
Modelo (Reparado)
64
“Año de la Integración Nacional y reconocimiento de Nuestra Diversidad” ESCUELA SUPERIOR PRIVADA DE TECNOLOGÍA SENATI TÉCNICAS EN INGENIERÍA MECÁNICA DE MANTENIMIENTO PERIODO ACADÉMICO: 2012-I CICLO: XII CÓDIGO: 226113 NOMBRE DEL PROYECTO: Mejoras en el procedimiento de soldadura para equipos pesqueros Y mineros. PROFESOR: Ing. Manuel Pozo Vílchez ALUMNO: Rosales Chaves Wilianson [Escriba texto]
-
Upload
maycol-atencia -
Category
Documents
-
view
254 -
download
3
description
modelo control de calidad
Transcript of Modelo (Reparado)
“Año de la Integración Nacional y reconocimiento de Nuestra Diversidad”
ESCUELA SUPERIOR PRIVADA DE TECNOLOGÍASENATI
TÉCNICAS EN INGENIERÍA MECÁNICA DE MANTENIMIENTOPERIODO ACADÉMICO: 2012-I
CICLO: XIICÓDIGO: 226113
NOMBRE DEL PROYECTO:
Mejoras en el procedimiento de soldadura para equipos pesqueros Y mineros.
PROFESOR: Ing. Manuel Pozo Vílchez
ALUMNO: Rosales Chaves Wilianson
2012
[Escriba texto]
Pág.
CAPÍTULO 1: LA EMPRESA
1.1 Datos relacionados con la empresa ………………………....…………04
1.2Misión…………………………………………………………………….. 05
1.3Visión...…………….……………………………………………………... 05
1.4Planeamiento estratégico………………………………………………..06
1.5Planes de calidad………………………………………………………... 07
1.6Organización de la empresa………………………………………….....08
1.7 La importancia del proyecto ………………….………………………... 12
CAPITULO 2: RECOPILACIÓN DE DATOS
2.1 La técnica de la encuesta……………………………………………......14
CAPITULO 3: MARCO TEORICO
3.1 Principales investigaciones, teorías, o principios referidos al tema… 18
3.2 Terminología del proyecto ……………………………………………..23
CAPITULO 4: SOLUCION DE PROBLEMA
4.1 Técnicas de solución de problemas……………………………………34
[Escriba texto]
4.2 Diagramación…………………………………………………………… 35
4.3 Análisis de las causas del problema identificado……………………35
4.4 Análisis de solución del problema identificado…………………….36
CAPITULO 5: DESCRIPCIÓN DEL PROYECTO ORIGINAL
5.1 Descripción del proyecto original ……………………………………37
5.2 Elaboración de planos, esquemas, diagrama de bloques…………..42
CAPITULO 6: DESARROLLO DEL NUEVO PROYECTO
6.1 Descripción del nuevo proyecto ……………………………………...44
6.2 Elaboración de planos, esquemas, diagrama de bloques ………….44
6.3 Cálculos necesarios para el nuevo proyecto..……………………….45
6.4 Planes de calidad para el nuevo proyecto…………………….……..46
CAPITULO 7:EFECTO ECONOMICO DEL PROYECTO
7.1 Análisis de los costos de calidad……………………………………..48
7.2 Inversión del proyecto……………………….……………………….. 49
7.3 Evaluación del proyecto……………………………………………… 49
7.4 Beneficio económicos antes y después de la mejora tecnológica….50
7.5 Conclusiones y recomendaciones……………………………………51
[Escriba texto]
CAPITULO 1
LA EMPRESA
1.1 DATOS RELACIONADOS A LA EMPRESA
Razón Social: fábrica de tejidos algodonera limeña S.A.
Nombre Comercial: ALGOLIMSA
Actividad Comercial: Preparación y Tejido de Fibras Textiles.
Tipo Empresa: Sociedad Anónima
RUC: 20203082739
Página Web: http://www.algolimsa.com.pe
Fecha Inicio Actividades: 01 / Diciembre / 1993
Dirección Legal: Av. Separadora Industrial Nro. 585
Distrito: Ate
Ciudad: Lima
Departamento: Lima
Teléfonos: 3265979 / 3263678 / 3260634
La empresa ALGOLIMSA es una empresa textil dedicada a la fabricación, teñidos y acabados de telas para la confección de
[Escriba texto]
prendas de vestir, que inició sus actividades como comercializadora de artículos textiles en una tienda de 13 m2. Ubicada en Jr. Sebastián Barranca, del distrito de la Victoria, alquilando posteriormente un local en Ignacio Cossio, donde se decide adquirir dos máquinas de tejido de punto para tener algodón, con la finalidad de producir directamente las telas que vende, con el tiempo instala una tintorería para teñir sus productos y dar servicio de teñidos a otras empresas.
Actualmente ALGOLIMSA cuenta con un local propio de 6800 m2 y esta ubicado en la Av. Separadora Industrial Nº585 en el distrito de Ate, Lima, donde desarrolla sus actividades fabriles, con equipos de última generación y de la mayor tecnología en su género, así como profesionales y personal especializado y altamente capacitado para obtener la más óptima calidad en sus productos, siendo por tal razón, sumamente apreciados en el mercado nacional e internacional.
Entre nuestras principales telas tenemos el Jersey, Rib, listado, pique, inter lock, franela.
Principales clientes de la empresa en el Perú
Inca cotton (procedencia: Lima) Textil Santa Anita (procedencia: Lima) Textil San Cristobal
(procedencia: Lima) Southern Textiles (procedencia: Lima) Peru Fashions (procedencia: Lima) All Cotton (procedencia: Lima) Sun Cotton (procedencia: Lima)
Principales clientes de la empresa en el extranjero
Adidas (procedencia: ALEMANA) Reebok (procedencia: INGLESA) Gap (procedencia: USA) NGX (procedencia: USA) Everlast (procedencia: USA) Theory (procedencia: INGLESA) Be.ology
(procedencia: USA)
1.2 MISIÓN
[Escriba texto]
Somos una compañía orientada a satisfacer a nuestros clientes a través de un equipo de colaboradores comprometidos, contamos con alta tecnología y con los mejores proveedores que nos permite innovar productos y servicios de calidad, como también estamos comprometidos en reducir a cero los accidentes en lo que es seguridad y salud en el trabajo en la cual se trabaja con el DS 009-2005 TR, como también tenemos equipos de alta tecnología con el fin de disminuir la contaminación de los efluentes líquidos.
1.3 VISIÓN
Ser para el año 2015 la compañía textil líder en calidad y servicio a nuestros clientes, generando mayores puestos de trabajo y reduciendo significativamente el impacto al medio ambiente.
1.4 PLAN ESTRATÉGICO 2011
Con respecto a la PRODUCCIÓN
OBJETIVOS POLÍTICAS ACCIONES
Disminuir significativamente las no conformidades en todos los procesos de producción.
Establecer una política de inspecciones y observaciones en todos los procesos de producción.
Elaborar formatos de inspección y procedimientos de cada proceso en las diferentes áreas de la producción.
Eliminar los tiempos muertos en cada proceso en la producción
Establecer políticas de trabajo continuo sin exceder las cargas de trabajo.
Coordinar con cada supervisor de cada área encomendando tareas de trabajo eliminando los tiempos muerto y así evitando cuellos de botella
Con respecto al MEDIO AMBIENTE
OBJETIVOS POLÍTICAS ACCIONES
Mantener entre 6 Establecer políticas Analizar diariamente el
[Escriba texto]
y 8 el pH y 40 °C en la descarga del agua residual de las tuberías del desagüe
de cuidado del agua guiándonos de acuerdo a la ley general de aguas N°17752
agua con equipos certificados
Minimizar los residuos sólidos en todas las áreas de producción y en mantenimiento.
Establecer políticas para los residuos sólidos de acuerdo a la ley general de residuos sólidos N°27314
Elaborar inventarios de residuos sólidos para cada proceso, colocando los residuos en contenedores para cada tipo de material.
Con respecto a la SEGURIDAD Y SALUD EN EL TRABAJO
OBJETIVOS POLÍTICAS ACCIONES
Reducir a cero los accidentes en el trabajo
Establecer políticas de seguridad y salud en el trabajo guiándonos del DS 009-2005 TR.
Elaborar plan de acción, IPER,PETS, AST, mapa de riesgos, procedimientos, monitoreo, etc.
Concienciar a los trabajadores
Establecer políticas de capacitación y entrenamiento a los trabajadores
Realizar plan de emergencias, inducciones y capacitaciones a los trabajadores
1.5 PLANES DE CALIDAD
Tarea: INSTALAR UN sensesores xyz
Area: Produccion
Procedimientos:
1 Calñibracion un equipo modelo
2
[Escriba texto]
3
4
Norma Técnica: NTP 390.278.34, PARA UN T
La empresa ofrece servicios de calidad a nuestros clientes mejorando continuamente, realizando auditorias mensualmente interna y externamente, desde hace años la empresa ALGOLIMSA ha implementado de acuerdo a las exigencias de INDECI el reglamento de seguridad y salud en el trabajo DS 009-2005 TR en la cual tiene por objetivo promover una cultura de prevención de riesgos, a través de obligaciones del empleador, quien garantizará en el centro de trabajo, el establecimiento de los medios y condiciones que salvaguarden la vida, la salud y el bienestar de los trabajadores propios y de aquellos que no teniendo vínculo laboral presten servicios o se encuentran dentro del ámbito de centro de labores.
La empresa ALGOLIMSA se encuentra comprometida en la mejora y cuidado del medio ambiente promoviendo una cultura medio ambiental, en la cual se analiza diariamente, semanal y mensualmente el agua, el suelo, los gases inertes producidos por la caldera a fin de no generar un impacto perjudicial al medio ambiente.
La empresa ALGOLIMSA utiliza en cada producto normas técnicas colombianas y peruanas en la cual se utilizan para contribuir a alcanzar la calidad (producto o servicio que satisface las necesidades de los clientes) y permite hablar el mismo idioma con el resto del mundo.
Algunas normas técnicas peruanas que usa la empresa:
NTP-ISO 231.094:2006 (Terminología y definiciones relativas a fibras textiles y productos textiles) NTP 231.002:1967 (método de determinación del peso de rollos) NTP 231.017.1970 (método manual para determinar la longitud) NTP-ISO 105-N01: 2007 (ensayos de solides de color al blanqueo) NTP-ISO 3071:2007 (determinación del pH de extractos acuosos) NTP 231.107:1981 (planchado permanente, evaluación de quiebres)
[Escriba texto]
Aquí menciono como son los procesos de fabricación en la empresa ALGOLIMSA, desde que ingresa la materia prima hasta el producto final.
[Escriba texto]
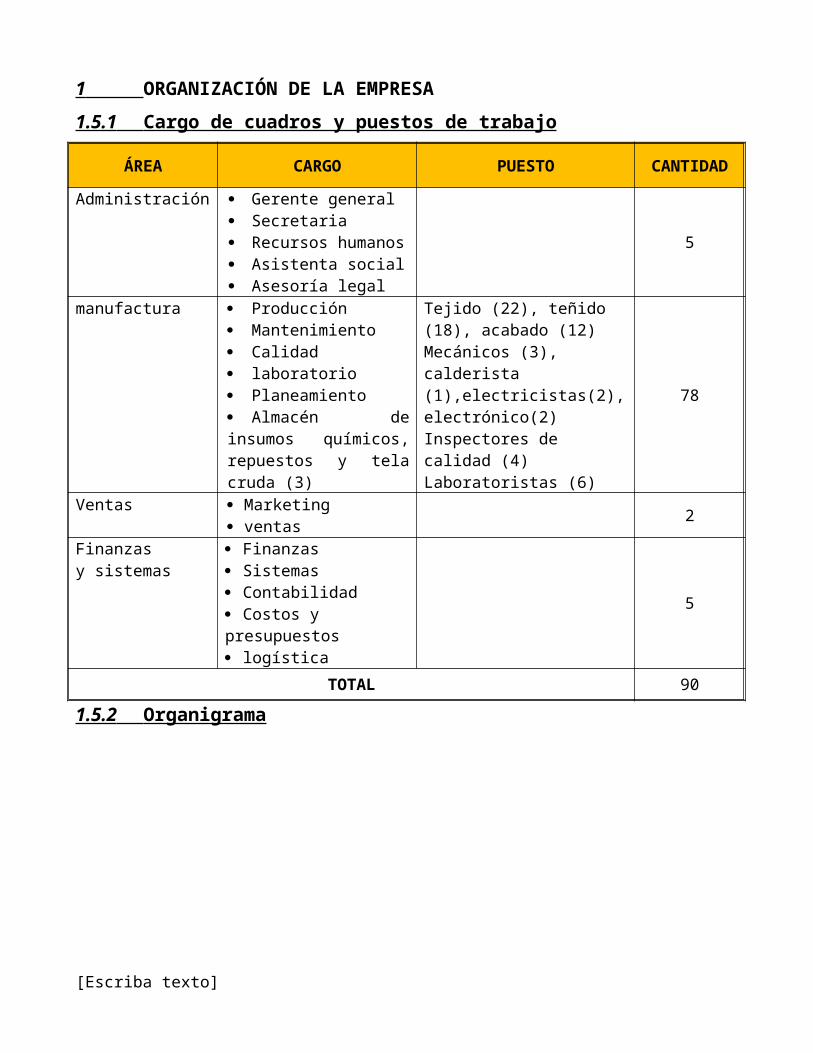
1 ORGANIZACIÓN DE LA EMPRESA
1.5.1 Cargo de cuadros y puestos de trabajo
ÁREA CARGO PUESTO CANTIDAD
Administración Gerente general Secretaria Recursos humanos Asistenta social Asesoría legal
5
manufactura Producción Mantenimiento Calidad laboratorio Planeamiento Almacén de insumos químicos, repuestos y tela cruda (3)
Tejido (22), teñido (18), acabado (12)Mecánicos (3), calderista (1),electricistas(2), electrónico(2)Inspectores de calidad (4)Laboratoristas (6)
78
Ventas Marketing ventas 2
Finanzasy sistemas
Finanzas Sistemas Contabilidad Costos y presupuestos logística
5
TOTAL 90
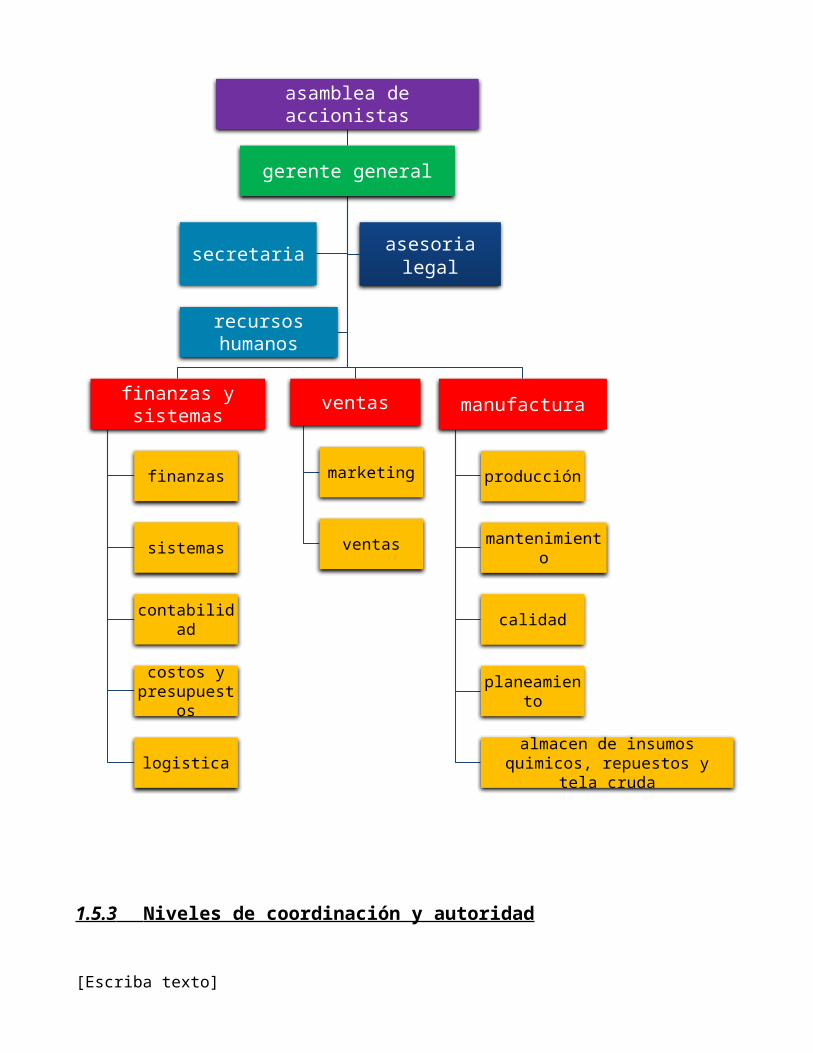
1.5.2 Organigrama
[Escriba texto]
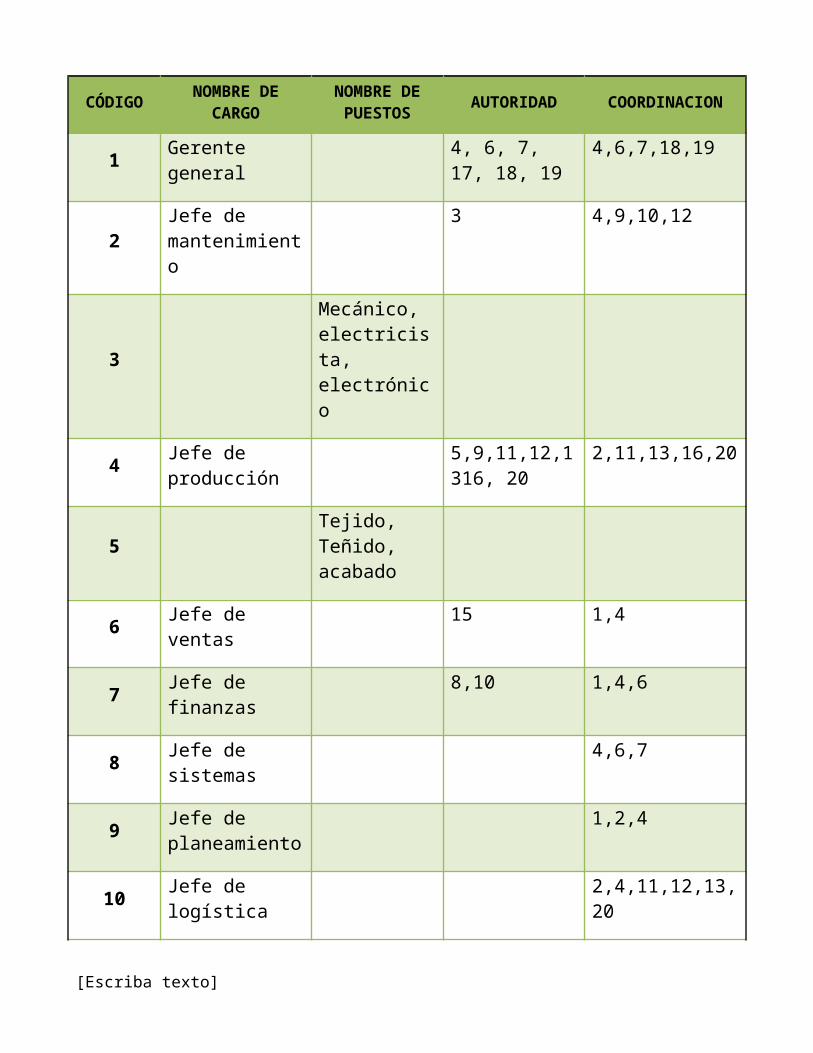
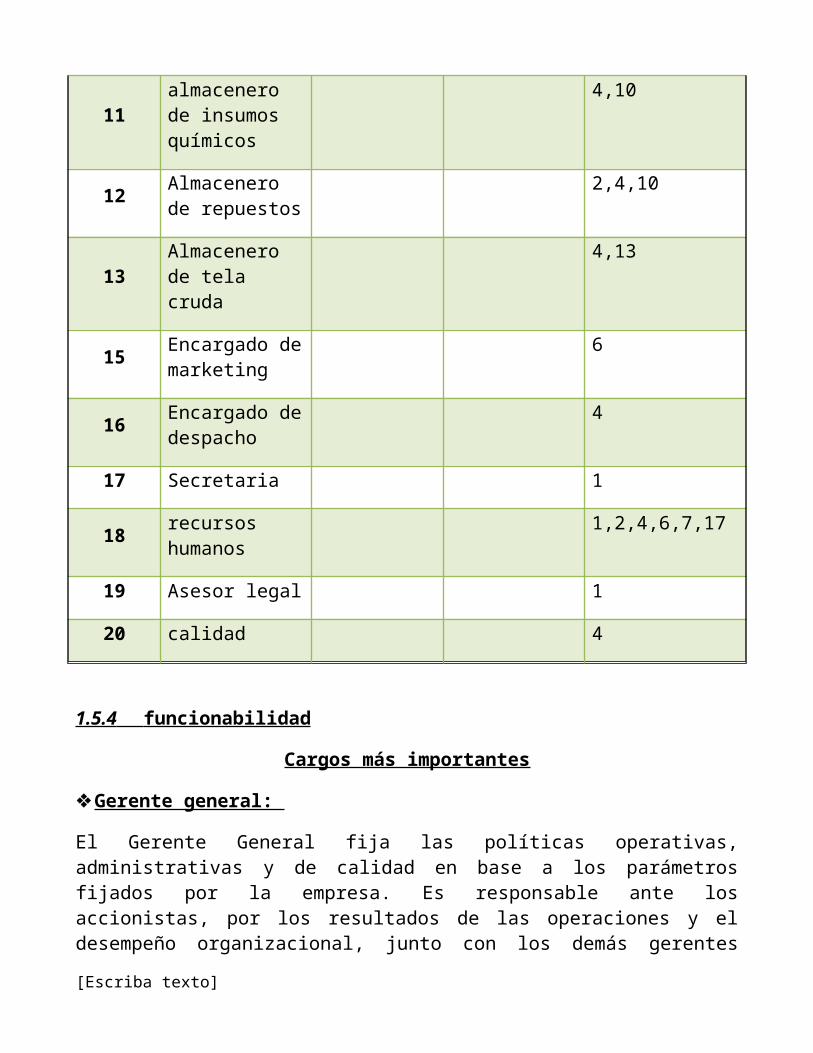
1.5.3 Niveles de coordinación y autoridad
CÓDIGO NOMBRE DE CARGO
NOMBRE DE PUESTOS
AUTORIDAD COORDINACION
[Escriba texto]
asamblea de accionistas
gerente general
finanzas y sistemas
finanzas
sistemas
contabilidad
costos y presupuestos
logistica
ventas
marketing
ventas
manufactura
producción
mantenimiento
calidad
planeamiento
almacen de insumos quimicos, repuestos y tela cruda
secretaria asesoria legal
recursos humanos
1Gerente general
4, 6, 7, 17, 18, 19
4,6,7,18,19
2Jefe de mantenimiento
3 4,9,10,12
3Mecánico, electricista, electrónico
4Jefe de producción
5,9,11,12,1316, 20
2,11,13,16,20
5Tejido, Teñido, acabado
6 Jefe de ventas 15 1,4
7Jefe de finanzas
8,10 1,4,6
8Jefe de sistemas
4,6,7
9Jefe de planeamiento
1,2,4
10Jefe de logística
2,4,11,12,13,20
11almacenero de insumos químicos
4,10
12Almacenero de repuestos
2,4,10
13Almacenero de tela cruda
4,13
15 Encargado de marketing
6
[Escriba texto]
16Encargado de despacho
4
17 Secretaria 1
18recursos humanos
1,2,4,6,7,17
19 Asesor legal 1
20 calidad 4
1.5.4 funcionabilidad
Cargos más importantes
Gerente general:
El Gerente General fija las políticas operativas, administrativas y de calidad en base a los parámetros fijados por la empresa. Es responsable ante los accionistas, por los resultados de las operaciones y el desempeño organizacional, junto con los demás gerentes funcionales planea, dirige y controla las actividades de la empresa. Ejerce autoridad funcional sobre el resto de cargos ejecutivos, administrativos y operacionales de la empresa ALGOLIMSA.
Su principal función es liderar el proceso de planeación estratégica de la organización, determinando los factores críticos de éxito, estableciendo los objetivos y metas específicas de la empresa.
Gerencia de finanzas
Planificar, administrar y controlar eficientemente, la calidad presupuestaria y financiera, con el propósito de brindar información oportuna y confiable, para la toma de decisiones de la administración superior. Coordinar la planificación y administración del presupuesto económico y financiero de la institución.
Gerencia de ventas
[Escriba texto]
Es el responsable de establecer el contacto cuando se realiza una venta, con el objetivo de detectar las necesidades del cliente. Tiene la libertad para negociar con los clientes y otorgar crédito tomando en cuenta ciertos criterios como: el financiamiento recibido por los proveedores, el tiempo del proyecto, el monto de la venta, la rentabilidad del proyecto y el efecto en la liquidez de la empresa.
Departamento de producción
El área de producción tiene como función principal, la transformación de insumos o recursos (energía, materia prima, mano de obra, capital, información) en productos finales (bienes o servicios).
Departamento de mantenimiento
El área de Mantenimiento se encarga de proporcionar oportuna y eficientemente, los servicios que requiera la empresa en materia de mantenimiento preventivo y correctivo a las instalaciones, como también elaborar el programa anual de mantenimiento preventivo y correctivo.
1.6 LA IMPORTANCIA DEL PROYECTO PARA LA EMPRESA
La empresa pierde alrededor de 5 horas en el mantenimiento preventivo de las maquinas teñidoras para el cambio de perfiles, en los cual se reparte 2 horas para que enfríe la máquina y 3 horas para el cambio de estos perfiles de los molinos, lo cual resulta una pérdida significativa de tiempo en la producción, por lo tanto, implica mayor costo en la producción del tipo indirecto variable.
Con respecto a la producción
Los objetivos son alcanzar un mayor grado de disponibilidad de la maquina en lo cual se manifiesta en un mayor rendimiento ya que lo producido se igualaría al programado. Para esto se debe mejorar el diseño de los torniquetes y como valor agregado extender la durabilidad de estos perfiles de caucho tipo H con un análisis profundo y comparativo de sus propiedades y características y estudiar el medio en el cual trabaja.
Además se atesoraría dinero que podría servir para un fondo como por ejemplo la compra de nuevos equipos.
Con respecto a la calidad:[Escriba texto]
El color final en el proceso de teñido será más uniforme con un alto nivel de confiabilidad en el producto.
Con respecto al medio ambiente:
Los perfiles de caucho usados se pueden vender en un centro de acopio de caucho usado para luego reciclar como por ejemplo asfaltado de carreteras, el procedimiento consiste en reducir a polvo el caucho hasta llegar al milímetro de espesor aproximadamente. A este polvo se le añade betún, en el momento previo al asfaltado se le aplica a la rodadura de las carreteras, se obtiene, como resultado, calzadas con mayor adherencia y con mayor capacidad para evacuar y filtrar el agua.
CAPITULO 2
RECOPILACIÓN DE DATOS
[Escriba texto]
2.1 DISEÑO DE IMPLEMENTACIÓN DE REGISTRO DE DATOS
Técnica de la encuesta:
La técnica de la encuesta tiene por objetivo obtener información por medio de preguntas escritas organizadas en un cuestionario impreso de preguntas abiertas y/o cerradas, mediante esta encuesta pudimos obtener datos estadísticos. La encuesta fue efectuada sobre el técnico de mantenimiento en el área de teñido y operarios de las maquinas teñidoras.
Diseño muestral
Universo: 16 operarios y 2 técnicos de mantenimiento de máquinas teñidoras DMS.
Tamaño de la muestra: Conformado por 6 operarios de las máquinas teñidoras y un técnico de mantenimiento.
Fecha: 02/07/2011
Hora: 12:30 pm
Cuestionario:
1. ¿Cuál sería a su parecer el tiempo de mantenimiento para el cambio de perfiles H de los molinos de las maquinas DMS?
2. ¿Según su criterio cada cuanto tiempo se debe cambiar los perfiles H de los molinos de las maquinas DMS?
3. ¿Según se opinión cuanto seria el tiempo de enfriamiento de la maquina antes de darle mantenimiento?
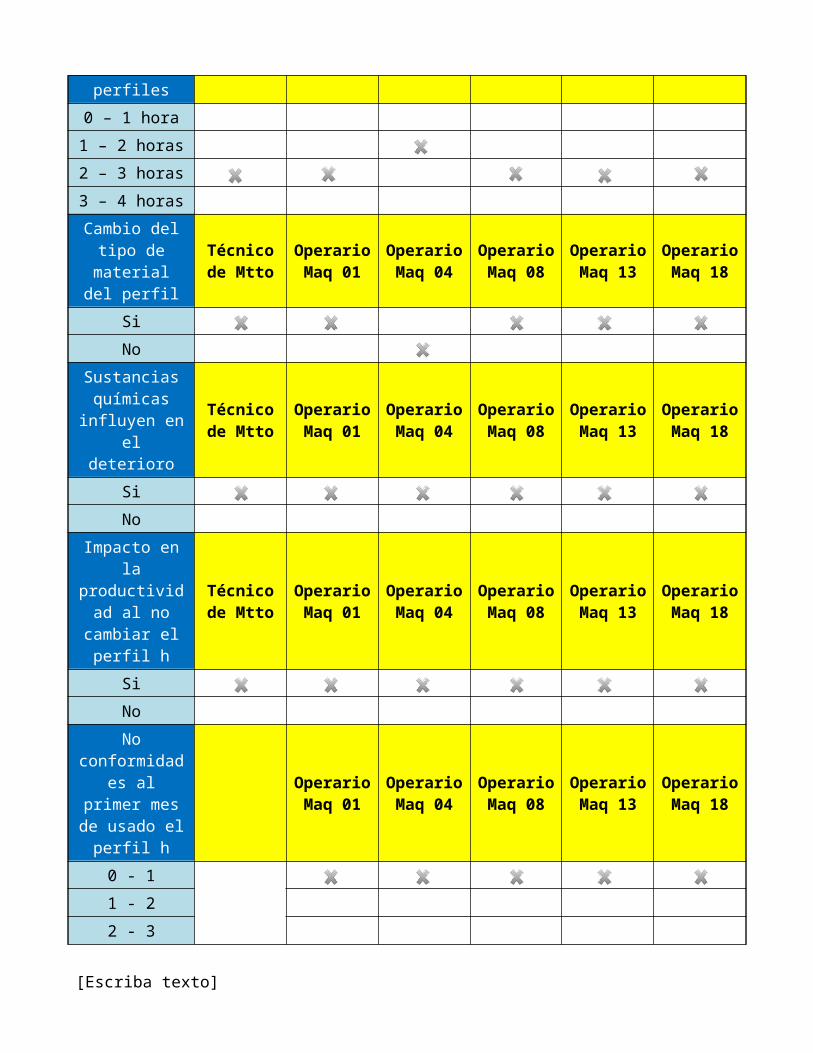
4. ¿Cree usted que debería cambiarse el material del perfil h por uno con mejores propiedades?
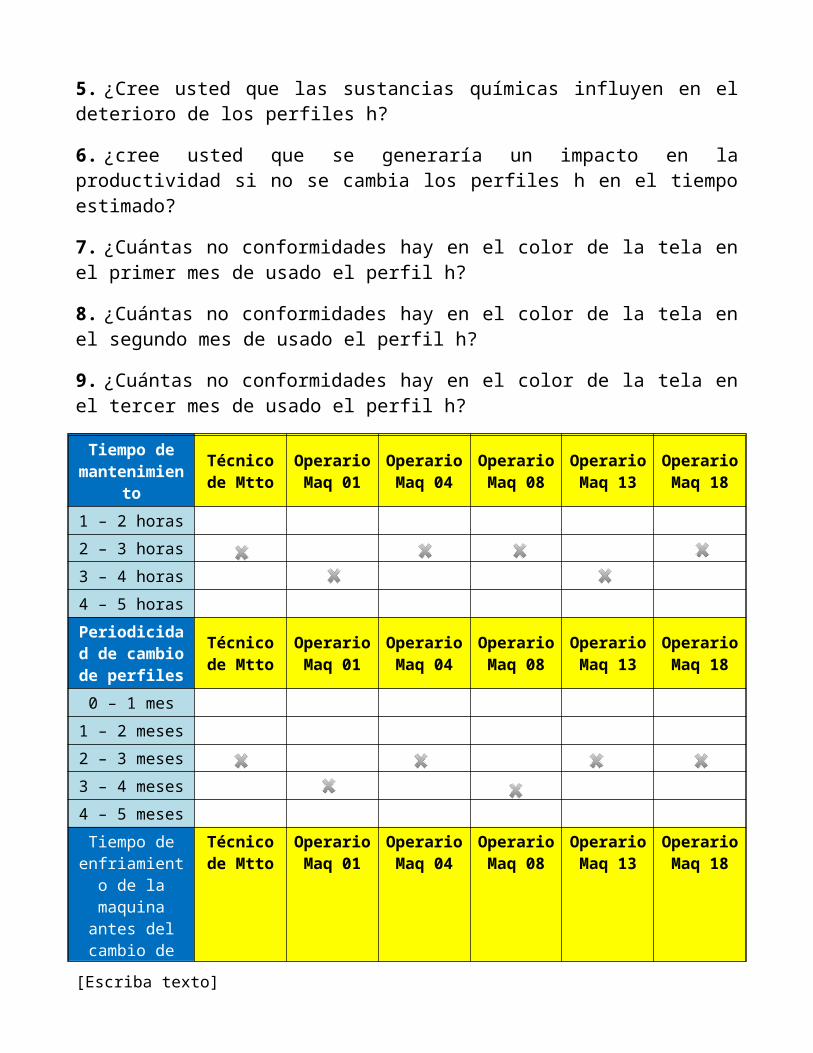
5. ¿Cree usted que las sustancias químicas influyen en el deterioro de los perfiles h?
6. ¿cree usted que se generaría un impacto en la productividad si no se cambia los perfiles h en el tiempo estimado?
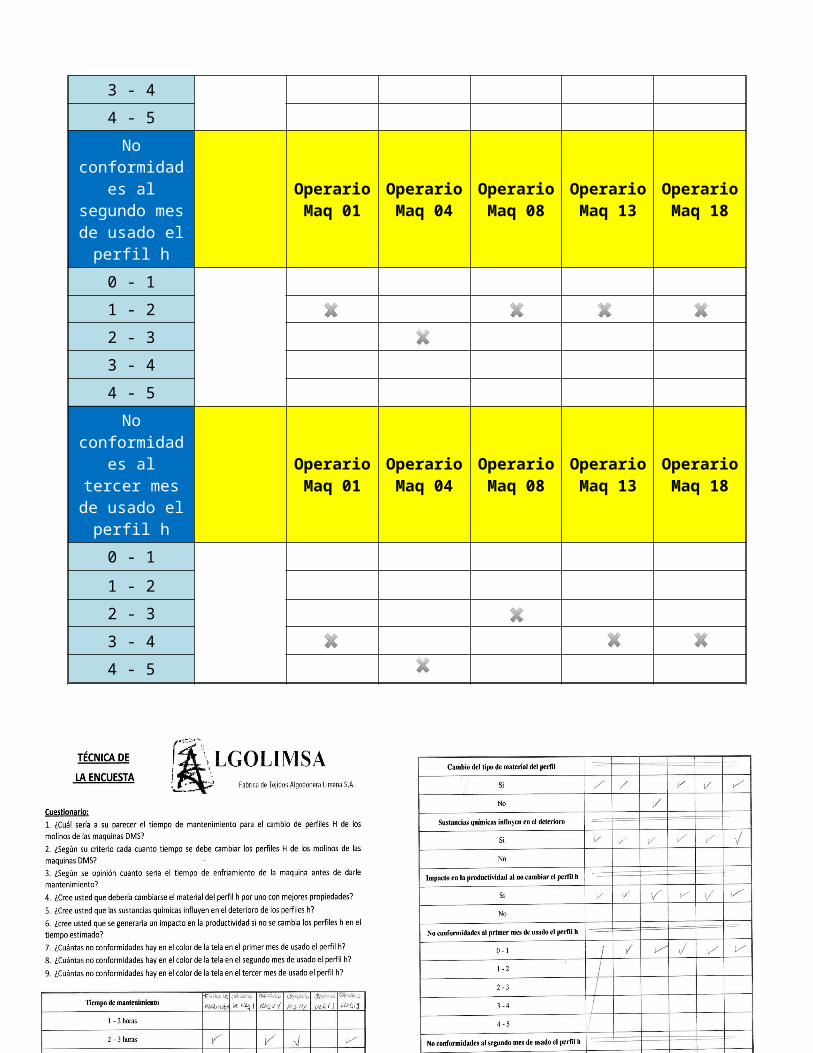
7. ¿Cuántas no conformidades hay en el color de la tela en el primer mes de usado el perfil h?
[Escriba texto]
8. ¿Cuántas no conformidades hay en el color de la tela en el segundo mes de usado el perfil h?
9. ¿Cuántas no conformidades hay en el color de la tela en el tercer mes de usado el perfil h?
Tiempo de mantenimie
nto
Técnico de Mtto
Operario Maq
01
Operario Maq
04
Operario Maq
08
Operario Maq
13
Operario Maq
18
1 – 2 horas
2 – 3 horas
3 – 4 horas
4 – 5 horas
Periodicidad de cambio de perfiles
Técnico de Mtto
Operario Maq
01
Operario Maq
04
Operario Maq
08
Operario Maq
13
Operario Maq
18
0 – 1 mes
1 – 2 meses
2 – 3 meses
3 – 4 meses
4 – 5 meses
Tiempo de enfriamiento
de la maquina antes del cambio de
perfiles
Técnico de Mtto
Operario Maq
01
Operario Maq
04
Operario Maq
08
Operario Maq
13
Operario Maq
18
0 – 1 hora
1 – 2 horas
2 – 3 horas
3 – 4 horas
Cambio del tipo de
material del perfil
Técnico de Mtto
Operario Maq
01
Operario Maq
04
Operario Maq
08
Operario Maq
13
Operario Maq
18
Si
No
Sustancias químicas
influyen en el
Técnico de Mtto
Operario Maq
01
Operario Maq
04
Operario Maq
08
Operario Maq
13
Operario Maq
18
[Escriba texto]
deterioro
Si
No
Impacto en la productividad al no cambiar
el perfil h
Técnico de Mtto
Operario Maq
01
Operario Maq
04
Operario Maq
08
Operario Maq
13
Operario Maq
18
Si
No
No conformidade
s al primer mes de usado el perfil h
Operario Maq
01
Operario Maq
04
Operario Maq
08
Operario Maq
13
Operario Maq
18
0 - 1
1 - 2
2 - 3
3 - 4
4 - 5
No conformidades al segundo
mes de usado el perfil h
Operario Maq
01
Operario Maq
04
Operario Maq
08
Operario Maq
13
Operario Maq
18
0 - 1
1 - 2
2 - 3
3 - 4
4 - 5
No conformidade
s al tercer mes de usado el perfil h
Operario Maq
01
Operario Maq
04
Operario Maq
08
Operario Maq
13
Operario Maq
18
0 - 1
1 - 2
2 - 3
[Escriba texto]
3 - 4
4 - 5
CAPITULO 3
MARCO TEÓRICO CONCEPTUAL
3.1 PRINCIPALES INVESTIGACIONES, TEORÍAS O PRINCIPIOS REFERIDOS AL TEMA
3.1.1 Leyes del rozamiento para cuerpos sólidos
La fuerza de rozamiento se encuentra en la dirección de la superficie de apoyo.
[Escriba texto]
El coeficiente de rozamiento es prácticamente independiente del área de la superficie de contacto.
El coeficiente de rozamiento depende de la naturaleza de los cuerpos en contacto, así como del estado en que se encuentren sus superficies.
La fuerza máxima de rozamiento es directamente proporcional a la fuerza normal que actúa entre las superficies de contacto.
Para un mismo par de cuerpos, el rozamiento es mayor un instante antes del movimiento que cuando se está en movimiento.
Algunos autores sintetizan las leyes del comportamiento friccional en las siguientes dos
Leyes básicas :
1. La resistencia al deslizamiento tangencial entre dos cuerpos es proporcional a la fuerza normal ejercida entre los mismos.2. La resistencia al deslizamiento tangencial entre dos cuerpos es independiente de las dimensiones de ambos.La segunda ley puede ilustrarse arrastrando un bloque o ladrillo sobre una superficie plana. La fuerza de arrastre será la misma aunque el bloque descanse sobre una cara o sobre un borde. Estas leyes fueron establecidas primeramente por Leonardo da Vinci al final del siglo XV, olvidándose después durante largo tiempo y fueron posteriormente redescubiertas por el ingeniero francés Amontons en 1699. Frecuentemente se les denomina también leyes de Amontons.
Tipos de rozamiento
Existen dos tipos de rozamiento o fricción, la fricción estática y la fricción cinética. El primero es una resistencia, la cual se debe superar para poner movimiento un cuerpo con respecto a otro que se encuentra en contacto. El segundo, es una fuerza de magnitud constante que se opone al movimiento una vez que éste ya comenzó. En resumen, lo que diferencia a un roce con el otro es que el estático actúa cuando el cuerpo está en reposo y el cinético cuando está en movimiento.
[Escriba texto]
El roce estático es siempre menor o igual al coeficiente de rozamiento entre los dos objetos (número que se mide experimentalmente y está tabulado) multiplicado por la fuerza normal. El roce cinético, en cambio, es igual al coeficiente de rozamiento, denotado por la letra griega, por la normal en todo instante.
No se tiene una idea perfectamente clara de la diferencia entre el rozamiento cinético y el estático, pero se tiende a pensar que el estático es mayor que el cinético, porque al permanecer en reposo ambas superficies, pueden aparecer enlaces iónicos, o incluso micro-soldaduras entre las superficies. Éste fenómeno es tanto mayor cuanto más perfectas son las superficies. Un caso más o menos común es el del gripaje de un motor por estar mucho tiempo parado (no sólo se arruina por una temperatura muy elevada), ya que al permanecer las superficies del pistón y la camisa durante largo tiempo en contacto y en reposo, pueden llegar a soldarse entre sí.
Un ejemplo bastante simple de fricción cinética es la ocurrida con los neumáticos de un auto al frenar.
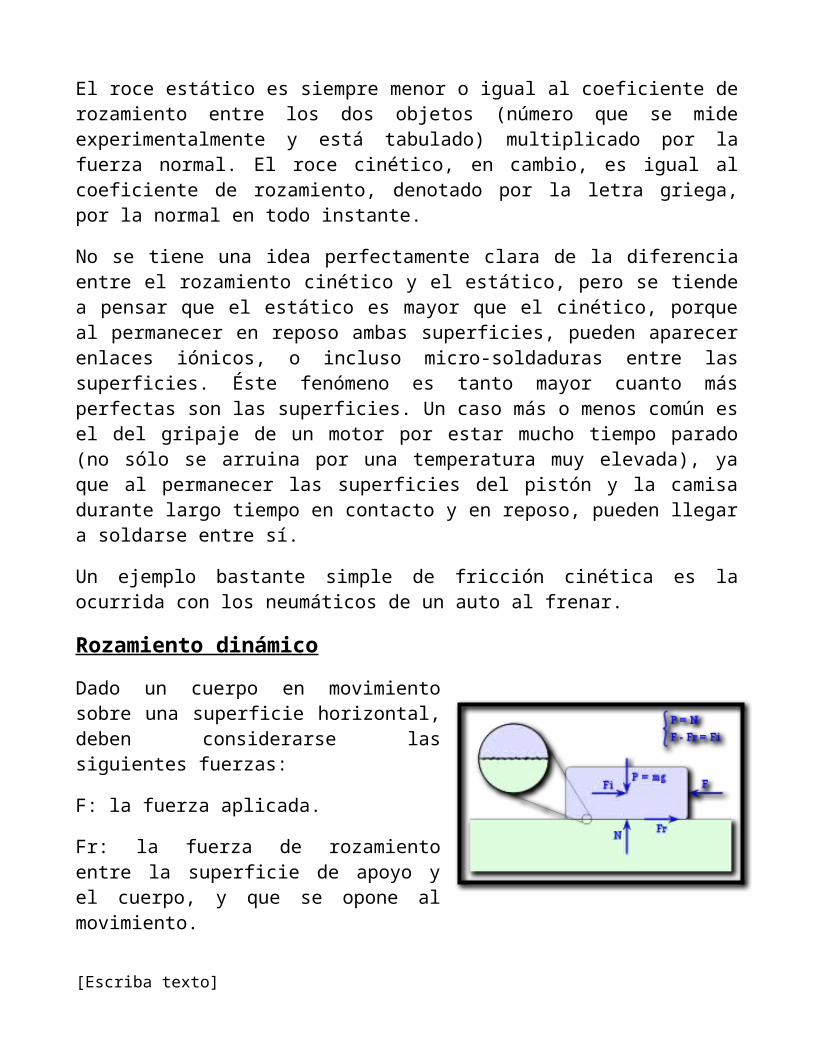
Rozamiento dinámico
Dado un cuerpo en movimiento sobre una superficie horizontal, deben considerarse las siguientes fuerzas:
F: la fuerza aplicada.
Fr: la fuerza de rozamiento entre la superficie de apoyo y el cuerpo, y que se opone al movimiento.
Fi: fuerza de inercia, que se opone a la aceleración de cuerpo, y que es igual a la masa del cuerpo m por la aceleración que sufre a.
P: el peso del propio cuerpo, igual a su masa por la aceleración de la gravedad.
N: la fuerza normal, que la superficie hace sobre el cuerpo sosteniéndolo.
Como equilibrio dinámico, se puede establecer que:
P = N , F – Fr = Fi
[Escriba texto]
Sabiendo que:
P = N = mg , Fr = µdN , Fi = ma
Se puede reescribir la segunda ecuación de equilibrio dinámico como:
F = µdmg + ma
Es decir, la fuerza resultante F aplicada a un cuerpo es igual a la fuerza de rozamiento Fr más la fuerza de inercia Fi que el cuerpo opone a ser acelerado. De lo que también se puede deducir:
F = m(µdg + a)
F/m = µdg + a
a = F/m - µdg
Con lo que se tiene la aceleración a que sufre el cuerpo, al aplicarle una fuerza F mayor que la fuerza de rozamiento Fr con la superficie sobre la que se apoya.
Fuerza de rozamiento por deslizamiento
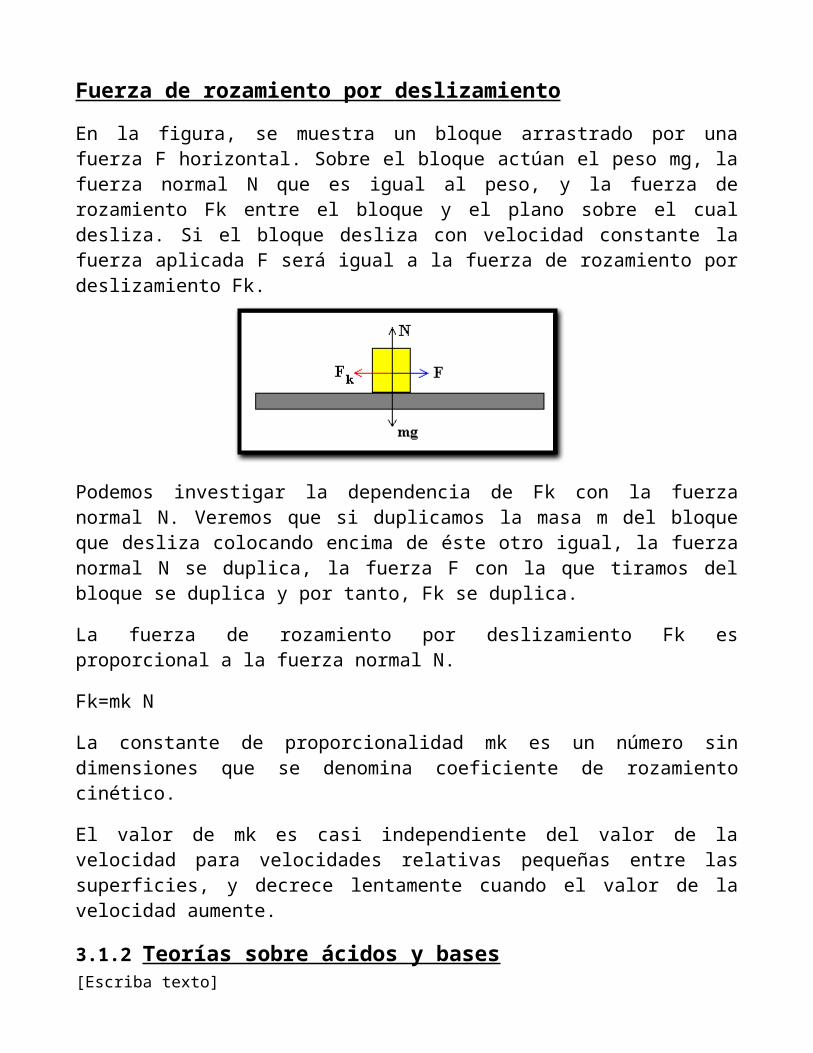
En la figura, se muestra un bloque arrastrado por una fuerza F horizontal. Sobre el bloque actúan el peso mg, la fuerza normal N que es igual al peso, y la fuerza de rozamiento Fk entre el bloque y el plano sobre el cual desliza. Si el bloque desliza con velocidad constante la fuerza aplicada F será igual a la fuerza de rozamiento por deslizamiento Fk.
Podemos investigar la dependencia de Fk con la fuerza normal N. Veremos que si duplicamos la masa m del bloque que desliza colocando encima de éste otro igual, la fuerza normal N se duplica, la
[Escriba texto]
fuerza F con la que tiramos del bloque se duplica y por tanto, Fk se duplica.
La fuerza de rozamiento por deslizamiento Fk es proporcional a la fuerza normal N.
Fk=mk N
La constante de proporcionalidad mk es un número sin dimensiones que se denomina coeficiente de rozamiento cinético.
El valor de mk es casi independiente del valor de la velocidad para velocidades relativas pequeñas entre las superficies, y decrece lentamente cuando el valor de la velocidad aumente.
3.1.2 Teorías sobre ácidos y bases
Existen diversas teorías que clasifican a las sustancias químicas en ácidos y bases, entre las principales definiciones estudiaremos:
Teoría de Arrhenius Teoría de Bronsted-Lowry Teoría de Lewis
Teorías de Arrhenius:
Fue establecida en 1884 por el sueco Svante August Arrhenius, se basa en el comportamiento de las sustancias en solución acuosa (son aquellas donde el disolvente es el agua), así:
ACIDO: es toda sustancia que contiene hidrogeno en su estructura y que e n solución acuosa libera iones H+
BASE: es toda sustancia que contiene al grupo hidroxilo en su estructura y que en solución acuosa libera iones OH-
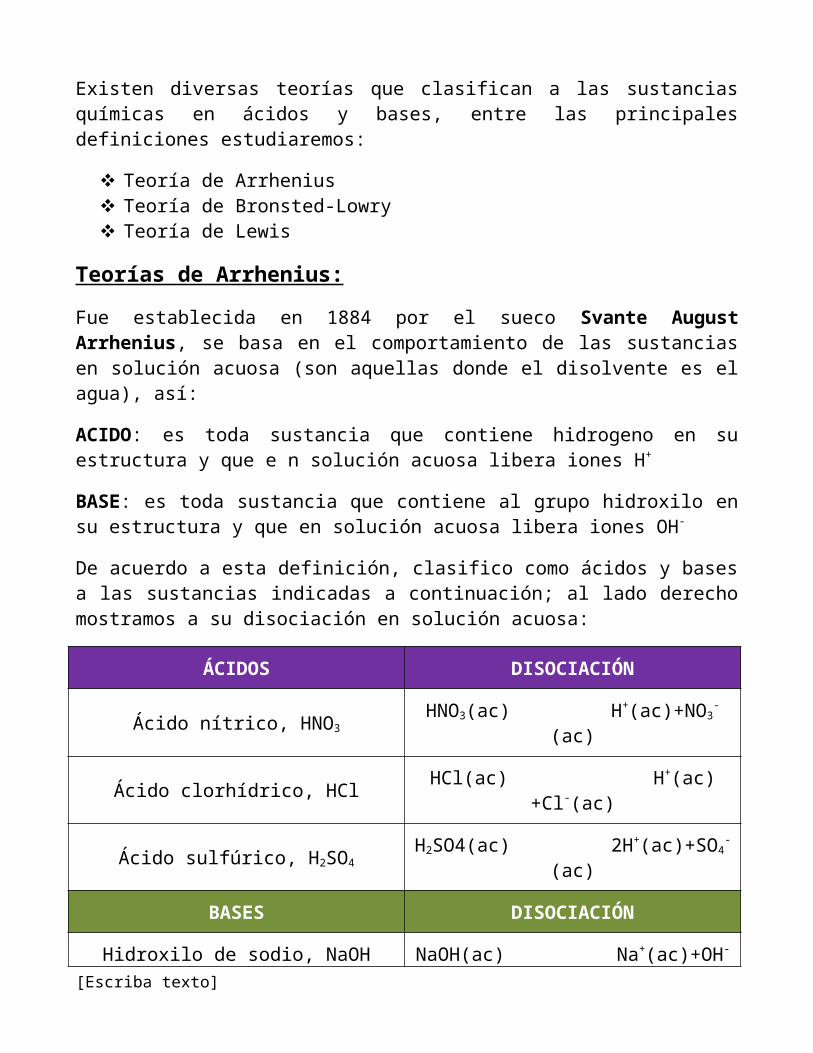
De acuerdo a esta definición, clasifico como ácidos y bases a las sustancias indicadas a continuación; al lado derecho mostramos a su disociación en solución acuosa:
ÁCIDOS DISOCIACIÓN
Ácido nítrico, HNO3 HNO3(ac) H+(ac)+NO3-(ac)
[Escriba texto]
Ácido clorhídrico, HCl HCl(ac) H+(ac)+Cl-(ac)
Ácido sulfúrico, H2SO4 H2SO4(ac) 2H+(ac)+SO4-(ac)
BASES DISOCIACIÓN
Hidroxilo de sodio, NaOH NaOH(ac) Na+(ac)+OH-(ac)
Hidroxilo de calcio, Ca(OH)2Ca(OH)2(ac) Ca+2(ac)+2OH-
(ac)
Hidroxilo de aluminio, Al(OH)3Al(OH)3(ac) Al+3(ac)+3OH-
(ac)
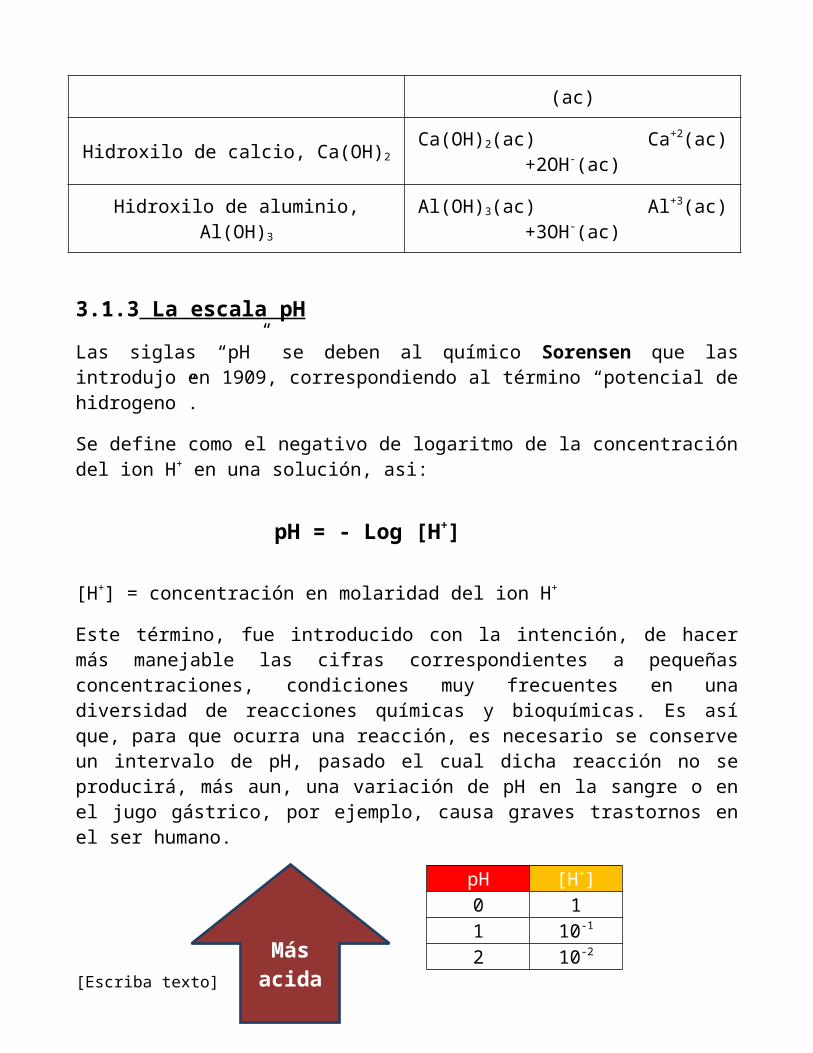
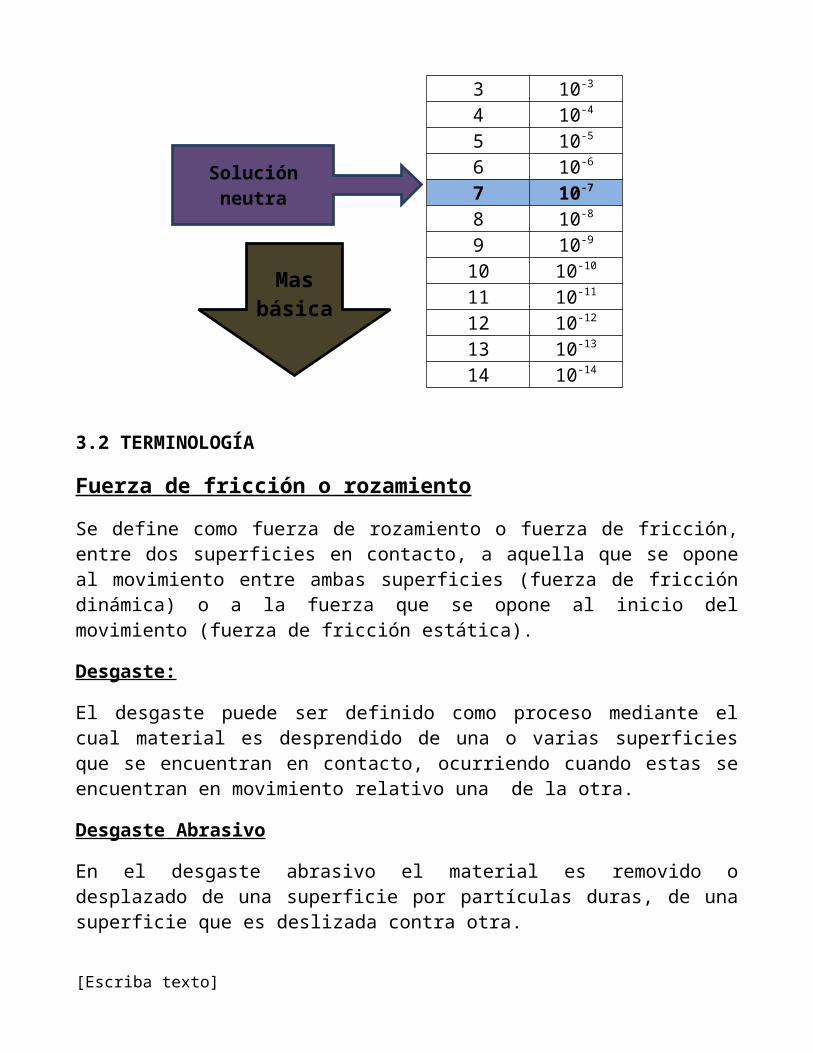
3.1.3 La escala pH
Las siglas “pH” se deben al químico Sorensen que las introdujo en 1909, correspondiendo al término “potencial de hidrogeno”.
Se define como el negativo de logaritmo de la concentración del ion H+ en una solución, asi:
[H+] = concentración en molaridad del ion H+
Este término, fue introducido con la intención, de hacer más manejable las cifras correspondientes a pequeñas concentraciones, condiciones muy frecuentes en una diversidad de reacciones químicas y bioquímicas. Es así que, para que ocurra una reacción, es necesario se conserve un intervalo de pH, pasado el cual dicha reacción no se producirá, más aun, una variación de pH en la sangre o en el jugo gástrico, por ejemplo, causa graves trastornos en el ser humano.
pH [H+]0 11 10-1
2 10-2
3 10-3
4 10-4
[Escriba texto]
pH = - Log [H+]
Más acida
5 10-5
6 10-6
7 10-7
8 10-8
9 10-9
10 10-10
11 10-11
12 10-12
13 10-13
14 10-14
3.2 TERMINOLOGÍA
Fuerza de fricción o rozamiento
Se define como fuerza de rozamiento o fuerza de fricción, entre dos superficies en contacto, a aquella que se opone al movimiento entre ambas superficies (fuerza de fricción dinámica) o a la fuerza que se opone al inicio del movimiento (fuerza de fricción estática).
Desgaste:
El desgaste puede ser definido como proceso mediante el cual material es desprendido de una o varias superficies que se encuentran en contacto, ocurriendo cuando estas se encuentran en movimiento relativo una de la otra.
Desgaste Abrasivo
En el desgaste abrasivo el material es removido o desplazado de una superficie por partículas duras, de una superficie que es deslizada contra otra.
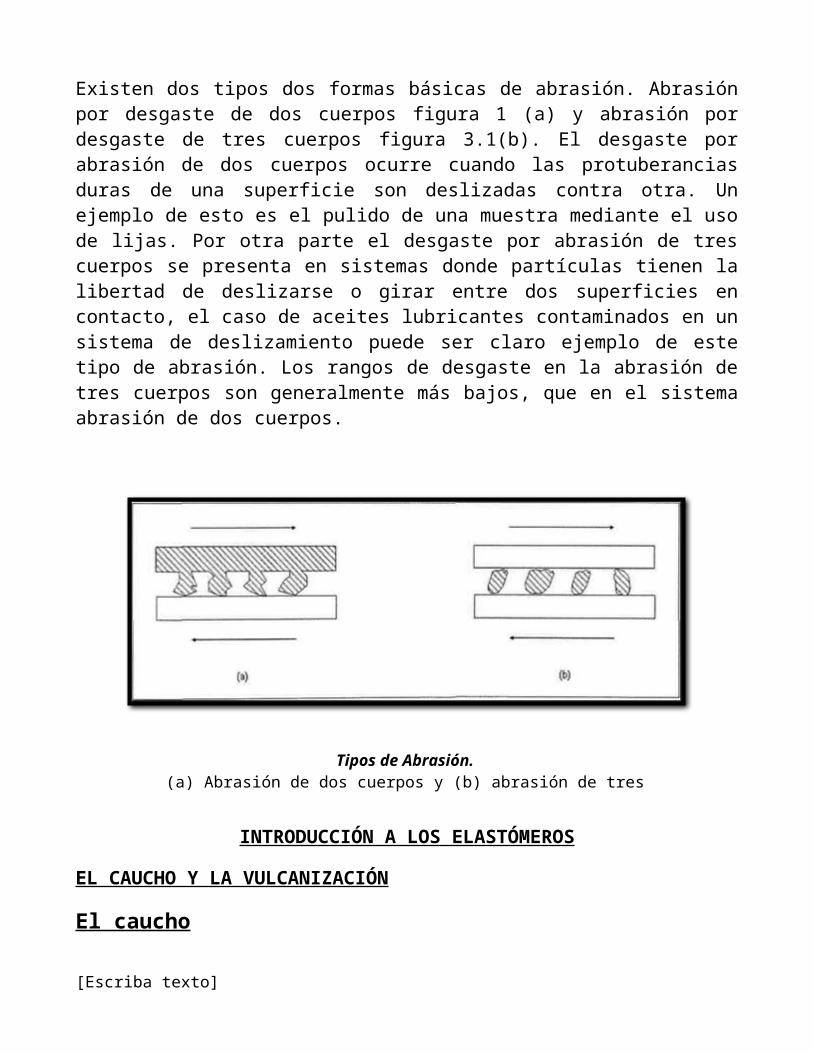
Existen dos tipos dos formas básicas de abrasión. Abrasión por desgaste de dos cuerpos figura 1 (a) y abrasión por desgaste de tres cuerpos figura 3.1(b). El desgaste por abrasión de dos cuerpos ocurre cuando las protuberancias duras de una superficie son deslizadas contra otra. Un ejemplo de esto es el pulido de una muestra mediante el uso de lijas. Por otra parte el desgaste por abrasión de tres cuerpos se presenta en sistemas donde partículas tienen la libertad de deslizarse o girar entre dos superficies en contacto, el caso de aceites lubricantes contaminados en un sistema de deslizamiento puede ser [Escriba texto]
Solución neutra
Mas básica
claro ejemplo de este tipo de abrasión. Los rangos de desgaste en la abrasión de tres cuerpos son generalmente más bajos, que en el sistema abrasión de dos cuerpos.
INTRODUCCIÓN A LOS ELASTÓMEROS
EL CAUCHO Y LA VULCANIZACIÓN
El caucho
Sustancia natural o sintética que se caracteriza por su elasticidad, repelencia al agua y resistencia eléctrica.
El caucho natural se obtiene de un líquido lechoso de color blanco llamado látex, que se encuentra en numerosas plantas.
El caucho sintético se prepara a partir de hidrocarburos insaturados.
La palabra “caucho” se refiere a una extensa familia de materiales que son ampliamente utilizados en la industria ya que, debido a su variada gama de materiales, son capaces de satisfacer varios requerimientos.
El caucho es:
•Práctico y se adapta al movimiento, las tolerancias, la dureza y las variaciones de temperatura
[Escriba texto]
Tipos de Abrasión.(a) Abrasión de dos cuerpos y (b) abrasión de tres cuerpos
•Se puede utilizar en un amplio rango de temperaturas, desde -60ºC hasta +320ºC•Es un aislante eléctrico, conductor o antiestático•Resiste a unas condiciones ambientales extremas•Es resistente a combustibles, agentes químicos, aceites•Resiste al fuego y puede ser auto-extinguible•Es un amortiguador de la vibración y un inhibidor del ruido•Es compatible con otros materiales técnicos con los cuales puede ser combinado de forma muy variadas.•Se puede obtener en una amplia gama de colores (fig 01).
Resistencia a la temperatura
Dado que pertenecen principalmente a la familia de los hidrocarburos, el caucho tiene un rango relativamente limitado de resistencia a las temperaturas.
La temperatura de aplicación indica el rango dentro del cual las propiedades del caucho permanecen más o menos inalteradas el material tiende a endurecerse a temperaturas por debajo del mínimo mostrado y temperaturas extremadamente bajas pueden causar la ruptura del caucho. El material se dañará, incluso se destruirá, a temperaturas por encima del máximo estipulado.
La temperatura exacta de funcionamiento debe ser establecida de forma que se elija el material más adecuado para trabajar en esas condiciones.
Resistencia climática
Las propiedades de algunos tipos específicos de caucho pueden permanecer inalteradas indefinidamente cuando se exponen a cualquier tipo de condiciones atmosféricas (calor, frío, humedad,
[Escriba texto]
Coloración mediante la utilización de óxido de
hierro(Fig 01)
lluvia, sequía); el tipo más adecuado para resistir cualquier tipo de condiciones atmosféricas, incluido el ataque por ozono es el EPDM.
CONSEJOS SOBRE EL ALMACENAMIENTO
Para que las piezas de caucho mantengan sus características, el entorno en el cual son almacenadas es de vital importancia.
Las siguientes son las condiciones ideales de almacenamiento:
Calor: Temperatura de almacenamiento entre +10º y +23ºC. Las piezas no se deben almacenar cerca de fuentes de calor
Humedad: La humedad y el vapor deben ser evitados. La humedad relativa óptima del aire va desde 65% a 75%.
Oxígeno : Los equipos que desprenden ozono tales como motores eléctricos, equipos electrónicos, instalaciones que desprenden chispas, luces halógenas, etc... no deben situarse en la zona de almacenaje.
Luz: Se debe evitar la exposición directa a la luz solar. La iluminación artificia con rayos UVA es dañina ya que genera ozono. Lo ideal es que las piezas estén almacenadas en la oscuridad.
Contacto: Durante el almacenamiento debe ponerse particular atención a que las piezas no entren en contacto con disolventes, combustibles, lubricantes (aceites y grasas), sustancias químicas, ácidos, etc... Además, el contacto prolongado con latón, cobre y acero no inoxidable también es dañino.!
Limpieza: Si es necesario, las piezas deben ser limpiadas con agua y jabón, sin utilizar disolventes orgánicos como petróleo, benzol, turpentina, etc... y se debe poner cuidado a no utilizar objetos punzantes, cortantes o abrasivos.
Otras precauciones: Es aconsejable no estirar, curvar o colgar las juntas y no someterlas a pesos permanentes. En caso de duda sobre las condiciones de una pieza que ha sido almacenada durante un largo periodo de tiempo, se puede comprobar el estado de la
[Escriba texto]
superficie estirándola suavemente. Si la superficie muestra signos de agrietamiento, no debe ser utilizada.
PROPIEDADES PRINCIPALES
Dureza: Se refiere a la resistencia a la penetración de un determinado punzón bajo una carga concreta. Normalmente, se utilizan 3 escalas: IRDH (grado internacional de dureza del caucho). SHORE A (desde 20 a 90º Sh A), SHORE D (para materiales con dureza > 90º Sh A). Los estándares internacionales son ASTM D 2240, ASTM D 1415, ISO 48, ISO 1400 y ISO 1818. El instrumento de medición es el durómetro.
Carga de rotura: Es la fuerza por unidad de superficie necesaria para romper el caucho por tracción. Los estándares internacionales son ASTM D 412 y ISO 37. El instrumento de medición es el tensiómetro.
Resistencia a fluidos: Es la variación en volumen debido al efecto del contacto de la probeta con los fluidos en estudio. La variación de volumen se mide calculando el peso de la muestra de caucho en aire y agua antes y después de que sea expuesta al líquido en estudio por un tiempo dado y a una temperatura dada. Los estándares internacionales son ASTM D 471 e ISO 1817. Los instrumentos de medición son el baño maría, el tensiómetro, el comparador y el densímetro.
Resistencia química: Es la variación de las propiedades (por ejemplo: dureza, carga de rotura, alargamiento) causadas por el contacto de la probeta de caucho con sustancias químicas bajo ciertas condiciones. Los estándares internacionales son ASTM D 471 y ISO 1817. Los instrumentos de medición son los hornos y todos aquellos mencionados anteriormente.
Resistencia a la abrasión: Referido a la pérdida de masa de una probeta sometida a condiciones particulares de desgaste por abrasión. El estándar internacional es ASTM D 394. El instrumento de medición es el medidor de abrasión.
CAUCHO NATURAL
[Escriba texto]
El caucho aparece en forma de suspensión coloidal en el látex de plantas productoras de caucho. Una de estas plantas es el árbol de la especie Hevea Brasiliensis, originario del Amazonas.
Otra planta productora de caucho es el árbol del hule, Castilloa elastica, originario de México (de ahí el nombre de hule), muy utilizado desde la época prehispánica.
Indonesia, Malaysia, Tailandia, China y la India producen actualmente alrededor del 90% del caucho natural.
El caucho en bruto obtenido de otras plantas suele estar contaminado por una mezcla de resinas que deben extraerse para que el caucho sea apto para el consumo. Entre estos cauchos se encuentran la gutapercha y la balata, que se extraen de ciertos árboles tropicales.
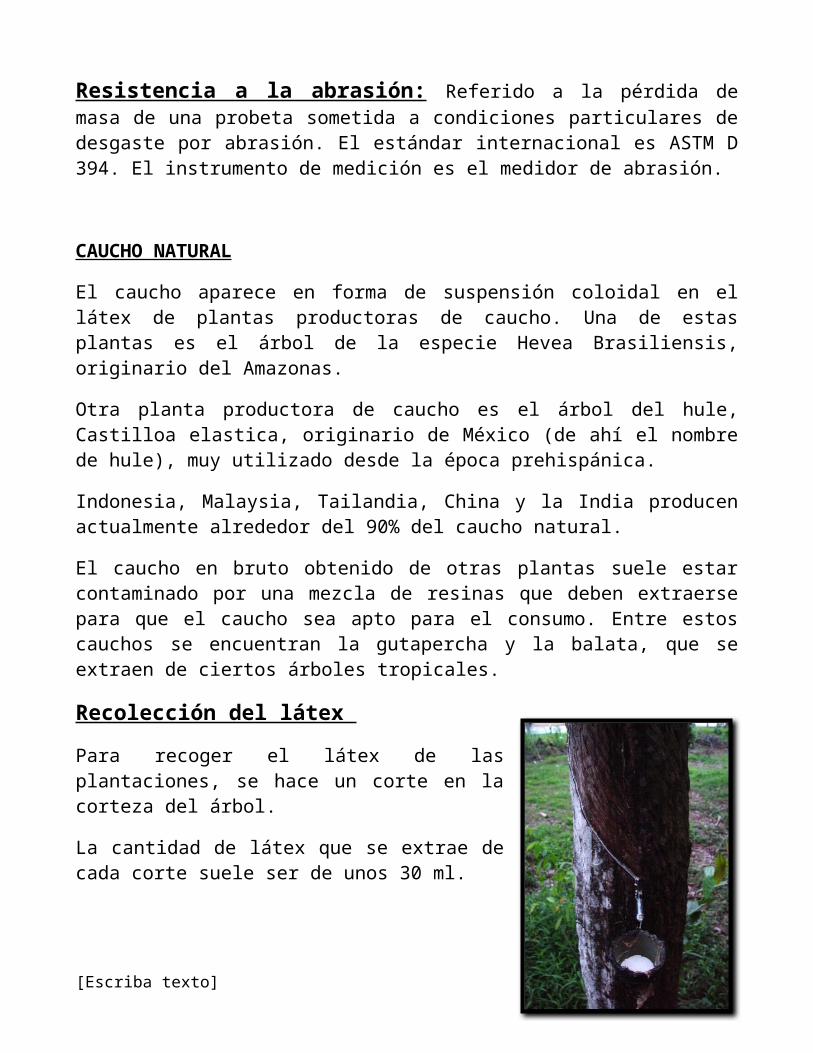
Recolección del látex
Para recoger el látex de las plantaciones, se hace un corte en la corteza del árbol.
La cantidad de látex que se extrae de cada corte suele ser de unos 30 ml.
Se plantan unos 250 árboles por hectárea, y la cosecha anual de caucho bruto en seco suele ser de unos 450 kg por hectárea.
El látex extraído se tamiza (elige con cuidado), se diluye en agua y se trata con ácido para que las partículas en suspensión del caucho en el látex se unan.
Se prensa con unos rodillos para darle forma de capas de caucho de un espesor de 0,6 cm, y se seca al aire o con humo para su distribución.
Propiedades químicas del caucho natural
El caucho bruto en estado natural es un hidrocarburo blanco o incoloro. El compuesto de caucho más simple es el isopreno, su fórmula química es C5H8.
[Escriba texto]
De 0 a 10 ºC es frágil y opaco, y por encima de 20 ºC se vuelve blando, flexible y translúcido. al calentarlo por encima de 50 ºC, el caucho adquiere una textura de plástico pegajoso. A temperaturas de 200 ºC o superiores se descompone.
El caucho puro es insoluble en agua , y soluble en benceno, petróleo, hidrocarburos clorados.
Con agentes oxidantes químicos se oxida rápidamente, pero con el oxígeno de la atmósfera lo hace lentamente.
CAUCHO SINTÉTICO
Caucho sintético se le llama a toda sustancia elaborada artificialmente que se parezca al caucho natural.
Se obtiene por reacciones químicas, conocidas como condensación o polimerización, a partir de determinados hidrocarburos insaturados.
Los compuestos básicos del caucho sintético llamados monómeros, tienen una masa molecular relativamente baja y forman moléculas gigantes denominadas polímeros.
Después de su fabricación, el caucho sintético se vulcaniza.
Tipos de caucho sintético
Neopreno
Uno de los primeros cauchos sintéticos logrados gracias a la investigación de Carothers.
El neopreno fue desarrollado en 1931 y es resistente al calor y a productos químicos como aceites y petróleo. Se emplea en tuberías de conducción de petróleo y como aislante para cables y maquinaria.
Buna o caucho artificial
Químicos alemanes sintetizaron en 1935 el primero de una serie de cauchos sintéticos llamados Buna, obtenidos por copolimerización.
Se produce a partir del ácido cianhídrico. El Buna es muy útil en aquellos casos que se requiere resistencia a la acción de aceites y a la abrasión.
[Escriba texto]
Caucho de butilo
Es un plástico y puede trabajarse como el caucho natural, pero es difícil de vulcanizar. Aunque no es tan flexible como el caucho natural y otros sintéticos, es muy resistente a la oxidación y a la acción de productos corrosivos.
Aplicaciones del caucho:
[Escriba texto]
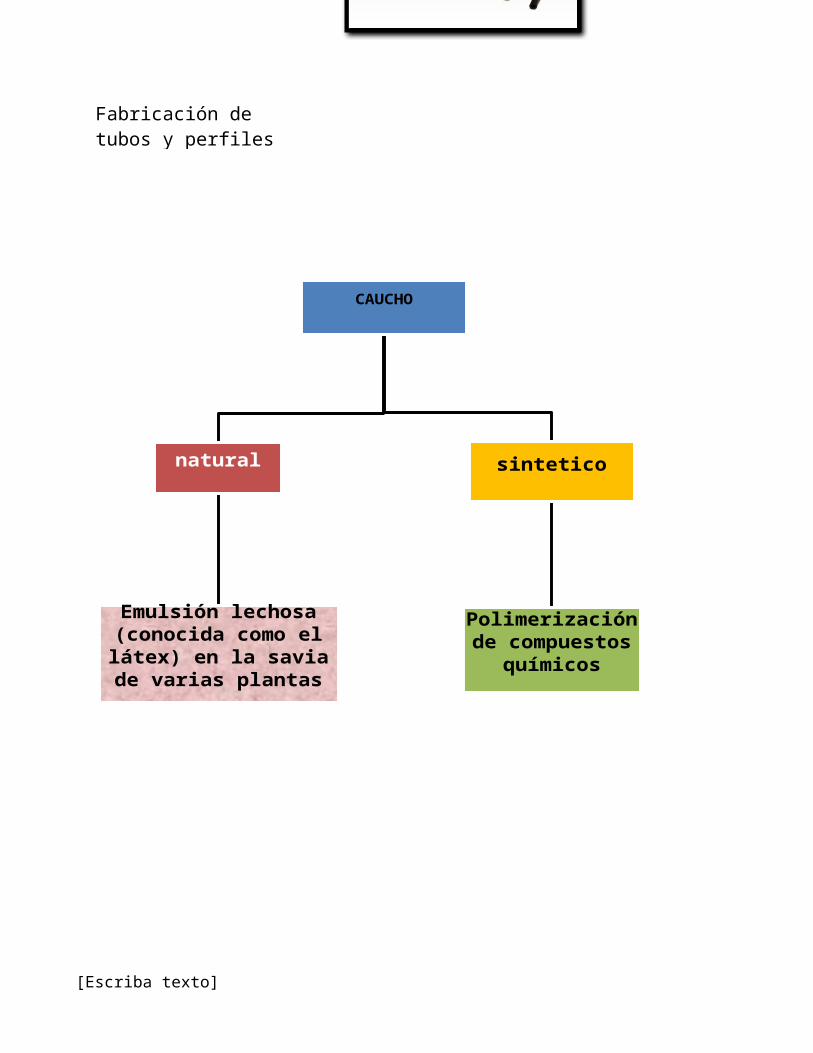
CAUCHO
natural
Emulsión lechosa (conocida como el látex) en la savia
de varias plantas
sintetico
Polimerización de compuestos
químicos
Fabricación de tubos y perfiles
VULCANIZACIÓN
La vulcanización es un proceso mediante el cual se calienta el caucho crudo en presencia de azufre, con el fin de volverlo más duro y resistente al frio.
Fue descubierto por Charles Goodyear en 1839 por accidente, al volcar un recipiente de azufre y caucho encima de una estufa. Esta mezcla se endureció y se volvió impermeable, a la que llamo vulcanización en honor al dios Vulcano.
El resultado final es que las moléculas elásticas de caucho quedan unidas entre sí a una mayor o menor extensión
Esto forma un caucho más estable, duro, mucho más durable, más resistente al ataque químico y sin perder la elasticidad natural. También transforma la superficie pegajosa del material a una superficie suave que no se adhiere al metal o a los sustratos plásticos
La vulcanización es un proceso irreversible.
Diferencias entre el Caucho Sintético (SBR) y el Caucho Natural
[Escriba texto]
A continuación se verá la comparación entre el caucho SBR y el caucho natural:
• SBR es inferior a la goma natural para su procesado, resistencia a la tracción y a la rotura, adherencia y calentamiento interno.
• SBR es superior en permeabilidad, envejecimiento, y resistencia al calor y desgaste.
• La vulcanización de SBR requiere menos azufre, pero más acelerador.
• El efecto reforzador del negro de carbón es mucho más pronunciado sobre SBR que sobre goma natural.
• Para uso en neumáticos, SBR es mejor para vehículos de pasajeros, en tanto que la goma natural es preferible para vehículos utilitarios y autobuses.
• Las SBR extendidas con aceite se usan principalmente para fabricación de neumáticos, correas cintas transportadoras, etc.) y suelas de zapatos; las mezclas maestras de SBR se emplean en la producción en masa de cubiertas de neumáticos.
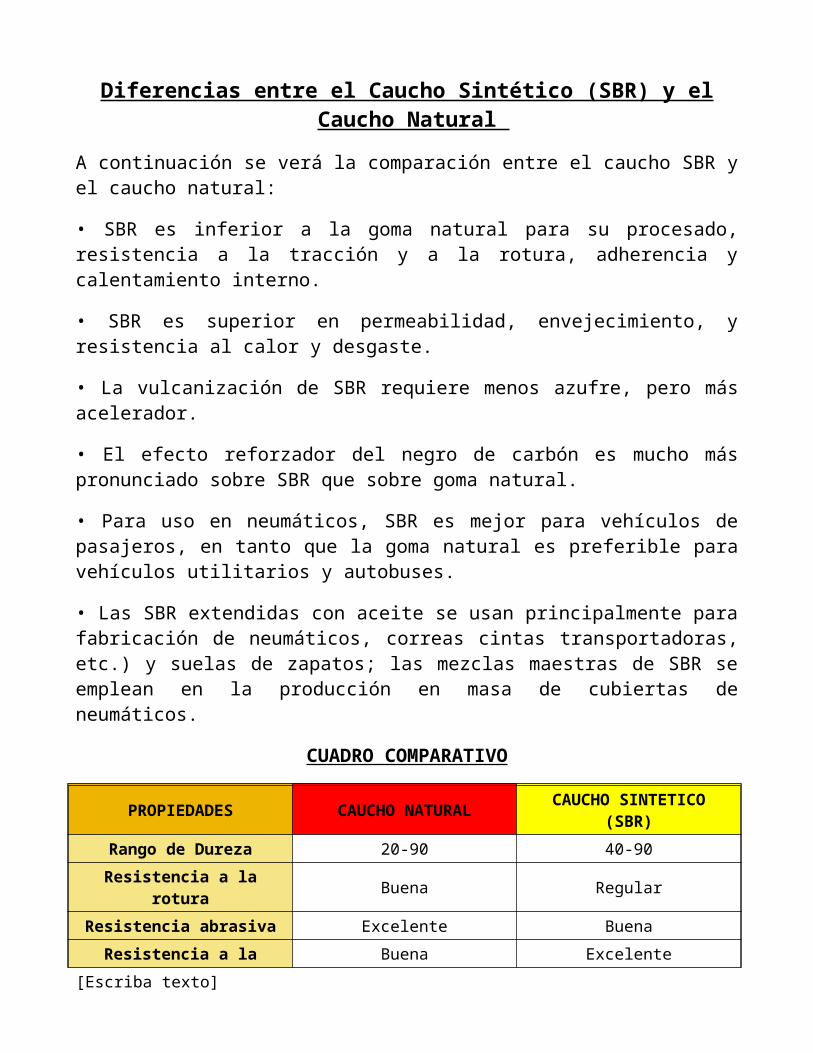
CUADRO COMPARATIVO
PROPIEDADES CAUCHO NATURALCAUCHO SINTETICO
(SBR)
Rango de Dureza 20-90 40-90
Resistencia a la rotura Buena Regular
Resistencia abrasiva Excelente Buena
Resistencia a la compresión
Buena Excelente
Permeabilidad a los gases
Regular Regular
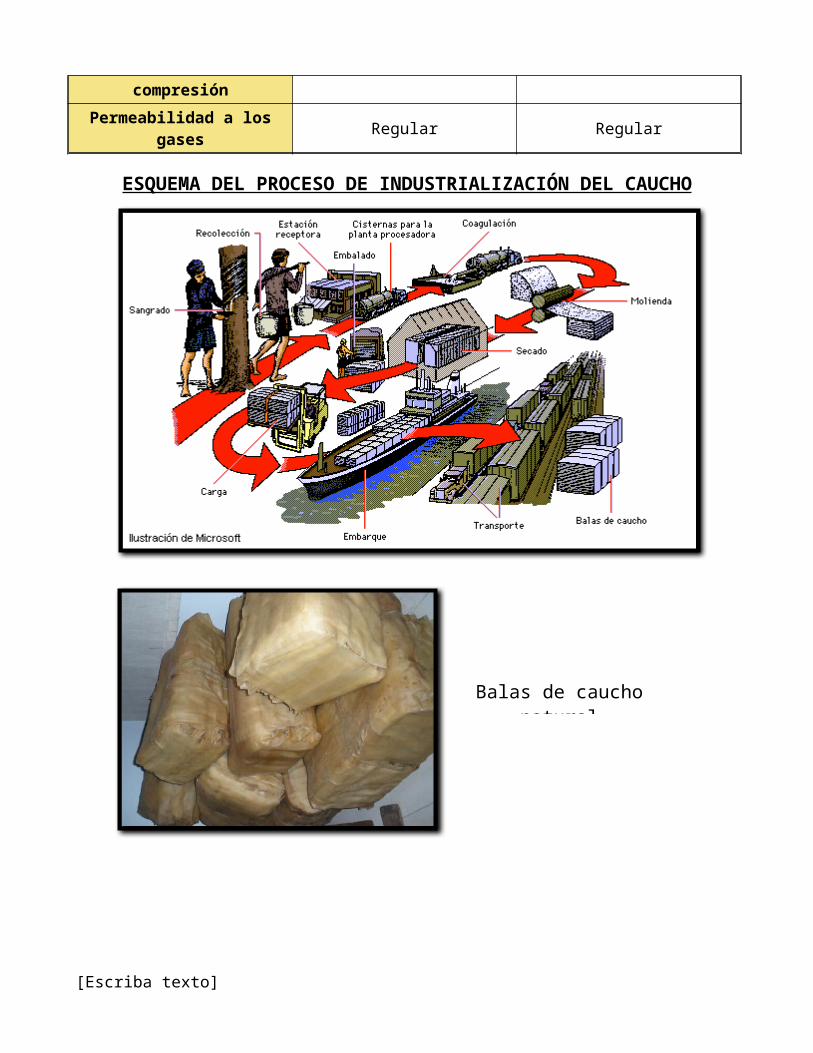
ESQUEMA DEL PROCESO DE INDUSTRIALIZACIÓN DEL CAUCHO
[Escriba texto]
[Escriba texto]
Balas de caucho natural
Propiedades QuímicasCauch
o Natura
Estireno Butadien
oButilo
Nitrilo
Neopreno
Hypalón
EPDMde
Silicon
Caucho Fluorelast
omVitón Ebonita
Poliuretano
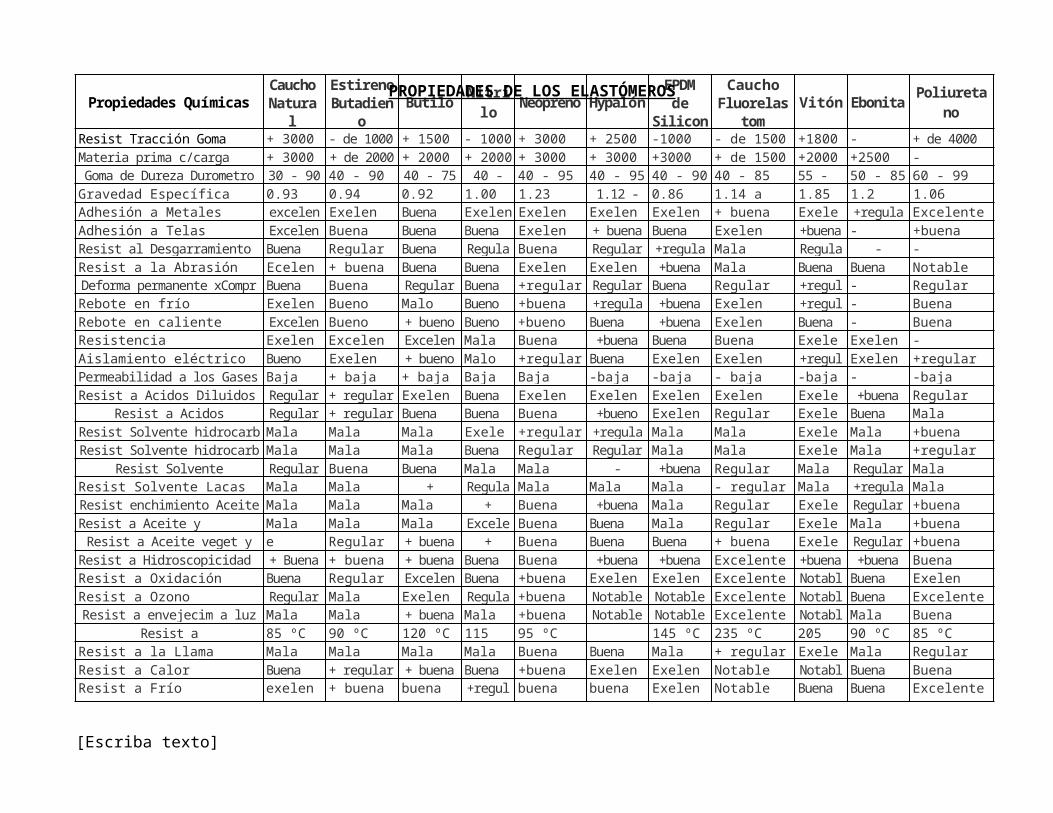
Resist Tracción Goma pura + 3000 - de 1000 + 1500 - 1000 + 3000 + 2500 -1000 - de 1500 +1800 - + de 4000Materia prima c/carga negra + 3000 + de 2000 + 2000 +
2000+ 3000 + 3000 +3000 + de 1500 +2000 +2500 -
Goma de Dureza Durometro A 30 - 90 40 - 90 40 - 75 40 - 95 40 - 95 40 - 95 40 - 90 40 - 85 55 - 95 50 - 85 60 - 99Gravedad Específica 0.93 0.94 0.92 1.00 1.23 1.12 -1.3 0.86 1.14 a 20.5 1.85 1.2 1.06Adhesión a Metales excelent Exelen Buena Exelen Exelen Exelen Exelen + buena Exelen +regular ExcelenteAdhesión a Telas Excelen Buena Buena Buena Exelen + buena Buena Exelen +buen
a- +buena
Resist al Desgarramiento Buena Regular Buena Regular Buena Regular +regular Mala Regular -exelent -Resist a la Abrasión Ecelen + buena Buena Buena Exelen Exelen +buena Mala Buena Buena NotableDeforma permanente xCompr Buena Buena Regular Buena +regular Regular Buena Regular +regul
ar- Regular
Rebote en frío Exelen Bueno Malo Bueno +buena +regular +buena Exelen +regular
- BuenaRebote en caliente Excelen Bueno + bueno Bueno +bueno Buena +buena Exelen Buena - BuenaResistencia dieléctrica Exelen Excelen Excelen Mala Buena +buena Buena Buena Exelen Exelen -Aislamiento eléctrico Bueno Exelen + bueno Malo +regular Buena Exelen Exelen +regul
arExelen +regular
Permeabilidad a los Gases Baja + baja + baja Baja Baja -baja -baja - baja -baja - -bajaResist a Acidos Diluidos Regular + regular Exelen Buena Exelen Exelen Exelen Exelen Exelen +buena RegularResist a Acidos Concentrados Regular + regular Buena Buena Buena +bueno Exelen Regular Exelen Buena Mala
Resist Solvente hidrocarb alfat
Mala Mala Mala Exelen +regular +regular Mala Mala Exelen Mala +buenaResist Solvente hidrocarb
aromMala Mala Mala Buena Regular Regular Mala Mala Exelen Mala +regular
Resist Solvente Oxigenados Regular Buena Buena Mala Mala -regular +buena Regular Mala Regular MalaResist Solvente Lacas Mala Mala + regula Regular Mala Mala Mala - regular Mala +regular MalaResist enchimiento Aceite Lub Mala Mala Mala +
buenaBuena +buena Mala Regular Exelen Regular +buena
Resist a Aceite y Gasolina Mala Mala Mala Excelen Buena Buena Mala Regular Exelen Mala +buenaResist a Aceite veget y Animal e Regular Regular + buena +
buenaBuena Buena Buena + buena Exelen Regular +buena
Resist a Hidroscopicidad + Buena + buena + buena Buena Buena +buena +buena Excelente +buena
+buena BuenaResist a Oxidación Buena Regular Excelen Buena +buena Exelen Exelen Excelente Notable Buena ExelenResist a Ozono Regular Mala Exelen Regular +buena Notable Notable Excelente Notable Buena Excelente
Resist a envejecim a luz de sol
Mala Mala + buena Mala +buena Notable Notable Excelente Notable Mala BuenaResist a Termoenvejecimiento 85 ºC 90 ºC 120 ºC 115 ºC 95 ºC 145 ºC 235 ºC 205 ºC 90 ºC 85 ºCResist a la Llama Mala Mala Mala Mala Buena Buena Mala + regular Exelen Mala RegularResist a Calor Buena + regular + buena Buena +buena Exelen Exelen Notable Notable Buena BuenaResist a Frío exelen + buena buena +regula
rbuena buena Exelen Notable Buena Buena Excelente
[Escriba texto]
PROPIEDADES DE LOS ELASTÓMEROS
CAPITULO 4
SOLUCION DE PROBLEMA
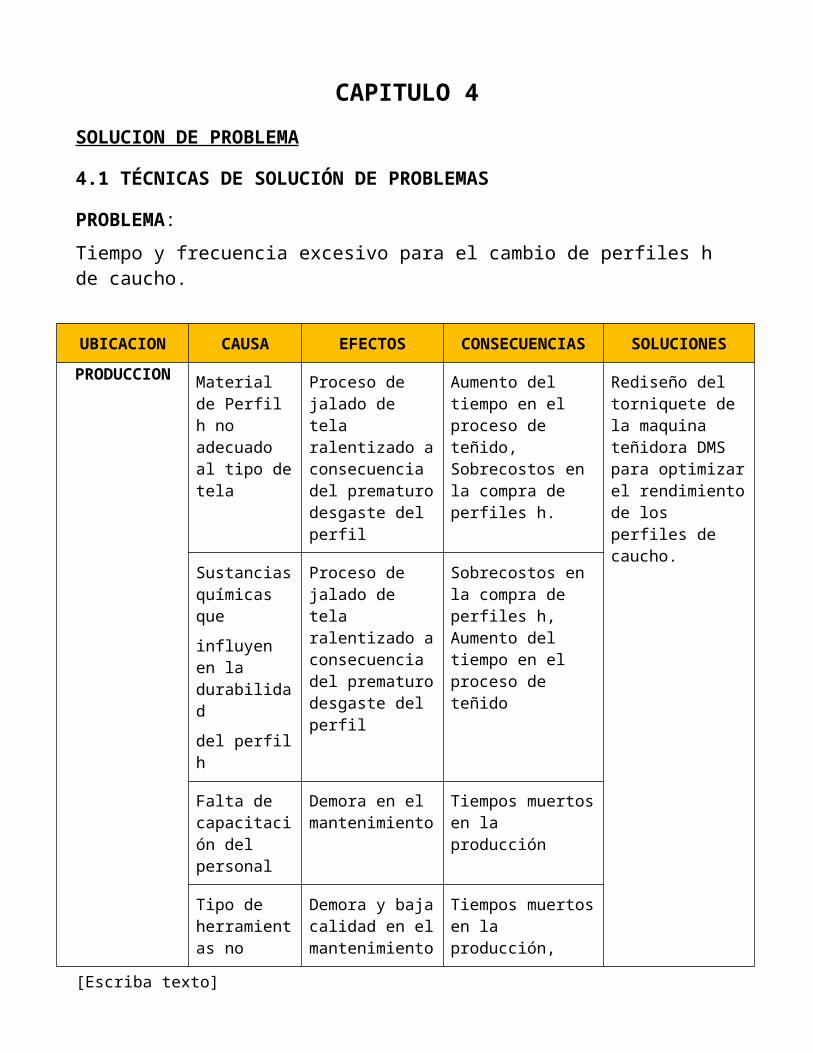
4.1 TÉCNICAS DE SOLUCIÓN DE PROBLEMAS
PROBLEMA:
Tiempo y frecuencia excesivo para el cambio de perfiles h de caucho.
UBICACION CAUSA EFECTOS CONSECUENCIAS
SOLUCIONES
PRODUCCION
Material de Perfil h no adecuado al tipo de tela
Proceso de jalado de tela ralentizado a consecuencia del prematuro desgaste del perfil
Aumento del tiempo en el proceso de teñido, Sobrecostos en la compra de perfiles h.
Rediseño del torniquete de la maquina teñidora DMS para optimizar el rendimiento de los perfiles de caucho.
Sustancias químicas que
influyen en la durabilidad
del perfil h
Proceso de jalado de tela ralentizado a consecuencia del prematuro desgaste del perfil
Sobrecostos en la compra de perfiles h, Aumento del tiempo en el proceso de teñido
Falta de capacitación del personal
Demora en el mantenimiento
Tiempos muertos en la producción
Tipo de herramientas no adecuadas
Demora y baja calidad en el mantenimiento
Tiempos muertos en la producción, reproceso.
Condiciones ambientales
Demora en el mantenimiento
Tiempos muertos en producción, enfermedades ocupacionales.
[Escriba texto]
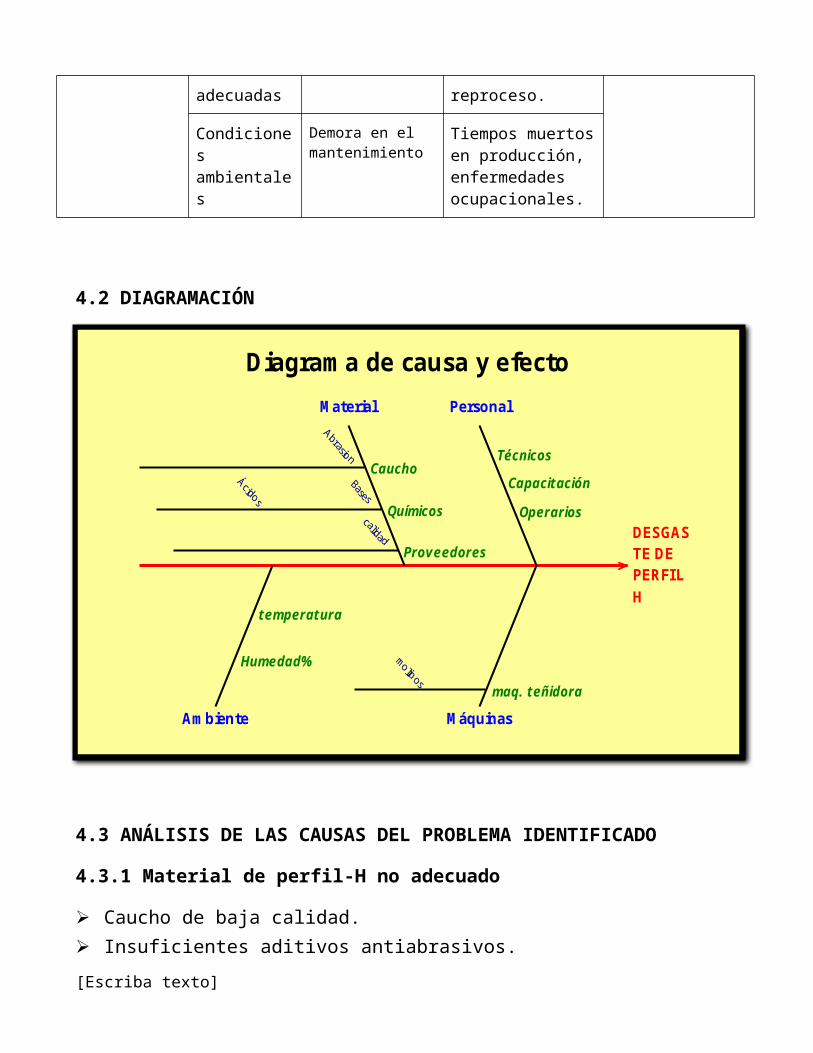
4.2 DIAGRAMACIÓN
4.3 ANÁLISIS DE LAS CAUSAS DEL PROBLEMA IDENTIFICADO
4.3.1 Material de perfil-H no adecuado
Caucho de baja calidad. Insuficientes aditivos antiabrasivos. Baja resistencia a insumos químicos. Baja resistencia a Termoenvejecimiento 4.3.2 Sustancias químicas que influyen en la durabilidad del perfil h
Perfil con baja resistencia a los ácidos concentrados y bases que se usan en el proceso de teñido.
4.3.3 Falta de capacitación del personal
Baja calidad y lentitud en el mantenimiento
4.3.4 Tipo de herramientas no adecuadas
[Escriba texto]
HPERFILTE DEDESGAS
Ambiente
Material
Máquinas
Personal
Operarios
Capacitación
Técnicos
maq. teñidora
Proveedores
Químicos
Caucho
temperatura
Humedad%
Diagrama de causa y efecto
Las herramientas que se utilizan son poco efectivas, dificultando la labor de mantenimiento.
4.3.5 Condiciones ambientales
La temperatura y la humedad dentro de la maquina teñidora condiciona el trabajo de mantenimiento.
4.4 ANÁLISIS DE SOLUCIÓN DEL PROBLEMA IDENTIFICADO
La solución es el cambio de material del perfil con mejores propiedades, para ello se debe analizar el material actual; mejoramiento en el diseño de los molinos que portan los perfiles nos ayudara a disminuir los índices de tiempo en el mantenimiento.
Ventajas:
Con respecto al mantenimiento
Impacto positivo que se genera en la reducción de la frecuencia de cambio de perfiles H.
Reducción significativa en el tiempo de mantenimiento a consecuencia del mejoramiento del diseño de los molinos porta perfiles de caucho, para una mayor facilidad en el montaje y desmontaje de estos.
Con respecto a la producción:
La utilización de los nuevos tipos de perfiles reducirá considerablemente los tiempos muertos cuando estos se cambien, en comparación a los perfiles anteriores.
Con respecto al medio ambiente:
Reducción importante de los residuos de los perfiles de caucho.
Desventajas:
Par el mejoramiento en el diseño de los molinos para el montaje y desmontaje, implica que haya paradas de máquinas, lo que perjudica a la producción.
CAPITULO 5
[Escriba texto]
DESCRIPCIÓN DEL PROYECTO ORIGINAL
5.1 DESCRIPCIÓN DEL PROYECTO ORIGINAL
5.1.1 Proceso de fabricación de tela :
5.1.1.1 compra de materia prima
Consiste en efectuar la compra de las materias primas; hilos, colorantes y químicos. Asegurándose que dichos productos cumplen con los requisitos y características mínimas para su uso.
5.1.1.2 Programación de tejeduría
Se integra la información al sistema de la cantidad de tela que será producida y las características de los requerimientos.
5.1.1.3 Tejeduría
El tejido de punto se elabora en máquinas que tienen una gran cantidad de agujas que transforman el hilo en tejido. Es decir que de la máquina sale la tela, con un ancho (10 - 60 pulgadas) que depende de cuantas agujas contenga la máquina, la tela tiene forma tubular.
Corte de la pieza tejida : Una vez terminado de tejer un rollo de tela es marcado. Revisión del tejido: El rollo de tela tejido es revisado para detectar posibles errores que no se observaron durante su proceso de tejido y evitar que probablemente continúen sucediéndose.
Medido de la pieza: Luego que la tela sale del telar es medida para saber el metraje real en crudo de la misma. Pesado de la pieza: El rollo es pesado en la balanza para luego determinar con su longitud el peso por metro lineal y controlar si este se encuentra dentro del rango del artículo, si no fuera así, corregir el error en el telar de los rollos por tejerse.
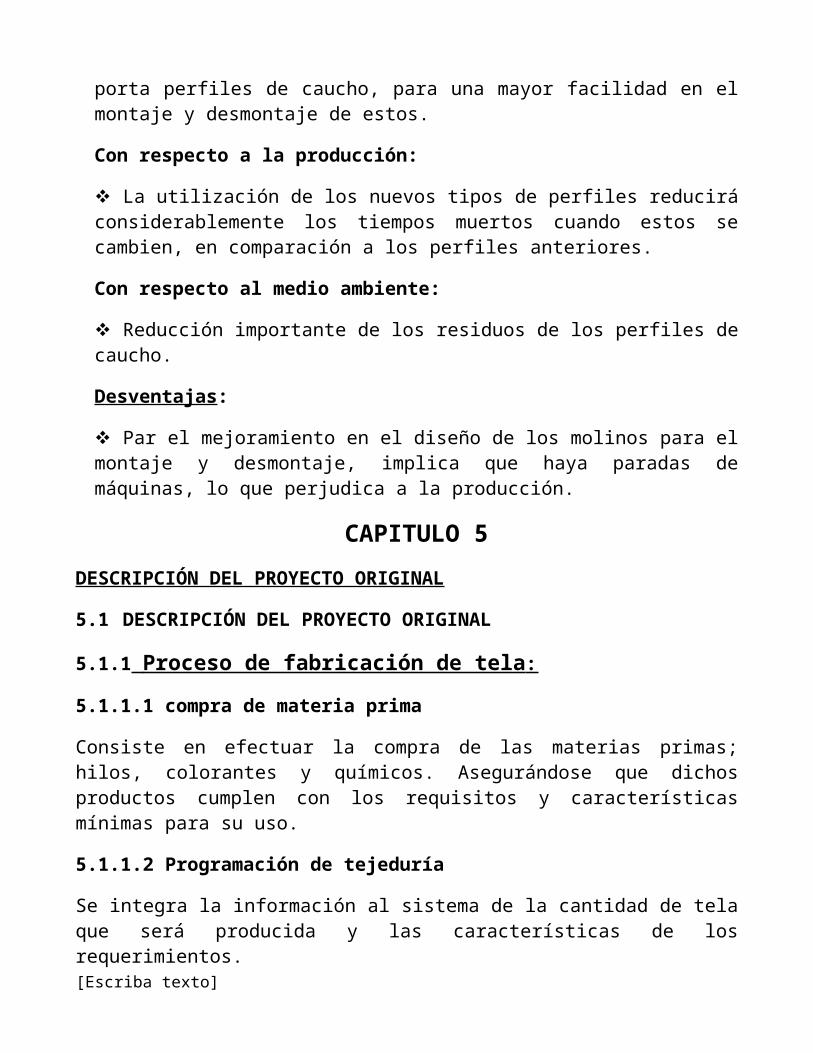
5.1.1.4 Preparación del tejido crudo
Esta operación se divide en dos etapas las cuales son:
Preparación : La preparación de la tela cruda para su teñido implica que la tela debe ir marcada para su identificación (número de
[Escriba texto]
Maquina volteadora DMS 09
partida). La tela cruda requiere que se le dé vuelta durante el teñido. Para ello se utiliza una máquina volteadora (ver figura 01).
Lavado . La tela es lavada en un baño acuoso para eliminar la suciedad, las gomas que trae el hilo y aceite que pueda traer la tela. Se utilizan detergentes y químicos auxiliares para lavar la tela y prepararla para el teñido.
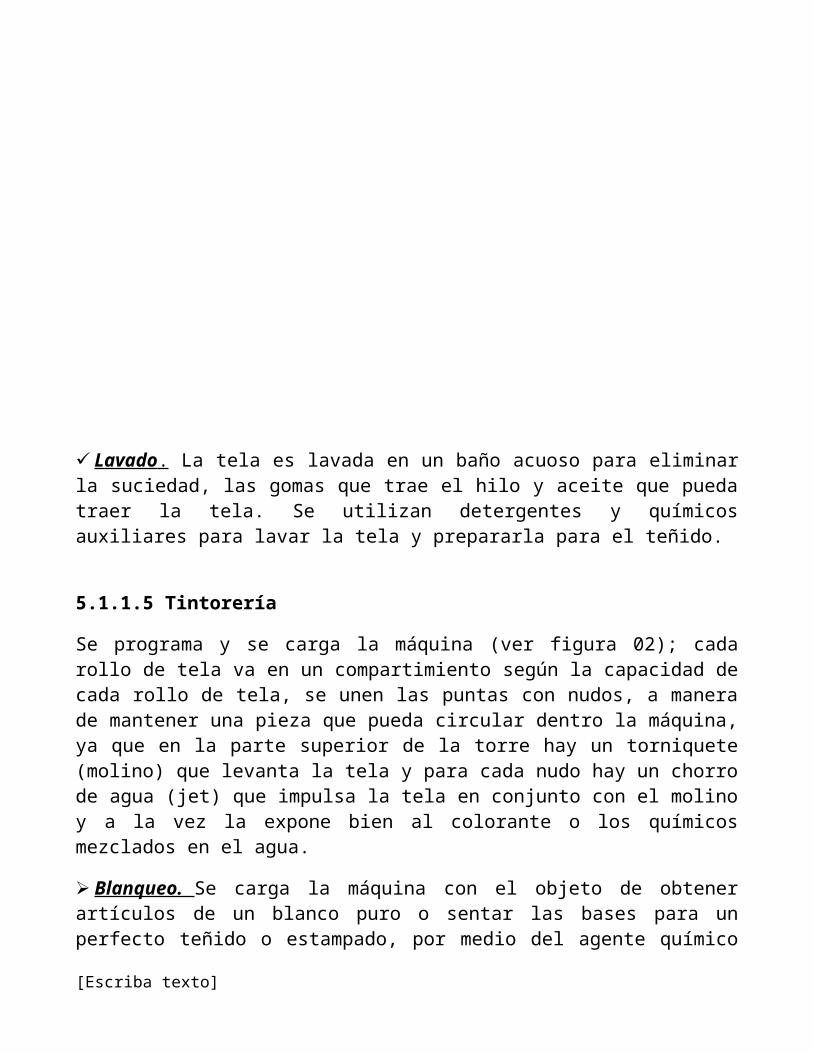
5.1.1.5 Tintorería
Se programa y se carga la máquina (ver figura 02); cada rollo de tela va en un compartimiento según la capacidad de cada rollo de tela, se unen las puntas con nudos, a manera de mantener una pieza que pueda circular dentro la máquina, ya que en la parte superior de la torre hay un torniquete (molino) que levanta la tela y para cada nudo hay un chorro de agua (jet) que impulsa la tela en conjunto con el molino y a la vez la expone bien al colorante o los químicos mezclados en el agua.
[Escriba texto]
Figura 01
Blanqueo. Se carga la máquina con el objeto de obtener artículos de un blanco puro o sentar las bases para un perfecto teñido o estampado, por medio del agente químico adecuado que en su mayoría es un agente oxidante a base de cloro (hipoclorito de sodio).
Máquina teñidora de la marca Dilmenler modelo DMS 11 HT Jumbo
Acabado: dependiendo del cliente la tela puede ser abierta o tubular, en la cual si es abierta pasa por la maquina abridora, cortándola en una parte especifica de la tela tubular, luego pasa al suavizado.
Suavizado . Esta parte comprende la aplicación de suavizante (que es un líquido que retiene la humedad sobre la tela). De esa manera la tela no queda reseca y mantiene la elasticidad, volumen y buena presentación, facilitando el paso de la tela a través de la máquina abridora (ver figura 03).
[Escriba texto]
Figura 02
Figura 03
5.1.1.6 Secado. El secado de la tela se realiza en un proceso contínuo. Para secar la tela se aplica calor, por medio del cual se extrae el exceso de humedad (ver figura 04).
5.1.1.7 Termo fijado. Es donde se le dá la presentación final a la tela, En esta etapa se busca obtener tela con el ancho, peso y presentación requerida. Para ello la máquina abre la tela al ancho final
[Escriba texto]
Figura 04
(ver figura 05); para compactarla y adecuar el estiramiento que se le dió en procesos anteriores.
5.1.1.8 Recepción de producto terminado
El encargado recibe de control de calidad el listado de productos y certificados de calidad, luego verifica contra listado por producto lo establecido en viñetas, y si no hay discrepancias en los valores finaliza la verificación y la tela es recibida, de lo contrario se rechaza.
5.1.1.9 Despacho de producto terminado
Para efectuar un despacho participan varias personas: ejecutivos de cuentas, almaceneros, facturador, transportista. Con la finalidad de entregar el producto al cliente, según lo pactado.
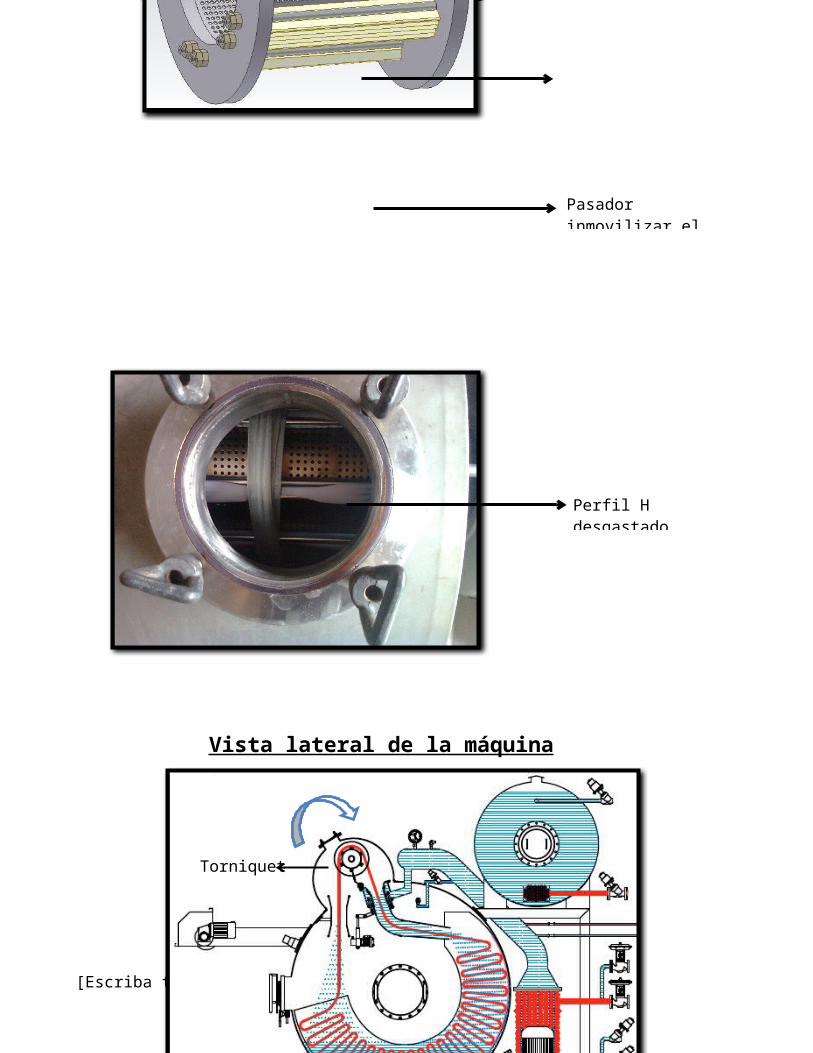
5.2 ELABORACIÓN DE PLANOS, ESQUEMAS, DIAGRAMA DE BLOQUES
Se diseñó un plano en 2D y 3D del torniquete impulsador de tela original.
[Escriba texto]
Figura 05
[Escriba texto]
Perfil H original
Pasador inmovilizar el perfil
Tambor para el filtrado del líquido.
CAPITULO 6
DESARROLLO DEL PROYECTO CON EL NUEVO PROCESO
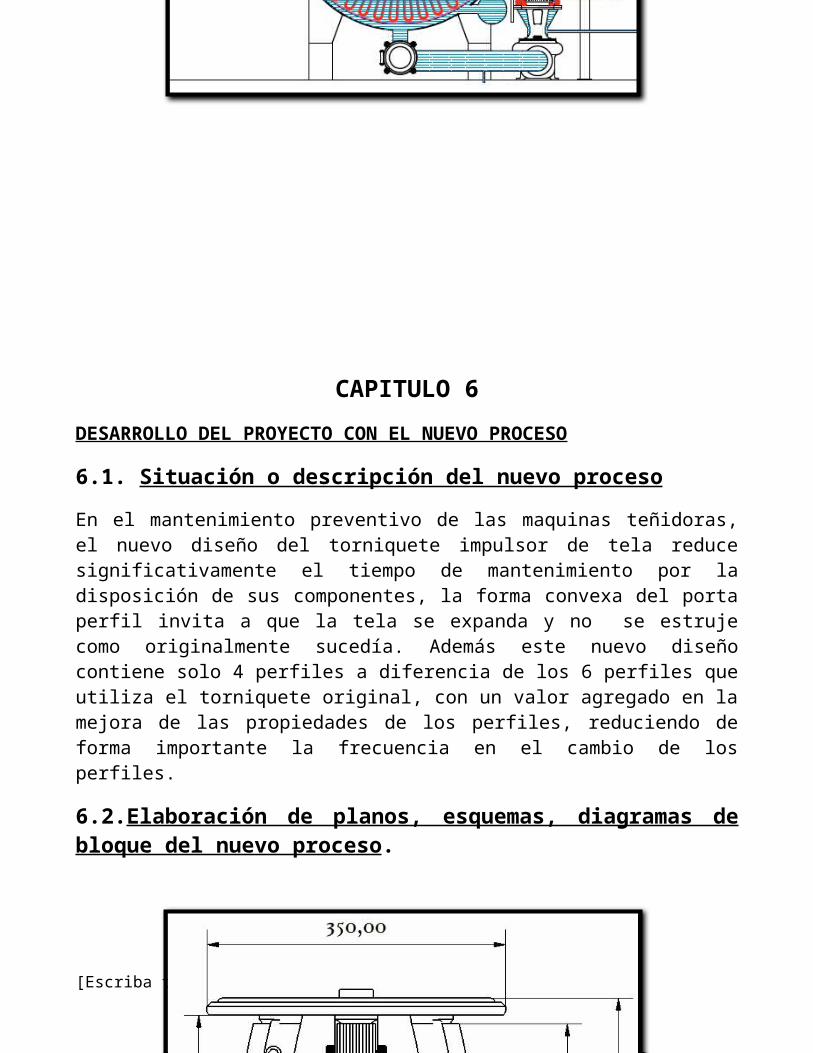
6.1. Situación o descripción del nuevo proceso
En el mantenimiento preventivo de las maquinas teñidoras, el nuevo diseño del torniquete impulsor de tela reduce significativamente el
[Escriba texto]
Vista lateral de la máquina
Torniquete
Perfil H desgastado
tiempo de mantenimiento por la disposición de sus componentes, la forma convexa del porta perfil invita a que la tela se expanda y no se estruje como originalmente sucedía. Además este nuevo diseño contiene solo 4 perfiles a diferencia de los 6 perfiles que utiliza el torniquete original, con un valor agregado en la mejora de las propiedades de los perfiles, reduciendo de forma importante la frecuencia en el cambio de los perfiles.
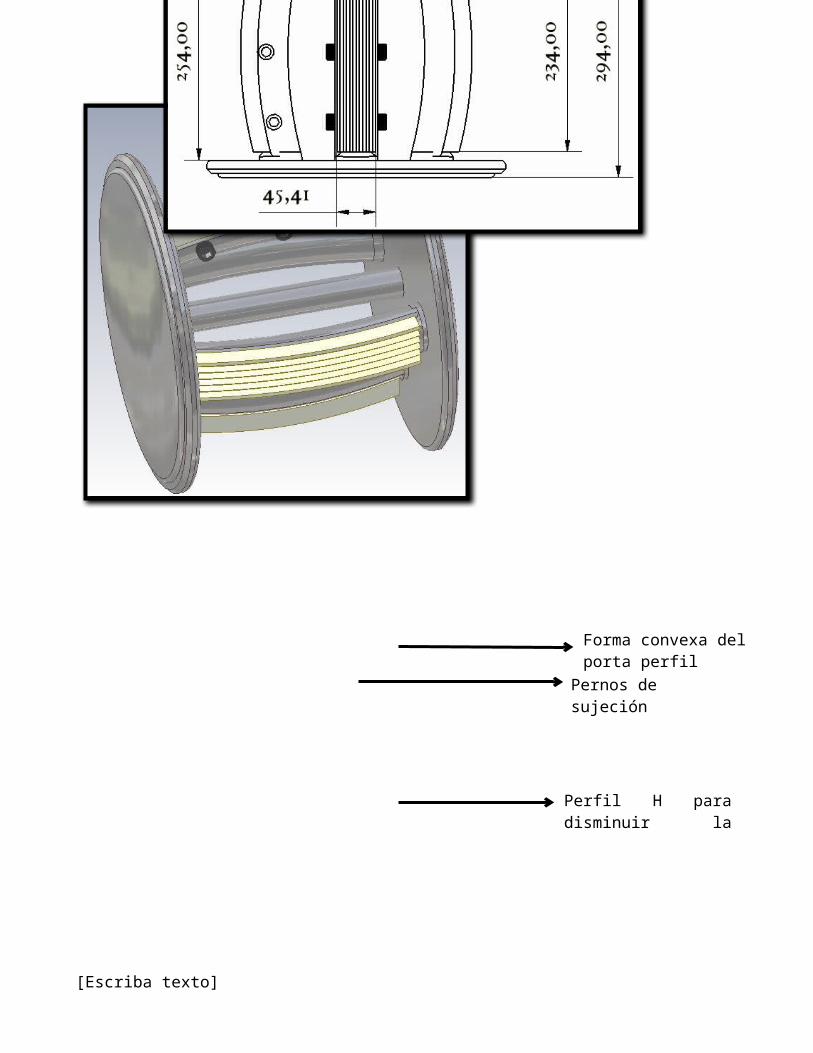
6.2.Elaboración de planos, esquemas, diagramas de bloque del nuevo proceso.
[Escriba texto]
Forma convexa del porta perfil
Pernos de sujeción
6.3. Cálculos necesarios para el nuevo proceso
Algunos datos recabados de la ficha técnica del motor:
Potencia: 4HP o 3KW
Revoluciones por minuto (RPM): 1725 RPM
Factor de potencia (Cosφ): 0.80
Factor de servicio: 1.15
Diámetro del eje del motor: 28mm
Rodamientos:
Delantero: 6206-2Z
Trasero: 6205-2Z
Numero de fajas: 1
Longitud de faja: 1538.54mm
L=ᴨd 1+d2
2+2 C+
(d 1−d 2)2
4 C
Diámetro de polea mayor(d2): 250mm
Diámetro de polea menor(d1): 70mm
Distancia entre centros (C): 510mm
6.4.Manuales de calidad para el nuevo proceso
Con respecto a la estructura que en este caso es de acero inoxidable 316L, se obtuvo la siguiente información.
[Escriba texto]
Perfil H para disminuir la presión en un solo punto.

Composición química del acero inoxidable austenítico AISI 316L
Metales de transición No metales
Cromo (Cr) 16%-18% Silicio (Si) Máximo 1%
Niquel (Ni) 10%-14% Fósforo (P) Máximo 0.045%
Manganeso (Mn)
Máximo 2% Azufre (S) Máximo 0.030%
Molibdeno (Mo)
2%-3% Carbono (C) Máximo 0.030%
Es un acero más resistente a la corrosión que otros aceros al cromo-níquel cuando se expone a muchos tipos de corrosiones químicas y atmósferas marinas. Soldabilidad: Adecuado para todos los métodos; utilizar electrodos tipo 316.
El molibdeno es introducido como elemento de aleación en los aceros inoxidables precisamente para disminuir la susceptibilidad a estas formas de corrosión. La presencia de molibdeno permite la formación de una capa pasiva más resistente y en casos en que el inoxidable 304 no resiste a la acción de determinados medios, corroyendo por picado o por rendijas, los inoxidables 316 constituyen una excelente solución. Son aceros con gran utilización en las industrias químicas, de alcohol, petroquímica, de papel y celulosa, en la industria petrolífera, industria textil y farmacéutica.
Con respecto al material del perfil H, para poder determinar el tipo de caucho que se requiere, se siguió los siguientes ensayos:
Dureza: Se refiere a la resistencia a la penetración de un determinado punzón bajo una carga concreta. Normalmente, se utilizan 3 escalas: IRDH (grado internacional de dureza del caucho). SHORE A (desde 20 a 90º Sh A), Los estándares internacionales son ASTM D 2240, ASTM D 1415, ISO 48, ISO 1400 y ISO 1818. El instrumento de medición es el durómetro.
Carga de rotura: Es la fuerza por unidad de superficie necesaria para romper el caucho por tracción. Los estándares internacionales
[Escriba texto]
son ASTM D 412 y ISO 37. El instrumento de medición es el tensiómetro.
Resistencia a fluidos: Es la variación en volumen debido al efecto del contacto de la probeta con los fluidos en estudio. La variación de volumen se mide calculando el peso de la muestra de caucho en aire y agua antes y después de que sea expuesta al líquido en estudio por un tiempo dado y a una temperatura dada. Los estándares internacionales son ASTM D 471 e ISO 1817. Los instrumentos de medición son el baño maría, el tensiómetro, el comparador y el densímetro.
Resistencia química: Es la variación de las propiedades (por ejemplo: dureza, carga de rotura, alargamiento) causadas por el contacto de la probeta de caucho con sustancias químicas bajo ciertas condiciones. Los estándares internacionales son ASTM D 471 y ISO 1817. Los instrumentos de medición son los hornos y todos aquellos mencionados anteriormente.
Resistencia a la abrasión: Referido a la pérdida de masa de una probeta sometida a condiciones particulares de desgaste por abrasión. El estándar internacional es ASTM D 394. El instrumento de medición es el medidor de abrasión.
CAPITULO 7
EFECTO ECONOMICO DEL PROYECTO
7.1. Análisis de los costos de calidad
[Escriba texto]
• Se requiere de un personal que esté presente en la fabricación
• Se requerirá hacerlo bajo normas técnicas.
7.1.1 Costos de Prevención
• Seleccionar proveedores para asegurar la oportunidad de la entrega de materiales e insumos de la producción
• Seleccionar temas de transporte ya que este ayudara a la entrega inmediata después de la fabricación
7.1.2 Costos de Evaluación
• Se requiere hacer un análisis estadístico como por ejemplo un histograma de la vida útil de los perfiles en el nuevo diseño del torniquete.
• Inspección para verificar la cantidad y la calidad del proceso.
Descripción del recurso de calidad
Costos de prevenció
n
Costos de
evaluación
Pérdidas
internas
Pérdidas
externas
Presupuesto de PCP (Planeamiento y Control de la Producción). 80% 20%
Gastos de visitas a proveedores para evaluación. 100%
Presupuesto de orden y limpieza.100%
Presupuesto de desarrollo de procesos. 90% 10%
Mantenimiento programado de los equipos productivos críticos y el lucro cesante correspondiente
100%
Recepción de almacenes.100%
Costo de equipos de control, controles tercerizados, etc. X
Variabilidad de la producción X
[Escriba texto]
medida por desviación estándar y descentrada del proceso.
Ineficiencias de: tiempo (tiempos de marcha con relación al tiempo
disponible), velocidad (producción a velocidad real referida a la
producción a velocidad estándar) y de producción (producción neta a la
salida de un proceso respecto el volumen bruto al ingreso del mismo)
en todos los equipos críticos de producción.
X
7.2. Costo del proyecto o tamaño de la inversión
INVERSIÓNI. Inversión Fija
a. TangibleFabricacion de torniquetes (terceros) S/. 7,500.00Maquin. y equipos (anexo 1) S/. 1,500.00 Accesorios(anexo 2) S/. 500.00Otros S/. 100.00
Total S/. 9,600.00b. IntangibleGastos de Estudios S/. 800.00 Patente S/. 150.00Otros S/. 200.00
Total S/. 1,150.00II. Capital de Trabajo
Planillas S/. 6,500.00Insumos(anexo 3) S/. 2,800.00 Total S/. 9,300.00
Tamaño de la Inversión 20,050.00
7.2.1 Anexos:
ANEXO 01
Maquina y equipos Unds Precios:
[Escriba texto]
Taladro de Columna 1 S/. 100
Esmeril 1 S/. 400
Máquina de soldar 1 S/. 1.000
Total: S/. 1500
ANEXO 02 ANEXO 03
Accesorios Unds Precios Insumos Unds Precios
Juegos de Desarmadore
s 1 S/. 200 Grasa lubricante 10gls S/. 300
Juegos de Llaves 1 S/. 100 Caucho Hypalon 144m S/. 2000
calibrador 1 S/. 200 Cinta de teflon 100 S/. 500
Total: S/. 500 Total: S/.2800
7.3. Beneficios económicos antes y después de la mejora tecnológica
CRITERIOS ANTES DESPUESVALOR DE LA MEJORA (S/.-
ANUAL)%
Tiempos muertos de la máquina
5h 3h
S/.4000.00
40%
Pérdidas de producción por cambio de perfiles
S/.10,000.00 S/.6000.00 40%
Mantenimiento de la máquina
3h 1h S/.1728.00 67%
Metros de perfil de caucho por máquina anual
576m 288m S/.7200.00 50%
TOTAL S/.12,928.00
[Escriba texto]
7.4.Análisis Costo/Beneficio del Proyecto
De acuerdo a los indicadores se demostró que según el análisis de costo beneficio, el retorno de la inversión se efectuara en un año y medio, como lo indica la siguiente formula:
Costo: 20,050.00
Beneficio: 12,928.00
Retorno de la inversión: 20,050.0012,928.00
=1.5
7.5. Conclusiones y recomendaciones:
7.5.1 Conclusiones:
Con la instalación del nuevo diseño del torniquete para las maquinas teñidoras DMS que servirán como parte del proceso de recirculación de tela, se obtuvo los siguientes indicadores: se reducirán los tiempos muertos de 5 horas a 3 hora con una reducción del 40%, se reducirán las perdidas por producción por cambios de perfiles en un 40%, se disminuirá la mantenibilidad de la maquina en un 67%, se reducirá los costos por compra de perfiles en un 50%. Además se le cambio el tipo de material del perfil de butilo a hypalon con el objetivo de mejorar su durabilidad (véase pagina 33).
7.5.2 Recomendaciones:
Se recomienda que este nuevo diseño de torniquete sea instalado en la mayoría de nuestros equipos ya que dicha mejora puede adaptarse a estas máquinas.
Llevar a cabo todas las medidas de prevención, capacitación constante al personal que va a realizar dicho trabajo para su seguridad.
Se recomienda el financiamiento del proyecto en el más breve plazo con el objetivo de mejorar los niveles de rendimiento y reducir costos en la máquina teñidora.
[Escriba texto]
[Escriba texto]




![Dinamicadelacomunicación [reparado]](https://static.fdocuments.mx/doc/165x107/5563d597d8b42aa0588b59a6/dinamicadelacomunicacion-reparado.jpg)
![DIAPOSITIVA DEGLE [Reparado] [Reparado] [Reparado]](https://static.fdocuments.mx/doc/165x107/56d6be251a28ab301690d5c7/diapositiva-degle-reparado-reparado-reparado.jpg)








![Scrum [Reparado]](https://static.fdocuments.mx/doc/165x107/55cf863a550346484b9577aa/scrum-reparado.jpg)


![Catedra [reparado]](https://static.fdocuments.mx/doc/165x107/55b5ed91bb61ebd5248b46c2/catedra-reparado.jpg)
