Reducción de la indisponibilidad por fallas en pulverizado… · Es una condición que se presenta...
57
Reducir la Energía no Generada de la Unidad 1 por fallas en Pulverizadores
Transcript of Reducción de la indisponibilidad por fallas en pulverizado… · Es una condición que se presenta...
Reducir la Energía no Generada de la Unidad 1 por fallas en Pulverizadores
Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 2 de 56
1. Resumen Ejecutivo (Al concluir su proyecto, elabore un resumen del proyecto, conclusiones, acciones tomadas, y beneficios proyectados. Un párrafo máximo)
Se determinaron las causas raíz que originan la Energía No generada por fallas en los pulverizadores, ya se están implementando acciones correctivas y realizando pruebas con los equipos para reducirlas, estas acciones son llevadas a cabo por personal de operación y mantenimiento sin recursos adicionales, sin embargo es de vital importancia para cumplir con nuestra meta que se asignen recursos para cumplir con el programa de mantenimiento de los pulverizadores en especial los que tienen baja finura, cambiar partes de desgaste de acuerdo a recomendaciones del fabricante y al desgaste real de los mismos. El objetivo de este proyecto es reducir de 2762.98 Mw a 828.89 Mw la Energía no Generada acumulada mensual de la Unidad 1 por fallas en los pulverizadores. Esto traerá un beneficio económico de 134,628.97 Dólares por año.
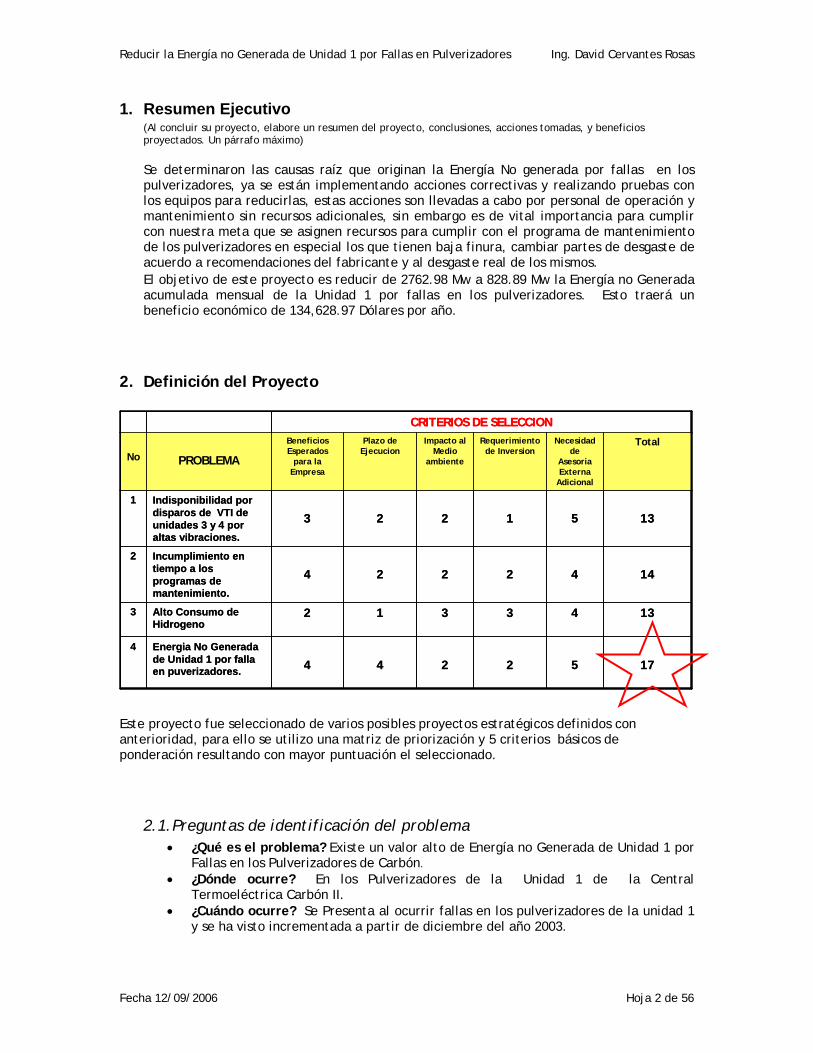
2. Definición del Proyecto Este proyecto fue seleccionado de varios posibles proyectos estratégicos definidos con anterioridad, para ello se utilizo una matriz de priorización y 5 criterios básicos de ponderación resultando con mayor puntuación el seleccionado.
2.1. Preguntas de identificación del problema • ¿Qué es el problema? Existe un valor alto de Energía no Generada de Unidad 1 por
Fallas en los Pulverizadores de Carbón. • ¿Dónde ocurre? En los Pulverizadores de la Unidad 1 de la Central
Termoeléctrica Carbón II. • ¿Cuándo ocurre? Se Presenta al ocurrir fallas en los pulverizadores de la unidad 1
y se ha visto incrementada a partir de diciembre del año 2003.
CRITERIOS DE SELECCION
1752244Energia No Generada de Unidad 1 por falla en puverizadores.
4
1343312Alto Consumo de Hidrogeno
3
1442224Incumplimiento en tiempo a los programas de mantenimiento.
2
1351223Indisponibilidad por disparos de VTI de unidades 3 y 4 por altas vibraciones.
1
TotalNecesidad de
Asesoria Externa
Adicional
Requerimiento de Inversion
Impacto al Medio
ambiente
Plazo de Ejecucion
Beneficios Esperados
para la Empresa
PROBLEMANo
CRITERIOS DE SELECCION
1752244Energia No Generada de Unidad 1 por falla en puverizadores.
4
1343312Alto Consumo de Hidrogeno
3
1442224Incumplimiento en tiempo a los programas de mantenimiento.
2
1351223Indisponibilidad por disparos de VTI de unidades 3 y 4 por altas vibraciones.
1
TotalNecesidad de
Asesoria Externa
Adicional
Requerimiento de Inversion
Impacto al Medio
ambiente
Plazo de Ejecucion
Beneficios Esperados
para la Empresa
PROBLEMANo
Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 3 de 56
• ¿Qué magnitud tiene el problema? Se tienen meses en los cuales la Energía no Generada por este concepto es “cero” y otros meses en los que se tiene un alto índice dando un promedio de 2762.98 Mw, con el proyecto se pretende reducirla a 828.89 Mw acumulados mensualmente.
• ¿Cómo se que es un problema? Esta afectando uno de los índices principales de nuestra Central y estamos teniendo perdidas al disminuir nuestra producción y confiabilidad con nuestros clientes.
2.2. Enunciado del problema (De acuerdo a las respuestas de la sección anterior, formule el enunciado del problema en un solo párrafo: que+dónde+cuando+qué magnitud+cómo lo sé)
Se tiene un alto índice de Energía No Generada en la unidad 1 ocasionada por fallas en los pulverizadores de Carbón y se ha incrementado a partir del mes de diciembre del año 2003, existen meses en los cuales este índice es cero, y en los meses que aumenta se tiene en promedio 2762.98 Mw. Esta condición ocasiona perdidas económicas y afecta uno de los principales índices de la Central negociados con nuestro cliente.
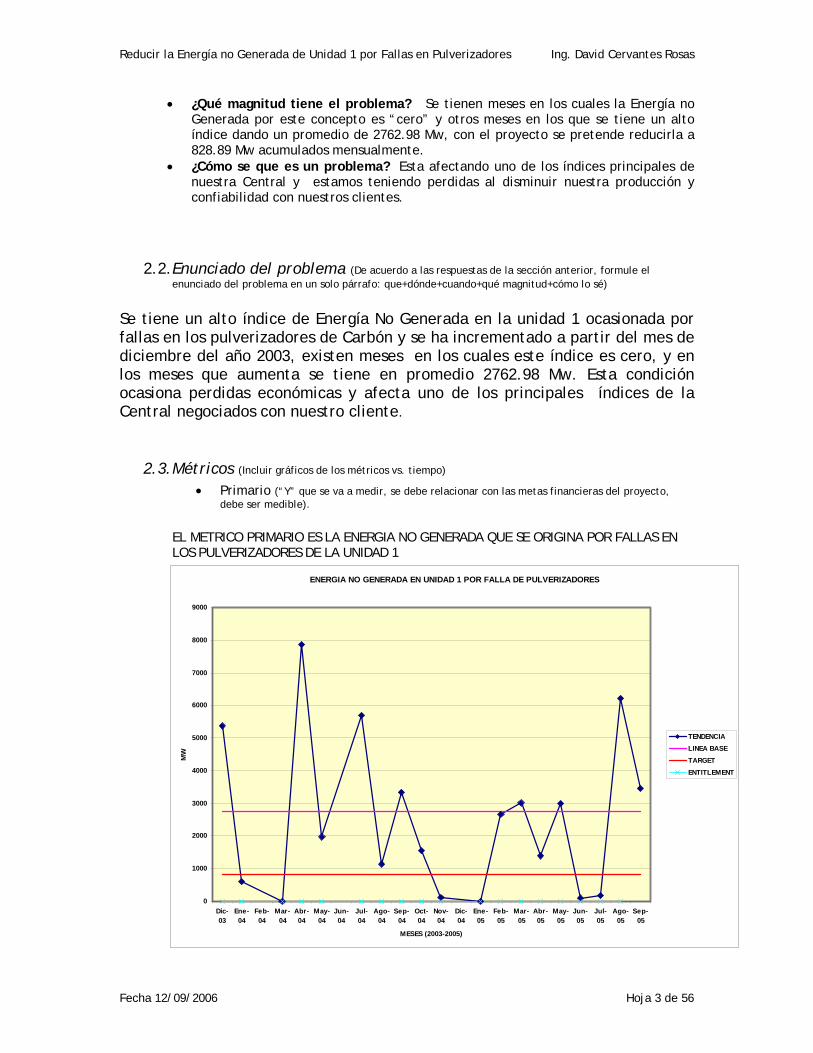
2.3. Métricos (Incluir gráficos de los métricos vs. tiempo) • Primario (“Y” que se va a medir, se debe relacionar con las metas financieras del proyecto,
debe ser medible). EL METRICO PRIMARIO ES LA ENERGIA NO GENERADA QUE SE ORIGINA POR FALLAS EN LOS PULVERIZADORES DE LA UNIDAD 1
ENERGIA NO GENERADA EN UNIDAD 1 POR FALLA DE PULVERIZADORES
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
Dic-03
Ene-04
Feb-04
Mar-04
Abr-04
May-04
Jun-04
Jul-04
Ago-04
Sep-04
Oct-04
Nov-04
Dic-04
Ene-05
Feb-05
Mar-05
Abr-05
May-05
Jun-05
Jul-05
Ago-05
Sep-05
MESES (2003-2005)
MW
TENDENCIALINEA BASE TARGETENTITLEMENT
Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 4 de 56
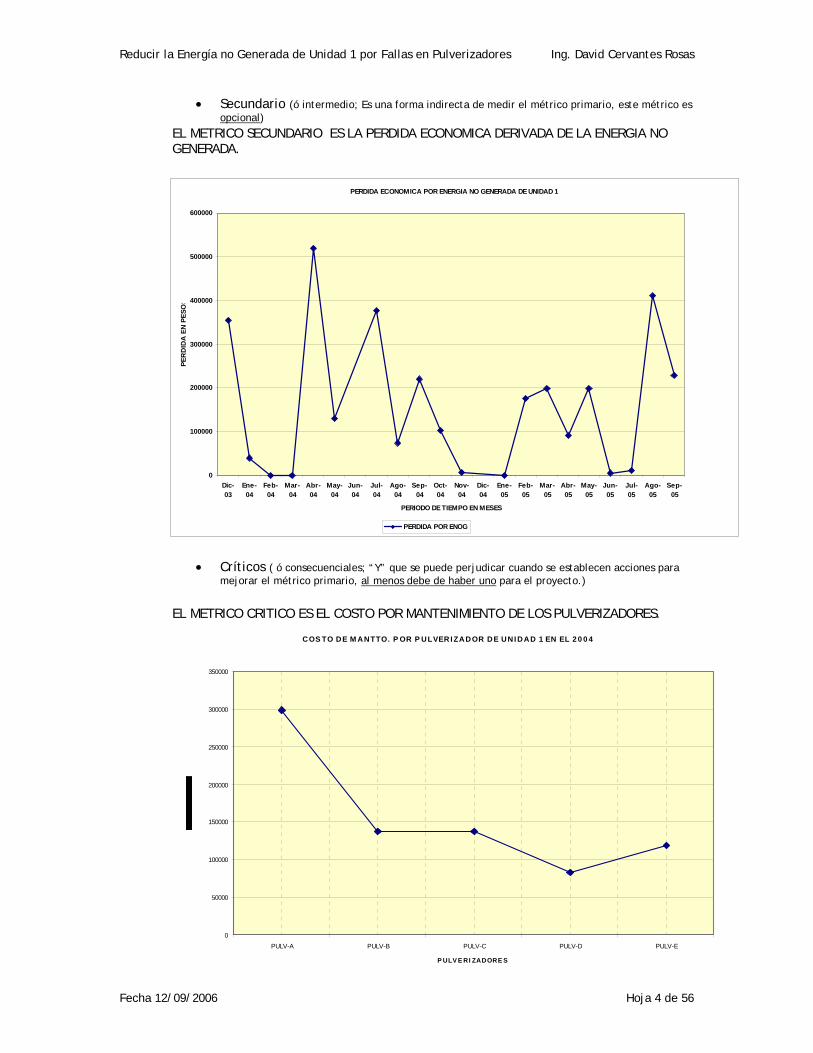
• Secundario (ó intermedio; Es una forma indirecta de medir el métrico primario, este métrico es opcional)
EL METRICO SECUNDARIO ES LA PERDIDA ECONOMICA DERIVADA DE LA ENERGIA NO GENERADA.
PERDIDA ECONOMICA POR ENERGIA NO GENERADA DE UNIDAD 1
0
100000
200000
300000
400000
500000
600000
Dic-03
Ene-04
Feb-04
Mar-04
Abr-04
May-04
Jun-04
Jul-04
Ago-04
Sep-04
Oct-04
Nov-04
Dic-04
Ene-05
Feb-05
Mar-05
Abr-05
May-05
Jun-05
Jul-05
Ago-05
Sep-05
PERIODO DE TIEMPO EN MESES
PER
DID
A E
N P
ESO
S
PERDIDA POR ENOG
• Críticos ( ó consecuenciales; “Y” que se puede perjudicar cuando se establecen acciones para
mejorar el métrico primario, al menos debe de haber uno para el proyecto.) EL METRICO CRITICO ES EL COSTO POR MANTENIMIENTO DE LOS PULVERIZADORES.
COS TO DE M ANTTO. P OR P ULVER I ZADOR DE UNI D AD 1 EN EL 2 0 0 4
0
50000
100000
150000
200000
250000
300000
350000
PULV-A PULV-B PULV-C PULV-D PULV-E
P ULV E RI ZADORE S

Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 5 de 56
2.4. Meta o Declaración de Objetivos Línea base: 2762.98 MW.
Mejor Desempeño o Entitlement: 0.00 MW. Meta: 828.89 MW.
Enunciado del objetivo: Reducir de 2762.98 MW a 828.89 MW la Energía no Generada acumulada mensual de la unidad 1 por falla en pulverizadores a partir del mes de junio de 2005.
2.5. Pronóstico inicial de beneficios. (Especifique cuales son los beneficios que se van a obtener de este proyecto).
• Beneficios duros
INDISP. PROM CUP ING PERDIDAMW $/MW $/MW $(PESOS) $(PESOS)/MES DOLARES/MES DOLARES/AÑO
PROM (LINEA BASE) 2762.98 341.93 408.00 182550.089 $127,785.33 $11,219.08 $134,628.97TARGET 828.89 341.93 408.00 54764.7623ENTITLEMENT 0
CALCULO FINANCIERO
UNIDAD 1 BENEFICIO
• Potenciales Existen otros beneficios que son difíciles de cuantificar y se mencionan algunos. Ahorro en el manejo de piritas y transporte. Menor desgaste de los equipos. Ahorro en materiales por disminución del mantenimiento correctivo. Menor contaminación del área con polvo de carbón.
• Suaves. Mejor ambiente de trabajo para el personal. Motivación al ver cumplidor los objetivos de la central y lograr los incentivos
de productividad.
2.6. Palabras clave (Defina los términos poco comunes que serán utilizados durante su proyecto, y que darán claridad al mismo cuando otra persona no conocedora del tema lo accese).
Pirita.- Es un residuo de carbón que por su dureza no fue pulverizado por el pulverizador y es rechazado por el piritero. Piritero.- Depósito conectado con el pulverizador que recibe los rechazos de carbón y materiales extraños. Pulverizador.- Maquinaria o equipo que pulveriza el carbón y lo alimenta al Generador de vapor. Triturador. Es un equipo que tritura el carbón para que llegue a los pulverizadores con un tamaño promedio de 1½ pulgadas de diámetro. Criba.- Es un tamiz que evita que pasen piedras de carbón muy grandes a los trituradores. Separador Magnético.- Son equipos instalados sobre las bandas transportadoras de carbón para atrapar cualquier trozo de metal que pudiera dañar los pulverizadores. Clasificador.- Es un arreglo de rejillas instaladas dentro del pulverizador que permiten el paso de diferentes tamaños de carbón por lo tanto permiten controlar la finura del mismo.

Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 6 de 56
Flujo de Carbón.- Es la cantidad de carbón en T/Hr que continuamente le esta llegando al pulverizador para alimentarlo al Generador de Vapor. Flujo de Aire primario.- Es la cantidad de aire en T/Hr que entra al pulverizador para transportar el carbón pulverizado hacia el Generador de Vapor. Arrastrador.- Es una placa adherida a la campana del pulverizador que gira con ella y arrastra los rechazos del pulverizador hacia el piritero. Aceite de Potencia.- Es un aceite que presuriza el sistema para presionar los rodillos sobre la pista y moler el carbón. Rodillo. Es un dispositivo mecánico que gira sobre la pista y pulveriza el carbón. Energía No Generada (ENOG).- Es la energía que no se genera cuando ocurre una falla considerando la capacidad nominal de la unidad. Embancamiento.- Es una condición que se presenta cuando ocurrió una falla en el pulverizador y se continúa alimentando carbón y provoca la saturación llegando a ponerlo fuera de servicio.
2.7. Conclusiones de la fase En esta fase queda definido el problema, beneficios esperados, así como el métrico crítico que puede verse afectado, además se elaboro el macro mapa para enmarcar el área en la que se enfoca el proyecto (anexo 1).
3. Detalles del Proyecto Cronograma (Especifique las fechas planeadas y reales para la finalización de cada una de las fases del proyecto). Formato día / mes / año
Finalización de Fases del Proyecto Inicio: Definición Medición Análisis Mejora Control Planeado: 28 feb 05 11 abr 05 18 mayo 05 13 jun 05 13 jul 05
Real: 28 feb 05 11 abr 05 18 mayo 05 13 jun 05 10 oct 05
3.1. Cálculo de beneficios (Describa la forma y consideraciones aplicadas para el cálculo de los beneficios financieros esperados de su proyecto. Esto deberá estar avalado por el Representante Financiero del Proyecto)
1.- Se determino la línea base, entitlement y meta con datos de Energía no Generada acumulada mensual ocasionada por fallas en pulverizadores de acuerdo a estadísticas de los índices de la Central. 2.- Para los datos de ENOG (energía no generada), si ésta se hubiera generado tendría un costo de producción para lo cual se utilizo el de final del 2004 que fue de 341.93 $/Mw. 3.- Se considero el ingreso por Mw. vendido de 408.00 $/Mw. 4.- Se determino el beneficio por diferencia entre el ingreso por la Venta de Energía menos el costo de producir esa energía. El proyecto se esta implementando sin embargo ya se tienen beneficios en los meses de junio y julio en agosto y septiembre hubo decrementos de carga por estar en mantenimiento el

Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 7 de 56
pulverizador de respaldo, se normalizara el beneficio hasta terminar con el mantenimiento a todos los pulverizadores y la implementacion de las recomendaciones operativas del proyecto.
BENEFICIOS LINEA BASE ENOG META BENEFEICIO
Jun-05 2762.98 94.5 828.89 $176,306.47Jul-05 2762.98 165.2 828.89 $171,635.32Ago-05 2762.98 6212.85 828.89 $0.00Sep-05 2762.98 3465.36 828.89 $0.00
3.2. Costos (Al finalizar el proyecto, calcule los costos de la realización del proyecto, gastos de mano de obra, adquisición de materiales y equipos, costos por pruebas, etc.)
Salario tab. Hr de T. E No/Hrs Total Trabajo Realizado
Operador Central
236.56 71.64 8 573.12 Realizar pruebas de comportamiento de
pulverizadores
Analista de Carbón
221.56 66.47 Tiempo Normal
221.56 Análisis de carbón y pruebas de capacidad
Total 794.68
3.3. Equipo de Trabajo (Describa los nombres y puestos de los miembros del equipo de trabajo, si es necesario, agregue mas renglones)
Nombre Puesto en Organización Función en equipo Ing. David Aguirre Arredondo Jefe Departamento Operación Dueño del proceso
Ing. Francisco Alanís Alanís Jefe Departamento Mecánico Dueño del proceso
Ing. David Cervantes Rosas Green Belt Líder del proyecto
Ing. Ervey Saldívar Medina Supervisor Mecánico Experto del proceso
C.p. Jorge Roque Garza Quintanilla Administrador General Resp. Financiero
Op. Juan Alberto Solís Alanís Operador Central Miembro de Equipo
Ing. Agustín Zúñiga Alvarado Superintendente de Turno Miembro de Equipo
4. Medición
4.1. Entregables
Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 8 de 56
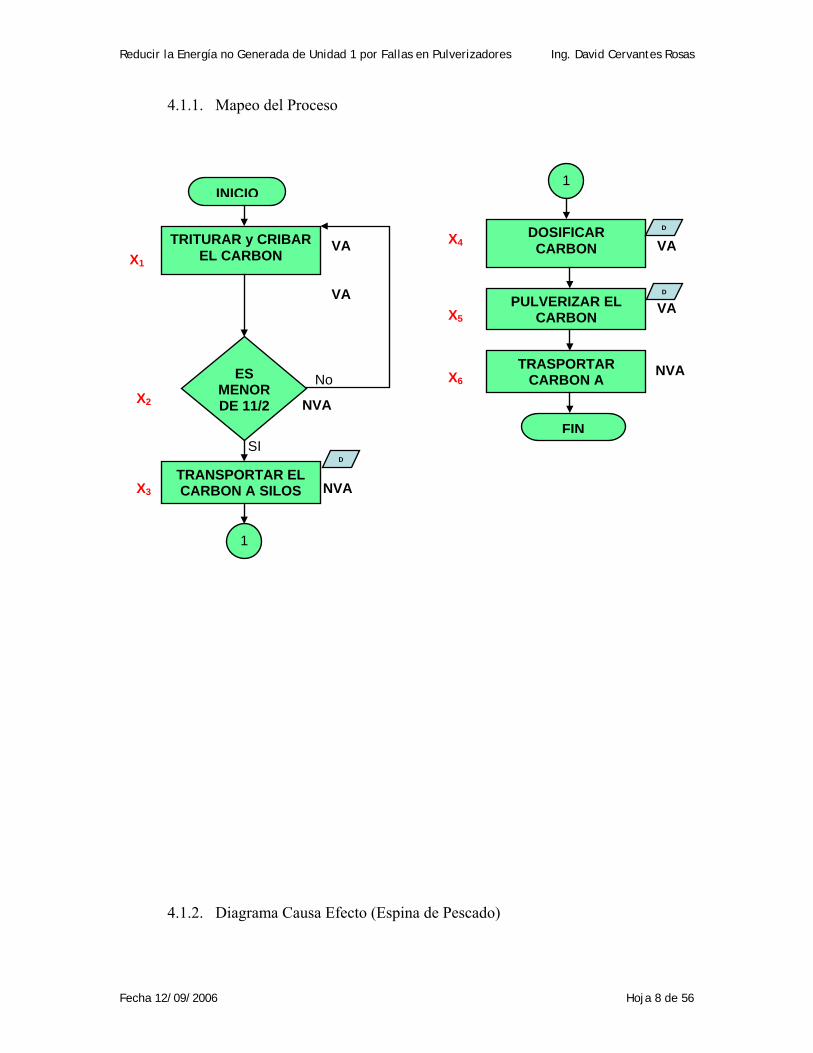
4.1.1. Mapeo del Proceso
4.1.2. Diagrama Causa Efecto (Espina de Pescado)
INICIO
TRITURAR y CRIBAR EL CARBON
TRANSPORTAR EL CARBON A SILOS
DOSIFICAR CARBON
PULVERIZAR EL CARBON
TRASPORTAR CARBON A
FIN
ES MENOR DE 11/2
SI
No
1
1
D
NVA
NVA
NVA
VA
VA
VA
VA
X1
X2
X3
X4
X5
X6
D
D

Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 9 de 56
DIAGRAMA CAUSADIAGRAMA CAUSA-- EFECTOEFECTO
MATERIALESMANO DE OBRA
MEDIO AMBIENTE EQUIPOMETODO
Baja presion de lubricacion
Saturacion de Pulverizadores
Daño de arrastradores
Taponamiento de ducto de
piritas
Embancamiento de pulerizadores por
humedad
Falla de flamas de quemadores
Materiales ajenos al carbón
Lineas de descarga tapadas
Daño motor de bomba de lubricaion
Daño bomba de lubricaion
Fugas de aceite de potencia
Exceso de Rechazo de piritas
INDISPONIBILIDAD DE
PULVERIZADORES UNIDAD 1
Mala aplicacion del procedimiento de
Extraccion de piritas
Estado de las cribas
Contaminacion del aceite
Mantenimiento deficiente de los pulverizadores
Materiales ajenos al carbón
Flujo de carbon
Estado del clasificador
Estado de pista y rodillos
Detectores dañados
Separadores magneticos y
cribas dañadosFalta de
presupuesto
Estraccion de piritas mas continuo
Desgaste excesivo
Mala Difusion del procedimientos de operacion
Bajo flujo de aire
Aceite contaminado
Desgaste excesivo
Exceso de rechazo de polvo y piritas
Desgaste excesivo del equipo
Desgaste de balero y flecha
DIAGRAMA CAUSADIAGRAMA CAUSA-- EFECTOEFECTO
MATERIALESMANO DE OBRA
MEDIO AMBIENTE EQUIPOMETODO
Baja presion de lubricacion
Saturacion de Pulverizadores
Daño de arrastradores
Taponamiento de ducto de
piritas
Embancamiento de pulerizadores por
humedad
Falla de flamas de quemadores
Materiales ajenos al carbón
Lineas de descarga tapadas
Daño motor de bomba de lubricaion
Daño bomba de lubricaion
Fugas de aceite de potencia
Exceso de Rechazo de piritas
INDISPONIBILIDAD DE
PULVERIZADORES UNIDAD 1
Mala aplicacion del procedimiento de
Extraccion de piritas
Estado de las cribas
Contaminacion del aceite
Mantenimiento deficiente de los pulverizadores
Materiales ajenos al carbón
Flujo de carbon
Estado del clasificador
Estado de pista y rodillos
Detectores dañados
Separadores magneticos y
cribas dañadosFalta de
presupuesto
Estraccion de piritas mas continuo
Desgaste excesivo
Mala Difusion del procedimientos de operacion
Bajo flujo de aire
Aceite contaminado
Desgaste excesivo
Exceso de rechazo de polvo y piritas
Desgaste excesivo del equipo
Desgaste de balero y flecha
Con ayuda de los diagramas de proceso y causa efecto se elabora el Mapa Detallado
TipoM's Nombre E/S
Materiales Materiales extraños E 0 NCMedio ambiente Humedad E <7% NC
C2709001 Maquinaria flujo de Carbon E 0-660 Ton/hr CMetodo Tamaño del carbón S <1 1/2" C 3.79
Maquinaria Estado de Cribas E 100% CMaquinaria Disp. de eq. E 100% CMaquinaria Humedad E <7% NCMaquinaria Cantidad de carbón S 0-1320 ton/hr C 2.08
C2508033 Medicion Modo de Op. Alim E Auto, Manual C STOCKMedicion Calibracion E ±0.5 % C KIT de cal STOCK
Maquinaria flujo de Carbon S 0-65 Ton/hr C 3.72 STOCKC2508033 Maquinaria Ac. De potencia E >40 Kg/cm2 C 0.44 Mitsubishi H. IC2513003 Maquinaria Clasificador E 0-100% C Mitsubishi H. I
Maquinaria Ajuste de rodilos E 0-3 mm C Mitsubishi H. IMetodo Extraccion de piritas S N.A NC Mec. De la P.
Maquinaria Ac de lubricacion E > 1 Kg/cm2 NCMaquinaria finura S >80% malla 200 C -1.19,-1.45,0.04,0.25,0.40Maquinaria Estado de rodillos E N.A NCMaquinaria Estado de la pista E N.A NC
C2508033 Maquinaria Presion de Aire primario E 875 mmH2O C 0.17 Mitsubishi H. IC2508033 Maquinaria Descargas tapadas E N.A NC Mitsubishi H. IC2508033 Maquinaria Estado de quemadores E N.A NC Mitsubishi H. IC2508034 Maquinaria inquemados S 3.06% C 1.12
TRANSPORTAR CARBÓN A SILOS NVA
PULVERIZAR EL CARBON
NVA
VA
DOSIFICAR EL CARBON VA
Especificaciones C o NC Capacidad Cpk EquipoVariablesPaso del Proseso VA/NVA
6TRANSPORTAR EL
CARBON A QUEMADORES
SOP #X
5
3
4
2 TRITURAR Y CRIBAR EL CARBON VA
El comportamiento en la capacidad de Molienda de los pulverizadores nos muestra cual de ellos requiere mantenimiento, esto se observa con el índice de finura promedio mensual de cada pulverizador, posteriormente se realiza un análisis de capacidad con todos los datos obtenidos en el 2005.

Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 10 de 56
2005 PULV. A PULV. B PULV. C PULV. D PULV. E
ENERO 64.34 71 77.4 73.2 95 FEBRERO 64.725 63.75 87.1333 66.45 90.4 MARZO 65.6 65.975 74.025 74.8444 87.725 ABRIL 71.875 64.5714 79.0286 72.6857 83.6571 MAYO 71.3143 68.5429 80.35 76.5778 85.6286 JUNIO 68.3429 62.2286 85.8 76.6857 85.7714 JULIO 71.6462 66.2 83.45 80.6857 84.08 AGOSTO 69.1333 58.6 83.0778 87.7077 79.2667 SEPTIEMBRE 69 58 75.2 79 76 OCTUBRE 68 60 73 86 77 NOVIEMBRE 74 64 76 82 82
50
55
60
65
70
75
80
85
90
95
100
ENER
O
FEB
RER
O
MA
RZO
AB
RIL
MA
YO
JUN
IO
JULI
O
AG
OST
O
SEPT
IEM
BR
E
OC
TUB
RE
NO
VIEM
BR
E
PULV. APULV. BPULV. CPULV. DPULV. E
Se observa que los pulverizadores. A y B andan muy por debajo del índice de molienda recomendado por el fabricante de 80% y como mínimo 70%.
Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 11 de 56
3.63.02.41.81.2
Target USLProcess Data
Sample N 9StDev (Within) 0.38371StDev (O v erall) 0.68579
LSL *Target 3.06000USL 3.80000Sample Mean 2.51444
Potential (Within) C apability
C C pk 0.64
O v erall C apability
Pp *PPL *PPU 0.62Ppk
C p
0.62C pm 0.28
*C PL *C PU 1.12C pk 1.12
O bserv ed PerformancePPM < LSL *PPM > USL 0.00PPM Total 0.00
Exp. Within PerformancePPM < LSL *PPM > USL 403.53PPM Total 403.53
Exp. O v erall PerformancePPM < LSL *PPM > USL 30425.62PPM Total 30425.62
WithinOverall
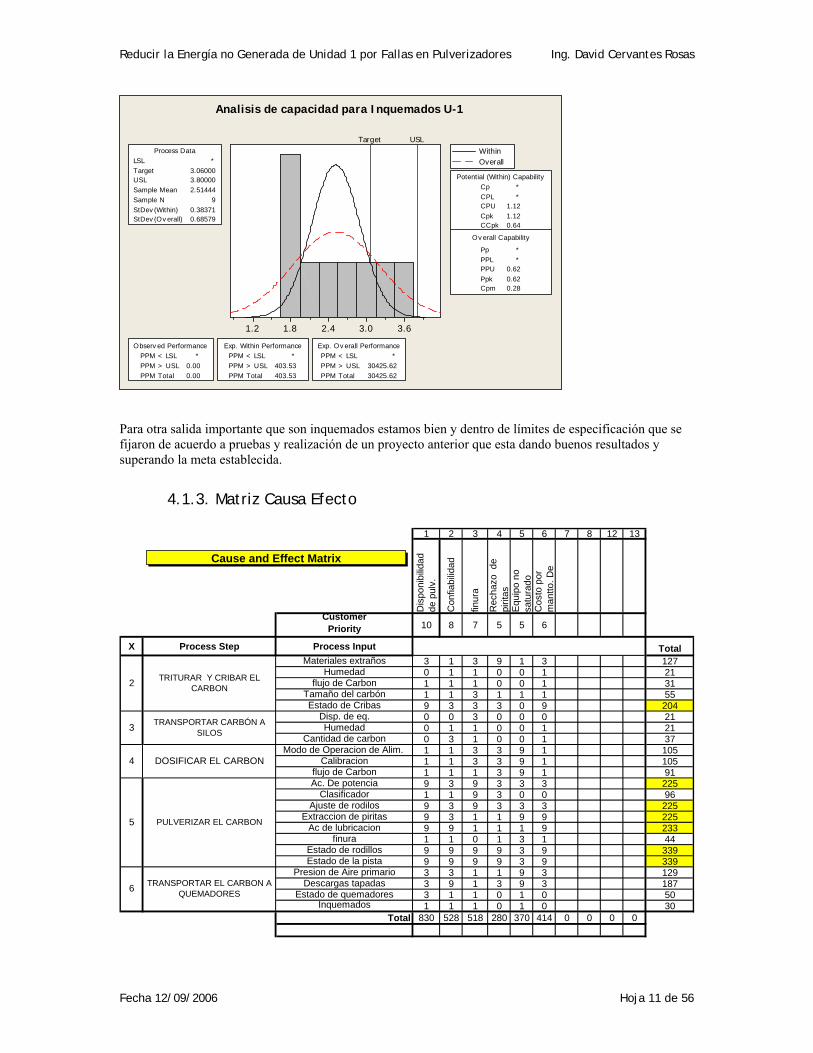
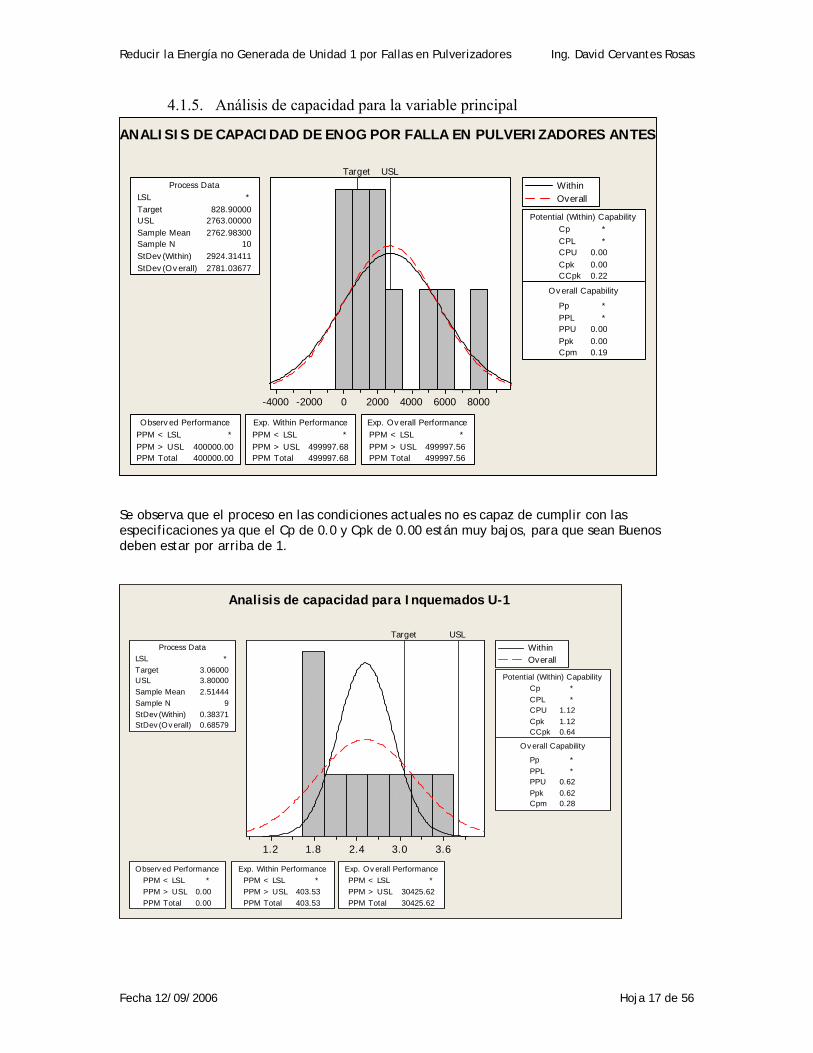
Analisis de capacidad para Inquemados U-1
Para otra salida importante que son inquemados estamos bien y dentro de límites de especificación que se fijaron de acuerdo a pruebas y realización de un proyecto anterior que esta dando buenos resultados y superando la meta establecida.
4.1.3. Matriz Causa Efecto
1 2 3 4 5 6 7 8 12 13
Dis
poni
bilid
ad
de p
ulv.
Con
fiabi
lidad
finur
a
Rec
hazo
de
pirit
asEq
uipo
no
satu
rado
Cos
to p
or
man
tto. D
e
Customer Priority 10 8 7 5 5 6
X Process Step Process Input TotalMateriales extraños 3 1 3 9 1 3 127
Humedad 0 1 1 0 0 1 21flujo de Carbon 1 1 1 0 0 1 31
Tamaño del carbón 1 1 3 1 1 1 55Estado de Cribas 9 3 3 3 0 9 204
Disp. de eq. 0 0 3 0 0 0 21Humedad 0 1 1 0 0 1 21
Cantidad de carbon 0 3 1 0 0 1 37Modo de Operacion de Alim. 1 1 3 3 9 1 105
Calibracion 1 1 3 3 9 1 105flujo de Carbon 1 1 1 3 9 1 91Ac. De potencia 9 3 9 3 3 3 225
Clasificador 1 1 9 3 0 0 96Ajuste de rodilos 9 3 9 3 3 3 225
Extraccion de piritas 9 3 1 1 9 9 225Ac de lubricacion 9 9 1 1 1 9 233
finura 1 1 0 1 3 1 44Estado de rodillos 9 9 9 9 3 9 339Estado de la pista 9 9 9 9 3 9 339
Presion de Aire primario 3 3 1 1 9 3 129Descargas tapadas 3 9 1 3 9 3 187
Estado de quemadores 3 1 1 0 1 0 50Inquemados 1 1 1 0 1 0 30
Total 830 528 518 280 370 414 0 0 0 0
TRITURAR Y CRIBAR EL CARBON
4
PULVERIZAR EL CARBON5
2
6 TRANSPORTAR EL CARBON A QUEMADORES
DOSIFICAR EL CARBON
3 TRANSPORTAR CARBÓN A SILOS
Cause and Effect Matrix

Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 12 de 56
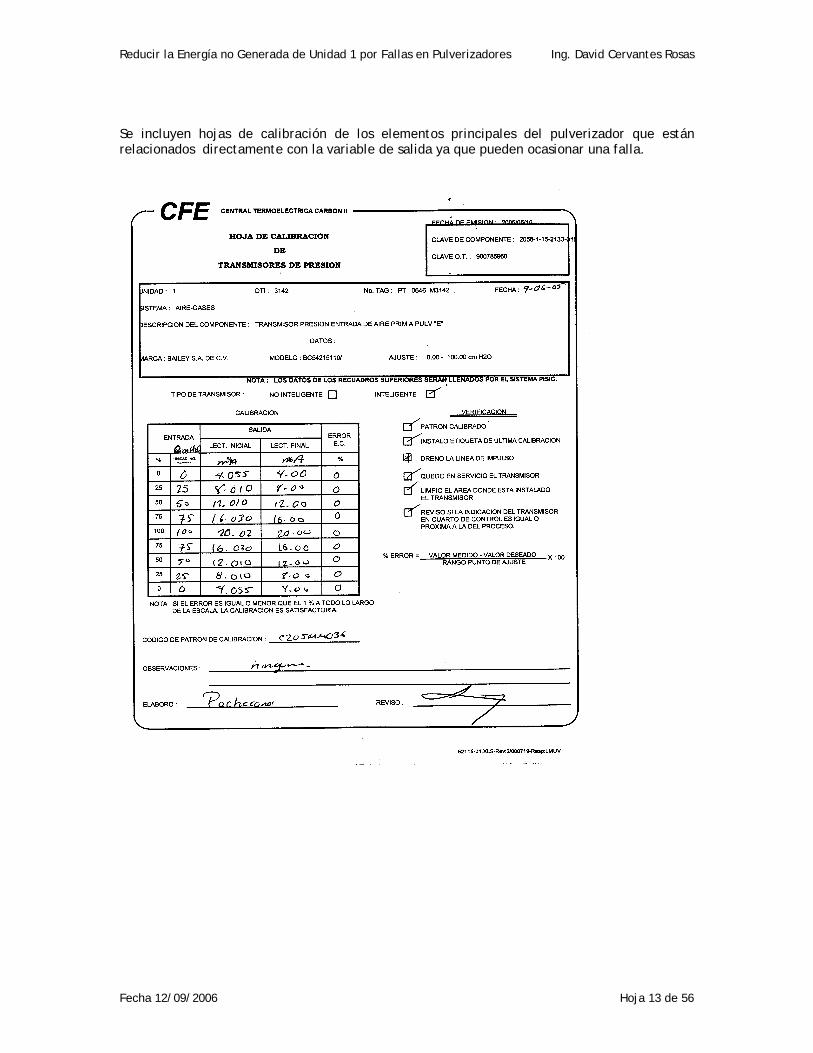
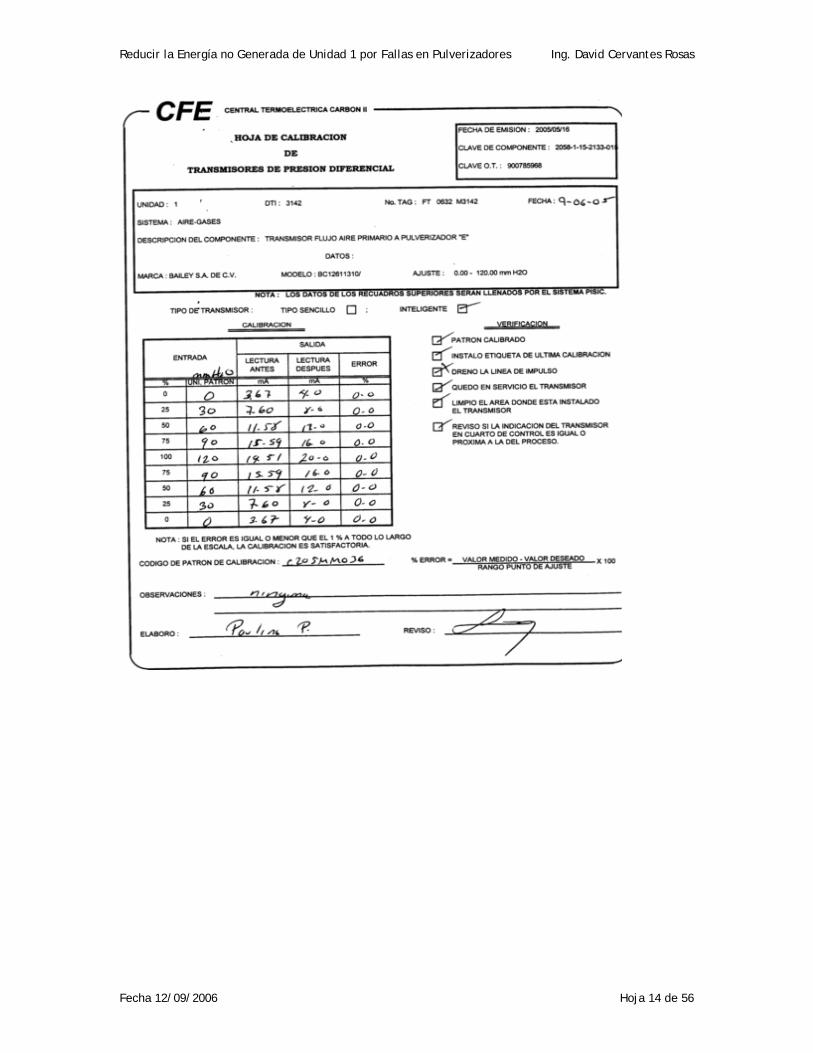
4.1.4. Análisis Gage R&R La variable principal de salida para este proyecto es calculada mediante un algoritmo matemático por lo cual es difícil aplicar un R&R para esta variable. Las variables de Operación de los pulverizadores son en tiempo real, varían automáticamente de acuerdo a las condiciones en que están trabajando los equipos, sin embargo para tener un soporte de que la medición es confiable se incluye una carta de calibración de los instrumentos de un pulverizador que están relacionados directamente con nuestra variable principal ya que pueden ocasionar una falla, con esto nos aseguramos que el sistema de medición de los pulverizadores es confiable. Se incluye también un análisis de R&R para las salidas de los pasos del proceso. Mediante el siguiente modelo se determina la Variable principal de este proyecto.
ENOG = (t2-t1)88 + (t3-t2)88 + (t4-t3)88
2 2 En la grafica se observa un decremento de carga de 350 a 262 Mw por falla de una elevación de carbón que puede estar atribuida al pulverizador. Donde A, B, C, son las áreas donde no se genero Energía. t1, t2, t3, t4 son los tiempos que limitan cada intervalo de carga.
CALCULO DE ENERGIA NO GENERADA EN SALIDAS DE ELEVACIONES DE CARBON
350 MW
262 MWt1 t2 t3 t4
A B C
( t2 - t1 ) 88
2+
( t3- t2 ) 88 +( t4- t3 ) 88
2
( A ) ( B ) ( C )
AREA DE INDISPONIBILIDAD
Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 13 de 56
Se incluyen hojas de calibración de los elementos principales del pulverizador que están relacionados directamente con la variable de salida ya que pueden ocasionar una falla.
Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 14 de 56

Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 15 de 56

Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 16 de 56
Se incluye un análisis R&R para otra salida importante de los pasos del proceso como es la salida principal de los pulverizadores.
Per
cent
Part-to-PartReprodRepeatGage R&R
100
50
0
% Contribution
% Study Var
Sam
ple
Ran
ge
3.0
1.5
0.0
_R=0.963
UCL=3.145
LCL=0
1 2 3 4
Sam
ple
Mea
n
80
75
70
__X=77.19UCL=79.00
LCL=75.38
1 2 3 4
MUESTRA4321
80
75
70
ANALISTA4321
80
75
70
MUESTRA
Ave
rage
4321
80
75
70
ANALISTA
1
2
34
Gage name:Date of study :
Reported by :Tolerance:Misc:
Components of Variation
R Chart by ANALISTA
Xbar Chart by ANALISTA
RESULTADO by MUESTRA
RESULTADO by ANALISTA
ANALISTA * MUESTRA Interaction
Analisis del sistema de medicion para finura de Carbon en Pulv
De este análisis grafico podemos decir que la variación entre analistas es muy aceptable y que la variación esta en las partes que son las muestras y es normal porque son de diferentes pulverizadores. Two-Way ANOVA Table With Interaction Source DF SS MS F P MUESTRA 3 689.813 229.938 189.987 0.000 ANALISTA 3 1.660 0.553 0.457 0.719 MUESTRA * ANALISTA 9 10.893 1.210 2.178 0.084 Repeatability 16 8.890 0.556 Total 31 711.255 Gage R&R %Contribution Source VarComp (of VarComp) Total Gage R&R 0.8830 3.00 Repeatability 0.5556 1.89 Reproducibility 0.3273 1.11 ANALISTA 0.0000 0.00 ANALISTA*MUESTRA 0.3273 1.11 Part-To-Part 28.5909 97.00 Total Variation 29.4739 100.00 Del análisis numérico se observa solo un 3% de variación atribuible al sistema de medición y un 97% a las partes por lo tanto podemos decir que el sistema de medición es bueno.
Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 17 de 56
4.1.5. Análisis de capacidad para la variable principal
80006000400020000-2000-4000
Target USLProcess Data
Sample N 10StDev (Within) 2924.31411StDev (O v erall) 2781.03677
LSL *Target 828.90000USL 2763.00000Sample Mean 2762.98300
Potential (Within) C apability
C C pk 0.22
O v erall C apability
Pp *PPL *PPU 0.00Ppk
C p
0.00C pm 0.19
*C PL *C PU 0.00C pk 0.00
O bserv ed PerformancePPM < LSL *PPM > USL 400000.00PPM Total 400000.00
Exp. Within PerformancePPM < LSL *PPM > USL 499997.68PPM Total 499997.68
Exp. O v erall PerformancePPM < LSL *PPM > USL 499997.56PPM Total 499997.56
WithinOverall
ANALISIS DE CAPACIDAD DE ENOG POR FALLA EN PULVERIZADORES ANTES
Se observa que el proceso en las condiciones actuales no es capaz de cumplir con las especificaciones ya que el Cp de 0.0 y Cpk de 0.00 están muy bajos, para que sean Buenos deben estar por arriba de 1.
3.63.02.41.81.2
Target USLProcess Data
Sample N 9StDev (Within) 0.38371StDev (O v erall) 0.68579
LSL *Target 3.06000USL 3.80000Sample Mean 2.51444
Potential (Within) C apability
C C pk 0.64
O v erall C apability
Pp *PPL *PPU 0.62Ppk
C p
0.62C pm 0.28
*C PL *C PU 1.12C pk 1.12
O bserv ed PerformancePPM < LSL *PPM > USL 0.00PPM Total 0.00
Exp. Within PerformancePPM < LSL *PPM > USL 403.53PPM Total 403.53
Exp. O v erall PerformancePPM < LSL *PPM > USL 30425.62PPM Total 30425.62
WithinOverall
Analisis de capacidad para Inquemados U-1

Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 18 de 56
9080706050
LSL TargetProcess Data
Sample N 75StDev (Within) 6.61560StDev (O v erall) 6.92927
LSL 70.00000Target 80.00000USL *Sample Mean 69.60133
Potential (Within) C apability
C C pk 0.50
O v erall C apability
Pp *PPL -0.02PPU *Ppk
C p
-0.02C pm 0.27
*C PL -0.02C PU *C pk -0.02
O bserv ed PerformancePPM < LSL 533333.33PPM > USL *PPM Total 533333.33
Exp. Within PerformancePPM < LSL 524026.37PPM > USL *PPM Total 524026.37
Exp. O v erall PerformancePPM < LSL 522939.97PPM > USL *PPM Total 522939.97
WithinOverall
Analisis de capacidad de FINURA en Puverizador 1A
80726456
LSL TargetProcess Data
Sample N 59StDev (Within) 6.25308StDev (O v erall) 6.40883
LSL 70.00000Target 80.00000USL *Sample Mean 64.26441
Potential (Within) C apability
C C pk 0.53
O v erall C apability
Pp *PPL -0.30PPU *Ppk
C p
-0.30C pm 0.19
*C PL -0.31C PU *C pk -0.31
O bserv ed PerformancePPM < LSL 813559.32PPM > USL *PPM Total 813559.32
Exp. Within PerformancePPM < LSL 820492.32PPM > USL *PPM Total 820492.32
Exp. O v erall PerformancePPM < LSL 814593.41PPM > USL *PPM Total 814593.41
WithinOverall
Analisis de capacidad de FINURA en Puverizador 1B
Se realiza un análisis de capacidad con datos completos del 2005 y refleja una capacidad para la finura en estos dos pulverizadores muy baja -0.02 y -0.31, tienen una baja eficiencia y reflejan el desgaste de los elementos de molienda como son rodillos y pista, estos elementos ya requieren mantenimiento o reemplazo completo del sistema.

Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 19 de 56
9688807264
LSL TargetProcess Data
Sample N 74StDev (Within) 7.79175StDev (O v erall) 9.47386
LSL 70.00000Target 80.00000USL *Sample Mean 79.49054
Potential (Within) C apability
C C pk 0.43
O v erall C apability
Pp *PPL 0.33PPU *Ppk
C p
0.33C pm 0.35
*C PL 0.41C PU *C pk 0.41
O bserv ed PerformancePPM < LSL 202702.70PPM > USL *PPM Total 202702.70
Exp. Within PerformancePPM < LSL 111607.29PPM > USL *PPM Total 111607.29
Exp. O v erall PerformancePPM < LSL 158229.63PPM > USL *PPM Total 158229.63
WithinOverall
Analisis de capacidad de FINURA en Puverizador 1C
1101009080706050
LSL TargetProcess Data
Sample N 85StDev (Within) 11.60401StDev (O v erall) 13.30060
LSL 70.00000Target 80.00000USL *Sample Mean 78.87529
Potential (Within) C apability
C C pk 0.29
O v erall C apability
Pp *PPL 0.22PPU *Ppk
C p
0.22C pm 0.25
*C PL 0.25C PU *C pk 0.25
O bserv ed PerformancePPM < LSL 258823.53PPM > USL *PPM Total 258823.53
Exp. Within PerformancePPM < LSL 222181.25PPM > USL *PPM Total 222181.25
Exp. O v erall PerformancePPM < LSL 252295.02PPM > USL *PPM Total 252295.02
WithinOverall
Analisis de capacidad de FINURA en Puverizador 1D

Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 20 de 56
104968880726456
LSL TargetProcess Data
Sample N 75StDev (Within) 10.06808StDev (O v erall) 10.41855
LSL 70.00000Target 80.00000USL *Sample Mean 83.67573
Potential (Within) C apability
C C pk 0.33
O v erall C apability
Pp *PPL 0.44PPU *Ppk
C p
0.44C pm 0.30
*C PL 0.45C PU *C pk 0.45
O bserv ed PerformancePPM < LSL 133333.33PPM > USL *PPM Total 133333.33
Exp. Within PerformancePPM < LSL 87180.19PPM > USL *PPM Total 87180.19
Exp. O v erall PerformancePPM < LSL 94653.30PPM > USL *PPM Total 94653.30
WithinOverall
Analisis de capacidad de FINURA en Puverizador 1E
Los pulverizadores restantes C, D, y E presentan un índice de molienda bajo pero esta mejor que A y B y se observa que con ajuste de Rodillos se mejora el índice lo que significa que todavía esta en condiciones el sistema de molienda.
98.7597.5096.2595.0093.7592.5091.2590.00
LSLProcess Data
Sample N 10StDev (Within) 0.67256StDev (O v erall) 0.68754
LSL 90.00000Target *USL *Sample Mean 97.65000
Potential (Within) C apability
C C pk 3.79
O v erall C apability
Pp *PPL 3.71PPU *Ppk
C p
3.71C pm *
*C PL 3.79C PU *C pk 3.79
O bserv ed PerformancePPM < LSL 0.00PPM > USL *PPM Total 0.00
Exp. Within PerformancePPM < LSL 0.00PPM > USL *PPM Total 0.00
Exp. O v erall PerformancePPM < LSL 0.00PPM > USL *PPM Total 0.00
WithinOverall
Analisis de capacidad para TAMAÑO del carbon en Pulv.
El tamaño del carbón que llega a los pulverizadores como podemos ver no representa ningún problema en el funcionamiento del pulverizador todo cumple con las especificaciones.

Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 21 de 56
4.1.6. AMEF
Acciones tomadasSEV
OCU
DET
NPR
El paso del proceso con el
valor mas alto de la matriz C&E.
¿De qué maneras puede fallar potencialmente el proceso para cumplir con los requerimientos o el diseño?
¿Cuál es el efecto de cada modo de falla en las salidas y/o los requerimientos del cliente?
¿Qué
tan
seve
ro e
s el e
fect
o pa
ra
el c
lient
e?
¿Cómo puede ocurrir la falla?Describir en términos de algo que se pueda corregir o controlar. Sea Específico.
¿Qué
tan
frec
uent
e oc
urre
el
mod
o o
caus
a de
la fa
lla?
¿Cuáles son los controles y procedimientos existentes (inspección y prueba) que previenen o detectan la ocurrencia?
¿Qué
tan
bien
se p
uede
de
tect
ar la
cau
sa o
el E
F?
SEV
x O
CU
x D
ET
¿Cuáles son las acciones para reducir la ocurrencia, mejorar la detección o para identificar la causa raíz si es desconocida? Se deben tomar acciones solo en NPR's altos o fáciles de arreglar.
¿Quién es responsable de
las acciones recomendadas?
Listar las acciones completas que se incluyeron en el nuevo cálculo del NPR. Incluir el día de implementación para cualquier cambio.
¿Cuá
l es l
a nu
eva
seve
rida
d?
¿Cuá
l es l
a nu
eva
capa
cida
d de
l pro
ceso
?
¿Se
mej
orar
on lo
s lím
ites d
e de
tecc
ión?
Rec
alcu
lar
NPR
des
pués
de
que
se te
rmin
en la
s acc
ione
s
TRITURAR Y CRIBAR EL
CARBON
ESTADO DE CRIBAS
BAJA EFICIENCIA Y RECHAZOS
EXCESIVOS DE CARBON
5
TAMAÑO DE CARBON FUERA
DE ESPECIFICACION
POR DAÑO DE CRIBAS
2INSPECCION
VISUAL DE CRIBAS 3 30
SUPERVISION Y MANTENIMIENTO
PERIODICO DE LAS CRIBAS
ING. RICARDO GUZMAN, ING.
FRANCISCO ALANIZ
Se supervisa periodicamente el estado de cribas de acuerdo una hoja de
verificacion
DESGASTE DE RODILLOS
BAJA EFICIENCIA DEL
PULVERIZADOR Y SATURACION
7
TIEMPO EXCESIVO DE
OPERACION SIN MANTTO.
7 INSPECCION VISUAL Y FINURA 3 147
ESTABLECER LOS CRITERIOS PARA UN
MANTENIMIENTO Y/O CAMBIO DE RODILLOS DE ACUERDO AL TIEMPO DE
OPERACION
ING. FRANCISCO
ALANIZ
se programan a revision de acuerdo
a resultados de finura y de la pba de
capacidad
DESGASTE DE LA PISTA
BAJA EFICIENCIA DEL
PULVERIZADOR Y SATURACION
7
TIEMPO EXCESIVO DE
OPERACION SIN MANTTO.
8 INSPECCION VISUAL Y FINURA 3 168
ESTABLECER LOS CRITERIOS PARA UN
MANTTO. Y/O CAMBIO DE PISTA DE ACUERDO AL TIEMPO DE OPERACION
ING. FRANCISCO
ALANIZ
se programan a revision de acuerdo
a resultados de finura y de la pba de
capacidad
BAJA PRESION DE ACEITE DE
LUBRICACION
BAJA PRESION Y DAÑO DEL
EQUIPO9 CONTAMINACIO
N DEL ACEITE 7INSPECCION
VISUAL Y ANALISIS DEL ACEITE
4 252
REVISAR "O" RING, BUJES BIPARTIDOS RETENES Y EMPAQUES DE SELLOS
DEL BALERO GUIA SUPERIOR DURANTE LOS
MANTENIMIENTO DEL PULV.
ING. FRANCISCO
ALANIZ
Se incluye en los contratos de
mantenimiento de los pulverizadores y en la instruccion de
Mantenimiento
EXTRACCION DE PIRITAS
EMBANCAMINTO Y DESGASTE DE ARRASTRADORE
S
9SECUENCIA DE
EXTRACCION DE PIRITAS
5
PROC. C2508011 DE CZA DE FONDO,
FORMATO DE ESTADO DE
PULVERIZADORES
3 135
SE AJUSTAN LAS VARIABLES DE ACUERDO
A LAS RECOMENDACIONES DEL
DOE TOMANDO COMO REF. LA PRESION INT. DEL
PULV.
ING. DAVID AGUIRRE
Se implementa un formato de control
para las condiciones operativas de los pulverizadores
DESAJUSTE DE RODILLOS
BAJA MOLIENDA Y SATURACION 5
HUELGO ENTRE RODILLOS Y
PISTA5
POR EXCESO DE RECHAZO DE
PIRITAS3 75
ESTABLECER EN PROC. O IM REVISION DE
HUELGOS Y ESTADO DE RODILLOS DURANTE
PAROS PROLONGADOS DE LOS PULVS.
ING. FRANCISCO
ALANIZ
Se estan ajustando los huelgos entre rodillos y pistas en base al reporte de finura
FALTA DE MANTTO. A
PULVERIZADORES.
BAJA MOLIENDA Y SATURACION 9 POR FALTA DE
PRESUPUESTO 7SE REALIZA
PLANEACION DE PRESUPUESTO
4 252
DEL PRESUPUESTO AUTORIZADO A LA
CENTRAL ASIGNAR AL MANTTO. DE
PULVERIZADORES LOS RCURSOS NECESARIOS
DE ACUERDO A LA PLANEACION POR SER
EQUIPOS ESTRATEGICOS PARA LA GENERACION.
C. P. JORGE ROQUE
GARZA Q.
Función del Proceso
Modo potencial de falla
PULVERIZAR EL CARBON
Efecto potencial de falla
SEV
Causa(s) potencial de la falla
OCU
Responsabilidad y día de
culminación
Resultados de las accionesControles actuales del
proceso
DET
NPR
Acciones recomendadas
4.2. Conclusiones de la Fase En esta fase se identificaron las causas principales que originan las fallas en los pulverizadores utilizando las diferentes herramientas, Además se determino con un análisis de Capacidad que existen 2 pulverizadores con un índice de finura muy bajo que refleja un desgaste excesivo de los elementos de molienda que son la pista y los rodillos por falta de mantenimiento estos son los pulverizadores A, Y B. Se realizo un análisis de R&R para la variable principal de salida de los pulverizadores que es la finura del carbón y revelo que se tiene un sistema de medición en conjunto confiable. También desde esta fase podemos concluir que una causa de la Energía no Generada por fallas en los pulverizadores es la Falta de Mantenimiento, ya que están operando con índices de finura más bajos que los recomendados lo cual ocasiona un desgaste excesivo para los equipos y rechazo de piritas fuera de lo normal.

Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 22 de 56
5. Análisis
5.1. Entregables
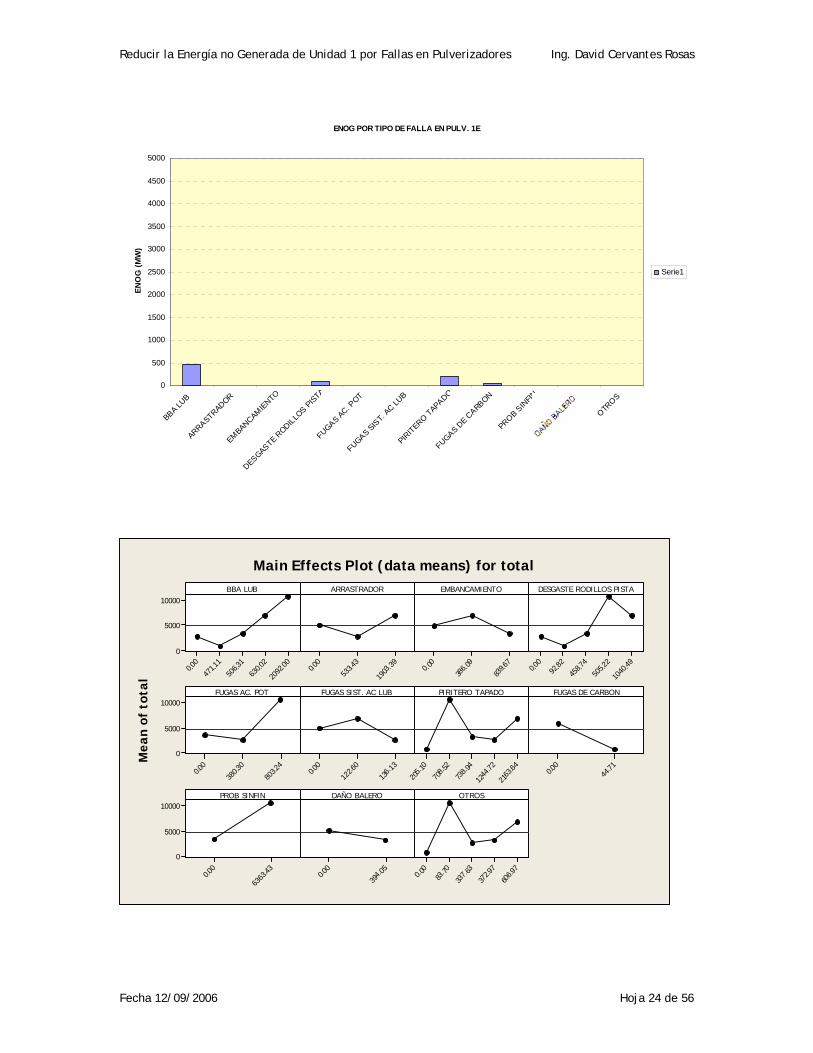
5.1.1. Análisis de Multi-Variable
ENOG POR TIPO DE FALLA EN PULVERIZADOR A
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
ENO
G (M
W)
Serie1
ENOG POR TIPO FALLA EN PULV. 1B
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
BBA LUB
ARRASTRADOR
EMBANCAMIENTO
DESGASTE RODILLO
S PISTA
FUGAS AC. POT
FUGAS SIST.
AC LUB
PIRITERO TAPADO
FUGAS DE C
ARBON
PROB SIN
FIN
OTROS
ENO
G (M
W)
Serie1

Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 23 de 56
ENOG POR TIPO DE FALLA EN PULVERIZADOR 1C
0.00
500.00
1000.00
1500.00
2000.00
2500.00
3000.00
3500.00
4000.00
4500.00
5000.00
BBA LUB
ARRASTRADOR
EMBANCAMIENTO
DESGASTE RODILLO
S PISTA
FUGAS AC. POT
FUGAS SIST.
AC LUB
PIRITERO TAPADO
FUGAS DE C
ARBON
PROB SIN
FIN
OTROS
ENO
G (M
W)
Serie1
ENOG POR TIPO DE FALLA EN PULV. 1D
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
BBA LUB
ARRASTRADOR
EMBANCAMIENTO
DESGASTE RODILLO
S PISTA
FUGAS AC. POT
FUGAS SIST.
AC LUB
PIRITERO TAPADO
FUGAS DE C
ARBON
PROB SIN
FIN
OTROS
ENO
G (M
W)
Serie1
Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 24 de 56
Mea
n of
tot
al
2092
.00
630.0
2
506.3
1
471.1
10.0
0
10000
5000
0
1903
.39
533.4
30.0
0
839.6
7
386.0
90.0
0
1040
.49
505.2
2
458.7
492
.82
0.00
803.2
4
380.3
00.0
0
10000
5000
0
136.1
3
122.6
00.0
0
2163
.64
1244
.72
738.9
4
708.5
2
205.1
044
.710.00
6363
.430.00
10000
5000
0
394.0
50.0
0
606.9
7
372.9
7
337.6
383
.700.00
BBA LUB ARRASTRADOR EMBANCAMIENTO DESGASTE RODILLOS PISTA
FUGAS AC. POT FUGAS SIST. AC LUB PIRITERO TAPADO FUGAS DE CARBON
PROB SINFIN DAÑO BALERO OTROS
Main Effects Plot (data means) for total
ENOG POR TIPO DE FALLA EN PULV. 1E
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
BBA LUB
ARRASTRADOR
EMBANCAMIENTO
DESGASTE RODILLO
S PISTA
FUGAS AC. POT
FUGAS SIST.
AC LUB
PIRITERO TAPADO
FUGAS DE C
ARBON
PROB SIN
FIN
OTROS
ENO
G (M
W)
Serie1

Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 25 de 56
5.1.2. Análisis de Anova One-way ANOVA: gb versus xflutotalcar Source DF SS MS F P xflutotalcar 5 93348366040 18669673208 1.65 0.169 Error 42 4.76203E+11 11338174160 Total 47 5.69552E+11 S = 106481 R-Sq = 16.39% R-Sq(adj) = 6.44% Individual 95% CIs For Mean Based on Pooled StDev Level N Mean StDev ---+---------+---------+---------+------ 1 8 8107011 95380 (----------*----------) 2 8 8108886 72900 (---------*----------) 3 8 8103355 144258 (----------*---------) 4 8 8158730 88306 (----------*---------) 5 8 8145137 108497 (----------*---------) 6 8 8228974 115053 (----------*---------) ---+---------+---------+---------+------ 8050000 8120000 8190000 8260000 En este análisis podemos observar que la capacidad de los pulverizadores para moler la cantidad de carbón esta directamente relacionada con la generación. Estos datos fueron tomados a la máxima carga y al flujo máximo permitido por los pulverizadores de carbón.
Mea
n of
gb
654321
8240000
8220000
8200000
8180000
8160000
8140000
8120000
8100000
654321
xflutotalcar xVAP MM H2O
Main Effects Plot flujo de carbon de pulverizadores contra Energia Generada
En esta grafica se observa que si incrementamos la capacidad de los pulverizadores para moler más carbón aumentamos la generación, la unidad puede dar más ya que su capacidad nominal es de 8400000 KWhr, y no estamos dando la carga nominal.

Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 26 de 56
5.1.3. Prueba de Hipótesis.
Para realizar esta prueba seleccionamos 2 pulverizadores con diferentes cantidades de Carbón integrado mensual, se quiere comprobar si el índice de finura es significativo para este resultado y tomarlo como referencia del estado del equipo y tomar la decisión de sacarlos a mantenimiento.
Se toma como referencia el mes de mayo del 2005. Se selecciona el pulverizador B que tiene bajo índice de finura y el pulverizador D que tiene un índice de finura mayor.
Ho: μB = μD
Ha: μB ≠ μD PULV B PULV D XB = 64.57 XD = 77.67 SB = 6.98 SD = 13.25 nB = 7 nD = 9 GL= (nB-1) + (nD-1) = 14 - 2.14 2.14
Spond = (nA-1) SA2 + (nB-1) SB2 (nA-1) + (nB-1)
Spond = (6) (6.98)2 + (8) (13.25)2 (6) + (8)
Spond = 11
tcalc = XB - XD = 64.57- 77.67 = -2. 363 Spond 1 + 1 11 1 + 1 nA nB 7 9
tcalc < tα/2, 14 por lo tanto rechazo Ho Es decir que si existe diferencia entre los pulverizadores, es decir que uno con bajo índice de finura estará limitado para moler la cantidad de carbón demandada para generar la potencia nominal de la unidad.
∝/2 , 14 1−∝/2 , 14 t
1−∝
t
Zona de rechazo
∝/2 ∝/2

Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 27 de 56
5.2. Conclusiones de Fase En la fase de Medición se identificaron las entradas significativas de acuerdo al análisis mediante la matriz causa efecto y en esta fase se analizo estadísticamente las causas que afectan mas a la Generación se analizo también la cantidad de carbón que pueden moler los pulverizadores en la condición actual y esta directamente relacionada con la variable principal, por lo tanto podemos concluir que las causas de la Energía no Generada atribuida a las fallas en pulverizadores son: 1.- Falta de Mantenimiento en pulverizadores principalmente. 2.- Los problemas de lubricación, Rodillos, Pista, sinfín, son por desgaste excesivo del equipo por trabajarlo más horas de las recomendadas para su mantenimiento. 3.-Embancamiento. Estas entradas ocasionan falla de pulverizadores pero no se tiene estadística de algunas de ellas porque no es posible medirlas periódicamente ya que los equipos están operando de forma continua estas variables son desgaste de pista, rodillos etc. Para lo cual seria necesario incluso remover partes del pulverizador.

Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 28 de 56
6. Incremento
6.1. Entregables
6.1.1. Hoja de planeación de DOE
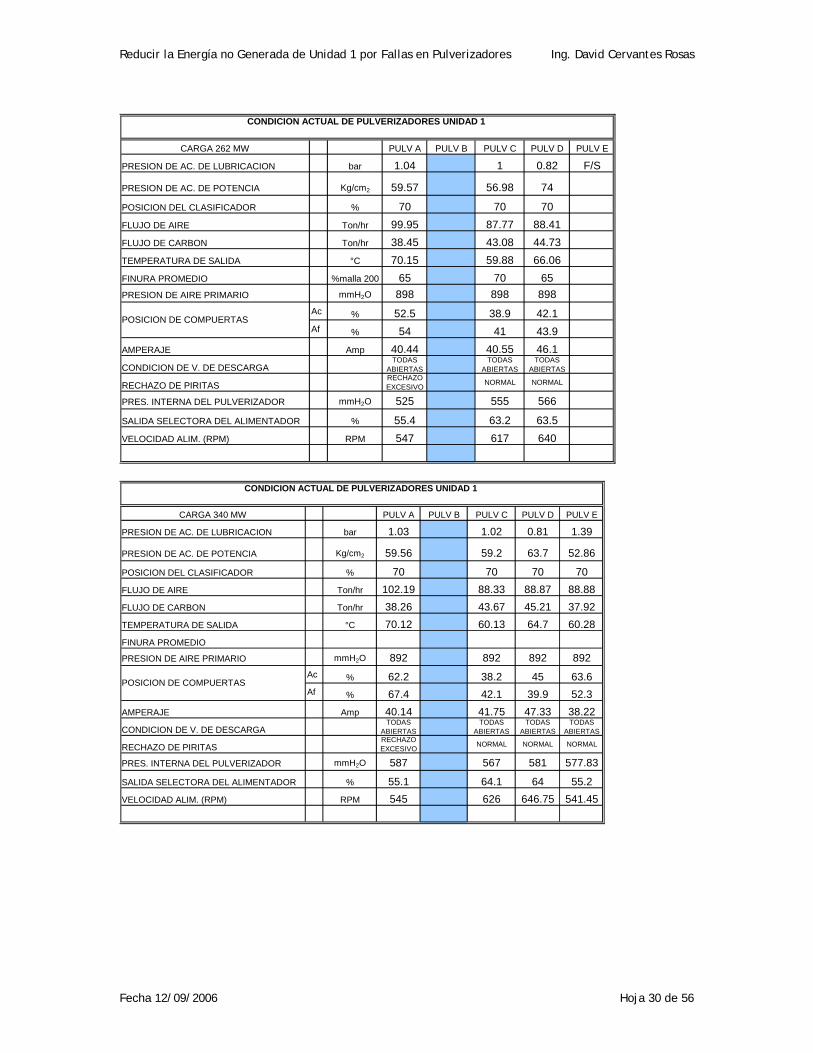
Se realiza una prueba para determinar la presión interna del pulverizador, que tiene relación con los embancamientos y relacionar la finura con la capacidad de molienda de los pulverizadores ya que están ligadas directamente con la variable principal que es la ENOG, si una de estas dos variables es afectada se tiene que limitar la carga del pulverizador y por consecuencia la generación de la unidad.
Se diseña la siguiente hoja de lecturas para realizar las pruebas.
CARGA 340 MW PULV A PULV B PULV C PULV D PULV E
PRESION DE AC. DE LUBRICACION bar
PRESION DE AC. DE POTENCIA Kg/cm2
POSICION DEL CLASIFICADOR %
FLUJO DE AIRE Ton/hr
FLUJO DE CARBON Ton/hr
TEMPERATURA DE SALIDA °C
FINURA PROMEDIO %malla 200
PRESION DE AIRE PRIMARIO mmH2O
Ac %Af %
AMPERAJE Amp
CONDICION DE V. DE DESCARGA
RECHAZO DE PIRITAS
PRES. INTERNA DEL PULVERIZADOR mmH2O
SALIDA SELECTORA DEL ALIMENTADOR %
VELOCIDAD ALIM. (RPM) RPM
POSICION DE COMPUERTAS
OBSERVACIONES
CONDICION ACTUAL DE PULVERIZADORES UNIDAD 1
Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 29 de 56
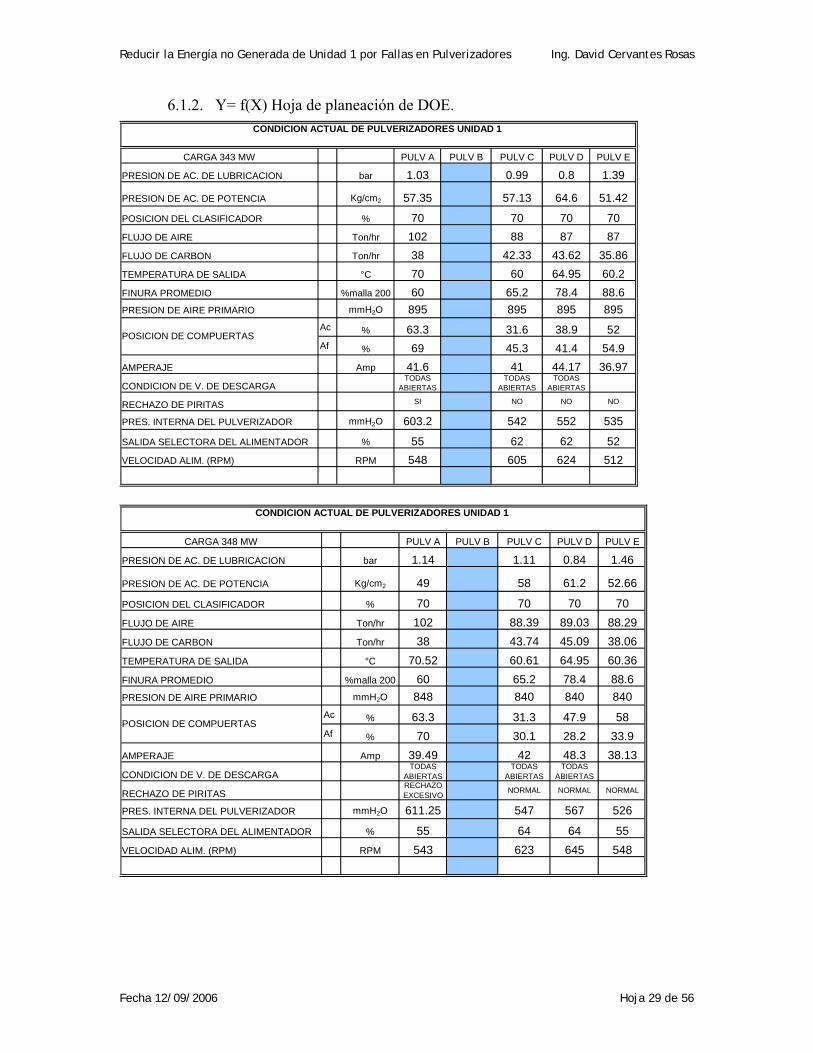
6.1.2. Y= f(X) Hoja de planeación de DOE.
CARGA 343 MW PULV A PULV B PULV C PULV D PULV E
PRESION DE AC. DE LUBRICACION bar 1.03 0.99 0.8 1.39
PRESION DE AC. DE POTENCIA Kg/cm2 57.35 57.13 64.6 51.42
POSICION DEL CLASIFICADOR % 70 70 70 70FLUJO DE AIRE Ton/hr 102 88 87 87FLUJO DE CARBON Ton/hr 38 42.33 43.62 35.86TEMPERATURA DE SALIDA °C 70 60 64.95 60.2FINURA PROMEDIO %malla 200 60 65.2 78.4 88.6PRESION DE AIRE PRIMARIO mmH2O 895 895 895 895
Ac % 63.3 31.6 38.9 52Af % 69 45.3 41.4 54.9
AMPERAJE Amp 41.6 41 44.17 36.97CONDICION DE V. DE DESCARGA
TODAS ABIERTAS
TODAS ABIERTAS
TODAS ABIERTAS
RECHAZO DE PIRITAS SI NO NO NO
PRES. INTERNA DEL PULVERIZADOR mmH2O 603.2 542 552 535
SALIDA SELECTORA DEL ALIMENTADOR % 55 62 62 52VELOCIDAD ALIM. (RPM) RPM 548 605 624 512
POSICION DE COMPUERTAS
CONDICION ACTUAL DE PULVERIZADORES UNIDAD 1
CARGA 348 MW PULV A PULV B PULV C PULV D PULV E
PRESION DE AC. DE LUBRICACION bar 1.14 1.11 0.84 1.46
PRESION DE AC. DE POTENCIA Kg/cm2 49 58 61.2 52.66
POSICION DEL CLASIFICADOR % 70 70 70 70FLUJO DE AIRE Ton/hr 102 88.39 89.03 88.29FLUJO DE CARBON Ton/hr 38 43.74 45.09 38.06TEMPERATURA DE SALIDA °C 70.52 60.61 64.95 60.36FINURA PROMEDIO %malla 200 60 65.2 78.4 88.6PRESION DE AIRE PRIMARIO mmH2O 848 840 840 840
Ac % 63.3 31.3 47.9 58Af % 70 30.1 28.2 33.9
AMPERAJE Amp 39.49 42 48.3 38.13CONDICION DE V. DE DESCARGA
TODAS ABIERTAS
TODAS ABIERTAS
TODAS ABIERTAS
RECHAZO DE PIRITASRECHAZO EXCESIVO NORMAL NORMAL NORMAL
PRES. INTERNA DEL PULVERIZADOR mmH2O 611.25 547 567 526
SALIDA SELECTORA DEL ALIMENTADOR % 55 64 64 55VELOCIDAD ALIM. (RPM) RPM 543 623 645 548
CONDICION ACTUAL DE PULVERIZADORES UNIDAD 1
POSICION DE COMPUERTAS
Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 30 de 56
CARGA 262 MW PULV A PULV B PULV C PULV D PULV E
PRESION DE AC. DE LUBRICACION bar 1.04 1 0.82 F/S
PRESION DE AC. DE POTENCIA Kg/cm2 59.57 56.98 74
POSICION DEL CLASIFICADOR % 70 70 70FLUJO DE AIRE Ton/hr 99.95 87.77 88.41FLUJO DE CARBON Ton/hr 38.45 43.08 44.73TEMPERATURA DE SALIDA °C 70.15 59.88 66.06FINURA PROMEDIO %malla 200 65 70 65PRESION DE AIRE PRIMARIO mmH2O 898 898 898
Ac % 52.5 38.9 42.1Af % 54 41 43.9
AMPERAJE Amp 40.44 40.55 46.1CONDICION DE V. DE DESCARGA
TODAS ABIERTAS
TODAS ABIERTAS
TODAS ABIERTAS
RECHAZO DE PIRITASRECHAZO EXCESIVO NORMAL NORMAL
PRES. INTERNA DEL PULVERIZADOR mmH2O 525 555 566
SALIDA SELECTORA DEL ALIMENTADOR % 55.4 63.2 63.5VELOCIDAD ALIM. (RPM) RPM 547 617 640
CONDICION ACTUAL DE PULVERIZADORES UNIDAD 1
POSICION DE COMPUERTAS
CARGA 340 MW PULV A PULV B PULV C PULV D PULV E
PRESION DE AC. DE LUBRICACION bar 1.03 1.02 0.81 1.39
PRESION DE AC. DE POTENCIA Kg/cm2 59.56 59.2 63.7 52.86
POSICION DEL CLASIFICADOR % 70 70 70 70FLUJO DE AIRE Ton/hr 102.19 88.33 88.87 88.88FLUJO DE CARBON Ton/hr 38.26 43.67 45.21 37.92TEMPERATURA DE SALIDA °C 70.12 60.13 64.7 60.28FINURA PROMEDIO
PRESION DE AIRE PRIMARIO mmH2O 892 892 892 892Ac % 62.2 38.2 45 63.6Af % 67.4 42.1 39.9 52.3
AMPERAJE Amp 40.14 41.75 47.33 38.22CONDICION DE V. DE DESCARGA
TODAS ABIERTAS
TODAS ABIERTAS
TODAS ABIERTAS
TODAS ABIERTAS
RECHAZO DE PIRITASRECHAZO EXCESIVO NORMAL NORMAL NORMAL
PRES. INTERNA DEL PULVERIZADOR mmH2O 587 567 581 577.83
SALIDA SELECTORA DEL ALIMENTADOR % 55.1 64.1 64 55.2VELOCIDAD ALIM. (RPM) RPM 545 626 646.75 541.45
POSICION DE COMPUERTAS
CONDICION ACTUAL DE PULVERIZADORES UNIDAD 1

Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 31 de 56
CARGA 340 MW PULV A PULV B PULV C PULV D PULV E
PRESION DE AC. DE LUBRICACION bar 1.03 1.02 0.82 1.41
PRESION DE AC. DE POTENCIA Kg/cm2 58.04 57.08 64.67 52.6
POSICION DEL CLASIFICADOR % 70 70 70 70
FLUJO DE AIRE Ton/hr 102.5 88.68 90.23 86.71
FLUJO DE CARBON Ton/hr 35.25 45.09 46.64 37.91
TEMPERATURA DE SALIDA °C 70.42 59.52 65.14 59.7
FINURA PROMEDIO %malla 200 67 83 76 85
PRESION DE AIRE PRIMARIO mmH2O 893 893 893 893Ac % 55.2 38.6 45.3 54.2Af % 68.4 42.1 47.5 56.6
AMPERAJE Amp 40.8 41.63 47.91 38.07
CONDICION DE V. DE DESCARGA A A A A
RECHAZO DE PIRITAS SI NO NO NO
PRES. INTERNA DEL PULVERIZADOR mmH2O 536 580 590 563
SALIDA SELECTORA DEL ALIMENTADOR % 50.8 66.1 65.2 55
VELOCIDAD ALIM. (RPM) RPM 503 644 668 542
CONDICION ACTUAL DE PULVERIZADORES UNIDAD 1
POSICION DE COMPUERTAS
La variable que esta relacionada directamente con el embancamiento del pulverizador es la presión interna Del mismo. y se requiere controlarla dentro de limites para evitar que se embanque. Esta grafica muestra que variables afectan la presión interna del pulverizador por lo tanto con ellas la vamos a controlar. Aquí se observa que esta en función del flujo de Carbón y del flujo de aire.
Mea
n of
PIN
T
780740
460
440
420
400
380
454035
8986848382
460
440
420
400
380
PAP FC
FA
Main Effects Plot (data means) for PINT
Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 32 de 56
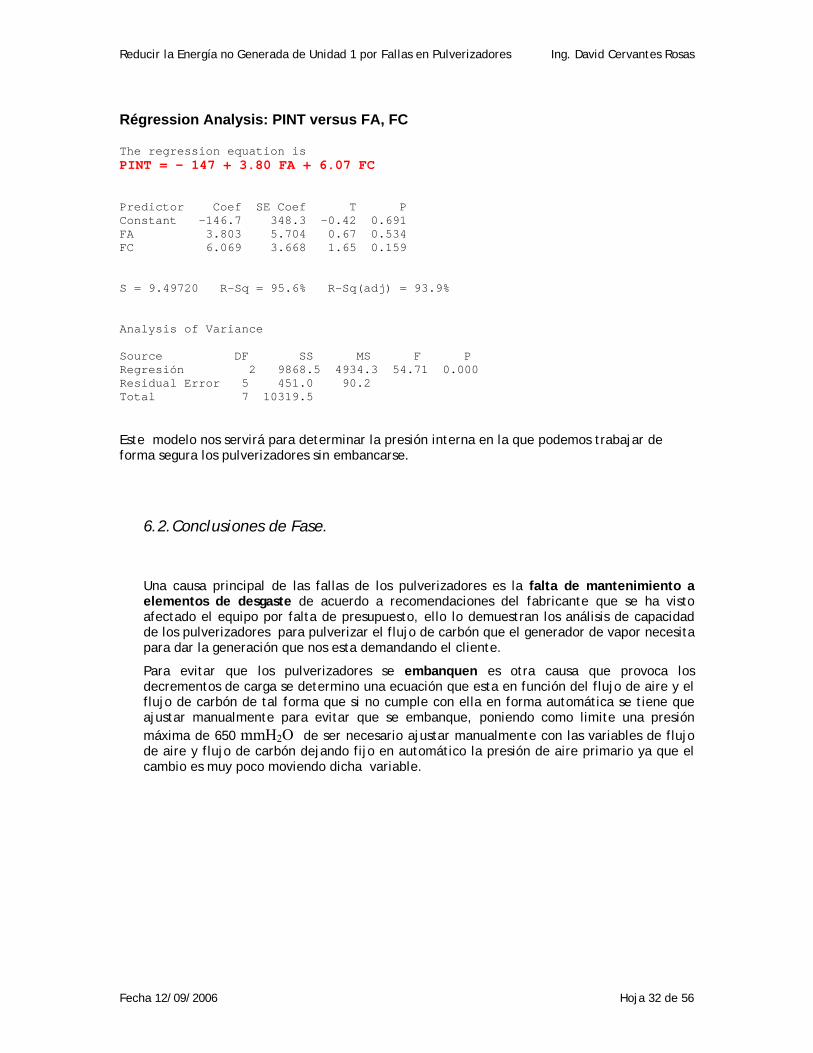
Régression Analysis: PINT versus FA, FC The regression equation is PINT = - 147 + 3.80 FA + 6.07 FC Predictor Coef SE Coef T P Constant -146.7 348.3 -0.42 0.691 FA 3.803 5.704 0.67 0.534 FC 6.069 3.668 1.65 0.159 S = 9.49720 R-Sq = 95.6% R-Sq(adj) = 93.9% Analysis of Variance Source DF SS MS F P Regresión 2 9868.5 4934.3 54.71 0.000 Residual Error 5 451.0 90.2 Total 7 10319.5 Este modelo nos servirá para determinar la presión interna en la que podemos trabajar de forma segura los pulverizadores sin embancarse.
6.2. Conclusiones de Fase.
Una causa principal de las fallas de los pulverizadores es la falta de mantenimiento a elementos de desgaste de acuerdo a recomendaciones del fabricante que se ha visto afectado el equipo por falta de presupuesto, ello lo demuestran los análisis de capacidad de los pulverizadores para pulverizar el flujo de carbón que el generador de vapor necesita para dar la generación que nos esta demandando el cliente.
Para evitar que los pulverizadores se embanquen es otra causa que provoca los decrementos de carga se determino una ecuación que esta en función del flujo de aire y el flujo de carbón de tal forma que si no cumple con ella en forma automática se tiene que ajustar manualmente para evitar que se embanque, poniendo como limite una presión máxima de 650 mmH2O de ser necesario ajustar manualmente con las variables de flujo de aire y flujo de carbón dejando fijo en automático la presión de aire primario ya que el cambio es muy poco moviendo dicha variable.

Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 33 de 56
7. Control
7.1. Entregables
7.1.1. Gráficos de Control. Se incluyen como Gráficos de Control los formatos de prueba de capacidad de los pulverizadores que se realizaran cada que se entreguen después de un mantenimiento para medir rechazos y otras variables del equipo, esto para saber el flujo de carbón que va a poder manejar de forma segura.
FECHA
HORAMODO DE
OPERACIÓN ALIMENTADOR
INTEGRADOR INICIAL
INTEGRADOR FINAL
CONSUMO CARBON
TOTALCORRIENTE
FLUJO DE CARBON
TEMP. DE SALIDA
POSICION COMP.
PRESION INTERNA
PRESION ACEITE
POTENCIA
CANTIDAD RECHAZADA
GRAVI / VOLUM KG AMP TON/HR °C FRIO/CAL % mmH2O BAR KG
PRUEBA DE CAPACIDAD DE PULVERIZADORESDEPARTAMENTO DE OPERACION
PULVERIZADOR
OBSERVACIONES
Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 34 de 56
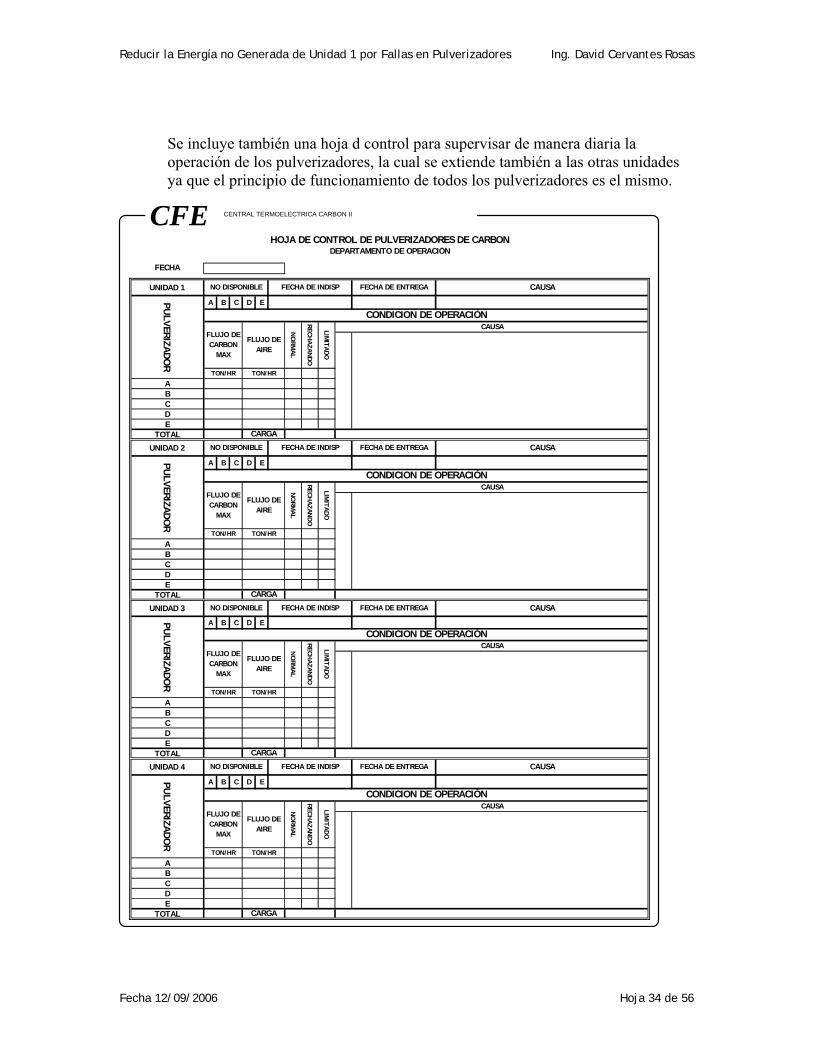
Se incluye también una hoja d control para supervisar de manera diaria la operación de los pulverizadores, la cual se extiende también a las otras unidades ya que el principio de funcionamiento de todos los pulverizadores es el mismo.
FECHA
UNIDAD 1
A B C D E
ABCDE
TOTAL
UNIDAD 2
A B C D E
ABCDE
TOTAL
UNIDAD 3
A B C D E
ABCDE
TOTAL
UNIDAD 4
A B C D E
ABCDE
TOTAL
PULVERIZA
DO
R
TON/HR
CONDICION DE OPERACIÓN
FLUJO DE AIRE
FLUJO DE CARBON
MAX
TON/HR
NO
RMA
L
RECHA
ZAN
DO
LIMITA
DO
CAUSA
CARGA
NO DISPONIBLE FECHA DE INDISP FECHA DE ENTREGA CAUSA
PULVERIZA
DO
R
CONDICION DE OPERACIÓN
FLUJO DE CARBON
MAX
FLUJO DE AIRE
NO
RMA
L
RECHA
ZAND
O
LIMITA
DO
CAUSA
HOJA DE CONTROL DE PULVERIZADORES DE CARBONDEPARTAMENTO DE OPERACIÓN
FECHA DE INDISP FECHA DE ENTREGA CAUSANO DISPONIBLE
TON/HR TON/HR
NO DISPONIBLE FECHA DE INDISP FECHA DE ENTREGA CAUSA
CARGA
CONDICION DE OPERACIÓN
FLUJO DE CARBON
MAX
FLUJO DE AIRE
NO
RMAL
RECHAZAN
DO
LIMITA
DO
CAUSAPU
LVERIZAD
OR
TON/HR
NO DISPONIBLE FECHA DE INDISP
CARGA
TON/HR
FECHA DE ENTREGA CAUSA
PULVERIZA
DO
R
CONDICION DE OPERACIÓN
FLUJO DE CARBON
MAX
FLUJO DE AIRE
NO
RMAL
RECHAZAN
DO
LIMITA
DO
CAUSA
TON/HR TON/HR
CARGA
CFE CENTRAL TERMOELECTRICA CARBON II

Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 35 de 56
7.2. Conclusiones de Fase Se encontraron las acciones correctivas para las causas principales que provocan La energía No generada y se dará seguimiento continuo para cumplir con la meta.
Las acciones correctivas algunas son de supervisión continua y otras se realizaran durante los mantenimientos a los pulverizadores y se realizaran a mediano plazo dependiendo del estado de los mismos por lo tanto éste parámetro entrará en control de acuerdo con la meta de manera lenta a medida que se les da el mantenimiento a los pulverizadores que tienen baja molienda y se apliquen las recomendaciones operativas.
Una variable de ruido que afecta directamente el cumplimiento a nuestra meta es la asignación de presupuesto para adquirir las refacciones necesarias para el mantenimiento adecuado de estos equipos que son estratégicos para la generación.
Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 36 de 56
8. Cierre del Proyecto
8.1. Entregables
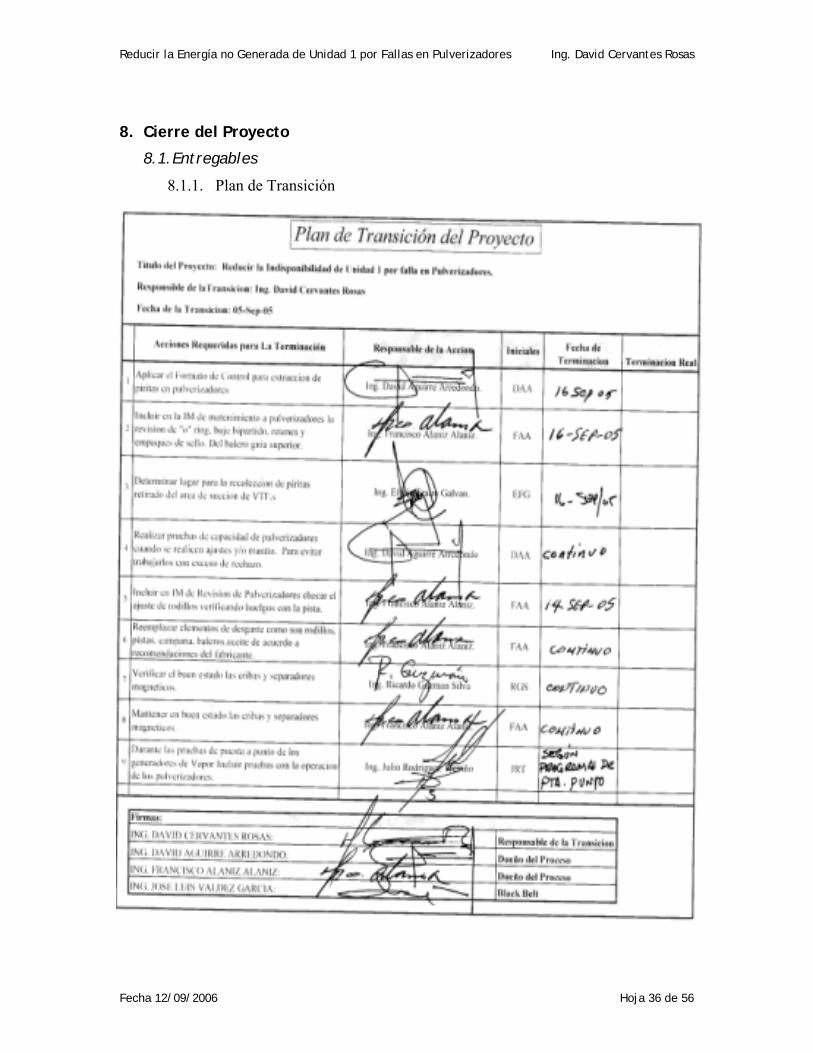
8.1.1. Plan de Transición
Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 37 de 56
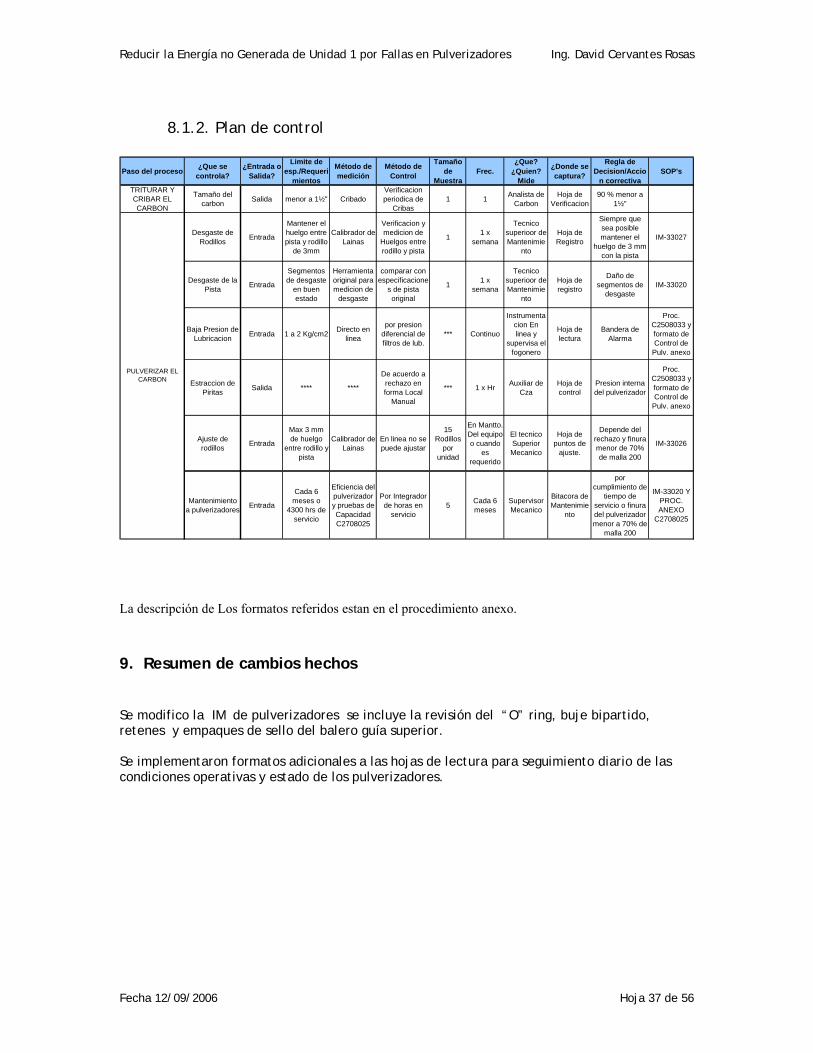
8.1.2. Plan de control Paso del proceso ¿Que se
controla?¿Entrada o
Salida?
Limite de esp./Requeri
mientos
Método de medición
Método de Control
Tamaño de
MuestraFrec.
¿Que? ¿Quien?
Mide
¿Donde se captura?
Regla de Decision/Accio
n correctivaSOP's
TRITURAR Y CRIBAR EL CARBON
Tamaño del carbon Salida menor a 1½" Cribado
Verificacion periodica de
Cribas1 1 Analista de
CarbonHoja de
Verificacion90 % menor a
1½"
Desgaste de Rodillos Entrada
Mantener el huelgo entre pista y rodillo
de 3mm
Calibrador de Lainas
Verificacion y medicion de
Huelgos entre rodillo y pista
1 1 x semana
Tecnico superioor de Mantenimie
nto
Hoja de Registro
Siempre que sea posible mantener el
huelgo de 3 mm con la pista
IM-33027
Desgaste de la Pista Entrada
Segmentos de desgaste
en buen estado
Herramienta original para medicion de
desgaste
comparar con especificacione
s de pista original
1 1 x semana
Tecnico superioor de Mantenimie
nto
Hoja de registro
Daño de segmentos de
desgasteIM-33020
Baja Presion de Lubricacion Entrada 1 a 2 Kg/cm2 Directo en
linea
por presion diferencial de filtros de lub.
*** Continuo
Instrumentacion En linea y
supervisa el fogonero
Hoja de lectura
Bandera de Alarma
Proc. C2508033 y formato de Control de
Pulv. anexo
Estraccion de Piritas Salida **** ****
De acuerdo a rechazo en forma Local
Manual
*** 1 x Hr Auxiliar de Cza
Hoja de control
Presion interna del pulverizador
Proc. C2508033 y formato de Control de
Pulv. anexo
Ajuste de rodillos Entrada
Max 3 mm de huelgo
entre rodillo y pista
Calibrador de Lainas
En linea no se puede ajustar
15 Rodillos
por unidad
En Mantto. Del equipo o cuando
es requerido
El tecnico Superior Mecanico
Hoja de puntos de
ajuste.
Depende del rechazo y finura menor de 70% de malla 200
IM-33026
Mantenimiento a pulverizadores Entrada
Cada 6 meses o
4300 hrs de servicio
Eficiencia del pulverizador y pruebas de Capacidad C2708025
Por Integrador de horas en
servicio 5 Cada 6
meses Supervisor Mecanico
Bitacora de Mantenimie
nto
por cumplimiento de
tiempo de servicio o finura del pulverizador menor a 70% de
malla 200
IM-33020 Y PROC. ANEXO
C2708025
PULVERIZAR EL CARBON
La descripción de Los formatos referidos estan en el procedimiento anexo.
9. Resumen de cambios hechos Se modifico la IM de pulverizadores se incluye la revisión del “O” ring, buje bipartido, retenes y empaques de sello del balero guía superior. Se implementaron formatos adicionales a las hojas de lectura para seguimiento diario de las condiciones operativas y estado de los pulverizadores.

Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 38 de 56
10. Elementos clave seis sigma
10.1. X’s y Y’s Críticas Identificadas. 1.-La Y critica es nuestra variable principal de salida, es la Energía No Generada de la Unidad 1 por falla en los pulverizadores. 2.-Otra salida es la Finura de carbón que es una variable importante de los pulverizadores. Las Variables de entrada significativas son: 1.-Falta de Mantenimiento a los pulverizadores. 2.-Embancamiento de los pulverizadores. Del análisis resultaron otras entradas significativas que están relacionadas con la falta de mantenimiento que ya se menciona en el punto no. 1 estas son, estado de rodillos, pistas, problemas en el sistema de lubricación etc. Estas no quedan excluidas ya que también se toman acciones correctivas.
10.2. Determinación del Entitlement. Se determino en base a la estadística que se tiene de la Energía No generada en esta unidad y en algunos meses no se tiene indisponibilidad por lo tanto se tomo el Valor de 0.00 Mw. DATOS PARA DETERMINAR LA META DATOS ACTUALES
Dic-03 5372.71 Ene-05 0 Ene-04 599.15 Feb-05 2660.7 Feb-04 Mar-05 3021.9 Mar-04 0 Abr-05 1392.65 Abr-04 7862.03 May-05 3001.95 May-04 1965.36 Jun-05 94.5 Jun-04 Jul-05 165.2 Jul-04 5695.29 Ago-05 6212.85
Ago-04 1134.03 Sep-05 3465.36 Sep-04 3339.6 Oct-04 1551.61
Nov-04 110.05 Dic-04
LINEA BASE 2762.98 ENTITLEMENT 0 TARGET 828.89
INICIA LA APLICION DEL PROYECTO

Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 39 de 56
10.3. Capacidad a Corto Plazo del Proceso.
Se determino Cp de 0.0 y Cpk de 0.00 esta muy bajo y requiere acciones inmediatas para mejorar a valores aceptables.
La capacidad de proceso a partir de que empezó la aplicación del proyecto es:
10.4. Capacidad a Largo Plazo del Proceso
1000080006000400020000-2000-4000
Target USLProcess Data
Sample N 4StDev (Within) 1550.61837StDev (O v erall) 3192.50458
LSL *Target 828.90000USL 2763.00000Sample Mean 2484.47750
Potential (Within) C apability
C C pk 0.42
O v erall C apability
Pp *PPL *PPU 0.03Ppk
C p
0.03C pm 0.18
*C PL *C PU 0.06C pk 0.06
O bserv ed PerformancePPM < LSL *PPM > USL 500000.00PPM Total 500000.00
Exp. Within PerformancePPM < LSL *PPM > USL 428725.34PPM Total 428725.34
Exp. O v erall PerformancePPM < LSL *PPM > USL 465239.33PPM Total 465239.33
WithinOverall
ANALISIS DE CAPACIDAD DE ENOG POR FALLA EN PULVERIZADORES DESPUES
Al iniciar la aplicación del proyecto continua baja la Capacidad del proceso que esta en Cpk= 0.06 sin embargo la tendencia es hacia la meta. Con la maduración del proyecto el proceso mejorara hasta llegar al objetivo.

Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 40 de 56
11. Anexos Anexo 1 Macromapa
RECIBIR EL CARBON DE DIFERENTES
FUENTES EN LA C. T. CARBON II
CRIBAR Y TRITURAR EL
CARBON
PULVERIZAR EL CARBON
QUEMAR EL CARBON EN EL
GENERADOR DE VAPOR
PRODUCIR VAPOR
NECESARIO EN LA TURBINA
TRANSFORMAR LA ENERGIA TERMICA EN
MECANICA EN LA TURBINA
PRODUCIR LA ENERGIA
ELECTRICA EN EL GENERADOR
ELECTRICO.

Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 41 de 56
11.1. Otros (Detalles)
ENOG1
Perc
ent
100007500500025000-2500-5000
99
95
90
80
70
60504030
20
10
5
1
Mean
0.186
2763StDev 2705N 10AD 0.474P-Value
PBA DE NORMALIDAD DE DATOS DE ENOG U-1Normal

Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 42 de 56
En el interior de esta campana esta el balero y la flecha y están protegidos con aire de sellos
Campana Completa

Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 43 de 56
Esta parte esta cubierta con la campana y esta presurizada con aire de sellos
balero
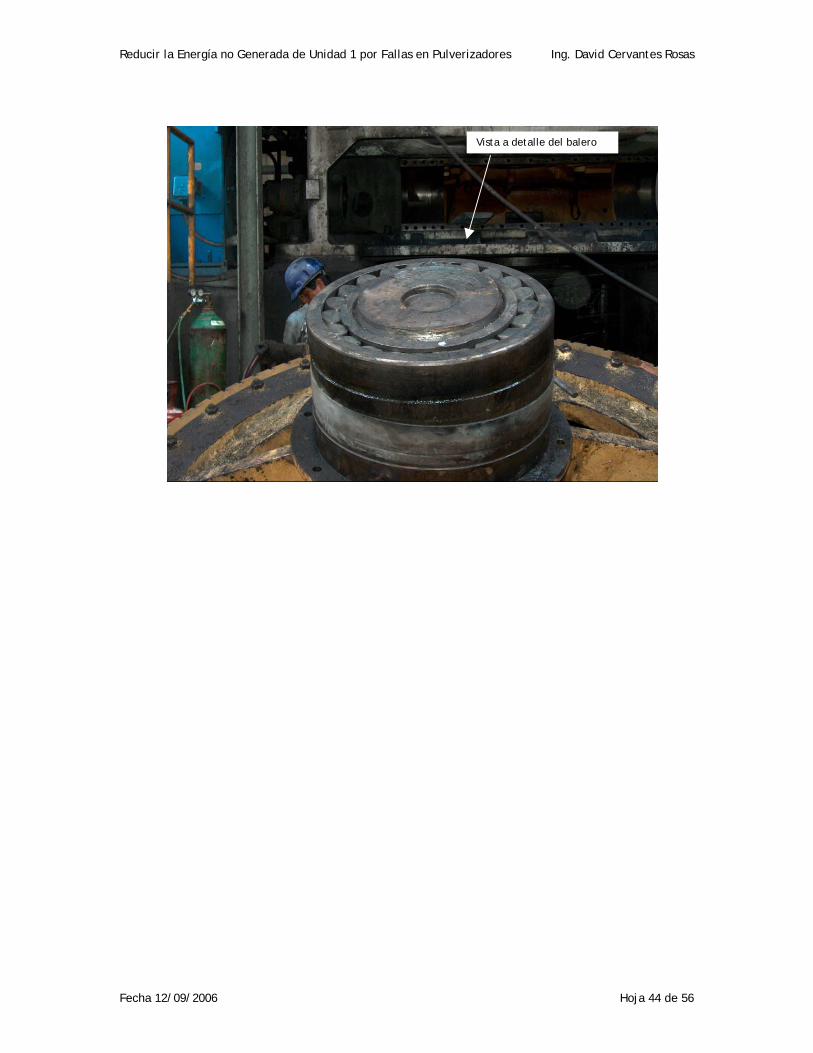
Balero y flecha que sufren daño cuando se filtra el polvo de carbón y se contamina el aceite.
Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 44 de 56
Vista a detalle del balero

Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 45 de 56
Esquema de las partes del pulverizador de Unidades 1 y 2.
DIAGRAMA ESQUEMATICO DEL PULVERIZADOR DE CARBON DE UNIDADES 1 Y 2
Balero
Linea de aire de sellos
Campana
Pista
Rodillos
Huelgo entre pista y rodillo
Corona

Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 46 de 56
Se anexa Procedimiento para Realizar la prueba de capacidad de los pulverizadores.

Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 47 de 56

Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 48 de 56
1.- INTRODUCCION: En todo proceso de producción sin importar su tamaño o ramo de actividad, se tienen procedimientos técnicos y administrativos para controlar la calidad del producto que impacta en la competitividad, todos los equipos del proceso tienen desgaste por efecto de la operación continua, o una condición de trabajo no optima para el equipo, por lo tanto es necesario realizar pruebas de comportamiento de estos equipos en diferentes condiciones de operación para trabajarlos con el máximo rendimiento. 2.- OBJETIVO: El presente procedimiento tiene la finalidad de establecer la metodología para realizar las pruebas de capacidad de los pulverizadores de las cuatro unidades de la Central Termoeléctrica Carbón II. 3.- CAMPO DE APLICACION: Este Procedimiento es aplicable a todos los pulverizadores de la C.T. Carbón II. 4.- DEFINICIONES: Ver Reglamento General de Operación así como el vocabulario usual en Centrales Termoeléctricas. 5.- REFERENCIAS: Reglamento de Seguridad e Higiene Capitulo 500-550 Generación Carboeléctrica. Reglamento General de Operación Administración moderna de la Seguridad y Control de Pérdidas Sistema de Clasificación Internacional de la Seguridad Procedimiento de Licencias y Libranzas C2708011 Procedimiento para arranque y paro de elevaciones de Carbón C2508033 Y C2608033 Manual de Procedimientos de las Actividades de Seguridad e Higiene C.T. Carbón II. 6.- RESPONSABILIDADES: Es Responsabilidad de: ♦ Jefatura del Departamento de Operación.- Solicitar la prueba a los
Departamentos de Análisis y Resultados así como al departamento de Carbón y
Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 49 de 56
Cenizas cuando el considere necesario una prueba, y siempre que se entregue un pulverizador después de un mantenimiento mayor.
♦ Jefatura del Departamento de Análisis y Resultados.- Programar los recursos necesarios para realizar la prueba de capacidad de los pulverizadores y establecer los escalones de carga del pulverizador en prueba.
♦ Jefatura del Departamento de Carbón y Cenizas.- Programar los recursos necesarios para la realización de la prueba y análisis de los rechazos de piritas e informar al departamento de operación de los resultados de los análisis realizados.
♦ Superintendente de turno. Coordinar la prueba en comunicación con el operador central, superintendente de turno auxiliar y personal de análisis y resultados, así como solicitar apoyo de recursos adicionales de mantenimiento si es necesario para el desarrollo de la prueba. Otra de sus responsabilidades es dejar registro de la prueba en el libro relatorio así como en el formato de prueba de capacidad de los pulverizadores.
7.- ACTIVIDADES: 7.1.- Prueba de Capacidad de Pulverizadores. La prueba de capacidad de los pulverizadores es muy importante para determinar los límites en los que debemos trabajarlos sin que estos sufran desgaste adicional. Es necesario realizarla después de un mantenimiento mayor o en cambios bruscos de calidad del combustible carbón para no sobrecargarlos. 7.1.1.- Prueba para Pulverizadores de Unidades 1 Y 2.
1.- Verificar libranzas de mantenimiento del pulverizador retiradas así como de su equipo auxiliar de acuerdo al procedimiento de licencias y libranzas C2708011. 2.- Ponga en servicio la elevación de Carbón completa de acuerdo al procedimiento C2508033. 3.- Verificar todos los parámetros operativos del pulverizador en valores normales de operación y el sistema de aceite de potencia en automático realizando ciclos de carga y descarga de la bomba. 4.- Determinar los Escalones de carga del pulverizador. 5.- Verificar Limpio el piritero que no tenga piritas antes de iniciar la prueba. 6.- Llevar al Pulverizador y Alimentador al primer escalón de carga en forma manual verificando las siguientes condiciones. a) Que el aire se ajuste automáticamente al flujo de combustible. b) La corriente del pulverizador no debe ser mayor de 50 Amp. Ni presentar
variaciones, la presión interna no debe ser mayor de 650 mmH2O, de ser así interrumpa la prueba mientras se investiga su causa.
c) Tome lecturas de los parámetro establecidos en el formato de la prueba y déjelo en cada condición por lo menos media hora para contabilizar el rechazo de
Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 50 de 56
piritas el cual no debe ser mayor de 100 Kg. por hora, este valor es estimado ya que depende mucho de la calidad del carbón.
d) Lleve el pulverizador y Alimentador a otro escalón de carga y tome lecturas nuevamente como en el inciso anterior y deben respetarse los limites del inciso b.
e) Lleve el equipo a máxima carga verificando el rechazo y los limites establecidos y tome nuevamente lectura de parámetros, debe confirmarse si el pulverizador puede moler la cantidad proporcional para dar la máxima carga de la unidad, esto es debe moler aproximadamente 55 T/H sin rebasar los limites de operación y con una finura mayor de 80% de malla 200.
f) Normalice la carga de los pulverizadores de acuerdo a la demanda de Generación y deje sus parámetros en automático, notifique del resultado preliminar al área de mantenimiento y solicite su intervención si es necesario.
7.1.2.- Prueba para pulverizadores de Unidades 3 Y 4.
1.- Verificar libranzas de mantenimiento del pulverizador retiradas así como de su equipo auxiliar de acuerdo al procedimiento de licencias y libranzas C2708011. 2.- Ponga en servicio la elevación de Carbón completa de acuerdo al procedimiento C2608033. 3.- Verificar todos los parámetros operativos del pulverizador en valores normales de operación. 4.- Determinar los Escalones de carga del pulverizador. 5.- Verificar Limpio el piritero que no tenga piritas antes de iniciar la prueba. 6.- Llevar al Pulverizador y Alimentador al primer escalón de carga en forma manual verificando las siguientes condiciones. g) Que el aire se ajuste automáticamente al flujo de combustible. h) La corriente del pulverizador no debe ser mayor de 50 Amp. Ni presentar
variaciones, la presión interna no debe ser mayor de 60 mbar, de ser así interrumpa la prueba mientras se investiga su causa.
i) Tome lecturas de los parámetro establecidos en el formato del anexo 1 y déjelo en cada condición por lo menos media hora para contabilizar el rechazo de piritas el cual no debe ser mayor de 100 Kg. por hora, este valor es estimado ya que depende mucho de la calidad del carbón.
j) Lleve el pulverizador y Alimentador a otro escalón de carga y tome lecturas nuevamente como en el inciso anterior y deben respetarse los limites del inciso b.
k) Lleve el equipo a máxima carga verificando el rechazo y los limites establecidos y tome nuevamente lectura de parámetros, debe confirmarse si el pulverizador puede moler la cantidad proporcional para dar la máxima carga de la unidad y mas para mantener la disponibilidad del equipo por un tiempo mínimo de seis meses cuando le toque su próximo mantenimiento, esto corresponde a moler aproximadamente 55 T/H sin rebasar los limites de operación y con una finura mayor de 80% de malla 200.
Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 51 de 56
l) Normalice la carga de los pulverizadores de acuerdo a la demanda de Generación y deje sus parámetros en automático, notifique del resultado preliminar al área de mantenimiento y solicite su intervención si es necesario.
7.2.- Prueba para Evaluar Comportamiento de Alimentadores Gravimetricos. El sistema de pesaje de Carbón en alimentadores gravimetricos es muy importante que este lo mas preciso posible ya que de eso depende que los índices de operación como son en RT, y en particular la eficiencia del G.V. nos de resultados reales. El departamento de Instrumentación y control cuenta con un programa periódico de calibración de este sistema, sin embargo por el lado operativo se realizan pruebas para confirmar su confiabilidad comparándole con una bascula a la cual se calibra con mas frecuencia y la otra forma es comparándose contra los otros alimentadores adjuntos. A continuación se describe el procedimiento para realizar la prueba. 7.2.1.- Alimentadores Gravimetricos comparándose contra alimentadores adjuntos.
a) Si La unidad esta en Control Coordinado o en AGC es necesario avisar a CENACE para realizar la prueba y que autoricen.
b) Con el inciso anterior cumplido Ponga el Control de Unidad en modo TSC (Turbina Siguiendo Caldera)
c) Ponga el Control Maestro de Carbón en Manual. d) Iguale en salida de selectora todos los Alimentadores Gravimetricos, de ser
posible igualarlos en RPM. En un flujo de carbón que no se vea afectada la generación inicial.
e) Deje un tiempo de 15 minutos para estabilizar parámetros en esta condición y tome lectura de parámetros en el formato del anexo 2 el cual incluye la hora inicial de la prueba y deje esta condición hasta tomar la segunda lectura la cual debe ser exactamente a la hora de haber tomado la primera lectura.
f) Analice los datos obtenidos en cuanto a integradores de carbón y compárelo con las revoluciones en cada alimentador.
NOTA: Es de esperarse que se observen diferencias aproximadamente del 1% entre ellos, Si alguno tiene una diferencia mayor solicitar al departamento de Instrumentación revisar su calibración.
7.2.2.-Alimentadores Gravimétricos comparándose contra Báscula de recepción de Camiones. Esta prueba se realiza de un alimentador a la vez, se realiza cuando se sospecha en base a la prueba anterior que un alimentador no esta integrando correctamente y/o cuando se daña algún elemento del sistema de pesaje como son la banda, rodillos etc. Esta prueba no se recomienda hacer con carbón
Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 52 de 56
húmedo ya que se puede quedar costra en las paredes del silo o tener que purgarlo para facilitar al flujo de carbón.
a) Coordinar la prueba con el departamento de Carbón y cenizas para programar la disponibilidad de la báscula de camiones y personal para el pesaje, así mismo calculando que el carbón alimentado se termine en tiempo hábil para volver a dejar disponible la elevación de carbón y evitar decrementos.
b) Fuera de servicio elevación y confirmar silo de carbón vació y limpio. c) Preparado el silo para recibir carbón. d) Avisar al supervisor de Carbón que alimente al silo contabilizando el total
de toneladas alimentadas y no alimentar nuevamente hasta que se termine completamente el carbón alimentado para la prueba.
e) Anotar el integrador inicial del alimentador de carbón. f) Poner en servicio la elevación de Carbón de acuerdo al procedimiento
C2508033 para unidades 1 y 2 y C2608033 para unidades 3 y 4. g) Hacer un calculo de acuerdo a la cantidad de carbón alimentado y al flujo
en el alimentador para determinar el tiempo de vaciado del silo y en base a esto ponga en servicio los pilotos media hora antes del vaciado para minimizar el disturbio con las flamas de las otras elevaciones durante el disparo.
8.- FORMATOS: La Descripción de los Formatos a utilizar es la siguiente: 1.- PRUEBA DE CAPACIDAD DE PULVERIZADORES. ⇒ Este Formato contiene los siguientes campos: PULVERIZADOR: Para especificar el pulverizador al cual se realiza la prueba de Capacidad. FECHA: Recuadro para registrar el día en que se realizo la prueba. HORA: Recuadro para registrar la hora de inicio de la prueba ya que es por tiempo. MODO DE OPERACION: Corresponde a la manera como esta integrando el carbón el alimentador gravimetrito para relacionarlo con el resultado de la prueba. INTEGRADOR INICIAL: Recuadro para registrar la cantidad de toneladas de carbón acumuladas en el momento de iniciar la prueba. INTEGRADOR FINAL: Recuadro para registrar la cantidad de toneladas de carbón acumuladas en el momento del Termino de la prueba. CONSUMO DE CARBON TOTAL: Lugar destinado para calcular el consumo de carbón en el tiempo de la prueba y corresponde a la diferencia de los integradores final menos el inicial.
Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 53 de 56
CORRIENTE: Espacio para registrar el valor de la corriente del motor del pulverizador en las condiciones de la prueba. FLUJO DE CARBON: Corresponde a la Cantidad de toneladas de Carbón que están pasando por el alimentador y pulverizador en el momento de la prueba. TEMPERATURA DE SALIDA: En este espacio se registra la temperatura de la mezcla aire primario y carbón en la salida del pulverizador. POSICION DE COMPUERTAS: Es la posición en % de apertura de las compuertas de control de flujo de aire del pulverizador. PRESION INTERNA: Es la presión interna del pulverizador y que es una referencia de saturación del pulverizador. PRESION DE ACEITE DE POTENCIA: Este recuadro corresponde a la presión de aceite de potencia que se utiliza para el mecanismo de molienda de los rodillos de los pulverizadores de unidades 1 y 2, para los de 3 y 4 no aplica. CANTIDAD RECHAZADA: Este espacio corresponde a la cantidad de piritas o carbón rechazado por el piritero. 2.- PRUEBA DE COMPORTAMIENTO DE ALIMENTADORES GRAVIMETRICOS. ⇒ Este Formato contiene los siguientes campos: UNIDAD: Este espacio se utiliza para especificar la unidad en que se realizo la prueba. HORA: Recuadro para registrar la hora de inicio y final de la prueba ya que es por tiempo. ALIMENTADOR: Espacio para especificar los alimentadores en servicio y a los cuales se realiza la prueba. INT. DE MW: Espacio para registrar el integrador de Mw. acumulados al iniciar y finalizar la prueba. % SEL. : Espacio para registrar el porcentaje de salida de la selectora de mando del alimentador gravimetrico. INTEGRADOR CARBON: Recuadro para registrar la cantidad de toneladas de carbón acumuladas en el gabinete de los alimentadores al momento de iniciar y finalizar la prueba. RPM.- Revoluciones por minuto de los alimentadores durante la prueba. FLUJO DE CARBON: Corresponde a la Cantidad de toneladas de Carbón que están pasando por cada alimentador y pulverizador en el momento de la prueba.
Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 54 de 56
DIF. DE INT. DE CARBON: Lugar destinado para calcular el consumo de carbón en el tiempo de la prueba y corresponde a la diferencia de los integradores final menos el inicial. DIF. DE INT. DE MW: Lugar destinado para calcular la energía generada en el tiempo de la prueba y corresponde a la diferencia de los integradores final menos el inicial. CONSUMO ESPECÍFICO: Recuadro para calcular el consumo especifico que es un dato adicional de la prueba que nos sirve de referencia de la eficiencia del G.V. 9.- REGISTROS DE CALIDAD: Los Registros que se originan son los siguientes: Nombre: Prueba de Capacidad de Pulverizadores. Código: 70802501.xls Tipo de Registro: Permanente Disposición Inmediata: No aplica Tiempo de Almacenamiento: No aplica Disposición Temporal: No aplica Tiempo de Almacenamiento: No aplica Disposición Definitiva: Departamentos de la Central Tiempo de Almacenamiento: Vida útil de la Central Condiciones de Almacenamiento: Lugar sin Polvo y Humedad Responsable: Ing. David Aguirre Arredondo Nombre: Prueba de Comportamiento de Alimentadores Gravimetricos. Código: 70802502.xls Tipo de Registro: Permanente Disposición Inmediata: No aplica Tiempo de Almacenamiento: No aplica Disposición Temporal: No aplica Tiempo de Almacenamiento: No aplica Disposición Definitiva: Departamentos de la Central Tiempo de Almacenamiento: Vida útil de la Central Condiciones de Almacenamiento: Lugar sin Polvo y Humedad Responsable: Ing. David Aguirre Arredondo 10.- ANEXOS: No. Descripcion: Código: No./Anexo: 1 Prueba de Capacidad de Pulverizadores. 70802501.xls 1 2 Prueba de Comportamiento de
Alimentadores Gravimetricos. 70802502.xls 2
3 Hoja de Control de Pulverizadores de Carbon
3
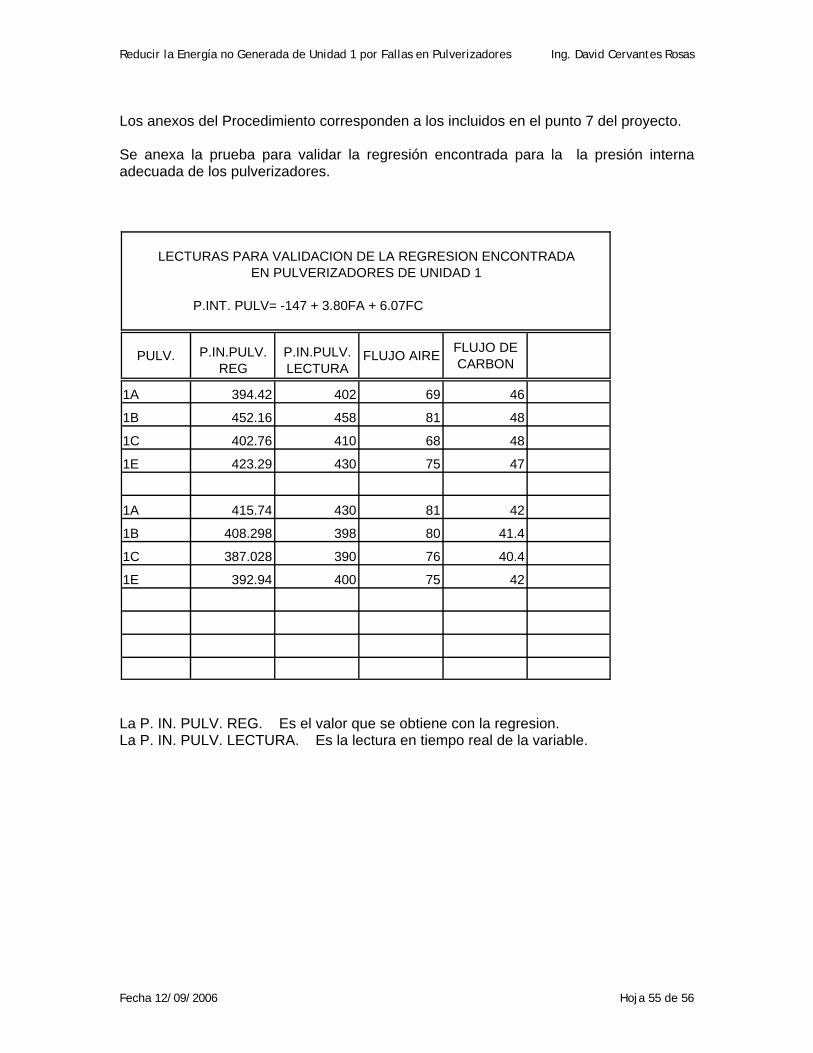
Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 55 de 56
Los anexos del Procedimiento corresponden a los incluidos en el punto 7 del proyecto. Se anexa la prueba para validar la regresión encontrada para la la presión interna adecuada de los pulverizadores.
P.INT. PULV= -147 + 3.80FA + 6.07FC
PULV. P.IN.PULV. REG
P.IN.PULV. LECTURA
FLUJO AIRE FLUJO DE CARBON
1A 394.42 402 69 46
1B 452.16 458 81 48
1C 402.76 410 68 48
1E 423.29 430 75 47
1A 415.74 430 81 42
1B 408.298 398 80 41.4
1C 387.028 390 76 40.4
1E 392.94 400 75 42
LECTURAS PARA VALIDACION DE LA REGRESION ENCONTRADAEN PULVERIZADORES DE UNIDAD 1
La P. IN. PULV. REG. Es el valor que se obtiene con la regresion. La P. IN. PULV. LECTURA. Es la lectura en tiempo real de la variable.

Reducir la Energía no Generada de Unidad 1 por Fallas en Pulverizadores Ing. David Cervantes Rosas
Fecha 12/09/2006 Hoja 56 de 56
REPRESENTACION GRAFICA DE UNA ELEVACION DE CARBON.
Compuertas de aire
ALIMENTADOR GRAVIMETRICO
PULVERIZADOR
GENERADOR DE VAPOR QUEMADORES
Compuertas de aire
ALIMENTADOR GRAVIMETRICO
PULVERIZADOR
GENERADOR DE VAPOR QUEMADORES

meses
J A S O N D E F M A M J J A S O N D E F M A M J J A S O N D
5.69
5,30
1.13
4,00
3.33
9,60
1.55
1,60
110,
10
0,00
1.25
0,00
2.66
0,70
3.02
1,90
1.39
2,70
3.00
2,00
94,5
0
165,
20
6.21
2,90
3.46
5,40
36,4
0
1,00
473,
73
1.70
0,65
52,8
5
0,00
1.76
5,05
$1.0
77.4
90
$838
.730
$374
.156
$324
.652
$594
.467
$433
.954
$125
.400
Líder del Proyecto:
COMISIÓN FEDERAL DE ELECTRICIDADGERENCIA REGIONAL DE PRODUCCIÓN NORTE
Central Termoléctrica Carbón IIClave de Identificación: HCBB0-GB-0069Reducción de la indisponibilidad por fallas en pulverizadores de la U1Nombre del Proyecto:
Beneficio obtenido:
Valor Real
Ener
gía
no G
ener
ada
(MW
h)
MEN
OR
es m
ejor
meses
año
oct '05feb '05Energía no Generada (MWh)
Ing. David Cervantes Rosas Dueño del Proceso:
Terminó:
Ing. Francisco Alanís A./Ing. David Aguirre A.
7,9Duración:Métrico Primario: Inició:
2005
Beneficios: Esperado: 1.316.853
2004 2006
2.762,98 828,89Real (acum): 3.768.848 Entitlement: Meta:Línea base:
0
1.000
2.000
3.000
4.000
5.000
6.000
7.000
Valor Real Línea base Meta Entitlement