PROPUESTA DE IMPLEMENTACION DE LA...
81
1 PROPUESTA DE IMPLEMENTACION DE LA HERRAMIENTA SMED PARA LA REDUCION DE LOS TIEMPOS DE ALISTAMIENTO Y CAMBIOS DE REFERENCIA EN LA EMPRESA ALIMENTOS CARNICOS S.A.S PLANTA CALOTO Presentado por: MONICA LASSO NAVARRETE MARIO ALBERTO RAMIREZ PARRA FANOR CARVAJAL TORRES UNIVERSIDAD SAN BUENAVENTURA FACULTAD DE INGENIERIAS PROGRAMA DE INGENIERIA INDUSTRIAL SANTIAGO DE CALI, 27 DE ABRIL DE 2011
Transcript of PROPUESTA DE IMPLEMENTACION DE LA...

1
PROPUESTA DE IMPLEMENTACION DE LA HERRAMIENTA SMED
PARA LA REDUCION DE LOS TIEMPOS DE ALISTAMIENTO Y CAMBIOS
DE REFERENCIA EN LA EMPRESA ALIMENTOS CARNICOS S.A.S
PLANTA CALOTO
Presentado por:
MONICA LASSO NAVARRETE
MARIO ALBERTO RAMIREZ PARRA
FANOR CARVAJAL TORRES
UNIVERSIDAD SAN BUENAVENTURA
FACULTAD DE INGENIERIAS
PROGRAMA DE INGENIERIA INDUSTRIAL
SANTIAGO DE CALI, 27 DE ABRIL DE 2011

2
PROPUESTA DE IMPLEMENTACION DE LA HERRAMIENTA SMED
PARA LA REDUCION DE LOS TIEMPOS DE ALISTAMIENTO Y CAMBIOS
DE REFERENCIA EN LA EMPRESA ALIMENTOS CARNICOS S.A.S
PLANTA CALOTO
Presentado por:
MONICA LASSO NAVARRETE
MARIO ALBERTO RAMIREZ PARRA
FANOR CARVAJAL TORRES
Trabajo de grado presentado como requisito para optar al título de
Ingenieros Industriales
Director:
HUGO OVIEDO
UNIVERSIDAD SAN BUENAVENTURA
FACULTAD DE INGENIERIAS
PROGRAMA DE INGENIERIA INDUSTRIAL
SANTIAGO DE CALI, 27 DE ABRIL DE 2011

3
Nota de Aceptación:
________________________________
________________________________
________________________________
________________________________
________________________________
________________________________
________________________________
Presidente del Jurado
________________________________
Jurado
________________________________
Jurado

4
TABLA DE CONTENIDO
Pág.
INTRODUCCION 10
1. PROBLEMA 11
1.1. ANTECEDENTES DEL PROBLEMA 11
1.2. PLANTEAMIENTO DEL PROBLEMA 11
1.3. FORMULACION DEL PROBLEMA 15
1.4. JUSTIFICACION 15
1.4.1 JUSTIFICACION TEORICA 16
1.4.2 JUSTIFICACION METODOLOGICA 16
1.4.3 JUSTIFICACION PRÁCTICA 16
1.5. ALCANCE 17
2. OBJETIVOS 18
2.1. OBJETIVO GENERAL 18
2.2. OBJETIVOS ESPECIFICOS 18
3. MARCO DE REFERENCIA. 19
3.1. MARCO TEORICO. 19
3.2. MARCO CONCEPTUAL. 22
4. ASPECTO METODOLÓGICO. 26
5. CRONOGRAMA. 27
6. CARACTERISTICAS DEL SECTOR Y DE LA EMPRESA. 28

5
6.1. CADENA PRODUCTIVA. 28
6.2. HISTORIA DE LA COMPAÑIA. 32
6.3. POLÍTICA INTEGRAL DE GESTIÓN. 35
6.4. VISION. 36
6.5. MISION. 36
6.6. ORGANIGRAMA. 37
6.7. PORTAFOLIO DE PRODUCTOS. 38
7. ANALISIS Y DIAGNOSTICO DE LA SITUACION ACTUAL. 40
8. RESULTADOS DEL ANALISIS DE LA SITUACION ACTUAL. 58
9. PROPUESTA DE APLICACION DE LA HERRAMIENTA SMED. 60
10. APLICACIÓN DE SMED. 62
10.1 METODOLOGÍA PARA EL CAMBIO DE MÉTODOS. 63
10.2 CONCEPTOS FUNDAMENTALES DEL SMED. 64
10.3. TÉCNICAS DE APLICACIÓN. 65
10.4. PROBLEMAS MÁS COMUNES A LA HORA DE REALIZAR LOS
CAMBIOS O PREPARACIONES DE HERRAMIENTAS. 66
10.5. IMPORTANCIA DE LAS CINCO "S" EN LA APLICACIÓN DEL SMED.
67
10.6. PROCEDIMIENTOS PARA MEJORAR LA PREPARACIÓN. 67
10.7. PASOS PARA LA APLICACIÓN DE LA HERRAMIENTA SMED EN
ALIMENTOS CARNICOS S.A.S. 69

6
11. ANALISIS COSTO BENEFICION DE LA IMPLEMENTACION DE LA
PROPUESTA. 71
12. CONCLUSIONES. 72
13. RECOMENDACIONES. 75
14. BIBLIOGRAFIA Y WEBGRAFIA. 77
15. ANEXOS. 78

7
LISTA DE CUADROS
Pág.
Cuadro No. 1: Tipos de paro en disponibilidad año 2010 12
Cuadro No. 2: Oportunidades de mejora en indicadores de proceso
productivo 14
Cuadro No. 3: Etapas de mejoramiento en aplicación de SMED 22
Cuadro No. 4: Cronograma de propuesta de implementación 27
Cuadro No. 5: Cadena productiva cárnica 28
Cuadro No.6: Valor producción y empleo de personas en industria
colombiana 30
Cuadro No. 7: Exportaciones de cadena productiva 31
Cuadro No. 8: Importaciones de cadena productiva 31
Cuadro No. 9: Productos por marca línea salchichas 38
Cuadro No.10: Productos por marca línea chorizos 39
Cuadro No.11: Productos por marca línea tocineta-costilla 39
Cuadro No.12: Árbol de perdidas año 2010 planta Caloto 40
Cuadro No.13: Resultado OEE y sus tasas año 2010 41
Cuadro No.14: Equipos por etapa de proceso línea chorizos 44
Cuadro No.15: Equipos por etapa de proceso línea salchichas 44
Cuadro No.16: Equipos por etapa de proceso línea tocineta-costilla 45
Cuadro No 17: Análisis costo beneficio de la implementación. 71

8
LISTA DE GRÁFICOS
Pág.
Gráfico No. 1: Pareto tipos paros 13
Gráfico No. 2: Organigrama Alimentos Cárnicos 37
Gráfico No. 3: Resultado OEE maquinas en etapa de TD 42
Gráfico No. 4: Resultado OEE maquinas en etapa de PP 42
Gráfico No. 5: Resultado OEE maquinas en etapa de TD 43
Gráfico No. 6: Flujo proceso productivo planta Caloto 45

9
TABLA DE ANEXOS
Pág.
Anexo Nº 1: formato inicial para el registro de las actividades durante el
cambio de referencia. 78
Anexo Nº 2: formato de seguimiento a la reducción del tiempo de las
actividades durante el cambio de referencia. 79
Anexo Nº 3: formato de análisis de las actividades durante el cambio de
referencia. 80
Anexo Nº 4: formato de análisis 5 ¿por qué? de las actividades durante el
cambio de referencia. 81

10
INTRODUCCION
La competitividad representa un papel muy importante en las empresas, ya
que estas deben de tener una característica especial que les permita ser
diferenciadas de su competencia; por esta razón ellas deben esforzarse en
tener ventajas competitivas y sostenibles que marquen la pauta respecto a
la competencia y así evitar ser absorbidas o desaparecer del mercado a
causa de su falta de competitividad.
El mejoramiento continuo es un principio básico de la gestión de la calidad,
donde la mejora continua debería ser un objetivo permanente de la
organización para incrementar la ventaja competitiva a través de la mejora
de las capacidades organizativas, encaminadas a maximizar la eficiencia de
la compañía y responder rápidamente a las necesidades y a los cambios en
la demanda del cliente.
Debido a lo anterior y con el fin de contribuir a la competitividad de la región,
se ha realizado el análisis de la situación actual de la empresa ALIMENTOS
CARNICOS S.A.S, en el cual se pudo evidenciar algunas inconsistencias al
momento de realizar los alistamientos y cambios de referencia de las
máquinas. Con la implementación de la herramienta SMED, se quiere lograr
un aumento de la competitividad y eficiencia a través de la disminución en
las pérdidas ocasionadas por estos factores, adicionalmente se quiere
aportar a la disminución de los desperdicios y mejorar la calidad en los
procesos productivos, impactando de una manera positiva en los indicadores
de gestión y la consecución de los objetivos estratégicos de la compañía.

11
1. PROBLEMA
1.1. ANTECEDENTES DEL PROBLEMA
El crecimiento constante, las exigencias de los clientes, la normatividad y la
competencia del mercado hacen que las compañías busquen mejorar y ser
más eficientes en sus procesos continuamente. una de las formas para ser
más competitivo y tener procesos eficaces es aplicar metodologías de
mejoramiento continuo, las cuales se enfocan primordialmente en reducir
perdidas y mejorar cada uno de los procesos que se ejecuta en una
compañía, para así contribuir a la competitividad y el cumplimiento de los
objetivos estratégicos corporativos.
ALIMENTOS CARNICOS S.A.S planta Caloto es una compañía que
pertenece a la división de negocio cárnico del Grupo Nutresa S.A. En la
actualidad cuenta con respaldo económico, tecnológico, investigativo, y
personal capacitado suficiente para lograr los resultados que se proponen en
los objetivos estratégicos corporativos.
Uno de los medios para ser más competitivo, innovador y mantenerse en el
mercado es enfocarse en la optimización de cada uno de los recursos que
intervienen en todo el proceso productivo. Lo anterior es un medio para
permanecer en el mercado y cumplir con la consecución de los objetivos
estratégicos.
1.2. PLANTEAMIENTO DEL PROBLEMA
Para el desarrollo del proyecto se parte inicialmente de identificar el
problema y las causas que lo ocasionan. Para lo anterior y el inicio del

12
proyecto se tiene en cuenta primordialmente la información de los registros,
resultados de indicadores, árbol de pérdidas y programación de producción.
Al cierre del año 2010 en el indicador de eficiencia (OEE) presento un
resultado de 71.03% en toda la planta, observándose que el resultado de las
3 tasas que componen el (OEE), fue el siguiente: Disponibilidad (82,62%),
Desempeño (86,62%), Calidad (99,15%). La tasa con menor resultado es la
Disponibilidad y por ende con gran impacto en el resultado final del OEE.
Esta tasa indica que porcentaje está siendo utilizados los equipos.
Al momento de revisar cada uno de los factores que afectan la tasa de
Disponibilidad, se encontró que los paros por arranques y alistamientos
representan el 20,9% de las perdidas. Los anteriores paros corresponden a
los arranques y alistamientos de los equipos para iniciar el proceso
productivo y se incluyen los cambios entre una referencia y otra.
A continuación se muestran los datos de tiempo en horas por pérdidas en los
diferentes tipos de paro que afectan la disponibilidad durante el año 2010.
Cuadro No 1: Tipos de paro en disponibilidad año 2010.

13
Grafico No 1: Pareto Tipo de paro.
Se observa en el Grafico No. 1 que el 75,5% de participación del Pareto está
dado por dos tipos de paros que se dan en la compañía por equipos de muy
alta capacidad en comparación a los demás equipos y centros de trabajo, la
disminución de estos dos tipos de paros están a cargo de un grupo de
personas que trabajan en proyectos de mejoramientos de capacidades de
equipo y en una programación de la producción optima.
Debido a lo anterior se evidencio una oportunidad de trabajar en el tercer
tipo de paro que afecta en gran medida la disponibilidad, y más aun que en
la mayoría de las ocasiones los arranques, los alistamientos y cambios de
referencia se realizan de una forma no estandarizada, y también se presenta
en muchas ocasiones esta situación debido al no haber una secuencia
adecuada desde la programación de la planta (balanceo planta).

14
Adicional a lo anterior se están viendo afectados otros indicadores como:
INDICADOR CAUSAS CONTRAMEDIDAS
Ambiental
(Consumo de
agua).
Excesos de lavado en los
equipos.
Secuenciar la producción
de acuerdo a las
referencias que se
puedan mezclar.
Eficiencia
(Disponibilidad,
desempeño y
MTBF1).
Exceso de paros en
los equipos por
ajustes.
Averías por deterioro
forzado y errores
humanos.
Estandarizar los métodos
de alistamiento y
cambio de
referencias.
Eficiencia
(Productividad). Falta de flujo continúo.
Balancear la planta
desde la
programación,
minimizando los
cambios de
referencia.
Cumplimiento
(% de cumplimiento
en oportunidad y
volumen)
Exceso de cambios de
referencia.
Enfocar las líneas y los
equipos para ser
flexibles y hacer los
cambios de referencia
con la menor
probabilidad de error.
Cuadro No 2: Oportunidades de mejora en indicadores de proceso productivo.
La información que se muestra en el Cuadro No 2 nos refleja las
oportunidades que se tienen en la compañía para mejorar su proceso
productivo y los niveles de productividad y cumplimiento.
1 MTBF Mean Time Between Failures.

15
1.3. FORMULACION DEL PROBLEMA.
¿A través de la implementación de la herramienta SMED, en ALIMENTOS
CARNICOS S.A.S planta Caloto, se reducirán los tiempos de arranques y
alistamientos en 924 horas anuales, que corresponde al 30%, y por ende
contribuyendo a la disminución de la perdida en tiempo total de
disponibilidad y al mismo tiempo el costo de mano de obra por concepto de
alistamientos?
1.4. JUSTIFICACION.
La consecución de los objetivos organizacionales por partes de la dirección
de la planta es una de las prioridades con que cuenta la compañía, por esta
razón se debe unir esfuerzos individuales y grupales que permiten el
acercamiento a dichos objetivos.
El conocimiento de los productos y los procesos con los cuales se fabrican
son el punto de partida para lograr una mejor optimización de los recursos
de las empresas y así llegar al logro de los objetivos organizacionales. En
conclusión lo que se quiere es mostrarle a ALIMENTOS CARNICOS S.A.S
que mediante la implementación de la herramienta de SMED se puede
llegar a lograr mejores resultados en los indicadores de eficiencia y
productividad, además de la disminución del costo de mano de obra, el cual
es de $11.950 por hora evitando paros en el proceso por alistamientos
incorrectos, de esta manera se controlan las averías de las maquinas a
causa del deterioro forzado.

16
1.4.1 JUSTIFICACION TEORICA.
La realización de este proyecto permite poner en práctica todos los
conocimientos adquiridos durante la formación profesional como ingenieros
industriales y de esta manera contribuir al desarrollo del sector productivo
de nuestra región.
Para desarrollar este propuesta se colocaran en práctica algunas de las
metodologías ó técnicas utilizadas para analizar la situación actual de la
empresa, generar un diagnostico y de esta manera proponer un método,
herramienta ó estrategia que le permita a la compañía un buen alineamiento
con los objetivos corporativos de la organización.
1.4.2 JUSTIFICACION METODOLOGICA.
Basados en los resultados de la tasa de disponibilidad del año 2010, y de
acuerdo a los conocimientos adquiridos en nuestro proceso de formación
como ingenieros industriales, se puede recomendar a la compañía la
implementación de la herramienta SMED, la cual ayudara al mejoramiento
de dicha tasa con la disminución del tiempo en los arranques y alistamientos.
1.4.3 JUSTIFICACION PRÁCTICA.
De acuerdo con los objetivos planteados y conociendo los resultados de los
indicadores del año anterior, se puede afirmar que llevando a cabo la
implementación de la herramienta SMED se podrá contribuir a la
disminución de perdidas por Disponibilidad, y así que la planta logre los
resultados en mejora de eficiencia que se esperan desde la dirección, y por
ende contribuir a la filosofía de mejora continua en cada uno de los procesos
que se ejecutan en la planta.

17
1.5. ALCANCE.
El estudio y análisis que se realizara en la empresa ALIMENTOS
CARNICOS S.A.S planta Caloto, tendrá como propuesta la evaluación de la
implementación de la herramienta SMED para así lograr la disminución de
perdidas por Alistamientos y cambios de referencia, para determinar si es
factible o no la implementación de la herramienta de acuerdo a los beneficios
que se presupuesten en este proyecto, y así analizar si le aportan en gran
medida a los objetivos estratégicos de la compañía. La propuesta de
implementación es empezar por los equipos los cuales tienen tiempos de
arranque mayores a 10 minutos, los equipos en los cuales durante el día se
realizan varios cambios de referencia (alistamientos intermedios), y los
equipos que son de mayor utilización.

18
2. OBJETIVOS.
2.1. OBJETIVO GENERAL.
Proponer la implementación de una herramienta de mejora continua como lo
es SMED en la empresa ALIMENTOS CARNICOS S.A.S planta Caloto, con
la finalidad de disminuir las pérdidas ocasionadas por alistamientos y
cambios de formato o referencia, y de esta manera impactar positivamente
los indicadores, aportando hacia la consecución de los objetivos
estratégicos.
2.2. OBJETIVOS ESPECIFICOS.
Realizar un diagnostico de la situación actual, con la finalidad de
conocer las fortalezas y debilidades que se tienen al momento de la
aplicación de la herramienta SMED dentro del proceso productivo en la
empresa.
Disminuir como mínimo un 30% los tiempos de alistamientos y un 12%
en costos de MO por alistamiento.
Pasar de una capacidad de entrega diaria de 36000 kilos a 37100 kilos,
lo anterior se traduce en un incremento del 3,5%.
Establecer una alternativa que permitan realizar una buena
programación de las líneas de producción teniendo en cuenta los
tiempos empleados en los cambios de formato entre referencia.
Determinar el costo beneficio de la aplicación de la herramienta SMED
en el mejoramiento de los procesos de la empresa.

19
3. MARCO DE REFERENCIA.
De acuerdo con la propuesta se utilizara como base la información teórica de
la guía METODOLOGÍA DE LA INVESTIGACIÓN, ya que permite
desarrollar una propuesta basada en el análisis completo de la situación
actual de la compañía como punto de referencia y estimar los beneficios de
la implementación de la herramienta propuesta.
Por esta razón el desarrollo teórico de la propuesta se basara en la
información literaria suministrada por libros, revistas y folletos que tengan
como tema central la ADMINISTRACION DE LA PRODUCCIÓN y la
aplicación de la herramienta SMED.
3.1 MARCO TEORICO.
¿QUÉ ES SMED?
SMED (Single Minute Exchange of Die): es una de las muchas
herramientas o métodos del sistema de producción Lean para reducir
desperdicios en procesos de manufactura, provee una rápida y eficiente
manera de realizar cambios en el proceso para dejar de fabricar un producto
X y pasar a un nuevo producto Y, es decir elimina los desperdicios para
realizar cambios rápidos de referencia.
Este rápido cambio es la clave para reducir los tamaños de lote y por ende
mejorar el flujo general de la planta. La frase “Single Minute” no implica que
todos los cambios de referencia deban tomar 1 minuto, pero sí que deberían
tomar menos de 10 minutos, es decir “1 digito en minutos”.

20
Objetivos de SMED
Facilitar los pequeños lotes de producción
Rechazar la fórmula de lote económico
Correr cada parte cada día (fabricar)
Hacer la primera pieza bien cada vez
Cambio de formato entre referencias en menos de 10 minutos
Aproximación en 3 pasos:
1. Eliminar el tiempo externo (50%) Gran parte del tiempo se pierde
pensando en lo que hay que hacer después o esperando a que la
máquina se detenga. Planificar las tareas reduce el tiempo (el orden de
las partes, cuando los cambios tienen lugar, que herramientas y
equipamiento es necesario, qué personas intervendrán y los materiales
de inspección necesarios). El objetivo es transformar en un evento
sistemático el proceso, no dejando nada al azar. La idea es mover el
tiempo externo a funciones externas.
2. Estudiar los métodos y practicar (25%): El estudio de tiempos y
métodos permitirá encontrar el camino más rápido y preciso para
encontrar el tiempo interno remanente. Las tuercas y tornillos son unos
de los mayores causantes de demoras. La unificación de medidas y de
herramientas permite reducir el tiempo. Duplicar piezas comunes para
el montaje permitirá hacer operaciones de forma externa ganando este
tiempo de operaciones internas.
Para mejores y efectivos cambios de modelo se requiere de equipos de
personas en los cuales dos o más de ellas colaboran en el posicionado,
alcance de materiales y uso de las herramientas. La eficacia está
condicionada a la práctica de la operación. El tiempo empleado en la
práctica bien vale ya que mejoraran los resultados.

21
3. Eliminar los ajustes (15%): Implica que los mejores ajustes son los
que no se necesitan, por eso se recurre a fijar las posiciones.
Beneficios de SMED
Producir en lotes pequeños
Reducir inventarios
Procesar productos de alta calidad
Reducir los costos
Tiempos de entrega más cortos
Ser más competitivos
Tiempos de cambio más confiables
Carga más equilibrada en la producción diaria
Pasos para la implementación de la filosofía SMED:
Preparación.
Observación de las actividades.
Eliminación de las actividades innecesarias.
Clasificar tareas como internas ó externas.
convertir tareas internas en externas.
Optimizar las actividades internas.
Realizar tareas internas en paralelo.
Eliminar ajustes.
Estandarización del método.
Se distinguen dos tipos de actividades:
Actividades internas: Corresponde a operaciones que se realizan
con la máquina parada, para llevar a cabo cambios de referencias.
Actividades externas: Corresponde a operaciones que se realizan ó
se pueden realizarse con la máquina en funcionamiento, es decir
durante el periodo de producción.

22
Cuadro No 3: Etapas de mejoramiento en aplicación SMED. Fuente www.mtmingenieros.com
3.2. MARCO CONCEPTUAL.
TPM: El TPM es el sistema japonés de mantenimiento industrial desarrollado
a partir del concepto de "mantenimiento preventivo" creado en la industria de
los Estados Unidos.
El TPM es una estrategia compuesta por una serie de actividades ordenadas
que una vez implantadas ayudan a mejorar la competitividad de una
organización industrial o de servicios. Se considera como estrategia, ya que
ayuda a crear capacidades competitivas a través de la eliminación rigurosa y
sistemática de las deficiencias de los sistemas operativos. El TPM permite
diferenciar una organización en relación a su competencia debido al impacto
en la reducción de los costos, mejora de los tiempos de respuesta, fiabilidad
de suministros, el conocimiento que poseen las personas y la calidad de los
productos y servicios finales.
Es un sistema que garantiza la efectividad de los sistemas productivos cuya
meta es tener cero pérdidas a nivel de todos los departamentos con la
participación de todo el personal en pequeños grupos.
Misión del TPM: La misión de toda empresa es obtener un rendimiento
económico, sin embargo, la misión del TPM es lograr que la empresa

23
obtenga un rendimiento económico CRECIENTE en un ambiente agradable
como producto de la interacción del personal con los sistemas, equipos y
herramientas.
Objetivo del TPM: “Maximizar la efectividad total de los sistemas productivos
por medio de la eliminación de sus pérdidas por la participación de todos los
empleados en pequeños grupos de actividades voluntarias”.
OEE: es una razón porcentual que sirve para medir la eficiencia productiva
de la maquinaria industrial, la ventaja del OEE frente a otras razones es que
mide, en un único indicador, todos los parámetros fundamentales en la
producción industrial: la disponibilidad, la eficiencia y la calidad.
Tener un OEE de, por ejemplo, el 40%, significa que de cada 100 piezas
buenas que la máquina podría haber producido, sólo ha producido 40. Se
dice que engloba todos los parámetros fundamentales, porque del análisis
de las tres razones que forman el OEE, es posible saber si lo que falta hasta
el 100% se ha perdido por disponibilidad (la maquinaria estuvo cierto tiempo
parada), eficiencia (la maquinaria estuvo funcionando a menos de su
capacidad total) o calidad (se han producido unidades defectuosas).
Sus inicios son inciertos aunque parece ser que fue creado por Toyota. Hoy
en día se ha convertido en un estándar internacional reconocido por las
principales industrias alrededor del mundo.
TANDA (TD): Dentro del proceso de producción de la compañía la tanda , es
la fase donde se realiza la molienda y mezclado de los componentes del
producto.
PRODUCTO EN PROCESO (PP): Dentro del proceso de producción de la
compañía el producto en proceso, es la fase donde se realiza el embutido,
cocción y separado del producto.

24
PRODUCTO TERMINADO (PT): Es la fase del proceso productivo donde el
producto ya se encuentra en su empaque final y está listo para ser embalado
y llevado al consumidor final.
ÁRBOL DE PÉRDIDAS: Es un gráfico en el cual se muestran los
porcentajes ò valores de aquellas perdidas que han sido detectadas en el
proceso productivo de una organización, para las cuales la compañía deberá
generar acciones de mejora con el fin de eliminarlas ò minimizarlas
PROCEDIMIENTOS: es la manera de ejecutar determinadas acciones que
se realizan de una la misma forma, con una serie común de pasos
definidos, que permiten realizar un trabajo, investigación, o estudio.
PROCESO: Realización de actividades y movimientos necesarios para la
fabricación de un determinado producto.
CENTRO DE TRABAJO: Es cualquier área, edificada o no, en la que los
trabajadores deban permanecer o ala que deban acceder por razón de su
trabajo.
LINEA DE PRODUCCION: Es el conjunto armonizado de diversos
subsistemas como son: neumáticos, hidráulicos, mecánicos, electrónicos,
software, etc. Todos estos con una finalidad en común: transformar o
integrar materia prima en otros productos.
GLOBALIZACIÓN: En su dimensión económica la globalización puede ser
entendida como una nueva fase de expansión del sistema capitalista que se
caracteriza por la apertura de los sistemas económicos nacionales, por el
aumento del comercio internacional, la expansión de los mercados
financieros, la reorganización espacial de la producción, la búsqueda
permanente de ventajas comparativas y de la competitividad que da

25
prioridad a la innovación tecnológica, la aparición de elevadas tasas de
desempleo y el descenso del nivel de las remuneraciones.
COMPETITIVIDAD: Se entiende por competitividad a la capacidad de una
organización pública o privada, lucrativa o no, de mantener sistemáticamente
ventajas comparativas que le permitan alcanzar, sostener y mejorar una
determinada posición en el entorno socioeconómico. Por otra parte, el
concepto de competitividad nos hace pensar en la idea "excelencia", o sea,
con características de eficiencia y eficacia de la organización.
VENTAJA COMPETITIVA: Es el beneficio que posee una compañía cuando
cuenta con una mejor posición que los rivales para asegurar a los clientes y
defenderse contra las fuerzas competitivas. Existiendo muchas fuentes de
ventajas competitivas: elaboración del producto con la más alta calidad,
proporcionar un servicio superior a los clientes, lograr menores costos que
los rivales, diseñar un producto que tenga un mejor rendimiento que las
marcas de la competencia.

26
4. ASPECTO METODOLÓGICO.
Para la realización de esta propuesta se tendrá como base la información
suministrada de primera mano por la compañía referente al árbol de
pérdidas asociadas a la eficiencia de planta, en especial la disponibilidad la
cual se ve afectada por los arranques y alistamientos, además de
información teórica encontrada en libros, revistas, trabajos de aplicación de
la herramienta y la asesoría de un docente con amplio conocimiento del
tema.
27
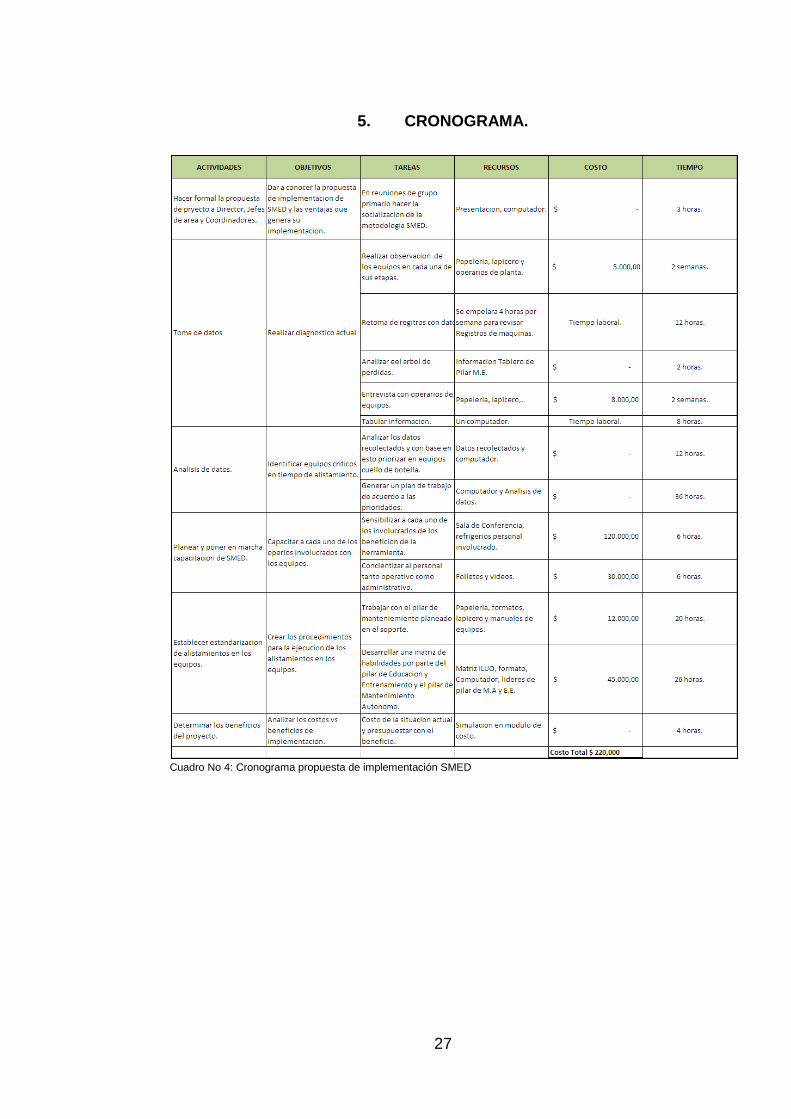
5. CRONOGRAMA.
Cuadro No 4: Cronograma propuesta de implementación SMED

28
6. CARACTERIZACION DEL SECTOR Y LA EMPRESA
6.1 CADENA PRODUCTIVA
La estructura productiva de la cadena de cárnicos inicia con la cría y
engorde del ganado vacuno, ganado porcino, aves de corral y especies
menores (ganado ovino, caprino y conejos); continúa con el transporte,
sacrificio, corte, congelación y comercialización de éstos para la producción
de carnes, donde a la vez se generan subproductos como grasas, sebos y
sangre y termina con la elaboración de productos como carnes embutidas,
arregladas y frías.
El proceso de carnes elaboradas está compuesto por los eslabones carnes
arregladas y carnes frías y embutidas. La elaboración de estos productos
varía de acuerdo con el producto final y por lo tanto el porcentaje de
utilización de sus ingredientes.
La comercialización y transporte se realiza en varias etapas de la cadena,
comenzando en el momento en que los animales son llevados desde las
fincas o galpones hasta los mataderos o plantas de beneficio, luego desde
estos hasta los centros de procesamiento y/o centros de consumo final. Por
último los productos y subproductos cárnicos son distribuidos a través de
hipermercados, tiendas especializadas y tiendas detallistas.
Cuadro No 5: Cadena productiva cárnica. Fuente DANE

29
El eslabón de carnes frías y embutidas presentó el índice de dedicación más
alto a nivel de establecimientos, con un valor de 0,55, es decir, del total de
establecimientos involucrados en esta cadena, más de la mitad se dedicaron
a producir bienes de este eslabón .
Se concluye que Colombia es un importador neto de productos cárnicos y
por lo tanto los productos locales enfrentan la competencia de los
extranjeros en el mercado local.
Durante este período, nuestro principal proveedor fue Estados Unidos con
una participación de 60,3%, le siguen en orden de importancia Ecuador,
Canadá y Chile. Por otra parte, el principal destino de las exportaciones de
esta cadena fue Venezuela con una participación de 76,4%, seguido por las
Antillas Holandesas, Ecuador y Perú.
De la producción de carnes, los productos del eslabón de carne de ganado
vacuno se perfilaron durante el período 2001-2003 como aquellos con mayor
vocación exportadora al presentar la mayor tasa de apertura exportadora
(18,80%), además registraron el mayor nivel de participación en las
exportaciones de toda la cadena (52,5%). Los principales destinos de las
exportaciones de este eslabón fueron en su orden, Venezuela (75,6% del
total exportado por el eslabón), Antillas Holandesas (14,5%) y Perú (8,1%).
Por el contrario, los productos de los eslabones de vísceras de bovinos y
porcinos, y de carnes arregladas, presentaron los mayores niveles de tasa
de penetración de importaciones, 80% y 61,7% respectivamente. El principal
proveedor de ambos eslabones fue Estados Unidos, con participaciones de
52,9% para vísceras de bovinos y porcinos, y 84,4% para carnes arregladas.
De la producción agropecuaria, el eslabón de pollos y gallinas presentó altos
registros de exportaciones e importaciones, 36,2% y 9,1%, respectivamente.
Las exportaciones de este eslabón tuvieron como destino los países de
Venezuela y Ecuador, aunque 92,8% fueron dirigidas al primero. Por su
parte, las importaciones de este eslabón tienen como principal proveedor

30
Estados Unidos, con una participación de 46,6%. La participación más baja
en el nivel de importaciones la presentó el eslabón de ganado especies
menores. El eslabón de otras aves de corral no registró exportaciones
De los eslabones que conforman la cadena, el eslabón de carne y vísceras
de pollo y gallina registró en 2001, el mayor nivel de participación en el valor
de producción en fábrica (52,2%). Aunque este eslabón consta de tres
productos según la clasificación industrial, carne de pollo y gallina generó
98% de esta producción.
A continuación se encuentran cifras de la cadena productiva en Industria,
Exportaciones e Importaciones.
Cuadro No 6: Valor Producción y empleo de personas en industria colombiana.

31
Cuadro No 7: Exportaciones de cadena productiva.
Cuadro No 8: Importaciones de cadena productiva.

32
6.2 HISTORIA DE LA COMPAÑIA.
La historia de ALIMENTOS CÁRNICOS S.A.S, es la suma de historias de
éxito, tenacidad, dedicación y desarrollo empresarial, que nos conviertes hoy
por hoy en un referente de crecimiento para el negocio cárnico y para la
industria de alimentos del país.
En 1935 empieza el montaje de salsamentaría suiza en Bogotá. En 1955
inicia labores salchichería continental, más conocida con el nombre de cunit,
en la cuidad de barranquilla. En 1968 nace Rica Rondo industria nacional de
alimentos s.a., empresa ubicada en el valle del cauca. Además es fundada
mil delicias, cuyo producto estrella es la pasta de hojaldre. En 1970 el grupo
empresarial antioqueño obtiene dos importantes empresas cárnicas
colombianas: suizo y Salchichería Continental (Cunit), como resultado de la
asociación la primera pasa a llamarse frigorífico suizo s.a. y la segunda
recibe el nombre de frigorífico continental s.a. En 1975 una época de gran
crecimiento en la producción de productos cárnicos enlatados, se construye
frigorífico de Medellín s.a., empresa encargada del deshuese y
almacenamiento de la materia prima cárnica para los productos zenu.
Para 1980 se adquiere tecniagro, empresa ubicada en Envigado Antioquia, a
la cual se le asignan las funciones de comercialización de bovinos, cerdo y
demás materia prima cárnica, además se crean las primeras granjas de
cerdos que inician sus operaciones en el oriente antioqueño con la granja la
esmeralda y mil delicias se concentra en la línea de alimentos congelados.
A partir de 1993 frigorífico suizo s.a. opta por la razón social suizo s.a. é
inicia su desarrollo y consolidación como gran empresa nacional. En 1995
las actividades de tecniagro y frigorífico Medellín s.a. fueron unificadas bajo
una sola empresa, tecniagro s.a.
En 1996 se compra un lote en el parque industrial y comercial del cauca
(caloto) y nace jurídicamente frigorífico del sur s.a., además inicia

33
operaciones proveg Ltda., con la cual se fortalece la plataforma de
producción para las empresas del negocio cárnico, respondiendo a la
demanda de alimentos en el segmento de vegetales enlatados. Para el año
de 1999 se inicia el proceso operativo en la planta de caloto (cauca).
En 2002 Rica Rondo pasa a ser integrante del grupo inveralimenticias s.a., y
posteriormente del Grupo Nacional de Chocolates. En 2007 se realiza la
adquisición para el negocio cárnico de la empresa colombiana mil delicias.
Que entra a complementar lo hecho por zenu con la marca Sofía express en
el segmento de platos listos congelados.
En el 2008 como producto de un sueño del grupo nacional de chocolates se
consolida Alimentos Cárnicos S.A.S, con la fusión de 7 empresas de
alimentos colombianas: frigorífico continental, frigorífico del sur, productos
mil delicias, proveg, rica rondo, suizo y tecniagro. Este patrimonio, junto con
un excelente manejo de las marca y la integración paulatina de una gran red
de distribución, nos permiten en el 20010 construir una cultura empresarial
de trabajo y compromiso que la gente reconoce y es un ejemplo para toda la
industria colombiana, hoy en día trabajamos con procesos de producción en
línea, plantas especializadas y con la más alta tecnología para el proceso
logístico, para brindar la más alta satisfacción a nuestros clientes y
consumidores. En abril de 2011 el Grupo Nacional de Chocolates pasó a
llamarse Grupo Nutresa, lo anterior con el fin de no ser visto el grupo
enfocado sobre una sola línea.
Grupo Nutresa S.A es una sociedad Colombiana especializada en
inversiones en empresas de alimentos en la Región Andina, Centro América,
Estados Unidos y el Caribe. Participa en seis negocios bajo los cuales se
agrupan más de 41 empresas: Cárnico, Galletas, Chocolates, Café, Helados
y Pastas. Su operación comercial está respaldada por redes de distribución
propias en Colombia y en el exterior.
La gestión del conjunto empresarial se fundamenta en el talento de más

34
27.000 colaboradores de los cuales cerca de 5000 trabajan en el exterior. La
labor de manufactura se soporta en 32 plantas de producción, 10 de las
cuales están fuera de Colombia: en Venezuela Hermo de Venezuela S.A., en
Panamá Blue Ribbon Products S.A. y Ernesto Berard S.A., en Costa Rica se
cuenta con las dos plantas de Pozuelo S.A. y la Compañía Nacional de
Chocolates de Costa Rica S.A., en Perú con Compañía Nacional de
Chocolates de Perú S.A., en México con Nutresa S.A., en Estados Unidos
con Fehr Foods y en República Dominicana con Helados Bon.
La gestión de mercados se concentra en la región estratégica conformada
por la Región Andina, Centro América, el Caribe, México y la comunidad
hispana de los Estados Unidos.
Negocios y principales empresas en los que participa Grupo Nutresa
Carnico: Industria de Alimentos Zenú S.A.S., Alimentos Cárnicos S.A.S.,
Hermo de Venezuela S.A., Setas de Colombia S.A., Blue Ribbon Products
S.A. y Ernesto Berard S.A.
Galletas: Compañía de Galletas Noel S.A.S., Pozuelo S.A., Molino Santa
Marta S.A.S., Litoempaques S.A.S. y Fehr Foods.
Chocolates: Compañía Nacional de Chocolates S.A.S., Compañía Nacional
de Chocolates de Costa Rica S.A. y Compañía Nacional de Chocolates Perú
S.A.
Café: Industria Colombiana de Café S.A.S. y Tropical Coffee Company
S.A.S.
Helados: Meals de Colombia S.A.S. y Helados Bon.
Pastas: Productos Alimenticios Doria S.A.S. y Pastas Comarrico S.A.S.

35
Otras empresas
•Servicios Nutresa: es la empresa de servicios de soporte administrativo
para todas las compañías del Grupo de alimentos.
Compañías de la Red Comercial:
Red Cordialsa: Conformada por compañías de distribución que llevan el
nombre de Cordialsa y operan principalmente en Venezuela, Ecuador,
Centro América y el Caribe.
Comercial Nutresa: Es la plataforma comercial y logística de los productos
secos del Grupo Nutresa.
Novaventa: Empresa dedicada a la venta en canales alternativos en
Colombia, como: vending machines, venta al paso o puntos de ventas
móviles y venta directa puerta a puerta.
La Recetta: Empresa especializada en la atención al canal institucional, o
food service, en Colombia. Esta compañía es una alianza estratégica con un
importante productor y comercializador de productos lácteos en Colombia.
6.3 POLÍTICA INTEGRAL DE GESTIÓN ALIMENTOS CARNICOS S.A.S
Comprometidos con Nuestro Consumidor
En Alimentos Cárnicos S.A.S estamos comprometidos con alimentar y
deleitar a nuestros clientes y consumidores entregando oportunamente
productos seguros y de excelente calidad, que brinden nutrición, placer y
confianza.
Continuamente estamos mejorando y optimizándolos procesos a través de la
innovación, promovemos el desarrollo integral de nuestra gente y el trabajo
en equipo. Nuestro enfoque se dirige a desempeño y productividad con la

36
implementación de procesos seguros y el mejoramiento de las condiciones
de trabajo.
Estamos comprometidos con la inocuidad de los productos, y nuestros
esfuerzos están dirigidos a evitar los riesgos de la salud del consumidor,
vista la calidad como un proceso integral, compartimos la preocupación de la
sociedad por el medio ambiente haciendo uso eficiente de los recursos,
insumos y energéticos y la reducción de los impactos ambiéntales asociados
con nuestra actividad.
Es responsabilidad de todos asegurar la permanencia eficiente del Sistema
Integral de Gestión.
Calidad es nuestro más exitoso producto.
6.4. VISION
Juntos lograremos duplicar nuestro negocio de alimentos en el 2010, y
triplicarlo para el 2013, proporcionando calidad de vida al consumidor con
productos que satisfagan sus aspiraciones de bienestar, nutrición y placer.
6.5. MISION
La misión de nuestra empresa es la creciente creación del valor, logrando un
destacado retorno de las inversiones, superior al costo del capital empleado.
En nuestros negocios de alimentos buscamos siempre la mejor calidad de
vida del consumidor y el progreso de nuestra gente.
Buscamos el crecimiento rentable con marcas líderes, servicio superior y
una excelente distribución nacional e internacional.
Desarrollamos nuestras actividades con el mejor talento humano, innovación
sobresaliente y un comportamiento corporativo ejemplar.

37
6.6 ORGANIGRAMA.
Grafico No 2: Organigrama Alimentos Cárnicos.

38
6.7 PORTAFOLIO DE PRODUCTOS.
ALIMENTOS CÁRNICOS S.A.S planta Caloto, por una política de la
organización consistente en la especialización de las plantas en procesos de
fabricación por líneas de producción, esta planta se dedica a la realización
de productos para las marcas, Rica rondo, Zenú y Suizo, en tres líneas de
producción las cuales son: Salchichas, Chorizos y Tocineta-Costilla.
A continuación se mencionaran algunos productos que se fabrican en planta
Caloto, de acuerdo a la línea de producción:
LÍNEA DE SALCHICHAS:
Cuadro No 9: Productos por marca línea de salchichas.

39
LINEA CHORIZOS:
Cuadro No 10: Productos por marca línea de chorizos.
LINEA DE TOCINETA- COSTILLA:
Cuadro No 11: Productos por marca línea tocineta-costilla.

40
7. ANALISIS Y DIAGNOSTICO DE LA SITUACION ACTUAL
Para realizar el análisis de la situación actual se baso en la información que
se encuentra en el árbol de pérdidas del pilar de mejoras enfocadas, el cual
detalla cada una de las perdidas detectadas en la compañía, otro punto de
apoyo es la base de datos que muestra el resultado del indicador de
eficiencia OEE, adicional a lo anterior se realiza recorrido por cada una de
las etapas del proceso.
Cabe anotar que esta empresa se encuentra aplicando una metodología de
mejora como lo es TPM.
Cuadro No 12: Árbol de perdidas año 2010 planta Caloto. Fuente la compañía.

41
Se evidencia que la perdida en dinero por el concepto de alistamientos es de
211 millones, lo cual equivale al 8,28% del total de las perdidas detectadas.
Otro punto de partida es el resultado del indicador de eficiencia OEE, cuyo
resultado del año 2010 fue del 70,95%.
Como se evidencia en la siguiente tabla, la tasa de menor resultado es la
Disponibilidad, lo cual es un punto importante para trabajar.
Cuadro No 13: Resultado OEE y sus tasas año 2010. Fuente la compañía.

42
A continuación se pueden visualizar los resultados de cada uno de los
equipos por procesos a los cuales pertenecen.
Grafico No 3: Resultado OEE maquinas en etapa TD.
Grafico No 4: Resultado OEE maquinas en etapa PP.

43
Grafico No 5: Resultado OEE maquinas en etapa PT.
El equipo de trabajo realiza el recorrido por cada una de las áreas del
proceso productivo de la planta de Alimentos Cárnicos, observándose que
se tienen tres líneas de producción (Chorizos, Salchichas y Tocineta-
Costilla). En cada una de las líneas de producción se dividen por procesos, y
estos procesos son llamados Tanda (TD), Producto en Proceso (PP) y
Producto Terminado (PT), y en cada uno de estos procesos se componen de
recursos, los cuales pueden ser conformados por uno ó más equipos.
A continuación se relacionan cada una de las líneas con sus respectivas
etapas de proceso y los equipos que la componen:
Línea Chorizos:
En esta línea se producen los productos denominados Chorizos, que son a
base de pastas gruesas. Para esta línea se tienen equipos exclusivos como
el Molino Weiller Fresco, Mezcladora Rietz 1500, Embutidoras Handtman y
Empacadora al vacio, y también se tienen equipos compartidos con otras
líneas como el Molino Weiller Congelado, Aplicador de Humo, Ahumaderos
Talsa y Maurer, Sistemas de Enfriamiento y Separadoras Towsend e Inotec.

44
Cuadro No 14: Equipos por etapa de proceso línea chorizos.
En Línea de Salchichas:
En esta línea se producen los productos denominados Salchichas, que son a
base de pastas finas. Al igual que en la línea de Chorizos en esta se tienen
equipos exclusivos como Mezcladora Rietz 3000, Emulsificador, Formadoras
NL17 y RT7, y Empacadora al vacio. Y también se tienen equipos que se
comparten con las otras líneas como Molino Weiller Congelado, Ahumaderos
Talsa y Maurer, Sistemas de Enfriamiento y Separadoras Towsend e Inotec.
Cuadro No 15: Equipos por etapa de proceso línea salchichas.
En Línea de Tocineta-Costilla:
En esta línea se realizan productos que no tienen proceso de molienda y
mezclado, y en su reemplazo se utiliza una salmuera para darle sabor y
conservación. Esta línea tiene algo en particular que la mayoría de los
equipos que se utilizan son exclusivos de la línea, y podemos encontrar la
Batidora Cozzini y Talsa, Inyectora Metalquimia, Sierras Hotbar, Tajadora
Anco, Selladoras Koch y Variant y Empacadora al vacio. Los únicos equipos

45
compartidos para esta línea son Ahumaderos Talsa y Maurer, Sistemas de
Enfriamiento y Aplicador de Humo.
Cuadro No 16: Equipos por etapa de proceso línea salchichas.
Un punto importante dentro del análisis es conocer el flujo del proceso
productivo de la planta Caloto. Este se puede observar a continuación:
Grafico No 6: Flujo proceso productivo planta Caloto. Fuente la compañía.
El anterior plano nos muestra el flujo del proceso productivo y donde se
evidencia que su flujo es en “U”, y empieza desde que la materia prima

46
ingresa desde los almacenes de abastecimiento cárnico y no cárnico al área
de producción y termina en el área de empaque.
Durante el recorrido se observo que se tienen oportunidades de mejora en
los tiempos de alistamientos iniciales e intermedios que se reportan en las
planillas, dichos tiempos no corresponden a lo realmente empleado para
realizar los diferentes alistamientos. El tiempo reportado es inferior al
utilizado, lo que indica que el valor de la perdida reflejado en el árbol no
corresponde a la realidad.
Se identifica que no existe un método definido de cómo realizar los
alistamientos, estos se realizan por la experiencia adquirida de los operarios.
También se observan que en algunos equipos no existe un sitio definido y
demarcado para colocar los implementos y herramientas que se utilizan para
realizar los diferentes alistamientos en cada uno de los equipos; al mismo
tiempo se evidencia que las herramientas y elementos de equipos se
encuentran a distancias muy extensas ocasionando desplazamientos
innecesarios. De igual modo se identifican situaciones muy interesantes en
las cuales se tienen acondicionados dispositivos para colocar las
herramientas de algunos equipos específicos, y así facilitar sus
alistamientos. Lo anterior esta dado por la aplicación de TPM en la Planta
Caloto y que se divide en Pequeños Equipos de Trabajo (PET).
A continuación se describe cada uno de los equipos que hacen parte del
proceso productivo en todas las líneas, haciendo relación a su
funcionamiento y sus alistamientos:
Molino Weiller Fresco y Congelado: Estos dos equipos tienen la
misma función que consiste en moler todo el material cárnico que
hace parte de cada producto. La única diferencia es que un Molino
está en capacidad de moler material congelado y el otro de moler
material descongelado. Estos equipos tienen los mismos
componentes que intervienen en su alistamiento como lo es el tornillo
sin fin, corona, disco de molienda y tornillo alimentador, este último es
un equipo complementario. El Molino Weiller Congelado no tiene

47
durante el día alistamientos por cambio de formato (intermedios),
debido que las referencias a elaborar utilizan el mismo disco de
molienda. En el Molino Weiller Fresco se pueden realizar
alistamientos por cambio de formato, lo anterior es dependiente del
diseño de algunos productos que requieren un material más fino en su
molienda, es por tal motivo que se tienen dos tipos de discos de
molienda de diferente diámetro en sus orificios. También se observo
que el Molino Weiller Fresco cuenta con dos dispositivos móvil, uno
de ellos para retirar el tornillo y otro para ubicar los discos y
herramientas para realizar los alistamientos iniciales ó intermedios
que se pueden realizar durante el día. Este ultimo dispositivo lo que
no tiene es identificación. Los alistamientos iniciales que se realizan
en estos equipos tienen un tiempo de duración de 12 a 15 minutos, y
los alistamientos intermedios entre 5 y 7 minutos. A continuación se
anexa imagen donde se muestran los equipos.

48
Mezcladora Rietz 1500 y 3000: Estos dos equipos desarrollan la
misma función, consiste en mezclar el material cárnico con el material
no cárnico y así darle una contextura de pasta. En la Mezcladora
Rietz 1500 se realizan las pastas para la línea de Chorizos, y estas
pastas son gruesas a diferencia de las pastas de Salchichas que son
pastas más finas y fluidas, y estas se realizan en la Mezcladora Rietz
3000, adicional a lo anterior la capacidad máxima de contención es
mayor en la Mezcladora de Salchichas debido al volumen de
producción de esta línea es el 85% mayor a la línea de Chorizos. En
estos equipos se reporta un alistamiento inicial, y consiste en verificar
que el equipo esté en condiciones básicas para realizar las funciones,
a diferencia de otros equipos no se realiza alistamiento de
componentes, debido que estos equipos son un bloque completo. Los
alistamientos intermedios ó por cambio de formato se debe a la
situación de cambios de referencias no se pueden realizar por que
tienen algún componente que hace imposible seguir el proceso sin
necesidad de realizar ese alistamiento. Este alistamiento consiste en
lavar el equipo. También se observa que en la programación de estos
equipos y con más influencia en la Mezcladora Rietz 1500, no se
realiza de una forma coherente en realizar alistamientos por cambios
de referencias, un ejemplo es programar 2 órdenes de una referencia
“x”, luego pasar a 2 referencias “z”, y después volver a programar a la
referencia “x”. Lo anterior es lo que ocasiona alistamientos
intermedios innecesarios y con una consecuencia de utilizar un
recurso tan vital como el agua. A continuación se anexan imágenes
que muestran los equipos.

49
Emulsificador: La función de este equipo consiste en transformar una
pasta de una consistencia viscosa a una pasta muy ligera, esto se
consigue mediante la fricción que ejercen unas cuchillas sobre dos
discos. Los componentes de este Emulsificador que intervienen en el
alistamiento inicial son dos discos y un juego de cuchillas, este
alistamiento puede demorar unos 12 minutos aproximadamente. Los
alistamientos intermedios están dados por los cambios de tipo de
pasta, y consiste en lavar el equipo. Este tipo de alistamiento máximo
se realizan dos por día. A continuación se anexan imágenes que
muestran los equipos.

50
Batidoras Cozzini y Talsa: La función de estos equipos es realizar la
mezcla entre agua y condimentos para lograr asi la denominada
Salmuera, la cual se aplica en la Tocineta y Costilla. Este equipo no
tiene componentes extraíbles que generen un alistamiento inicial,
pero la verificación del funcionamiento del equipo se toma como
alistamiento inicial y oscila entre 2 y 3 minutos pero se reporta un
tiempo aproximado de 5 minutos. El alistamiento intermedio se realiza
cuando se cambia de una referencia a otra entre la Tocineta y lo
mismo en Costilla, este alistamiento consiste en lavar el equipo. A
continuación se anexan imágenes que muestran los equipos.

51
Inyectora Metalquimia: La función principal de este equipo es inyectar
salmuera sobre cada uno de los bloques de Tocineta mediante unas
agujas. Los elementos que hacen parte del equipo y son manipulados
para el alistamiento inicial son agujas, tornillo mezclador, canastillas
de nivelación y planchas de arrastre. A este equipo se le realiza un
alistamiento inicial muy extenso de aproximadamente 25 minutos y su
utilización durante el día es de 5 horas máximo. También se realiza
alistamiento intermedio, que consiste en el lavado para cambio de
referencia.
Embutidoras Handtman: La función principal de estos equipos es
transformar la masa en un producto embutido con unas
características determinadas de longitud, peso y diámetro. Los
elementos que hacen parte del alistamiento son numerosas, entre
esas partes se encuentran las paletas de embutido, bloque de
embutido, embolo de embutido, linker, tubo embutidor. Se evidencio
que el alistamiento inicial de estos equipos lo realizan en el turno
nocturno, y lo ejecuta una persona que no está involucrada en este
proceso durante su operación normal del día. Este equipo cuenta con
un dispositivo móvil, en el cual se ubican sus componentes antes de
realizarle limpieza, la ubicación de estos componentes se realiza en

52
cualquier lugar del dispositivo, ya que no tienen un lugar demarcado
dentro de este. En varias ocasiones se han generado paros durante el
proceso productivo debido que el alistamiento inicial no se realizo de
la forma adecuada. También se evidencio que se reporta un tiempo
como alistamiento que no corresponde al empleado. Los alistamientos
intermedios pueden oscilar entre 4 y 6 cambios, pero el tiempo
empleado es mínimo entre 4 y 6 minutos.
Formadoras NL17 y RT7: Estos equipos también cumplen la misma
función que las embutidoras de transformar la masa en un producto
embutido con unas características determinadas de longitud, peso y
diámetro. El tiempo empleado en su alistamiento inicial es
aproximadamente de 40 minutos, se realiza durante el turno nocturno
por una persona que no pertenece al proceso, y lo anterior ha
ocasionado dos paros en estos equipos por un alistamiento inicial no
adecuado, colocándose en riesgo el funcionamiento del equipo. Los
alistamientos intermedios consisten principalmente en cambios de
cabezotes y tubos embutidores, el tiempo empleado oscila entre 5 y 7
minutos. También se evidencio que las herramientas para realizar el

53
alistamiento inicial se encuentran en un molde no identificado y no
clasificado.
Aplicadores de humo: Estos equipos son de mínimos componentes
para realizar el alistamiento inicial, y consta de la ubicación de
bandejas recolectoras y tanque de almacenamiento del humo liquido.
Este equipo no requiere de alistamientos intermedios.

54
Ahumaderos Talsa y Maurer: El alistamiento inicial que se requiere en
estos equipos es solo verificar los sensores de temperatura al iniciar
turno, y el tiempo empleado es de aproximadamente 5 minutos por
equipo. Alistamiento intermedio en estos equipos no aplica, debido
que funciona con programas de cocción de acuerdo a la referencia a
procesar.
Sistema de enfriamiento: Estos equipos tienen igual comportamiento
en los alistamientos como en los Ahumaderos.
Separadoras Towsend e Inotec: Se observo que un operario realiza el
alistamiento de los cuatro equipos, no se tiene identificados los
componentes que corresponde a cada una de los equipos, y también
en algunas ocasiones el faltante de algunos de sus componentes. Los
alistamientos intermedios son muy sencillos y consisten en ajustar

55
bandas y sensor de corte, estos alistamientos pueden demorar entre
2 y 4 minutos.
Tajadora Anco: Este equipo requiere de un alistamiento inicial, el cual
consiste en el cuadre de la cuchilla circular y materiales de empaque.
También se realiza un alistamiento intermedio entre cambio de
referencias, y es cuadrar el programa para la referencia a tajar y los
materiales de empaque.
Sierras Hotbar: A este equipo solo se realiza un alistamiento inicial, y
consiste en armar el equipo. No requiere de alistamientos
intermedios.
Selladoras Koch y Variant: Al igual que las Sierras se realiza un
alistamiento inicial, y consiste en acondicionar las cavidades para
realizar su proceso normal.
Empacadoras al vacio: Durante el recorrido estos equipos se
consideran los más críticos debido a que durante un día de
producción, cada equipo puede tener entre 6 y 10 cambios de
referencia, y estos cambios dependen si se debe realizar cambio de
molde ó cambio de suplementos, guías y películas de empaque.
Realizar un cambio de molde requiere de unos 12 a 16 minutos.

56
También se observo en el área donde están ubicadas estas
maquinas, que las herramientas que se utilizan para realizar los
cambios y las películas de empaque se encuentran a unos 15 metros
aproximadamente.
En términos generales durante el análisis se puede evidenciar que en las
tres líneas se comparten algunos equipos y que cuando se debe realizar
alistamientos ó cambio de formato se evidencian oportunidades de
mejoramiento en, reporte de la información en formatos, métodos de
realización de alistamientos, desplazamientos innecesarios, ubicación de
estaciones de implementos y herramientas a distancias muy extensas al
lugar del equipo, y el fortalecimiento de la disciplina de las 5´S, ya que se
observa poca constancia en la aplicación de la anterior herramienta.
Adicional a lo anterior, al realizar el cálculo de los tiempos de alistamiento
que se utilizan en los arranques y cambios de referencia, se encuentra en el
sistema solamente los tiempos utilizados por la maquinaria, pero el valor de

57
la mano de obra se debe multiplicar por el número de personas que
intervienen en cada uno de los alistamientos.

58
8. RESULTADOS DEL ANALISIS DE LA SITUACION ACTUAL.
Como resultado del análisis se tiene que es primordial y necesaria la
aplicación de la herramienta SMED en la Planta Caloto, ya que ayuda al
fortalecimiento de las 5´S y al mismo tiempo el programa que está en curso
de implementación como lo es TPM.
SMED es una herramienta que tiene una relación reciproca con 5´S y por
ende con la filosofía TPM que en si se enfoca en llevar las perdidas a cero
mediante un proceso de mejora continua. Es por lo anterior que se amerita la
implementación de SMED en los equipos que utilizan tiempos elevados para
realizar sus alistamientos y también en los equipos de mayor ocupación con
cambios frecuentes entre referencias.
Lo evidenciado en el análisis es la falta de coherencia de la información
registrada en formatos con relación al tiempo empleado en los alistamientos,
lo anterior ocasiona una desviación de la perdida por alistamiento hacia otras
perdidas como velocidad reducida ó paro menor, esto es muy importante,
pero también es importante indicar que es primordial reducir los tiempos de
alistamientos de los equipos como Formadoras, Embutidoras, Inyectora,
Separadoras y Empacadoras al vacio, debido a que son los equipos de
mayor ocupación y de tiempo extensos en alistamientos ó de varios cambios
de formatos durante un día de producción. En unos equipos se evidencia
que sus implementos no se encuentran marcados y no cuentan con un sitio
designado ó en un lugar distante del equipo ocasionando desplazamientos
innecesarios y destinando tiempo en transportes inoficiosos, también se
encontró que los alistamientos en algunos equipos lo realizan personas que
no tienen el conocimiento necesario de los equipos a alistar, y estas
personas no pertenecen a los pequeños equipos de trabajo de las maquinas
que alistan. Esta práctica en varias ocasiones ha ocasionado paros en el
proceso debido a que se ha realizado un alistamiento incorrecto, colocando
en riesgo la funcionalidad del equipo, el producto y por ende al consumidor.

59
Por los anteriores factores expuestos que en el fondo ocasionan perdidas a
la compañía y siendo coherentes con la filosofía de TPM de cero perdidas se
propone la implementación de SMED, ya que esta contribuiría a disminuir las
perdidas por alistamientos y directamente influiría en el incremento de la
tasa de disponibilidad siempre y cuando los otros factores que no afectan la
tasa de disponibilidad se mantienen estableces.
Dentro del análisis se encontraron las siguientes fortalezas y debilidades en
la compañía:
FORTALEZAS:
La empresa está llevando a cabo la implementación de la filosofía de
TPM.
Los equipos en los cuales se deberá realizar la aplicación de la
herramienta SMED ya han realizado la actividad de 5` s y por tal
motivo los elementos que se tienen en cada una de las maquinas son
los realmente necesarios para la operación diaria.
Los esfuerzos requeridos para la sensibilización de las persona serán
pocos gracias a la implementación de TPM.
La compañía conoce cuáles son sus pérdidas y trabaja de manera
práctica en su eliminación.
DEBILIDADES:
Los reportes de tiempos no coinciden con los datos reales de los
alistamientos.
La variedad de referencias y los volúmenes de producción, los cuales
generan varios cambio de formatos en las maquinas durante el turno
de producción.
La falta de compromiso de los operarios al ocultar el verdadero tiempo
generado en la realización de los cambios.

60
9. PROPUESTA DE APLICACION DE LA HERRAMIENTA SMED
De acuerdo a los capítulos anteriores, lo observado durante la realización del
análisis de la situación actual de la empresa y los resultados obtenidos se
evidencia la necesidad de llevar a cabo la implementación de la herramienta
SMED, para aportarle a la compañía en la consecución de su objetivos y
lograr ser más competitivos en el mercado.
Basados en lo anterior los equipos en los cuales se deberá realizar la
implementación inicialmente, son aquellos cuyos tiempos de alistamiento
son superiores a un dígito, ò aquellos en los que se realizan varios cambios
de referencia durante el turno de producción.
Los equipos en los cuales se deberá implementar inicialmente la herramienta
son:
Embutidora handtmann # 1.
Embutidora handtmann # 2.
Embutidora handtmann VF 620.
Embutidora vemag DP-15C.
Empacadora de chorizos tiromat # 4.
Empacadora de salchichas tiromat # 1.
Empacadora de salchichas tiromat # 3.
Formadora NL 17.
Formadora RT 7.
Inyectora metal quimia mov 2000.
Los anteriores equipos servirían como pilotos para luego trasmitir el
aprendizaje a los equipos restantes en un plazo máximo de 6 meses
después de la implementación en los equipos piloto.

61
Dentro de la propuesta se debe realizar una inversión para la consecución
de elementos de transporte, marcación de los elementos, reubicación y
demarcación de estanterías.
Los elementos sugeridos para adquirir son los siguientes:
Dispositivo móvil para ubicación de tubos de las Formadoras NL-17 y
RT-7.
Un dispositivo móvil para la ubicación de los componentes de 2
máquinas embutidoras.
Cabe anotar que dentro de la compañía se cuenta con una bodega de
elementos que han sido retirados del proceso, y en la que se buscara cuál
de ellos puede ser adaptado a la necesidad antes mencionada, y de esta
manera disminuir los costos de implementación.
Para la implementación es necesario realizar una capacitación teórica sobre
la herramienta SMED al personal involucrado dentro del proceso productivo
que servirá como piloto. Esta capacitación será impartida dentro de las horas
destinadas por la compañía para la formación del personal, y será dicta por
el jefe de TPM y por los líderes de educación y entrenamiento y mejoras
enfocadas.

62
10. APLICACIÓN DE SMED
Para la aplicación de la metodología se debe empezar con la presentación a
la dirección de la información encontrada durante el análisis de la situación
actual, donde se muestren las ventajas y desventajas que se tienen en el
proceso productivo, así como cual sería la herramienta ò metodología a
implementar con sus relación costo beneficio.
Aunque existen un gran número de técnicas destinadas al incremento o
mejora de la productividad, la reducción en los tiempos de preparación
merece especial consideración y es importante por tres motivos:
1. Cuando el tiempo de cambio es alto, los lotes de producción son
grandes y, por tanto, la inversión en inventario es elevada. Cuando el
tiempo de cambio es insignificante se puede producir diariamente la
cantidad necesaria, eliminando casi totalmente la necesidad de
invertir en inventarios.
2. Los métodos rápidos y simples de cambio eliminan la posibilidad de
errores en los ajustes de herramientas y útiles. Los nuevos métodos
de cambio reducen sustancialmente los defectos y suprimen la
necesidad de inspecciones.
3. Con cambios rápidos se puede aumentar la capacidad de la máquina.
Si las máquinas funcionan siete días a la semana, 24 horas al día,
una opción para tener más capacidad, sin comprar máquinas nuevas,
es reducir su tiempo de cambio y preparación.
Una de las ventajas más importantes de reducir los tiempos de preparación
a cifras de un sólo dígito, es que la empresa puede pasar de trabajar contra
almacén a fabricar bajo pedido. Dado que para algunas fábricas la inversión
en el inventario de producto acabado es el mayor activo, su conversión en
efectivo puede servir para financiar otras inversiones o reducir deudas.
El SMED es sin lugar a dudas un concepto de alta innovación generado por
los japoneses dentro del ámbito de la ingeniería industrial. Cabe consignar

63
que en las empresas japonesas, la reducción de tiempos de preparación no
sólo recae en el personal de ingeniería, sino también en los Círculos de
Control de Calidad (CCC).
Cabe mencionar que actualmente tal filosofía de trabajo ya no sólo se aplica
en los cambios de herramientas y preparación de máquinas y equipos, sino
también en la preparación y puesta a punto de quirófanos, preparación de
embarques aéreos, atención de automóviles Fórmula Uno y de otras
actividades vinculadas a los servicios.
10.1. METODOLOGÍA PARA EL CAMBIO DE MÉTODOS
Como en el caso de otros métodos de trabajo, se hace uso de diversas
técnicas, siendo ellas:
Análisis de pareto: destinado a diferenciar los muchos triviales de los
pocos vitales. O sea concentrarse en aquellas pocas actividades que
absorben la mayor parte en el tiempo de cambio y/o preparación.
Las seis preguntas clásicas: ¿Qué? – ¿Cómo? – ¿Dónde? – ¿Quién?
– ¿Cuándo? y los respectivos ¿Por qué?, correspondientes a cada
una de las respectivas respuestas, con el objetivo de eliminar lo
innecesario, combinar o reordenar las tareas y simplificarlas.
Los cinco ¿Por qué? sucesivos: a los efectos de detectar
posibilidades de cambio, simplificación o eliminación de tareas
comprendidas en el proceso de cambio de herramientas o
preparación de las máquinas o equipos. Esta técnica está
fundamentalmente enfocada en la búsqueda de la causa raíz, o sea
en los factores que en éste caso concreto determinan los tiempos de
preparación o cambio de herramientas.
64
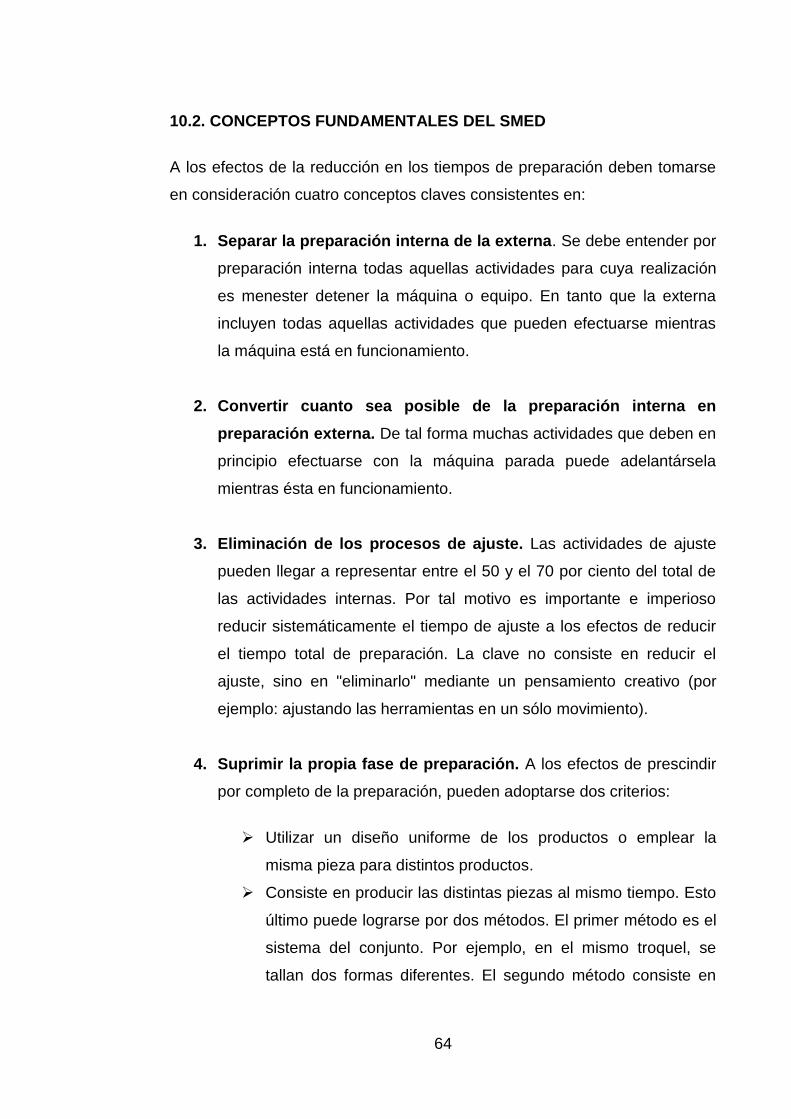
10.2. CONCEPTOS FUNDAMENTALES DEL SMED
A los efectos de la reducción en los tiempos de preparación deben tomarse
en consideración cuatro conceptos claves consistentes en:
1. Separar la preparación interna de la externa. Se debe entender por
preparación interna todas aquellas actividades para cuya realización
es menester detener la máquina o equipo. En tanto que la externa
incluyen todas aquellas actividades que pueden efectuarse mientras
la máquina está en funcionamiento.
2. Convertir cuanto sea posible de la preparación interna en
preparación externa. De tal forma muchas actividades que deben en
principio efectuarse con la máquina parada puede adelantársela
mientras ésta en funcionamiento.
3. Eliminación de los procesos de ajuste. Las actividades de ajuste
pueden llegar a representar entre el 50 y el 70 por ciento del total de
las actividades internas. Por tal motivo es importante e imperioso
reducir sistemáticamente el tiempo de ajuste a los efectos de reducir
el tiempo total de preparación. La clave no consiste en reducir el
ajuste, sino en "eliminarlo" mediante un pensamiento creativo (por
ejemplo: ajustando las herramientas en un sólo movimiento).
4. Suprimir la propia fase de preparación. A los efectos de prescindir
por completo de la preparación, pueden adoptarse dos criterios:
Utilizar un diseño uniforme de los productos o emplear la
misma pieza para distintos productos.
Consiste en producir las distintas piezas al mismo tiempo. Esto
último puede lograrse por dos métodos. El primer método es el
sistema del conjunto. Por ejemplo, en el mismo troquel, se
tallan dos formas diferentes. El segundo método consiste en

65
troquelar las distintas piezas en paralelo, mediante la utilización
de varias máquinas de menor costo.
10.3. TÉCNICAS DE APLICACIÓN
Se utilizan en el SMED seis técnicas destinadas para dar aplicación a los
cuatro conceptos anteriormente expuestos.
Técnica nº 1: Estandarizar las actividades de preparación externa. Las
operaciones de preparación de los moldes, herramientas y materiales deben
convertirse en procedimientos habituales y estandarizados. Tales
operaciones estandarizadas deben recogerse por escrito y fijarse en la pared
para que los operarios las puedan visualizar. Después, los trabajadores
deben recibir la correspondiente capacitación para dominarlas.
Técnica Nº 2: Estandarizar solamente las partes necesarias de la máquina.
Si el tamaño y la forma de todos los troqueles se estandarizan
completamente, el tiempo de preparación se reducirá considerablemente.
Pero dado que ello resulta de un costo elevado, se aconseja estandarizar
solamente la parte de la función necesaria para las preparaciones.
Técnica Nº 3: Utilizar un elemento de fijación rápido. Si bien el elemento de
sujeción más difundido es el perno, dado que el mismo sujeta en la última
vuelta de la tuerca y puede aflojarse a la primera vuelta, se han ideado
diversos elementos que permiten una más eficaz y eficiente sujeción. Entre
tales elementos se cuenta con la utilización del orificio en forma de pera, la
arandela en forma de U y la tuerca y el perno acanalado.
Técnica Nº 4: Utilizar una herramienta complementaria. Se tarda mucho en
unir un troquel o unas mordazas directamente a la prensa de troquelar o al
plato de un torno. Por consiguiente, el troquel o las mordazas deben unirse a
una herramienta complementaria en la fase de preparación externa, y luego
en la fase de preparación interna esta herramienta puede fijarse en la
máquina casi instantáneamente. Para hacer ello factible es necesario

66
proceder a la estandarización de las herramientas complementarias. Puede
hacerse mención, como ejemplo de ésta técnica, la mesa móvil giratoria.
Técnica Nº 5: Hacer uso de operaciones en paralelo. Una prensa de
troquelar grande o una máquina grande de colada a presión tendrán muchas
posiciones de fijación en sus cuatro costados. Las operaciones de
preparación de tales máquinas ocuparán mucho tiempo al operario. Pero, si
se procede a aplicar a tales máquinas operaciones en paralelo por dos
personas, pueden eliminarse movimientos inútiles y reducirse así el tiempo
de preparación.
Técnica Nº 6: Utilización de un sistema de preparación mecánica. Al poner
el troquel, podría hacerse uso de sistemas hidráulicos o neumáticos para la
fijación simultánea de varias posiciones en cuestión de segundos. Por otra
parte, las alturas de los troqueles de una prensa de troquelar podrían
ajustarse mediante un mecanismo electrónico.
10.4. PROBLEMAS MÁS COMUNES A LA HORA DE REALIZAR LOS
CAMBIOS O PREPARACIONES DE HERRAMIENTAS
Cuando las actividades de preparación se prolongan demasiado o el tiempo
de preparación varía considerablemente, es factible que se estén dando los
siguientes problemas o inconvenientes:
1. La terminación de la preparación es incierta.
2. No se ha estandarizado el procedimiento de preparación.
3. El procedimiento no se observa debidamente.
4. Los materiales, las herramientas y las plantillas no están dispuestos
antes del comienzo de las operaciones de preparación.
5. Las actividades de acoplamiento y separación duran demasiado.
6. Es alto el número de operaciones de ajuste.
7. Las actividades de preparación no han sido adecuadamente
evaluadas.

67
8. Variaciones no aleatorias en los tiempos de preparación de las
máquinas.
Estos obstáculos pueden y deben salvarse mediante la investigación diaria y
el reiterado cuestionamiento de las condiciones de preparación en el lugar
de trabajo.
10.5. IMPORTANCIA DE LAS CINCO "S" EN LA APLICACIÓN DEL SMED
Las actividades de Organización-Orden-Limpieza-Estandarización y
Disciplina son esenciales y fundamentales para una correcta y óptima puesta
en funcionamiento del sistema SMED.
El poder encontrar rápidamente las herramientas, el disponer de todos los
equipos y lugar de trabajo en estado de limpieza, y el disponer de elementos
visuales que permitan el mejor ajuste, son beneficios que trae consigo la
aplicación sistemática de las Cinco "S".
10.6. PROCEDIMIENTOS PARA MEJORAR LA PREPARACIÓN
Además de las grabaciones en video y de los estudios de tiempos y
movimientos relacionados con las actividades de preparación, hay cuatro
procedimientos más para lograr mejoras. El primero consiste en separar la
preparación interna de la preparación externa. El segundo, en reducir el
tiempo de preparación interna mediante la mejora de las operaciones. El
tercero, en promover una ulterior reducción del tiempo de preparación
interna mejorando el equipo. Y, el cuarto es el reto de reducirlo hasta dejarlo
en cero.
Fase 1: Diferenciación de la preparación externa y la interna. Por
preparación interna, como antes ya se expreso, se incluyen todas aquellas
actividades que para poder efectuarlas requiere que la máquina se detenga.
En tanto que la preparación externa se refiere a las actividades que pueden
llevarse a cabo mientras la máquina funciona. El principal objetivo de esta

68
fase es separar la preparación interna de la preparación externa, y convertir
cuanto sea posible de la preparación interna en preparación externa. Para
convertir la preparación interna en preparación externa y reducir el tiempo de
esta última, son esenciales los cuatro puntos siguientes:
Preparar previamente las plantillas, herramientas, troqueles y
materiales.
Mantener los troqueles en buenas condiciones de funcionamiento
(TPM).
Crear tablas de las operaciones para la preparación externa.
Mantener el buen orden y limpieza en la zona de almacenamiento de
las plantillas y troqueles retirados (Cinco "S").
El más importante de estos cuatro puntos es el último: mantener limpia y
ordenada la zona de almacenamiento de las herramientas, plantillas y
troqueles. Si las herramientas están almacenadas de un modo desordenado
en una caja de herramientas, los trabajadores perderán tiempo buscando las
que necesiten; es la típica operación inútil que no crea valor adicional.
Fase 2: Las preparaciones internas que no puedan convertirse en externas
deben ser objeto de mejora y control continuo. A tales efectos se consideran
clave para la mejora continua de las mismas los siguientes puntos:
Mantener las zonas de almacenamiento de herramientas y troqueles
limpias y ordenadas (Cinco "S").
Vigilar los efectos de los cambios introducidos en la secuencia de las
operaciones.
Vigilar las necesidades de personal para cada operación.
Vigilar la necesidad de cada operación.
El examen continuo de los puntos antes descriptos pondrá de manifiesto
oportunidades de mejora.

69
Fase 3: Mejora del equipo. Todas las medidas tomadas a los efectos de
reducir los tiempos de preparación se han referido hasta ahora a las
operaciones o actividades. La próxima estrategia se enfoca en la mejora del
equipo. A continuación se exponen algunas formas de hacer ello factible.
Organizar las preparaciones externas y modificar el equipo de forma
tal que puedan seleccionarse distintas preparaciones pulsando un
botón.
Reciclar el calor procedente de las operaciones de mecanización y
utilizarlo para el precalentamiento de hornos.
Modificar la estructura del equipo o inventar herramientas que
permitan una reducción de la preparación y de la puesta en marcha.
Eliminar los ajustes necesarios para fijar la altura o la posición de los
troqueles o plantillas mediante el uso de un des conectador de fin de
carrera o convertir los ajustes manuales en automáticos.
Revisar la hoja de secuencia de operaciones estándar y adiestrar a
los operarios cuando se mejora el equipo.
Fase 4: Preparación Cero .El tiempo ideal de preparación es cero. Para
lograrlo es menester utilizar una pieza común para varios productos. Esto
podría lograrse en la fase de desarrollo y diseño de los nuevos modelos.
10.7. PASOS PARA LA APLICACIÓN DE LA HERRAMIENTA SMED EN
ALIMENTOS CARNICOS S.A.S
Para la correcta implementación de la herramienta las actividades que se
deben realizar en la planta son:
Capacitación del personal, para el conocimiento de la herramienta
SMED, así como de las ventajas y beneficios de su implementación.
Marcación de los elementos ò utensilios utilizados en cada una de las
maquinas para lograr encontrar los elementos de una manera rápida.

70
Cambio de ubicación de las estanterías del área de empaque, para de
esta manera disminuir los recorridos para alcanzar los elementos.
Demarcación de las estanterías del área de empaque, con el fin de
asignar ubicaciones para cada elemento.
Realización de pruebas pilotos en las cuales se puedan detectar las
posibles actividades que se deberían suprimir.
Realización del análisis y toma de tiempos de las actividades que se
desarrollan durante el cambio de formato ò referencia.
Aplicación de los análisis que permitan determinar qué tipo de
actividades se están realizando durante los cambios de referencia.

71
11. ANALISIS COSTO BENEFICION DE LA IMPLEMENTACION DE LA PROPUESTA
Cuadro No 17: análisis costo beneficio de la implementación.
ESTRATEGIA REQUERIMIENTOCOSTO DE
IMPLEMENTACIONBENEFICIOS
Ampliar conocimiento del personal involucrado en
el proceso productivo, a través de la capacitación
e implementación de la herramienta SMED.
Disminución del riesgo de golpe o lesiones del
personal al momento de manipular los elementos
u herramientas.
Reubicacion de estanterias del
area de empaque $ 400.000
Disminución de los desplazamientos al momento
de realizar los alistamientos.
Demarcacion de estanterias. $ 250.000 Facilita la ubicación rápida de los elementos.
Contrucciòn de un dispositivo
movil para las tuberias de las
maquimas Formadoras.
$ 1.200.000
Contrucciòn de un dispositivo
movil para las herramientas de
las maquimas embutidoras.
$ 2.000.000
Marcacion de elementos de
Formadoras y Embutidoras. $ 400.000 Facilita la ubicación rápida de los elementos.
Disminucion de los tiempos de alistamiento de
las maquinas en un 30%
Aumento de la disponibilidad de los equipos
Aumento de la capadidad de planta y entregas de
producto terminado
Disminucion de los desperdicios y retrabajos
Aplicación de los conocimientos
adquiridos dentro de la
capacitacion teorica
Realizacion de las actividades en el
area de trabajo
No tiene costo de
implementacion
Realizar capacitacion del
personal operativo
Utilizar las hora laborales asignadas
por la compañía para la capacitacion
y entrenamiento del personal
No tiene costo de
implementacion
Disminución del riesgo de golpe o lesiones del
personal al momento de manipular los elementos
u herramientas
Contratar la labor con el personal
contratistas del area de
mantenimiento

72
12. CONCLUSIONES
La globalización de los mercados y la competitividad de estos, llevan
a que las compañías deban mejorar sus procesos productivos
constantemente. En esta búsqueda se encuentran herramientas de
mejoramiento que al tiempo son sencillas de introducir dentro de la
compañía, generando conocimiento y beneficios para el personal, y al
mismo tiempo permitiendo a la compañía mantenerse en la
vanguardia del mercado.
Al momento de la implementación de una filosofía como lo es TPM, se
debe realizar un análisis muy profundo para así determinar la
prioridad de aplicación de herramientas que contribuyen a la
disminución de pérdidas. Lo anterior con el fin de utilizar estas
herramientas desde un principio y que van de la mano con otras con
el fin de eliminar las pérdidas en los pasos iniciales.
La puesta en práctica de los conocimientos adquiridos a lo largo de
nuestra formación profesional, nos permite afianzar y definir cuál va a
ser nuestro enfoque en la vida laboral, es decir definir si queremos
dedicarnos a lo que tiene que ver con los procesos productivos ò
administrativos de las organizaciones.
El hecho de realizar análisis de los procesos productivos nos permiten
conocer los verdaderos problemas con los que tendremos que tratar
durante nuestro desarrollo profesional, es por esta razón que hay que
asumir posturas de análisis y observación que permitan presentar
alternativas a las empresas que las lleven a los niveles óptimos de
productividad y calidad.
Al realizar el desarrollo de la propuesta de implementación de la
herramienta SMED, se observaron varias conductas que se deberían

73
revisar en la compañía, ya que el hecho de modificar, alterar ò no
reportar los tiempo reales de cada una de las actividades deja en
entredicho la veracidad de la información con la que cuenta la
compañía en su sistema de información.
A pesar de que el trabajo se desarrolla en una empresa que cuenta
con una gran trayectoria y el reconocimiento de sus marcas (rica,
zenu y suizo), todavía se encuentran deficiencias en sus procesos de
producción, es por esta razón que se debería seguir intentando la
implementación de herramientas que faciliten la consecución de los
objetivos trazados por la organización.
Para que la implementación de la Filosofía SMED tenga éxito, no es
necesario tener personal altamente calificado o con demasiadas
habilidades, lo importante es crearles la necesidad de realizar las
cosas diferentes e idear formas prácticas y rápidas para ejecutar el
trabajo.
Generará un aumento de la flexibilidad, por lo cual la empresa
obtendrá una ventaja competitiva en cuanto a los tiempos de
respuesta al cliente, con llevando a realizar cambios de referencia
continuos y rápidos.
El realizar este proyecto nos llevó a poner en práctica
recomendaciones, teorías y vivencias de docentes. Y nos lleva a
pensar que en el desarrollo de un proyecto y la vivencia de una
compañía se debe interactuar con diferentes aspectos como lo
cultural, la comunicación y los métodos de trabajo de las personas, y
saber identificar los anteriores aspectos sería un punto a favor para la
consecución de los objetivos.

74
Con la implementación de la herramienta SMED abre un espacio para
realizar un análisis sobre cada uno de los factores que influyen
durante un proceso de aplicación, y así tener un proceso de
aprendizaje en el cual se identifiquen fortalezas y debilidades, con el
fin de mantener las fortalezas y las debilidades minimizarlas en la
realización de futuros proyectos de implementación.

75
13. RECOMENDACIONES
Los indicadores son una herramienta de gran importancia para llevar
un seguimiento de las variables más críticas involucradas en el
proceso, como los indicadores en cuanto a capacidad, tiempo y costo
los cuales deberán tener un control por el jefe de producción para
lograr el cumplimiento de las metas. Estos deben ser medidos en
periodos semanales con el fin de tener un control más exacto de los
resultados después de realizada la implementación de la filosofía.
Los procesos de capacitación son una parte primordial en toda
propuesta de mejoramiento, es por esta razón que se recomienda
continuar con las capacitaciones de todo el personal, para fomentar
un cambio cultural en la empresa a su vez minimizando la resistencia
al cambio de una manera progresiva.
La cultura organizacional en la compañía debe cambiarse,
demostrando con hechos que lo imposible ahora es posible al dejar
sin efecto frases tales como «No se puede» o «Eso nunca trabajará»
como paradigmas del pasado.
Involucrar de manera participativa a todo el personal, con el fin de
darle la información real y oportuna a cerca de los cambios
efectuados en el medio de trabajo.
La compañía deberá utilizar los medios necesarios para garantizar
que la información reportada por los operarios en las planillas sea la
real del proceso.
La empresa deberá buscar la forma de realizar la implementación de
la herramienta SMED en los demás equipos de planta en los que se
detecten tiempos altos de alistamiento y arranques, así como las

76
herramientas que la compañía considere que aportan o sean
complementarias de TPM, lo cual sería apropiado para lograr los
objetivos estratégicos.
Se aconseja a la empresa realizar una revisión de la implementación
de TPM que está adelantando y complementarla con otras
herramientas que permitan un mejor avance y ejecución de los pasos
de la implementación.
Es importante que exista un trabajo muy estrecho entre el
programador y el jefe de planta, con el fin de establecer cuál es la
mejor secuencia para el cambio de referencias y evitar alistamientos
innecesarios.

77
14. BIBLIOGRAFIA Y WEBGRAFIA.
http://es.wikipedia.org/wiki/SMED
http://en.wikipedia.org/wiki/Single-Minute_Exchange_of_Die
http://www.mantenimientomundial.com/sites/mmnew/bib/notas/SMED.pdf
http://www.slideshare.net/carolinamantilla/normas-icontec-1486-ultima-
actualizacion.
Conceptos de organización industrial – Ángel Alonso García – Editorial
Marcombo – 1998.
Las claves del éxito de Toyota – Jeffrey Liker – Editorial Gestión 2000 - 2006
Organización de la producción – Velasco Sánchez – Editorial Pirámide –
2006.
Kaizen – Mauricio Lefcovich – www.gestiopolis.com – 2003
www.mantenimientoplanificado.com/tpm_archivos/TPM.ppt
http://es.wikipedia.org/wiki/OEE
http://www.coordinador-de-seguridad.com/centro.htm
http://productionlines.blogspot.com/2008/06/lineas-de-produccion.html
GAGGINI De RÜHLEMANN, Patricia Adriana. Globalización.
www.gestiopolis.com/recursos/documentos/fulldocs/eco/glblzcn.htm
78
15. ANEXOS.
Anexo Nº 1: formato inicial para el registro de las actividades durante el cambio de referencia.
PRODUCTO MAQUINA FECHA
CODIGO DE MAQUINA
ACT. NºTIEMPO
EMPLEADO
ACTIVIDA
INTERNA
ACTIVIDA
EXTERNA
CODIGO DE PRODUCTO
TOTAL TIEMPO EMPLEADO
DESCRIPCION DE LA ACTIVIDAD

79
Anexo Nº 2: formato de seguimiento a la reducción del tiempo de las actividades durante el cambio de referencia.
PRODUCTO MAQUINA FECHA
CODIGO DE MAQUINA
ACT. Nº DESCRIPCION DE LA ACTIVIDADTIEMPO
EMPLEADO
ACTIVIDA
INTERNA
ACTIVIDA
EXTERNA
TIEMPO
EMPLEADO
ACTIVIDA
INTERNA
ACTIVIDA
EXTERNA
CODIGO DE PRODUCTO
ANTES AHORA
TOTAL TIEMPO EMPLEADO TOTAL TIEMPO EMPLEADO

80
Anexo Nº 3: formato de análisis de las actividades durante el cambio de referencia.
PRODUCTO MAQUINA FECHA
CODIGO DE MAQUINA
CUANDO?
DONDE?
QUE ?
QUIEN?
COMO?
CODIGO DE PRODUCTO
DESCRIPCION DE LA
ACTIVIDAD
ANALISIS

81
Anexo Nº 4: formato de análisis 5 ¿por qué? de las actividades durante el cambio de referencia.
PRODUCTO MAQUINA FECHA
CODIGO DE MAQUINA
POR QUE?
POR QUE?
POR QUE?
CODIGO DE PRODUCTO
DESCRIPCION DE LA
ACTIVIDAD
ANALISIS 5 POR QUE
POR QUE?
POR QUE?