Proceso de Laminado
10
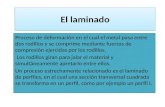
PROCESO DE LAMINADO Se denomina laminado al proceso del tratamiento mecánico del metal por el paso forzado entre rodillos o cilindros giratorios de un laminador, siendo la holgura entre los rodillos, algo menor que el espesor de la pieza a trabajar. El laminado da a la pieza un perfil y un tamaño determinado, de manera que la producción obtenida pueda ser utilizada como articulo acabado (rieles, viguetas, tubos, etc.). O bien puede servir de pieza bruta para el estampado o forjado posterior. En la siguiente figura se da el esquema del proceso de laminado. Como se ve en el esquema, la pieza es atrapada por los rodillos que giran en el sentido indicado por las flechas.
-
Upload
jonathan-castillo -
Category
Documents
-
view
21 -
download
0
description
Proceso de laminado
Transcript of Proceso de Laminado

PROCESO DE LAMINADO
Se denomina laminado al proceso del tratamiento mecánico del metal por el paso forzado
entre rodillos o cilindros giratorios de un laminador, siendo la holgura entre los rodillos,
algo menor que el espesor de la pieza a trabajar.
El laminado da a la pieza un perfil y un tamaño determinado, de manera que la producción
obtenida pueda ser utilizada como articulo acabado (rieles, viguetas, tubos, etc.). O bien
puede servir de pieza bruta para el estampado o forjado posterior.
En la siguiente figura se da el esquema del proceso de laminado. Como se ve en el esquema,
la pieza es atrapada por los rodillos que giran en el sentido indicado por las flechas.
En los puntos de contacto de la pieza con los rodillos surge el esfuerzo normal N y la fuerza
de fricción T. Descompongamos las fuerzas N y T en los componentes PS y S’Q. Las fuerzas S
y S’ que accionan en la dirección vertical deforman el metal y las fuerzas P y Q situadas en

una línea recta pero dirigidas en sentido opuestos hacen que la pieza se desplace hacia
adelante, con la condición de que Q > P. Determinando las fuerzas P y Q y poniendo sus
valores a la desigualdad se obtiene: T cos ∂ > N.Sen∂. Siendo ∂ el ángulo de contacto de la
pieza por los rodillos.
Ahora bien, la fuerza T= fN, donde f es coeficiente de fricción igual a la tangente del ángulos
de fricción φ. Poniendo en vez de T su valor se tiene: fN.cos∂ > NSen∂
Dividiendo ambos miembros de la desigualdad por N cos ∂ resulta: f > tan ∂ o Tan φ > tan ∂
y definitivamente φ > ∂.
Por consiguiente, para realizar el laminado es necesario que el ángulo de contacto ∂ sea
menor que el ángulo de fricción φ.
En la práctica, el ángulo de contacto ∂ para los rodillos lisos no se toma mayor de 20 grados,
y para los rodillos con entalladuras, hasta de 35 grados. En la laminación el espesor inicial de
la pieza H disminuye hasta un valor h. La diferencia entre los espesores H-h se denomina
magnitud de reducción absoluta. La relación entre el diámetro de los rodillos, ángulo de
contacto y la magnitud de reducción absoluta se expresa por la fórmula: H -h = D (1 – cos ∂),
o sea la magnitud de reducción absoluta se eleva con el aumento del diámetro de los rodillo
y para una misma magnitud de reducción a medida que disminuye el diámetro de los rodillo,
aumenta el ángulo de contacto. En el proceso de laminación, al disminuir el espesor de la
pieza, aumenta simultáneamente su ancho y largo, y el área de la sección transversal
disminuye. La diferencia del ancho de la sección transversal de la pieza bruta antes y
después del laminado se denomina ensanchamiento. La relación entre el largo obtenido de
la pieza l y el largo inicial L se denomina coeficiente de alargamiento K: K = l/L = F/f
Siendo F, el área de sección transversal de la pieza antes del laminado y f, el área de sección
transversal de la pieza después de pasar entre los rodillos.
De tal modo, el coeficiente de alargamiento k es proporcional a la relación entre el área de
sección transversal de la pieza antes y después del laminado. En la práctica el valor k se toma
de 1.1 a 1.6 y solamente para altos grados de reducción alcanza el valor de 2.5.

EQUIPO Y FUNCIONAMIENTO DEL LAMINADOR
El laminador esta compuesto del motor, reductor, caja de engranaje y una o varias cajas de
trabajo. Las partes del laminador se unen con ayuda de los ejes de de transmisión y los
manguitos de acoplamiento. La parte fundamental del laminador es la caja de trabajo que
representa un juego de rodillos de trabajo montados en un puente. Los rodillos laminadores
e fabrican de fundición blanqueada o acero y según el perfil de la pieza a obtener, pueden
ser lisos, escalonados con surco o especiales.
ESQUEMA DE UN LAMINADOR
En el esquema del laminador esta compuesto del motor (1), reductor (2), caja de engranaje
(3), y una o varias cajas de trabajo (4). Las partes del laminador se unen con ayuda de los
ejes de transmisión (5) y los manguitos de acoplamiento (6). La parte fundamental del
laminador es la caja de trabajo que representa un juego de rodillos de trabajo montados en
un puente. Los rodillos laminadores se fabrican de fundición blanqueada o acero, y según el
perfil de la pieza a obtener, pueden ser lisos, escalonados, con surco o especiales.
TIPOS DE RODILLOS

Los rodillos lisos sirven para laminar chapas, cinta, placas, etc. En los rodillos escalonados se
obtienen bandas de hierro, los rodillos con surcos sirven para obtener perfiles, y con rodillos
de forma especial se laminan tubos, discos, ruedas, etc.
Los rodillos del laminador constan de la parte de trabajo que se denomina cuerpo del rodillo,
al que se unen por ambos extremos los cuellos que sirven para sujetar el rodillo en los
cojinetes del puente. Los cuellos tienen una saliente especial que se denominan cabezales
motor. Por medio de acoplamientos y husillos a través de los cabezales motor se realiza la
unión de los rodillos con la caja de engranaje. Los rodillos perfilados a diferencia de los lisos,
llevan en su superficie de trabajo unas escotaduras especiales, las cuales se denomina surco
el espacio entre los surcos contiguos de dos rodillos se denomina calibre. cada par de
rodillos con surcos posee varios calibres que según su destino, se dividen en calibres re
calcadores preliminares, que según su destino, se dividen en calibres re calcadores
preliminares, que según su destino se dividen en calibre re calcadores preliminares,
desbastar y de acabado.
En relación con la cantidad de rodillos: los laminadores se dividen en los de dos rodillos
(laminador dúo), de tres rodillos (laminador trió) o de varios rodillos (multi laminador).
La caja de trabajo del laminador dúo lleva dos rodillos.
Según el sentido de rotación de los rodillos, estos
laminadores pueden ser de recorrido directo de la
pieza o reversible. En el primer caso, el sentido de
rotación de los rodillos es constante, y en el segundo,
la rotación es en uno u otro sentido. Los laminadores
con cambio de dirección de rotación se denominan
reversibles. Loas laminadores trío llevan en la caja de
trabajo tres rodillos; en estas máquinas el laminado se
realiza en direcciones opuestas siendo constante el
sentido de rotación de los rodillos. En los laminadores doble dúo, los dos rodillos
intermedios son de trabajo, y los dos de los extremos son de apoyo (de fricción), los
laminadores doble dúo pueden ser reversibles o irreversibles.

Según el orden de ubicación de las cajas: los laminadores se dividen en: lineales,
escalonados, continuos, semi continuos, sucesivos, etc. Los laminadores con ubicación lineal
tienen el inconveniente de que todas las cajas funcionan con velocidades iguales. Este
inconveniente no existe en los laminadores escalonados ya que las cajas forman varias
líneas, que funcionan con distintas velocidades, lo que permite aumentar la velocidad de la
caja acabadora y, por consiguiente elevar el rendimiento del laminador. En los laminadores
continuos el metal que se está laminando pasa sucesivamente a través de todas las cajas,
ubicadas una tras otra. La velocidad de laminado en cada caja siguiente es mayor que en la
anterior. El funcionamiento del laminador continuo requiere una relación determinada de
velocidades para evitar que se formen lazos del metal o se tense el mismo entre las cajas. En
los laminadores semicontinuos, las cajas re-calcadoras y una parte de las cajas
desbastadores forman un grupo continuo, y las demás cajas se ordenan en línea o
escalonada-mente.
Según el tipo de piezas a producir: los laminadores se dividen en desbastadores de
perfiles, de chapado, de tubos y de propósito especial.

Laminadores desbastadores: sirve para reducir lingotes de acero, convirtiéndolos en
grandes piezas brutas. Los laminadores comprenden los bloomings y laminadores de
palastro (slabbings). Los bloomings son potentes trenes de acción reversible , con diámetro
de 800 a 1400 mm y longitud del cuerpo del rodillos hasta 3000 mm. Según el numero de
cajas, los bloomings son de una y de dos cajas (doble). El peso promedio de los lingotes
laminados varía de 2 a 10 toneladas, y en algunos casos alcanza 20 toneladas. Los bloomings
están totalmente mecanizados y tienen control automático. El rodillos superior se puede
subir y bajar con ayuda de los tornillos de apriete (husillos de prensa) con mando de motores
eléctricos. El grado de elevación del rodillo lo indica una aguja que se encuentra en la escala
instalada en el puente del tren desbastador. Para hacer pasar el lingote a los rodillos, el
blooming está provisto, por las partes delantera y trasera, de la mesa de rodillos, que consta
de varios rodillos locos,. Con ayuda de la mesa de rodillos delantera el lingote calentado se
dirige a los rodillos del tren en los que se somete a la primera reducción.
Luego los mecanismos de mando de los rodillos de trabajo y de la mesa cambian el sentido
de su rotación y el tornillo de rotación hace bajar el rodillo superior. El lingote un poco
reducido se envía al mismo calibre por la mesa de rodillos trasera y es recibido por la
delantera. Después de que el lingote pase entre los rodillos dos veces este se hace girar
( se vuelca) en 90 o por medio de un volcador automático, dispuesto en la parte frontal del
tren de laminación. A Continuación, el lingote llega al calibre (vecino y se hace pasar a través
del mismo varias veces volcándose periódicamente. Corrientemente el número de pasadas
en el blooming varía de 13 a 19. La barra laminada que sale del último calibre se hace pasar
por una guillotina, donde se efectúa el corte de los extremos. Y si se requiere la barra se
corta en partes, que se denominan tochos.
El laminador de palastro (slabbing) se emplea para obtener palastro plano, en forma de
plancha de 75 a 300 mm de espesor y de 400 a 1600 mm de ancho, para elaborar artículos
de chapas. El laminador de palastro es un potente laminador dúo reversible de dos cajas. Los
rodillos de trabajo de la primera caja son de hasta 1100 mm de diámetro y están situados
horizontalmente, los mismo que en los trenes d laminación corrientes, los rodillos de trabajo
de hasta 700 mm de diámetro de la segunda caja se hallan en la posición vertical, lo que da
la posibilidad de laminar palastros con bordes laterales iguales, sin ponerlos de canto. Los
trenes laminadores con tal disposición de los rodillos se denominan trenes universales.

Los trenes de laminación de perfil están destinados a laminar perfiles de construcción y de
forma complicada (vigas, raíles, etc.). Se dividen en trenes de grandes perfiles comerciales
con rodillos de 500 a 750 mm de diámetro, de perfiles medios comerciales con rodillos de
350 a 500 mm de diámetro y de perfiles pequeños comerciales con rodillos de 250 a 350 mm
de diámetro. Según sea el numero de rodillos, los laminadores de perfiles pueden ser de dos
rodillos (reversibles e irreversibles), y también de tres rodillos.