Partes de Compresora Rotativa

If you can't read please download the document
-
Upload
alex100pre -
Category
Documents
-
view
191 -
download
7
description
Partes de una tableteadora rotativa
Transcript of Partes de Compresora Rotativa
Formatos y diseos de comprimidos
Los comprimidos que se obtiene a travs de las mquinas tableteadoras son de las ms diversas formas y tamaos, inclusive, la casa productora por excelencia de punzones,Elizabeth, los fabrica con formas de animales. Pero en la industria farmacutica no es viable la utilizacin de estos punzones, ya que organismos reguladores como la USP requieren el control de los medicamentos que se produzcan, y en pruebas como lo es la de dureza y la de desintegracin, no es posible estandarizarlas debido a la forma irregular del comprimido.
Cada fabricante procura, en lo posible, identificar su producto
con una forma distintiva.
El ms comn es circular y de seccin biconvexa. Algunos otros
elementos frecuentes: el ranurado, que puede ser sencillo o en
cruz; permite el fraccionamiento a la mitad o en cuartos. De vez en
cuando en lugar de ranura o muesca es una cresta recta embozada; no
es tan eficaz para lograr el fraccionamiento. Tambin es comn que
aparezcan letras, el nombre de la preparacin, codificaciones, etc.
En base al formato, color, dimensiones, marcas, etc., se han
confeccionado guas de comprimidos. Tanto formato como color no son
mtodos intachables de identificacin, aqul por no ser nico y ste por
ignorar el gran nmero de daltnicos (4% de la poblacin masculina)
incapaces de distinguirlo.
La nomenclatura de la forma se hace en base a la proyeccin polar y
la ecuatorial. En la polar aparte de la circular, se distinguen
como corrientes la cardioide, triangular, anillo o salvavidas,
cpsula, cuadrada, oval, rectangular y octogonal.
En la proyeccin ecuatorial, los elementos fundamentales son:
dimetro, corona (= altura total) y borde.
http://www.geocities.ws/tecno_farma/dgrproyccecuator.gifCon las dimen_ siones de la figu ra de la dere cha, puede calcularse el volumen del comprimido a partir de sus medidas (volumen del cilindro central + segmentos de esfera superior e inferior).
La nomenclatura de la proyeccin ecuatorial, as como el formato de los punzones que les dan origen y nombre, se ilustran en la Figura siguiente:
http://www.geocities.ws/tecno_farma/COMPRIMIDOS2_archivos/image007.gif
Las dimensiones tipo corrientes se ilustran a continuacin y van desde un dimetro de 3/4 pulg. (1.9 cm) hasta 3/16 pulg. (0.508 cm).
http://www.geocities.ws/tecno_farma/dgrdiamscomprimidos.gif
X. MAQUINARIAS
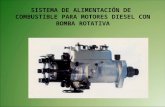
Las mquinas que cumplen la compactacin de los grnulos son dispositivos copiados de la industria metalrgica y tienen todos los elementos que poseen las clsicas prensas. La parte esencial la constituye la matriz y los punzones. Los dispositivos se ajustan de modo tal, que hay dos tipos de mquinas, las de impacto o excntricas y las rotativas. En aqullas la presin de compactacin se hace desde el punzn superior, el inferior la soporta conjuntamente con el granulado; en el ciclo final este punzn inferior eyecta el comprimido formado. En las rotativas el esfuerzo de compresin es compartido tanto por el punzn superior como inferior. Para los volmenes de produccin reducidos o con muy diversos formatos se prefiere la excntrica, tambin para la granulacin en seco; para volmenes de produccin grandes se prefieren las rotativas, mquinas ms complicadas que las otras, pero de gran rendimiento.
10.1. PARTES DE UNA TABLETEADORA.
Tolva
Punzn superior
Punzn inferior
Matriz
Platina
Zapata
Razador
Existen de dos tipos:
10.a. Tableteadoras excntricas
Tambin llamadas de impacto o alternantes. Sus partes principales son:
La matriz, bloque de acero cilndrico perforado por uno o ms agujeros cilndricos verticales;
Los punzones,mviles, superior e inferior. Los movimientos verticales de ambos son regulables, el del punzn superior por medio de una excntrica, que le da la denominacin a la mquina.
La platina de compresin fija,alberga la matriz y representa la pista donde transcurren los eventos diagramados en la animacin inferior
La tolva-zapata,con una funcin doble, Asentada sobre la platina
sta le sirve de piso; es mvil y por su parte superior se carga el
granulado con los polvos adicionales para comprimir, Al moverse en
la platina pasa sobre la matriz y deposita en el hueco una cantidad
de material. Al terminar el ciclo de compresin y volver a pasar,
empuja en funcin de zapata, el comprimido terminado, sacndolo de
lnea a un canal de cada.
La tolva puede tener movimiento de vaivn o bien circular.
Las fases de compresin en las excntricas son;
http://www.geocities.ws/tecno_farma/anmtableteado.gif*
Alimentacin. El punzn superior est en la parte ms alta de su
carrera, y deja libre el rea de trabajo a la tolva; el punzn
inferior se halla en lo ms bajo de su carrera. La tolva avanza
sobre la platina y llena el hueco de la matriz con granulado. Se
retira por el mismo camino, enrasando por retiro el exceso de
material.
* Compresin. Se inicia la carrera hacia abajo del punzn superior;
se produce la entrada del mismo en la matriz y la compresin del
granulado.
* Eyeccin. Se retira el punzn superior y asciende el inferior
elevando, en su carrera, el comprimido terminado que aflora
a la superficie de la platina. Al avanzar la tolva para reiniciar
el ciclo, empuja con su zapata el comprimido terminado, al tiempo
que bruscamente desciende el punzn inferior, creando de nuevo la
cavidad dentro de la matriz,
Todos los movimientos estn sincronizados por rboles de levas
movidos por motor elctrico. Como el instante ilustrado en la figura
de la derecha es el de compresin y representa un esfuerzo brusco y
momentneo, muchas de estas mquinas transmiten la fuerza al rbol por
medio de un volante grande y pesado, que tiene por fin mantener el
momento de inercia y aliviar el esfuerzo del motor.
Las regulaciones fundamentales son:
Calce de la matriz y punzones.Se fija la matriz en la platina por medio de tomillos o pernos ad hoc, lo mismo se hace con los punzones. Estos se ajustarn estando dentro de la matriz, y colocando un poco de almidn entre ambos, a fin, de que no se perfilen los bordes al tocarse entre si. El ajustado final se probar moviendo la mquina a mano suavemente, cuidando en especial el momento de entrada del punzn superior dentro de la matriz.
Ajuste de peso. La excursin hacia abajo del punzn inferior est limitada por una silla regulable; el ajuste de la misma, por medio de un sinfn y contra-tornillo correspondiente, fijar el volumen de la cmara de compresin y con ello el peso. Este ajuste es slo aproximado y se har con el granulado genuino a comprimir.
Ajuste de presin-dureza. Aflojando el tomillo-retn de la excntrica se libera la excursin del punzn superior; se calibra por tanteo (la platina de la excntrica tiene marcas de referencia, no exacta, pero que sirven de gula), y se ajusta fuertemente el tomillo-retn. Se prueba a mano, con la tolva ya cargada, y si no se advierte obstruccin mecnica se pone en marcha el motor. Casi todas las excntricas tienen transmisin por embrague, de modo que bajando la palanca del mismo, se prueba brevemente la mquina. Si todo est en orden se comienza la compresin. Los comprimidos que resultan de los primeros minutos de trabajo se desdean; esa produccin va al granulador oscilante reciclndose para mezclarlo con el resto del granulado. Esta etapa constituye el asentado de la mquina. Una vez producida la entrada en rgimen que se corrobora por la constancia de peso y dureza se hace un ensayo previo de la produccin, determinndose peso promedio, dureza al esclermetro y tiempo de desintegracin. Si se halla dentro de las normas, se contina la elaboracin hasta el fin. Debe realizarse permanentemente el control de peso promedio, in Situ
La moderna maquinaria dispone de una serie de accesorios:
consola con instrumental de control de presin de aceite, velocidad,
presin de punzn superior, etc., tiles ms para cuidar la mquina que
para mejorar la calidad del comprimido, aunque pueden ser tiles
para sealar precozmente anomalas en la marcha de la operacin.
Un accesorio interesante lo constituye el desempolvador de
comprimidos. A la salida de la mquina, el comprimido cae por
un
canal en casi todos los modelos. Esta cada puede dirigirse a una
mquina desempolvadora. En su trnsito por la mquina, el comprimido,
con esttica propia del ambiente seco en que est engendrado, retiene
panculas de polvo, a la par que, en las formulaciones con mucha
deformacin plstica, forma una ligera rebaba en su periferia. Los
desempolvadores actan moviendo enrgicamente el comprimido por
tremor sobre una malla, y en algunos modelos, complementndose con
insuflacin de aire.
Aparte de los cuidados generales recomendados por el fabricante, el
mantenimiento de las mquinas exige su limpieza inmediata a la
salida de servicio. Se har con aspiradora primero, y luego de
retirar las piezas de acero, matriz y punzones, se repetir la
succin. Debe vigilarse a diario el aceite y nivel de las graseras;
mensualmente se renovar la lubricacin. Los punzones y matrices se
limpian con alcohol y madera blanda, no usar nunca esponja de
aluminio o abrasivo ni siquiera los de aerosil-silicn. Un pao libre
de pelusa completar la limpieza. Deben
guardarse en una caja de madera ad hoc, ligeramente envaselinados e
identificados.
10.b. Tableteadoras rotativas
La tolva-zapata de la excntrica era mvil, en tanto que la matriz
y la platina eran fijas. En las rotativas en cambio, la tolva es
fija y la funcin de zapata de eyeccin la cumple otra pieza. La
matriz y los punzones estn adosados a una platina circular y se
desplazan con sta, que tiene un movimiento giratorio
horizontal.
La platina tiene una serie de matrices a la que acompaan en su
giro, sus correspondientes punzones (superior e inferior).
Las fases de compresin son las siguientes:
Alimentacin. La platina, en su marcha, pasa bajo la tolva fija y se carga de granulado. La cantidad de carga es superior al peso fijado; al continuar la platina su carrera los punzones inferiores se encuentran con la zapata Zr (figura de abajo) que regula el volumen final, rechazando el excedente, que es quitado por la pestaa Pr.
Precompresin. Etapa caracterstica de las excntricas: para
cumplir un empaquetamiento suave, dos cuas de acero Cp producen una
ligera compresin
desde arriba y desde abajo engendrando la deformacin elstica y el
reacomodo de los grnulos.
Compresin. Al terminar la zona de cuas de compresin los punzones se encuentran con las ruedas de presin Rp que con un ligero toque terminan la compresin, produciendo la deformacin plstica y el forjado. El comprimido queda terminado.
Eyeccin. Continuando su giro, la platina se encuentra con una pestaa de eyeccin que saca el comprimido fuera de pista, hacia un canal de cada.
http://www.geocities.ws/tecno_farma/dgrfunciontabrotat.gif
Como se puede comprender fcilmente, desde el punto de vista de
la teora de la compresin, las rotativas son las mquinas que llenan
mejor los requisitos de la misma en cuanto a distribucin uniforme
de fuerzas. La etapa de precompresin, que es fundamental, permite
un reacondicionamiento primario de los grnulos, y la presin
ejercida desde arriba y abajo no slo equilibra fuerzas, sino que le
da al comprimido una uniformidad estructural en toda su corona De
hecho, muchos comprimidos que con una formulacin dada son
terminados a norma en rotativas, no comprimen bien o no lo hacen en
absoluto en una excntrica. Del mismo modo, la fuerza que ejerce una
rotativa es muy inferior a la de una alternante (4-10 vs. 3-40 ton)
y su funcionamiento ms suave y menos ruidoso.
El rendimiento de las rotativas es muy grande; las hay desde 16
hasta 50 o ms posiciones, pudiendo usarse en cada una un punzn
mltiple (doble o triple) Algunas tienen dos estaciones de llenado y
de presin en cada vuelta, con lo que los rendimientos llegan por
encima de los 100 000 comprimidos / hora. Con accesorios de
alimentacin forzada y granulaciones de gran flujo, las modernas
mquinas pueden incluso triplicar este rendimiento.
Como resulta manifiesto, estas mquinas requieren ajustes de gran
precisin, y el armado, limpieza y puesta a punto son lentos y
laboriosos; se emplean por lo tanto para las grandes producciones,
destinndose cada rotativa a un determinado producto, cosa de hacer
los cambios indispensables para el mantenimiento de las
transmisiones y rganos de control. Respecto a estos ltimos debe
sealarse que actualmente las rotativas disponen de consola de
control y comando con regulador de velocidad, carga y presin
automticos, aun con la mquina en marcha, disponiendo algunos
modelos de sensores electrnicos de control de volumen de granulado
y peso de comprimido terminado, los que, conectados a relays
(relevadores) especiales rechazan en la zona de descarga, los
comprimidos defectuosos.
Las mquinas de comprimir deben ubicarse en ambientes ad-hoc que
renan las caractersticas necesarias para mantener una temperatura,
humedad y limpieza adecuadas. Es de importancia el equipo de succin
del local y el individual de cada mquina; las buenas prcticas de
manufactura exigen que el ambiente se encuentre libre de polvo.
Para evitar la contaminacin cruzada, la sala de mquinas compresoras
estar dispuesta de modo que cada una tenga su cubculo individual;
actualmente hay disponibles mquinas totalmente protegidas por
caseta de plstico.
http://www.geocities.com/tecno_farma/tableteadora.gif
10.c. Problemas de compresin de tabletas.
Especificaciones criticas de una tableta
Variacin de peso.
Dureza.
Friabilidad.
Tiempo de Desintegracin.
Disolucin.
Contenido de Agua.
Potencia
Contenido Uniforme
Caractersticas importantes.
Fuerza de Eyeccin.
Camping - Laminado.
Sticking.
Presin Mxima
Frecuencia del Control del Peso.
Sensibilidad del frmaco a diferentes presiones.
Herramientas necesarias
Tamao del Batch
Angulo de la Tolva, para tener un flujo aceptable.
Fuerzas de Compresin
Condiciones de Temperatura, Humedad y polvo.
Ruptura de tabletas
Con el aumento en uso de tableteadoras de alta velocidad, una
flexibilidad pobre de las tabletas es cada vez ms normal. La
friabilidad debe ser lo suficientemente baja para que el lote no
deba ser reprocesado, pero tambin adecuada para evitar ruptura
durante el proceso empacado.
La ruptura de tabletas normalmente implica de un 0.2 hasta 4 % de
los costos totales, cuando son material genrico
10.d. Fases de la compresin
Llenado de la matriz
Etapa I: De empaquetamiento
Etapa II: De deformacin elstica
Etapa III: De deformacin plstica
Etapa IV: Expansin axial.
Al desplazar el punzn inferior se determina el volumen y en consecuencia la masa de granulado que entra en la matriz.