Piinturas
91
MANUAL DE ENTRENAMIENTO DE PINTURAS 1
-
Upload
eliahu-quiroz -
Category
Documents
-
view
48 -
download
2
Transcript of Piinturas

MANUAL
DE ENTRENAMIENTO
DE
PINTURAS
1

2006ÍNDICE
PINTURAS
1. CONCEPTOS GENERALES
2. CONSTITUYENTES
2.1 VEHÍCULOS
2.2 PIGMENTOS
2.3 DISOLVENTES
2.4 ADITIVOS
2.4.1 Surfectante
2.4.2 Coalescente
2.4.3 Plastificante
2.4.4 Coloide
2.4.5 Antiespumante
2.4.6 Buffer
2.4.7 Preservante
2.4.8 Fungicida
2.4.9 Modificadores
2.4.10 Secantes (Secativos)
3. MANUFACTURA
3.1 MOLIENDA
2

3.2 COMPLEMENTO
3.3 ACABADO
4. CONTROLES DE CALIDAD
4.1 FINEZA
4.2 DENSIDAD
4.2.1 COPA
4.2.2 DENSÍMETRO
4.3 VISCOSIDAD
4.3.1 BROOKFIELD
4.3.2 STORMER
4.3.3 FORD CUP
4.4 NO VOLÁTIL (% de SÓLIDOS)
4.4.1 PVA
4.5 Ph
3

PINTURAS
1. CONCEPTOS GENERALES
DEFINICIÓN:Una pintura es una mezcla de productos especiales, que
aplicada sobre una superficie de un material (sustrato), es capaz de dejar una capa sólida, homogénea y consolidada y que además cumple con las características que se le programaron de antemano.
El concepto de mezcla hace que la pintura perezca a simple vista como algo muy sencillo, pero el requerimiento de cumplir con algunas características especiales, la torna más complicada de lo que aparenta ser porque involucra el conocimiento de reacciones químicas y procesos especiales.
Mezcla es la unión íntima de varios materiales en la cual no se ven afectados sus estados físicos iniciales; en el caso de la pintura esto no se cumple a cabalidad ya que al formarse la película ocurren también reacciones químicas, algunas simples y otras muy complejas, que si llegan a modificar el estado físico inicial de los componentes.
Sustrato es la superficie sobre la cual se va a aplicar la pintura, como se puede ver esta superficie puede ser de cualquier material y aun mezcla de materiales.
Formación de Película o Secado puede ocurrir en condiciones normales (ambientales) o en condiciones forzadas (generalmente de temperatura alta, llamada horneado); este secado puede lograrse a través de tres métodos generales:
EVAPORACIÓN :En este método la formación de la película se logra por la simple evaporación del disolvente usado (en condiciones normales o forzadas), cualquiera que sea este. A este tipo se le llama por razones históricas tipo laca, sin embargo, al secado de una pintura a base de
4

látex que también se hace por evaporación del agua, no se le considera así.Hay que tener presente que la simple evaporación de los volátiles no significa necesaria la formación de la película, que es condición para la definición clásica de la pintura. Como se mencionó en la definición, es necesario que la película se encuentre “consolidada”, es decir, que forme una película homogénea y única en toda su superficie.
OXIDACIÓNEste tipo de secado ocurre cuando se produce una reacción de
oxidación (catalítica o no) del vehículo mediante este proceso
netamente químico, mediante el cual se convierte el vehículo liquido
en un compuesto sólido.
REACCIÓNEn este caso, el secado solamente ocurre en virtud de una reacción
química especial que depende del tipo del vehículo empleado. Para
que se lleve a cabo la reacción química esperada es necesario la
presencia de un catalizador, que puede ser evidente o no a los
sentidos.
Las pinturas del tipo epóxico y poliuretánico de dos componentes son un ejemplo típico de esta clase de secado, las pinturas de tipo UV también pertenecen a este grupo, a pesar que el catalizador, los rayos ultravioletas de la reacción solar, no son tangibles.
Las pinturas horneables también forman película a través de una reacción química, por un lado de una resina alquídica reactiva y otra resina (generalmente amínica o melamínica) que ya está presente en la pintura y que no es visible al usuario.
5

2. CONSTITUYENTES
La pintura está compuesta por los siguientes componentes principales, estos son:
2.1 VEHÍCULO
Este es el medio de soporte de la película a formar, esta constituido
generalmente por resinas sintéticas, productos naturales o por
modificaciones de productos naturales aptos para este fin y que
aportan parte del material sólido que conforma la película seca.
Originalmente y de esto hace mucho tiempo, el vehículo fue de
origen natural, tal como el aceite de linaza (de allí el nombre de
pintura al óleo), la albúmina de huevo (al temple y al fresco) y una
disolución de resinas petrificadas llamadas dammar, shellac o
ámbar (lacas) que no fueron aprovechadas al máximo debido al
escaso desarrollo de la tecnología de los disolventes por aquellas
épocas.
Posteriormente se paso a la modificación de los aceites mediante el
cocido, con lo cual se obtuvieron mezclas muy similares a los
actuales aceites soplados y estandolizados .
Aceites Naturales
En la actualidad el uso de los aceites naturales como único vehículo
es casi nulo, las preferencias se han inclinado por las modificaciones
químicas factibles en el aceite.
De los aceites naturales, el más tradicional es el aceite de linaza, pero
en la actualidad su uso se ha restringido prácticamente al ambiente
artístico. Aún en la actualidad es empleado en la elaboración de
barnices.
6

El aceite de linaza es un aceite secante, lo cual implica que puede
adquirir el estado sólido por simple exposición al ambiente sin
ningún tipo de ayuda. Otros aceites secantes de origen vegetales son
el aceite de madera de la china, conocido simplemente como Tung
oil (Aceite de China)) y la variedad americana de este, el aceite de
oiticica, ambos considerados como muy secantes y ampliamente
usado bajo la forma de barnices.
La secatividad de un aceite es consecuencia de su estructura química,
en especial de su insaturación (dobles y triples enlaces de su cadena)
a mayor insaturación mayor secatividad.
La posición de sus enlaces insaturados tiene una fuerte influencia en
la secatividad entre los aceites de igual insaturación .Como
consecuencia de estas características los aceites se clasifican en:
Secantes, Semi secantes y No secantes .
Aceites Secantes: Son aquellos que adquieren el estado sólido
naturalmente al exponerlos al ambiente, mediante un fenómeno de
oxidación de los enlaces insaturados, a las vez que se produce como
consecuencia del mismo una polimerización irreversible.
Pertenecen a este tipo además de los citados anteriormente, el aceite
de pescado, el ricino deshidratado y otros de uso no muy difundido
por precio o por acequibilidad.
Aceites Semisecantes: Se llama así a los aceites que pueden
alcanzar el estado sólido naturalmente pero en tiempos
extremadamente largos, por lo cual tiene que recurrirse al empleo de
catalizadores especiales llamados secantes o secativos.
7

Pertenecen a este tipo el aceite de soya y el del girasol (llamado
también maravilla) que son los mas ampliamente usados, también el
aceite de algodón y otros vegetales.
Aceites no Secantes: Son aquellos que por ser de cadenas saturadas
no llegan a alcanzar el estado sólido por simple exposición al
ambiente, ni con ayuda de secantes. Pertenecen a este grupo el aceite
de coco y el aceite de ricino , también llamado aceite de castor
(castor oil).
La única manera de solidificar estos aceites es a través de una
reacción química que altere significativamente su estructura química.
Aceites Cocidos (Boiled y Head Bodied Oils)
Son aceites secantes y ocasionalmente semi-secantes a los cuales se
les ha sometido a un proceso de calentamiento con la adición de
agentes secantes. Con este proceso se trata de mejorar la secatividad
de los aceites y/o aumentar la viscosidad.
Como agentes secantes se usan los naftenatos de plomo, cobalto,
calcio zinc y manganeso, como también productos mas sofisticados
como el beta metil antraquinona, el difenilcarboxilantraceno, el tio-
beta naftol y otros más.
En la actualidad se emplean con mucha frecuencia los octoatos de lo
mismos metales. El plomo por razones de ecología ha sido
reemplazado por el calcio.
Aceites Soplados (Blown oils)
Son aceites generalmente secantes a los cuales se les ha sometido a
un proceso de pre-oxidación mediante un cocido a altas temperaturas
con insuflación de aire. Con este proceso se logra modificar algunas
8

de las características físicas y químicas del aceite mediante las
reacciones de oxidación y polimerización simultáneas.
Aceites Estandolizados (Standoil)
Se denomina así a los aceites secantes que han sido sometidos
térmicamente a un proceso prioritariamente de polimerización
dejando la oxidación en niveles muy bajos. Con este proceso se logra
incrementos sustanciales en la viscosidad original de los aceites.
Comercialmente en la actualidad se consiguen en el mercado el
Standoil de linaza y de pescado, donde la viscosidad medida en
escala Gardner es la referencia del avance de la polimerización.
Aceites Tratados
En este grupo se encuentran varias modificaciones de los aceites:
Aceites Isomerizados
Son aceites en los cuales se ha efectuado un proceso de
isomerización con la finalidad de hacer un cambio en la posición de
la insaturación, a enlaces conjugados, con la finalidad de ganar en las
características de secado.
Esta conjugación se obtiene mediante dos vías:
1. La saponificación, con agentes alcalinos y disolventes
alcohólicos.
2. El catalizado, con un catalizador níquel en base de carbón y un
calentamiento a 170° C. por aproximadamente 6 horas, con lo
cual se logra hasta 35% de conjugación, aún en aceites semi
secantes.
9

Aceites Deshidratados
Son aceites a los cuales se les ha extraído una y a veces hasta dos
moléculas de agua de su cadena, con lo cual se consigue ganar una a
dos insaturaciones respectivamente, que a la larga modifican el
secado original.
El aceite de ricino deshidratado (DCO) es el ejemplo típico y el más
usado en el ámbito de pinturas industriales.
Aceites Maleinizados
Son aceites secantes o semi-secantes a los cuales se le ha adicionado
el anhídrido maleico a su estructura, modificando con esto su
complejidad molecular y su reactividad térmica.
Un aceite maleinizado debido ha que ha incorporado el anhidrido
maleico a su estructura molecular en el ácido graso o muy cerca de
él, no mejora su secatividad, lo que si gana es su velocidad de crecer
en viscosidad y una mejor resistencia al agua. Por esta razón no se le
emplea como tal, sino que se le usa para modificaciones posteriores
del aceite, a este producto se le llama aducto y es muy empleado en
el aceite para la fabricación de resinas especiales.
Aceites Copolomerizados
Cuando a los aceites se les trata con agentes reactivos e insaturados
se logra producir un copolímero del aceite correspondiente, con lo
cual se logra la modificación de la estructura química de forma
similar a la maleinizacion (o aduccion). Los agentes mas usados son
el estireno monómero, el alfa metil estireno y ciclopentadieno.
Los aceites copolimerizados, de los cuales el estirenado es el más
común, tiene una mejor resistencia al agua pero como desventaja
10

tiene su baja compatibilidad con otros vehículos formadores de
película.
En la actualidad estos aceites modificados no son de uso muy
corriente, debido principalmente al desarrollo de las resinas
alquídicas.
RESINAS ALQUÍDICAS
Son el vehículo más empleado actualmente en la elaboración de
pinturas tipo esmalte. La resina alquídica no es sino la modificación
a ultranza de la estructura química de un aceite natural o sintético
para obtener propiedades especiales imposibles de obtener con un
aceite normal. Químicamente también se le puede concebir como
poliéster modificado con un aceite, en el cual los componentes
básicos son: el Aceite, un Ácido Dibásico, un Poliol y un
Disolvente.
Atendiendo a la característica de secatividad del aceite original se les
clasifica como: secantes y no secantes.
Atendiendo a la cantidad del aceite presente en la molécula de la
resina alquídica se les clasifica en : Cortas, Medianas y Largas.
Esta clasificación es un tanto convencional y para algunos autores
los límites son los siguientes:
Cortas, menores de 45 % en peso de aceite .
Medianas, con 50 % ± 5 % en peso de aceite.
Largas, más de 55 % en peso de aceite.
Ocasionalmente se encuentra referencia a resinas muy largas en la
cuales el porcentaje en peso de aceites mayor de 70 %
11

Con relación a su impureza ( con referencia a su estructura química
alquídica ) se les clasifica puras y modificadas, según se hallen
presentes agentes modificadores especiales en cada uno de sus
componentes básicos, lo cual crea un amplia gama de resinas. Los
modificadores son otros tipos de resinas, como las fenólicas, también
colofonia (rosin) sus derivados y resinas sintéticas de petróleo.
LÁTECES
Son principalmente emulsiones estables de polímeros de compuestos
reactivos vinílicos, acrílicos, estirénicos o la mezcla de ellos.
Cuando el látex está formado por un sólo monómero se le llama
homopolímero, cuando lo esta por dos o mas monómeros se les
denomina heteropolímero, cuando a la vez se encuentra dentro de la
cadena polimérica un producto que no es monómero se les llama
copolímero. Cada uno de ellos tiene un uso especial .
Por lo general las pinturas tipo mate (flat), es decir sin brillo, usan
este tipo de resina. Su gran desarrollo se debe a que emplea como
disolvente el agua, lo cual redunda en beneficios económicos y
ecológicos.
La naturaleza de un látex es un tanto compleja, intervienen en ella
diversos aspectos físicos y físico-químicos, que imparten
características especificas de uso.
Es conveniente que se le haga una diferenciación entre la emulsión y
la suspensión, aunque pueden tener apariencias organolépticas casi
iguales su comportamiento es muy diferente. Aquí se juega un papel
muy importante el tamaño de partícula y el peso molecular.
12

Las emulsiones tienen movimiento browniano y por consiguiente
carga eléctrica, este fenómeno es el que tiene influencia en su
estabilidad. Las suspensiones por tener un tamaño de partícula más
grande no tiene movimiento browniano y por ende su estabilidad
depende de su coloide de soporte. Tienden a precipitar con el tiempo.
El coloide, o mejor dicho su naturaleza, tiene también influencia en
el comportamiento funcional del látex, los hay celulósicos, vinílicos
y autosoportados (sin coloides ) .
Por todo lo anterior se deduce que la elección de un látex no es muy
simple, requiere de conocimientos técnicos y de capacidad de
evaluación en uso.
NITROCELULOSA
Fue el primer vehículo que se usó industrialmente para la fabricación
de lacas. En su momento eran las lacas de secado más rápido que se
podía conseguir.
Durante mucho tiempo las lacas de nitrocelulosa, o “lacas nitro”
mantuvieron su egemonía en el mercado de las lacas automotrices,
solamente el advenimiento de las resinas acrílicas pudo cambiar las
preferencias.
Su ventaja siempre fue el bajo precio y la mayor desventaja el que no
se podían obtener películas de alta dureza y resistencia a al
intemperie, sin embargo su explosividad y difícil manejo sumado a la
tendencia al amarillamiento, fue el aliciente para buscar otras
alternativas menos riesgosas y sin amarillamiento.
OTRAS RESINAS
Resinas Epóxicas:
13

Son resinas producto de la condensación de la epiclorhidrina con
bisfenol A o bis-fenoles.
Este tipo de resinas ha ampliado su uso con mucha fuerza en el
mercado de pinturas industriales y marinas, debido a que ellas
imparten a su película una magnifica adhesión y a la vez gran
resistencia química. Como se mencionó previamente necesita un
catalizador, el cual puede ser una resina co-reactante.
Dependiendo de su peso molecular promedio, su contenido promedio
de grupos epóxicos, su porcentaje en peso de epóxidos, su porcentaje
en peso de grupos hidroxilos, la repetición de veces del condensado
epóxico ( valor n ) , se pueden obtener diversos tipos de película con
un sinnúmero de aplicaciones (pinturas libre de disolvente,
recubrimientos de impresión, base para adhesivos, acabados
industriales, etc.).
Su desventaja reside en la necesidad de usar disolventes orgánicos y
disolventes oxigenados (cetónicos), los cuales son de precio elevado
y su uso reviste riesgos de contaminación ambiental.
Resinas Poliuretánicas:
Son resinas que se forman por la reacción de un polialcohol o
poliéster saturado con el toluen di isocianato ( TDI ), estando
presente o no un aceite secante.
En este tipo de resinas si se pueden usar disolventes alifáticos, con lo
cual su costo es menor, a la vez que forman películas de muy alto
brillo.
Dependiendo de su estructura química, las resinas poliuretánicas
producen pinturas de un componente, dos componentes y de curado a
la humedad ( moisture cure).
14

Resinas Acrílicas:
Son resinas que se obtienen de la polimerización de monómeros
acrílicos, generalmente de la mezcla de dos o más de ellos, en la cual
cada uno aporta una característica especial .
Su uso está ampliamente difundido en el mercado de las pinturas
automotrices, debido a que se ofrece una variada gama de ellas, lo
cual permite la formulación de lacas de secado al aire hasta lacas
horneables de gran dureza, brillo y durabilidad.
Resinas de Caucho:
Son resinas sintéticas que fueron introducidas originariamente por
Hercules Power con la marca PARLON. De allí han ido
evolucionando a nuevos tipos que han cubierto algunas necesidades
en el mercado de pinturas industriales y marinas.
Se obtienen a partir de la clorinación del caucho natural sintético, a
altos porcentajes de cloro, esto origina películas de magnifica
resistencia a las soluciones ácidas o alcalinas, fuertes o débiles, a las
soluciones salinas y a los aceites minerales . Su alto contenido de
cloro le permite desarrollar ciertas propiedades de retardo de
ignición, pero desafortunadamente sufre ablandamiento por acción
del calor, es decir, la película es termoplástica.
Como es un producto sólido requiere del uso de disolventes
orgánicos, ésteres y cetonas y también alifáticos en mezcla.
Un producto derivado de este tipo de resinas es el NEOPRENO, el
cual es un caucho sintético proveniente de la polimerización de
cloropreno. Se le emplea en pinturas industriales especiales y
masivamente en adhesivos de contacto.
15

Resinas amínicas.
Este tipo de resinas abarca tanto las resinas ureicas como las resinas
melamínicas, ambos productos son policondensados con
formaldehído. Son resinas del tipo termofijas (termosetting) que
producen películas insolubles al agua e infusibles pero
extremadamente duras y rígidas.
Por lo general se les emplea como resinas modificadoras de otros
vehículos o mezcla de ellos, a los cuales les imparte sus
características intrínsecas.
Son los modificares más empleados para las resinas no-secantes en
las pinturas horneables.
Resinas Cumarona-Indeno
Este tipo de productos son productos sólidos, obtenidos como
subproductos en las plantas de coke. Dentro de sus características
más notorias está su alto punto de ablandamiento y el no ser
saponificable, lo cual le permite dar películas con buenas resistencias
a las soluciones ácidas y alcalinas, al agua, al calor y la oxidación.
En muchos aspectos tiene las mismas propiedades que las resinas
derivadas de la colofonia, pero con la ventaja de un menor precio.
Por lo general se les emplea como un modificador de otras resinas a
la cuales les imparte resistencia química, brillo y resistencia a la
temperatura. Es de gran utilidad en la elaboración de barnices
industriales horneables.
Resinas de Colofonia
Son resinas derivadas de la colofonia, también llamada “rosin”,
antiguamente llamada “pez”, la cual es una resina de origen natural
16

proveniente de la industria del papel de la cual es un subproducto
importante.
Generalmente se les emplea bajo la forma de ésteres y aductos, los
que a subes son usados en la elaboración de barnices, los cuales ya
constituyen un vehículo adecuado para la elaboración de pinturas.
Su principal ventaja reside en el variado número de derivados
posibles, los cuales desarrollan características muy especiales, su
desventaja es el precio con respecto a la resinas de cumarona-indeno
y recientemente con las resinas de petróleo de un precio aún menor.
Estas resinas generalmente imparten buen brillo inicial y mejor
secatividad a las pinturas donde se les emplea.
Resinas de Petróleo
Vienen a ser poliolefinas de gran peso molecular que tienen como
ventaja principal su bajo precio, su bajo color, buen brillo y
solubilidad en disolventes alifáticos comunes y compatibles con
otros vehículos; por este motivo estas resinas se emplean para
modificar otros vehículos formadores de película, a los cuales les
imparte sus ventajas principales.
Se les emplea en la modificación de resinas alquídicas para pinturas
económicas, donde lo importante es el costo, el buen secado y buen
brillo inicial, pero no la viscosidad alta, ya que este tipo de resinas
dan en su disolución viscosidades muy bajas.
Resinas Fenólicas
Son policondensados del fenol (sus similares o modificaciones) con
el formaldehído. Son resinas sólidas óleo compatibles que no se
emplean directamente como formador de película sino que sirven
para modificar otras resinas a las cuales les imparte dureza, buen
17

secado y resistencia a la humedad y los agentes químicos. Su mayor
uso está en la elaboración de barnices con aceites secantes, con los
cuales se fabrican barnices marinos (spar) y pinturas marinas o de
mantenimiento industrial, donde el ambiente exija una calidad
especial de película.
También en la literatura técnica se incluyen en este renglón a las
modificaciones fenólicas de la colofonia; al igual que el caso anterior
también son modificadores de otras resinas.
El principal defecto de estas resinas es que tienen un color pardo-
rojizo muy marcado por lo cual su uso no es indicado en las pinturas
de color claro, a demás las películas amarillean rápidamente. Estas
resinas tienen generalmente un precio mayor que otros
modificadores.
Resinas de Silicona
Estas resinas son materiales poliméricos de un peso molecular
moderado, compuesto por de un esqueleto molecular formado por
átomos de sílice y oxígeno, al cual se le han prendido en forma
alternada radicales orgánicos, los cuales modifican la características
de las resinas y dan solubilidad en disolventes orgánicos.
Las resinas siliconas son de muy buen color y buena adhesión,
algunas secan a temperatura ambiente dando películas libre de
pegajosidad, otras requieren de horneados para desarrollar sus
cualidades características. Estas resinas brindan una magnífica
resistencia química y térmica a las películas que forman u otros
vehículos que modifican.
18

Asfaltos y Breas
Este tipo de vehículos cubre una amplia variedad de materiales
oscuros formadores de película, que poseen propiedades físicas y
comportamientos característicos, los cuales son usados en la
industria de pinturas, solos o modificados con otros vehículos, en
recubrimientos donde el costo es lo más importante que el color
oscuro y donde la protección propuesta es el bloqueo físico.
Hay dos variedades de este tipo de resinas: los naturales y los
residuos de destilación:
Los residuos de la destilación del petróleo crudo en nuestro medio es
denominado “brea”, mientras que el residuo de la destilación de la
hulla se le llama “alquitrán” (coal-tar), este último difiere en su
composición química de los verdaderos “asfaltos” (pitches).
El más conocido de estos asfaltos naturales es la “gilsonita”, que es
una resina dura, quebradiza y brillante.
Parafinas Cloradas
Son hidrocarburos de alto peso molecular a los cuales se les ha
halogenado, con contenido de cloro tan altos como 70% en peso. Son
resinas sólidas muy ligeramente coloreadas, miscibles con aceites
secantes o sus resinas alquídicas correspondientes, solubles en casi
todos los disolventes, excepto los alcoholes inferiores.
Estos productos son de naturaleza inerte, lo cual los altamente
resistentes a los ácidos, álcalis, salmueras y calor. Su resistencia al
ambiente es lo suficientemente buena como para usarlos como
vehículo en pinturas de exteriores o interiores, donde se requiera
mejorar la adhesión y el brillo. Adicionalmente estas resinas
imparten a la película características auto-extinguibles. Este efecto
se debe a que al quemarse una pequeña porción de esta resinas, se
19

libera una gran cantidad de halógeno que sirve de capa de
ahogamiento a la llama viva.
Como vía de ayuda para la formulación, se da a continuación una
tabla de densidades de los principales vehículos usados en la
industria de pinturas:
VEHÍCULO Densidad litro/kilo galonesl/kilo
Alcohol polivinílico 0,820 1,220 0,216
Alquídica CORTA 0,863 l,159
0,228
Alquídica MEDIA 0,897 1,115 0,294
Alquídica LARGA 0,939 1,065 0,248
Alquídica Acrílica 0,863 1,159 0,228
Alquídica Estirenada 0,913 1,095 0,241
CMC (1) 0,740 1,351 0,264
Epóxica líquida 0,863 1,159 0,228
Epóxica sólida 0,833 1,200 0,220
Hidroxietil celulosa 0,731 1,368 0,193
Látex Acrílico 0,832 1,202 0,220
Látex Acrílico-Vinílico 0,831 1,203 0,220
Látex Vinílico 0,829 1,206 0,219
METHOCEL (2) 0,842 1,188 0,218
NATROSOL (3) 0,749 1,335 0,198
Resina Maleica 0,900 1,111 0,294
Resina Fenólica 0,920 1,087 0,243
Resina Melamina 0,772 1,295 0,204
Resina Ureica 0,765 1,307 0,202
ROSIN éster 0,893 1,120 0,236
20

(1) Carbo Metil Celulosa
(2) Hidroxi propil metil celulosa
(3) Carboxi metil celulosa
21

2.2 PIGMENTO
Es la otra parte sólida que conforma la película seca, la cual aporta
el color, la opacidad necesaria y alguna característica especial
determinada por su naturaleza química, consignada en los
requerimientos de la película seca (pintura).
Como en el caso anterior, al comienzo solamente se empleaban
productos naturales, los cuales poco a poco fueron cediendo espacio
a otros productos sintéticos con algunas ventajas adicionales que los
productos naturales no tenían o con matices nuevos que no es
posible obtener con mezclas.
Recientemente con la protección ambiental los pigmentos han
sufrido otra depuración, por ejemplo ya no están permitidos
pigmentos de plomo (litopón y albayalde = blanco – litargirio =
naranja) , cadmio, mercurio, etc. por ser altamente tóxicos.
Didácticamente es posible determinar alguna clasificación general
dentro de los pigmentos:
-Pigmentos. Son aquellos que poseen color y poder cubridor,
llamado también poder cubriente, debido a su opacidad. A los que
resisten la acción de los rayos (ultravioleta) del sol se les llama
“sólidos a la luz”.
-Colorantes. Son aquellos que poseen color pero que no tiene
opacidad y por ende poder cubriente. En algunos casos se les
denomina toners.
-Exténderes. Son productos sólidos, generalmente naturales, que
tienen casi las mismas propiedades de los pigmentos pero en menor
cuantía y que además tienen la ventaja de un bajo precio, lo cual
22

permite su uso masivo. Su nombre se debe a que su uso implica la
extensión de alguna propiedad de los pigmentos o colorantes.
-Cargas. Se clasifican así a los productos que no aportan ninguna
cualidad en especial, solamente se les usa para aumentar peso o
volumen, generalmente tienen un precio bajo y son abundantes en su
forma natural en la zona.
La relación en la cual se hallan el vehículo y el pigmento en la
película sólida, se hace para fines de la formulación de la pintura en
porcentaje en volumen y se le llama “PVC” (de las siglas en inglés
de pigment volume concentration).
Esta relación es la que determina el brillo final de la película seca, el
cual pude ir desde el más brillante (wet gloss = brillo del agua) hasta
el mate sin brillo (flat), según predomine el volumen del vehículo
seco o del pigmento respectivamente.
Un PVC de 40% indicará que el 40% del volumen de la película seca
está constituido por pigmento y el 60% restante por el volumen del
vehículo, en consecuencia, al haber predominio de vehículo la
película tendrá inclinación al brillo. Como es fácil deducir, entre
ambos límites de PVC hay toda una gama de brillos, algunos de los
cuales toman nombres especiales en el mercado: cáscara de huevo,
satinado, etc.
El PVC es factible de calcular a través de las densidades de los
componentes no volátiles de la pintura, el brillo es factible de
medición mediante aparatos que determinan la cantidad de luz
reflejada por la película en un ángulo determinado. Estos aparatos
tienen una fuente de luz debidamente cuantificada y normalizada y
un fotómetro que mide la luz reflejada y la porcentualiza con
23

respecto a la luz emitida de la fuente. La estandarización se hace con
patrones especiales para cada tipo de equipo.
Otra característica importante de los pigmentos es la absorción de
aceite, siendo ésta la capacidad porcentual en peso de un pigmento
de mantener aceite de linaza refinado dentro de su masa sin
fluidizarse (perder su apariencia pastosa consistente). Esta es una
prueba empírica que tiene ciertos rangos para cada pigmento, debido
a esta característica será necesario que el formulador deba determinar
la absorción de aceite de cada lote de pigmento que le llega. Esta
característica tiene gran influencia en la apariencia y consistencia
(viscosidad) de la pintura final.
El poder cubriente de un pigmento debido a su opacidad es función
de su índice de refracción. Su cuantificación en la pintura es un tanto
difícil (ya que es una mezcla) debido a la interferencia de los otros
componentes, no obstante con la ayuda de un aparato llamado
“criptómetro” es posible determinar el poder cubriente de una
pintura en base húmeda relacionando área con volumen de pintura.
El equipo consta de una base de vidrio, con una graduación en un
borde, dividida por la mitad en dos porciones, una blanca y la otra
negra; sobre esta superficie corre un aplicador de vidrio con un plano
inclinado inferior, que en realidad permite establecer una altura de la
película húmeda que se encuentra entre ellos, la operación consiste
en adicionar una muestra de pintura sobre la placa y luego correr el
aplicador hasta que no se pueda visualizar la división entre las
secciones blanca y negra, que es la de mayor contraste, luego se lee
la graduación correspondiente en la regla graduada. Este dato por lo
general no se mantiene cuando se trata de base seca. En la industria
24

de pinturas es muy común que el poder cubriente se haga en forma
comparativa en cartas especiales de aplicación y en película seca.
A continuación y como vía de ilustración se da una lista de algunos
pigmentos comúnmente usados en la industria de pinturas:
PIGMENTO Densidad l/kilo Gal/kilo
Amarillo cadmio 4,34 0,230 0,061
Amarillo cromo 5,80 0,172 0,046
Amarillo de fierro (natural) 3,40 0,294 0,078
Amarillo de fierro (sintético) 3,95 0,253 0,067
Amarillo Hansa 1,48 0,676 0,181
Anaranjado mineral 8,82 0,114 0,030
Anaranjado molibdato de cromo 5,80 0,172 0,046
Azul cobalto 3,83 0,261 0,069
Azul Phthalocyanine 1,56 0,642 0,169
Azul de Prusia 1,82 0,549 0,145
Azul ultramarino 2,34 0,427 0,113
Blanco fijo (sulfato de bario) 4,36 0,229 0,061
Caolín 2,60 0,385 0,102
Carbonato de Bario 4,33 0,231 0,061
Carbonato de calcio (tiza) 2,70 0,370 0,098
Carbonato de magnesio 1,81 0,552 0,146
Cromato de zinc (amarillo zinc) 3,46 0,289 0,076
Cromato de zinc (tetroxi) 4,00 0,250 0,068
Dióxido de titanio (anastase) 3,88 0,258 0,068
Dióxido de titanio (rutilo) 4,20 0,238 0,063
Grafito 2,22 0,450 0,119
Hidróxido de aluminio 3,01 0,332 0,088
25

Litargirio 9,44 0,106 0,030
Litopón 4,30 0,233 0,062
Mica 2,83 0,353 0,093
Naranja cromo 6,80 0,147 0,039
Negro de humo 1,78 0,562 0,148
Ocre 2,96 0,338 0,089
Óxido de antimonio (Sb2O3) 5,75 0,174 0,046
Óxido de cobre 5,79 0,173 0,046
Óxido de cromo 5,10 0,196 0,052
Óxido de cromo hidratado 3,41 0,293 0,077
Óxido de fierro negro 4,72 0,212 0,056
Óxido de fierro rojo 97% 5,11 0,196 0,052
Óxido de fierro rojo 70% 4,11 0,243 0,064
Óxido de fierro rojo 40% 3,65 0,274 0,072
Óxido de mercúrico 11,14 0,090 0,024
Óxido de zinc 5,60 0,179 0,047
Óxido de zirconio 5,69 0,176 0,046
Pasta d aluminio (65%) 1,47 0,680 0,180
Pasta de plomo (90:10) 4,80 0,208 0,055
Pizarra 2,80 0,357 0,094
Polvo de bronce 8,00 0,125 0,033
Polvo de cobre 8,00 0,125 0,033
Polvo de zinc 7,06 0,142 0,037
Rojo Lithol 1,57 0,637 0,168
Rojo toluidino 1,42 0,704 0,186
Rojo Tuscan 3,52 0,284 0,075
Rojo Veneciano (40% Fe2O3) 3,48 0,287 0,076
Rojo Veneciano (20% Fe2O3) 2,90 0,345 0,091
Siena cruda 3,29 0,304 0,080
26

Siena quemada 3,68 0,272 0,072
Silicato de aluminio 2,60 0,385 0,102
Silicato de magnesio (talco) 2,85 0,351 0,093
Sílice 2,65 0,377 0,100
Sílice diatomeacea 2,31 0,433 0,114
Sombra cruda 3,40 0,294 0,078
Sombra quemada 3,63 0,275 0,073
Sulfato de bario (baritina) 4,45 0,225 0,060
Sulfato de calcio anhidro 2,32 0,431 0,113
Sulfato de calcio hidratado 2,35 0,426 0,112
Verde de cromo claro 5,12 0,195 0,052
Verde de cromo mediano 4,06 0,246 0,065
Verde de cromo oscuro 3,30 0,303 0,080
Verde Phthalocyanine 2,01 0,498 0,131
27

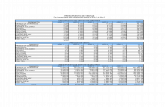
Como vía de ilustración se da el siguiente ejemplo en el cual se trata
de determinar el PVC de la siguiente pintura acrílica para exteriores:
Fórmula: Insumo Pesada en Kilos Densidad
Agua 250,0 8,3 lb/gal
Dispersante (25%) 9,2
Antiespumante 2,0
Titanio (Rutilo) 185,0
Titanio (Anatase) 45,0
Mica 325 30,0
Tiza 155,0
Preservante 6,0
Etilen glicol 17,5
Methocel 3,5 0,217 gal/kg
Antiespumante 5,0
Emulsión acrílica (47%) 450,0 9,10 lb/gal
TOTAL 1 158,2 kilos
Calculando el volumen del pigmento:
Titanio (Rutilo) 185 x 0,063 gal/kilo = 11,655 gal
Titanio (Anatase) 45 x 0,068 gal/kilo = 3,060 gal
Mica 30 x 0,093 gal/kilo = 2,790 gal
Tiza 155 x 0,098 gal/kilo = 15,190 gal
32,695 gal
Calculando el volumen del vehículo:
Methocel 3,5 x 0,2176 gal/kg= 0,762 gal
Emulsión al 47% 9,10lg/gal = 4,12776 kilos/gal
= 0,2423 gal/kilo
volumen de la emulsión = 450 kg x 0,2423 = 109,035 gal
28

descontando el agua = 8,3 lb/gal = 3,76488 kilos/gal
= 0,2656 gal/kilo
450 kilos x (100–47) = 238,5 kilos
238,5 kilos x 0,2656 = 63,349 galones de agua
Volumen de sólidos = 109,035 – 63,349 = 45,686 gal (sól.)
Volumen total del vehículo = 45,686 + 0,762 = 46,448 gal
Volumen total = 32,685 + 46,448 = 79,133 gal
PVC= 32,685 x 100/79,133 = 41,3%
29

CUADRO DE CONVERSIONES DENSI-VOLUMÉTRICAS
Gravedad específica
Libras/galón Kilos/galón Galones/libra Galones/Kilo
0,720,730,740,75
5,996,076,166,24
2,7172,7532,7942,830
0,1670,1650,1620,160
0,3670,3630,3560,352
0,760,770,780,790,80
6,326,416,496,576,66
2,8672,9082,9442,9803,021
0,1580,1560,1540,1520,150
0,3480,3430,3390,3340,330
0,810,820,830,840,85
6,746,826,916,997,07
3,0573,0943,1343,1713,207
0,1480,1470,1450,1430,141
0,3260,3230,3190,3150,310
0,860,870,880,890,90
7,167,247,327,407,49
3,2483,2843,3203,3573,397
0,1400,1380,1370,1350,134
0,3080,3040,3010,2970,295
0,910,920,930,940,95
7,577,657,747,827,90
3,4343,4703,5113,5473,583
0,1320,1310,1290,1280,127
0,2900,2880,2840,2820,279
0,960,970,980,991,00
7,998,078,158,248,32
3,6243,6613,6973,7383,774
0,1250,1240,1230,1210,120
0,2750,2730,2710,2660,264
1,011,021,031,041,05
8,408,498,578,658,74
3,8103,8513,8873.,9243,964
0,1190,1180,1170,1160,114
0,2620,2600,2570,2550,251
1,061,071,081,091,10
8,828,908,999,079,15
4,0004,0374,0784,1144,150
0,1130,1120,1110,1100,109
0,2490,2460,2440,2420,240
1,111,121,131,141,15
9,249,329,409,489,57
4,1914,2284,2644,3004,341
0,1080,1070,1060,1050,104
0,2380,2350,2330,2310,229
1,161,171,181,191,20
9,659,739,829,909,98
4,3774,4144,4544,4914,527
0,1040,1030,1020,1010,100
0,2280,2270,2240,2220,220
1,211,221,23
10,1010,1810,26
4,5814,6184,654
0,0990,0980,097
0,2180,2160,213
30

2.3 DISOLVENTES
Son los productos volátiles que sirven para diluir los vehículos y
regular la viscosidad (consistencia) de presentación o uso, puede
ser simplemente agua o la mezcla de productos orgánicos muy
sofisticados. No es, ni debe ser, componente de la película seca.
La única excepción se da en las resinas modificadas que emplean
como disolvente a algunos monómeros, los cuales durante la
reacción que produce el secado deviene en un polímero sólido que
si es parte de la película seca, en forma molecular o como simple
mezcla.
Aparte de la modificación de la consistencia, los disolventes
preparan a la pintura para que el secado, natural o forzado, esté de
acuerdo con el medio ambiente.
Un disolventes de evaporación muy lenta puede retardar el tiempo de
secado por oxidación, ya que permanecerá dentro de la película por
más tiempo y no permitirá el contacto directo con el oxígeno del
aire, promotor principal del curado. Un disolvente muy volátil dejará
la película muy rápidamente pero para ello deberá robar energía de la
película misma, logrando que la temperatura baje por debajo de la
temperatura ambiente y con esto es posible atrapar humedad
ambiental; por otro lado si la evaporación es muy rápida puede darse
el caso que la película no se haya llegado a nivelar y al no haber
disolvente la viscosidad se torna tan alta que no permite la nivelación
de la película.
En el caso de pinturas de secamiento forzado (al horno) el disolvente
o los disolventes deben ser balanceados muy cuidadosamente para
lograr la modificación de la consistencia y permitir una evaporación
regulada de acuerdo a las condiciones del horneado, una evaporación
31

muy rápida causa un problema de “hervido” que se manifiesta por la
presencia de depresiones en la superficie donde el disolvente se
evaporó más rápido, la “cáscara de naranja” también es producida
por esta anomalía.
Las características de los disolventes se refieren principalmente a su
poder de disolución (kauri-butanol) y a su rango de ebullición.
Cuando se usa una mezcla de disolventes se forma lo que
comúnmente se llama thinner y en él la determinación de las
características enunciadas no es tan fácil.
Algunos disolventes tiene olores muy característicos que los hacen
aptos o no para las pinturas, en algunos casos las impurezas causan el
desarrollo posterior de olores ofensivos y desagradables, tal es el
caso del azufre contenido en el varsol; en otros caso sus propiedades
químicas y bioquímicas hacen que el uso de ciertos disolventes sea
limitado, ahora más que nunca, ya que hay que considerar el factor
ecológico, además de la protección al personal que estará expuesto a
la pintura (fabricación, y uso).
Debido a que se ha determinado que algunos disolventes,
principalmente los orgánicos, causan lesiones secundarias por
concentración acumulativa y en algunos casos adicción, actualmente
existen tablas de seguridad que limitan las PPM de un disolvente en
el ambiente de trabajo.
El flash point o punto de inflamación es una característica
importante, que en muchos casos limita el transporte y almacenaje de
pinturas. El flash point open cup miden la temperatura a la cual el
disolvente puede inflamarse (temperatura de combustión), ante la
32

presencia de una llama, mientras que el flash point closed cup mide
la temperatura de autoignición del disolvente (punto de
inflamación); el tráfico de carga aérea es muy estricta con respecto a
estas características.
Como se puede apreciar el uso de disolvente no es una casa muy
simple, requiere de conocimientos adecuados sobre la naturaleza de
los disolventes a usar, su cantidad, su toxicidad, su poder de
contaminación, etc.
Es muy recomendable leer detenidamente las hojas de características
técnicas de los fabricantes de disolventes antes de decidir su empleo
en una pintura.
Como ilustración se da un ejemplo de las características de varsol,
DISOLVENTE # 3 PETROPERU:
Pureza 98%
Azufre 0,006%
Valor KB 36,2
Punto de Ebullición 152,7ºC.
Punto de Inflamación 40ºC.
Gravedad Específica 0,7967 (25ºC.)
Gravedad API 46,1 (15,56ºC.)
Tener presente que en el caso de las pinturas al látex, también
llamadas comúnmente al agua, es precisamente el agua el disolvente
usado; luego aquí es conveniente diferenciar si se trata de agua de
caño, blanda o deionizada.
33

Como vía de ilustración se dan a continuación los datos de densidad
de algunos disolventes de uso frecuente:
DISOLVENTES Gravedad Específica 1itros/Kg Gl/Kg.
Agua
Acetato de Carbitol
Butanol
Etilen Glicol
Propilen Glicol
Texanol
Toluol
Varsol
Xilol
1,000
0,992
0,810
0,889
1,040
1,056
1,154
0,797
0,864
1,000
1,008
1,234
1,125
0,962
0,945
0,867
1,254
1,157
0,264
0,262
0,326
0,235
0,254
0,279
0,229
0,331
0,306
34

2.4 ADITIVOS
Se da esta definición genérica a una serie de productos de muy variada
composición química que son empleados para reforzar una característica o
evitar algún problema de elaboración o de uso. En este grupo están los
humectantes, los dispersantes, los antiespumantes, los secantes, los
antioxidantes, los protectores de color, los consolidantes, los plastificantes,
etc.
Estos aditivos pueden ser volátiles o residentes, en este último caso
permanecen dentro de la película seca.
Cada aditivo cumple una función determinada y debidamente cuantificada,
por lo tanto los aditivos deben ser correctamente elegidos y correctamente
dosificados. Por lo general en una formulación el obtener una ventaja
significa sacrificar otra, de manera que al usar aditivo el formulador debe
conocer que es lo que va sacrificar y en que proporción, luego decidirá si
vale la pena o no y si es rentable la modificación, ya que algunos aditivos
son de precios altos.
En algunos casos es muy importante tener presente la incompatibilidad de
ciertos aditivos con determinados vehículos, por ejemplo en muchos casos
de láteces no se recomienda el uso de antiespumantes a base de siliconas.
En otros casos los aditivos ocasionan reacciones secundarias entre ellos que
a su vez producen efectos en la pintura de muy difícil determinación, por
ejemplo, los ácidos libres remanentes en los secantes puede ocasionar
problemas de flotación en la pintura como consecuencia de la formación de
jabones con los electrolitos presentes en otros aditivos.
35

2.4.1 SURFECTANTE
En términos generales un agente surfectante es un compuesto que
actúa sobre la tensión superficial, modificándola según las
necesidades; también se le puede definir más técnicamente como un
compuesto que afecta las fuerzas superficiales de un líquido o sólido
en relación a otros líquidos, gases o sólidos.
Químicamente, un surfectante es una molécula en la cual existe un
extremo hidrofílico (que tiene afinidad por el agua) que a la vez
es lipófobo y otro que es lipofílico (que tiene afinidad por los aceites)
y que a la vez es hidrófobo, este último está compuesto generalmente
por cadenas largas de hidrocarburos.
El jabón corriente es un ejemplo típico de surfectante, tiene un
extremo lipofílico constituido por el ácido graso del aceite de origen
y el otro extremo hidrofílico constituido por el metal alcalino usado
en su fabricación. Puede emulsionar un aceite en agua debido a que
su parte lipofílica se disuelve en el aceite, mientras que su parte
hidrofílica permanece disuelta en el agua.
Cuando no hay aceite, el jabón disuelto en el agua por su parte
hidrofílica, reduce la tensión superficial entre el agua y el aire
presente, promoviendo la formación de espuma.
El balance de las tendencias hidrofílicas se denomina HLB
(Hydrophilic-Lipophilic Balance), éste dato, que es posible calcular
si se conoce la estructura química de un compuesto, es de suma
utilidad para decidir la utilización de un surfectante o sistema de
surfectantes, para un sistema específico. No obstante, este elección
que es específica, involucra una evaluación empírica de aciertos y
fracasos, ya que existe una acción sinérgica entre ellos. En una
pintura al látex por ejemplo, el uso de surfectantes aniónicos y no
iónicos juntos son más efectivos que si se usaran solos.
36

Para considerar el uso de surfectantes hay que tener presente que
estos son aditivos residentes que también suelen tener reacciones
secundarias desfavorables, que van en concordancia con su
concentración final. Es por este motivo que los surfectantes de nueva
generación basan su ventaja principal en las muy bajas
dosificaciones necesarias, esto con el fin fe minimizar sus efectos de
residencia. Por ejemplo una cantidad excesiva de surfectantes puede
hacer que la película resultante sea muy fácilmente humectable y que
pueda absorber agua, hincharse y ablandarse.
Cuando se habla de protección por capas de energía para estabilizar
una defloculación, se esta haciendo referencia a la acción de los
surfectantes con carga eléctrica. Entre la superficie de la fase sólida
cargada con iones negativos y la fase líquida, se forman dos capas
que rodean la superficie de la partícula: una capa compacta (con gran
concentración iónica) y otra difusa (En la fase líquida). El uso de los
surfectantes hace que ambas capas aumenten su espesor, con esto se
consigue una mejor dispersión de las cargas que favorece la
repulsión entre ellas, en capas estrechas se crean distorsiones en el
movimiento de las cargas. En muchos casos la efectividad de un
surfectante es muy específica para los dos tipos de superficies
involucradas para obtener un efecto previsto.
Los surfectantes pueden clasificarse en cuatro categorías
importantes:
ANIÓNICOS
CATIÓNICOS
NO IÓNICOS
ANFÓTEROS
37

2.4.1.1 ANIÓNICOS
Los surfectantes aniónicos se ionizan en solución con un extremo
hidrofílico con carga negativa. El tipo más característico es el jabón
de uso doméstico ya mencionado antes y son sales de sodio
(generalmente) de ácidos grasos. El radical carboxílico ionizado es
el extremo hidrofílico de la molécula y la cadena larga del ácido
graso es la parte hidrofoba. Las sales de los ácidos sulfúrico,
sulfónico y fosfórico son también compuestos aniónicos.
Los surfectantes aniónicos reducen la tensión superficial del agua,
pero en la industria de pinturas se les emplea más frecuentemente
para proporcionar cargas a las partículas de pigmento, así por
ejemplo la sal tripolifosfato de potasio es un magnífico dispersante
para el sistema dióxido de titanio/agua.
2.4.1.2 CATIÓNICOS
En este caso existe una carga positiva en su extremo hidrofílico
ionizado, mientras que su extremo lipofílico está constituido por una
larga cadena de un hidrocarburo, generalmente modificados con
compuestos amina, amida y amonios cuaternarios.
En la industria de pinturas estos surfectantes catiónicos son
raramente usados, debido a que neutralizan los surfectantes aniónicos
usados para estabilizar los láteces produciendo su coagulación y la
floculación de los pigmentos dispersados.
2.4.1.3. NO IÓNICOS
A diferencia de los anteriores, los surfectantes “no iónicos” no
ionizan en solución, su carácter hidrofílico se consigue a través de la
estructura molecular de uno de sus extremos, los cuales por lo
38

general contienen grupos orgánicos hidrofílicos, tales como
hidróxilos y éteres,
Estas estructuras son más débiles (la mitad) que los surfectantes que
se ionizan con cargas eléctricas.
En estos surfectantes, químicamente la porción hidrofílica es tan
grande como la porción lipofílica, especialmente en el caso de los
surfectantes con alta hidrosolubilidad.
2.4.1.4. ANFÓTEROS
En este tipo de surfectantes es el pH el que determina el
comportamiento iónico. La parte que permite el funcionamiento
como catiónico es una sal amónica, mientras el funcionamiento
aniónico se debe a grupos carbóxilos ácidos, éster-sulfatos o grupos
sulfonados.
2.4.2. COALESCENTE
Los agentes coalescentes son compuestos orgánicos que ayudan a la
formación de la película por parte del polímero emulsionado. Estos
compuestos viene a ser plastificantes volátiles que actúan como
disolventes del polímero y lo mantiene fluido hasta que ellos se
evaporan pero dejando la película ya formada.
La película se forma primero por el agrupamiento de las miscelas de
polímero en una masa aglomerada que luego por ruptura de su
superficie se convierte en una capa soldada pero discontínua. Según
el medio usado (agua en el caso del látex) la evaporación de éste
permite la fusión total en una película única (CONSOLIDACION).
Si la evaporación es muy violeta, por exceso de temperatura
ambiental (la región de la selva por ejemplo) o por baja presión
barométrica (sitios de altura, la sierra por ejemplo), no hay tiempo
39

suficiente para que la película consolide. El coalescente por ser un
líquido volátil modifica la presión de vapor del sistema (rango de
evaporación), alargándolo lo suficiente para que la consolidación se
lleve a cabo.
1 2 3
Miscelas
Sustrato Sustrato Sustrato
I
IIIII
Película seca
Película húmeda
CONSOLIDACIÓN
En las figuras precedentes se da una idea genérica de cómo se
consolida la película:
1. Las miscelas se mantienen separadas en el medio, aún líquido.
2. Al evaporarse el disolvente las miscelas primero se juntan y
luego se van uniendo hasta formar una película no
consolidada.
3. La película se consolida firmemente sobre el sustrato en una
capa única
40

2.4.3. PLASTIFICANTE
Como su nombre lo indica estos aditivos imparten plasticidad a la
película que los contiene. Son en realidad disolventes residentes de
bajo poder de solubilidad.
Químicamente son en su mayoría ésteres de ácidos orgánicos de
moléculas grandes o de características estéricas especiales, tales
como los ftalatos, maleatos, fumaratos, tricresilfosfatos, etc.
En su elección, cuando sean necesarios, se debe tener mucho
cuidado en la elección por cuanto existen incompatibilidades con
algunos medios o tienen efectos especiales retardados dentro de la
película.
Por ejemplo:
a) Los maleatos y fumaratos son más afines a los láteces que los
del tipo ftalatos.
b) Los ftalatos pueden funcionar como disolventes de algunos
pigmentos orgánicos, en especial los rojos, produciendo
manchas en la película seca después de varias semanas.
c) Los plastificantes se mantienen en la película en su estado
liquido natural como mezcla, por tal motivo dependiendo de
las condiciones ambientales suelen migrar a la superficie,
dejando la película con cada vez menos plastificante o sea más
rígida.
En el caso de pinturas al látex el desarrollo de nuevos copolímeros
flexibles evita el uso de plastificantes externos. Es necesario tener
presente que la plastificación de una película se hace a expensas de
sacrificar la dureza de la misma.
41

A continuación se dan los datos densi-volumétricos de los
plastificantes más empleados:
Plastificante Gravedad Específica 1 /Kg G1/kg.
DBM 0,993 1,007 0,266
DBP 0,889 1,125 0,235
DOP 0,985 1,015 0,269
42

2.4.4. COLOIDE
También llamados “coloides protectores”, son resinas acuosolubles
(hidrófilas) que se usan dentro de un defloculado (o una pintura)
para proteger la dispersión obtenida mediante el aumento de la
viscosidad del medio, protegiéndola contra la coagulación y el
asentamiento. Por esta razón también se les llama en algunos casos
“espesante”.
Los coloides hidrófilios incluyen el almidón, el alginato de sodio, la
metilcelulosa, la hidroximeticelulosa y la hidroxietilcelulosa, el sodio
carbohimeticelulosa, los alcoholes polivinílicos, los caseinatos de
sodio, etc.
El requisito general es que estos coloides generen altas viscosidades
a bajas concentraciones, ya que por ser residentes y no totalmente
compatibles con los láteces, mantienen sus características hidrofílicas
como una red dentro de la película (lo cual no es ventajoso), de
manera que es preferible tener la menor cantidad posible dentro de la
película, lo cual además tiene ventaja económica por ser estos
productos de precios relativamente altos.
Cada tipo de coloide imparte además de la viscosidad otras
características, tal como la tixotropía, la nivelación, el flujo, la
tolerancia al bórax, etc. Es por esto que la elección del coloide
protector exige el conocimiento necesario de la mecánica de
funcionamiento de este aditivo.
La porción de coloide incorporada en la molienda ayuda la
dispersión mediante el espesamiento del medio, que también permite
aplicar más uniformemente el alto esfuerzo de corte. Además el
hecho que la partícula de pigmento esté totalmente recubierta por el
coloide mejora la estabilidad final de la pintura.
43

2.4.5. ANTIESPUMANTE
Son compuestos generalmente orgánicos que también actúan sobre la
tensión superficial de la fase líquida pero esta vez refiriéndola a un
sistema líquido/ gas. Este es un aditivo residente que también tiene
efectos secundarios por lo cual se recomienda dosificaciones exactas
y mínimas.
Existen en el mercado una diversidad de ello, pero al decidir por uno
de ellos hay que tener presente la compatibilidad y afinidad con el
medio; o con látex , por ejemplo, los antiespumantes de silicona no
se recomiendan para sistemas con láteces de PVA o ACRILICOS. Es
necesario que el formulador lea cuidadosamente la hoja técnica del
producto antes de decidir su uso.
Es importante anotar que es mejor evitar la formación de
espuma que usar un antiespumante.
44

2.4.6. BUFFER
Estos son aditivos que tienen por finalidad regular el pH a rangos
adecuados. Los hay volátiles y residentes. La elección dependerá del
uso que se le quiera dar, pero por lo general se buscan los del tipo
volátil ya que su influencia ya no es necesaria cuando la película está
consolidada. Los buffer residentes causan problemas de hidrólisis
ácida o alcalina del látex, lo cual es sumamente peligroso por su
acción retardada.
El buffer alcalino más empleado es el amoníaco (o hidróxido de
amonio), el cual es volátil, también se suele usar bicarbonato de
sodio pero este es residente. Como buffer ácido volátil suele usarse el
ácido clorhídrico diluido, pero éste debe ser dosificado con sumo
cuidado por ser un ión corrosivo, aún para el acero inoxidable de los
equipos; como buffer ácido residente se emplea el ácido oxálico,
también con las limitaciones pertinentes a su característica de
residencia.
Es posible emplear compuestos orgánicos que funcionan como
“buffer tampón”, es decir da un pH determinado que es muy
constante.
Tener presente que la regulación del pH es a veces momentánea o
escalonada según sea el procedimiento de elaboración, pero que en
todo momento debe estar de acuerdo con el pH del medio en el cual
todos los componentes son estables
45

2.4.7. PRESERVANTE
Son productos que tienen como finalidad proteger los ingredientes de
una dispersión factibles de descomposición por acción de
microorganismos, generalmente bacterias. Cuando una bacteria ha
atacado un sistema es posible matar al microorganismo, pero lo que
es muy difícil es eliminar las enzimas que dejó este microorganismo
dentro del sistema y que sigue degradando el sistema aún cuando no
haya cepas vivas. El principal elemento degradable en una pintura
es el coloide protector, más aún si es del tipo celulósico.
Existe en el mercado una gran variedad de estos productos
microbiocidas los cuales cumplen con su función de acuerdo a un
espectro definido de microorganismo, otros son de amplio espectro,
pero la casi totalidad de ellos son residentes, de manera que el agente
queda retenido en la película (en una pintura en nuestro caso) , lo
cual últimamente ha provocado medidas de protección al consumidor
y de protección ambiental ya que todos ellos son venenos
potenciales.
La variedad de marcas va de acuerdo con la variedad de productos
químicos usados: así tenemos entre los más simple el formaldehído
(volátil), el óxido de zinc (residente) como a moléculas tan
complejas como el producto cloruro 1 (3-cloroalil)-3,5,7-triazo-1-
azoniaadamantano.
Como de costumbre, la elección debe considerar la compatibilidad
con el medio y además cumplir con las exigencias del control
ambiental y de salud pública.
46

2.4.8. FUNGICIDA
Son productos que protegen la pintura ya aplicada (película seca) de
la acción destructiva de los hongos. Estos son usados en los casos de
ambientes húmedos y cálidos donde proliferan las esporas de los
hongos, en los ambientes normales por lo general los preservantes de
amplio espectro también tienen acción sobre algunos hongos
comunes.
2.4.9. MODIFICADORES
Son productos muy variados que cumplen una función muy
específica dentro de la película o en la pintura, dentro de la extensa
gama de ellos se pueden mencionar los siguientes:
ENMASCARADORES, son perfumes que se adicionan a la pintura
para disimular olores agresivos o desagradables, se usan con bastante
frecuencia en la pinturas al látex acrílico.
AGENTES TIXOTRÓPICOS, son productos capaces de desarrollar
tixotropía en la pintura para fines de aplicación especiales, los hay de
varios tipos, algunos inorgánicos como la sílice amorfa, otros
orgánicos como polímeros acrílicos parcialmente hidrolizados.
ANTI SAGGIN, son productos que evitan o corrigen el efecto de
“chorreado” en las pinturas cuando se aplican en superficies
verticales.
COSOLVENTES, son disolventes secundarios que ayudan a la
estabilización de la viscocidad, entre ellos s encuentra el común
etilen glicol, el propilen glicol, el butil carbitol, etc. Son usados
frecuentemente en las formulaciones pero sin el conocimiento exacto
de su funcionamiento.
47

COADYUVANTES DE PODER CUBRIDOR, son productos
sofisticados que pretenden reemplazar parte de los pigmentos caros,
como el titanio por ejemplo, mediante el uso de la refracción. Son
encapsulados de micro burbujas de aire en un polímero acrílico-
estireno.
ANTIOXIDANTES, como su nombre lo indica son productos que
inhiben la acción del oxígeno del aire, se usan en pinturas tipo
esmalte para evitar la formación de películas dentro de los envases.
Últimamente se está usando antioxidantes en las pinturas al látex
para proteger el coloide de la acción oxidante de los residuos de los
catalizadores empleados en la elaboración del látex.
48

2.4.10 SECANTES
Los secantes son jabones metálicos de ácidos orgánicos que se
emplean para secar las resinas alquídicas en la pintura tipo esmalte,
mediante una reacción de oxidación de la parte oleosa de la misma.
En buena cuenta son catalizadores específicos de oxidación.
Existen varios tipos de secantes, pero los más usados son los del tipo
naftenatos que tienen muy buena eficiencia y precios bajos. Los
metales más usados son el plomo, el cobalto, el manganeso, el calcio
y zirconio. Cabe hacer la aclaración que las sales o jabones de plomo
ya no se emplean por ser contaminantes y dañinas para la salud.
Los secantes también son usados para otros fines, por ejemplo el
naftenato u octoato de cobalto se usa como acelerador de las
reacciones de polimerización final de resinas poliéster; el naftenato
de plomo se emplea como catalizador en la polimerización de aceites
y aún de resinas alquídicas.
49

3. MANUFACTURA
La manufactura es el proceso industrial por el cual una materia prima
o varias de ellas se transforman por reacción o mezcla en un producto
acabado que está destinado a cumplir la satisfacción de una necesidad,
dentro de parámetros previamente acordados entre las partes
involucradas.
En el caso de pinturas, la diversidad de tipos de pinturas existentes
requiere de sistemas productivos también variados y diferentes, lo cual
conlleva a la utilización de equipos adecuados para cada fin.
En este manual, por razones didácticas, se tratará solamente de los
tipos principales: pinturas al látex y esmaltes.
3.1. MOLIENDA
En el ambiente pinturero, la operación de molienda no refleja
realmente la verdad, ya que no se muele el pigmento, que ya viene
molido a malla 325, sino que se disgregan los aglomerados de
partículas primarias de pigmento.
El pigmento viene en un sistema sólido-gas, porque los cúmulos de
partículas de pigmento (el sólido) ocluyen aire (el gas). La operación
que se realiza en verdad es una DEFLOCULACION con un cambio a
un sistema sólido-líquido.
En esta operación lo que se hace es aplicar energía suficiente para
lograr vencer las fuerzas de las valencias secundarias que
mantienen unidas las partículas de pigmento, con la finalidad de
separarlas y permitir que el líquido (el ligante) desplace el aire que
existe en los aglomerados, desintegrándolos y humectándolos.
50

Dependiendo de la naturaleza del sistema pigmento-ligante, las
partículas húmedas del pigmento pueden mantenerse discretamente
asociadas en una estructura más débil que se conoce como
FLOCULADO.
51

Las partículas húmedas de una dispersión recién hecha, están en un
constante movimiento debido a corrientes internas inducidas; a este
estado se le conoce como MOVIMIENTO BROWNIANO. Como
resultado del Movimiento Browniano se producen frecuentemente
colisiones entre las partículas individuales, en algunos casos estas
colisiones hacen que las partículas reboten pero en otros se produce la
unión de las partículas en colisión, dando inicio al fenómeno llamado
FLOCULACIÓN.
Como se puede deducir, cuando se mide el grado de molienda (fineza)
lo que se está midiendo realmente es el diámetro de los cúmulos aún
defloculados o secos.
Por lo general en el lenguaje pinturero la mezcla a moler (o dispensar
en el molino) se le llama PASTA, mientras que a la parte restante de
las pinturas se le llama COMPLEMENTO.
La pasta a moler, para que el proceso se haga en tiempo apropiado y
que la defloculación resultante permita la entrada del complemento,
debe tener una composición adecuada al tipo de molino y al tipo de
pintura.
Como regla general, en la pasta deben estar presentes el disolvente, el
soporte o medio y el pigmento. Aquí ya deben estar los aditivos
adecuados para el mejor comportamiento de cada una de las partes
componentes:
a) Buffer para que coloide (en el caso de pinturas de látex) desarrollo
su máxima viscocidad.
b) Humectantes para mejorar el defloculado de los pigmentos.
c) Disolventes y cosolventes.
d) Antiespumantes, etc.
52

En la molienda debe estar presente todo el pigmento pero no
necesariamente todo el vehículo. Tener en cuenta que la energía
mecánica que se aplica se diluye si la masa es muy grande o muy
suelta o generará mucho calor si la masa es muy pequeña o muy
densa.
Cuando dos partículas independientes se acercan, entran en juego tres
tipos de fuerzas:
A) FUERZAS ELECTROMAGNÉTICAS DE VALENCIA
SECUNDARIA
Estas son fuerzas atractivas e inducen a las partículas
individuales a juntarse dando facilidades a la floculación. Estas
fuerzas son más fuertes cuanto mayor es el diámetro de las
partículas, haciendo que la distancia entre dos partículas
similares de pigmento se reduzca.
B) FUERZAS ELECTROSTÁTICAS
Estas fuerzas repulsivas pueden estar presentes o pueden ser
inducidas adecuadamente en la partícula de pigmento. Estas
fuerzas provienen de los grupos iogénicos de la superficie de
la partícula del pigmento o de materiales ionizables que se
adicionan a la dispersión y que son absorbidas en la superficie
de la partícula de pigmento. Estas son las fuerzas primarias
repulsivas que estabilizan una dispersión de base acuosa.
C) EFECTO DE IMPEDIMENTO ESTÉRICO
Esta fuerza repulsiva tiene que ver con el tamaño y
complejidad de la molécula del polímero empleado como
53

ligante. Como su nombre lo indica, este efecto se produce por
el bloqueo que significa una molécula grande en el espacio
tridimensional real que existe dentro de la dispersión.
Como se puede observar; todos los fenómenos ocurren en la
superficie de los pigmentos. Si la combinación de las fuerzas
repulsivas (electrostáticas y de impedimento estérico) entre las
partículas dispersadas, superan las fuerzas atractivas (valencias
secundarias), la dispersión permanecerá estable, si no fuese así, se
producirá inevitablemente la floculación.
La completa defloculación en una pintura se manifiesta como
mejoras en las propiedades ópticas (brillo y poder cubriente) y
mejoras en el flujo y la nivelación. Cuando está presente la
floculación se pierde en propiedades ópticas pero en cambio se gana
algo de tixotropía que mejora el chorreado y a la vez produce
sedimentación más blanda.
Una manera de prevenir la floculación es aumentar la viscosidad del
medio, a mayor viscosidad menor movimiento de la partícula
inmersa y menor la probabilidad de choque y por ende de
floculación. No obstante, el solo ajuste de la viscosidad no es
suficiente para prevenir totalmente el fenómeno de la floculación, de
allí que se tenga que emplear otros agentes que estabilicen las
dispersiones mediante barreras de energía.
3.1.1. EQUIPOS
Para la defloculación del pigmento debe emplearse un equipo
adecuado al tipo de sistema a trabajar y al producto final que se
desea obtener.
54

Ante la diversidad de productos a obtener la variedad de equipos es
también grande.
3.1.1.1 DISPERSADORES DE ALTA VELOCIDAD
Cuando se trata de obtener dispersiones de mediana desfloculación,
suelen usarse dispersores cuya velocidad es generalmente variable y
el tipo de elemento cortante (paleta o disco) son el sistema mecánico
de aplicación de energía.
Éste el equipo que más frecuentemente se usa en la fabricación de
pinturas látex, en las cuales por lo general se trabaja a finezas de 4 -
5 NS. La marca más conocida en este tipo de dispersadores es
CAWLESS, por lo cual este nombre se ha generalizado para indicar
este tipo de equipo.
La parte más importante del dispensador es la paleta o disco
encargada de efectuar el trabajo mecánico mediante un esfuerzo de
corte, aquí entra en juego no solamente su tamaño sino también su
diseño.
3.1.1.2. MOLINOS DE PIEDRA
Son equipos de diseño muy antiguo pero muy eficientes, que logran
la dispersión por la fricción que ejercen una piedra fija y otra móvil
sobre el material fluido que pasa entre ellas. Una limitación de estos
equipos es el desarrollo de temperaturas elevadas por la fricción que
logran evaporar parte del medio, en el caso de pinturas al látex como
lo que se evapora es agua no tiene mucha importancia económica.
No es así en el caso de los esmaltes, donde lo que se evapora es un
disolvente orgánico con un costo no despreciable sino que además
genera un ambiente peligroso mezcla de vapor de disolvente y aire.
55

El diseño de estos molinos tiene mucha semejanza con los antiguos
molinos de piedra para granos, siendo la marca más conocida
MOREHAUSE.
Estos equipos también son empleados para la fabricación de pinturas
al óleo, donde también la temperatura no es peligrosa y los
pigmentos no son llevados a finezas altas.
3.1.1.3 MOLINOS DE BOLAS
Este tipo de molino está compuesto por un cilindro horizontal
giratorio el que tiene en su interior una cantidad determinada de
bolas, la defloculación o molienda se logra por el efecto de
“fricción”, de las bolas al girar entre ellas y por el efecto de “golpe”
que dan las bolas al caer en virtud de la rotación y de la fuerza
centrífuga. Estos equipos si pueden efectuar verdaderas moliendas.
Estos equipos son eficientes pero de costo mayor. Su inconveniente
es el desgaste de las bolas que hay que renovar constantemente, cuyo
material desgaste de las bolas que hay que renovar constantemente,
cuyo material queda incorporado a la pasta en molienda
contaminándolo; por esta razón los molinos tienen bolas de piedra
(guijarros) o de bolas de cerámica cuando se trata de moler
pigmentos blandos y blancos, y de acero cuando se trata de
pigmentos duros y oscuros.
3.1.1.4 MOLINOS DE ARENA
Son las versiones modernas de los molinos de bolas, en los cuales el
cuerpo cilíndrico es vertical y las bolas son reemplazadas por arenas
o bolas muy pequeñas de materiales muy duros, zirconio por
ejemplo. Son equipos muy eficientes que tienen la ventaja de uso
múltiple y no contaminante debido a que el material de desgaste es
56

transparente y no produce contaminación óptica. Su desventaja es el
costo y el desgaste.
3.1.1.5 MOLINOS DE RODILLOS
Este tipo de molino se usa generalmente en la elaboración de
pinturas que llevan medios no acuosos, principalmente del tipo
esmalte. En ellos la defloculación se lleva a cabo mediante un
esfuerzo de corte producido por dos o tres rodillos metálicos que
giran en contrasentido a una separación (luz entre rodillos) y a una
velocidad dadas.
Con estos equipos se logra finezas altas mediante el número de
pasadas que se den a la pasta. Suelen generar, dependiendo de la
separación entre rodillos, mucho calor, el mismo que suele evaporar
los disolventes presentes. Debido a ello los rodillos del molino tienen
por lo general enfriamiento por agua.
Por lo regular estos equipos son de costo elevado.
3.2. COMPLEMENTACION
Una vez obtenida la fineza adecuada (grado de molienda prevista), la
pasta es llevada a un recipiente especial donde se le debe adicionar el
COMPLEMENTO, vale decir, lo que le falta a la fórmula básica para
estar completa.
En el caso de dispersadores de no muy alta velocidad, donde se
muelen pequeñas cantidades, la pasta puede ser completada en su
mismo recipiente de molienda. En el caso de altas velocidades hay que
tener cuidado que la energía mecánica no malogre las emulsiones del
medio (láteces), en estos casos es recomendable hacer la
complementación en otro equipo de menor velocidad y con otro
diseño de paletas.
57

En este paso hay que tener presente que el orden de adición de los
insumos debe ser mantenido estrictamente y que hay que tomar nota
de la temperatura a la que llegó la pasta como consecuencia directa de
la molienda. Por otro lado, la adición del complemento requiere
siempre de velocidades menores, esto es sumamente importante
debido a que algunos insumos, como el látex por ejemplo, tienen poca
estabilidad mecánica (resistencia al esfuerzo de corte) mientras que
otros tienden a la formación de espuma (tensoactivos).
3.3 ACABADO
Se llama así a la operación por la cual se encuadran las
características de la pintura a sus valores normales (programadas),
debido a esto también se le conoce como “encuadre final”.
Dentro de los valores más importantes está la viscosidad, la
densidad, el pH, el color (es decir el matiz exacto de acuerdo a un
patrón pre establecido), el brillo, el secado etc.
Se supone que después de esta operación la pintura queda lista para
su envasado y posterior venta.
58