
Proyecto HACCP Nectar Mango
38
CENTRO DE CIENCIAS BÁSICAS DEPARTAMENTO DE BIOQUÍMICA APLICACIÓN DEL SISTEMA HACCP EN LA ELABORACIÓN DE NECTAR DE MANGO. NOMBRE DEL PROFESOR: M. en C. FERNANDO BON ROSAS. NOMBRE DEL ALUMNO: 9º SEMESTRE INGENIERÍA BIOQUÍMICA AGUASCALIENTES, AGS. 25 DE NOVIEMBRE DE 2010
-
Upload
rogelio-nava -
Category
Documents
-
view
1.125 -
download
60
Transcript of Proyecto HACCP Nectar Mango

CENTRO DE CIENCIAS BÁSICASDEPARTAMENTO DE BIOQUÍMICA
APLICACIÓN DEL SISTEMA HACCP EN LAELABORACIÓN DE NECTAR DE MANGO.
NOMBRE DEL PROFESOR:M. en C. FERNANDO BON ROSAS.
NOMBRE DEL ALUMNO:
9º SEMESTRE
INGENIERÍA BIOQUÍMICA
AGUASCALIENTES, AGS. 25 DE NOVIEMBRE DE 2010

1. Descripción del producto.
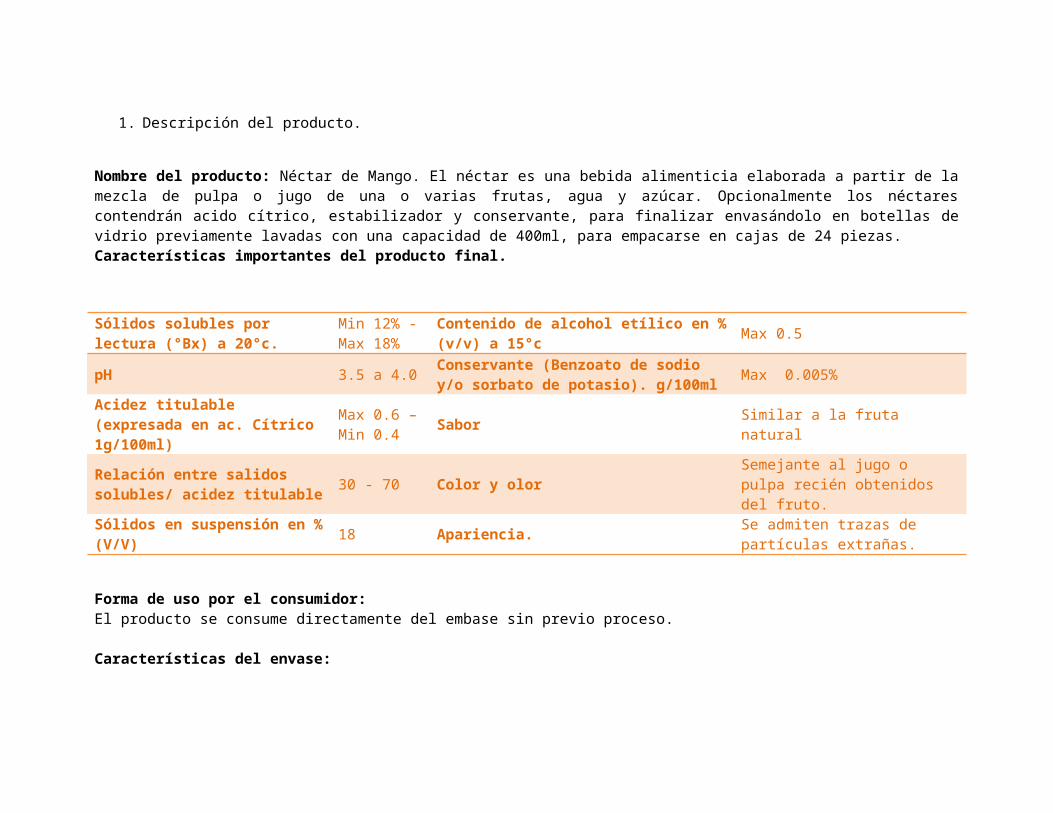
Nombre del producto: Néctar de Mango. El néctar es una bebida alimenticia elaborada a partir de la mezcla de pulpa o jugo de una o varias frutas, agua y azúcar. Opcionalmente los néctares contendrán acido cítrico, estabilizador y conservante, para finalizar envasándolo en botellas de vidrio previamente lavadas con una capacidad de 400ml, para empacarse en cajas de 24 piezas. Características importantes del producto final.
Sólidos solubles por lectura (°Bx) a 20°c.
Min 12% - Max 18% Contenido de alcohol etílico en %(v/v) a 15°c Max 0.5
pH 3.5 a 4.0 Conservante (Benzoato de sodio y/o sorbato de potasio). g/100ml Max 0.005%
Acidez titulable (expresada en ac. Cítrico 1g/100ml)
Max 0.6 – Min 0.4 Sabor Similar a la fruta natural
Relación entre salidos solubles/ acidez titulable 30 - 70 Color y olor Semejante al jugo o pulpa recién
obtenidos del fruto.
Sólidos en suspensión en %(V/V) 18 Apariencia. Se admiten trazas de partículas extrañas.
Forma de uso por el consumidor: El producto se consume directamente del embase sin previo proceso.
Características del envase: Envase de vidrio con una capacidad de 400ml. Con taparrosca metálica, con recubrimiento polimerica para evitar el contacto del producto con el metal, con el calor del producto y el enfriado posterior se generara el vacio necesario en el espacio de cabeza.
Plazo máximo para su consumo:Plazo máximo de 10 meses.
Lugar de venta del producto: Súpermercados, tiendas de abarrotes, mercados.
Controles especiales durante el almacenamiento, distribución y punto de venta:
El producto debe ser almacenado en un lugar fresco, limpio y seco; con suficiente ventilación a fin de garantizar la conservación del producto hasta el momento de su venta.
2. Composición del producto.
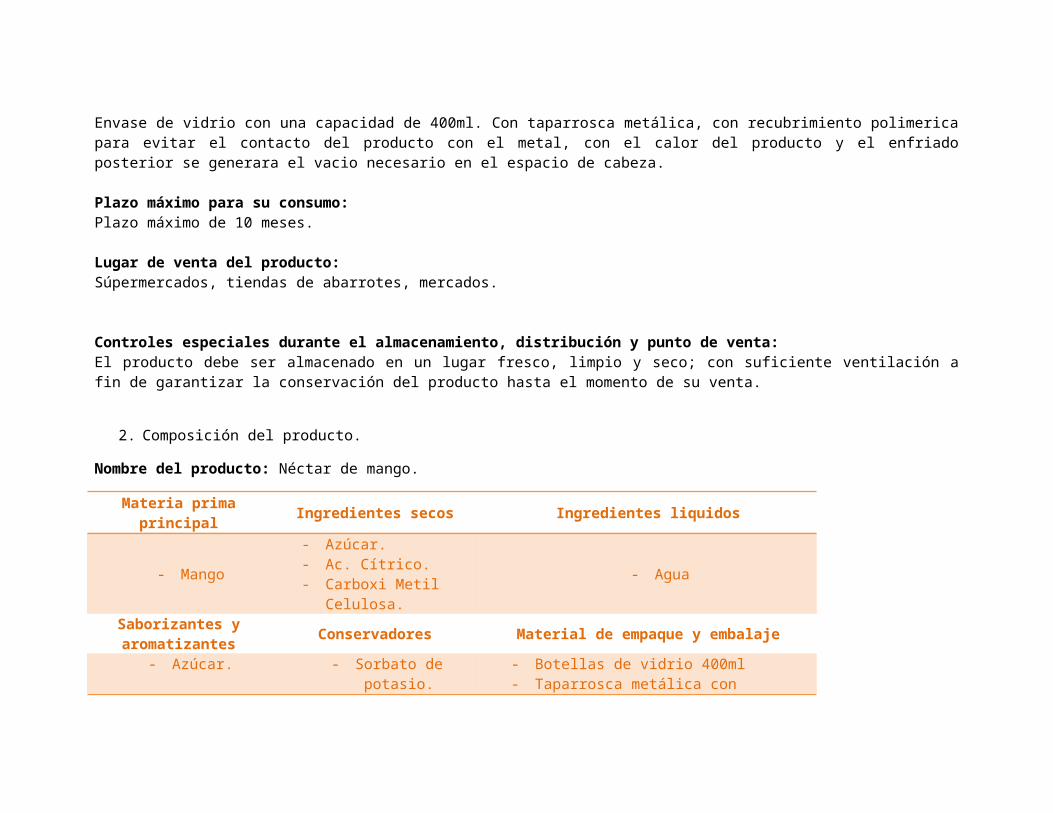
Nombre del producto: Néctar de mango.
Materia prima principal Ingredientes secos Ingredientes liquidos
- Mango- Azúcar.- Ac. Cítrico.- Carboxi Metil Celulosa.
- Agua
Saborizantes y aromatizantes Conservadores Material de empaque y embalaje
- Azúcar.- Sorbato de potasio.
- Benzoato de sodio.
- Botellas de vidrio 400ml- Taparrosca metálica con recubrimiento interior.- Cajas con capacidad de 24 piezas.
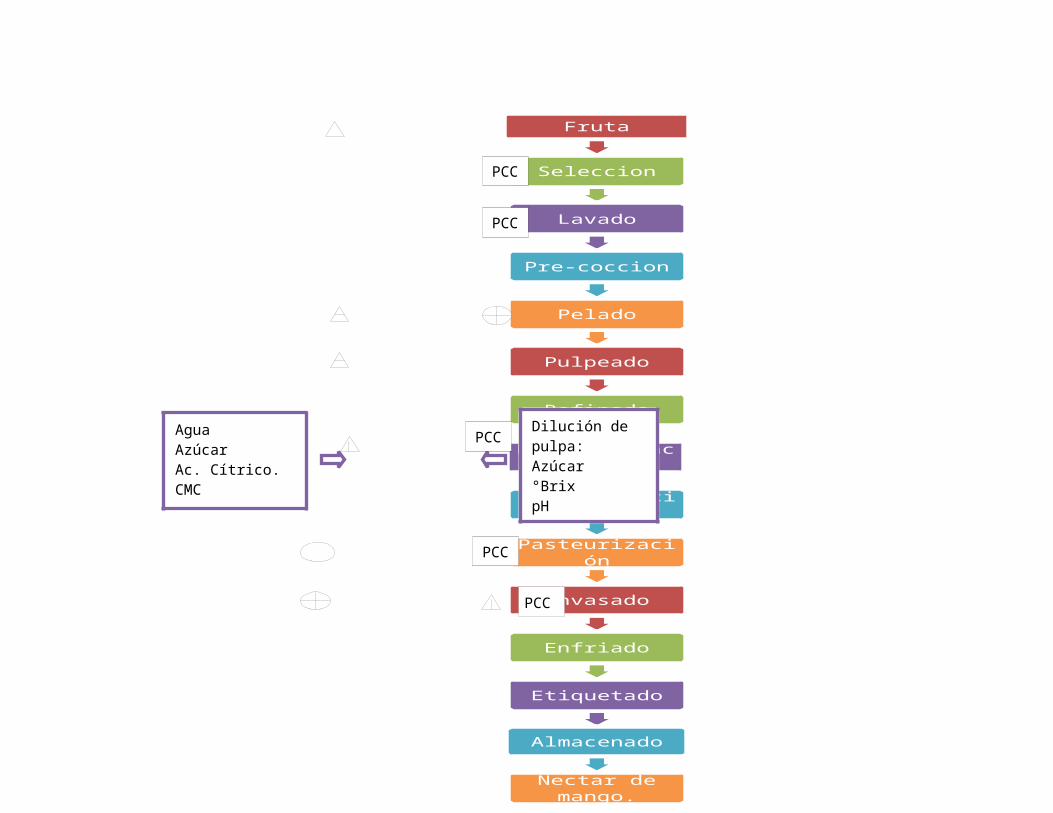
3. Diagrama de bloques del proceso. Producto: Néctar de Mango.
Fruta
Seleccion
Lavado
Pre-coccion
Pelado
Pulpeado
Refinado
Estandarización
Homogenizacion
Pasteurización
Envasado
Enfriado
Etiquetado
Almacenado
Nectar de mango.
Dilución de pulpa:Azúcar°BrixpH% Estabilizante.% Concervante.
AguaAzúcarAc. Cítrico.CMCBenzoato de Sodio.
PCC
PCC
PCC
PCC
PCC
4. Descripción del Proceso.
Pesado: Para poder calcular el rendimiento que se puede obtener de la fruta.
Selección:Se eliminan las frutas magulladas que presenten contaminación por microorganismos.
Lavado:Para eliminar la suciedad o restos de tierra adheridos en la superficie de la fruta, esta operación se hace mediante la aspersión de una solución satirizante, donde se tiene en cuenta la presión, el volumen y la temperatura del agua, la distancia de los rociadores a la fruta la carga del producto y el tiempo de exposición. La exposición de el producto al satirizante (Lejía) no debe ser menor 15min y se debe enjuagar con abundante agua.
Precocción: Esta operación es para ablandar la fruta y facilitar el pulpeado, reducir la carga microbiana en el fruto e inactivar enzimas que producen el posterior pardeamiento de la fruta. Esta se realiza sumergiendo la fruta en agua a temperatura de ebullición por 3.5min.
Pelado: Se puede hacer antes o después de la precoccion, si es antes se realiza rápidamente antes de que el fruto se obscurezca.
Pulpeado: En este proceso se obtiene la pulpa o jugo libre de cascaras y pepas.
Refinado. Este proceso consiste en reducir el tamaño de las partículas de la pulpa, para otorgar una apariencia mas homogénea, es necesario en uso de tamices para el refinado de la pulpa.
Estandarización.En esta operación se realiza la mezcla de todos los ingredientes que constituyen el néctar y conta de estos pasos:
a) Dilución de la pulpa. 1 parte de pulpa y 3 de agua.b) Regulación de dulzor entre 12.5 o 13°Brix.c) Regulación de la acidez. A 3.8 en pH.d) Adición del estabilizado.e) Adición del conservante no mayor a 0.05% del peso del néctar.
Homogenización.
Para uniformizar la mezcla hasta lograr la disolución completa de los ingredientes.
Pasteurización. Para reducir la carga microbiana y asegurar la inocuidad del producto. Y se realiza calentando el néctar hasta ebullición manteniendo la temperatura por 1 a 3min.
Envasado. Se debe hacer cuando el néctar este en una temperatura no menor a 85°c y se llena la botella hasta el tope evitando la formación de espuma.
Enfriado.El producto debe ser enfriado rápidamente para conservar su calidad y asegurar la formación de vacio dento de la botella.
Etiquetado. En la etiqueta se debe incluir toda la información posible sobre el producto.
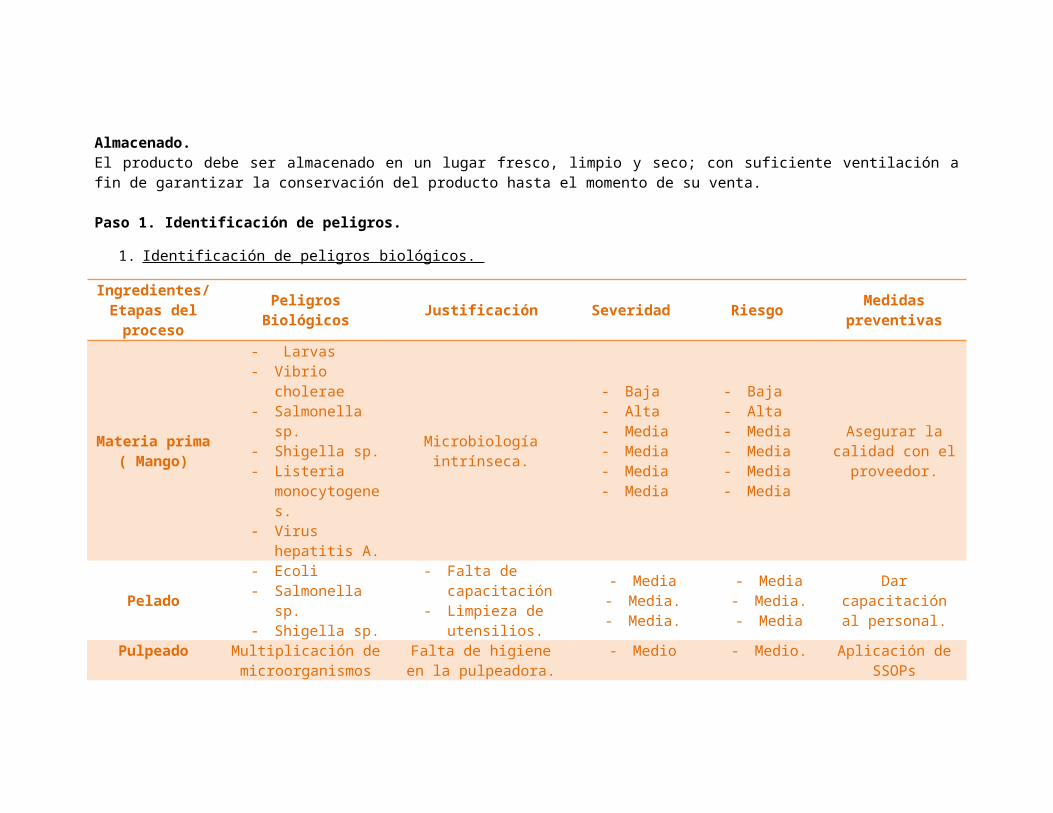
Almacenado.El producto debe ser almacenado en un lugar fresco, limpio y seco; con suficiente ventilación a fin de garantizar la conservación del producto hasta el momento de su venta.
Paso 1. Identificación de peligros.
1. Identificación de peligros biológicos.
Ingredientes/ Etapas del proceso Peligros Biológicos Justificación Severidad Riesgo Medidas preventivas
Materia prima ( Mango)
- Larvas- Vibrio cholerae- Salmonella sp.- Shigella sp.- Listeria
monocytogenes.- Virus hepatitis A.
Microbiología intrínseca.
- Baja- Alta- Media- Media- Media- Media
- Baja- Alta- Media- Media- Media- Media
Asegurar la calidad con el proveedor.
Pelado- Ecoli- Salmonella sp.- Shigella sp.
- Falta de capacitación- Limpieza de
utensilios.
- Media- Media.- Media.
- Media- Media.- Media
Dar capacitación al personal.
Pulpeado Multiplicación de microorganismos patógenos.
Falta de higiene en la pulpeadora. - Medio - Medio. Aplicación de SSOPs
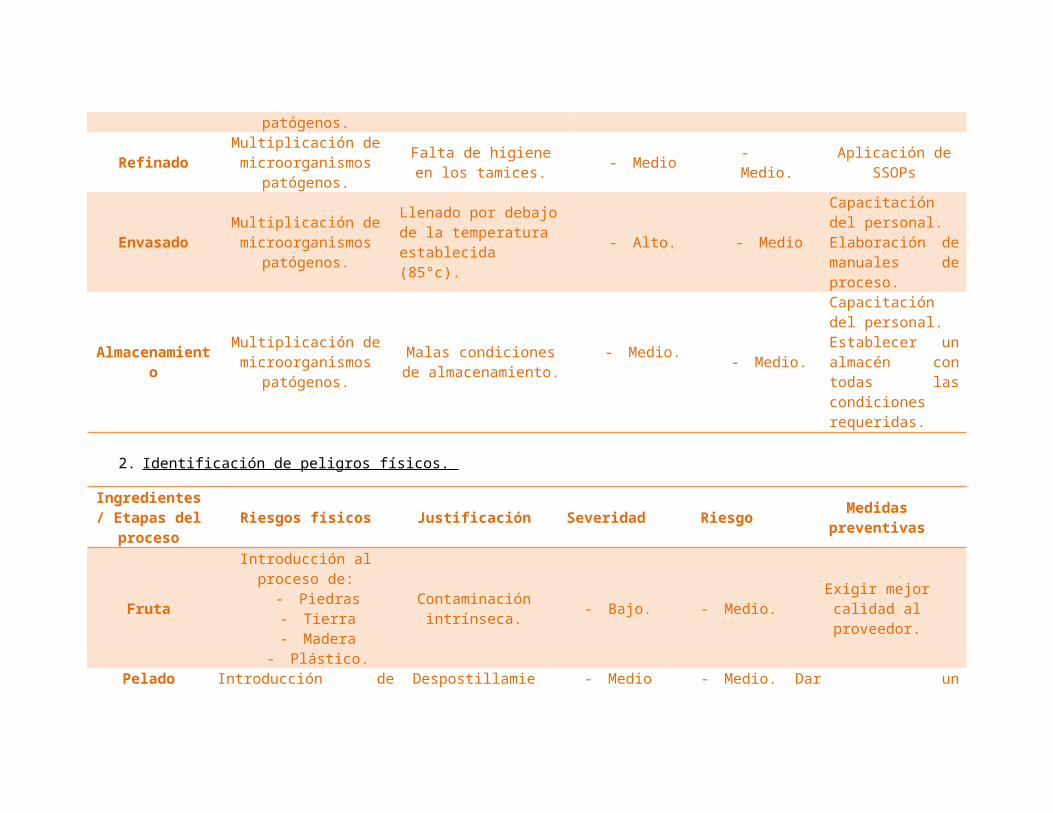
Refinado Multiplicación de Falta de higiene en los - Medio - Medio. Aplicación de SSOPs
microorganismos patógenos. tamices.
Envasado Multiplicación de microorganismos patógenos.
Llenado por debajo de la temperatura establecida (85°c).
- Alto. - Medio
Capacitación del personal.Elaboración de manuales de proceso.
Almacenamiento Multiplicación de microorganismos patógenos.
Malas condiciones de almacenamiento.
- Medio. - Medio.
Capacitación del personal.Establecer un almacén con todas las condiciones requeridas.
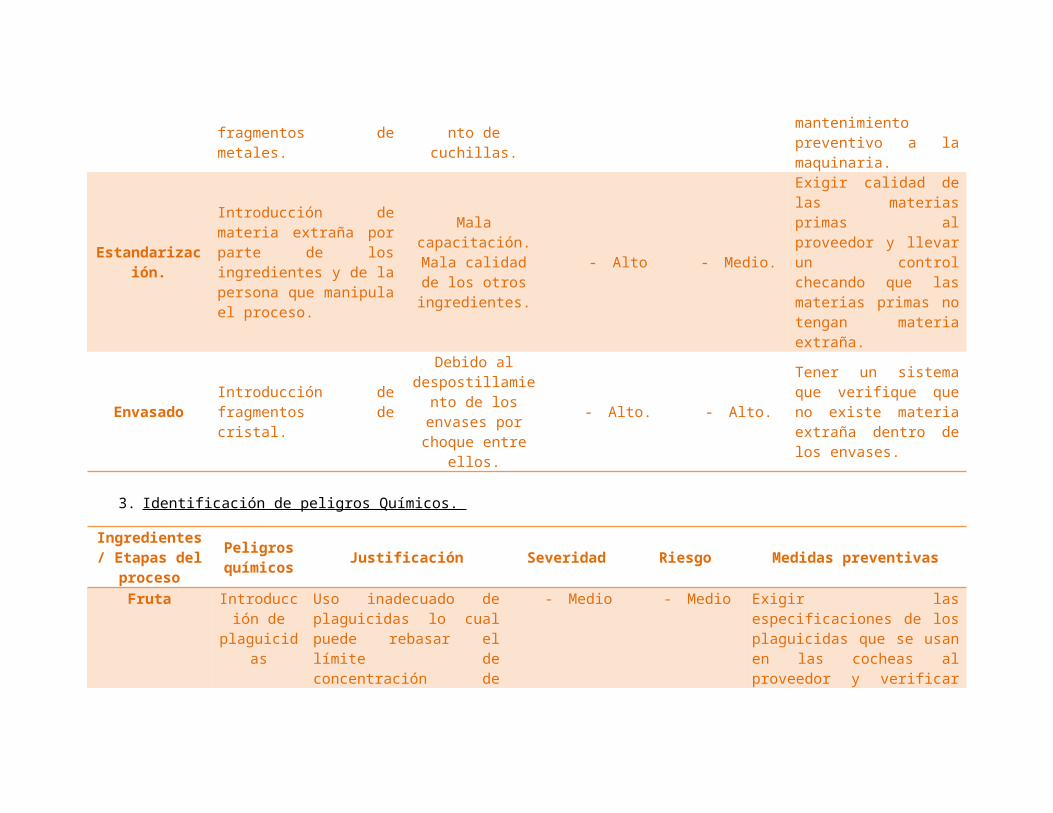
2. Identificación de peligros físicos.
Ingredientes / Etapas del proceso
Riesgos físicos Justificación Severidad Riesgo Medidas preventivas
Fruta
Introducción al proceso de:- Piedras- Tierra
- Madera- Plástico.
Contaminación intrínseca. - Bajo. - Medio. Exigir mejor calidad al
proveedor.
Pelado Introducción de fragmentos de metales.
Despostillamiento de cuchillas. - Medio - Medio. Dar un mantenimiento
preventivo a la maquinaria.
Estandarización.
Introducción de materia extraña por parte de los ingredientes y de la persona que manipula el proceso.
Mala capacitación.Mala calidad de los otros ingredientes.
- Alto - Medio.
Exigir calidad de las materias primas al proveedor y llevar un control checando que las materias primas no tengan materia extraña.
Envasado Introducción de fragmentos de cristal.
Debido al despostillamiento de los
envases por choque entre ellos.
- Alto. - Alto.Tener un sistema que verifique que no existe materia extraña dentro de los envases.
3. Identificación de peligros Químicos.
Ingredientes / Etapas del proceso
Peligros químicos Justificación Severidad Riesgo Medidas preventivas
Fruta Introducción de plaguicidas
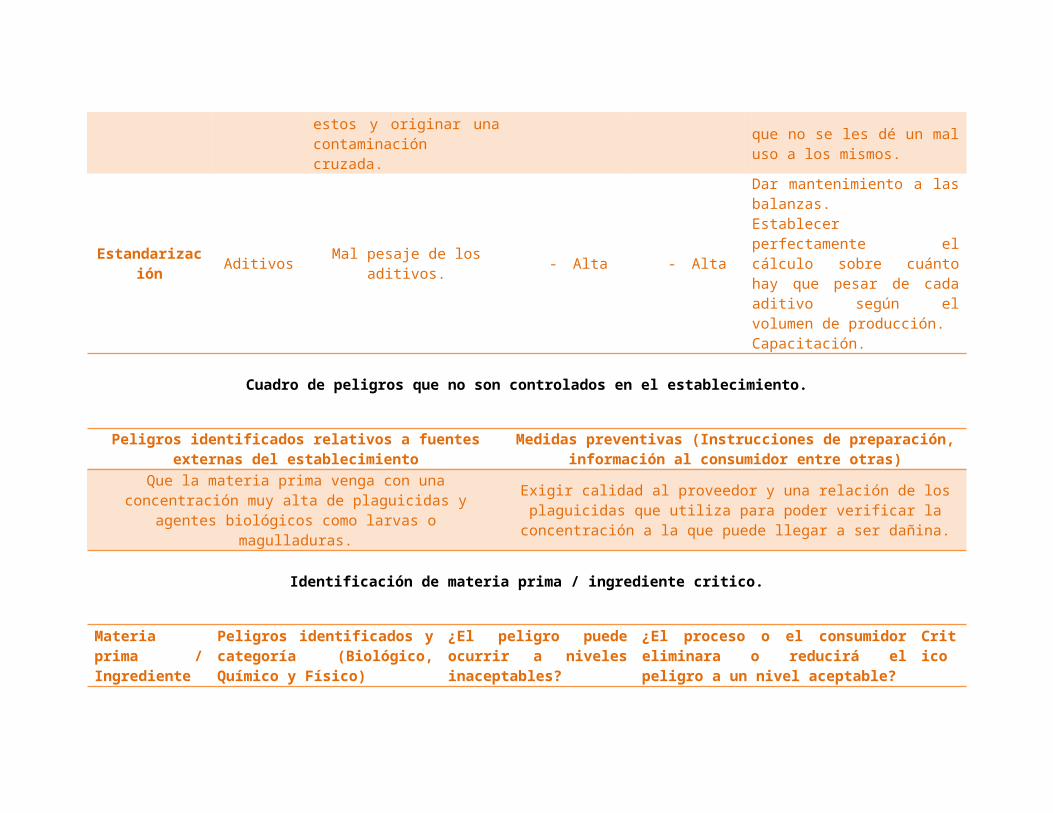
Uso inadecuado de plaguicidas lo cual puede rebasar el límite de concentración de estos y originar una contaminación cruzada.
- Medio - Medio
Exigir las especificaciones de los plaguicidas que se usan en las cocheas al proveedor y verificar que no se les dé un mal uso a los mismos.
Estandarización Aditivos Mal pesaje de los aditivos. - Alta - Alta
Dar mantenimiento a las balanzas.Establecer perfectamente el cálculo sobre cuánto hay que pesar de cada aditivo según el volumen de producción.Capacitación.
Cuadro de peligros que no son controlados en el establecimiento.
Peligros identificados relativos a fuentes externas del establecimiento Medidas preventivas (Instrucciones de preparación, información al consumidor entre otras)
Que la materia prima venga con una concentración muy alta de plaguicidas y agentes biológicos como larvas o magulladuras.
Exigir calidad al proveedor y una relación de los plaguicidas que utiliza para poder verificar la concentración a la que puede llegar a ser dañina.
Identificación de materia prima / ingrediente critico.
Materia prima / Ingrediente
Peligros identificados y categoría (Biológico, Químico y Físico)
¿El peligro puede ocurrir a niveles inaceptables?
¿El proceso o el consumidor eliminara o reducirá el peligro a un nivel aceptable?
Critico
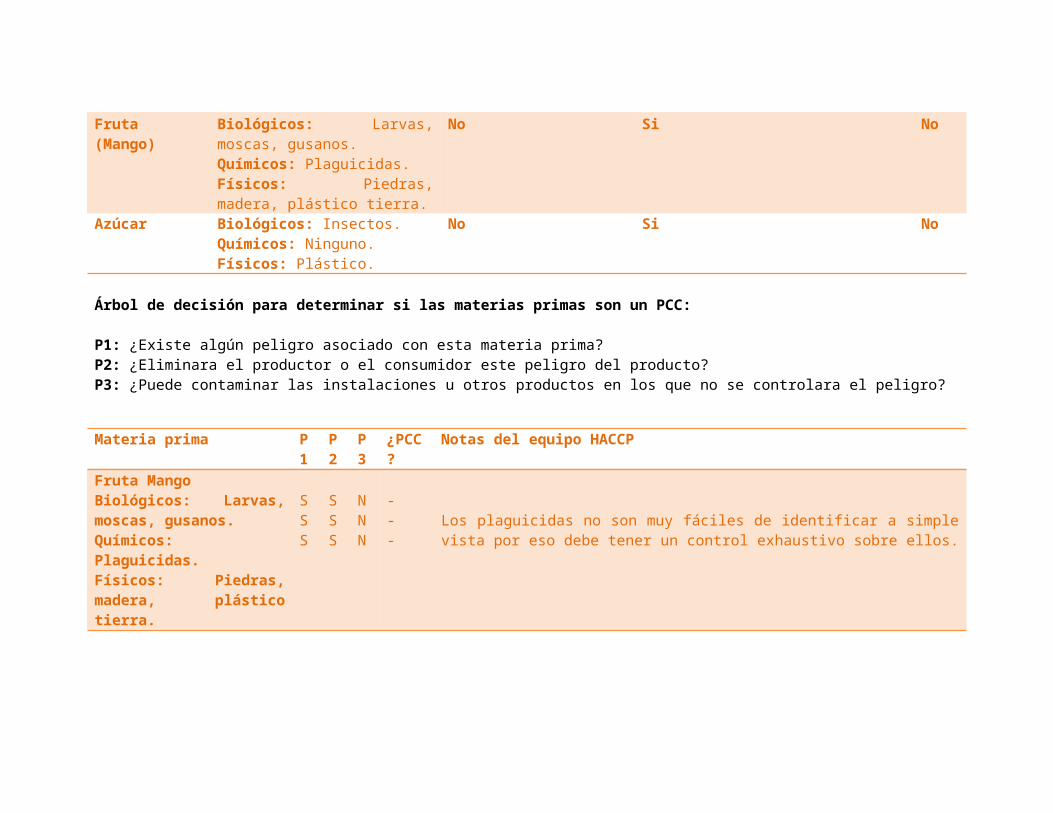
Fruta (Mango) Biológicos: Larvas, moscas, gusanos.Químicos: Plaguicidas.Físicos: Piedras, madera, plástico tierra.
No Si No
Azúcar Biológicos: Insectos.Químicos: Ninguno.Físicos: Plástico.
No Si No
Árbol de decisión para determinar si las materias primas son un PCC:
P1: ¿Existe algún peligro asociado con esta materia prima?P2: ¿Eliminara el productor o el consumidor este peligro del producto?P3: ¿Puede contaminar las instalaciones u otros productos en los que no se controlara el peligro?
Materia prima P1 P2
P3 ¿PCC? Notas del equipo HACCP
Fruta MangoBiológicos: Larvas, moscas, gusanos.Químicos: Plaguicidas.Físicos: Piedras, madera, plástico tierra.
SSS
SSS
NNN
---
Los plaguicidas no son muy fáciles de identificar a simple vista por eso debe tener un control exhaustivo sobre ellos.
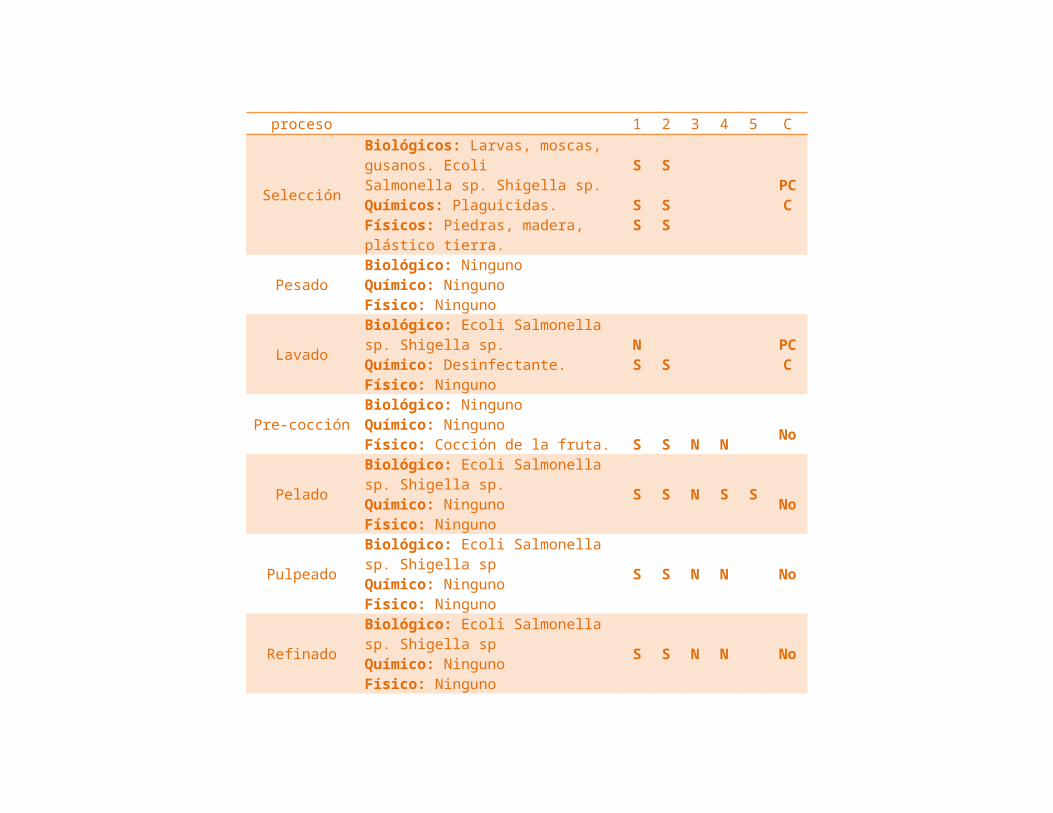
Determinación de los puntos críticos de control.
Árbol de decisiones para pasos:
Etapa del proceso Peligros significativos P1 P2 P3 P4 P5 PCC
Selección
Biológicos: Larvas, moscas, gusanos. EcoliSalmonella sp. Shigella sp.Químicos: Plaguicidas.Físicos: Piedras, madera, plástico tierra.
S
SS
S
SS
PCC
PesadoBiológico: NingunoQuímico: NingunoFísico: Ninguno
LavadoBiológico: Ecoli Salmonella sp. Shigella sp.Químico: Desinfectante.Físico: Ninguno
NS S PCC
Pre-cocciónBiológico: NingunoQuímico: NingunoFísico: Cocción de la fruta. S S N N No
PeladoBiológico: Ecoli Salmonella sp. Shigella sp.Químico: NingunoFísico: Ninguno
S S N S S No
PulpeadoBiológico: Ecoli Salmonella sp. Shigella spQuímico: NingunoFísico: Ninguno
S S N N No
RefinadoBiológico: Ecoli Salmonella sp. Shigella spQuímico: NingunoFísico: Ninguno
S S N N No
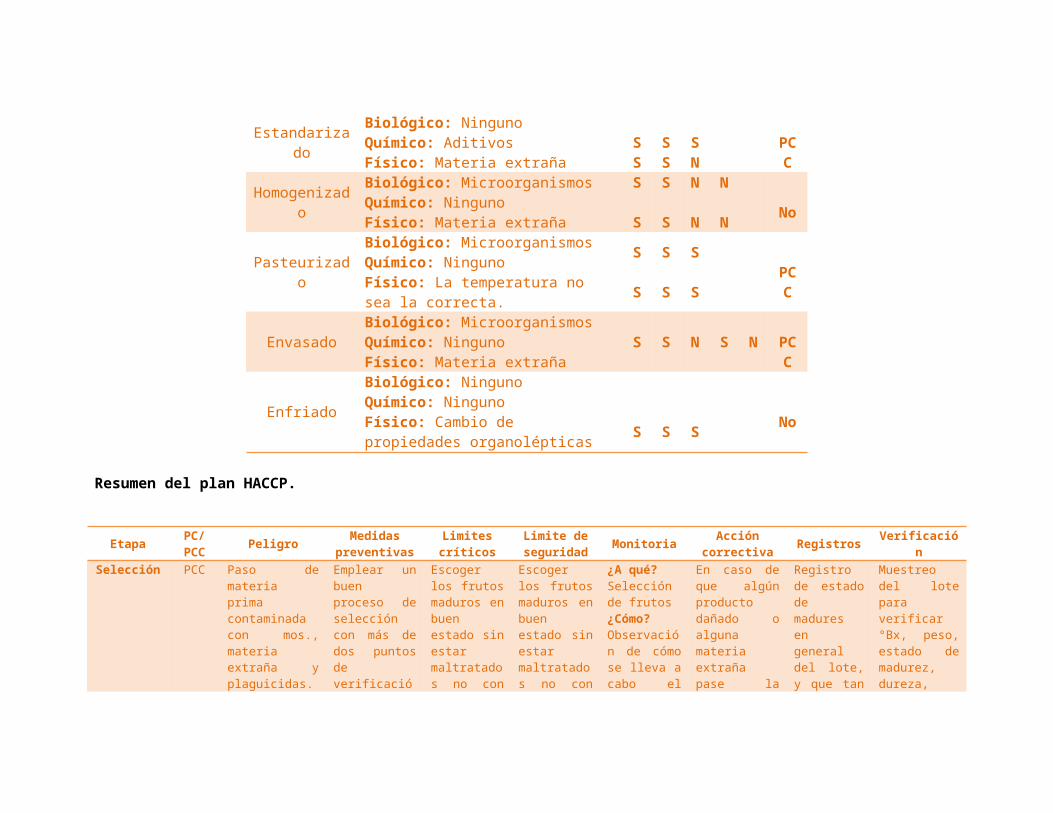
EstandarizadoBiológico: NingunoQuímico: AditivosFísico: Materia extraña
SS
SS
SN PCC
HomogenizadoBiológico: MicroorganismosQuímico: NingunoFísico: Materia extraña
S
S
S
S
N
N
N
N No
PasteurizadoBiológico: MicroorganismosQuímico: NingunoFísico: La temperatura no sea la correcta.
S
S
S
S
S
S PCC
EnvasadoBiológico: MicroorganismosQuímico: NingunoFísico: Materia extraña
S S N S N PCC
EnfriadoBiológico: NingunoQuímico: NingunoFísico: Cambio de propiedades organolépticas S S S No
Resumen del plan HACCP.
Etapa PC/PCC Peligro Medidas preventivas Limites críticos Limite de
seguridad Monitoria Acción correctiva Registros Verificación
Selección PCC
Paso de materia prima contaminada con mos., materia extraña y plaguicidas.
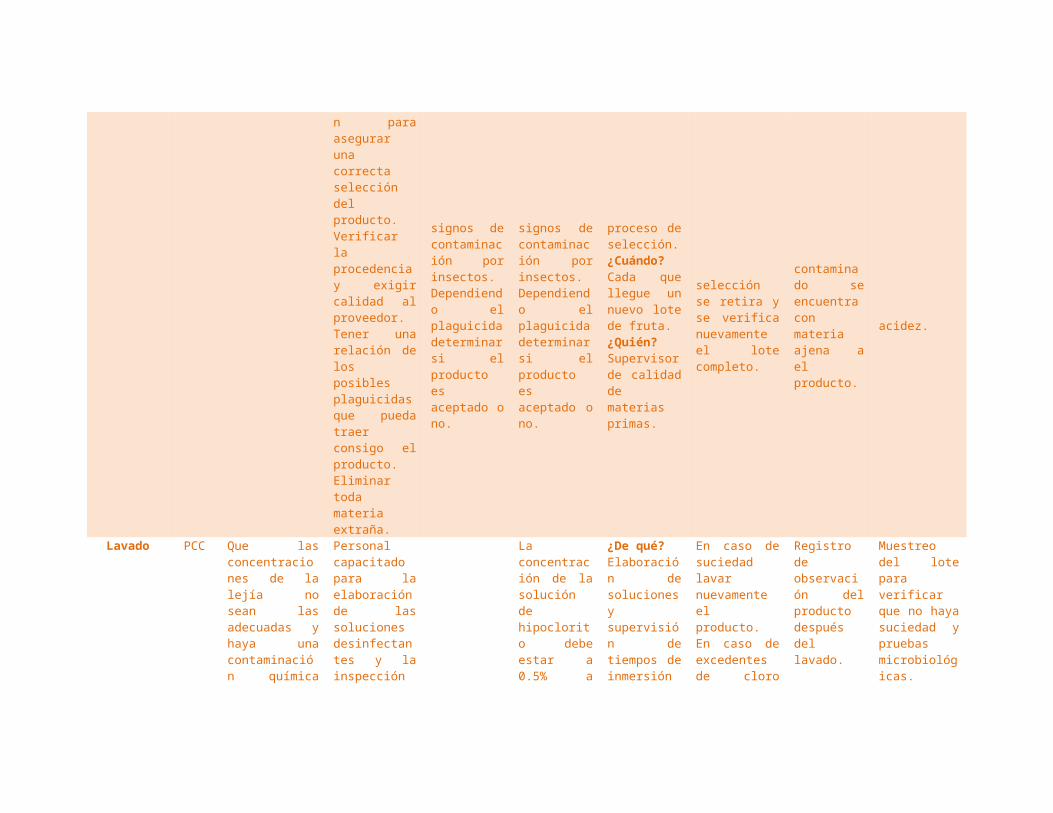
Emplear un buen proceso de selección con más de dos puntos de verificación para asegurar una correcta selección del producto.Verificar la procedencia y exigir calidad al proveedor.Tener una relación de los posibles plaguicidas que pueda traer consigo el producto.Eliminar toda materia extraña.
Escoger los frutos maduros en buen estado sin estar maltratados no con signos de contaminación por insectos.Dependiendo el plaguicida determinar si el producto es aceptado o no.
Escoger los frutos maduros en buen estado sin estar maltratados no con signos de contaminación por insectos.Dependiendo el plaguicida determinar si el producto es aceptado o no.
¿A qué?Selección de frutos¿Cómo?Observación de cómo se lleva a cabo el proceso de selección.¿Cuándo?Cada que llegue un nuevo lote de fruta.¿Quién?Supervisor de calidad de materias primas.
En caso de que algún producto dañado o alguna materia extraña pase la selección se retira y se verifica nuevamente el lote completo.
Registro de estado de madures en general del lote, y que tan contaminado se encuentra con materia ajena a el producto.
Muestreo del lote para verificar °Bx, peso, estado de madurez, dureza, acidez.
Lavado PCC Que las concentraciones de la lejía no sean las adecuadas y haya una contaminación química por la misma o no haya una buena desinfección.
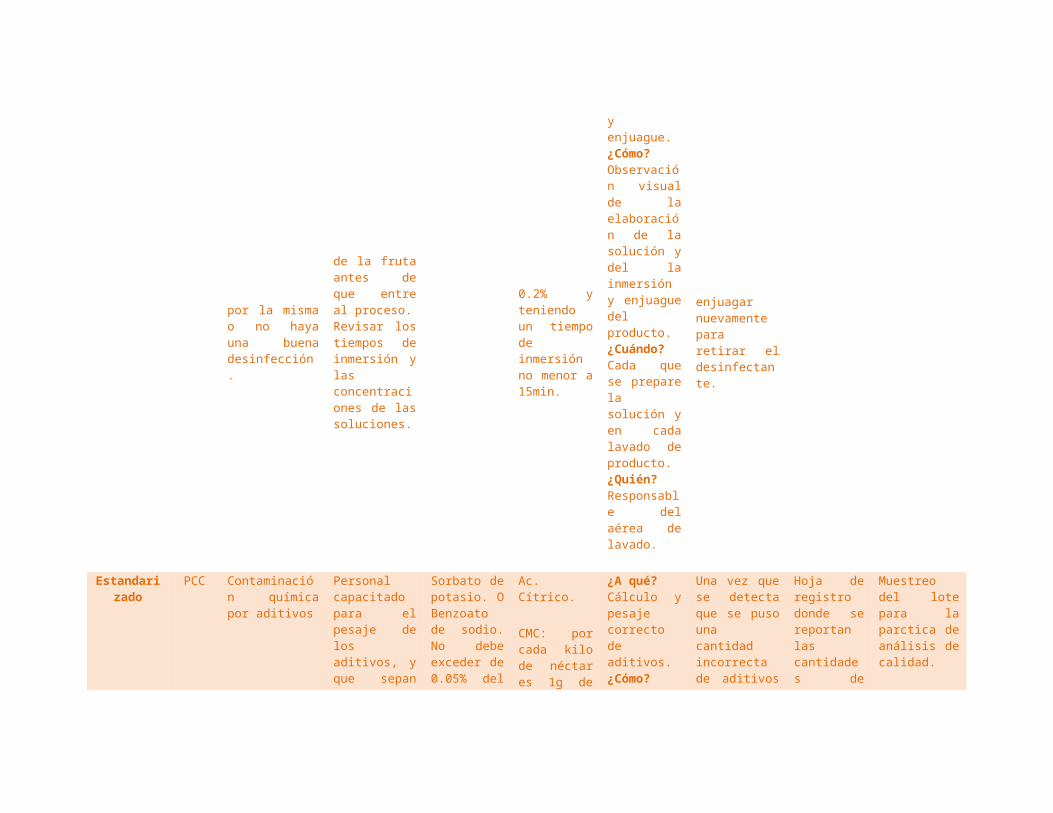
Personal capacitado para la elaboración de las soluciones desinfectantes y la inspección de la fruta antes de que entre al proceso.Revisar los tiempos de inmersión y las concentraciones de las soluciones.
La concentración de la solución de hipoclorito debe estar a 0.5% a 0.2% y teniendo un tiempo de inmersión no menor a 15min.
¿De qué?Elaboración de soluciones y supervisión de tiempos de inmersión y enjuague.¿Cómo?Observación visual de la elaboración de la solución y del la inmersión y enjuague del producto.¿Cuándo?Cada que se prepare la
En caso de suciedad lavar nuevamente el producto.En caso de excedentes de cloro enjuagar nuevamente para retirar el desinfectante.
Registro de observación del producto después del lavado.
Muestreo del lote para verificar que no haya suciedad y pruebas microbiológicas.
solución y en cada lavado de producto.¿Quién?Responsable del aérea de lavado.
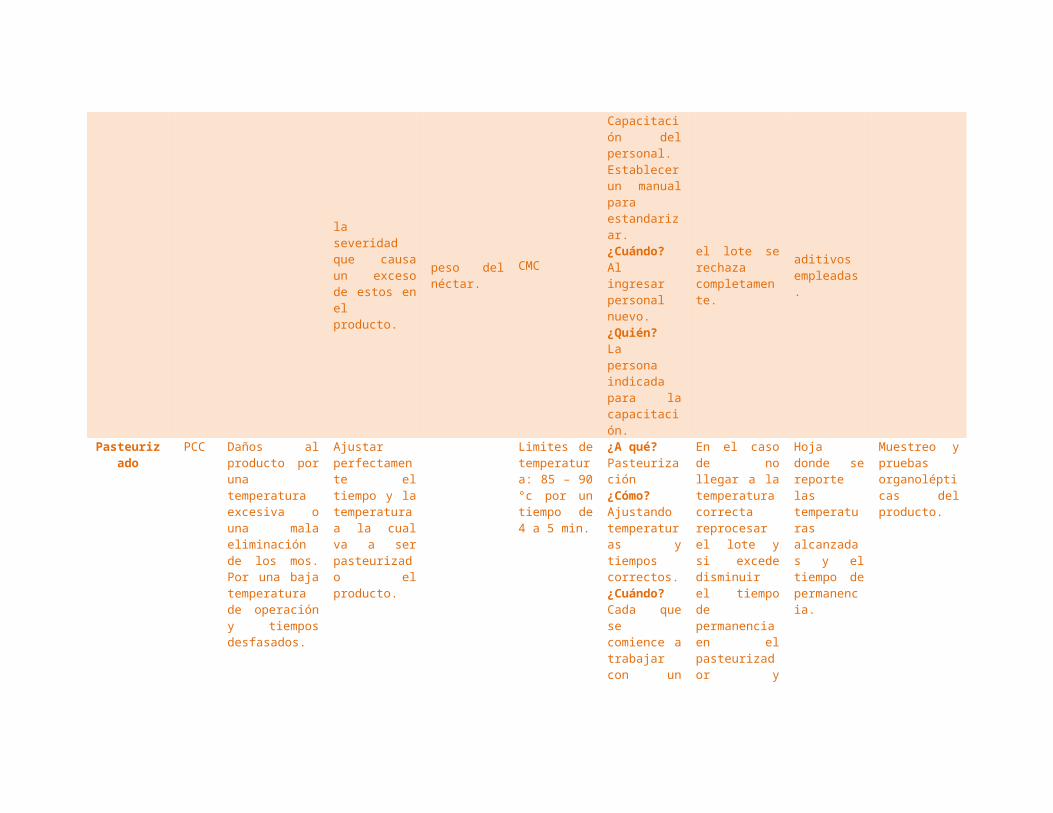
Estandarizado PCC Contaminación
química por aditivos
Personal capacitado para el pesaje de los aditivos, y que sepan la severidad que causa un exceso de estos en el producto.
Sorbato de potasio. O Benzoato de sodio. No debe exceder de 0.05% del peso del néctar.
Ac. Cítrico.
CMC: por cada kilo de néctar es 1g de CMC
¿A qué?Cálculo y pesaje correcto de aditivos.¿Cómo?Capacitación del personal.Establecer un manual para estandarizar.¿Cuándo?Al ingresar personal nuevo.¿Quién?La persona indicada para la capacitación.
Una vez que se detecta que se puso una cantidad incorrecta de aditivos el lote se rechaza completamente.
Hoja de registro donde se reportan las cantidades de aditivos empleadas.
Muestreo del lote para la parctica de análisis de calidad.
Pasteurizado PCC
Daños al producto por una temperatura excesiva o una mala eliminación de los mos. Por una baja temperatura de operación y tiempos desfasados.
Ajustar perfectamente el tiempo y la temperatura a la cual va a ser pasteurizado el producto.
Limites de temperatura: 85 – 90 °c por un tiempo de 4 a 5 min.
¿A qué?Pasteurización¿Cómo?Ajustando temperaturas y tiempos correctos.¿Cuándo?Cada que se comience a trabajar con un lote.¿Quién?Encargado de el área de pasteurización.
En el caso de no llegar a la temperatura correcta reprocesar el lote y si excede disminuir el tiempo de permanencia en el pasteurizador y enfriar a 85°C.
Hoja donde se reporte las temperaturas alcanzadas y el tiempo de permanencia.
Muestreo y pruebas organolépticas del producto.
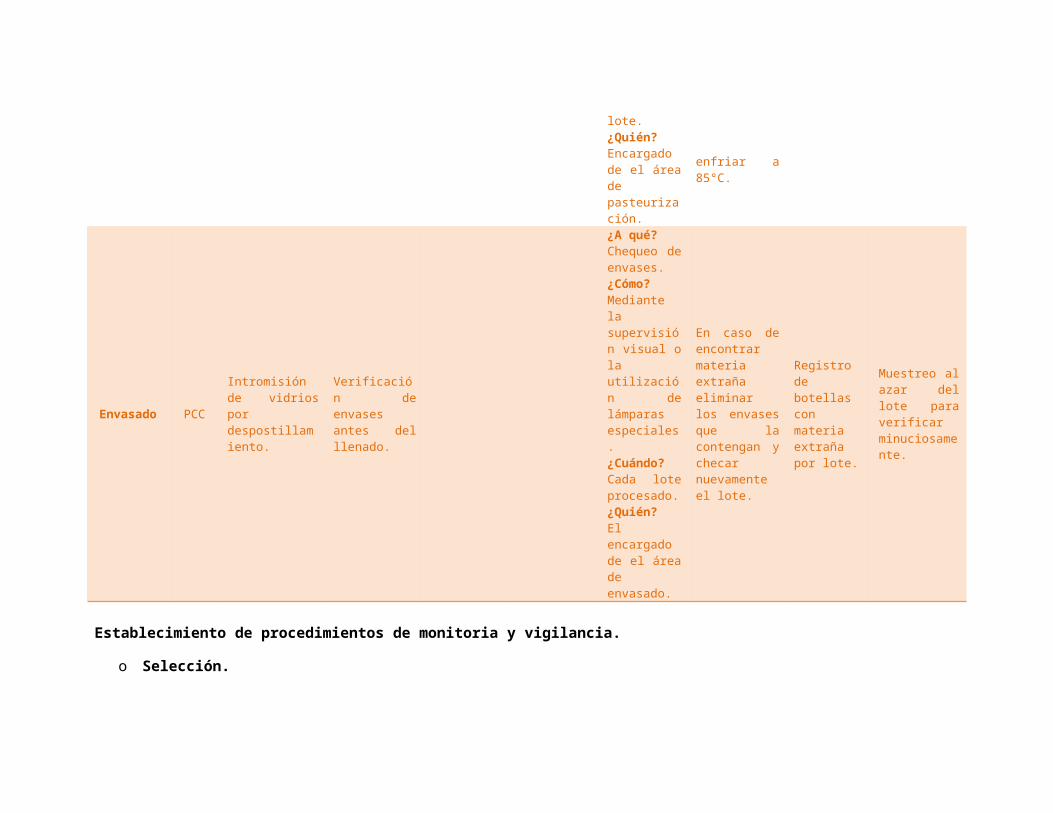
Envasado PCC Intromisión de vidrios por despostillamiento.
Verificación de envases antes del llenado.
¿A qué?Chequeo de envases.¿Cómo?Mediante la
En caso de encontrar materia extraña eliminar los envases que la contengan y
Registro de botellas con materia extraña por lote.
Muestreo al azar del lote para verificar minuciosamente.
supervisión visual o la utilización de lámparas especiales.¿Cuándo?Cada lote procesado.¿Quién?El encargado de el área de envasado.
checar nuevamente el lote.
Establecimiento de procedimientos de monitoria y vigilancia.
o Selección.
En esta etapa se debe implementar un buen sistema de selección de la materia prima, primeramente se debe tomar una muestra representativa del lote para realizarle las pruebas correspondientes como lo son:
Medición de la acides del fruto mediante un potenciómetro. O una titulación para expresar la acides en ac. Cítrico. Observación de la coloración para determinar el grado de madures. Determinación de los ° Brix, con un refractómetro. Determinación de la dureza del fruto con un punzometro. Y hacerle las pruebas organolépticas como, color, color, sabor, textura etc.
Con estas pruebas podemos saber si el mango viene en buenas condiciones para ser procesado o si viene contaminado o fermentado por microorganismos. De la misma forma también nos damos una idea de el numero de ajustes y aditivos que se le agregaran en la estandarización del producto. En caso de que se detecte demasiados defectos en la muestra habrá que regresar el lote al proveedor para que este haga los análisis pertinentes.
o Lavado.
Evaluación de la solución de lavado:
Para evaluar el porcentaje de cloro en la solución y verificar que este dentro de los límites establecidos de 0.2 a 0.5% de hipoclorito de sodio la solución debe evaluarse antes de utilizarse mediante la adición de 5ml de la solución de lavado en 100ml de una solución saturada de acido bórico la cual se titulara con yoduro de potación en una concentración de 39g/L. esta es una técnica segura y rápida para la valoración del porcentaje de hipoclorito, ya que los mililitros gastados de yoduro es directamente proporcional a la concentración en porcentaje de hipoclorito en la solución. También existen kits como los de la marca HACH que pueden evaluar estos parámetros de forma rápida solo que implica el uso de un espectrofotómetro que hace que la técnica sea más cara, con cierto porcentaje de error y la velocidad es prácticamente la misma.

En el caso de la solución de lavado se podría elaborar un grafico de control estableciendo los límites de control que serian los porcentajes máximos y mínimos de la solución y de esta manera verificar que esta se mantenga dentro de los límites, ver si existen tendencias y si estas tendencias se relacionan con ciertas condiciones en común.
Evaluación de la materia prima después del lavado:Una manera de controlar mejor este pcc, es comprar un kit de hisopos para muestreo con los cuales se pueda detectar:
Residuos de tierra mediante la observación del cambio de color del hisopo. Residuos de plaguicidas mediante una prueba ELISA. Detección de exceso de cloro con hisopos especiales que contengan alguna sustancia que contenga un indicador y que al momento de titular con otra
sustancia, mediante colorimetría darse cuenta que de la concentración de cloruros en la fruta. En este caso no tendría sentido manejar pruebas microbiológicas por que la materia prima se someterá a un proceso térmico que eliminara la carga
microbiana.
En caso de que se detectaran muchas irregularidades en la evaluación de la materia prima ya lavada se podría utilizar el diagrama de espina de pescado para detectar que es lo que está fallando y tomar las medidas necesarias para corregir el error.
o Estandarizado.
Primeramente después de que se les dio una capacitación a las personas que realizaran el pesaje de los aditivos se establecerán una serie de pruebas para verificar que se esté haciendo lo correcto.
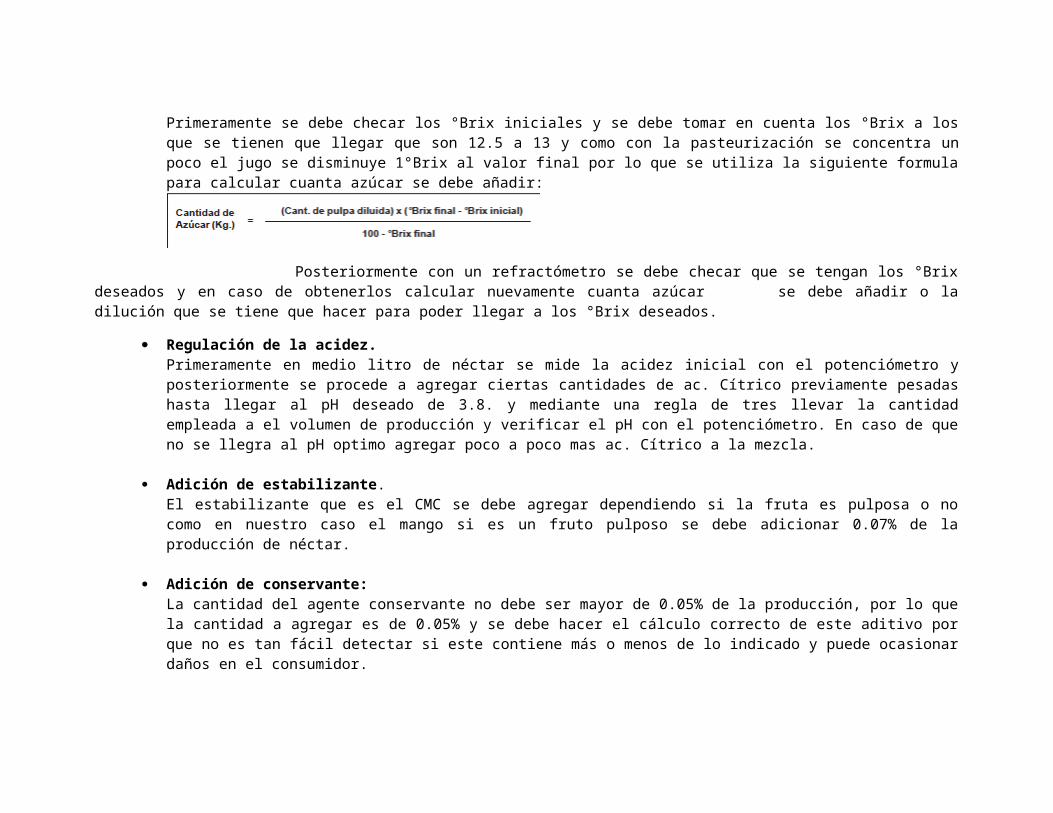
Regulación de el dulzor de el néctar:Primeramente se debe checar los °Brix iniciales y se debe tomar en cuenta los °Brix a los que se tienen que llegar que son 12.5 a 13 y como con la pasteurización se concentra un poco el jugo se disminuye 1°Brix al valor final por lo que se utiliza la siguiente formula para calcular cuanta azúcar se debe añadir:
Posteriormente con un refractómetro se debe checar que se tengan los °Brix deseados y en caso de obtenerlos calcular nuevamente cuanta azúcar se debe añadir o la dilución que se tiene que hacer para poder llegar a los °Brix deseados.
Regulación de la acidez.
Primeramente en medio litro de néctar se mide la acidez inicial con el potenciómetro y posteriormente se procede a agregar ciertas cantidades de ac. Cítrico previamente pesadas hasta llegar al pH deseado de 3.8. y mediante una regla de tres llevar la cantidad empleada a el volumen de producción y verificar el pH con el potenciómetro. En caso de que no se llegra al pH optimo agregar poco a poco mas ac. Cítrico a la mezcla.
Adición de estabilizante. El estabilizante que es el CMC se debe agregar dependiendo si la fruta es pulposa o no como en nuestro caso el mango si es un fruto pulposo se debe adicionar 0.07% de la producción de néctar.
Adición de conservante:La cantidad del agente conservante no debe ser mayor de 0.05% de la producción, por lo que la cantidad a agregar es de 0.05% y se debe hacer el cálculo correcto de este aditivo por que no es tan fácil detectar si este contiene más o menos de lo indicado y puede ocasionar daños en el consumidor.
o Pasteurizado. Primeramente se deben establecer perfectamente las temperaturas de pasteurización y el tiempo e permanencia en esa temperatura para posteriormente tomar una muestra del lote procesado y realizarle los siguientes análisis que arrojan los resultados de manera rápida.
Placas petrifilm Placas Petrifilm3M
Placas que ahorran espacio, disminuyen contaminación cruzada y permiten la enumeración e identificación rápida de microorganismos. Aprobados por AOACExisten Placas para:
Cuenta Total –48h Hongos y Levaduras –3-5 días Coliformes –24h Coliformes y Ecoli –24h(Coliformes), Ecoli 48h Enterobacterias –24h Listeria en ambientes –28h Rápida de Coliformes –24h Coliformes Alta Sensibilidad - Resultados presuntivos en 6h Staphilococus Express –24h Bacterias ácido lácticas - 48h
o Envasado.
En esta etapa se debe asegurar que no existe ninguna materia extraña dentro de los envases y esto se puede verificar empleando la maquinaria siguiente:
Luminómetro ATP3MExcelente para monitoreo de limpieza en envases. Equipo portátil y también existe fijo.Su avanzado sistema identifica ATP sobre superficies. Resultados en 11 segundos. Cuenta con un software para realizar análisis estadísticos y llevar un control Ideal para mantener BMP y HACCP.
Los envases defectuosos debe sacarse inmediatamente del lote para poder mandarlos a la empresa que manofactura los envases y poder reutilizarlos. Cabe mencionar que el envasado no se debe hacer a una temperatura menor a 85°c monitoreando en lapsos cortos de tiempo la temperatura de envasado, para poder asegurar la formación de el vacio dentro del envase además debe tener un espacio de cabeza el cual permita también la formación suficiente de vacío en el envase.
Establecimiento de acciones correctivas.
o Selección.
- Modificaciones en los prerrequisitos para reducir la frecuencia de desviaciones.
1. Exigir una buena calidad en los productos al proveedor. 2. Tener un más de un proceso de selección de los frutos.3. Realizar los análisis correspondientes.
- Acciones correctivas para volver al control el PCC:
1. Regresar el lote completo al proceso de selección. 2. Rotar el personal que está llevando a cabo la selección debido a que pueden estar fatigados.
o Lavado.
- Modificaciones en los prerrequisitos para reducir la frecuencia de desviaciones.
1. Chequeo diario de las concentraciones de las lejías.2. Llevar un registro del personal que hace las lejías.3. Checar antes de procesar el producto los tiempos de permanencia y concentraciones.4. En caso de observar un desperfecto parar el proceso y arreglarlo. 5. Checar que siempre los tanques de las maquinarias estén llenos para que a medio proceso se tenga que parar para recargar.
- Acciones correctivas para volver al control el PCC:
1. Si se detecta parecencia excesiva de microorganismos o de materia extraña volver a reprocesar el lote.2. Si se detecta una concentración excesiva de la lejía en el producto lavado retornar el lote para enjuagarlo nuevamente. 3. También se deben de ajustar los volúmenes de descarga por los aspersores, la presión y la altura junto con el tiempo de lavado.
o Estandarizado.
- Modificaciones en los prerrequisitos para reducir la frecuencia de desviaciones.
1. Checar primeramente las formulas para poder calcular correctamente las cantidades de los aditivos a agregar. 2. Previamente dar una pequeña capacitación a los trabajadores de nuevo ingreso para concientizarlos de que tan peligroso puede ser que lleguen a
pesar mal los aditivos. 3. Darle el mantenimiento preventivo a las balanzas.4. Adecuar perfectamente un área de pesado. 5. Realizar correctamente las mediciones iniciales de las cuales dependen las cantidades de aditivos a adicionar.
- Acciones correctivas para volver al control el PCC:
1. Si los °Brix llegan a rebasar los límites se recurrirá a una dilución para volver a reajustar los °Brix. En caso contrario se realizaran los cálculos nuevamente para adicionar el azúcar pertinente.
2. Si el pH del jugo es menor a 3.8 puede recurrirse a una dilución o a una neutralización si este llega ser mayor a 3.8 se agregara mas ac. Cítrico hasta llegar al pH deseado.
3. En caso de que los conservantes este en exceso el lote se diluye para poder equilibrar la cantidad que se empleo.
4. En el caso de un exceso del estabilizante se diluye el néctar y se reajustan todos los paramentaros anteriores y en el caso de que le falte solo se agrega hasta que se llegue a la consistencia deseada.
o Pasteurizado.
- Modificaciones en los prerrequisitos para reducir la frecuencia de desviaciones.
1. Checar en un manual de proceso antes de procesas las temperaturas y tiempos de proceso.2. Checar en la maquinaria los tiempos y temperaturas entes de procesar. 3. Checar si la consistencia del jugo es la correcta.
- Acciones correctivas para volver al control el PCC:
1. Si el lote tiene presencia de microorganismos se volverá a pasteurizar verificando las condiciones.
o Envasado.
- Modificaciones en los prerrequisitos para reducir la frecuencia de desviaciones.
1. Checar periódicamente la temperatura del néctar durante el proceso del envasado. 2. Checar que los envases no se encuentren despostillados ni con materia extraña dentro.3. Checar que el cierre de las tapas sea hermético para proceder al enfriado.
- Acciones correctivas para volver al control el PCC:
1. En caso de que el néctar no esté a la temperatura correcta volver a calentar para mantenerlo en ella.2. Si el envase ya cerrado con el producto dentro contiene materia extraña dentro se rechazara para confinarlo.3. Si michos ejemplares de la producción están saliendo con defectos se regresara el lote completo para poder checarlo minuciosamente.
Formatos de auditorías.
Lista de auditoría del plan ARICPC.
Fonación de grupos de trabajo ARICPC. Si NoExiste un coordinador.
Existe versátilad .Existe imparcialidad en el equipo.Se consultan fuentes fidedignas de información.Descripción del producto. Se desglosaron todos los ingredientes.Se especifica los envases y el embalaje a usar.Se especifican los rangos de calidad.Se especifica la caducidad.Se especifican las condiciones de almacenamiento.Se especifica donde se puede adquirir el producto.Consumo del producto.Se especifica si debe hacerse una acción previa antes del consumo.La etiqueta menciona todas las especificaciones de interés para el consumidor.Diagrama de flujo del proceso.Indica cuales son las etapas con más riesgo.Indica los PCC.Utiliza la simbología propuesta.Es representativo del proceso.Análisis de peligros (PRINCIPIO 1)Fueron identificados los tres tipos de peligros para cada etapa.Puntos críticos de control (PRINCIPIO 2)Se utilizo un árbol de decisión tanto para materias primas como para los pasos del proceso.Se respondieron objetivamente las preguntas del árbol de decisión.Limites críticos (PRINCIPIO 3)Se verificaron en fuentes de información los límites críticos de los procesos.En el caso de los aditivos se investigaron los daños que el exceso de estos puede causar.Procedimientos de monitoria (PRINCIPIO 4)De establecieron procedentitos de monitoria para cada paso.Estos contienen las técnicas a usar para llevar a cabo la monitoria.Las técnicas proceden de normas establecidas.Acciones correctivas (PRINCIPIO 5)Se definieron acciones correctivas para reducir la frecuencia de errores
Se definieron las acciones para cuando el PCC se saliera de control.Procedimientos de verificación (PRINCIPIO 6)Existen formatos para evaluar al equipo ARICPC.Las auditorias se llevan a cabo a menudo. Las auditorias se realizan por gente externa al equipo ARICPC.Mantenimiento de registros (PRINCIPIO 7)Se llevan a cabo los registros diariamente.Existen registros para cada PCC.Se analizan diariamente para verificar que el proceso funcione adecuadamente.
o Evaluación del plan ARICPC.
Registros Bien Regular
Malo
Registros actualizadosExiste coherencia en ellos Existe información que respalde los registrosLa frecuencia de evaluación de los registros es
Procedimientos Bien Regular
Malo
Frecuencia de revisión y ajuste Información que respalde los procedimientos Las acciones correctivas encaminan nuevamente el procesoLas acciones correctivas se siguen según el programa aprobadoModificaciones al programa
Experimentación antes de realizar modificaciones al proceso
o Control de prácticas de fabricación.
Control de peso de ingredientes
Bien Regular
Malo
AzúcarAc. Cítrico.Sorbato de potasioBenzoato de sodioMango
Hojas de registro.
Registro de vigilancia del PCC No. 1(Seleccion).
Registro:_________________________
Fecha:___________________________
Lote:___________________________
Supervisor de control de calidad:___________________________________________________
Responsable:____________________________________________________________________
Tamaño del lote:___________________________
Tamaño de la muestra del lote:___________________________
Fecha de revisión del formato___________________________
Análisis aplicados ResultadosGrado de madurez (comparación colorimétrica)
°BrixpHAcidez (ac. Cítrico)DurezaDefectos
Registro de vigilancia del PCC No. 2(Lavado).
Registro:_________________________
Fecha:___________________________
Lote:___________________________
Supervisor de control de calidad:___________________________________________________
Responsable:____________________________________________________________________
Fecha de revisión del formato___________________________
Acotaciones DatosPeso de la materia prima (Kg)Concentración de la solución de lavado (%)Fecha de elaboración de la solución de lavadoTiempo de aspersión (min)Tiempo de enjuague (min)
Registro de vigilancia del PCC No. 3(Estandarizado).
Fecha:___________________________
Lote:___________________________
Supervisor de control de calidad:___________________________________________________
Responsable:____________________________________________________________________
Tamaño del lote:___________________________
Tamaño de la muestra del lote:___________________________
Fecha de revisión del formato___________________________
Dilución de la pulpa:
Hora °Brixiniciales °Bx - 1 Kg de azúcar adicionados
°Bxfinales.
Regulación de la acidez.
Hora pHinicial g. de ac. Cítrico agregados Volumen del lote pHfinal
Adición del estabilizante.
Hora % de CMC
g. de CMC agregados Volumen del lote Consistencia final.
Adición del conservante.
Hora % de conservante g. de conservante agregados Volumen del lote
Registro de vigilancia del PCC No. 4 (Pasteurizado).
Fecha:___________________________
Lote:___________________________
Supervisor de control de calidad:___________________________________________________
Responsable:____________________________________________________________________
Tamaño del lote:___________________________
Tamaño de la muestra del lote:___________________________
Fecha de revisión del formato___________________________
Condiciones Medición ObservacionesTemperatura (°c)Tiempo de pasteurización (min)MesófilosColiformesHongos y levaduras
Registro de vigilancia del PCC No. 5 (Envasado).
Fecha:___________________________
Lote:___________________________
Supervisor de control de calidad:___________________________________________________
Responsable:____________________________________________________________________
Tamaño del lote:___________________________
Tamaño de la muestra del lote:___________________________
Fecha de revisión del formato___________________________
Horainicial Temperatura (°c) Observaciones Envases defectuosos Horafinal Presentación (ml)
Bibliografía.
http://bibliotecadigital.conevyt.org.mx/colecciones/consumir_bien/conserva/nectar_frutas.htm Mortimore Sara. HACCP Enfoque practico. Ed. ACRIBIA, S.A. España. 2001. Coronado Myriam. Elaboración de néctar. Centro de investigación, educación y desarrollo. Perú. 2001. Hernández José Luis. Guía de análisis de riesgos, identificación y control de puntos críticos. Secretaria de salud. México DF. 2000.

















