiento en La Planta de Flotacion Diferencial de...
18
8/13/2019 Regularizacion Metalurgica y Del Tonelaje de Tratamiento en La Planta de Flotacion Diferencial de Cobre Molibden… http://slidepdf.com/reader/full/regularizacion-metalurgica-y-del-tonelaje-de-tratamiento-en-la-planta-de-flotacion 1/18 1 REGULARIZACION METALURGICA Y DEL TONELAJE DE TRATAMIENTO EN LA PLANTA DE FLOTACION DIFERENCIAL DE COBRE MOLIBDENO DE ALUMBRERA- ARGENTINA. SUS IMPACTOS EN LA PRODUCCION Y LOS COSTOS OPERATIVOS Marcial Medina Xstrata Tintaya - Perú [email protected] Fabián Pérez, Roberto Montero, César Lujan, Gustavo Jaime, Mariana Chaile, Itati Gaspar Xstrata Bajo de la Alumbrera- Argentina [email protected] [email protected] [email protected] [email protected] [email protected] [email protected] TEMA: PROCESOS METALURGICOS AREA: OPERACIONES EN PLANTA Resumen El objetivo principal del presente trabajo fue estudiar la reología de la Pulpa, para entender su fenomenología, a un nivel de química de superficie y luego poder dar alternativas a los problemas que impiden poder operar en forma continua y a su capacidad de diseño la Planta de Flotación Diferencial de Cobre – Molibdeno. Desde inicios de la operación, el problema reológico de la pulpa, no permitía alcanzar el rango de Esfuerzo de Corte de 20 á 80 dynas /cm 2 , que es un parámetro de bombeo del minero ducto. En forma adicional presentaba una alta compactación que llevó a dejar en muchas ocasiones inoperativos los espesador. Se desarrollaron muchas investigaciones y Asesorías en todo este tiempo, que les permitió lograr trabajar a un 25% de la capacidad de la Planta con ciertos tipos de materiales, especialmente con el material fresco de mina, pero con materiales de stock, es decir los materiales con alteración no se podía operar, obligando a detener la Planta; trabajos que permitieron implementar la dosificación de un modificador reológico (WET), en la salida del circuito de flotación, luego se añadía ácido sulfúrico concentrado hasta pH de 3, buscando un potencial de -150 mv. Con la finalidad de eliminar los iones SH- residuales, convirtiéndolo en ácido sulfhídrico en un gran porcentaje, lo que obligaba a extremar las medidas de seguridad para proteger a los trabajadores, en forma adicional el ácido generaba gran corrosión de los equipos, que disminuía notablemente su disponibilidad mecánica, elevando el costo por su mantenimiento. Luego la pulpa ingresaba a un circuito de atricionamiento, implementado con la finalidad de mejorar el esfuerzo de corte. Después la pulpa ingresa a la etapa de espesamiento que está conformado por 2 espesadores en serie de 30 m de diámetro, en el traspaso de estos dos equipos se añade una segunda dosis del WET, como refuerzo a la primera dosis para estabilizar y/o levantar más el esfuerzo de corte, en este punto también se añadía hasta 50 m 3 /h de agua fresca con la finalidad de bajar la concentración de sulfatos. Completada la etapa de espesamiento, la pulpa es enviada a los tanques de almacenamiento, desde donde se bombea por el minero ducto que tiene una longitud de 320 Km. Hasta la Ciudad de Tucumán, donde se encuentra la etapa de Filtrado. Luego de un amplio programa de investigación a escala de laboratorio y pruebas a escala industrial, se definió una “nueva estrategia” de trabajo, la misma que separa la etapa de espesamiento y la de bombeo, optimizando los recursos para garantizar la operación de cada etapa, por lo que queda establecido que el esfuerzo de corte es un parámetro de bombeo y no de espesamiento y que la etapa de espesamiento sólo exige garantizar una baja o nula compactación de la pulpa. La investigación desarrollada nos permitió identificar 3 variables que estaban influyendo negativamente sobre la reología de la pulpa, las cuales son: a).- Iones residuales de SH - . b).- La Compactación de la Pulpa. c).- El Esfuerzo de Corte. La primera variable (a) identificada del estudio reológico de la pulpa, nos indicaba que deberíamos incluir una optimización Metalúrgica de la Planta de flotación de Molibdeno, en busca de optimizar el consumo de NaSH. Con este objetivo se implemento el agua de lavado en las columnas de flotación, lo que nos permitió trabajar a mayores niveles de espuma, logrando bajar aproximadamente 1kg/t en el consumo de NaSH en esta etapa, porque permitió trabajar a potenciales de -480 á -500 desde potenciales de -500 á -530 teniendo como beneficio adicional una mejora en la calidad del concentrado final de molibdeno, por el menor arrastre de partículas indeseables hacia el concentrado y un incremento notable en la producción, por la mayor evacuación de concentrado.
Transcript of Regularizacion Metalurgica y Del Tonelaje de Tratamiento en La Planta de Flotacion Diferencial de...

8/13/2019 Regularizacion Metalurgica y Del Tonelaje de Tratamiento en La Planta de Flotacion Diferencial de Cobre Molibden…
http://slidepdf.com/reader/full/regularizacion-metalurgica-y-del-tonelaje-de-tratamiento-en-la-planta-de-flotacion 1/18
1
REGULARIZACION METALURGICA Y DELTONELAJE DE TRATAMIENTO EN LA
PLANTA DE FLOTACION DIFERENCIALDE COBRE MOLIBDENO DE ALUMBRERA-
ARGENTINA. SUS IMP ACTOS EN LAPRODUCCION Y LOS COSTOS
OPERATIVOS
Marcial MedinaXstrata Tintaya - Perú
Fabián Pérez, Roberto Montero, CésarLujan, Gustavo Jaime, Mariana Chaile, Itati
GasparXstrata Bajo de la Alumbrera- Argentina
[email protected] [email protected]
[email protected] [email protected]
[email protected] [email protected]
TEMA: PROCESOS METALURGICOSAREA: OPERACIONES EN PLANTA
Resumen
El objetivo principal del presentetrabajo fue estudiar la reología de la Pulpa,para entender su fenomenología, a un nivelde química de superficie y luego poder daralternativas a los problemas que impidenpoder operar en forma continua y a sucapacidad de diseño la Planta de FlotaciónDiferencial de Cobre – Molibdeno.
Desde inicios de la operación, elproblema reológico de la pulpa, no permitíaalcanzar el rango de Esfuerzo de Corte de20 á 80 dynas /cm
2, que es un parámetro de
bombeo del minero ducto. En formaadicional presentaba una alta compactaciónque l levó a dejar en muchas ocasionesinoperativos los espesador.
Se desarrollaron muchasinvestigaciones y Asesorías en todo estetiempo, que les permitió lograr trabajar a un25% de la capacidad de la Planta con
ciertos tipos de materiales, especialmentecon el material fresco de mina, pero conmateriales de stock, es decir los materialescon alteración no se podía operar,obligando a detener la Planta; trabajos quepermitieron implementar la dosificación deun modificador reológico (WET), en lasalida del circuito de flotación, luego seañadía ácido sulfúrico concentrado hastapH de 3, buscando un potencial de -150 mv.Con la finalidad de eliminar los iones SH-residuales, convirtiéndolo en ácidosulfhídrico en un gran porcentaje, lo que
obligaba a extremar las medidas deseguridad para proteger a los trabajadores,en forma adicional el ácido generaba grancorrosión de los equipos, que disminuía
notablemente su disponibil idad mecánica,elevando el costo por su mantenimiento.
Luego la pulpa ingresaba a uncircuito de atricionamiento, implementadocon la finalidad de mejorar el esfuerzo decorte.
Después la pulpa ingresa a la etapade espesamiento que está conformado por2 espesadores en serie de 30 m dediámetro, en el traspaso de estos dosequipos se añade una segunda dosis delWET, como refuerzo a la primera dosis paraestabil izar y/o levantar más el esfuerzo decorte, en este punto también se añadíahasta 50 m
3/h de agua fresca con la
finalidad de bajar la concentración desulfatos.
Completada la etapa deespesamiento, la pulpa es enviada a lostanques de almacenamiento, desde dondese bombea por el minero ducto que tieneuna longitud de 320 Km. Hasta la Ciudad deTucumán, donde se encuentra la etapa deFiltrado.
Luego de un amplio programa deinvestigación a escala de laboratorio ypruebas a escala industrial, se definió una“nueva estrategia” de trabajo, la misma quesepara la etapa de espesamiento y la debombeo, optimizando los recursos paragarantizar la operación de cada etapa, porlo que queda establecido que el esfuerzo decorte es un parámetro de bombeo y no deespesamiento y que la etapa deespesamiento sólo exige garantizar unabaja o nula compactación de la pulpa.
La investigación desarrollada nospermitió identif icar 3 variables que estabaninfluyendo negativamente sobre la reologíade la pulpa, las cuales son:
a).- Iones residuales de SH-.
b).- La Compactación de la Pulpa.c).- El Esfuerzo de Corte.
La primera variable (a) identif icadadel estudio reológico de la pulpa, nosindicaba que deberíamos incluir una
optimización Metalúrgica de la Planta deflotación de Molibdeno, en busca deoptimizar el consumo de NaSH. Con esteobjetivo se implemento el agua de lavadoen las columnas de flotación, lo que nospermitió trabajar a mayores niveles deespuma, logrando bajar aproximadamente1kg/t en el consumo de NaSH en estaetapa, porque permitió trabajar apotenciales de -480 á -500 desdepotenciales de -500 á -530 teniendo comobeneficio adicional una mejora en la calidaddel concentrado final de molibdeno, por el
menor arrastre de partículas indeseableshacia el concentrado y un incrementonotable en la producción, por la mayorevacuación de concentrado.

8/13/2019 Regularizacion Metalurgica y Del Tonelaje de Tratamiento en La Planta de Flotacion Diferencial de Cobre Molibden…
http://slidepdf.com/reader/full/regularizacion-metalurgica-y-del-tonelaje-de-tratamiento-en-la-planta-de-flotacion 2/18
2
De igual modo se cambió puntos deadición de NaSH desde el circuito deflotación hacia los tanquesacondicionadores intermedios, que recibenel concentrado rougher y el concentrado dela primera limpieza, trabajo que dio unbenefició, pero que se espera de mayoresahorros de consumo del NaSH, con laimplementación de acondicionadores másapropiados (implementados con agitación ycerrados) que permitan alcanzar mayorestiempos de residencia.
Una vez que se implementó loscambios que nos permitieron ahorrar 1 Kg./t de NaSH aproximadamente. Se instaló unsensor de mv. En el últ imo banco rougher ladata recopilada nos indicaba quedeberíamos implementar alguna estrategiapara oxidar los iones residuales de SH-, porlo que se determinó la implementación deaire inyectado a baja presión, con esteobjetivo se abrió el últ imo banco rougherpara aprovechar la auto succión de aire delmedio ambiente de las celdas Wemcoconsiderando que el circuito de flotacióndiferencial de Cu/Mo, trabaja con celdascerradas, para flotar con aire recirculado.
Este cambio permitió eliminar lapresencia de iones SH
- de la pulpa por su
oxidación a S2O3= o Poli sulfuros.Para evitar la compactación luego de
un amplio programa de investigación sedefinió la implementación del Sil icato deSodio en el Tanque acondicionador deácido sulfúrico (TK100) a una dosis inicialde 600 g/t, luego del seguimiento yevaluación se fue optimizando la dosishasta alcanzar los 300 g/t.
Queda trabajando con la dosis demodificador reológico en el traspaso delespesador 330 al 360 y en la alimentacióndel 360 se implemento la dosificación de calpara regular el pH, esta implementación sedefinió en base a los resultados obtenidoscon la prueba industrial en la que se evalúoel uso de cal. Los beneficios que aportaeste cambio son, que mejora el esfuerzo decorte y ayuda a disminuir la concentración
de sulfatos. Adicional se eliminó el uso delácido sulfúrico de la cola del circuito deflotación diferencial y el modificadorreológico.
La “nueva estrategia”, estarácompletada una vez que se elimine el usodel modificador reologico en el traspaso delos espesadores y de la cal del espesador360. Quedando como único punto dedosificación en los tanques de bombeo, conla estrategia siguiente.
Llenar el tanque de bombeo conconcentrado de cobre, una vez alcanzado
su tope, tomar la muestra y realizar laprueba de reología y por sulfatos si amboscumplen los requerimientos de la etapa debombeo, la pulpa debe ser bombeada. Si elesfuerzo de corte es muy bajo empezar a
evaluar con cal hasta pH de 11 comomáximo, si con este procedimiento sealcanza los rangos de esfuerzo de corte, lapulpa debe ser bombeada y si aún faltalevantar el esfuerzo de corte evaluar condosificaciones de modificador reológico,empezando con dosis de 50 ppm, luego decolocar cal para que ayude a controlar lossulfatos.
Todos los cambios implementadospermitieron alcanzar varios beneficios muyimportantes como, La operación continua dela Planta, Incremento del tonelaje detratamiento l legándose a absorber toda laproducción de la Planta de Cobre, que esees el enfoque de diseño en cuanto acapacidad de tratamiento de la Planta deMolibdeno.
El trabajo permitió el ahorro enconsumo de los reactivos principales comoácido sulfúrico, sulfhidrato de sodio ymodificador reologico.
Debemos resaltar así mismo losbeneficios desde el punto de vista deseguridad y ambiental, ya que laeliminación del uso de ácido sulfúrico de lacola del circuito de flotación disminuyódrásticamente la generación de gassulfhídrico del área de trabajo desde rangosde 20 á 100 ppm, hasta niveles inferiores a5 ppm. Menor exposición a riesgoslaborales al ser eliminado el uso de ácidode la cola, los equipos ya no se deterioranpor corrosión y aumentaron sudisponibil idad mecánica. Ahorro de 30 á 40m3/h de agua fresca que se usaba parabajar la concentración de sulfatos, en vistaque ahora al haberse eliminado el uso delácido el rango de pH de la pulpa subió depH 5.5 a pH 10, por lo que la c oncentraciónde sulfatos, disminuyó significativamente.
El impacto económico de todos loscambios que se implementaron en eltranscurso del proyecto, pueden serestimados en:
Concepto Dólares / mes
Ahor ro en reac tivos 50 0,00 0
Los mismos que deben irincrementándose a medida que se vayacompletando la implementación de la“nueva estrategia” y se pueda ir teniendomás data para ver el impacto del ahorro porel concepto de mantenimiento por la mayordisponibil idad de los equipos, pero el mayorimpacto económico se dará principalmentepor el incremento notable en la producciónde concentrados de molibdeno, los quedeben reflejarse en los costos de
producción y la utilidad de la Planta deflotación de Molibdeno.

8/13/2019 Regularizacion Metalurgica y Del Tonelaje de Tratamiento en La Planta de Flotacion Diferencial de Cobre Molibden…
http://slidepdf.com/reader/full/regularizacion-metalurgica-y-del-tonelaje-de-tratamiento-en-la-planta-de-flotacion 3/18
3
1.-Introducción
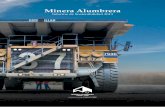
Minera Alumbrera Ltda., compañíaperteneciente al grupo Xstrata PLC, operaen Bajo de la Alumbrera, Provincia deCatamarca, uno de los principalesyacimientos metalíferos del mundo que seexplota a cielo abierto, produciendoconcentrados de cobre y molibdeno.En Cruz del Norte, Provincia de Tucumán,se encuentra ubicada la Planta de Filtros,en la cual se efectúa el f i l trado de la pulpapara su posterior envío por tren haciapuerto. Para ello, dispone de unmineraloducto de 320 Km. de longitud, quetransporta la pulpa del concentrado final deCu, desde la planta de molibdeno hasta laPlanta de Filtros. El concentrado de Cobrese envía por el mineraloducto hacia laplanta de fi l tros, pero al pasar previamentepor la planta de flotación diferencial deCobre-Molibdeno, para recuperar elMolibdeno, se producen cambios en laquímica superficial y reología de la pulpa,que provocan una fuerte caída del esfuerzode corte que impide su transporte.
El presente trabajo consistió en estudiar laforma de neutralizar estos cambiosreológicos en el concentrado de Cu, paraasegurar su transporte por el mineraloductosin que se produzcan precipitaciones quepongan en riesgo la operatividad del mismo.El cambio reológico que se produce en elconcentrado de Cu, originados durante suprocesamiento en la planta de molibdenohan l legado a una situación tan crít ica queno solo dif iculta su traslado, sino que afectasustancialmente la operación normal de laplantaLlegando a producir enclavamiento de losespesadores y la consecuente salida deservicio de la misma. El parámetro másrepresentativo para caracterizar elproblema, es el esfuerzo de corte (“ shearyield stress”), el cual mediante medicionesreológicas realizadas en terreno, ha
mostrado una disminución hasta un valorinferior al crít ico, para un bombeo normalde la pulpa (20 dinas/cm2) ysimultáneamente un aumento en lavelocidad de sedimentación de laspartículas.
Al haber sid o id enti f ic ad o al NaSH y alácido sulfúrico como los principalesresponsables de los cambios reológicosnegativos, se consideró como prioritario,iniciar el estudio, buscando las alternativaspara disminuir la dosis de ambos reactivospor lo que se decidió poner como alcance
del trabajo la optimización Metalúrgica y demanejo reologico de la Pulpa paragarantizar el trabajo adecuadoDe los espesadores y su transporte por el
mineraloducto.
2.- Objetivos
2.1.- Estudiar la reología de la pulpa, a unnivel de química de superficie, paradeterminar las causas que no permiten quela pulpa, alcance los parámetros de bombeoy que causan la excesiva compactación.
2.2.- Definir una solución a escala delaboratorio, la cual debe ser validada conpruebas industriales e implementarla enplanta, La estrategia debe garantizar lacontinuidad de la operación de la Planta deflotación de Molibdeno con cualquier t ipo demineral y que no presente compactación lapulpa.
2.3.-Llegar a garantizar el procesamientode toda la producción de la planta de cobreen la planta de flotación diferencial decobre molibdeno
3.- Colección de datos
El concentrado de Cu-Mo desde laPlanta de Cobre puede ser tra nsportado porel concentraducto sin problemas, pero sipasa previamente por la planta demolibdeno ocurren cambios en la químicainterfacial y reología de la pulpa, quedificultan su transporte.El parámetro más representativo paracaracterizar el problema, es el esfuerzo decorte (“shear yield stress”), el cual mediantemediciones reológicas realizadas enterreno, ha mostrado una disminución hastaun valor inferior al crít ico, para un bombeonormal de la pulpa (20 dinas/cm
2) y
simultáneamente se incrementa la velocidadde sedimentación de las partículas, creandoproblemas en la etapa de espesamiento ysu transporte por el mineraloducto.La solución implementada con el uso deácido en las colas y modificador reológico(WET), no permite trabajar a capacidadtotal y tampoco procesar todos los tipos de
materiales; el uso del ácido genera elincremento de la concentración de sulfatos,el cual dif iculta la operación en la etapa deespesamiento, porque se necesita realizarun lavado con agua fresca, para bajar elcontenido de sulfatos y adicional en laPlanta de Filtrado la alta presencia desulfatos exige un tratamiento especial paracumplir con las regulaciones ambientales.El uso de ácido sulfúrico concentrado en lascolas origina dos condiciones no deseadasen seguridad, la generación de ácidosulfhídrico y la corrosión de los equipos.
En la Figura 1, se muestra el modelo dereporte de las pruebas de esfuerzo de corteen el VT550, en el mismo se puede ver elefecto negativo del reactivo depresanteNaSH, sobre el esfuerzo de corte.

8/13/2019 Regularizacion Metalurgica y Del Tonelaje de Tratamiento en La Planta de Flotacion Diferencial de Cobre Molibden…
http://slidepdf.com/reader/full/regularizacion-metalurgica-y-del-tonelaje-de-tratamiento-en-la-planta-de-flotacion 4/18
4
Figura 1: Modelo de reporte de las pruebas de Esfuerzo de corte en el VT550.
Tabla 1: Parámetros de la etapa de bombeo
Esfuerzo de corte(dynas/cm
2)
20-80
Viscosidad (Cp) Max. 20
% de sólidos 58 – 6 4
Gran + 100 # (%) Max. 0.80
Gran + 400 # (%) 65 – 7 5
Gravedad Específica 4.0
En la tabla 1, se muestra losparámetros establecidos y exigidos por la Etapa de bombeo del minero ducto,
para garantizar su normal operación.
4.-Presentación y discusión deresultados
El trabajo desarrollado a escala delaboratorio, buscando generar alternativas yconfirmando hipótesis que nos fuimos
planteando durante el t iempo que duró eltrabajo, lo clasif icaremos en dos grupos:
- Investigación Reológica.
- Investigación Metalúrgica.
Durante el desarrollo de las pruebas aescala de laboratorio, se usaron muchosequipos, siendo los más principales, el
VT550 para determinar la viscosidad y elesfuerzo de corte de la pulpa y la celda deflotación, implementada con paleteoautomático.

8/13/2019 Regularizacion Metalurgica y Del Tonelaje de Tratamiento en La Planta de Flotacion Diferencial de Cobre Molibden…
http://slidepdf.com/reader/full/regularizacion-metalurgica-y-del-tonelaje-de-tratamiento-en-la-planta-de-flotacion 5/18
5
4.1.- Investigación Reológica.
4.1.1.- Pruebas con Aire y Cal
En la Tabla 2, se muestra los resultados dediversas pruebas desarrolladas, la pruebaen blanco es la que se realizó con la pulpaque l lega de la concentradora, a esta luegose aplica ácido sulfúrico, en seguida seaplica Sulfhidrato de sodio, que son los dosreactivos principales usados en el proceso.Luego para mejorar el esfuerzo deterioradopor ambos reactivos se aplica primero aire yen seguida la cal.
Se usa el aire para oxidar los ionesresiduales de SH- y luego se aplica cal paralevantar el pH y mejorar el esfuerzo decorte. En la Tabla 2, se muestra el beneficiodel uso del aire ya que después de habersedeteriorado el esfuerzo de corte de la pulpacon acido y NaSH, se logra recuperarlo a suvalor original e incluso mejorarloligeramente. Luego se muestra el beneficiode la cal para el esfuerzo de corte que logramás que duplicar el esfuerzo de corterespecto al valor original, al Modificar el pHcon cal luego de inyectar el aire.
Tabla 2: Resultados alcanzados con el uso de H 2SO 4, NaSH, Aire y Cal
pH Esfuerzo Corte(dynas /cm
2)
Viscosidad (Cp.) Sólido (%) mv.
Prueba Blanco 9.4 66.6 15.1 64.8 -42
Más H2SO 4 6.7 33.8 14.7 64.7 134
Más NaSH 9.7 9.4 14.5 64.9 -502
Más Aire 10 69.7 18.6 65.2 -25
Más cal 11 139 21.7 65.3 -64
4.1.2.- Pruebas de Evaluación del Dióxidode carbono.
Se desarrolló un grupo de pruebas,con la finalidad de determinar en formacomparativa el beneficio y los daños quecausa tanto el dióxido de carbono así comoel ácido sulfúrico, en el esfuerzo de corte yla viscosidad de la pulpa, para estas
Pruebas se aplicó cada uno de los r eactivossobre una pulpa en blanco (que es la pulpaque l lega desde la planta concentradora, esdecir viene hacer el concentrado colectivo).En la Tabla 3, se muestra el efecto del CO 2 y del ácido sulfúrico sobre el esfuerzo decorte. En los resultados mostrados sepuede apreciar que el CO 2 deteriora más omenos en un 25% el valor del esfuerzo decorte. Mientras que el uso del ácidoSulfúrico deteriora el esfuerzo de corte enun 50% aproximadamente, desde su valororiginal.
Tabla 3: Resultados comparativos para el uso del CO2 y H2SO 4
pH Esfuerzo Corte(dynas /cm2)
Viscosidad (cP) Sólidos (%) ORP(mv.)
PruebaBlanco
10.6 44.2 12.1 65.0 -140
Prueba conCO 2
7.3 32.1 12.6 65.3 141
Prueba conH2SO4
7.2 26.4 12.8 65.6 151
4.1.3.- Pruebas con Peróxido de Oxígeno
Se desarrolló un grupo de pruebaspara evaluar el efecto del peróxido deoxígeno versus el aire, ambas pruebas
fueron realizadas con pulpa de concentradocolectivo. De los resultados mostrados enlas Tablas 4 y 5, podemos comentar que el

8/13/2019 Regularizacion Metalurgica y Del Tonelaje de Tratamiento en La Planta de Flotacion Diferencial de Cobre Molibden…
http://slidepdf.com/reader/full/regularizacion-metalurgica-y-del-tonelaje-de-tratamiento-en-la-planta-de-flotacion 6/18
6
uso del aire es más beneficioso, en vistaque al esfuerzo de corte lo daña en menorproporción que cuando se usa peróxido deoxígeno. Respecto a la viscosidad, nopresentan casi ninguna diferencia.
Las pruebas también fueronevaluadas por sulfatos, es importantecomentar, que además de buscar unasolución para que la planta de flotación
diferencial de Cobre-Molibdeno trabaje enforme continua y pueda procesar cualquiertipo de material, estamos tambiénconsiderando como objetivo, disminuir lapresencia de sulfatos en la pulpa que viajapor el minero ducto, en vista que luego deser fi l trada en la Planta de fi l trado enTucumán, las aguas deben ser vertidas a unarroyo, cumpliendo las normas vigentes.
Tabla 4: Resultados comparativos del uso del H 2O2 y del Aire
pH Esfuerzo Corte(dynas /cm2)
Viscosidad(cP)
Sólidos (%) ORP (mv.)
Prueba conH2O2
8.2 17.3 22.3 64.1 34
Prueba con Air e
10.1 27.6 22.1 63.9 -323
Tabla 5: Resultados de sulfatos y esfuerzo de corte.
Conductividad Sulfatos Esfuerzo deCorte
Prueba conH2O2
8950 5100 17.3
Prueba con Air e
8530 4500 27.6
4.1.4.- Pruebas con Silicato de sodio.
Con el programa de pruebas desarrolladasusando el si l icato de sodio, se comprobó su
eficacia para evitar la compactación de la
pulpa, por lo que se programo su posteriorevaluación metalúrgica, con pruebas de
flotación
4.2.- Investigación Metalúrgica.
Conformado básicamente por pruebas deflotación. Para desarrollar las pruebas deflotación, se implementó una celda delaboratorio con paleteo automático, con lafinalidad de minimizar los errores, que se
originan por el factor humano, durante eldesarrollo de las pruebas.
4.2.1.- Pruebas de Evaluación del Silicato de Sodio
Figura 2: Recuperaciones comparativas con y sin si l icato.

8/13/2019 Regularizacion Metalurgica y Del Tonelaje de Tratamiento en La Planta de Flotacion Diferencial de Cobre Molibden…
http://slidepdf.com/reader/full/regularizacion-metalurgica-y-del-tonelaje-de-tratamiento-en-la-planta-de-flotacion 7/18
7
Figura 3: Leyes de concentrado con y sin si l icato.
De los datos mostrados en las Figuras 2 y3 se puede concluir que el uso del si l icatoes beneficioso desde el punto de vista
metalúrgico en el proceso de flotacióndiferencial de Cobre- Molibdeno.
4.2.2.- Pruebas de evaluación del tiempo de acondicionamiento del NaSH
Figura 4: Efecto del t iempo acondicionamiento del NaSH sobre la Recuperación.
Figura 5: Efecto del t iempo de acondicionamiento del NaSH sobre la Ley.

8/13/2019 Regularizacion Metalurgica y Del Tonelaje de Tratamiento en La Planta de Flotacion Diferencial de Cobre Molibden…
http://slidepdf.com/reader/full/regularizacion-metalurgica-y-del-tonelaje-de-tratamiento-en-la-planta-de-flotacion 8/18
8
De los datos mostrados en las Figuras 4 y5, podemos comentar que las pruebasrealizadas a 15 minutos, dan los mejores
resultados, en vista que alcanza lasmenores recuperaciones de loscontaminantes y la mejor ley de Molibdeno.
4.2.3.- Pruebas para evaluar la Flotación.
Figura 6: Efecto sobre la recuperación.
Figura 7: Efecto sobre la ley del concentrado.
En las Figuras 6 y 7 se muestran losresultados de 3 pruebas de flotación , lascuales tienen las características de que laP-1 es una prueba estándar, la P-2 es unaprueba en la cual se uso sil icato de sodio yla P-3 se uso sil icato de sodio y adicional
se bajo el pH de flotación a pH 8.5. De losresultados es de resaltar que el uso delsil icato vuelve a indicar que es beneficiosopara la metalurgia en la planta de flotaciónde molibdeno, la prueba P-3 indica quemejora la recuperación de molibdeno, perotiende también a subir l igeramente larecuperación de Cu, Fe e insolubles
4.3- Pruebas a Escala Industrial
4.3.1.-Implementación de agua de lavadoen las celdas columnas
La implementación del agua de lavado enlas celdas columnas, permitió trabajar amenores potenciales (mv.) en el circuito delimpieza, permitiendo un ahorro en ladosificación de NaSH y el otro beneficio fuela disminución drástica de la presencia de
gas sulfhídrico, desde valores de 20 á 100ppm hasta valores inferiores a 5 ppm en elárea de trabajo En la Figura 8, se puede verla tendencia positiva de la ley delconcentrado final de molibdeno, luego quese implemento el agua de lavado en lasceldas columnas, el cambio se realizó el 10de Marzo del 2010. El beneficio adicionaldesde el punto de vista de la producción,fue que se alcanzó una mayor evacuaciónde concentrado final beneficiando laproducción diaria.

8/13/2019 Regularizacion Metalurgica y Del Tonelaje de Tratamiento en La Planta de Flotacion Diferencial de Cobre Molibden…
http://slidepdf.com/reader/full/regularizacion-metalurgica-y-del-tonelaje-de-tratamiento-en-la-planta-de-flotacion 9/18
9
Figura 8: Tendencia de la ley del concentrado final
4.3.2.-Implementación de Puntos dedosificación de NaSH en los TanquesAcondicionadores Intermedios En base a los resultados alcanzados conlas pruebas a escala de laboratorio, en lacual se determinó el beneficio del t iempo deacondicionamiento se paso un porcentajede la dosis del reactivo depresante que sedosificaba en el circuito de flotación a lostanques acondicionadores intermedios, conla finalidad de mejorar la eficienciametalúrgica y disminuir la dosis del NaSH
4.3.3.- Prueba de Implementación del Airecomo oxidante
En base a los resultados alcanzados enlaboratorio, en la evaluación del uso deaire, como oxidante de los iones residualesSH-, se procedió a implementar en elcircuito de flotación. Para lo cual seprocedió a abrir las ventanas de un bancode flotación (las celdas de flotación son dela marca Wemco, es decir son de autosucción), debemos indicar que la flotacióndiferencial de cobre molibdeno se realiza enceldas cerradas, recirculando el aire, parabajar el consumo de NaSH
Tabla 6: Resultados de la prueba industrial con aire auto s uccionado.
pH Esfuerzo Corte (dynas /cm ) Viscosidad (cP) Sólidos (%) ORP(mv.)
Efecto deH2SO4 yNaSH
9.7 9.4 14.5 64.9 -50.2
Efecto del Aire
10.5 69.7 18.6 65.2 -25.1
El efecto positivo del aire sobre elEsfuerzo de corte para el t ipo de pulpa quese uso en este grupo de pruebas es muy
positivo. La evaluación en Planta confirmó,la eficacia del uso del aire para mejorar elesfuerzo de corte de la pulpa.

8/13/2019 Regularizacion Metalurgica y Del Tonelaje de Tratamiento en La Planta de Flotacion Diferencial de Cobre Molibden…
http://slidepdf.com/reader/full/regularizacion-metalurgica-y-del-tonelaje-de-tratamiento-en-la-planta-de-flotacion 10/18
10
Figura 9: Diferencia entre las aguas fi l tradas dela pulpa de los relaves antes y después de
implementar el aire para la oxidación
En la Figura 9, se puede ver ladiferencia en la calidad del agua fi l trada delas colas del circuito de flotación diferencialde Cobre-Molibdeno, la de color amaril lo esel agua filtrada sin oxidación y el aguablanca es luego de la oxidación con aire, esun indicativo visual de la oxidación de losiones residuales SH- con la inyección deaire, convirtiéndolos en S2O3= o Polisulfuro
4.3.4.- Pruebas para evaluar el efecto dela Cal
En la Figura 10, se observa losresultados recopilados durante la pruebarealizada con cal en la planta, donde sepuede observar claramente el efectoexponencial de la cal sobre el esfuerzo decorte y la viscosidad. En la Figura 11 seaprecia la gran disminución en laconcentración de sulfatos, por el uso de lacal en la pulpa. Pasando de unaconcentración de 2500 ppm a 360 ppmdurante la prueba, esta medida fuedeterminada en la descarga del esperador330, que recepciona la cola del circuito deflotación diferencial de cobre-molibdeno.
Figura 10: Efecto del pH sobre el esfuerzo de corte
0
50
100
150
200
250
300
0 5 10 15
pH
E.C.
Viscosidad

8/13/2019 Regularizacion Metalurgica y Del Tonelaje de Tratamiento en La Planta de Flotacion Diferencial de Cobre Molibden…
http://slidepdf.com/reader/full/regularizacion-metalurgica-y-del-tonelaje-de-tratamiento-en-la-planta-de-flotacion 11/18
11
Figura 11: Muestra los datos de la concentración de sulfatos.
4.3.5- Pruebas para evaluar el efecto del silicato de sodio.
Tabla 7: Datos de la Prueba con sil icato
Condición pHORP(mv)
Esfuerzo de corte(dynas/cm
2)
Viscosidad(cP) %S
P-1Cola con sil icato-aireación
y sin wet6.58 -43.3 17.8 14.5 65.17
P-2Cola flotación con sil icato-aireación y sin acido - wet
11.26 -100.1 51.5 15.9 65.07
P-3 A la pulp a de P-2 se ba ja
con H2SO 4 a pH 5.56.1 -22 14.4 14.8 65.28
En la Tabla 7, se muestra los resultados de
tres condiciones probadas durante laspruebas en planta, la prueba P-1, indicaque se trabajo adicionando sil icato de sodioen el tanque de acondicionamiento de ácidoa una dosis de 600 g/t, con la aireación enel último banco de flotación y sinmodificador reológico en las colas deflotación, los resultados en estascondiciones indican que la pulpa nopresentó compactación y que el esfuerzo decorte alcanzó un valor de 17.Los datos de las pruebas P-2 y P-3 indicanque el uso del ácido en las colas es
perjudicial para el esfuerzo de corte y queno es necesario la dosis del modificadorreológico en las colas del circuito deflotación.
En base a estos resultados se definió una
“nueva estrategia” para ser implementadaen la planta, la que indica que el Esfuerzode corte no es una variable de la etapa deespesamiento y que la operación de losespesadores solo exige que la pulpa nopresente compactación o que esta seamínima de tal manera que no ponga enriesgo la operación de los espesadores. Porlo que se definió la eliminación del uso delácido sulfúrico de las colas y la dosificacióndel modificador reológico. Implementando eluso de cal en el espesador 360, paraayudar a mantener o mejorar el esfuerzo de
corte y disminuir la concentración desulfatos.

8/13/2019 Regularizacion Metalurgica y Del Tonelaje de Tratamiento en La Planta de Flotacion Diferencial de Cobre Molibden…
http://slidepdf.com/reader/full/regularizacion-metalurgica-y-del-tonelaje-de-tratamiento-en-la-planta-de-flotacion 12/18
12
4.4.- Diagrama de flujo de la Planta de Flotación de Molibdeno.
Figura 12: Condiciones de operación d el circuito antes de los cambios implementados.
La lógica de trabajo implementada en basea muchos estudios anteriores, consistía enlevantar el esfuerzo de corte desde lasalida del circuito de flotación, con elmodificador reológico, luego se bajaba elpH con ácido sulfúrico á un pH de 5.5, conla finalidad de eliminar los iones residualesSH-, acción que generaba gran cantidad deácido sulfhídrico en el área de trabajo y asímismo incrementaba la concentración desulfatos en la pulpa. Luego en el traspasode los espesadores 330 al 360 se Usaba 40m
3 de agua fresca para lavar los sulfatos y
adicional se dosificaba modificador
reológico para levantar el esfuerzo de corte.La estrategia con la que venían trabajandono garantizaba la operación continua de laplanta, tampoco el procesamiento de todoslos tipos de minerales, por lo que la Plantatrabajaba al 25% de su capacidad, Laspruebas desarrolladas a escala delaboratorio e industrial, nos fueronmostrando cada uno de los problemas queperjudicaban la operación de la Planta, paralos cuales, fuimos dando soluciones.La lógica de trabajo antigua se muestra enla Figura 12.
Figura 13: Cambios implementados en el circuito
WET
ACIDO
WET
Espesador 330 Espesador 360
Tanquesde
bombeo
Circuito de flotación
Acondicionadorde ácido
Atricionadores
CAL
WET
ACIDO
WET

8/13/2019 Regularizacion Metalurgica y Del Tonelaje de Tratamiento en La Planta de Flotacion Diferencial de Cobre Molibden…
http://slidepdf.com/reader/full/regularizacion-metalurgica-y-del-tonelaje-de-tratamiento-en-la-planta-de-flotacion 13/18
13
Luego del programa de pruebas eimplementaciones, la planta fue modificadaa las siguientes condiciones, primero seimplemento el aire en el cuarto grupo delcircuito de flotación, para poder oxidar losiones residuales de SH-, luego se cortó ladosificación del modificador reológico de lacola del circuito de flotación, y de igualmodo se hizo con el ácido sulfúrico.
Ad ic io nal se im pl em en tó com o reacti vosnuevos en el proceso a la cal en elespesador 360 y el silicato de sodio en elTK100, que es el acondicionador de ácidosulfúrico. Queda la dosificación de wet en eltraspaso del espesador 330 al 360.Estanueva lógica de trabajo se muestra en laFigura13.
5.- Análisis de Resultados Alcanzados en Planta
Figura 14: Implementaciones realizadas en la planta
El trabajo se empezó a desarrollar enSeptiembre del 2010, con las primeraspruebas en el laboratorio y se concluyó en
el mes de Abril del 2011, durante esteperíodo se hizo varias implementaciones ycambios importantes en la operación ylógica de control de la Planta de flotacióndiferencial de cobre molibdeno. En la Figura14 se muestra las implementaciones másimportantes realizadas y su impacto en eltonelaje de tratamiento, las principalesfueron, en el mes de Noviembre seimplementó la oxidación del los ionesresiduales SH-, para lo cual se abrió lasventanas de un banco de flotación, en elmes de Marzo se Implementó el agua de
lavado en las celdas columna, con grandesbeneficios en la ley del concentrado,disminuyendo los contaminantes porarrastre e incrementando notablemente laproducción por la mayor evacuación deconcentrado final, adicional se alcanzó unahorro importante en la dosis de reactivodepresante (NaSH) y el área de trabajo selibero del ácido sulfhídrico desde valores de100 ppm hasta menos de 5 ppm. El otrotrabajo importante realizado en formaparalela fue el cambio de un porcentaje deLa dosis del reactivo depresante del circuito
de flotación hacia los tanquesacondicionadores intermedios, acción quepermitió un ahorro en el consumo de NaSH.
En el mes de Marzo se implemento el usodel si l icato de sodio como reactivoestándar, determinándose como punto de
dosificación el tanque acondicionador deácido sulfúrico a una dosis inicial de 600g/t, luego fue optimizado a 300 g/t, con estecambio se garantizó que la pulpa nopresente compactación. En forma paralelase eliminó el uso del ácido sulfúrico de lacola del circuito de flotación, cambio queeliminó la exposición a la corrosión de losequipos, también se eliminó la presencia deácido sulfhídrico en esta área y laconcentración de sulfatos disminuyo por elmayor pH de trabajo. Con el uso del si l icatose dio las condiciones para que la pulpa
tenga mejores propiedades para lasedimentación y permitió que se elimine ladosificación del modificador reológico de lacola del circuito de flotación. Quedandosolo como punto de dosificación el traspasodel espesador 330 al 360.Se eliminó también el uso de agua frescaen el traspaso del espesador 330 al 360para el lavado de sulfatos, por ladisminución en la concentración de lossulfatos que se dio por los mayores pH detrabajo. Finalmente en base a las pruebasde laboratorio y de planta se implementó el
uso de cal en el espesador 360, paraayudar a mejorar o estabil izar el esfuerzode corte y disminuir la concentración desulfatos.
Optimización NaSH
Implementación
oxidación SH- Parada
programada

8/13/2019 Regularizacion Metalurgica y Del Tonelaje de Tratamiento en La Planta de Flotacion Diferencial de Cobre Molibden…
http://slidepdf.com/reader/full/regularizacion-metalurgica-y-del-tonelaje-de-tratamiento-en-la-planta-de-flotacion 14/18
14
Figura 15: Tendencia del tonelaje de tratamiento en la Planta.
En la Figura 15, se muestra la tendencia deltonelaje de tratamiento en la Planta demolibdeno, las barras de color rojo indicanla tendencia antes de los cambios que serealizaron y las barras verdes indican latendencia alcanzada luego del primercambio importante que se hizo en la plantaen el mes de Noviembre, con laimplementación de la oxidación de los ionesSH- con aire. Se debe indicar que elmáximo tonelaje alcanzado en el mes de
Ab ril es tuvo l im it ad o por la producción de laplanta concentradora, ya que la planta demolibdeno tenía las condiciones para seguirincrementando el tonelaje de tratamiento.
Figura 16: Tendencia de la producción de concentrado de molibdeno
Los datos de la Figura 16, Se debe analizarcon los mismos criterios indicados para laFigura 15, la tendencia e incremento de la
producción alcanzada luego del mes deNoviembre es muy significativa eimportante, destacando la producción del
mes de Abril en el que se alcanzó 390toneladas de concentrado de molibdeno enla producción, siendo la mejor producción
alcanzada, desde la inauguración de laplanta.

8/13/2019 Regularizacion Metalurgica y Del Tonelaje de Tratamiento en La Planta de Flotacion Diferencial de Cobre Molibden…
http://slidepdf.com/reader/full/regularizacion-metalurgica-y-del-tonelaje-de-tratamiento-en-la-planta-de-flotacion 15/18
15
Figura 17: Comparación de los promedios antes y después de las implementaciones en planta
En la Figura 17, se muestra en formacomparativa, el promedio de la producciónmensual de antes y después que sehicieron los cambios, debemos señalar queel promedio del antes que corresponde a labarra roja, solo considera los meses quetrabajo la planta, ya que si se considera losmeses parados la media bajaría más. La
barra verde corresponde al después, el cualirá en aumento en vista que la influencia dela mayor producción como se puedeobservar en la tendencia de la Figura 16,irá incrementando el promedio de laproducción.
Figura 18: Tendencia del consumo del reactivo depresante
En la Figura 18, Se puede observar latendencia del consumo del reactivo
depresante NaSH, destacando el consumo
del mes de Abril, convirtiéndose en el mesque se consumió menos desde el arranque
de la Planta.

8/13/2019 Regularizacion Metalurgica y Del Tonelaje de Tratamiento en La Planta de Flotacion Diferencial de Cobre Molibden…
http://slidepdf.com/reader/full/regularizacion-metalurgica-y-del-tonelaje-de-tratamiento-en-la-planta-de-flotacion 16/18
16
Figura 19: Comparación de los promedios antes y después de las implementaciones en planta
Los datos de la Figura 19 deben seranalizados con los mismos criterios que seusaron para la Figura 17, se debe resaltarque el promedio que se esta alcanzandoluego de los cambios implementados en
planta ira disminuyendo por la tendenciamostrada en la Figura 18.
Figura 20: Tendencia de la concentración de sulfato
La tendencia decreciente de laconcentración de los sulfatos en la pulpa,mostrada en la Figura 20, es comoresultado de la eliminación del uso del
ácido sulfúrico de las colas del circuito deflotación y de la implementación del uso dela cal en el espesador 360.

8/13/2019 Regularizacion Metalurgica y Del Tonelaje de Tratamiento en La Planta de Flotacion Diferencial de Cobre Molibden…
http://slidepdf.com/reader/full/regularizacion-metalurgica-y-del-tonelaje-de-tratamiento-en-la-planta-de-flotacion 17/18
17
6.-Conclusiones
1.- Se alcanzó el objetivo de Procesar todala producción del concentrador en la Plantade Molibdeno, Con los cambiosimplementados en el circuito de flotación ycon el nuevo enfoque: Oxidación de SH-residual, Evitar la compactación de lapulpa, Mejoramiento del Esfuerzo de cortecon la “nueva estrategia” y con el beneficioadicional de que se disminuyó la presenciade Sulfatos en las colas.
2.- Se eliminó el uso del ácido sulfúrico delas colas, que se usaba para bajar el pH á5.5.
3.-Se eliminó el uso del modificadorreológico (WET) de las colas del circuito deflotación.
4.- La optimización integral metalúrgica delcircuito de flotación permitió ahorraraproximadamente 1 kilo de NaSH deconsumo, pasando de 5 á 6 Kg. /t deconsumo a 4 á 5 Kg. /t.
5.-Se logró mejorar la ley de concentradode molibdeno, evitando la contaminaciónpor arrastre, por la implementación delagua de lavado en las columnas y comobeneficio adicional se consiguióincrementar notablemente la producción deconcentrado, por la mayor evacuación.
6.- Ahorro por el menor mantenimiento delos atricionadores, por su mayordisponibil idad mecánica al quedar sóloexpuesto a desgaste por abrasión y haberseeliminado el desgaste por corrosión porincremento del pH de la pulpa de 5.5. á 10al eliminarse el uso del ácido sulfúrico.
7.-Se incremento el tratamiento en la Plantade Molibdeno desde 30 á 40 m3/h en que sevenia trabajando hasta 75 m3/h, es deresaltar que este máximo quedo l imitado,porque no se tenía más flujo desde elconcentrador. Lo indicado equivale a indicarque se venía trabajando entre 400 á 600t/día y se l legó hasta 1400 t/día.
8.- Ahorro de 40 m3 de agua fresca, en vista
que ya no es necesario lavar los sulfatos enel traspaso de los espesadores.
9.- Disminución de la presencia de ácidosulfhídrico desde una concentración de 20 á100 ppm en el área de trabajo aconcentraciones por debajo de 5 ppm.
10.-Por los ahorros en reactivos como,ácido sulfúrico, Sulfhidrato de sodio,modificador reológico (WET), menormantenimiento mecánico yfundamentalmente por el mayor tratamientoy por ende de la mayor producción, alconcluir el mes de Abril, se debe alcanzarun importante ahorro en los costos deproducción y un incremento muy importanteen la uti l idad de la planta.

8/13/2019 Regularizacion Metalurgica y Del Tonelaje de Tratamiento en La Planta de Flotacion Diferencial de Cobre Molibden…
http://slidepdf.com/reader/full/regularizacion-metalurgica-y-del-tonelaje-de-tratamiento-en-la-planta-de-flotacion 18/18
18
7.- Bibliografía
1.- Marcial Medina, Tesis par optar el gradode Magíster en procesamiento deminerales, “Flotación diferencial de CobreMolibdeno”, Universidad Federico SantaMaría, Chile 2003
2.- A. sutulov, Molybdeno universidad deConcepción 1962.
3.- Sergio Castro y Sergio Paredes, efectodepresor de la cal sobre la flotación de lamolibdenita, escuela de ingenieriauniversidad de Concepción 1988.
4. - A. Sutulov, International molybdenumEncyclopedia, vol I, University ofConcepcion, Noviembre 1978.
5.- Juan Yianatos B. Informe N° 1, Estudiode Flotación Columnar planta deconcentración de molibdenita de CodelcoChile- Salvador, Diciembre 1999.
6.-Robert S. Shoomaker, Hydrometallurgy2008, Proceedings of the sixth InternationalSymposium