Produccion hamburguesas de lenteja · La utilización del conformado de hamburguesa, similar a las...
131
Dominioni, Romeo; Lombardi, Eugenia; Marconcini, Horacio Producción hamburguesas de lenteja Trabajo Final de Ingeniería Industrial Facultad de Química e Ingeniería “Fray Rogelio Bacon” Este documento está disponible en la Biblioteca Digital de la Universidad Católica Argentina, repositorio institucional desarrollado por la Biblioteca Central “San Benito Abad”. Su objetivo es difundir y preservar la producción intelectual de la Institución. La Biblioteca posee la autorización del autor para su divulgación en línea. Cómo citar el documento: Dominioni, R, Lombardi, E, Marconcini, H. Producción hamburguesas de lenteja [en línea]. Trabajo Final de Ingeniería Industrial. Facultad de Química e Ingeniería “Fray Rogelio Bacon”. Universidad Católica Argentina, 2015. Disponible en: http://bibliotecadigital.uca.edu.ar/repositorio/tesis/produccion-hamburguesas-lenteja.pdf [Fecha de consulta:.........]
Transcript of Produccion hamburguesas de lenteja · La utilización del conformado de hamburguesa, similar a las...

Dominioni, Romeo; Lombardi, Eugenia; Marconcini, Horacio
Producción hamburguesas de lenteja
Trabajo Final de Ingeniería IndustrialFacultad de Química e Ingeniería “Fray Rogelio Bacon”
Este documento está disponible en la Biblioteca Digital de la Universidad Católica Argentina, repositorio institucional desarrollado por la Biblioteca Central “San Benito Abad”. Su objetivo es difundir y preservar la producción intelectual de la Institución.La Biblioteca posee la autorización del autor para su divulgación en línea.
Cómo citar el documento:
Dominioni, R, Lombardi, E, Marconcini, H. Producción hamburguesas de lenteja [en línea]. Trabajo Final de Ingeniería Industrial. Facultad de Química e Ingeniería “Fray Rogelio Bacon”. Universidad Católica Argentina, 2015. Disponible en: http://bibliotecadigital.uca.edu.ar/repositorio/tesis/produccion-hamburguesas-lenteja.pdf [Fecha de consulta:.........]

PRODUCCIÓN HAMBURGUESAS DE LENTEJA
Integrantes:
DOMINIONI, Romeo LOMBARDI, Eugenia MARCONCINI, Horacio
Profesores:
Ing. Seijo, Teresa Ing. Boffa, Guillermo Ing. Galaretto, Oscar Ing. Gorostarzu, Gabriel
Año de Cursado: 2015
ÍNDICE



INTRODUCCIÓN
Nuestro interés por dicho producto ha surgido debido al aumento de la popularidad de una alimentación sana, a base de dietas vegetarianas, lo que provocó un crecimiento en la demanda de producto de origen vegetal, entre ellos el aumento del consumo de las hamburguesas sin carne.
Los nutrientes que el ser humano necesita para tener una nutrición básica saludable pueden ser obtenidos con estas dietas.
Dichos nutrientes se clasifican comúnmente en cinco clases, hidratos de carbono, proteínas, grasas, vitaminas y minerales. Debemos incluir entre ellos a la fibra y el agua.
La lenteja se encuentra en la categoría de las legumbres, a continuación se puede ver su información nutricional:
1
Como podemos ver, gracias a sus propiedades nutricionales, estas legumbres
aportan la misma cantidad de hierro y proteínas que la carne, y el doble de potasio, convirtiéndolas en una excelente fuente de alimentación y un muy buen reemplazo de los alimentos a base de carne, siendo esta su producto sustituto.
Además, la lenteja es una materia prima de poco valor agregado.
1 http://doctorjuanmadrid.com/lentejas-aconsejable-tomarlas-una-vez-la-semana/
4

PRESENTACIÓN DEL PRODUCTO El componente principal en la producción de la hamburguesa, es la lenteja, además
se le añade una serie de vegetales que actúan como saborizantes naturales, entre ellos cebolla, ajo, pimentón y harina de arroz como aglutinante.
Siendo además un producto libre de gluten. El mismo se envasa y congela para ser comercializado.
5

JUSTIFICACIÓN DEL TEMA Análisis FODA
Fortalezas:
Argentina es un gran productor de legumbres. Además ha sido líder en el desarrollo de la tecnología para la producción y cosecha de lentejas.
Estamos en una zona productora de lentejas, lo que implica un costo reducido de la materia prima.
La utilización del conformado de hamburguesa, similar a las de carne. Oportunidades:
Es un mercado poco desarrollado a nivel nacional, ya que la mayor parte de las legumbres son exportadas con un bajo valor agregado.
Poco a poco ir concientizando a la gente de los valores nutricionales de las dietas vegetarianas, lo que será una gran oportunidad en el momento de marketing cuando el producto sea lanzado al mercado. En nuestro país el mercado actual es solo del 1% al 2% de la población, y hay un aumento de seguidores de este tipo de alimentación y el mismo se está dando en proporciones geométricas.
A su vez pretendemos, no solo concentrarnos en los consumidores bajo dietas vegetarianas, sino también poder abarcar a aquellas personas que quieran conocer el gusto único que nos brinda la lenteja, además de aportar menos calorías que la soja, lo que las hace una gran candidata para las dietas de pérdida de peso, y es bueno saber que se comen en menor cantidad ya que dan sensación de saciedad. Las lentejas pueden competir con la carne y los productos lácteos dándole a quienes las ingieren un buen aporte de proteínas , con la ventaja que no contienen grasa como la carne. 2
La cantidad de hierro que aportan es interesante, y si a la comida que elaboramos con ella, le agregamos el jugo de cualquier cítrico ayudará a fijar el hierro a nuestro organismo
2 https://saludyvidanatural.wordpress.com/2010/04/26/proteina-vegetal-vs-proteina-animal/
6
Así mismo, al no contener TACC (trigo, avena, cebada y centeno), la hamburguesa es apta para el consumo de celíacos.
A diferencia de la soja, las lentejas presentan un sabor único y muy agradable al paladar humano, siendo de gran aceptación no solo para personas que siguen una dieta vegetariana sino también para aquellos que consumen todo tipos de alimentos.
Amenazas:
Potenciales competidores en este nuevo mercado y todo producto sustituto, como ser las hamburguesas de carne, de soja, milanesas de berenjena, etc.
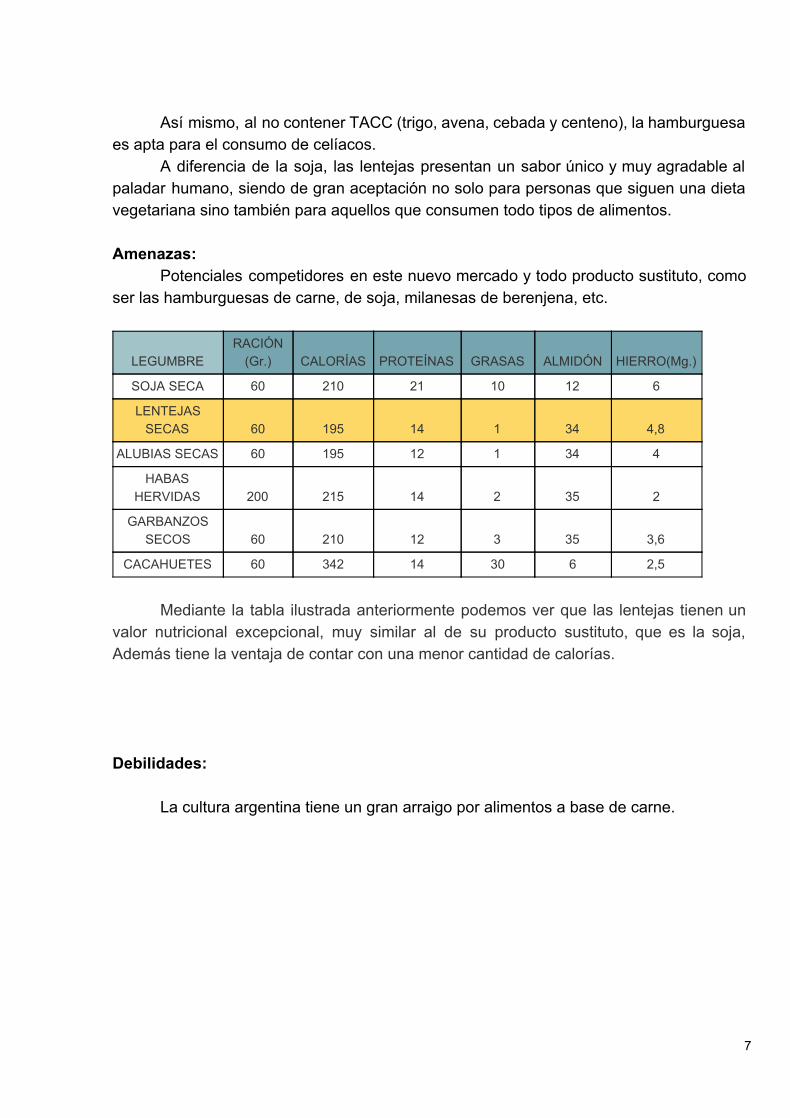
LEGUMBRE RACIÓN
(Gr.) CALORÍAS PROTEÍNAS GRASAS ALMIDÓN HIERRO(Mg.)
SOJA SECA 60 210 21 10 12 6
LENTEJAS SECAS 60 195 14 1 34 4,8
ALUBIAS SECAS 60 195 12 1 34 4
HABAS HERVIDAS 200 215 14 2 35 2
GARBANZOS SECOS 60 210 12 3 35 3,6
CACAHUETES 60 342 14 30 6 2,5
Mediante la tabla ilustrada anteriormente podemos ver que las lentejas tienen un
valor nutricional excepcional, muy similar al de su producto sustituto, que es la soja, Además tiene la ventaja de contar con una menor cantidad de calorías.
Debilidades:
La cultura argentina tiene un gran arraigo por alimentos a base de carne.
7

FLOW SHEET GENERAL
8

Los ingredientes se compran a proveedores externos y luego son procesados de forma interna. Cuando los granos, harina de arroz, vegetales deshidratados y especies llegan a la planta, son examinados por la calidad.
Recepción del grano (a granel): Para conservar adecuadamente el grano debe tener tres condiciones:
Seco: máxima 13% humedad y controla los cambios de temperatura Limpio: no debe presentarse cuerpos extraños ni semillas indeseables o polvo Sano: Debe tener sus condiciones orgánicas sin manchas ni contaminación de
insectos o roedores. Análisis: El grano que se recibe se inspecciona para determinar su estado y se
obtiene una muestra mediante un calador.
Descarga y almacenamiento: Una vez aprobada la materia prima se le da la orden de descargar y almacenar la misma.
Recepción de las verduras deshidratadas y especias (bolsas): se debe verificar la calidad de las mismas, color, daños físicos en el packaging, fecha de elaboración y vencimiento.
Almacenamiento en depósito.
Recepción de harina de arroz (bolsas): se debe verificar la calidad de la misma, color, daños físicos en el packaging, fecha de elaboración y vencimiento.
Almacenamiento en depósito.
Recepción de materiales de packaging.
Control de calidad de los mismos y almacenamiento.
Cribado de lentejas: Antes del lavado se zarandea para evitar la presencia de cuerpos extraños, ni de semillas indeseables o polvo.
Lavado y desinfección: Las lentejas se descargan en la máquina de lavado para eliminar la suciedad y desinfectarla de bacterias, de residuos químicos, y cualquier otro material extraño que pueda existir.
El grano de base, se cocina en cubas de agua por 20 minutos hasta que se cuecen.
El resultante se cuela, y se separa el producto del exceso de agua.
Las verduras deshidratadas se hidratan en ollas calientes y se mezclan con los condimentos utilizados.
Las lentejas cocidas se mezclan y aglutinan con las verduras hidratadas juntos con los aderezos.
9

La mezcla resultante alimenta a la máquina que da el moldeado de la hamburguesa.
Se separan con papel encerado en una línea automática tipo flow-pack de a 4 unidades.
Se empacan en cajas de x unidades.
Se almacenan en refrigeración (1-3°C).
10

ESTUDIO DE MERCADO Objetivos
El principal objetivo del estudio de mercado es poder suministrar información
necesaria para poder luego continuar desarrollando el estudio técnico y tomar decisiones basándonos en dichos conocimientos.
Esto se realizará a partir de la recolección de información sobre los volúmenes de
demanda, buscando poder insertarnos en el mercado de manera exitosa. El estudio de mercado se realizará con el propósito de:
Conocer la demanda del producto y determinar la existencia de una
demanda insatisfecha. Identificar la competencia y los productos alternativos. Estudiar el porcentaje e impacto de los productos sustitutos. Determinar cuál es el grado de interés y reconocimiento de la promoción y
publicidad del producto. Evaluación de proveedores. Comprobar la aceptación del producto desarrollado, y que inserción tiene
en el mercado. Conocer la demanda del producto y determinar la existencia de una demanda insatisfecha
El análisis parte de la segmentación del mercado y la demanda que se presenta en cada uno de ellos. Teniendo en cuenta:
a. Segmento Geográfico: * tipo de región (Litoral) * tamaño de la ciudad (áreas metropolitana) * densidad de población (urbana) * el clima (templado).
b. Segmento demográfico:
* Edad: los jóvenes (0- 14 años), los adultos jóvenes y de edad media (15-64 años) * Sexo: buscamos una homogeneización en cuanto al sexo. * El estado civil : Indistinto * La situación económica : Media y alta * El nivel de formación y ocupación: Medio y alto
c. Segmento psicológico:
11
* La personalidad: Indistinto *Estilo de vida: Veganos, vegetarianos, personas que buscan cambios en sus hábitos alimenticios *Las expectativas/beneficios que los consumidores esperan directamente del producto: vida saludable.
d. Segmento sociocultural: * Cultura: Desarrollada *La creencia: no sólo a aquellas personas que no tengan algún tipo de orientación, sino también a aquellos que no comparten la ingesta de productos cárnicos. * La raza: Indistinto * Ciclo de vida: Indistinto
e. Comportamiento del consumidor/usuario: * La tasa de uso: (Usuarios frecuentes, medianos y bajos) * Grado de lealtad hacia la marca: (alta, mediana, poca)
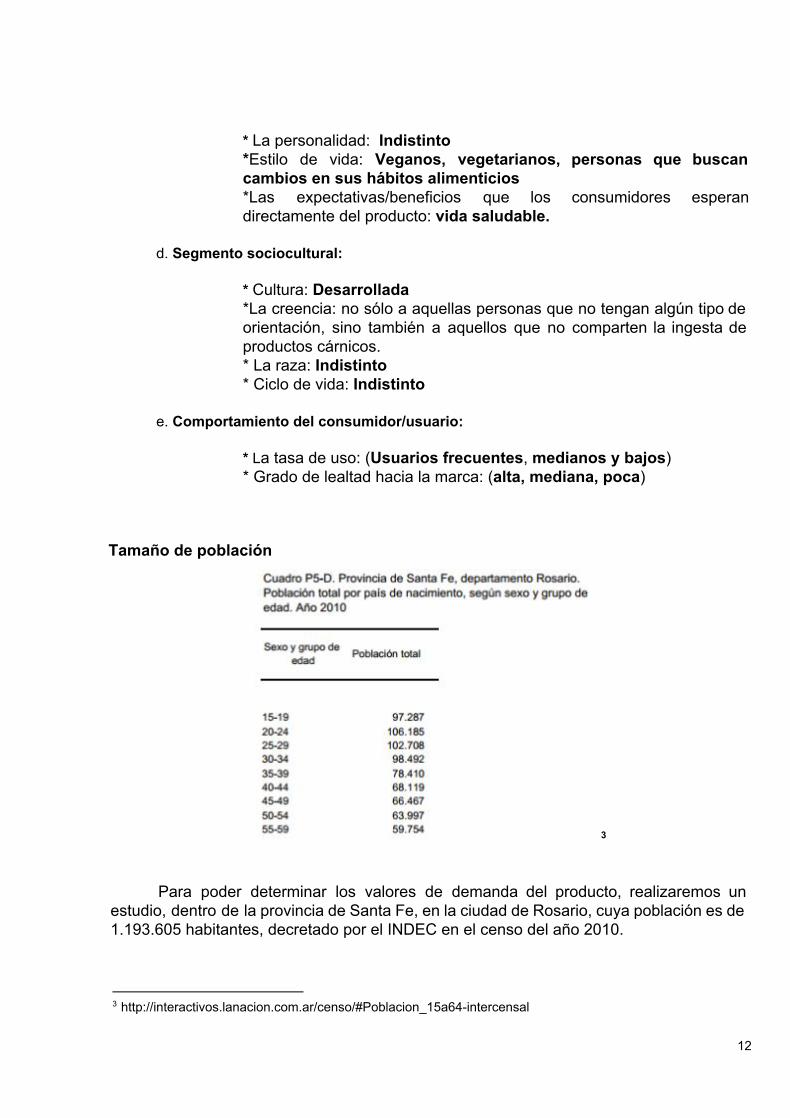
Tamaño de población
3
Para poder determinar los valores de demanda del producto, realizaremos un estudio, dentro de la provincia de Santa Fe, en la ciudad de Rosario, cuya población es de 1.193.605 habitantes, decretado por el INDEC en el censo del año 2010.
3 http://interactivos.lanacion.com.ar/censo/#Poblacion_15a64-intercensal
12
Nos enfocaremos en los habitantes con un rango etario de entre 15 a 60 años de edad, siendo nuestro tamaño de población igual a 741419 habitantes.
Considerando un índice de pobreza estimado de 10%, aplicándolo a la proporción de la población objetivo, obtenemos un total de 667277 habitantes
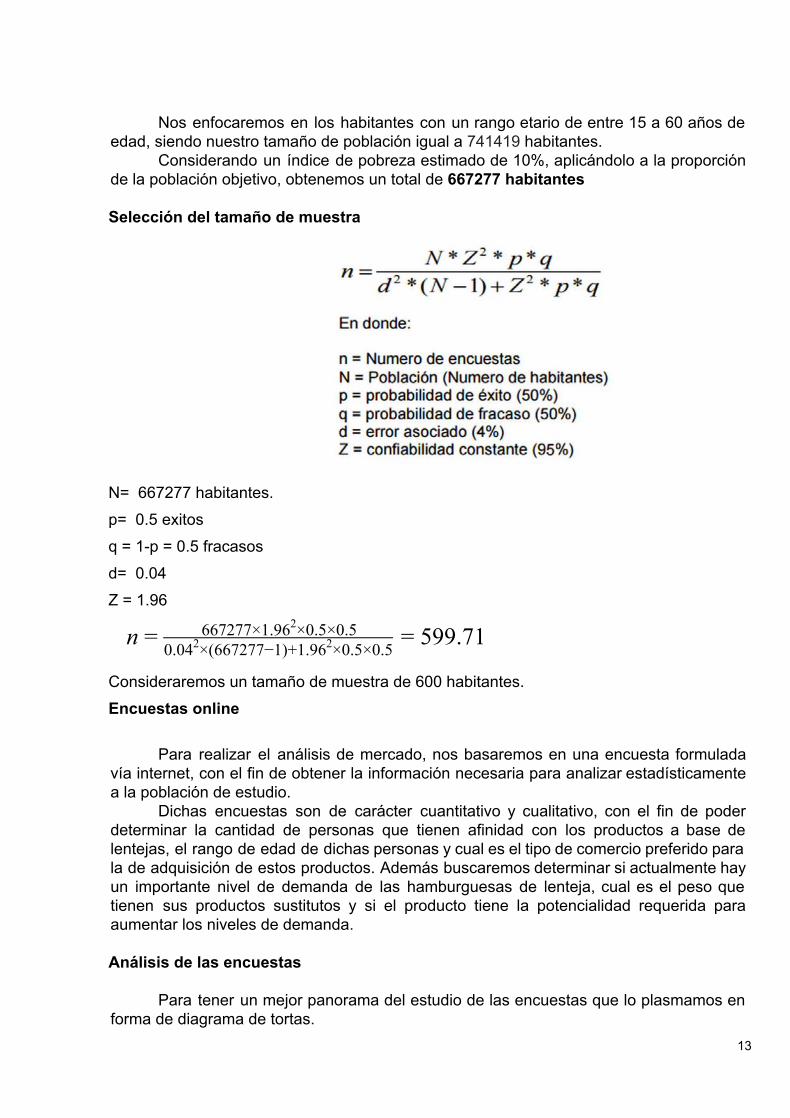
Selección del tamaño de muestra
N= 667277 habitantes. p= 0.5 exitos q = 1-p = 0.5 fracasos d= 0.04 Z = 1.96
99.71n = 667277×1.96 ×0.5×0.52
0.04 ×(667277−1)+1.96 ×0.5×0.52 2 = 5
Consideraremos un tamaño de muestra de 600 habitantes. Encuestas online
Para realizar el análisis de mercado, nos basaremos en una encuesta formulada vía internet, con el fin de obtener la información necesaria para analizar estadísticamente a la población de estudio.
Dichas encuestas son de carácter cuantitativo y cualitativo, con el fin de poder determinar la cantidad de personas que tienen afinidad con los productos a base de lentejas, el rango de edad de dichas personas y cual es el tipo de comercio preferido para la de adquisición de estos productos. Además buscaremos determinar si actualmente hay un importante nivel de demanda de las hamburguesas de lenteja, cual es el peso que tienen sus productos sustitutos y si el producto tiene la potencialidad requerida para aumentar los niveles de demanda. Análisis de las encuestas
Para tener un mejor panorama del estudio de las encuestas que lo plasmamos en forma de diagrama de tortas.
13
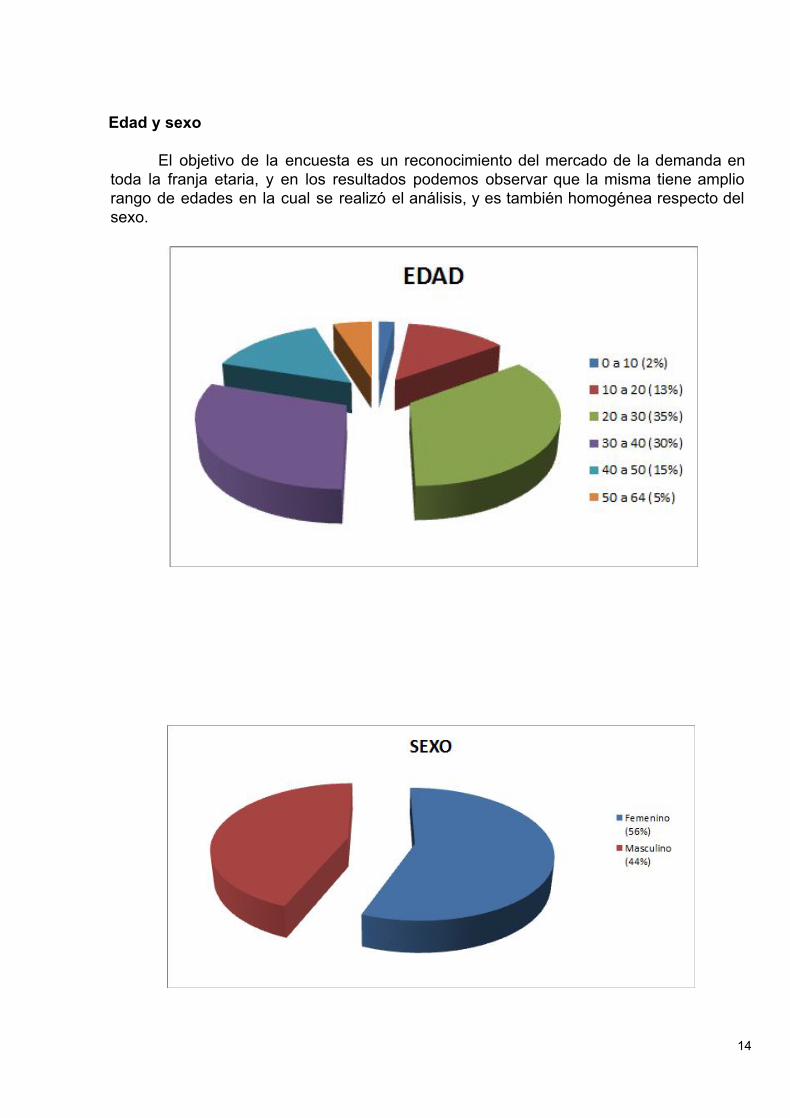
Edad y sexo
El objetivo de la encuesta es un reconocimiento del mercado de la demanda en toda la franja etaria, y en los resultados podemos observar que la misma tiene amplio rango de edades en la cual se realizó el análisis, y es también homogénea respecto del sexo.
14

Hábitos alimenticios
En cuanto a los hábitos alimenticios podemos observar que solo una pequeña porción de las personas encuestadas son veganas o vegetarianas. Por lo que nuestro sector de mayor interés se verá concentrado en aquellas personas que consumen carne.
Cantidad de personas que ingirieron alguna vez hamburguesas de lentejas
En la encuesta realizada también pudimos determinar que hay un alto porcentaje de personas que no han probado la hamburguesa de lentejas. Por este motivo, se busca dar a conocer nuestro producto y de esta forma poder lograr insertarnos en el mercado.
15

Personas que estarían dispuestas a probar las hamburguesas de lentejas
Pese a que un 88% de personas encuestadas nunca ingirió hamburguesas de lentejas, un porcentaje manifestó su interés en probarlas, lo cual es un dato muy relevante, ya que nos da la posibilidad de atraer potenciales clientes para nuestro producto.
¿Cuál es la frecuencia de adquisición del producto (Frecuente, habitual o esporádicamente)?
Respecto de aquellas personas que sí consumen las hamburguesas de lentejas, la mayoría de ellas lo realiza de forma esporádica, es decir que no tienen un consumo diario, ni habitual de las mismas. Lo cual se puede observar en el siguiente gráfico:
16
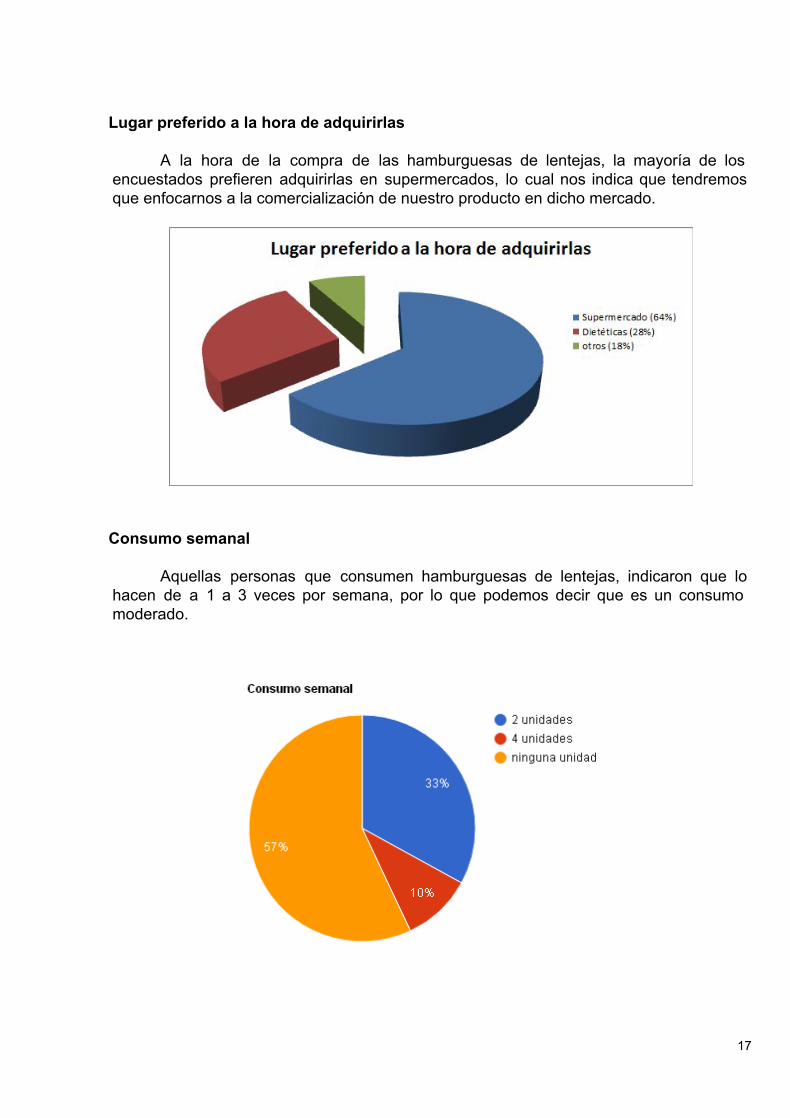
Lugar preferido a la hora de adquirirlas
A la hora de la compra de las hamburguesas de lentejas, la mayoría de los encuestados prefieren adquirirlas en supermercados, lo cual nos indica que tendremos que enfocarnos a la comercialización de nuestro producto en dicho mercado.
Consumo semanal
Aquellas personas que consumen hamburguesas de lentejas, indicaron que lo hacen de a 1 a 3 veces por semana, por lo que podemos decir que es un consumo moderado.
17
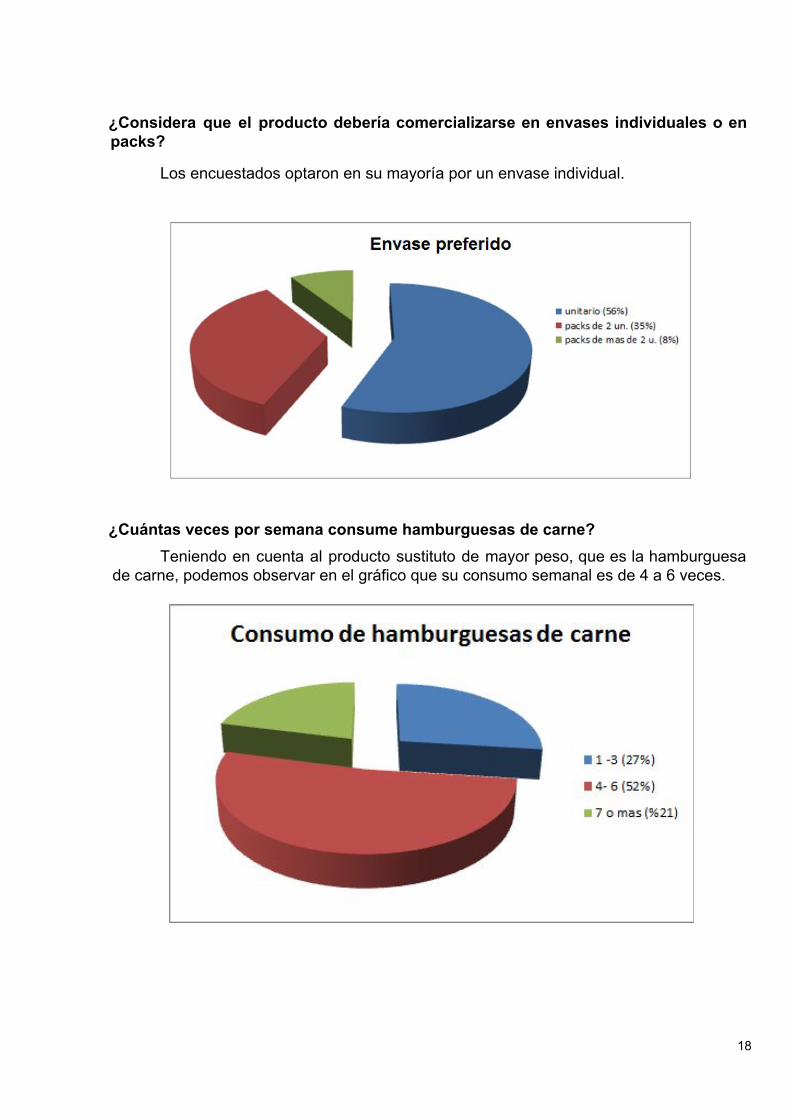
¿Considera que el producto debería comercializarse en envases individuales o en packs?
Los encuestados optaron en su mayoría por un envase individual.
¿Cuántas veces por semana consume hamburguesas de carne?
Teniendo en cuenta al producto sustituto de mayor peso, que es la hamburguesa de carne, podemos observar en el gráfico que su consumo semanal es de 4 a 6 veces.
18

¿Cuántas veces por semana consume hamburguesas de soja?
Evaluando el otro producto sustituto con mayor desarrollo en el mercado, los resultados fueron en su mayoría de 1 a 3 veces por semana.
En base a los datos analizados determinaremos la demanda total y la demanda
potencial para establecer la producción a realizar:
19

Análisis de las 5 Fuerzas de PORTER
Poder de negociación de los compradores:
Apuntamos principalmente a la fidelización de nuestros clientes debido a la cantidad de competidores y productos sustitutos existentes en el mercado.
Nos centramos en garantizarles calidad y por otro lado les brindamos un precio competitivo en relación a los productos sustitutos. Ventajas:
Luego de las encuestas realizadas pudimos analizar, en nuestra población estudiada, que hay una conciencia en crecimiento de tener una vida más saludable. Esta calidad de vida, se refiere no solamente a la ausencia de enfermedades, sino de poder llegar a tener un estado psico-físico óptimo. Lograr este estado nos dará la energía (física y mental) necesaria, para estar libres de desórdenes en nuestra salud y retardar el proceso de envejecimiento. Orientar a
20

nuestros potenciales clientes a una alimentación saludable (que conozcan los alimentos adecuados y la forma de utilizarlos), a través de un “fármaco” natural y confiable; y que el consumo regular de hamburguesas de lentejas es una necesidad para una vida sana.
Poder de negociación de los Proveedores:
Los proveedores se seleccionarán en base a los que mejor cumplen con la relación Costo-Beneficio. Al hablar de Beneficio estamos haciendo referencia a la calidad de la materia prima ya que es considerada como uno de los pilares fundamentales para el éxito de la hamburguesa de lenteja. Competidores Directos
Estamos inmersos en un mercado con una gran cantidad de competidores ya que los mismos incluyen todas aquellas empresas comercializadoras de hamburguesas vegetarianas y carne, en forma masiva. Es por eso que nuestra empresa apunta constantemente a mantener y crear nuevas ventajas competitivas con el objetivo de que nuestros clientes elijan nuestros productos y apuntando a que el mercado crezca. Productos Sustitutos:
Además de estar inmersos en un mercado con una gran cantidad de competidores directos, el mismo presenta una serie de productos sustitutos ya que podemos considerar como tal la mayoría de los productos comercializados en almacenes, dietéticas y supermercados. Es por ello que apuntamos constantemente a la diferenciación y nuestro objetivo es poder posicionarnos en el mercado como una marca reconocida regionalmente. Potenciales Competidores:
Estamos dentro de un mercado en el cual la amenaza de nuevos competidores siempre está latente dado que son productos que se pueden empezar a comercializar sin la necesidad de contar con un proceso industrial ya que se puede partir desde lo artesanal
Mercado Meta Y Segmentacion de Mercado
En conclusión, el mercado objetivo y la segmentación a la que apuntamos, en principio, es al conformado por los habitantes de la ciudad de Rosario, Argentina. Gracias a los datos arrojados por las encuestas realizadas, donde se notó que la principal fuente de adquisición de estos productos son de forma envasada y congelada, en los almacenes, dietéticas, supermercados y comedores industriales como principales canales de distribución. Nuestro enfoque está dirigido a aquellas personas de clase social
21

media-alta, tanto solteros como casados ( con y sin hijos), que busquen un alimento saludable.
Según las encuestas realizadas para llevar a cabo el presente análisis de mercado, los potenciales clientes se encuentran predispuestos a probar dicho producto.
22

UBICACIÓN DE LA PLANTA La ubicación adecuada para la planta industrial, es tan importante para su éxito
posterior, como lo es la elección del proceso mismo. Es por ello que se busca realizar un análisis tan amplio como sea posible. 4
Para la selección del lugar más apropiado, debemos reunir una serie de factores
indispensables para la reducción de costos y la obtención de mayores ventajas competitivas, entre ellos podemos distinguir distintas categorías:
RRHH:
Costos: rango de salarios Disponibilidad: en cuanto al área y el nivel. Estabilidad: índice de rotación de personal, sindicatos Productividad: eficiencia y facilidad para el adiestramiento
Mercados:
Materia Prima: Fuentes, disponibilidad presente y futura, logística de abastecimiento, materias primas sustitutas, insumos importados.
Clientes: industrias consumidoras, localizacion y distribucion geografica, logistica de distribucion (distancias, costos de fletes, tiempos, condiciones), competencia presente y futura, aspectos relacionados con exportaciones.
Energéticos:
Energia electrica: tipo de servicios y capacidad disponibles, confiabilidad del servicio (frecuencia de cortes, limitaciones de temporadas, histórico de paros y fallas), tarifas.
Combustibles: Clasificación y disponibilidad (gas, fuel-oil, diesel), costos, medios de transporte.
Comunicaciones y transporte:
Transporte: acceso a rutas, autopistas, ferrocarriles, vías fluviales y marítimas, transporte aéreo, aspectos de logística (costos, frecuencias, capacidad, normativas y tiempos)
Comunicaciones: facilidad de transporte de personal (transporte público), medios de comunicación, servicio de correos, aspectos de logística (costos, frecuencias, capacidad, normativas y tiempos)
Agua:
Disponibilidad y confiabilidad: cantidad, requisitos legales, tipos (municipal, de pozo, río, laguna), antecedentes hidrológicos, corte geológico probable.
Legislación: facilidad de obtención de licencias Costos
4 http://www.ingenieriaindustrialonline.com/herramientas-para-el-ingeniero-industrial/dise%C3%B1o-y-distribuci%C3%B3n-en-planta/m%C3%A9todos-de-localizaci%C3%B3n-de-planta/
23

Características de lugar:
Clima y topografía: altura sobre el nivel del mar; condiciones de temperatura y humedad; exposición a temblores, huracanes, inundaciones; efectos de factores climáticos (necesidad de acondicionamiento); características del terreno, topografía; clase y tipo de terreno; resistencia del terreno
Desarrollo urbano: centros de población importantes (urbanos o rurales); aspectos culturales y religiosos; escuelas y centro de formacion; servicios municipales en general; hospitales y servicios médicos; hoteles y restaurantes; instalaciones y actividades recreativas; estadisticas de poblacion
Desarrollo industrial: industrias instaladas, expansión industrial Control Ambiental:
Leyes y especificaciones, normas vigentes Contaminación atmosférica Medios de disposición de efluentes y desechos
Aspectos fiscales y financieros:
Aspectos fiscales: impuestos, incentivos tributarios, politicas de descentralizacion y desarrollo regional.
Facilidades financieras: bancos e instituciones financieras en la localidad, disponibilidad de créditos, tipos de interés.
Se cotejaron tres posibles ubicaciones acordes a las categorías mencionadas
anteriormentes y se hizo un análisis ponderado de las mismas para determinar la localización más adecuadas a nuestras necesidades.
A → zona Piñero (sobre ruta 18) B → zona Roldán ( intersección ruta 9 y A012). C → zona Piñero ( sobre A012 km 8).
24

Conclusión
El terreno que mayor resultado ponderado obtuvo fue el B (Roldán) con un 7.64. Por lo tanto nuestra planta se encontrará en terreno B como se ilustra en la
siguiente imagen.
25

26

PROCESO ÓPTIMO
Los procesos identificados, para la fabricación de hamburguesas de lenteja, que transforman la materia prima en el producto final, los podemos identificar en etapas que son: 5
Ingreso de Materia Prima
Los ingredientes se compran a proveedores externos y luego son procesados de forma interna. Cuando los granos, harina de arroz, vegetales deshidratados y especies llegan a la planta, son examinados por la calidad.
Recepción del grano (a granel): Para conservar adecuadamente el grano debe tener tres condiciones:
Seco: máxima 13% humedad y controla los cambios de temperatura
Limpio: no debe presentarse cuerpos extraños ni semillas indeseables o polvo
Sano: Debe tener sus condiciones orgánicas sin manchas ni contaminación de insectos o roedores.
Muestreo: El grano que llega se muestrea mediante un calador y se:
Analiza con un electro analizadores (máxima 15% humedad) 6
Identifica el lote para determinar su correcto estado (la muestra se obtiene mediante un calador).
Inspecciona y no debe presentarse materia mineral u orgánica (polvo, ramitas, tegumentos, semillas de otras especies, insectos muertos, fragmentos o restos de insectos y otras impurezas de origen animal). Las legumbres no deberán contener más de 1 por ciento de materias extrañas, de las cuales no más de 0,25 % será de materia mineral y no más de 0,10 % de insectos muertos, fragmentos o restos de insectos y/u otras impurezas de origen animal. Además se hará un análisis químico para determinar los niveles de productos nocivos (herbicidas, pesticidas, entre otros)
Descarga y almacenamiento: Una vez aprobada la materia prima se le da la orden de descargar y almacenar la misma.
5 http://uniciencia.ambientalex.info/infoCT/Desprohamlenco.pdf 6 http://www.fao.org/3/a-a1392s.pdf
27

Recepción de las verduras deshidratadas y especias (bolsas) Control de calidad de los mismos y almacenamiento. Recepción de harina de arroz (bolsas) Control de calidad de los mismos y almacenamiento. Recepción de materiales de packaging. Control de calidad de los mismos y almacenamiento.
Acondicionamiento
Limpieza, lavado y desinfección: Las lentejas se cargan en un multiaspirador con el fin de eliminar el polvillo que contenga y luego se los hace pasar por una zaranda con distintas mallas para eliminar la suciedad, y cualquier otro material extraño que pueda existir. Para ello se utiliza una malla número 7 (de 2.80mm de luz) y luego una número 12 (de 1mm de luz) . Luego de que se han eliminado las 7
impurezas visibles,se realiza el lavado, con pulverizadores de alta presión. Los equipos y accesorios a utilizar en la producción deben ser lavados con
detergentes neutros y esterilizados en una solución de yodopovidona al 20% y agua hervida.
Procesado
El grano de base, se cocina en cubas de agua por 20 minutos hasta que se cuecen.
El resultante se cuela, y se separa el producto del exceso de agua.
Las verduras deshidratadas se hidratan en ollas calientes y se mezclan con los condimentos utilizados.
La mezcla resultante alimenta a la máquina que da el moldeado de la hamburguesa.
Embalaje
Se separan con papel encerado en una línea automática tipo flow-pack de a 4 unidades.
Se empacan en cajas de x unidades.
7 http://www.perfomallas.com/tamiz_tabla.html
28
Las lentejas cocidas se mezclan y aglutinan con las verduras hidratadas y la harina
de arroz.

Almacenamiento
Se almacenan en refrigeración (1-3°C)..
Ingredientes
70 gr. Lentejas 20 gr. Zanahoria (2.4 gr zan deshidratada) 20 gr. Cebolla (2.4 gr cebolla deshidratada) 35 gr. Harina de arroz 2 gr. Perejil (0.07 gr. perejil deshidratado) 1 gr. Comino en polvo ½ diente de ajo 2 gr (0.2 gr. ajo deshidratado)
Peso total 150 gr por hamburguesa.
Valor nutricional
El valor nutricional de nuestro producto se ilustra a continuación en la siguiente tabla:
8 * Porcentaje ingesta diaria por porción. El porcentaje de ingestas diarias se basan en una dieta promedio de adultos de 2000Kcal .(pudiendo ser mayor o menor según las necesidades energéticas).
8 http://shop.coles.com.au/online/national/syndian-natural-food-burgers-lentil-frozen
29

BALANCE DE MATERIA
El cálculo está basado por día de producción, que son 28.000 unidades de hamburguesas de lentejas.
30

BALANCE DE ENERGÍA Balance de energía (costos variables)
Balance de energía (costos fijos)
31

DISEÑO Y ELECCIÓN DE EQUIPOS
Los equipos que se muestran a continuación cuentan con información más detallada con sus correspondientes manuales en la sección de ANEXOS III. Silo de almacenamiento de lentejas
El mismo posee un cono centrado para descargar, el cilindro está diseñado de chapa galvanizada nº 20 y cuenta con un techo de chapa galvanizada nº 22. El diámetro es de 3100 mm.
Justificación en la elección
El silo seleccionado tiene una capacidad de 20 ton., que nos permite tener un stock de producción de un mes de materia prima (aprox 16 ton.) quedando así un stock de seguridad de 4 ton. (un 25 %). Celdas de carga
Se instalan en las bases del silo con el fín de obtener un pesaje certero de la materia prima almacenada y la necesaria en cada proceso.
La celda de carga seleccionada es la Bosche hasta 10 ton. para silos de metal. La cual cuenta con una célula de carga, propiamente dicha, de acero inoxidable con el módulo de montaje galvanizado, un dispositivo antidescarrilamiento para usos exteriores y dos anclajes de acero inoxidable para la fijación del marco de silo de hormigón. Además está certificada según la norma DIN EN 1090.
32
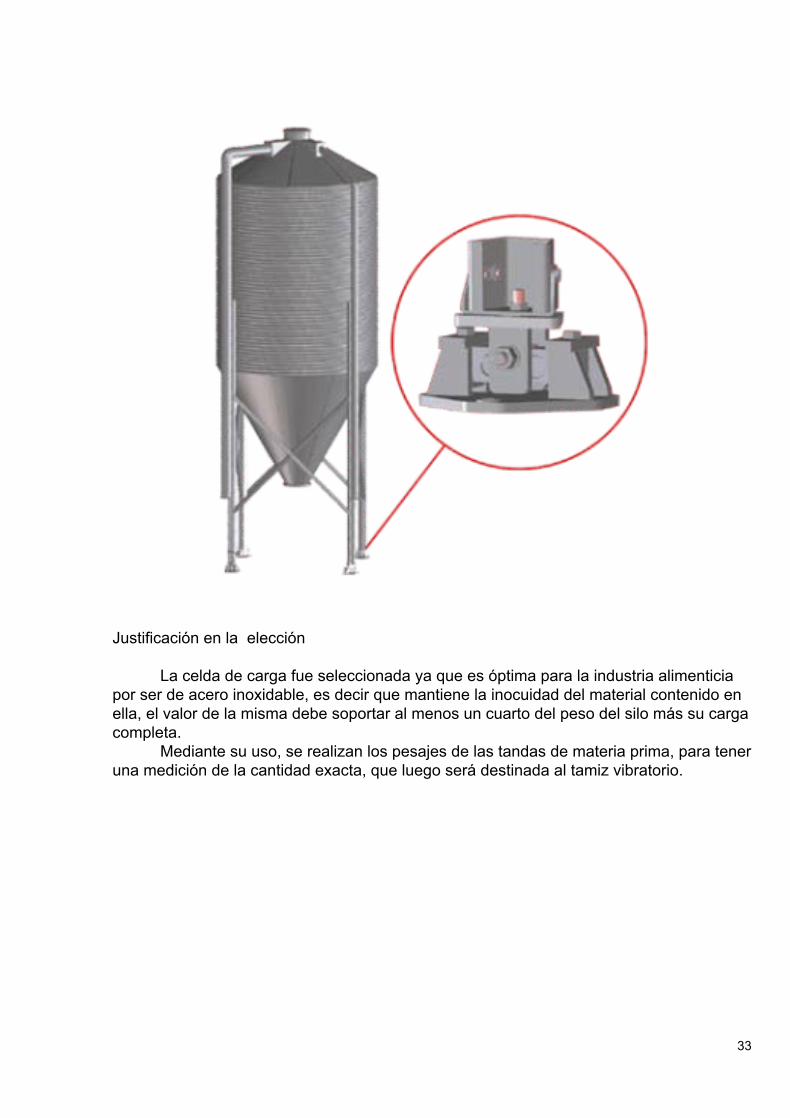
Justificación en la elección
La celda de carga fue seleccionada ya que es óptima para la industria alimenticia por ser de acero inoxidable, es decir que mantiene la inocuidad del material contenido en ella, el valor de la misma debe soportar al menos un cuarto del peso del silo más su carga completa.
Mediante su uso, se realizan los pesajes de las tandas de materia prima, para tener una medición de la cantidad exacta, que luego será destinada al tamiz vibratorio.
33

Tamiz vibratorio
Es un dispositivo que se utiliza como primer paso para el acondicionamiento de las lentejas. El mismo cuenta con una malla metálica o tamiz y un vibrador neumático, el cual, mediante este movimiento vibratorio permite separar en la malla, aquellas impurezas que se encuentren presentes en nuestra materia prima.
En nuestro caso hemos seleccionado el Tamiz vibratorio Xiecheng que se muestra a continuación:
Justificación en la elección
El mismo fue seleccionado no solo por el excelente material en el que está diseñado, acero inoxidable que no solo mantiene la inocuidad de la materia prima, sino que además es un equipo prácticamente silencioso, su capacidad es de 350 ~ 600 kg/h, lo que nos permite una carga de materia prima en la olla de cocción, en aprox. 15 min. que son el tiempo en procesar los aprox 120 kg de lenteja por partida.
34
Especificaciones técnicas:
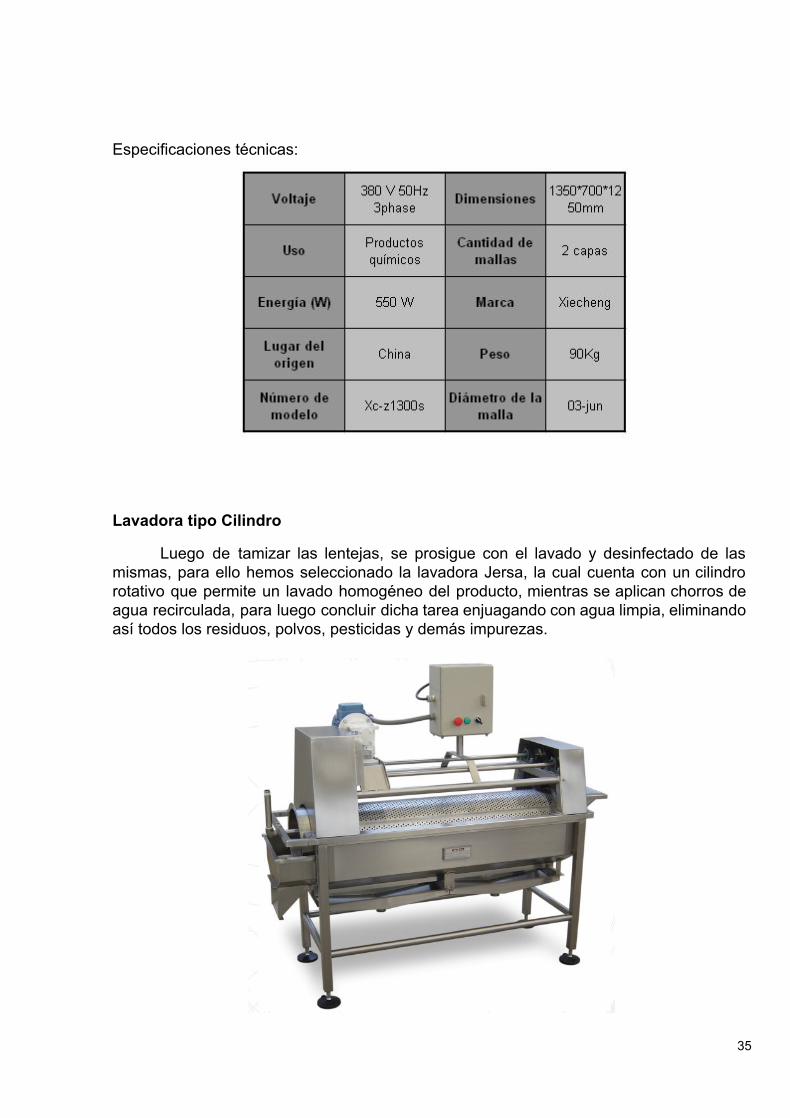
Lavadora tipo Cilindro
Luego de tamizar las lentejas, se prosigue con el lavado y desinfectado de las mismas, para ello hemos seleccionado la lavadora Jersa, la cual cuenta con un cilindro rotativo que permite un lavado homogéneo del producto, mientras se aplican chorros de agua recirculada, para luego concluir dicha tarea enjuagando con agua limpia, eliminando así todos los residuos, polvos, pesticidas y demás impurezas.
35

Especificaciones técnicas:
Justificación en la elección
La lavadora seleccionada no solo tiene la propiedad de mantener la inocuidad ya que es de acero inoxidable y por ende está aprobada para el uso en este tipo de industria, sino que además la capacidad de lavado depende del tamaño de la tolva seleccionada por lo que la misma se ajusta a nuestros requerimientos. Esta capacidad de proceso es igual o levemente mayor a la del el tamiz vibratorio por estar en serie con el mismo. Cocina central automática
Para realizar la cocción de las lentejas y para la hidratación de los vegetales se utiliza dos cocinas automáticas de acero inoxidable.
En el primer caso es de una una capacidad de 400 lts, mientras que para la hidratación utilizaremos una de 200 lts de capacidad. Las mismas son inclinables, pudiendo ser descargadas y limpiadas fácilmente. Además, ambas cuentan con un agitador, de modo que la cocción se realice de forma homogénea y el producto no se adhiera sobre la superficie del mismo.
La cocina seleccionada es la Xiangying modelo Xyz Dcg-200, que se muestra a continuación:
36

Especificaciones técnicas:
37

Justificación en la elección:
Se utilizará la cocina centralizada de 400 litros para la cocción de lentejas, teniendo en cuenta que en cada partida se utiliza un volumen de 330 litros de agua con 110 kg. de lentejas que ocupan el total de la olla. Y para la cocina centralizada de 200 litros que se utiliza para la hidratación de vegetales teniendo en cuenta que cada partida requiere de 160 litros de agua con 25 kilogramos de vegetales deshidratados.
Transportador de tornillo sinfín
Se utiliza para el traslado de los productos en proceso.
38

Especificaciones técnicas:
Justificación en la elección:
El tornillo sinfín utilizado tiene una capacidad de alimentación de 600 kg/h, y requiere de 28 min (280 kg de lenteja cocida) para llenar la mezcladora, en este tiempo es donde también se escurre el agua excedente del proceso de cocción, que es reutilizada.
Mezclador de alimentos
Luego de la cocción e hidratación de los productos, realizaremos la mezcla para ser incorporada en la formadora de hamburguesas. Para ello hemos seleccionado un mezclador que trabaja de forma rápida y eficiente, a un bajo costo. El mismo consta de una cámara la cual cuenta con un sinfín que gira rápidamente obteniéndose así una mezcla pareja.
La máquina seleccionada es la Honmac modelo HJJ.80, con una potencia de 2.2KW y una capacidad de 500 Kg
39

Justificación en la elección:
La mezcladora elegida cumple con la demanda necesaria de una partida de 460 kg, donde se conforma por 280 kg de lentejas cocidas y 180 kg de vegetales hidratados.
40

Formadora de hamburguesa
Una vez realizada la mezcla solo basta darle la forma deseada, es por ello que seleccionamos la formadora automática Hollymatic 8-65, que además añade separadores entre cada hamburguesa.
41

Especificaciones técnicas:
Justificación en la elección:
La producción diaria es de 28000 hamburguesas, que se realizarán en un turno de 8 horas de trabajo, lo que implica un ritmo de 3500 hamb por hora.
Envasadora
Finalizado el proceso de conformado, las hamburguesas son envasadas en bolsas de polipropileno, mediante la envasadora Flow pack PLC Mitsubishi que cuenta con una pantalla touch color de 7’’ para el control de funciones básicas.
La misma cuenta con un motor de 1 CA de ¾ HP con control electrónico de velocidad y encoder. Tiene una velocidad nominal de 140 pc/min.
42

Justificación en la elección:
La elección de este equipo se consideró, teniendo en cuenta que se embalan de a 4 unidades y el ritmo de formadora. Son 3500 hamb por hora en pack de 4 unidades, implica un ritmo de 875 pack de 4 hamb. por hora o aprox. 15 pack de 4 hamb. por minuto. Se optó por una con mayor capacidad en caso de aumentar la producción o si es necesario un embalaje por unidad.
43

Cámara Frigorífica
Una vez conformadas y envasadas, las hamburguesas son conservadas en el equipo frigorífico partido y silencioso IR IGLOO REFRIGERACION, S365870-C14-E73.
Sus medidas exteriores son 5.12 x 5.92 x 3.32. Panel frigorífico de 60 mm.
Justificación en la elección: 9
La cámara frigorífica fue seleccionado en base al cálculo obtenido de la página de intarcon donde consideramos 3,5 m³/día de producto terminado, más el espacio requerido para un pasillo, pallets y estanterías, dando una cámara de 5x6x3 m³.
9 http://www.intarcon.com/calculadora/calc.html
44

Intercambiador de calor
Para aprovechar el calor proveniente del agua desechada de los hervidores, la cual luego de tres tandas de hervor debe ser desechada para mantener las propiedades de las lentejas, y para bajar la temperatura de la misma antes de ser tratada, se utiliza un intercambiador de calor Hi-Flow nº 11394 que tiene una capacidad de hasta 75 m3 de agua para calentar el agua que ingresará al proceso.
Justificación en la elección: La cantidad necesaria para calentar la olla de 500 litros son 37.500 kcal, el intercambiador en su mejor funcionamiento entrega 64488 kcal hora, el proceso de vaciado del agua caliente se realiza a 60 l/min (10 minutos), se transfieren 10.748 kcal al agua entrante. Implica un ahorro aproximado del 30 %.
45

Soplador centrífugo
Para el tratamiento de efluentes se necesita una pileta y una serie de burbujeadores con un soplador centrífugo. Por tal fín seleccionamos el Repicky de alto vacío modelo MR-ER 0,2B. El cual tiene un consumo de 3,73 KW. Su caudal varía de 10 a 12800 m3/hr, lo cual nos permite ajustarnos a los cambios de cantidad de efluentes que tengamos en la pileta. El mismo se muestra a continuación.
46

Especificaciones
Justificación de la elección: El soplador seleccionado es para la pileta de tratamiento de efluentes de 3 x 2 metros por 1 metro de profundidad, que surge de haber calculado el agua desechada en la producción. El consumo eléctrico de dicho burbujeador no es excesivo y además cumple con el caudal de aire necesario para poder tratar de forma eficiente los efluentes de la pileta.
47

PLANOS Y DIAGRAMAS
La denominada disposición por producto o en línea, o también llamada 10
producción en cadena, es aquella en la que toda la maquinaria y el equipo necesarios para fabricar determinado producto se agrupan en una misma zona y se ordenan de acuerdo con el proceso de fabricación. En nuestra producción podemos ver que hay una necesidad de agrupar la maquinaria necesaria con el fin de reducir los tiempos muertos y agilizar el proceso productivo.
Esta disposición se emplea principalmente en aquellos casos en que existe una
elevada demanda de uno o varios productos más o menos normalizados.Un ejemplos típico es el enlatado de conservas. Con estas características, la producción en cadena se adapta correctamente a nuestro proceso productivo.
10 Introducción al estudio del trabajo (OIT) Cuarta edición - página 209
48
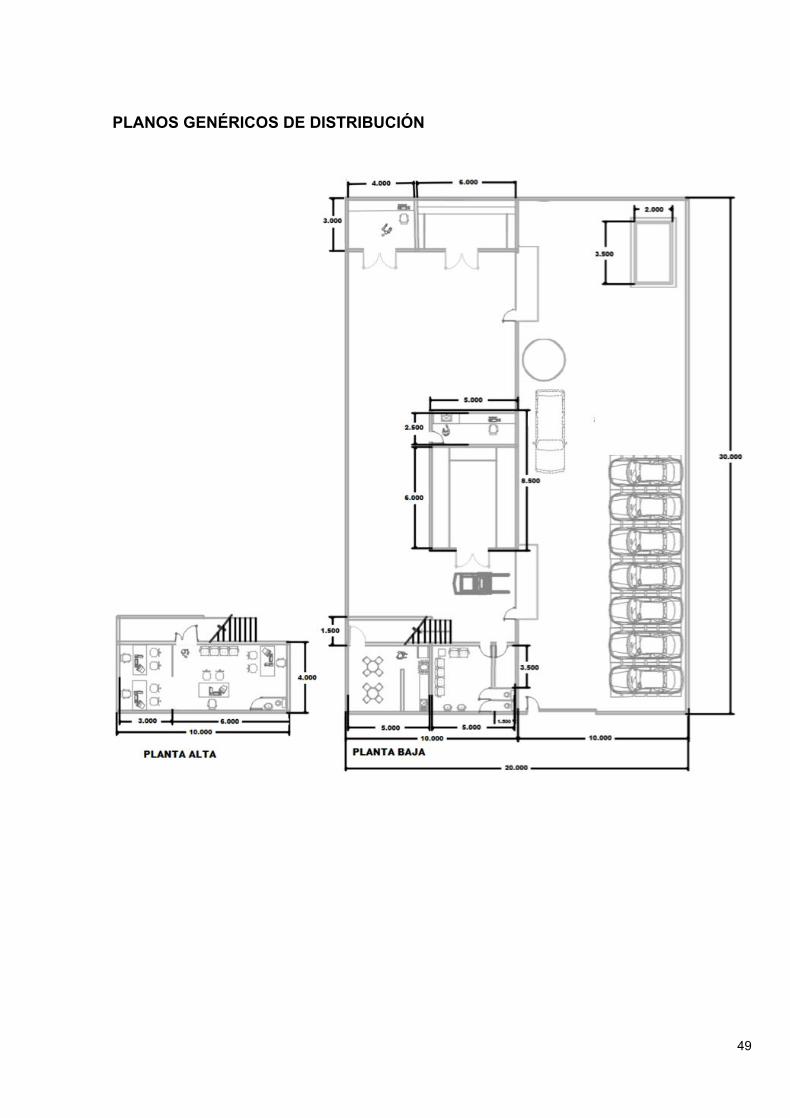
PLANOS GENÉRICOS DE DISTRIBUCIÓN
49

DISTRIBUCIÓN DE LAS INSTALACIONES
50

PLANO ELÉCTRICO Iluminación
51

LAY-OUT
52

SECUENCIAMIENTO
53

DIAGRAMA DE EVACUACIÓN
Su finalidad es visualizar las señalizaciones con el fin de reducir al mínimo las posibles situaciones de riesgo, informando mediante el diagrama a cada una de las personas involucradas en la organización para que sepa que hacer y llevarlo a la práctica en el menor tiempo posible.
54

HIGIENE Y SEGURIDAD
PUESTO DE TRABAJO RIESGOS ELEMENTOS DE
PROTECCIÓN ROPA DE TRABAJO
Director - - -
Supervisor
Ruido de máquinas.
Protectores auditivos
Ropa de trabajo (camisa mangas
largas y pantalón)
Riesgo térmico Bota de seguridad
Caída por deslizamiento
Suelas antideslizantes
Riesgo biológico Barbijo / guantes /
cofia redonda / lentes de seguridad
Encargado de ventas
- - -
Contador finanzas
- - -
Laboratorista
Ruido de máquinas.
Protectores auditivos
Bata de polipropileno Volátiles
Barbijo / lentes de seguridad
Caída por deslizamiento
Botas de seguridad
Riesgo químico Guantes de nitrilo
Encargado de mantenimiento
Caída por deslizamiento
Botas de seguridad
Ropa de trabajo (camisa mangas
largas y pantalón)
Ruido de máquinas.
Protectores auditivos
Riesgo físico Guantes moteados
Riesgo eléctrico Guantes aislantes /
botas aislantes
Volátiles Barbijo / lentes de
seguridad
Operario (zona de descarga de materia prima)
Caída por deslizamiento
Botas de seguridad Ropa de trabajo (camisa mangas
largas y pantalón)
55

Ruido de máquinas.
Protectores auditivos
Volátiles Barbijo / lentes de
seguridad
Riesgo físico Guantes moteados /
Faja
Operario (producción)
Ruido de máquinas.
Protectores auditivos
Bata de polipropileno Volátiles
Barbijo / lentes de seguridad
Riesgo biológico Barbijo / Guantes /
Cofia redonda
Caída por deslizamiento
Botas de seguridad
Operario (stock de cámara)
Riesgo térmico Guantes térmicos /
Botas térmicas Mameluco aislante
Operario (embalaje)
Riesgo físico Guantes moteados /
Faja Ropa de trabajo (camisa mangas
largas y pantalón) Caída por deslizamiento
Botas de seguridad
Visitantes del sector
productivo
Riesgo biológico Barbijo / Lentes/ Cofia
redonda Bata de polipropileno
Caída por deslizamiento
Botas de seguridad
En nuestro país rigen respecto al tema de Salud y Seguridad en el Trabajo dos Leyes Nacionales, de las cuales se desprende toda la estructura normativa, nos referimos a:
1. Ley 19.587 de Higiene y Seguridad en el Trabajo 2. Ley 24.557 de Riesgos del Trabajo
La Ley 19.587 y sus Decretos Reglamentarios dictados por el Poder Ejecutivo Nacional Nº 351/79 y Nº 1.338/96 determinan las condiciones de Higiene y Seguridad en el Trabajo
56

que debe cumplir cualquier actividad laboral que se desarrolle en el territorio de la República Argentina. 11
En la búsqueda por obtener los mejores resultados organizacionales, es fundamental la prevención de accidentes en los puestos de trabajo, por lo tanto es esencial proveer a los trabajadores un ambiente seguro en donde no se presenten riesgos para la salud. También es indispensable crear políticas de seguridad e higiene y estimular a los trabajadores para que participen activamente, utilizando los elementos de protección adecuados y contribuyendo en la creación y mantención de ámbito laboral seguro.
A su vez, también será necesario contar con asistencia médica y darles a los trabajadores la posibilidad de ver y aprender las técnicas de primeros auxilios, de gran utilidad si se presentan accidentes.
EQUIPOS DE PROTECCIÓN PERSONAL 12
Tanto la prevención que ofrecen las disposiciones administrativas y la prevención
técnica, son importantes para asegurar la seguridad en el recinto de trabajo, pero no suficientes. Es por ello que es necesario contar con una protección de tercer tipo, que es el equipo de protección personal. Lo que permitirá no solo mantener la inocuidad de los ingredientes durante el proceso productivo y del producto final, sino que también brindará la protección suficiente que los trabajadores y toda aquella persona que ingrese al recinto necesita.
La utilización de estos equipos puede resultar costosa y en determinadas ocasiones es posible que no se cuente con el apoyo de los trabajadores que se resisten a usarlos, por consiguiente, deberá realizarse una examinación conjunta (de directivos y operarios) de este asunto.
La empresa se verá en la obligación de proveer dichos equipos de protección personal y a la vez de capacitar a los trabajadores sobre la utilización de los mismos, para que se proceda de forma correcta.
La Resolución SRT 299/2011 crea el formulario de registro de entrega de elementos de protección personal y ropa de trabajo que debe ser completado por el responsable de higiene y seguridad o por la ART según corresponda, y suscrito por el trabajador. Estos equipos de protección son los que se detallan a continuación, los cuales se encuentran certificados por la SRT, Superintendencia de Riesgos de Trabajo, cuyo listado se cita en el anexo VI:
11 http://www.ms.gba.gov.ar/sitios/edup/ley-de-higiene-y-seguridad-en-el-trabajo/ 12 Introducción al estudio del trabajo (OIT) Cuarta edición - Página 63
57

Guantes de nitrilo
La finalidad de los Guantes de Nitrilo en su ejecución es proteger las manos o a los productos que se manipulen como pueden ser en sectores de alimentación o sanitario. Además de su resistencia a los aceites e hidrocarburos derivados del petróleo, el Nitrilo es altamente resistente a los aceites minerales, aceites vegetales y muchos ácidos. También posee muy buenas propiedades de elongación, así como una adecuada flexibilidad, tensión y compresión. 13
Guantes moteados
Guantes con motas de PVC y nitrilo de alta duración. Sin costuras internas, muy cómodos. 100% algodón. Puños largos para mayor seguridad.
13 http://lenyirubsrl.com/Product/Details?productId=6
58
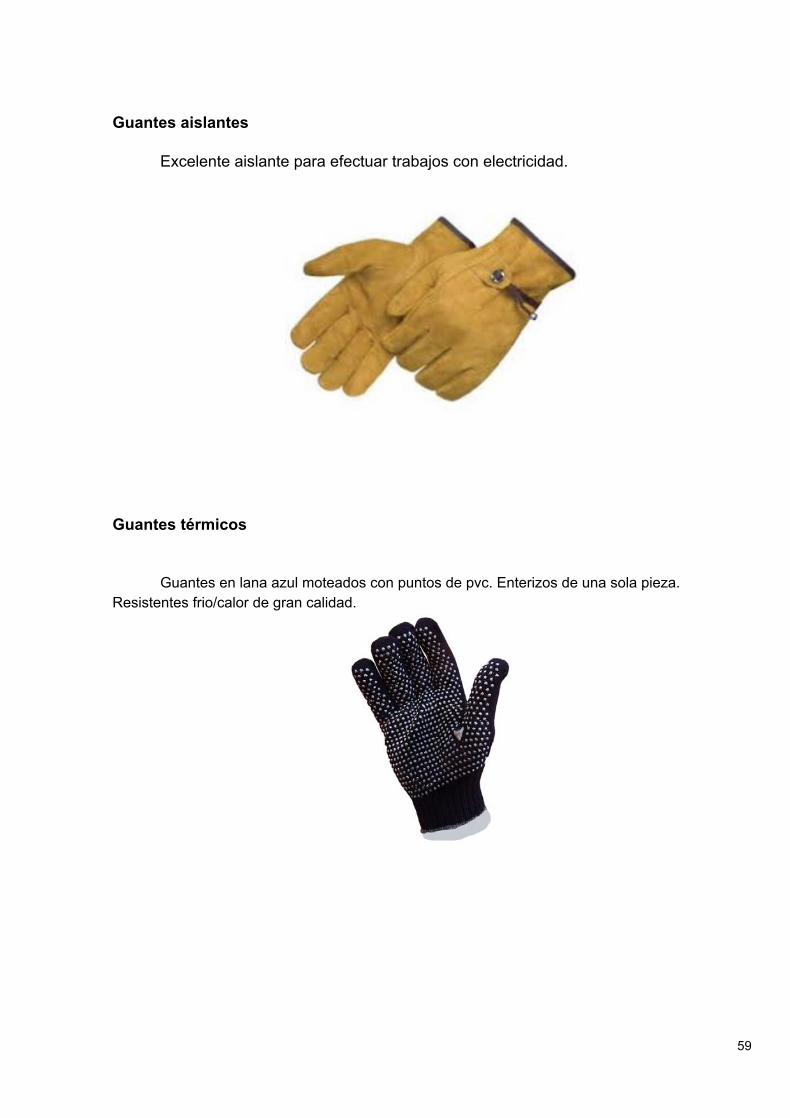
Guantes aislantes
Excelente aislante para efectuar trabajos con electricidad.
Guantes térmicos
Guantes en lana azul moteados con puntos de pvc. Enterizos de una sola pieza. Resistentes frio/calor de gran calidad.
59

Cofia redonda Cumplen con los requerimientos de la FDCA para contacto con los alimentos. 100% polipropileno. Unitalla.
Bota de seguridad 14
Bota frigorífica con puntera de Acero, Inyectada en PVC forro interno de poliéster, caña larga color blanca, suela blanca. Atóxica, resistentes a bajas temperaturas, refuerzo en la puntera, tobillo y empeine, estrías para descalce detrás del talón, arco reforzado, suela antideslizante.. Apto para industrias Frigoríficas, Lácteas Avícolas, Pesquera (ALIMENTARIAS)
14 http://www.maxarweb.com.ar/lineas/botas-pvc/
60

Botas aislantes
Bota sin elementos metálicos para trabajos eléctricos. Buen agarre y resistencia. Calcetín con membrana impermeable. Resistente a los Hidrocarburos y Aceites. Antiestático. Horma Extra-Ancha. Plantilla Antibacterias y Antiestática. Nueva Puntera No Metálica. Aporta mayor ligereza y acumula menos las altas o bajas temperaturas. Plantilla antipunzonamiento, de fibras arámidas.
Botas térmicas
Bota de trabajo térmica y aislante.
61

Mameluco aislante (para bajas temperaturas)
Mameluco termico aislante, ideal para el trabajo en áreas de bajas temperaturas, como ser en el sector de refrigeración de la empresa.
Lentes de seguridad
Fabricado en policarbonato oftálmico de alta transparencia, resistencia a impacto, resistente a salpicadura de productos químicos. Cumple con las Normas IRAM y ANSI Z87.1 FILTRO UV ANTI-RAYA PATILLA REGULABLE
62
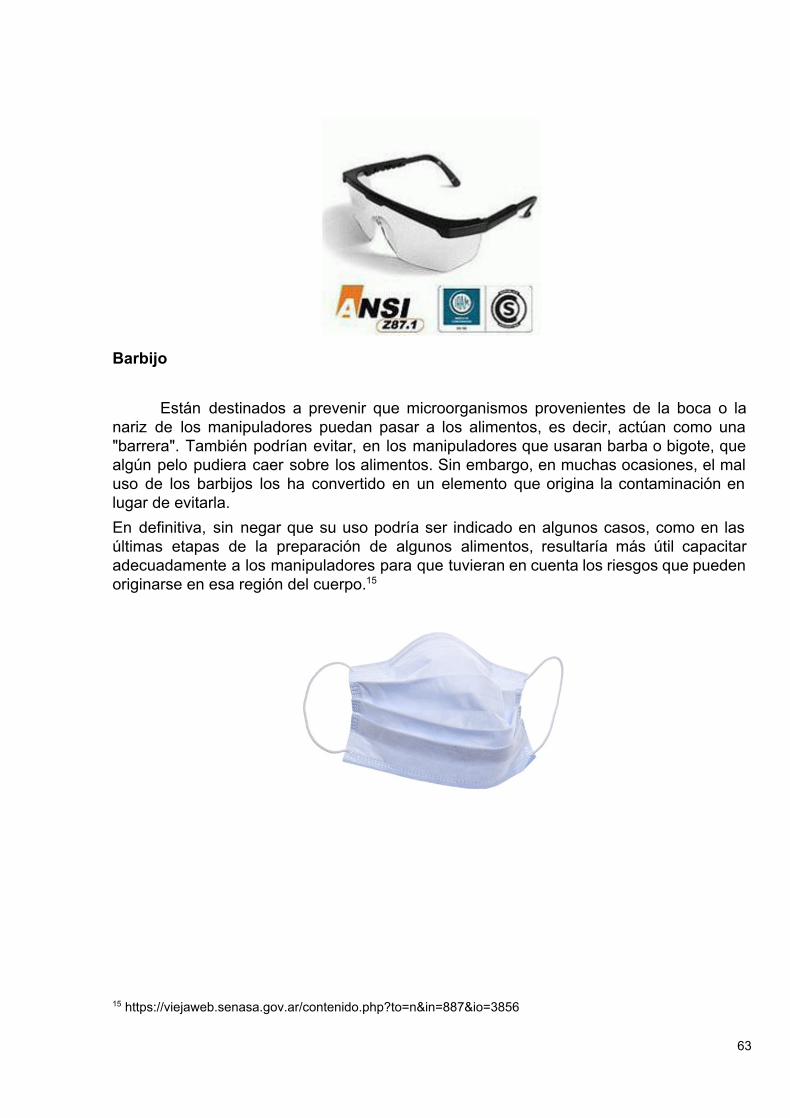
Barbijo
Están destinados a prevenir que microorganismos provenientes de la boca o la nariz de los manipuladores puedan pasar a los alimentos, es decir, actúan como una "barrera". También podrían evitar, en los manipuladores que usaran barba o bigote, que algún pelo pudiera caer sobre los alimentos. Sin embargo, en muchas ocasiones, el mal uso de los barbijos los ha convertido en un elemento que origina la contaminación en lugar de evitarla. En definitiva, sin negar que su uso podría ser indicado en algunos casos, como en las últimas etapas de la preparación de algunos alimentos, resultaría más útil capacitar adecuadamente a los manipuladores para que tuvieran en cuenta los riesgos que pueden originarse en esa región del cuerpo. 15
15 https://viejaweb.senasa.gov.ar/contenido.php?to=n&in=887&io=3856
63

Bata de polipropileno 16
Bata de manga larga con cierre central de automáticos ocultos con tapeta. Cuello con solapa, puños y mangas largas.
16 http://www.velillaconfeccion.com/bata-industria-alimentaria
64

CONTROL CONTRA INCENDIOS 17
La prevención y protección contra los incendios y las medidas apropiadas de
protección deben ser tenidas en cuenta con principal atención en los países con clima cálido como es la Argentina, esto se debe a que los incendios pueden tornarse extensos.
Por ello es que se deben tomar no solo medidas para evitarlos sino también para reducir la amenaza que ellos producen una vez que han ocurrido.
Lo primero a tener en cuenta a la hora de prevenir un incendio es determinar el edificio, proceso e instalaciones de almacenamiento para establecer un límite en cuanto a la confluencia de oxígeno, combustible y aumento de temperatura. Debido a esto es que las construcciones deben tratar de reducir la posibilidad de se produzca y extienda un incendio.
El segundo principio se basa en la eliminación y reducción de las fuentes de calor o ignición para limitar el aumento de temperatura. El calor que se utiliza en los proceso debe estar controlado para que no se transforme en un riesgo para el recinto. Según la OIT (Introducción al estudio del trabajo) deben considerarse las siguientes pautas para prepararnos en caso de un incendio:
Desarrollar un plan de emergencia con información que detalle lo que cada trabajador debe hacer en una situación de incendio u otra posible situación de emergencia.
Debe existir un mínimo de dos salidas libres, señalizadas adecuadamente y de forma clara, las cuales deben conducir a lugares seguros.
Se tiene que contar con un dispositivo de que comunique que se debe evacuar el lugar, como ser una alarma, que en nuestro caso es la mejor opción ya que el proceso que manejamos no genera ruidos que obstaculizan el sonido de la alarma.
Debe contarse con un número suficiente de extintores de incendios del tipo adecuado, en este caso utilizaremos el extintor de clase ABC 18
Tipo A: (fuegos de materias sólidas, que implican madera, tejidos, goma,
papel y algunos tipos de plástico o sintéticos).
Tipo B: (fuegos de materias líquidas, que implican gasolina, aceites, pintura, gases y líquidos inflamables y lubricantes).
Tipo C: (fuegos de materias gaseosas, como la mayor parte de los gases combustibles y riesgo eléctrico).
Para determinar la cantidad óptima de extintores a ser instalados, debe calcularse que la distancia mínima entre los mismos no debe superar los 23 metros.
Tener la cantidad correcta de extintores asegurará que contamos con la cantidad adecuada de dispositivos para la lucha contra un incendio en caso de ser necesario.
17 Introducción al estudio del trabajo (OIT) Cuarta edición - Página 40 18 http://www.ams-accesorios.com/component/djcatalog2/items/2-extintores-polvo-abc
65

Además, adecuarnos a la regla de la distancia de recorrido nos garantizará una ubicación conveniente de los extintores en cualquier lugar donde ocurra el siniestro.
Luego de estudiar los planos de la industria, determinamos que será necesario la instalación de 10 extintores tipo ABC de 5Kg. en las distintas áreas con sus respectivas señalizaciones, lo cual se puede ver detallado en el plano de evacuación (unidad 8 -planos y diagramas)
Además cada trabajador debe contar con una capacitación práctica en el uso del extintor, debe saber cuándo utilizarlo, cuando no y en la forma correcta.
Por último deberá contarse con un cuerpo de bomberos capacitados que realice ejercicios regulares en la lucha contra incendios y proceso de evacuación, con inclusión de todos los elementos de prevención y lucha citados anteriormente. Además de ser útil para los trabajadores de la fábrica también lo será para los bomberos, dado que les dará conocimiento de las instalaciones con las que podría llegar a tener que trabajar.
66

CONTROL DE LA ILUMINACIÓN
Según la OIT, el lugar de trabajo debe estar adecuadamente iluminado, para ello se debe tener en cuenta lo siguiente:
debe haber una distribución uniforme de la luz deben instalarse conmutadores independientes para aquella luminaria que se
encuentre próxima a las ventanas para poderlas encender y apagar fácilmente, dependiendo de la luz natural que haya.
deben evitarse utilizar superficies de trabajo muy brillantes. se deberán limpiar las instalaciones del alumbrado con regularidad y aplicar un
plan de mantenimiento para evitar deterioros en la luminaria y demás instalaciones eléctricas.
el nivel de iluminación no debe ser mayor a los 500 lux. Además una buena iluminación permite:
prevenir la fatiga visual. evitar la cefalea en los trabajadores facilitar la detección de errores así como disminuir los mismos evitar el encandilamiento
En nuestro caso, la luminaria se dará, a partir de 47 fluorescentes dispuestos de la siguiente forma:
30 en el galpón de producción 3 en los baños de las oficinas 2 en el vestuario 2 en el laboratorio 4 en el depósito 2 en el taller de mantenimiento 4 en la cámara frigorífica almacén.
Además colocaremos 17 focos de luminaria para aquellas tareas que requieren mayor focalización visual, la cual estará dispuesta como se detalla a continuación:
2 en el taller de mantenimiento 4 en el laboratorio 5 en el comedor 2 en el baño del sector de producción 4 en oficinas
67

CONTROL DE RUIDO
En aquellos trabajos que se requiere el uso de maquinaria, genera riesgos a la salud, ya que los trabajadores están constantemente expuestos a niveles de ruido que muchas veces son considerados excesivos. Afortunadamente, nuestra fábrica cuenta con máquinas cuyo funcionamiento no produce ruido apreciable como para ser necesario un EPP (equipo de protección personal) para dicho fin.
LOCALES DE TRABAJO
En cuanto a la disposición del lugar de trabajo es necesario aislar toda aquella actividad que resulte peligrosa. Siempre que sea posible, los locales deben estar sobre el nivel del suelo y estar dotados de ventanas con una superficie total que no sea inferior al 17 por ciento de la superficie del piso. Los techos no deben estar a una altura inferior a 3 metros y cada trabajador debe poder disponer, como mínimo, de 10 metros cúbicos de aire
En cuanto a la prevención de accidentes cada trabajador debe disponer de un mínimo suficiente de superficie libre no menor de 2 metros cuadrados por persona.
Las paredes y los techos deben tener un acabado que evite la acumulación de suciedad y la absorción de humedad, el pavimento no debe ser resbaladizo, no debe soltar polvo y debe poder limpiarse con facilidad y, en caso necesario, debe poseer unas buenas características de aislamiento eléctrico y térmico.
Siempre deben mantenerse el orden y la limpieza.
68

VENTILACIÓN
Los metros cúbicos de aire de un local de trabajo, por muchos que sean, nunca permitirán prescindir de la ventilación.
Para un número constante de trabajadores, la intensidad de la ventilación debe ser inversamente proporcional al tamaño del local.
No debe confundirse ventilación con circulación de aire : la primera sustituye el aire viciado por aire fresco, mientras que la segunda mueve el aire, pero sin renovarlo.
La ventilación tiene por objeto :
dispersar el calor producido por las máquinas y los trabajadores disminuir la contaminación atmosférica mantener la sensación de frescura del aire.
Es por ello, que para propiciar un ámbito de trabajo con la ventilación óptima, nos
enfocaremos en la ventilación que nos permita una regulación térmica, es decir que se buscará controlar las condiciones de trabajo para prevenir perjuicios en la salud de los trabajadores y proporcionar un mejor mantenimiento de los equipos utilizados.
Al estar situados en una zona de ambiente con elevada temperatura y humedad, utilizaremos un sistema de extracción generalizada, con el fin de que ingrese aire fresco al recinto, ya que contamos con grandes fuentes de calor, como ser el hervidor y los motores de las máquinas empleadas. SEÑALIZACIÓN
Según la norma IRAM 10005 de “Colores y señales de seguridad”, la función 19
tanto de los colores como de las señales es captar la atención sobre situaciones o acciones que puedan generar un accidente, además, estas indican donde se ubican los distintos equipos a utilizar en caso de un accidente.
Esta normalización de colores está dada con el fín de evitar excesiva cantidad de palabras en las señalizaciones. Es por ello que en la Argentina se aplica dicha norma. Características generales:
Color de seguridad: cada color que se utiliza en las señalizaciones lleva asignado consigo un significado definido.
19 www.trabajo.gba.gov.ar/.../Normas%20IRAM%2010005-2407.doc
69

20
Símbolos de seguridad: es la representación gráfica que se utiliza en las señales
de seguridad. Señal de seguridad: es la suma del color, la forma de la señalización y un símbolo,
que genera una indicación concreta. Esta señal de seguridad puede llevar consigo un texto breve donde se aclare su significado.
Señal suplementaria: esta contiene sólo un texto, con el fin de proveer información complementaria en caso de ser necesario.
En conclusión, todas las medidas de higiene y seguridad que deben ser tomadas 21
en la producción de las hamburguesas debe asegurar tanto la protección del operario como la inocuidad de los alimentos (característica de calidad esencial).
Existen normas en el ámbito nacional y en el MERCOSUR que consideran las formas de asegurarla. El Código Alimentario Argentino (CAA) incluye en el Capítulo Nº II la obligación de aplicar las Buenas Prácticas de Manufactura de Alimentos (BPM), a través de la incorporación de la Resolución 80/96 del Reglamento del MERCOSUR que lo recomienda para establecimientos elaboradores de alimentos.
20 http://ciencias.uca.es/conocenos/seguridad/senales 21 http://www.inti.gob.ar/atp/pdf/cuadernilloBPM_3Edic.pdf
70

TRATAMIENTO DE RESIDUOS
En la elaboración de hamburguesa de lentejas se tiene en cuenta los residuos generados de los líquidos, sólidos y el manejo que se les debe dar.
Según su tratamiento se seleccionará la aplicación y tecnología apropiada para su control. Manejo de residuos líquidos:
Al analizar el proceso vamos a tener agua que se desecha proveniente de la sanitización de las lentejas, que contiene restos de hipoclorito de sodio. Además, el agua producto de la cocción de la lenteja, tiene consigo minerales, sólidos en suspensión, como también una temperatura más elevada que el agua de suministro. La temperatura del agua es muy importante dada a su influencia, en la vida acuática, reacciones químicas, etc. Por lo que se bajará la temperatura del mismo antes de desecharlo a la red cloacal.
Para ello, debemos citar el marco legal pertinente: Cumplimiento del marco legal
La empresa al estar emplazada en la provincia de Santa fe está regida por las siguientes normas: Resolución N° 1089/82
ART. 1 : Las disposiciones del presente REGLAMENTO son de aplicación a todos los inmuebles ubicados en el territorio de la Provincia de Santa Fe, destinados total o parcialmente a usos industriales (fábricas, talleres, etc.), a usos comerciales (hoteles, restaurantes, estaciones de servicio, etc.), o a usos especiales (hospitales, escuelas, clubes, etc.) cuyos LÍQUIDOS RESIDUALES no satisfagan CONDICIONES DE VUELCO exigidas para su descarga al CUERPO RECEPTOR. Ley N° 11220 Ley Provincial de Santa Fe
ART.1 : La presente ley dispone la regulación de la prestación del Servicio y prevé los sistemas para la autorización de la provisión del Servicio por los Prestadores en todo el ámbito de la provincia de Santa Fe; establece las formas, modalidades, alcances y procedimientos para llevar a cabo la transformación del sector público de agua potable, desagües cloacales y saneamiento, y la privatización del Servicio en el Ámbito de la Concesión, de acuerdo con lo prescripto por el artículo 30 de la ley 10.798 y demás disposiciones de la presente. Asimismo, se prevé‚ un sistema para la preservación de los recursos naturales y el medio ambiente, y la creación de un organismo competente en la materia.
La empresa para poder cumplir con las disposiciones establecidas por la provincia,
además de utilizar las alternativas descritas anteriormente que mitiguen o minimicen de mayor manera el impacto ambiental, se apoya en la utilización de indicadores para la monitorización y medición de parámetros físicos de manera regular tanto en nuestra planta como en el entorno.
71

RESOLUCIÓN N° 1089-1982, provincia de Santa fe 22
Indicadores ambientales:
Los indicadores se diseñan como un medio de presentar datos cuantitativos, cualitativos, o información en un formato más comprensible y útil, convirtiendo datos en información concisa acerca del desempeño ambiental de las operaciones de la empresa y de medio ambiente.
Los indicadores reflejan la naturaleza e impacto de las operaciones.
Los indicadores ambientales que se evalúan en la empresa son: • DBO. • DQO. • TSS. • Aceites y grasas. • Sulfuros. • Temperatura. • pH. En conclusión el agua residual generada se puede desechar en red cloacal sin riesgo de contaminación, previamente enfriado y luego de los tratamientos pertinentes para cada caso a tratar. Tratamiento a utilizar Lodos activados
Una de las instalaciones más utilizadas en la planta para el tratamiento de los efluentes, es la piscina de aireación de flujo continuo llamada carrusel. Se trata de un depósito alargado de paredes rectas y paralelas, siendo los lados cortos semicirculares, dividido por un tabique central, que no alcanza a las paredes circulares, de tal modo que se puede establecer un circuito de movimiento del líquido. El agua tratada en el carrusel va a una sedimentación secundaria para separar los lodos. Esto se recogen en el fondo y parte de ellos se recirculan a la entrada del carrusel. De este modo, la cantidad de lodos biológicos activos crece paulatinamente en la piscina de aireación hasta disponer de la
22http://www.minagri.gob.ar/site/agregado_de_valor/gestion_ambiental/05-Legislacion/02-Provincial/_archivos/000002-Aves%20y%20Porcinos/000021-Santa%20Fe/108982-Resoluci%C3%B3n%20N%C2%BA%201089-82%20efluentes%20liquidos.pdf
72

biomasa requerida para digerir la carga contaminante que va ingresando constantemente al carrusel. Los lodos sobrantes se envían al espesamiento y secado.
Lodos de plantas de tratamiento.
Este residuo presenta las siguientes alternativas de tratamiento o aplicación: Abono orgánico: El efecto es doble, corrección del suelo y provisión de
sustancias nutritivas para las plantas. Incineración: la cual posee un balance energético positivo y además. Hay
que considerar que los humos generados producen contaminación ambiental si no son purificados.
Producción de biogás: este proceso está condicionado, desde un punto de vista económico, al adecuado aprovechamiento del biogás.
Disposición en vertedero: esta opción debe considerar las limitaciones en relación al nivel de humedad y toxicidad de los lodos.
Conclusión
Al desechar el agua de hervor a alta temperatura, utilizada en la reiterada cocción de las lentejas, se reduce la temperatura, utilizando un intercambiador de calor, que transmite dicha temperatura al agua que ingresa al hervidor, con lo cual ahorraremos energía calórica y a la vez reduciremos la temperatura para llegar a la deseada.
Finalizado esto, será enviada a la pileta de tratamiento de efluentes donde mediante el uso de burbujeadores y los lodos activados antes mencionados, será tratada para poder ser vertida.
Además, para reducir los valores de TSS, se utilizará una trampa a la salida de la pileta, lo que detendrá los sólidos sedimentables.
Así mismo, se tomarán muestras del agua a la salida del sedimentador para verificar que la misma se encuentra dentro de los límites de DQO, DBO Y TSS.
73

ORGANIZACIÓN
ESTRUCTURA DE LA ORGANIZACIÓN
Considerando que nuestra empresa cuenta con un solo tipo de producto a 23
fabricar, es decir que la gama de productos es reducida y no variada, la estructura organizacional deberá ser sencilla y por departamentalización funcional.
Las ventajas de este tipo de estructura son principalmente que el director general estará siempre en contacto con todas las operaciones, se buscarán reducir o simplificar los mecanismos de control, que haya una clara definición de responsabilidades, especialistas en los niveles directivos intermedios y superiores, siempre en miras de simplificar las relaciones entre el personal y alcanzar los estándares de calidad que la empresa se propone. Por ese motivo, diferenciaremos cuatro áreas básicas que son Producción, Comercialización (Marketing), Control de Calidad (Laboratorio) y Administración y Finanzas.
Las tareas correspondiente a cada una de estas áreas, serán subdivididas en subtareas más simples con el objetivo de incrementar la eficiencia, logrando mayor especialización en las distintas áreas.
A continuación se muestra un esquema que representa en forma simplificada la estructura organizacional funcional:
23 Re-estructurando empresas -Roberto Serra y Eduardo Kastika pág. 32
74

24
Dirección general
Serán aquellos accionistas de la empresa que deberán dedicarse a perseguir la meta organizacional y incentivar a los trabajadores a trabajar de forma óptima en miras de los objetivos de la organización. Serán los responsables de establecer el tipo de estrategia que regirá las acciones que realice la compañía. A cargo de ello estará 1 persona, siendo ingeniero industrial graduado, en lo posible con experiencia en Industrias
24 Manual del emprendedorismo - pág. 17
75

Alimenticias ya sea en procesos productivos alimenticios, mantenimiento de maquinaria y logística/distribución.
Departamento de ventas y marketing
Constituido por un encargado de ventas, debe ser una persona preferentemente contador, ingeniería industrial o carreras afines, que sea creativo y que le de una imagen positiva a la organización. Será el encargado de la retención y fidelización con los clientes, como de incrementar las ventas de manera rentable. Además tendrá por objetivo lograr el máximo beneficio en las ventas, lo cual se logrará a través de diversas técnicas de marketing y el estudio de mercado pertinente.
Departamento de finanzas:
El departamento de finanzas, busca generar un flujo de fondos de manera constante, mediante la gestión inteligente del dinero, la comunicación eficiente y siempre manteniéndose al tanto de las nuevas oportunidades de mercado.
En dicho departamento también contaremos con 1 persona encargada de las tareas pertinentes a finanzas. Preferentemente con el título universitario de contador.
Departamento de producción
Formado por un supervisor, que sea un Técnico en Alimentos- Lic. en Alimentos- Bromatólogos, o bien puede ser un estudiante avanzado con experiencia en el rubro. Preferentemente que cuente con experiencia en el sector de producción alimentaria.
Este departamento es como el motor de la empresa. Gracias a este se hace posible no solo la generación del producto a ser vendido, sin el cual la empresa no funcionaria, sino que también es el encargado de determinar cuál es la cantidad de bienes que se podrá producir en un periodo de tiempo determinado.
Para responder a estas tareas contamos con 1 operario encargado del control de ingreso de materias primas y salida de productos terminados. Además contamos con 5 personas en el sector productivo. Los mismos deberán poseer título secundario completo y preferentemente una tecnicatura completa.
Departamento de Laboratorio
Dicho departamento busca validar y dar confiabilidad a los resultados informados mediante la toma de muestras y el análisis pertinente en cada caso. Su objetivo final es verificar la calidad.
Contamos con 1 técnico químico encargado de la toma de muestras y análisis dentro del proceso productivo de calidad y también del control del buen funcionamiento de la pileta de tratamiento de efluentes.
Departamento de logística
Este área se encarga de todo lo relacionado con la administración en la compra y abastecimiento de materia prima, como también del reparto del producto terminado, el ingeniero industrial de la organización será el encargado de coordinar los destinos que
76

tendrá que visitar el chofer, tanto para buscar la materia prima de los proveedores, como para la entrega del producto a los clientes.
El chofer deberá poseer carnet de conducir habilitado para camiones y título secundario completo.
Total de Personal
1 directores generales 1 supervisor de producción 1 encargado de ventas 1 contador encargado del área de finanzas 1 técnico químico (laboratorista) 6 operarios 1 Chofer
Salarios mensuales estimados
Director general: $40.000 Supervisor de producción: $15.000 Encargado de ventas $11.000 Contador $20.000 Técnico químico $12.000 Operarios $10.000 Chofer: $9.150
77

DESCRIPCIÓN PUESTO DE TRABAJO
Puesto de Trabajo Trabajos Habituales Trabajos Esporádicos
Director Desplazamiento en vehículo, trabajo de oficina. Planeamiento de producción.
Supervisor
Supervisor de producción, carga/descarga de materia
prima y producto terminado.
Pedido de compra.
Encargado de Venta Desplazamiento en
vehículo, trabajo de oficina. Marketing
Despacho de mercadería.
Contador Finanzas, trabajo de oficina asesor de planeamiento de producción.
Laboratorista
Toma y análisis de muestras de materia prima
y producto terminado. Identificación de lotes.
Control de efluentes.
Operario (Carga y descarga)
Descarga y almacenamiento de materia prima, carga producto terminado,
recepción de packaging
Descarga y almacenamiento de materia prima, carga
producto terminado, recepción de packaging
Operario (producción) Operación de Cocción Lenteja Carga de Mezcladora
Operario (producción) Operación de Cocción deshidratados Carga de Mezcladora
Operario (producción) Operación de Conformado Carga de cribado y lavadora
Operario (producción) Operación de packaging Embalaje
Operario (producción) Alterna Alterna
Logística (Chofer) Distribución de Producto
Terminado Abastecimiento de Materia
Prima
78

CÁLCULO TÉCNICO-ECONÓMICO Mediante el siguiente análisis se buscará determinar la eficacia del proyecto,
calculando el costo total de los activos fijos a los que debe incurrir la empresa así como también, el costo energético total que se ve asociado al proceso productivo y a demás, maquinarias y elementos que deban ser utilizados en la organización. Los costos operativos anuales, el volumen de producción, materia prima y demás costos en los que se incurran deberán ser incluidos en el siguiente cálculo.
En conclusión se determinará la relación costo-beneficio, el período de repago y los beneficios y gastos que la empresa deberá afrontar para determinar la viabilidad del proyecto en estudio.
Definimos el precio de venta en comparación a productos similares (los mismos rondan los $ 44), y con un amplio margen de utilidades para vendedores finales, de manera que el producto tenga una ventaja respecto a la competencia y así generar en principio una buena inserción en el mercado y una buena difusión.
Contamos con una producción mensual final de 28.000 hamburguesas de lenteja, con una capacidad ociosa ante un eventual incremento de la demanda. Detalle de la situación financiera de la empresa
Mediante el estudio de mercado realizado anteriormente y el propio cálculo tecnoeconómico, establecemos que este proyecto genera la rentabilidad suficiente como para saldar la inversión inicial y alcanzar la rentabilidad esperada con un período de recupero de 3 años, que se detalla a continuación:
inversión. Período de recupero: El período de recupero de la inversión inicial calculado
para el proyecto es de casi 3 años. En dicho año, contamos con la totalidad de la inversión saldada y a partir del mismo, obtenemos un saldo positivo en el flujo de fondos.
79
Pack de 4 hamburguesas de lenteja: $8
TIR (Tasa Interna de Retorno): la TIR calculada para el proyecto es de 62,57%. Lo cual muestra un impacto positivo de rentabilidad frente a la

VAN (Valor Actual Neto):
80

FLUJO DE FONDOS
81

INVERSIONES
82
TOMA DE DECISIÓN Y CONCLUSIÓN FINAL
Podemos mencionar distintos motivos por los cuales un inversionista decida invertir
Nuestro proyecto plasma toda la información relevante y necesaria para poder abordar a conclusiones adecuadas a la hora de tomar decisiones. Para ello realizamos el estudio de los siguientes puntos en particular: producción, consumo y el análisis económico pertinente.
En dicho proyecto se determinaron los equipos óptimos para la operación, y sus montos de inversión correspondientes. Estos, son equipos modernos que cuentan con un funcionamiento preciso para este tipo de producción. A su vez, se precisó la disposición de la planta para determinar los espacios destinados a la operación de producción y demás actividades pertinentes, como ser la administración, el mantenimiento y el sector de carga y descarga, entre otros.
Así mismo, se determinó la estructura organizacional relacionada con los requerimientos del proyecto y la del personal necesario para cubrir cada puesto dentro de la empresa.
83
Haciendo referencia a los temas analizados en el proyecto presentado, donde se abordó el diseño de una planta productora de hamburguesas de lenteja. Se logró producir un alimento sano, natural y apto para todo tipo de dietas, entre ellos celíaco, vegetarianoso aquellas que buscan un cambio en sus hábitos alimenticios, así como para todo tipo de edades.
en el proyecto. Ya que cualquier decisión que se tome va a implicar un riesgo, por lo que nuestro fin es disponer toda la información y análisis necesarios que justifiquen la inversión en el proyecto.

Consumo
Basándonos en encuestas realizadas, determinamos que un porcentaje elevado de personas que nunca habían probado las hamburguesas de lentejas estarían dispuestas a hacerlo.
Pese a que un 88% de personas encuestadas nunca ingirió hamburguesas de
lentejas, un porcentaje manifestó su interés en probarlas, lo cual es un dato muy relevante, ya que nos da la posibilidad de atraer potenciales clientes para nuestro producto.
Es decir que nuestro producto se puede insertar en el mercado con grandes
posibilidades de crecimiento.
84

Producción
Se diseñó la planta para que produzca 28.000 hamburguesas/día, basados en los
reglamentos y leyes vigentes de sus instalaciones. Al fundarse la misma, y teniendo en cuenta la inserción positiva del producto en el
mercado, con grandes posibilidades de crecimiento, se seleccionó un terreno que cuenta con una superficie excepcional, lo que permitirá realizar posibles ampliaciones.
Como todo proceso productivo, contamos con efluentes que deberán ser tratados para su posterior liberación al medio ambiente. Es por ellos que utilizaremos una pileta de tratamiento propia, con el objetivo de bajar su temperatura, sólidos en suspensión, llevar los efluentes a los niveles de DQO y DBO establecidos, así como de minerales, antes de desecharlo a la red cloacal.
En relación al flujo de fondos realizado a 10 años, calculamos una TIR (Tasa
tenemos un VAN (Valor Neto Agregado) igual a cero. Es decir que el período de recupero de la inversión inicial se dará a partir del tercer
año de realizada la misma, con lo que podemos afirmar que contamos con una inversión rentable.
85
Consideraciones económicas
La inversión inicial es de $4.108.845,68
Interna de Retorno) que arrojó un resultado de 62,57% y finalizando el tercer año,

ANEXOS
ANEXO I (ESTUDIO DE MERCADO) Encuesta Online:
El estudio de mercado se hizo a través de Google Forms, enviando una encuesta vía mail. Pudiendo recopilar de forma fácil y eficiente la información necesaria.
86

Censo Indec 2001 y 2010
87

88

ANEXO II (UBICACIÓN DE LA PLANTA) Terreno A → zona Piñero (sobre ruta 18) 25
25 http://casas.mitula.com.ar/offer-detalle/75552/100041185278197898/4/1/terrenos-pi%C3%B1ero-santa-fe/Portalcadeiros.com.ar
89

Terreno B → zona Roldán ( intersección ruta 9 y A012).
90
Terreno C → zona Piñero ( sobre A012 km 8).
91

ANEXO III (DISEÑO Y ELECCIÓN DE EQUIPOS)
COCINA CENTRAL AUTOMÁTICA 26
26 http://spanish.alibaba.com/product-gs/xyzdcg-200-central-kitchen-automatic-stainless-steel-large-tiltable-industrial-cooking-kettle-with-agitator-pot-with-agitator-60212462221.html
92

Especificaciones:
Nombre Modelo Dimensiones
(mm) Volumen
Carga caliente
Consumo de gas Potencia Velocidad de agitación
Inclinable gas olla
XYZDCG-150
1900*1400*160
150L 46.5KW Glp: 3.6 kg/h Lng: 3.5 kg/h
0.55KW Rotatio: 8-40rmp revolución: 4-20rmp
Inclinable gas olla
XYZDCG-200
1900*1400*1600
200L 81.4KW Glp: 6.3 kg/h Lng: 6.2 kg/h
0.55KW Rotatio: 12-60rmp revolución: 8-40rmp
Inclinable gas olla
XYZDCG-300
2670*1300*2060
300L 81.4KW GLP: 6.3 kg/h LNG: 6.2 kg/h
1.5KW Rotatio: 12-60rmp revolución: 8-40rmp
Inclinable gas olla
XYZDCG-400
2670*1300*2100
400L 81.4KW GLP: 6.3 kg/h LNG: 6.2 kg/h
1.5KW Rotatio: 12-60rmp revolución: 8-40rmp
Inclinable gas olla
XYZDCG-500
2670*1300*2150
500L 81.4KW GLP: 6.3 kg/h LNG: 6.2 kg/h
1.5KW Rotatio: 12-60rmp revolución: 8-40rmp
TRANSPORTADOR TORNILLO SIN FIN 27
La serie DTC alimentador de tornillo para maquinaria de procesamiento de plástico
requiere equipos auxiliares, una red en polvo o granulado de plástico materiales de forma automática transportado en la tolva, ajustar el dispositivo mezclador. Póngase en contacto con material de acero inoxidable, materias primas durante el transporte es completamente libre de contaminación, no traen ningún objeto extraño, Lo que permite el proceso de producción para lograr cierre total de automatización.
Fácil de instalar, y se puede mover, utiliza el mismo material, sólo una plataforma alimentador para alimentar simultáneamente múltiples máquinas de especias, Eliminando la molestia de la alimentación artificial de la alimentación del trabajo más seguro, más tiempo y más esfuerzo.
27 http://spanish.alibaba.com/product-gs/used-stainless-steel-screw-auger-conveyor-inclined-auger-conveyor-60151524298.html
93
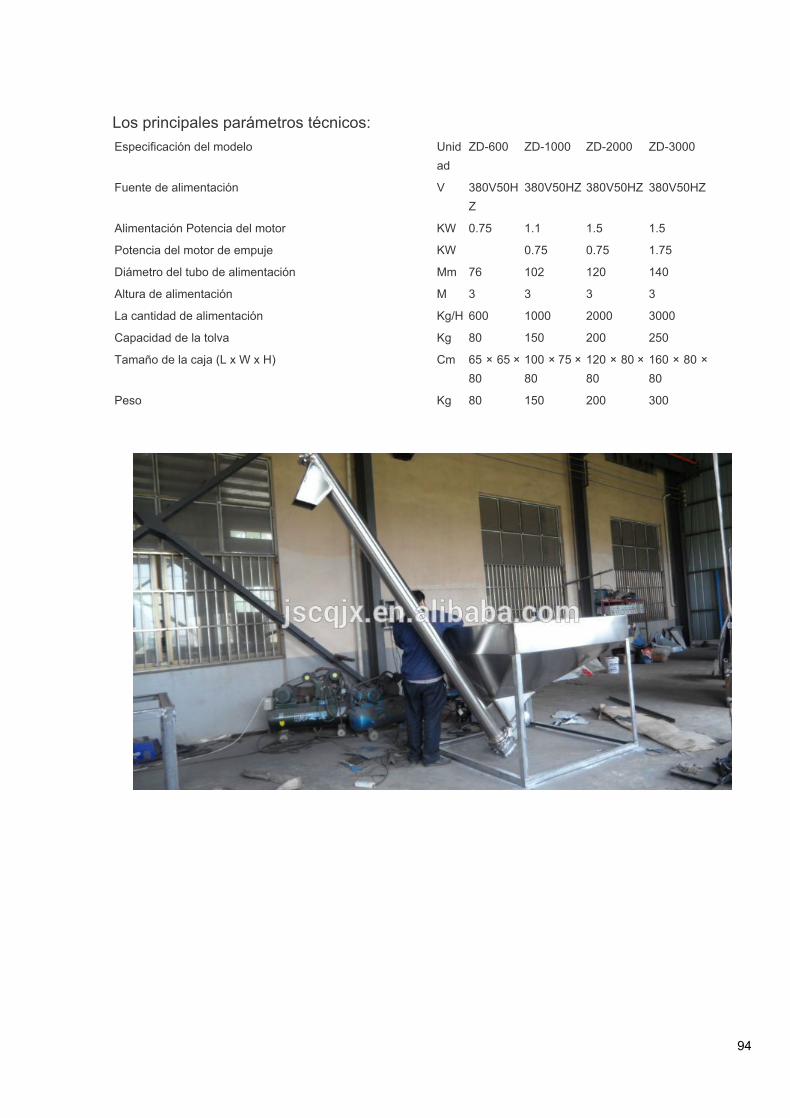
Los principales parámetros técnicos: Especificación del modelo Unid
ad ZD-600 ZD-1000 ZD-2000 ZD-3000
Fuente de alimentación V 380V50HZ
380V50HZ 380V50HZ 380V50HZ
Alimentación Potencia del motor KW 0.75 1.1 1.5 1.5
Potencia del motor de empuje KW 0.75 0.75 1.75
Diámetro del tubo de alimentación Mm 76 102 120 140
Altura de alimentación M 3 3 3 3
La cantidad de alimentación Kg/H 600 1000 2000 3000
Capacidad de la tolva Kg 80 150 200 250
Tamaño de la caja (L x W x H) Cm 65 × 65 × 80
100 × 75 × 80
120 × 80 × 80
160 × 80 × 80
Peso Kg 80 150 200 300
94

MEZCLADORA 28
Tornillo interior de mezclador de alimentos máquina
28 http://honmac.en.alibaba.com/productgrouplist-800617916/Food_Beverage_Machinery.html
95

LAVADORA 29
29 https://l1.cdnwm.com/ip/maquinaria-jersa-lavadoras-ficha-tecnica-lavadora-tipo-cilindro-834718.pdf
96

FORMADORA 30
30 http://www.citalsa.com/files/formadora_de_hamburguesas_hollymatic_8-65_00201004.pdf
97

ENVASADORA FLOW PACK 31
PLC Mitsubishi con Pantalla Touch
La Máquina envasadora Flow Pack horizontal (HFFS) B-500 de tres soldaduras posee una excelente relación precio-performance del mercado. Ideal para producciones de buen volumen, automatizadas y para clientes que desean el máximo de flexibilidad en su proceso de envasado.
Características
PLC Mitsubishi con Pantalla Touch Screen Color 7" de mando para control
funciones básicas envasadora, diagnóstico e información de estado.
Equipo comandado por 1 Servomotor y 1 Motor de CA. de ¾ HP con control
electrónico de velocidad y encoder.
Largo de paquete controlado electrónicamente.
Sistema de sellado rotativo de Doble mordaza standard.
Posibilidad de trabajo con 1 o 2 juegos de mordazas.
31 http://www.bairespack.com/equipos/flowpack/fp400s1.html
98

Estación de sellado longitudinal con dos pares de discos neumáticos con
apertura automática con máquina parada.
Dispositivo limitador de cupla en mordazas.
Sistema de Fotocentrado de Impresión
Conformador de Film regulable ajustable según producto.
Cinta de salida de productos con banda Grado Alimenticio.
Las partes en contacto con el producto construidas en acero inoxidable
AISI304.
Velocidad Nominal: 140 pc/min
Ancho de bobina: 400 mm.
Materiales de Envase Utilizados:
BOPP 30 mic
BOPP + Polietileno
Poliéster + Polietileno
Características técnicas
Ancho de sellado: 200 mm
Diámetro de bobina: 300 mm
Peso máx. bobina.: 15 kg.
99

EVAPORADOR 32
32 http://www.intarcon.es/pdfs/ES/Catalogo-Gama-Industrial-2016-INTARCON.pdf
100

TAMIZ VIBRATORIO 33
Función de pantalla lineal vibratorio xiecheng
Con una Exquisita y diseño duradero, operación simple.
Fácil y conveniente para limpiar y cambiar las mallas.
Impurezas y materiales gruesos son capaces de ser expulsado automáticamente,
realizando operación automatizada.
Construcción Completamente de acero inoxidable, asegurando material pureza.
Menos mal funcionamiento, fácil mantenimiento y conveniente para reparar.
Peso Ligero y base equipada con ruedas giratorias, fácil de mover y lugar.
El tamaño de La malla de malla es capaz de ser personalizado aparte de
configuración estándar.
La máquina es aplicable para el tamizado de plásticos, metales, rss,productos
químicos, etc Con diferentes tamaños de malla, el motor proporciona una fuerte vibración
que el material podría flujo de forma automática y de manera uniforme; por lo tanto divide
gránulos con diferentes tamaños y deshace el polvo, ahorro de tiempo y la fuerza
humana.
33 http://spanish.alibaba.com/product-gs/best-service-plastic-linear-vibrating-screen-60102373001.html
101

102

Especificación de producto: modelo XC-Z1300S
del motor (w) 550
malla Diámetro Del Orificio (mm) 3/6
Capacidad de salida (kg) 350 ~ 600
pantalla capa de Malla 2
diámetro (mm) 1350*700*12
50
peso neto (kg) 90
modelo XC-Z1300S XC-Z1300S
del motor (w) 550 550
malla Diámetro Del Orificio (mm) 3/6 3
Capacidad de salida (kg) 350 ~ 600 350 ~ 600
pantalla capa de Malla 2 1
diámetro (mm) 1350*700*1250 1350*700*1200
peso neto (kg) 90 80
103

INTERCAMBIADOR DE CALOR 34
34 https://www.quimipool.com/1025-intercambiador-pahlen-de-75-kw.html
104

CELDA DE CARGA 35
BOSCHE hopper scales for sheet metal silos Features
Stainless steel load cell with galvanized mounting module
Overload protection for long life
Certified according to DIN EN 1090
Designed for loads of up to 10 t per foot
Robust and overload protection
Matching mounting modules for various types of containers
Anti-derail device for outdoor use
Includes 2 stainless steel anchors for fixture of silo frame on concrete
Certificación de acuerdo a DIN EN 1090
Price per weighing module: 455,00 EUR excl. VAT
35 http://www.bosche.es/index.htm?/Silos%20inicio.html
105

SILO 36
Atendiendo las necesidades de nuestros clientes, en Metalúrgica Andrea
ofrecemos la construcción de diferentes tipos de Silos, variando esencialmente en la cantidad de volúmen de almacenamiento. SILO DE 20 TON
36 http://www.metalurgicaandrea.com.ar/silos_capacidades.html
106

ANEXO IV (HIGIENE Y SEGURIDAD)
LEY DE HIGIENE Y SEGURIDAD EN EL TRABAJO LEY N 19.587
En uso de las atribuciones conferidas por el artículo 5o del Estatuto de la Revolución Argentina, EL PRESIDENTE DE LA NACIóN ARGENTINA SANCIONA Y PROMULGA CON FUERZA DE LEY: Artículo 1o — Las condiciones de higiene y seguridad en el trabajo se ajustarán, en todo el territorio de la República, a las normas de la presente ley y de las reglamentaciones que en su consecuencia se dicten.
Sus disposiciones se aplicarán a todos los establecimientos y explotaciones, persigan o no fines de lucro, cualesquiera sean la naturaleza económica de las actividades, el medio donde ellas se ejecuten, el carácter de los centros y puestos de trabajo y la índole de las maquinarias, elementos, dispositivos o procedimientos que se utilicen o adopten. Art. 2o — A los efectos de la presente ley los términos "establecimiento", "explotación", "centro de trabajo" o "puesto de trabajo" designan todo lugar destinado a la realización o donde se realicen tareas de cualquier índole o naturaleza con la presencia permanente, circunstancial, transitoria o eventual de personas físicas y a los depósitos y dependencias anexas de todo tipo en que las mismas deban permanecer o a los que asistan o concurran por el hecho o en ocasión del trabajo o con el consentimiento expreso o tácito del principal. El término empleador designa a la persona, física o jurídica, privada o pública, que utiliza la actividad de una o más personas en virtud de un contrato o relación de trabajo. Art. 3o — Cuando la prestación de trabajo se ejecute por terceros, en establecimientos, centros o puestos de trabajo del dador principal o con maquinarias, elementos o dispositivos por él suministrados, éste será solidariamente responsable del cumplimiento de las disposiciones de esta ley. Art. 4o — La higiene y seguridad en el trabajo comprenderá las normas técnicas y medidas sanitarias, precautorias, de tutela o de cualquier otra índole que tengan por objeto:
107

a) proteger la vida, preservar y mantener la integridad sicofísica de los trabajadores; b) prevenir, reducir, eliminar o aislar los riesgos de los distintos centros o puestos de trabajo; c) estimular y desarrollar una actitud positiva respecto de la prevención de los accidentes o enfermedades que puedan derivarse de la actividad laboral. Art. 5o — A los fines de la aplicación de esta ley considérase como básicos los siguientes principios y métodos de ejecución: a) creación de servicios de higiene y seguridad en el trabajo, y de medicina del trabajo de carácter preventivo y asistencial; b) institucionalización gradual de un sistema de reglamentaciones, generales o particulares, atendiendo a condiciones ambientales o factores ecológicos y a la incidencia de las áreas o factores de riesgo; c) sectorialización de los reglamentos en función de ramas de actividad, especialidades profesionales y dimensión de las empresas; d) distinción a todos los efectos de esta ley entre actividades normales, penosas, riesgosas o determinantes de vejez o agotamiento prematuros y/o las desarrolladas en lugares o ambientes insalubres; e) normalización de los términos utilizados en higiene y seguridad, estableciéndose definiciones concretas y uniformes para la clasificación de los accidentes, lesiones y enfermedades del trabajo; f) investigación de los factores determinantes de los accidentes y enfermedades del trabajo, especialmente de los físicos, fisiológicos y sicológicos; g) realización y centralización de estadísticas normalizadas sobre accidentes y enfermedades del trabajo como antecedentes para el estudio de las causas determinantes y los modos de prevención; h) estudio y adopción de medidas para proteger la salud y la vida del trabajador en el ámbito de sus ocupaciones, especialmente en lo que atañe a los servicios prestados en
108

tareas penosas, riesgosas o determinantes de vejez o agotamiento prematuros y/o las desarrolladas en lugares o ambientes insalubres;
i) aplicación de técnicas de corrección de los ambientes de trabajo en los casos en que los niveles de los elementos agresores, nocivos para la salud, sean permanentes durante la jornada de labor; j) fijación de principios orientadores en materia de selección e ingreso de personal en función de los riesgos a que den lugar las respectivas tareas, operaciones y manualidades profesionales; k) determinación de condiciones mínimas de higiene y seguridad para autorizar el funcionamiento de las empresas o establecimientos; l) adopción y aplicación, por intermedio de la autoridad competente, de los medios científicos y técnicos adecuados y actualizados que hagan a los objetivos de esta ley; m) participación en todos los programas de higiene y seguridad de las instituciones especializadas, públicas y privadas, y de las asociaciones profesionales de empleadores, y de trabajadores con personería gremial; n) observancia de las recomendaciones internacionales en cuanto se adapten a las características propias del país y ratificación, en las condiciones previstas precedentemente, de los convenios internacionales en la materia; ñ) difusión y publicidad de las recomendaciones y técnicas de prevención que resulten universalmente aconsejables o adecuadas; o) realización de exámenes médicos pre-ocupacionales y periódicos, de acuerdo a las normas que se establezcan en las respectivas reglamentaciones. Art. 6o — Las reglamentaciones de las condiciones de higiene de los ambientes de trabajo deberán considerar primordialmente: a) características de diseño de plantas industriales, establecimientos, locales, centros y puestos de trabajo, maquinarias, equipos y procedimientos seguidos en el trabajo; b) factores físicos: cubaje, ventilación, temperatura, carga térmica, presión, humedad, iluminación, ruidos, vibraciones y radiaciones ionizantes;
109
c) contaminación ambiental: agentes físicos y/o químicos y biológicos; d) efluentes industriales.
Art. 7o — Las reglamentaciones de las condiciones de seguridad en el trabajo deberán considerar primordialmente: a) instalaciones, artefactos y accesorios; útiles y herramientas: ubicación y conservación; b) protección de máquinas, instalaciones y artefactos; c) instalaciones eléctricas; d) equipos de protección individual de los trabajadores; e) prevención de accidentes del trabajo y enfermedades del trabajo; f) identificación y rotulado de sustancias nocivas y señalamiento de lugares peligrosos y singularmente peligrosos; g) prevención y protección contra incendios y cualquier clase de siniestros. Art. 8o — Todo empleador debe adoptar y poner en práctica las medidas adecuadas de higiene y seguridad para proteger la vida y la integridad de los trabajadores, especialmente en lo relativo: a) a la construcción, adaptación, instalación y equipamiento de los edificios y lugares de trabajo en condiciones ambientales y sanitarias adecuadas; b) a la colocación y mantenimiento de resguardos y protectores de maquinarias y de todo género de instalaciones, con los dispositivos de higiene y seguridad que la mejor técnica aconseje; c) al suministro y mantenimiento de los equipos de protección personal;
110

d) a las operaciones y procesos de trabajo. Art. 9o — Sin perjuicio de lo que determinen especialmente los reglamentos, son también obligaciones del empleador; a) disponer el examen pre-ocupacional y revisación periódica del personal, registrando sus resultados en el respectivo legajo de salud; b) mantener en buen estado de conservación, utilización y funcionamiento, las maquinarias, instalaciones y útiles de trabajo; c) instalar los equipos necesarios para la renovación del aire y eliminación de gases, vapores y demás impurezas producidas en el curso del trabajo; d) mantener en buen estado de conservación, uso y funcionamiento las instalaciones eléctricas y servicios de aguas potables; e) evitar la acumulación de desechos y residuos que constituyan un riesgo para la salud, efectuando la limpieza y desinfecciones periódicas pertinentes; f) eliminar, aislar o reducir los ruidos y/o vibraciones perjudiciales para la salud de los trabajadores; g) instalar los equipos necesarios para afrontar los riesgos en caso de incendio o cualquier otro siniestro; h) depositar con el resguardo consiguiente y en condiciones de seguridad las sustancias peligrosas; i) disponer de medios adecuados para la inmediata prestación de primeros auxilios; j) colocar y mantener en lugares visibles avisos o carteles que indiquen medidas de higiene y seguridad o adviertan peligrosidad en las maquinarias e instalaciones; k) promover la capacitación del personal en materia de higiene y seguridad en el trabajo, particularmente en lo relativo a la prevención de los riesgos específicos de las tareas asignadas;
111

l) denunciar accidentes y enfermedades del trabajo. Art. 10. — Sin perjuicio de lo que determinen especialmente los reglamentos, el trabajador estará obligados a: a) cumplir con las normas de higiene y seguridad y con las recomendaciones que se le formulen referentes a las obligaciones de uso, conservación y cuidado del equipo de protección personal y de los propios de las maquinarias, operaciones y procesos de trabajo; b) someterse a los exámenes médicos preventivos o periódicos y cumplir con las prescripciones e indicaciones que a tal efecto se le formulen; c) cuidar los avisos y carteles que indiquen medidas de higiene y seguridad y observar sus prescripciones; d) colaborar en la organización de programas de formación y educación en materia de higiene y seguridad y asistir a los cursos que se dictaren durante las horas de labor. Art. 11. — EL PODER EJECUTIVO NACIONAL dictará los reglamentos necesarios para la aplicación de esta ley y establecerá las condiciones y recaudos según los cuales la autoridad nacional de aplicación podrá adoptar las calificaciones que correspondan, con respecto a las actividades comprendidas en la presente, en relación con las normas que rigen la duración de la jornada de trabajo. Hasta tanto continuarán rigiendo las normas reglamentarias vigentes en la materia. Art. 12. — Las infracciones a las disposiciones de la presente ley y sus reglamentaciones serán sancionadas por la autoridad nacional o provincial que corresponda, según la ley 18.608, de conformidad con el régimen establecido por la ley 18.694. Art. 13. — Comuníquese, publíquese, dése a la Dirección Nacional del Registro Oficial y archívese.
112

ANEXO V (CÁLCULO TECNO-ECONÓMICO) VENTAS PROYECTADAS
113

114
COSTOS FIJOS

115
COSTOS VARIABLES
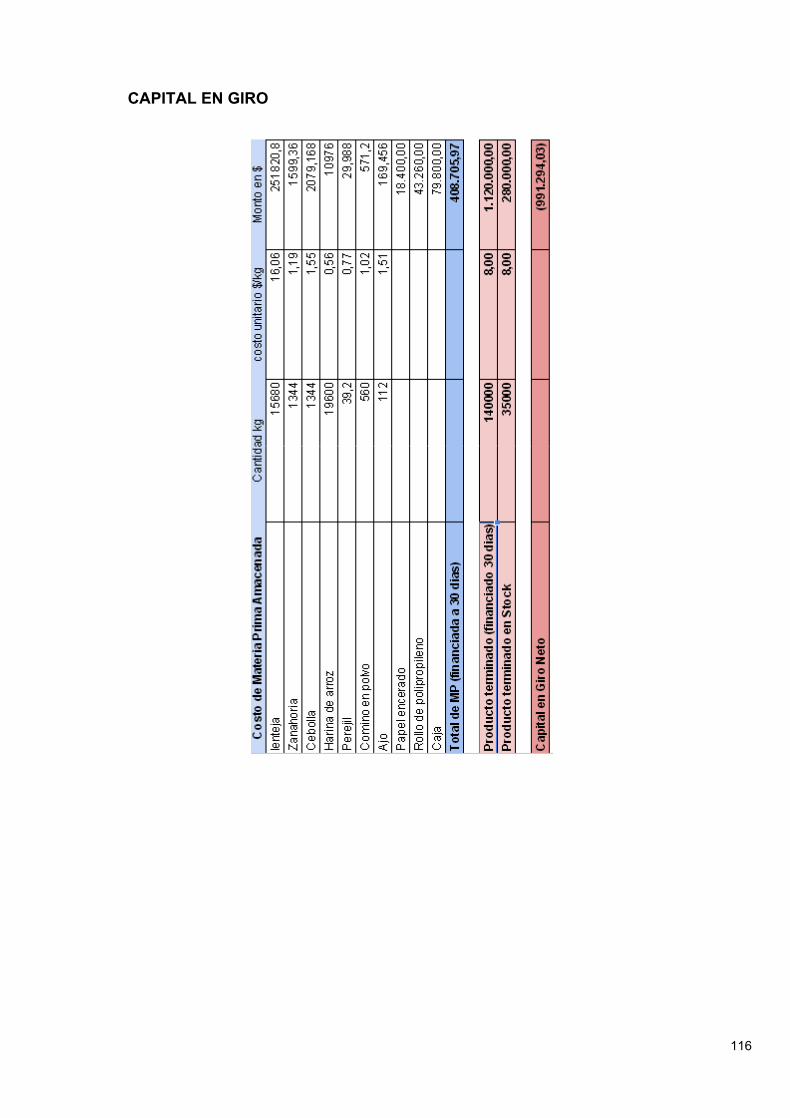
116
CAPITAL EN GIRO

CAMIÓN DE REPARTO 37
El camión fue seleccionado para poder llevar a destino el producto final, cuenta con
una cámara frigorífica de 3x1.5x3, con el fin de conservar el producto sin perder la cadena de frío en el traslado del mismo, también se utilizará para el traslado de materia prima. El conductor designado ser el encargado de reparto de la organización.
El vehículo es un Hyundai Hd78 0km 2016 Con Caja Y Aire Acond. Aa Hd 78.
Detalles del vehículo:
Dirección:Asistida Kilómetros:0 Marca:Hyundai Modelo:HD 78 Transmisión:Manual Año:2016
37http://vehiculo.mercadolibre.com.ar/MLA-572675943-hyundai-hd78-con-caja-y-aire-acondicionado-aa-hd-78-0km-2016-_JM
117

BACHA DE ACERO INOXIDABLE 38
MESADA DE ACERO INOXIDABLE 39
38 http://articulo.mercadolibre.com.ar/MLA-607630930-mesada-acero-inoxidable-120-mts-con-2-bachas-a-medida-_JM 39 http://articulo.mercadolibre.com.ar/MLA-615659115-mesada-de-acero-inoxidable-con-estante-_JM
118

EXTINTORES 40
BANCO PARA VESTUARIO 41
40 http://www.ams-accesorios.com/component/djcatalog2/items/2-extintores-polvo-abc 41 http://articulo.mercadolibre.com.ar/MLA-611374490-banco-para-vestuarios-simple-de-1500mm-somos-fabricantes-_JM
119

COCINA 42
CASILLEROS 43
42 http://www.fravega.com/cocina-morelli-style-90vid-100138/p 43 http://articulo.mercadolibre.com.ar/MLA-614165151-locker-metalico-8-puertas-_JM
120

COSTOS VARIABLES 44
PAPEL MANTECA
(SEPARADOR DE HAMBURGUESAS)
ROLLO DE POLIPROPILENO 45
(envasado de hamburguesas)
44 http://www.consumiblestpv.com/epages/consumiblestpv_com.sf/sec6d30dda2bb/?ObjectPath=/Shops/consumiblestpv_com/Products/16005%5B1%5D 45 http://www.envasespoliversal.com.ar/
121

HARINA DE ARROZ
122

PEREJIL, ZANAHORIA, CEBOLLA Y COMINO
123

ANEXO VI (ORGANIZACIÓN)
Misión Ofrecer productos con los estándares más altos de calidad, diferenciándose por la
excelencia de nuestros productos y la destacada atención al cliente.
Visión
Ser una empresa con una sólida estructura organizacional que proporcione bienestar a sus empleados, clientes y proveedores, enmarcada dentro de la reglamentación vigente y desarrollando un sistema de producción sustentable, amigable con el medio ambiente y planificado en base a la mejora continua.
Objetivo
Posicionarnos como una marca regional reconocida en la ciudad de Rosario y zonas aledañas.
Fomentar la innovación, desarrollo y descubrimiento de nuevas recetas, en búsqueda de satisfacer al cliente.
Garantizar el cumplimiento de los tiempos de entrega.
ANALISIS FODA
124

FORTALEZAS
- Calidad del producto.
- Producto innovador.
DEBILIDADES
- Capacidad productiva limitada.
OPORTUNIDADES
- Posibilidad de inserción en el mercado como una marca regional de Rosario y zonas aledañas.
AMENAZAS
- Gran cantidad de productos sustitutos.
Luego de analizar la situación interna y externa de la empresa, concluimos que debemos establecer un tipo de estrategia que nos permita alcanzar una ventaja competitiva respecto a la competencia de los productos sustitutos existente en el mercado.
Utilizaremos la estrategia de negocios, mediante la cual buscaremos coordinar las actividades de la empresa aprovechando los recursos y las capacidades con las que contamos, con el fin de obtener dicha ventaja competitiva.
Esta estrategia buscará::
Liderar en los costos: Es decir proporcionar un precio de venta que sea competitivo y producir a bajo costo. Esto se podrá conseguir con una alta productividad y buena calidad.
Diferenciación: Aquí buscaremos que nuestro producto sea diferente a los demás, es decir que tenga mayor valor que los otros y por ende, que haya mayor cantidad de personas dispuestas a pagar por el. Esto será posible gracias a la calidad e innovación de nuestro producto.
Enfocada: Nuestra estrategia será enfocada ya que nos concentramos en la negociación con Rosario y las zonas aledañas.
125

SALARIOS DEL PERSONAL
CHOFER DE PRIMERA CATEGORÍA 46
46 http://www.hugomoyano.org.ar/images/sampledata/ja_university/acuerdos/ESCALAMARZO2016.pdf
126

CONTADOR 47
TÉCNICO QUÍMICO 48
47 http://www.elsalario.com.ar/main/Salario/compara-tusalario?job-id=2411010000000 48 http://www.elsalario.com.ar/main/Salario/compara-tusalario?job-id=3116010000000
127

OPERARIOS 49
49 http://www.stia.org.ar/index.php?option=com_content&view=article&id=89&Itemid=233
128
ENCARGADO DE VENTAS 50
50 http://www.elsalario.com.ar/main/Salario/compara-tusalario?job-id=3322000000000
129