Practica 1 Conformado Por Fundicion
53
Conformado por fundición Fecha:21/09/05 Página 1 de 53 siderurgia.etsii.upm.es MATERIALES I: PRÁCTICAS DE LABORATORIO Conformado por fundición por Víctor Blázquez
-
Upload
lenin-hernando-perez-padilla -
Category
Documents
-
view
53 -
download
2
Transcript of Practica 1 Conformado Por Fundicion
Conformado por fundición Fecha:21/09/05 Página 1 de 53
siderurgia.etsii.upm.es
MATERIALES I:
PRÁCTICAS DE LABORATORIO
Conformado por fundición
por Víctor Blázquez

Conformado por fundición Fecha:21/09/05 Página 2 de 53
siderurgia.etsii.upm.es
PRÁCTICA I: CONFORMADO POR FUNDICIÓN_________________________________________
1.PROCESOS DE CONFORMADO DE PIEZAS METALICAS 3
2. CONFORMADO POR FUNDICIÓN 21
2.1. INTRODUCCIÓN 21
2.2. MOLDES Y MODELOS. 22
2.3. ARENAS DE FUNDICIÓN 34
2.4.PROCESOS DE MOLDEO 37
2.5. MÁQUINAS Y LÍNEAS DE MOLDEO 45
2.6. ALIMENTACIÓN DE LOS MOLDES 48
2.7. FUSIÓN Y COLADA 49
2.8. ENFRIAMIENTO, DESMOLDEO Y ACABADO 52

Conformado por fundición Fecha:21/09/05 Página 3 de 53
siderurgia.etsii.upm.es
1. PROCESOS DE CONFORMADO DE PIEZAS METALICAS
La variedad de piezas que requiere la sociedad actual ha desarrollado un conjunto de
procesos industriales, con objeto tanto de aumentar la calidad de los productos como de abaratar
su coste. Es misión del ingeniero decidir entre todos los posibles procesos de que hoy se dispone
cuál es el que, para una pieza determinada, proporciona una mejor relación calidad / precio.
El problema es en sí bastante más complejo, pues un proceso imprime a la pieza no sólo una
morfología determinada sino unas características tecnológicas, lo que obliga a conocer tanto el
proceso en sí como el material a que se aplica.
Los procesos de conformado suelen clasificarse en función del tipo de energía puesta en
juego, por ello suele hablarse de procesos de conformado térmicos y procesos de conformado
mecánicos. Es evidente que, en general, en todo proceso se desarrollarán ambos tipos de
energía, pero una de ellas será preferente pues sin su aplicación aquél sería inviable. No debe
confundirse pues la cuantitatividad de la energía aplicada con su funcionalidad.
La palabra caliente o frío hace referencia al material a que se aplica. Cuando en un proceso se
supera la temperatura de recristalización, Tr, del material se habla de proceso en caliente, y
cuando no se alcanza dicha temperatura se habla de proceso en frío.
Trabajando por encima de Tr las aleaciones, durante su deformación, no sufren acritud y
pueden deformarse plásticamente sin endurecerse. Esta capacidad de deformación es la que
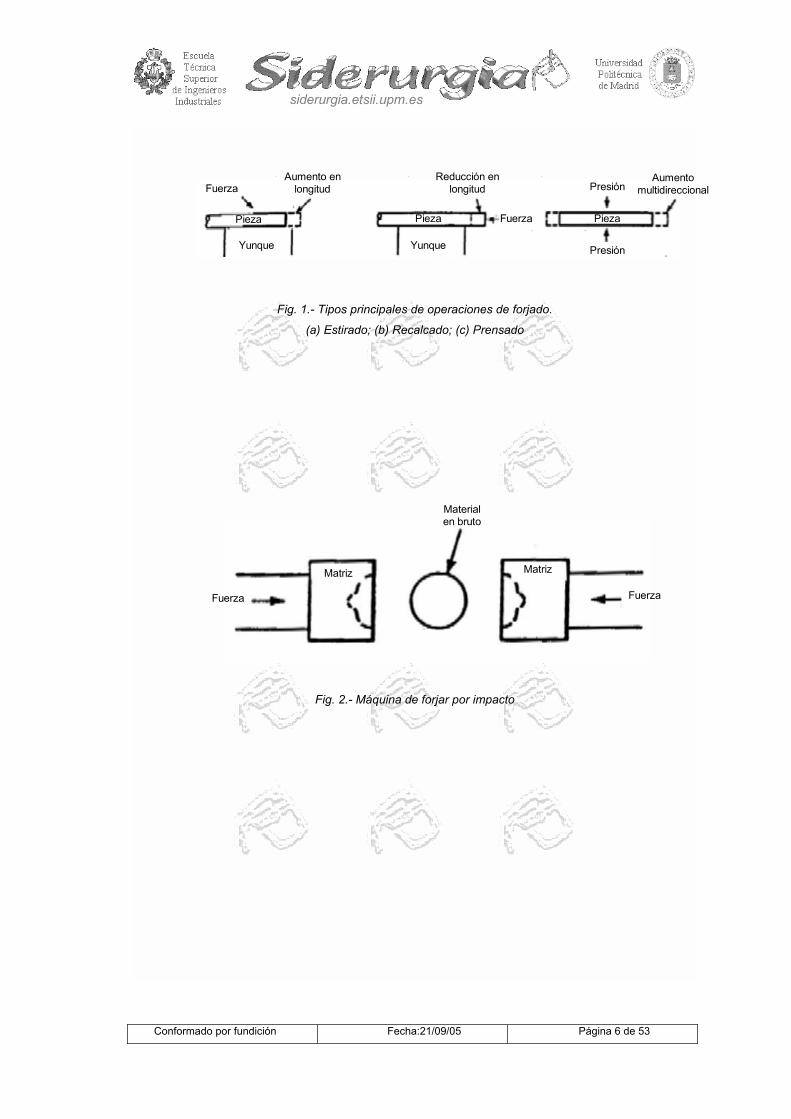
utilizan los procesos de conformado en caliente tipo forja, martillado, recalcado, prensado,
extrusión, laminado, forjado por impacto, forjado por estampación, etc.
Cuando el metal se trabaja en frío (por debajo de Tr) la deformación endurece el material como
consecuencia del alargamiento de los granos en la dirección del esfuerzo aplicado, y se habla
entonces de procesos en frío: forjado, laminado, estampado, estirado, extrusión, etc. El trabajo en
frío de estos procesos impone unos grados de deformación menores que los correspondientes a
los procesos en caliente.
Otros procesos en frío que no producen acritud en el material, porque no suponen una
deformación en el mismo, son todos los procesos de mecanizado por arranque de viruta: fresado,
torneado, cepillado, taladrado, aserrado, esmerilado, etc.
En otros procesos en frío que utilizan energía mecánica se produce sólo deformación en
partes localizadas del material: embutición, rolado, plegado, etc.
Conformado por fundición Fecha:21/09/05 Página 4 de 53
siderurgia.etsii.upm.es
Todos los procesos de soldadura y metalización (proyección de metal fundido a alta velocidad)
utilizan la energía térmica como fuente principal del proceso, y se suelen utilizar como procesos
intermedios en una fabricación mixta.
Los modernos procesos de conformado por explosivos, conformado electrohidráulico y
conformado electromagnético (llamados procesos de conformado de alta velocidad), se utilizan
cuando se requieren energías superiores a los 2·106 J. Estos procesos se aplican a materiales de
alta resistencia mecánica en los que una onda de choque generada por medios químicos
(conformado por explosivos), eléctrico (conformado electrohidráulico) o magnéticos (conformado
electromagnético) hace al material fluir libremente dentro de la cavidad de una matriz.
En el sinterizado se parte de polvos que se compactan por presión con aditivos especiales
para luego ser calentados a temperaturas por debajo de la de fusión del metal, lográndose piezas
con buenas características físicas y mecánicas. Se pone en juego pues tanto la energía mecánica
como la térmica.
En otros procesos más modernos se utiliza la energía eléctrica para el mecanizado.
Generalmente los electromecanizados consiguen un mejor acabado superficial y control
dimensional que los mecanizados convencionales. Un ejemplo de estos procesos es la
electroerosión.
No pueden olvidarse los novísimos procesos de mecanizado por láser que en un futuro, no
lejano, pueden revolucionar tanto el mecanizado como las técnicas de endurecimiento por
tratamiento superficial de aleaciones.
Por último, y por ser el objeto fundamental de esta práctica, se describirá el método más
antiguo de conformación de piezas, y que sigue siendo el más utilizado en el caso de piezas
complicadas: la fundición. Se ha definido este método como el proceso más corto entre el metal
fundido y la pieza acabada. Sin duda para una gran parte de piezas sigue siendo el único proceso
de elección, seguido de un mecanizado posterior, para obtener piezas sanas de formas
complicadas en gran variedad de tamaños, y con excelentes acabados superficiales y
dimensionales.
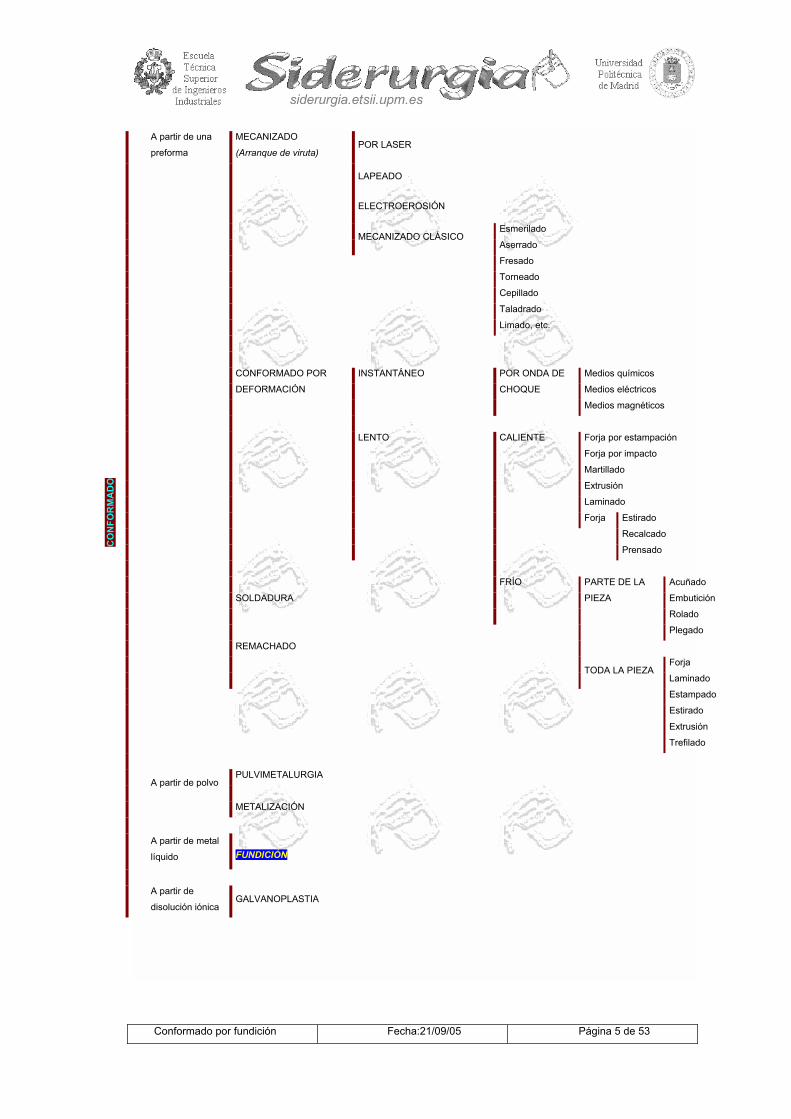
Antes de empezar la descripción más detallada de la técnica de fundición, se esquematizan
algunos de los procesos de conformado mencionados anteriormente para comprender en forma
somera la naturaleza del proceso, ya que una descripción más detallada escapa de los contenidos
de esta práctica. En el cuadro siguiente se han clasificado los procesos de conformado de mayor
implantación industrial.
Conformado por fundición Fecha:21/09/05 Página 5 de 53
siderurgia.etsii.upm.es
A partir de una
preforma
MECANIZADO
(Arranque de viruta) POR LASER
LAPEADO
ELECTROEROSIÓN
Esmerilado MECANIZADO CLÁSICO
Aserrado
Fresado
Torneado
Cepillado
Taladrado
Limado, etc.
INSTANTÁNEO Medios químicos
CONFORMADO POR
DEFORMACIÓN
POR ONDA DE
CHOQUE Medios eléctricos
Medios magnéticos
LENTO CALIENTE Forja por estampación
Forja por impacto
Martillado
Extrusión
Laminado
Forja Estirado
Recalcado
Prensado
FRÍO Acuñado
SOLDADURA
PARTE DE LA
PIEZA Embutición
Rolado
Plegado
REMACHADO
Forja TODA LA PIEZA
Laminado
Estampado
Estirado
Extrusión
Trefilado
PULVIMETALURGIA A partir de polvo
METALIZACIÓN
A partir de metal
líquido FUNDICIÓN
CO
NFO
RM
AD
O
A partir de
disolución iónica GALVANOPLASTIA
Conformado por fundición Fecha:21/09/05 Página 6 de 53
siderurgia.etsii.upm.es
Pieza Pieza Pieza
Yunque Presión Yunque
Presión Aumento
multidireccionalReducción en
longitud Aumento en
longitud
Fuerza
Fuerza
Fig. 1.- Tipos principales de operaciones de forjado.
(a) Estirado; (b) Recalcado; (c) Prensado
Material en bruto
Matriz
Fuerza Fuerza
Matriz
Fig. 2.- Máquina de forjar por impacto

Conformado por fundición Fecha:21/09/05 Página 7 de 53
siderurgia.etsii.upm.es
Matriz
Matriz
Fuerza de forjar
Fuerza de sujeción
Fuerza de sujeción
Línea de separación
Material en barra
Punzón
Punzón
Fig. 3.- Forjado por recalcado
Ángulo de desbaste o de ataque
Rodillo de soporte
Rodillo superior
Rodillo inferior
Rodillo de soporte
Retorno
(d) (c) (b) (a)
Fig. 4.- Laminación. (a) Dos rodillos;
(b) Tres rodillos; (c) Cuatro rodillos; (d) Encerrados
Conformado por fundición Fecha:21/09/05 Página 8 de 53
siderurgia.etsii.upm.es
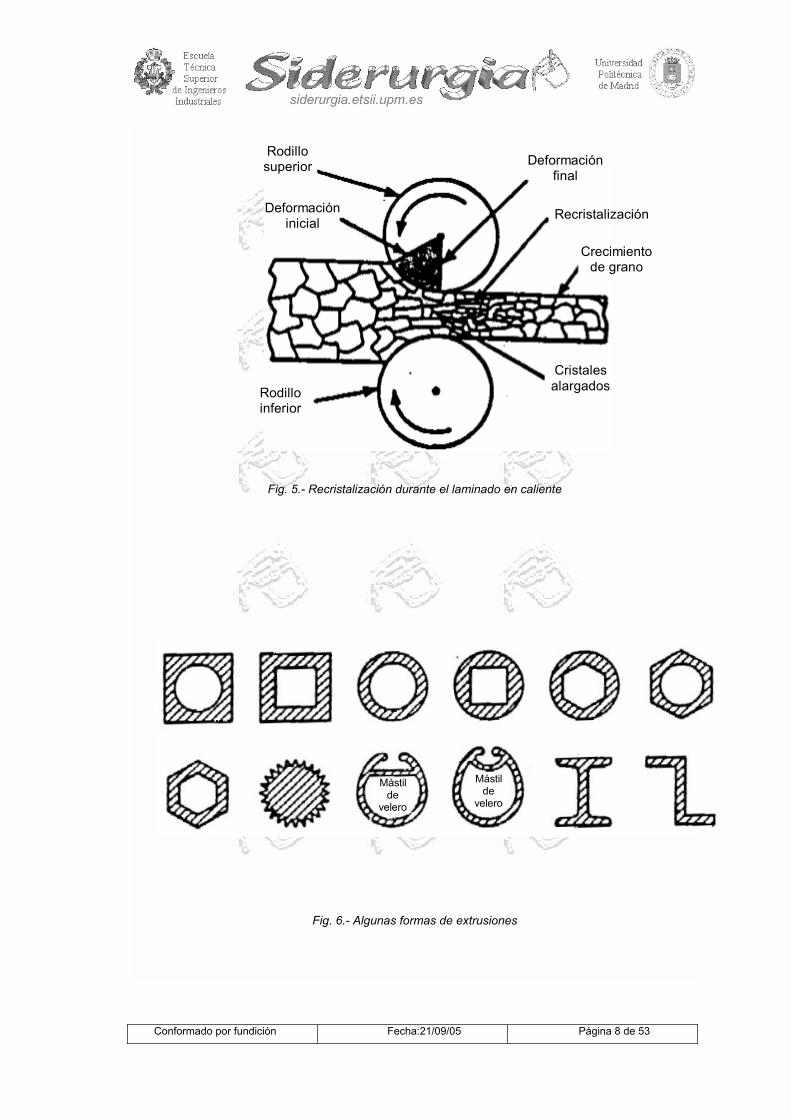
Rodillo superior
Rodillo inferior
Deformación final
Deformacióninicial
Crecimiento de grano
Recristalización
Cristales alargados
Fig. 5.- Recristalización durante el laminado en caliente
Mástil de
velero
Mástil de
velero
Fig. 6.- Algunas formas de extrusiones
Conformado por fundición Fecha:21/09/05 Página 9 de 53
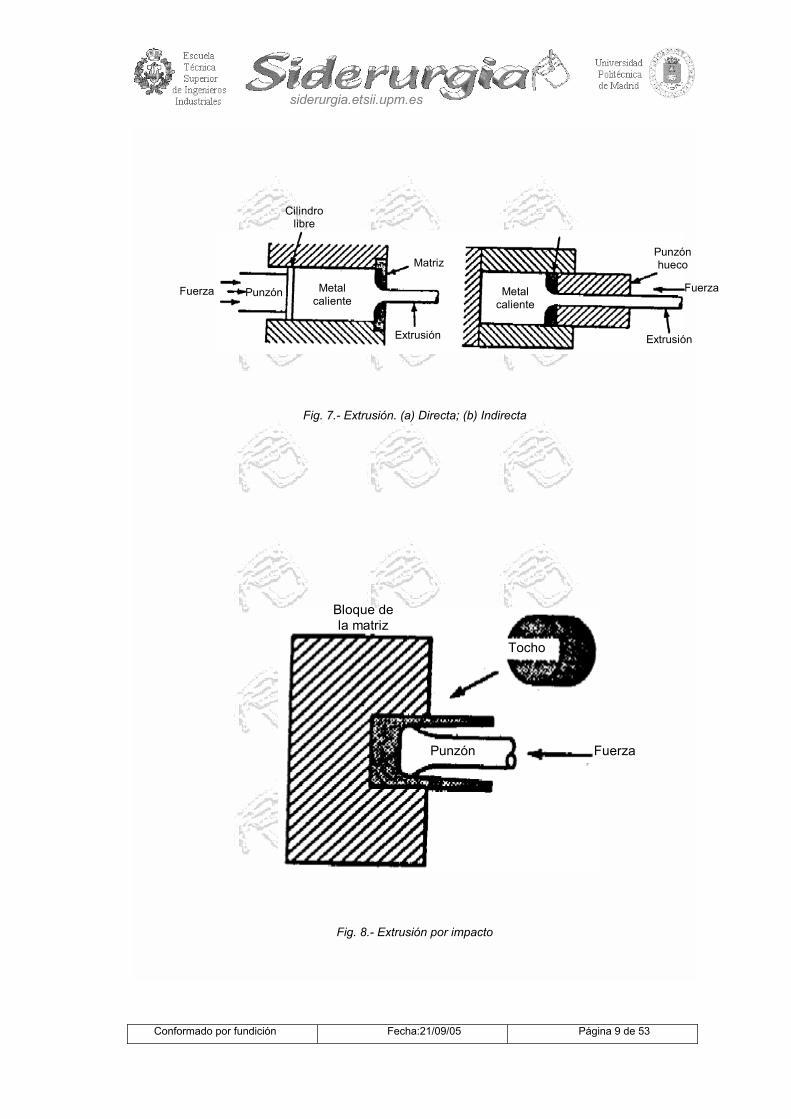
siderurgia.etsii.upm.es
Cilindro libre
Metal caliente
Metal caliente
Punzón hueco Matriz
Fuerza
ExtrusiónExtrusión
Punzón Fuerza
Fig. 7.- Extrusión. (a) Directa; (b) Indirecta
Bloque de la matriz
Tocho
Fuerza Punzón
Fig. 8.- Extrusión por impacto
Conformado por fundición Fecha:21/09/05 Página 10 de 53
siderurgia.etsii.upm.es
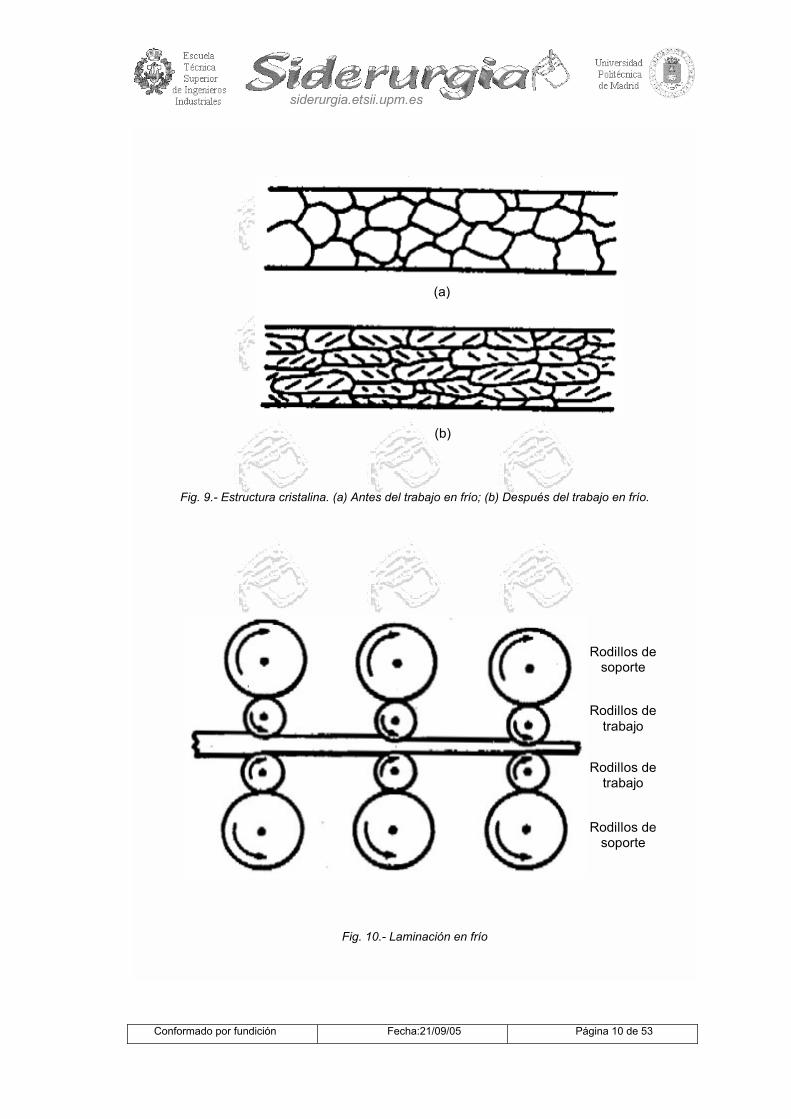
(a)
(b)
Fig. 9.- Estructura cristalina. (a) Antes del trabajo en frío; (b) Después del trabajo en frío.
Rodillos de soporte
Rodillos de trabajo
Rodillos de trabajo
Rodillos de soporte
Fig. 10.- Laminación en frío
Conformado por fundición Fecha:21/09/05 Página 11 de 53
siderurgia.etsii.upm.es
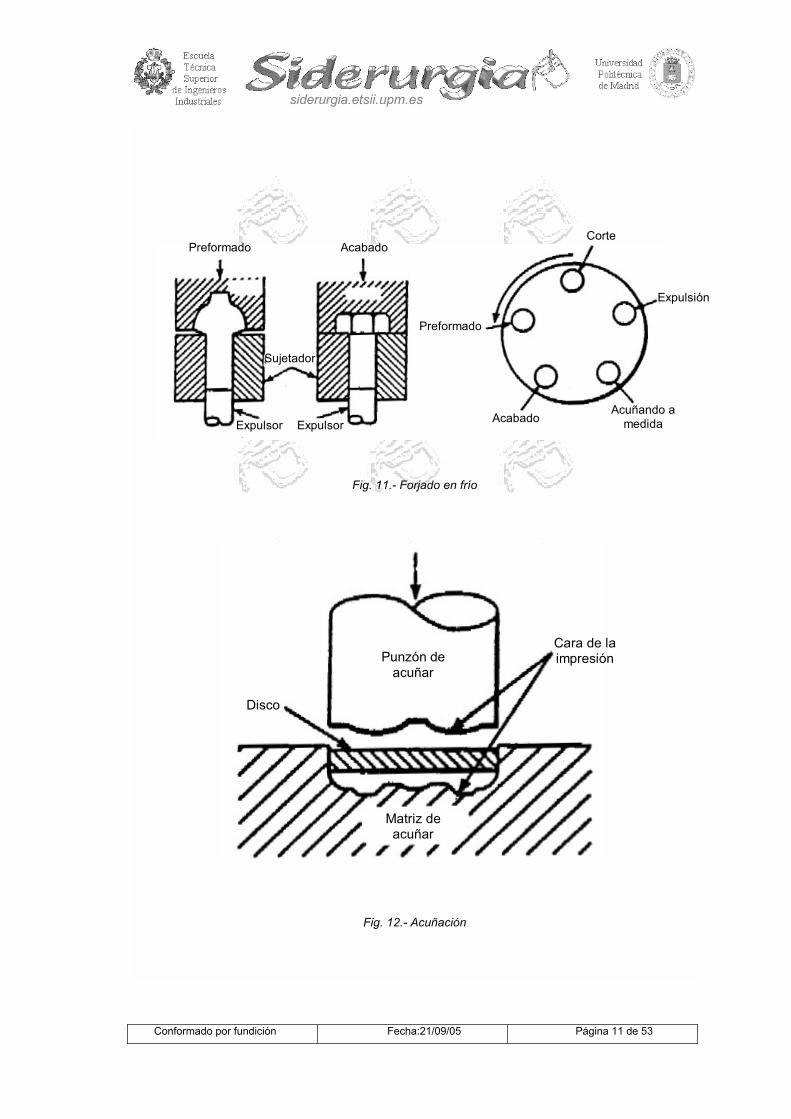
Preformado Corte
Sujetador
Expulsor Acabado
Acabado
Preformado
Expulsor
Expulsión
Acuñando a medida
Fig. 11.- Forjado en frío
Disco
Cara de la impresión
Matriz de acuñar
Punzón de acuñar
Fig. 12.- Acuñación
Conformado por fundición Fecha:21/09/05 Página 12 de 53
siderurgia.etsii.upm.es
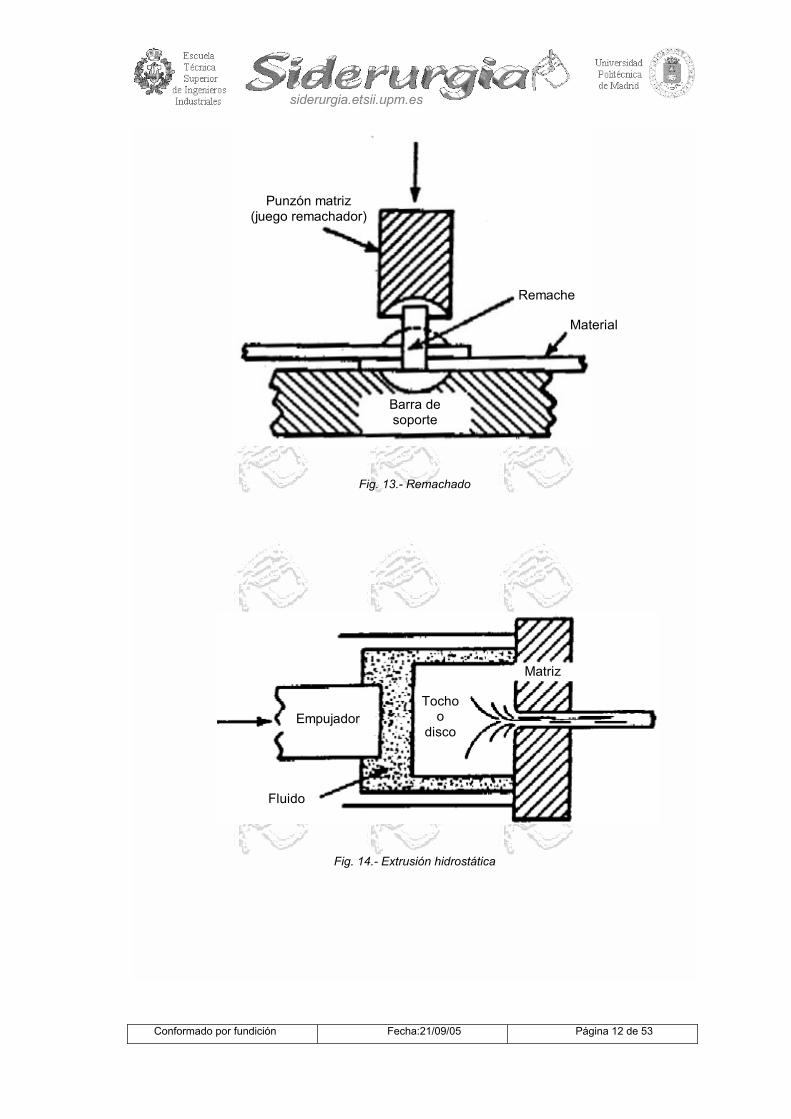
Punzón matriz (juego remachador)
Barra de soporte
Remache
Material
Fig. 13.- Remachado
Empujador
Fluido
Matriz
Tocho o
disco
Fig. 14.- Extrusión hidrostática

Conformado por fundición Fecha:21/09/05 Página 13 de 53
siderurgia.etsii.upm.es
Extrusión
Extrusión
Disco
Disco
Matriz
Matriz
Punzón empujador
Punzón empujador
(a)
(b)
Fig. 15.- Extrusión por impacto. (a) Inversa; (b) Hacia adelante
Fig. 16.- Plegadora de barra
Calibre o tope
Lámina de metal
Hoja dobladora
Metal
Conformado por fundición Fecha:21/09/05 Página 14 de 53
siderurgia.etsii.upm.es
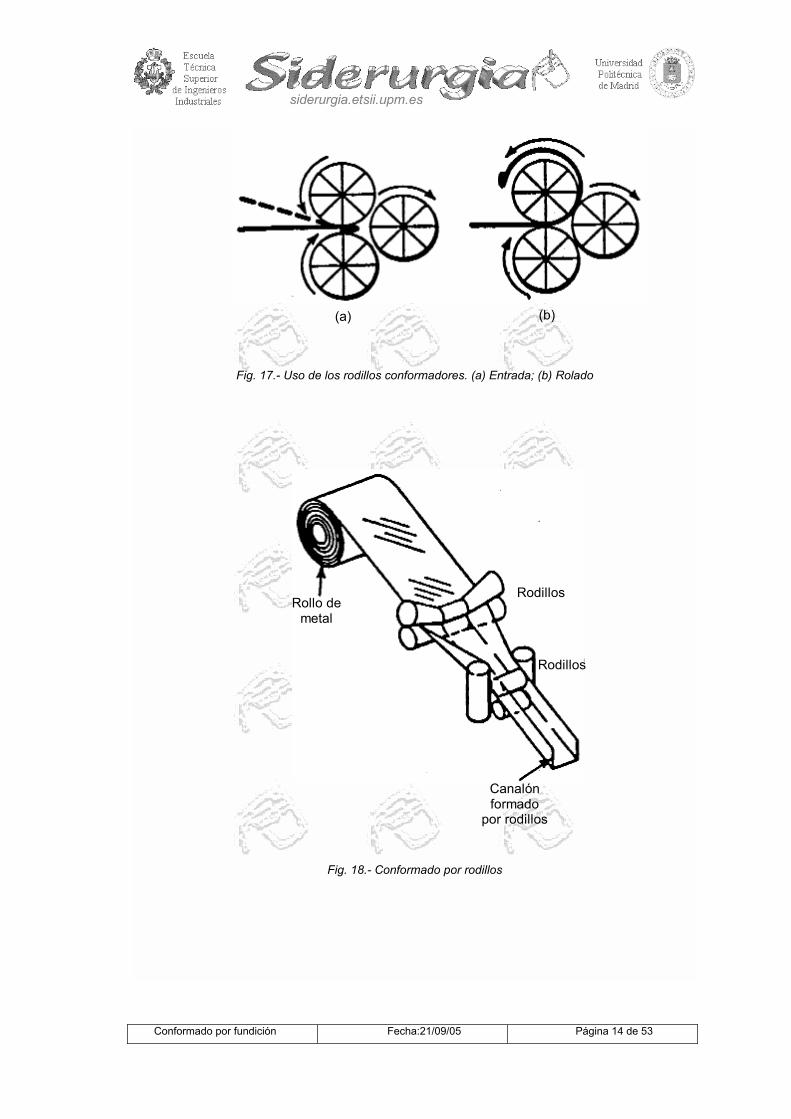
(a) (b)
Fig. 17.- Uso de los rodillos conformadores. (a) Entrada; (b) Rolado
Rollo de metal
Canalón formado
por rodillos
Rodillos
Rodillos
Fig. 18.- Conformado por rodillos
Conformado por fundición Fecha:21/09/05 Página 15 de 53
siderurgia.etsii.upm.es
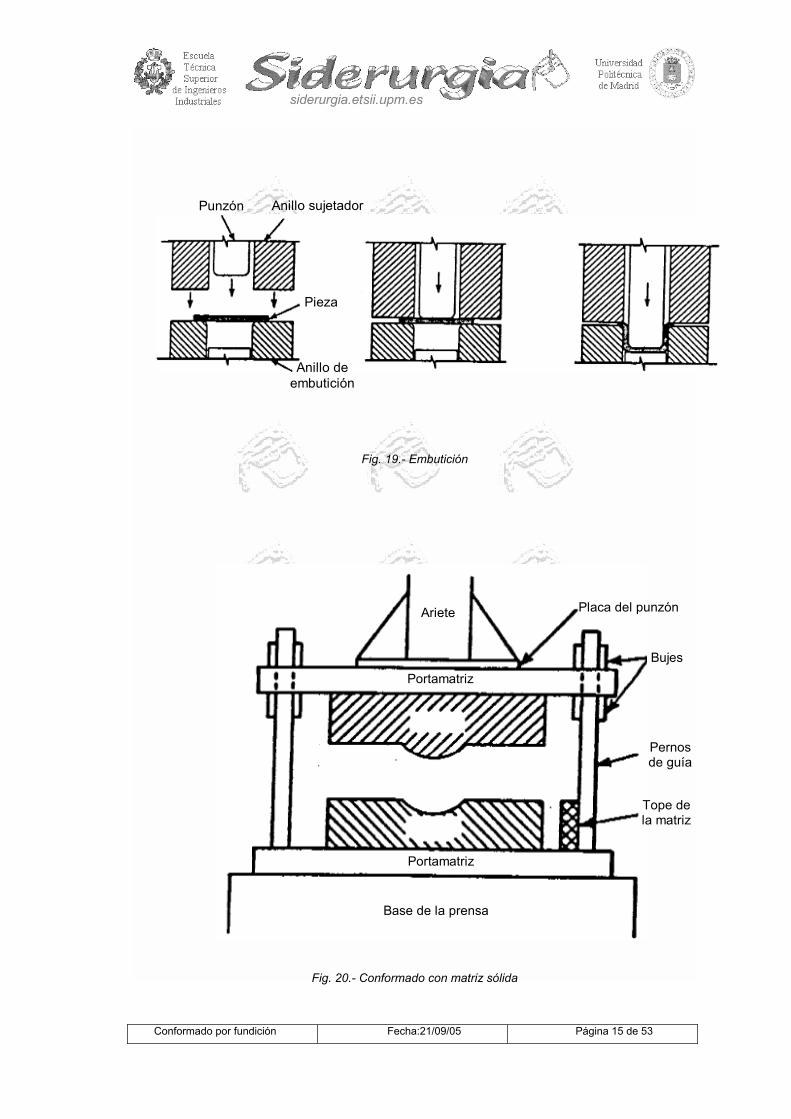
Punzón
Pieza
Anillo sujetador
Anillo de embutición
Fig. 19.- Embutición
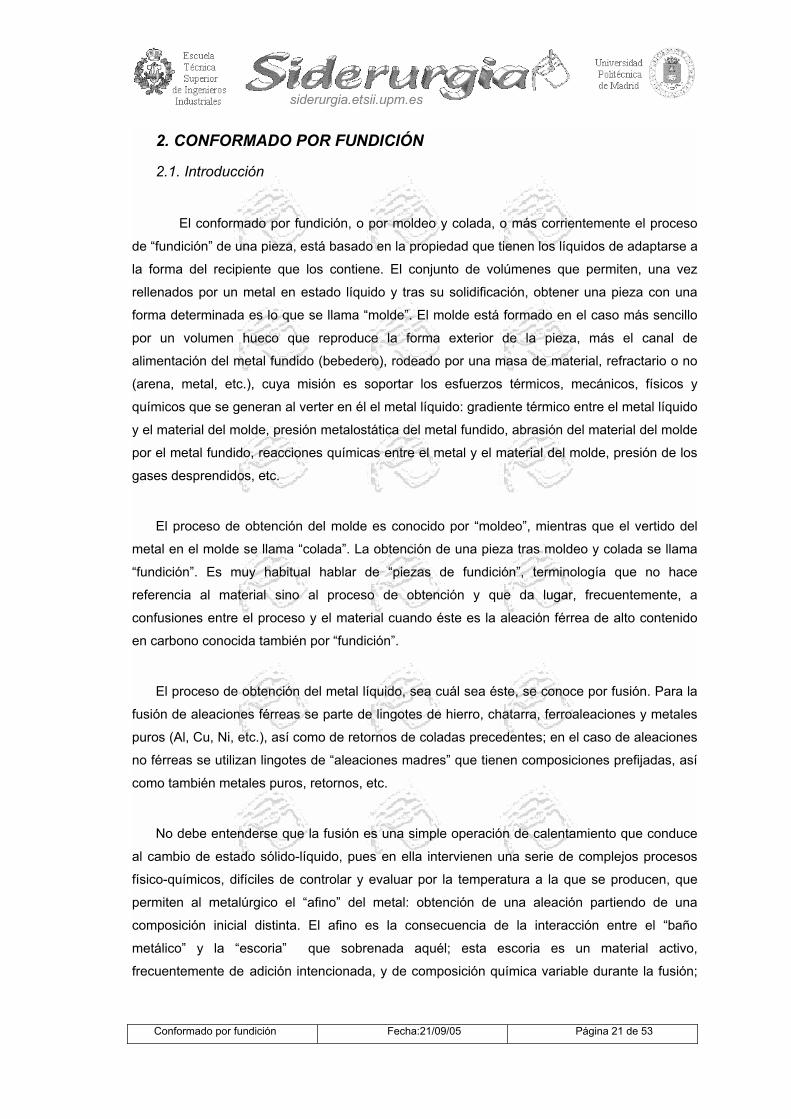
Ariete Placa del punzón
Portamatriz
Portamatriz
Base de la prensa
Tope de la matriz
Pernos de guía
Bujes
Fig. 20.- Conformado con matriz sólida

Conformado por fundición Fecha:21/09/05 Página 16 de 53
siderurgia.etsii.upm.es
Ariete
Caucho
Pieza de material
Bloque conformador
Antes del conformado
Conformado
Fig. 21.- Proceso de conformado de Guerin
Fluido hidráulico
Mesa deslizante
Antes de conformar Conformado
Bloque conformador
Ariete
Neopreno
Caucho
Pieza de material
Fig. 22.- Proceso de conformar de Verson-Wheenlon

Conformado por fundición Fecha:21/09/05 Página 17 de 53
siderurgia.etsii.upm.es
Antes de conformar Conformado
Aceite hidráulico
Punzón
Pistón
Caucho o hule
Pieza de material
Fig. 23.- Proceso de Marconformado
Entrada de aceite
Antes de conformar
Punzón Diafragma de caucho
Pieza de material
Conformado
Fig. 24.- Proceso de hidroconformado

Conformado por fundición Fecha:21/09/05 Página 18 de 53
siderurgia.etsii.upm.es
Metal Metal Metal
Hoja inferior
Zona de cizallado
Hoja superior
Fig. 25.- Acción cizallante. (a) Deformación plástica; (b) Cizallado; (c) Fractura
Metal
Punzón
Bloque matriz
Pieza troquelada
Punzón
Bloque matriz
Pieza perforada
Punzonadura
(c)
(b)
(a)
Fig. 26.- Operación sencilla, operación de dos estaciones de perforar y cortar a troquel (arandela
troquelada). (a) Pieza cortada a troquel; (b) Perforado; (c) Parte terminada-arandela cortada

Conformado por fundición Fecha:21/09/05 Página 19 de 53
siderurgia.etsii.upm.es
Vacío Matriz
Fuerza Carga
Reflector
Sello de caucho
Sujetadores
Pieza de trabajo
Fig. 27.- Conformado por explosivos con un reflector parabólico (matriz cerrada).
Banco de
capacitores
Dispositivo de encendido
Fluido de transferencia
Pieza de trabajo
Sello
Vacío Matriz
Fig. 28.- Conformado electrohidráulico de alta velocidad

Conformado por fundición Fecha:21/09/05 Página 20 de 53
siderurgia.etsii.upm.es
Pieza de trabajo
Bobina
Matriz
Fig. 29.- Conformado electromagnético
Acetileno
Aire comprimido
y seco
Orificio de control
Recipiente del polvo
Medidor de flujo
Gatillo
Válvulas
Oxígeno
Acetileno Oxígeno
Válvulas
Gatillo
Recipiente para el polvo
Boquilla del soplete
Cuerpo del soplete
(a)
(b)
Fig. 30.- Sistema de rociado con metal en polvo. (a) Sistema de presión; (b) Sistema sin presión
Conformado por fundición Fecha:21/09/05 Página 21 de 53
siderurgia.etsii.upm.es
2. CONFORMADO POR FUNDICIÓN
2.1. Introducción
El conformado por fundición, o por moldeo y colada, o más corrientemente el proceso
de “fundición” de una pieza, está basado en la propiedad que tienen los líquidos de adaptarse a
la forma del recipiente que los contiene. El conjunto de volúmenes que permiten, una vez
rellenados por un metal en estado líquido y tras su solidificación, obtener una pieza con una
forma determinada es lo que se llama “molde”. El molde está formado en el caso más sencillo
por un volumen hueco que reproduce la forma exterior de la pieza, más el canal de
alimentación del metal fundido (bebedero), rodeado por una masa de material, refractario o no
(arena, metal, etc.), cuya misión es soportar los esfuerzos térmicos, mecánicos, físicos y
químicos que se generan al verter en él el metal líquido: gradiente térmico entre el metal líquido
y el material del molde, presión metalostática del metal fundido, abrasión del material del molde
por el metal fundido, reacciones químicas entre el metal y el material del molde, presión de los
gases desprendidos, etc.
El proceso de obtención del molde es conocido por “moldeo”, mientras que el vertido del
metal en el molde se llama “colada”. La obtención de una pieza tras moldeo y colada se llama
“fundición”. Es muy habitual hablar de “piezas de fundición”, terminología que no hace
referencia al material sino al proceso de obtención y que da lugar, frecuentemente, a
confusiones entre el proceso y el material cuando éste es la aleación férrea de alto contenido
en carbono conocida también por “fundición”.
El proceso de obtención del metal líquido, sea cuál sea éste, se conoce por fusión. Para la
fusión de aleaciones férreas se parte de lingotes de hierro, chatarra, ferroaleaciones y metales
puros (Al, Cu, Ni, etc.), así como de retornos de coladas precedentes; en el caso de aleaciones
no férreas se utilizan lingotes de “aleaciones madres” que tienen composiciones prefijadas, así
como también metales puros, retornos, etc.
No debe entenderse que la fusión es una simple operación de calentamiento que conduce
al cambio de estado sólido-líquido, pues en ella intervienen una serie de complejos procesos
físico-químicos, difíciles de controlar y evaluar por la temperatura a la que se producen, que
permiten al metalúrgico el “afino” del metal: obtención de una aleación partiendo de una
composición inicial distinta. El afino es la consecuencia de la interacción entre el “baño
metálico” y la “escoria” que sobrenada aquél; esta escoria es un material activo,
frecuentemente de adición intencionada, y de composición química variable durante la fusión;
Conformado por fundición Fecha:21/09/05 Página 22 de 53
siderurgia.etsii.upm.es
no es, por tanto, como se piensa habitualmente, un producto de desecho formado por las
impurezas contenidas en la materia prima. El proceso de fundición de una pieza conlleva una serie de operaciones que se indican en
el esquema siguiente; en adelante para el estudio del proceso se seguirá el orden allí indicado.
2.2. Moldes y modelos.
Para obtener el molde es preciso disponer de una reproducción de la forma exterior de la
pieza, esta reproducción se llama modelo.
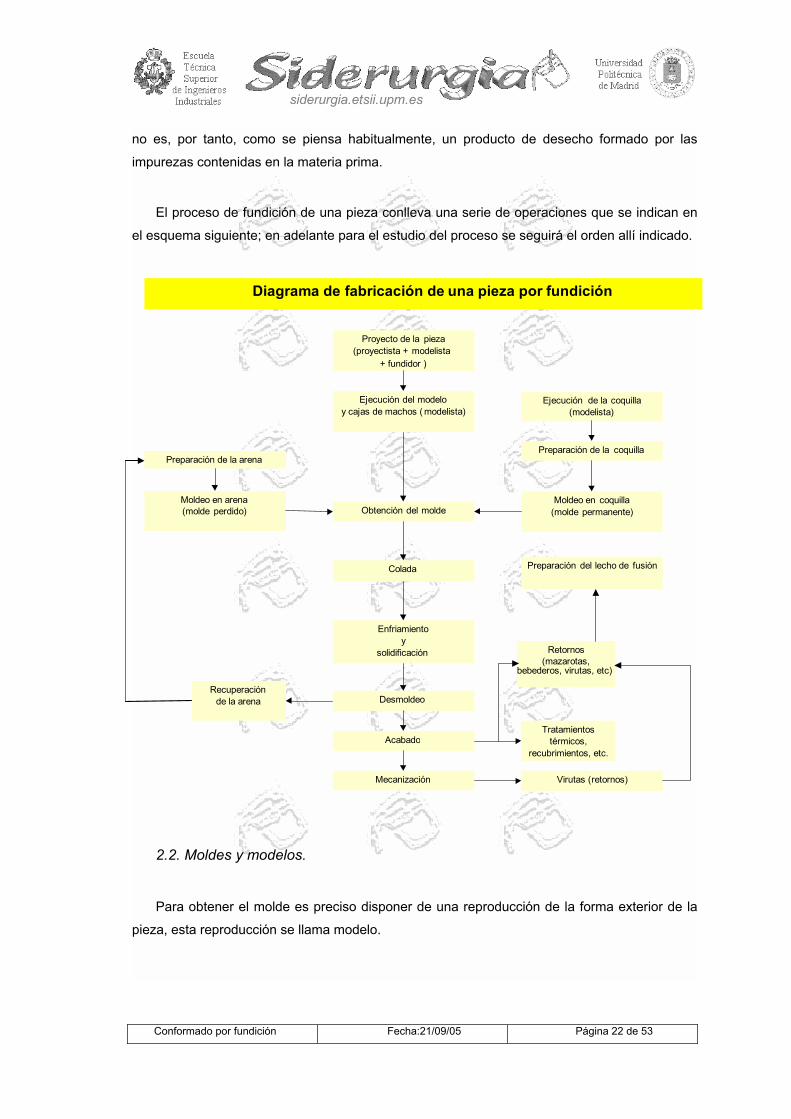
Diagrama de fabricación de una pieza por fundición
Proyecto de la pieza(proyectista + modelista
Ejecución del modeloy cajas de machos ( modelista)
Ejecución de la coquilla ( modelista)
Preparación de la coquilla Preparación de la arena
Obtención del moldeMoldeo en coquilla
(molde permanente) Moldeo en arena ( molde perdido)
Colada Preparación del lecho de fusión
Enfriamientoy
solidificación
Recuperación de la arena
Acabado
Mecanización
Desmoldeo
Virutas ( retornos)
Tratamientos térmicos,
recubrimientos, etc.
Retornos (mazarotas,
bebederos, virutas, etc)
+ fundidor )

Conformado por fundición Fecha:21/09/05 Página 23 de 53
siderurgia.etsii.upm.es
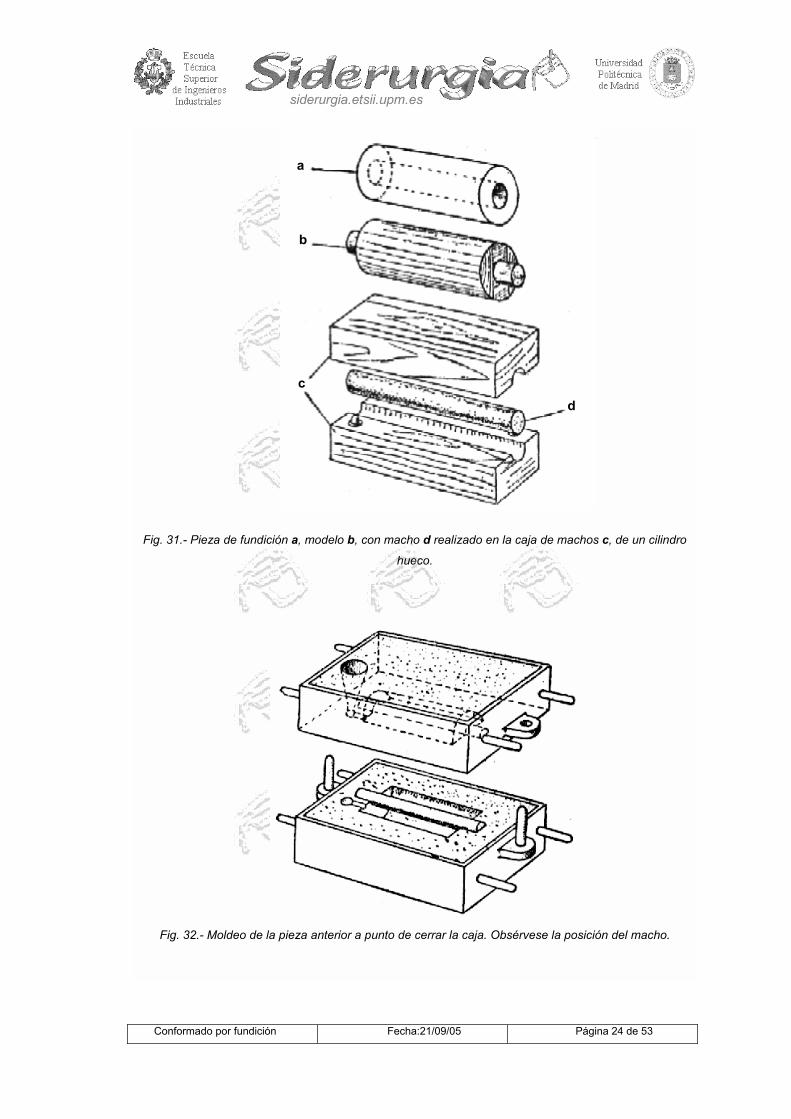
En el caso de la pieza “a” representada en la figura 31 si se considera sólo la superficie
exterior cilíndrica se necesitará un modelo como el “b”, llamado modelo externo pues sólo
permite reproducir la superficie exterior de la pieza.
El modelo externo permite obtener en el material de moldeo (usualmente arena) una huella
que es la reproducción en negativo de la superficie exterior de la pieza; ahora bien, si se quiere
obtener la pieza directamente con el agujero pasante se necesitará disponer en dicha huella
una pieza maciza de morfología exterior igual a la del agujero, que evite que el metal líquido lo
rellene. Esta pieza maciza situada en el interior del molde se llama “macho”, mientras que las
zonas del molde sobre las que se asienta el macho se llaman “porteas”.
Es lógico pensar que las solicitaciones a las que está sometido el macho (térmicas,
mecánicas, abrasivas, etc.) sean incluso más exigentes que a las que está sometida la huella
creada por el modelo exterior: es decir, si para metales o aleaciones de punto de fusión
superior a los 1.100ºC es obligado el empleo de materiales de moldeo de alta refractariedad,
como la arena, para la fabricación de machos se emplea igual material pero con aún mayores
exigencias de calidad.
Para obtener el macho se necesita un modelo, llamado modelo interno, que en esencia es
similar al modelo externo: lo que en modelos externos es macizo es hueco en los modelos
internos, reproduciendo ambos la superficie exterior de la pieza y el macho, respectivamente.
Los modelos internos son, por tanto, un volumen macizo que rodea a uno hueco, siendo la
forma de éste igual a la del hueco que debe existir en la pieza.
En el caso de la figura 31 el volumen macizo es el “c”, llamado caja de machos, mientras
que el volumen hueco es el macho “d”, fabricado en arena, de igual volumen que el agujero
pasante de la pieza fundida “a”. En la figura 32 se aprecia el molde que permitiría obtener dicha
pieza. Existen, por tanto, dos tipos de modelos:
• Modelos externos o modelos propiamente dichos
• Modelos internos o cajas de machos
Conformado por fundición Fecha:21/09/05 Página 24 de 53
siderurgia.etsii.upm.es
b
c d
a
Fig. 31.- Pieza de fundición a, modelo b, con macho d realizado en la caja de machos c, de un cilindro
hueco.
Fig. 32.- Moldeo de la pieza anterior a punto de cerrar la caja. Obsérvese la posición del macho.

Conformado por fundición Fecha:21/09/05 Página 25 de 53
siderurgia.etsii.upm.es
Se ha visto que los materiales que componen el molde deben resistir unas determinadas
solicitaciones y, de entre ellas, las térmicas son, quizás, las más importantes. En el caso de
aleaciones de punto de fusión superior a 1.100ºC el moldeo convencional no permite otros
materiales distintos a la arena silícea como se verá más adelante. Sin embargo, para
aleaciones de menor punto de fusión (aluminio, magnesio, cinc, etc.) es posible el empleo de
moldes metálicos, refrigerados o no, llamados coquillas.
Las coquillas metálicas equivalen a lo que en el moldeo en arena es el molde, es decir,
incorporan tanto la superficie exterior como la interior de la pieza. Estas coquillas metálicas son
un molde permanente que permite la obtención de piezas en grandes series con bajo coste por
pieza. Por supuesto, el coste de fabricación de la coquilla es muy alto y sólo se justifica tras un
estudio económico detallado de las piezas a fundir. Estas coquillas son igualmente utilizables
en el moldeo de materiales no metálicos y encuentran una gran aplicación en el caso de los
plásticos.
Tanto en el moldeo con molde perdido (arena) como con molde permanente (coquilla) es
siempre fundamental el coste final de la pieza fundida, por lo que la optimización del molde es
esencial en ambos casos; es habitual que para piezas pequeñas los moldes permitan obtener
no una sino un conjunto de piezas idénticas, en estos casos se habla de moldeo en “racimos”.
La definición del racimo (número de piezas óptimo por molde) es un interesante problema de
fundición con implicaciones técnicas más allá de las puramente económicas.
Al hablar de coquillas como molde permanente, refrigeradas o no según las solicitaciones
térmicas, se hace referencia realmente a moldes de fundición y no a coquillas de obtención de
semiproductos laminados (colada continua de acero, colada horizontal de aleaciones de cobre,
etc.), que sólo son recipientes en los que el metal líquido sufre una solidificación más o menos
superficial suficiente para permitir su arrastre por medios mecánicos exteriores. Estos moldes
no son verdaderas coquillas de fundición en cuanto que en ellas no se obtienen más que
semiproductos largos (perfiles, redondos, etc.) de formas simples.
Desde el punto de vista del moldeo puede hablarse, por tanto, de:
• Moldeo con molde perdido (moldeo en arena)
• Moldeo con molde permanente (moldeo en coquilla)
Uno y otro tipo de moldeo no sólo difieren en cuanto a los metales a los que se aplica,
proceso, coste, grado de acabado, etc., sino a las propiedades mecánicas de la pieza obtenida

Conformado por fundición Fecha:21/09/05 Página 26 de 53
siderurgia.etsii.upm.es
que dependen, a través de ciertas variables metalúrgicas, de las diferentes velocidades de
enfriamiento obtenidas en ambos casos. Por ello las piezas obtenidas en coquilla presentan
propiedades mecánicas superiores a las obtenidas por moldeo en arena aún cuando las
composiciones químicas son iguales.
En el caso de moldes permanentes, y mucho más raramente en el de moldes perdidos,
encuentra aplicación la llamada “fundición a presión” o “fundición inyectada”. Este tipo de
proceso se caracteriza por la sobrepresión aplicada al metal fundido con objeto de facilitar el
llenado óptimo del molde. Es claro que en moldes de cierto tamaño y formas complicadas, el
simple llenado por gravedad puede ser insuficiente; en estos casos el metal líquido se inyecta a
presión más o menos elevada en el molde, facilitando la obtención de piezas sanas. Este tipo
de fundición ha encontrado gran aplicación en aleaciones de bajo punto de fusión (Al, Zn, Mg,
etc.) y en materiales no metálicos.
Una variedad interesante, intermedia entre la fundición por gravedad y la fundición a
presión o inyectada, es la fundición centrifugada. En este proceso la sobrepresión no se aplica
al metal antes de entrar en el molde, sino que el giro del propio molde induce sobre el metal
una fuerza centrífuga que le obliga a solidificar según una geometría cilíndrica. Esta técnica es
la de mayor utilización en el caso de fabricación de tuberías, cilindros, camisas, etc., y en
general piezas cilíndricas de paredes más o menos estrechas en relación a su longitud, difíciles
de obtener por fundición por gravedad, y que trabajan sometidas a presión.
El molde en la fundición centrifugada es permanente, aunque requiera mayores atenciones
durante la fabricación que la coquilla metálica, estando formado por un tubo con el extremo
cerrado por un tapón refractario sobre el que se deposita por gunitado (proyección a alta
velocidad) una masa de material refractario de espesor acorde con el de la pieza a obtener.
Este gunitado es indispensable entre colada y colada y, para facilitar el mantenimiento de la
geometría cilíndrica del molde, se efectúa siempre con éste en movimiento.
La alta velocidad de enfriamiento del metal induce, igual que en el caso del moldeo en
coquilla, unas superiores propiedades mecánicas con respecto al moldeo por gravedad.
Conformado por fundición Fecha:21/09/05 Página 27 de 53
siderurgia.etsii.upm.es
I
C
P
B
J K
E E Q
K
H
L M N
X W
R
T
S
U
W
D
G
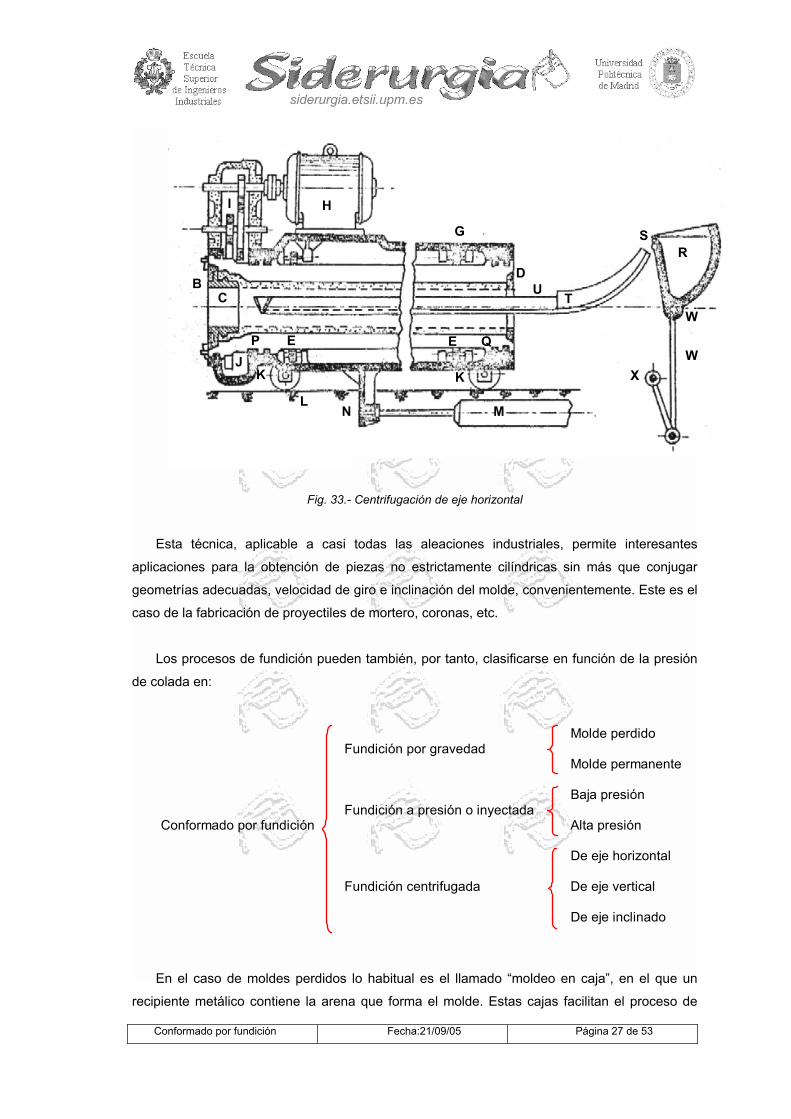
Fig. 33.- Centrifugación de eje horizontal
Esta técnica, aplicable a casi todas las aleaciones industriales, permite interesantes
aplicaciones para la obtención de piezas no estrictamente cilíndricas sin más que conjugar
geometrías adecuadas, velocidad de giro e inclinación del molde, convenientemente. Este es el
caso de la fabricación de proyectiles de mortero, coronas, etc.
Los procesos de fundición pueden también, por tanto, clasificarse en función de la presión
de colada en:
Molde perdido Fundición por gravedad Molde permanente Baja presión Fundición a presión o inyectada Conformado por fundición Alta presión De eje horizontal Fundición centrifugada De eje vertical De eje inclinado
En el caso de moldes perdidos lo habitual es el llamado “moldeo en caja”, en el que un
recipiente metálico contiene la arena que forma el molde. Estas cajas facilitan el proceso de

Conformado por fundición Fecha:21/09/05 Página 28 de 53
siderurgia.etsii.upm.es
moldeo aunque supongan un gasto más, no desdeñable a veces, pero contribuyen de forma
sustancial a soportar las presiones metalostáticas que podrían originar la rotura del molde sin
ellas.
Fig. 34.- Caja de moldeo
Para piezas de tamaño medio o pequeño en grandes series, el coste de inversión y
mantenimiento de las cajas puede justificar el llamado “moldeo en mota”. Las motas son
moldes de arena que no requieren, por sus características mecánicas, la caja de moldeo. Sin
embargo, la obtención de la mota se hace mediante la caja de moldeo, retirándose ésta a
continuación. Este moldeo en mota es muy apropiado para altas cadencias de fabricación que
requerirán grandes inversiones en cajas de moldeo, aunque la calidad de la arena de moldeo
debe ser superior a la del moldeo en caja para garantizar la suficiente resistencia mecánica del
molde.
En el caso de piezas de gran tamaño se practica el llamado “moldeo en fosa”. El suelo del
taller de fundición próximo a la zona de colada, invariablemente de arena y llamado “playa”, es
convenientemente acondicionado el propio molde, estando cerrado su parte superior por una
caja metálica o un bastidor de obra. El molde se prepara sobre una capa porosa destinada a
expulsar, mediante tubos adecuados, los gases formados durante la colada al exterior (figura
35).
Conformado por fundición Fecha:21/09/05 Página 29 de 53
siderurgia.etsii.upm.es
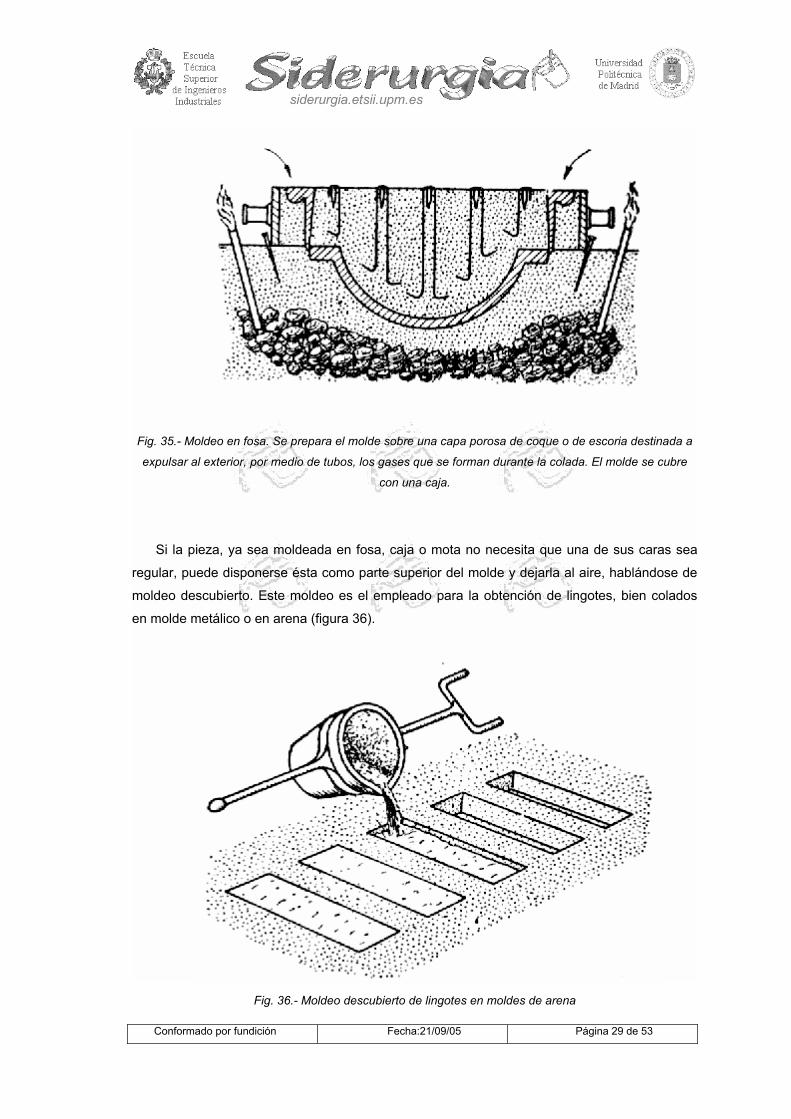
Fig. 35.- Moldeo en fosa. Se prepara el molde sobre una capa porosa de coque o de escoria destinada a
expulsar al exterior, por medio de tubos, los gases que se forman durante la colada. El molde se cubre
con una caja.
Si la pieza, ya sea moldeada en fosa, caja o mota no necesita que una de sus caras sea
regular, puede disponerse ésta como parte superior del molde y dejarla al aire, hablándose de
moldeo descubierto. Este moldeo es el empleado para la obtención de lingotes, bien colados
en molde metálico o en arena (figura 36).
Fig. 36.- Moldeo descubierto de lingotes en moldes de arena
Conformado por fundición Fecha:21/09/05 Página 30 de 53
siderurgia.etsii.upm.es
Moldeo en caja Moldeo en mota Molde perdido Moldeo Moldeo en fosa Moldeo descubierto Molde permanente (coquilla)
Desde el punto de vista del moldeo pueden, por tanto, distinguirse los siguientes tipos:
Hasta ahora se ha hecho referencia a los moldes perdidos y permanentes y a las
variedades de los procesos de fundición y moldeo, en función siempre del tipo de molde
utilizado. Se ha visto que para la confección de los moldes perdidos era necesario la utilización
de modelos externos e internos (caja de machos) y que los moldes permanentes (coquillas)
son en sí moldes y modelos al tiempo.
A continuación se estudian con más detalle los modelos externos para el moldeo con
molde perdido, dada la importancia de éste con respecto a los otros tipos de moldeo.
Enteros Naturales Partidos Modelos externos De esqueleto o armazón Simplificados De terraja De plantilla
En primer lugar pueden clasificarse los modelos externos en cuanto a su similitud con la
geometría exterior de la pieza a obtener, hablándose de:
Los modelos naturales son los que presentan igual superficie exterior que la pieza,
independientemente de que ésta contenga volúmenes huecos en su interior que precisen la
disposición de machos adecuados. Lo más habitual es que estos modelos sean partidos, es
decir, divididos por una sección máxima que proporcione la mayor simetría posible. En los
casos de modelo natural partido cada parte puede disponerse sobre una placa, llamada “placa
Conformado por fundición Fecha:21/09/05 Página 31 de 53
siderurgia.etsii.upm.es
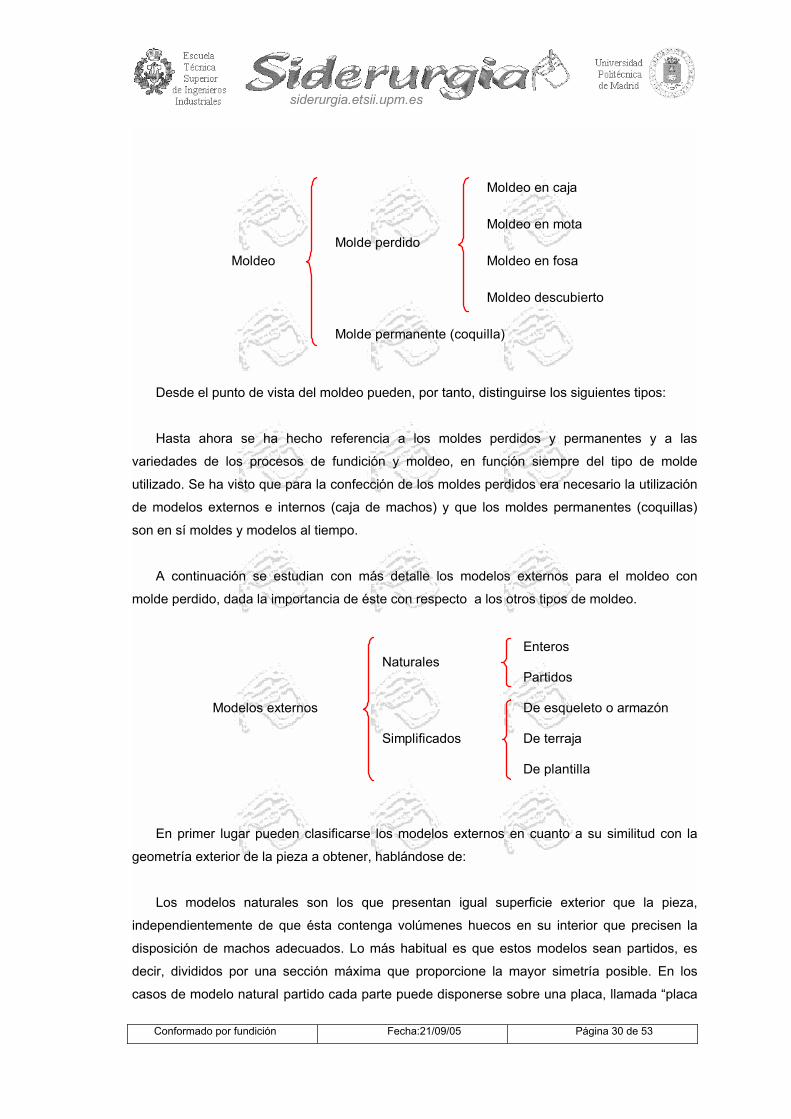
modelo”, que permite el moldeo independiente de ambos semimodelos. La unión de los dos
semimoldes permite obtener el molde definitivo. Naturalmente ambos semimoldes confrontan
perfectamente por las referencias fijas existentes en las dos placas modelos (figura 37).
Fig. 37.- Semimodelo sobre placa modelo
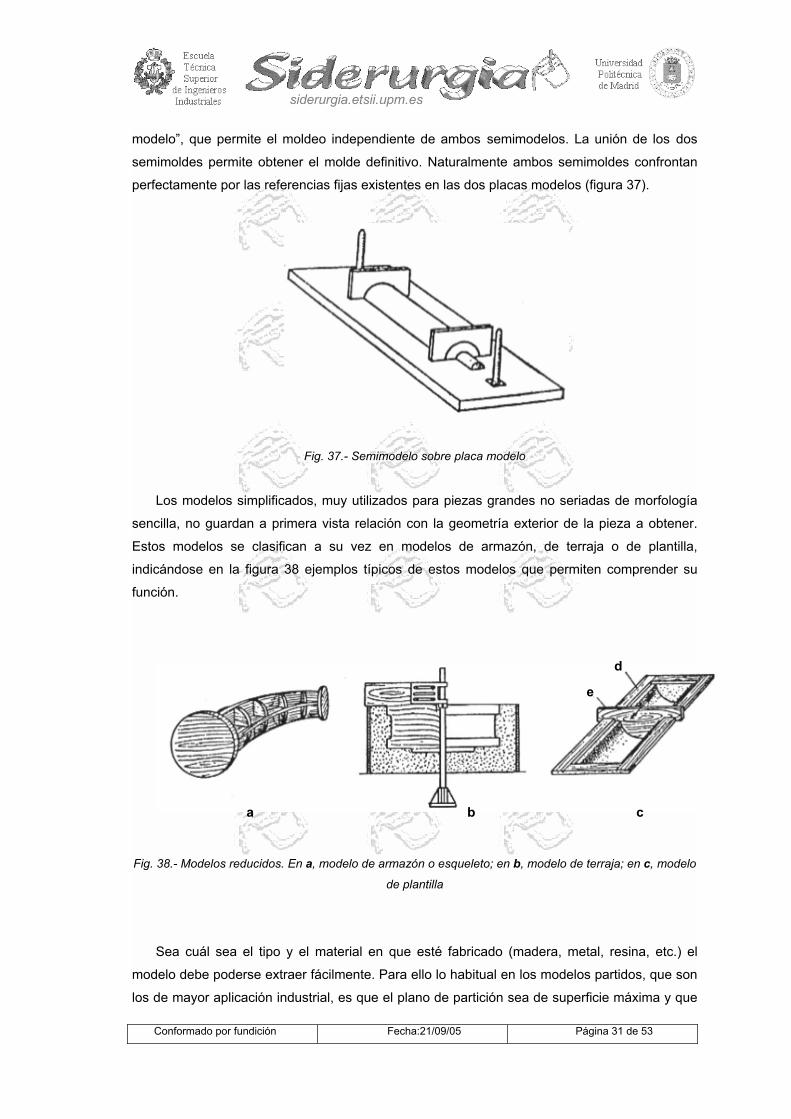
Los modelos simplificados, muy utilizados para piezas grandes no seriadas de morfología
sencilla, no guardan a primera vista relación con la geometría exterior de la pieza a obtener.
Estos modelos se clasifican a su vez en modelos de armazón, de terraja o de plantilla,
indicándose en la figura 38 ejemplos típicos de estos modelos que permiten comprender su
función.
b
e
d
c a
Fig. 38.- Modelos reducidos. En a, modelo de armazón o esqueleto; en b, modelo de terraja; en c, modelo
de plantilla
Sea cuál sea el tipo y el material en que esté fabricado (madera, metal, resina, etc.) el
modelo debe poderse extraer fácilmente. Para ello lo habitual en los modelos partidos, que son
los de mayor aplicación industrial, es que el plano de partición sea de superficie máxima y que

Conformado por fundición Fecha:21/09/05 Página 32 de 53
siderurgia.etsii.upm.es
las secciones tengan un ligero ángulo de inclinación llamado “salida” para evitar el arrastre del
material del molde.
β β
β β
β β
ββ
c
c
c
b
m
ma
a
b
b
b
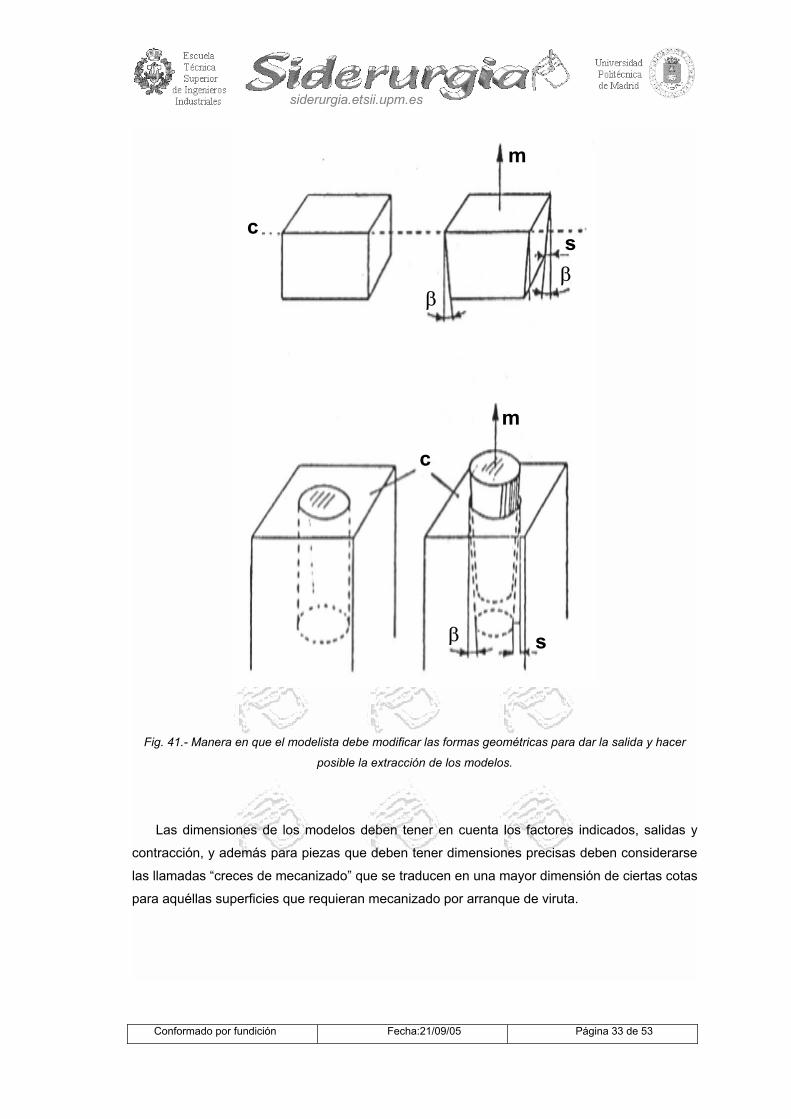
La necesidad de la “salida” obliga a que la forma de una pieza fundida sea ligeramente
distinta a la definitiva, así una sección rectangular debe hacerse trapezoidal y una cilíndrica
debe ser cónica (figura 41). Estas salidas son del orden del grado y crecientes con la altura del
modelo y cuando es preciso que la pieza definitiva responda a una morfología precisa se
eliminan por mecanizado posterior de la pieza.
Por otro lado la contracción que supone la disminución de temperatura desde la de colada
a la ambiente, obliga a tener en cuenta en el proyecto del modelo dicha variación dimensional.
Esta contracción es la suma de tres contracciones distintas: una originada por la disminución
de temperatura desde la de colada a la de solidificación de la aleación, otra debida al cambio
de estado (llamada contracción de solidificación) y una última motivada por la disminución de
temperatura en el estado sólido. Esta contracción total es variable de unas aleaciones a otras
y, en general, es difícil de calcular siendo muchas las variables que intervienen (configuración
de las piezas y moldes, forma de colada, composición del metal, etc.) lo que se traduce en que,
incluso para una misma aleación, la contracción sea distinta de unos casos a otros. En general,
la contracción puede ser desde prácticamente nula a valores de hasta 20 mm/m para ciertos
aceros.
Fig. 39.- Significado de la salida: b
son las dos partes del molde; m, la
dirección de desmodelado
Fig. 40.- El molde está abierto y el modelo
ha sido extraído
Conformado por fundición Fecha:21/09/05 Página 33 de 53
siderurgia.etsii.upm.es
m
m
c
s
s β
β
β
c
Fig. 41.- Manera en que el modelista debe modificar las formas geométricas para dar la salida y hacer
posible la extracción de los modelos.
Las dimensiones de los modelos deben tener en cuenta los factores indicados, salidas y
contracción, y además para piezas que deben tener dimensiones precisas deben considerarse
las llamadas “creces de mecanizado” que se traducen en una mayor dimensión de ciertas cotas
para aquéllas superficies que requieran mecanizado por arranque de viruta.

Conformado por fundición Fecha:21/09/05 Página 34 de 53
siderurgia.etsii.upm.es
a
Fig. 42.- En la superficie que haya de ser mecanizada deberá dejarse cierto espesor suplementario de
metal.
La experiencia es pues fundamental en el diseño y fabricación del modelo y exige una
estrecha colaboración entre el proyectista de la pieza, el modelista, el fundidor y el técnico de
mecanizado, si se quiere optimizar costes y garantizar piezas fundidas sanas con un mínimo de
rechazos.
2.3. Arenas de fundición
Aunque hay procesos de fundición que no requieren el empleo de arena, ésta sigue siendo
el elemento fundamental en la mayor parte de los procesos industriales.
Las arenas de fundición están formadas fundamentalmente por partículas de sílice y
pueden ser naturales, con un aglomerante arcilloso entre el 5 y el 20%, o bien arenas sintéticas
que prácticamente han desplazado a las anteriores por sus muy superiores calidades y
facilidad de control.
Las arenas naturales se encuentran en la naturaleza con cantidades muy diversas de
arcilla (SiO4HAl · ½ H2O) como aglomerante natural, y con granulometrías muy variables lo que
se traduce en una deficiente permeabilidad a los gases producidos durante la colada y el
peligro de aparición de defectos. Estas arenas, prácticamente en desuso en las fundiciones de
piezas de calidad, requieren la adición de un 5-8% de agua para su correcta aglomeración. Las arenas sintéticas son arenas naturales lavadas y tamizadas con objeto de eliminar
materias contaminantes como carbonatos, feldespatos, cloruros, etc., que disminuyen

Conformado por fundición Fecha:21/09/05 Página 35 de 53
siderurgia.etsii.upm.es
fuertemente la refractariedad de la arena. El tamizado tiene por objeto homogeneizar la
granulometría mejorando con ello la permeabilidad.
Estas arenas sintéticas no precisan más del 3-5% de aglomerante que es ahora una
variedad de arcilla llamada bentonita. El excelente poder de aglomeración de la bentonita con
respecto a la arcilla se traduce en una menor proporción de agua (3-4%) y, por tanto, en una
mayor refractariedad de la arena.
Por último, existen arenas constituidas por cuarzo triturado con granulometría muy
homogénea que no se aglomeran con materias naturales como la arcilla o la bentonita y que se
utilizan en procesos de moldeo con aglutinantes artificiales como se verá posteriormente. Estas
arenas reciben el nombre de “arenas químicas”.
Además de la clasificación de las arenas en cuanto a las características del aglomerante
(naturales, sintéticas y químicas), también pueden clasificarse en función de la composición de
la propia arena:
- Arena silícea (SiO2)
- Arena de zirconio (silicato de zirconio)
- Olivino (silicato de magnesio)
- Chamota (65% SiO2 – 35% Al2O3)
La arena silícea es la más utilizada, mientras que los otros tipos tienen aplicación cuando
se requiere una mayor refractariedad (arena de zirconio) o bien un pH neutro o básico para
evitar reacciones entre el metal y la arena del molde (olivino, etc.).
La granulometría de la arena es decisiva en el acabado de las piezas fundidas mejorando
éste con las arenas de grano fino. El índice AFA indica el número de mallas por pulgada del
tamiz. Índices inferiores a 50 AFA indican arenas de grano grueso, aunque este índice no
representa el tamaño real de la arena. Normalmente el 80% del peso total de arena se
considera que está en 4 tamices.
Tan importante como la granulometría es la morfología de la arena. Un factor de forma
igual a uno indica arenas de granos esféricos, mientras que las arenas de granos angulosos
tienen factores de forma superiores a la unidad. Las arenas esferoidales proporcionan la mayor
permeabilidad mientras que las arenas de granos mixtos son las más perjudiciales, sobre todo
si además la granulometría es variable y los granos finos taponan los intersticios existentes
entre los granos gruesos.

Conformado por fundición Fecha:21/09/05 Página 36 de 53
siderurgia.etsii.upm.es
Las características de la arena también influyen en el tiempo necesario para la
aglomeración y la cantidad de aglomerante. Las arenas angulares necesitan mayor cantidad de
aglomerante, y un menor tamaño aumenta el tiempo necesario para la correcta aglomeración.
La importancia de la preparación de la arena en el proceso de moldeo impone un control
permanente. Los ensayos normalizados de las arenas de fundición son muy numerosos
destacando los siguientes:
- Granulometría
- Humedad
- Cantidad de aglomerante
- Permeabilidad
- Refractariedad
- pH
- Ensayos mecánicos (compresión, tracción, cizalladura, flexión, etc.)
- Ensayos de fluidez (Ensayo Kyle)
- Ensayo de tenacidad (índice shatter)
- Etc.
En ocasiones a las arenas de fundición, especialmente las de menor calidad, se añaden
aditivos con fines específicos: polvo de hulla (mejor acabado superficial); almidones, harina de
maíz, dextrina (producir atmósferas reductoras); breas, asfaltos y harinas de madera (mejorar
fluidez y porosidad); etc.
Dada la importancia de la arena en el proceso de fundición la preparación adecuada de
ésta se realiza en la llamada “Planta de preparación y recuperación de arenas”. En primer lugar
se distingue entre la “arena de contacto” y la “arena de relleno”. La primera es, como su
nombre indica, la que tiene contacto directo con el modelo y, por tanto, con el metal fundido,
mientras que la segunda completa el molde. Lógicamente la arena de contacto requiere
mejores propiedades que la de relleno y su preparación es más cuidadosa.
En contacto con el metal fundido y tanto más cuanto mayor sea la temperatura de colada la
arena sufre dos tipos de efectos fundamentalmente: rotura de los granos y pérdida de poder
aglomerante por calcinación del aglutinante independientemente de su naturaleza (arcilla,
bentonita, aglutinantes químicos, etc.).
La preparación de la arena requiere restituir sus propiedades iniciales: granulometría,
permeabilidad, resistencia mecánica, etc. Para ello la arena utilizada previamente sufre una
Conformado por fundición Fecha:21/09/05 Página 37 de 53
siderurgia.etsii.upm.es
serie de procesos de tipo mecánico y físicos: desterronado, cribado, eliminación de partículas
metálicas y de polvo, adición y dosificación de aglutinante y aditivos, restitución de humedad,
mezclado, etc. Al final de estos procesos, que pueden incluir en el caso de aglomeración con
agentes químicos el quemado de los restos de aquéllos en la arena usada, la arena es
transportada mecánica o neumáticamente a la nave de moldeo. En consecuencia las modernas
fundiciones reciclan constantemente la arena de moldeo con objeto tanto de disminuir costes
como de regularizar la fabricación por el empleo de una arena de propiedades controladas.
2.4.Procesos de moldeo
2.4.1. Introducción
Para el ingeniero es de la máxima importancia conocer los distintos procesos de moldeo
aplicables en la actualidad para obtener una pieza determinada, a fin de poder valorar las
posibilidades, dificultades y limitaciones de cada uno de ellos, lo que redundará en una mayor
calidad y un menor precio de aquélla. Los factores que deben considerarse para la elección de
un proceso son los siguientes: dimensiones de la pieza, serie de piezas a fabricar, acabado
superficial, precisión dimensional y material. El término serie en fundición, como en otros
conformados, está relacionado con el tamaño de la pieza. Prefiere hablarse de tamaño de
pieza en vez de peso por las muy diferentes densidades que pueden tener las aleaciones
metálicas. Habitualmente se entiende por pieza pequeña la que su mayor dimensión es inferior
a 600 mm, pieza media cuando es inferior a 1800 mm y grande cuando los supera.
Generalmente, el estudio de los factores indicados para una pieza dada conducirán al proceso
más conveniente e, incluso, al coste final aproximado en estado bruto de fundición.
Se conocen más de cuarenta procesos aunque su implantación industrial sea muy distinta
de unos a otros. Las clasificaciones de los procesos de moldeo atienden a la posibilidad de
reutilización del molde, hablándose de procesos con molde perdido y procesos con molde
permanente y, también, en los procesos con molde perdido se distinguen los de modelo
reutilizable o no. Atendiendo a dichos criterios los procesos más empleados son los siguientes:
• Procesos de molde perdido y modelo permanente
• Procesos de aglomeración natural
• Procesos de aglomeración química
• Procesos de caja caliente
• Procesos de caja fría
• Procesos especiales

Conformado por fundición Fecha:21/09/05 Página 38 de 53
siderurgia.etsii.upm.es
• Moldeo al vacío
• Procesos de molde y modelo perdidos
• Proceso con modelo de poliestireno
• Moldeo magnético
• Procesos con modelo de mercurio
• Microfusión o fundición de precisión
• Procesos de molde permanente
• Moldeo en coquilla
• Moldeo por centrifugación
2.4.2. Procesos de aglomeración natural
En primer lugar se destacará el que sigue siendo el proceso más importante de moldeo
conocido como moldeo “en verde”, así llamado por la aglomeración en húmedo con productos
naturales de la arena del molde. El aglomerante de los granos de sílice que componen la arena
sintética es la bentonita, bien en su variedad sódica o cálcica, que con el grado de humedad
preciso comunica la plasticidad y adherencia requeridas para la obtención del molde. La
compactación de la arena se logra por máquinas moldeadoras que comunican la vibración y
presión necesarias. Cuando el grado de basicidad del metal líquido puede dar lugar a
reacciones con el molde de arena, se sustituyen las arenas silíceas por arenas de olivino o
circonio, de precio muy superior.
Este proceso de moldeo en verde sigue siendo, a pesar de la proliferación de nuevos
procesos, el de mayor aplicación tanto por su bajo precio como por su versatilidad.
Actualmente se impone sobre todo en series grandes de piezas, de tamaño pequeño y medio,
de aleaciones férreas moldeadas en máquinas automáticas a alta presión con modelo metálico.
Los principales inconvenientes del moldeo en verde son la necesidad de un control más preciso
de la arena con respecto a los moldeos por aglomeración química, y la mayor erosión del
molde en contacto con el metal líquido lo que redunda en un peor acabado superficial y la
necesidad de unas mayores tolerancias.
En el caso de piezas pequeñas es aconsejable el estufado de los moldes de arena en
verde a temperaturas entre 150 y 300ºC, con ello se obtiene una mayor resistencia mecánica y
a la abrasión y, como consecuencia, un mejor acabado de la pieza. Como ventaja añadida del
estufado de los moldes se encuentra el que éstos no requieren ser colados en el momento de
su fabricación, pudiendo ser almacenados varios días antes de su llenado.

Conformado por fundición Fecha:21/09/05 Página 39 de 53
siderurgia.etsii.upm.es
2.4.3. Procesos de aglomeración química en caja fría
La aglomeración química de la arena, independientemente de la naturaleza de ésta,
desplaza al moldeo en verde allí donde son más altas las solicitaciones mecánicas, térmicas y
abrasivas: altas presiones metalostáticas, elevadas temperaturas de colada y ataque directo
del caldo sobre zonas concretas del molde. Se comprende que cuando concurren una o varias
de dichas circunstancias (aleaciones de alto punto de fusión, piezas de paredes estrechas y
con gran número de machos, etc.) se impongan, a pesar de su mayor costo, los moldeos
químicos. Cuando no se requiere calentar la arena para aglomerarla químicamente se habla de
procesos de caja fría y de caja caliente en el caso contrario. En terminología americana el
término caja fría sólo se utiliza cuando el catalizador del proceso es un gas, reservándose el
de aglomeración con resinas para resinas y catalizadores sólidos o líquidos. En Europa, sin
embargo, no ha prosperado la distinción americana y “caja fría” hace referencia a cualquier
proceso que no requiere calentamiento de la arena, independientemente del estado de
agregación de resina y catalizador. El mayor desarrollo de los procesos de caja fría con
respecto a los de caja caliente está relacionado no sólo con el sobrecoste que implica el
calentamiento de la arena, sino con la imprescindible captación y depuración de los vapores
que se producen en los de caja caliente. Para moldes grandes la arena química se utiliza como
arena de contacto siendo la arena en verde la de relleno del resto de la caja, lo que disminuye
apreciablemente el precio del proceso. Por el contrario los machos, sometidos a mayores
solicitaciones térmicas, mecánicas y abrasivas, son casi siempre fabricados con arena
aglomerada químicamente.
En el proceso ácido fosfórico/alúmina el óxido en estado de polvo, se mezcla con la arena
a la que se añade, posteriormente, un 2-3% en peso de ácido líquido. En función de los
porcentajes de alúmina y ácido empleados pueden obtenerse tiempos de endurecimiento entre
25 y 60 minutos, variables también con la temperatura de la arena. Al ser inorgánicos los
aditivos las reacciones transcurren sin producción de vapores u olores indeseables. La
resistencia mecánica de la arena es función, para cantidades fijas de ambos componentes, del
tamaño del polvo de la alúmina, lo que a su vez es también una variable de control del tiempo
de curado o endurecimiento del molde.
Otras veces se utilizan componentes gaseosos como en el proceso silicato/CO2, uno de los
más extendidos para la obtención de machos, en el que la arena previamente mezclada con
un 3-6% en peso de silicato sódico líquido se endurece por el paso durante 5-10 segundos de
CO2, alcanzándose resistencias entre 250-300 kPa de forma casi instantánea. Tras 24 horas el
avance de la gelificación del silicato puede aumentar dicha resistencia hasta los 700-1400 kPa.

Conformado por fundición Fecha:21/09/05 Página 40 de 53
siderurgia.etsii.upm.es
Este proceso por la sencillez de las instalaciones requeridas, ausencia de vapores, facilidad de
regulación, respuesta instantánea de curado y asequible precio de los componentes es uno de
los más apreciados y extendidos, tanto en la fabricación de machos como en la de moldes para
piezas de pequeño tamaño en grandes series.
Mientras que en los dos procesos anteriormente descritos todos los componentes eran
inorgánicos muchos otros utilizan uno o varios compuestos orgánicos: poliol/isocianato, fenol-
uretano/amina, fenol-uretano/SO2, silicato/éster, furano/ácido, fenol/ácido, fenol/éster, etc. Los
procesos que utilizan como catalizador un gas, suelen ser preferidos para la fabricación de
machos, dada la mayor dificultad para hacer pasar gas de forma uniforme a través de cajas
grandes de moldeo. En el caso de los procesos que utilizan SO2 o amina como catalizador
gaseoso se requieren instalaciones especiales para captar los gases aunque el coste de la
depuración, sin embargo, no logra desplazarlos por las ventajas innegables que poseen (alta
resistencia mecánica, fluidez y termoplasticidad de la arena, bajo tiempo de curado, etc).
2.4.4. Procesos de aglomeración química en caja caliente
El tiempo de curado o endurecimiento de la arena aglomerada químicamente disminuye
sustancialmente con la temperatura de aquélla, de ahí que se hayan desarrollado una variedad
de procesos en los que el tiempo de curado es del orden de segundos, lo que permite
aumentar fuertemente la productividad. Los principales procesos de caja caliente son los
siguientes: proceso Shell o Croning, procesos con resinas furánicas, fenólicas y de
aglomeración con aceites.
El proceso Shell se desarrolló en Alemania en el año 1948. Utiliza arena prerrevestida
llamada así porque los granos de sílice van recubiertos con una resina fenólica y
hexametilentetramina. El curado de la arena es debido a la transición de un sólido
termoplástico a otro termoestable. La arena prerrevestida cae por gravedad o neumáticamente
sobre el modelo metálico, calentado a temperaturas entre los 150 y 280ºC, y endurece entre 10
y 30 s, dando lugar a una cáscara o concha de pequeño espesor que da nombre al proceso.
El proceso Shell es hoy uno de los más utilizados en la fabricación de series grandes de
piezas que requieran excelente acabado y control dimensional, siendo sólo superado en dichos
aspectos por la microfusión. Su único inconveniente es el del alto precio de la arena
prerrevestida y del modelo metálico, que requiere una serie suficiente para su amortización, así
como la necesidad de captar los vapores producidos durante la fabricación y colada de los
moldes. Una de las principales ventajas del proceso es el almacenamiento indefinido que

Conformado por fundición Fecha:21/09/05 Página 41 de 53
siderurgia.etsii.upm.es
pueden tener los moldes, de gran importancia para el fundidor pues le permite romper el yugo
moldeo-colada.
En los procesos con resinas furánicas y fenólicas tanto las resinas como el catalizador
ácido empleado son líquidos más o menos viscosos. A diferencia de los procesos de caja fría el
curado de la arena a los 10-30 s es suficientemente intenso como para poder desmoldear. Las
temperaturas del proceso varían entre 230 y 290ºC y los sobrecostes energéticos se
compensan con el aumento de la producción. Tanto las resinas furánicas como las fenólicas
contienen urea y formaldehído por lo que la presencia de nitrógeno puede dar lugar a
sopladuras superficiales en piezas de acero, por lo que no se utilizan las resinas fenólicas, muy
ricas en urea, y se limita el contenido de nitrógeno en las furánicas. Otro inconveniente de
ambos procesos, que da lugar al mayor número de rechazos en fabricación, es sobrepasar la
temperatura correcta de curado de la arena lo que se traduce en defectos superficiales en las
piezas. El proceso de caja caliente con resinas furánicas es probablemente el más usado en la
industria de la automoción para la producción de machos de formas complicadas. También ha
aparecido recientemente un proceso con resinas furánicas de muy bajo contenido en nitrógeno
que, por utilizar temperaturas de curado más bajas (150-230ºC) que el de caja caliente clásica,
ha dado en llamarse “caja templada”, y que al utilizar una menor cantidad de resina y
catalizador disminuye aún más el precio del proceso con respecto al de caja caliente.
Por último, dentro de los procesos de caja caliente no puede olvidarse por su importancia
histórica, e incluso su utilización actual, el proceso de aglomeración con aceite. Sigue siendo el
procedimiento más económico de fabricación de machos, de ahí que sea muy frecuente
encontrarlo asociado con el moldeo en verde. En esencia la aglomeración se realiza por
adición de agua, cereal y aceite (habitualmente de linaza) a la arena. Las cantidades de cereal
y aceite son del orden del 1% en peso, aunque el 1% de cereal puede sustituirse por bentonita
que, aunque de mayor precio, proporciona mayor resistencia mecánica y menor evolución de
gases durante la colada. Los machos se curan en estufas con circulación de aire a
temperaturas de 200ºC. Deben preverse sistemas de extracción de gases en las estufas
cuando se utilizan ciertos aceites que desprenden olores fétidos.
2.4.5. PROCESOS ESPECIALES: Moldeo al vacío o proceso V
Se desarrolló en Japón en 1973 y actualmente tiene implantación industrial para piezas de
acero de peso inferior a 7000 kg. En este proceso el semimodelo se coloca sobre una caja
hueca, conectada a una bomba de vacío, cuya placa superior dispone de taladros pasantes de
Conformado por fundición Fecha:21/09/05 Página 42 de 53
siderurgia.etsii.upm.es
0.8 mm de diámetro. Sobre el semimodelo se coloca una delgada lámina de polietileno que se
calienta, para aumentar su plasticidad, por medio de una campana con resistencias,
ajustándose perfectamente al contorno del modelo al conectar el vacío. Posteriormente se
coloca una semicaja de moldeo, que tiene doble pared y orificios en la parte interior, sobre el
semimodelo; se llena la caja de arena, sin aglomerante alguno, vibrándose para compactarla
ligeramente y se cubre nuevamente con otra lámina plástica, aplicándose depresión a la caja.
Al suprimir el vacío se extrae fácilmente el semimodelo. La unión de dos semicajas forma el
molde completo, que se cuela manteniendo el vacío hasta la completa solidificación de la
pieza. Al desconectar el vacío se desprende fácilmente la pieza al fluir libremente la arena.
2.4.6. Procesos de molde y modelo perdidos
2.4.6.1. Moldeo con modelo de poliestireno
Este proceso utiliza modelos de poliestireno expandido u otro tipo de polímeros con menos
átomos de carbono en el monómero que el poliestireno, lo que reduce los problemas que en la
fusión del acero puede originar el carbono producido en la combustión del polímero. Los
monómeros actuales incorporan oxígeno en la cadena por lo que se minimiza el residuo de
carbono. Sin embargo, en la fusión de aleaciones de menor temperatura de colada no se
produce la descomposición del polímero en carbono e hidrógeno, de ahí su utilización mayor
en la fundición de aluminio. Los modelos de polímero se suelen recubrir con una pintura
refractaria para mejorar la superficie de las piezas. La aglomeración de la arena suele hacerse
por vibración. Este proceso no presenta limitación en el tamaño de pieza y pueden realizarse
modelos de gran tamaño y formas complicadas por soldadura de trozos de polímero.
2.4.6.2. Moldeo magnético
Este proceso no ha tenido gran desarrollo industrial pero levantó, sin embargo, grandes
expectativas por la sencillez de su fundamento. Sólo es aplicable a aleaciones de punto de
fusión inferior a la del hierro y está basado en la utilización de polvo o granalla de hierro como
sustituto de la arena. Utilizando un modelo de poliestireno se compacta el polvo por vibración y
luego por la aplicación de un campo magnético que una vez colada y enfriada la pieza deja de

Conformado por fundición Fecha:21/09/05 Página 43 de 53
siderurgia.etsii.upm.es
actuar permitiendo un fácil desmoldeo. Para aleaciones férreas se está empezando a emplear
polvos cerámicos magnéticos.
2.4.6.3. Proceso con modelo de mercurio
Al igual que en el caso del moldeo magnético despertó inicialmente unas expectativas que
no se han confirmado posteriormente. En esencia consiste en un moldeo convencional en caja
fría utilizando un modelo de mercurio sólido obtenido en coquilla mantenida a temperatura de –
40ºC. Una vez aglomerada la arena se calienta la caja hasta temperatura ambiente con objeto
de recuperar el mercurio líquido. La utilización industrial más habitual ha sido para piezas
pequeñas moldeadas por el proceso silicato-CO2.
2.4.6.4. Microfusión o fundición de precisión
Es el nombre industrial del proceso a la cera perdida, primer procedimiento de fundición de
la humanidad, que se empleaba para aplicaciones artísticas: escultura, orfebrería, joyería, etc.
El proceso implica las siguientes etapas:
- Obtención de los modelos en cera o poliestireno expandido.
- Formación con varios modelos de “racimos”: conjunto de piezas iguales
con una alimentación común para la colada.
- Recubrimiento cerámico de los racimos para obtener una “cáscara” de gran
resistencia térmica y mecánica.
- Calentamiento de los racimos para recuperar la cera o quemar el
poliestireno.
- Calentamiento a alta temperatura (1000ºC) de los racimos para eliminar
trazas del material de los modelos, elevar la resistencia mecánica de la
cerámica y permitir un mejor llenado del metal fundido.
- Colada en el molde caliente, desmoldeado y rotura de los racimos para
obtener las piezas individuales.
La cáscara cerámica se obtiene por sucesivos ciclos de inmersión de los racimos en una
papilla cerámica y posterior secado en un agregado refractario de polvo de óxido de silicio y/o
circonio. Basado en este procedimiento se han desarrollado los procesos Shaw, Unicast,

Conformado por fundición Fecha:21/09/05 Página 44 de 53
siderurgia.etsii.upm.es
Osborn-Shaw y Ceramicast, todos ellos muy similares entre sí. En estos procesos a una
mezcla adecuada de polvos refractarios se añade silicato de etilo y una pequeña cantidad de
un agente gelificante con objeto de obtener una papilla de viscosidad adecuada. La papilla se
echa sobre la caja que contiene el modelo gelificándose en 2-3 minutos. Se retira el modelo y
se calienta el molde a alta temperatura para obtener la máxima resistencia mecánica,
colándose posteriormente. Las ventajas de estos procesos de fundición son innegables:
excelente superficie de las piezas, tolerancias muy estrechas que pueden permitir muchas
veces eliminar mecanizados y una alta productividad, pero también es innegable el alto coste
del proceso y la limitación de tamaño de las piezas.
2.4.7. Procesos de molde permanente
2.4.7.1. Moldeo en coquilla
En este tipo de procesos el molde no se destruye en la colada y puede ser utilizado
muchas más veces. El molde, llamado coquilla, refrigerada o no, está construida con aceros de
herramientas para trabajo en caliente acabados por electroerosión y la colada puede ser
realizada por gravedad o a presión. El coste de la coquilla sólo se justifica en series grandes de
piezas en las que el factor tamaño es una limitación del proceso. Aunque el moldeo en coquilla
refrigerada puede ser utilizada para la fundición de pequeñas piezas de acero o fundición, lo
más habitual es la colada de aleaciones de menor punto de fusión como aluminio, cobre, cinc,
etc.
Se han desarrollado moldes permanentes de molibdeno para fabricación de piezas de
acero hasta 4 kg de peso y secciones de 25mm. La colada se realiza con el molde
debidamente precalentado y a presiones de 150MPa. Aunque las piezas obtenidas tienen
excelente acabado y precisión dimensional, el coste y mantenimiento de la coquilla de
molibdeno hace difícilmente justificable este proceso excepto en casos muy especiales. Cara a
reducir el coste de la coquilla de molibdeno para la colada de acero se utilizan moldes
semipermanentes de grafito que requieren reconstituciones periódicas de la superficie. Es muy
utilizado el molde de grafito en la fabricación de ruedas de vagón de ferrocarril y, generalmente,
la colada se hace bajo presión.
Para piezas pequeñas y de geometría adecuada es posible mantener durante la
solidificación en la coquilla una cierta presión, del orden de 60 MPa, lo que permite eliminar en

Conformado por fundición Fecha:21/09/05 Página 45 de 53
siderurgia.etsii.upm.es
gran parte la microporosidad. Este tipo de moldeo en coquilla con solidificación bajo presión
compite con la forja en caliente para la fabricación de pequeñas piezas de acero, dando lugar a
piezas de superiores propiedades mecánicas que las obtenidas por colada convencional.
2.4.7.2. Moldeo por centrifugación
Existen fundamentalmente dos tipos de máquinas de moldeo por centrifugación: las de eje
horizontal y las de eje vertical, aunque en casos especiales pueden encontrarse pequeñas
máquinas de eje de rotación inclinado. Las máquinas pueden ser unitarias o múltiples,
empleándose las últimas para las mayores producciones. Las de eje horizontal son las que
presentan mayor interés industrial y permiten obtener tubos de hasta 12 m de longitud.
Los moldes pueden ser tubos de acero, fundición gris o grafito que se recubren con arena
y/o una pintura refractaria antes del precalentamiento previo a la colada. El efecto de la fuerza
centrífuga es doble, por una parte obliga al metal a adoptar la forma cilíndrica y, por otra, al
persistir durante la solidificación reduce la microporosidad, lo que se traduce en un aumento de
propiedades mecánicas. Una de las principales ventajas de este proceso es la posibilidad de
fabricación de tubos bimetálicos en los que el recubrimiento, bien interior o exterior, puede
mejorar el comportamiento mecánico, anticorrosivo o antidesgaste reduciendo altamente el
coste del material.
2.5. Máquinas y líneas de moldeo
Los procesos clásicos de moldeo con arena, ya sean de aglomeración natural o química,
pueden realizarse de manera manual o mecánica.
En el moldeo a mano, típico de la fabricación no seriada, el moldeador es un operario
especializado que realiza el molde usando atacadores manuales, neumáticos o eléctricos para
disponer la arena, de forma que ésta cubra adecuadamente el modelo y obtenga la
compacidad y resistencia precisas.
Las modernas “máquinas proyectoras”, así llamadas por proyectar a una velocidad
determinada la arena suelta sobre el modelo hasta completar el molde, están eliminando
progresivamente el moldeo manual. Estas proyectoras consisten en esencia en un cabezal

Conformado por fundición Fecha:21/09/05 Página 46 de 53
siderurgia.etsii.upm.es
móvil, que se desplaza en la nave de moldeo, y al que llega la arena debidamente preparada
por transporte mecánico o neumático.
En el moldeo mecánico tanto el atacado de la arena como la extracción del modelo se
realizan de forma automática, consiguiéndose altas cadencias de fabricación y un mínimo de
rechazos.
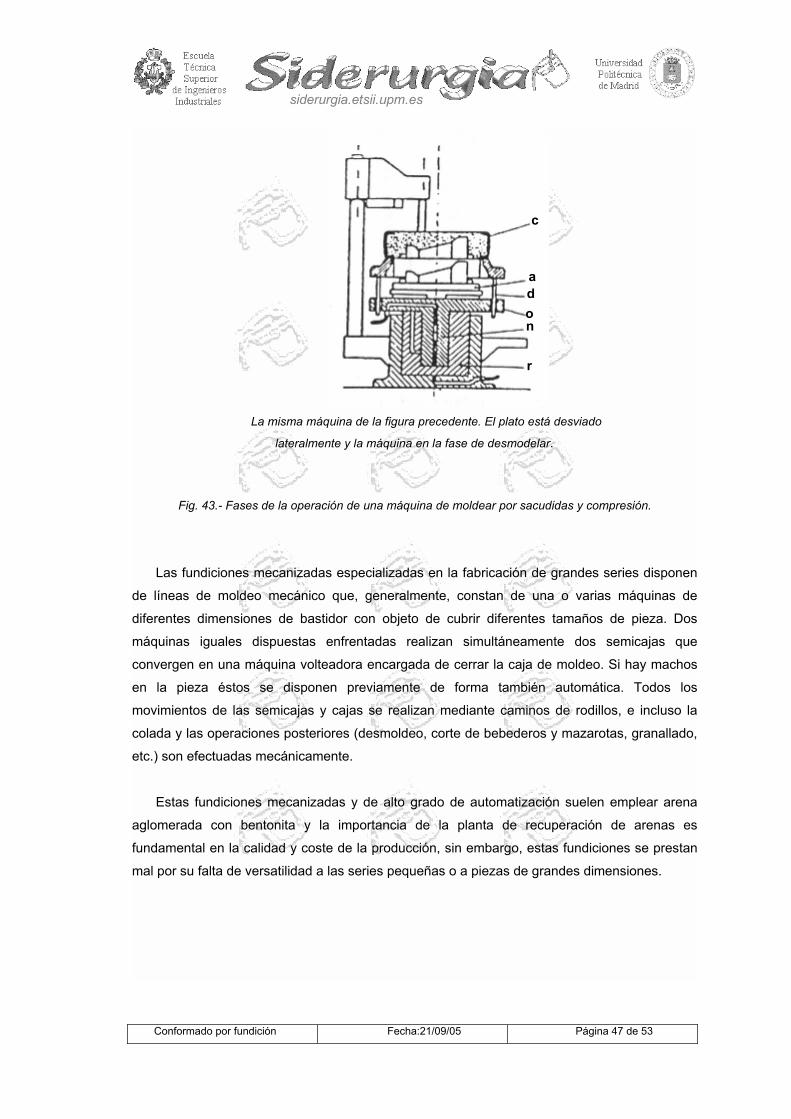
Las máquinas más extendidas para el moldeo mecánico emplean las sacudidas, vibración
y presión de forma combinada. La arena cae sobre el modelo dispuesto sobre la placa-modelo
que constituye el fondo de la caja de moldeo. El atacado de la arena se logra haciendo subir y
bajar a gran velocidad el bastidor de la máquina sobre el que se encuentra la placa-modelo, al
tiempo que un vibrador facilita el contacto arena-modelo. Tras un número prefijado de
sacudidas, variable con la complejidad del modelo, se aplica finalmente presión mediante una
placa que actúa sobre la arena más alejada del modelo. Por último, unas levas accionan sobre
la caja de moldeo con objeto de lograr la separación del modelo de la arena, operación llamada
desmodelado. En la figura 43 se observan las diferentes fases de la operación de una de estas
máquinas.
l
r nd
o
c
a
r
ndo
c
a
La misma máquina de la figura anterior. El
plato está en el centro de la máquina y fijado
por el montante de la derecha. La máquina
está en la fase de compresión.
Máquina de moldear por sacudidas y
compresión. a, placa modelo; c, caja; o,
mesa; d, espigas para el desmodelado;
n, pistón de sacudidas; r, pistón de
compresión. El plato está desviado
lateralmente, y la máquina en la fase de
sacudimiento.
Conformado por fundición Fecha:21/09/05 Página 47 de 53
siderurgia.etsii.upm.es
c
r
noda
Fig. 43.- Fases de la operación de una máquina de moldear por sacudidas y compresión.
Las fundiciones mecanizadas especializadas en la fabricación de grandes series disponen
de líneas de moldeo mecánico que, generalmente, constan de una o varias máquinas de
diferentes dimensiones de bastidor con objeto de cubrir diferentes tamaños de pieza. Dos
máquinas iguales dispuestas enfrentadas realizan simultáneamente dos semicajas que
convergen en una máquina volteadora encargada de cerrar la caja de moldeo. Si hay machos
en la pieza éstos se disponen previamente de forma también automática. Todos los
movimientos de las semicajas y cajas se realizan mediante caminos de rodillos, e incluso la
colada y las operaciones posteriores (desmoldeo, corte de bebederos y mazarotas, granallado,
etc.) son efectuadas mecánicamente.
Estas fundiciones mecanizadas y de alto grado de automatización suelen emplear arena
aglomerada con bentonita y la importancia de la planta de recuperación de arenas es
fundamental en la calidad y coste de la producción, sin embargo, estas fundiciones se prestan
mal por su falta de versatilidad a las series pequeñas o a piezas de grandes dimensiones.
La misma máquina de la figura precedente. El plato está desviado
lateralmente y la máquina en la fase de desmodelar.
Conformado por fundición Fecha:21/09/05 Página 48 de 53
siderurgia.etsii.upm.es
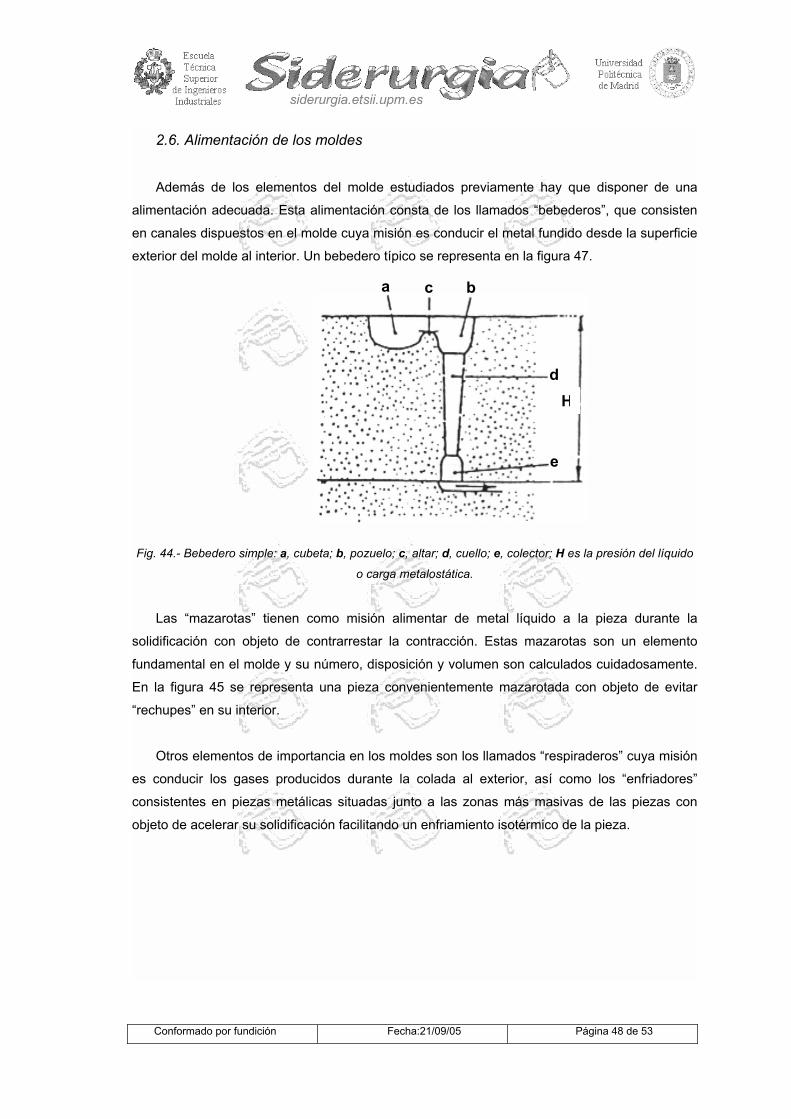
2.6. Alimentación de los moldes
Además de los elementos del molde estudiados previamente hay que disponer de una
alimentación adecuada. Esta alimentación consta de los llamados “bebederos”, que consisten
en canales dispuestos en el molde cuya misión es conducir el metal fundido desde la superficie
exterior del molde al interior. Un bebedero típico se representa en la figura 47.
a c b
d
e
I H
Fig. 44.- Bebedero simple: a, cubeta; b, pozuelo; c, altar; d, cuello; e, colector; H es la presión del líquido
o carga metalostática.
Las “mazarotas” tienen como misión alimentar de metal líquido a la pieza durante la
solidificación con objeto de contrarrestar la contracción. Estas mazarotas son un elemento
fundamental en el molde y su número, disposición y volumen son calculados cuidadosamente.
En la figura 45 se representa una pieza convenientemente mazarotada con objeto de evitar
“rechupes” en su interior.
Otros elementos de importancia en los moldes son los llamados “respiraderos” cuya misión
es conducir los gases producidos durante la colada al exterior, así como los “enfriadores”
consistentes en piezas metálicas situadas junto a las zonas más masivas de las piezas con
objeto de acelerar su solidificación facilitando un enfriamiento isotérmico de la pieza.

Conformado por fundición Fecha:21/09/05 Página 49 de 53
siderurgia.etsii.upm.es
Fig. 45.- Ejemplo de pieza con mazarotas
2.7. Fusión y colada
Para la fusión del metal pueden emplearse hornos de muy diferente naturaleza
dependiendo de la aleación a fundir, peso, cadencia de colada, etc. : hornos de cubilote,
hornos de arco, hornos de inducción, hornos de gas, gasoil, etc.
Si embargo, las fundiciones automatizadas están adoptando como instalación de fusión los
llamados hornos de inducción de crisol, tanto en su variedad de frecuencia de red (50 Hz)
como los de media o alta frecuencia, debido a su buen rendimiento y versatilidad.
Los hornos de inducción de crisol se basan en la ley física según la cual los cuerpos
metálicos sometidos a la acción de un campo magnético de corriente alterna se calientan tanto
más cuanto más intenso es el campo magnético y cuanto más elevada es la frecuencia.
Están constituidos por una espiral cilíndrica fabricada en tubo de cobre (enfriado por
circulación interior de agua) rodeando al crisol que contiene el metal que se ha de fundir (Fig.
46).

Conformado por fundición Fecha:21/09/05 Página 50 de 53
siderurgia.etsii.upm.es
a
e
d
c
b
Fig. 46.- Horno de inducción de alta frecuencia. El crisol a, de refractario apisonado, está rodeado de la
espiral b, de cobre, de sección cuadrada hueca, que puede ser enfriada con agua procedente de la
cañería c. La espiral con los conductores e está conectada a la red. Para efectuar la colada se hace girar
el horno (por ejemplo, hidráulicamente) sobre el perno d.
Por efecto del campo magnético generado por la bobina se induce una corriente en la
masa metálica y la energía eléctrica absorbida se transforma en calor. El crisol refractario no
impide la acción del campo magnético. Mientras que en los hornos de baja frecuencia se
emplea la corriente industrial de 50 Hz, en los hornos de alta frecuencia puede alcanzarse los
millones de herzios. En los hornos de tipo industrial la corriente de alta frecuencia es obtenida
con grupos giratorios motor-alternador de alta frecuencia, o bien con grupos estáticos por
tiristores. Al ser muy bajo el factor de potencia hace falta disponer en serie o en paralelo una
batería de condensadores de capacidad tal que equilibren la corriente desfasada, como puede
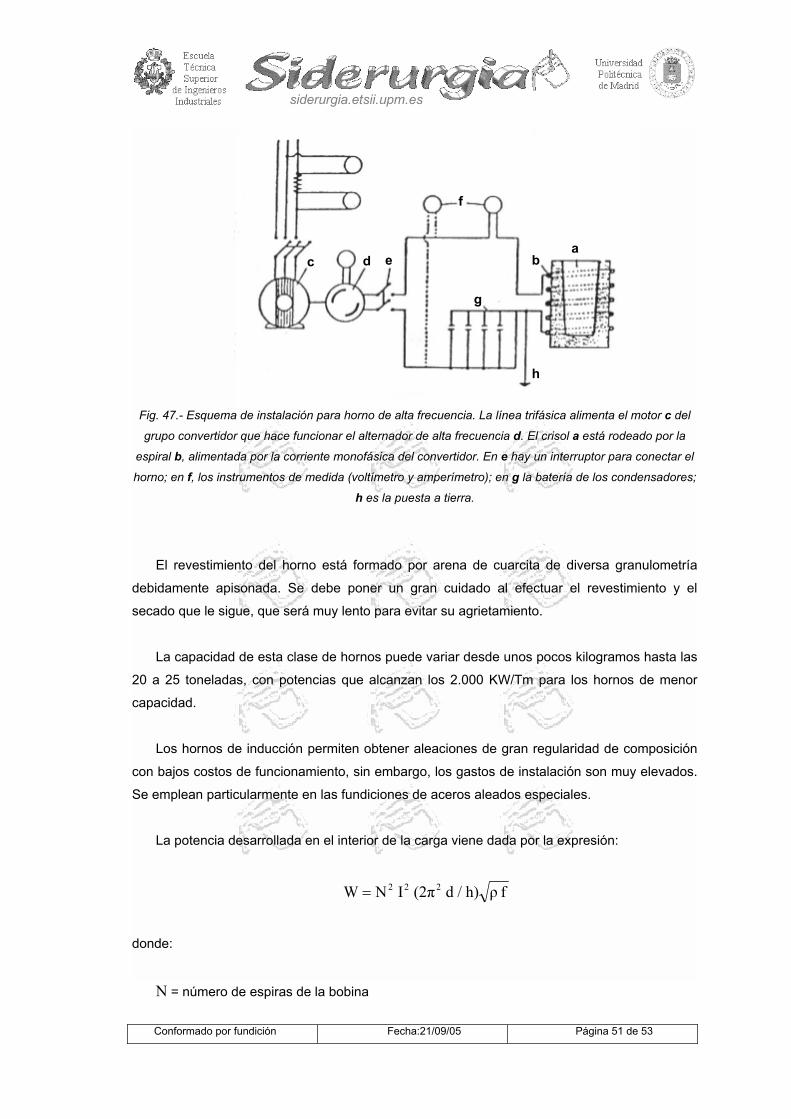
apreciarse en el esquema de instalación de un horno de alta frecuencia que se representa en la
figura 47.
Conformado por fundición Fecha:21/09/05 Página 51 de 53
siderurgia.etsii.upm.es
a bc d e
f
g
h
Fig. 47.- Esquema de instalación para horno de alta frecuencia. La línea trifásica alimenta el motor c del
grupo convertidor que hace funcionar el alternador de alta frecuencia d. El crisol a está rodeado por la
espiral b, alimentada por la corriente monofásica del convertidor. En e hay un interruptor para conectar el
horno; en f, los instrumentos de medida (voltímetro y amperímetro); en g la batería de los condensadores;
h es la puesta a tierra.
El revestimiento del horno está formado por arena de cuarcita de diversa granulometría
debidamente apisonada. Se debe poner un gran cuidado al efectuar el revestimiento y el
secado que le sigue, que será muy lento para evitar su agrietamiento.
La capacidad de esta clase de hornos puede variar desde unos pocos kilogramos hasta las
20 a 25 toneladas, con potencias que alcanzan los 2.000 KW/Tm para los hornos de menor
capacidad.
Los hornos de inducción permiten obtener aleaciones de gran regularidad de composición
con bajos costos de funcionamiento, sin embargo, los gastos de instalación son muy elevados.
Se emplean particularmente en las fundiciones de aceros aleados especiales.
La potencia desarrollada en el interior de la carga viene dada por la expresión:
f ρh) / d (2π I NW 222=
donde:
N = número de espiras de la bobina

Conformado por fundición Fecha:21/09/05 Página 52 de 53
siderurgia.etsii.upm.es
I = intensidad de corriente en la bobina
h = altura del crisol
d = diámetro del crisol
f = frecuencia en Hz
ρ = resistencia específica de la carga.
En cuanto a la colada del metal en el molde puede ser manual o automática, siendo ésta
última la utilizada en fundiciones con alto grado de automatización. En la colada automática
una artesa contiene el metal fundido manteniéndose su nivel constante mediante una
alimentación regulada. Los moldes pasan por un camino de rodillos bajo la artesa que con una
temporización prefijada abre y cierra un tapón refractario llamado “buza” situado en su fondo.
2.8. Enfriamiento, desmoldeo y acabado
Los moldes una vez colados pasan a túneles de enfriamiento en las fundiciones
mecanizadas o a una zona especial de la nave de colada para su enfriamiento natural. El
tiempo necesario para el enfriamiento de las piezas, sin que éstas sufran roturas o
deformaciones, es variable en función de factores como tipo de aleación, tamaño y forma de la
pieza, tipo de moldeo, etc. Las fundiciones más automatizadas efectúan el enfriamiento,
debidamente estudiado, en túneles que disponen de rociadores, chorro de aire, etc., con objeto
de aumentar el ritmo de fabricación. Los moldes pasan por caminos de rodillos a los túneles de
enfriamiento donde se enfrían en pocos minutos en caso de piezas pequeñas, aunque puede
aumentar considerablemente este tiempo para piezas mayores, no siendo infrecuente que
piezas grandes requieran tiempos de enfriamiento superiores a las 15-20 horas.
Una vez enfriada la pieza el molde pasa al desmoldeo, bien manual o automático. El
desmoldeo automático en túneles cerrados que disponen de captación de polvo y parrillas de
vibración para desmoronar la arena, es el empleado en las fundiciones con moldeo en mota,
simplificándose extraordinariamente al no existir cajas de moldeo. La existencia de cajas
requiere instalaciones más complejas y costosas para lograr previamente la apertura
automática de aquéllas.
Tras el desmoldeo se procede al corte de bebederos y mazarotas. Cuando las series
justifican la inversión el corte y el rebarbado puede hacerse en prensas automáticas, siendo
manual en caso contrario.

Conformado por fundición Fecha:21/09/05 Página 53 de 53
siderurgia.etsii.upm.es
A continuación las piezas pasan a cabinas de granallado en las que el choque de la
granalla de acero a alta velocidad confiere, además de una limpieza excelente de la pieza, un
acabado superficial suficiente en la mayor parte de los casos cuando no se requiere una
mecanización posterior. En cualquier caso este granallado es preciso para eliminar
completamente la arena de la pieza y se aplica incluso, aunque de menor intensidad, a los
bebederos y mazarotas con objeto de ser retornados a los hornos de fusión. Las piezas
habitualmente vuelven a ser granalladas tras el tratamiento térmico, si éste existe, para eliminar
las posibles capas de óxido superficiales producidas en los hornos de tratamiento.
Las piezas acabadas pasan al control imprescindible en cualquier fabricación de calidad y
son enviadas bien directamente a embalaje y expedición, o a las naves de mecanizado cuando
éste es preciso. Las fundiciones más avanzadas incorporan también habitualmente los talleres
de mecanizado o los de tratamientos superficiales de acabado: pintura, galvanizado, etc.
Por último, debe señalarse que a pesar de lo complejo del proceso de fundición las
fundiciones modernas de calidad, dotadas de sofisticados medios de automatización y control,
logran producciones seriadas prácticamente exentas de rechazos incluso en piezas
complicadas y de gran responsabilidad.