México, D. F. 1° de julio del 2005 -...
69
Transcript of México, D. F. 1° de julio del 2005 -...

2

3
México, D. F. 1° de julio del 2005
Subdirección Académica de la Escuela Superior de Ingeniería Mecánica y Eléctrica Unidad Azcapotzalco, México, D. F. Atención Sr. Ing. ..................................... P r e s e n t e; El que suscribe, egresado de esa escuela generación 52-55, atentamente solicita de esa
subdirección a su digno cargo se me conceda el registro oficial de examen profesional, en la
carrera de ingeniería mecánica, bajo la opción de Memoria de Experiencia Profesional de
acuerdo con el Reglamento de Titulación Profesional del IPN vigente.
Me permito hacer de su conocimiento que cumplo con todos los requisitos previstos
por el reglamento antes mencionado, al haber acreditado todas y cada una de todas las
asignaturas al plan de estudios correspondientes al plan de estudios de mi época de estudiante
y el haber sido relevado del servicio social. Anexo a la presente documentos oficiales que
avalan lo antes mencionado.
A t e n t a m e n t e SERGIO BEUTELSPACHER SANDOVAL.

DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
4
DISEÑO DE MÁQUINA
TERMOFORMADORA
DE BOTELLAS DE PET.
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
5
Quiero agradecer a la Escuela Superior de Ingeniería Mecánica y Eléctrica, así como a
mis maestros, que gracias a los conocimientos que me brindaron, pude ser un Ingeniero
exitoso e Inventor.
También quiero agradecer a mi Familia y a mis colaboradores que me apoyaron durante mi
vida profesional.
Sergio Beutelspacher Sandoval.
D E D I C A T O R I A
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
6
INTRODUCCIÓN Mis actividades en el área de trabajo, que me permitieron aplicar conocimientos
adquiridos comprenden un total de 30 años de práctica profesional y empresarial en
la industria de la transformación del plástico, la que a continuación sumariamente
describo.
1.- Soy propietario de la firma “BEUTELSPACHER, S.A. DE CV”, con una planta
industrial localizada en la calle Venados #52, Colonia Los Olivos en la Delegación de
Tlahuac de la ciudad de México, D.F., fundada en el año de 1978 con un capital
social variable de $ 500,000.00……………………………………………………………..
dedicada al diseño, fabricación, venta, instalación y puesta en marcha de una amplia
gama de maquinas para el procesamiento y transformación del plástico en todas sus
variedades, así como servicios de capacitación del personal que operará tales
máquinas.
2.- La tecnología empleada, la he desarrollado a través de los años con la
colaboración de mis ingenieros y la experiencia de más de 30 años al servicio de la
industria del plástico. Tal tecnología me ha permitido desarrollar máquinas que
solucionan problemas específicos de mis clientes.
3.- Mi empresa es pionera en la fabricación de máquinas extrusoras en el país, así
como de los accesorios auxiliares de los procesos de extrusión. Todo lo anterior
debido a un sólido conocimiento de los procesos y sistemas de producción, así como
de los materiales involucrados.
4.- En la actualidad nuestro programa de diseño y fabricación está integrado de la
siguiente manera:
• Máquinas de extrusión mono husillo, hasta 150 mm de diámetro, con relación
longitud/diámetro hasta 30:1
• Fabricación y reconstrucción de cilindros y tornillos para máquinas de
extrusión de inyección en acero templado, rectificado y nitrurado.
• Líneas completas de extrusión para producir.

DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
7
a). MONOFILAMENTOS
b). PERFILES ESPECIALES
c). TUBERÍAS MANGUERAS Y POPOTES
d). FLEJES DE PLÁSTICO
e). PELÍCULAS PLANAS POR EL SISTEMA DE CALANDREADO
f). PELÍCULAS DE POLIETILENO DE BAJA Y ALTA DENSIDAD
g). PELÍCULAS DE P.V.C. ENCOGIBLE
h). RECICLADOS
i). CO EXTRUSIONES
• Equipos auxiliares para el proceso de extrusión como:
TINAS DE ENFRIAMIENTO CON CALIBRADORES DE VACÍO, JALADORES,
ENRROLLADORES, SECADORES DE TOLVA, DADOS PLANOS,
EMBOBINADORES, CAMBIADOR DE MALLA MANUAL Y AUTOMÁTICO,
CORTADORAS DE TUBOS Y PERFILES, PELETIZADORES.
• Máquinas para soplado de botellas de PET
MOLDES PARA SOPLADO
5.- La fabricación de cualquiera de los equipos aquí enlistados requiere de un
análisis detallado del conjunto y de sus componentes en cuanto a funciones
primarias, secundarias, etc. para resolver el problema o satisfacer la necesidad
planteada, con lo cual iniciamos su proceso de diseño sustentado en la aplicación
práctica de los conocimientos de matemáticas, física, química, economía,
mecanismos, mecánica, resistencia de materiales, etc., a fin de crear o ingeniar las
máquinas, dispositivos, estructuras o sistemas, mediante la elaboración de cálculos,
planos, especificaciones y la observación de normas. Desafortunadamente me veo
imposibilitado en incluir cálculos detallados de cualquiera de esos equipos a causa
de restricciones debidas a secretos industriales que aún no son del dominio público,
por lo que sólo incluiré como ejemplo el manual de operación para una máquina
termo formadora de botellas de plástico y sus planos de ensamble y control de uno
de los modelos más populares que hemos suministrados.

DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
8
Í N D I C E
Capítulo I:
Descripción de la máquina 5
Transportación 6
Instalación 7
Capítulo 2:
Montaje y desmontaje de una y dos cavidades 9
Cambio de una a dos cavidades 11
Ajuste de molde y fondo 13
Varilla de estirado 15
Horquilla 16
Jala carros 16
Hornos 17
Puesta en marcha 18
Capítulo 3:
Introducción a la programación de la máquina PET SB3000D 20
Cambio de Parámetros 24
Selección de Programa para 1 o 2 cavidades 24
Cantidad de botellas sopladas 25
Tabla de tiempos para una y dos cavidades 26
Corrección de defectos en el moldeo de la botella 27
Capítulo 4:
Mantenimiento 33
Registro de ajuste de zonas 35
Dibujos ilustrativos, Diagramas y Anexos 36
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
9
CAPÍTULO 1:
MANUAL DE OPERACION
MAQUINA TERMOFORMADORA DE BOTELLAS DE PET SB 3000D
DESCRIPCION DE LA MÁQUINA.
Máquina automática neumática marca BEUTELSPACHER, modelo SB3000D para
soplado de botellas de PET a partir de preformas, en una o dos cavidades. Microprocesador
electrónico FESTO, modelo SB3000D de válvulas inteligentes y sistema de biorientación con
platinas, para moldes intercambiables, con capacidad máxima de molde de 360 x 200 x 200
mm. o botellas hasta de 2000 ml.
Producción estimada: 1 cavidad 800 a 900 botellas por hora.
2 cavidades 1500 a 1800 botellas por hora.
Cuenta con dos interruptores de seguridad para protección general del conjunto.
Sistema de calefacción con resistencias infrarrojas, y controles individuales en 8 zonas
protegidas con fusibles independientes y con un control maestro para aumentar o disminuir
proporcionalmente la temperatura según la velocidad de la máquina o el tiempo de soplado,
cuenta con un ventilador en los hornos para mantener una temperatura uniforme en el túnel de
calentamiento.
Esta máquina esta construida con estructura de acero y cuenta con:
• Sistema de movimiento de las preformas en un carrusel de 38 carros.
• Movimiento rotatorio de las preformas.
• Varilla de estirado con altura regulable.
• Sistema de cierre del molde tipo rodilla (togle).
• Sistema de enfriamiento a partir de agua para moldes y carros.
• Sistema de botones para acción independiente, selector para acción automática -
manual, arranques individuales para: soplado manual, motores de circulación de
aire y engranes. Así como para el encendido del horno.

DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
10
TRANSPORTACION
Para su transportación la máquina es envuelta en plástico de contacto. Las piezas
susceptibles a corrosión son pintadas y protegidas con anticorrosivos.
El alimentador al ir montado en la máquina es cubierto también con plástico de contacto.
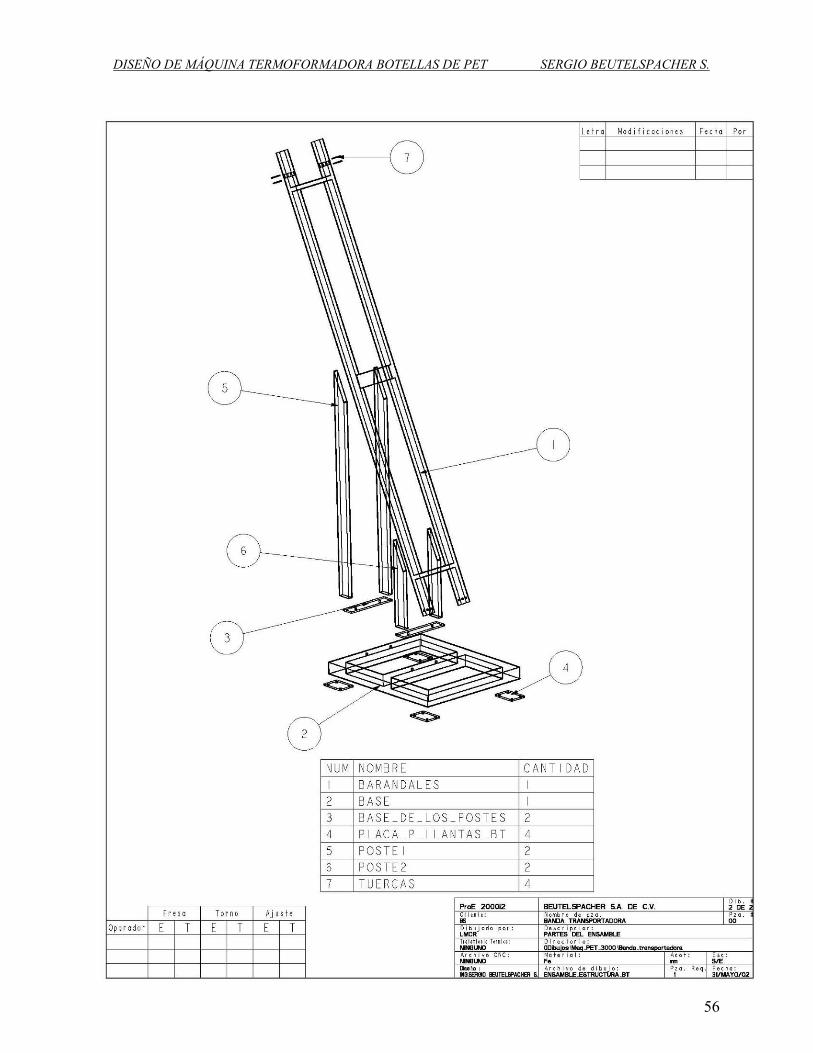
La banda transportadora al ser un aditamento que va separado de la máquina es envuelta
en plástico de forma individual. Las guardas de la máquina son envueltas aparte para su
manejo por separado.
Para la transportación por grúa (capacidad mínima de carga de 1,500Kg) la máquina
cuenta con dos soportes colocados en la parte superior de la misma, a los extremos, por medio
de los cuales puede ser levantada la máquina para su traslado o instalación.
Para la transportación en montacargas (capacidad mínima de carga de 1,500Kg) la
máquina cuenta con dos travesaños que forman parte de la estructura de la máquina, de los
cuales puede ser sujetada la máquina para su traslado. PRECAUCIÓN: Al ser transportada la
máquina con montacargas debe tenerse el cuidado de que las uñas del montacargas no
lastimen ninguna conexión, cilindro neumático, sensor u otro dispositivo localizado cerca de
los travesaños.
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
11
INSTALACIÓN
La instalación de esta máquina debe de ser en un lugar que esté excento de corrientes
de aire, nivelando la máquina, posteriormente anclándola. Es necesario contar con los
siguientes requerimientos:
• Suministro de energía de 12 KW 220V 60Hz
Alimentación en 3 fases y tierra física, 4 hilos 220V. y la fase correcta (Verificar
sentido de rotación del ventilador, engrane y alimentador de preformas).
• Aire en baja presión de 8 a 10 kg./cm2 57 m3/hr. 150 PSI 34 PCM aprox. con filtro
separador con purga automática (trampa de agua) a la salida del compresor y aceite de
lubricación adecuado para el buen funcionamiento de los émbolos.
• Aire en alta presión de 20 a 30kgs./cm2 36m3/hr. 500PSI 22PCM aprox. para soplado
de preformas*
• Agua de circulación proveniente de un enfriador (preferentemente) para refrigeración
de molde, fondo y carros.
• Engrase adecuado de rótulas.
*NOTA: La presión depende del tipo de la botella a soplar
Para un óptimo funcionamiento del equipo se recomiendan el siguiente equipo auxiliar:
• Un compresor de 10HP para 500PSI 22PCM alta presión.
• Un secador refrigerativo modelo HPRD-0.2-500 marca Hakinson.
• Filtro modelo HF7-208-62 marca Hakinson.
• Filtro modelo HF3-208-62 marca Hakinson.
• Filtro modelo HF1-208-62 marca Hakinson.
• Un compresor de 15 HP para 150 PSI 20 PCM baja presión.
• Un secador modelo HPRP50 marca Hakinson.
• Filtro modelo HF7-24-6-DGL.
• Filtro modelo HF3-24-6-DGL.
• Un enfriador de 1.5 ton. de refrigeración.
La máquina para su mejor traslado va dividida en tres partes fundamentales:
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
12
• Máquina de soplado con alimentador de preforma.
• Tablero de control.
• Banda transportadora con tolva.
Estas partes deben ser conectadas correctamente al momento de la instalación de la
máquina para su óptimo funcionamiento.
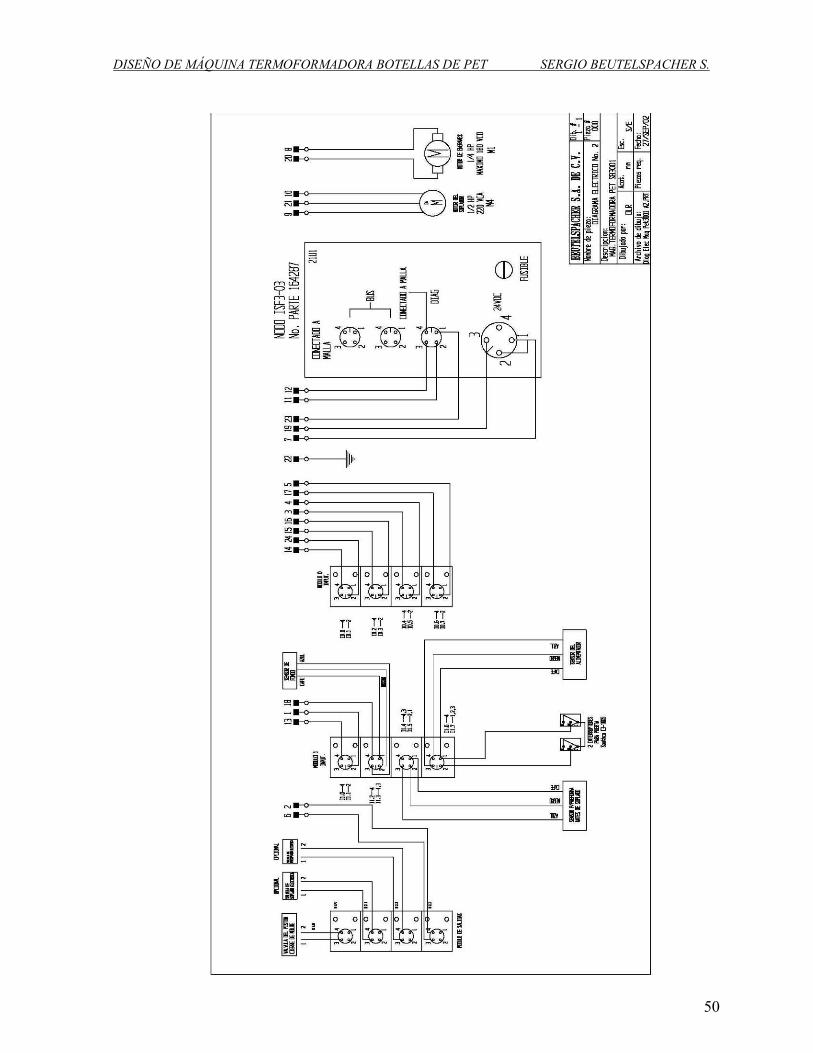
La máquina cuenta con tres conexiones: la primera de 24 pines que es la conexión de la
máquina con el tablero (control de émbolos, válvulas, etc.); la segunda de 16 pines es la
conexión de los hornos y la tercera de 6 pines que es la conexión del alimentador.
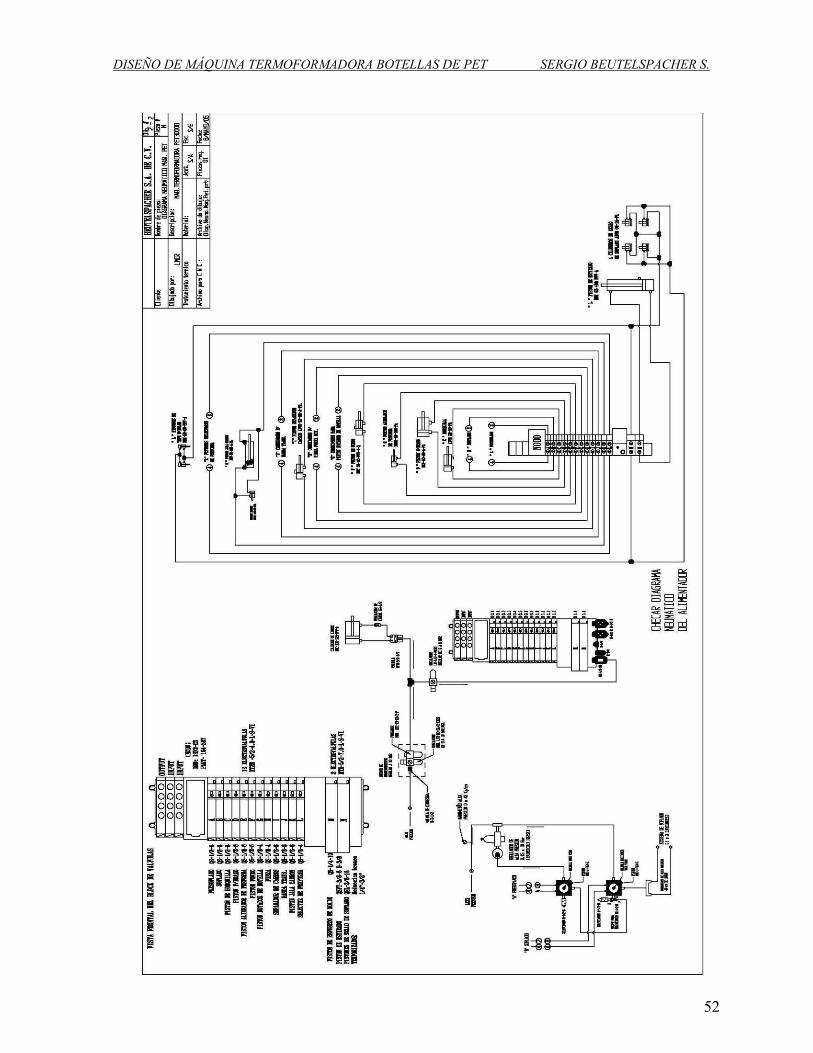
La entrada de las conexiones de la banda transportadora se encuentran localizadas en la
parte inferior del alimentador (dos racores rápidos tipo QS-6), en estos deben ser conectadas
las salidas de la banda transportadora (aleatoriamente).
VERIFICAR ANTES DE OPERAR
• Verificar que las conexiones eléctricas y neumáticas de la máquina estén en la posición
correcta.
• Verificar que los moldes y fondos tengan agua en circulación proveniente del
enfriador.
• Verificar sentido de rotación del ventilador y del engrane.

DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
13
CAPÍTULO 2:
MONTAJE Y DESMONTAJE DE PORTA MOLDE UNA Y DOS CAVIDADES
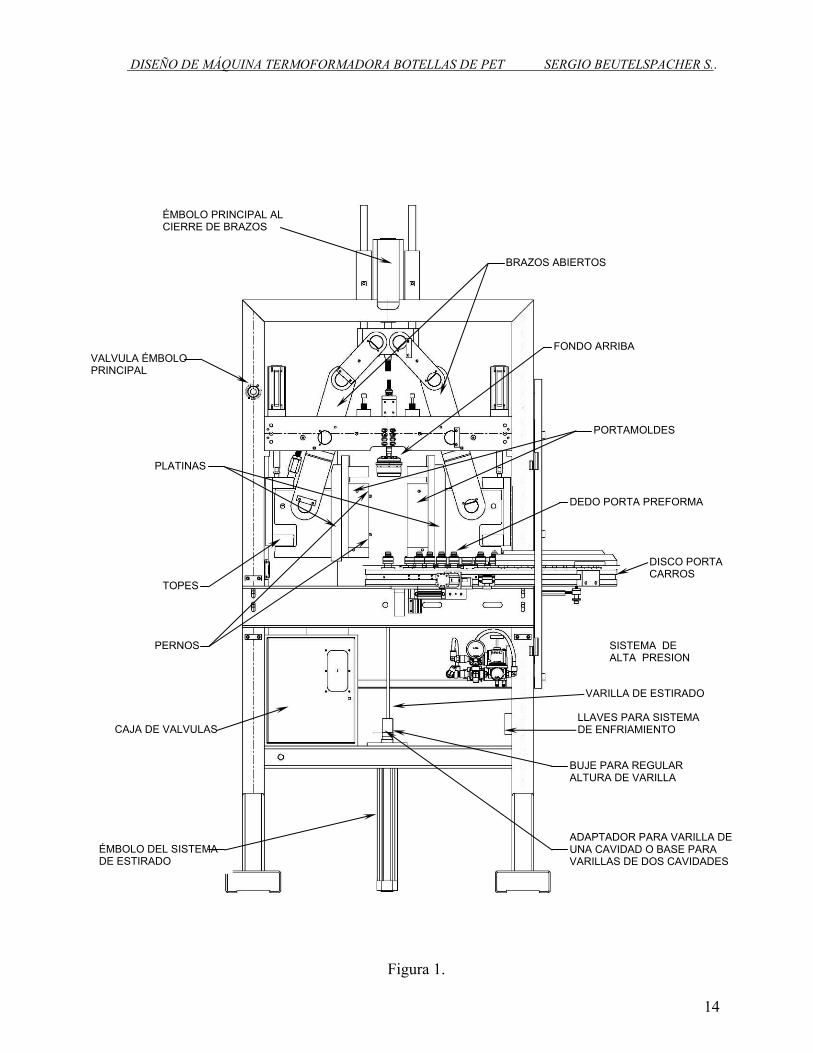
Abrir los brazos de la máquina y cerrar la válvula de flujo de aire del émbolo
principal.(fig.1 VALVULA ÉMBOLO PRINCIPAL)
Las llaves del sistema de enfriamiento se deben de cerrar antes de desmontar el molde. Las
llaves de paso se encuentran localizadas en la parte inferior derecha de la máquina (fig. 1
LLAVES PARA ENFRIAMIENTO)
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
14
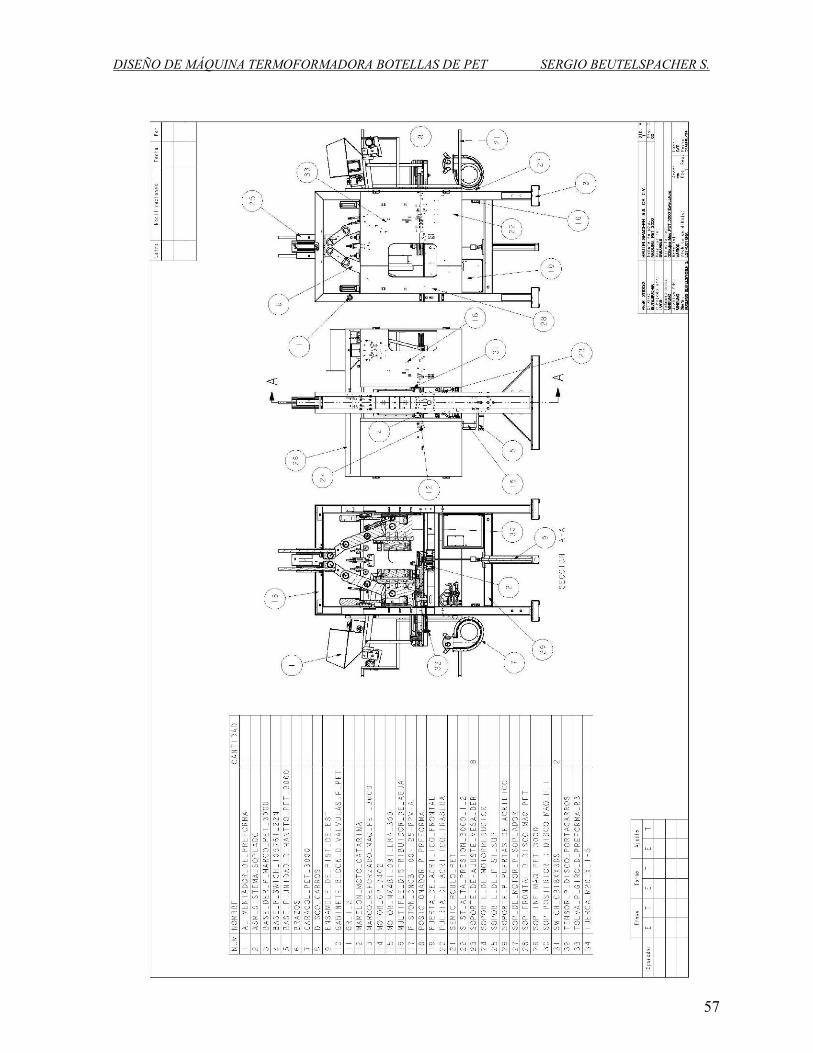
Figura 1.
BRAZOS ABIERTOS
ÉMBOLO PRINCIPAL AL CIERRE DE BRAZOS
FONDO ARRIBA VALVULA ÉMBOLO PRINCIPAL
PLATINAS
TOPES
PERNOS
CAJA DE VALVULAS
ÉMBOLO DEL SISTEMA DE ESTIRADO
PORTAMOLDES
DEDO PORTA PREFORMA
DISCO PORTA CARROS
VARILLA DE ESTIRADO
BUJE PARA REGULAR ALTURA DE VARILLA
LLAVES PARA SISTEMA DE ENFRIAMIENTO
ADAPTADOR PARA VARILLA DE UNA CAVIDAD O BASE PARA VARILLAS DE DOS CAVIDADES
SISTEMA DE ALTA PRESION

DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
15
MOLDE: Verificar primeramente los barrenos, tanto de la Platina como del Molde, donde
se va a sujetar. Una de las mitades del Molde tendrá 4 pernos que sirven de guía para el cierre
del mismo. Esta mitad se debe de colocar siempre del lado izquierdo de la máquina para que
los pernos nunca golpeen a la botella que va saliendo. (Fig. 1 Pernos)
Se colocan los moldes y se aprietan, no al máximo, con la llave allen correspondiente.
Esto es porque más adelante se ajustará perfectamente involucrando algunos otros
dispositivos.
Para esto se recomienda utilizar una madera como base, colocada entre el molde y el disco,
esto es con el fin de que al desmontar el molde no se golpee la parte inferior del mismo,
brindando una mayor protección al operador.
FONDO(S): Para moldes de 1½ Litros y 2 Litros, el fondo únicamente se atornilla al
vástago del pistón y se aprieta con la contra tuerca.
Para DOS cavidades se deben de colocar en la base correspondiente y alinearlos
perfectamente en posición horizontal, esto es para que cuando el molde cierre los fondos
quede a la misma altura. Cuidar que el vástago del pistón no se gire al tiempo de apretar la
base con este.
Para los otros moldes de UNA cavidad, se atornilla el fondo con un adaptador al vástago
del émbolo.
CAMBIO DE UNA A DOS CAVIDADES.
Cerrar completamente el regulador de caudal del pistón de los moldes.
Para hacer el cambio del molde correspondiente verificar que no haya ningún obstáculo
entre los moldes tales como fondos, carros etc. Abrir una vuelta el regulador de caudal y
accionar el cierre de molde. Una vez cerrado apretar los tornillos de sujeción del molde. Abrir
el molde y cerrar el regulador de caudal.

DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
16
Nivelar y ajustar perfectamente los fondos en la base que los sujeta e instalarlos en el
pistón de fondo, cuidando que el vástago del pistón no se gire. Accionar el pistón del fondo
para que baje. Abrir una vuelta el regulador de caudal del molde, accionar el cierre del molde,
PRECAUCION cerrar el regulador de caudal antes de que el molde toque los fondos.
Ajustar con la tuerca superior de la base del pistón de fondo lo más preciso que sea. Abrir
nuevamente una vuelta el regulador de caudal para que cierre el molde y ajuste con los fondos.
Apretar los tornillos (1/4”) que sujetan a la base del pistón del fondo. La tuerca superior de la
base del pistón de fondo deberá quedar libre de cualquier presión. Abrir y cerrar el molde
varias veces lentamente para asegurarse del buen posicionamiento de las partes.
Sujetar los carros por parejas con los dispositivos correspondientes.
El disco porta carros de la máquina se debe desplazar según sea el caso para una o dos
cavidades. La posición adecuada a la que se debe llegar la determinará siempre el molde
cuando este cerrado. Para esto se debe poner un carro doble en la posición de soplado, y cerrar
lentamente el molde, utilizando el regulador de caudal, verificar que los carros no tengan
ningún desplazamiento lateral. Si esto ocurre mover la mesa hacia donde sea necesario, hasta
llegar a un punto donde solo exista un desplazamiento de los carros hacia el centro de la mesa
de aproximadamente 0.5 a 1mm.
Para mover la mesa de la máquina se deben aflojar por completo dos placas que se
encuentran por debajo de la mesa entre los travesaños que la soportan, así como aflojar
ligeramente los tornillos que la sujetan, únicamente, a uno de los travesaños. Mediante un
tensor que se encuentra del lado derecho de la mesa, en la parte inferior.
Desplazar fácilmente con sólo girar según sea el caso. Apretar firmemente los diferentes
tornillos al finalizar el movimiento.
Ya que se tenga esta posición se deben centrar las varillas de soplado con los sellos de los
dedos, para que pasen libremente. Esto se puede ir graduando con la base que sujeta al cilindro
de estirado. Verificar que la base de las varillas quede perpendicular al monten que la soporta.
Ya que el fondo o fondos estén ajustados perfectamente, habiendo utilizado los
diferentes niveles de posicionamiento y el nivelador de alturas de la misma base, se debe
apretar firmemente los tornillos que sujetan a la base siempre que el molde este cerrado. El
nivelador de alturas debe quedar libre en la posición final.
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
17
Aprovechando esta posición se debe aflojar tanto el tornillo de la rótula que sujeta al
brazo como el de la base.
Cambiar la base que sujeta al sello de los dedos, ya sea para una o dos cavidades
Instalar en el pistón de estirado la base que sujeta a las dos varillas sopladoras,
apretándolas firmemente verificando que estas queden a la misma altura. Se debe cambiar
también el sistema de mangueras de alta presión, a fin de que cada varilla le corresponda una
manguera.
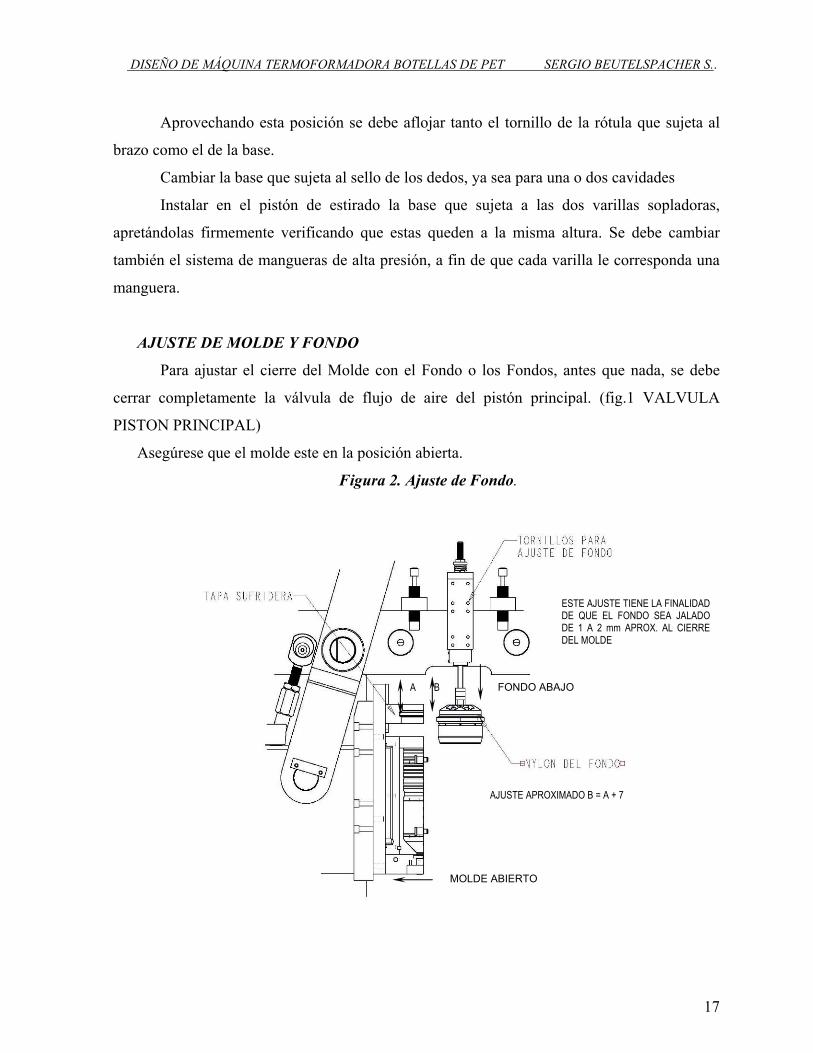
AJUSTE DE MOLDE Y FONDO
Para ajustar el cierre del Molde con el Fondo o los Fondos, antes que nada, se debe
cerrar completamente la válvula de flujo de aire del pistón principal. (fig.1 VALVULA
PISTON PRINCIPAL)
Asegúrese que el molde este en la posición abierta.
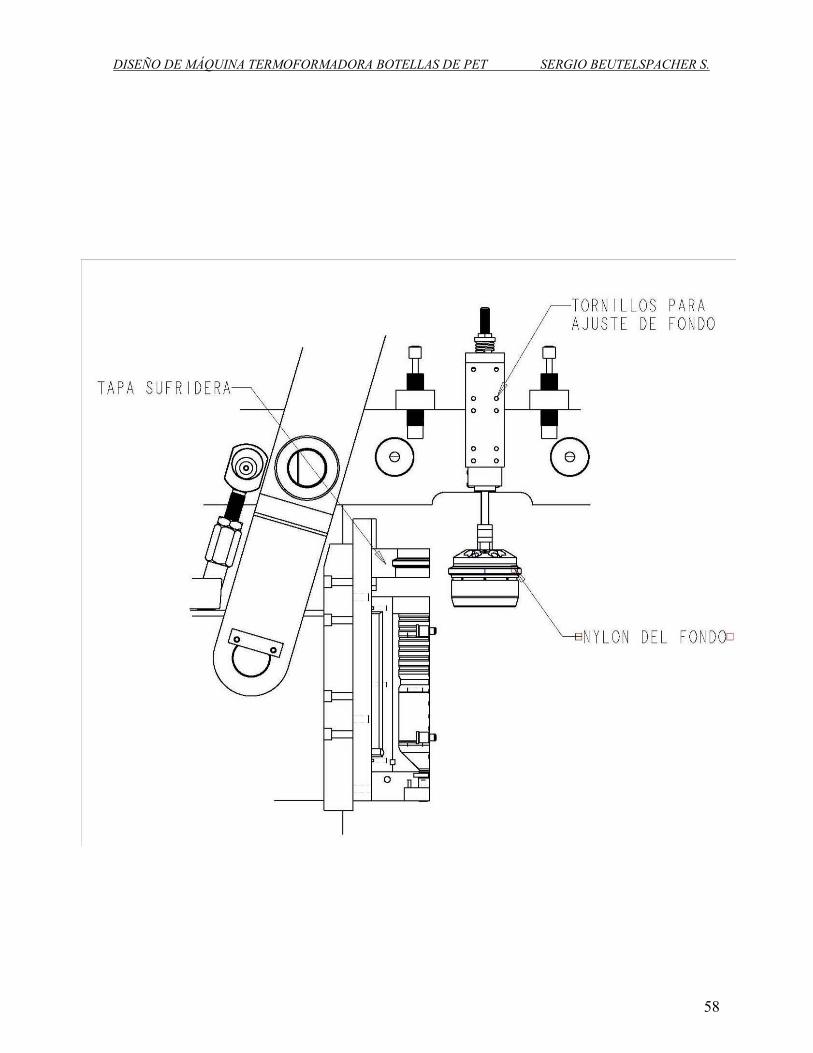
Figura 2. Ajuste de Fondo.
FONDO ABAJO
MOLDE ABIERTO
ESTE AJUSTE TIENE LA FINALIDAD DE QUE EL FONDO SEA JALADO DE 1 A 2 mm APROX. AL CIERRE DEL MOLDE
A B
AJUSTE APROXIMADO B = A + 7
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
18
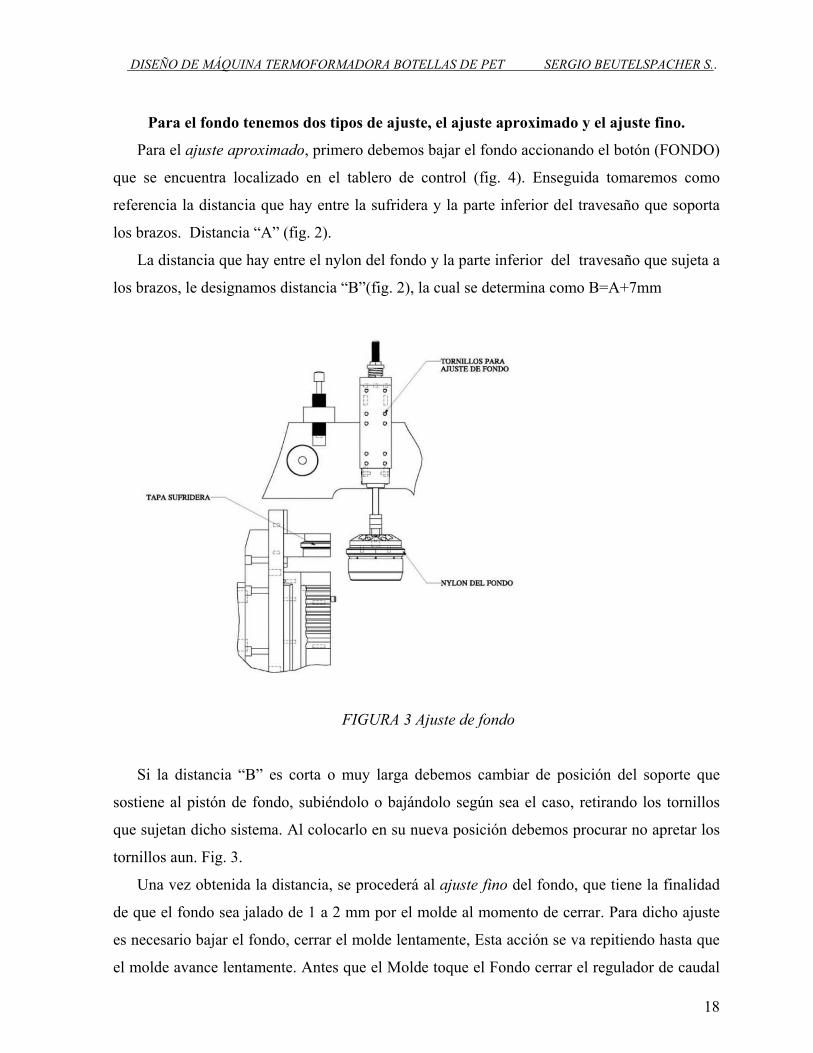
Para el fondo tenemos dos tipos de ajuste, el ajuste aproximado y el ajuste fino.
Para el ajuste aproximado, primero debemos bajar el fondo accionando el botón (FONDO)
que se encuentra localizado en el tablero de control (fig. 4). Enseguida tomaremos como
referencia la distancia que hay entre la sufridera y la parte inferior del travesaño que soporta
los brazos. Distancia “A” (fig. 2).
La distancia que hay entre el nylon del fondo y la parte inferior del travesaño que sujeta a
los brazos, le designamos distancia “B”(fig. 2), la cual se determina como B=A+7mm
FIGURA 3 Ajuste de fondo
Si la distancia “B” es corta o muy larga debemos cambiar de posición del soporte que
sostiene al pistón de fondo, subiéndolo o bajándolo según sea el caso, retirando los tornillos
que sujetan dicho sistema. Al colocarlo en su nueva posición debemos procurar no apretar los
tornillos aun. Fig. 3.
Una vez obtenida la distancia, se procederá al ajuste fino del fondo, que tiene la finalidad
de que el fondo sea jalado de 1 a 2 mm por el molde al momento de cerrar. Para dicho ajuste
es necesario bajar el fondo, cerrar el molde lentamente, Esta acción se va repitiendo hasta que
el molde avance lentamente. Antes que el Molde toque el Fondo cerrar el regulador de caudal
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
19
para que el Molde se pare y comprobar que el molde jale los fondos, En esta posición se debe
de revisar si la altura de los fondos es la correcta o hay que ajustarla, de ser así se debe girar la
tuerca del ajuste fino localizada en la parte superior del pistón que sujeta el fondo (fig. 2).
Ya que estén ajustados, poner un carro o carros en la posición de soplado, cerrar
lentamente el molde hasta la posición final, verificando siempre que el cierre del Molde con el
Fondo(s) y carro(s) sea el adecuado y no golpeen ninguna de las partes. Si ocurre esto accionar
el botón del Molde para que se abra. Repetir estas acciones hasta que el cierre quede
perfectamente alineado.
Cuando se haya alcanzado este ajuste, y el Fondo(s) y carro(s) quede perfectamente
posicionados, apretar firmemente los tornillos de sujeción del Molde y los de la base del
Fondo.
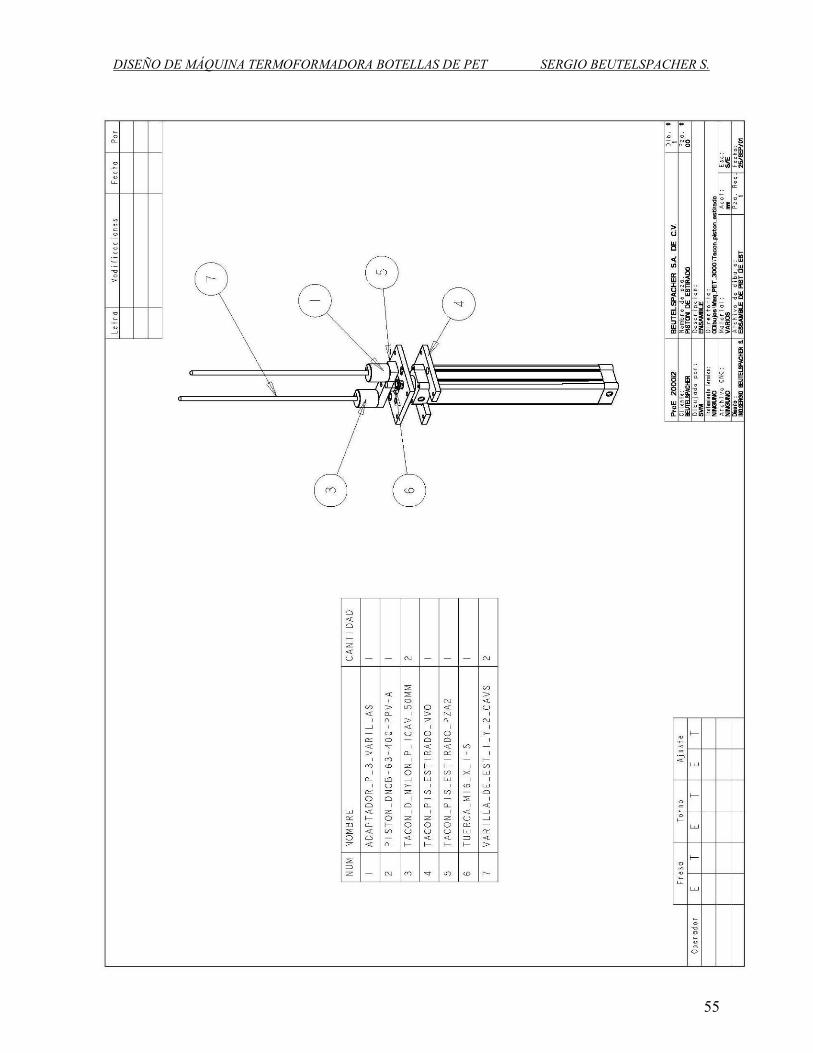
VARILLA(S) DE ESTIRADO
La varilla realiza la operación de estirar la preforma en el proceso de conformado de la
botella. Cuando se sopla a UNA cavidad, solamente se utiliza una varilla de estirado, pero
cuando son DOS cavidades el sistema cambia de una a dos varillas de estirado, estas varillas
tienen el largo suficiente para poder estirar la preforma, pero esta altura se tiene que ajustar,
dependiendo la altura de cada molde, la cual se ajusta agregando un adaptador de altura
regulable en cada varilla entre la base de la(s) varilla(s) y el sistema de soplado, con la altura
correspondiente. Este adaptador se incluye con cada cavidad.
MONTAJE DE VARILLA(S)
Para UNA cavidad se debe de montar una sola varilla con su adaptador, (fig.1
ADAPTADOR PARA VARILLA UNA CAVIDAD) directamente en el vástago del pistón
hasta el fondo y apretarla con la contra tuerca.
Para DOS cavidades se deben de colocar dos varillas en la base correspondiente, (fig. 1
BASE PARA VARILLAS 2 CAVIDADES) apretándolas firmemente, verificando que la
cavidad cuadrada de la base quede hacia abajo y apretar la base firmemente cuidando que no

DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
20
se gire el vástago. Revisar que las varillas pasen al centro de los barrenos del sistema de
soplado.
Cuando este ajuste quede completo colocar un carro o carros en la posición de soplado y
cerrar el Molde para accionar conjuntamente estos movimientos manualmente.
HORQUILLA
La horquilla se ajusta según la o las cavidades a soplar. Se debe de aflojar el tornillo de la
base que sujeta al pistón que mueve al brazo de la horquilla, así como el tornillo de la rótula de
este mismo pistón. Cierre el Molde con los carros que le correspondan. Accione el botón del
BRAZO y accione el botón de la HORQUILLA. El movimiento de la horquilla debe ser
totalmente libre, no se debe forzar por ningún motivo. Esta posición determinará también la
colocación del JALA CARROS. La posición del pistón del Jala Carros debe estar en el
principio de su carrera para asegurarse de que los carros estén totalmente pegados entre sí. El
carro que sea el siguiente para entrar en el Molde, la separación entre ambas partes no debe
exceder al milímetro ni tampoco que se lleguen a golpear bruscamente.
Apretar firmemente los tornillos de la base del pistón y de la rótula. Accionar el botón
de la Horquilla para que se libere de los carros y mover el brazo hacia la posición inicial. De
nuevo accione el botón de la horquilla para observar si se introduce con facilidad a los carros
en esta nueva posición. Esto es para determinar los dos movimientos de la tenaza.
JALA CARROS
Como se dijo anteriormente la carrera del pistón del Jala Carros debe estar en la posición
original. Determinar visualmente si todos los carros están juntos evitando espacios entre ellos.
Si existe algún espacio accionar el botón de CARROS para que se acomoden correctamente.
Al hacer este movimiento el carro que haga contacto con el Tope por ningún motivo debe
golpear o forzar al vástago del pistón del Tope.
Para regular esta posición únicamente se debe aflojar los tornillos que sujetan a la base del
pistón del Jala Carros y moverla según sea el caso. El diente del Jala Carros, cuando deja a los
carros en su posición final, debe haber un espacio entre este y el soporte de los dedos
aproximadamente de 0.5mm a 1mm. Para que no se fuercen ninguna de las piezas.

DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
21
HORNOS
Esta máquina cuenta también con un sistema de ajuste de altura y apertura de los
hornos. Lo cual permite, dependiendo las características de la preforma, poder ajustar la altura
de los hornos para lograr dar a la preforma la temperatura adecuada para su soplado. Para
poder ajustar la altura de los hornos, estos cuentan con 4 tornillos con tuerca en la parte
superior de los mismos, los cuales se apretaran o aflojaran para subir o bajar el horno
respectivamente. Se debe recordar siempre que la primer resistencia debe quedar a la altura del
cuello de la preforma, a excepción de algún caso especial.
Para el ajuste de la apertura de los hornos, estos cuentan con cuatro tornillos y cuatro
correderas ubicados en la parte inferior de los hornos, los cuales se podrán ajustar
dependiendo las necesidades de cada preforma.
Nota: Debe recordarse siempre que las características de la preforma serán las que nos
darán los parámetros para el ajuste del horno.
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
22
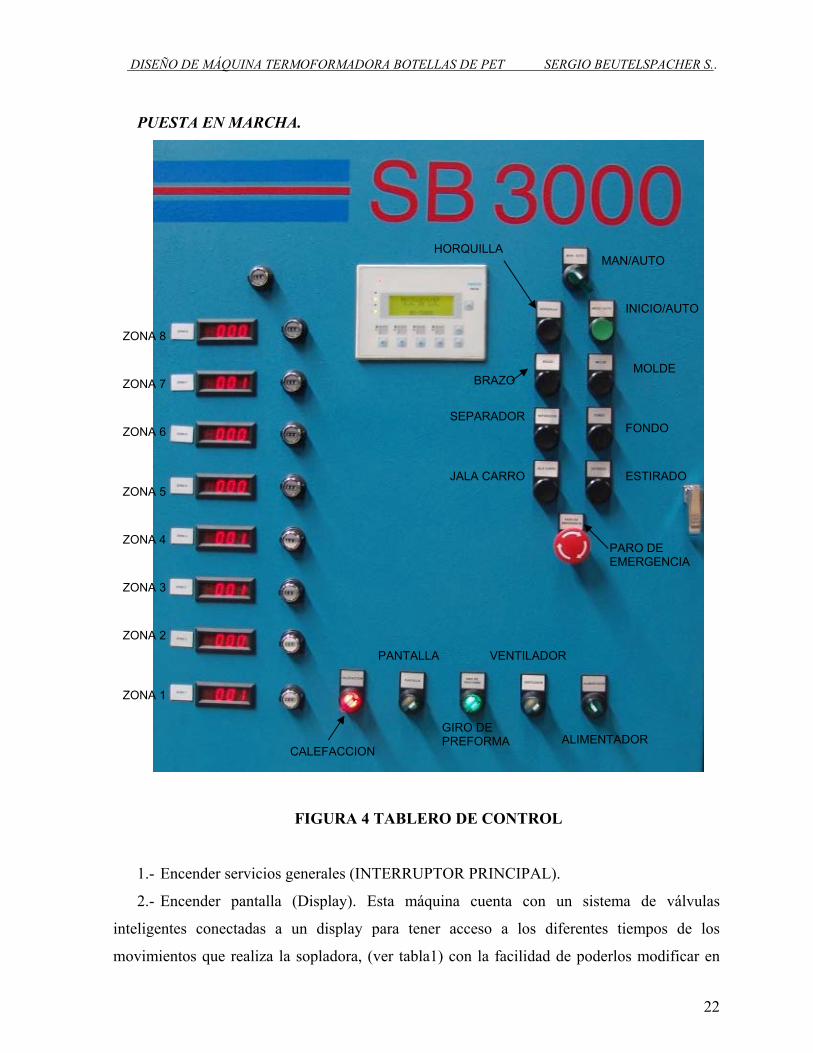
PUESTA EN MARCHA.
FIGURA 4 TABLERO DE CONTROL
1.- Encender servicios generales (INTERRUPTOR PRINCIPAL).
2.- Encender pantalla (Display). Esta máquina cuenta con un sistema de válvulas
inteligentes conectadas a un display para tener acceso a los diferentes tiempos de los
movimientos que realiza la sopladora, (ver tabla1) con la facilidad de poderlos modificar en
MAN/AUTO
INICIO/AUTO
MOLDE
FONDO
ESTIRADO
PARO DE EMERGENCIA
HORQUILLA
BRAZO
SEPARADOR
JALA CARRO
CALEFACCION
PANTALLA
GIRO DE PREFORMA
VENTILADOR
ALIMENTADOR
ZONA 8
ZONA 7
ZONA 6
ZONA 5
ZONA 4
ZONA 3
ZONA 2
ZONA 1

DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
23
cualquier momento de la operación, éste se activara al encender la fuente de poder. (Fig.4
PERILLA DE PANTALLA).
3.- Hacer chequeo de la posición de inicio, antes de seleccionar forma automática.
Posición de inicio.
3.1 Colocar la perilla MAN-AUTO en MAN.
3.2 Alinear dos carros con el sistema de estirado y el molde (en el caso de una
cavidad será solo un carro).
3.3 Horquilla avanzada, verificando que sujete cuatro carros (en el caso de una
cavidad serán dos carros).
3.4 Brazo retraído.
3.5 Molde abierto.
3.6 Fondo retraído.
3.7 Estirado retraído.
3.8 Jala – carros retraído.
3.9 Separador retraído.
NOTA: Se agregó una protección para cuando el brazo este avanzado no puedan subir
las varillas de estirado.
4.- Encender el motor que hace girar a los engranes. (Fig. 4 ENGRANES).
5.- Inicio de automático, perilla MAN/AUTO en AUTO (se enciende la perilla, luz verde)
y pulsar dos veces botón INICIO/AUTO (verde).
6.- Abrir la válvula de regulación de entrada de aire al pistón principal (Fig. 1 VALVULA
PISTON PRINCIPAL).
7.- Abrir llaves de paso para enfriamiento de molde, fondo y carros (Fig. 1 LLAVES
PARA ENFRIAMIENTO).
8.- Arrancar ventilador del sistema de circulación de aire del horno (Fig. 4 SOPLADOR).
9.- Encender calefacción (Fig. 4 CALEFACCION).
NOTA: Al oprimir el paro de emergencia la máquina automáticamente se colocará en
la posición de inicio faltando la horquilla.

DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
24
CAPÍTULO 3
INTRODUCCIÓN A LA PROGRAMACIÓN DE LA MAQUINA PET –3000
Para un óptimo manejo de la máquina de soplado de PET SB3000 es necesario conocer los
distintos elementos con los cuales se puede manipular los diferentes tiempos de operación de
la máquina. Para esto nos colocaremos en el teclado del tablero de control (Figura 4.1), el cual
consta de dos partes principales:
A. Un Display electrónico.
B. Teclado de entrada de funciones.
Figura 4.1
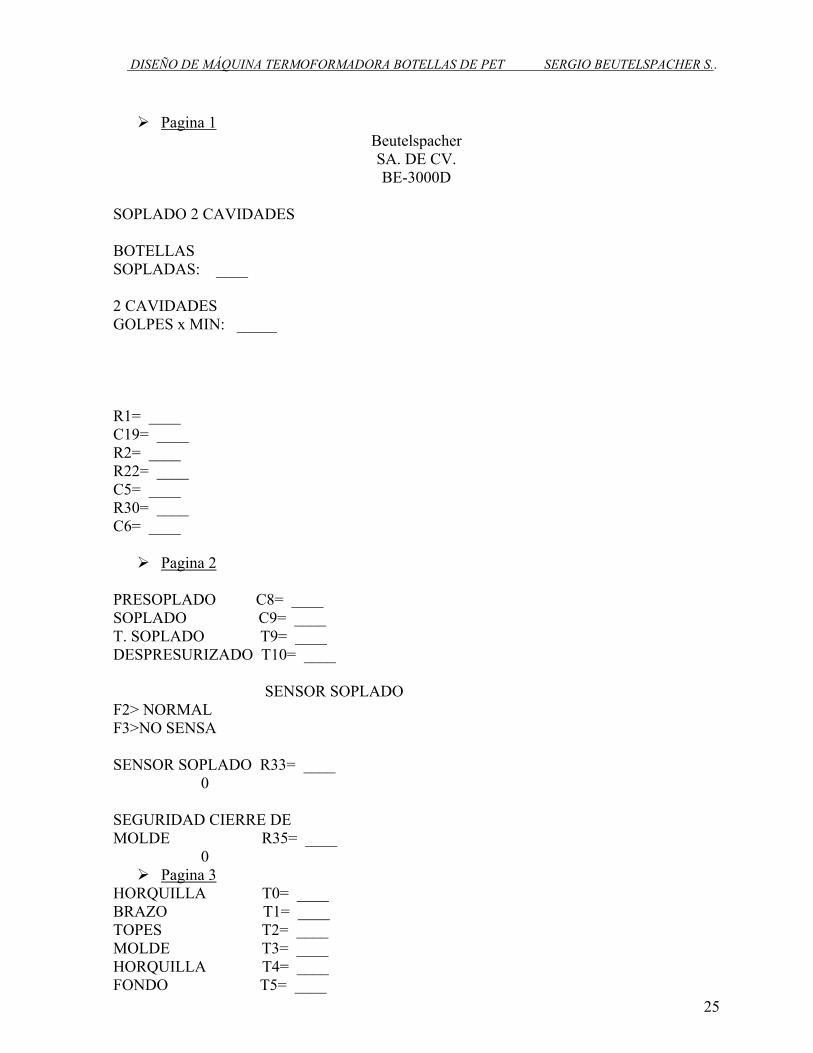
Display electrónico FESTO FED 50.- En este podremos visualizar los distintos tiempos de operación de la máquina, así como las modificaciones que se le hagan a estos; contiene 5 paginas básicas para su manejo; las cuales se describen en detalle a continuación en orden consecutivo:
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
25
Pagina 1 Beutelspacher SA. DE CV. BE-3000D
SOPLADO 2 CAVIDADES BOTELLAS SOPLADAS: ____ 2 CAVIDADES GOLPES x MIN: _____ R1= ____ C19= ____ R2= ____ R22= ____ C5= ____ R30= ____ C6= ____
Pagina 2 PRESOPLADO C8= ____ SOPLADO C9= ____ T. SOPLADO T9= ____ DESPRESURIZADO T10= ____ SENSOR SOPLADO F2> NORMAL F3>NO SENSA SENSOR SOPLADO R33= ____ 0 SEGURIDAD CIERRE DE MOLDE R35= ____ 0
Pagina 3 HORQUILLA T0= ____ BRAZO T1= ____ TOPES T2= ____ MOLDE T3= ____ HORQUILLA T4= ____ FONDO T5= ____
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
26
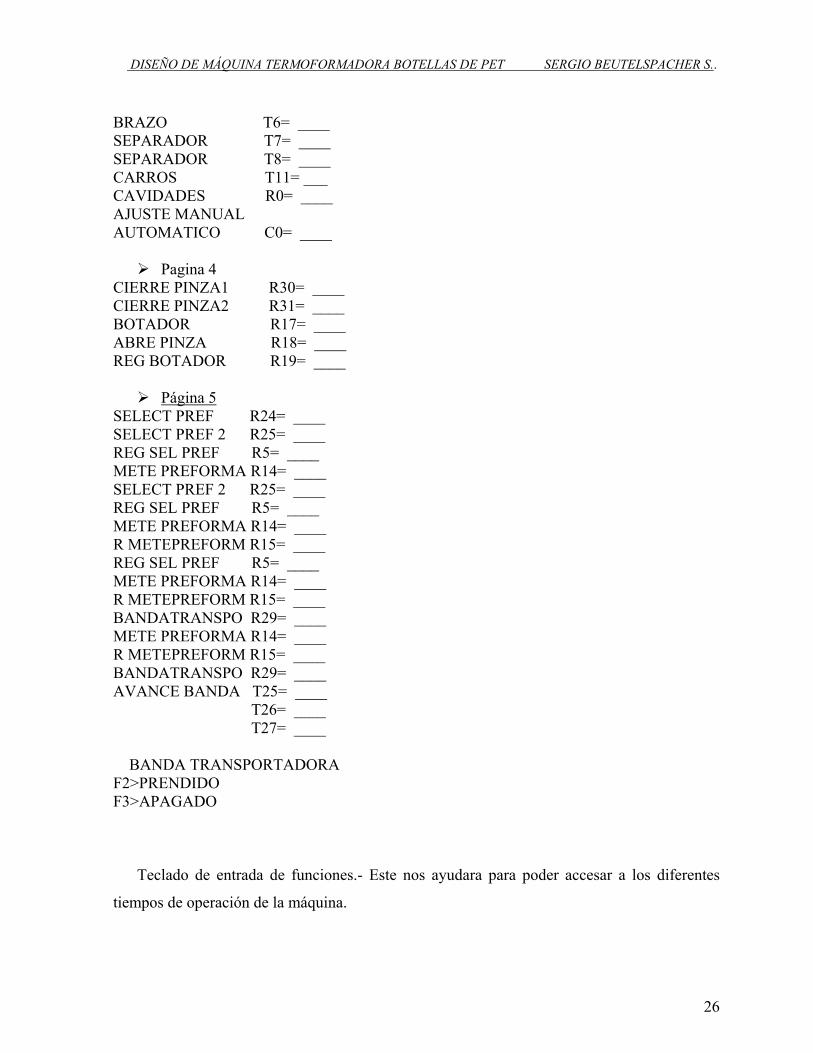
BRAZO T6= ____ SEPARADOR T7= ____ SEPARADOR T8= ____ CARROS T11= ___ CAVIDADES R0= ____ AJUSTE MANUAL AUTOMATICO C0= ____
Pagina 4 CIERRE PINZA1 R30= ____ CIERRE PINZA2 R31= ____ BOTADOR R17= ____ ABRE PINZA R18= ____ REG BOTADOR R19= ____
Página 5 SELECT PREF R24= ____ SELECT PREF 2 R25= ____ REG SEL PREF R5= ____ METE PREFORMA R14= ____ SELECT PREF 2 R25= ____ REG SEL PREF R5= ____ METE PREFORMA R14= ____ R METEPREFORM R15= ____ REG SEL PREF R5= ____ METE PREFORMA R14= ____ R METEPREFORM R15= ____ BANDATRANSPO R29= ____ METE PREFORMA R14= ____ R METEPREFORM R15= ____ BANDATRANSPO R29= ____ AVANCE BANDA T25= ____ T26= ____ T27= ____ BANDA TRANSPORTADORA F2>PRENDIDO F3>APAGADO
Teclado de entrada de funciones.- Este nos ayudara para poder accesar a los diferentes
tiempos de operación de la máquina.

DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
27
Para la operación del teclado del tablero de control son necesarias únicamente seis
funciones: , , , , y F1
La función es utilizada para poder cambiar de pagina en el teclado de control
(verificar que la perilla de pantalla este encendida), apareciendo en el display los valores
preestablecidos, con lo cual sabremos que ya hemos accesado al programa.
La función es utilizada para retroceder en las paginas y al igual que la función anterior
nos permitirá movernos dentro de los valores establecidos en el programa, una vez
seleccionada la pagina, para de este modo señalar el valor que modificaremos.
La función es utilizada para poder conocer todo el contenido de la pagina en la cual
nos encontremos, y también una vez seleccionado un valor a modificar, podremos reducir
dicho valor.
La función es utilizada para retroceder en la pagina elegida, y al igual que la funcion
anterior nos permite modificar el valor, una vez seleccionado, acrecentándolo tanto como sea
necesario.
La función es utilizada para escoger el concepto que requiramos, y de este modo
poder movernos dentro de el concepto y modificarlo.
La función F1 es utilizada para que, una vez situado el concepto y valor a cambiar,
podamos acceder a el mismo y realizar los cambios necesarios.
Las funciones F2 y F3 son utilizadas en la pagina 2 para el Sensor de Soplado y en la
pagina 5 para la Banda transportadora.
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
28
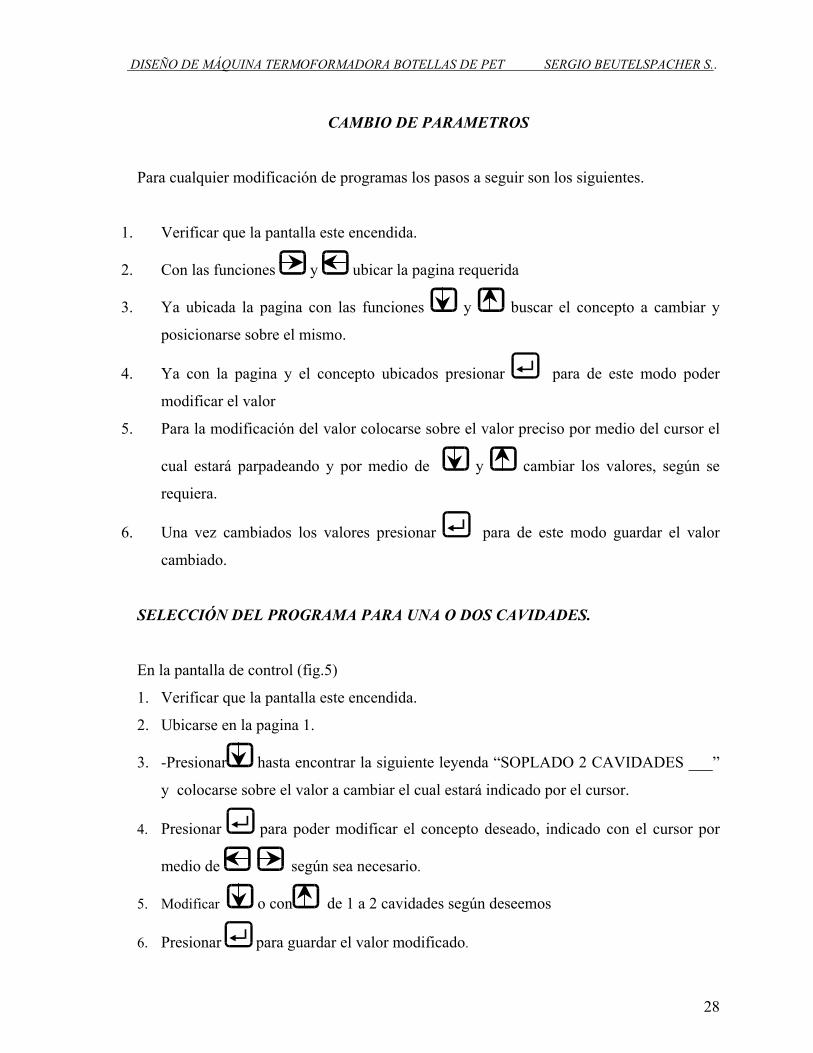
CAMBIO DE PARAMETROS
Para cualquier modificación de programas los pasos a seguir son los siguientes.
1. Verificar que la pantalla este encendida.
2. Con las funciones y ubicar la pagina requerida
3. Ya ubicada la pagina con las funciones y buscar el concepto a cambiar y
posicionarse sobre el mismo.
4. Ya con la pagina y el concepto ubicados presionar para de este modo poder
modificar el valor
5. Para la modificación del valor colocarse sobre el valor preciso por medio del cursor el
cual estará parpadeando y por medio de y cambiar los valores, según se
requiera.
6. Una vez cambiados los valores presionar para de este modo guardar el valor
cambiado.
SELECCIÓN DEL PROGRAMA PARA UNA O DOS CAVIDADES.
En la pantalla de control (fig.5)
1. Verificar que la pantalla este encendida.
2. Ubicarse en la pagina 1.
3. -Presionar hasta encontrar la siguiente leyenda “SOPLADO 2 CAVIDADES ___”
y colocarse sobre el valor a cambiar el cual estará indicado por el cursor.
4. Presionar para poder modificar el concepto deseado, indicado con el cursor por
medio de según sea necesario.
5. Modificar o con de 1 a 2 cavidades según deseemos
6. Presionar para guardar el valor modificado.
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
29
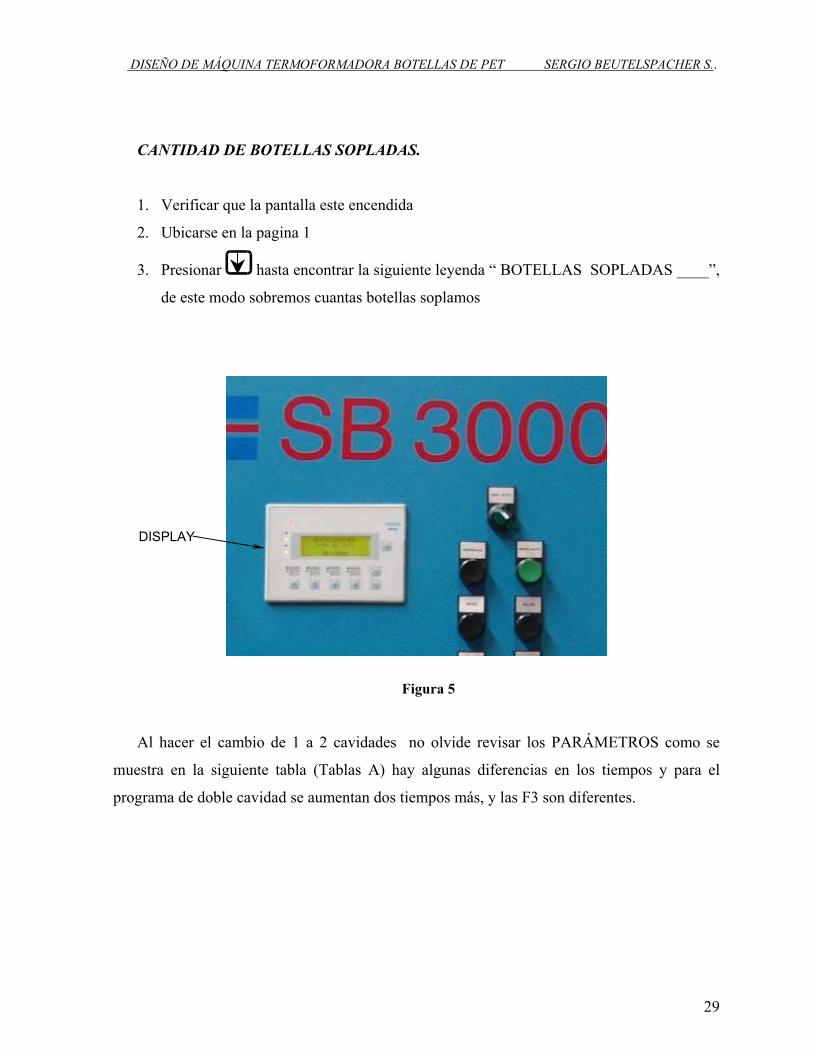
CANTIDAD DE BOTELLAS SOPLADAS.
1. Verificar que la pantalla este encendida
2. Ubicarse en la pagina 1
3. Presionar hasta encontrar la siguiente leyenda “ BOTELLAS SOPLADAS ____”,
de este modo sobremos cuantas botellas soplamos
Figura 5
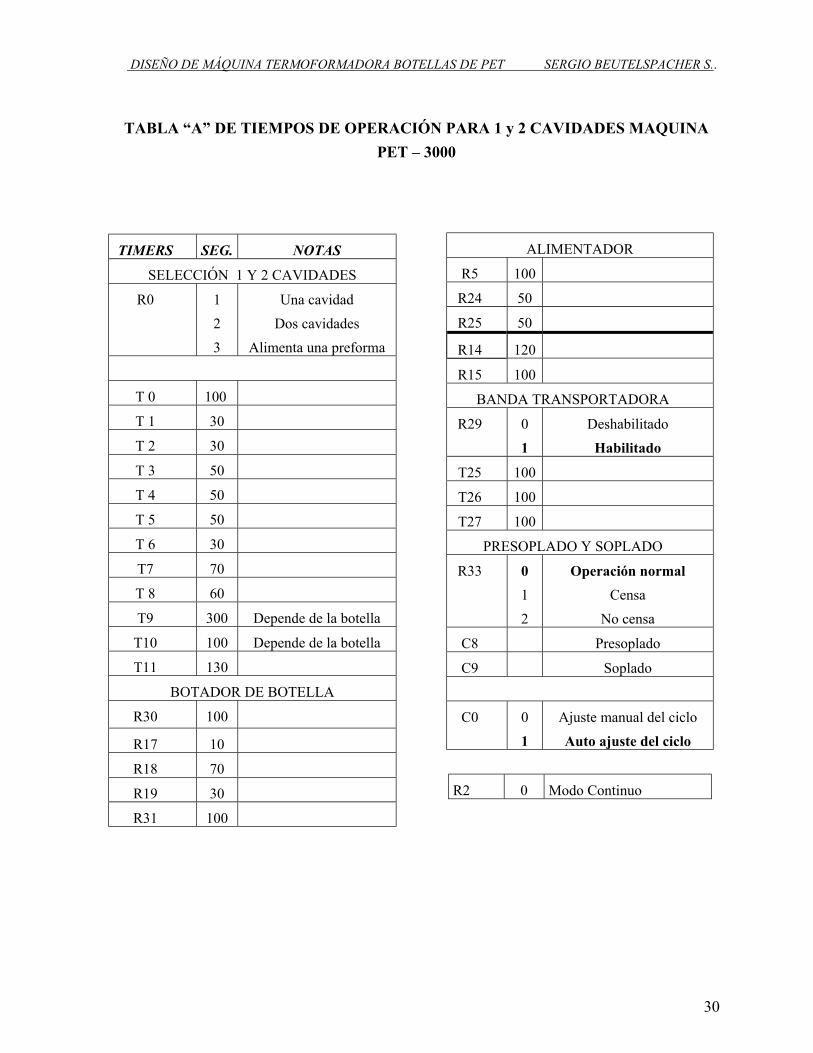
Al hacer el cambio de 1 a 2 cavidades no olvide revisar los PARÁMETROS como se
muestra en la siguiente tabla (Tablas A) hay algunas diferencias en los tiempos y para el
programa de doble cavidad se aumentan dos tiempos más, y las F3 son diferentes.
DISPLAY
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
30
TABLA “A” DE TIEMPOS DE OPERACIÓN PARA 1 y 2 CAVIDADES MAQUINA PET – 3000
ALIMENTADOR
R5 100
R24 50
R25 50
R14 120
R15 100
BANDA TRANSPORTADORA
R29 0
1
Deshabilitado
Habilitado
T25 100
T26 100
T27 100
PRESOPLADO Y SOPLADO
R33 0 1 2
Operación normal Censa
No censa
C8 Presoplado
C9 Soplado
C0 0
1
Ajuste manual del ciclo
Auto ajuste del ciclo
R2 0 Modo Continuo
TIMERS SEG. NOTAS
SELECCIÓN 1 Y 2 CAVIDADES
R0 1 2 3
Una cavidad Dos cavidades
Alimenta una preforma
T 0 100
T 1 30
T 2 30
T 3 50
T 4 50
T 5 50
T 6 30
T7 70
T 8 60
T9 300 Depende de la botella
T10 100 Depende de la botella
T11 130
BOTADOR DE BOTELLA
R30 100
R17 10
R18 70
R19 30
R31 100

DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
31
CORRECCION DE DEFECTOS EN EL MOLDEO DE LAS BOTELLAS
DEFECTO No. 1:
(a) Botella blanca (aspecto lechoso).
(b) Preforma a la salida del horno blanquecina.
(c) La materia PET está cristalizada.
Causa :
(a) Horno demasiado caliente.
Temperatura ambiente más alta.
(b) Horno desajustado (tensión de resistencias).
Ventilador del horno parado.
(c) La preforma no gira correctamente en el horno.
Viscosidad de la materia de la preforma diferente.
Regulador de tensión visualiza falso.
Solución :
(a) Bajar las tensiones de las resistencias.
Reajustar según la temperatura ambiente.
(b) Revisar tensiones.
Revisar motor del soplador.
(c) La preforma toca el reflector de abajo.
No se efectúa la rotación de los soportes de preformas
Verificar el regulador y la unidad de potencia de las resistencias.
DEFECTO No. 2
(a) Botella con reflejos perlados.
(b) Preforma transparente a la salida del horno.

DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
32
Causa :
(a) Horno demasiado frío.
Horno desajustado (tensión de resistencias).
(b) Temperatura ambiente demasiado fría.
Mayor viscosidad de la materia prima de la preforma.
Estirado en frío.
Solución
(a) Aumentar las tensiones de resistencias.
(b) Reajustar según temperatura ambiente.
Aumentar el tiempo del ciclo.
Limpiar las resistencias del horno.
Cambiar las resistencias.
DEFECTO No. 3
(a) Fondo demasiado grueso.
(b) Espalda demasiado delgada.
Causa :
(a) Perfil temperatura incorrecta.
Fondo demasiado frío.
(b) Cuello demasiado caliente.
Estirado, soplado incorrectos.
Solución :
(a) y (b) Aumentar tensión 3 y 4 (atención cristalización, por esto) disminuir la tensión
1 y 2.
Disminuir la presión de estirado. Aumentar la presión de presoplado
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
33
DEFECTOS No. :4
(a) Espalda demasiado gruesa.
(b) Fondo demasiado delgado.
Causa :
(a) Perfil temperatura incorrecto.
(b) Cuello demasiado frío.
Fondo demasiado delgado.
Estirado incorrecto.
Solución :
(a) y (b) Aumentar temperatura 1
Disminuir 3,4. Aumentar estirado.
DEFECTO No. 5 :
(a) Pliegue en la parte cilíndrica de la botella.
Causa : (a) Perfil temperatura incorrecto.
Centro botella demasiado frío.
Estirado incorrecto.
La preforma en el horno no gira correctamente.
Solución :
(a) Disminuir tensión resistencias 1 y 4.
Aumentar tensión a resistencias 2 y 3.
Aumentar tensión estirado.
Ver rotación de los soportes de preformas.

DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
34
DEFECTO No. 6:
(a) Fondo mal centrado con relación al punto de inyección.
Causa :
(a) Estirado defectuoso.
Carrera de estirado demasiado corta.
Comienzo soplado demasiado rápido.
La preforma en el horno gira incorrectamente.
Solución :
(a) Aumentar la presión de estirado.
La varilla de estirado colocarla hasta 1mm del fondo del molde.
Aumentar comienzo de soplado al máximo.
Bajar la tensión 1 a 4. Verificar la rotación de los dedos.
DEFECTO No. 7 :
(a) Fondo mal formado (plano).
(b) Cuello torcido.
Causa :
(a) Enfriamiento defectuoso o grosor materia demasiado grande.
(b) Tiempo de enfriamiento demasiado corto.
Solución :
(a) Verificar la temperatura del agua de enfriamiento. (máximo 10-11 ºC)
Ver defecto 3 o 4.
(b) Verificar tiempo de soplado. Aumentarlo para disminuir al mismo tiempo el
calentamiento del horno.
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
35
DEFECTO No. :8
(a) Plano de junta de la botella marcado.
Causa :
(a) El molde se abre durante el soplado.
Solución :
(a) Disminuir la presión del soplado.
Regular el cierre del molde.
Verificar la presión de cierre del molde
Limpiar el plano de junta de los moldes.
DEFECTO No. 9 :
(a) Plano de junta desplazado.
Causa :
(a) Molde colocado incorrectamente.
Solución :
(a) Posicionar nuevamente los moldes.
DEFECTO No. 10 :
(a) Cuello de la botella aplastado.
Causa :
(a) Preforma no está en su lugar durante el cierre del molde.
Varilla de estirado descalza la preforma.
La preforma no entra completamente en el soporte.
Solución :
(a) La preforma no gira correctamente (bajar el horno).
Fijación de la varilla de estirado defectuosa.
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
36
Engrasar junta soporte.
Cambiar junta soporte.
DEFECTO No. 11:
Huella de la varilla de estirado en el fondo de la botella.
Causa :
(a) La varilla de estirado deforma el fondo de la botella demasiado blando.
Solución :
(a) bajar la presión de estirado.
Disminuir la tensión 4.
DEFECTO No. 12 :
(a) Botella perforada.
Causa :
(a) Fondo demasiado delgado.
Defecto del horno
Regulador defectuoso.
Rotación preforma.
Defecto preforma.
Solución :
(a) Ver defecto 4.
Resistencia rota.
Control regulador.
Ver rotación de soporte.
Ver si el defecto se repite. Eventualmente, cambiar el lote de preformas.

DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
37
CAPÍTULO 4
MANTENIMIENTO.
Este tipo de mantenimiento dependerá en gran parte del uso y buen manejo de todos
los componentes de la máquina. Así como también las condiciones climáticas y de factores
externos que le afecten.
Verificar cada 500 horas de trabajo que la unidad de mantenimiento FESTO contenga
aceite en el vaso correspondiente para una adecuada lubricación de todos los sistemas
neumáticos. El goteo recomendado en la unidad de mantenimiento es de 1 gota por cada 4
minutos. No olvidando:
Lubricar los carros cada 2500 horas de trabajo con aceite grueso en cada balero.
Engrasar las rótulas y el sistema de cierre del Molde cada 2500 horas de trabajo.
Limpieza regular de parte superior de carros y soporte de preformas.
Revisar cada 500 horas de trabajo los “O” Rings que se encuentran en los dedos que
soportan a las preformas. (Tal vez cambiarlos).
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
38
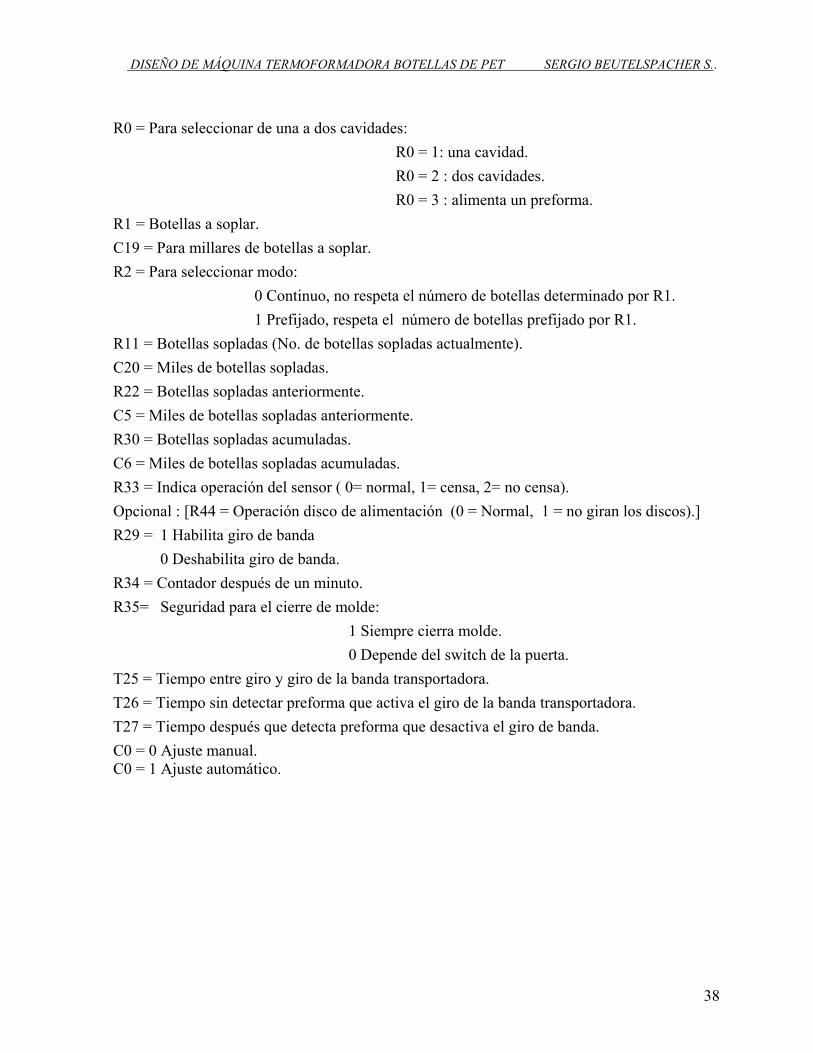
R0 = Para seleccionar de una a dos cavidades: R0 = 1: una cavidad. R0 = 2 : dos cavidades. R0 = 3 : alimenta un preforma.
R1 = Botellas a soplar. C19 = Para millares de botellas a soplar. R2 = Para seleccionar modo:
0 Continuo, no respeta el número de botellas determinado por R1. 1 Prefijado, respeta el número de botellas prefijado por R1.
R11 = Botellas sopladas (No. de botellas sopladas actualmente). C20 = Miles de botellas sopladas. R22 = Botellas sopladas anteriormente. C5 = Miles de botellas sopladas anteriormente. R30 = Botellas sopladas acumuladas. C6 = Miles de botellas sopladas acumuladas. R33 = Indica operación del sensor ( 0= normal, 1= censa, 2= no censa). Opcional : [R44 = Operación disco de alimentación (0 = Normal, 1 = no giran los discos).] R29 = 1 Habilita giro de banda
0 Deshabilita giro de banda. R34 = Contador después de un minuto. R35= Seguridad para el cierre de molde:
1 Siempre cierra molde. 0 Depende del switch de la puerta.
T25 = Tiempo entre giro y giro de la banda transportadora. T26 = Tiempo sin detectar preforma que activa el giro de la banda transportadora. T27 = Tiempo después que detecta preforma que desactiva el giro de banda. C0 = 0 Ajuste manual. C0 = 1 Ajuste automático.
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S..
39
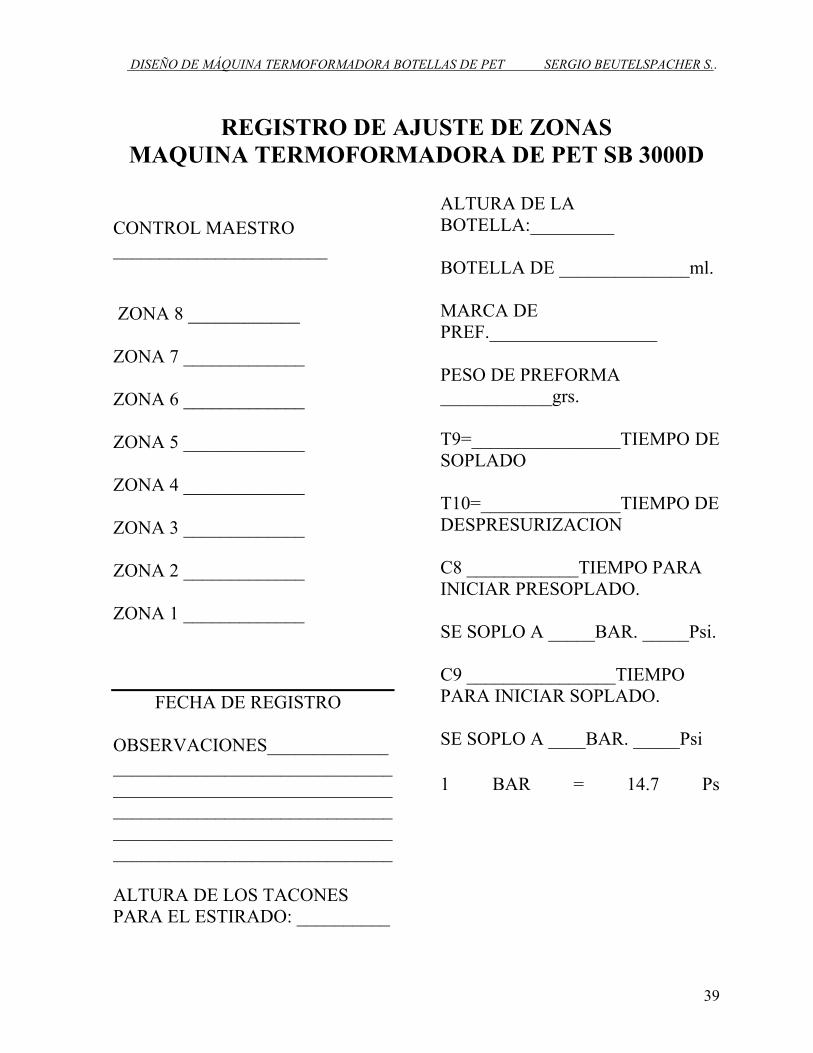
REGISTRO DE AJUSTE DE ZONAS MAQUINA TERMOFORMADORA DE PET SB 3000D
CONTROL MAESTRO _______________________ ZONA 8 ____________ ZONA 7 _____________ ZONA 6 _____________ ZONA 5 _____________ ZONA 4 _____________ ZONA 3 _____________ ZONA 2 _____________ ZONA 1 _____________ FECHA DE REGISTRO OBSERVACIONES___________________________________________________________________________________________________________________________________________________________________ ALTURA DE LOS TACONES PARA EL ESTIRADO: __________
ALTURA DE LA BOTELLA:_________ BOTELLA DE ______________ml. MARCA DE PREF.__________________ PESO DE PREFORMA ____________grs. T9=________________TIEMPO DE SOPLADO T10=_______________TIEMPO DE DESPRESURIZACION C8 ____________TIEMPO PARA INICIAR PRESOPLADO. SE SOPLO A _____BAR. _____Psi. C9 ________________TIEMPO PARA INICIAR SOPLADO. SE SOPLO A ____BAR. _____Psi 1 BAR = 14.7 Ps
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S.
40

DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S.
41

DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S.
42
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S.
43

DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S.
44

DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S.
45
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S.
46
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S.
47
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S.
48
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S.
49
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S.
50

DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S.
51
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S.
52

DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S.
53

DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S.
54
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S.
55
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S.
56
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S.
57
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S.
58

DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S.
59

DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S.
60

DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S.
61

DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S.
62
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S.
63

DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S.
64
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S.
65

DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S.
66

DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S.
67

DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S.
68
DISEÑO DE MÁQUINA TERMOFORMADORA BOTELLAS DE PET SERGIO BEUTELSPACHER S.
69
El diseño y desarrollo de la máquina de Pet se realizo por la necesidad de tener en México
máquinas para fabricar botellas de Pet.
Cuando se inicio el proyecto se visualizó que el Pet era el material del futuro para Envases,
por ser transparente y muy resistente.
La máquina de Pet se diseño para obtener un costo mínimo de fabricación de la botella y que
fuera modular para satisfacer todas las necesidades de botellas de 250 ml. a 2000 ml., así
como de fácil instalación y de consumo de energía mínima.
Sergio Beutelspacher Sandoval.
C O N C L U S I O N E S