El Proyecto Matriz 98 Origen Abiotico Del Petroleo. Argumentos
Upload
alejandro-javier-yefi-nunezCategory
view
69download
5
Universidad Austral de ChileFacultad de Ciencias de la IngenierıaPrograma de Formacion de PregradoModulo de Estatica DMIL-133
Diseno Estanque de Petroleo 15000lt
y estructura soportante
Integrantes Profesores
Anibal Aguilera Sr. Roberto Cardenas
Manuel Araya Sr. Hector Noriega
Jose Soto Sr. Rolando Rıos
Felipe Vera
Valdivia, 17 de julio de 2012

Resumen Ejecutivo
En la localidad de Corral se ha construido un recinto medico para dar mejor acceso a la salud publica y
disminuir la dependencia de Valdivia. La calefaccion y suministro de agua caliente al interior de este nuevo
y moderno recinto Hospitalario es un factor fundamental para la grata estadıa de los pacientes. Esta funcion
es de la caldera a petroleo que posee el Hospital. Para alimentar esta caldera, nuestro equipo de trabajo ha
disenado un Estanque de Combustible de 15.000 litros y su Estructura Soportante para que el nuevo Hospital
de Corral cuente con un suministro continuo y garantizado de combustible para la Caldera, ası podra distri-
buir calefaccion constante y permanente para todo el recinto asistencial.
El equipo de trabajo de este proyecto, diseno un Estanque y su Estructura Soportante, realizando un
trabajo cauto y detallado de las necesidades del cliente, respetando todas las condiciones de seguridad y
ambientales impuestas por la Superintendencia de Electricidad y Combustibles (SEC). Basado en la Norma
[UL-142] Para la construccion de Estanques de Acero sobre superficie para lıquidos combustibles e inflamables.
El proyecto se pudo llevar a cabo ya que el equipo de trabajo contaba con los conocimientos y herramientas
necesarias como lo es el Software Creo Element Pro, en el cual se sometio el estanque a diversas presiones
internas para garantizar un producto exitoso y de calidad.
El resultado final del trabajo en equipo, tuvo como producto un Estanque solido, firme y funcional, el
cual cumple con todos los requerimientos de los consumidores.
Nuestro producto tiene una vida util estimada de 10 anos, garantizando que dentro de ese plazo no exis-
tira problema alguno relacionado con la contaminacion, fugas de petroleo, corrosion entre otros factores que
pueden poner en peligro la vida humana al interior del hospital y el medio ambiente.
ii


Indice
Resumen Ejecutivo I
Indice IV
Indice de Figuras VII
Indice de Tablas IX
1. Problema de Diseno y Objetivos 1
1.1. Definicion del Problema . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
1.2. Antecedentes Generales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
1.3. Antecedentes Hospital de Corral . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
1.4. Objetivo General . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
1.5. Objetivos Especıficos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2. Detalles del Diseno 3
2.1. Descubrimiento y Eleccion del Proyecto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
3. Planificacion 5
4. Definicion del Producto 7
4.1. Identificacion de los consumidores . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
4.2. Requerimientos de los consumidores . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
4.3. Importancia de los requerimientos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
4.4. Identificar y Evaluar la Competencia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
4.5. Generar especificaciones de Ingenierıa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
4.6. Relacion entre requerimientos y especificaciones . . . . . . . . . . . . . . . . . . . . . . . . . . 10
4.7. Objetivos e importancia de las especificaciones . . . . . . . . . . . . . . . . . . . . . . . . . . 10
4.8. Relacion entre especificaciones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
5. Diseno Conceptual 13
5.1. Ingenierıa Inversa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
5.2. Descomposicion Funcional . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
5.3. Metodo Morfologico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
5.4. Evaluacion de Conceptos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
5.5. Descripcion del Concepto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
iv

6. Desarrollo del Producto 20
6.1. Condiciones Dimensionales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
6.2. Dimensiones del Estanque . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
6.3. Presion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
6.3.1. Presion de Diseno . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
6.4. Material . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
6.4.1. Diseno Experimental . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
6.5. Factor de Seguridad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
6.5.1. Esfuerzo de Trabajo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
6.6. Soldadura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
6.6.1. Soldadura al Arco . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
6.6.2. Tipo de Soldadura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
6.6.3. Tipo de Union . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
6.6.4. Prueba de las Uniones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
6.6.5. Eficiencia de la soldadura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
6.7. Calculo de Espesores . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
6.7.1. Espesor del Cuerpo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
6.7.2. Espesor de Cabezales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
6.8. Estructura Soportante . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
6.9. Analisis Elementos Finitos I . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
6.9.1. Resultados Analisis Elementos Finitos I . . . . . . . . . . . . . . . . . . . . . . . . . . 38
6.10. Fuerzas sobre las Silletas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
6.11. Esfuerzos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44
6.11.1. Esfuerzos Maximos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
6.12. Agujero de Inspeccion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
6.13. Orejas de Izaje . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
6.14. Conexiones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49
6.15. Recubrimiento del Estanque . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
6.16. Analisis Elementos Finitos II . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51
6.16.1. Analisis Silletas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51
6.16.2. Analisis Orejas Izaje . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53
6.16.3. Analisis Estanque . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
6.17. Lista de Materiales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58
7. Soporte 59
7.1. Certificacion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59
7.1.1. Presion de Prueba . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59
7.2. Pretil de Contencion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
7.3. Medicion de Nivel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
7.4. Identificacion del Estanque . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
7.5. Fallas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63
7.6. Fin de Servicio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63
v

7.7. Consideraciones de Seguridad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
7.8. Consideraciones Eticas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
7.9. Costo de Materiales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
7.10. Reconocimientos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66
8. Conclusion 67
Bibliografıa 68
Anexo 1 70
Anexo 2 86
Determinacion Costo Soldadura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 86
vi

Indice de Figuras
1. Fases del Proceso de Diseno . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2. Proceso State-Gate . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
3. Proceso State-Gate Proyecto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
4. QFD Estanque de Petroleo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
5. Estanque Edificio Eduardo Gonzalez Villa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
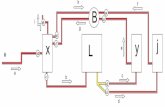
6. Diagrama de flujo del funcionamiento del estanque de Petroleo y Estructura Soportante . . . 15
7. Estanques y estructuras soportantes generadas a partir del Metodo de Morfologıa. . . . . . . 16
8. Conceptos desarrollados para el Metodo Morfologico . . . . . . . . . . . . . . . . . . . . . . . 17
9. Matriz de Pugh’s . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
10. Concepto escogido para continuar con su desarrollo . . . . . . . . . . . . . . . . . . . . . . . . 19
11. Esbozo del estanque de petroleo (medidas interiores) . . . . . . . . . . . . . . . . . . . . . . . 22
12. Grafico de Pareto del Analisis Factorial . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
13. Superficie de respuesta Analisis Factorial . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
14. Tipos de Soldaduras . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
15. Tipos de Uniones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
16. Esquema Silletas Estanque de Petroleo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
17. Distribucion de Presion para analisis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
18. Restricciones del Estanque para analisis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
19. Configuracion del analisis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
20. Resultados del analisis en el Estanque 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
21. Resultados del analisis en el Estanque 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
22. Resultados del analisis en el Estanque 3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
23. Idealizacion del Estanque . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
24. Diagrama de Cuerpo libre Estanque Idealizado . . . . . . . . . . . . . . . . . . . . . . . . . . 42
25. Masa estanque de Petroleo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
26. Boceto Agujero de Inspeccion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
27. Masa Estanque Petroleo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
28. Esbozo Orejas de Izaje . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
vii

29. Coplas Utilizadas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
30. Area placa superior Silletas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51
31. Configuracion Analisis Creo Silletas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
32. Resultados Analisis Silletas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
33. Restriccion y Fuerzas Analisis Oreja . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53
34. Resultados Analisis Orejas de Izaje . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
35. Restriccion y Fuerzas Analisis Izaje Estanque . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
36. Resultados Analisis Izaje Estanque . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
37. Resultados Analisis Izaje Estanque II . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
38. Distribucion de Presion Y Restricciones Analisis II . . . . . . . . . . . . . . . . . . . . . . . . 56
39. Resultados Analisis Presion de Trabajo Estanque . . . . . . . . . . . . . . . . . . . . . . . . . 56
40. Concentracion de Esfuerzos Presion de Trabajo . . . . . . . . . . . . . . . . . . . . . . . . . . 57
41. Resultados Analisis Presion de Prueba Estanque . . . . . . . . . . . . . . . . . . . . . . . . . 60
42. Identificacion Estanque de Petroleo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
43. Codigo Identificacion Petroleo NFPA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
44. Seleccion de Conceptos por medio del metodo Morfologico . . . . . . . . . . . . . . . . . . . . 85
viii

Indice de Tablas
1. Aceros seleccionados que cumplen la normativa UL-142 . . . . . . . . . . . . . . . . . . . . . 23
2. Valores obtenidos del software CREO para utilizar en el diseno . . . . . . . . . . . . . . . . . 24
3. Analisis de Varianza para el desplazamiento de una plancha de Acero . . . . . . . . . . . . . . 25
4. Propiedades Mecanicas Acero AS37-24ES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
5. Dimensiones Mınimas de las Silletas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
6. Dimensiones de las Silletas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
7. Conceptos de Estanques Analizados mediante Creo . . . . . . . . . . . . . . . . . . . . . . . . 36
8. Resultados Analisis Elementos Finitos I . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
9. Tabla Resumen Esfuerzos Estanque . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
10. Dimensiones Agujero de Inspeccion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
11. Dimensiones Orejas de Izaje . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
12. Resultados Analisis Elementos Finitos Silleta . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
13. Resultados Analisis Elementos Finitos Oreja Izaje . . . . . . . . . . . . . . . . . . . . . . . . 53
14. Resultados Analisis Elementos Finitos Izaje Estanque . . . . . . . . . . . . . . . . . . . . . . 54
15. Resultados Analisis Elementos Finitos Presion Trabajo . . . . . . . . . . . . . . . . . . . . . . 56
16. Lista de Materiales Estanque Petroleo 15000lt y Estructura Soportante . . . . . . . . . . . . 58
17. Resultados Analisis Elementos Finitos Presion Prueba . . . . . . . . . . . . . . . . . . . . . . 59
18. Volumen Petroleo Contenido . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
19. Cotizacion de Materiales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
20. Propuesta del Estanque de Petroleo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70
21. Analisis FODA Estanque de Petroleo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
22. Analisis PRO-CON Estanque de Petroleo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72
23. Analisis PRO-CON Final Estanque de Petroleo . . . . . . . . . . . . . . . . . . . . . . . . . . 73
24. Identificacion de Tareas I . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
25. Identificacion de Tareas II . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75
26. Identificacion de Tareas III . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 76
27. Carta Gantt Planificacion del Proceso de Diseno . . . . . . . . . . . . . . . . . . . . . . . . . 77
28. Continuacion Carta Gantt Planificacion del Proceso de Diseno . . . . . . . . . . . . . . . . . 78
ix

29. Cuestionario Requerimientos de los Consumidores . . . . . . . . . . . . . . . . . . . . . . . . 79
30. Continuacion Cuestionario Requerimientos de los Consumidores . . . . . . . . . . . . . . . . . 80
31. Carta Gantt Actualizada Planificacion del Proceso de Diseno . . . . . . . . . . . . . . . . . . 81
32. Continuacion Carta Gantt Actualizada Planificacion del Proceso de Diseno . . . . . . . . . . 82
33. Ingenierıa inversa Estanque Edificio Eduardo Gonzalez Villa. . . . . . . . . . . . . . . . . . . 83
34. Continuacion Ingenierıa inversa Estanque Edificio Eduardo Gonzalez Villa. . . . . . . . . . . 84
35. Peso Material Depositado de acuerdo al tipo de Soldadura . . . . . . . . . . . . . . . . . . . . 86
36. Propiedades Electrodo INDURA 6010 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 87
37. Eficiencia de Soldadura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 88
38. Valores Constantes K . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89
39. Valores Constantes K . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 90
x

1
Problema de Diseno y Objetivos
1.1. Definicion del Problema
El nuevo Hospital de Corral tiene la necesidad de contar con un sistema de calefaccion y distribucion de
agua caliente permanente debido a su funcionamiento continuo, es por esto que se requiere un suministro
constante y garantizado de combustible hacia la caldera.
1.2. Antecedentes Generales
Antecedentes del Titular
Titular: Hospital Base Valdivia
RUT: 61.607.502-0
Domicilio: Avda. Simpson # 850
Fono: 063-263300
Antecedentes del Representante Legal
Titular: Sr. Juan Rodrıguez
RUT: 8.417.958-2
Domicilio: Edificio Prales, Oficina #307
Fono: 063-220847
1.3. Antecedentes Hospital de Corral
El Hospital de Corral, corresponde a un establecimiento asistencial tipo cuatro construido en 1994, de-
pendiente del Servicio de Salud Valdivia. Debido a la necesidad de la comunidad se decide construir un nuevo
recinto hospitalario de alta complejidad para ası disminuir la dependencia del hospital base de Valdivia. Es
por ello que el ano 2010 se da inicio a la obra del nuevo recinto asistencial.
Este recinto se ubica en un terreno de 8400m2 ubicado en el borde costero del sector San Carlos, distante
a 3, 6km del hospital actual. La superficie construida alcanzara los 4800m2, donde 2788m2 estaran destinados
Exclusivamente a labores relacionadas con la salud.
La obra requirio una inversion cercana a los siete mil millones de pesos y es ejecutada por la empresa
constructora Ingetal S.A1 , a la fecha presenta un avance cercano al 72 %, por lo que se estima el termino de
la construccion en Agosto del 2012.
1

1.4. Objetivo General
Disenar un estanque de petroleo de 15000lt junto a su estructura soportante, cumpliendo los reque-
rimientos del consumidor, ademas respetando las condiciones de seguridad y ambientales impuestas por la
Superintendencia de Electricidad y Combustible.
1.5. Objetivos Especıficos
• Generacion de Planos del estanque utilizando las normas disponibles para facilitar su construccion.
• Disenar un estanque de combustible de 15.000 que en caso de cualquier deficiencia tenga una rapida y
facil reparacion.
• Generar recomendaciones de uso para establecer condiciones mınimas de uso del estanque.
• Cumplir con el DS-9096, el cual tiene como requisito utilizar practicas reconocidas de ingenierıa como
la norma (UL142), ademas del Protocolo de Certificacion, resguardando la seguridad del usuario en su
entorno de trabajo.
• Evaluar la Factibilidad y operacion de un Estanque de combustible y su estructura soportante desde el
punto de vista tecnico y ambiental.
◦ Se deben establecer las necesidades para el desarrollo del proceso de diseno.
◦ Desarrollar las competencias necesarias para solucionar el problema de forma autonoma y eficiente.
◦ Aplicar las seis fases del proceso de diseno propuestas en el texto guıa [Ullman D., p.82].
◦ Identificar los requerimientos de los clientes y transformalos en especificaciones tecnicas.
◦ Utilizar los conocimientos proporcionados por las asignaturas del V semestre (Estatica y Mecanica de
Solidos, Elementos Finitos, Electrotecnia Y Maquinas Electricas, Diseno y Analisis de Experimentos)
en el desarrollo del producto.
◦ Generar un producto de calidad, que satisfaga las necesidades del cliente y cumpla con las exigencias
ambientales y de seguridad.
2

2
Detalles del Diseno
Con el paso de los anos, la experiencia de diversas companıas han dejado en evidencia la importancia del
proceso de diseno en el desarrollo de un nuevo producto. Si bien, el costo de la etapa de diseno de un producto
es pequeno en comparacion a las otras etapas de desarrollo [Ullman D., p.6], cumple un papel fundamental
en el costo de su manufactura. Ademas, la calidad del proceso de diseno esta presente durante toda la vida
del producto.
Independiente si se trabaja sobre un nuevo producto o el rediseno de un producto existente, existen seis
fases de diseno [Ullman D., p.82] que ayudan a generar un proceso de diseno eficiente y de calidad.
Figura 1: Fases del Proceso de Diseno , Fuente: [Ullman, D.]
Una definicion de estos pasos es:
Generar una planificacion del proceso de diseno, esta planificacion consiste en la asignacion de recursos
y tiempo disponible para cada una de las tareas a realizar.
Identificar los requerimientos de los clientes, transformar los requerimientos en especificaciones tecnicas
y establecer la importancia de cada uno de ellos.
Basandose en las especificaciones tecnicas establecidas por los clientes, generar y evaluar diferentes
conceptos para obtener un producto de mejor calidad.
Desarrollar un modelo virtual del producto escogido, este modelo sera utilizado para efectuar diferentes
analisis y tomar decisiones que garanticen su correcto funcionamiento.
Generar la documentacion necesaria para la manufactura del producto disenado y entregar condiciones
de uso que garanticen el funcionamiento del producto hasta el retiro de este.
3

2.1. Descubrimiento y Eleccion del Proyecto
La primera fase del proceso de diseno es descubrir el producto, una forma de realizar esta accion, es
utilizando la plantilla proporcionada por David Ullman (Anexo 1, Tabla 20), esta plantilla permite presentar
y organizar la informacion relevante del proyecto, como:
Transfondo del Producto
Mercado del Producto
Competencia
Capacidad de Manufactura
Una vez conocido el proyecto, se presenta la parte mas difıcil de esta etapa: Determinar si el proyecto
sera abordado o sera desechado.
Para evaluar la factibilidad de desarrollar este proyecto se comenzo realizando un analisis SWOT [Ullman
D., p.101], este metodo de analisis agrupa y contrasta en una tabla las Fortalezas y Debilidades del proyecto,
ademas incorpora las Oportunidades y Amenazas que se puedan generar durante el proceso de diseno.
Luego de desarrollar este analisis (Anexo 1, Tabla 21) el equipo de diseno, considerando los resultados
obtenido en el analisis SWOT, decidio abordar este proyecto.
Con el objetivo de profundizar el analisis SWOT, se llevo a cabo el analisis PRO-CON [Ullman D., p.102].
Este analisis consiste en contrastar en una tabla las Ventajas(PRO) y Desventajas(CON). Una vez identifica-
das las ventajas y desventajas (Anexo 1, Tabla 22), se procede a estimar la importancia de cada una de ellas
mediante un valor. El paso final de este metodo es la eliminacion de estas por medio del nivel de importancia
otorgado por el equipo de diseno.
El resultado del analisis PRO-CON (Anexo 1, Tabla 23) , arrojo que este proyecto presenta un mayor
numero de ventajas que desventajas, por lo cual el equipo de diseno tomo la decision de continuar con el
proceso de diseno del Estanque de Petroleo y su estructura soportante.
Luego de tomar la decision de abordar el proyecto, se realizo una visita a la oficina del Jefe de Proyecto,
Sr. Juan Rodrıguez, con el objetivo de recopilar informacion que permita llevar a cabo las otras fases y etapas
del proceso de diseno.
4

3
Planificacion
El objetivo de la planificacion del proyecto, es formalizar el proceso para que el producto sea desarrollado
a tiempo y de una manera rentable [Ullman D., p.111].
El primer paso para desarrollar una planificacion exitosa, es determinar el tipo de planificacion a utilizar.
En el texto guıa se presentan dos tipos de planificaciones [Ullman D., p.113], ambas se basan en las seis fases
del proceso de diseno diseno ( Figura 1), estos tipos de planificacion son:
Plan Cascada: Tal como su nombre lo indica, en este plan se desarrollan de manera secuencial las seis
fases del proceso diseno. Al finalizar cada fase, se debe decidir si la fase se encuentra completamente
desarrollada para avanzar a la siguiente fase o volver a trabajar sobre la misma ( Figura 2).
Plan Espiral: Consiste en la generacion rapida de un prototipo, utilizando las fases del proceso diseno,
una vez que el producto sale al mercado se analiza su funcionalidad y las opiniones de los consumidores,
generando un nuevo proceso de diseno con el objetivo de corregir fallas y agregar nuevas funcionalidades.
Este proceso se repite hasta alcanzar el diseno final.
Figura 2: Proceso State-Gate , Fuente: [Ullman, D.]
El equipo de trabajo decidio utilizar el Plan Cascada para trabajar en el proyecto. Esta decision se tomo
en base que se tiene una fecha de termino establecida para el proyecto. Ademas, el libro guıaUllman D. basa su
contendido en este tipo de planificacion, presentando informacion detallada de como abordar cada fase del
proceso de diseno.
5

Una vez determinado el tipo de planificacion ( Figura 3), se comenzo a elaborar una lista con las tareas
que se desarrollaran en el transcurso del proceso de diseno, para organizar estas tareas se empleo la plantilla
proporcionada por el texto guıa ( Anexo 1, Tabla 24-25-26).
Figura 3: Proceso State-Gate Fases de Diseno
El objetivo de esta plantilla es concentrar informacion respecto a cada tarea, como: Objetivos, Entregas,
Decisiones, Costos, Duracion, etc.
Luego de identificar las tareas se procedio a realizar una Carta Gantt(Anexo 1, Tabla 27-28) , esta carta
permite identificar y gestionar de una forma mas eficiente el tiempo disponible para la elaboracion del pro-
yecto.
Una vez realizada y analizada la Carta Gantt, se decidio continuar con la siguiente fase del proceso de
diseno. Durante la etapa de decision surgio la inquietud de que al tratarse del primer trabajo de diseno del
equipo, pueden surgir cambios en la planificacion del proceso, lo que involucrara modificar la Carta Gantt,
por lo cual se decidio evaluar la planificacion al finalizar cada fase del proceso de diseno.
6

4
Definicion del Producto
Comprender el problema de diseno es fundamental para disenar productos de calidad [Ullman D., p.143],
es por esto que se pondra especial enfasis en la definicion del producto.
Para esto se utilizaran los ocho pasos propuestos en el texto guıa [Ullman D., p.143] para identificar
distintos parametros, que luego seran evaluados mediante una QFD (Quality Function Deployment) con el
objetivo de generar un conjunto de especificaciones que permitan el desarrollo de un producto con calidad.
A medida que los pasos de esta seccion sean explicados, de manera paralela se completara la matriz QFD.
4.1. Identificacion de los consumidores
Muchas veces los compradores de los productos no seran los consumidores [Ullman D., p.143], de esto se
deriva la importancia de determinar los consumidores que estaran relacionados durante la vida del producto.
Para este proyecto se identificaron 4 consumidores.
Mandante o Jefe de Proyecto: Es el encargado de administrar los proyectos al interior de la empresa,
tiene una relacion directa con la aprobacion o rechazo del producto disenado.
Mantencion: Su labor es mantener las condiciones optimas del estanque realizando mantenciones
rutinarias. Al igual que los operarios, pueden requerir partes o componentes especıficos para facilitar
su labor.
Prevencion de Riesgos: Sus requerimientos se enfocan en la prevencion y manejo de accidentes que
tengan relacion con el estanque y su contenido, ademas entregara informacion respecto a eventuales
requerimientos ambientales.
Operario: El es encargado en terreno de verificar el nivel de combustible y el correcto abastecimiento
de la caldera.
Debido a que el Hospital no se encuentra operativo, no es posible ubicar Operarios, Mantencion o Pre-
vencionista. Por esto el Sr. Juan Rodrıguez aparte de su rol de jefe de proyecto, cumplira los roles de
Mantencion y Prevencion, mientras que el rol de Operario lo realizara el Sr. Luis Gomez, Jefe de Opera-
ciones UACh Valdivia.
7

4.2. Requerimientos de los consumidores
La clave de la QFD es recolectar informacion desde los consumidores para transformarlos en especifica-
ciones tecnicas que permitan desarrollar un producto de calidad [Ullman D., p.143].
Para determinar los requerimientos de los consumidores se utilizaron dos metodos de recoleccion de infor-
macion:
Observacion: El objetivo de este metodo es observar las condiciones de entorno del estanque, esto
permitira comprender de una mejor forma los requerimientos de los consumidores.
Encuestas: El metodo de observacion permite generar preguntas relativas al diseno del estanque, es
por esto que se realizan entrevistas a los consumidores, esta entrevista (Anexo 1, Tablas 29 - 30) contiene
preguntas relacionadas con las actividades que cumple cada consumidor en la vida del producto.
Luego de realizar la entrevista a los consumidores, se establecieron los siguientes requisitos:
◦ Se debe adaptar a la habitacion donde sera instalado.
◦ Boquillas que se ajusten al sistema.
◦ Prevencion de derrames.
◦ Que sea de tipo cilındrico horizontal.
◦ Que este certificado.
◦ Facilidad para determinar el nivel de petroleo.
◦ Estructura soportante acorde al estanque.
◦ Durabilidad.
◦ Se requiere un filtro de petroleo al interior del estanque.
◦ Que cumpla las consideraciones de seguridad y ambientales especificadas por las entidades fiscalizadoras
correspondientes.
4.3. Importancia de los requerimientos
Para establecer los niveles de importancia de los requerimientos para el cliente, se utilizo el Metodo de
la suma fija . Este metodo consiste en determinar el grado de importancia de cada especificacion mediante
la asignacion de valores, donde mientras mayor sea el valor asignado, mayor sera el nivel de importancia. El
consumidor debe asignar un total de 100 puntos entre todos los requerimientos. Al ver los resultados de este
paso, se puede observar los tres requerimientos principales de los consumidores:
I. (35 %) Que el estanque este certificado.
II. (16 %) Durabilidad del estanque.
III. (16 %) Prevencion en derrame.
8

4.4. Identificar y Evaluar la Competencia
Este paso tiene como objetivo establecer como el consumidor percibe la habilidad de la competencia para
satisfacer cada uno de los requerimientos [Ullman D., p.157].
La competencia a evaluar sera el estanque disenado y construido por la empresa Ingetal S.A.
La evaluacion de la competencia se realiza mediante la asignacion de valores entre 1-5 para cada especifi-
cacion.
4.5. Generar especificaciones de Ingenierıa
Una vez determinadas los requerimientos de los consumidores, se procede a generar especificaciones de
Ingenierıa. Estas especificaciones permiten transformar los requerimientos de los clientes en parametros que
pueden ser medidos y presentan valores objetivos [Ullman D., p.158].
Al transformar los requerimientos de los clientes (ver pag. 8), se generaron las siguientes especificaciones
de ingenierıa.
◦ Capacidad del estanque.
◦ Capacidad pretil de contencion.
◦ Carga a soportar por la estructura.
◦ Diametros Canerıas Salida, Retorno y Abastecimiento.
◦ Diametro Canerıa de Venteo.
◦ Presion Maxima ejercida por el petroleo.
◦ Espacio Disponible.
◦ Garantıa.
◦ Espesor Material.
◦ Peso soportado por la estructura.
Se debe destacar, que al tratarse de un estanque de almacenamiento de combustible, la mayorıa de los
requerimientos de los clientes, se encuentran regulados por las instituciones correspondientes.
9

4.6. Relacion entre requerimientos y especificaciones
El objetivo de este paso, es establecer una relacion entre los requerimientos de los clientes y las especifi-
caciones de Ingenierıa [Ullman D., p.163].
Cada requerimiento del cliente, debe presentar a lo menos una relacion fuerte. Estas relaciones permiten
generar especificaciones de ingenierıa de una manera eficiente, y nos asegura que cada una de las especifica-
ciones sea abordada de buena forma.
4.7. Objetivos e importancia de las especificaciones
En este paso se estableceran los objetivos y la importancia de cumplir cada una de las especificaciones de
ingenierıa [Ullman D., p.164]. Este paso se divide en tres partes.
Determinar la importancia de las especificaciones: Este punto determina el nivel de esfuerzo
que se debe realizar para cumplir cada una de las especificaciones de ingenierıa.
Las cuatro especificaciones donde se deben concentrar los esfuerzos del equipo de diseno son:
I. (19 %) Espesor de Material.
II. (17 %) Presion Maxima ejercida por el Petroleo.
III. (13 %) Capacidad de contencion ante un derrame de petroleo (pretil de contencion).
IV. (12 %) Diametro Canerıa Venteo.
Medir como la competencia cumple cada una de las especificaciones: El objetivo es determinar
como la competencia cumple cada una de las especificaciones de ingenierıa, este paso permite generar
una base para establecer objetivos.
La mayorıa de las especificaciones de ingenierıa se encuentran acotadas por normas y reglamentos de
las instituciones correspondientes.
Generar objetivos para el producto a disenar: Consiste en generar valores objetivos de forma
temprana para cada una de las especificaciones, estos valores reflejan como el equipo de diseno pretende
cumplir cada una de las especificaciones.
Los valores objetivos propuestos por el equipo de trabajo no presentan una diferencia significativa en
comparacion a los valores obtenidos de la competencia, esto se debe a que estos valores se encuentran
especificados por el cliente y/o regulados por las instituciones correspondientes [DS-160, ].
10

4.8. Relacion entre especificaciones
El paso final de la QFD es establecer relaciones entre cada una de las especificaciones de ingenierıa. El
texto guıa recomienda establecer estas relaciones al comenzar el proceso de diseno, con el objetivo de reali-
zar el proceso de diseno considerando las restricciones y ventajas que presentan las especificaciones entre ellas.
Al termino de esta fase, la utilizacion de la matriz QFD cumplio un papel fundamental en la visualizacion
de la importancia relativa de cada uno de los requerimientos y a su vez, generar un conjunto de especifica-
ciones tecnicas que permitan dar una solucion a los requerimientos.
Finalmente se tomo la decision de continuar con el proceso de diseno, pasando al siguiente paso, Diseno
Conceptual (Generacion de conceptos). Dentro de este paso se concentraran los esfuerzos del equipo en dar
solucion a los requerimientos mediante los resultados de la QFD.
Ademas, se sufrio el primer retraso en el proceso de diseno, lo que derivo en no respetar la planificacion
del proyecto establecida en la fase anterior. Por lo tanto, una vez presentado este avance, se deberan reasignar
los tiempos para cada una de las etapas restantes (Anexo 1, Tabla 31).
11

QFD: House of QualityProject: Estanque de Petroleo 15000lt y Estructura Soportante
2 3 4 5
−
118 9
+−
−
12
Correlaciones
Positiva +Negativa −
Sin Correlacion
Direction of Improvement
Relaciones
Fuerte ●Moderada ○
Debil ▽
▲◇▼
Maximizar
Objetivo
Minimizar
Columna # 1 1076
++
Unidades
Esp
ecifi
caci
on
es d
e In
gen
ieri
a
L
uis
Gó
mez
Requerimientos de Consumidores
1 || 9% 10 7 9 5 1
2 ||| 16% 10 21 9 4 2
3 | 6% 5 7 9 2 3
4 | 5% 2 7 3 5 4
5 |||| 16% 18 14 9 5 5
6 |||||||| 35% 40 29 9 5 6
7 ||| 6% 5 7 9 5 7
8 |||| 9% 10 7 9 3 8
Lt mmmmm3mmkgmmmm
● ○ ●
Paañosmm
●
▽○
63
1700
0
● ○
Competencia
1500
0
1725
0
19,0
5
10
○
2 3 4 5
▼ ▲11
◇8 9
○
○ ●
12
●
◇
Dia
met
ro tu
beria
llen
ado
esta
nque
Esp
acio
Dis
poni
ble
Dia
met
ro a
guje
ro m
edic
ion
de N
ivel
●
Car
ga a
sop
orta
r po
r la
est
ruct
ura
Diá
met
ro T
uber
ía R
etor
no
●▽ ○
▽ ○
Objetivo
1500
0
6894
50,8 6
12,7
1700
0
12,7
6894
50,8
Prevención de Derrame
Información nivel de petróleo por varilla
Que este certificado
▽
Que se adapte a la habitación
Durabilidad
●
●
Boquillas que se ajusten al sistema
Estanque de tipo cilíndrico horizontal ○
●
Estructura Soportante ●
●
38,1
101,
6
50,8
101,
6
▲ ◇ ▲ ◇ ◇
1725
0
19,0
5
10
▽
○ ● ●
●
Pre
til d
e C
onte
nció
n
P
eso
Rel
ativ
o
F
ila #
G
ráfic
os
de
Pes
os
Po
rcen
tual
es
Dirección de la Mejora
Columna # 1
◇
Ju
an R
od
ríg
uez
Cap
acid
ad d
el E
stan
que
Diá
met
ro T
uber
ía S
alid
a
Gar
antia
Pre
sión
Máx
ima
Eje
rcid
a po
r el
Pet
role
o
m3
Esp
esor
de
Mat
eria
l
Dia
met
ro C
añer
ia d
e V
ente
o
Est
anqu
e In
geta
l S.A
10
◇ ◇76
0
63
R
elac
ion
Máx
ima
5
F
ila #
1 2 3 4
Ingetal S.A
Luis Gómez
Juan Rodríguez 7,40 14,60 1,80 8,20 17,00 14,00
7,50
6
1700
0
Competencia
1500
0
1725
0
19,0
5
10
Importancia Técnica Global
Relación Máxima 9
14,90 26,20 4,40
7% 2%
4,4019,60 33,20 24,70 38,50 13,70
12,7
18,30
6894
50,8
3% 2%
6,10 4,40
2,60 2,60
3,50 1,80
9
38,1
101,
6
9
9,90
9 9
11,60 2,60 11,40 16,20 10,70 20,20 7,00 2,60 4,90
6,70 1,80 5,00
99 9
||||||
||||||
|||
19%
9 9 9 9
Columna #
Gráficos de Pesos Porcentuales
Pesos Porcentuales
8 9 10 11 121 2
||| ||||||
5%7%
3 4 5 6 7
||| || ||||
||||||
||
63
Plantilla Creada Por: Christopher Battles
|| | |
13% 2% 10% 17% 12%
Figura 4: QFD Estanque de Petroleo
12

5
Diseno Conceptual
Esta cuarta fase del proceso de diseno mecanico toma como base la definicion del producto para generar
conceptos que conduzcan a un producto de calidad. Realizando esto se aplica una filosofıa simple la cual
plantea que “la forma sigue a la funcion” [Ullman D., p.178]. El primer proceso en esta fase de diseno es
definir la funcion del dispositivo antes de disenar la forma de este.
Un concepto es una idea que esta suficientemente desarrollado para evaluar los cambios fısicos y prin-
cipios que rigen su comportamiento. El desarrollo de conceptos se basa principalmente en ideas que tienen
relacion con los objetivos planteados en la matriz QFD. Estas ideas pueden ser generadas mediante diferentes
mecanismos proporcionados por el texto guıa Los conceptos deben ser refinados para evaluar tecnologıa,
arquitectura y capacidad de fabricacion, ası obteniendo un producto de mejor calidad.
La funcion esta definida principalmente por lo que realizara el producto. En esta fase del proceso de diseno
se enfatiza en lo que el producto debe hacer y luego su forma. La funcion es el flujo la energıa (incluyendo
las fuerzas estaticas), el material, o informacion entre los objetos o el cambio de estado de un objeto causado
por uno o mas de los flujos.
5.1. Ingenierıa Inversa
La Ingenierıa Inversa es un metodo que permite determinar el funcionamiento de un producto [Ullman
D., p.178]. Este metodo consiste en descomponer y analizar un producto existente que cumpla la misma
funcion o una similar, permitiendo obtener detalles sobre el flujo de material, informacion y energıa.
Para este proyecto se realizo Ingenierıa Inversa a un estanque de 5000lt (Fig. 5) construido por la em-
presa MyD Calefaccion. Este estanque cumple la funcion de almacenar el petroleo que sera consumido por
la caldera del edificio Eduardo Gonzalez Villa, del campus Miraflores de la Universidad Austral de Chile.
Figura 5: Estanque Edificio Eduardo Gonzalez Villa
13

Este metodo se realizo utilizando la plantilla proporcionada por texto guıa (Anexo 1, Tabla 33-34) . Al
realizar este metodo se identificaron los siguientes componentes del estanque y como es la interaccion entre
ellos:
• Copla de Abastecimiento.
• Copla de Salida de Petroleo.
• Copla de Entrada de Petroleo.
• Agujero de Inspeccion.
• Estructura Soportante.
• Copla de Nivel.
• Tuberıa de Venteo.
• Cuerpo del Estanque.
◦ Manto.
◦ Cabezas.
5.2. Descomposicion Funcional
El objetivo de la descomposicion funcional es descomponer el problema en terminos del flujo de energıa,
materia e informacion [Ullman D., p.181]. Esto quiere decir que tanto la funcion principal, como las sub-
funciones de un producto pueden ser expresadas mediante los flujos antes mencionados.
Para desarrollar este metodo, el autor recomienda realizar cuatro pasos.
~ Paso 1: Encontrar la funcion principal que debe llevarse a cabo.
~ Paso 2: Crear descripciones de las sub-funciones .
~ Paso 3: Ordenar las sub-funciones.
~ Paso 4: Refinar las sub-funciones.
En el caso del estanque la funcion principal es Almacenar Petroleo, mientras que en las sub-funciones
identificadas que permiten realizar la funcion principal son:
• Abastecer el estanque.
• Ventilar gases del Combustible.
• Filtrar Combustible.
• Salida de Petroleo.
• Retornar Petroleo no utilizado.
• Soportar la fuerza ejercida por el petroleo.
• Recibir el peso del cuerpo del estanque y el
petroleo.
• Transmitir la fuerza al suelo.
• Medir el nivel de combustible.
Una vez identificadas la funcion y sub-funciones, se procede a realizar un diagrama que permita esquema-
tizar de forma logica o temporal el funcionamiento general del estanque (Fig. 6). En este esquema es posible
observar como actuan los flujos antes mencionados.
14

Almacenar Combustible
Filtrar Combustible
Ventilar gases del combustible
Salida de petróleo
Consumo
Retornar Petróleo no utilizado
Abastecer el estanque
Soportar fuerza ejercida
Recibir el peso del Petróleo y Cuerpo del estanque
Transmitir la fuerza al suelo
Información Nivel Petróleo
Tapas
Manto
Flujo de Información
Función Principal
Funciones Secundarias
Funciones Externas
Figura 6: Diagrama de flujo del funcionamiento del estanque de Petroleo y Estructura Soportante

5.3. Metodo Morfologico
La Morfologıa representa un metodo muy poderoso para la generacion de conceptos, este metodo permite
la generacion de conceptos mediante tres pasos.
Descomponer la Funcion Principal: Este paso consiste en determinar las sub-funciones necesarias
para realizar la funcion principal. Estas funciones fueron determinadas en la seccion (5.2).
Generar conceptos para cada una de las funciones: Una vez determinadas las sub-funciones, se
procede a la generacion de conceptos que satisfagan las sub-funciones. (Figura. 8)
Combinar los conceptos: El ultimo paso del metodo morfologico es realizar combinaciones de los con-
ceptos antes generados, estan combinaciones permitiran generar conceptos para su posterior evaluacion
(Figura. 44).
Es importante destacar que este metodo permite generar una gran cantidad de prototipos, encontrando
en ellos conceptos que no puedan ser fabricados con los recursos disponibles actualmente.
Al realizar los pasos correspondientes, se generaron 4 conceptos para el estanque de petroleo y la estructura
soportante (Figura. 7)
(a) (b)
(c) (d)
Figura 7: Estanques y estructuras soportantes generadas a partir del Metodo de Morfologıa. a)Concepto 1, b)Concepto2, c)Concepto 3 y d)Concepto 4.
En los conceptos de la figura (Figura. 7) se pueden apreciar los siguientes componentes.
1 Copla Salida de Petroleo
2 Copla Retorno
3 Agujero Medicion Nivel
4 Agujero Inspeccion
5 Copla de Abastecimiento
6 Tuberıa de Venteo
7 Tapas Estanque
8 Estructura Soportante
16

Figura 8: Conceptos desarrollados para el Metodo Morfologico
17

5.4. Evaluacion de Conceptos
Con el objetivo de determinar el concepto que se continuara desarrollando, es necesario utilizar una matriz
de decision que permita contrastar los conceptos generados anteriormente (Figura. 7), y ası determinar cual
concepto satisface de mejor forma los requerimientos de los consumidores.
La matriz de decision utilizada en este paso es la matriz Pugh’s [Ullman D., p.221], esta matriz permite
determinar el mejor concepto en base a comparaciones de un concepto ideal o un producto que se encuentre en
el mercado, este concepto de denomina “DATUM”. Para este proyecto el concepto utilizado como DATUM
es el estanque actual del Hospital de Corral.
Las caracterısticas de cada concepto son evaluadas mediante criterios obtenidos de los requerimientos del
cliente y las especificaciones de ingenierıa generadas por el metodo de la QFD (Figura. 4). Los criterios que
permiten evaluar el desempeno de los estanques propuestos son los siguientes:
• Concentracion de esfuerzos en la union entre las tapas y el cuerpo del estanque.
• Tiempo utilizado para realizar la medicion de nivel de petroleo.
• Distribucion de los esfuerzos en torno a la estructura soportante.
• Numero de uniones soldadas en las tapas de los estanques.
• Pasos necesarios para ingresar al estanque.
Al comparar cada uno de estos criterios entre los conceptos de estanques y el estanque actual del Hospital
de Corral , se determino que el concepto que mejor satisface los requerimientos de los consumidores es el
Concepto 4 (Figura. 9).
Figura 9: Matriz de Pugh’s
18

5.5. Descripcion del Concepto
De acuerdo a lo obtenido en la matriz Pugh’s, el concepto a desarrollar es el Concepto 4, por lo cual se
presentara una descripcion detallada de los componentes que presenta este concepto.
Figura 10: Concepto escogido para continuar con su desarrollo, Concepto 4
Los componentes enumerados en la figura 10 son los siguientes:
1. Copla Salida de Petroleo: Copla de 3/4′′, se encuentra soldada al estanque y el extremo libre
presenta hilo exterior.
2. Copla Retorno: Copla de 1/2′′, al igual que la copla de salida, se encuentra soldada al estanque y
el extremo libre presenta hilo exterior.
3. Agujero Medicion Nivel: Es un agujero de 2′′, que se encuentra soldado al estanque y el otro
extremo presenta hilo exterior. La tapa de este agujero tiene una manilla en su parte superior, lo que
permitira abrir y cerrar este agujero sin la necesidad de herramientas.
4. Agujero Inspeccion: Este agujero se encuentra normado, el cual presenta una tapa bridada. El
diametro y otras caracterısticas seran determinadas en el capitulo siguiente.
5. Copla de Abastecimiento: Es una copla que se encuentra soldada al estanque, y el extremo libre
ira soldado al sistema de abastecimiento existente.
6. Tuberıa de Venteo: Esta tuberıa se encuentra soldada al estanque, mientras que su otro extremo
presenta dos codos de 90o, estos codos impediran el ingreso de agua al estanque. El diametro de la
tuberıa sera determinado en el capitulo siguiente.
7. Tapas Estanque: Las tapas elegidas para este estanque son Semielipticas, estas tapas permiten
reducir la concentracion de esfuerzos en la union entre las tapas y el cuerpo del estanque, ademas al
ser confeccionadas en una sola pieza, no presentan soldaduras.
8. Estructura Soportante: La estructura soportante escogida para el estanque a desarrollar, consiste
en una serie de placas verticales, unidas entre si por una placa de acero. Estas placas se encuentran
soldadas en su parte superior a una placa curva. Esta placa curva es la que se encuentra en contacto
con el cuerpo del estanque.
19

6
Desarrollo del Producto
En este capıtulo se procedera a desarrollar el concepto elegido en la fase anterior. Esta fase se desarrollara
utilizando las recomendaciones otorgadas por el texto guıa [Ullman D., p.241].
Un punto importante a considerar durante el desarrollo del producto, es establecer las condiciones de fa-
bricacion y seguridad impuestas por la Superintendencia de Electricidad y Combustible mediante el Decreto
Supremo 160.
Este decreto establece que el diseno y construccion de estanques de almacenamiento sobre superficie debe
ser construida bajo normas internacionales reconocidas [DS-160, Articulo No47].
El diseno del estanque estara basado principalmente en los siguientes textos.
Pressure Vessel Design Manual, Dennis Moss.
Manual de Recipientes a Presion, Eugene Megyesy.
Diseno y Calculo de Recipientes a Presion, Juan Leon.
Mientras que el estanque sera disenado para satisfacer la norma UL-142, “Steel Aboveground Tanks For
Flammable and Combustible Liquids”.
6.1. Condiciones Dimensionales
El estanque de almacenamiento de combustible sera situado en un zocalo en el patio del Hospital de
Corral. La pieza en la cual debe ser instalado el estanque se encuentra a continuacion de la pieza de caldera.
La pieza del estanque es un cuarto cerrado de hormigon, el cual presenta las siguientes dimensiones 6, 95[mt]
de largo x 3, 56[mt] de ancho x 2.50[mt] de alto.
Como el estanque sera ubicado en una instalacion especial, se debera realizar una certificacion espe-
cial [DS-160, Articulo No91] por medio de la SEC. Esta certificacion es basada en la norma NFPA 30-2003,
“Flammable and Combustible Liquids”. Esta norma se enfoca en la capacidad del recinto en soportar even-
tuales incendios y derrames.
Debido a esto, la unica restriccion dimensional para el diseno del estanque, sera el tamano de la habitacion.
20

6.2. Dimensiones del Estanque
Las dimensiones del estanque estan reglamentadas por la norma [UL-142, p. 33] de acuerdo a la capacidad
del estanque. Para un estanque de 15m3, se tiene que el diametro maximo del estanque sera 1930mm.
Los cabezales del estanque son de forma Semieliptica 2:1, su volumen esta dado por [Moss D., p. 448]
Vcabezal =π ·D3
24(1)
Donde
D : Diametro de la elipse
Mientras que el volumen del cuerpo cilındrico esta dado por
Vcilindro =π ·D2 · L
4(2)
Donde
D : Diametro del cuerpo
L : Largo del cilindro
Por lo tanto, el volumen del estanque esta dado por
Vestanque = VCabezal + VCuerpo + VCabezal (3)
Teniendo en consideracion las formulas (1) y (2), el volumen del estanque esta dado por
Vestanque =π ·D3
24+π ·D2 · L
4+π ·D3
24(4)
Donde
D : Diametro del estanque
L : Largo del Estanque
Como la capacidad (15m3) y el diametro del estanque (1.93m) es conocido, de la expresion (4) es posible
obtener el largo del cuerpo cilındrico del estanque.
15m3 =π · 1.933m3
24+π · 1.932m2 · L
4+π · 1.933m3
24(5)
L = 4.48m
De acuerdo al resultado obtenido, el largo del cuerpo cilındrico del estanque sera 4.48m, mientras que el
diametro sera 1.93m
21

Figura 11: Esbozo del estanque de petroleo (medidas interiores)
6.3. Presion
La presion a la que estara sometido el estanque, sera la presion ejercida por el petroleo contenido en su
interior. La presion atmosferica no sera considerada, debido a que la presion atmosferica se presenta en ambas
caras de las paredes del estanque.
La presion ejercida por el petroleo sobre las paredes, esta determinada por la expresion
P = ρ · g · h (6)
Donde
P : Presion Hidrostatica
ρ : Densidad del Petroleo
g : Aceleracion de Gravedad
h : Altura del petroleo contenido
Cuando el estanque se encuentra en su maxima capacidad, la presion hidrostatica es
Pt = 850[kg/m3] · 9.81[m/s2] · 1.93[m] (7)
Por lo tanto la presion maxima de trabajo del estanque sera
Pt = 16093.305[Pa] (8)
22

6.3.1. Presion de Diseno
Como una recomendacion al momento de disenar estanques, se propone trabajar con una presion superior
a la presion de trabajo. La presion de diseno (PD) es determinada mediante los siguientes enunciados.
Si la presion de trabajo es menor a 2068427.73[Pa] la presion de diseno sera Ptrabajo + 208836.208[Pa]
Si la presion de trabajo es mayor a 2068427.73[Pa] la presion de diseno sera 1.1 · Ptrabajo
De acuerdo a estos enunciados, la presion de diseno utilizada para realizar el calculo del estanque sera:
Pd = 224929.513[Pa] (9)
6.4. Material
La norma [UL-142, p.8] recomienda la utilizacion de los siguientes Aceros para la construccion de estan-
ques.
Acero ASTM A36M
Acero ASTM A1011/A1011M
Acero ASTM A365/A635M
Ademas, en caso de no disponer de los Acero listados anteriormente, se puede utilizar un Acero donde su
porcentaje de Carbono no supere un 0.3 % .
Basandose en el ultimo enunciado y buscando Aceros disponibles en el mercado, se determinaron dos
Aceros que cumplen con la condicion anterior.
Acero σf σr
A37-24ES 235 [MPa] 363 [MPa]
SAE-1020 210 [MPa] 380 [MPa]
Tabla 1: Aceros seleccionados que cumplen la normativa UL-142
Con el objetivo de determinar cual Acero de la Tabla 1 se procedio a realizar un diseno experimental, este
diseno permitira determinar el Acero a utilizar.
23

6.4.1. Diseno Experimental
El objetivo de este diseno experimental es determinar el desplazamiento maximo de diferentes planchas
de Acero sometidas a una misma carga. El tipo de diseno a utilizar sera un Analisis Factorial con tres
factores y una variable de respuesta. Los experimentos se realizaran en el software CREO 5.0, mientras que
el analisis estadıstico se realizara en el software STATGRAPHICS.
Los factores utilizados en este diseno seran:
Espesor de la plancha e .
Ancho de la plancha A .
Tipo de Acero.
El largo de la plancha analizada se mantendra constante en 1000[mm], y la carga aplicada sera una carga
distribuida de 0.017658N/mm2.
Una vez realizados los analisis, se obtuvieron los datos presentados en la Tabla 2.
Experimento Espesor [mm] Ancho [mm] Material Desplazamiento 1 Desplazamiento 1
1 6 500 A37-24ES 5.780 5.734
2 6 500 SAE-1020 5.780 5.734
3 6 1000 A37-24ES 0.720 0.714
4 6 1000 SAE-1020 0.720 0.714
5 3 500 A37-24ES 46.080 46.030
6 3 500 SAE-1020 46.080 46.030
7 3 1000 A37-24ES 5.762 5.743
8 3 1000 SAE-1020 5.762 5.743
Tabla 2: Valores obtenidos del software CREO para utilizar en el diseno
Las hipotesis que se comprobaran mediante el analisis factorial son las siguientes:
• H0: El espesor influye significativamente en el desplazamiento de la plancha de Acero.
H1: El espesor NO influye significativamente en el desplazamiento de la plancha de Acero.
◦ H0: El Ancho influye significativamente en el desplazamiento de la plancha de Acero.
H1: El Ancho NO influye significativamente en el desplazamiento de la plancha de Acero.
• H0: El Material influye significativamente en el desplazamiento de la plancha de Acero.
H1: El Material NO influye significativamente en el desplazamiento de la plancha de Acero.
◦ H0: La combinacion entre Espesor y Ancho influye significativamente en el desplazamiento de la plancha
de Acero.
H1: La combinacion entre Espesor y Ancho NO influye significativamente en el desplazamiento de la
plancha de Acero.
24

• H0: La combinacion entre Espesor y Material influye significativamente en el desplazamiento de la
plancha de Acero.
H1: La combinacion entre Espesor y Material NO influye significativamente en el desplazamiento de la
plancha de Acero.
◦ H0: La combinacion entre Material y Ancho influye significativamente en el desplazamiento de la plancha
de Acero.
H1: La combinacion entre Material y Ancho NO influye significativamente en el desplazamiento de la
plancha de Acero.
• H0: La combinacion entre Material, Espesor y Ancho influye significativamente en el desplazamiento
de la plancha de Acero.
H1: La combinacion entre Material, Espesor y Ancho NO influye significativamente en el desplazamiento
de la plancha de Acero.
Una vez realizado el analisis factorial en STATGRAPHICS, se obtuvieron los siguientes resultados.
Analisis ANOVA
Fuente Suma de Cuadrados Gl Cuadrado Medio Razon F Valor P
A: Espesor 2056.12 1 2025.12 14072711.57 0.000
B: Ancho 2054.94 1 2054.94 14064643.60 0.000
C: Material 0.0 1 0.0 0.0 1.000
AB 1244.22 1 124.22 8515804.07 0.000
AC 0.00 1 0.00 0.00 1.000
BC 0.00 1 0.00 0.00 1.000
ABC 0.00 1 0.00 0.00 1.000
Bloques 0.00245025 1 0.00 0.00 1.000
Error Total 0.00102275 7 0.000146
Total (corr.) 5355.25 15
Tabla 3: Analisis de Varianza para el desplazamiento de una plancha de Acero
Del analisis de varianza (Tabla 3), se desprende que los factores que influyen significativamente (P-Valor
< 0.05) en los desplazamientos, son el espesor y el ancho de la plancha, mientras que el tipo de material no
influye significativamente en el desplazamiento de la plancha.
25

Grafico de Pareto
Este grafico permite determinar como influye cada uno de los factores en el desplazamiento de la plancha
de Acero.
Figura 12: Grafico de Pareto del Analisis Factorial
Se infiere que al aumentar el ancho y disminuir el espesor de la plancha de Acero, se genera un mayor
desplazamiento en la plancha de Acero.
Superficie de Respuesta
En este grafico se podra obtener una representacion grafica de como influyen los factores en el desplaza-
miento de la plancha de acero.
Figura 13: Superficie de respuesta Analisis Factorial
Al observar la superficie de respuesta (Figura 13, se observa que el desplazamiento en la plancha aumenta
proporcionalmente al disminuir el espesor y aumentar el ancho de la plancha. Ademas, el material no presenta
una influencia significativa en el desplazamiento de la plancha, debido a que el modulo de elasticidad es el
mismo para todos los Aceros.
26

Conclusion
Considerando los resultados obtenidos en el analisis factorial, existen las condiciones para aceptar las
siguientes hipotesis.
• H0: El espesor influye significativamente en el desplazamiento de la plancha de Acero.
◦ H0: El Ancho influye significativamente en el desplazamiento de la plancha de Acero.
• H1: El Material NO influye significativamente en el desplazamiento de la plancha de Acero.
◦ H0: La combinacion entre Espesor y Ancho influye significativamente en el desplazamiento de la plancha
de Acero.
De acuerdo a estos resultados, es posible utilizar cualquiera de los dos Aceros analizados. Ademas, este
analisis permitio demostrar el grado de influencia que presenta la geometrıa de las planchas en el desplaza-
miento de estas.
El estanque de petroleo y su estructura soportante, seran disenados utilizando el Acero A37-24ES,
debido a que satisface las condiciones impuestas por la norma [UL-142], y ademas se encuentra dentro de los
Aceros propuestos por la Superintendencia de Electricidad y Combustibles para la construccion de estanques
de petroleo.
Las propiedades mecanicas del acero A37-24ES de acuerdo a la norma Chilena [NCh.203.Of77, p.4] son.
Denominacion σf [MPa] σr [MPa] E [GPa] ν γ [kgf/m3]
A37-24ES 235 370 200 0.3 7850
Tabla 4: Propiedades Mecanicas Acero AS37-24ES
27

6.5. Factor de Seguridad
El factor de seguridad utilizado en el diseno del estanque, se obtuvo mediante el metodo propuesto en el
texto guıa [Ullman D., p.405]. Este metodo se basa en obtener un valor ponderado de diversos factores de
seguridad segun sea la condicion.
FS = FSMaterial · FSEsfuerzos · FSAnalisis de Falla · FSFiabilidad · FSGeometria (10)
Al analizar las condiciones de diseno, se decidio utilizar los siguientes factores.
FSMaterial(1.1)
: Las propiedades del material son conocidas de una tabla o son valores de manufactura.
FSCargas(1.1)
: La carga esta bien definida estaticamente. NO existe sobrecarga y cargas de choque.
FSGeometria(1.0)
: Las tolerancias de fabricacion estan en la media.
FSAnalisis(1.1)
: El analisis de las fallas utilizado se obtiene para el estado del estres, como por esfuerzos estaticos
uniaxiales o multiaxiles.
FSFiabilidad(1.6)
: La fiabilidad del estanque debe ser alta.
Reemplazando las estimaciones de coeficientes realizadas en la expresion de factor de seguridad (10), se
obtiene lo siguiente.
FS = 1.1 ∗ 1.1 ∗ 1.1 ∗ 1.0 ∗ 1.6 (11)
Por lo tanto, el factor de seguridad utilizado en el diseno del estanque sera FS = 2.12
Este valor se encuentra dentro de los factores de seguridad recomendados en un libro guıa [Moss D., p.87].
6.5.1. Esfuerzo de Trabajo
El esfuerzo de trabajo representa el esfuerzo maximo que se puede ejercer sobre las paredes del estanque.
Este esfuerzo se encuentra determinado por el esfuerzo del material y el factor de seguridad establecido para
el diseno.
De acuerdo al analisis de experimentos realizado, el esfuerzo de fluencia del acero que se utilizara en el
diseno es σf = 235MPa. Ademas, el factor de seguridad determinado es FS = 2.12.
σt =σfFS
=235MPa
2.12= 110.9MPa (12)
Por lo tanto, el esfuerzo maximo que soportara el estanque sera σt = 110.9MPa
28

6.6. Soldadura
La soldadura logra la union de los metales por fusion. Con el desarrollo de la tecnologıa de la soldadura
y metodos de prueba, se logro una fusion completa y permanente entre los metales ya que el area soldada
tenia mayor resistencia que cualquiera que cualquiera de las piezas que se habıan unido. Todos los metales
son soldables siempre que se apliquen el procedimiento y la tecnica adecuados. Una vez realizado el proceso
de soldadura se someteran de diferentes pruebas y ensayos como radiografıas lıquidos penetrantes, las cuales
seran responsabilidad del fabricante. El material usado en el diseno del estanque corresponde al acero A37-
24ES el cual es clasificado como un acero al carbono debido a su bajo contenido. por recomendacion de
INDURA el proceso de soldadura que presenta mejor resultado es manteniendo un arco mediano con lo que
se logra una fusion adecuada, permite el escape de gases ademas de controlar la forma y apariencia del cordon.
6.6.1. Soldadura al Arco
La soldadura de arco o soldadura electrica es el proceso de mayor aceptacion como el mejor, el mas
economico, mas natural y el mas practico para unir metales. El proceso de soldadura manual por arco se
caracteriza por la creacion y mantenimiento de un arco electrico entre el electrodo y el metal a soldar. El
electrodo consiste en un nucleo o varilla metalica, rodeado por una capa de revestimiento, donde el nucleo
es transferido hacia el metal base a traves de una zona electrica generada por la corriente de soldadura. El
revestimiento del electrodo, que determina las caracterısticas mecanicas y quımicas de la union, esta cons-
tituido por un conjunto de componentes minerales y organicos. Los electrodos recomendados por INDURA
para el proceso de soldadura del Acero A37-24ES corresponde a INDURA 6010 (clasificacion AWS-ASTM
E6010).
Las propiedades de este electrodo se encuentran detalladas en la Tabla 36. La medida del electrodo
dependera de varios factores el principal es espesor del material, que tan separados estan los filos de la union
etc. Considerando el espesor de 6mm de las placas y la separacion maxima de las uniones, los electrodos
recomendados por INDURA para el proceso de soldadura del acero A37-24ES corresponde a INDURA 6010
(clasificacion AWS-ASTM E6010).
6.6.2. Tipo de Soldadura
El tipo de soldadura esta ligada a la eficiencia de la union de los metales como al diseno de estos. Existen
5 tipos basicos de soldaduras: de cordon, ondeada, de filete y de ranura. Los tipos de soldaduras utilizados
en el diseno del estanque seran soldadura de filete y de ranura.
• Soldadura de Ranura: Se hacen en la ranura que queda entre las dos piezas de metal. Estas
soldaduras se emplean en muchas combinaciones, dependiendo de la accesibilidad, de la economıa, del
diseno, y del tipo de proceso que se aplique.
• Soldadura Filete: Son similares a las de ranura, pero hacen con mayor rapidez que estas y a menudo
se prefieren por razones economicas. Las soldaduras de un solo filete no son a veces tan resistentes
como la soldadura de ranura, pero la soldadura doble filete se comparan favorablemente en cuanto a
resistencia.
29

(a) (b)
Figura 14: Tipos de Soldaduras a) Ranura b) Filete
6.6.3. Tipo de Union
Es el proceso de union de dos piezas de metal con diferentes uniones para soldar con exito estas piezas.
La mayorıa de las soldaduras hechas en la industria son uniones de piezas de metal para obtener formas
particulares. Las uniones para formar el cuerpo del estanque es la union a tope, para formar la estructura
soportante se uniran las placas con una union T y para unir el cuerpo del estanque junto con su estructura
soportante se usara una union de traslapada.
• Union a Tope: Es la union mas usada en la industria por su simplicidad de ensamble. Casi el 70 % de
todas las uniones usadas en la industria son a tope. En esta union siempre se usa varilla de soldadura.
• Union T: Esta union se usa extensamente en la industria. Aproximadamente el 30 % de todas las
uniones son T. Las uniones T se conectan por medio de soldaduras de filete y se requiere una varilla de
soldadura para esa union.
• Union Traslapada: A veces es usada en lugar de la union de tope. En lugar de poner los extremos
juntos, estos se sobreponen. Un buen ejemplo esta en los estanques de combustibles. La soldadura usada
para unir estas piezas es la de filete.
(a) (b) (c)
Figura 15: Tipos de Uniones a) Tope b) T c) Traslapada
30

6.6.4. Prueba de las Uniones
La primera prueba de cualquier union es la inspeccion visual, la cual verifica la apariencia. Una buena
soldadura debe tener apariencia limpia, ondulaciones, sobresalir muy poco, y no debe tener hoyos. Si la union
pasa la primera prueba debe continuar su comprobacion para asegurarse de que es una buena soldadura a
todo lo largo del material. Las uniones se prueban con metodos destructivos y no destructivos. Las pruebas
seran realizadas en las uniones realizadas para formar el cuerpo del estanque, estas deberan ser realizadas
en el proceso de manufactura las cuales seran realizadas a traves de rayos x debido a que es una prueba no
destructiva.
• Prueba de Rayos X: Se toman radiografıas a la soldadura. Los defectos se ven de forma similar a
la de los huesos humanos. Este metodo es generalmente usado en las grandes tuberıas y calderas.
La eficiencia que presenta una soldadura de union a tope con soldadura de ranura en ambos lados corresponde
al 100 %.
6.6.5. Eficiencia de la soldadura
Se define eficiencia de soldadura como el de grado de confiabilidad que se puede tener en ellas.
Sus valores teoricos consideran el tipo de soldadura utilizada y el tipo de radiografiado. Para obtener los
valores de la eficiencia se utilizo la Tabla 37.
31

6.7. Calculo de Espesores
El factor predominante al momento de disenar un estanque de combustible es el espesor. Esto se debe a
que el cuerpo del estanque recibe la presion ejercida por el lıquido contenido.
La placa de acero con que se disenara el estanque debe presentar la capacidad de contener de forma segura
el combustible, ademas debe presentar un alto grado de confiabilidad. Un espesor mal determinado podrıa
generar graves deformaciones, lo que podrıa originar una falla en el estanque.
Debido a la uniformidad de la carga almacenada, en las paredes del estanque se producen dos tipos de
esfuerzos principales [Hibbeler R., p.87] , estos se clasifican segun su direccion:
Esfuerzo Longitudinal
σL =P · rt
(13)
Donde
P = Presion
r = Radio del cilindro
t = Espesor de pared del cilindro
Esfuerzo Circunferencial
σC =P · r2 · t
(14)
Donde
P = Presion
r = Radio del cilindro
t = Espesor de pared del cilindro
Estos esfuerzos estan basados en situaciones ideales, donde los esfuerzos en las paredes y cabezales del
estanque son iguales.
El espesor del cuerpo del estanque y los cabezales presentan diferentes formulas para determinar su espesor
basadas en los esfuerzos, esto se debe a la geometrıa caracterıstica de cada uno de los componentes. El espesor
a utilizar sera el mayor de ellos.
32

Para el calculo de los espesores de los componentes del estanque, existen formulas empıricas [Moss D., p.16]
que incorporan la Eficiencia de la Soldadura (E).
Estas formulas se basan en el mayor esfuerzo de las paredes del cilindro, en este caso se consideran los
Esfuerzos Longitudinales.
6.7.1. Espesor del Cuerpo
La formula para el calculo del espesor del cuerpo del estanque esta dada por
t =Pd ·R
S · E − 0.6 · Pd(15)
Donde
Pd = Presion de Diseno
R = Radio del cilindro
E = Eficiencia de la Soldadura
S = Esfuerzo de Trabajo σt
t = Espesor de pared del cilindro
Al reemplazar los valores obtenidos anteriormente, y considerando distintos factores de soldadura se
obtiene.
t =224929.513[Pa] · 0.965[m]
110.9[MPa] · E − 0.6 · 224929.513[Pa](16)
Considerando distintos valores de eficiencia de la soldadura, se obtienen los siguientes espesores para el cuerpo
del estanque.
E = 0.45→ t = 4.36mm
E = 0.70→ t = 2.80mm
E = 1.00→ t = 1.96mm
Al observar los resultados obtenidos de la formula (15), se observa la importancia de la eficiencia de la
soldadura al disenar un estanque.
33

6.7.2. Espesor de Cabezales
La formula para el calculo del espesor de los cabezales esta dada por:
t =Pd ·D
2 · S · E − 0.6 · Pd(17)
Donde
Pd = Presion de Diseno
D = Diametro del cilindro
E = Eficiencia de la Soldadura
S = Esfuerzo de Trabajo σt
t = Espesor de pared del cabezal
Al reemplazar con los valores obtenidos en los pasos anteriores, y considerando tres valores de Eficiencia
de Soldadura, se obtiene lo siguiente:
t =224929.513[Pa] · 1.93[m]
2 · 110.9[MPa] · E − 0.6 · 224929.513[Pa]
Considerando los valores de eficiencia de la soldadura, se obtienen los siguientes espesores para los cabe-
zales.
E = 0.45→ t = 4.35mm
E = 0.70→ t = 2.79mm
E = 1.00→ t = 1.95mm
Al comparar los resultados de los espesores de los cabezales y el cuerpo del estanque, se aprecia que existe
una gran similitud entre estos. Esto se debe a la capacidad que tienen las tapas Semielipticas para soportar
los esfuerzos generados por el petroleo contenido.
Si bien estos espesores soportan el petroleo contenido, la norma especıfica espesores para los estanques
dependiendo de su capacidad [UL-142, p.33]. Para este estanque el espesor mınimo de las paredes debe ser:
t = 4.24mm
Por otro lado, uno de los requerimientos de los clientes (4.2) especıfica un espesor para el estanque de.
t = 6mm
Para realizar el analisis mediante Elementos finitos, se utilizaran tres espesores: 1.96mm, 4.24mm y 6mm.
34

6.8. Estructura Soportante
La estructura soportante del estanque o silletas escogidas durante el proceso de generacion de conceptos
( Pag. 5.3), son similares a las que recomendadas por la norma [UL-142, p.49]. Por lo tanto el diseno sera ba-
sado en las silletas propuestas.
El material de construccion debe cumplir los mismos requisitos que el material de construccion del estan-
que. Por lo tanto se utilizara Acero A37-24ES.
La forma de las silletas esta establecida por el siguiente esquema.
Figura 16: Esquema Silletas Estanque de Petroleo, Fuente UL-142
Las dimensiones de la Figura 16 se establecen en relacion a la capacidad del estanque, para el estanque
de 15m3 son:
MaximumDiameter
Top FlangeThickness
Wear PlateThickness
SaddleWidth
Base PlateThickness
Base PlateWidth
WebThickness
MinimumStiffeners
1930mm 6.096mm 6.096mm 152.4mm 12.7mm 190.5mm 4.24mm 4
Tabla 5: Dimensiones Mınimas de las Silletas
Como se aprecia en la Tabla 5 los espesores de las planchas no se encuentran en el mercado, por lo tanto
se realizo una aproximacion a planchas de aceros comerciales.
MaximumDiameter
Top FlangeThickness
Wear PlateThickness
SaddleWidth
Base PlateThickness
Base PlateWidth
WebThickness
MinimumStiffeners
1930mm 6.00mm 6.00mm 152mm 14.0mm 190.0mm 5mm 4
Tabla 6: Dimensiones de las Silletas
35

Ademas de las dimensiones de las silletas, la norma especıfica las siguientes condiciones:
• La altura maxima de las silletas medida desde el punto mas bajo del estanque no debe superar los
305mm.
• El espesor mınimo de los refuerzos (stiffener) no debe ser menor a 12.7mm [14mm].
• Las silletas estaran ubicadas a una distancia D/4 desde el fin del cuerpo del estanque.
De acuerdo a estos datos, se generaron dos conceptos de silletas (Silletas 1 y Silletas 2) para analizarlos
mediante Elementos Finitos.
6.9. Analisis Elementos Finitos I
Con el objetivo de verificar los calculos realizados hasta el momento, se realizo un analisis mediante Creo
Element/Pro de tres estanques, donde su configuracion es la siguiente.
Espesor Estanque Tipo de Silletas
Estanque 1 1.96mm 1
Estanque 2 4.24mm 1
Estanque 3 6.00mm 2
Tabla 7: Conceptos de Estanques Analizados mediante Creo
Para efectos de analisis se considero que la presion actua sobre todas las caras del estanque con la misma
magnitud.
Figura 17: Distribucion de Presion para analisis
36

Los estanques se encontraran restringidos totalmente en la base de las silletas.
Figura 18: Restricciones del Estanque para analisis
Los analisis a realizar seran Multipaso, con polinomios de orden mınimo 1 y maximo 9
Figura 19: Configuracion del analisis
37

6.9.1. Resultados Analisis Elementos Finitos I
Luego de realizar los analisis a los estanques, se pudo ver como afecta el espesor del estanque al momento
de realizar los analisis. Debido que a medida que el espesor del estanque disminuye el numero de elementos
y ecuaciones aumenta, lo que significa una mayor duracion del analisis.
Ademas, es importante destacar que el analisis del Estanque 3 no logro completar los 6 pasos del proceso,
terminando el analisis en el paso 5. Esto se pudo deber a limitaciones del software o a la capacidad de calculo
del computador utilizado.
De los resultados (Tabla 12) se pueden observar que todos los estanques estan sometidos a esfuerzos
dentro de la zona elastica, pero los esfuerzos generados en el Estanque 1 sobrepasan el esfuerzo admisible
determinado anteriormente. Mientras que los esfuerzos generados sobre los Estanques 1 y 2 se encuentran
bajo el esfuerzo admisible.
σm [MPa] Desp. Max. [mm] P-Level F.S Strain
Estanque 1 190.8 1.981 6 1.23 9.421e-4
Estanque 2 102.7 0.882 7 2.29 3.143e-2
Estanque 3 83.51 0.635 6 2.81 4.643e-4
Tabla 8: Resultados Analisis Elementos Finitos I
En relacion a los desplazamientos se observa que los Estanques 2 y 3 sufren desplazamientos muy pe-
quenos, que para esto se pueden considerar despreciables.
En todos los estanques estudiados, los mayores esfuerzos se concentran en la zona de union entre los
cabezales y el cuerpo del estanque. Mientras que los desplazamientos maximos se concentran en el centro de
los cabezales y en la parte media de las paredes del cuerpo del estanque.
Debido a estos resultados se continuara trabajando con el Estanque 3, debido a que es el estanque que
satisface el requerimiento de espesor del cliente y las silletas se encuentran con dimensiones comerciales.
38

(a)
(b)
Figura 20: Resultados del analisis en el Estanque 1 a) Esfuerzos b) Desplazamientos
39

(a)
(b)
Figura 21: Resultados del analisis en el Estanque 2 a) Esfuerzos b) Desplazamientos
40

(a)
(b)
Figura 22: Resultados del analisis en el Estanque 3 a) Esfuerzos b) Desplazamientos
41

6.10. Fuerzas sobre las Silletas
Para calcular las fuerzas actuantes sobre las silletas, el estanque de petroleo se puede considerar como
una viga soportada en sus extremos, mientras que la carga se considera como distribuida sobre la viga
[Chattopadhyay S., Cap. 10.4].
Figura 23: Idealizacion del Estanque
Al confeccionar el diagrama de cuerpo libre, se sustituyen los soportes por las reacciones correspondientes
y la fuerza distribuida se ubica en el centroide de la viga.
Figura 24: Diagrama de Cuerpo libre Estanque Idealizado
Ahora, al utilizar las condiciones de equilibrio es posible obtener el valor de las reacciones en cada silleta.
∑Fx = 0 (18)∑Fy = 0∑M = 0
Al reemplazar las distancias de este problema se obtiene∑Fx = 0→ Ax = 0∑Fy = 0→ Ay +By = W∑
M = 0→ −1757.5 ∗W + 3515 ∗By = 0
42

De acuerdo a esto, se obtuvo que las reacciones en ambas silletas es la misma y el valor es
Ay =W
2By =
W
2(19)
El valor de W varia en relacion al volumen de petroleo contenido en el estanque, para este caso se
considerara la situacion mas desfavorable, esto es cuando el estanque se encuentre a maxima capacidad.
W = WEstanque +WPetroleo (20)
Primero se deben determinar la masa del estanque y el petroleo contenido. La masa del estanque se obtuvo
mediante el Software Creo.
Figura 25: Masa estanque de Petroleo
La masa del volumen contenido se puede obtener mediante la siguiente relacion
mP = ρP ∗ VEstanque (21)
Donde
mP = Masa Petroleo
ρP = Densidad Petroleo
VEstanque = Volumen de Petroleo
Reemplazando con los datos de este estanque se tiene
mP = 15[m3] ∗ 850[kg\m3]
mP = 12750[kg]
Ademas, para obtener el peso es necesario considerar la gravedad
W = m ∗ g (22)
Donde
m = Masa
g = Aceleracion de Gravedad
43

Por lo tanto, el peso del estanque y petroleo contenido sera.
W = (1697[kg] + 12750[kg]) ∗ 9.81[m\s2]
W = 141725[N ]
Volviendo a la expresion (19), se obtiene que sobre cada silleta actua la siguiente fuerza
Ay = By = 70862.5[N ] (23)
6.11. Esfuerzos
Cuando el estanque se encuentra soportado por medio de dos silletas, se encuentra sometido a los siguien-
tes tipos de esfuerzo [Megyesy E., p.85].
Para el calculo de los esfuerzos se consideran los siguientes factores.
Q = Carga en una silleta
A = Distancia Silleta-Final del cilindro
L = Largo cuerpo cilındrico
R = Radio del cilindro
H = Largo Tapa Semieliptica (R/4)
Ki = Constantes Tabla 38 y 39
b = Ancho de la placa de las silletas
E = Eficiencia Soldadura 37
t = Espesor Paredes del Estanque
Esfuerzos Longitudinales por Flexion
• En las Silletas
S1 = ±
QA
1−1− A
L+R2 −H2
2AL
1 +4H
3L
K1R2t
(24)
Este esfuerzo se presenta como tension en la parte superior y compresion en la parte inferior del
estanque.
44

• En el Centro
S1 = ±
QL
4
−1 + 2R2 −H2
L2
1 +4H
3L
− 4A
L
πR2t
(25)
Este esfuerzo se presenta como tension en el fondo y compresion en la parte superior del estanque.
• Esfuerzos Debido a Presion Interna
S =1
E
(PdR
t+ 0.6Pd
)(26)
Esfuerzos de Corte Tangenciales
• En el Cuerpo y Cabezales
S2 =K4Q
Rt
(L− 2A
L+ 4H/3
)(27)
• Adicional en las Tapas
S3 =K5Q
Rt
(L− 2A
L+ 4H/3
)(28)
Esfuerzos Circunferenciales
• En la union Silleta-Cuerpo
S4 =Q
4t(b+ 1.56√Rt)− 3K6Q
2t2(29)
• En la parte inferior del Cuerpo
S5 =K7Q
t(b+ 1.56√Rt)
(30)
45

6.11.1. Esfuerzos Maximos
Los esfuerzos antes mencionados presentan diferentes criterios para establecer el esfuerzo maximo permi-
sible. Estos criterios se clasifican como:
E. Maximo Permisible Longitudinal por Flexion en Centro y Silletas: S1 a Tension mas el
esfuerzo debido a la presion interna no debera exceder el valor del esfuerzo permisible del material. En
compresion el esfuerzo debido a la presion interna menos S1 no debera exceder la mitad del valor del
esfuerzo maximo permisible.
E. Maximo Permisible Corte Tangencial Cuerpo y Tapas: No debe exceder 0.8 veces el esfuerzo
permisible del material del recipiente.
E. Maximo Permisible Corte Tangencial Adicional en las Tapas: S3 mas el esfuerzo debido a
la presion interna no debe exceder mas de 1.25 veces el esfuerzo permisible del material.
E. Maximo Circunferencial Union Silleta-Cuerpo: S4 no debera exceder 1.5 veces el valor de
esfuerzo permisible del material.
E. Maximo Circunferencial Parte Inferior: S5 no debera exceder 0.5 veces el esfuerzo maximo
del material.
Los resultados del calculo de esfuerzos se resumen en la siguiente tabla.
EsfuerzoEsfuerzoEstanque
ValorCriterio
Valor MaximoCriterio
Longitudinal en Silletas (Compresion) −1.48[MPa] 24.34[MPa] 55.42[MPa]
Longitudinal en Silletas (Tension) +1.48[MPa] 23.34[MPa] 110.8[MPa]
Longitudinal en Centro (Compresion) −2.36[MPa] 33.64[MPa] 55.42[MPa]
Longitudinal en Centro (Tension) +2.36[MPa] 38.36[MPa] 110.8[MPa]
Corte en Centro y Cabezas 1.36[MPa] 37.36[MPa] 138.5[MPa]
Corte Adicional Tapas 0.62[MPa] 36.62[MPa] 138.5[MPa]
Cicrunferencial Silleta-Cuerpo 1.34[MPa] 1.34[MPa] 166.2[MPa]
Circunferencial Inferior 1.46[MPa] 1.46[MPa] 55.4[MPa]
Tabla 9: Tabla Resumen Esfuerzos Estanque
De acuerdo a los valores obtenidos, todos los esfuerzos generados en el estanque se encuentran dentro de
valores permisibles. Ademas, en algunos casos se puede observar que los esfuerzos son mucho menores que
los establecidos como permisibles.
46

6.12. Agujero de Inspeccion
Cuando se requiere tener acceso al interior del estanque, ya sea para mantenimiento, carga o descarga de
solidos, etc. Es necesaria la instalacion de un Agujero de Inspeccion o Registro de Hombre.
El diseno seleccionado para el Agujero de Inspeccion durante la generacion de conceptos, es el establecido
por la norma [UL-142, p.25]. Por lo tanto solamente es necesario establecer las dimensiones del Agujero de
Inspeccion.
Figura 26: Boceto Agujero de Inspeccion , Fuente UL-142
Las dimensiones de la figura son
TamanoNominal
Diametro Nominaldel Cuello (ID)
Diametro Nominalde la Cubierta (DC)
Diametro NominalCirculo de Pernos (DB)
NumeroMınimo de
Pernos
457.2mm 457.2mm 571mm 533.4mm 18
Tabla 10: Dimensiones Agujero de Inspeccion
Ademas, de estas dimensiones se establecen los siguientes requerimientos.
• El espesor t no debe ser menor a 4.24mm, en este caso se trabajara con un espesor de 6mm.
• El diametro mınimo de los pernos es 12.7mm, en este caso se utilizaran Pernos M14.
• Los agujeros de los pernos deben ser de un diametro mınimo de 14.3mm.
• La distancia G no debe ser menor a 50.8mm. Para este estanque se utilizaran 70mm.
• Entre la tapa y la base del agujero de inspeccion, se debe instalar un sello (gasket).
47

6.13. Orejas de Izaje
Para transportar el estanque de petroleo con seguridad, es necesaria la inclusion de orejas de izaje. Estas
orejas se encuentran adosadas al estanque desde su parte superior.
Un factor importante a la hora de disenar las orejas es conocer la masa del estanque y su estructura
soportante cuando se encuentre vacio. Este factor se determino mediante el software Creo. Para el diseno de
Figura 27: Masa Estanque Petroleo
las orejas, se utilizara el diseno propuesto en el libro guıa [Leon J., p.137].
Figura 28: Esbozo Orejas de Izaje, Fuente Inglesa
Las medidas de las orejas se encuentran relacionadas con el peso del estanque. Para este estanque las
medidas son.
CapacidadMax
Amm
Bmm
Cmm
Dmm
Fmm
Diametro Barrenosmm
Gmm
Hmm
Cantidad
2000kg 19 114.5 114.5 38 58 38 19 10 2
Tabla 11: Dimensiones Orejas de Izaje
Las orejas seran ubicadas a una distancia de 30mm desde el extremo del cuerpo del estanque.
48

6.14. Conexiones
Para el diseno del estanque se encuentra un requisito propuesto por el cliente el cual solicita que las
boquillas se adapten con el sistema, para llevar a cabo este requisito se usaran distintos componentes para es-
tablecer la union del estanque con medios externos, como caldera, punto de abastecimiento etc. Se encuentran
cuatro tuberıas y un filtro que deben ir conectados al estanque las cuales son.
Canerıa Abastecimiento de Petroleo : Esta es una canerıa de acero con un diametro de 4” la cual
permite la conexion del estanque con el medio de abastecimiento de petroleo, esta debe encontrarse como
maximo a 15cm del fondo del estanque [DS-160, p.25] con el fin de minimizar choques o turbulencias.
Esta canerıa no posee hilo y debe ser soldada con la superficie exterior del estanque con el tipo de
soldadura filete.
Canerıa de Salida: : Esta canerıa permite la conexion hacia la caldera, cuyo material es cobre y su
diametro es de 3/4”, posee un terminal con hilo exterior.
Para la union de la tuberıa se implementara una copla de acero con hilo interior de 3/4”, la cual
debera ser de acero para su proceso de soldadura filete con la superficie exterior del estanque. En
el interior del estanque se encontrara otra canerıa de cobre de 3/4”, la cual posee un terminal con
hilo exterior en ambos extremos, permitiendo la union del sistema y la valvula con filtro, esta tuberıa
debera estar a 15cm del fondo del estanque [DS-160, p.25].
Valvula con Filtro de Petroleo : Es instalada en el extremo de la tuberıa de salida en el interior
del estanque, esta posee un hilo interior de 3/4”, lo que permite la conexion. Esta valvula cuenta
con un filtro que impide la succion de cualquier impureza que eventualmente pueda estar en el fondo
del estanque de almacenamiento y que pueda llegar a la bomba de Abastecimiento, ademas retiene el
petroleo bombeado en la tuberıa.
Canerıa de Retorno : Esta canerıa permite el retorno del petroleo que no es usado en la caldera,
esta es de cobre y diametro es de 1/2”, posee un terminal con un hilo exterior.
Para la union de la canerıa se implementara una copla con hilo interior de 1/2”, la cual debera ser
de Acero para su proceso de soldadura filete con la superficie exterior del estanque. En el interior
del estanque se encontrara otra canerıa de 1/2”, la cual posee un terminal en su extremo lo que
permite la union con el sistema de retorno. Esta debera estar a una distancia de 15cm del fondo del
estanque [?, p.25]
Tuberıa de Venteo : Esta tuberıa permite la emanacion de los gases, su material es acero, y cuyo
diametro es de 2”, esta sera soldada a la superficie exterior del estanque con el tipo de soldadura filete.
Esta tuberıa estara conectada a dos codos unidos entre si los cuales formaran una especie de U invertida
lo cual permitira que no ingrese agua producto de la lluvia ni otras partıculas.
49

(a) (b)
Figura 29: Coplas Utilizadas en las conexiones a) Hilo Interior b) Lisa
6.15. Recubrimiento del Estanque
La Corrosion es el deterioro de las propiedades esenciales en un material debido a reacciones con su en-
torno. En terminos generales desde el punto de quımico, esto significa la perdida de un electron cuando metales
comunes reaccionan con agua u oxıgeno. Este debilitamiento del metal debido a la oxidacion de sus atomos es
un ejemplo de corrosion electroquımica; y en el hierro o el acero es conocido coloquialmente como herrumbre.
La corrosion usualmente afecta materiales metalicos y tıpicamente produce oxidos y/o sales del metal original.
La pintura anticorrosiva es una base o primera capa de imprimacion de pintura que se ha de dar a una
superficie, que se aplica directamente a los cuerpos de acero, y otros metales. Para ello puede usarse un pro-
ceso de inmersion o de aspersion, (dependiendo del funcionamiento de la planta de trabajo y de la geometrıa
de la estructura). Este tiene el proposito principal de inhibir la oxidacion del material, y secundariamente
el de proporcionar una superficie que ofrezca las condiciones propicias para ser pintada con otros acabados,
esmaltes y lustres coloridos. Esta pintura tiene la primordial funcion de proteger el acero, y para ello, no solo
se adhiere a la superficie, sino que procura reaccionar quımicamente con la superficie metalica con la que
toma contacto para modificarla y compenetrarse quımicamente.
Para la proteccion y recubrimiento del estanque de combustible se utilizara Anticorrosivo Epoxido, el
cual es una resina de mayor uso para la proteccion de tanques de almacenamiento para exteriores.
Epoxidos: Son las resinas de mayor uso para la proteccion de tanques de almacenamiento, interior
y exterior respectivamente. En los ultimos anos la tecnologıa quımica de los Epoxidos ha variado
tremendamente, existiendo hoy en dıa una variedad muy importante. Presentan una caracterıstica de
buena resistencia quımica y fısica. Tienen una desventaja que no son estables a la luz UV produciendo
una degradacion y perdida de color y brillo. Esta ultima desventaja no es un factor preponderante para
el Estanque, ya que este sera instalado en un cuarto cerrado, aislado de la luz UV.
El nombre especıfico que se utilizara es el Iponlac 331 de Sherwin Williams, el cual es un esmalte
epoxico poliamida de terminacion, formulado para proteger acero y concreto en exposicion a ambientes
industriales.
50

6.16. Analisis Elementos Finitos II
Una vez dimensionales todos los componentes del estanque de petroleo, se procedera a realizar una serie
de analisis de elementos finitos, estos permitiran determinar si el producto disenado cumple con los requeri-
mientos impuestos por los consumidores y las instituciones correspondientes.
6.16.1. Analisis Silletas
Las silletas son los elementos encargados de soportar el cuerpo del estanque. Debido a que las silletas se
encuentran en contacto con el estanque mediante su placa superior o desgaste, el peso del estanque es ejercido
sobre estas.
Para realizar el analisis la fuerza sera aplicada sobre la placa superior como una presion uniforme. La
presion sobre esta placa esta dada por.
P =F
A(31)
Donde
P = Presion ejercida sobre la placa superior.
F = Fuerza ejercida por el cuerpo del estanque y el petroleo.
A = Area de la placa superior.
La fuerza ejercida sobre las silletas se obtuvo anteriormente (Seccion 6.8), por lo tanto, ahora se debe
determinar el area de la placa superior. Para determinar el area se utilizo el software Creo.
Figura 30: Area placa superior Silletas
De acuerdo al software la placa superior tiene un area de 336231mm2 = 0.336m2
51

Utilizando el area de las silletas y la fuerza ejercida sobre ellas, es posible determinar la presion que actua
sobre la superficie de la placa superior de las silletas.
P =70862.5N
0.33m2= 196840.27Pa (32)
Ahora, se procedera a configurar el software con los valores determinados. La restriccion de desplazamiento
para este analisis se encontrara en la base de silleta.
Figura 31: Configuracion Analisis Creo Silletas
Luego de definir cargas, material y restricciones, se realizo un analisis estatico multipaso con polinomios
de orden maximo 9.
Los resultados del analisis se resumen en la siguiente tabla.
σm [MPa] Desp. Max. [mm] P-Level F.S Strain
63.93 0.149 9 3.67 2.569e-4
Tabla 12: Resultados Analisis Elementos Finitos Silleta
(a) (b)
Figura 32: Resultados Analisis Silletas a) Desplazamiento b) Esfuerzos
52

Al analizar los esfuerzos que se encuentra sometida la silleta, se observa una concentracion de esfuerzos
en la placa central de la silleta. Mientras que los desplazamientos maximos se encuentran en los bordes de la
placa superior.
Ademas, al observar el Factor de Seguridad obtenido, se puede determinar que las silletas se encuentran
sobredimensionadas. Pero como las dimensiones de las silletas se encuentran estipuladas en la norma, no es
posible realizar modificaciones.
6.16.2. Analisis Orejas Izaje
El segundo analisis realizado consistio en determinar si las orejas de izaje son capaces de sostener el es-
tanque y su estructura soportante, ademas de los efectos que se generan sobre el estanque al ser elevado por
medio de las orejas. Para esto se realizo un analisis estatico multipaso sobre las orejas de izaje disenadas.
El primer paso de este analisis consistio en determinar si las orejas disenadas resisten el peso del estanque
y las silletas. Para esto se realizo el analisis restringiendo la base de la oreja y aplicando una fuerza equivalente
al peso del estanque al interior del agujero de la oreja, simulando el contacto con un gancho o cuerda.
Figura 33: Restriccion y Fuerzas Analisis Oreja
Al realizar el analisis, se obtuvieron los siguientes resultados.
σm [MPa] Desp. Max. [mm] P-Level F.S Strain
51.98 0.0083 6 4.52 2.790e-4
Tabla 13: Resultados Analisis Elementos Finitos Oreja Izaje
Al observar la Figura 34 se advierte que el desplazamiento maximo se genera en la parte superior del
agujero de la oreja, mientras que los esfuerzos maximos se concentran en la parte central de este agujero.
De acuerdo a estos resultados y basandose en el esfuerzo maximo generado sobre la oreja, se puede afirmar
que las orejas de izaje soportan el peso del estanque y las silletas.
53

(a) (b)
Figura 34: Resultados Analisis Orejas de Izaje a) Esfuerzos b) Desplazamientos
Ahora se debe determinar que efectos se producen en el estanque al ser elevado, para ello se realizo un
analisis con el estanque completo. Para las cargas se considero la misma situacion que en el analisis de las
orejas de izaje, mientras que la restriccion en este caso se efectuo sobre la base de las silletas.
Figura 35: Restriccion y Fuerzas Izaje Estanque
Al realizar el analisis estatico multipaso se obtuvieron los siguientes resultados.
σm [MPa] Desp. Max. [mm] P-Level F.S Strain
182.9 0.477 9 1.28 1.078e-3
Tabla 14: Resultados Analisis Elementos Finitos Izaje Estanque
De acuerdo a los resultados obtenidos, se aprecia que el esfuerzo maximo generado en el estanque se
encuentra dentro de la zona elastica del material, por lo cual se encuentra dentro de los valores permitidos
para el esfuerzo. En relacion a los desplazamientos generados en el estanque al ser izado, se observa que
el desplazamiento es muy pequeno en relacion a las dimensiones del estanque, por lo que puede considerar
despreciable.
54

(a) (b)
Figura 36: Resultados Analisis Izaje Estanque a) Esfuerzos b) Desplazamientos
Al revisar los resultados graficos del analisis (Fig 36), se observa que tanto los esfuerzo y desplazamiento
maximo se generan en la parte superior del estanque, sin generar efectos significativos en el cuerpo del
estanque o silletas. De acuerdo a esto, se puede concluir que el diseno y la ubicacion de las orejas de izaje
permiten un traslado seguro del estanque.
(a) (b)
Figura 37: Ubicacion a) Esfuerzo Maximo b) Desplazamiento Maximo
6.16.3. Analisis Estanque
El ultimo analisis, consiste en repetir el analisis realizado anteriormente en el estanque (Seccion 6.9.1), la
diferencia radica que en este analisis se incluiran todos los componentes del estanque.
Es importante determinar los efectos generados al realizar perforaciones en el cuerpo del estanque. Es
por esto que en este analisis se realizaron las perforaciones correspondientes a las conexiones y al agujero de
inspeccion, ademas se incorporo la tapa de este agujero.
La presion utilizada en este analisis corresponde a la presion de trabajo Pt = 16093.503Pa, mientras que
la superficie restringida seran las bases de las silletas.
55

Figura 38: Distribucion de Presion Y Restricciones Analisis II
Al realizar el Analisis Estatico se obtuvieron los siguientes resultados.
σm [MPa] Desp. Max. [mm] P-Level F.S Strain
35.73 0.270 8 6.57 1.078e-3
Tabla 15: Resultados Analisis Elementos Finitos Presion Trabajo
Al observar los resultados graficos del analisis realizado, se observa que el esfuerzo y desplazamiento
maximo se encuentran en la parte superior del estanque.
(a) (b)
Figura 39: Resultados Analisis Presion de Trabajo Estanque a) Esfuerzo b) Desplazamiento
56

Al comparar los resultados obtenidos en este analisis con los obtenidos anteriormente, se observa que al
disminuir la presion, los esfuerzos generados en los cabezales disminuyen.
Buscando el punto donde se genera el esfuerzo maximo, se puede concluir que las perforaciones en el
estanque generan concentraciones de esfuerzos en el borde de estas. En este caso, la concentracion de esfuer-
zos mas significante se genero en torno al agujero de inspeccion. Mientras que en las perforaciones de las
conexiones no se divisan concentraciones significantes de esfuerzos.
Figura 40: Concentracion de Esfuerzos Presion de Trabajo
Considerando el valor del esfuerzo maximo y el factor de seguridad obtenido, se determino que el estanque
soporta la presion de trabajo generada por el petroleo contenido.
En base a resultados analıticos y del software CREO, es posible afirmar que el estanque de petroleo y su
estructura soportante, cumplen satisfactoriamente las condiciones de operacion, ademas de los requisitos
dimensionales y de seguridad impuestos por la SEC y Consumidores.
En vista de los resultados obtenidos no existe la necesidad de realizar una refinacion del producto, per-
mitiendo al equipo de trabajo continuar con el proceso de diseno establecido en el texto guıa.
57

6.17. Lista de Materiales
El ultimo paso del proceso de desarrollo del producto, consiste en elaborar una lista de componentes que
conforman el producto desarrollado. Esta lista permite generar un ındice de partes con el objetivo de facilitar
el proceso de manufactura.
Para los proveedores de los componentes, se utilizaran diferentes tiendas con presencia en Valdivia.
Lista de MaterialesProducto: Estanque de Petroleo 15000lt. Organizacion: Grupo 2
Ensamble: Cuerpo Estanque
Item Parte Cantidad Nombre Material Proveedor
1 1 Planchas Acero 6mm AS37-24ES Kupfer S.A.
2 1Copla Retorno
1/2”HI-HIAcero
GalvanizadoFerreterıaAltermatt
3 1Copla Salida3/4”HI-HI
AceroGalvanizado
FerreterıaAltermatt
4 1 Copla para nivel 2”HIAcero
GalvanizadoFerreterıa Sur
5 18 Pernos 1/2 x 1 1/2Acero
GalvanizadoFerreterıaAltermatt
Ensamble: Estructura Soportante
Item Parte Cantidad Nombre Material Proveedor
1 1 Planchas Acero 5mm AS37-24ES Acenor SA.
2 1 Planchas Acero 6mm AS37-24ES Kupfer S.A.
3 1 Planchas Acero 14mm AS37-24E Acenor SA.
Ensamble: Conexiones
Item Parte Cantidad Nombre Material Proveedor
1 1 Terminal 1/2”HE Bronce Sodimac
2 1 Terminal 3/4”HE Bronce Sodimac
3 1Valvula Pie con filtro
3/4”Sodimac
4 1 Canerıa de 1/2” CobreFerreterıaAltermatt
5 1 Canerıa de 3/4” CobreFerreterıaAltermatt
6 1 Tapa Gorro Nivel 2”HeAcero
GalvanizadoFerreterıa Sur
Tabla 16: Lista de Materiales Estanque Petroleo 15000lt y Estructura Soportante
58

7
Soporte
7.1. Certificacion
Para que un estanque pueda entrar en funcionamiento, debe ser sometido a un protocolo de certificacion.
De acuerdo a la Superintendencia de Electricidad y Combustibles, el protocolo que se debe realizar corres-
ponde a PC-103 “Protocolo de Analisis y/o Ensayos de Productos de Combustibles Lıquidos”.
La certificacion se realiza en una empresa reconocida por la SEC. Este protocolo verifica parametros como,
soldaduras de los refuerzos, materiales, filtraciones, entre otros.
Los puntos de la certificacion de interes para el proyecto, tienen relacion con materiales y diseno. Como
el estanque disenado por el equipo se basa en la norma UL-142 reconocida por la SEC, el diseno y material
del estanque, satisfacen los parametros de certificacion en su totalidad.
7.1.1. Presion de Prueba
Con el objetivo de probar la sanidad de las soldaduras de los refuerzos y conexiones en el estanque di-
senado para operar a bajas o altas presiones se hace uso de una prueba Neumatica.
Esta prueba consiste en sellar las aberturas del estanque, llenarlo hasta su capacidad maxima y luego
inyectar aire a presion hasta una presion de 5PSI [UL-142, p. 52] durante un tiempo de 15 minutos. Mediante
una solucion jabonosa o similar se prueban las uniones y se verifica que no exista variacion de presion al
interior del estanque.. Mediante una solucion jabonosa o similar se prueban las uniones y se verifica que no
exista variacion de presion al interior del estanque. En esta prueba neumatica es importante que este deba
estar libre de escorias u otros depositos como pintura o salpicaduras en el area de la soldadura. Cualquier
indicio de falla se detecta por la presencia de burbujas en el defecto. En caso de defectos en la soldadura
probada se hacen sus respectivas reparaciones y luego se inicia nuevamente la prueba respectiva.
Una vez finalizada la prueba se retira todos los elementos de prueba y se limpia la soldadura probada.
Para determinar si el estanque soporta la presion neumatica sin sufrir deformaciones permanentes, se
repitio el analisis del estanque (6.16.3), utilizando la presion neumatica.
Al observar los resultados del analisis se obtuvieron los siguientes valores.
σm [MPa] Desp. Max. [mm] P-Level F.S Strain
76.53 0.580 8 3.07 1.078e-3
Tabla 17: Resultados Analisis Elementos Finitos Presion Prueba
59

Analizando los resultados graficos obtenidos (Figura 17), se observa que tanto los esfuerzos como despla-
zamiento, siguen la misma distribucion que en el analisis anterior, la diferencia radica en el aumento de la
magnitud es estos.
(a) (b)
Figura 41: Resultados Analisis Presion de Prueba Estanque a) Esfuerzo b) Desplazamiento
Basandose en el esfuerzo maximo y factor de seguridad, se afirma que el estanque soporta la presion de
prueba sin sufrir deformaciones permanentes. Esta afirmacion es valida si durante la manufactura se respetan
las condiciones establecidas en el proceso de diseno.
7.2. Pretil de Contencion
Un requerimiento para certificar la instalacion de un estanque de combustible, es la construccion de un
pretil de contencion en torno al estaque [DS-160, p. 31]. Este pretil cumple la funcion de contener el petroleo
en caso de alguna fuga en el estanque.
Este pretil debe presentar las siguientes caracterısticas.
• No debera dificultar el acceso a las valvulas, ni del servicio contra incendios.
• La altura de los muros contenedores no podra ser mayor a 1.8m
• Los pretiles y el suelo deberan ser impermeables al combustible almacenado en los estanques
• El pretil de contencion debe ser capaz de contener un 110 % del volumen contenido en el estanque.
Para esta instalacion, las distancias entre las paredes de la habitacion y el manto del estanque no cumplen
con la distancia requerida por la SEC (1,5mt). Por lo tanto este factor sera evaluado mediante una certificacion
especial.
60

7.3. Medicion de Nivel
De acuerdo a un requerimiento del cliente, el nivel de petroleo sera determinado mediante una varilla
graduada. La graduacion mınima de la varilla es cada 200Lt. [DS-160, p. 62].
Para determinar el volumen contenido en este estanque, se utiliza la siguientes formulas.4
Ap = R2arccos
(R− hR
)− (R− h)
√(2Rh− h2) (33)
Vp = ApL+ (πah2(1− h
3R))
Donde
Vp = Volumen Parcial
R = Radio Estanque [1.93m]
a = Largo Cabezales [0.48m]
h = Altura Parcial Petroleo
A continuacion se presenta una serie de valores, que permitiran determinar el volumen a determinadas alturas.
Altura [m] Volumen [m3] Altura [m] Volumen [m3]
0 0,0 1 7,8
0,05 0,1 1,05 8,4
0,1 0,3 1,1 8,9
0,15 0,5 1,15 9,4
0,2 0,8 1,2 9,8
0,25 1,1 1,25 10,3
0,3 1,4 1,3 10,8
0,35 1,8 1,35 11,3
0,4 2,2 1,4 11,7
0,45 2,6 1,45 12,2
0,5 3,0 1,5 12,6
0,55 3,5 1,55 13,0
0,6 3,9 1,6 13,4
0,65 4,4 1,65 13,7
0,7 4,9 1,7 14,0
0,75 5,3 1,75 14,3
0,8 5,8 1,8 14,6
0,85 6,3 1,85 14,8
0,9 6,8 1,9 14,9
0,95 7,3 1,93 15,0
Tabla 18: Volumen Petroleo Contenido
61

7.4. Identificacion del Estanque
De acuerdo a la reglamentacion Todo estanque debera estar clara y visiblemente identificado mediante un
rotulo, placa o pintado [DS-160, p.36].
La placa de identificacion debera ser de un material compatible con el estanque, y con un sistema de
sujecion firme que permanezca con el tiempo.
La placa que a instalar en el estanque sera la siguiente.
Figura 42: Identificacion Estanque de Petroleo
Adicionalmente, se puede incluir el sımbolo de la NFPA, que permite determinar el combustible almace-
nado, riesgos para la salud, reactividad y algun riesgo especıfico del combustible almacenado.
Figura 43: Codigo Identificacion Petroleo NFPA
62

7.5. Fallas
Las diferentes fallas que se puedan producir en el estanque, se pueden agrupar en cuatro categorıas prin-
cipales que describen el origen de las fallas [Moss D., p. 5].
Los tipos de fallas se agrupan en:
• Materiales: Ocurren cuando no se selecciona el material adecuado.
• Diseno: Surgen al emplear datos o metodos de disenos incorrectos.
• Fabricacion: Al fabricar un estanque con un bajo control de calidad o utilizando metodos de fabricacion
incorrectos.
• Servicio: Cambios en las condiciones de servicio por el usuario, mantenciones inadecuadas o no reali-
zadas.
De acuerdo al proceso de diseno del estanque, es posible descartar las fallas por Material y Diseno,
puesto que se respetaron los requerimientos establecidos por los organismos correspondientes.
Para disminuir el riesgo de fallas por Fabricacion, se confeccionaran planos para cada uno de los compo-
nentes del estanque, ademas del tipo de soldadura que se debe utilizar.
El proceso de certificacion del estanque, revisa parametros que puedan causar fallas en las tres primeras
categorıas, disminuyendo el riesgo de fallas en el estanque.
Las probabilidades de fallas por mantencion, se reducen realizando las inspecciones y mantenciones co-
rrespondientes.
Ademas, existen otros factores que pueden originar fallas, tales como
Sismos
Cargas Termicas
Transporte No Adecuado
Estos factores no fueron considerados, esto se debio al objetivo del proyecto (Modulo de Estatica).
7.6. Fin de Servicio
Los estanques de petroleo, tiene una vida util promedio de 10 anos, debido a que cada este periodo de
tiempo el estanque se debe someter al proceso de certificacion.
En caso que el estanque no sea reutilizado para almacenar combustible, este debera ser vaciado comple-
tamente, eliminar los vapores del interior y efectuar una limpieza de su interior. Esta limpieza tiene como
objetivo no afectar el medio ambiente o la salud de las personas.
63

7.7. Consideraciones de Seguridad
Todo lugar de trabajo debera contar con medidas de seguridad para prevenir posibles accidentes que
puedan danar a los seres vivos o el ambiente. Para ello se entregara una serie de recomendaciones con el fin
de disminuir al maximo los accidentes y tener una instruccion de que hacer al momento de la ocurrencia de
un accidente. En base a las normas chilenas de calidad de vida, prevencion de riesgos y salud.
Las consideraciones de seguridad que se le recomiendan a la empresa al momento de adquirir el estanque
de combustible y su estructura soportante para condiciones de uso son:
Proteccion contra incendio y senales de seguridad en base a “NCh2111.Of199”.
Ubicacion y senalizacion de los extintores portatiles en base a “NCh1433.Of1978”.‘
Letreros de seguridad tales como: zonas seguras, lıquido combustible, no fumar, carga de combustible,
etc. En base a la “NCh1411/1.Of1978”.
Para la instalacion y haciendo hincapie en la seguridad, basarse en el Decreto supremo 90-96 “Regla-
mento de seguridad para las instalaciones y operaciones de produccion, refinancio, transporte, almace-
namiento, distribucion y abastecimiento de combustibles lıquidos”.
7.8. Consideraciones Eticas
Este proyecto se realizo pensando en el beneficio de las personas que se verıan favorecidas con nuestro
aporte dentro del Hospital de Corral. La Construccion de un estanque y su estructura soportante con la
funcion de almacenar el combustible para la calefaccion y suministro de agua caliente del hospital.
Los analisis, pruebas y materiales para la construccion del estanque y su estructura han sido estudiados y
probados con fundamentos de ingenierıa, cumpliendo con las normas vigentes impuestas por la Superinten-
dencia de Electricidad y Combustible (SEC), ademas de las Normas Ambientales vigentes.
La importancia del medio ambiente y de las personas es algo que como equipo de diseno se valoro de
manera primordial, es por esto que se realizaron bastos ensayos de disenos asistidos por computadoras con
el fin de cerciorarse de que este estanque no fallara en condiciones de usos normales, afectando a seres vivos
ni al medio ambiente.
64

7.9. Costo de Materiales
Se realizo una cotizacion de los materiales utilizados en la construccion del estanque. Estas cotizaciones
fueron realizadas en tiendas locales.
Es importante destacar que en las tiendas visitadas, no existıa disponibilidad de Acero A37-24ES, por lo
tanto las cotizaciones fueron realizadas con un Acero A36, este Acero puede ser utilizado en la fabricacion
del estanque.
Cotizacion de MaterialesProducto: Estanque de Petroleo 1500lt. Organizacion: Grupo 2
Fecha: 13/07/2012
Nombre CantidadValor
UnitarioFuente Valor Total
Plancha Acero 4 mm A36 22,44 kg. $ 490 Kupfer S.A. $ 10995
Plancha Acero 14 mm A36 118,4 Kg. $ 680 Kupfer S.A. $ 81192
Plancha Acero 6 mm A36 1695 Kg. $ 660 Kupfer S.A. $ 1120020
Electrodo Indura 6010 3/16 40,8 m $ 1167 Sodimac S.A. $ 47687
Electrodo Indura 6010 1/8 10 m $ 1000 Sodimac S.A. $ 10000
Terminal de bronce 3/4”HE 1 UN $ 443 Sodimac S.A. $ 443
Terminal de bronce 1/2”HE 1 UN $ 1350 Sodimac S.A. $ 1350
Valvula de pie con filtro Acero inox. 3/4 1 UN $ 4190 Sodimac S.A. $ 4190
Esmalte epoxico negro 331 negro 1 Gal $ 27092 Valdicolor $ 27092
Catalizador esmalte Epoxico 1 Gal $ 22499 Valdicolor $ 22499
Canerıa FE negro 2”S/H 2 m $ 2414 Acenor S.A. $ 3621
Codo FE negro 2” 2 UN $ 1350 Altermatt $ 2700
Perno de anclaje 5/8 x 4 1/2 4 UN $ 750 Altermatt $ 3000
Perno Maquina 1/2 x 1 1/2 18 UN $ 180 Altermatt $ 3240
Canerıa de Cobre M 1/2 2 m $ 2480 Altermatt $ 4960
Canerıa de Cobre M 3/4 2 m $ 3680 Altermatt $ 7360
Copla Acero Galvanizado 1/2 HI-HI 1 UN $ 280 Altermatt $ 280
Copla Acero Galvanizado 3/4 HI-HI 1 UN $ 400 Altermatt $ 400
Hilo Tuerca Galvanizado 2” 1 UN $ 1194 Ferreterıa Sur $ 1194
Tapa gorro Galvanizado 2” 1 UN $ 1022 Ferreterıa Sur $ 1022
Tabla 19: Cotizacion de Materiales
El costo total de los materiales utilizados en la fabricacion del estanque es $1353245, aproximadamente
60U.F.
65

7.10. Reconocimientos
Este proyecto se ha llevado a cabo por un grupo de trabajo acotado a la hora de dar los nombres de los
responsables del proyecto, sin embargo el desarrollo del proyecto involucro a muchas personas que de forma
permanente estuvieron dispuestos a colaborar de manera directa con las dudas que surgieron a medida que se
desarrollaba el proyecto. Es por esto que nos compete la necesidad de reconocer y agradecer su colaboracion
en este trabajo.
Al Profesor y Director de Pregrado Sr. Hector Noriega Fernandez, quien fue el coordinador del modu-
lo, ası como tambien el encargado de entregar la informacion y apoyo necesario para preparar un buen diseno
mecanico para el proyecto.
Al Profesor y Director del Instituto de Diseno y Metodos Industriales (IDMI) Sr. Roberto Cardenas
Parra. Por su apoyo en el area de Estatica y Mecanica de Materiales. Ası como tambien para coordinar
visitas necesarias para el buen desarrollo del proyecto.
Al Profesor Sr. Rolando Rıos Rodrıguez por su apoyo en la aplicacion del Metodo de Elementos
Finitos mediante el software Creo Element/ Pro Engineer, el cual fue parte fundamental a la hora de realizar
los analisis necesarios de Estatica.
Al Inspector Tecnico de Obra Sr. Juan Rodrıguez C., por su disposicion, instruccion y tiempo a nuestro
servicio en lo que respecta a consultas tecnicas y requerimientos para poder realizar un buen proyecto.
Al Jefe de Operaciones UACh Valdivia Sr. Jose Luis Gomez G, por su disposicion a la hora de con-
sultas tecnicas y requerimientos para el buen desarrollo del producto en el proyecto.
Ademas, agradecemos la colaboracion de los profesores Sr. Juan Rebolledo y Sr. Alex Sepulveda.,
en contenidos externos al modulo de Estatica.
66

8
Conclusion
Comprender el problema de diseno fue fundamental para disenar un producto de calidad, ya que el diseno
de un Estanque de Combustible de 15.000 litros y su estructura soportante debe obedecer a una serie de
normas y consideraciones que permitan la seguridad y confiabilidad del sistema. Es por esto que el equipo de
trabajo fue obteniendo las consideraciones del problema alcanzado desde los requerimientos del cliente, siendo
tarea de este equipo de diseno el desarrollo de las correspondientes especificaciones de ingenierıa, mediante
las cuales se obtuvo el cumplimiento de la necesidad identificada.
Un aspecto clave para el exitoso producto que se obtuvo, fue el metodo de planificacion que utilizamos,
siendo este el Plan Cascada, en el cual una vez terminada cada etapa del proceso de diseno, se analizaba a
profundidad y una vez que estaba completa se procedıa pasar a la siguiente, teniendo una base solida para
la siguiente etapa.
El conocimiento de Estatica, Mecanica de Materiales y Elementos finitos mediante el Software Creo Ele-
ment / Pro Engineer, fueron fundamentales en la etapa de desarrollo del producto. Por un lado el conocimiento
de diversos tipos de aceros y resistencia de estos, el analisis tanto de cargas internas como externas del estan-
que y por otro lado la aplicacion del Metodo de Elementos Finitos mediante el Software antes mencionado
(Creo Element / Pro), donde se realizaron analisis de esfuerzos en el estanque de combustible y la estructura
soportante, sometiendolo a diversas pruebas con distintas presiones, los cuales garantizaron un producto de
calidad.
Finalmente gracias a la colaboracion de todos los miembros del equipo de diseno, se logro cumplir con los
objetivos propuestos para este proyecto. Un ejemplo claro de ello fue satisfacer las necesidades requeridas por
los clientes, y cumplir con las Normas establecidas, resguardando la seguridad de la vida humana al interior
del hospital y a la vez el cuidado del medio ambiente.
67

Bibliografıa
[ASME] The American Society Of Mechanical Engineers. Rules For Construction Of Pressure Vessels. ASME
New York, 2004 Edition.
[Chattopadhyay S.] Chattopadhyay, S. Pressure Vessels , Design and Practice . Boca Raton, First Edition.
[DS-160] Chile. Ministerio de Economia, Fomento y Reconstruccion (2009). Reglamento de seguridad para
las instalaciones y operaciones de produccion, refinacion, transporte, almacenamiento, distribucion y
abastecimiento de combustibles de lıquidos.
[DS-379] Chile. Ministerio de Economia, Fomento y Reconstruccion (1986). Reglamento sobre requisitos mıni-
mos de seguridad para el almacenamiento y manipulacion de combustibles lıquidos derivados del petroleo,
destinados a consumos propuios.
[Garcia N. & Bastidas C.] Garcia, M.& Bastidas, C. Introduccion a las Normas Chilenas de Dibujo Tecnico.
Universidad Austral de Chile, Chile 1996, Primera Edicion
[Hibbeler R.] Hibbeler, R. C. Mecanica de Materiales. PEARSON Educacion, Mexico 2006, Sexta Edicion
[Leon J.] Leon, J. Diseno y Calculo de Recipientes a Presion . Inglesa , Mexico, Primera Edicion.
[NCh.203.Of77] Instituto Nacional de Normalizacion (1977). Acero para uso Estructural. , Chile.
[Matamala G.] Matamala, E. Corrosion . Universidad de Concepcion, Chile, Primera Edicion.
[Megyesy E.] Megyesy, G. Manual de Recipientes a Presion . Limusa Editores, Mexico, Primera Edicion.
[Moss D.] Moss, D. Pressure Vessel Design Manual. Gulf Professional Publishing, Oxford, Third Edition.
[Pender J.] Pender, J. Soldadura. Mc Graw Hill, Mexico, Primera Edicion.
[Streeter V.] Streeter, V. L. Mecanica de los Fluidos. Mc Graw Hill, New York, Octava Edicion.
[Ullman D.] Ullman, D. G. The Mechanical Design Process. Mc Graw Hill, New York, Fourth Edition.
[UL-142] Underwriters Laboratories (2009). Steel Aboveground Tanks For Flammable and Combustible
Liquids.
68

Referencias WEB
[1] Constructora Ingetal S.A. Obras.
Recuperado el 24 de Abril 2012 , de http://www.ingetal.cl/obras/region-de-los-rios/
hospital-de-corral/
[2] Wikipedia. Corrosion.
Recuperado el 10 de Julio 2012 , de http://es.wikipedia.org/wiki/Corrosion
[3] Sherwin-Williams Chile. Productos.
Recuperado el 10 de Julio 2012 , de http://www.sherwin.cl
[4] RED-BAG. Horizontal Tank Fluid Volume.
Recuperado el 12 de Julio 2012 , de http://www.red-bag.com/engintools/hortankvol.php
[5] Sodimac. Productos.
Recuperado el 12 de Julio 2012 , de http://www.sodimac.cl
69

Propuesta del Producto
Nombre de la Organización: Grupo 2, V Semestre Fecha: 11/04/2011
Nombre de Producto Propuesto: Estanque de Petróleo
Resumen: El hospital de corral requiere la construcción de un estanque para almacenar 15000 litros
de petróleo y la construcción de su estructura soportante, cumpliendo las exigencias del mandante.
Trasfondo del el producto: Debido a la construcción del hospital de corral y la necesidad de contar
con un suministro de petróleo disponible para abastecer los diferentes requerimientos del hospital.
Mercado del producto: Hospital de corral.
Competencia: Otros equipos de trabajo del quinto semestre que buscan adjudicarse el proyecto.
Capacidad de Diseño: Los estudiantes de la carrera de Ingeniería Civil Mecánica, se encuentran
capacitados para realizar el proyecto debido al conocimiento otorgado por la Universidad Austral en
las asignaturas de Estática y Elementos Finitos, permitiendo realizar análisis y simulaciones mediante
programas computacionales.
Detalles de distribución: --------
Detalles de la propuesta:
Diseñar un estanque de petróleo de acuerdo a las exigencias del mandate, utilizando la siguiente
secuencia.
- Definir el problema
- Planificar el Proyecto
- Definir el Producto
- Diseñar y evaluar conceptos
- Generar el diseño final
Miembro del Equipo: Anibal Aguilera Preparado por: Grupo 2, V Semestre
Miembro del Equipo: Manuel Araya Revisado por: Héctor Noriega.
Miembro del Equipo: Jose Soto Aprobado por:------
Miembro del Equipo: Felipe Vera
Anexo 1
Tabla 20: Propuesta del Estanque de Petroleo
70

Análisis FODA
Empresa responsable: Grupo 2 V Semestre Fecha: 11 de abril 2012
El tema de análisis FODA: Sistema de izaje de carbón para abastecimiento de caldera.
Fortaleza:
• Motivación por el proyecto
• Modelación en CREO
• Conocimientos de:
-Estática
-Elementos Finitos
-Materiales
• Herramientas que nos entrega la
Universidad.
Debilidades:
• Ser nuestro primer proyecto a diseñar.
• Nulo conocimiento de Normas.
• Capacidad Análisis en CREO
• Conocimiento adicional al nivel.
• No estar acostumbrado al trabajo
grupal.
• No tener un conocimiento pleno acerca
de cómo diseñar el proyecto.
• Problemas de convivencia.
Oportunidades:
• Aprender el proceso de diseño.
• Conocer sobre distintas Materias.
• Trabajar en equipo.
• Obtener experiencia en terreno sobre
Máquinas Térmicas
• Cercanía y Disponibilidad para las
visitas en terreno.
• Promover el prestigio de la UACH.
• Prestar servicio a una entidad pública.
Amenazas:
• Tiempo Disponible.
• Coordinación reuniones con los
Mandantes.
• Proyecto que no cumpla con las
expectativas del Mandante.
Miembro del equipo: Aníbal Aguilera Preparado por: Grupo 2 ICM V Semestre
Miembro del equipo: Manuel Araya Revisado por: Héctor Noriega F.
Miembro del equipo: José Soto Aprobado por: Héctor Noriega F.
Miembro del equipo: Felipe Vera
Tabla 21: Analisis FODA Estanque de Petroleo
71

Análisis PRO-CON
Organización de diseño: Grupo 2, V Semestre Fecha: 11/04/2012
Tema del análisis Pro-Con: Diseño de estanque de petróleo de 15.000 litros y estructura soportante para el Hospital de Corral.
Pro:
- Motivación para realizar este proyecto. (2)
- Recursos disponibles para realizar simulaciones que permite facilitar cálculos (CREO). (2)
- Conocimientos básicos en ciencias de materiales y estática, que nos servirán como base pasa adquirir más conocimientos. (3)
- Existe numerosa información disponible que nos permitirá adquirir conocimiento específico para este proyecto. (3)
- Facilidad para visitas a terreno. (2) - Mejorar el trabajo en equipo. (1) - Obtener Experiencia. (3)
Con:
- No poseer conocimientos en las normas de almacenamiento de combustible. (2)
- Dificultad de visitas a terreno con las condiciones climáticas. (1)
- Tiempo Disponible para realizar el proyecto. (2)
- No estar acostumbrado al trabajo en equipo. (3)
- No poder satisfacer todas las exigencias del mandante. (3)
- Puede requerirse conocimiento en áreas no abordadas en el modulo I. (2)
- Pueden surgir problemas para coordinar visitas a terreno. (1)
Miembro del Equipo: Anibal Aguilera Preparado por: Grupo 2, V Semestre Miembro del Equipo: Manuel Araya Revisado por: Héctor Noriega. Miembro del Equipo: Jose Soto Aprobado por:------ Miembro del Equipo: Felipe Vera The Mechanical Design Process Designed by Professor David G. Ullman
Copyright 2008, McGraw Hill Form # 8.0
Tabla 22: Analisis PRO-CON Estanque de Petroleo
72

Análisis PRO-CON
Organización de diseño: Grupo 2, V Semestre Fecha: 11/04/2012
Tema del análisis Pro-Con: Diseño de estanque de petróleo de 15.000 litros y estructura soportante para el Hospital de Corral.
Pro:
- Conocimientos básicos en ciencias de materiales y estática, que nos servirán como base pasa adquirir más conocimientos. (3)
- Existe numerosa información disponible que nos permitirá adquirir conocimiento específico para este proyecto. (3)
- Mejorar el trabajo en equipo. (2) - Obtener Experiencia. (3)
Con:
- No poseer conocimientos en las normas de almacenamiento de combustible. (2)
- Puede requerirse conocimiento en áreas no abordadas en el modulo I. (2)
- Pueden surgir problemas para coordinar visitas a terreno. (1)
Miembro del Equipo: Anibal Aguilera Preparado por: Grupo 2, V Semestre Miembro del Equipo: Manuel Araya Revisado por: Héctor Noriega. Miembro del Equipo: Jose Soto Aprobado por:------ Miembro del Equipo: Felipe Vera The Mechanical Design Process Designed by Professor David G. Ullman
Copyright 2008, McGraw Hill Form # 8.0
Tabla 23: Analisis PRO-CON Final Estanque de Petroleo
73

Project Planning
Design Organization: Grupo 2, V Semestre Date:
18/04/2012 Proposed Product Name: Estanque de Petróleo 15000 lt.
Task
1
Name of Task: Descubrimiento del Producto
Objective : Definir el problema
Reunión Coordinación Mandante
Recopilación material asociado al proyecto
Analizar la factibilidad del proyecto (Análisis FODA, PRO-CON)
Deliverables: Documentar la información generada en la tarea
Decisions needed:
Decision 1: Determinar si el proyecto será abordado o desechado
Personnel needed
Title: Equipo de Trabajo Hours: 8 Percent full time: 25%
Time estimate
Total hours: 32 Lapsed time(include units): 15 días
Sequence:
Predecessors:
Successors: Tarea 2, Planificación del proceso de Diseño
Start Date: 05/04/12 Finish Date: 20/04/12
Costs: Capital Equipment Disposables:
Task
2
Name of Task: Planificación del proceso de Diseño.
Objective : Identificar las Tareas para cada fase del proceso de diseño
Estimar la duración de cada una de las tareas
Asignar las tareas
Deliverables: Carta Gantt
Documentar la información generada en la tarea
Decisions needed: Decision 1: Aprobar o Rechazar la planificación
Personnel needed Title: Equipo de Trabajo Hours: 5 Percent full time: 60%
Time estimate Total hours: 20 Lapsed time(include units): 7 days
Sequence:
Predecessors: Tarea 1, Descubrimiento del Problema
Successors: Tarea 3, Definición del Producto
Start Date: 20/04/2012 Finish Date: 27/04/2012
Costs: Capital Equipment Disposables:
Tabla 24: Identificacion de Tareas I
74

Task
3
Name of Task: Definición del Producto
Objective : Identificar a los consumidores
Obtener requerimientos de los consumidores
Generar especificaciones de Ingeniería
Determinar la importancia de los requerimientos y especificaciones
Deliverables: Documentar la información generada en la tarea
Matriz QFD
Decisions needed:
Decision 1: Definir las características principales del estanque para comenzar el proceso de
diseño
Personnel needed
Title: Equipo de Trabajo Hours: 5 Percent full time: 35%
Time estimate Total hours: 20 Lapsed time(include units): 11 Dias
Sequence:
Predecessors: Tarea 2, Planificación del proceso de Diseño
Successors: Tarea 4, Diseño Conceptual
Start Date:30/04/12 Finish Date: 11/05/12
Costs: Capital Equipment Disposables:
Task
4
Name of Task: Diseño Conceptual
Objective : Generar Conceptos en relación a las especificaciones
Evaluar los conceptos generados
Descomposición Funcional
Generar Bocetos de los conceptos
Cálculos Analíticos
Deliverables: Informe que nos entregue las posibles soluciones para el problema de diseño
Decisions needed:
Decision 1: Determinar el concepto sobre el cual se trabajara
Personnel needed
Title: Equipo de Trabajo Hours: 6 Percent full time: 20%
Time estimate Total hours: 24 Lapsed time(include units): 17 Días
Sequence: Predecessors: Tarea 3, Definición del Producto
Successors: Tarea 5, Desarrollo del Producto
Start Date: 14/05/12 Finish Date: 31/05/12
Costs: Capital Equipment Disposables:
Tabla 25: Identificacion de Tareas II
75

Task
5
Name of Task: Desarrollo del Producto
Objective : Generación de la forma final del producto
Selección de Materiales
Selección de Procesos
Generación de modelos
Análisis Computacionales
Deliverables: Modelos
Análisis de fuerzas y deformaciones
Planos del modelo terminado
Decisions needed:
Decision 1: Decidir si el prototipo cumple con los requerimientos
Decision 2: Crear nuevo prototipo, rediseñar o aprobar el diseño
Personnel needed
Title: Equipo de Trabajo Hours: Percent full time: 100%
Time estimate Total hours: Lapsed time(include units): 14 Dias
Sequence:
Predecessors: Tarea 4 , Diseño Conceptual
Successors: Tarea 6, Soporte del Producto
Start Date: 23/05/12 Finish Date: 11/06/12
Costs: Capital Equipment Disposables:
Task
6
Name of Task: Soporte del Producto
Objective : Documentar en un informe final el proceso de diseño
Desarrollo de planos
Desarrollo de un manual de uso y mantención
Deliverables: Informe del proyecto
Planos del Producto
Memoria de Calculo
Manual de uso y mantención
Decisions needed:
Decision 1: Determinar si el producto final cumple con las especificaciones requeridas
Personnel needed
Title: Equipo de Trabajo Hours: Percent full time: 100%
Time estimate Total hours: Lapsed time(include units): 11 days
Sequence:
Predecessors: Tarea 5, Desarrollo del Producto
Successors: ----
Start Date: 16/06/2012 Finish Date: 27/06/2012
Costs: Capital Equipment Disposables:
Team member: Anibal Aguilera Prepared by: Grupo 2, V Semestre
Team member: Manuel Araya
Checked by:
Team member: Jose Soto
Approved by:
Team member: Felipe Vera
The Mechanical Design Process Designed by Professor David G. Ullman
Copyright 2008, McGraw Hill Form # 10.0
Tabla 26: Identificacion de Tareas III
76

Id Modo de
tarea
Nombre de tarea Duración Comienzo Fin
1 Proceso de Diseño Estanque Petróleo 15000lt 59 días jue 05-04-12 mar 26-06-12
2 Descubrimiento del Producto 12 días jue 05-04-12 vie 20-04-12
3 Presentación de los proyectos 1 día jue 05-04-12 jue 05-04-12
4 Estudio de los proyectos 4 días jue 05-04-12 mar 10-04-12
5 Análisis FODA, PRO-CON 1 día lun 09-04-12 lun 09-04-12
6 Asignación de Proyectos 1 día mar 10-04-12 mar 10-04-12
7 Reunión Coordinación Sr Rodríguez 1 día vie 13-04-12 vie 13-04-12
8 Recopilación material asociado al proyecto 4 días lun 16-04-12 jue 19-04-12
9 Visita Obra Hospital De Corral 1 día jue 19-04-12 jue 19-04-12
10 Toma de Decisiones 1 día vie 20-04-12 vie 20-04-12
11 Planificación del proyecto 6 días vie 20-04-12 vie 27-04-12
12 Identificación de Tareas 1 día lun 23-04-12 lun 23-04-12
13 Asignación de Tareas 1 día mar 24-04-12 mar 24-04-12
14 Estimar tiempo 1 día lun 23-04-12 lun 23-04-12
15 Carta Gantt 2 días lun 23-04-12 mié 25-04-12
16 Estimación de costos 1 día jue 26-04-12 jue 26-04-12
17 Toma de Decisiones 1 día mié 25-04-12 jue 26-04-12
18 Definición Del Producto 10 días lun 30-04-12 vie 11-05-12
19 Comprender Problema de Diseño 1 día jue 26-04-12 vie 27-04-12
20 Identificar Consumidores 1 día mié 02-05-12 mié 02-05-12
21 Desarrollar requerimientos de los consumidores 1 día jue 03-05-12 jue 03-05-12
22 Evaluar la competencia 1 día vie 04-05-12 vie 04-05-12
23 Generar especificaciones de Ingeniería 1 día lun 07-05-12 lun 07-05-12
24 Establecer objetivos de ingeniería 1 día mar 08-05-12 mar 08-05-12
25 Matriz QFD 2 días mié 09-05-12 jue 10-05-12
26 Refinacion de la Tarea 1 día vie 11-05-12 vie 11-05-12
27 Presentación Avance Proyecto 1 día vie 11-05-12 vie 11-05-12
28 Interrogación Avance Proyecto 1 día lun 14-05-12 lun 14-05-12
29 Diseño Conceptual 14 días jue 10-05-12 mar 29-05-12
30 Generación de conceptos 2 días lun 14-05-12 mar 15-05-12
31 Descomposición Funcional 2 días lun 14-05-12 mar 15-05-12
32 Generar Conceptos desde las funciones 3 días mié 16-05-12 vie 18-05-12
33 Creación de Bocetos 1 día lun 14-05-12 lun 14-05-12
34 Cálculos Analíticos 2 días mar 15-05-12 mié 16-05-12
35 Evaluar Conceptos 4 días vie 18-05-12 mié 23-05-12
36 Juzgar Viabilidad 1 día vie 18-05-12 vie 18-05-12
37 Evaluación de tecnología disponible 1 día vie 18-05-12 vie 18-05-12
38 Utilización de Matriz de Decisión 1 día lun 21-05-12 lun 21-05-12
39 Refinacion de Tarea 2 días mar 22-05-12 mié 23-05-12
40 Desarrollo del Producto 14 días mié 23-05-12 lun 11-06-12
41 Generación de Forma 2 días mié 23-05-12 jue 24-05-12
42 Selección de Materiales 2 días jue 24-05-12 vie 25-05-12
43 Selección de Procesos 1 día lun 28-05-12 lun 28-05-12
44 Análisis CREO 6 días mar 29-05-12 mar 05-06-12
45 Redefinir Producto 2 días mié 06-06-12 jue 07-06-12
46 Refinacion de Tarea 2 días vie 08-06-12 lun 11-06-12
Tabla 27: Carta Gantt Planificacion del Proceso de Diseno
77

Id Modo de
tarea
Nombre de tarea Duración Comienzo Fin
47 Soporte Del Producto 11 días mié 13-06-12 mié 27-06-12
48 Documentación del Proyecto 11 días mié 13-06-12 mié 27-06-12
49 Desarrollo de Planos 3 días vie 08-06-12 mar 12-06-12
50 Desarrollo de Modelos Físicos 1 día mié 13-06-12 mié 13-06-12
51 Desarrollo de Informe Final 4 días jue 14-06-12 mar 19-06-12
52 Manual de Uso y Mantencion 1 día mié 20-06-12 mié 20-06-12
53 Refinacion de Tarea 2 días jue 21-06-12 vie 22-06-12
54 ENTREGA FINAL 1 día mar 03-07-12 mar 03-07-12
Tabla 28: Continuacion Carta Gantt Planificacion del Proceso de Diseno
78

Jefe Proyecto
- ¿Cuál es la capacidad del estanque?
- La Capacidad del estanque es 15000 litros.
- ¿Qué tipo de estanque se utilizara?
- Estanque cilíndrico horizontal
- ¿Cuál es el espacio disponible para construir el estanque?
- Una habitación de 3.00m x 7.00m
- ¿Qué aspecto privilegia al construir el estanque?
(calidad vs Costo)
- Se privilegiara la calidad
- ¿Cuál es la vida útil estimada del estanque?
- La duración promedio de un estanque es 10 años
- ¿Cuál es el ambiente donde se ubicara el estanque?
- Se ubicara en un ambiente costero
- ¿Qué espesor desea para la construcción del estanque?
- Se requiere un espesor de 6mm
- ¿Tiene algún requerimiento específico en relación al diseño del
estanque?
- La medición del nivel de petróleo debe ser por medio de varilla.
Operarios
- ¿Cuál es la capacidad (consumo) de la caldera?
- La capacidad de la caldera es 300000 kcal/hr
- ¿Cuál es el diámetro de la tubería de salida, retorno y
abastecimiento?
- Los diámetros son ¾ pulg, ½ pulg. y 4 pulg. respectivamente.
- ¿A qué temperatura debe estar el petróleo del estanque?
- Temperatura Ambiente
- ¿Es necesario la instalación de algún filtro?
- SI, al interior del estanque.
- ¿Existe diferencia de altura entre el estanque y la caldera?
- No, ambos se encuentran en el mismo nivel.
- ¿Tiene algún requerimiento específico en relación al diseño del
estanque?
- No
Cuestionario Requerimientos Sr. Juan Rodríguez.
Tabla 29: Cuestionario Requerimientos de los Consumidores
79

Mantención
- ¿Cada cuanto realiza mantención?
- Está determinado por la SEC.
- ¿Cuál es el plan de mantención?
- Está determinado por la SEC.
- ¿Cómo se realiza?
- Está determinado por la SEC.
- ¿Tiene algún requerimiento específico en relación al diseño del
estanque?
- No
Prevención de
Riesgos
- ¿Qué requerimientos ambientales se deben cumplir?
- Se deben cumplir los requerimientos establecidos por la SEC.
- ¿Qué medidas de seguridad para los trabajadores se deben
implementar?
- Se deben implementar las medidas establecidas por la SEC.
- ¿Tiene algún requerimiento específico en relación al diseño del
estanque?
- NO
Tabla 30: Continuacion Cuestionario Requerimientos de los Consumidores
80

Id Modo de
tarea
Nombre de tarea Duración Comienzo Fin
1 Proceso de Diseño Estanque Petróleo 15000lt 59 días jue 05-04-12 mar 26-06-12
2 Descubrimiento del Producto 12 días jue 05-04-12 vie 20-04-12
3 Presentación de los proyectos 1 día jue 05-04-12 jue 05-04-12
4 Estudio de los proyectos 4 días jue 05-04-12 mar 10-04-12
5 Análisis FODA, PRO-CON 1 día lun 09-04-12 lun 09-04-12
6 Asignación de Proyectos 1 día mar 10-04-12 mar 10-04-12
7 Reunión Coordinación Sr Rodríguez 1 día vie 13-04-12 vie 13-04-12
8 Recopilación material asociado al proyecto 4 días lun 16-04-12 jue 19-04-12
9 Visita Obra Hospital De Corral 1 día jue 19-04-12 jue 19-04-12
10 Toma de Decisiones 1 día vie 20-04-12 vie 20-04-12
11 Planificación del proyecto 6 días vie 20-04-12 vie 27-04-12
12 Identificación de Tareas 1 día lun 23-04-12 lun 23-04-12
13 Asignación de Tareas 1 día mar 24-04-12 mar 24-04-12
14 Estimar tiempo 1 día lun 23-04-12 lun 23-04-12
15 Carta Gantt 2 días lun 23-04-12 mié 25-04-12
16 Estimación de costos 1 día jue 26-04-12 jue 26-04-12
17 Toma de Decisiones 1 día mié 25-04-12 jue 26-04-12
18 Definición Del Producto 10 días lun 30-04-12 vie 11-05-12
19 Comprender Problema de Diseño 1 día jue 26-04-12 vie 27-04-12
20 Identificar Consumidores 1 día mié 02-05-12 mié 02-05-12
21 Desarrollar requerimientos de los consumidores 1 día jue 03-05-12 jue 03-05-12
22 Evaluar la competencia 1 día vie 04-05-12 vie 04-05-12
23 Generar especificaciones de Ingeniería 1 día lun 07-05-12 lun 07-05-12
24 Establecer objetivos de ingeniería 1 día mar 08-05-12 mar 08-05-12
25 Matriz QFD 2 días mié 09-05-12 jue 10-05-12
26 Refinacion de la Tarea 1 día vie 11-05-12 vie 11-05-12
27 Presentación Avance Proyecto 1 día vie 18-05-12 vie 18-05-12
28 Interrogación Avance Proyecto 1 día vie 25-05-12 vie 25-05-12
29 Diseño Conceptual 11 días lun 28-05-12 lun 11-06-12
30 Generación de conceptos 2 días lun 28-05-12 mar 29-05-12
31 Descomposición Funcional 2 días lun 14-05-12 mar 15-05-12
32 Generar Conceptos desde las funciones 3 días mié 30-05-12 vie 01-06-12
33 Creación de Bocetos 1 día mié 30-05-12 mié 30-05-12
34 Cálculos Analíticos 2 días jue 31-05-12 vie 01-06-12
35 Evaluar Conceptos 4 días lun 04-06-12 jue 07-06-12
36 Juzgar Viabilidad 1 día lun 04-06-12 lun 04-06-12
37 Evaluación de tecnología disponible 1 día lun 04-06-12 lun 04-06-12
38 Utilización de Matriz de Decisión 1 día lun 04-06-12 lun 04-06-12
39 Refinacion de Tarea 2 días jue 10-05-12 vie 11-05-12
40 Desarrollo del Producto 11 días mar 12-06-12 mar 26-06-12
41 Generación de Forma 2 días lun 11-06-12 mar 12-06-12
42 Selección de Materiales 2 días mié 13-06-12 jue 14-06-12
43 Selección de Procesos 1 día vie 15-06-12 vie 15-06-12
44 Análisis CREO 4 días lun 18-06-12 jue 21-06-12
45 Redefinir Producto 2 días vie 22-06-12 lun 25-06-12
46 Refinacion de Tarea 2 días mar 26-06-12 mié 27-06-12
Tabla 31: Carta Gantt Actualizada Planificacion del Proceso de Diseno
81

Id Modo de
tarea
Nombre de tarea Duración Comienzo Fin
47 Soporte Del Producto 4 días mié 27-06-12 lun 02-07-12
48 Documentación del Proyecto 11 días mié 13-06-12 mié 27-06-12
49 Desarrollo de Planos 3 días mié 13-06-12 vie 15-06-12
50 Desarrollo de Modelos Físicos 1 día lun 18-06-12 lun 18-06-12
51 Desarrollo de Informe Final 4 días mar 19-06-12 vie 22-06-12
52 Recomendaciones de Uso y Mantencion 1 día lun 25-06-12 lun 25-06-12
53 Refinacion de Tarea 2 días mar 26-06-12 mié 27-06-12
54 ENTREGA FINAL 1 día mar 03-07-12 mar 03-07-12
55
56
57
Tabla 32: Continuacion Carta Gantt Actualizada Planificacion del Proceso de Diseno
82

Tabla 33: Ingenierıa inversa Estanque Edificio Eduardo Gonzalez Villa.
83

Tabla 34: Continuacion Ingenierıa inversa Estanque Edificio Eduardo Gonzalez Villa.
84

Figura 44: Seleccion de Conceptos por medio del metodo Morfologico
85

Anexo 2
Determinacion Costo Soldadura
El costo total de electrodos por metro lineal soldar esta dado por la formula
$
m.l=Pmd[kg/ml] ∗ V alorElectrodo[$/kg]
EficienciaDeposicion[ %](34)
Donde
Pmd : Es la cantidad de metal de aporte necesario para completar una union de soldada.
Las uniones usadas para la formacion del cuerpo del estanque y su estructura soportante y utilizando
placas de acero de 6mm se determinara el Pmd con la tabla ??, se obtuvo.
• Union de Soldadura Filete: 0.177[Kg/ml]
• Union de Soldadura Ranura: 0.190[Kg/ml]
◦ Eficiencia de aportacion: Relacion entre el metal efectivamente depositado y la cantidad en peso
de electrodos requeridos para efectuar ese deposito.
El electrodo recomendado es INDURA 6010 el cual tiene un proceso manual celulıtico con una eficiencia
de deposicion el 60 %.
Para la soldadura de ranura se usara el electrodo Indura6010 (3/16”) cuyo valor es $3687/kg
Para la soldadura de filete se usara un electrodo Indura6010 (1/8”) cuyo valor es $3392/kg
Tabla 35: Material Depositado de acuerdo al tipo de Soldadura , Fuente Indura
86

INDURA 6010
Electrodo para acero dulce o al carbono.
Revestimiento celulosico sodico. Color rojo
Toda posicion
Corriente continua, electrodo positivo
Descripcion: Electrodo con polvo de hierro en el revestimiento, que permite una velocidad de deposito
mayor y una aplicacion mas facil, junto con propiedades mecanicas sobresalientes. La estabilidad del
arco y el escudo protector que da el revestimiento ayudan a dirigir el deposito reduciendo la tendencia
a socavar. Esta disenado segun los ultimos adelantos tecnicos para lograr optimos resultados practicos.
Usos: : Este electrodo tiene un campo de aplicacion muy amplio, en especial cuando es necesario soldar
en toda posicion.
Aplicaciones Tıpicas:
• Estanques
• Tuberias de Presion
• Estructuras
• Canerias
• Planchas Corrientes y Galvanizadas
• Barcos
Las Propiedades detalladas del electrodo se encuentran en la tabla 36
Tabla 36: Propiedades Electrodo INDURA 6010, Fuente Indura
87

��
Tabla 37: Eficiencia de Soldadura, Fuente Inglesa
88

��
��
Tabla 38: Valores Constantes K, Fuente Inglesa
89

��
�
Tabla 39: Valores Constantes K, Fuente Inglesa
90