¿QUÉ PODEMOS MEJORAR EN LA EMPRESA? · Este proceso consiste en obtener la pulpa o jugo, libre de...
38
¿QUÉ PODEMOS MEJORAR EN LA EMPRESA?
Transcript of ¿QUÉ PODEMOS MEJORAR EN LA EMPRESA? · Este proceso consiste en obtener la pulpa o jugo, libre de...
¿QUÉ PODEMOS MEJORAR EN LA
EMPRESA?

I. Eliminar desperdicios, los grandes generadores de costo:
1. Sobreproducción. 2. Sobre procesamiento de productos. 3. Tiempos de espera: máquinas, personas, materiales4. Exceso de transporte de materiales. 5. Exceso de inventarios. 6. Exceso de movimientos. 7. Defectos en los productos. 8. Recursos Humanos subutilizados. 9. Tecnología mal utilizada.
II. Optimizar actividades que no agregan valor al producto:
A. Actividades necesarias: Hay que reducirlas. B. Actividades innecesarias: Hay que eliminarlas.

VSM: Value stream map (mapa del flujo de valor)

I. Eliminar desperdicios
Los grandes generadores de
costos
¿QUÉ ES DESPERDICIO?
Cualquier actividad que consumerecursos y no agrega valor alproducto o servicio.
La “filosofía Lean” (esbelto) busca ELIMINAR DESPERDICIOS.

¿QUÉ ES LEAN MANUFACTURING O SISTEMA DE PRODUCCIÓN ESBELTA?
Es un modelo de gestión enfocado en la creación deun flujo para entregar el máximo valor a losclientes, utilizando para ello la mínima cantidadposible de recursos.

¡Hacer más con menos!
¿Menos qué?
Menos tiempo, esfuerzo humano,máquinas, materiales, etc.
Siempre y cuando se le esté dando alcliente lo que pide.
¿Qué añade valor a nuestro producto?
Actividades que transforman la materia prima en productos.
Ejemplos:
• El agitado de la leche en el proceso de elaboración de queso.• La operación de corte en la fabricación de Instrumentos
metálicos.• La operación de armado dentro del proceso de fabricación de
muebles de madera.• La operación de moldeo en el proceso de elaboración de
chocolate a partir del cacao.

¿Qué NO añade valor a nuestro producto?
Actividades que consumen recursos pero no hacen que elproducto sea mejor valorado por el cliente.
Ejemplos:
- Inspecciones de calidad- Supervisión- Muestreos- Transportes de material- Selección de productos- Reprocesos
FORMAS DE DESPERDICIO
1. Sobreproducción.
2. Sobreprocesamiento de productos.
3. Tiempos de espera (de máquinas, personas, materiales).
4. Exceso de transporte de materiales.
5. Exceso de inventarios.
6. Exceso de movimientos (para realizar el trabajo).
7. Defectos en los productos.
8. Recursos humanos subutilizados.
9. Tecnología subutilizada.
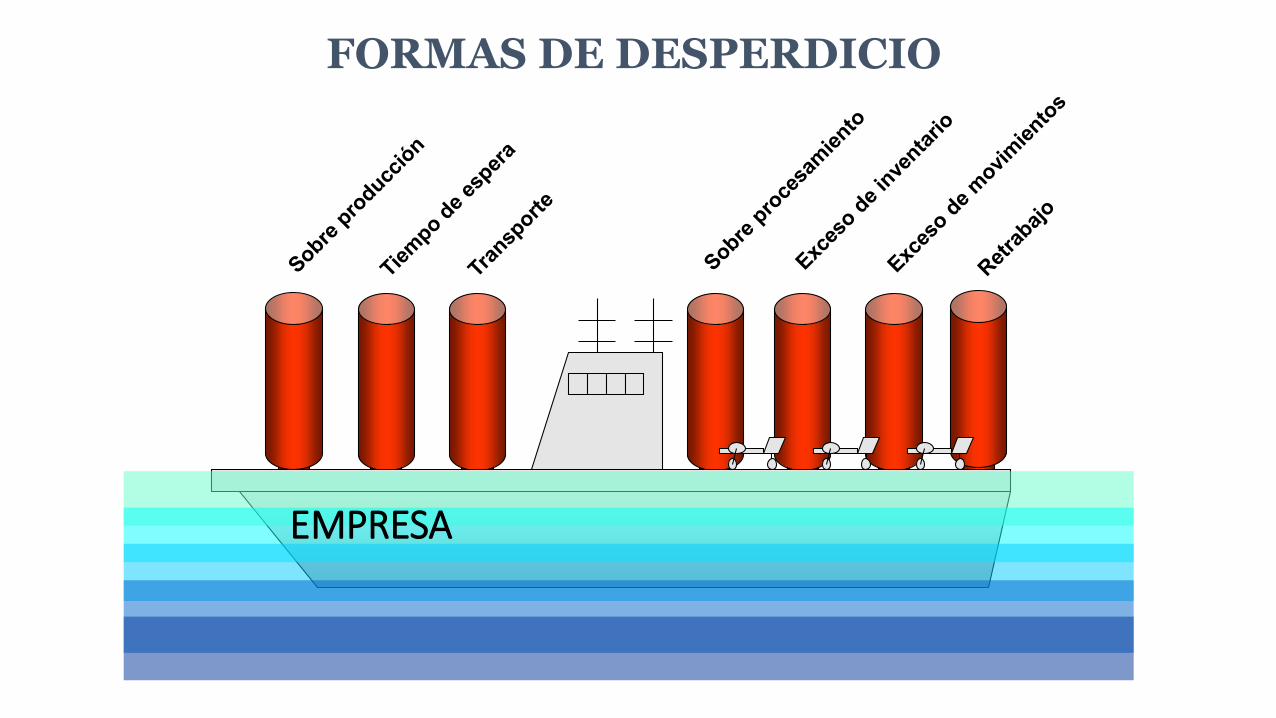
FORMAS DE DESPERDICIO
EMPRESA

1. SOBREPRODUCCIÓN
Es producir más de lo necesario. Más unidades, más documentos,más copias, más llamadas telefónicas, llenar más formatos, hacermás informes, etc., que no son requeridos.
Genera inventario.
Ejemplo:
• Fabricar productos que no fueron ordenados.• Fabricar de acuerdo a la capacidad de la línea y no de acuerdo a la
demanda del cliente.

2. SOBREPROCESAMIENTO
Se genera cuando a un producto o servicio se le hace más trabajodel necesario, que no es parte del proceso normal y que elcliente no está dispuesto a pagar.
Ejemplos:
• Excesivo tiempo de cocción o refrigeración.• Doble proceso de lavado de un auto por equivocación o descuido.• Reteñido de prendas por defectos en el acabado.• Re-envasado o re-etiquetado de productos.• Encerado o cambio de aceite no solicitado por el cliente.• Exceso de firmas en un documento para su aprobación.• Verificación del trabajo de otros (por desconfianza).• Rectificado de piezas para convertirlas en otro producto.

3. TIEMPOS DE ESPERA: máquinas, personas, materiales
Esperas por cualquier elemento requerido para el proceso. Tiempoperdido en una operación o entre operaciones.
Ejemplos:
• Línea de producción sin material para trabajar;• Falta de personal por mala programación;• Retraso de la llegada de insumos;• Maquinaria descompuesta;• Cuellos de botella;• Espera por la aprobación del cliente;• Falta de una copia para realizar un trámite documentario;• No se completa la cantidad mínima requerida para iniciar un lote de
producción.

4. EXCESO DE TRANSPORTE DE MATERIALES
Desplazamiento innecesario del material.
Incluye archivar o ubicar cosas en lugares temporales.
Ejemplos:
• Operaciones consecutivas distantes;• Distribución de entregas ineficiente por una mala
definición de rutas;• Layout mal diseñado en una planta de producción.
5. EXCESO DE INVENTARIOS (1)
Es la acumulación de productos y/o materiales en cualquier partedel proceso.
Ejemplos:
• Exceso de materia prima, de material en proceso o de productoterminado.
• Documentos acumulados en espera de ser procesados.

5. EXCESO DE INVENTARIOS (2)
¿Por qué sucede?
• Sobreproducción.
• Escaso conocimiento de la demanda real.
• Procesos inadecuados para satisfacer los requerimientos yespecificaciones de los clientes.
• Capacidad insuficiente de los proveedores.
• Cuellos de botella.
• Entrega – envío poco frecuente.

5. EXCESO DE INVENTARIOS (3)
Mar de inventario
Margen de
inventario
Productos
terminados
al cliente
Materia
prima
Mala
planeación
Fallas de
máquinas
Problemas
de calidad
Largos tiempos
de entrega
Problemas
de comunicación
Líneas no
balanceadas
Largos
tiempos de
cambio de
modelo
Ausentismo
Falta de
orden y
limpieza
Demasiado margen de inventarios ocultan los problemas

FORMAS DE DESPERDICIO
6. EXCESO DE MOVIMIENTOS
Es cualquier movimiento no necesario para completar de maneraadecuada una operación o actividad.
Cada vez que una persona se estira, inclina o gira, generaun desperdicio de movimiento, así como desplazarse parair por material, herramientas, planos, formatos, copias, etc.
También los movimientos no necesarios de lasmáquinas.
Ejemplo:
• Movimientos humanos que no son necesarios o generan sobreesfuerzo por malos métodos de trabajo.
• Puestos de trabajo mal diseñados.

7. DEFECTOS EN LOS PRODUCTOS
Productos o servicios que no cumplen con las especificaciones o con lasexpectativas del cliente.
Manufactura esbelta es hacer las cosas bien a la primera evitandoel desperdicio.
Afecta la capacidad del proceso, añade costos y ponen en peligro lacalidad del producto o servicio final.
Ejemplos:
• Productos destinados a la merma por deterioro.
• Productos destinados a reprocesamiento para rectificar alguna malaoperación realizada.

7. DEFECTOS EN LOS PRODUCTOS
¿Por qué suceden los defectos?
• Proceso ineficiente.• Variación excesiva en el proceso.• Falta de control del proceso.• Desconocimiento de las causas de los problemas.• Distribución inadecuada de la planta o manejo excesivo de los
materiales.• Incapacidad de los proveedores.• Altos niveles de inventarios que ocultan problemas en la
producción.

8. RECURSOS HUMANOS SUBUTILIZADOS
o Desperdicio de TALENTO. No conocer el talento o habilidadesdel personal para aprovecharlos al máximo en beneficio de laempresa.
o No dar participación al personal.
o No administrar el conocimiento.
o Inacción o dejadez.
o No tomar la iniciativa o no tomar las decisiones oportunamente.

9. TECNOLOGÍA MAL UTILIZADA
Cuando la tecnología es mal utilizada se corren muchos riesgoscomo:
• Tener líneas de producción no balanceadas, subutilizando lacapacidad de equipos costosos.
• El riesgo de sufrir robos online por no asegurar los sistemasinformáticos.
• Mal uso de los equipos informáticos trabajando muy cerca de lapantalla, se puede desarrollar problemas de la visión lo cualreduce la productividad del personal.
• Sobrecargar y usar mal las herramientas eléctricas originandoriesgos eléctricos.

II. Optimizar actividades que
no agregan valor al
producto.
5 Pasos de la manufactura esbelta
1. Definir “QUÉ” agrega valor al cliente.
2. Hacer el MAPA del proceso.
3. Crear un flujo continuo.
4. Que el consumidor demande lo que necesita.
5. Esforzarse por la excelencia y alcanzar la perfección.

AGREGAN Y NO AGREGAN VALOR

Actividades que agregan / no agregan valor

AGREGAN Y NO AGREGAN VALOR

Lean Manufacturing

FORMAS DE DESPERDICIO
1. Sobreproducción.
2. Sobreprocesamiento de productos.
3. Tiempos de espera (de máquinas, personas, materiales).
4. Exceso de transporte de materiales.
5. Exceso de inventarios.
6. Exceso de movimientos (para realizar el trabajo).
7. Defectos en los productos.
8. Recursos humanos subutilizados.
9. Tecnología subutilizada.

DESPERDICIOS
CASO: IDENTIFICACIÓN DE DESPERDICIOS
CASO: IDENTIFICACIÓN DE DESPERDICIOS
El proceso que se describe a continuación es para la
obtención de néctar de durazno, esto inicia con la llegada del
camión a la empresa a las 8:00 a.m., trayendo 350 Kg. De
durazno por día (el turno de trabajo es de 8 horas, 6 días a la
semana y 4 semanas al mes). El sueldo de todos los
operarios es proporcional a la producción en kilos por día.
Se les paga S/ 6.00 por kilo.
Pregunta:
Identifique qué desperdicios se encuentran en cada proceso.

LAVADO. Por lo general viene a ser un tratamiento
previo a los otros lavados. En este caso se debe cambiar
constantemente el agua para evitar que a la larga se
convierta en un agente contaminante. Este método de
lavado se realiza en tinas y es un proceso manual en el
cual el operario recorre una distancia excesiva, esto se ve
reflejado en su trabajo.
IDENTIFICACIÓN DE DESPERDICIOS
PRECOCCIÓN. El objeto de esta operación es ablandar la
fruta para facilitar el pulpeado, reducir la carga microbiana
presente en la fruta e inactivar enzimas que producen el
posterior pardeamiento de la fruta. La pre cocción, se realiza
sumergiendo la fruta en agua a temperatura de ebullición por
un espacio de 3 a 5 minutos. La máquina que se usa para la
pre cocción generalmente se traba y hace que se pare para ser
limpiada generando aquí una espera al siguiente proceso.
IDENTIFICACIÓN DE DESPERDICIOS

PULPEADO. Este proceso consiste en obtener la pulpa o jugo,
libre de cáscaras y pepas. La fruta es pulpeada con su cáscara,
siempre y cuando ésta no tenga ninguna sustancia que al pasar a la
pulpa le ocasione cambios en sus características organolépticas. La
máquina despulpadora está diseñada para extraer la pulpa del
durazno y simultáneamente separar las pepas y cáscara, impedir que
se mezclen con la pulpa y evacuarlas de forma separada. Esta
máquina tiene un mantenimiento correctivo constantemente pues
sufre de paradas repentinas que afectan a la producción.
IDENTIFICACIÓN DE DESPERDICIOS

ENVASADO. El envasado se debe realizar en caliente a una
temperatura no menor a 85°C. El llenado del néctar es hasta el tope
del contenido de la botella, evitando la formación de espuma.
Inmediatamente se coloca la tapa, lo cual se realiza de forma manual
en el caso que se emplee las tapas denominadas “tapa rosca”. En caso
contrario si se va a emplear las chapas metálicas se debe hacer uso de
la selladora de botellas. Debido a la poca pericia del operario las
botellas son tapadas cuando el néctar está muy frío por debajo de los
85°C lo que genera que los néctares sean reprocesados.
IDENTIFICACIÓN DE DESPERDICIOS

ENFRIADO. El producto envasado debe ser enfriado rápidamente
para conservar su calidad y asegurar la formación del vacío dentro
de la botella, en este proceso se genera un tiempo de espera debido
a los reprocesos del proceso anterior.
IDENTIFICACIÓN DE DESPERDICIOS