Perfil proyecto de grado.docx

of 25
-
Upload
aldo-sanches-lima -
Category
Documents
-
view
18 -
download
1
description
PARA INFORMATICA
Transcript of Perfil proyecto de grado.docx
ESCUELA INDUSTRIAL SUPERIORPEDRO DOMINGO MURILLOCARRERA INFORMTICA INDUSTRIAL
PROYECTO / PERFIL DE GRADOSISTEMA INTEGRADO DE PRODUCCION EN CONTROL NUMERICO COMPUTACIONALS.I.P.C.N.C.PARA OPTAR AL TITULO DE:PROVISION NACIONALPOSTULANTE: MIGUEL ANGEL CALLISAYA MAMANI
LA PAZ BOLIVIA2013
SISTEMA INTEGRADO DE PRODUCCION EN CONTROL NUMERICO COMPUTACIONAL (S.I.P.C.N.C.)1. INTRODUCCIONEl control automtico ha desempeado una funcin vital en el avance de la ingeniera y la ciencia, en la actualidad podemos hablar bsicamente que si un pas no est a la vanguardia de la tecnologa este tiende a ser siempre un pas subdesarrollado, el control automtico se ha vuelto una parte importante e integral de los procesos modernos industriales y de manufactura. Por ejemplo el control automtico es esencial en el control numrico de las maquinas-herramientas de las industrias de las manufacturas y otros. Los sistemas de informacin actualmente son una parte vital en cuanto al manejo y administracin de informacin cada vez la brecha entre un proceso productivo y una maquina se hacen necesarios registrar, de tal forma que se puedan ejecutar varios procesos en distintas maquinas segn un registro en los sistemas de informacinActualmente la industrial de la serigrafa ha logrado bsicamente poder grabar todo tipo de imgenes en cualquier superficie rgida, en la actualidad se puede apreciar que la mayora de estas imgenes no estn grabadas en forma de puntos calados, los cuales formaran canales de lneas sobre dicha superficie, este avance lograra obtener la imagen sobre dichas superficies, la imagen que ha de ser graficada por lo general proviene de software especficos de diseo como son el AutoCAD l los cuales realizan distintos diseos de imgenes vectoriales en planos dimesionales de 2D y 3D.Los maquina CNC (Control Numrico por Computadora) nacieron en los 60 y eran usados para registrar variables mdicas y militares.
Trabajaban con coordenadas cartesianas (X e Y) y la informacin se imprima sobre papel continuo. Con el tiempo se fueron sofisticando hasta el punto de mover ambos ejes cartesianos dentro de un formato normalizado eran del tipo sobremesa y su principal peculiaridad era la de tener que centrar el formato por el cual se desplazara un brazo portaplumas, un taladro o un simple calador.
Con la necesidad de formatos grandes y la limitaciones fsicas de los plotters de tablero, a principios de los 80 se difundieron los plotters verticales de rodillo que desenrollan una bobina de papel en un solo sentido (eje coordenadas X) sobre la que se y el brazo portaplumas perpendicular a l (eje Y). Al ir recogiendo el plano terminado en un capazo o bolsa permita que en poco espacio se pudieran almacenar dibujos en gran formato estandarizndose en las 36 (914mm) del formato americano.Hace ya ms de una dcada, que este tipo de CNC fue sustituido por la nueva tecnologa de inyeccin de tinta, invento heredado de las impresoras de sobremesa, pero con la posibilidad de imprimir formatos mayores, con buena calidad y ahorro de tiempos, y lo mejor, prcticamente, sobre cualquier tipo de soporte de impresin (papel, polister, tela, etc.)2. Antecedentes Construccin de una mquina CNC para hacer circuitos impresosSitio web: http://www.ladelec.com/practicas/colaboradores/alfredo-rossini/592-construccion-de-una-maquina-cnc-para-hacer-circuitos-impresos.htmlEscrito por Alfredo RossiniEl trabajo est basado en un proyecto similar de Lus Ruedahttp://r-luis.xbot.es. Est pensado para hacer trazados (En bajo relieve) sobre madera u otros materiales. El CNC de este proyecto est pensado fundamentalmente para construir prototipos de circuitos impresos. El proyecto CNC consta de la mquina propiamente dicha, que tiene tres ejes de movimientos: el plano de trabajo con direcciones X e Y, y el eje vertical Z.Para cada eje de movimiento, tiene un motor paso a paso con un tornillo de paso 1 mm. El motor requiere 96 pasos para girar una vuelta, de manera que un paso del motor, equivale a un desplazamiento cercano a la centsima de mm, lo que es una precisin muy interesante.Puede realizar tallados en bajo o alto relieve.Los tres motores son controlados por un programa en la PC, llamado CNC.exe, que manda seales a una interfase electrnica, que es la encargada de manejar la parte de potencia del CNC.Los datos al programa CNC.exe, son pasados a travs de un archivo de texto con extensin .CNC.El diseo del trazado, para este proyecto, tal como est creado, se debe hacer en AutoCad, que es un programa usado muchsimo en diseo y CNC.Se pueden usar otros programas de diseo, pero requieren algo de modificacin del programa decode.exe.Los programas de diseo generan archivos de impresin, de acuerdo a los drivers que usen. El AutoCad genera archivos tipo PLT, con el driver que propongo usar. Este archivo .PLT es decodificado por decode.exe, para transformarlo en .CNC, que reconoce el programa de PC.El programa CNC.EXE, simplemente carga el archivo CNC, y ejecuta la tarea, parando al llegar a la ltima instruccin, avisando con un cartel.
Programas en Visual Basic 6.0Usamos tres programas:CNC.EXEDECODE.EXEPOSICIONADOR.EXEEl programa de trabajo es el CNC.EXE, que usa a los otros dos como subprogramas, uno para convertir el archivo PLT a CNC y el otro permite posicionar manualmente la herramienta en el origen elegido, para comenzar el trabajo.Este CNC (mquina) no tiene un origen fijo, como por ejemplo el scanner. De manera que el origen se elige a voluntad, primero en el AutoCad y luego en el CNC, mediante el posicionador manual.El procedimiento usual de trabajo es:1) Generar el dibujo AutoCad.2) Generar el archivo.PLT3) Arrancar CNC.EXE4) Generar el archivo.CNC5) Cargar el archivo.CNC6) Posicionar la herramienta en el origen7) Ejecutar el Trazado o Trazar.En el caso de un circuito impreso, el origen se puede ubicar en una esquina de la plaqueta, para que sea fcil identificarlo al posicionar.Programa CNC.EXEVer la figura de arriba.En la pantalla negra, se ir dibujando el trazado a medida que avanza.Se ve el botn del Posicionador, el Convertidor de PLT a CNC y el de Trazado.Ms abajo se puede cargar el archivo CNC. El TextBox se limpia solo, al iniciar la carga, de todas maneras, cuando se desee se puede limpiar la pantalla y el TextBox con el botn Limpiar.El dibujo en ACAD, se hace siempre en escala 1:1 y se plotea con esa escala, solo por practicidad. En este CNC de 96 pasos por mm, se debe usar una Escala de CNC de 2.4. Si por cualquier causa se desea achicar o agrandar el Trazado, se cambia su valor, menor o mayor a 1, para achicar o agrandar.La Profundidad marcada en el TextBox, se refiere a la posicin en que dejamos la punta de la herramienta cuando usamos el posicionador. Tener en cuenta que es conveniente dejarla 50 o 100 pasos por encima de la superficie a trabajar.Programa DECODE.EXEEn el programa, al arrancar aparece una ayuda sobre su uso.En el directorio Programa Decodificador, estn los archivos fuente, para quien quiera modificarlo a su gusto o agregar nuevas operaciones a decodificar.
Programa POSICIONADOR.EXE
Las flechas muestran el movimiento de la herramienta sobre la mesa de trabajo. El crculo rojo es precisamente la herramienta.Se elije la cantidad de pasos que se desea avanzar, y luego se elije la direccin del desplazamiento.Son exactamente 96 pasos por mm. 5 pasos son unas 5 centsimas de mm.Subir y Bajar hace eso con el Eje Z.Se selecciona la velocidad y se la puede cambiar durante el movimiento.En los TextBox va mostrando el valor acumulado. Se los puede editar, para ponerlos por ejemplo a cero.Esquema del controlador de los motores
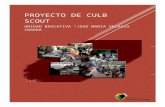
Los tres motores, como trabajan con medio paso, exceden la corriente mxima que soportan los ULN2803, por ello, los motores mas grandes (1.4 Amp para Eje x y Eje y) estn controlados por los transistores, y el ms chico (Del Eje z) tiene dos salidas puestas en paralelo. Toma 0.7 Amp.Los diodos son para proteger a los transistores del pico de la tensin inducida al cortar la corriente.La seal que llega a los ULN2803 est generada por la PC, a travs del puerto paralelo, de Datos 0 a 7 y de Control 0 a 3.Los motores son recuperados de dos impresoras en desuso, y trabajan satisfactoriamente con 12 Vcc.El controlador est armado sobre una plaqueta perforada de 5 x 10 cm.La fuente de alimentacin es un trafo de 12 V, 3 Amp., con un puente rectificador y condensador electroltico de 1000 uF 25V.Consideraciones sobre el uso del AutoCadSe usa el AutoCad, porque pareciera que es el programa ms usado para diseo tanto por mecnicos como arquitectos y permite obtener archivos de impresin compatibles con CNC.Se lo usa tambin en los CNC en serio, para pasar del diseo directamente a la fabricacin de piezas.Los dibujos deben ser hechos con lneas, polilneas, curvas, textos.Lo otro importante, es que el CNC sigue la secuencia del dibujo, de manera que conviene hacerlo ordenado, si se puede, para que el CNC no se la pase viajando con la herramienta levantada, de un lado para otro, sin hacer nada.El mismo procedimiento, sin las perforaciones, se puede usar para cualquier diseo de tallado en madera u otros materiales.Procedimiento para obtener los archivos CNC de un circuito impreso que diseamos1) Disear el circuito impreso en el editor que les guste.Puede ser cualquiera. Acomodar el borde de la placa a las medidas deseadas finales. En el ejemplo es 60 x 50 mm.Una vez terminado el diseo, acomodarlo en el monitor de la PC y sacar una copia de pantalla, con Shift Imprimir Pantalla.2) Copiarlo con Control - V en el MSPaint, u otro editor de grficos.El MSPaint viene con el Windows y es fcil de usar. Recortar la imagen obtenida, a los lmites de la placa (Los 60 x 50 mm)
Esta imagen es la recortada y representa 60 x 50 mm, que es la medida exterior de la placa. No hace falta guardar esta imagen en un archivo.Con lnea gruesa Fucsia, le dibuj en borrador las lneas que cortar el CNC.
3) Abrir el ACAD 2000 y cargar el archivo CNC Vacio.DWG.Est en el directorio Archivos CNC.Seleccionamos el Layer o Capa 0. En el MSPaint seleccionamos todo y copiamos la imagen al portapapeles. Hacemos en el ACAD Control V y nos aparece lo siguiente:
4) Dibujar el Trazado de las lneas.Seleccionamos el Layer Trazado. Aqu dibujaremos las lneas que recortar o vaciar el CNC, dejndonos islas aisladas. Lo haremos con la gua de las lneas Fucsia, borrador.
En un minuto dibuj las lneas. Observar que estamos en Layer o Capa Trazado.5) Marcar las perforaciones.Cambiamos a Layer Perforaciones. Aqu marcaremos las perforaciones Copiando y
Pegando Mltiple, el crculo que est arriba, en el rectngulo rojo. No se debe cambiar la medida del radio, pues a este lo detecta el programa que crea el archivo CNC.Recordar que el CNC seguir el orden en que hemos copiado los crculos. Conviene ir trazando siguiendo lneas rectas.El tiempo empleado fue de dos minutos.6) Crearemos ahora los archivos .PLTVerifico que el origen est en la esquina inferior izquierda. Apagamos los layers 0, y defpoints y Perforaciones, mantenemos prendido el Layer Trazado.Este es el trazado que har el CNC, creando las islas.Plotearemos esta imagen.
Para las perforaciones, apagamos trazado y prendemos Perforaciones. Seleccionamos Layer Perforaciones.Realizamos el mismo procedimiento pero con archivo Triac Perf.PLT.As se ven las perforaciones.
Luego seleccionar Convertir PLT a CNC.Se abre el Decodificador de archivos.All seleccionar Abrir Archivos.PLT. Nos aparecer el selector de archivos. Elegiremos Triac traz.PLT y al aceptarlo se convierte y se graba en el mismo directorio y con el mismo texto, serTriac traz.CNC.Abrimos otra vez y elegimos Triac perf.PLT. Se crearTriac perf.CNCTodo este procedimiento que parece complicado lleva solo unos diez minutos, a partir del PCB diseado.Ya estamos listos para Trazar y perforar nuestro PCB.
Fabricacin del CNCLa superficie til (De trabajo), es cercana al formato A4, de 210 x 297 mm. Lo usual que usar ser de 10 x 10 cm, supongo, como mximo.
3. DESCRIPCIN DEL PROBLEMAEn aplicaciones industriales un problema que se presenta a menudo en registrar las producciones generadas por las mquinas de control numrico CNC, de la misma forma que el mismo sistema pueda controlar los movimientos del cabezal para poder trabajar, lograr integrar una serie de software de diseo CAD (dibujos asistidos por computador) para que los diseo generados puedan trabajar con estas mquinas de tal manera de obtener la imagen en la superficie deseada y no se pierda el registro de esta produccin.3.1. PROBLEMAS SECUNDARIOS Los sistemas de informacin por lo general solo tiene la opcin de registrar informacin y no controlar las maquinas que realizan la produccin. El diseo y construccin de maquinarias de ubicacin de herramientas, son escasos o en la mayora de los casos muy complejos, esto se debera a que en la actualidad dichas maquinarias simplemente ya vienen ensambladas. Existen software especializado en diseo de dibujos he imgenes en 2D y 3D, los cuales no integran el control de los dispositivos de dibujo como son el CNC. El anlisis de los algoritmos de control por lo general no siempre son los mismos, muchos de estos algoritmos simplemente se han ido desechando a medida que la tecnologa del microcontrolador ha ido mejorando, es por ello que el control sobre la planta o proceso tendra que ser mejorado.
4. OBJETIVO PRINCIPALDisear y desarrollar un sistema informtico que controle el proceso produccin de una maquina CNC de la misma forma pueda ejecutar y controlar dicha maquina mediante el registro de informacin de diseos (dibujos) realizados por software externos como AutoCAD y PBC Wizard. 4.1. OBJETIVOS SECUNDARIOS Desarrollar un sistema de informacin que logre el control de una maquina CNC Lograr el posicionamiento en un plano cartesiano, de una herramienta, hasta alcanzar un punto indicado desde el origen aplicando lgica de control por computadora. Lograr el movimiento de una herramienta de calado o perforado en el plano cartesiano X-Y. Establecer el control del sistema a travs del microcontroladores, estos tendrn que establecer la comunicacin con la computadora desde donde se podr leer el archivo que trae las posiciones que debe alcanzar el cabezal y las trazas y perforaciones que debe realizar. Realizar la comunicacin serial y 2.0 para la parte de interfaz de control. Lograr registrar de forma adecuada toda la informacin de cada produccin ejecutada o por ejecutar con la maquina CNC.5. Estructura de la Maquina CNC
Figura de maquina 1 CNC simple
Figura de maquina 2 CNC simple6. ESQUEMA GENERAL DEL PROYECTOLa mquina CNC est conformada por dos carros de movimiento lateral superpuestos. Ambos estn arreglados de tal manera que el carro superior desplaza en una direccin al carro inferior, a su vez, este ltimo sostiene y desplaza al cabezal que queremos posicionar (Eje Z) en una direccin ortogonal al movimiento del carro superior.Los carros son traccionados por motores paso a paso. El superior e inferior por motores pas a paso normal. Ambos trasmiten su movimiento a travs de tornillos sin fin.Para limitar el rea de posicionamiento efectivo se utilizaron dos pares de finales de carrera. Estos elementos en conjunto con los dispositivos de finales de carrera la posibilidad de poder ubicar el cabezal, en casi cualquier lugar del rea de trabajo con una determinada resolucin.Como interfaz usuario-planta se implementara un sistema de control con las directivas bsicas de control he interfaz de monitoreo de los motores de los ejes X-Y-Z. El cual permite operar por completo al dispositivo.7. ANALISISREQUERIMIENTOSEn esta seccin, se especifican y enumeran los requisitos especficos que debern ser satisfechos por el sistema basado en una serie de preguntas por parte del desarrollador hacia el operador y usuarios de la aplicacinRequerimientos funcionalesEn este apartado se presentarn los requisitos especficos que debern ser satisfechos por el sistema. Se han calificado tomando en cuenta los criterios establecidos por Larman en su libro UML y patrones.Nomenclatura:ID requerimiento = XXX-TRP-###-### Los primeros XXX son las siglas del proyecto, TR es el tipo de requerimiento, ya sea funcional (RF), no funcional (RNF), P es la prioridad que tiene ese requerimiento para el cliente y puede ser Alta (A), Media (M) o Baja (B), los primeros tres ### es el nmero nico del requerimiento y los ltimos ### son opcionales, ya que si el requerimiento depende de otro para su cumplimiento, se debe de especificar el nmero al cul este depende.
ID requerimientoDescripcin
SGP-RFA-001Ingreso al sistema por parte de los operador(nombre, clave) Para posterior ingreso al sistema bajo un rol de acceso especifico a las ventanas en el sistema
SGP -RFA-002Interpretacin de diseos CAD de software Ejemplo: AutoCAD 2013 para posterior reutilizacin del archivo de diseo codificado
SGP -RFM-003Registro de artculos bajo una nomenclatura (cdigo artculo, descripcin, tipo de material y grupo)
SGP -RFA-004Registro de Lista de Materiales bajo la nomenclatura de registro de artculos (cdigo de artculo, descripcin, cantidad X), y su respectiva lista de componentes.
SGP -RFA-005Registro de Ordenes de fabricacin bajo la nomenclatura de registro de Lista de Materiales (cdigo de artculo, descripcin, cantidad X) y su respectiva lista de componentes
SGP -RFB-006Visualizacin de posicin de los motores de X-Y-Z
SGP -RFB-007Sistema de Informacin de rdenes de produccin con posibilidad de bsqueda (N orden de produccin, Fecha Creacin y usuario)
SGP -RFB-008Aplicacin de cmara para el monitoreo con opciones de (activado, desactivado)
SGP -RFB-009Aplicacin de control de movimientos y precisin de la maquina CNC, bajo un mando digital de botones y control de velocidades por ejes
Requerimientos no funcionalesEn este apartado se presentarn los requisitos especficos que debern ser satisfechos por el sistema. Se han calificado tomando en cuenta los criterios establecidos por Larman en su libro UML y patrones.Interfaz de usuarioSe describen las caractersticas lgicas de cada interfaz entre el sistema y el usuario final.ID requerimientoDescripcin
SGP-RNFA-005Presentacin de Ingreso al sistema con los nombres clave del usuario(nombre de usuario, contrasea)
SGP-RNFB-006Sistema de Informacin de rdenes de produccin
Requerimientos de hardwareDetalle de los requerimientos de hardware en el servidor, as como en la estacin del usuario final. Es una buena prctica, ofrecer una configuracin bsica y una recomendada.ID requerimientoDescripcin
SGP -RNFA-007Monitor, Teclado, Mouse
SGP -RNFM-008Un PC microprocesador 1.7 Ghz. Memoria 512 Mb, Disco Duro Min 40GB
SGP-RNFM-009Microcontroladores PIC 18F4550, 18F2550, 16F84
SGP-RNFM-010Motores Paso a Paso T-ETFR123
SGP-RNFM-011Mquina de posicionamiento de cabezal CNC con tres ejes de movimiento X-Y-Z
Requerimientos de softwareDetalle de los requerimientos de software en el servidor, as como en la estacin del usuario final. Es una buena prctica, ofrecer una configuracin bsica y una recomendada.ID requerimientoDescripcin
JVW -RNFA-009Sistema Operativo Windows XP, vista o 7
JVW -RNFM-010Lenguaje de programacin Visual Basic Net 2010
JVW-RNFM-011Microsoft SQL Server 2008 R2
JVW-RNFM-012Paquete de aplicacin para interfaz USB 2.0 HID
8. FACTIBILIDAD DEL PROYECTO FACTIBILIDADFactibilidad se refiere a la disponibilidad de los recursos necesarios para llevar a cabo los objetivos o metas sealados. Generalmente la factibilidad se determina sobre un proyecto.a. FACTIBILIDAD TECNICADesde el punto de vista tcnico, para la realizacin del proyecto son necesarios algunos recursos tecnolgicos que no son pertinentes de desarrollar, pues el mercado tanto nacional como internacional los ofrece a costos razonables y de buena calidad.Para el desarrollo del proyecto desde el punto de vista tcnico existen a lo menos varias alternativas pero la que ha de ser implementado, es la siguiente Para que el sistema logre ser desarrollado y el hardware construido, se tendr que establecer factores explcitamente de investigacin tanto as en la parte de software como la de hardware, ya que ambas tendrn que ir a la par. Tambin para la parte de construccin del hardware se tomara muy en cuenta el diseo de la maquina CNC basado en diseos ya establecidos para su construccin bajo las normas establecidas. En la parte de software se tendr que establecer el hecho de poder registrar las ordenes de produccin, artculos, Lista de Materiales y Ordenes de Produccin donde sern anexados los archivos de diseo CAD para su posterior proceso de produccin en la mquina. El sistema en si puede seguir mejorando en cuanto a su construccin y diseo pero no tanto as su arquitectura ya que est definida en el presente documento.
b. FACTIBILIDAD ECONOMICAEn cuanto a la factibilidad econmica del proyecto se pudo determinar los siguientes aspectos generales: El costo de adquisicin del hardware especficamente tiene un costo adecuado de construccin comparado con otros dispositivos de control de graficado o perforado ya que todo el proceso lgico-operativo es de realizacin propia. El software en su conjunto est valuado en una proporcin especfica a la del desarrollo del mismo ya que el lenguaje de programacin en el que se ha de desarrollar esta accesible en todas partes y cumple con los requerimientos de desarrollo estndar.
c. FACTIBILIDAD OPERATIVAPara determinar la factibilidad operativa del proyecto se determin los siguientes puntos para el desarrollo del proyecto: La construccin de la maquina CNC as como del software son posibles de realizar dado que ya existen modelos, de los cuales especficamente solo se ha de abstraer la lgica de diseo y construccin. Tambin se vio factible que para iniciar el proyecto se tendra que adquirir piezas de movimiento precisas, dado que en el mercado actualmente existen un montn de piezas de computadora en desuso (por lo general piezas de impresoras en desuso) y partes mecnicas que no tiene ninguna utilidad. En la parte de desarrollo del software se pudo apreciar que la lectura de archivos CAD (Diseos asistidos por computadora) es posible dado que la tecnologa del lenguaje de programacin as lo permite
S.I.P.M.C.N.C 24