PRESENTACIÓN PROYECTO DE PASANTÍA ANÁLISIS · PDF...

If you can't read please download the document
Transcript of PRESENTACIÓN PROYECTO DE PASANTÍA ANÁLISIS · PDF...
PRESENTACIN PROYECTO DE PASANTA
ANLISIS DE DISPONIBILIDAD DELSISTEMA DE BOMBAS DE RESIDUOATMOSFRICO Y COMPRESOR DEGAS HMEDO EN LA OPERACIN
EN MEJORADOR DE CRUDO
Elaborado por: Filippo Rubera
CONTENIDOS
Proceso de Mejoramiento.
Sistemas CriticosBombas de Residuo Atmosfrico.Compresor de Gas Hmedo.
Para cada uno de estos sistemas se muestra:Anlisis de criticidad.Anlisis estadstico de data de falla y reparacin.Clculo de RAM.Anlisis Causa Raz.Mantenimiento Centrado en Confiabilidad.
2
A continuacin se presenta un esquemtico del proceso de mejoramientodel crudo extrapesado.
DESCRIPCIN DE LA CORPORACINY EL PROCESO DE MEJORAMIENTO
DE CRUDO
3
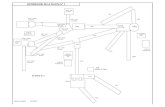
A continuacin se presenta un esquemtico del conjunto: columnadestiladora atmosfrica bombas de residuo atmosfrico.
BOMBAS DE RESIDUOATMOSFRICO
Funcin: Bombear el producto de fondo (Residuo Atmosfrico 6,2 API) dela columna destiladora atmosfrica, de manera segura, a 1572 m3/h y 182m de cabezal, hacia los pasos de los hornos de la unidad de destilacin alvaco.4
ANLISIS DE CRITICIDADBOMBAS DE RESIDUO ATMOSFRICO
R(t) = P(t) x C(t)
P(t) = Probabilidad de Fallade la bomba por Spare noDisponible
C(t) = Parada imprevistade las unidades dedestilacin al vaco yatmosfrica.
5
ANLISIS ESTADSTICO DE DATA DEFALLA
BOMBAS DE RESIDUO ATMOSFRICO
Data de Falla Filtrada del Sistema de Gestin deMantenimiento.
6
Data de falla bomba 01-P-10-06 A
Data de falla bomba 01-P-10-06 S
Fallas por Sellos MecnicosPerdida de eficiencia (Flujo descarga a Cero)
TENDENCIA DE DATA DE FALLABOMBAS DE RESIDUO ATMOSFRICO
La aparicin de eventos de Falla en el Tiempo es Creciente.
La probabilidad se incrementa en el tiempo, y con ello el riesgodel sistema.
7
Tendencia de fallas segn test de Laplace
0
2
4
6
8
10
0 1 2
Tiempo (das/1000)
N d
e fa
llas
Tendencia de fallas en el tiempo segn test de Laplace.
0
2
4
6
8
10
0 1 2
Tiempo (das/1000)N
de
falla
s
Tendencia para 01-P-10-06 A / S
CLCULO DE CONFIABILIDADBOMBAS DE RESIDUO ATMOSFRICO
Se model el sistema de bombascomo un sistema paralelo redundante1 de 2.
TPEF de 100,4 das, valor inferior a lareferencia establecida como deseablepor ARINC de 258 das en el estudioRisk-based work selection criticalcomponent reliability analysis
Las fallas recurrentes de Sellosmecnicos y perdida de eficienciaafectan la confiabilidad negativamente.
No se hizo clculo de mantenibilidad ydisponibilidad debido a la carencia dedata de tiempos de reparar.
8
ANLISIS CAUSA RAZBOMBAS DE RESIDUO ATMOSFRICO
Lo que los operadores perciben y los lleva a tomar la decisin deefectuar el cambio de bombas, es una tendencia de apertura ofluctuacin de la apertura de las vlvulas de control de flujo deentrada a los hornos de la unidad de vaco.
9
Si el cambio de bomba no se efecta a tiempo se produce la prdida totalde flujo que entrega la bomba y aumenta el nivel de residuo dentro de lacolumna destiladora atmosfrica.
10
ANLISIS CAUSA RAZBOMBAS DE RESIDUO ATMOSFRICO
Consumo de amperaje, porcentaje nivel y flujo msico vs. tiempo.
0
20
40
60
80
100
120
1 6 11 16 21 26 31 36 41 46 51 56 61
Tiempo en minutos
Am
pera
je (A
) y %
Niv
el
0
200
400
600
800
1000
1200
1400
Fluj
o (to
n/h)
Amperaje motor 01-PM-10-06 ANivel de fluido en 01-C-10-01Flujo descarga bomba
11
ANLISIS CAUSA RAZBOMBAS DE RESIDUO ATMOSFRICO
12
ANLISIS CAUSA RAZBOMBAS DE RESIDUO ATMOSFRICO
Pdis = 17,5 barg
182 m @ 1592 m3/h
Pm = 14,8 barg
141 m @ 1592 m3/h
Las holguras del anillo de desgaste sonseleccionadas de acuerdo a la viscosidaddel fluido.
Fluido de trabajo fuera de especificacin(8 API). Problemas despojamientoColumna Destiladora Atmosfrica.
CONCLUSIONESBOMBAS RESIDUO
13
Riesgo estimado = 196 US$/D (Riesgo Medio, superior al inicial)
Se detecto baja confiabilidad = 100,4 dasAlta frecuencia de Falla (Sellos mecnicos y perdida de Eficiencia).
Causa Raz Detectada: Cambio de especificaciones del fluido(disminucin de viscosidad) por deficiencias en ColumnaDestiladora.
Se recupero eficiencia de despojamiento, el fluido de trabajo volvi aestar dentro de especificaciones.
Las bombas no han vuelto a fallar por perdida eficiencia.
COMPRESOR DE GAS HMEDO
14
Compresin1 Etapa
Compresin2 Etapa
EtapaEnfriamiento
1,12 Bar-A
49,1 C
4,50 Bar-A
121,0 C
3,82 Bar-A
49,0 C
15,4 Bar-A
136,4 C
Funcin: tomar el gas de tope de la columna fraccionadora (01-C-30-01) de launidad DCU para enviarlos a la GRU y producir gas combustible, que es usadoen el mejorador en diversos procesos.
ANLISIS ESTADSTICO DE DATA DEFALLA
COMPRESOR DE GAS HMEDO
Data de falla filtrada base de datos de operaciones
15
Fecha TPR Modo de falla20/09/2003 49 mins Disparo anti-surge22/09/2003 384 mins Cableado botonera local22/03/2004 134 mins Disparo anti-surge9/6/2004 65 mins Disparo anti-surge
13/06/2004 151 mins Disparo amperaje
Activacin del Sistema de proteccin anti-oleajesin causa aparente
TENDENCIA DE DATA DE FALLACOMPRESOR DE GAS HMEDO
16
Tendencia de Falla Evidente y Creciente
Problemas recurrentes en sistema de proteccin antioleaje
CLCULO DE RAMCOMPRESOR DE GAS HMEDO
TPEF = 185 das, valor menor al TPEF deseado = 438 das.
Mantenibilidad = 2,6 horas. (estabilizacin y re arranque)TPPR = 216 horas
Disponibilidad = 99,94 %.
17
Curva de comportamiento de la Confiabilidad en el tiempo
0
10
20
30
40
50
60
70
80
90
100
0 100 200 300 400 500 600 700 800 900 1000
Tiempo en das
Con
fiabi
lidad
en
%
Curva de comportamiento de la Mantenibilidad en el tiempo
0
10
20
30
40
50
60
70
80
90
100
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1 1.1 1.2 1.3 1.4 1.5
Tiempo en das
Man
teni
bilid
ad e
n %
ANLISIS CAUSA RAZCOMPRESOR DE GAS HMEDO
Apertura vlvulas de recirculacin a alto flujo dedescarga.
18
Causas Probables (rbol de falla) :Fallas Instrumentos Transmisores.Falla Sistema Monitoreo Sistema Elctrico EstatusContactor a Motor
Contribuyente: Problemas comunicacin ESD - DCS
19
ANLISIS CAUSA RAZCOMPRESOR DE GAS HMEDO
Instrumentostransmisores
EMCS(Estatus)
ESD DCSLgica control
Anti-oleaje
Falsasseales
Problemas detransmisinde seales
CONCLUSIONESCOMPRESOR DE GAS HUMEDO
20
Riesgo estimado = 1233 US$/D (Alto riesgo)
Se detecto baja confiabilidad = 185 dasAlta frecuencia de Falla (Activacin de sistema proteccin antioleajeen operacin a alto flujo).Mantenibilidad = 2,6 horas (Alta mantenibilidad)Disponibilidad = 99,94 % (Alta disponibilidad)
Causa Raz Probable: Inadecuada seleccin y diseo del sistema decontrol de proteccin de oleaje.
Se plantea mejorar comunicacin entre ESD y DCSSe mejoro comunicacin entre EMCS y DCS por conexin directaSe proceder al cambio de la instrumentacin sistema antioleaje ymejorar diseo del sistema de control.
MANTENIMIENTO CENTRADO ENCONFIABILIDAD
Se desarrollo a partir de la metodologa MCC una revisinde las polticas de cuidados de activos de los sistemascrticos.
Se dispusieron las nuevas actividades en una aplicacinexcel.
Justificacin:Las actividades de Cuidado se realizaron antes deque los sistemas entraran en operacin.
Cambio de realidades operacionales y riesgo.
Se requiere revisin peridica de las polticas decuidado de activos.
21
CONTENIDOSANLISIS DE CRITICIDADBOMBAS DE RESIDUO ATMOSFRICOANLISIS ESTADSTICO DE DATA DE FALLABOMBAS DE RESIDUO ATMOSFRICOTENDENCIA DE DATA DE FALLABOMBAS DE RESIDUO ATMOSFRICOCLCULO DE CONFIABILIDADBOMBAS DE RESIDUO ATMOSFRICOANLISIS CAUSA RAZBOMBAS DE RESIDUO ATMOSFRICOCONCLUSIONESBOMBAS RESIDUOCOMPRESOR DE GAS HMEDOANLISIS ESTADSTICO DE DATA DE FALLACOMPRESOR DE GAS HMEDOTENDENCIA DE DATA DE FALLACOMPRESOR DE GAS HMEDOCLCULO DE RAMCOMPRESOR DE GAS HMEDOANLISIS CAUSA RAZCOMPRESOR DE GAS HMEDOCONCLUSIONESCOMPRESOR DE GAS HUMEDOMANTENIMIENTO CENTRADO EN CONFIABILIDAD