QUIMICA-ACERO-AGREGADOS
38
“ Año de la Diversificación Productiva y del Fortalecimiento de la Educación” UNIVERSIDAD NACIONAL SAN LUIS GONZAGA DE ICA FACULTAD DE INGENIERIA CIVIL CURSO: QUIMICA APLICADA DOCENTE: Dra. Ing. EDITH ISABEL GUERRA LANDA CICLO I “B” y “C” 1
-
Upload
jair-piero-saravia-ore -
Category
Documents
-
view
4 -
download
0
description
Aceros
Transcript of QUIMICA-ACERO-AGREGADOS

“Año de la Diversificación Productiva y del Fortalecimiento de la Educación”
UNIVERSIDAD NACIONAL
SAN LUIS GONZAGA DE ICA
FACULTAD DE INGENIERIA CIVIL
CURSO:
QUIMICA APLICADA
DOCENTE:
Dra. Ing. EDITH ISABEL GUERRA LANDA
CICLO I “B” y “C”
ICA – PERÚ2015
1

A NUESTRA DOCENTE:
Agradecer a Dios que bendiga y proteja a mi hogar y a mis alumnos de la Facultad de Ingeniería Civil.
2

INTRODUCCIÓN
El acero de construcción, en un grado experimental interactúa con diversos ambientes. A menudo estas interacciones empeoran la utilidad de un material como consecuencia del deterioro de sus propiedades mecánicas; ductilidad, resistencia, dureza, tenacidad, adherencia etc. de otras propiedades físicas o de su apariencia.
En los metales los mecanismos de deterioro se presenta como pérdida de material por disolución (corrosión) o por formación de una capa o película no metálica (oxidación). Este ataque tiene varios factores y generalmente empieza en la superficie. Los factores ambientales, tales como la velocidad de flujo, la temperatura y la composición influyen decisivamente en las características de corrosión de los materiales que están expuestos al medio ambiente. Asimismo la corrosión del acero de construcción embebido en el concreto armado afectada por cloruros, sulfatos, O2 ,SO4, SO2, CO2 ,organismos microbiológicos, humedad, carbonatación del concreto etc. deteriora la resistencia mecánica, física y química del acero. Por consecuencia preocupa seriamente al sector construcción, en todo el mundo.
En la vida diaria con frecuencia consideramos a la corrosión como un problema que debemos evitar, las medidas de prevención, protección y control que deben ser tomadas en cuenta en un proceso de corrosión las cuales se deberían iniciar en la etapa de diseño y construcción, sin embargo las medidas generalmente no son tomadas en cuenta, recién cuando la corrosión ya esta presente. Asimismo se deberá dar planeamiento y medidas de prevención a considerar en etapas posterior a la construcción en estructuras de concreto armado.
EL ACERO
3

(Fe + C)
El acero es una aleación de hierro que contiene entre un 0,40 y 2,25% de carbono y la que se añade elementos como níquel, cromo, silicio, manganeso, silicio o vanadio, entre otros para que adquiera su función fundamental.
En nuestro país existe dos grandes compañías que encargan de producir y trabajar con este material, como son: SIDER PERU y ACEROS AREQUIPA.
1.- MATERIA PRIMA:
Las principales materias primas: Mineral de Hierro (pellets), coque, caliza y otros las cuales son trasladadas hacia el almacén central de materias primas. La más importante materia prima utilizada en la industria Siderúrgica, es la CARGA METALICA: Mineral de Hierro esponja y el acero reciclado fragmentado:
PELLETS.- Bolitas de óxidos de hierro provenientes de la mina que se transformaran en “Hierro Esponja”.
CHATARRA.- Hierro en desuso que contiene ciertas propiedades según su procedencia.
COQUE.- Producto obtenido de la destilación incompleta del carbón.
CALIZA.- Carbonato de calcio.
OTROS.- Cromo, vanadio, molibdeno, níquel, aluminio, manganeso, etc.
2.-OBTENCION DEL ACERO:
El acero nace de la fusión de diferentes cargas metálicas, con contenido de hierro, ferro aleaciones y carbono, las cuales determinan su estructura molecular, pero este proceso no es tan simple como parece. Para conocerlo, explicaremos el proceso de producción.
1)FABRICACION DE CARGAS METALICAS:
a) Reducción Directa: Mediante el Proceso de Reducción Directa se extrae el oxígeno del mineral de hierro, obteniéndose como resultado el hierro esponja, insumo de la más alta calidad para la fabricación del acero.
Un componente importante en la producción del acero es el hierro esponja. Este se obtiene en la planta de reducción
4

directa a partir de la reducción del mineral de hierro que llega en forma de “pellets” o como calibrado. Se le denomina”hierro esponja” porque al extraerle el oxígeno al mineral de hierro se obtiene un producto metálico poroso y relativamente liviano. La materia prima para la obtención del hierro esponja es el mineral de hierro (óxido de hierro). Este, al igual que el carbón y la dolomita, se almacenan en silos antes de ingresar a los hornos.
En los hornos rotatorios se reduce el mineral de hierro, liberándolo del oxígeno gracias a la acción del carbón, para así transformar la mayor proporción del hierro a su estado metálico y utilizarlo en el horno eléctrico como carga metálica en la fabricación del acero, con la ventaja de obtener un producto con menor cantidad de residuales y mejores propiedades.
Para tener un mejor control en los procesos de Acería y Laminación, así como mejorar la calidad de nuestros productos, pusimos en funcionamiento en 1996 esta planta, que opera con dos hornos tubulares rotatorios inclinados tipo "kiln", donde se producen alrededor de 12 toneladas de hierro esponja por hora. Lo que hace un promedio de 45,000 t/a (toneladas anuales) cada uno; siendo la producción total de 90,000 t/a.
¿Cómo se extrae el oxigeno del mineral de hierro? El mineral de hierro, junto con el carbón y la caliza ingresan a los hornos rotatorios en proporciones adecuadas mediante el uso de balanzas dosificadoras (weight feeders) y el tiempo de permanencia en su interior se controla mediante la velocidad de rotación. El interior de los hornos está recubierto de material refractario para evitar las pérdidas térmicas.
5

Por efecto de la combustión controlada y de la temperatura alcanzada (aproximadamente 1000 °C) se favorece la generación del monóxido de carbono, el cual permite la reducción del mineral de hierro. Para el control de la temperatura se dispone de 7 ventiladores a lo largo del horno y de un quemador central ubicado en la zona de descarga, los que brindan el aire necesario para la combustión del carbón y del gas natural inyectado como combustible. El hierro esponja obtenido pasa luego al enfriador rotatorio donde mediante un intercambio indirecto de calor con agua, se le disminuye la temperatura a aproximadamente 130 °C.
Luego es clasificado por tamaños y vía separadores magnéticos, en donde el hierro esponja es separado de los residuos de carbón y cenizas, para que finalmente la carga metálica así obtenida se apile en la bahía de consumo de metálicos en espera de su utilización.
b) Alto horno: Para transformar mineral de hierro en arrabio útil hay que eliminar sus impurezas. Esto se logra en un alto horno forzando el paso de aire extremadamente caliente a través de una mezcla de mineral, coque y caliza, la llamada carga. Unas vagonetas vuelcan la carga en unas tolvas situadas en la parte superior del horno. Una vez en el horno, la carga es sometida a chorros de aire de hasta 870 ºC (el horno debe estar forrado con una capa de ladrillo refractario para resistir esas temperaturas). El metal fundido se acumula en la parte inferior. Los residuos (la escoria) flotan por encima del arrabio fundido. Ambas sustancias se extraen periódicamente para ser
procesadas.
c) Fragmentación de Chatarra: Asimismo, mediante el Proceso de Fragmentación de Metálicos, se procesa el acero en desuso reciclado, obteniéndose el acero reciclado fragmentado, otro de los insumos para la fabricación del acero.
6

Otro componente en la producción del acero es la carga metálica. En la zona de metálicos, se acopia el acero a reciclar, según su carga residual y su densidad, determinada por una junta calificadora.
La compra de acero en desuso, viene generando un importante mercado de trabajo en nuestro país que contribuye además al cuidado del medio ambiente.
La carga metálica, pasa por un proceso de corte y triturado en la planta fragmentadora de Aceros Arequipa. En el interior de la fragmentadora, poderosos martillos reducen la carga a un tamaño óptimo. Luego, a través de una faja transportadora, la carga fragmentada pasa por una serie de rodillos magnéticos que seleccionan todo lo metálico. Los materiales que no lo son, se desvían por otro conducto para su almacenamiento o su cuidadosa eliminación.
En la zona de carga, al hierro esponja se le añade la carga metálica fragmentada. Esta mezcla se lleva a la Planta de Acería para iniciar la producción del acero.
2)PROCESOS DE ACERIA:
a) Proceso de pudelado.- El hierro dulce es un metal que contienen menos del 0.01% de carbono y no más de 0.003% de escoria. Para su obtención se requiere del proceso conocido como pudelado, el que consiste en fundir arrabio y chatarra en un horno de reverbero de 230 kg, este horno es calentado con carbón, aceite o gas. Se eleva la temperatura lo suficiente para
7

eliminar por oxidación el carbón, el silicio, y el azufre. Para eliminar todos los elementos diferentes al hierro, el horno de pudelado debe estar recubierto con refractario de la línea básica (ladrillos refractarios con magnesita y aluminio). El material se retira del horno en grandes bolas en estado pastoso y el material producido se utiliza para la fabricación de aleaciones especiales de metales. Existen otros procedimientos modernos como el llamado proceso Aston, en donde en lugar del horno de reverbero se usa un convertidor Bessemer con lo que se obtienen mayor cantidad de material.
b) Hornos Bessemer.- Es un horno en forma de pera que está forrado con refractario de línea ácida o básica. El convertidor se carga con chatarra fría y se le vacía arrabio derretido, posteriormente se le inyecta aire a alta presión con lo que se eleva la temperatura por arriba del punto de fusión del hierro, haciendo que este hierva. Con lo anterior las impurezas son eliminadas y se obtiene acero de alta calidad. Este horno ha sido substituido por el BOF, el que a continuación se describe.
c) Horno de refinación.- Estos hornos pueden ser de varios tipos, en realidad puede ser cualquier horno al que por medio de aire u oxígeno se obtenga hierro con carbón controlado, sin embargo se pueden mencionar dos de los hornos más conocidos para este fin.
d) Horno de inducción.- Utilizan una corriente inducida que circula por una bovina que rodea a un crisol en el cual se funde la carga. La corriente es de alta frecuencia y la bovina es enfriada por agua, la corriente es de aproximadamente 1000Hz, la cual es suministrada por un sistema de moto generador. Estos hornos se cargan con piezas sólidas de metal, chatarra de alta calidad o virutas metálicas. El tiempo de fusión toma entre 50 y 90 min, fundiendo cargas de hasta 3.6 toneladas. Los productos son aceros de alta calidad o con aleaciones especiales.
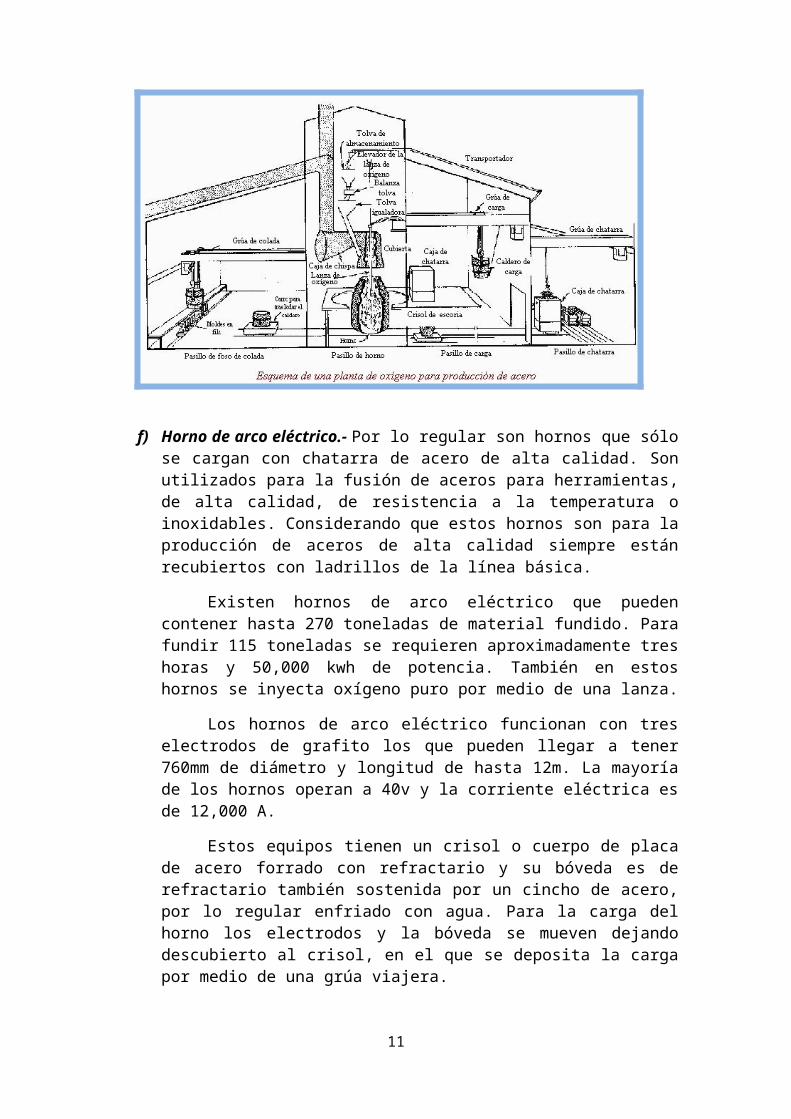
e) Horno básico de oxigeno (BOF).- Es un horno muy parecido al Bessemer con la gran diferencia que a este horno en lugar de inyectar aire a presión se le inyecta oxígeno a presión, con lo que se eleva mucho más la temperatura que en el Bessemer y en un tiempo muy reducido. El nombre del horno se debe a que tiene un recubrimiento de refractario de la línea básica y a la inyección del oxígeno. La carga del horno está constituida por 75% de arrabio procedente del alto horno y el resto es chatarra y cal. La temperatura de operación del horno es superior a los 1650°C y es considerado como el sistema más eficiente para la producción de acero de alta calidad. Este horno fue inventado por Sir Henrry Bessemer a mediados de 1800, sólo que como en esa época la producción del oxígeno era cara se inició con la
8

inyección de aire, con lo que surgió el convertidor Bessemer, el que ya fue descrito.
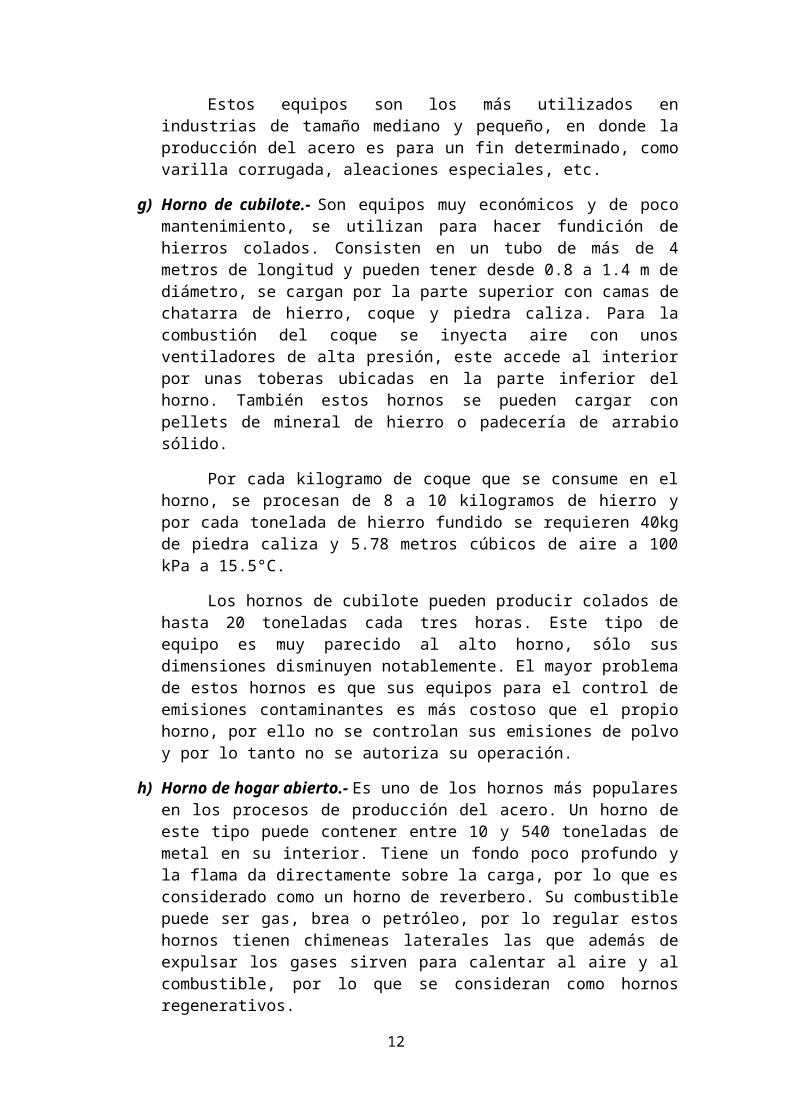
f) Horno de arco eléctrico.- Por lo regular son hornos que sólo se cargan con chatarra de acero de alta calidad. Son utilizados para la fusión de aceros para herramientas, de alta calidad, de resistencia a la temperatura o inoxidables. Considerando que estos hornos son para la producción de aceros de alta calidad siempre están recubiertos con ladrillos de la línea básica.
Existen hornos de arco eléctrico que pueden contener hasta 270 toneladas de material fundido. Para fundir 115 toneladas se requieren aproximadamente tres horas y 50,000 kwh de potencia. También en estos hornos se inyecta oxígeno puro por medio de una lanza.
Los hornos de arco eléctrico funcionan con tres electrodos de grafito los que pueden llegar a tener 760mm de diámetro y longitud de hasta 12m. La mayoría de los hornos operan a 40v y la corriente eléctrica es de 12,000 A.
Estos equipos tienen un crisol o cuerpo de placa de acero forrado con refractario y su bóveda es de refractario también sostenida por un cincho de acero, por lo regular enfriado con agua. Para la carga del horno los electrodos y la bóveda se mueven dejando descubierto al crisol, en el que se deposita la carga por medio de una grúa viajera.
9

Estos equipos son los más utilizados en industrias de tamaño mediano y pequeño, en donde la producción del acero es para un fin determinado, como varilla corrugada, aleaciones especiales, etc.
g) Horno de cubilote.- Son equipos muy económicos y de poco mantenimiento, se utilizan para hacer fundición de hierros colados. Consisten en un tubo de más de 4 metros de longitud y pueden tener desde 0.8 a 1.4 m de diámetro, se cargan por la parte superior con camas de chatarra de hierro, coque y piedra caliza. Para la combustión del coque se inyecta aire con unos ventiladores de alta presión, este accede al interior por unas toberas ubicadas en la parte inferior del horno. También estos hornos se pueden cargar con pellets de mineral de hierro o padecería de arrabio sólido.
Por cada kilogramo de coque que se consume en el horno, se procesan de 8 a 10 kilogramos de hierro y por cada tonelada de hierro fundido se requieren 40kg de piedra caliza y 5.78 metros cúbicos de aire a 100 kPa a 15.5°C.
Los hornos de cubilote pueden producir colados de hasta 20 toneladas cada tres horas. Este tipo de equipo es muy parecido al alto horno, sólo sus dimensiones disminuyen notablemente. El mayor problema de estos hornos es que sus equipos para el control de emisiones contaminantes es más costoso que el propio horno, por ello no se controlan sus emisiones de polvo y por lo tanto no se autoriza su operación.
h) Horno de hogar abierto.- Es uno de los hornos más populares en los procesos de producción del acero. Un horno de este tipo puede contener entre 10 y 540 toneladas de metal en su interior. Tiene un fondo poco profundo y la flama da directamente sobre la carga, por lo que es considerado como un horno de reverbero. Su combustible puede ser gas, brea o petróleo, por lo regular estos hornos tienen chimeneas laterales las que además de expulsar los gases sirven para calentar al aire y al combustible, por lo que se consideran como hornos regenerativos.
10
Los recubrimientos de los hornos de hogar abierto por lo regular son de línea básica sin embargo existen también los de línea ácida ((ladrillos con sílice y paredes de arcilla). Las ventajas de una línea básica de refractario, sobre una ácida son que con la primera se pueden controlar o eliminar el fósforo, el azufre, el silicio, el magnesio y el carbono y con la línea ácida sólo se puede controlar al carbono. El costo de la línea básica es mayor que el de la ácida.
Los hornos de hogar abierto son cargados con arrabio en su totalidad o con la combinación de arrabio y chatarra de acero. El arrabio puede estar fundido o en estado sólido. La primera carga del horno tarda 10 h en ser fundida y estar lista para la colada, pero si se agrega oxígeno se logra tener resultados en menos de 7 h, además de que se ahorra el 25% de combustible.
i) Horno de aire o crisol.- Es el proceso más antiguo que existe en la fundición, también se le conoce como horno de aire. Este equipo se integra por un crisol de arcilla y grafito, los que son extremadamente frágiles, los crisoles se colocan dentro de un confinamiento que puede contener algún combustible sólido como carbón o los productos de la combustión.
11
Los crisoles son muy poco utilizados en la actualidad excepto para la fusión de metales no ferrosos, su capacidad fluctúa entre los 50 y 100 kg.
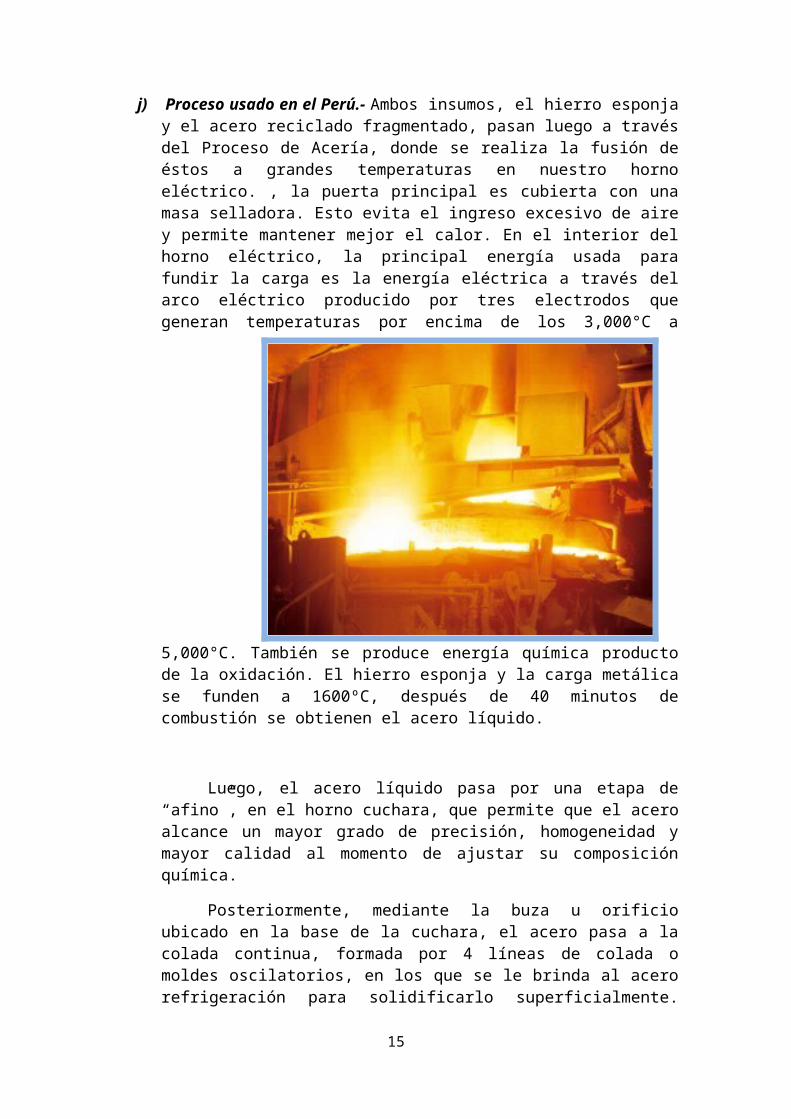
j) Proceso usado en el Perú.- Ambos insumos, el hierro esponja y el acero reciclado fragmentado, pasan luego a través del Proceso de Acería, donde se realiza la fusión de éstos a grandes temperaturas en nuestro horno eléctrico. , la puerta
12

principal es cubierta con una masa selladora. Esto evita el ingreso excesivo de aire y permite mantener mejor el calor. En el interior del horno eléctrico, la principal energía usada para fundir la carga es la energía eléctrica a través del arco eléctrico producido por tres electrodos que generan temperaturas por encima de los 3,000°C a 5,000°C. También se produce energía química producto de la oxidación. El hierro esponja y la carga metálica se funden a 1600ºC, después de 40 minutos de combustión se obtienen el acero líquido.
Luego, el acero líquido pasa por una etapa de “afino”, en el horno cuchara, que permite que el acero alcance un mayor grado de precisión, homogeneidad y mayor calidad al momento de ajustar su composición química.
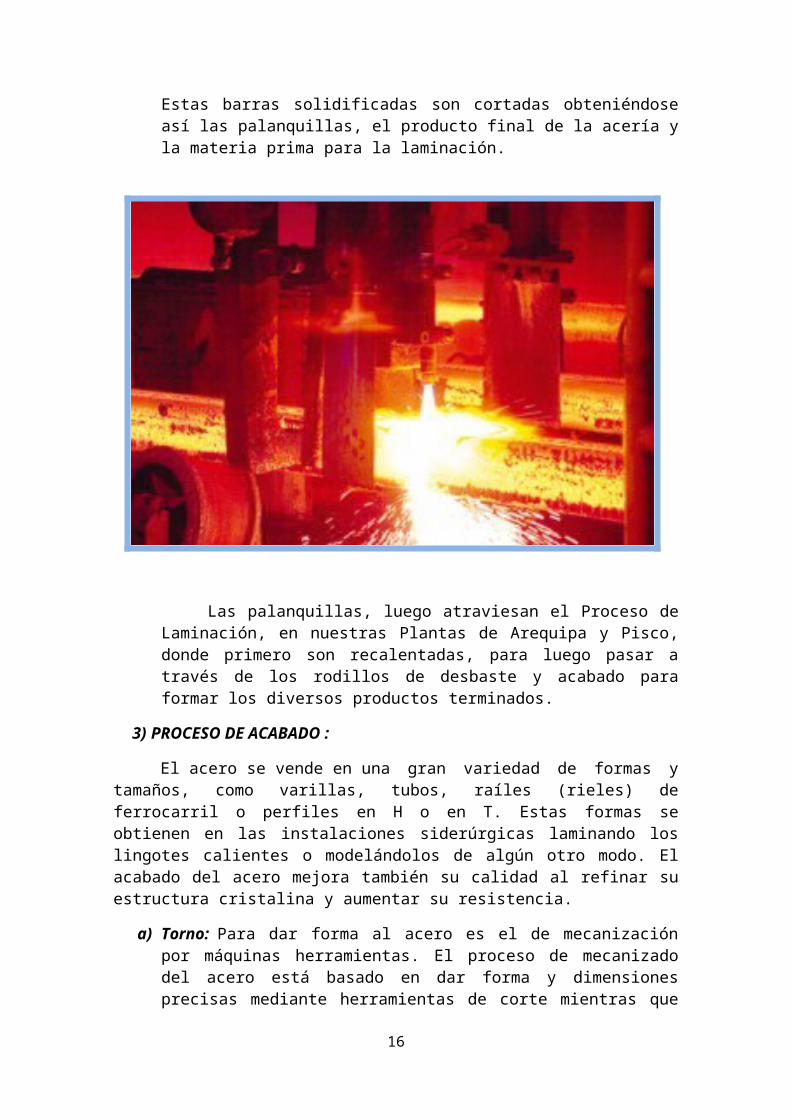
Posteriormente, mediante la buza u orificio ubicado en la base de la cuchara, el acero pasa a la colada continua, formada por 4 líneas de colada o moldes oscilatorios, en los que se le brinda al acero refrigeración para solidificarlo superficialmente. Estas barras solidificadas son cortadas obteniéndose así las palanquillas, el producto final de la acería y la materia prima para la laminación.
Las palanquillas, luego atraviesan el Proceso de Laminación, en nuestras Plantas de Arequipa y Pisco, donde primero son recalentadas, para luego pasar a través de los
13

rodillos de desbaste y acabado para formar los diversos productos terminados.
3)PROCESO DE ACABADO :
El acero se vende en una gran variedad de formas y tamaños, como varillas, tubos, raíles (rieles) de ferrocarril o perfiles en H o en T. Estas formas se obtienen en las instalaciones siderúrgicas laminando los lingotes calientes o modelándolos de algún otro modo. El acabado del acero mejora también su calidad al refinar su estructura cristalina y aumentar su resistencia.
a) Torno: Para dar forma al acero es el de mecanización por máquinas herramientas. El proceso de mecanizado del acero está basado en dar forma y dimensiones precisas mediante herramientas de corte mientras que la pieza está sometida a una rotación (principio de funcionamiento del torno) o al revés, es decir, gira la herramienta y la pieza a mecanizar está fija o se desplaza linealmente. Este proceso suele estar refrigerado en el punto de corte entre la pieza y la herramienta debido al gran desprendimiento de calor que se produce.
b) Laminado en caliente. En este proceso, el lingote colado se calienta al rojo vivo en un horno denominado foso de termo difusión y a continuación se hace pasar entre una serie de rodillos metálicos colocados en pares que lo aplastan hasta darle la forma y tamaño deseados. La distancia entre los rodillos va disminuyendo a medida que se reduce el espesor del acero.
El primer par de rodillos por el que pasa el lingote se conoce como tren de desbaste o de eliminación de asperezas. Después del tren de desbaste, el acero pasa a trenes de laminado en bruto y a los trenes de acabado que lo reducen a láminas con la sección transversal correcta. Los rodillos para producir raíles o rieles de ferrocarril o perfiles en H, en T o en L tienen estrías para proporcionar la forma adecuada.
14
c) Colada continua: Produce una plancha continua de acero con un espesor inferior a 5 cm, lo que elimina la necesidad de trenes de desbaste y laminado en bruto.
Laminado en caliente y colada continua:
La colada continua (derecha, flechas rojas) es un método de trabajar el acero que transforma el metal fundido en tochos, lingotes o planchas. El metal al rojo blanco se vierte en moldes abiertos y va pasando a través de rodillos refrigerados por agua. Una serie de rodillos de guiado va dando la forma deseada al acero. Sin embargo, el laminado en caliente (izquierda, flechas azules) sigue siendo el principal método de trabajar el acero. El proceso comienza a partir de planchas de acero que se recalientan en un foso de termodifusión. El acero pasa por una serie de rodillos o trenes (de desbaste, de laminado y de acabado) que lo van aplastando progresivamente. Por último, el acero se arrolla en bobinas y se transporta a otros lugares para su procesado.
4)PRODUCTOS FINALES OBTENIDOS DEL ACERO:
Ángulos estructurales:
15
Usos.- En la fabricación de estructuras de acero en las plantas de acero, almacenes, techados de grandes luces, industria naval, carrocería, torres de transmisión, también se utiliza de fabricación de puertas , ventanas, rejas, etc.
Barras cuadradas:
Usos.- En fabricación de estructuras metálicas, puertas, ventanas, rejas, piezas forjadas, etc.
Barras hexagonales:
Usos.- Para la fabricación de elementos de maquinas, pernos, tuercas, ejes, pines, clavetas, herramientas manuales como cinceles, puntas, etc.
Vigas H:
En la fabricación de elementos estructurales como vigas, columnas, cimbras metálicas, etc. También utilizadas en la fabricación de estructural metálicas para edificaciones, puentes, barcos, almacenes, etc.
Barras de construcción ASTM A615:
Usos.- en la fabricación de estructura de concretos armados, viviendas,
Edificaciones, puentes, represas, canales de irrigación, etc.
Barras de construcción ASTM A706:
Usos.- se usa como refuerzo para concreto armado, estructuras sismo-resistentes y donde se requiere el soldado de las estructuras.
Alambrón liso para construcción:
Usos.- como estribo en columnas y vigas, en barras rectas, en losas como refuerzos de repartición y temperatura.
Alambre negro recocido:
Usos.- se usa en la industria de la construcción para amarres de acero en vigas y columnas.
Planchas cincadas y onduladas (calaminas):
Usos.- en el tachado de casas, almacenes, y plantas industriales, etc.
16

3.-CLASES DE ACERO:
El Acero es básicamente una aleación o combinación de hierro y carbono (alrededor de 0,05% hasta menos de un 2%). Algunas veces otros elementos de aleación específicos tales como el Cr (Cromo) o Ni (Níquel), etc., se agregan con propósitos determinados.
Ya que el acero es básicamente hierro altamente refinado (más de un 98%), su fabricación comienza con la reducción de hierro (producción de arrabio) el cual se convierte más tarde en acero.
Los diferentes tipos de acero se agrupan en cinco clases principales: aceros al carbono, aceros aleados, aceros de baja aleación ultrarresistentes, aceros inoxidables y aceros de herramientas:
ACEROS AL CARBONO:
Más del 90% de todos los aceros son aceros al carbono. Estos aceros contienen diversas cantidades de carbono y menos del 1,65% de manganeso, el 0,60% de silicio y el 0,60% de cobre. Entre los productos fabricados con aceros al carbono figuran máquinas, carrocerías de automóvil, la mayor parte de las estructuras de construcción de acero, cascos de buques, somieres y horquillas o pasadores para el pelo.
ACEROS ALEADOS:
Estos aceros contienen una proporción determinada de vanadio, molibdeno y otros elementos, además de cantidades mayores de manganeso, silicio y cobre que los aceros al carbono normales. Estos aceros se emplean, por ejemplo, para fabricar engranajes y ejes de motores, patines o cuchillos de corte.
ACEROS DE BAJA ALEACION ULTRARRESISTENTES:
Esta familia es la más reciente de las cinco grandes clases de acero. Los aceros de baja aleación son más baratos que los aceros aleados convencionales ya que contienen cantidades menores de los costosos elementos de aleación. Sin embargo, reciben un tratamiento especial que les da una resistencia mucho mayor que la del acero al carbono. Por ejemplo, los vagones de mercancías fabricados con aceros de baja aleación pueden transportar cargas más grandes porque sus paredes son más delgadas que lo que sería necesario en caso de emplear acero al carbono. Además, como los vagones de acero de baja aleación pesan menos, las cargas pueden ser más pesadas. En la actualidad se construyen muchos edificios con estructuras de aceros de baja aleación. Las vigas pueden ser más delgadas sin disminuir su resistencia, logrando un mayor espacio interior en los edificios.
17
ACEROS INOXIDABLES:
Los aceros inoxidables contienen cromo, níquel y otros elementos de aleación, que los mantienen brillantes y resistentes a la herrumbre y oxidación a pesar de la acción de la humedad o de ácidos y gases corrosivos. Algunos aceros inoxidables son muy duros; otros son muy resistentes y mantienen esa resistencia durante largos periodos a temperaturas extremas. Debido a sus superficies brillantes, en arquitectura se emplean muchas veces con fines decorativos. El acero inoxidable se utiliza para las tuberías y tanques de refinerías de petróleo o plantas químicas, para los fuselajes de los aviones o para cápsulas espaciales. También se usa para fabricar instrumentos y equipos quirúrgicos, o para fijar o sustituir huesos rotos, ya que resiste a la acción de los fluidos corporales. En cocinas y zonas de preparación de alimentos los utensilios son a menudo de acero inoxidable, ya que no oscurece los alimentos y pueden limpiarse con facilidad.
ACEROS DE HERRAMIENTAS:
Estos aceros se utilizan para fabricar muchos tipos de herramientas y cabezales de corte y modelado de máquinas empleadas en diversas operaciones de fabricación. Contienen volframio, molibdeno y otros elementos de aleación, que les proporcionan mayor resistencia, dureza y durabilidad.
4.-PROPIEDADES DEL ACERO:
Las propiedades físicas del acero y su comportamiento a distintas temperaturas varían según la cantidad de carbono y su distribución en el hierro. Antes del tratamiento térmico, la mayor parte de los aceros son una mezcla de tres sustancias: la ferrita, blanda y dúctil; la cementita, dura y frágil; y la perlita, una mezcla de ambas y de propiedades intermedias. Cuanto mayor es el contenido en carbono de un acero, menor es la cantidad de ferrita y mayor la de perlita: cuando el acero tiene un 0,8% de carbono, está compuesto por perlita. El acero con cantidades de carbono aún mayores es una mezcla de perlita y cementita. Al elevar la temperatura del acero, la ferrita y la perlita se transforman en austenita, que tiene la propiedad de disolver todo el carbono libre presente en el metal. Si el acero se enfría despacio, la austenita vuelve a convertirse en ferrita y en perlita, pero si el enfriamiento es repentino, la austenita se convierte en martensita, de dureza similar a la ferrita, pero con carbono en disolución sólida.
PROPIEDADES FISICAS:
18

Propiedades de los cuerpos: Encontramos entre otras materia, cuerpo, estado de agregación, peso, masa, volumen, densidad, peso específico (m/v).
Propiedades Térmicas: Están referidas a los mecanismos de calor existen tres mecanismos:
o Conducción: Se produce cuando la fuente emisora está en contacto directo con el que se desea aumenta Tº.
o Convección: Para que ocurra transferencia de calor por convección es necesario que exista un fluido quien sea el encargado de transmitir el calor de la fuente emisora hacia el cuerpo o ambiente
o Radiación: Se produce porque la fuente de calor se encuentra en contacto en forma directa con el ambiente. Está fuente emisora genera rayos infrarrojos que sirven de medio de transferencia de calor.
Propiedades Eléctricas: Esta relacionadas con la capacidad de conducir la corriente eléctrica.
Propiedades Ópticas: Están referidos a la capacidad que poseen los materiales para reflejar o absorber el calor de acuerdo a las siguientes características: Color-Brillo-Pulido.
Propiedades Magnéticas: Están referidas a la capacidad que poseen los materiales metálicos para inducir o ser inducidos por un campo electromagnético, es decir actuar como imán o ser atraídos por un imán.
PROPIEDADES MECANICAS:
Resistencia: Es la oposición al cambio de forma y a la fuerzas externas que pueden presentarse como cargas son tracción, compresión, cizalle, flexión y torsión.
Elasticidad: Corresponde a la capacidad de un cuerpo para recobrar su forma al dejar de actuar la fuerza que lo ha deformado.
Plasticidad: Es la capacidad de deformación de un metal sin que llegue a romperse si la deformación se produce por alargamiento se llama ductilidad y por compresión maleabilidad.
Fragilidad: Es la propiedad que expresa falta de plasticidad y por lo tanto tenacidad los metales frágiles se rompen en el límite
19

elástico su rotura se produce cuando sobrepasa la carga del límite elástico.
Tenacidad: Se define como la resistencia a la rotura por esfuerzos que deforman el metal; por lo tanto un metal es tenaz si posee cierta capacidad de dilatación.
Dureza: Es la propiedad que expresa el grado de deformación permanente que sufre un metal bajo la acción directa de una fuerza determinada. Existen dos Dureza física y dureza técnica.
Ductilidad: Es la capacidad que tienen los materiales para sufrir deformaciones a tracción relativamente alta, hasta llegar al punto de fractura.
Resilencia: Es la capacidad que presentan los materiales para absorber energía por unidad de volumen en la zona elástica.
20

CORROSIONEs el desgaste total o parcial que disuelve o ablanda cualquier
sustancia por reacción química o electroquímica con el medio ambiente. El término corrosión se aplica a la acción gradual de agentes naturales, como el aire o el agua salada sobre los metales.
El ejemplo más familiar de corrosión es la oxidación del hierro, que consiste en una compleja reacción química en la que el hierro se combina con oxígeno y agua para formar óxido de hierro hidratado. Este óxido, conocido como orín o herrumbre, es un sólido que mantiene la misma forma general que el metal del que se ha formado, pero con un aspecto poroso, algo más voluminoso, y relativamente débil y quebradizo.
1.- CLASIFICACIONES DE LA CORROSION:
La corrosión, pues, sería la interacción de un metal con el medio que lo rodea, produciendo el deterioro de sus propiedades tanto físicas como químicas. Se crean dos zonas, la anódica, donde se produce la disolución del metal (corrosión) y la catódica, donde el metal permanece inmune. Podemos clasificar la corrosión:
CLASIFICACION SEGÚN SU MECANISMO:
Corrosión química:
Reacciones producidas por la acción del medio ambiente (agua, ambientes marinos, gases industriales...). Las estructuras expuestas a estos ambientes sufren los efectos corrosivos debido a la acción de cloruros, que son arrastrados por el viento y depositados en el acero, que con ciclos alternados de humedad posibilitan la reacción de celdas galvánicas.
Corrosión electroquímica:
Ya que en un mismo metal hay áreas de diferente potencial eléctrico. La corrosión no se distribuye de manera uniforme sobre la superficie del hierro, sino que queda localizada en determinadas zonas (ánodos) de las que fluye una corriente eléctrica hacia las zonas protegidas (cátodos), al darse corrientes eléctricas entre dos zonas del material con diferentes potenciales. Este tipo de corrosión es la más peligrosa.
Corrosión microbiológica:
Los microorganismos que participan más habitualmente en estos procesos son bacterias, hongos micro algas, aunque sin duda
21

los primeros son los más importantes. Su tamaño es aproximadamente 1µm, lo que permite su presencia y participación en fenómenos de corrosión en resquicio, picaduras, etc. Se producen con facilidad y rapidez de manera que una sola bacteria puede transformarse en una colonia de un millón en unas 10 horas, con lo que la interface metal-solución puede sufrir modificaciones muy importantes en periodos de tiempo cortos y los fenómenos de corrosión inducidos por su presencia.
CLASIFICACION SEGÚN SU FORMA:
Corrosión uniforme: La corrosión química o electroquímica actúa uniformemente sobre toda la superficie del metal.
Corrosión localizada: Se produce en algunos sectores del metal, es la más peligrosa.
Corrosión intergranular: Se habla de corrosión intergranular cuando el ataque se localiza en los límites de grano del material metálico. Como consecuencia de ello se pierde la coherencia entre granos y el material reduce significativamente los valores de sus características mecánicas habituales.
Es característica esta forma de corrosión en aleaciones de especial interés industrial como los aceros inoxidables, cuando aparece sensibilizado en las aleaciones Ni – Cr en las que el fenómeno se da a través del mismo mecanismo que en caso de las anteriores o en las aleaciones de aluminio endurecidas por precipitación, fundamentalmente las que llevan cobre como aleante.
Corrosión por picadura: El ataque se localiza en zonas aisladas de la superficie que no suelen superar más de 1 o 2 mm2 por cada picadura y se propaga hacia el interior del metal formando pequeños túneles que avanzan habitualmente con bastante rapidez, ya que en las zonas afectadas la velocidad de corrosión suele ser alta.
Aunque esta forma de ataque se favorece cuando aparecen heterogeneidades superficiales, en forma general el fenómeno se da preferentemente en materiales metálicos pasivables, pues suele iniciarse como consecuencia de la rotura local de la película pasiva.
La pérdida de material es pequeña debido a lo reducido de la superficie afectada, pero los inconvenientes que puede causar a menudo son importantes.
22

Corrosión selectiva: El ataque no se distribuye de forma homogénea, localizándose, por el contario, en determinadas zonas de la superficie metálica. Uno de los casos más característicos en que se da esta forma de corrosión es en aleaciones que presentan distintas fases con diferentes contenidos en los diversos metales de que están constituidas. Estas fases, con diversa composición química, presentan también diferente comportamiento frente a la corrosión en determinados medios agresivos, originándose, en ocasiones, el ataque selectivo sobre alguna de ellas permaneciendo inalteradas otras.
El ataque en placas puede considerarse como un caso intermedio entre la corrosión uniforme y la corrosión por picadura, donde se produce la máxima localización del fenómeno y que se describe en el próximo apartado.
Proceso donde es eliminado un elemento debido a una interacción química (ejemplos más conocidos: desincificación, grafítica).
Corrosión bajo tensión: Se conoce también como corrosión fisurante y se da cuando la aleación (es muy poco habitual en metales puros), está sometida a tensión mecánica de tracción, bien sea aplicada o residual, y se encuentra en contacto con un medio agresivo que suele ser especifico para el material.se caracteriza por la aparición de grietas o fisuras que avanza en la dirección normal a la aplicación de la tensión a velocidades de propagación que pueda alcanzar (una vez superado el proceso de incubación que se describirá en el capítulo correspondiente) los 2 ó 3 mm/hora.
El desplazamiento de la grieta puede ser a través del grano (transgranular) o a lo largo del límite de grano (intergranular), circunstancia que depende fundamentalmente de las características metalúrgicas de la aleación.
Cuando la tensión aplicada es cíclica, el proceso se conoce como “corrosión – fatiga “. En estas condiciones no se precisa de un medio agresivo específicamente y el fenómeno de caracteriza, de la misma manera que originan la rotura del material en tiempos cortos.
En el mecanismo de los procesos descriptivos en el presente apartado participan simultáneamente factores de tipo mecánico y electroquímico.
Corrosión galvánica: Este tipo de corrosión se puede dar cuando existen dos metales diferentes en el medio electrolítico.
23
También se incluye bajo este concepto al ataque preferentemente En el caso del acero en el hormigón, esta situación se dará cada vez que alguna zona se dañe o no se forme la película pasiva característica. Esta zona actuara como un ánodo frente al resto del material, donde permanentemente la pasivación, el cual actuara como cátodo. También se podría presentar cuando el refuerzo se encuentre en contacto con otros conductores más nobles. En general, se asocia al funcionamiento de una macro celda.: un ejemplo típico es el caso de armaduras exteriores que corroen al ingresar cloruros, mientras que las armaduras interiores permanecen pasivas. En estas condiciones el metal o fase activa.
Corrosión por resquicio: Se presenta en uniones, intersticios, zonas de solape, zonas roscadas, y en general en aquellas regiones mal aireadas o en las cuales la renovación del medio corrosivo está condicionada por mecanismos de difusión y es, en general, difícil.
Muy a menudo el ataque en resquicio se debe a la formación de pilas de aireación diferencial originadas como consecuencia de la presencia de distintas presiones parciales de oxigeno en diferentes zonas de la superficie metálica.
El ataque se localiza en las regiones mal aireadas, pobre de oxigeno, que representa dos laminas de acero unidas por alambre Nº16 en contacto con el medio aireado (en presencia de oxigeno). La corrosión se localiza en la zona de solape, donde el oxigeno llega con dificultad. La formación de productos sólidos de corrosión dificultad con el tiempo, aun mas, el acceso de oxigeno y contribuye a favorecer el fenómeno.
Corrosión por esfuerzo: Producida por los esfuerzos externos a la que se es sometido el material. También puede ser causado por esfuerzos internos, producidos por remaches, pernos.
Corrosión por fatiga: Pérdida de la capacidad del metal para resistir los esfuerzos, rompe la película de óxido produciendo una mayor exposición.
Corrosión por fricción: Se produce por el roce entre dos metales produciendo así un daño material de los metales. El calor de la fricción elimina el óxido.
Corrosión-erosión: Causada por un tipo de corrosión y abrasión (causados generalmente por líquidos y gases).
24

Corrosión atmosférica: Producida por una acción agresiva por el ambiente sobre los metales (efecto simultáneo del aire y el agua).
2.- CORROSION DE ARMADURAS DE REFUERZOS EN OBRAS DE CONCRETO ARMADO:
La utilización del concreto en masa y con acero de refuerzo supera actualmente a todos los otros materiales considerados en conjunto, hecho que confiere una enorme importancia al conocimiento de la problemática que plantea la durabilidad de las estructuras de concreto armado actuales y futuras.
Las implicaciones económicas derivadas del aumento del número de casos de estructuras prematuramente deterioradas por corrosión han alcanzado cifras alarmantes. De allí que las consideraciones desde el punto de vista de corrosión desde la etapa de diseño, en el mantenimiento y en las intervenciones en estructuras dañadas, adquieran carácter obligatorio.
CAUSAS DE CORROSION EN ARMADURAS DE REFUERZOS:
Factores de corrosión en contacto con el suelo:
Son numerosas las estructuras de concreto armado enterrados en contacto con el suelo con medio agresivo. El terreno constituye un medio muy heterogéneo en lo que se refiere a composición química, granulométrica, grado de humedad, pH, nivel de aireación, nivel napa freática, resistencia eléctrica, etc. Todos estos factores inciden en su nivel de corrosividad y, en consecuencia en el grado de corrosión previsible de las estructuras de concreto armado en su contacto.
Factores de corrosión en contacto con el agua:
La degradación del acero no solo puede ser causada por agua que contenga sustancias agresivas sino también por aguas totalmente puras, libres de sales, por aguas blandas que tengan pocas impurezas o por aguas de condensación industrial, aguas de fusión de glaciares, aguas de nieve, aguas de lluvia, aguas pantanosas blandas y algunas procedentes de grandes profundidades. El hormigón también es rápidamente atacado por las aguas blandas agresivas, las cuales tiende a disolver el calcio de la estructura.
25

Factores de corrosión con el clima:
Se entiende a los factores que se encuentran en contacto con el aire a temperatura ambiente.
o Humedad Ambiental.- La presencia de agua es imprescindible para la corrosión en medios neutros y alcalinos, pues intervienen en el proceso catódico de reducción de oxigeno:
2H2O + O2 + 4e - 4OH–
Además el agua es necesaria para la movilidad de los iones a través del electrolito. El hormigón seco, la resistencia eléctrica es tan elevada que impide que la corrosión se produzca aun en necesidad de la capa pasivamente sobre el acero; solo la existencia de una cierta cantidad mínima de la humedad en los poros del hormigón permitirá el desarrollo de los procesos corrosivos. Por tanto, cuanto mayor sea el contenido de humedad en los poros del hormigón, menor será el valor de la resistividad eléctrica y más elevadas podrán ser, en principio, las velocidades de corrosión.
El contenido de agua en los poros es función, en situaciones de no inmersión o no saturación, de la humedad relativa (HR) del ambiente. La humedad relevante, es decir, la que influye en, los procesos de corrosión es la realmente contenida en los poros. A este respecto, debe tenerse presente que la humedad ambiental y la del hormigón solo coinciden en regímenes estacionarios y que en condiciones cambiantes es mayor la humedad del hormigón, porque este pierde agua a menor velocidad de lo que gana a causa de la existencia de tensiones capilares. Este último fenómeno puede verse acrecentado cuando el hormigón este contaminados por cloruros, a causa del carácter higroscópico de los mismos. Asimismo, aunque el ambiente exterior este seco, el interior del hormigón no se seca más que cuando tales circunstancias se prolongan largo tiempo. En la mayoría de los hormigones, a partir de 3-4 cm del medio exterior, los poros siempre se encuentran saturados o casi saturados de humedad. Este comportamiento está muy influenciado por la porosidad del hormigón, ya que hormigones muy porosos permitirán una “respiración” más profunda que
26

hormigones más densos, cuya “piel” solo “respira” en los 1-2 cm más externos.
o Efecto Temperatura.- La temperatura juega un papel también un doble papel en los procesos de deterioro. Por un lado, su incremento proporciona la movilidad de las moléculas facilitando el transporte de sustancias; por otro lado, su disminución puede dar lugar a condensaciones que, a su vez, pueden producir incrementos locales importantes del contenido de humedad del material. Además, la cantidad absoluta de vapor de agua en la atmosfera varía con la temperatura. Existe un efecto opuesto humedad y temperatura, ya que al aumentar esta última se evapora humedad y cuando desciende, condensa agua líquida en los capilares.
Finalmente, es importante destacar que estos tres factores ambientales (humedad, oxigeno y temperatura) tienen efectos contrapuestos y que, por tanto, no es fácil predecir la evolución del proceso de corrosión del acero a partir de uno sólo uno. Esta característica del “efecto inversor” (por ejemplo, una mayor humedad facilita la corrosión pero impide el acceso de oxigeno, o bien una mayor temperatura acelera la corrosión pero disminuye la condensación) lleva a múltiples predicciones erróneas de comportamiento de las armaduras.
Factores de corrosión con la polución atmosférica:
Se entiende por polución o contaminación atmosférica a la presencia en el aire de materias o formas de energía que impliquen riesgo, daño o molestia grave para las personas y bienes de cualquier naturaleza, así como que puedan atacar a distintos materiales, reducir la visibilidad o producir olores desagradables.
El nombre de la contaminación atmosférica se aplica por lo general a las alteraciones que tienen efectos perniciosos en los seres vivos y los elementos materiales, y no a otras alteraciones inocuas. Los principales mecanismos de contaminación atmosférica son los procesos industriales que implican combustión, tanto en industrias como en automóviles y calefacciones residenciales, que generan dióxido y monóxido de carbono, óxidos de nitrógeno y azufre, entre otros contaminantes. Igualmente, algunas industrias emiten gases nocivos en sus procesos productivos, como cloro o hidrocarburos que no han realizado combustión completa.
Factores de corrosión en contacto con el hormigón:
27

El material compuesto constituido por una matriz, el hormigón integrado por una mezcla de cemento, arena, agua y aditivos y una armadura de acero dulce.
El cemento es el componente principal del hormigón, está formado principalmente por silicatos y aluminatos de calcio. A través del proceso de fraguado, en presencia del agua, endurece al producirse la hidratación de sus componentes, constituyendo una red de silicatos hidratados que aportan resistencia mecánica característica del hormigón.
Simultáneamente, tiene lugar la formación de hidróxido cálcico, que es principal responsable de la estabilización del pH en valores comprendidos aproximadamente entre 12.5 y 14.
La evaporación de parte del agua aportada en la mezcla, que no se ha utilizado en el proceso de hidratación, provoca la formación de una red de poros que se distribuye a lo largo de todo el volumen del hormigón accediendo algunos a la superficie. El volumen relativo de poros y su distribución depende fundamentalmente de la relación agua cemento utilizado en la mezcla.
EFECTO DE LA CORROSION SOBRE EL ACERO:
Sobre el Acero: Se produce perdida de sección y por consiguiente su disminución de su resistencia mecánica.
Disminución de la resistencia mecánica: Produce manchas, grietas y desprendimientos o deslaminaciones.
Disminución de adherencia entre el concreto y el acero: Produce incapacidad para transmitir las elevadas propiedades mecánicas entre los elementos del sistema.
PROCEDIMIENTO DE REPARACION:
PREVENCIÓN
Algunas medidas utilizadas industrialmente para combatir la corrosión son:
o Uso de materiales de gran pureza.
o Presencia de elementos de adición de aleaciones (ej. Aceros inoxidables).
o Tratamientos térmicos especiales para homogeneizar soluciones sólidas, como el alivio de tensiones.
o Inhibidores que se adicionan a soluciones corrosivas para disminuir sus efectos.
28
o Recubrimiento superficial: pinturas, capas de óxido, recubrimientos metálicos.
o Protección catódica.
La protección contra la corrosión no sólo deberá evitar posibles corrosiones (presencia de pares galvánicos, medios agresivos específicos, etc.) que habrá que analizar durante la fase de proyecto, sino que deberá reducir también las velocidades de corrosión.
Para proteger el acero contra la corrosión habrá que recubrirlo con una capa protectora, que puede ser de distintos materiales. Se deberá cumplir:
Preparación de la base: para asegurar la no existencia de polvo, hollín y óxido se ha de realizar una correcta limpieza de la estructura de acero antes de aplicar el material de recubrimiento:
o Eliminar la cascarilla y óxido por medios manuales, mecánicos, neumáticos o térmicos de manera que se asegure la limpieza sin daño de los elementos estructurales.
o Eliminar, mediante cepillado, los restos de la operación anterior.
o La limpieza se considera asegurada, en condiciones normales, con el
transcurso de doce horas a partir de su realización.
Materiales de recubrimiento: Los revestimientos más corrientes son:
o Pintura: Mano de imprimación a base de minio de plomo, terminado con una o dos capas de esmalte, dependiendo del grado de exposición de la estructura. El fabricante de las pinturas para recubrimiento debe garantizar sus propiedades antitóxicas. Se podrán emplear aditivos para mejorar la trabajabilidad o la velocidad de secado debiendo el fabricante asegurar que no se modifican las propiedades del recubrimiento.
o Revestimiento de cemento: Para elementos constructivos que van a quedar ocultos; se aplican varias capas de cemento Portland que va a preservar el hierro a la vez que, por proceso químico, es capaz de absorber las
29

capas delgadas de oxidación que se hubieran formado en un principio.
o Metalización: Se emplea, principalmente, en elementos no estructurales. El material más empleado es el zinc, recibiendo el producto terminado el nombre de hierro galvanizado (chapas para cubiertas, tubos, alambres y algunos perfiles). El plomo forma un revestimiento eficaz contra los ácidos, y el estaño se emplea en chapas delgadas de hierro (hojalata).
Ejecución del recubrimiento: Se debe realizar en tiempo seco, con temperaturas superiores a 5°C e inferiores a 50°C y con condiciones ambientales exentas de polvo o gases corrosivos. Con la aparición de condiciones meteorológicas (lluvia, niebla, rocío, temperaturas fuera del intervalo anterior) o artificiales (polvo de obra, gases de fábrica, etc.) diferentes a las indicadas se deben suspender los trabajos de pintura hasta el retorno de las condiciones favorables.
El control de obra debe verificar el cumplimiento de las condiciones anteriores, con especial énfasis en:
o Ángulos entrantes y salientes, remaches y cantos.
o Uniones antideslizantes que deben ser masilladas o saturadas de imprimación en juntas, tornillos y todo elemento de la unión que pueda permitir el acceso del agua en las superficies de contacto.
El empleo de materiales de relleno que puedan atacar al acero, requiere en las zonas de contacto protecciones especiales acordes con el material de relleno. Igual temperamento se debe adoptar en zonas de contacto con medios agresivos (suelos, carbón, etc.)
REPARACIÓN
Las reparaciones por oxidación o corrosión se realizarán mediante la sustitución de elementos que han tenido pérdidas en el área de su sección, mediante reemplazo de remaches y pernos, en su caso, o eliminación de las zonas deterioradas del recubrimiento mediante la preparación de la base y una adecuada ejecución del recubrimiento, de esta forma se evitará el contacto de las estructuras de acero con el oxígeno y la humedad, y la entrada de agua al interior.
30

FIN
31