NITRURACION, MAXIMA DUREZA SIN DEFORMACION · La nitruración es un proceso de endurecimiento...
9
NITRURACION, MAXIMA DUREZA SIN DEFORMACION
Transcript of NITRURACION, MAXIMA DUREZA SIN DEFORMACION · La nitruración es un proceso de endurecimiento...
NITRURACION,
MAXIMA DUREZA
SIN DEFORMACION

NITRURACIÓN
TODOS LAS ACEROS PUEDEN MEJORAR SUS CARACTERISTICAS ANTIDESGASTE Y ANTICORROSION, EL RESULTADO DEPENDERA DE LA ALEACIÓN Y EL ESTADO PREVÍO DE SUMINISTRO. EN FUNCIÓN DE ESTAS CARACTERISTICAS PODEMOS OBTENER DUREZAS ENTRE 53 HRc Y 68 HRc, EN ACEROS DE SUMINISTRO COMÚN.
La nitruración es un proceso de endurecimiento superficial en el que por absorción de nitrógeno, se consiguen durezas extraordinarias en la periferia de las piezas de
acero.
Las piezas que se desena nitrurar deben estar siempre templados y revenidos antes de la nitruración, para que el núcleo central quede con resistencia elevada y sea capaz de resistir, durante el trabajo, las grandes presiones que le transmitirá la capa del exterior.
Todo el conjunto de piezas se introduce dentro del horno, en el cual se mantienen a una temperatura entre 500º C y 600º C.
Al calentarse el amoniaco a esas temperaturas, se disocia, según la siguiente reacción: 2NH3 = N2 + 3H2
Se forma nitrógeno atómico, que se combina con el aluminio, cromo, molibdeno, y hierro de los aceros, formando nitruros en la capa periférica.
En nitruración se obtienen capas de espesores variables desde 0.1
a 1.0 mm.
CONTROL DE CALIDAD
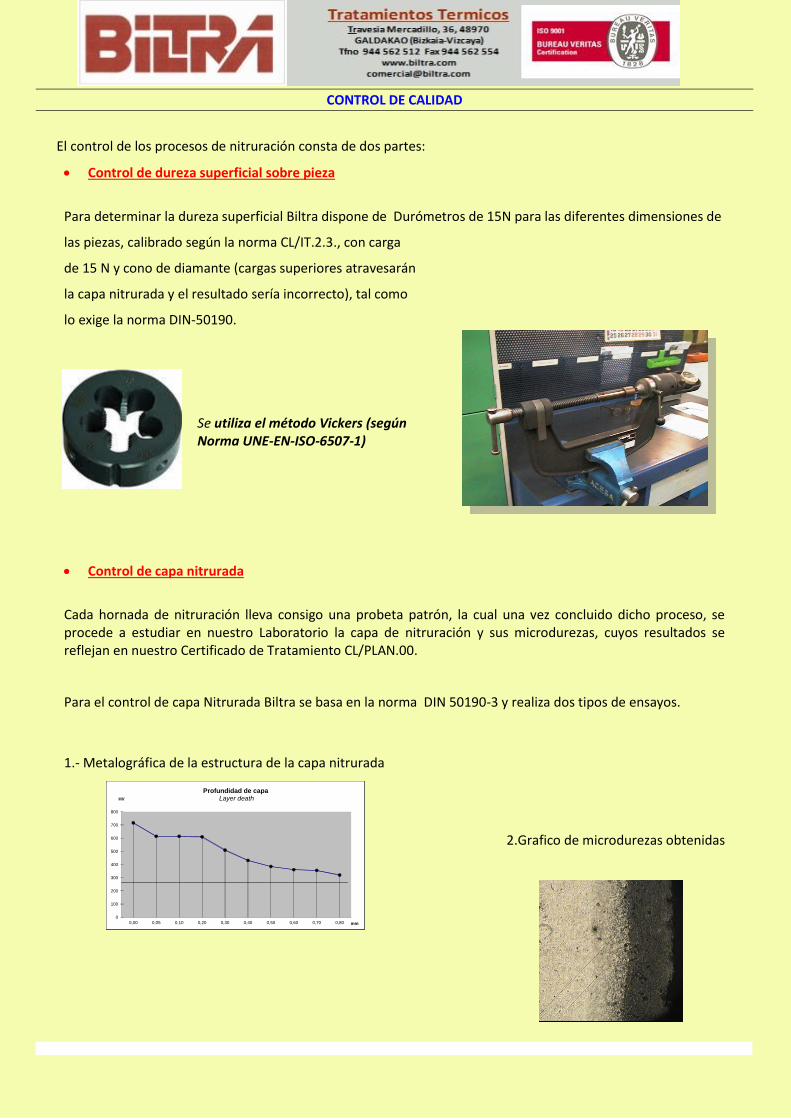
El control de los procesos de nitruración consta de dos partes:
Control de dureza superficial sobre pieza
Para determinar la dureza superficial Biltra dispone de Durómetros de 15N para las diferentes dimensiones de
las piezas, calibrado según la norma CL/IT.2.3., con carga
de 15 N y cono de diamante (cargas superiores atravesarán
la capa nitrurada y el resultado sería incorrecto), tal como
lo exige la norma DIN-50190.
Se utiliza el método Vickers (según Norma UNE-EN-ISO-6507-1)
Control de capa nitrurada
Cada hornada de nitruración lleva consigo una probeta patrón, la cual una vez concluido dicho proceso, se procede a estudiar en nuestro Laboratorio la capa de nitruración y sus microdurezas, cuyos resultados se reflejan en nuestro Certificado de Tratamiento CL/PLAN.00.
Para el control de capa Nitrurada Biltra se basa en la norma DIN 50190-3 y realiza dos tipos de ensayos.
1.- Metalográfica de la estructura de la capa nitrurada
2.Grafico de microdurezas obtenidas
0
100
200
300
400
500
600
700
800
0,00 0,05 0,10 0,20 0,30 0,40 0,50 0,60 0,70 0,80
HV
mm
Profundidad de capaLayer death

ALMACENAMIENTO DE PROBETAS PATRÓN
Dichos resultados quedan con la probeta patrón archivados durante tres años en nuestro Departamento de Control de Calidad, estando en cualquier momento a disposición del cliente.
En el caso de que manden probeta propia para sus piezas (lo cual sería conveniente), deberá ser del mismo material de partida que las piezas, y deberán realizar los mismos procesos que a éstas, salvo el distensionado, pero SI su mecanizado en desbaste, con el fin de que nos encontremos:
Mismo material que las piezas Misma resistencia que las piezas Carencia de descarburación producida en la forja o
laminación y bonificado.
A dicha probeta se le someterá a los mismos procesos térmicos y ensayos que a la probeta patrón
Al cliente se le suministrará los resultados obtenidos del Laboratorio (ANEXO 2), así como la mitad de la probeta, quedando la otra mitad en nuestro Departamento de Control de Calidad, en la misma cadencia que la señalada anteriormente de tres años.

VENTAJAS DE LA NITRURACIÓN Las propiedades más notables de las piezas nitruradas son las cinco siguientes: 1ª) GRAN DUREZA
Después de la nitruración, se consiguen durezas elevadas que no se obtienen por otros procedimientos de endurecimiento superficial. Las piezas nitruradas pueden quedar con durezas comprendidas entre 500 a más de 1000 Vickers, según la composición del acero. Cuando interesa que la capa dura sea de gran tenacidad, conviene utilizar aceros, que después de la nitruración queden con durezas relativamente bajas (650 a 850 Vickers), porque las capas nitruradas de máxima dureza tienen menor tenacidad.
2ª) GRAN RESISTENCIA A LA CORROSIÓN Los aceros, después de la nitruración, resisten mejor la acción del agua dulce, agua salada, vapor o atmósferas húmedas que los aceros ordinarios, y es por eso, este proceso es muy utilizado para piezas que deben sufrir la acción de ciertos agentes corrosivos. Su resistencia al ataque por metales o aleaciones fundidas de Aluminio, cobre, etc., también es mucho mayor que la de los aceros ordinarios.
En el caso de que interese la máxima resistencia a la corrosión, no deben rectificarse las piezas después de nitruradas.
3ª) AUSENCIA DE DEFORMACIONES Como en el tratamiento de nitruración, no es necesario enfriar las piezas rápidamente, desde alta temperatura, en agua o aceite, se evitan los graves inconvenientes de los enfriamientos rápidos, que pueden dar originen a deformaciones importantes.

4ª) ENDURECIMIENTO EXCLUSIVO DE DETERMINADAS SUPERFICIES DE LAS PIEZAS Durante la nitruración se pueden proteger perfectamente las superficies de las piezas que no se desea endurecer, aunque sean de formas complicadas e irregulares, dejando libres para nitrurar exclusivamente las zonas que deben quedar duras. 5ª) RETENCIÓN DE DUREZAS A TEMPERATURAS ELEVADAS Las capas nitruradas conservan gran dureza hasta los 500º, especialmente cuando la duración del calentamiento no es muy prolongado.
Se observa que las piezas nitruradas mantienen a temperaturas elevadas durezas superiores a las que se consiguen con otros procedimientos de endurecimiento de la capa periférica, como la cementación, temple superficial, etc., ya que la capa dura, obtenida por estos métodos, pierde dureza muy rápidamente a partir de los 200º.
Esa propiedad es muy interesante para órganos de maquinas en los que pueden presentarse sobrecalentamientos accidentales, por falta de lubricación.
ESTADO PREVÍO DEL MATERIAL
En toda pieza que requiera un tratamiento de Nitruración gaseosa o de Ionitruración, deben realizarse los siguientes procesos:
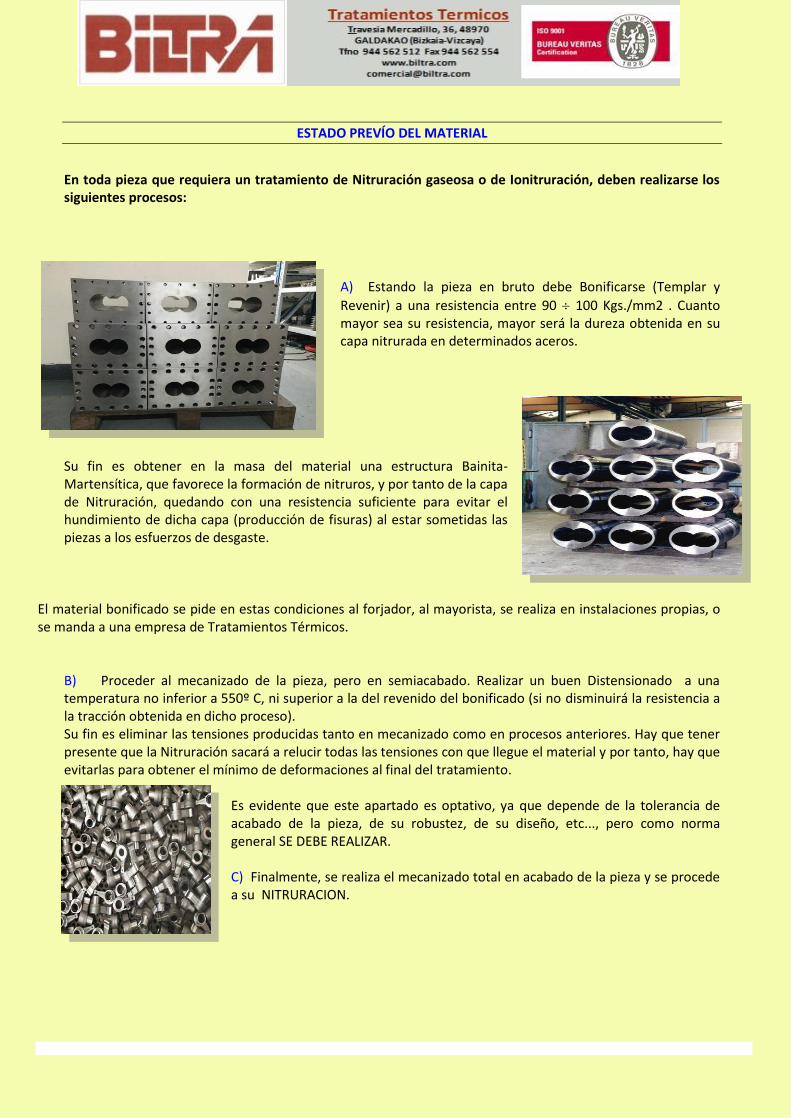
A) Estando la pieza en bruto debe Bonificarse (Templar y
Revenir) a una resistencia entre 90 100 Kgs./mm2 . Cuanto mayor sea su resistencia, mayor será la dureza obtenida en su capa nitrurada en determinados aceros.
Su fin es obtener en la masa del material una estructura Bainita-Martensítica, que favorece la formación de nitruros, y por tanto de la capa de Nitruración, quedando con una resistencia suficiente para evitar el hundimiento de dicha capa (producción de fisuras) al estar sometidas las piezas a los esfuerzos de desgaste.
El material bonificado se pide en estas condiciones al forjador, al mayorista, se realiza en instalaciones propias, o se manda a una empresa de Tratamientos Térmicos.
B) Proceder al mecanizado de la pieza, pero en semiacabado. Realizar un buen Distensionado a una temperatura no inferior a 550º C, ni superior a la del revenido del bonificado (si no disminuirá la resistencia a la tracción obtenida en dicho proceso). Su fin es eliminar las tensiones producidas tanto en mecanizado como en procesos anteriores. Hay que tener presente que la Nitruración sacará a relucir todas las tensiones con que llegue el material y por tanto, hay que evitarlas para obtener el mínimo de deformaciones al final del tratamiento.
Es evidente que este apartado es optativo, ya que depende de la tolerancia de acabado de la pieza, de su robustez, de su diseño, etc..., pero como norma general SE DEBE REALIZAR. C) Finalmente, se realiza el mecanizado total en acabado de la pieza y se procede a su NITRURACION.
D) El proceso de Nitruración se lleva a cabo según norma DIN-17014, para la obtención de capas según
norma DIN-50190.
Todo ello reflejado en nuestro Manual de Garantía de Calidad, según norma interna PR/IT.2.4, 2.6 y 2.9.
E) Si por cualquier causa requieren que haya zonas de la pieza que no deban ser nitruradas, se debe indicar en el albarán de entrada en nuestros talleres, acompañado de un plano o croquis de dichas zonas para que se proceda a su protección.