
REDISEÑO DEL PROCESO PRODUCTIVO MEDIANTE LA …
72
1 REDISEÑO DEL PROCESO PRODUCTIVO MEDIANTE LA APLICACIÓN DE ELEMENTOS DE LEAN MANUFACTURING (SMED) EN FORMFIT DE COLOMBIA S.A. YENNY ZORAIDA CORTÉS CARVAJAL COD 20111377035 MARYI ELENA RAMÍREZ RAMÍREZ 20111377049 UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS FACULTAD TECNOLÓGICA INGENIERÍA DE PRODUCCIÓN BOGOTÁ D.C 2016
Transcript of REDISEÑO DEL PROCESO PRODUCTIVO MEDIANTE LA …
1
REDISEÑO DEL PROCESO PRODUCTIVO MEDIANTE LA APLICACIÓN DE
ELEMENTOS DE LEAN MANUFACTURING (SMED) EN FORMFIT DE
COLOMBIA S.A.
YENNY ZORAIDA CORTÉS CARVAJAL
COD 20111377035
MARYI ELENA RAMÍREZ RAMÍREZ
20111377049
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
INGENIERÍA DE PRODUCCIÓN
BOGOTÁ D.C
2016
2
REDISEÑO DEL PROCESO PRODUCTIVO MEDIANTE LA APLICACIÓN DE
ELEMENTOS DE LEAN MANUFACTURING (SMED) EN FORMFIT DE
COLOMBIA S.A.
YENNY ZORAIDA CORTÉS CARVAJAL
COD 20111377035
MARYI ELENA RAMÍREZ RAMÍREZ
20111377049
Trabajo de proyecto final para optar el título de Ingeniero de Producción
Director:
NELSON RODRÍGUEZ
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
INGENIERÍA DE PRODUCCIÓN
BOGOTÁ D.C
2016

3
Nota de aceptación
___________________________
___________________________
___________________________
Jurado
____________________________
Jurado
____________________________
Bogotá, Mayo 2016

4
A nuestros amados hijos Juliana,
Johann, Michelle y Valentina
5
AGRADECIMIENTOS
Los autores expresan sus agradecimientos a:
A Dios por acompañarnos todos los días.
A nuestros padres por ser ejemplo y apoyo en este proyecto y en nuestras vidas.
A todos nuestros compañeros, amigos y maestros de la Universidad Distrital, formaron
parte de esta aventura y siempre se quedarán en nuestros recuerdos.
6
CONTENIDO
Pág.
INTRODUCCIÓN
1 GENERALIDADES 15
1.1 PROBLEMA 15
1.1.1 Descripción 15
1.1.2 Formulación 17
1.2 OBJETIVOS 18
1.2.1 General 18
1.2.2 Específico 18
1.3 DELIMITACIÓN Y ALCANCE 19
1.4 JUSTIFICACIÓN 19
1.5 METODOLOGÍA 19
2 MARCO REFERENCIAL 23
2.1 MARCO HISTÓRICO 23
2.1.1 Sector económico de formfit de Colombia S.A. 23
2.1.2 Formfit de Colombia S.A. 24
2.2 MARCO TEÓRICO 25
2.2.1 Elementos teóricos pertinentes a la temática del trabajo 25
3 CRONOGRAMA 34
4 RECURSOS 36
4.1 RECURSO HUMANO 36
4.2 RECURSO TÉCNICO 36
4.3 FINANCIEROS 36
5 SITUACIÓN ACTUAL 37
5.1 ÁREA DE PRODUCCIÓN 37
6 PRESENTACIÓN Y ANÁLISIS DE INDICADORES 40
6.1 TABULACIÓN DE INDICADORES 40
6.1.1 Intervalos de confianza 41
7
6.2 DIAGNÓSTICO DE FALLAS E IDENTIFICACIÓN DE CAUSAS 42
6.2.1 Planteamiento de la hipótesis 44
6.2.2 Prueba para mantenimiento 45
6.2.3 Prueba para ausentismo 47
6.2.4 Prueba para materia prima 49
6.2.5 Prueba para corte 51
6.3 PAUTAS PARA EQUIPO DE MEJORA KAIZEN 54
6.3.1 Puesta a punto de los equipos kaizen de preparación 54
6.3.2 Las 5S 55
6.4 SELECCIÓN DE REFERENCIAS PARA ESTUDIO 55
6.5 ANALIZAR OPERACIONES DE PREPARACIÓN E IDENTIFICAR Y
REDUCIR LAS OPERACIONES DE DESPILFARRO 57
6.6 TRANSFORMAR LA PREPARACIÓN INTERNA EN EXTERNA Y MEJORAR
LA REMANENTE 59
6.7 MEJORAR LA PREPARACIÓN EXTERNA 61
6.8 PROYECCIÓN DEL CAMBIO Y EVALUACIÓN DE RESULTADOS 61
7 CONCLUSIONES 64
8 RECOMENDACIONES 65
9 BIBLIOGRAFÍA 66
ANEXOS 67
8
LISTA DE TABLAS
Pág.
Tabla 1. Eficiencias últimos siete meses 2014 17
Tabla 2. Cronograma 34
Tabla 3. Presupuesto 36
Tabla 4. Datos 40
Tabla 5. Análisis descriptivo 41
Tabla 6. Estadísticas de la regresión 43
Tabla 7. Análisis de varianza 43
Tabla 8. Anova 44
Tabla 9. Eficiencia vs improductivos mantenimiento 46
Tabla 10. Anova mantenimiento 47
Tabla 11. Eficiencia vs improductivos ausentismo 48
Tabla 12. Anova ausentismo 49
Tabla 13. Eficiencia vs improductivos materia prima 50
Tabla 14. Anova materia prima 51
Tabla 15. Eficiencia vs improductivos corte 52
Tabla 16. Anova corte 53
Tabla 17. Ruta operacional referencia 38332823 56
Tabla 18. Ruta operacional referencia 55244623 57
Tabla 19. Clasificación de las actividades de preparación referencia 38332823 58
Tabla 20. Clasificación de las actividades de preparación referencia 55244623 59
Tabla 21. Operaciones de preparación interna 60
Tabla 22. Operaciones de preparación externa 61
Tabla 23. Porcentaje improductivos 63

9
LISTA DE GRÁFICOS
Pág.
Gráfico 1. Eficiencias del 2010 al 2014 15
Gráfico 2. Eficiencias últimos siete meses del 2014 17
Gráfico 3. Etapas 21
Gráfico 4. Cambios significativos 27
Gráfico 5. Antes aplicación SMED 28
Gráfico 6. Aplicación SMED 28
Gráfico 7. Aplicación SMED 29
Gráfico 8. Operaciones necesarias 29
Gráfico 9. Diágrama de Gant 35
Gráfico 10. Plano de distribución 38
Gráfico 11. Eficiencias vs improductivos 40
Gráfico 12. Improductivos 45
Gráfico 13. Improductivos mantenimiento 46
Gráfico 14. Improductivos ausentismo 48
Gráfico 15. Improductivos materia prima 50
Gráfico 16. Improductivos corte 52
Gráfico 17. Relación improductivos mantenimiento 62
10
LISTA DE ANEXOS
Pág.
ANEXO A. VSM actual 67
ANEXO B. Tabla T student 68
ANEXO C. Tabla Fisher 69
ANEXO D. Diagrama Bimanual 70
11
RESUMEN
Formfit de Colombia es una empresa que diseña, produce y comercializa prendas
femeninas como: ropa interior, productos de estética y control, y pijamas. Las eficiencias
presentadas en los últimos años no son las esperadas ni proyectadas por la empresa
debido a la variedad de producto y a la cantidad de referencias se tiene que realizar
cambios diversos en los módulos de fabricación. Para analizar las variables
independientes (mantenimiento, ausentismo, materia prima y corte), que afectan esta
variable dependiente se procederá por medio de la prueba hipótesis a hallar las causas
del problema en cuanto a la eficiencia y mediante la herramienta SMED (cambio rápido
de herramientas), de Lean Manufacturing se presentara la propuesta de mejora.
Palabras Claves: Eficiencia, Prueba de hipótesis, SMED, Lean Manufacturing.
ABSTRAC
Formfit de Colombia is a company that designs, produces and commercializes feminine
articles of clothing such as: underwear, products of aesthetic control, and pijamas. The
efficiencies presented in recent years are not expected or projected by the company due
to the variety of product and the number of references must be diverse in modules
manufacturing changes. To analyze the (maintenance, absenteeism, raw material and
cutting), independent variables that affect this dependent variable hypothesis will proceed
through the test to find the causes of the problem in terms of efficiency and Lean
Manufacturing tool SMED, (fast change tool), proposal for improvement arose.
Keywords: efficiency, test hypotheses, SMED, Lean Manufacturing
12
INTRODUCCIÓN
Hoy en día la ropa interior no solo se usa como un elemento de higiene personal también
aporta un factor importante en la sensualidad de la mujer, quien busca en este tipo de
prendas comodidad y realce estético; por esta razón Formfit ofrece un portafolio muy
amplio con gran variedad de materiales, con el fin de llegar a todo tipo de mujer: brassier
y panty clásico, ejecutivo y básico, prendas de estética y control; fuerte, medio y bajo,
pijama clásica, juvenil y sensual, colecciones especiales para clientes como ONLY y
TANIA, a esto se le suma mínimo 3 tallas y 2 colores por modelo, también se presentan
dos colecciones al año.
En Colombia la industria de las Confecciones genera aproximadamente 130 mil empleos
directos y 750 mil empleos indirectos, lo que representa aproximadamente el 21% de la
fuerza laboral generada por la industria manufacturera. Hay cerca de 10.000 empresas
de confecciones, la mayoría son pequeñas fábricas, el 50% tiene entre 20 y 60 máquinas
de coser sin contar los pequeños talleres con 2 o tres máquinas que se dedican a la
confección de alguna prenda de vestir, esta informalidad ha venido en aumento en los
últimos años sobre todo en Bogotá por el llamado madrugón. Las principales ciudades
donde se ubican son Medellín, Bogotá, Cali, Pereira, Manizales, Barranquilla, Ibagué y
Bucaramanga. El sector textil y confecciones representan el 10% del PIB manufacturero
y el 3% del PIB nacional. Además constituye más del 5% del total de exportaciones del
país, lo que lo convierte en el sector de exportaciones no tradicionales más importante.
El objetivo del este trabajo en plantear el ingreso de la filosofía Lean Manufacturing de
mejora continua en Formfit de Colombia S.A, para renovar el proceso de producción
mediante la reducción de los desperdicios y generando una propuesta que permita hacer
13
más flexible el proceso sin sacrificar la eficiencia con los recursos disponibles sin
inversiones adicionales.
Lean Manufacturing se involucra en el sector como una filosofía donde se encuentran
distintas técnicas de gestión que las empresas deben utilizar para ser más productivas y
en general más competitivas. Esta filosofía consiste en la implementación de una serie
de herramientas que permiten la entrega de productos de buena calidad al menor costo
posible y la eliminación continua del desperdicio en todos los sentidos. Esta técnica
estratégica ha demostrado sus ventajas en comparación con los sistemas tradicionales
de la producción, permitiendo a las empresas adaptarse de una forma flexible a las
necesidades del mercado que cambian constantemente.
Analizando que toda empresa debe migrar a estrategias que la hagan más competitiva,
se hace evidente que Lean Manufacturing se convierte en una herramienta para lograr
reducir los costos de fabricación y de inventario, mejorar el aprovechamiento del espacio,
de las máquinas y del talento humano, mejorando a su vez la satisfacción del cliente y un
consecuencia un incremento de los ingresos netos del negocio.
Según datos entregados por el DANE el sector de la confección en el periodo
comprendido entre el 2005 y el 2008 se habían presentados descensos considerables
en los empleos y en los establecimientos de este sector, pero desde el año 2009 se ve
una reactivación en el sector u cada día ha ido en aumento y hace necesario la utilización
de técnicas como Lean Manufacturing para mejorar los proceso y permitir ser más
competitivos en el mercado global al que está ingresando Colombia
La ingeniería de producción nos ha aportado como profesionales el evidenciar nuestras
competencias en diferentes campos poder plasmarlas en la evolución de esta disciplina
tales como:
Gestionar el diseño, la instalación, la administración y el desarrollo de sistemas
de producción de bienes y servicios, en cualquier sector económico.
14
Determinar la sostenibilidad y viabilidad de nuevos productos y sistemas
productivos.
Identificar oportunidades de innovación en cualquier área del sistema productivo.
Evaluar el resultado de alternativas técnicas o tecnológicas específicas,
considerando el impacto que pueda generar.
15
1 GENERALIDADES
1.1 PROBLEMA
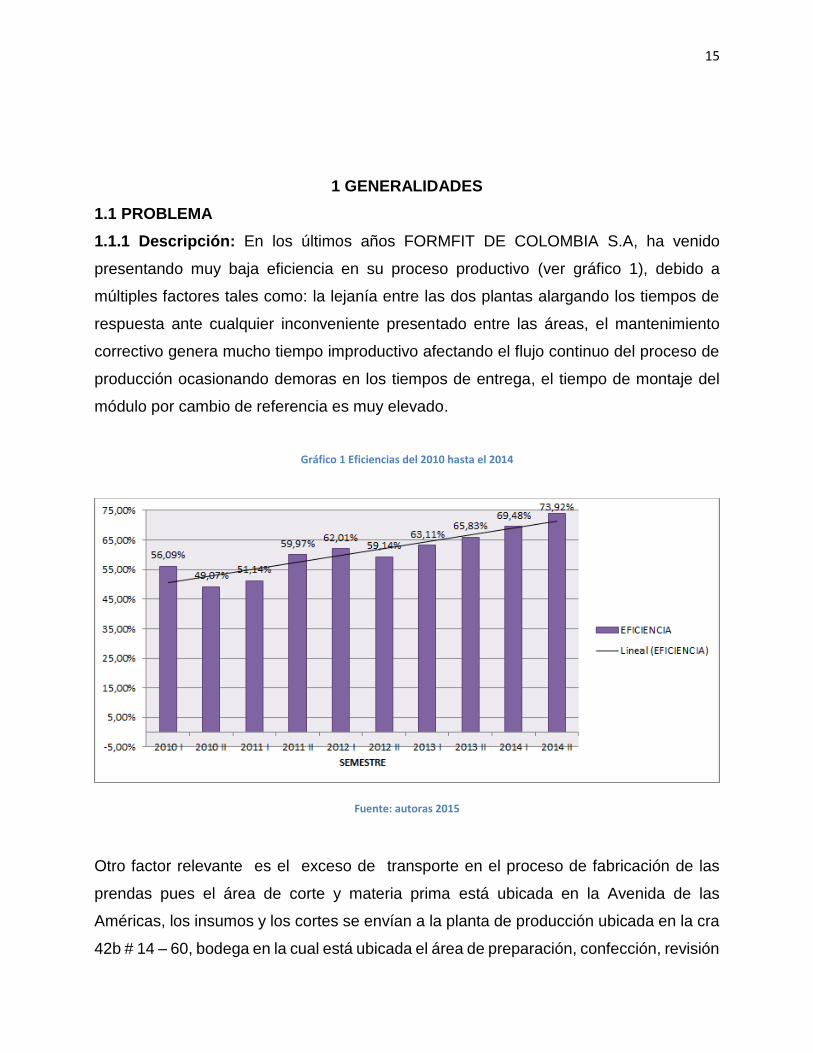
1.1.1 Descripción: En los últimos años FORMFIT DE COLOMBIA S.A, ha venido
presentando muy baja eficiencia en su proceso productivo (ver gráfico 1), debido a
múltiples factores tales como: la lejanía entre las dos plantas alargando los tiempos de
respuesta ante cualquier inconveniente presentado entre las áreas, el mantenimiento
correctivo genera mucho tiempo improductivo afectando el flujo continuo del proceso de
producción ocasionando demoras en los tiempos de entrega, el tiempo de montaje del
módulo por cambio de referencia es muy elevado.
Gráfico 1 Eficiencias del 2010 hasta el 2014
Fuente: autoras 2015
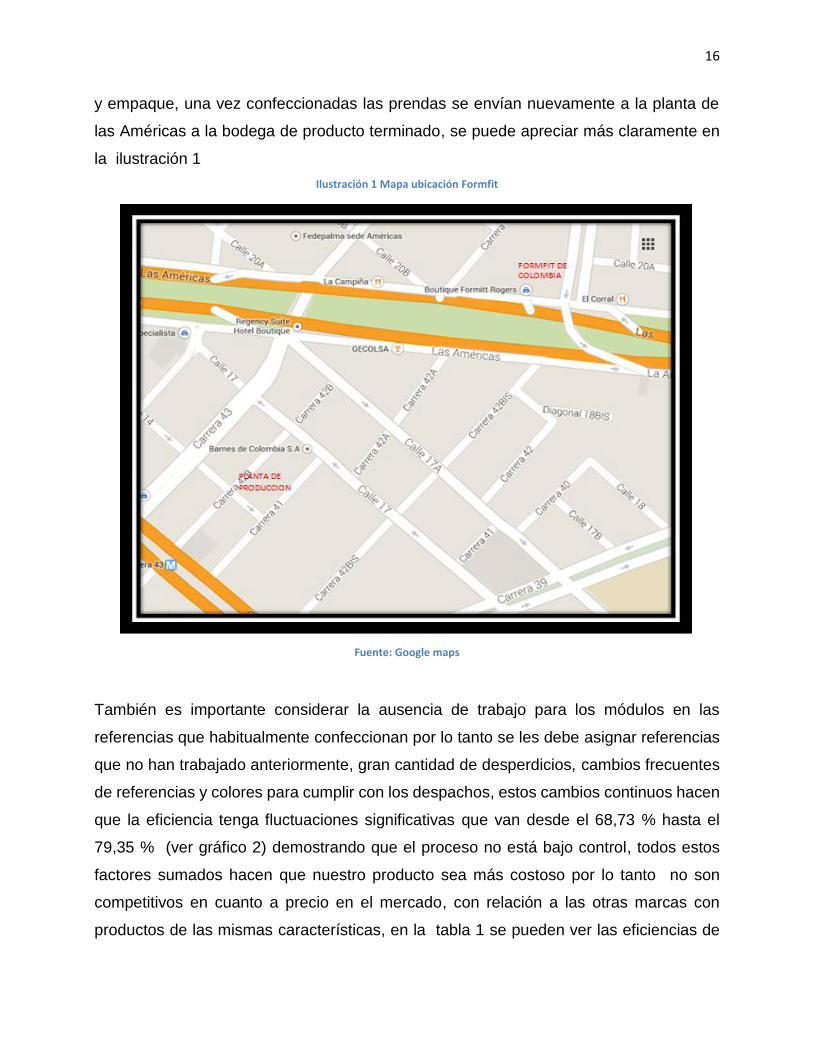
Otro factor relevante es el exceso de transporte en el proceso de fabricación de las
prendas pues el área de corte y materia prima está ubicada en la Avenida de las
Américas, los insumos y los cortes se envían a la planta de producción ubicada en la cra
42b # 14 – 60, bodega en la cual está ubicada el área de preparación, confección, revisión
16
y empaque, una vez confeccionadas las prendas se envían nuevamente a la planta de
las Américas a la bodega de producto terminado, se puede apreciar más claramente en
la ilustración 1
Ilustración 1 Mapa ubicación Formfit
Fuente: Google maps
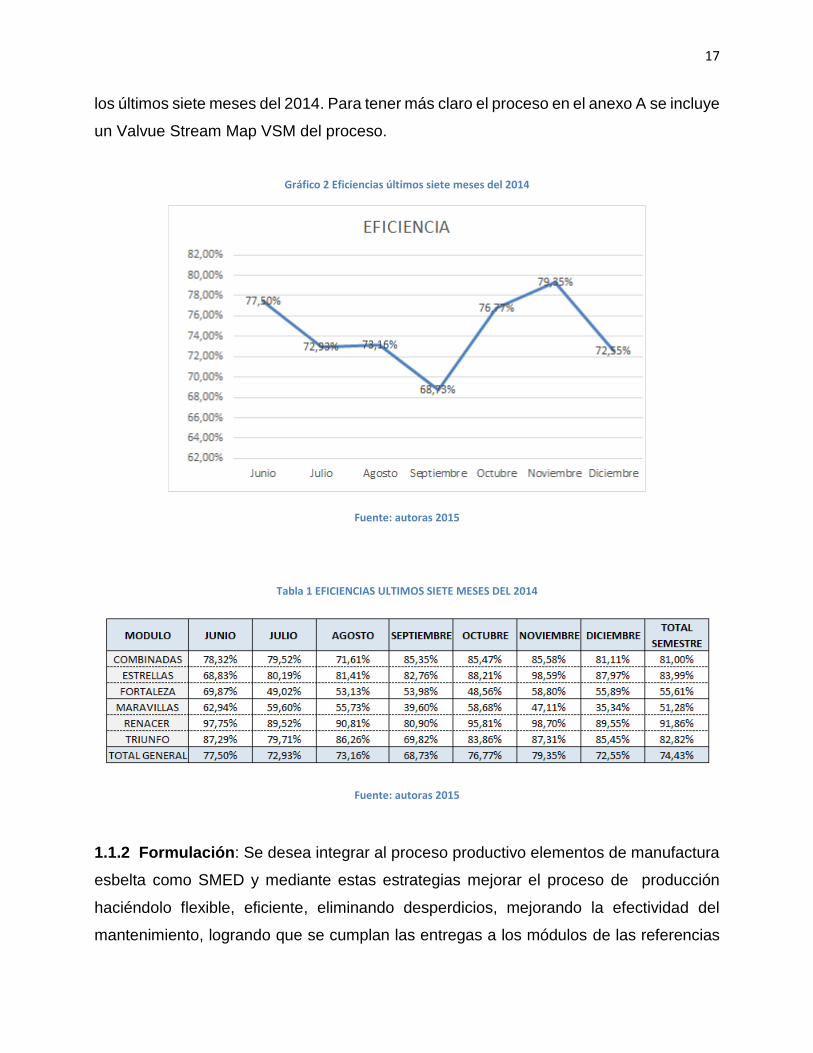
También es importante considerar la ausencia de trabajo para los módulos en las
referencias que habitualmente confeccionan por lo tanto se les debe asignar referencias
que no han trabajado anteriormente, gran cantidad de desperdicios, cambios frecuentes
de referencias y colores para cumplir con los despachos, estos cambios continuos hacen
que la eficiencia tenga fluctuaciones significativas que van desde el 68,73 % hasta el
79,35 % (ver gráfico 2) demostrando que el proceso no está bajo control, todos estos
factores sumados hacen que nuestro producto sea más costoso por lo tanto no son
competitivos en cuanto a precio en el mercado, con relación a las otras marcas con
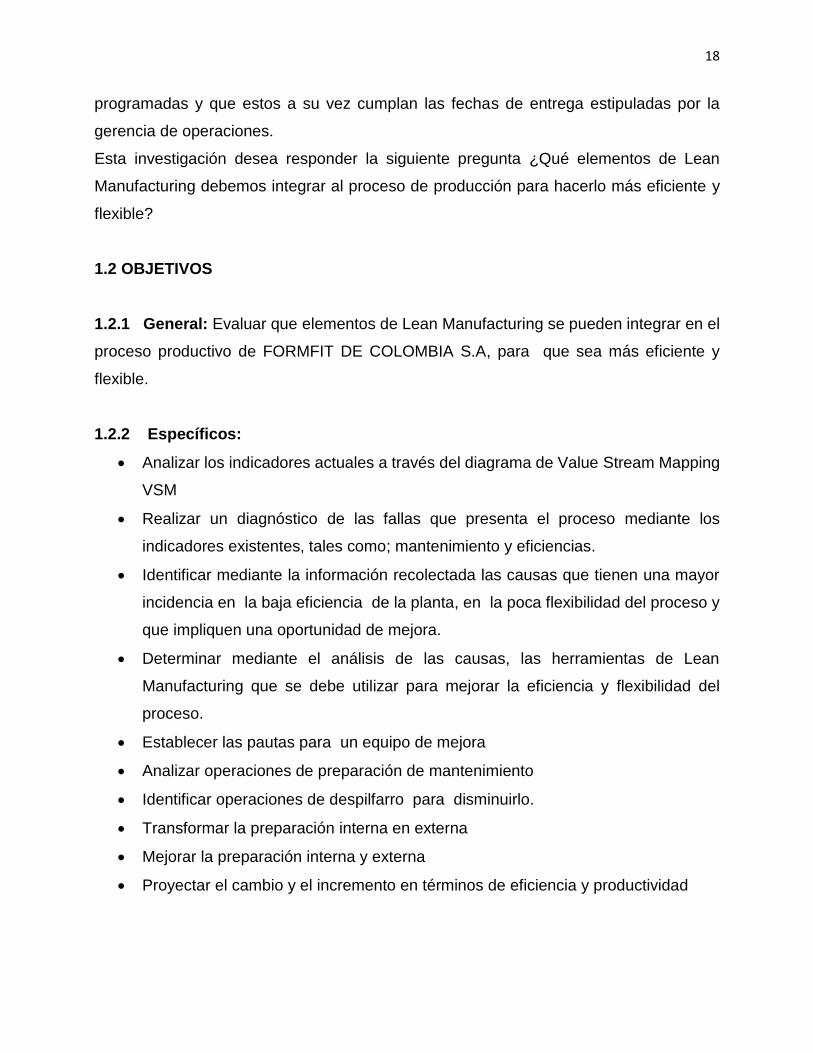
productos de las mismas características, en la tabla 1 se pueden ver las eficiencias de
17
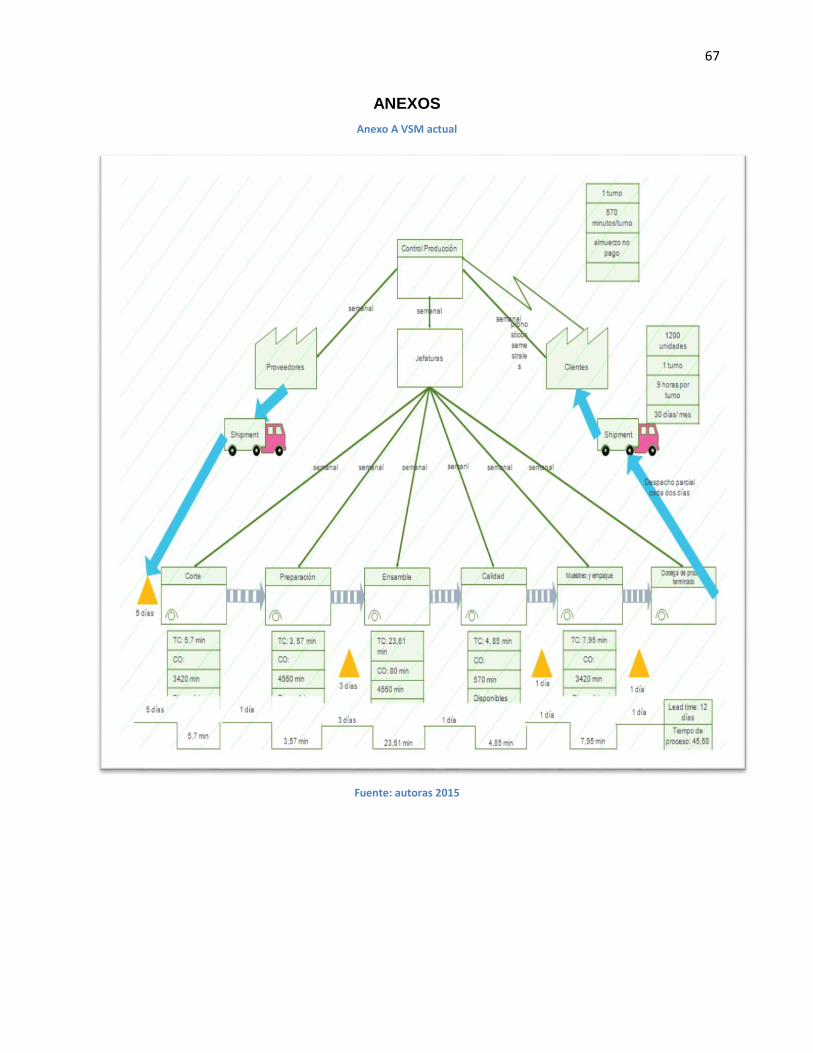
los últimos siete meses del 2014. Para tener más claro el proceso en el anexo A se incluye
un Valvue Stream Map VSM del proceso.
Gráfico 2 Eficiencias últimos siete meses del 2014
Fuente: autoras 2015
Tabla 1 EFICIENCIAS ULTIMOS SIETE MESES DEL 2014
Fuente: autoras 2015
1.1.2 Formulación: Se desea integrar al proceso productivo elementos de manufactura
esbelta como SMED y mediante estas estrategias mejorar el proceso de producción
haciéndolo flexible, eficiente, eliminando desperdicios, mejorando la efectividad del
mantenimiento, logrando que se cumplan las entregas a los módulos de las referencias
18
programadas y que estos a su vez cumplan las fechas de entrega estipuladas por la
gerencia de operaciones.
Esta investigación desea responder la siguiente pregunta ¿Qué elementos de Lean
Manufacturing debemos integrar al proceso de producción para hacerlo más eficiente y
flexible?
1.2 OBJETIVOS
1.2.1 General: Evaluar que elementos de Lean Manufacturing se pueden integrar en el
proceso productivo de FORMFIT DE COLOMBIA S.A, para que sea más eficiente y
flexible.
1.2.2 Específicos:
Analizar los indicadores actuales a través del diagrama de Value Stream Mapping
VSM
Realizar un diagnóstico de las fallas que presenta el proceso mediante los
indicadores existentes, tales como; mantenimiento y eficiencias.
Identificar mediante la información recolectada las causas que tienen una mayor
incidencia en la baja eficiencia de la planta, en la poca flexibilidad del proceso y
que impliquen una oportunidad de mejora.
Determinar mediante el análisis de las causas, las herramientas de Lean
Manufacturing que se debe utilizar para mejorar la eficiencia y flexibilidad del
proceso.
Establecer las pautas para un equipo de mejora
Analizar operaciones de preparación de mantenimiento
Identificar operaciones de despilfarro para disminuirlo.
Transformar la preparación interna en externa
Mejorar la preparación interna y externa
Proyectar el cambio y el incremento en términos de eficiencia y productividad
19
1.3 DELIMITACIÓN Y ALCANCE
El presente trabajo en investigación pretende plantear un rediseño del proceso productivo
con los elementos de Lean Manufacturing que pueden ser integrados para hacerlo
más flexible e incrementar su eficiencia, haciendo especial énfasis en acortar los tiempo
de preparación de las máquinas, posibilitando hacer lotes más pequeños SMED (Single
Minute Exchange of Die “cambio rápido de herramientas o referencias”), en la planta de
producción de FORMFIT DE COLOMBIA ubicada en Bogotá.
1.4 JUSTIFICACIÓN
Debido a la gran variedad de referencias en los productos es frecuente el cambio en los
módulos para lograr tener un surtido completo en tipo de prenda, modelo, talla y color, la
utilización de materiales como seda, encaje, látex, tulle, algodón, blonda, guata, lycra,
powernet, espuma, etc. Hace necesario que la planta sea muy flexible a estos cambios
sin que afecten de manera significativa la eficiencia y la productividad.
Los datos obtenidos en esta investigación permitirán formular un plan mediante la
implementación de herramientas de Lean Manufacturing para alcanzar la eficiencia
requerida, haciendo más flexible el proceso, logrando de esta manera que la empresa
sea más productiva. También es una oportunidad para poner en práctica los
conocimientos adquiridos durante la carrera.
1.5 METODOLOGÍA
Aunque el proceso productivo presente muchas falencias actualmente, la dirección de
producción siempre se ha preocupado en que el proceso sea medible y presente
trazabilidad, por lo tanto se tienen varios indicadores con sus respectivas bases de datos
que permiten realizar un diagnóstico para localizar las causas de las fallas del proceso,
los indicadores con los que contamos son los siguientes: eficiencias modulares; miden
la producción terminada entregada al área de empaque por el módulo, mediante este
indicador se puede determinar cantidad de horas extras trabajadas y el motivo de los
improductivos presentados durante la jornada, eficiencias individuales; mide el
rendimiento individual de cada operario con las operaciones que realiza a diario, producto
20
no conforme; en este indicador se registra las inconformidades encontradas en la ruta de
calidad, se puede establecer las no conformidades más frecuentes y quien o quienes son
los operarios con mayor falencia en calidad, inconvenientes; en esta base de datos se
registra los reportes de faltantes de materia prima, corte y preparación e incluso los
ocasionados por confección por perdida o daño y el tiempo en el cual se da solución y
por último la base de datos de mantenimiento; en la cual se tiene un inventario detallado
de las máquinas con las que cuenta el proceso y su estado actual, cada máquina tiene
una hoja de vida en la cual se registra los mantenimientos realizados, se especifica si son
preventivos o correctivos, se registra la causas, el operario, el tiempo, el cambio de
repuesto de ser necesario.
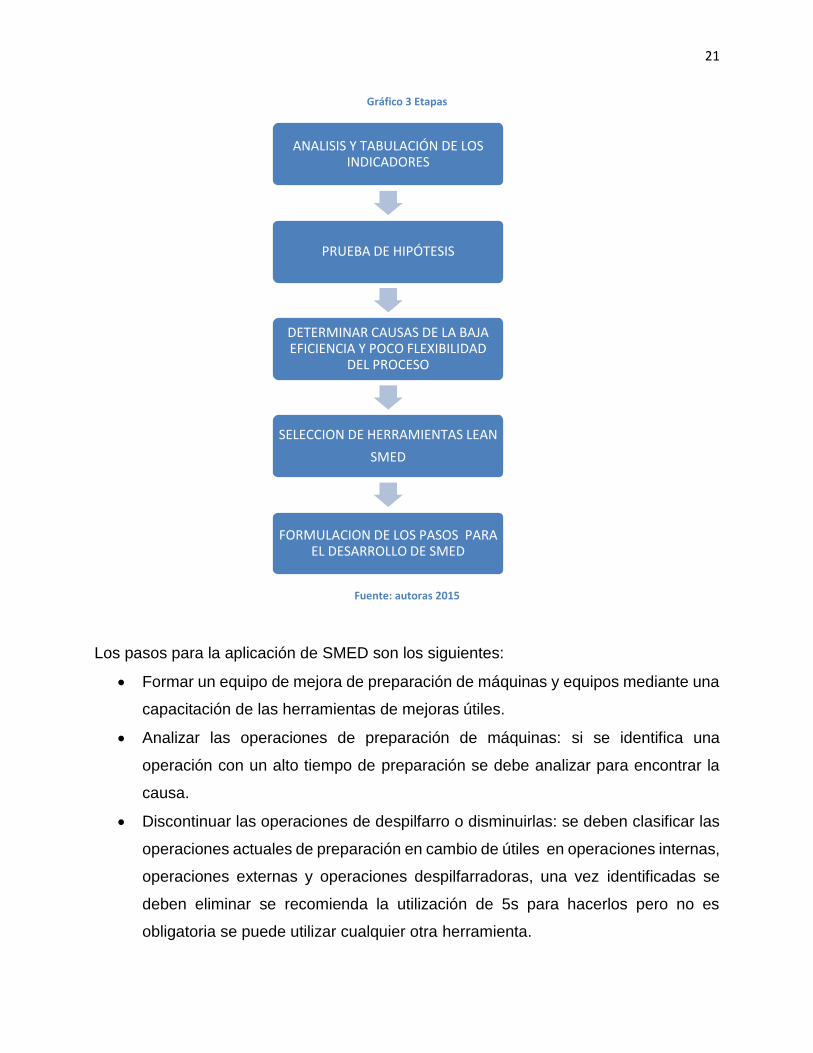
Se realizó un estudio detallado de estos indicadores mediante la tabulación de la
información contenida en ellos y la aplicación de la metodología de prueba de hipótesis
se establecieron la causas de la baja eficiencia y de la poca flexibilidad del proceso de
producción, posteriormente se seleccionaron las herramientas de Lean Manufacturing
más adecuadas para nuestro producto, en este caso se recomienda usar la herramienta
Lean SMED; la ventaja adicional es que con Lean Manufacturing al integrar una al
proceso para implementar su metodología se debe utilizar otras herramientas Lean de
manera parcial o total, tales como: Kanban, Kaizen, 5s,etc. Ver gráfico 3
21
Gráfico 3 Etapas
Fuente: autoras 2015
Los pasos para la aplicación de SMED son los siguientes:
Formar un equipo de mejora de preparación de máquinas y equipos mediante una
capacitación de las herramientas de mejoras útiles.
Analizar las operaciones de preparación de máquinas: si se identifica una
operación con un alto tiempo de preparación se debe analizar para encontrar la
causa.
Discontinuar las operaciones de despilfarro o disminuirlas: se deben clasificar las
operaciones actuales de preparación en cambio de útiles en operaciones internas,
operaciones externas y operaciones despilfarradoras, una vez identificadas se
deben eliminar se recomienda la utilización de 5s para hacerlos pero no es
obligatoria se puede utilizar cualquier otra herramienta.
ANALISIS Y TABULACIÓN DE LOS INDICADORES
PRUEBA DE HIPÓTESIS
DETERMINAR CAUSAS DE LA BAJA EFICIENCIA Y POCO FLEXIBILIDAD
DEL PROCESO
SELECCION DE HERRAMIENTAS LEAN
SMED
FORMULACION DE LOS PASOS PARA EL DESARROLLO DE SMED

22
Transformar operaciones de preparación interna en operaciones de preparación
externa: se debe analizar meticulosamente las operaciones de preparación
internas y determinar si la operación se puede hacer sin esa parte del
procedimiento, si se puede reducir el número de veces que se realiza dicha
operación, si se puede reducir el tiempo gastado en esta operación, reducir el
número de herramientas necesarias para realizar la operación.
Mejorar la preparación interna remanente: se deben revisar los procedimientos
remanentes y establecer si se pueden mejorar reduciendo o eliminando pernos o
desarrollando estrategias que permitan disminuir la cantidad de veces que se debe
desarrollar.
Mejorar la preparación externa: se debe establecer un orden y arreglo apropiado
para cada operación adicional a esto se debe realizar un entrenamiento adicional
para desarrollar habilidades especiales de preparación.

23
2 MARCO REFERENCIAL
2.1 MARCO HISTÓRICO
2.1.1 Sector económico de Formfit de Colombia SA: La cadena genérica para ropa
interior femenina está constituida por distintas empresas y servicios profesionales. Dentro
delas empresas están las prestadoras de servicios alternos de patronaje, corte, trazo y
graduaciones, las cuales suelen ser empresas maquiladoras o satélites de medianas y
grandes empresas del sector. También están las de publicidad y mercadeo, que son las
encargadas de lograr un posicionamiento del producto dentro del mercado, apoyándose
principalmente en el empaque, para así promocionar el producto y la marca. Finalmente,
se identifican las empresas especializadas en confección las cuales evidencian ciertos
grados de especialización en diseños y en productos. También existen los servicios
profesionales de diseño para aquellas empresas que no cuentan con un departamento
claramente definido encargado de realizar esta labor. Estas empresas, consideradas
como el macro procesó de la cadena ropa interior femenina, están permanentemente
siendo afectadas (positiva o negativamente) por: los factores externos que influencian la
cadena, las empresas simbióticas, las empresas inherentes y la estructura del país. Toda
industria de consumo o servicio, que pretenda impactar el mercado, debe ser susceptible
a modificaciones en las características de sus productos que imponen las tendencias, los
factores y las influencias que afectan el sector. Es imprescindible contar con la capacidad
de respuesta ante estos elementos que de manera directa guiarán el rumbo de la
industria, su interpretación determinará el grado de competitividad que la industria de
confección de ropa interior femenina tendrá en estos mercados.
Colombia tiene aproximadamente 8000 empresas de confecciones. Bogotá abarca entre
30-35% de esta oferta. Si bien existen muchas empresas en la zona franca y una
presencia amplia de marcas internacionales en diferentes segmentos, la mayor parte de
la oferta de ropa interior femenina en el mercado corresponde a los fabricantes
nacionales.
24
En cuanto a la oferta local de maquinaria existen distribuidores de marcas internacionales
y servicios de apoyo para el corte y el diseño, sin embargo, por las exigencias del
consumidor y por el grado de tecnificación de las grandes marcas se evidencia cierta
debilidad en las competencias laborales de los trabajadores. Las nuevas tecnologías,
tanto los diseños como los materiales, pueden ser factores claramente diferenciadores
de las prendas, razón por la cual las empresas han estado incorporando paulatinamente
nuevos equipos. Ante esta situación, las principales innovaciones en ropa interior
femenina se concentran en combinaciones de materiales y nuevos diseños. Las
innovaciones más sobresalientes son las generadas en aquellos productos funcionales
como los bodys y otros modeladores de figura. Con relación a los productos y los
servicios, Cidetexco en sus más recientes estudios no reporta grandes innovaciones en
el sector en los últimos años. Los principales procesos que se aplican en la región son
los modelos de producción en línea (30% empresas ropa interior femenina), módulo
(60%) y celular (10%).
2.1.2 Formfit de Colombia SA: Es una empresa de diseño, confección y
comercialización de ropa interior femenina, prendas de estética y control y pijamas
clásica y sensual ( la marca con la que se comercializa la pijama es Mara di Carli), lleva
50 años en el mercado Colombiano y es reconocida ante todo por su calidad, desde sus
inicios Formfit a cuidado cada detalle en la confección de sus prendas para que el ajuste
y la comodidad sean perfectos, se seleccionan los materiales con gran cuidado para
garantizar la durabilidad del producto, durante años fue la marca líder en ropa interior
sobre todo en la línea clásica, pero debido a malas administraciones Formfit ha perdido
participación en el mercado ocasionando que hoy en día se encuentre en una situación
económica difícil, pero debido a su gran reconocimiento y a que aún conserva el
segmento del mercado de brassier clásico pues ha sido casi imposible que logren mejorar
sus diseños por lo tanto no existe competencia significativa en este segmento, Formfit
aún logra permanecer viva, con una nueva y renovadora gerencia que desea traer a
Formfit al siglo XXI y lograr reposicionarla como la empresa líder que fue hace años.
25
2.2 MARCO TEÓRICO
2.2.1 Elementos teóricos pertinentes a la temática del trabajo: Formfit de Colombia
tiene serios problemas en su proceso productivo pues su eficiencias fue baja durante los
últimos siete meses del 2014 registrando una eficiencia promedio de 74,43 %, sumado a
esto el proceso no es flexible lo que ocasiona que se incumplan los pedidos para resolver
esta problemática se plantea un rediseño del proceso por medio de la aplicación de
SMED pues la tendencia actual es productos diversos, como el caso de Formfit, y lotes
pequeños con cortos plazos de entregas.
SMED significa Single Minute Exchange of Die “cambio rápido de herramientas y
referencias” que permite acortar los tiempos de preparación de las máquinas y permite
hacer variedad de productos con mayor rapidez y eficiencia, la preparación de las
maquinas es el montaje que debe hacerse antes de comenzar una referencia lo que exige
cambios como: complementos y herramientas, parámetros y estándares, piezas a
ensamblar u otros materiales y debe haber una preparación previa a la fabricación, el
tiempo de preparación se define según Hiroyuki Hirano en su libro Manual para la
implantación de JIT como: “ el tiempo de preparación comienza cuando se acaba la tarea
de proceso corriente y termina cuando la siguiente tarea de proceso produce un producto
libre de defectos”.
Existen dos clases de preparación la interna son la que se realizan cuando la máquina
esta parada y no le añade valor al proceso y las externas son los tiempos que el operario
toma para adecuar la maquina a la necesidad de la operación que está efectuando y se
realiza mientras la maquina está en funcionamiento, siguiente ecuación nos da la relación
entre estos dos tipos de preparación.
Tiempo de preparación = tiempo de preparación interna + tiempo de preparación externa.
También existe otro tipo de operación la de despilfarro la cual incluye la búsqueda de
plantillas y herramientas, en otras palabras todas las actividades no productivas que no
tienen relación con la preparación interna y externa.
26
Existen 7 reglas para mejora el cambio de las herramientas:
Regla 1 la preparación empieza y termina con las 5s : se deben tener en cuenta
los siguientes puntos, eliminar todo lo que no se necesita, colocar señales,
clasificar los elementos por grupos y para hacerlo más visual utilizar colores,
investigar para que sirve cada herramienta y si es posible unificar o retirar las que
no se usen, diseñar carros o instrumentos que permitan la especialización de las
herramientas según el cambio que se vaya a realizar para mejorar la eficiencia en
el cambio de las herramientas.
Regla 2 cambie la preparación interna en externa y posterior a esto mejorar la
preparación interna remanente, se debe cuestionar una y otra vez si cada
operación de cambio es realmente necesaria.
Regla 3 los tornillos son nuestros enemigos, es necesario cambiarlos por anclajes
fijos, de no ser posible su cambio se debe tratar de reducir la cantidad que se
utiliza, se debe tratar de hacer los tornillos más cortos y por último eliminar la
necesidad de quitarlos totalmente.
Regla 4 si tiene que usar sus manos asegúrese de que no tiene que mover los
pies, los mecánicos no deben andar de un lado a otro en busca de la herramientas
para esto se hace necesario como lo habíamos mencionado anteriormente la
especialización de herramientas ya sea en carros o cajas y dejar las operaciones
de cambio de complementos encargadas a un solo trabajador.
Regla 5 no confié en habilidades especiales de ajuste fino se deben tomar las
medidas necesarias para abolirlos, pues nunca han sido necesarios este tipo de
ajustes.
Regla 6 los estándares son estándares no son flexibles usar componentes que
permitan que los ajustes sean más precisos y en la posición correcta para evitar
un ajuste fino posteriormente, usar esta misma herramienta para los ajustes de
altura.
Regla 7 estandarizar todas las herramientas de cambios de complementos, se
debe utilizar el ingenio para solucionar los problemas, no gastar dinero en
27
soluciones costosas, se debe actuar rápidamente cada vez que alguien sugiere
una mejora y se debe implementar de manera inmediata.
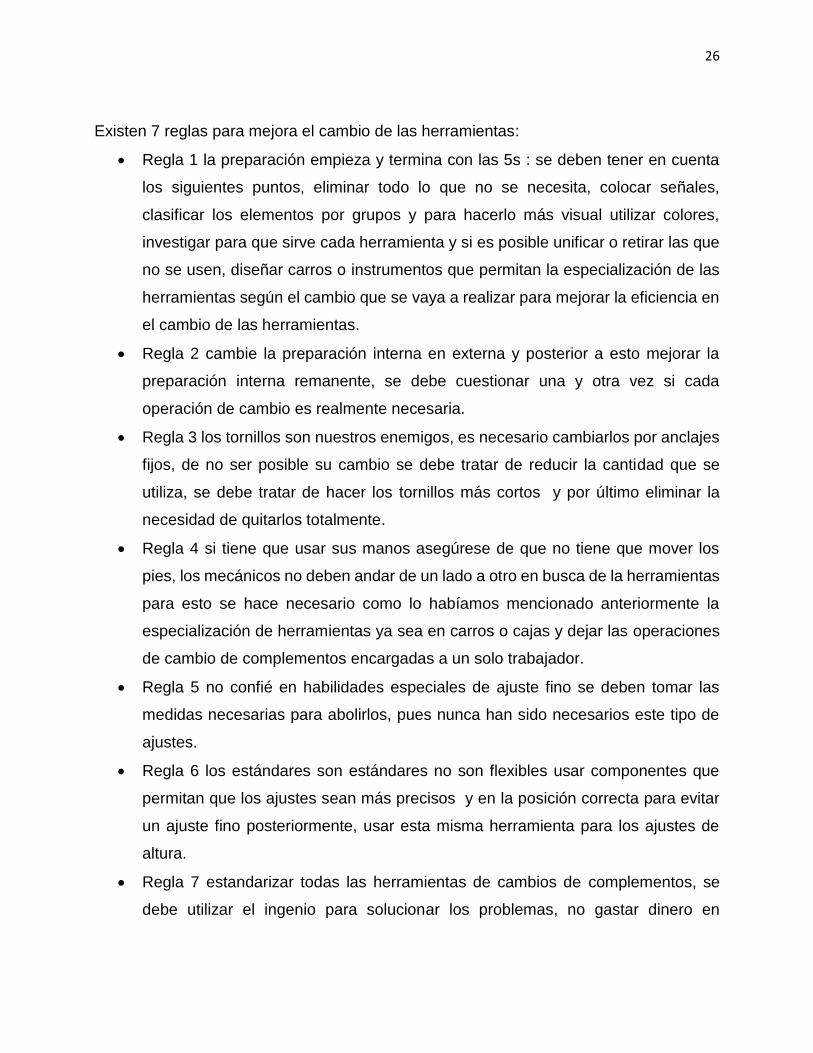
Básicamente lo que la herramienta SMED busca es reducir el tiempo de cambio de lote
y en el siguiente grafico se muestra los cambios más significativos a realizar para lograrlo.
Gráfico 4 Cambios significativos
Fuente: Manufactura Sincrónica
Por medio de la implementación de SMED se logrará obtener los siguientes beneficios:
Producir con lotes más pequeños
Reducir la cantidad de inventario
Mejorar la calidad del producto ya que al tener menor almacenamiento de
inventario se presentarán menor cantidad de errores por este motivo, también
disminuye defectos al reducir la cantidad de errores en la preparación y
alistamiento.
Reducir desperdicios (tiempo, movimientos y materiales)
Incrementar la flexibilidad de la producción pues las empresas pueden adaptar la
producción a las necesidades del cliente sin exceso de inventario.
Reducción de cambio de tiempo de cambio de lote
Hacer lotes más pequeños
Hacer cada pieza cada día
Mayor disponibilidad de
maquina
Mayor capacidad de maquina
28
Reducir el tiempo de entrega del producto mediante la producción de lotes
pequeños se refleja en la reducción del Lead Time y en el tiempo de espera del
cliente.
Reducir costos
Incrementar la productividad por que los cambios de referencia se hacen más
cortos y por este motivo la disponibilidad del equipo aumenta y por lo tanto la
productividad
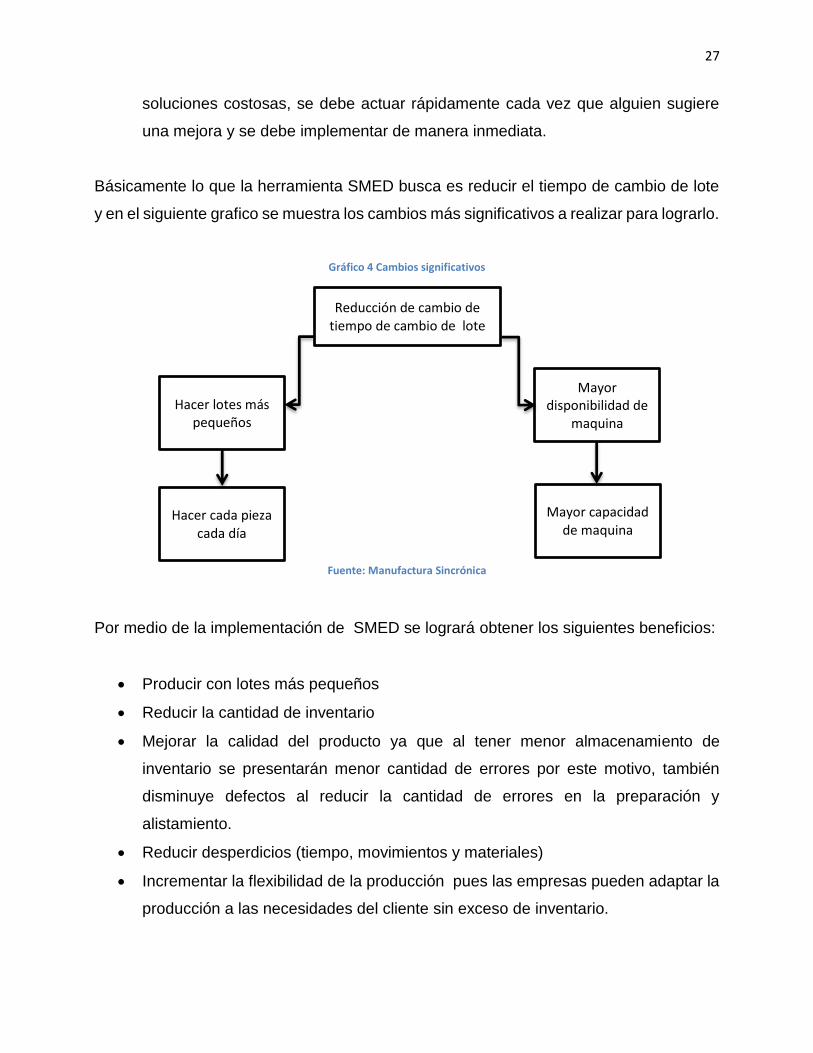
Los siguientes gráficos muestran la reducción de tiempo que se obtiene tras la aplicación
de SMED, mostramos un antes y un después de dos maneras diferentes.
Gráfico 5 Antes SMED
Antes de la aplicación SMED
Fuente: Manufactura Sincrónica
Gráfico 6 Aplicación SMED
Aplicando SMED
Fuente: Manufactura Sincrónica
total tiempo de operación diario = 24 horas
total tiempo de producción 18 horas
Cambio de 1 hora 6 veces al dia
A B CA B C
Cambios de 30 minutos 12 veces al dìa Mismo tiempo de operación mas cambios mayor flexibilidad
total tiempo de producción 18 horas mayor numero de piezas o lotes
A B CC D EE A BB C DA B
29
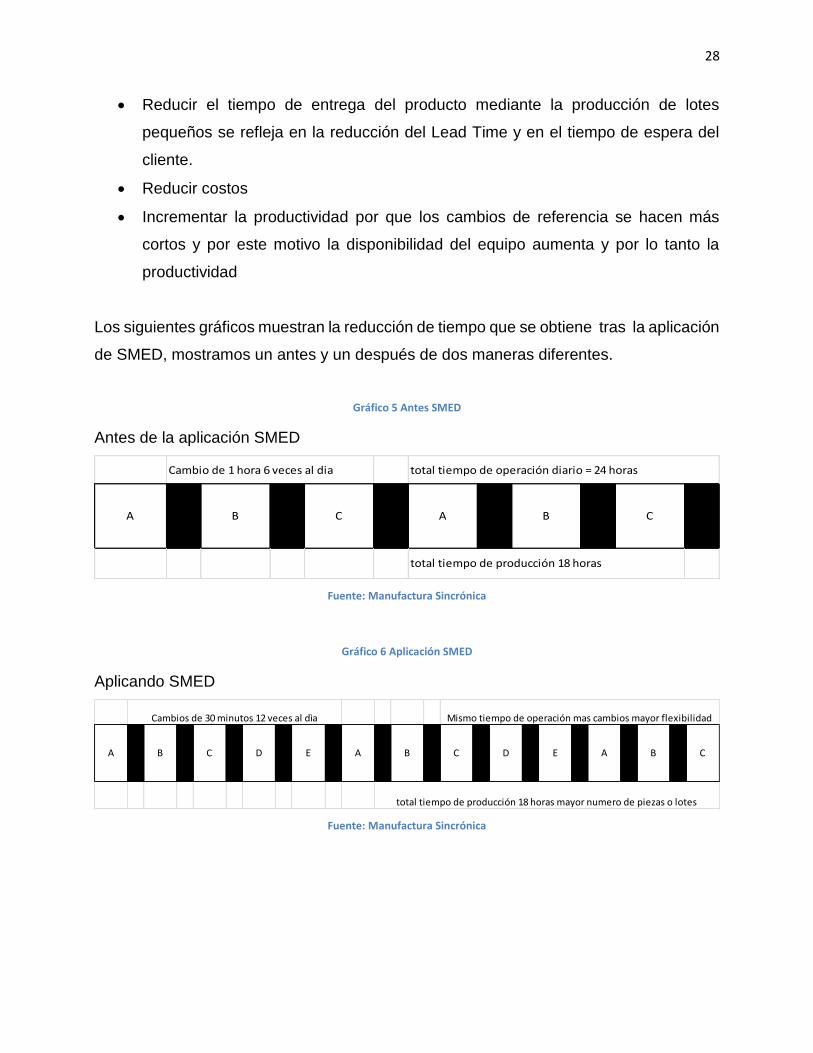
Gráfico 7 Aplicación SMED
Otra opción aplicando SMED
Fuente: Manufactura Sincrónica
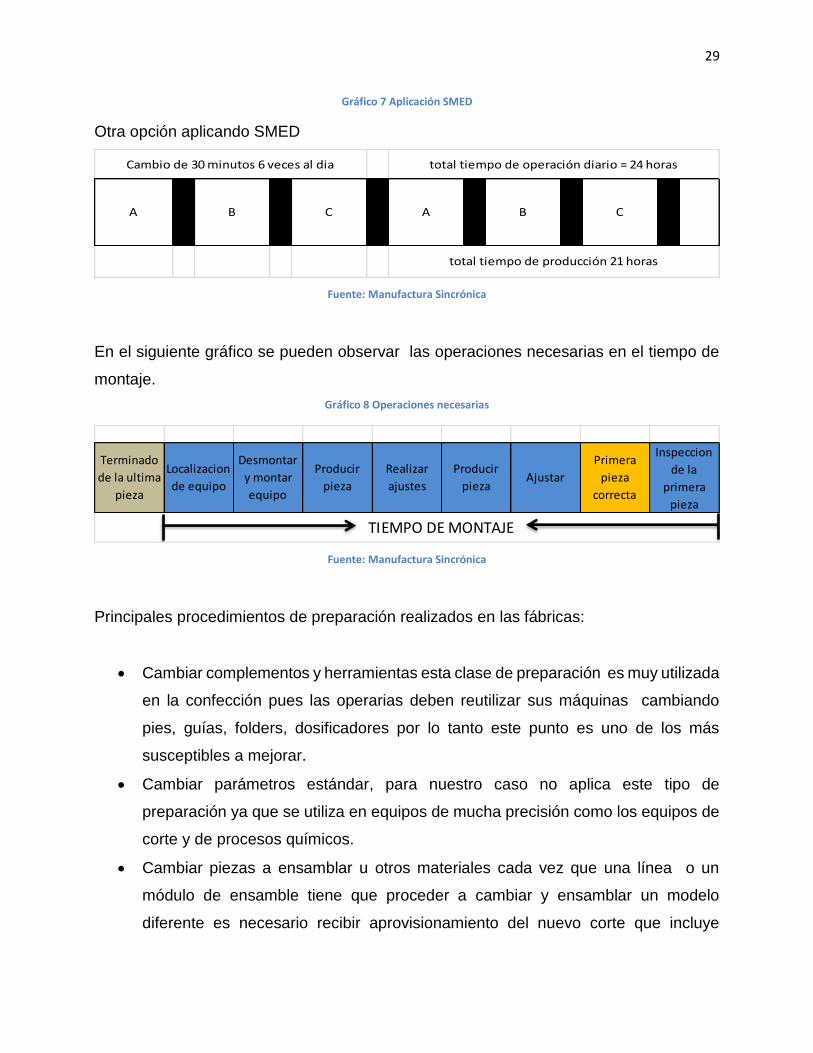
En el siguiente gráfico se pueden observar las operaciones necesarias en el tiempo de
montaje.
Gráfico 8 Operaciones necesarias
Fuente: Manufactura Sincrónica
Principales procedimientos de preparación realizados en las fábricas:
Cambiar complementos y herramientas esta clase de preparación es muy utilizada
en la confección pues las operarias deben reutilizar sus máquinas cambiando
pies, guías, folders, dosificadores por lo tanto este punto es uno de los más
susceptibles a mejorar.
Cambiar parámetros estándar, para nuestro caso no aplica este tipo de
preparación ya que se utiliza en equipos de mucha precisión como los equipos de
corte y de procesos químicos.
Cambiar piezas a ensamblar u otros materiales cada vez que una línea o un
módulo de ensamble tiene que proceder a cambiar y ensamblar un modelo
diferente es necesario recibir aprovisionamiento del nuevo corte que incluye
Cambio de 30 minutos 6 veces al dia total tiempo de operación diario = 24 horas
total tiempo de producción 21 horas
A B CA B C
Ajustar
Primera
pieza
correcta
Inspeccion
de la
primera
pieza
TIEMPO DE MONTAJE
Terminado
de la ultima
pieza
Localizacion
de equipo
Desmontar
y montar
equipo
Producir
pieza
Realizar
ajustes
Producir
pieza
30
materiales y operaciones diferentes lo que hace necesario la adaptación de la
maquinaria.
Preparación general previa a la fabricación este tipo de preparación incluye todas
las tareas que deben hacerse antes de que podamos empezar a fabricar
productos. Estas tareas pueden incluir arreglar las máquinas, asignar tareas a los
operarios, hacer balanceos, montar el modulo mediante planos de distribución y
limpieza.
Las etapas conceptuales para la aplicación del SMED son las siguientes:
Etapa 1 estudio de la situación actual: existen varias formas para realizar el análisis de la
situación actual de la planta de producción.
Análisis de producción continúo.
Entrevistas a los trabajadores de la fábrica.
Formar un equipo Kaizen de preparación para la mejora, una vez se reconoce la
creciente necesidad de la mejora de las preparaciones, es necesario analizar la
situación y formar un equipo de mejora de las mismas. En este punto, es vital que
el nuevo equipo reciba el suficiente apoyo de la gerencia.
Antes de realizar una mejora en las operaciones de preparación necesitamos recoger
información sobre algunos resultados para reconocer los siguientes posibles problemas:
Variación de frecuencia de las operaciones de preparación.
Variación en la secuencia del cambio de herramientas o métodos, dependiendo
de los trabajadores implicados o del “humor” especial del día.
Principales variaciones en los tiempos de cambio de las herramientas
dependiendo de la referencia que se va a trabajar.
Complementos, plantillas y herramientas no se han colocado apropiadamente y
los trabajadores deben perder tiempo corrigiendo la situación.
31
Solamente un trabajador conoce como realizar las operaciones de ajuste fino
siguientes al cambio de herramientas.
Etapa 2 separaciones de la preparación interna y externa: si descubrimos que una
operación de preparación requiere de un tiempo considerable, necesitamos analizarla
para encontrar la razón mediante los métodos prácticos para la separación de la
preparación interna de la externa los cuales son:
Empleo de una lista de comprobación.
Realización de comprobaciones funcionales (revisar si el equipo funciona).
Mejora del transporte de piezas o equipos (herramientas, dados, cabezales, u
otros componentes).
Etapa 3 convertir la preparación interna en externa, se han encontrado numerosos e
ingeniosos modos de cambiar tareas de preparación interna, que previamente requerirán
tener parada la máquina, en tareas de preparación externa que pueden realizarse
mientras la maquina esta en operación. Siempre que se ha podido hacer esto, el resultado
ha sido un adecuación considerable en los tiempos de preparación, en este punto
observamos dos conceptos importantes.
La reevaluación de las operaciones para revisar si algún paso esta erróneamente
considerado como interno.
Buscar la forma de convertir los pasos internos (los que se puedan) en externos.
Etapa 4 perfeccionar todos los aspectos de la preparación, podemos empezar
categorizando todas las operaciones actuales de preparación en operaciones internas,
operaciones externas y operaciones despilfarro.
El despilfarro está en todas partes, hay diferentes clases de despilfarros escondidos en
cada operación de preparación. Si, después de observar una operación de preparación,
no encontramos nada en la misma que añada valor al producto, podemos categorizarla
32
como despilfarro, pero no es solo remover la operación se requiere una consolidación y
estandarización de complementos, plantillas y herramientas, el establecimiento de líneas
especializadas, u otras medidas para incorporar las funciones de la preparación en otras
operaciones. El próximo paso es distinguir los ingredientes esenciales de los no
esenciales en cada operación y remover a fondo los elementos no esenciales.
Etapa 5 mejorar la preparación interna remanente, una vez hayamos transformado como
mínimo el trabajo de preparación externo, tendremos una comprensión más clara de los
procesos de preparación interna remanente. En este punto, se deben revisar los procesos
de preparación interna remanente y considerar si hay modo de hacerlos de forma que
necesiten menos tiempo. Algunas veces podemos hacer esto reduciendo o eliminando
tornillos, desarrollando unidades para reemplazar piezas o estableciendo procedimientos
de cambio de complementos en paralelo.
También se puede mejorar una preparación interna mediante la eliminación de la
necesidad de uso de ciertas herramientas, llaves inglesas, destornilladores y martillos
son justamente algunas de las herramientas usadas en las operaciones de preparación.
Podemos reducir el número de herramientas que debemos coger, manejar y volver a
colocar empleando otros modos o combinando sus funciones en herramientas singulares.
Etapa 6 mejorar la preparación externa, como el tiempo global de preparación es la suma
del tiempo de preparación interna y el de preparación externa, debemos hacer mejoras
que ahorren tiempo en ambas partes. Los modos de mejorar la preparación externa
incluyen establecer el orden y arreglo apropiados, desarrollar máquinas más
especializadas, y en el entrenamiento adicional en habilidades especiales de
preparación.
Etapa 7 estandarizar para estandarizar el proceso se deben seguir los siguientes pasos.
Crear una lista de chequeo, Escribir el procedimiento estándar, Diagrama de flujo,
fijar metas y seguir su desarrollo.
33
Proporcionar observaciones claras a otros compañeros de equipo de instalación
acerca de que pasos han llevado a cabo.
Los operadores de instalación usan un tablero y marcador de borrado en seco para
marcar los pasos completados. Se puede borrar fácilmente para la siguiente
operación.
Realizar toda la operación siempre de la misma manera, luego buscara la mejora
continua.
34
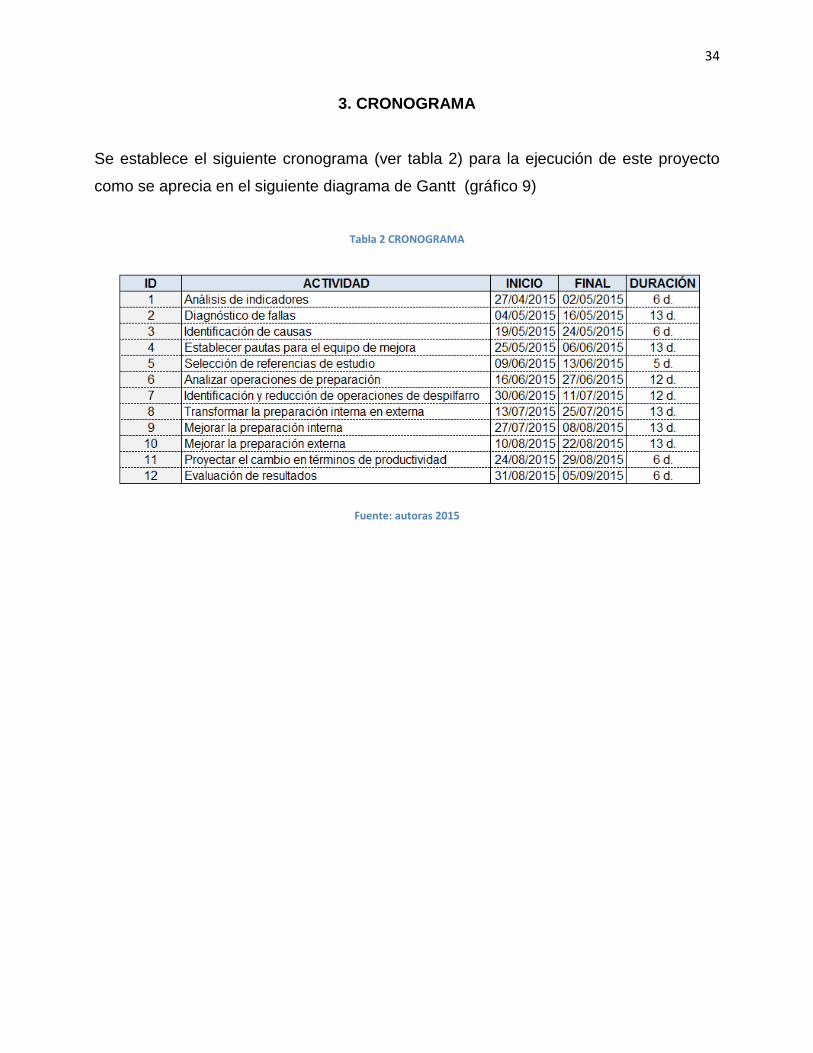
3. CRONOGRAMA
Se establece el siguiente cronograma (ver tabla 2) para la ejecución de este proyecto
como se aprecia en el siguiente diagrama de Gantt (gráfico 9)
Tabla 2 CRONOGRAMA
Fuente: autoras 2015

35
Gráfico 9 Diagrama de Gantt cronograma
Fuente: autoras 2015
36
4 RECURSOS
4.1 RECURSOS HUMANO
La investigación estuvo a cargo de: Jenny Cortés Carvajal y Maryi Elena Ramírez
Ramírez
4.2 RECURSOS TÉCNICOS
El único recurso técnico que se utilizó es un computador con el cual se realizaron
consultas por internet.
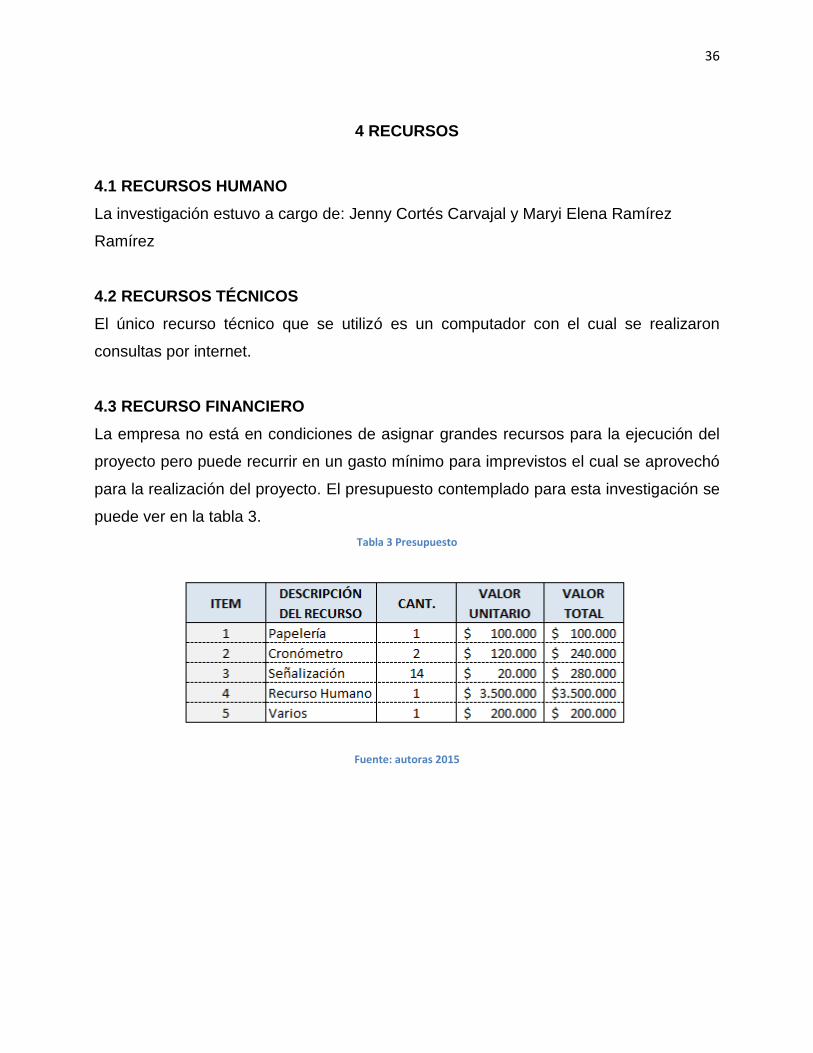
4.3 RECURSO FINANCIERO
La empresa no está en condiciones de asignar grandes recursos para la ejecución del
proyecto pero puede recurrir en un gasto mínimo para imprevistos el cual se aprovechó
para la realización del proyecto. El presupuesto contemplado para esta investigación se
puede ver en la tabla 3.
Tabla 3 Presupuesto
Fuente: autoras 2015
37
5. SITUACIÓN ACTUAL
Según la información registrada en el gráfico 1 la tendencia que presenta la eficiencia va
en aumento, aunque se han realizado cambios que han hecho posible este incremento
aun no es suficiente para la empresa recuperarse y volver a ser la organización solida de
años atrás, para este estudio tomaremos los datos recolectados durante el segundo
semestre del 2014 el indicador a evaluar es la eficiencia y la influencia de los tiempos
improductivos por mantenimiento, ausentismo, corte y materia prima , cabe aclarar que
la eficiencia presentada durante este periodo 75,6% es considerablemente más alta que
las registradas en los semestres anteriores por que durante este periodo no hubo cambio
de colección, todo el año 2014 se trabajó con la colección del primer semestre y por ende
no ingresaron nuevas referencias las cuales afectan considerablemente el indicador.
5.1 ÁREA DE PRODUCCIÓN
La planta de producción cuenta con un promedio de 100 operarias, tiene 184 máquinas
para la confección de sus productos, usa el sistema modular como modelo productivo
cuenta con 6 módulos cada uno dedicado a un tipo de prenda especifico, El módulo de
Combinadas se dedica a la confección de pantys, los módulos de estrellas, triunfo y
renacer se encargan de la elaboración de brassier , el módulo de fortaleza se encarga de
la fabricación de las prendas de estética y control y por ultima el módulo de maravillas
quienes se encargan de confeccionar las pijamas, debido a que las maquinas son muy
antiguas se deben ajustar con más frecuencia por lo tanto los tiempos muertos por
mantenimientos correctivos son muy elevados y debido al ritmo del proceso la
programación de los mantenimientos preventivos se realiza solo dos veces al año, en la
actualidad el área de mantenimiento cuanta con un presupuesto de $ 2.000.000
mensuales para la compra de repuestos, este monto es realmente poco por el estado de
la gran mayoría de los equipos, las marcas Brother, Pegasus, Durkopp son las de uso
más generalizado y por ser equipos importados los repuestos tardan entre 1 y 3 meses
en llegar a Colombia, debido a que esta maquinaria es obsoleta los proveedores no tienen
38
los repuestos en inventario y para la empresa es muy difícil contar con un stock de
seguridad puesto que atraviesa una difícil situación financiera y este tipo de repuestos
son de alto costo.
Semanalmente se realiza una reunión en la cual se le asignan a los módulos las
referencias a trabajar, esta información es divulgada a las analistas y supervisoras
quienes se deben de encargar de realizar los balanceos y los planos de distribución para
los módulos con cada referencia que deban trabajar, el balanceo se debe entregar al
módulo para que las operarias conozcan las tareas que les fueron asignadas y el plano
se le entrega a la supervisora para que al realizar el cambio de referencia se haga el
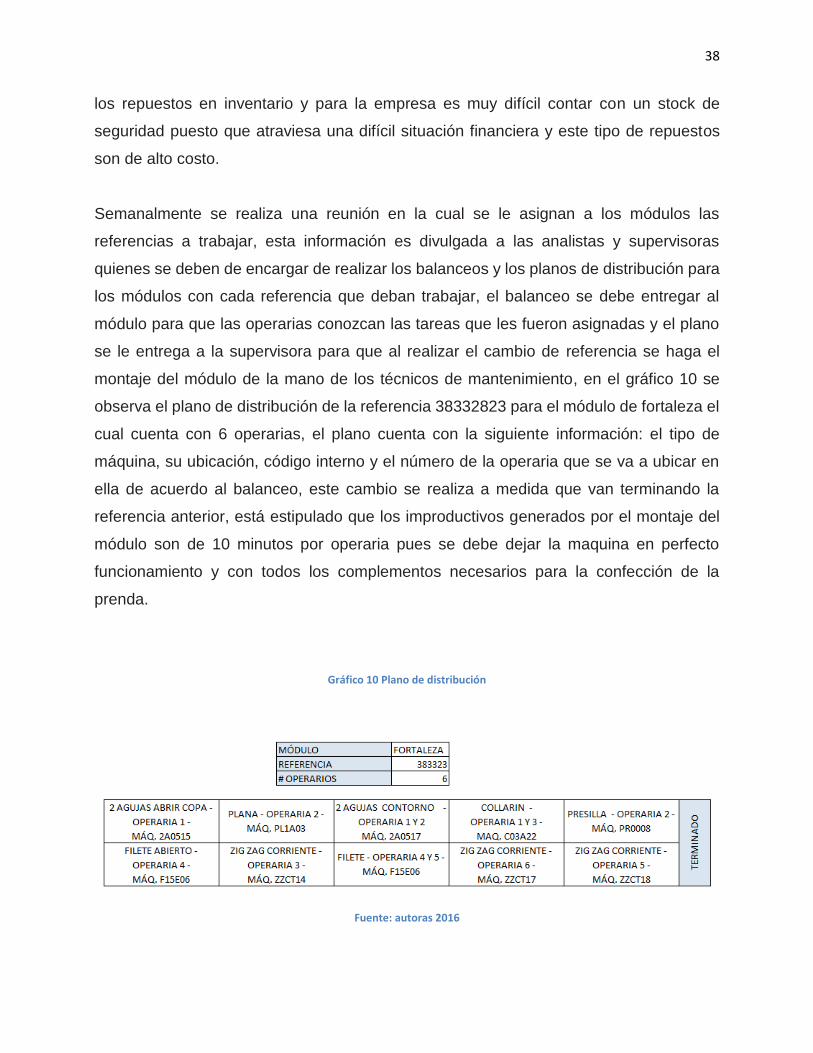
montaje del módulo de la mano de los técnicos de mantenimiento, en el gráfico 10 se
observa el plano de distribución de la referencia 38332823 para el módulo de fortaleza el
cual cuenta con 6 operarias, el plano cuenta con la siguiente información: el tipo de
máquina, su ubicación, código interno y el número de la operaria que se va a ubicar en
ella de acuerdo al balanceo, este cambio se realiza a medida que van terminando la
referencia anterior, está estipulado que los improductivos generados por el montaje del
módulo son de 10 minutos por operaria pues se debe dejar la maquina en perfecto
funcionamiento y con todos los complementos necesarios para la confección de la
prenda.
Gráfico 10 Plano de distribución
Fuente: autoras 2016
39
A diario se entrega el informe de eficiencias en las cuales se registra las unidades
producidas en cada módulo, la cantidad de operarias que trabajan en cada turno, los
turnos son de 8 horas y se contabiliza un tiempo de 455 minutos por persona ya que la
empresa les da 10 minutos para tomar tinto y 15 minutos para desayunar, también se
deben registrar todos los improductivos que haya presentado cada módulo durante la
jornada, ausentismos por incapacidades, citas médicas, accidentes laborales, etc.
Materia prima los cuales son ocasionados por materiales imperfectos, errores en las lista
de materiales, tonos que no coinciden con los aprobados para la producción, faltantes,
etc. Y los ocasionados por el área de corte como: tonos en las telas, producción mal
paqueteada, error en la información registrada en los cartones de producción, etc. Los
generados por mantenimiento en los montajes de las referencias y los mantenimientos
correctivos y cualquier inconveniente presentado que interrumpa el flujo normal de la
producción, la eficiencia se digitaliza en un archivo llamado eficiencias modulares, los
improductivos de corte y materia prima también se deben digitalizar en un archivo llamado
inconvenientes en el cual se reporta el problema con su causa y solución y los
improductivos de mantenimiento se digitalizan en una base de datos llamada
mantenimiento con su respectivo soporte en la hoja de vida de cada máquina.
40
6. PRESENTACIÓN Y ANÁLISIS DE INDICADORES
6.1 TABULACIÓN DE LOS INDICADORES
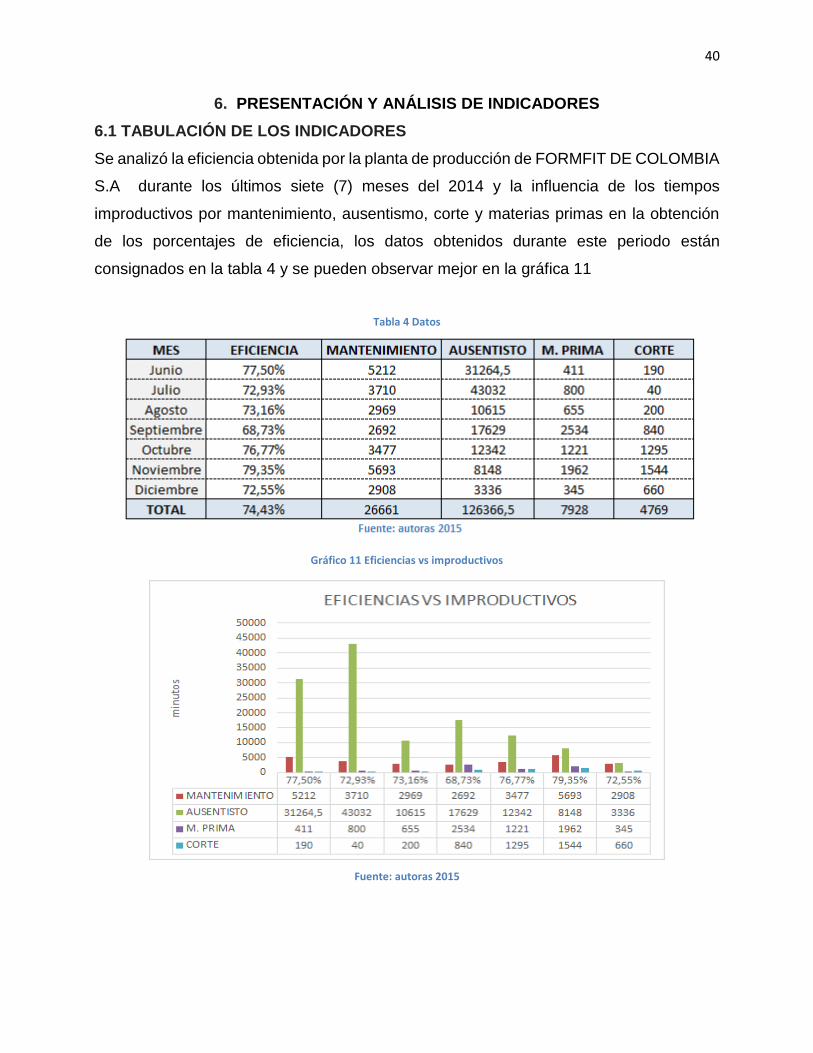
Se analizó la eficiencia obtenida por la planta de producción de FORMFIT DE COLOMBIA
S.A durante los últimos siete (7) meses del 2014 y la influencia de los tiempos
improductivos por mantenimiento, ausentismo, corte y materias primas en la obtención
de los porcentajes de eficiencia, los datos obtenidos durante este periodo están
consignados en la tabla 4 y se pueden observar mejor en la gráfica 11
Tabla 4 Datos
Gráfico 11 Eficiencias vs improductivos
Fuente: autoras 2015
41
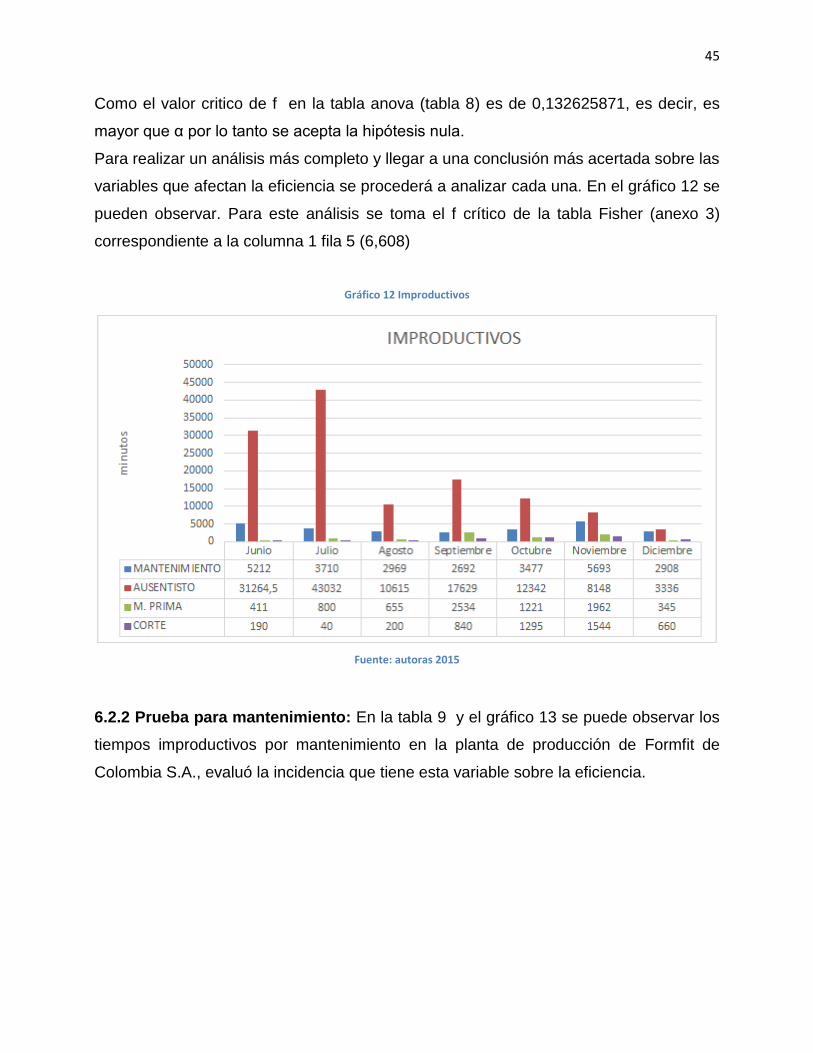
En el gráfico se observa que los tiempos más altos de improductivos son ausentismo y
mantenimiento, mientras que materia prima y corte son bajos pero igual no hay que
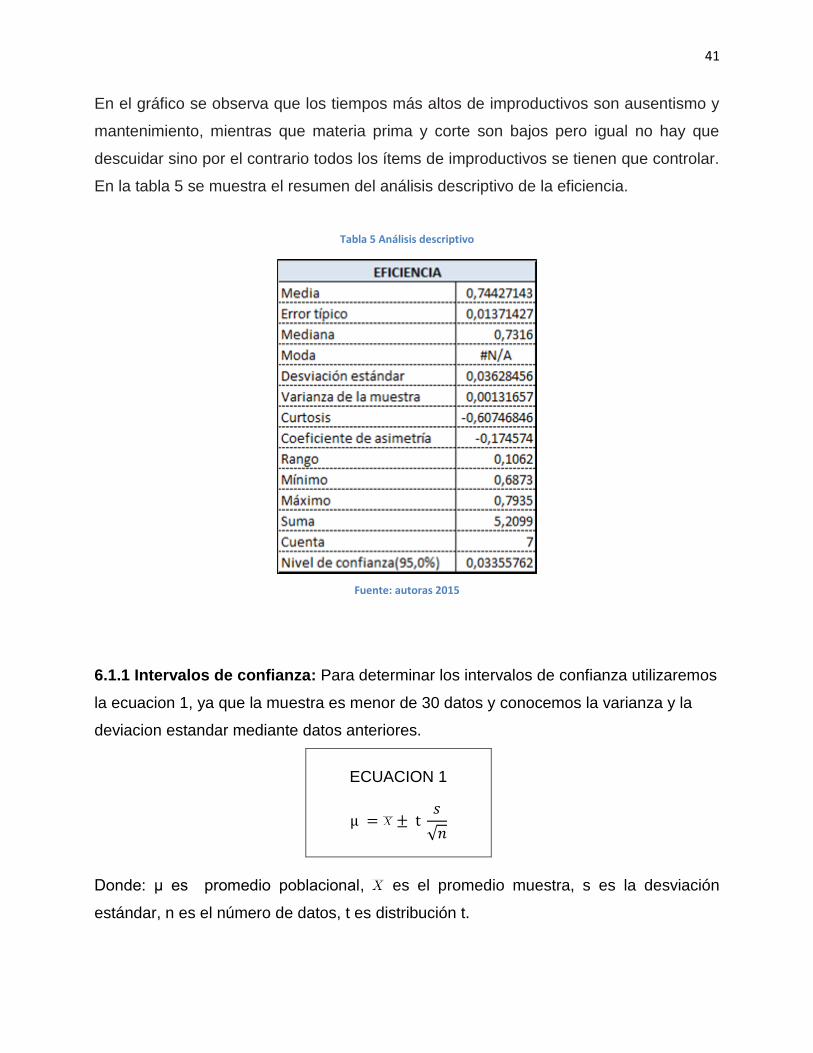
descuidar sino por el contrario todos los ítems de improductivos se tienen que controlar.
En la tabla 5 se muestra el resumen del análisis descriptivo de la eficiencia.
Tabla 5 Análisis descriptivo
Fuente: autoras 2015
6.1.1 Intervalos de confianza: Para determinar los intervalos de confianza utilizaremos
la ecuacion 1, ya que la muestra es menor de 30 datos y conocemos la varianza y la
deviacion estandar mediante datos anteriores.
ECUACION 1
μ = ± t 𝑠
√𝑛
Donde: μ es promedio poblacional, es el promedio muestra, s es la desviación
estándar, n es el número de datos, t es distribución t.

42
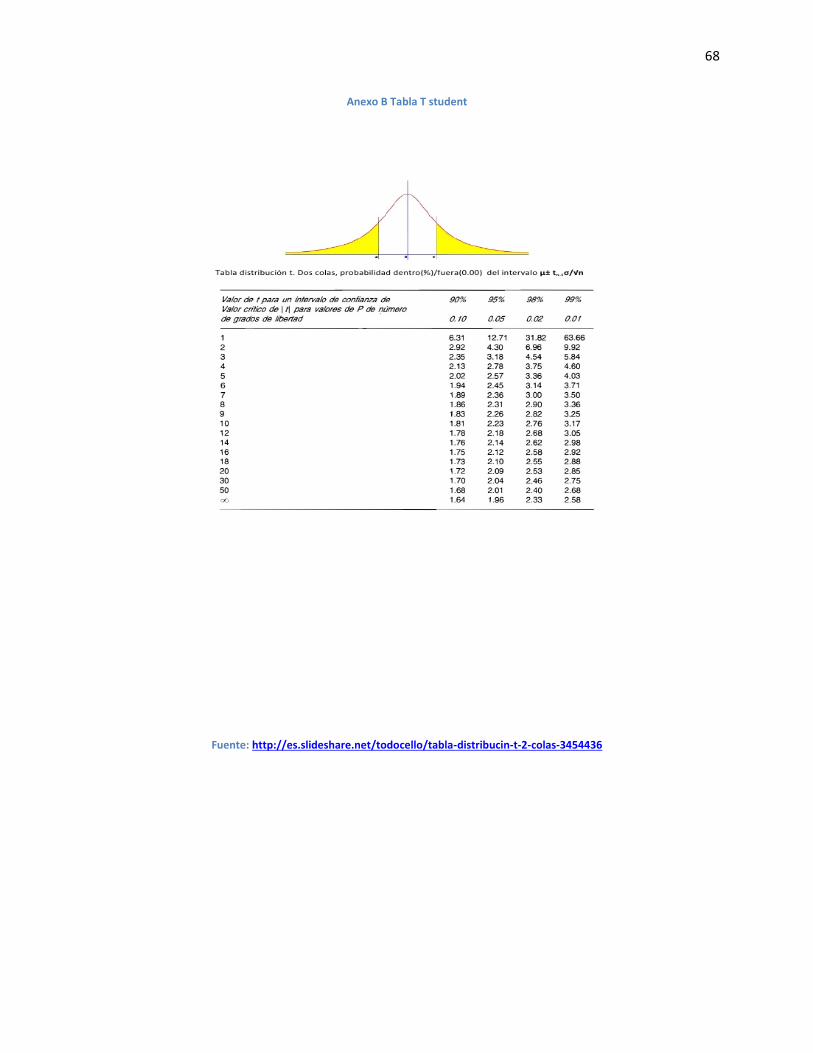
El valor t se toma de la tabla de distribución de t de student (anexo B), para determinar el
valor debemos hallar los grados de libertad (gl), el cual se halla mediante la siguiente
formula gl = n -1, para nuestro caso, gl = 7 – 1, donde gl = 6, y trabajaremos con un nivel
de confianza del 95%, es decir que el nivel de significancia es α = 0.05, con prueba de
dos colas, nos da un valor de t = 2, 45
= 74,42 % = 0,74427
n = 7
s = 0,036 la cual se obtuvo mediante la utilización de Excel y de los datos consignados
en la tabla 4.
Al reemplazar los valores en la fórmula:
μ = 0,74427 ± 2,45 0,036
√7
El resultado obtenido para μ es el siguiente:
[71,09 % ≤ μ ≤ 77, 76 %].
La eficiencia de la toda la planta debe estar según los datos entre 71,09 % y 77,76 %.
6.2 DIAGNÓSTICO DE FALLAS E IDENTIFICACIÓN DE CAUSAS
La prueba de hipótesis se realiza mediante regresión lineal múltiple con la ecuación 2
(Ecuación de pronóstico).
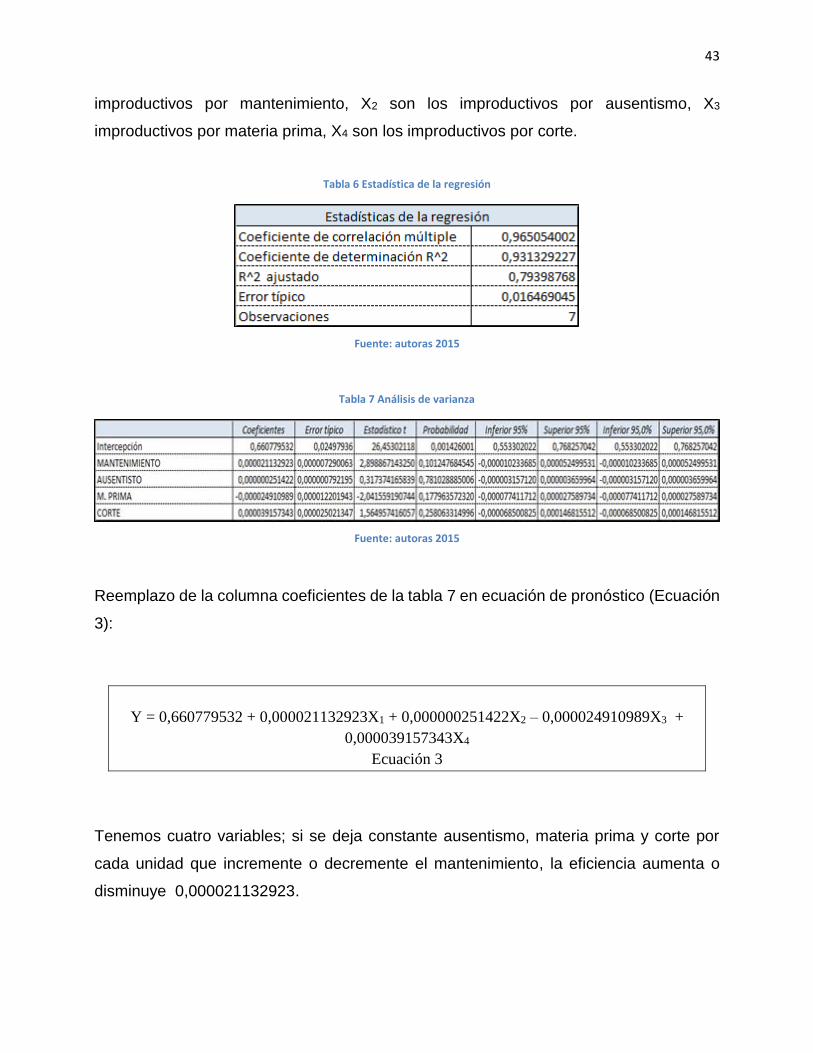
Mediante la utilización de Excel y los datos recopilados en la tabla 4 se haya la regresión
lineal cuyos resultados podemos ver en la tabla 6 y 7, posteriormente se reemplaza en la
ecuación 2 los valores de β por los valores de los coeficientes de la tabla 5 y obtenemos
la ecuación de pronostico (ecuación 3) que nos permitirá establecer los valores de la
eficiencia de acuerdo a los tiempos improductivos según cada tipo: donde X1 son los
𝑌 = 𝛽^
0 + 𝛽^
1𝑋1 + 𝛽^
2X2 + 𝛽^
3𝑋3 + 𝛽^
4𝑋4
Ecuación 2
43
improductivos por mantenimiento, X2 son los improductivos por ausentismo, X3
improductivos por materia prima, X4 son los improductivos por corte.
Tabla 6 Estadística de la regresión
Fuente: autoras 2015
Tabla 7 Análisis de varianza
Fuente: autoras 2015
Reemplazo de la columna coeficientes de la tabla 7 en ecuación de pronóstico (Ecuación
3):
Y = 0,660779532 + 0,000021132923X1 + 0,000000251422X2 – 0,000024910989X3 +
0,000039157343X4
Ecuación 3
Tenemos cuatro variables; si se deja constante ausentismo, materia prima y corte por
cada unidad que incremente o decremente el mantenimiento, la eficiencia aumenta o
disminuye 0,000021132923.
44
6.2.1 Planteamiento de la hipótesis
H0: β1= β2= β3= β4=0 Hipótesis nula
H1: βi ≠0 Hipótesis alternativa para alguna i
Mediante la utilización de Excel se halla la tabla anova por medio de regresión lineal
(tabla 5), en la cual se establece el fcalculado, para hallar el fcritico con una porcentaje de
aceptación del 95% se busca en la tabla Fisher para α = 0,05 (anexo C), de esta manera
podemos establecer la siguiente regla de decisión.
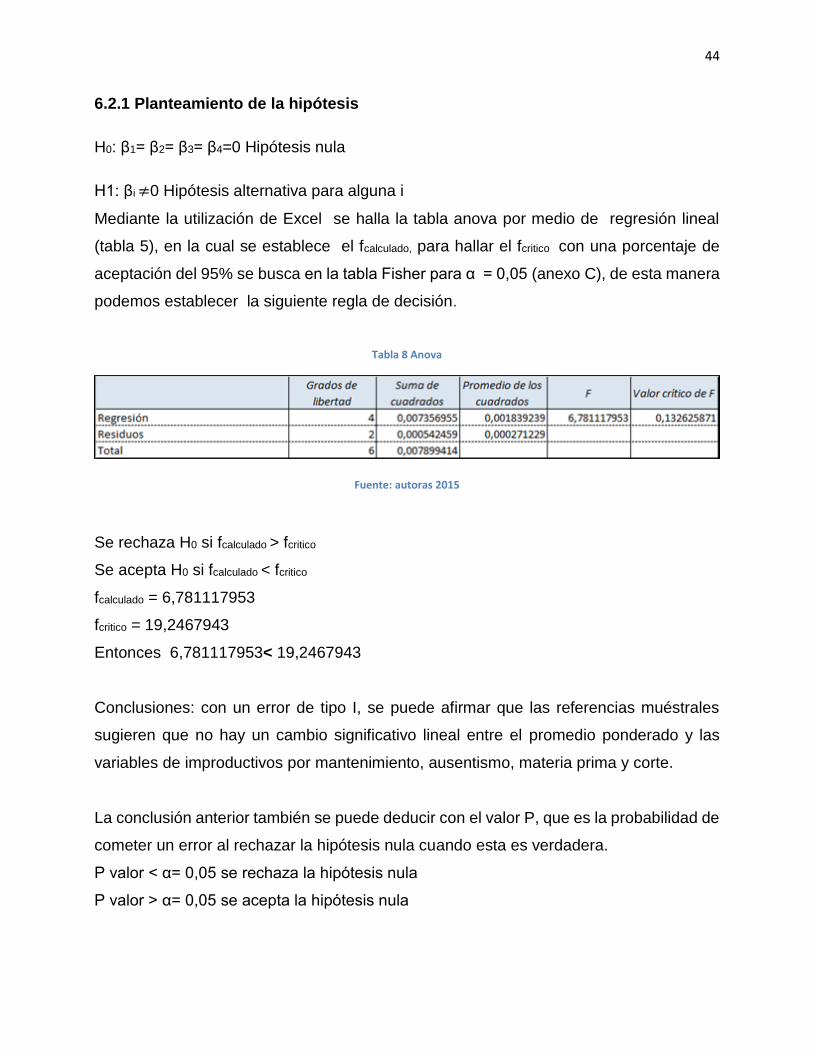
Tabla 8 Anova
Fuente: autoras 2015
Se rechaza H0 si fcalculado > fcritico
Se acepta H0 si fcalculado < fcritico
fcalculado = 6,781117953
fcritico = 19,2467943
Entonces 6,781117953< 19,2467943
Conclusiones: con un error de tipo I, se puede afirmar que las referencias muéstrales
sugieren que no hay un cambio significativo lineal entre el promedio ponderado y las
variables de improductivos por mantenimiento, ausentismo, materia prima y corte.
La conclusión anterior también se puede deducir con el valor P, que es la probabilidad de
cometer un error al rechazar la hipótesis nula cuando esta es verdadera.
P valor < α= 0,05 se rechaza la hipótesis nula
P valor > α= 0,05 se acepta la hipótesis nula
45
Como el valor critico de f en la tabla anova (tabla 8) es de 0,132625871, es decir, es
mayor que α por lo tanto se acepta la hipótesis nula.
Para realizar un análisis más completo y llegar a una conclusión más acertada sobre las
variables que afectan la eficiencia se procederá a analizar cada una. En el gráfico 12 se
pueden observar. Para este análisis se toma el f crítico de la tabla Fisher (anexo 3)
correspondiente a la columna 1 fila 5 (6,608)
Gráfico 12 Improductivos
Fuente: autoras 2015
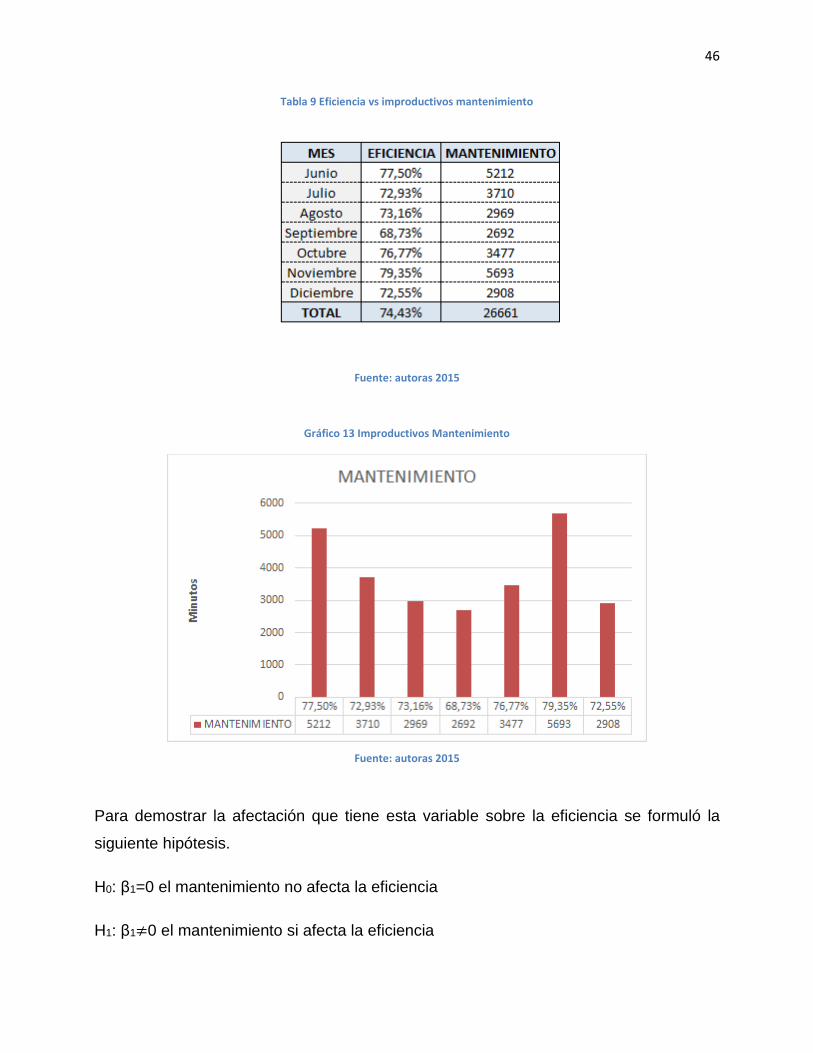
6.2.2 Prueba para mantenimiento: En la tabla 9 y el gráfico 13 se puede observar los
tiempos improductivos por mantenimiento en la planta de producción de Formfit de
Colombia S.A., evaluó la incidencia que tiene esta variable sobre la eficiencia.
46
Tabla 9 Eficiencia vs improductivos mantenimiento
Fuente: autoras 2015
Gráfico 13 Improductivos Mantenimiento
Fuente: autoras 2015
Para demostrar la afectación que tiene esta variable sobre la eficiencia se formuló la
siguiente hipótesis.
H0: β1=0 el mantenimiento no afecta la eficiencia
H1: β1≠0 el mantenimiento si afecta la eficiencia
47
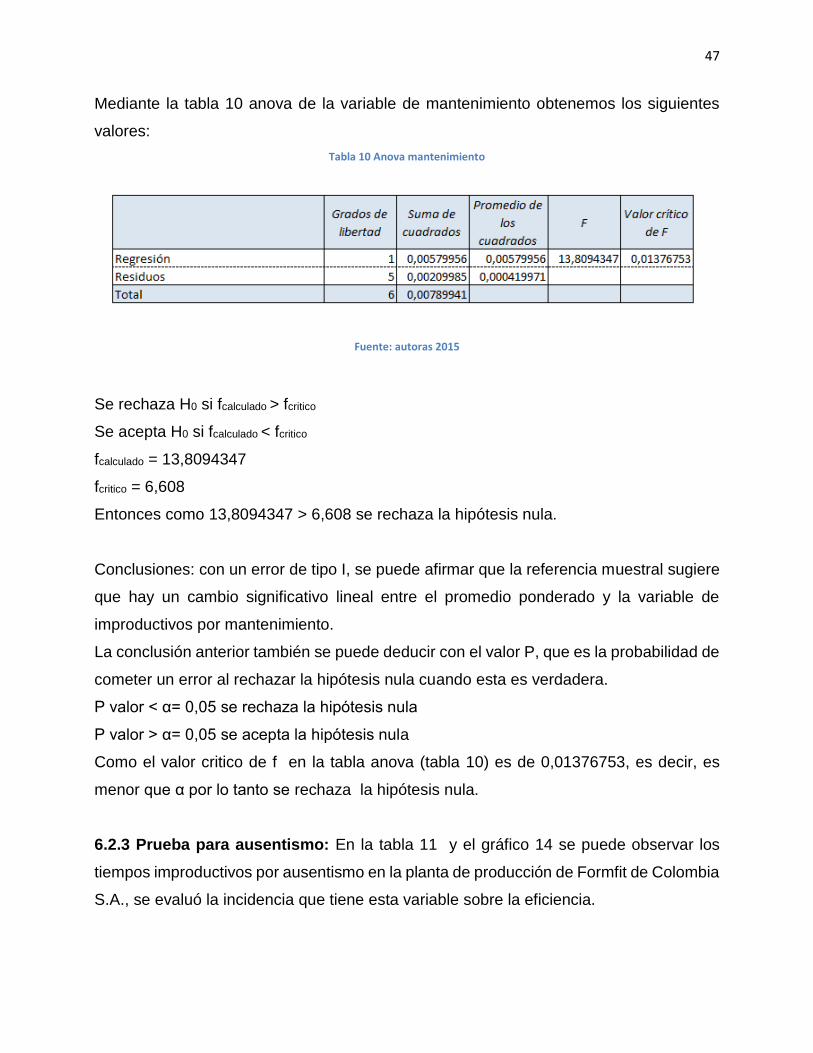
Mediante la tabla 10 anova de la variable de mantenimiento obtenemos los siguientes
valores:
Tabla 10 Anova mantenimiento
Fuente: autoras 2015
Se rechaza H0 si fcalculado > fcritico
Se acepta H0 si fcalculado < fcritico
fcalculado = 13,8094347
fcritico = 6,608
Entonces como 13,8094347 > 6,608 se rechaza la hipótesis nula.
Conclusiones: con un error de tipo I, se puede afirmar que la referencia muestral sugiere
que hay un cambio significativo lineal entre el promedio ponderado y la variable de
improductivos por mantenimiento.
La conclusión anterior también se puede deducir con el valor P, que es la probabilidad de
cometer un error al rechazar la hipótesis nula cuando esta es verdadera.
P valor < α= 0,05 se rechaza la hipótesis nula
P valor > α= 0,05 se acepta la hipótesis nula
Como el valor critico de f en la tabla anova (tabla 10) es de 0,01376753, es decir, es
menor que α por lo tanto se rechaza la hipótesis nula.
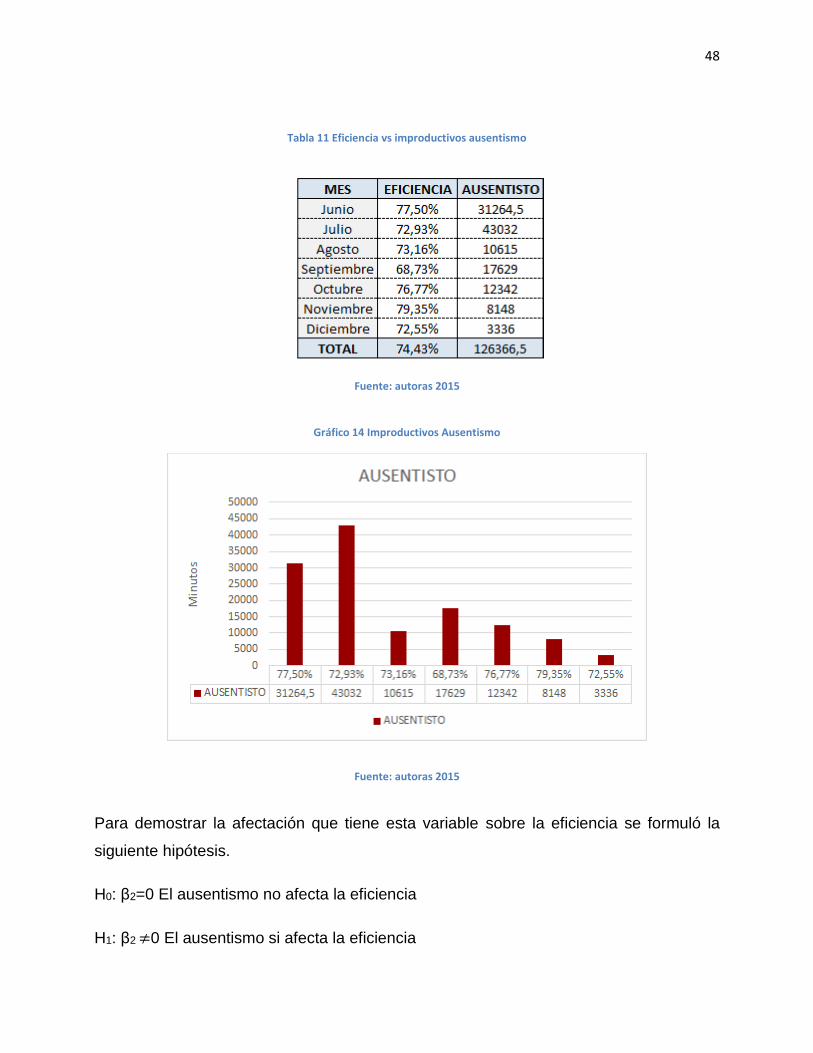
6.2.3 Prueba para ausentismo: En la tabla 11 y el gráfico 14 se puede observar los
tiempos improductivos por ausentismo en la planta de producción de Formfit de Colombia
S.A., se evaluó la incidencia que tiene esta variable sobre la eficiencia.
48
Tabla 11 Eficiencia vs improductivos ausentismo
Fuente: autoras 2015
Gráfico 14 Improductivos Ausentismo
Fuente: autoras 2015
Para demostrar la afectación que tiene esta variable sobre la eficiencia se formuló la
siguiente hipótesis.
H0: β2=0 El ausentismo no afecta la eficiencia
H1: β2 ≠0 El ausentismo si afecta la eficiencia
49
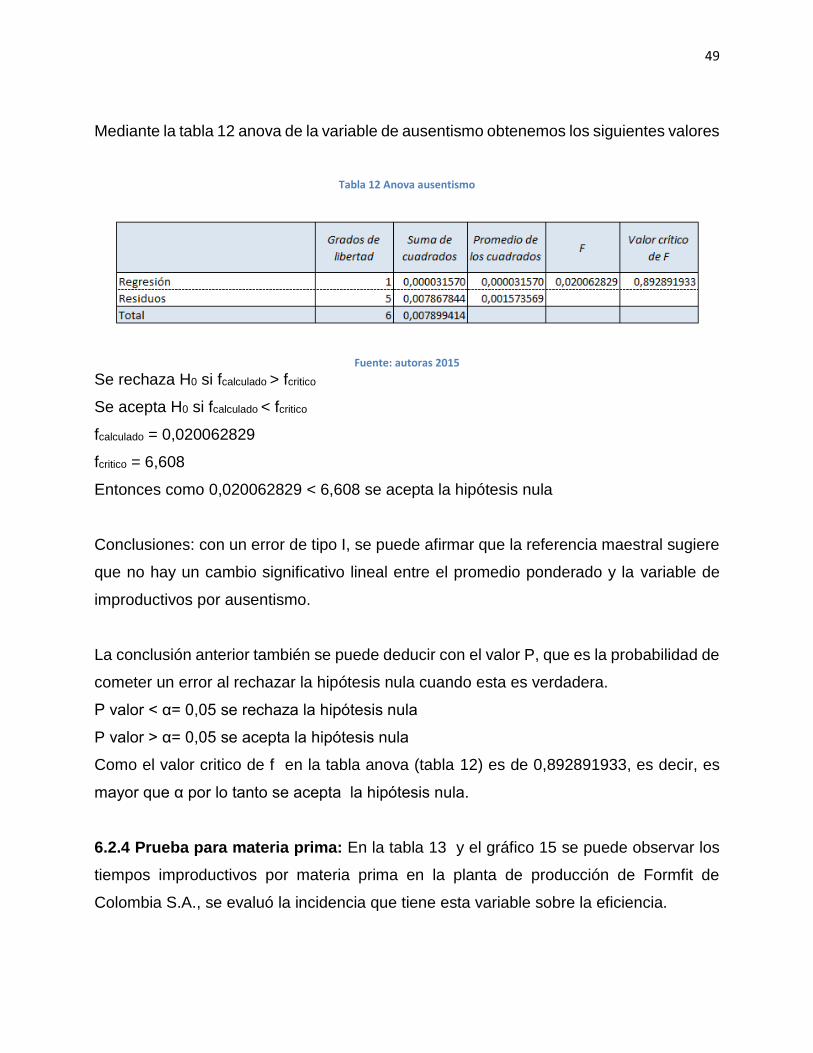
Mediante la tabla 12 anova de la variable de ausentismo obtenemos los siguientes valores
Tabla 12 Anova ausentismo
Fuente: autoras 2015
Se rechaza H0 si fcalculado > fcritico
Se acepta H0 si fcalculado < fcritico
fcalculado = 0,020062829
fcritico = 6,608
Entonces como 0,020062829 < 6,608 se acepta la hipótesis nula
Conclusiones: con un error de tipo I, se puede afirmar que la referencia maestral sugiere
que no hay un cambio significativo lineal entre el promedio ponderado y la variable de
improductivos por ausentismo.
La conclusión anterior también se puede deducir con el valor P, que es la probabilidad de
cometer un error al rechazar la hipótesis nula cuando esta es verdadera.
P valor < α= 0,05 se rechaza la hipótesis nula
P valor > α= 0,05 se acepta la hipótesis nula
Como el valor critico de f en la tabla anova (tabla 12) es de 0,892891933, es decir, es
mayor que α por lo tanto se acepta la hipótesis nula.
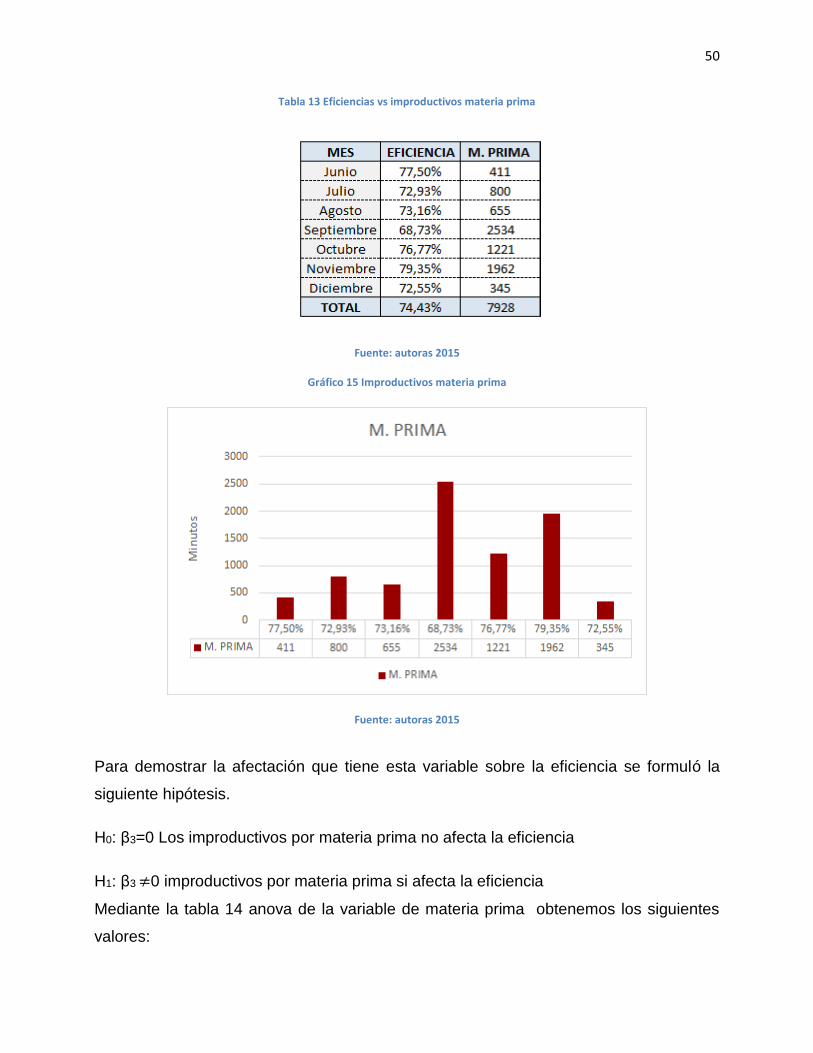
6.2.4 Prueba para materia prima: En la tabla 13 y el gráfico 15 se puede observar los
tiempos improductivos por materia prima en la planta de producción de Formfit de
Colombia S.A., se evaluó la incidencia que tiene esta variable sobre la eficiencia.
50
Tabla 13 Eficiencias vs improductivos materia prima
Fuente: autoras 2015
Gráfico 15 Improductivos materia prima
Fuente: autoras 2015
Para demostrar la afectación que tiene esta variable sobre la eficiencia se formuló la
siguiente hipótesis.
H0: β3=0 Los improductivos por materia prima no afecta la eficiencia
H1: β3 ≠0 improductivos por materia prima si afecta la eficiencia
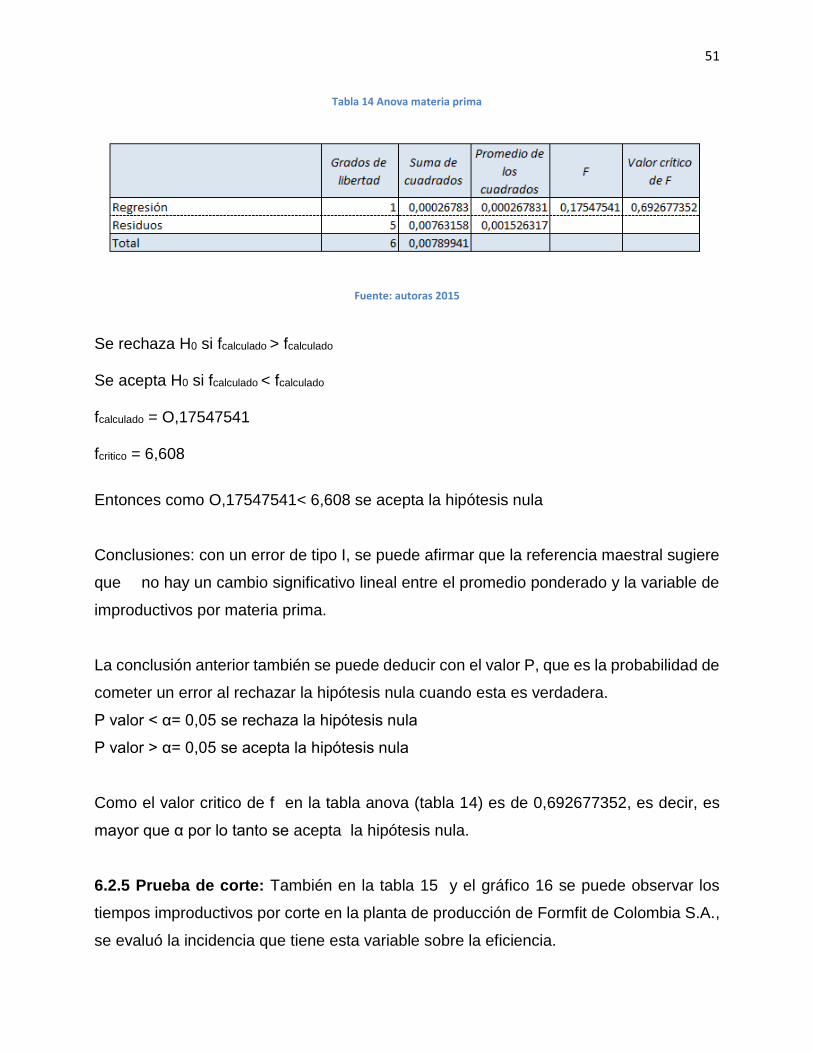
Mediante la tabla 14 anova de la variable de materia prima obtenemos los siguientes
valores:
51
Tabla 14 Anova materia prima
Fuente: autoras 2015
Se rechaza H0 si fcalculado > fcalculado Se acepta H0 si fcalculado < fcalculado fcalculado = O,17547541 fcritico = 6,608
Entonces como O,17547541< 6,608 se acepta la hipótesis nula
Conclusiones: con un error de tipo I, se puede afirmar que la referencia maestral sugiere
que no hay un cambio significativo lineal entre el promedio ponderado y la variable de
improductivos por materia prima.
La conclusión anterior también se puede deducir con el valor P, que es la probabilidad de
cometer un error al rechazar la hipótesis nula cuando esta es verdadera.
P valor < α= 0,05 se rechaza la hipótesis nula
P valor > α= 0,05 se acepta la hipótesis nula
Como el valor critico de f en la tabla anova (tabla 14) es de 0,692677352, es decir, es
mayor que α por lo tanto se acepta la hipótesis nula.
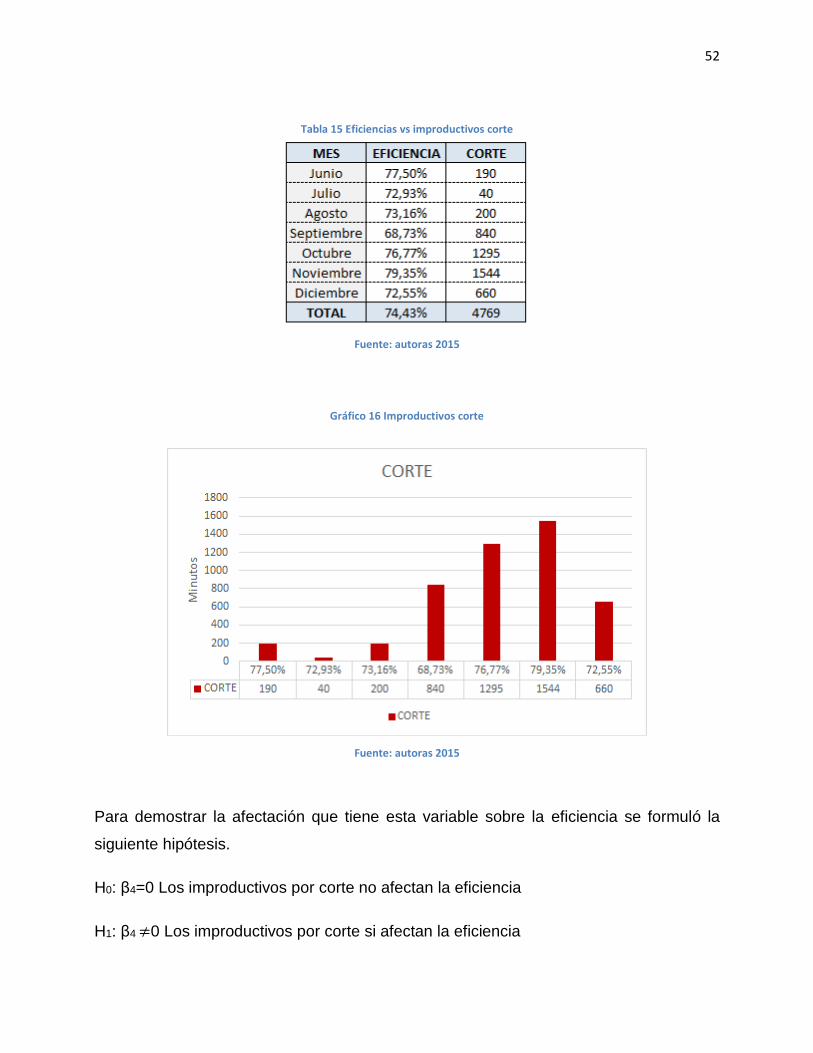
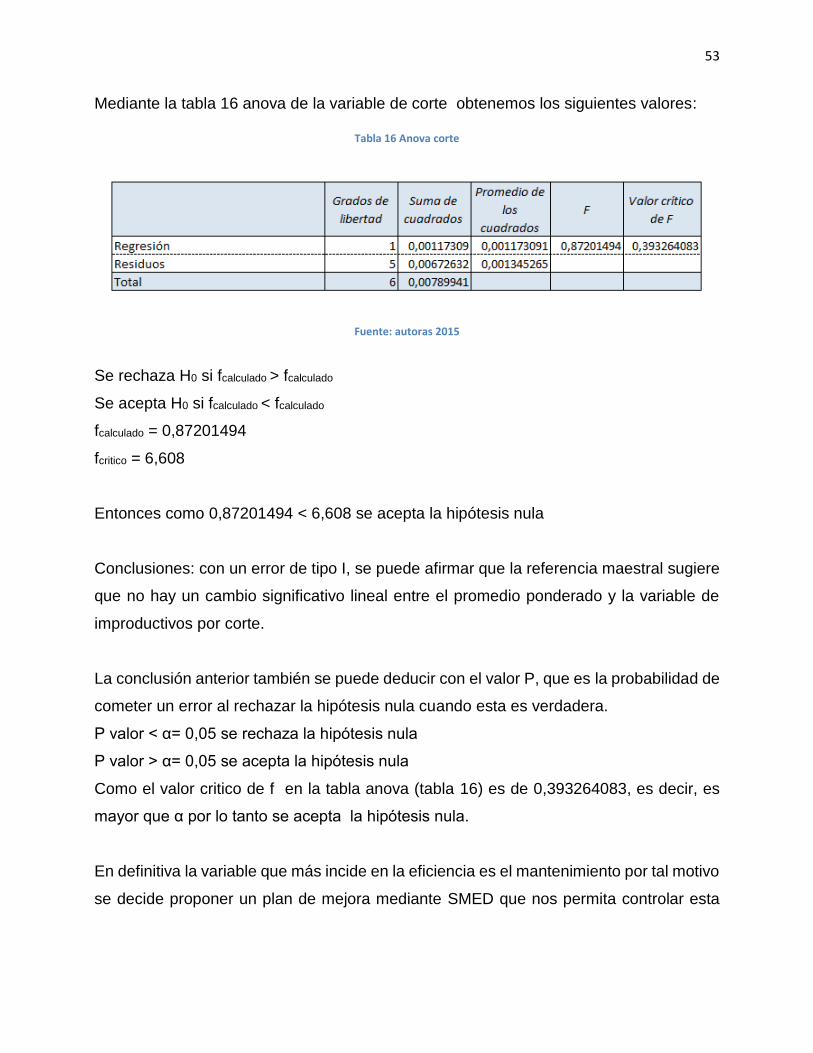
6.2.5 Prueba de corte: También en la tabla 15 y el gráfico 16 se puede observar los
tiempos improductivos por corte en la planta de producción de Formfit de Colombia S.A.,
se evaluó la incidencia que tiene esta variable sobre la eficiencia.
52
Tabla 15 Eficiencias vs improductivos corte
Fuente: autoras 2015
Gráfico 16 Improductivos corte
Fuente: autoras 2015
Para demostrar la afectación que tiene esta variable sobre la eficiencia se formuló la
siguiente hipótesis.
H0: β4=0 Los improductivos por corte no afectan la eficiencia
H1: β4 ≠0 Los improductivos por corte si afectan la eficiencia
53
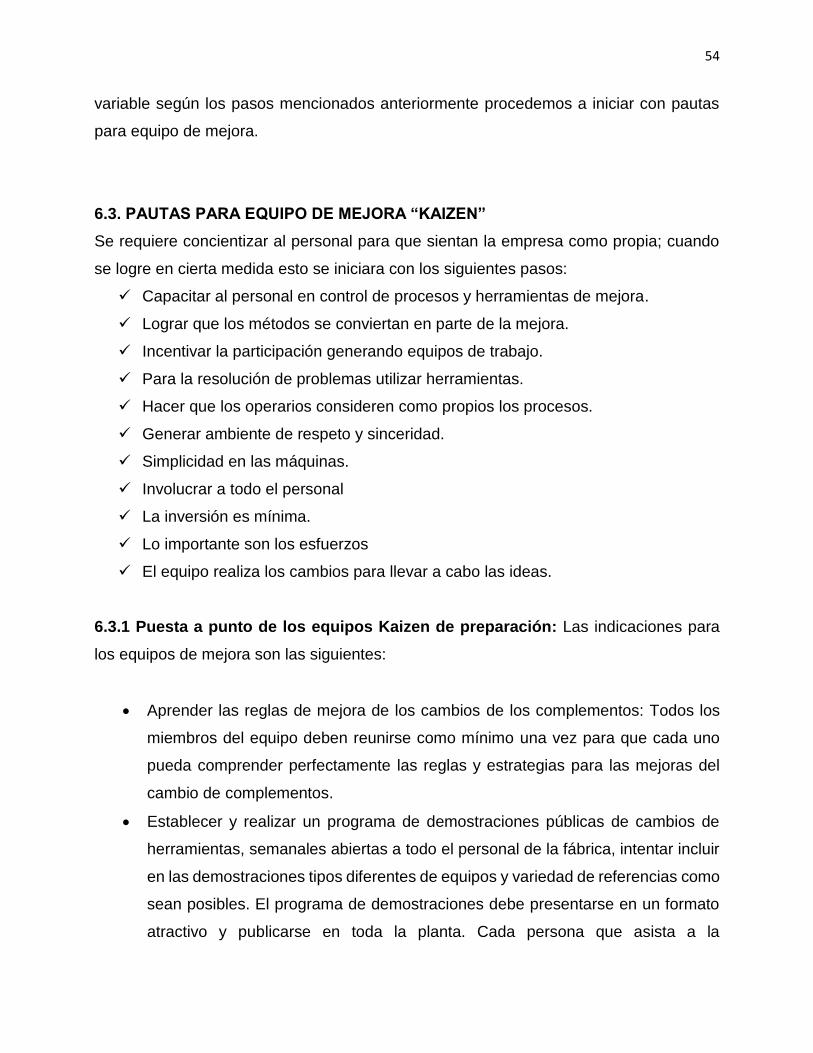
Mediante la tabla 16 anova de la variable de corte obtenemos los siguientes valores:
Tabla 16 Anova corte
Fuente: autoras 2015
Se rechaza H0 si fcalculado > fcalculado
Se acepta H0 si fcalculado < fcalculado
fcalculado = 0,87201494
fcritico = 6,608
Entonces como 0,87201494 < 6,608 se acepta la hipótesis nula
Conclusiones: con un error de tipo I, se puede afirmar que la referencia maestral sugiere
que no hay un cambio significativo lineal entre el promedio ponderado y la variable de
improductivos por corte.
La conclusión anterior también se puede deducir con el valor P, que es la probabilidad de
cometer un error al rechazar la hipótesis nula cuando esta es verdadera.
P valor < α= 0,05 se rechaza la hipótesis nula
P valor > α= 0,05 se acepta la hipótesis nula
Como el valor critico de f en la tabla anova (tabla 16) es de 0,393264083, es decir, es
mayor que α por lo tanto se acepta la hipótesis nula.
En definitiva la variable que más incide en la eficiencia es el mantenimiento por tal motivo
se decide proponer un plan de mejora mediante SMED que nos permita controlar esta
54
variable según los pasos mencionados anteriormente procedemos a iniciar con pautas
para equipo de mejora.
6.3. PAUTAS PARA EQUIPO DE MEJORA “KAIZEN”
Se requiere concientizar al personal para que sientan la empresa como propia; cuando
se logre en cierta medida esto se iniciara con los siguientes pasos:
Capacitar al personal en control de procesos y herramientas de mejora.
Lograr que los métodos se conviertan en parte de la mejora.
Incentivar la participación generando equipos de trabajo.
Para la resolución de problemas utilizar herramientas.
Hacer que los operarios consideren como propios los procesos.
Generar ambiente de respeto y sinceridad.
Simplicidad en las máquinas.
Involucrar a todo el personal
La inversión es mínima.
Lo importante son los esfuerzos
El equipo realiza los cambios para llevar a cabo las ideas.
6.3.1 Puesta a punto de los equipos Kaizen de preparación: Las indicaciones para
los equipos de mejora son las siguientes:
Aprender las reglas de mejora de los cambios de los complementos: Todos los
miembros del equipo deben reunirse como mínimo una vez para que cada uno
pueda comprender perfectamente las reglas y estrategias para las mejoras del
cambio de complementos.
Establecer y realizar un programa de demostraciones públicas de cambios de
herramientas, semanales abiertas a todo el personal de la fábrica, intentar incluir
en las demostraciones tipos diferentes de equipos y variedad de referencias como
sean posibles. El programa de demostraciones debe presentarse en un formato
atractivo y publicarse en toda la planta. Cada persona que asista a la
55
demostración debe ser reconocida como observador y una fuente de posibles
ideas de mejora, se debe tener especial cuidado evitando comentarios negativos
sobre sugerencias individuales, las personas deben sentirse libre de exponer
cualquier idea sin temor a ser criticados y finalmente, usar una lista para escribir
en detalle todas las ideas de mejora realizadas, incluyendo una descripción, las
partes implicadas, y otros detalles.
Asegurar la realización del desarrollo de las mejoras, la oportunidad para la
mejora del cambio de herramientas se presenta cuando hemos tenido éxito en
realizar una mejora en una máquina o en un conjunto de máquinas, puesto que
tenemos el “know – how” para desarrollar la misma mejora en máquinas
similares.
6.3.2 Las 5s: son el verdadero fundamento de la mejora del cambio de herramientas y
las más importante son el arreglo apropiado (sein) y el orden (seiton) los puntos más
sobresalientes son los siguientes:
Descartar todo lo que no se necesita.
Indicadores, es necesario señalizar para indicar exactamente donde colocar las
plantillas, herramientas, inventario en proceso.
Clasificar los elementos en grupos de modelos específicos o productos específicos
y codificarlos.
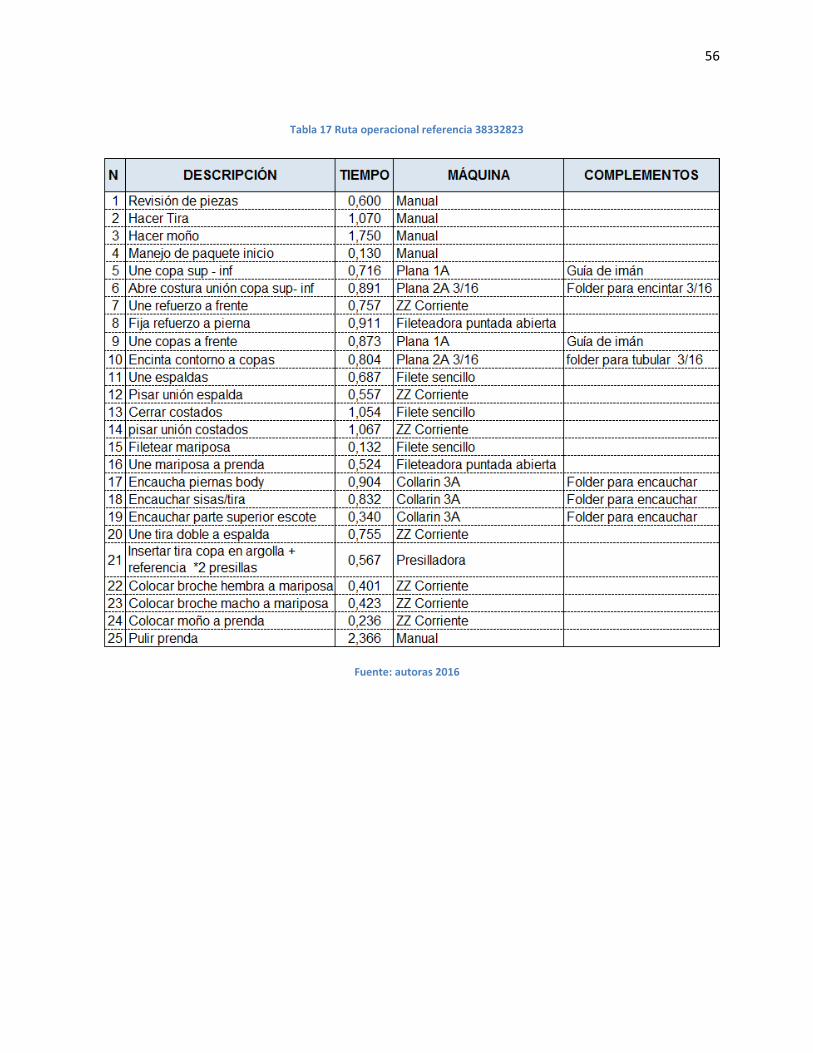
6.4 SELECCIÓN DE REFERENCIAS PARA ESTUDIO
Para el presente estudio se seleccionaron 2 referencias de la línea clásica, un body de
estética y control suave ref. 38332823 asignado al módulo de fortaleza la información de
la ruta operacional, máquinas necesarias y complementos se encuentran en la tabla 17,
en la tabla 18 se encuentra consignada la información de la referencia 55244623 brassier
asignado al módulo de triunfo.
56
Tabla 17 Ruta operacional referencia 38332823
Fuente: autoras 2016
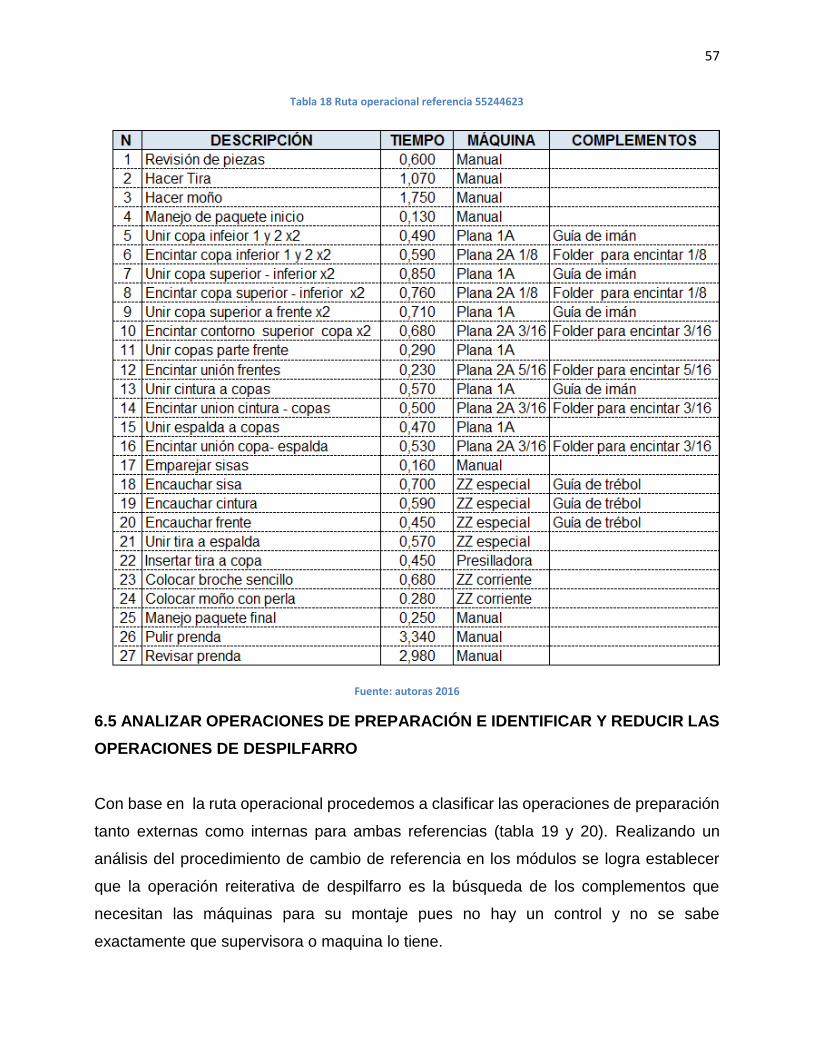
57
Tabla 18 Ruta operacional referencia 55244623
Fuente: autoras 2016
6.5 ANALIZAR OPERACIONES DE PREPARACIÓN E IDENTIFICAR Y REDUCIR LAS
OPERACIONES DE DESPILFARRO
Con base en la ruta operacional procedemos a clasificar las operaciones de preparación
tanto externas como internas para ambas referencias (tabla 19 y 20). Realizando un
análisis del procedimiento de cambio de referencia en los módulos se logra establecer
que la operación reiterativa de despilfarro es la búsqueda de los complementos que
necesitan las máquinas para su montaje pues no hay un control y no se sabe
exactamente que supervisora o maquina lo tiene.
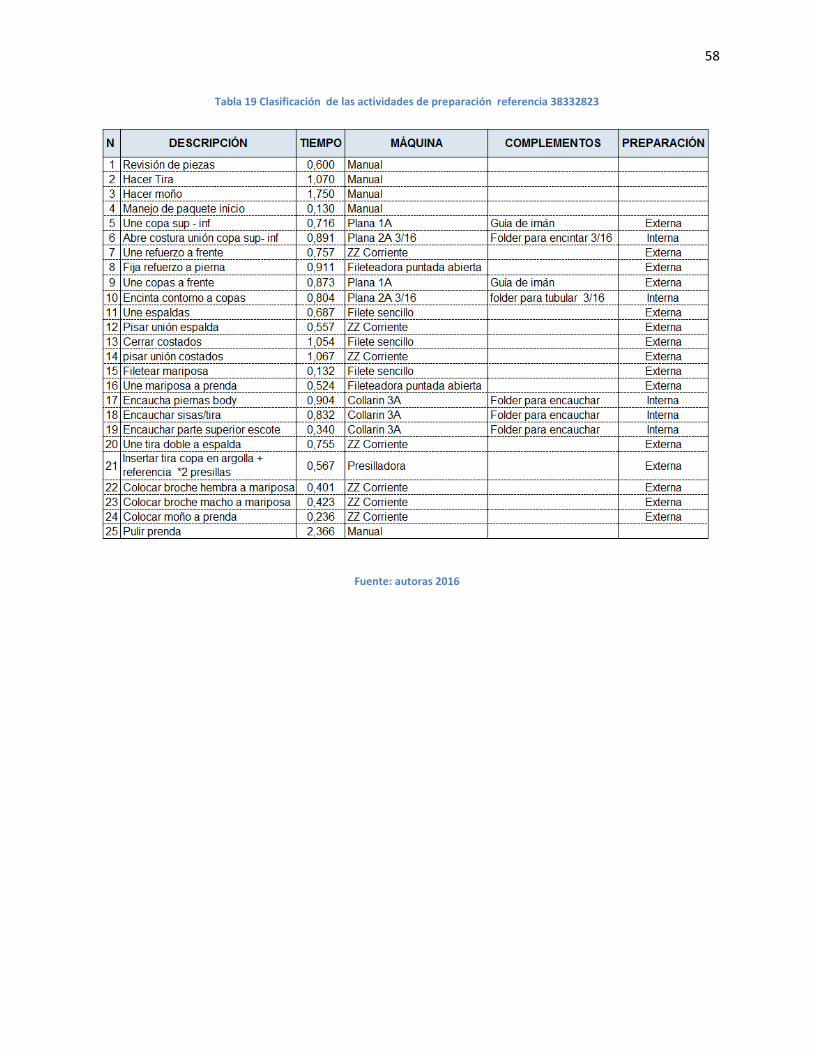
58
Tabla 19 Clasificación de las actividades de preparación referencia 38332823
Fuente: autoras 2016
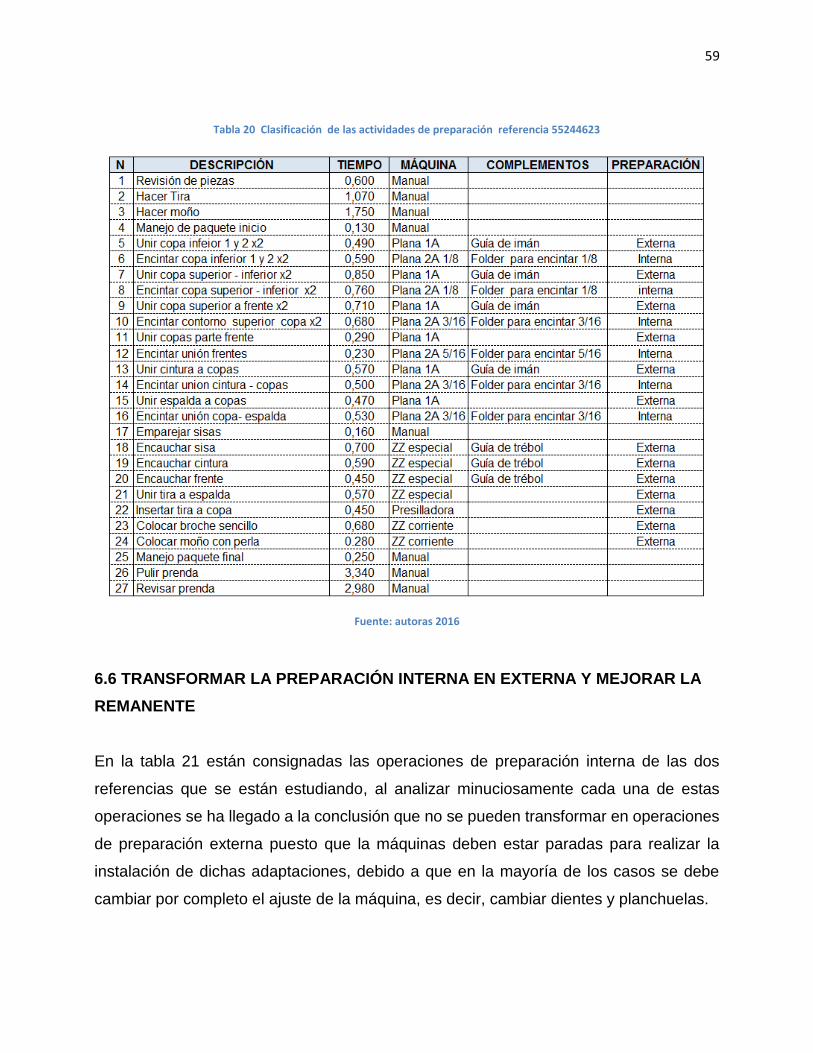
59
Tabla 20 Clasificación de las actividades de preparación referencia 55244623
Fuente: autoras 2016
6.6 TRANSFORMAR LA PREPARACIÓN INTERNA EN EXTERNA Y MEJORAR LA
REMANENTE
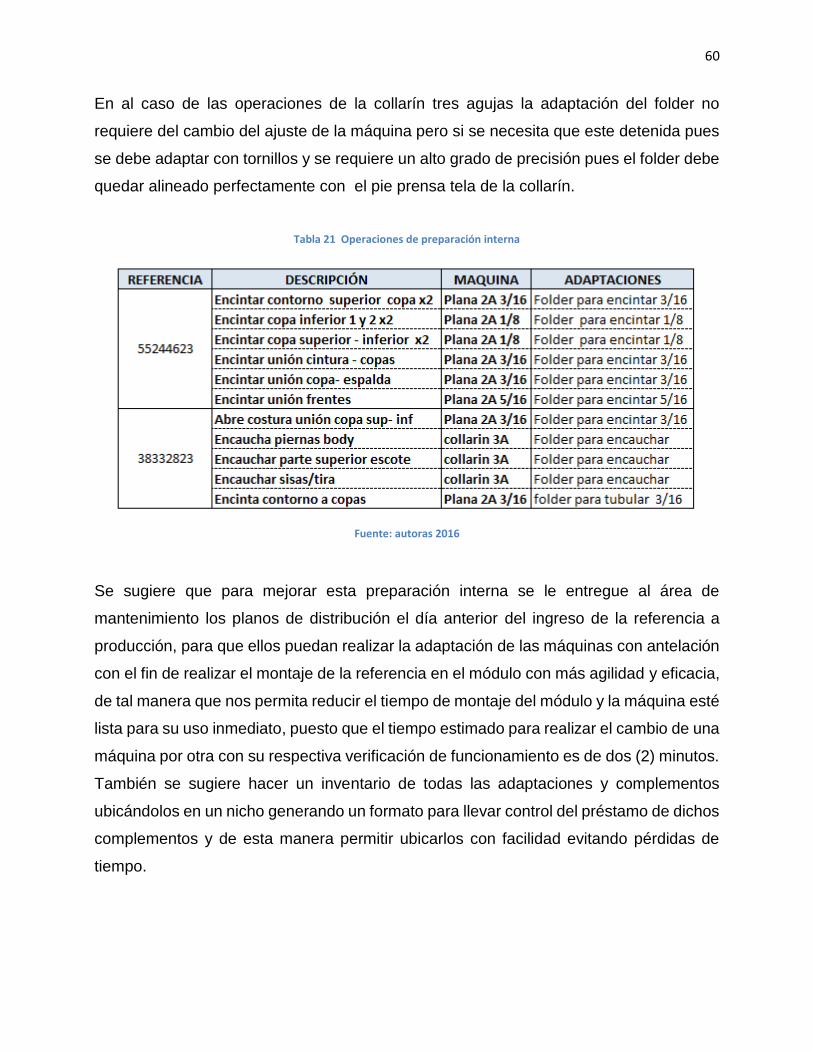
En la tabla 21 están consignadas las operaciones de preparación interna de las dos
referencias que se están estudiando, al analizar minuciosamente cada una de estas
operaciones se ha llegado a la conclusión que no se pueden transformar en operaciones
de preparación externa puesto que la máquinas deben estar paradas para realizar la
instalación de dichas adaptaciones, debido a que en la mayoría de los casos se debe
cambiar por completo el ajuste de la máquina, es decir, cambiar dientes y planchuelas.
60
En al caso de las operaciones de la collarín tres agujas la adaptación del folder no
requiere del cambio del ajuste de la máquina pero si se necesita que este detenida pues
se debe adaptar con tornillos y se requiere un alto grado de precisión pues el folder debe
quedar alineado perfectamente con el pie prensa tela de la collarín.
Tabla 21 Operaciones de preparación interna
Fuente: autoras 2016
Se sugiere que para mejorar esta preparación interna se le entregue al área de
mantenimiento los planos de distribución el día anterior del ingreso de la referencia a
producción, para que ellos puedan realizar la adaptación de las máquinas con antelación
con el fin de realizar el montaje de la referencia en el módulo con más agilidad y eficacia,
de tal manera que nos permita reducir el tiempo de montaje del módulo y la máquina esté
lista para su uso inmediato, puesto que el tiempo estimado para realizar el cambio de una
máquina por otra con su respectiva verificación de funcionamiento es de dos (2) minutos.
También se sugiere hacer un inventario de todas las adaptaciones y complementos
ubicándolos en un nicho generando un formato para llevar control del préstamo de dichos
complementos y de esta manera permitir ubicarlos con facilidad evitando pérdidas de
tiempo.
61
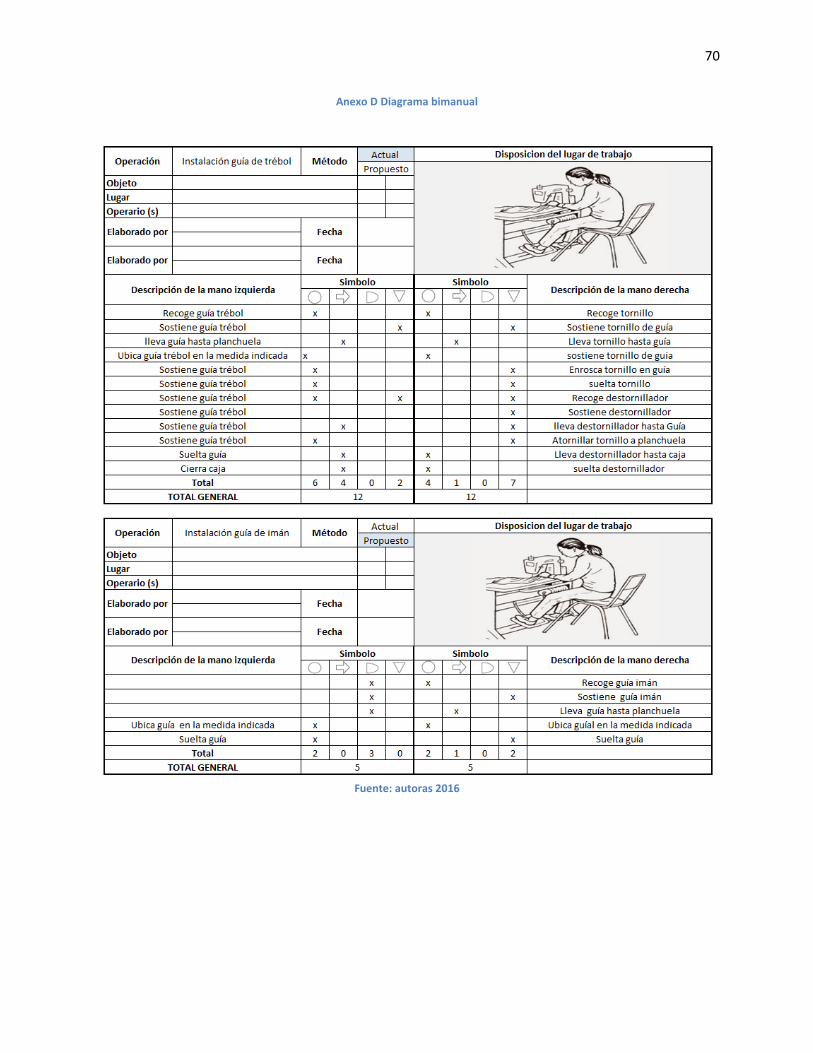
6.7 MEJORAR LA PREPARACIÓN EXTERNA
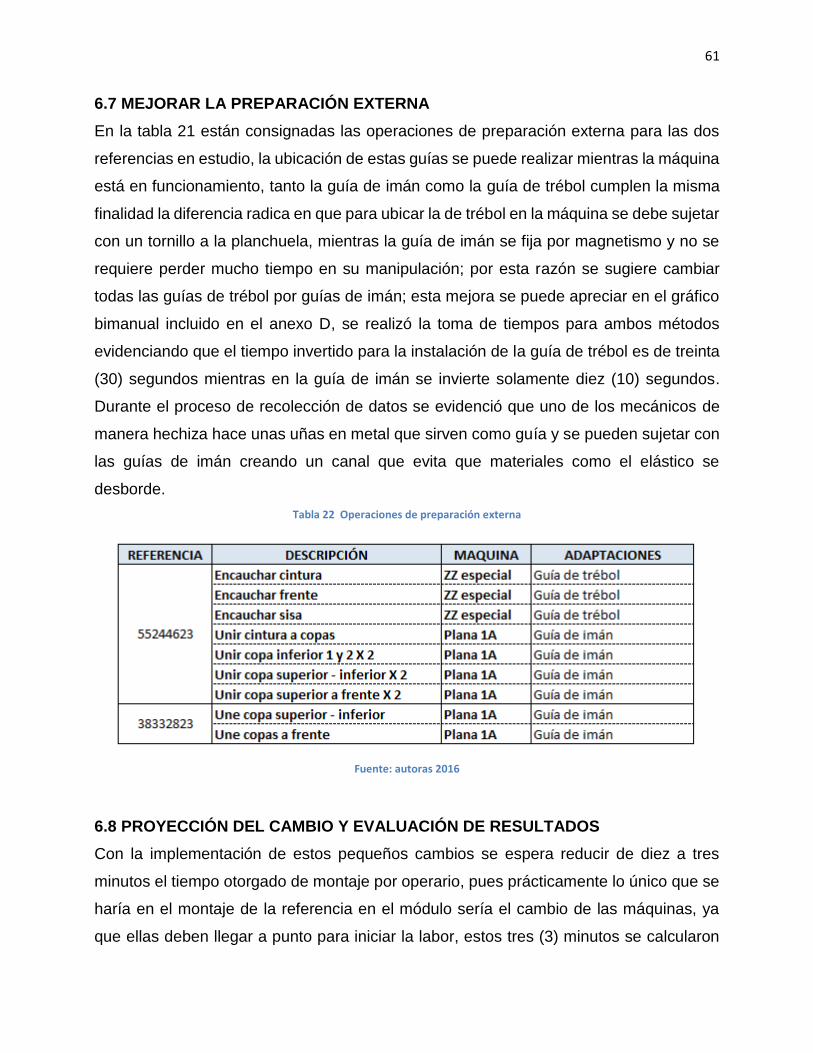
En la tabla 21 están consignadas las operaciones de preparación externa para las dos
referencias en estudio, la ubicación de estas guías se puede realizar mientras la máquina
está en funcionamiento, tanto la guía de imán como la guía de trébol cumplen la misma
finalidad la diferencia radica en que para ubicar la de trébol en la máquina se debe sujetar
con un tornillo a la planchuela, mientras la guía de imán se fija por magnetismo y no se
requiere perder mucho tiempo en su manipulación; por esta razón se sugiere cambiar
todas las guías de trébol por guías de imán; esta mejora se puede apreciar en el gráfico
bimanual incluido en el anexo D, se realizó la toma de tiempos para ambos métodos
evidenciando que el tiempo invertido para la instalación de la guía de trébol es de treinta
(30) segundos mientras en la guía de imán se invierte solamente diez (10) segundos.
Durante el proceso de recolección de datos se evidenció que uno de los mecánicos de
manera hechiza hace unas uñas en metal que sirven como guía y se pueden sujetar con
las guías de imán creando un canal que evita que materiales como el elástico se
desborde.
Tabla 22 Operaciones de preparación externa
Fuente: autoras 2016
6.8 PROYECCIÓN DEL CAMBIO Y EVALUACIÓN DE RESULTADOS
Con la implementación de estos pequeños cambios se espera reducir de diez a tres
minutos el tiempo otorgado de montaje por operario, pues prácticamente lo único que se
haría en el montaje de la referencia en el módulo sería el cambio de las máquinas, ya
que ellas deben llegar a punto para iniciar la labor, estos tres (3) minutos se calcularon

62
teniendo en cuenta los resultados estimados con las mejoras propuestas para ambas
referencias, ya que el cambio de máquina solo tarda dos (2) minutos, la colocación de la
guía diez (10) segundos y cincuenta (50) segundos para calibración y verificación. En el
gráfico 17 se observa que el 57,50% de los improductivos de mantenimiento
corresponden a los montajes del módulo, lo que representa una cantidad significativa de
minutos que se pierden y por los cuales la empresa no es productiva.
Gráfico 17 Relación improductivos mantenimiento
Fuente: autoras 2016
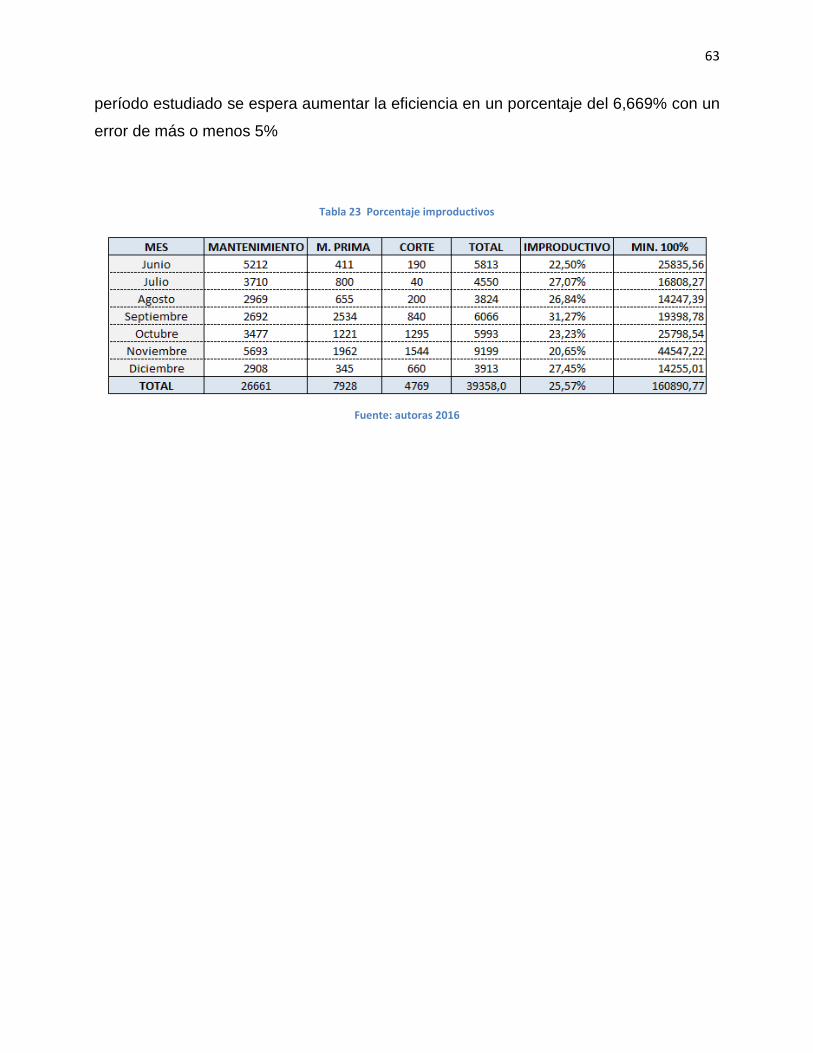
Con los cambios sugeridos se espera ahorrarse el 70% de estos improductivos por
montaje de módulo es decir 10731 minutos, quedando un remanente de 4599,0225
minutos por otros conceptos de mantenimiento; con los datos de la tabla 4 se realizan los
cálculos de las dos últimas columnas de la tabla 23, en ella se muestra el porcentaje de
improductivos sin tener en cuenta el ausentismo, ya que esta variable según la prueba
de hipótesis no incide en la eficiencia. Para haber obtenido un 100% de eficiencia en la
muestra trabajada se debieron trabajar un total de 160890,77 minutos en los siete meses;
por lo tanto los 10731 minutos que se ahorrarán en la propuesta planteada y
considerando que las demás variables involucradas tengan un comportamiento similar al
63
período estudiado se espera aumentar la eficiencia en un porcentaje del 6,669% con un
error de más o menos 5%
Tabla 23 Porcentaje improductivos
Fuente: autoras 2016
64
7. CONCLUSIONES
Mediante la utilización de la prueba de hipótesis se evidenció que el improductivo
que afecta en mayor proporción la eficiencia son los causados por mantenimiento.
Al establecer la afectación que genera el mantenimiento en las eficiencias se
concluyó que la mejor herramienta de Lean Manufacturing más apropiada es
SMED.
Al realizar el análisis de las operaciones de preparación que el tiempo otorgado
para el montaje de los módulos es demasiado elevado.
El orden es fundamental para ayudar a cualquier proceso a obtener mejores
resultados.
65
8. RECOMENDACIONES
Se sugiere diseñar herramientas para disminuir el ausentismo que aunque no
afecta la eficiencia si afecta la productividad de la planta.
Es muy importante mantener en perfecto orden y aseo las herramientas y
adaptaciones de mantenimiento para asegurar unos mejores resultados
independientemente de si se implementa SMED o no.
66
9 BIBLIOGRAFIA
ARRIETA, Juan Gregorio y MUNOZ, Juan David, Aplicación de Lean Manufarturing en la industria colombiana, revisión de literatura en tesis de proyecto de grado, Medellín, 2011. 150 p.
CAMARA DE COMERCIO DE BOGOTA. Balance tecnológico cadena productiva ropa interior femenina en Bogotá y Cundinamarca, Bogotá. 2010. 100 p.
HIRANO, Hiroyuki, Manual para la implantación de JIT, productivitypress, 1991, tomo 2.
SANTOS, Jordi y CUATRECASAS, Luis, Metodología de implantación de la gestión Lean en plantas industriales.En: UniversiabusinessReview, (3,jul,2008):P 29 – 42.
TOLEADO, Asier, SIEERA, Nagore y GARCIA, Sergio, Las claves del éxito de Toyota, LEAN, más que un conjunto de herramientas y técnicas, cuadernos de gestión vol 9, 1999. 122 p.
UMBLE, Michael y SRIKANTH, M.L, Manufactura sincrónica, México, Compañía editorial continental: 1995. 246 p.
Corferias. (s.f.). Semana internacional de la moda de Bogotá. Recuperado el 30 de Noviembre de 2014, de www.salondelamoda.com/Archivos/BOLETIN_CIFRAS.pdf.
ROTHER, M. y. (s.f.). Learning to see value stream mapping to add value and eliminated muda.
Producción Justo a Tiempo. (s.f.). Recuperado el 30 de Noviembre de 2014, de www.gestiopolis.com/canales/financiera/articulos/18/pnjat.htm
Algunas reflexiones para aplicar la manufactura esbelta en empresas colombianas. Universidad Tecnológica de Pereira. Recuperado el 30 noviembre de 2014, de http://revistas.utp.edu.co/index.php/revistaciencia/article/view/3747/1991.
BARÖN Maldonado, D. I. (2012). Diseño del sistema de desarrollo de producto para blusas en tejido plano en una empresa de Cali siguiendo la metodología Lean (Master Thesis).Recuperado el 30 de Noviembre de 2014. Tomado de (http://hdl.handle.net/10906/68029).
TEJADA, Anne, Mejoras de Lean Manufacturing en los sistemas productivos, Republica Dominicana, Instituto Tecnologico de Santo Domingo, Ciencia y sociedad, vol XXXVI, núm. 2, abril – junio 2011,pp 277 – 310, recuperado el 30 de Noviembre de 2014 de http://www.redalyc.org/articuloBasic.oa?id=870197570
HERNANDEZ,Juan Carlos y VIZAN , Antonio, Lean Manufacturing Conceptos técnicas e implantación, Madrid, Fundación EOI, 2013.178p.
RAJADELL, Manuel y SANCHEZ Jose Luis, Lean Manufacturing la evidencia de una necesidad, Madrid, 2010, Ediciones Díaz de Santos, 259p.
http://mtmingenieros.com/knowledge/que-es-smed/
67
ANEXOS
Anexo A VSM actual
Fuente: autoras 2015
68
Anexo B Tabla T student
Fuente: http://es.slideshare.net/todocello/tabla-distribucin-t-2-colas-3454436
69
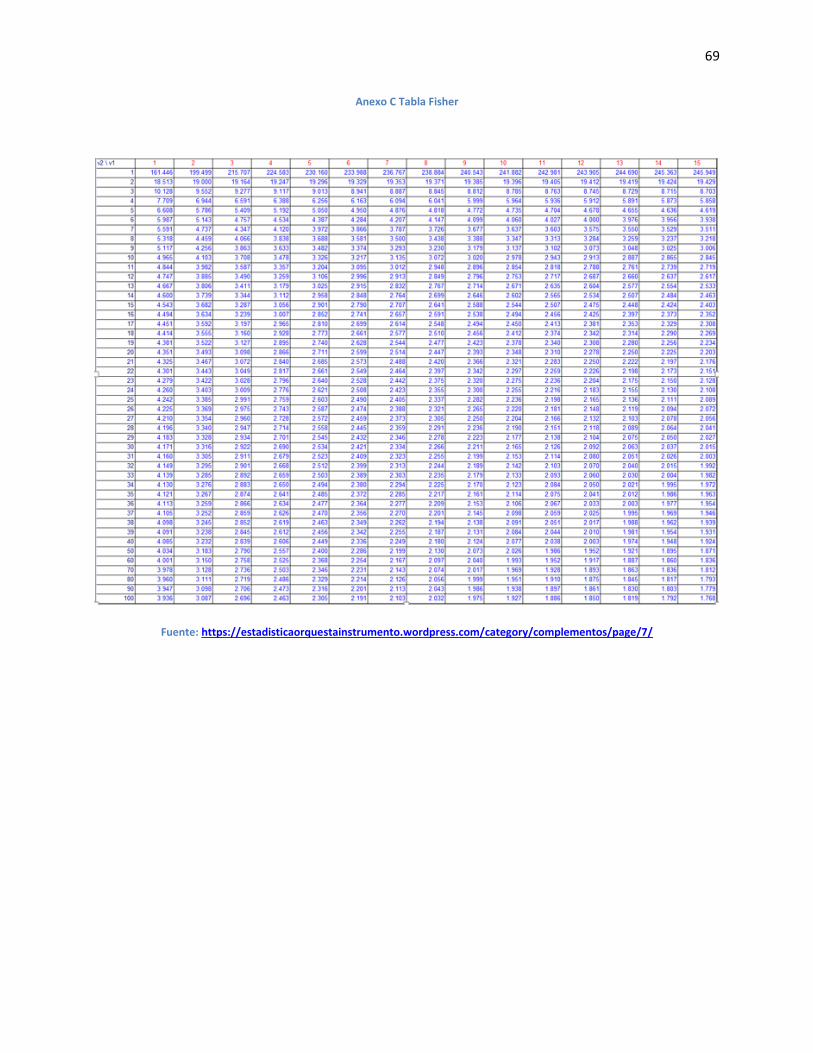
Anexo C Tabla Fisher
Fuente: https://estadisticaorquestainstrumento.wordpress.com/category/complementos/page/7/
70
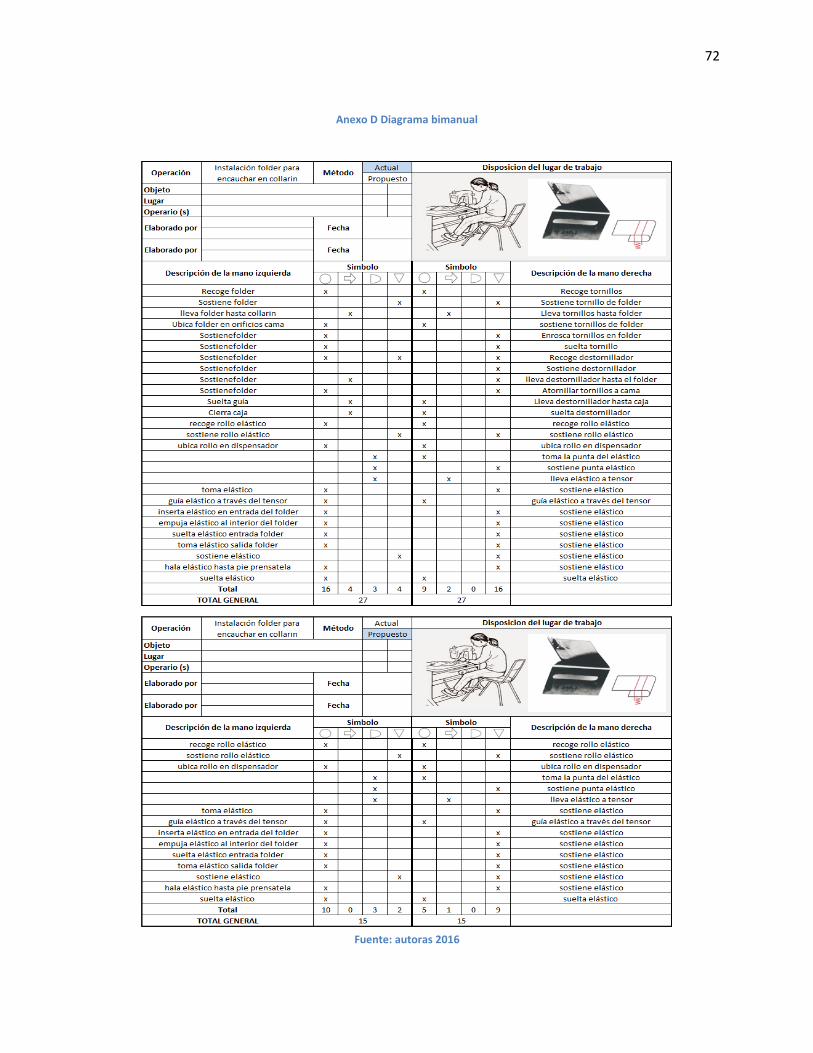
Anexo D Diagrama bimanual
Fuente: autoras 2016

71
Anexo D Diagrama bimanual
Fuente: autoras 2016
72
Anexo D Diagrama bimanual
Fuente: autoras 2016


















