Metodología KAIZEN
124
U NIVERSIDAD V ERACRUZANA M AESTRÍA EN G ESTIÓN DE LA C ALIDAD SEDE: FACULTAD DE CONTADURÍA Y ADMINISTRACIÓN CÓRDOBA - ORIZABA IMPLEMENTACIÓN DE LA METODOLOGÍA KAIZEN EN LA MEJORA DE INDICADORES OPERATIVOS DE UNA TERMOELÉCTRICA TRABAJO RECEPCIONAL (TESIS) QUE COMO REQUISITO PARCIAL PARA OBTENER EL TÍTULO DE ESTA MAESTRÍA PRESENTA: LUIS RAÚL CÓRDOBA CRUZ TUTOR: Mónica Schettino Huerta Orizaba Veracruz, Octubre 2009
-
Upload
loreniita-orozco -
Category
Documents
-
view
159 -
download
1
Transcript of Metodología KAIZEN

U N I V E R S I D A D V E R A C R U Z A N A MAESTRÍA EN GESTIÓN DE LA CALIDAD
SEDE: FACULTAD DE CONTADURÍA Y ADMINISTRACIÓN
CÓRDOBA - ORIZABA
IMPLEMENTACIÓN DE LA METODOLOGÍA KAIZEN EN LA
MEJORA DE INDICADORES OPERATIVOS DE UNA TERMOELÉCTRICA
TRABAJO RECEPCIONAL
(TESIS)
QUE COMO REQUISITO PARCIAL PARA OBTENER EL
TÍTULO DE ESTA MAESTRÍA PRESENTA:
LUIS RAÚL CÓRDOBA CRUZ
TUTOR: Mónica Schettino Huerta
Orizaba Veracruz, Octubre 2009
DATOS DEL AUTOR
Luis Raúl Córdoba Cruz nació en Orizaba, Veracruz, el 21 de Junio de 1965, cursó sus
estudios básicos en su ciudad natal, el nivel medio superior y superior en el Instituto
Tecnológico de Orizaba de donde egresó en 1987 de la carrera de Ingeniero Industrial
Mecánico, durante la cuál de manera paralela se integró al programa de formación profesional
técnica desarrollado en la Cervecería Moctezuma de Orizaba desempeñando la función de
técnico en equipos de instrumentación industrial en el Departamento de Mantenimiento
Mecánico, puesto del cual fue promovido una vez obtenida la licenciatura en ingeniería,
pasando a desempeñarse dentro de la misma compañía al puesto de Supervisor operativo en el
Departamento de Envasado, previa formación de la filosofía de administración del grupo
cervecero Cuauhtémoc en la ciudad de Monterrey, Nuevo León en el año de 1988, fecha en
que también de manera simultánea inicia sus actividades docentes en el área de educación
media superior impartiendo clases en el Colegio para la Educación Profesional Técnica en las
asignaturas de especialidad Mecánica, dicha actividad se prolonga de manera ininterrumpida
hasta el año de 2005. Dentro del grupo Cervecero Cuauhtémoc-Moctezuma hasta la
actualidad ha tenido una trayectoria de 26 años en los cuales también se desempeñó como Jefe
del Almacén a partir del año 1990 y como parte de su perfil se desempeño también como
Ingeniero de Mantenimiento en el Departamento de Envasado donde recibió formación
técnica en equipos de manufactura durante el año 1994 en Alemania, a partir del año 2001
pasó a desempeñarse operativamente en una línea de producción, cargo que le permitió
perfilar su interés por las áreas de manufactura y calidad. En la actualidad se desempeña como
Facilitador de Fuerza Motriz dentro del ahora llamado Grupo Cuauhtémoc-Moctezuma. Ha
realizado aportaciones en reuniones nacionales para la mejora de los proceso de enseñanza-
aprendizaje en la educación formal, así como expositor en diferentes eventos institucionales
de organismos regionales, y como integrante de comités de vinculación con el sector
productivo de instituciones educativas. En el año 2008 recibió de manos del Director General
del grupo FEMSA el reconocimiento a su desempeño laboral dentro de la Organización en la
Ciudad de Monterrey, Nuevo León.
DEDICATORIAS Y AGRADECIMIENTOS
Dedico éste trabajo al igual que mis actividades al Creador, bajo la conciencia que todo lo que
me permite vivir y hacer, lo realizo inspirado en la vida y satisfacción con la que disfruto de
cada día de mi existencia, así como:
A Mónica, mi esposa y mis hijos Ana Karen y Luis Raúl con quienes Dios me dio la bendición de
compartir ésta vida y quienes me motivan a seguir adelante, así como su apoyo para continuar en el
camino de la superación y aprendizaje en el que estamos todos participando y del cual estamos seguros
nos llevaran a nuevos horizontes que esperamos compartir gratamente como familia.
A mi madre Isabel por el entrañable amor que nos une, Beatriz mi hermana y su familia, cuyo amor
y ejemplo me ha permitido entender lo importante de perseverancia, su apoyo constante que soporta
muchas de las acciones que alimentan la actividad emprendedora que uno se traza en el día con día.
Agradezco a la comunidad estudiantil de la Universidad Veracruzana integrada por mi
Coordinadora de quién en todo momento recibí su apoyo y orientación, la Maestra Laura Verónica, a
todos los Maestros y Facilitadores de los que aprendí en cada fase del proceso, tanto en la sede de
Orizaba como la de Xalapa, así como las demás participantes, a mis compañeros de Generación, de los
cuáles recibí su empuje y apoyo en la construcción del conocimiento, compartiendo en éste período
sus vivencias y experimentando el ambiente positivo que particularmente me brindaron.
Agradezco a la Cervecería Orizaba, organización a la que pertenezco y en la cuál he compartido el
desarrollo que hemos experimentado en las diferentes etapas y áreas, en particular por permitirme
desarrollar los conocimientos adquiridos a través de la formación académica para poder llevarlos a la
práctica dándome con ello la satisfacción por la aplicación del conocimiento.

ÍNDICE
I. INTRODUCCIÓN ......................................................................................................................... 1
II. FUNDAMENTACIÓN ................................................................................................................ 4 II.1 Marco teórico .......................................................................................................................... 4 II.2 Revisión de antecedentes ......................................................................................................... 8 II.3 Delimitación del problema .................................................................................................... 14 II.4 Hipótesis ................................................................................................................................ 19 I.3 Objetivos ................................................................................................................................. 20
I.3.1 Objetivo general .............................................................................................................. 20 I.3.2 Objetivos particulares ...................................................................................................... 20
III. METODOLOGÍA ..................................................................................................................... 22 III.1 Aspectos generales ............................................................................................................... 22
III.1.1 Diseño metodológico .................................................................................................... 25 III.2.1 Diseño estadístico ......................................................................................................... 58 III.2.2 Análisis estadístico ........................................................................................................ 60 III.2.3 Aspectos técnicos .......................................................................................................... 62
IV. RESULTADOS ......................................................................................................................... 64
REFERENCIAS .............................................................................................................................. 88
LISTA DE ANEXOS ....................................................................................................................... 90

1
I. INTRODUCCIÓN
Los avances en la tecnología, así como la alta competitividad en todos los ámbitos en
que se desarrollan las organizaciones de manufactura, demandan como imperativo estratégico
metodologías que atiendan de manera rápida y continua los problemas que se presentan en los
procesos de toda la organización bajo una visión sistematizada en la que puedan participar los
integrantes de la misma, aportando soluciones e implementando acciones. El concepto de
mejora continua o incremental tiene una aplicación muy variada (Imai Masaaki, 1986) en los
distintos aspectos de la vida diaria y en el ambiente laboral, su concepción original plantea
que prácticamente todo puede ser mejorado en la medida que se establezcan las condiciones
iniciales conforme se están desarrollando actualmente las actividades, el análisis de lo actual
representa la plataforma de cuestionamientos desde lo funcional hasta lo elemental, cada una
de las etapas por las que pasa es revisada de manera minuciosa en la búsqueda de áreas que
representen cambios orientados a un mejor desempeño en relación a sus resultados previos.
Las organizaciones de manufactura en nuestro país han experimentado cambios, mismos que
son resultados del entorno en que se han visto envueltos en las últimas décadas (Gutiérrez
Mario, 2004), dando referencias iniciales se pueden plantear las condiciones existentes al
finalizar la segunda guerra mundial, en donde el impulso de manufactura por las necesidades
mundiales las llevó principalmente al desarrollo de nuevas líneas de producción
diversificando los productos principalmente basados en cuotas de resultados por la demanda
situacional, las condiciones en que se fabricaban atendían a las necesidades primordiales pero
no se identificaban condiciones de alta competencia, en la época de la guerra fría nuestro país
maduró en la cultura de trabajo industrial fomentando sobre todo la organización y
administración de los recursos disponibles.
El período previo y posterior al cambio de siglo representó un replanteamiento a nivel
mundial del comportamiento de las economías entre los países y sobre todo las condiciones de
relación tan estrechas que se presentaban entre las áreas de manufactura las cuales se
comparaban en todos los aspectos de la cadena productiva. El año de 1994 representó para

2
México en el aspecto comercial la integración al Tratado de Libre Comercio con Canadá y
Estados Unidos, situación que impulsó a la industria de la manufactura mexicana a incorporar
en su administración y control todas las técnicas existentes para asegurar una posición con
respecto de sus socios que la colocara al nivel de verdadero intercambio de productos y
servicios en características competitivas. Los análisis previos a la firma del referido tratado
evidenciaban condiciones diferentes en áreas del mismo, en particular con las organizaciones
de manufactura debido a los niveles de competitividad que presentaban, lo que demandó
implementar programas institucionales de apoyo y seguimiento desde el gobierno para
asegurar un desarrollo con enfoques de mejora continua implementada en todos los aspectos
de la organización y acotada a los tiempos que el Tratado definió para la integración de las
diferentes áreas industriales y de servicio. En los últimos años se suma a las condiciones
analizadas el concepto de Globalización el cual es entendido como la tendencia de los
mercados (Cantú, H. 2000) y de las empresas a extenderse, alcanzando una dimensión
mundial que sobrepasa las fronteras nacionales, situación que se identifica de manera puntual
con la aparición de organizaciones de características multinacionales como consecuencia
principal de una apertura política después de la caída y colapso de los regímenes comunistas
que permiten con ello negociaciones y relaciones económicas con menores restricciones y sin
la marcada polarización de los anteriores bloques económicos capitalistas y socialistas.
Organismos creados en años posteriores y de corriente capitalista consideraban la importancia
de homologar y estandarizar las actividades que económicamente los interrelacionaban, como
el caso de la Organización para la Cooperación y el Desarrollo Económico (OCDE). Bajo
dicho entorno las condiciones del cambio mundial se desarrollaron emigrando de acciones
proteccionistas de tipo comercial que imperaban anteriormente a una liberación de tintes
internacionales permitiendo que las firmas comerciales ampliaran su panorama de crecimiento
y consideraran nuevos mercados anteriormente impensables para su competencia. Lo anterior
explica el nuevo escenario en el que se enfrentan las organizaciones de manufactura ya que al
generalizarse con aplicaciones y consumos de manera mundial, la evaluación del
comportamiento y desempeño en los resultados que arrojan, quedan expuestos a un sin
número de variables que se evalúan buscando la manera de poder apoyar una relación
económica que satisfaga de manera concreta las expectativas de los involucrados en todo el

3
proceso de negociación y consumo final. Las economías emergentes bajo el entorno actual
han permitido que sean desarrollados esquemas económicos orientados principalmente al
mayor y mejor aprovechamiento de los recursos existentes, bajo la premisa que el nivel de
desarrollo de los líderes económicos representan a organizaciones con infraestructura sólida
que les da la ventaja de posicionamiento. Los países asiáticos representados
emblemáticamente por culturas laborales como la de Japón (Deming W. Edwards, 1989) han
logrado cambios profundos en la manera como se desenvuelven económicamente, sustentados
en una capacidad asombrosa de su industria de transformación y sobre todo en el tiempo en
que han desarrollado y fortalecido sus organizaciones de manufactura, las cuales en la
actualidad representan la referencia obligada de desempeño y nivel de satisfacción lograda en
cada etapa de sus procesos. Es por ello, que ante el llamado actual de un entorno de cambios
rápidos y un desempeño con la máxima eficiencia, las organizaciones que participan en los
procesos productivos de cualquier nación, deben de estar actualizados en los procesos y
tecnologías que les permitan posicionarse con un nivel de alta competencia en relación a la
mejor oferta que pueda ser planteada desde el mas lejano competidor en el mundo.
El presente estudio plantea de que manera se puede establecer acciones encaminadas a
colocarse en el ámbito de competitividad enunciado sin tener que cambiar radicalmente el
proceso existente, sino con la aplicación metodológica de técnicas como el Kaizen que bajo
ciclos de mejora posicionen a la organización en lo general con ventaja, en lo referente a la
generación y utilización de energéticos para sus procesos productivos. La metodología Kaizen
se fundamenta en una percepción multidisciplinaria que permite la atención y corrección de
condiciones que reflejen mejoras medibles en el corto plazo en áreas críticas de producción
como lo es una planta termoeléctrica de una fábrica de cerveza en la ciudad de Orizaba, lo que
a su vez proporciona una fortaleza en un proceso de superación continua de las áreas de
oportunidad detectadas en relación con la velocidad con que son atendidas, aplicando los
recursos para su mejora y máximo aprovechamiento de los mismos.

4
II. FUNDAMENTACIÓN
II.1 Marco teórico
Los trabajos desarrollados por Juran y Deming han marcado las fases previas de
desarrollos con enfoque de mejora continua, éstas fases después de asimilarse por la clase
industrial del Japón, tuvieron aplicación exitosa (Deming W. 1989) la cual conocemos por su
obra y resultados en las organizaciones que a nivel mundial las implementaron. Para el caso
de Masaaki Imai se percibe una formación similar desde sus experiencias en América en los
años 50´s cuando trabajó en el Japanese Productivity Center promoviendo a personal japonés
involucrado en las actividades industriales y logrando con ello inspirar acciones definidas
para la trasformación de la cultura laboral en su país natal, a través de la observación de una
gran cantidad de organizaciones en los diferentes aspectos de comportamiento, esto significó
una gran cantidad de conocimiento y expertiz de las prácticas exitosas que realizan cada
compañía en su área de fortaleza, así como la manera de estructurar acciones para replicarlas
con los ejecutivos en entrenamiento que formaba para hacer de su firma de asesoría y
consultoría una de las más reconocidas en la década de los 80´s.
Amalgamar durante más de 20 años los conocimientos de los sistemas de producción y de
trabajo de las empresas japonesas que pudieron resurgir en la segunda mitad del siglo XX con
las condiciones tan restringidas que se vivían en el Japón (Imai, 1986), representó una
posición privilegiada para analizar y entender cuales habían sido las claves de desarrollo con
las que el modelo japonés de gestión había podido cambiar la condición de manera tan radical
en cuestión a las expectativas que el mundo percibía. El enfoque de Masaaki Imai ubicaba
más que todo un conjunto general y estructurado de gestión, una filosofía de acción muy
natural en el entendido que la atención se centraba en actuar de manera rápida enfocado a
corregir y mejorar cada área que identificaba como oportunidad para establecer mejoras, por
pequeñas que éstas fueran ó por lo poco relevante que pudiera parecer. Es así como se

5
identifica el conocimiento definido como Kaizen en el año de 1986 dándole un sentido
particular de la mejora continua a través de gestionar con este sistema acciones que
incrementen los beneficios para la organización que pretenden obtener en los círculos de
desempeño excelente en cada sector productivo en el que se desarrolla. Con la presentación ya
más generalizada de los medios de comunicación en aspectos de literatura técnica en el
mundo de la administración, rápidamente esta información permite ubicar al Kaizen y su
autor en posiciones de referencia obligada en temas de mejora continua, destacando Masaaki
Imai como un gurú más en los temas de gestión empresarial. Los trabajos desarrollados en la
cada vez más creciente cartera de asesorados por esta metodología le permite desarrollar a
partir de su ingreso al catálogo de consultores de alta eficacia en temas de productividad más
publicaciones y enfoques de aplicación como el Gemba (Imai, 1997) para utilizarlo en el
campo de aplicación, lo cual detona una serie de inquietudes dentro de sus seguidores en el
sentido de aplicaciones cada vez más elementales y rápidas para alcanzar resultados
insospechados y documentados en varias partes del mundo y que se convierte en referencia
obligada y contemporánea para la época de presentación en el año de 1997. Tanto del lado
americano formador de estrategas de la reconstrucción del Japón como del lado asiático y de
una Europa expectante y participativa con sus esquema de manufactura en constante cambio,
la filosofía Kaizen fue tomando perfil de aplicación en cada vez mayor número de
empresarios que inquietos y altamente competitivos estaban ávidos de aplicar metodologías
que los fortaleciera en el ambiente de alta competitividad donde cada vez se veían
involucrados.
A diferencia de los anteriores gurús de la calidad Masaaki Imai es reconocido con menor
tiempo de participación en el ámbito empresarial de su propio país y en general del grupo
asiático, por lo que varias revistas especializadas han retomado el trabajo de desarrollo de esta
filosofía para traducirlo de manera práctica en cada una de las posibles aplicaciones a niveles
de pequeñas empresas buscando que la generalización en ambientes como el nuestro de
Pequeñas y Medianas Empresas (PYMEs) pueda ser difundido y aplicado, aunque cabe
destacar que la palabra Kaizen es una metodología con registro de autor, y su aplicación en
grandes corporaciones tiene intervención directa con su creador a través de instituciones
creadas para el fin de capacitar y adiestrar en el manejo de campo de la metodología, de tal

6
forma que sus conceptos y herramientas se vean como un sistema total que se integre a las
estrategias empresariales ya existentes, de ahí se reconoce en términos de KMS (Kaizen
Management Systems) el cuál considera desde el análisis de procesos, detección de áreas de
oportunidad ó deficiencias y estandariza nuevos procedimientos para incrementar los balances
económicos, por lo que la productividad se ve beneficiada sin detrimentos de la calidad de los
productos, al contrario la calidad se eleva a consecuencia de los ciclos de mejora a los que se
haya sometido el proceso a analizar, el término expresado por (Imai 1993, p. 121) declara en
su sentencia: “hoy mejor que ayer y mañana mejor que hoy” lo cual permite entender que el
compromiso de mejora no termina una vez que se han establecido las estrategias del Kaizen
para definir y trabajar de manera ciclada en cada una de las áreas a desarrollar, por lo que
también es importante entender que la metodología es parte de la filosofía de aplicación, la
cual se convierte en una disciplina de acción continua estructurada desde la gerencia en donde
se estable que actividad y de que manera se soportará para definir y activar las acciones en los
equipos de trabajo designados para el desarrollo de eventos Kaizen en la compañía y sobre
todo de que manera se planearan los recursos que dispondrán para poder ejercer acciones con
plena libertad responsable de acción buscando la mejora.
Acompañando al Kaizen encontramos el Gemba, el cual establece dentro de los análisis de
proceso la importancia de tener prioridad en conocer de cerca el lugar de trabajo, que es lo
que sucede y de que manera se están viviendo los impactos de la buena y mala calidad en
función a los retrabados y desperdicios que se generan, situación contrastante con estilos
occidentales de administración, en donde el peso de las decisiones se basa en informes
escritos, sin necesariamente haber experimentado lo que sucedía directamente en el piso de
fabricación y, que por el contrario, bajo el Gemba la estructura de organización en la
metodología de estudio considera visitas constantes y evaluaciones preferentemente en el
campo directo de la acción, es decir, palpar y sentir la reacción de los procesos en el día a día.
Conceptualmente la anterior disciplina de trabajo permite a los administradores no perder el
piso de ubicación y sensibilidad de lo que realmente está ocurriendo dentro de los muros de su
organización y es quizá una aportación relevante, ya que en muchas de la experiencias de
administración efectiva el conocimiento de la realidad ha representado la diferencia del éxito

7
ó fracaso, y cuando es evaluado en retrospectiva, la situación se define como una falta de
congruencia a lo que se estaba reportando con lo que en realidad estaba sucediendo.
En referencia a los trabajos inspiradores de Deming cuando planteaba que la gerencia
norteamericana existente a la mitad del siglo XX requería una reforma para poder tener
esquemas como las mencionadas posteriormente por Imai, ya que soportaba su experiencia en
el conocimiento de la estadística, logrando con ello averiguar las fuentes de mejoras, las
fuentes de problemas, ya de esa manera se comprende que el cambio es absolutamente
necesario para implementarse en los procesos industriales. Su postulación constante en el
sentido de mejora hacia la calidad pronosticaba efectos muy claros como costos en franco
descenso, lo cual formaba una de las principales lecciones que aprendieron los japoneses y
que la gerencia norteamericana ni siquiera conocía. En cambio la administración
norteamericana tenía mayor atención hacia las finanzas y en la contabilidad creativa, pero
ignoraban los aspectos esenciales del mejoramiento.
Una continua reducción de errores y un continuo mejoramiento de la calidad significa costos
cada vez más bajos, menos reproceso en la fabricación (Dailey, 2005), menos desperdicio de
materiales, de tiempo de equipos, de herramientas y de esfuerzo humano. Su pensamiento
abarcaba desde entender la secuencia para colocar el producto en el mercado y saber como
venderlo, aspecto fundamental que se asegura mantener a la compañía en el negocio, logrando
a su vez un crecimiento proporcionando mayor empleo. El tema del desempleo fue parte de su
análisis, por lo que sostenía que el desempleo no es inevitable, es creado por el hombre, por la
gerencia obedeciendo a situaciones que son creadas en ambientes donde la competitividad
proporciona una plataforma con mayor solidez. Se destaca el concepto referido en el Japón
cuando algún negocio decrece, la gerencia evita el recorte del personal lo que se conoce como
"constancia de propósito" provocando con ello una reacción en cadena favorablemente,
replanteando sus conceptos, enfocando las metas basadas en calidad siempre que se entienda
clara y prácticamente; pero si no se sabe que hacer al respecto, es una palabra vacía. Gran
parte de lo que propuso Deming tenía que ver con los análisis de lo que está mal, planteando
las ideas de mejora en lo que al parecer son estupendas ideas, pero que producen el efecto
totalmente opuesto al que se pretendía lograr. Para que se mejore la calidad hay que analizar
los materiales que entran, todas las variables que se involucran, los métodos que se emplean

8
con el objetivo de mejorar los materiales, entrando a un ciclo de superación de resultados, esto
lleva a una participación decidida de los proveedores para cumplir con la calidad ya que de lo
contrario no se podrán obtener los resultados deseados.
El trabajo de H. James Harrington cuya vigencia y relativa fase contemporánea lo ubican
como un entusiasta promotor en la elevación estandarizada de la calidad sobre todo bajo
ambientes globalizados, sus contribuciones a los análisis y propuestas metodológicas han sido
reconocidas en diferentes foros como en la Organización Asia-Pacífico para la Calidad, así
como también se ha propuesto una medalla en su honor por la Organización de Quebec para
la Calidad, siendo particular su desarrollo en el Movimiento Canadiense para la Calidad. En
Asia es considerado como miembro honorario de la Real Academia China para la Calidad y
reconocido en Singapur en el año de 1990, en el año de 1996 recibió después de su
participación la medalla de oro del Instituto de Desarrollo Lancaster.
II.2 Revisión de antecedentes
Las organizaciones de manufactura en nuestro país se están adecuando y continúan en
el proceso de mejora ya que la clave de su existencia radica en el establecimiento de los
límites mínimos requeridos para no salir del mercado (Cantú, H., 2000), muchas de las
organizaciones trabajan fuertemente en la búsqueda del posicionamiento privilegiado que le
puede dar el crecimiento, resultado de una mayor demanda de sus productos, ya no solo a
nivel nacional sino mundial, estableciendo con ello las medidas pertinentes requeridas para
que los procesos y sistemas de su organización alcancen el alto rendimiento y mantengan el
nivel de logro alcanzado bajo condiciones de crecimiento, esto representa un círculo virtuoso
al que muchas organizaciones de manufactura nacional visualizan como un futuro a corto
plazo. La gran realidad es que nacionalmente se busca dicho posicionamiento porque las
demás economías desarrollan actividades en el mismo sentido, es por ello que se identifican
cuales serán las actividades claves que las organizaciones necesitan para alcanzar los logros
referidos, y ante ello, la palabra que predomina es calidad y mejora continua.

9
La mejora continua es el círculo virtuoso (Crosby Philip, 1980) en donde las organizaciones
pretenden ubicarse para establecer rutinas de aplicación en los diferentes procesos, sujetos de
análisis para el establecimiento de nuevas medidas que impacten favorablemente sus
indicadores de desempeño. Bajo el contexto de una variedad de metodologías japonesas
implementadas con éxito para la mejora se presenta el Kaizen que se traduce textualmente
como cambio para bien y en donde se ven involucrados todos los que participan en la
organización, entendiéndose como las diferentes áreas para la formación de equipos de trabajo
orientados a la mejora continua rápida bajo un enfoque de innovación y creatividad que
capitalice las habilidades de los participantes del Kaizen para la identificación y atención de
las diferentes áreas de oportunidad que se detectan, considerando para ello una plataforma de
análisis concreto pero integral de todas las actividades derivadas del área de estudio. Como
metodología probada en el desempeño de indicadores, los kaizenes implementados (Mauricio
Lefcovich, 2007) permiten asegurar que toda la atención puede ser enfocada por los
integrantes del equipo designados en un período de una semana, de tal forma que su atención
profesional se centra específicamente en el planteamiento del área de oportunidad, la
documentación que sustenta dicho análisis, las implementaciones que son llevadas a efecto
bajo las hipótesis emitidas para la corrección o mejora, dando como resultado evidencias
medibles y cuantificables tanto en lo directamente planteado como en todo aquello revisado,
producto de la evaluación del equipo de trabajo.
Los niveles de competitividad actual entre las organizaciones de manufactura como lo es la
fábrica de cerveza en la ciudad de Orizaba, participan de la competencia de clase mundial por
su referencia globalizada, por lo que requieren de todas aquellas metodologías que permitan
establecer la ruta continua y ascendente en busca de la satisfacción permanente de sus
clientes, es por ello que la metodología Kaizen se presenta como una más de las actividades
contemporáneas exitosas que le permitirán una vez implementadas, propiciar resultados en los
indicadores que son dictados como estratégicos para que se pueda obtener el éxito y sobre
todo, para poder mantenerse en el nivel de competitividad deseado, producto de ciclar
continuamente las acciones de mejora implementadas en áreas que representan los energéticos
e insumos de primer orden para su proceso de manufactura.
10
No se puede hablar de Kaizen sin considerar la referencia exitosa que ha representado esta
aplicación para la ensambladora Toyota de autos a nivel mundial y en particular en su planta
de Nagoya Japón, en donde su forma de trabajo con excelencia le ha permitido alcanzar un
nivel de efectividad en la fabricación de autos, lo que la posiciona en el primer lugar en ventas
desde el año 2006, esto ha sido producto de un trabajo integrado por varias directrices, de las
cuales la aplicación del Kaizen ha fortalecido en todas sus áreas la mejora continua, tal como
lo reza su slogan “Yoi Kangae,yoi shina!” Imai (1988 p. 165) que traduce, “buen
pensamiento da buenos productos” el cual ondea en las afueras de su planta de Takaota. Lo
anterior se respalda con la modernidad y eficiencia con la que se desempeñan más de 30
plantas que se encuentran instaladas en el mundo y en las cuales la obsesión por la mejora, así
como el empleo metodológico de las herramientas de calidad los ha llevado a posicionarse
con un volumen de ventas de 146 billones de dólares anuales, cifra representativa del esfuerzo
y tenacidad del pensamiento japonés por la excelencia de satisfacción a sus clientes. La
manera como los Kaizenes han colaborado con los logros de la organización se ven reflejados
tal como lo citan sus directivos y el caso particular de su director Hang (1999,p.28), en donde
refiere “Primero tratamos de encontrar desperdicios evidentes en las aplicaciones iniciales,
pero conforme avanzan las propuestas son mejores”, lo que los puede llevar a reducir costos
una vez aplicado de hasta un 30% con el efecto de mejora ciclada en el aprovechamiento de
partes de ensamble para modelos nuevos. Los ejemplos de aplicación se replican en sus demás
plantas, esto permite mejoras implementadas en el sitio y con posibilidad de que las demás
ensambladoras lo implementen, como sucedió en la planta de Georgetown donde un grupo de
análisis de Kaizen redefinió la estrategia de ensamble de instalación del radiador en el motor
de uno de sus vehículos de armado, de tal forma que lo retrasó varias etapas hacia el final
logrando con ello poder mejorar las maniobras de armado de dicha zona, Bremner (2003, p.
115-122), menciona “dando como resultado un mejor aprovechamiento del tiempo, recurso
muy escaso cuando se pretende ensamblar una unidad en tan solo 20 horas”. Sin duda que la
referencia que antecede a este trabajo fundamenta la referencia de Toyota como una ubicación
de aplicación y consistencia en resultados destacables en la industria automotriz, sobre todo
en la que los resultados se han venido generando de manera continua hasta posicionarlo en la
actualidad donde se encuentra y su clave de éxito ha estado ligada a la manera como

11
desarrolla metodologías de mejora continua sin cambios radicales, empleando el Kaizen en
varias de sus funciones que requieren mejora.
Los trabajos realizados por la organización Komatsu fabricante de equipo neumático e
hidráulico presenta aportaciones de las ventajas obtenidas en la aplicación consistente de la
metodología, tanto de la manera como el personal de planta o fabricación, los que han
participado directa y comprometida en la utilización de cuadros de acción producto del
análisis Kaizen en las diferentes áreas. Como referencia podemos destacar los resultados en
seguridad de personal de planta en el área de embalaje para distribución, donde después de
aplicar un Kaizen lograron reducir drásticamente los niveles de accidentabilidad por medio de
ubicar las causas raíz y de implementar de manera raída y sencilla acciones como el cambio
de sentido de circulación y la iluminación empleada en las naves de almacenaje así como de
los equipo de transportación, abatiendo con ello el nivel hasta un 13 % menos de los
resultados obtenidos, así como acompañado por resultados en otras áreas que el Kaizen sacó a
la luz y en donde también se trabajó fuertemente para lograr impactos no tan solo
cuantitativos, sino cualitativos, como la mejora en la ergonomía del equipo de trasporte que
utilizan para el movimiento de productos dentro de sus áreas de almacenaje, destacable es
también mencionar la manera como los resultados son presentados en estos eventos por el
personal operativo el cual bajo agenda y estructura reportan a los directivos de la compañía,
normalmente enunciados como patrocinadores cada una de las condiciones detectadas y la
manera como se atendieron las mejoras, mostrando que los recursos empleados en muchos de
los casos se pagaron de una manera inmediata por los resultados (Kaizen Collage TPM 2007)
y pruebas efectuadas en el campo. Organizaciones como Komatsu encuentra que cada día que
utilizan la cultura de mejora del Kaizen pueden desarrollar tantas mejoras para cada uno de
sus procesos, como la posibilidad de que sus colaboradores se realicen con la satisfacción de
participar directamente en la mejora de lo que día a día ven en sus procesos.
La organización de manufactura de neumáticos Bridgestone/Firestone también se ha
beneficiado con los resultados empleados en sus plantas en Europa, ya que de sus seis plantas,
tres de ellas se encuentran en España: una en Burgos, una en Puente San Miguel y la tercera
en Bilbao y han sido referenciadas para la aplicación de Kaizenes en los procesos de
manufactura logrando abatir una gran cantidad de los desperdicios, sobre todo aquellos

12
imperceptibles u ocultos por los mayores que originalmente se habían corregido. Con mucha
de la experiencia en la década de los 90´s su planta instalada en Poznan, Polonia, en
colaboración con Stomyl, un fabricante local logró implementar previos de aprendizaje,
producto de la implementación de mejoras lo representó un ahorro en la curva de puesta en
operación de nuevos proceso de los cuales la experiencia de las demás plantas se capitalizaba
a través de los Kaizenes desarrollados. Los productos fabricados en las distintas plantas
abarcan desde neumáticos para turismos y vehículos comerciales, hasta neumáticos para
camiones/autobuses, vehículos agrícolas y máquinas todo terreno en las cuales cada línea de
producción se ha sometido al escrutinio interno del Kaizen para lograr desempeños exitosos
en los procesos de producción y sobre todo, han desarrollado para ello los procesos de
reciclaje con mejoras para el aprovechamiento responsable evitando con ello contaminantes
en el ambiente tan monitoreados como se realiza en Europa.
También destacamos los trabajos realizados por la Cervecería Cuauhtémoc-Moctezuma en las
cinco plantas cerveceras a nivel nacional donde se han desarrollado eventos Kaizen, sus
logros han evidenciado mejoras sustanciales en diferentes aspectos de los procesos
(Fernández L. 2004), podemos referir la reducción en consumo de hermetapas en función a
las acciones implementadas en la planta de Guadalajara, adonde sus resultados se consideran
como benchmark (mejor referencia) a nivel plantas del corporativo, y los resultados obtenidos
fueron de ciclos propuestos del Kaizen, en los que la meta inicial fue superada por gran
diferencia cuando se obtuvieron ideas sencillas de mejora implementadas directamente en los
equipos de producción, que al ser aplicadas y ajustadas, lograron la ventaja de
aprovechamiento en uno de los insumos fundamentales para el proceso de envasado de la
cerveza. De la misma manera se ubican avances en técnicas particulares cerveceras, donde la
implementación de cambios rápidos para mejorar ha permitido que muchos de los equipos y
procesos de relativa y reciente instalación como lo son los trabajos realizados en la planta de
Navojoa puedan alcanzar niveles de desempeño de hasta un 35% mayor en su primer año de
instalación, a pesar que los fabricantes de los equipos obtienen mejoras por abajo. Con lo
anterior se puede dimensionar el impacto que un Kaizen logra en los procesos cuando los
integrantes de los equipos de trabajo toman el compromiso declarado en la sesión de inicio
para invitar al Kaizen y en la forma como pueden involucrarse de manera directa hasta lograr

13
lo que en condiciones de arranque de equipos los diseñadores y fabricantes no logran con la
misma prontitud como se da en la planta referida.
No solamente los trabajos de aplicación de Kaizen se han enfocado a procesos productivos,
también se ha desarrollado en actividades directas donde el recurso humano es el insumo de
análisis y mejora como tema central de aplicación, tal es la referencia de los trabajos en
accidentabilidad logrados en la planta de Monterrey donde se han minimizado los accidentes,
así como el impacto con el que daña a los afectados y por consecuencia los resultados de la
gestión de seguridad industrial que toda organización pretende obtener. Los alcances de esta
metodología pueden ser aplicables en diferentes ámbitos y condiciones, la correcta aplicación
definirá el nivel de éxito alcanzado, es lo que define las áreas que lo han aplicado, pero a
pesar de un marginal resultado, el objetivo de mejora se ha logrado ya que lo existente ha sido
transformado para una mejora, por lo que en el siguiente ciclo el alcance es mayor, lo
relevante es no dejar que los resultados iniciales no favorables bajen el ánimo de los
patrocinadores ni de los integrantes, ya que también la metodología contempla espacios
dentro del termino rápido, con lo que evaluaciones mediatas deben de considerarse tal como
lo difundieron los llamados periódicos Kaizen a 30,60 y 90 días, los cuales presentan avances
y tendencias muy importantes en el seguimiento de los responsables de las áreas aplicadas, ya
que como se tienen fecha de cierre del evento, será el momento de la verdad en el impacto y
tendencia fortalecida obtenida con cada uno de los medidores o semáforos declarados para la
evaluación final. El conocimiento adquirido en el ámbito de aplicación no solo se queda en las
plantas que lo desarrollaron, por lo que como parte de su difusión, el equipo se da a la tarea
de invitar y difundir dentro del corporativo las aplicaciones similares que pueden ser
realizadas con lo que el conocimiento o la experiencia obtenida se replica a un costo de
oportunidad efectivo con la adecuación o definición de acciones que homologuen condiciones
del entorno de aplicación inicial.

14
II.3 Delimitación del problema
El desempeño de los procesos productivos está sometido día a día a una evaluación
rigurosa de su efectividad, tratándose de procesos que involucran energéticos, la medición de
sus indicadores representan un constante reto para alcanzar el máximo rendimiento, por lo que
se requiere implementar metodologías de mejora como el Kaizen para asegurar un proceso
referenciado a clase mundial logrando con ello ubicar una posición en los llamados procesos
de apoyo en las organizaciones de manufactura que aseguren condiciones competitivas con
respecto a los ofertantes alternativos de los mismos servicios. En el entendido que una
organización de manufactura como es la Cervecería Cuauhtémoc-Moctezuma considera
dentro de sus procesos los llamados clave, tal como lo menciona José Antonio Fernández
Director de CCM (2004) referidos a la esencia del negocio como lo es directamente la
producción de cerveza, envasado y distribución, la generación de vapor y energía eléctrica son
considerados como procesos de apoyo por lo que actualmente no ha sido implementada la
metodología del Kaizen en las actividades que se realizan en la planta termoeléctrica,
situación que ha marginado el proceso simultáneo que se presenta con el resto de las áreas que
han desarrollado las etapas iniciales de aplicación de dicha metodología, por lo que la planta
termoeléctrica ha sido sometida a un proceso integral de validación en la madurez de la
cultura laboral que se presenta a nivel Cervecería.
El corporativo que agrupa a las Cervecerías Cuauhtémoc-Moctezuma a nivel nacional es
Fomento Económico Mexicano Sociedad Anónima (FEMSA) para el cual la Cervecería de
Orizaba Veracruz difiere de las del resto de las 5 plantas ya que es la única que cuenta con
una planta propia de generación de vapor y de energía eléctrica, condición que le impide ser
referenciada como área con respecto a alguna otra planta, por lo que su comparación es en
función a otras empresas que ofertan principalmente la generación de vapor, argumento
importante para incluir la referida área de estudio en los programas de mejora continua para
mantenerla al nivel competitivo de referencia mundial, siendo sus indicadores estratégicos
propuestos para la mejora de los índices de consumo de vapor, y los índices de consumo de
electricidad los que elementalmente presentan áreas de oportunidad que pretenden ser
atendidos con la metodología Kaizen.

15
Los tres indicadores operativos para el desempeño en la termoeléctrica de la Cervecería
Cuauhtémoc-Moctezuma están relacionados a la producción de energía eléctrica en función a
la cantidad de hectolitros de cerveza producidos y entregados al almacén de producto
terminado, partiendo de lo anterior, los otros dos indicadores son de combustible empleado
para la producción del vapor y el definido como base que es la cantidad de vapor generado y
suministrado a la planta para los procesos de producción. Resultado esencial en la mejora del
desempeño se consideran las condicionantes involucradas en cada una de las secuencias de
producción y que pueden ser derivadas directamente de la planta termoeléctrica, ó
influenciadas por condicionantes externas relacionadas con la interconexión que se tiene con
los proveedores de soporte del sistema eléctrico como es el caso de Comisión Federal de
Electricidad (CFE). A partir de ello se considera que debido a la estructuración de insumos de
producción para el caso de los energéticos y basado en la característica de existencia de las
instalaciones y permisos de funcionamiento existentes, el nivel de competitividad queda
establecido con los parámetros específicos que hacen particular el desempeño de la planta, por
lo que Gutiérrez (2004, p. 64), refiere que: “El problema se presenta al momento de someter a
condiciones de comparación con los consumos y relaciones de productividad” por lo que la
actualización tecnológica en mejoras de diseño para los elementos que participan en el
proceso pueden permitir diferencias de resultados directos en una evaluación definida
solamente como datos de operación, sin la consideración de las inversiones necesarias para
solventar sus requerimientos en la proveeduría de fluídos para el proceso que actualmente se
suministra en las instalaciones existentes.
La situación anterior encuadra con las condiciones particulares que se han presentado en los
eventos de mejora y en los casos de inversión mayor para la sustitución de las instalaciones
actuales, lo que ha condicionado en parte la presentación de resultados diferentes para la
evaluación de un desempeño evaluado desde el corporativo. No solamente definimos el
problema en el aspecto tecnológico, sino también consideramos las operaciones que son
sometidas a la mejora y que de manera integrada pueden ser atendidas y planteadas en la
obtención de resultados mejores con la aplicación de eventos Kaizen, los cuales en la
actualidad no son considerados directamente involucrados por las razones de definición de
estrategias sobre procesos homologados y claves particularmente para la elaboración de

16
nuestro producto final que es la cerveza y el refresco. Dentro de la formación en la cultura
organizacional de la Cervecería Cuauhtémoc-Moctezuma no existe un desapego general en
los procesos de desarrollo integral en cada área práctica de aplicación, por lo que la
implementación de metodologías propuestas en ésta investigación, tal como lo expresó Jorge
Luis Ramos (2007, p. 13), mismo que declara que es de suma importancia para la
organización acciones que “Contribuyan a la mejora en los aspectos de desarrollo de los
sistemas integrales bajo los cuales vive la organización” y con los que se puede tener un
alcance de aplicación aún mayor como parte del proceso de expansión considerando áreas en
las actualmente no se está aplicando la metodología Kaizen.
En la problemática analizada también consideramos las situación particular con la que se vive
en el manejo de los combustibles y las reglamentaciones energéticas actuales en México
donde encontramos enconos diferentes al entorno internacional, por la manera de establecer la
política de subsidios tanto para la energía eléctrica, la fijación de los precios de los
combustibles, lo que es de importancia recalcar, ya que debido a la definición del precio de
Kilowatt-hora (Kwh.) como unidad de consumo eléctrico, el cuál tiene en el presente año un
subsidio del orden de 35% lo que lo hace sumamente atractivo para los industriales en
comparación al costo que resultaría producirlo por medios propios, lo que descarta como
posibilidad de inversión directa y capitalizable en el mediano plazo, ya que la inversión para
la instalación de una planta de generación eléctrica por medio de vapor en el caso
comparativo al del presente estudio presentaría argumentes débiles en comparación a
sencillamente adquirirlo subsidiado de la Comisión Federal de Electricidad a un precio por
debajo de su costo, y sobre todo con las condiciones económicas de competencia favorable
para los resultados de la organización. Indudablemente que a lo anterior se sumaría la
cantidad de trámites y requerimientos legales y ambientales que se tendrían que cumplir para
lograr tener la autorización de funcionamiento sobre todo en entornos urbanos como el caso
particular de la mayoría de las Cervecerías del grupo FEMSA, es por ello que el problema
queda sujeto como parte de un comparativo directo a instalaciones existentes que de manera
previa fueron considerados y en la actualidad se tienen operando, lo que se suma en
comentario para nuestro caso con una operación de la planta termoeléctrica que data desde

17
1957 con dos de sus calderas existentes y posteriormente como resultado de la expansión de
dos calderas más en el año 1978.
El manejo de combustibles también se ve sujeto a condiciones especiales sobre todo en lo
referente a suministro y precio fijado para su adquisición, ya que a nivel nacional solo
contamos con un proveedor que es Petróleos Mexicanos (PEMEX). En el caso de estudio se
consume gas natural, el cual es suministrado hasta la planta por medio de ductos instalados
subterráneamente, mismos que proporcionan el único medio directo para la operación total de
la planta, sin tener posibilidades de alternar con algún competidor. Con ello es de entenderse
que en la fijación de precios por el monopolio de PEMEX existente, impide la negociación ó
definición de condiciones requeridas por planta, si no más bien la adecuación de los procesos
al insumo proporcionado por la paraestatal, de tal forma que la problemática se centra en
entender una condición desfavorable al tratar de establecer parámetros comparativos con
termoeléctricas del resto del mundo, ya que dependiendo de las políticas de estado aplicadas
en el momento de la evaluación, podrán ser los resultados obtenidos, como es el caso previo a
las acciones conducentes a una reforma energética en las que se pretende establecer acciones
integrales encaminadas a proporcionar una serie de condiciones competitivas en los procesos
propios de PEMEX que se reflejen en fortalezas propias para los clientes como nosotros y en
las cuales podamos asegurar inversiones futuras que podrán ser rentables, y sobre todo
condiciones en las que el futuro de suministro de energéticos no se vea comprometido.
En la cadena de existencia propia de la termoeléctrica queda definido como elemento de
inicio el combustible y el agua con la que se podrá generar el vapor, así como las
instalaciones necesarias para convertirla posteriormente en energía eléctrica para el consumo
de la cervecería, es por ello que la situación problema que se plantea tiene un fondo mayor
cuando se traslada a cuestionamientos futuros y acciones radicales para la obtención del
mismo fin, es por ello que entender la propuesta de mejora de indicadores, presenta en el caso
fundamental el sustento propio para la existencia de la tecnología empleada en la actualidad
para la ejecución de las actividades de generación de vapor y electricidad, pero realza la
importancia de privilegiar un uso efectivo de la metodología Kaizen para llevar a efecto
mejoras integrales de manera efectiva, de tal forma que el presente trabajo responde a la
pregunta planteada como; ¿La metodología Kaizen permitirá mantener vigente la

18
competitividad de la planta termoeléctrica en estudio, con respecto a sus indicadores
operativos comparada con la oferta externa al corporativo, de tal manera que se convierta en
una ventaja competitiva ?, situación que nos conduce a un planteamiento donde la utilización
de metodologías en las que se trabaja de manera directa basada en tecnología y con la
intervención de los colaboradores de la organización, nos permitirán presentar resultado del
máximo aprovechamiento de los recursos existentes, lo cual puede representar para el
desempeño una ventaja real, aún a pesar de las condiciones de mercado en lo referente a
compra de energía eléctrica, es decir, que la propuesta de la presente investigación busca
directamente mostrar las áreas de oportunidad que puedan ser atendidas de manera directa y
sin consideraciones de mayor inversión, ya que, solo la adecuación de los equipo e
instalaciones con las que se cuenta y sobre todo llevando el manejo adecuado de los recursos
por el equipo humano de trabajo y basados en la implementación de una metodología como la
presentada, pueden detonar en ideas que puestas en acción lograrán establecer rutas de
mejora continua reflejadas en el correcto aprovechamiento de los combustibles y medios de
calefacción.
No por considerarlo en una categoría menor a continuación se describe la problemática que
acompaña la situación de análisis del presente trabajo y que tiene que ver de manera directa
con la responsabilidad en el cuidado del medio ambiente, ya que debido a las condiciones que
año con año se están dando como resultado de la utilización de combustibles fósiles, las
emanaciones de dióxido de carbono a la atmósfera, y la forma como se define el periodo final
de utilización de éstos recursos energéticos, es claro que las actividades que se realicen en la
actualidad con el sentido responsable de aprovechamiento (Perdomo G. 2005), permitirán un
tránsito más adecuado para las siguientes generaciones con utilizaciones alternativas de
energéticos. Lo que al día de hoy representa un reto y debe considerase como una directriz
para que toda acción por mínima que sea permita asegurar un desempeño eficiente y
razonable de la utilización de energéticos. Con lo anterior, la Cervecería Cuauhtémoc-
Moctezuma, tiene el compromiso ambiental para aplicar todo lo que esté a su alcance como la
metodología propuesta de mejora rápida desarrollada en el Kaizen para contribuir a que los
indicadores de desempeño tengan las tendencias deseables y el índice de combustible se
pueda reducir al mínimo necesario para obtener los resultados esperados, así como la

19
utilización de cada unidad de energía eléctrica de tal forma que sea aprovechada al máximo
evitando con ello los desperdicios que se traducen desde el punto de vista ambiental en
contaminantes a nuestro medio ambiente.
Una vez planteado las áreas de oportunidad definidas en la termoeléctrica y que son
fundamentalmente el manejo de combustibles, la utilización del vapor como medio de
calefacción, la generación y utilización de la energía eléctrica como insumo base para las
operaciones de la cervecería, se establece que las acciones para la mejora serán todas aquellas
que se desprendan del análisis e implementación de tareas definidas con base en la medición
científica, para que los resultados esperados con cada una de las actividades representen una
mejora en los indicadores que asegure una tendencia de resultados favorables, en lo que se
refiere a la reducción del consumo de gas natural, reducción en el consumo de vapor para los
procesos de calefacción en la elaboración de cada etapa, la reducción del consumo de vapor
para la generación de la energía eléctrica, así como la reducción propia de la energía eléctrica
consumida en toda la planta como consecuencia de un máximo aprovechamiento de cada
Kilowatt empleado para alimentar a nuestros sistemas motrices.
II.4 Hipótesis
La aplicación de la metodología Kaizen impactará favorablemente en los resultados
medidos a través de los indicadores operativos de una termoeléctrica, definidos éstos como
variables de proceso causales de índices de consumo de combustible a utilizar, el cual es gas
natural, toneladas de vapor producidas y energía eléctrica generada medida en kilowatt-hora,
los tres en función al volumen generado en hectolitros de cerveza como producto principal de
la organización en la planta de manufactura ubicada en la ciudad de Orizaba.

20
I.3 Objetivos
El presente trabajo permitirá el desarrollo de metodologías comprobadas que
permitan la mejora de los resultados actuales en el área definida como planta termoeléctrica,
logrando con ello cambios de manera rápida y con inversiones menores alineados a
conceptos, principios y leyes, desarrollando procedimientos para aplicarlos en la actividad
humana (Monroe, 1962), de tal forma que la utilización mejore los resultados actuales, con lo
que definimos a continuación en:
I.3.1 Objetivo general
Implementar la metodología Kaizen para mejorar los indicadores operativos definidos como:
índice consumo de combustible, vapor y electricidad en la planta termoeléctrica de la Cervecería
Cuauhtémoc-Moctezuma de Orizaba, con lo que se atenderán objetivos particulares que se
desprenden del desarrollo del evento a realizar destacando principalmente los siguientes:
I.3.2 Objetivos particulares
1. Incrementar la productividad de la planta termoeléctrica definida por la reducción en sus
indicadores de: consumo combustible, vapor y electricidad, los cuales representaran ventajas
competitivas al contrastarlos con resultados de otras plantas en condiciones similares.
2. Elaborar boletines de mejora y lecciones de un solo punto en las áreas detectadas con
oportunidad, así como la retroalimentación necesaria para que sean una herramienta de
consulta y aplicación directa por el personal del área.
3. Sistematizar el manejo de anormalidades detectadas en la planta con el seguimiento
adecuado para su atención logrando que los balances finales evidencien niveles de
cumplimiento con tendencia a la mejora mensualmente.

21
4. Instrumentar hojas de operación estándar, homologando actividades identificadas como
críticas para el buen desempeño de las diferentes actividades que fueron evaluadas.
5. Establecer los controles visuales necesarios para que sean desarrollados como medidas de
aseguramiento en el cumplimiento de actividades rutinarias y de inspección por los
operadores.
6. Alcanzar resultados financieros que permitan evaluar en el corto plazo la efectividad de las
medidas implementadas y que muestren evidencia contundente de la mejora en el aspecto de
productividad.

22
III. METODOLOGÍA
III.1 Aspectos generales
El trabajo se desarrolló en el área definida como la planta Termoeléctrica en la
Cervecería Moctezuma en la ciudad de Orizaba en el período comprendido entre enero 2008 y
agosto 2009, siendo un estudio descriptivo por la manera como se observa el comportamiento
de las variables enunciadas, lo que permite plantear la hipótesis de mejora. En relación al
tiempo de ocurrencia de los hechos y registro de la información es prospectivo ya que al
desarrollar la metodología Kaizen la información se va registrando en la medida que el evento
plantea el período de ejecución y validación. La secuencia en la presentación de resultados
ubica al presente trabajo en un desarrollo longitudinal ya que se evalúan tres variables en el
período enunciado con anterioridad. También se desarrolló el estudio con una faceta
experimental ya que al implementar la presente metodología, se prevé el ensayo y verificación
como elemento esencial en el proceso de instrumentar las mejoras de los procesos.
Al aplicar la metodología Kaizen se plantea inicialmente la referencia de cómo se encontraba
antes de la realización de la misma, con lo que se recaba toda la evidencia posible tanto de
tipo cualitativo como cuantitativo en el período previo a su desarrollo, que para la presente
investigación consiste en datos desde enero 2008, así como de las acciones derivadas del
análisis realizado durante los eventos programados en el desarrollo del Kaizen. Se realizará
inducción previa a los participantes para homologar los conceptos de mejora continua, así
como la obtención de los recursos de disponibilidad de instalaciones para la realización de
actividades a corregir y adecuar, que se externen como soluciones resultado del avance en la
implementación, así como la estandarización de las operaciones en las que se involucre los
índices analizados.
La validación de resultados y los posteriores análisis se aplicarán tanto en el desarrollo de los
trabajos de implementación, así como de las acciones posteriores de seguimiento que se
requieran para dar la solidez de los resultados a mediano y largo plazo empleando para tal
23
efecto la difusión del periódico Kaizen permitiendo con ello la documentación necesaria para
evidenciar los niveles de resultado en el sentido prospectivo. Las condiciones propias
operativas sobre las que se experimentará para medir el impacto en los resultados quedarán
registradas con la magnitud y autorización de los patrocinadores del evento, los cuales
demandan de inicio el planteamiento simultáneo de todos los previos, así como el posterior
estudio longitudinal en tiempo de desarrollo del Kaizen definido, con lo que se expresa una
condición correlacionada específica y de impacto identificado para encontrar los elementos
sensibles y definidos de modificación para asegurar los resultados o las tendencias logradas.
También es importante considerar que el período de tiempo empleado para la captura de
información previa para el análisis se basa en casos particulares de demanda mayor ó en
efectos específicos estacionales que representan condiciones importantes para tomar en cuenta
al momento de plantear una mejora, como en el caso de expresar las condiciones que se
pretenden mejorar en los indicadores de consumo de combustible por situaciones de clima en
el medio ambiente, al igual que se tomaron las acciones que se derivaron del desarrollo propio
del Kaizen, en donde los participantes con la visión de apertura a todas las variantes,
consideraron la revisión de información particular y detallada de la manera como se obtuvo la
misma, así como de las condiciones complementarias en las que se dieron los resultados. La
consideración de los meses previos permitió agrupar datos que con el tratamiento estadístico
empleado sirvieron para la identificación de su tendencia central y nivel de variabilidad,
posterior al desarrollo y como parte de su implementación los siguientes datos para analizar se
tuvieron que observar de manera semanal durante el periodo de tres meses para someterlos al
mismo tratamiento estadístico de análisis.
La metodología utilizada permitió dada la diversidad de participantes y el nivel de
conocimiento del tema que en particular se analizó, plantear una variedad de cuestionamientos
que se atendieron en primera instancia por los mismos participantes que conocen del proceso
con los detalles que refieren, de no darse a cabalidad se procede a consultar con los expertos
de las áreas, inclusive para aquellos conocimientos que se respondieron en fase anterior
logrando una confirmación de la información aceptada como verdadera, y finalmente la
aplicación de medidas derivadas del conocimiento, permiten al equipo Kaizen formado llegar
a conclusiones prácticas, que una vez implementadas dan resultados favorables ó con

24
tendencias que permiten establecer una relación directa de causa-efecto soportada con hechos
y datos que buscan en lo particular de ésta implementación la mejora de los indicadores
operativos de la Termoeléctrica en estudio. Lo anterior se obtiene acompañado ventajas
operativas traducidas en estandarizaciones documentadas por medio de procedimientos,
información de referencia rápida para consultas operativas a través de boletines de mejora y
ayudas visuales que permiten mejorar y referir condiciones específicas esperadas en el
proceso que de manera inmediata y directa se confirmen con la finalidad de mantener dentro
de control las variables que inciden en el proceso.
Operativamente para el funcionamiento del equipo se emplea una estructura de acción
definida por la metodología basada en la interacción de cuatro tipos de participantes, cuyas
funciones operan de manera clara para que el interactuar durante la semana Kaizen, permita
una fluidez tanto de información, acciones, recursos y de todo lo que involucra el proceso de
mejora, siendo las funciones de participante, líder, patrocinador y coordinador, las que pueden
observar en la tabla1 mostrada a continuación:
Tabla 1. Descripción de las funciones de cada uno de los integrantes del equipo Kaizen. INTEGRANT
E APOYA
REALIZ
A VERIFICA PARTICIPA
Participante Con
evidencias para el análisis
Análisis previo
Convergenci
a Acciones
Líder Facilita
inicio, proceso y seguimiento
Cuestiona
Acuerdos y acciones definidas
Apoyando en la ejecución
Patrocinador Retroalimenta
información del antes y después
Agota detalles que soporten las
acciones
Resultados financieros y del semáforo
Kaizen
Proveer los recursos antes, durante y en el mediano plazo
Coordinador Atiende
detalles de logística
Deslinda alcances con otras áreas de atención
Sustenta con datos y hechos
validando constante
Atiende detalles de
implementación así como las
formas Fuente: Masaaki Imai (1996, p. 123)
La implementación se alcanza con la formación del equipo apoyada en un líder de posición
para establecer la manera de seguimiento de la metodología Kaizen quedando con la anterior

25
estructura, para el caso de los participantes se establece que por lo menos se encuentren una
cantidad similar a las áreas identificadas de la organización, de tal manera que un valor
deseable es de seis personas lo que sumado a los demás da un total de nueve integrantes. La
información presentada para el análisis del comportamiento, plantea una serie de datos
históricos del consumo de combustible, vapor y electricidad en los 18 meses anteriores de los
cuales se presentó como gráfico de desempeño correspondiente a cada índice, donde se
destacan los valores de tendencia central y el nivel de variabilidad que presentan, producto de
un mismo origen que corresponde al desempeño de los equipos de generación y
principalmente el consumo que se lleva de los mismos, información que es presentada por el
líder y atendida de manera constante para clarificar y conducir en algunos aspectos de acción
en el equipo, el patrocinador encargado de proporcionar los recursos necesarios, normalmente
asociada ésta actividad con el responsable de la gerencia y el coordinador del sistema de
calidad en la posición de guía y asesoría para el correcto empleo de la metodología.
III.1.1 Diseño metodológico
El establecimiento de la aplicación de un Kaizen en cualquier área de proceso requiere
de manera inicial un análisis de escritorio en el que la dirección definirá la prioridad en
secuencia dentro de las diferentes áreas en las que es factible la utilización de la referida
metodología, que por información anterior se encuadra en la condicionante de área de apoyo y
su secuencia está definida en la fechas propuestas en el cronograma. Una vez logrado la
programación se ubican a los elementos patrocinadores del evento en consideraciones
económicas, ya que la demanda de recursos puede verse comprometida en el volumen inicial
de mejora que se puede obtener, de lo que se desprende la asignación del área de
responsabilidad específica para que se realicen las invitaciones locales y externas de los
participantes, con lo que el equipo estructurado de asignación para desarrollo se define, al
igual que al líder que estará coordinando los esfuerzos y desarrollos que se realizarán. En ésta
fase de la investigación el involucramiento del personal en la participación con equipo es
fundamental para definir y expresar las experiencias de participación tanto en las aportaciones
de otros eventos, como en lo particular para el evento a desarrollar en la termoeléctrica, él

26
cuál queda también identificado como referencia interna del resto de los eventos que se
desarrollan en la organización como el Kaizen 004/09 del cuál se remitirá toda la información
para su control y seguimiento.
Las definiciones y condiciones de inicio para la investigación establecerán el impacto directo
en los parámetros cuantitativos definidos en el nombre de la investigación, al igual que la
percepción del desempeño de los integrantes así como del impacto en su condición de
aportación y reconocimiento a las actividades que contribuyen al éxito e implementación
sostenida de las acciones de mejora. Las actividades de recopilación de la información se
basarán en los desarrollos de eventos e información existente a través de las publicaciones
vigentes y del contenido difundido a través del Instituto Kaizen del cual se toman las
metodologías aplicables en los esquemas de manufactura, al igual que de la capacitación
específica recibida en el manejo de la metodología contratada por el corporativo con su
diseñador para poder utilizar las herramientas e insumos que se tienen estructurados para cada
una de las fases de desarrollo del evento y del seguimiento, tal como la visualización de
semáforo Kaizen que permite establecer acciones puntuales dentro de las actividades
implementadas permitiendo dar el seguimiento adecuado.
El análisis será en mayor medida, la demanda de tiempo por el equipo de trabajo y sobre todo
para alcanzar los consensos ó propuestas de prueba más aceptables para llevarlas a la práctica.
Las acciones que se desprendan forman al igual que los resultados el proceso de mejora y su
seguimiento mediante la medición y control la estandarización y documentación para mejorar
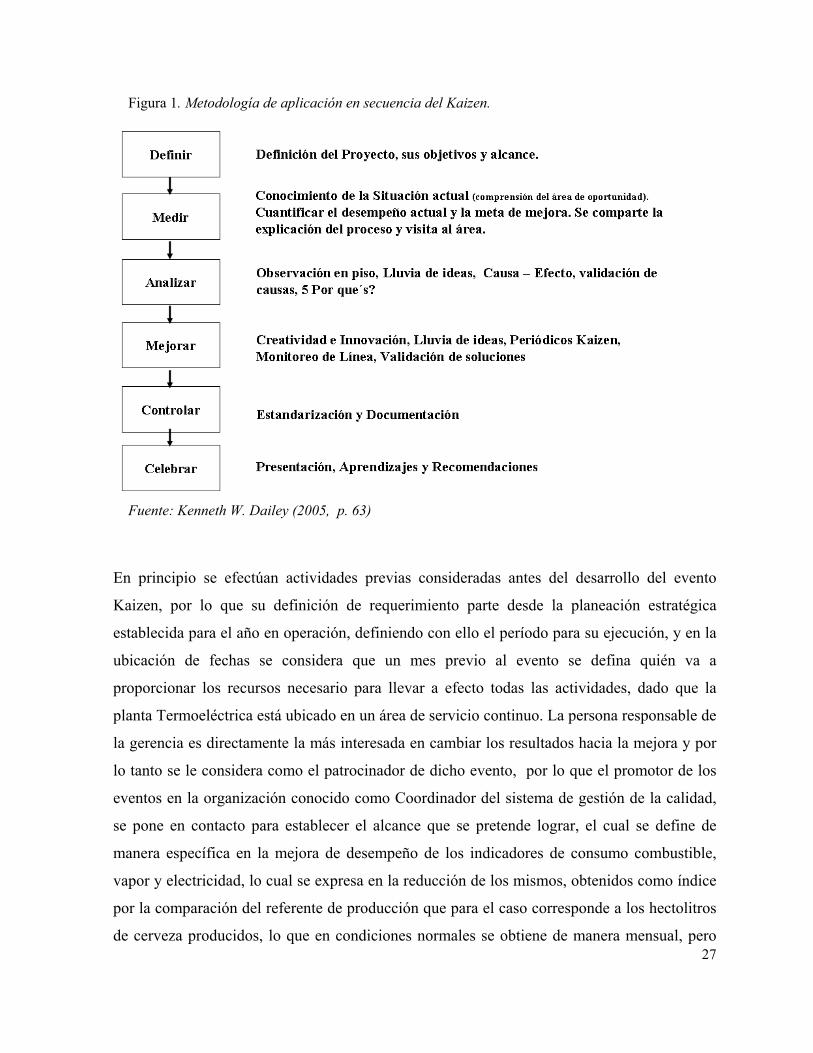
el proceso en análisis. Iniciando con una definición clara del proyecto y sus objetivos,
demarcando con ello las implicaciones de alcance para las áreas involucradas, la medición
para el conocimiento de la situación actual tal, el análisis presentado en el escritorio y de
campo para la validación de causas, las acciones de mejora implementadas decididas en
consenso por el equipo, logrando con los resultados obtenidos el control permitiendo a su vez
la estandarización para la repetibilidad de resultados, y finalmente la celebración como lo
muestra la figura 1 de la secuencia de aplicación que se muestra a continuación:
27
Figura 1. Metodología de aplicación en secuencia del Kaizen.
Fuente: Kenneth W. Dailey (2005, p. 63)
En principio se efectúan actividades previas consideradas antes del desarrollo del evento
Kaizen, por lo que su definición de requerimiento parte desde la planeación estratégica
establecida para el año en operación, definiendo con ello el período para su ejecución, y en la
ubicación de fechas se considera que un mes previo al evento se defina quién va a
proporcionar los recursos necesario para llevar a efecto todas las actividades, dado que la
planta Termoeléctrica está ubicado en un área de servicio continuo. La persona responsable de
la gerencia es directamente la más interesada en cambiar los resultados hacia la mejora y por
lo tanto se le considera como el patrocinador de dicho evento, por lo que el promotor de los
eventos en la organización conocido como Coordinador del sistema de gestión de la calidad,
se pone en contacto para establecer el alcance que se pretende lograr, el cual se define de
manera específica en la mejora de desempeño de los indicadores de consumo combustible,
vapor y electricidad, lo cual se expresa en la reducción de los mismos, obtenidos como índice
por la comparación del referente de producción que para el caso corresponde a los hectolitros
de cerveza producidos, lo que en condiciones normales se obtiene de manera mensual, pero

28
dada la manera como se desarrollará, en el caso de estudio se dará seguimiento de manera
semanal para la etapa posterior.
El relación al recurso humano empleado para el desarrollo del evento tomo en cuenta a una
persona del área de elaboración de cerveza, de mantenimiento y servicios técnicos dos
personas, una de ellas asumiendo la posición de líder del equipo, un comprador del área de
abastecimientos, el departamento de envasado participó con dos integrantes uno de los cuáles
en operación de equipos y finalmente de almacenes una persona se integró al equipo, por lo
que el equipo quedo conformado por seis integrantes locales y uno más foráneo de la planta
de Toluca participante del área de fuerza motriz, por lo que el equipo humano encargado de
llevar a efecto el Kaizen esta compuesto de siete personas de tal forma que se logra establecer
el grupo multidisciplinario esperado, con la percepción de las áreas de oportunidad planteadas
desde diferentes puntos de vista. La disposición de dicho personal para participar en el evento
se consensa con los responsables de los mismos quedando dentro del presupuesto asignado
para tal fin, considerando con ello también, las instalaciones y recursos. Se definió la fecha de
inicio, quedando planeado para la última semana del mes de mayo 2009 como parte de la
estrategia de identificación de comportamientos en un mes de demanda alta, período durante
el cual el personal esta dispuesto a concentrar sus esfuerzos por encontrar las causas y tomar
acciones para llevar a efecto las correcciones necesarias, por lo que su jornada laboral fué
demandante de su total disposición, la cual queda de manifiesto a través de la convocatoria
oficial emitida por la dirección general y misma que de ser aceptada por el participante
permitirá conformar el equipo Kaizen de acción, la cual se da a conocer al equipo directivo
días previos al evento con la finalidad de establecer el compromiso de la Dirección en la
disposición de recursos para lo que requiera el equipo Kaizen en su desarrollo.
Las condiciones operativas en donde se llevará a efecto el evento Kaizen tiene una estructura
de operación por tres equipos humanos de trabajo los cuales interactúan de manera escalonada
en los turnos diurno, vespertino y nocturno, es por ello que los resultados obtenidos por turno
y equipo de operación se combinan obteniéndose en un período de tres semanas las
condiciones similares dado los ciclos que se van desarrollando, por lo que al aplicar la
metodología Kaizen las condiciones existentes serán las representativas conforme se
encuentran laborando, asegurando con ello que la aplicación pueda ser reproducida de manera

29
indistinta por cualquier equipo de trabajo. Debido a la disponibilidad de recursos y contacto
con las áreas de aplicación, su alcance directo contempla los horarios de ejecución y
planeación definidos en jornada mixta, y su implementación tendrá aplicación incluyendo las
jornadas de tipo nocturna.
Toda organización enfocada a la manufactura se encuentra en un continuo círculo de mejora
en donde la eliminación de mermas se encuentran dentro de las prioridades, por lo que aquí se
definen como principales las identificadas como indicadores operativos siendo el consumo de
vapor, consumo de combustible y consumo de electricidad, siendo éstos donde la
concentración de los esfuerzos en la aplicación de la metodología que permitirá eliminar ó
reducir drásticamente los desperdicios. Se realiza un evento de inducción a todo el personal
involucrado del área con la finalidad de entender las actividades que se desprendan del
Kaizen, así como los aprendizajes de los cuales participarán, logrando una participación
mediante la generación de ideas y conceptos que de manera directa se aplicarán para evaluar
su impacto y resultado esperado, situación que en un proceso de operación continua
representa un reto ya que las actividades en las que se requiera implementar acciones deberán
de estar completamente difundidas y analizadas para poder proceder a su implementación,
rompiendo con ello el esquema de rigidez en las operaciones requeridas para su realización,
situación por demás diferente a las acciones emprendidas con anterioridad por los equipos de
trabajo para realizar mejoras en los sistemas de operación.
Esta metodología considera una estructura al interior del equipo Kaizen encabezada por un
líder y sublíder que se definen en el caso del primero por la experiencia y conocimiento del
área donde se desarrolla el Kaizen, es decir una persona de la Termoeléctrica, y el sublíder
relacionando con la aplicación de la metodología en otros eventos que para el caso de la
Cervecería es el Coordinador de su sistema de gestión de calidad, de manera previa tienen una
reunión en donde se verifican aspectos de desarrollo del evento y las herramientas de análisis
y acción que podrán ser utilizadas durante el desarrollo, cabe destacar que una de las
cualidades esperada en éstos dos integrantes es la apertura para poder interactuar con cada
uno de los participantes logrando con ello que se alcance en nivel de participación máxima
para enriquecer con propuestas y análisis de cada uno de elementos que se analicen y se

30
tomen acciones para su mejora, lo anterior queda descrito en la tabla 2 conformación de
integrantes del equipo Kaizen ubicada en los anexos.
La información previa que se requiere para poder llevar a efecto los análisis preliminares
deberá ser proporcionada por el líder en una reunión posterior a la inicial en donde se
analizará el comportamiento de los indicadores conocidos con índice de consumo de vapor,
índice de consumo de combustible así como el índice de consumo de electricidad que se han
obtenido en el mediano plazo expresado en el año 2008, así como los logrados en el último
semestre del 2009, identificando claramente las tendencias y condiciones actuales de
comportamiento, presentando documentación de soporte para los casos donde se requiera
acompañar información de un comportamiento específico ó atípico que pueda ser
cuestionado.
Es importante dado que la estructura de la Cervecería lo requiere, tanto para el consumo de
vapor como para el de electricidad, la información se presentará en función a cada
departamento, con lo que de manera específica quedará asentado como compromiso la
ubicación de las fuentes de consulta ó base de datos que se tomarán, y para los casos en donde
se identifique que no es posible realizarlo, ya sea por falta de equipos ó por inexistencia de los
datos, se deberá establecer una estrategia de identificación de la información por otros
medios, ya que es muy importante contar con los datos para poder establecer la condición
inicial en la que se encuentra el área antes de la implementación del Kaizen.
Dentro de las actividades de planeación están las relacionadas con la difusión que se llevará a
efecto del evento, de tal manera que el personal de la Cervecería cuente con la información
del evento que se llevará a cabo en el área de Termoeléctrica y que podrán verse involucrados
en sus respectivas áreas en la medida que se desarrolle, por lo que es necesario tener la
disponibilidad para apoyar al equipo en la información ó actividades que se desprendan de los
planes de acción a implementar. La correcta comunicación que se da en ésta etapa es
fundamental ya que asegura un esfuerzo dirigido de manera acertada sin contratiempos
producto de una información errónea ó ausente que impida la fluidez de los datos ó acciones
que el equipo Kaizen requiera ó demande. En particular los nombramientos y asignaciones de

31
participación se dan por el Director de la Cervecería dando el realce y alcance que en su
conjunto se considera para que ésta metodología contribuya a la mejora de los indicadores.
Al introducir esta metodología diferente en principios y operación a las actividades de mejora
que normalmente se desarrollaban implica de inicio establecer una declaración de área de
oportunidad mediante la definición de que en particular se pretende mejorar, que en la
presente investigación son los indicadores enunciados con anterioridad y que corresponden al
índice consumo de vapor, electricidad y de combustible generados en la termoeléctrica pero
con aplicación a toda la planta de elaboración de bebidas con la finalidad de dar un alcance
que incluya todas las acciones posibles para lograr su mejora, con lo que ésta metodología de
mejora plantea una reconsideración de la manera como tradicionalmente se atienden los
problemas crónicos de la organización y que a pesar de implementar mejoras, los resultados
se encuentran distantes de las mejores referencias con las que se cuentan.
La sensibilización previa al evento consiste en hacer ver a los colaboradores participantes la
importancia de ser competitivos en las diferentes áreas de la Organización y en particular de
la Termoeléctrica, por lo que se pretende obtener cambios positivos de manera sostenida
utilizando el Kaizen como una amalgama de técnicas que los involucrarán en proyectos
específicos de mejora en un período de tiempo bien definido, con resultados evaluables por el
equipo y que mediante la disposición de los recursos necesarios las ideas se transformarán en
realidades que dejarán varios aprendizajes y contribuirán para la mejora de los indicadores
operativos definidos como metas producto de la implementación, situación que permite
entender el mecanismo de mejora personal que experimenta cada uno de los integrantes por la
alta moral que predomina en el desarrollo propio del evento. También es relevante la acción
posterior al evento realizado como parte del seguimiento en campo y a nivel planta que los
participantes ejercen con motivo de la confirmación que personalmente se tiene como un
logro de la implementación de mejoras que dan resultados en el día a día.
En esta etapa se requiere la construcción y detallado de la agenda bajo la cual se realizarán las
actividades del evento Kaizen, ya que la metodología se basa principalmente en el trabajo de
una semana por el equipo, lo que normalmente establece un horario mixto para desarrollar el
Kaizen, pero queda en total apertura el establecimiento de horarios diferentes en función a

32
condiciones específicas que demanden una presencia del equipo en una semana fragmentada o
discontinua con la finalidad de desarrollarse en condiciones deseables por el proceso, para el
caso de la aplicación de la metodología enunciada, la manera para su desarrollo se considera
de cinco días iniciando el lunes a partir de las 08:00 horas para concluir el viernes a las 17:00
horas planeada en la última semana de mayo 2009.
Se considera que en el primer día del evento Kaizen se cuente con la presencia del Director y
el Equipo Gerencial para llevar a efecto la reunión de presentación y apertura contando
también aparte de los integrantes del equipo, con las personas involucradas del área en
análisis, con lo que se marca como el inicio propio y en el deberá tomarse en cuenta una
introducción teórica a lo que representa la metodología por aplicar, de tal manera que los
participantes como equipo clarifiquen cualquier duda relacionada con la filosofía por aplicar.
Debido a la estructuración del equipo, también se necesita un proceso de integración de los
participantes para lograr una mejor interacción entre ellos de tal forma que desde la misma
presentación de cada uno de ellos ante su equipo servirá para mejorar su autoconocimiento,
(Tabla 2, ver anexos).
En la fase inicial para la implementación de la metodología a nivel funcional por los
integrantes, se tiene una consideración de los elementos en los que la metodología se apoya y
de los cuales su aplicación por este equipo deberá de utilizarse (Figura 1, ver anexos) para
permitir un desarrollo ordenado y apegado a los objetivos planeados por la Dirección, sin
pasar por alto la modificación que se puede presentar en el momento de implementar, ya que
el equipo podrá obtenerla por consenso, con lo que se desarrolla desde la definición del
proyecto, al igual que los objetivos y su alcance, para continuar con la etapa de medición que
en la mayoría de los casos se presenta por el líder, situación que debe ser decidida por el
equipo como parte de su labor al recuperar parte de ésta información en el piso operativo,
buscando con ello también dar validez a la información con la que se cuenta.
La realización del evento Kaizen como tal, se efectúo en el período de cinco días hábiles, que
para el estudio fue en la última semana de mayo 2009, el seguimiento a los resultados y la
evaluación del comportamiento de las variables a mejorar, así como de las acciones
implementadas se desarrollaron en un período más largo, como fue el caso de estudio, donde

33
el periodo fue de tres meses posteriores. Desde las actividades de planeación previas
permitieron que la convocatoria de integrantes para la participación en el evento llevara al
personal a entender lo importante que representa para la Organización su participación, ya que
las diferentes posiciones dentro de la estructura organizacional enriquecen la participación de
los integrantes en los eventos, de tal forma que personal sindicalizado y no sindicalizado fue
considerado en la integración del equipo, situación en la que se requirió un proceso de
integración desde el primer día. La disciplina como forma de vida empezó desde la
comprensión de la importancia de ser considerado como integrante de un equipo Kaizen, ya
que nada se podrá lograr dentro de las metas esperadas si no se asume una postura de
disciplina personal y de equipo mediante la declaratoria de compromiso que el equipo
expresa, pero que sobre todo desarrolla a lo largo de los cinco días que dura el evento, en
dónde cada uno de los días contempla una serie de etapas por las que se transita para el logro
de los resultados y prácticas de aprendizaje que el Kaizen proporciona, (Figura 2).
Figura 2. Estructura de desarrollo de la semana Kaizen.
Fuente: Kenneth W. Dailey (2005, p. 63)
La comunicación inicial que se realizó en el proceso, es sin duda uno de los principales
elementos para permitir que la información fluya de manera adecuada desde el entendimiento
de todas las condiciones en las que se desarrolla el evento, hasta la interacción en el campo en

34
el momento de establecer acciones puntuales para la mejora y tienen una etapa de
comunicación hacia la dirección para permitir la evaluación intermedia de los esfuerzos y
resultados obtenidos en las etapas subsecuentes. La información que se presenta como
preliminar para los análisis debe ser el medio de calibración para identificar el nivel receptivo
de los participantes, determinando con ello la necesidad de revisar algún concepto ó detalle
para la clarificación de los términos empleados durante el desarrollo del evento.
El desarrollo de colaboradores en la Organización con una visión más analítica permite
establecer los promotores por áreas con una metodología que probada a través de su
implementación, asegure una consistencia en resultados y una evaluación constante de
planteamientos resueltos por participantes con una inquietante premisa de establecer de que
forma mejorar lo actual y optimizarlo con una visión más generalizada como resultado de la
percepción que el Kaizen le puede dar. Esta estrategia se establece en el primer día con todos
los participantes, entendido con ello que en la medida que se desarrollan más eventos Kaizen,
la cantidad de colaboradores que formalizan un conocimiento específico enfocado a la mejora
continua permite llevar en su conjunto a la organización en el camino de crecimiento en una
cultura con fuerte sustento en la calidad.
Una vez alcanzada la primer jornada del día que básicamente se enfocó a revisar conceptos de
teoría y capacitación para todos los integrantes tanto de la información de la metodología
como del conocimiento de las etapas de proceso en el área de la Termoeléctrica, también ésta
jornada permitió llevar a un mismo nivel de conocimiento para presentar los resultados de
cada uno de los indicadores, así como la serie de cuestionamientos para la cabal comprensión
del comportamiento de las variables analizadas y principalmente del proceso para lograr con
ello una visión completa del área de estudio, dando el tiempo y la apertura de los integrantes
con mayor conocimiento, para que los de menor relación con el área interactúen preguntando
y ejercitando una secuencia de los eventos que acontecen e impactan en los resultados de cada
indicador. En ésta fase debe quedar claro que el objeto de estudio tiene una marcada relación
con las áreas a las que atiende, razón por la cual puede ser complicado identificar de primera
instancia las causales de los resultados obtenidos.
35
Para la segunda jornada dentro de la semana Kaizen se procede a realizar el análisis de la
información con la que se cuenta, definiendo con ello los parámetros de referencia para
evaluación de indicadores de desempeño en el área, los cuales se expresan como índices de
consumo para su proceso particular, en ésta etapa se reafirma con los integrantes el motivo de
presentación de cada uno de los índices, dando inicio con el consumo de electricidad se
consideraron las fuentes de generación en los elementos de distribución y cada uno de los
componentes en el consumo, definiendo con ello la aplicación y utilización de la energía que
en cada uno de los puntos se da, permitiendo a su vez definir las áreas específicas con mayor
consumo y aquellas que presentan tendencias de incremento, siendo lo anterior uno de los
primeros insumos con los que se trabajará en el análisis. La forma de llevar a efecto la
medición fue comprobada, así como la determinación de rutina de inspección que asegura su
nivel de confiabilidad para la toma de lecturas asignadas para cada consumidor.
En el caso del índice de consumo de vapor se determinaron las áreas principales de consumo
identificadas como los equipos de cocción en el Departamento de Cocimientos y los de
calentamiento en los equipos instalados en el área de Envasado con los consumos asignados
por líneas de producción que permiten identificar las tendencias y el desempeño de cada una
de ellas en función también al hectolitraje de cerveza producido. Los registros mostrados y las
tendencias también fueron analizados y se identificaron los equipos de medición y la
confiabilidad de los mismos para poder establecer los comparativos de consumo.
Para el índice de consumo de combustible se identificó al gas natural como el principal
empleado en el proceso y el cual se mide desde su suministro por parte de proveedor y en
planta con los equipo por cada uno de los generadores de vapor, esto permite asegurar una
correcta ubicación del desempeño de los mismos, también se consideró y quedó como
cuestionamiento los análisis que se realizan para evaluar el comportamiento de alto
rendimiento al momento de entrar en combustión, logrando con ello establecer la importancia
de identificar de que manera se asegura la buena combustión, también cabe destacar que al
realizar dicho análisis de la información se cuestionó por parte de los participantes de que
manera se asegura el retorno de el vapor condensado para su aprovechamiento en aquellos
equipos que no requieren un diferencial tan elevado de temperatura.

36
Para el día miércoles se plantea el desarrollo de actividades propuestas por el equipo
enfocadas a la atención de resultados esperados que modifiquen las actuales tendencias en los
índices de las tres variables enunciadas, en ésta jornada se estructurarán parejas ó subequipos
del Kaizen que acuden a las diferentes áreas para implementar las acciones que mediante una
adecuada comunicación y acuerdo, logren que el personal operativo en funciones entienda la
razón de las acciones, logrando con ello el involucramiento y participación de cada integrante.
Algunas de las implementaciones solo tendrán aplicación temporal bajo la observación de los
integrantes del Kaizen, otras quedarán asignadas en un período mayor de tiempo que puede
inclusive sobrepasar del tiempo estimado solamente para el evento semanal.
En la cuarta jornada se evaluaron los resultados de las acciones implementadas con
anterioridad mediante evidencias que permitieron analizarlas grupalmente, para aceptarlas y
sistematizar su empleo, ó de no ser favorables descartarlas y documentar su impacto negativo,
tomando con ello el aprendizaje en cualquiera de las vertientes que los resultados puedan
tener. En éste período convergen los resultados financieros que aseguran la tendencia
favorable de las acciones implementadas, los procedimientos ajustados ó replanteados para
operar de manera asertiva los procesos. Las ayudas visuales y los boletines de mejora se
formalizaron e implementaron una vez que las conclusiones permitieron definir cuál fue el
camino de acción a tomar en cada condición ó situación analizada.
La última jornada se emplea para complementar las acciones que no se cumplieron con
anterioridad ó que presentan una línea de tiempo arriba de 48 horas para establecer tendencias
esperadas y para documentar la presentación que corresponderá al registro que se lleva de los
eventos Kaizen y cuya referencia para éste estudio corresponde al identificado como Kaizen
004/09. La formalidad empleada para cerrar el evento consistió en la presentación del trabajo
realizado por el equipo en la semana describiendo los detalles de la investigación, desde los
antecedentes hasta las conclusiones soportados con el impacto económico que se obtuvo, ante
los responsables en las gerencias de la estructura organizacional de la Cervecería encabezados
por el Director general, asignando la tarea al líder del equipo junto con el patrocinador para el
seguimiento de los resultados a través del periódico Kaizen.

37
Con la anterior secuencia preliminar en lo referente a la semana del evento Kaizen se presenta
una descripción detallada de las actividades realizadas de manera específica, analizando y
atendiendo las situaciones definidas como causales para lograr la mejora de los indicadores
operativos de la Termoeléctrica. Iniciamos con la etapa para la definición previa al desarrollo
propio del evento Kaizen, tomando en cuenta que varias de las definiciones de
implementación para ésta metodología parten de la planeación estratégica, práctica empleada
para definir dentro de otros objetivos las estrategias de atención particular en éstas áreas
identificadas con debilidades en la Organización, al momento de concretar su utilización
requirieron de la participación del patrocinador y responsable a nivel gerencial del área, junto
con el coordinador para definir el proyecto Kaizen como el nombre, el cual quedo expresado
como:
“Mejora de indicadores operativos en la Termoeléctrica”
Kaizen 004/09
Los objetivos que se definieron corresponden a los indicadores descritos como índice de
consumo de combustible, vapor y electricidad, quedan expresados con sus valores actuales y
metas mediante la siguiente tabla 3:
Tabla 3. Definición de indicadores y metas Indicador Descripción Actual Meta
Índice consumo de combustible
Mide el índice, resultado de dividir los litros de combustible consumidos entre los hectolitros de cerveza producidos en un período definido.
2.53
2.38
Índice consumo de vapor
Mide el índice, resultado de dividir las toneladas de vapor consumidas entre los hectolitros de cerveza producidos en un período definido.
11.78
11.48
Índice consumo de electricidad
Mide el índice, resultado de dividir los kilowatts consumidos entre los hectolitros de cerveza producidos en un período definido.
0.46
0.39
Fuente: propia documentación Kaizen 004/09
El alcance esperado en éste Kaizen consideró todas aquellas actividades en las que se
involucra el resultado definido en la descripción del indicador, de tal forma que para el índice

38
de combustible, vapor y electricidad se consideran las acciones en los sistemas de generación,
es decir en la propia Termoeléctrica, así como las actividades en el consumo, lo cuál ubica un
alcance en las diferentes áreas tales como Envasado, Cocimientos, Salas Frías, Casa de
Máquinas y Elaboración de la planta productiva.
En la etapa de medición se presentaron los valores históricos del comportamiento de cada uno
de los indicadores operativos, los cuales al estar expresados como índices que muestran el
valor independientemente de la relación de producción de cerveza, lo que permite identificar
las tendencias reales de los kilogramos de vapor producidos en función a los hectolitros
obtenidos por cada uno de los meses analizados a partir del año 2008, así como los kilowatts
generados y consumidos para el mismo período con la relación de producción, y finalmente el
consumo de gas natural bajo la misma situación, toda esta información fue presentada por el
líder del equipo, mostrando uno de los conceptos que marca ésta metodología en base al
análisis de hechos y datos soportados con la tabla de información correspondiente. En cada
una de las presentaciones de los datos se realizaron las precisiones que los integrantes pueden
cuestionar, como es el caso de comportamientos del consumo de vapor por situaciones de
clima por el medio ambiente, lo cuál se ve favorecido en condiciones calurosas y el consumo
de energía eléctrica incrementado para condiciones climáticas similares y que se atribuyen
directamente al incremento del uso de equipo de refrigeración necesario para el enfriamiento
del proceso particular de la fermentación de la cerveza. Para ésta etapa la metodología tomó
en cuenta que los integrantes del equipo alcanzaron un nivel de análisis mayor, después de
observar la información construyen un conocimiento de relación causal referida a cada una de
las condiciones observadas, es decir, que las tendencias para mejorar el indicador ó las que le
afectan quedan relacionadas, pero a pesar de ello existen una variedad de condiciones que se
planean y que pueden afectar a las variables sin una asignación clara, por lo que al finalizar la
jornada del equipo Kaizen, se definirán cuáles serán las acciones que se implementaran al
siguiente día.
Los análisis efectuados en ésta etapa para el indicador de consumo de combustible quedaron
identificados en función a la información que se presentó, en el desarrollo del evento se
presentaron las propuestas de llevar el alcance a todos los puntos de consumo, teniendo con
ello un ámbito no solo por los sistemas de generación de vapor también conocidos como

39
calderas, por lo que se consideran las áreas de consumo y de que manera impactan para dicho
indicador y de las cuáles se identifican como balance de energía térmica las diferentes
acciones que se deben de realizar para su mejora, los datos presentados del consumo del
energético es en la unidad de litros de gas natural suministrado a la planta por la compañía
PEMEX confirmados por los sistemas de medición tanto del proveedor como de planta,
(Tabla 4, ver anexos).
Esta información parte de los datos del año 2008 hasta el último reporte con el que se cuenta
de los resultados obtenidos previos al evento del Kaizen considerando con ello 18 meses con
referencia de combustible y expresando el índice como resultado de la división de los litros
consumidos de gas en función a los hectolitros de cerveza producidos en cada uno de los
meses, lo anterior queda en un gráfica de la cuál se parte para establecer las tendencias y
poder visualizar como se comportaron en los meses, con lo que se clarifican los puntos de
comportamiento de las variables con cada uno de los integrantes del Kaizen, como en el caso
del descenso significativo en los meses de abril y mayo del 2008, así como el valor pico en
consumo correspondiente al mes de noviembre del mismo año en donde a partir de dicho dato
se observa una tendencia a la disminución del consumo la cuál se rompe en fechas previas a la
realización del Kaizen, (Figura 3, ver anexos).
Como parte del análisis se empleo la herramienta del Pareto para establecer lo importante de
la variedad de información con la que se cuenta, ya que la metodología del Kaizen expresa un
nivel de profundidad en el análisis del indicador, su estudio no se limita únicamente a la
simple relación entre el combustible empleado y la producción de cerveza, va enfocada a las
actividades que contribuyen de manera directa en su reducción, por lo que se identificaron
como principales: la recuperación de condensados en sus sistemas de colección, el consumo
de vapor en las pailas-cocedores relacionadas con la temperatura-tiempo empleado en las
recetas aplicadas, las pérdidas que se presentan en los equipos de lavado-pasteurizado
ubicados en el área de envasado, los niveles de disipación de calor debido a aislamientos
ausentes ó en mal estado, condiciones que afecten el manejo de vapor debido a la distribución
de tuberías de conducción con trayectorias para analizar y finalmente establecer el nivel de
impacto que tiene en los elementos de consumo tales como calentadores y secadores para que

40
a partir de su ponderación en el impacto se proceda a efectuar mejoras que modifiquen los
valores de aportación de cada uno de ellos, (Figura 4, ver anexos).
Otro de los indicadores analizado en ésta etapa corresponde al de consumo de vapor el cual
tiene un impacto en la eficiente transmisión y aprovechamiento del mismo en las áreas de
aplicación, el periodo de tiempo es bajo la misma escala de 18 meses, de las cuales se ubican
las tres principales áreas de consumo que son Casa de Cocimientos, Salas Frías, Filtración-
Gobierno y Envasado. La participación de las referidas áreas se ubica mediante el
establecimiento de dos subgrupos de consumo, quedando identificados como Elaboración y
Envasado, (Figura 5, ver anexos).
Las áreas identificadas se analizan de manera independiente, debido al volumen de demanda
que requieren, situación especial planteada en la Casa de Cocimientos, ya que en ésta
instalación se mostraron evidencias del tipo de tecnología con sistemas de adición de vapor
muy eficiente, así como de ciclos de regeneración en el propio proceso de calentamiento y
equipos de transferencia de calor con un coeficiente de diseño muy bajo en relación a las
pérdidas por transmisión, también se verificó que su consumo integral se obtiene de dos líneas
de producción, finalmente se totaliza, (Tabla 5, ver anexos).
El método empleado para la obtención de los valores que contabilizan el consumo de vapor es
con equipo instalado en la línea de suministro hacia dicho departamento, obteniendo de
manera directa la medición en toneladas de vapor pasando instantáneamente con la opción de
integrar el valor de consumo en el período que se defina. El índice registrado se obtiene de la
división del vapor consumido entre los hectolitros de cerveza producidos en el período de
referencia, de tal forma que éste último es nuestro marcador de seguimiento para el
comportamiento del indicador, (Figura 6, ver anexos).
Para el análisis de la información presentada se establece un comportamiento de variabilidad
expresada en los rangos mostrados, lo que identifica el equipo de trabajo como una condición
de análisis de causas específicas, las relacionados con las condiciones térmicas por el medio
ambiente son expuestas, tal como se verificaron en el indicador anterior, así como aquellas
que impacten el proceso directamente para decrementar su nivel actual de consumo, uno de
41
los planteamientos iniciales de los integrantes del equipo Kaizen es tratar de establecer la
comparación ó referencia nacional con industrias del mismo ramo para poder obtener una
base de comparación, destacando con ello que la comparación a su vez permitirá entender los
niveles de eficiencia que pueden presentar diferentes tecnologías en la realización de una
misma tarea.
El consumo de vapor para Salas Frías se presentó con una menor contribución, (Tabla 6, ver
anexos). En dicha tabla se visualiza un monto menor en la cantidad de vapor consumido por
dicha área y con un comportamiento gráfico mostrado, (Figura 8, ver anexos). El análisis del
equipo Kaizen en la anterior información establece principalmente cuestionamiento en el
comportamiento del primer cuatrimestre del 2008 y el valor máximo de octubre. Para el caso
del consumo de vapor para el área de envasado (Tabla 7, ver anexos), su análisis nos muestra
un comportamiento con una variabilidad que llevó a plantear la subdivisión por líneas de
producción, con la finalidad de establecer claramente a cual corresponde un comportamiento
específico, (Figura 9, ver anexos), la información gráfica presentada al equipo para sus
interrogantes del comportamiento en envasado.
El último de los indicadores corresponde al consumo de electricidad el cual se presentó en tres
grupos de análisis en función a su consumo, siendo las áreas de Cocimientos, Envasado y
Casa de máquinas las que mayor monto representan y cuya variabilidad se pone en evidencia
por el comportamiento de los datos mensuales registrados en las áreas, los cuales se muestran
en las figuras 10-12 descritas para cada departamento, (ver anexos). Se puede evaluar en cada
uno de ellos los comportamientos, en los que cada uno de los participantes al evento clarificó
al responder a las dudas de su tendencia y relación entre los períodos que presentan algún
patrón. Al revisar el de mayor consumo en Casa de máquinas se establecieron las condiciones
de variación en función a la demanda de enfriamiento que requieren los equipos de
compresión y que por su alta capacidad el consumo se refleja de manera inmediata en la
facturación de la energía eléctrica consumida.
42
Posterior a su comprensión se pasó a la etapa de análisis para cada variable, incidente que
afecta al índice de estudio para su mejora, se emplea la técnica de lluvia de ideas, diagrama de
ishikawa, límites a una desviación estándar, para llegar a la convergencia de los participantes
del equipo Kaizen con la finalidad de establecer las líneas de acción que el equipo tomará de
manera inmediata para modificar los resultados actuales del indicador. Para emplear la técnica
de lluvia de ideas se parte de la aportación individual de cada uno de los participantes, donde
el líder apoya que la participación se presente fluída, aceptando de primera instancia todas las
aportaciones que se expresen, dando algunas pautas de aclaración si alguna de las comentadas
no queda clara para los participantes, se utilizó la colocación de tarjetas adheribles en el
pizarrón disponiendo con ello la facilidad de elaboración de la siguiente etapa que
corresponde al diagrama causa-efecto ó Ishikawa para la estructura de análisis, identificando
con ello las posibles causas.
Los componentes de agrupación para el diagrama de aplicación fueron los que la herramienta
propone, se destacó que para la agrupación de los datos, la participación soportada con
argumentos presentados mediante evidencias, más que las ideas de los participantes, para
llevar a efecto la construcción del diagrama causa-efecto como se puede observar en el
diagrama de Ishikawa (Figura 13) del consumo de combustible, en donde se desarrollan todas
las posibles causas y se someten a convergencia para la determinación de las verdaderas
causas en las que se ubican como causas agrupadas por materiales, mente de obra, maquinaria
y métodos, la técnica empleada para rotar la participación de los integrantes fue empleando
notas adheribles en un pizarrón con fondo de la estructura del diagrama para que cada quién
independientemente si la aportación ya existía la propusiera con la redacción y referencia de
hechos que la sustentaran, el coordinador del evento observando la secuencia final de
aportaciones procedió a agrupar los datos que coincidieran en la misma causa cuidando de no
pasar por alto los detalles que la distinguieran de un rasgo específico de atención. El tiempo
invertido en el segundo día del evento se debe en gran manera al requerido por éste proceso,
ya que dependiendo de los acuerdos y comprensión de cada uno de los participantes, la
construcción del diagrama, la conformación de las acciones y sobre todo la ubicación de los
elementos que en los datos históricos coincidieron con los puntos arriba de una desviación
estándar, permiten que se logre en mayor ó menor tiempo. Existe una condicionante de límite

43
de tiempo en donde el coordinador del evento interviene evitando que la controversia ó
diferencia de enfoque provoque polarización entre los integrantes del equipo.
Figura 13 Diagrama de Ishikawa del consumo de combustible
Fuente: propia documentación Kaizen 004/09
Sometiendo la variable de consumo de combustible al proceso de análisis descrito
anteriormente, comparando cuáles son las causas que pudieron afectar, se procedió a revisar
los datos recabados para el período de análisis encontrando según el criterio declarado de
valores puntuales por arriba de una desviación estándar como lo muestra el gráfico (Figura
16) en el comportamiento previo del índice de consumo de combustible en los 18 meses de
estudio. Encontramos que los datos de enero, febrero y noviembre de 2008 presentaron
valores por arriba de una desviación estándar, al comparar los argumentos anotados en el
diagrama de Ishikawa ó causa-efecto se identificaron tres causas con relación directa al
investigar los datos existentes en las bitácoras de operación y los registros de cada una de las
variables causales planteadas, el análisis proporcionó tres causas, condiciones de aislamiento
de equipos, niveles de combustión en los generadores de vapor y recuperación de
44
condensados del proceso para ser empleado. Revisando cada una de las causas el equipo
Kaizen determinó que para los primeros meses del año 2008 y el mes de noviembre la
principal afectación por lo que se incrementó el consumo de combustible fue la temperatura
más baja en el medio ambiente, debido a que los equipos instalados no cuentan con los
dispositivos de aislamiento en todas las superficies, inclusive una propuesta empleada por un
integrante del Kaizen fue la del empleo de una cámara térmica de visualización en la que se
ubicaron al menos 13 equipos instalados en las diferentes áreas con un nivel de disipación de
calor al medio ambiente mayor que los que presentaban aislamientos en mejor estado. La
causa de niveles de combustión se fortaleció como contribuyente decisivo ya que los datos
favorables presentados en el mismo gráfico referenciado anteriormente muestran datos por
debajo de una desviación estándar, es decir, con un nivel mejor de desempeño, al revisar la
información disponible de las posibles condiciones, se identificó que para dicho período se
efectuó como medida piloto la utilización del equipo de monitoreo de combustión manual por
lapsos de 4 horas de inspección, lo que el equipo Kaizen interpretó como una acción directa
de control para favorecer una mejor combustión en el interior de los generadores de vapor y
con ello reducir considerablemente el flujo de gas natural requerido. También se encontró una
estrecha relación entre los registros de volúmenes de condensado recuperado una vez que el
vapor es enviado a las áreas de consumo y que éste retorna para ser nuevamente empleado en
la generación de vapor, debido a la temperatura con la que se retorna la diferencial de
aportación energética es menor y por lo tanto se requiere menos combustible para llevarlos a
los niveles de temperatura requeridos, quedó muy claro para los integrantes del equipo que los
datos favorables en la reducción de consumo de combustible estaban directamente asociados
con el incremento de la recuperación de condensado, y por el contrario los de mayor consumo
de gas vinculados con una menor recuperación ó pérdida total del condensado proveniente de
los equipos de calefacción.
La variable de consumo de vapor recibió el mismo tratamiento de análisis por el equipo
Kaizen, se revisó su desempeño histórico tal como lo muestra la gráfica (Figura 14) en donde
el comportamiento previo del índice de consumo de vapor en los 18 meses de estudio se
destacan tanto los valores máximos y mínimos ubicados en un período de cuatro meses
iniciales del año 2008 con una marcada tendencia al decremento de consumo de vapor y un

45
repunte posterior, presentando a partir de abril 2008 con un comportamiento claro de alta
variabilidad dando tres datos próximo al límite superior y una cantidad similar por la banda
inferior, lo que en casos como éste el análisis demanda mayores investigaciones para la
determinación directa de la causa que lo origina, a pesar de lo anterior el equipo Kaizen se
enfocó en las que presentaban claridad en su tendencia, localizando con ello una relación
directa con alguna de las causas planteadas en el diagrama de causa-efecto, el cual se
construyó como resultado de la convergencia de razones técnicas atribuidas, presentándose
cuatro causas; funcionamiento de las trampas de vapor en relación a como expulsan en
condensado para la introducción del vapor, aislamiento de equipos calefactores instalados en
el proceso de envasado, específicamente lavadores y pasteurizadores, operaciones de
calentamiento para los arranques de líneas de producción en elaboración-envasado y sistemas
de control de temperatura.
Detallando cada una de las causas a las que se llegó en consenso como directamente atribuible
para un mayor consumo de vapor, el equipo determinó que el mal funcionamiento de las
trampas de condensado existentes principalmente en el departamento de Envasado, las cuales
contribuyeron en gran manera para mantener el nivel mayor de consumo por arriba 11.73
desde el mes de noviembre del 2008 hasta el último dato revisado en el mes de mayo 2009, lo
anterior se obtuvo de la consulta específica de más gráficos como el de la figura 9 índice de
consumo de vapor en envasado referida en los anexos, dónde nos confirma que ésta
aportación provino de dicha área. El aislamiento de equipos es otra de las causas que
afectaron al índice relacionando los períodos de mayor consumo de vapor cuando el clima se
presenta con temperaturas más bajas y por lo tanto el volumen de vapor demandado por los
equipos de calentamiento es mayor, en ésta causa se determino problemas en las líneas de
conducción las cuales quedaron evidenciadas por las imágenes recabadas del estado que
guardan los aislamientos en las instalaciones áreas, así como en las de mayor antigüedad que
presentan envejecimiento del revestimiento lo que les hace perder capacidad de aislamiento.

46
Figura 14. Comportamiento previo del índice de consumo de vapor en los 18 meses de estudio.
Mes Toneladas IndiceEne 7340 12.14Feb 7106 11.76Mar 7965 11.30Abr 7728 11.11May 7855 11.20Jun 8532 12.00Jul 8298 11.50
Ago 7144 11.74Sep 7279 11.98Oct 6182 11.61Nov 7558 12.13Dic 8966 12.19Ene 6976 11.99Feb 6265 11.88Mar 8594 11.98Abr 8176 11.96May 7669 11.84
x = 11.78σ = 0.331σ = 12.11
ConsumoVapor Índice consumo de vapor
10.50
11.00
11.50
12.00
12.50
Ene Feb Mar Abr May Jun Jul Ago Sep Oct Nov Dic Ene Feb Mar Abr May
Meses
Índi
ce
Año 2008 Año 2009
x
1σ
1σ
Fuente: propia documentación Kaizen 004/09
Los integrantes del equipo Kaizen plantearon la efectividad con la que se llevan a efecto los
procesos de calentamiento de los equipos en los que se realiza de manera manual, ubicando
con ello las lavadoras de botella y los pasteurizadores en el departamento de Envasado, al
comprobar en campo dichas operaciones para la puesta en temperatura de trabajo partiendo de
la temperatura ambiente resultado de la inactividad de las líneas de producción, durante las
fechas en que se desarrolló el evento Kaizen, dos líneas presentaron un proceso de arranque,
en el que se inspeccionó la secuencia y las actividades que se realizaban manualmente para
suministrar el vapor previo proceso de purgado, encontrando que son operaciones en su
totalidad manuales y que no se encontró referencia de documentos en los sistemas de
información como procedimientos estándar para verificar su aplicación correcta. Tanto en la
forma como se realizó el purgado de la línea para la expulsión de aire como el tiempo
empleado para desarrollar la curva de temperatura en los equipos lavadores y pasteurizadores
no se ubicó una consistencia y argumentación de la manera de proceder para realizar dicha
operación, partiendo que la demanda es máxima al inicio de operación de un equipo de lavado

47
y pasteurizado, es muy importante documentar y apegarse a una técnica correcta para que los
operadores realicen el calentamiento de los equipos, operación que puede representar
mensualmente 36 eventos en lavadores y 41 con los equipos de pasteurizado. También se
determinó que los sistemas de control de temperatura presentan áreas de mejora por los
puntos específicos de control, así como los intercambiadores los cuales quedaron
evidenciados por la baja eficiencia que tienen entre equipos de mismas condiciones debido al
deterioro interno de sus elementos que es compensado con una mayor demanda de vapor, se
revisaron las actividades de mantenimiento bajo programa que se les realizan, encontrando
que se requiere una atención a los depósitos que presentan en el interior a pesar de que su
tratamiento en el agua muestra evidencia de mantenerse dentro de los parámetros
especificados, los equipos de control ante circunstancias descritas no tienen la capacidad de
mantener los niveles de temperatura estable ocasionando que requieran más vapor para
mantener las variables de proceso dentro de norma, cabe destacar lo importante que esta
metodología proporciona al trabajo en equipo, ya que el configurarlo multidisciplinario
permite que la información técnica pueda plantearse en el análisis con su respectiva
asimilación por el resto de los integrantes del equipo Kaizen.
La variable de consumo de electricidad se analizó dando pormenores de la distribución del
fluído energético, así como la configuración de las instalaciones para definir los montos de
utilización por áreas. Se revisó el comportamiento general, evidenciado en el gráfico (Figura
15) el cual muestra el comportamiento previo del índice de consumo de electricidad en los 18
meses de estudio en donde se ubican los valores máximos mensuales.

48
Figura 15. Comportamiento previo del índice de consumo de electricidad en los 18 meses de estudio.
Mes Kwh ÍndiceEne 262232 0.47Feb 262323 0.49Mar 308122 0.44Abr 284241 0.41May 277459 0.53Jun 281881 0.49Jul 286848 0.51Ago 252106 0.41Sep 242015 0.40Oct 210767 0.40Nov 261230 0.42Dic 247750 0.42Ene 244173 0.42Feb 245635 0.47Mar 337930 0.47Abr 352220 0.52May 329948 0.51
x = 0.46σ = 0.0451σ = 0.50
ConsumoElectricidad Índice consumo de electricidad
0.30
0.40
0.50
0.60
Ene Feb Mar Abr May Jun Jul Ago Sep Oct Nov Dic Ene Feb Mar Abr May
Meses
Índi
ce
Año 2008 Año 2009
x
1σ
1σ
Fuente: propia documentación Kaizen 004/09
Al desarrollar el análisis con la lluvia de ideas de las posibles causas que ocasionaron los
resultados de mayo-junio 2008 y de los de abril-mayo 2009, con valores por arriba de una
desviación estándar, y de manera favorable los meses de septiembre octubre 2008, se
construyó su diagrama causa-efecto mediante la convergencia basada en relaciones
comprobadas y de las cuales finalmente se extrajeron las causas más sólidas por las que el
consumo de electricidad se encuentra en los niveles actuales, siendo: niveles de operación de
los sistemas de refrigeración en Casa de máquinas, optimización de los programas de
producción semanal y demandas adicionales por consumo de aire comprimido. El 53% de la
energía eléctrica consumida proviene de la demanda para los sistemas de refrigeración del
proceso cervecero, es por ello que el equipo Kaizen analizó el comportamiento del sistema
para los meses referidos encontrando áreas de oportunidad de mejora en función a la

49
identificación de los valores de presión del refrigerante logrando con ello que los equipos de
compresión trabajen con el máximo aprovechamiento de la energía eléctrica, sin afectar a los
niveles de enfriamiento que los procesos requieren, también se identificó falta de
procedimientos para la documentación en el sistema de operación de casa de máquinas que
permitan un apego a condiciones de manejo que a pesar de tener un nivel parcial de
automatización, la manipulación de variables de proceso como la presión y número de
compresores empleados afecta directamente ocasionando un incremento en el consumo de
electricidad. La optimización de los programas de producción semanal afectan el consumo del
índice de electricidad ya que el equipo revisó los datos de comportamientos en los extremos
identificando lotes de producción y cambios de presentación en la variedad de productos, lo
que implicó en el proceso al detener la operación de una línea de elaboración y de una línea
de envasado para realizar los cambios de lote y proceder a un nuevo arranque lo que requiere
un consumo de electricidad mayor, dos integrantes del equipo investigaron ésta causa, pero
debido a la complejidad de la conformación del programa de producción, se prefirió citar al
responsable de dicha área al recinto habilitado para el Kaizen, con la finalidad de dar una
detallada explicación de cómo se diseña la programación y las razones por las que se realizan
la secuencia de paros y arranques de las líneas. Se identificó que después de los compresores
de amoniaco en Casa de máquinas, los compresores de aire son los de mayor consumo, el
equipo de trabajo revisó que en varios de los meses registrados con mayor consumo se
asociaban prácticas de utilización de aire para procesos de descarga de materia prima, así
como de obras civiles que implicaban el uso de equipo neumático, por lo que se determinó
establecer acciones para la identificación específica de dichas prácticas y proceder a definir
que es lo más conveniente.
La siguiente etapa de desarrollo en el evento Kaizen consistió en las mejoras a implementar,
después de haber medido y analizado pasamos a las fase de actuar proponiendo acciones que
particularmente puedan revertir los resultados, es importante tomar en consideración que las
propuestas de mejora implican altas dosis de creatividad e innovación, por lo que se atiende
cada una de las causas identificadas en la fase anterior, iniciamos con las causas del índice de
consumo de vapor en donde se identificó el aislamiento de equipos, la propuesta desarrollada
se basó únicamente en establecer el impacto que tiene un buen aislamiento y no tenerlo, ya

50
que para la corrección se requiere la inversión, recordando que la filosofía del Kaizen busca la
mejoras rápidas sin una inversión mayor, ó propuestas para su presupuesto, producto
específico del Kaizen es el proyecto de instalación de recubrimiento térmico en las superficies
de los equipos de lavado y pasteurizado en cuatro de las seis líneas existentes de producción
en el departamento de Envasado que representan más del 80% del consumo de combustible
por la causa investigada, aunado al establecimiento de controles visuales por superficie
caliente las cuales desde el punto de vista de seguridad representan un riesgo en algunas zonas
de operación, destacando con ello el impacto en los aspectos de seguridad vistos desde la
productividad, pero que bajo la observación del Kaizen también son atendidas, al igual que el
establecimiento del reporte de anormalidad por superficie sin aislamiento por parte del
personal del área donde existen los equipos calefactores. Para la causa de combustión
adecuada en los generadores de vapor se establece el empleo de los analizadores manuales de
combustión durante cada turno de operación del generador de vapor con los datos específicos
de monitoreo para evaluar el mejor desempeño de la combustión en el hogar, lo que implicó el
desarrollo de una lección de un solo punto para la utilización generalizada del equipo
analizador en la modalidad específica de parámetros a evaluar y la documentación en el
sistema de procedimientos operativos correspondientes a la operación de generadores de
vapor que contenga las características a evaluar por el equipo, la configuración para su
realización y las acciones que los operadores deberán tomar en función a los resultados para
mantener en control el mejor desempeño del consumo de combustible en las diferentes cargas.
La recuperación de condensados fue atendida como causa mediante las acciones de monitoreo
de los equipos calefactores evitando con ello la pérdida del condensado drenado al colector de
desechos y canalizado por las conducciones de retorno a la planta generadora de vapor, se
identificó un menú específico en el programa de procesamiento de datos para señalar las
posibles fallas que el operador puede reconocer en el sistema colector de condensado para que
cuando ingrese al sistema pueda de manera rápida y sencilla reportar las condiciones
anormales y la información que proporcione sea de utilidad para los responsables de su
corrección planeada, también el equipo Kaizen elaboró un boletín de mejora para la
instalación de las líneas de recuperación de condensado se localicen en posiciones adecuadas
que faciliten la operación de captura de condensado para su retorno en los equipos
pasteurizadores del departamento de Envasado, situación que se implementó en todos los

51
equipos. Como una medida adicional a lo anterior se documentó en el procedimiento
operativo el inciso específico que puntualiza cuales son las acciones a realizar para la
recuperación de condensado en los equipos de calefacción instalados en el departamento de
Envasado, cabe hacer notar que dichas acciones se focalizan en éste departamento dado que
las operaciones son de tipo manual y la cantidad de personas que participan en las operaciones
se contabilizaron en 23, lo que al equipo los llevo también a la implementación mediante la
elaboración del temario y programación de un curso de capacitación para reforzar la correcta
operación del sistema y la identificación de la nueva operación estándar que contiene su
procedimiento.
Las mejoras a implementar para mejorar el índice de consumo de vapor en función a las
causas identificadas por el equipo Kaizen inician atendiendo la de funcionamiento del equipo
de trampeo para la separación del agua condensada con la fase de vapor en los equipos de
calefacción y de conducción de vapor. Debido a que dicho análisis no pudo ser concretado
para su solución se pidió apoyo de expertos en la fabricación e instalación de los equipos de
trampeo, atendiendo por videoconferencia le presentaron al equipo las condiciones adecuadas
en las que deben de estar instalados los sistemas de trampeo y los tipos de trampas que se
deberían instalar en los equipos existentes en planta, por lo que en el período de desarrollo del
Kaizen se revisó junto con el equipo de trabajo de mantenimiento que dichas referencias se
cumplieran, efectuando correctivos donde se requiriera, documentando la información
proporcionada mediante la elaboración de un boletín de mejora en la instalación de los
sistemas de trampeo en los equipos de calefacción y las líneas de conducción. Para la causa de
aislamiento de líneas de conducción se determinó un levantamiento a realizar y documentar
para poder atender de manera puntual mediante la herramienta de manejo de anormalidades
configurada de tal forma que su ubicación sea fácil, así como el seguimiento para el cierre
completo en todas las líneas de conducción a los diferentes equipos. Las operaciones de
calentamiento como causa de un mayor consumo de vapor fueron declaradas por equipo con
mayor peso, por lo que de manera inmediata se implementaron después de haber analizado las
dos operaciones referidas dentro del período de desarrollo del Kaizen, la modificación del
procedimiento operativo estándar para la secuencia apropiada de calentamiento por los
operadores encargados del arranque de las línea de producción, lo que quedo documentado en

52
el sistema de información, haciendo necesario complementar la acción con la programación
de la capacitación al personal involucrado en la fecha más próxima por disponibilidad de
instalaciones.
La última causa evaluada para ser atendida mediante implementaciones corresponde a los
sistemas de control de temperatura que incluyen tanto el equipo propio de medición y control,
como el equipo encargado de realizar la transferencia de calor en el agua, para los sistemas de
medición se establecieron controles visuales de identificación para el rango de temperatura
adecuada en los equipos lavadores de Envasado y para la recepción del condensado en la
planta termoeléctrica otro control visual del flujo de condensado retornando por la línea para
determinar la acción de inspección de los equipos con los que cuenta. Así como una reducción
en la frecuencia de inspección de las variables de temperatura en todos los equipos de
inspección, presentando un protocolo de documentación de anormalidad específico por
identificación de problemas en dichos equipos.
Las mejoras a implementar para el índice de consumo de electricidad en relación a la causa de
niveles de refrigeración se concentró en las operaciones de control de presión con un nivel de
automatización relativo, ya que la utilización de los equipos de compresión queda a discreción
del operador, por lo que su selección en función a la capacidad y disponibilidad compromete
en ocasiones una mayor demanda de electricidad, por lo que se elabora una lección de un solo
punto para el establecimiento de la secuencia de selección para la operación basada en
prioridades de consumo-demanda. Es importante recalcar que en ésta implementación se
cuestionó la inexistencia de dicha información, ya que su consideración, después de revisar
los resultados debió de ser un insumo de operación importante, los integrantes que revisaron
la información histórica presentaron una cronología de las instalaciones por ampliación e
inversiones que implicó que el equipo actual estuviera todavía en proceso de entrega y
recepción de él área responsable, lo que introducía variables más al proceso, que por su
retraso en la aceptación estaba impactando en el índice de consumo de electricidad en 0.23
del valor promedio para los 18 meses analizados, también para la misma casa y debido a la
instalación de equipo nuevo no se contaba con la actualización del procedimiento operativo
que documentara la forma de proceder en cada una de las condiciones demandantes de

53
enfriamiento, por lo que se actualizó el procedimiento con su respectiva programación para la
impartición a las 5 personas del área que les aplica por sus funciones.
Una contribución relevante en las acciones de mejora para éste indicador fue la planteada por
el personal externo a planta que refirió condiciones similares con otros equipos para lo que se
solucionó mediante la información activa en las pantallas de tal forma que el personal que
opera una condición no correspondiente a la secuencia definida, sea cuestionada mediante las
pantallas que aparece en el cuarto donde se controlan los equipos, permitiendo una restricción
de opciones antes de su ejecución, el mismo integrante lo consultó con el departamento de
informática interno y procedieron el mismo día a efectuar la modificación en el programa con
lo que se elaboró su boletín de mejora para integrarlo en el conocimiento del personal del área
y también se documentó como una ayuda visual interactiva muy efectiva ya que representa
una reducción importante en el consumo de electricidad. Otra causa para éste indicador
corresponde a la forma de programación de producción, por lo que el equipo Kaizen sólo
emitió un documento de recomendación al área de Control de producción definido, los
impactos de consumo de energía que representa el paro y arranque en período cortos de las
líneas de producción ya que cuando se analizó el personal que recabo información y la
presentó al equipo argumentando que en todo momento la prioridad está en el cliente, debido
a esto la necesidad de surtir a distribuidoras implica segmentar las líneas en corridas de
producción más cortas, dicha información posteriormente se analizó con el Director al
momento de realizar la presentación informando al equipo que para atender ésta restricción a
nivel corporativo se observaba el mismo efecto en las demás plantas cerveceras relacionadas
directamente con la situación económica y que requerían ser planteadas en manufactura a
través de inversiones para la instalación de líneas con menor capacidad y con ello tener la
versatilidad de los llamados cambios de producto y presentación rápida. Para atender las
demandas adicionales de aire comprimido en el sistema de distribución y ocasiona que los
compresores de aire trabajen adicionalmente consumiendo más energía eléctrica se
implementó la modificación al procedimiento de contratista para formalizar la utilización de
equipos generadores portátiles, también la documentación en el sistema para la identificación
de sistemas de fugas y demandas de aire altas para dar el seguimiento puntual en los puntos de
distribución de la red neumática.

54
La etapa posterior a la implementación correspondió a la de control aplicada para cada uno de
los índices, logrando con ello un seguimiento integral, en el caso del desarrollo del presente
Kaizen se planteó la relación de causas entre los índices que correspondían a acciones
similares y de las cuales se elaboró un plan de acción a corto plazo conocido por la
metodología como periódico Kaizen el cual tiene principalmente tres esquemas de tiempo
para su empleo y seguimiento, el primero considerado de 30 días como de corto plazo para
poder identificar las acciones a tomar dentro del propio evento, es decir al 25% del tiempo
estimado para su conclusión y que en algunos representa un resultado inmediato, aquí
consideramos las actividades que en función a la capacidad de aplicación, recursos y sobre
todo disponibilidad de las instalaciones se pueden implementar evaluando con ello ya sea en
forma gradual ó única la conclusión de la misma. Otro período para el control es el
establecido a los tres meses en donde podemos identificar todas aquellas acciones que
demandan sobre todo por alcance de actividades mayor tiempo en su implementación ó que
los resultados podrán ser reflejados hasta los noventa días, el cuál tiene mucha aplicación para
la aplicación del Kaizen en estudio, finalmente tenemos otro más que corresponde a 180 días
en donde el tiempo empleado es para inversiones e implementaciones que se trasladan a
actividades por disponibilidad de programa de producción. El siguiente periódico Kaizen
desarrollado de seguimiento de 30 se muestra en la tabla 8.
Tabla 8: Periódico Kaizen de seguimiento a 30 días
Acción Responsable Fecha Avan
ce
Corrección del aislamiento dañado en los equipos detectados en levantamiento efectuado durante Kaizen en el departamento de Envasado.
Roberto Martínez G. 26 mayo 2009 100%
Aplicación de la evaluación de combustión en los generadores de vapor con todo el personal operativo.
Armando Suárez M. 28 mayo 2009 100%
Determinación de sistemas con baja recuperación de condensado en pasteurizadores.
David Ruiz L. 30 mayo 2009 100%
Puesta en operación del sistema 2 de Alfonso 02 junio 2009 100%

55
bombeo condensado a tanques de almacenamiento.
Hernández C.
Reemplazo de trampas en mal estado detectadas en reporte de los sistemas de calentamiento en maceradores.
Arturo González M. 08 junio 2009 100%
Limpieza a sistema de filtrado de equipos de trampeo en calefactores de máquinas lavadoras según inspección del equipo Kaizen.
Juan Limón R. 15 junio 2009 100%
Reparación de 2 asilamientos térmicos en trayectorias generales de Termoeléctrica a Salas frías ubicadas con evidencia fotográfica.
Roberto López M. 17 junio 2009 100%
Modificación del procedimiento operativo para el manejo de calentamiento de equipos en Envasado
Raúl Córdoba C. 18 junio 2009 100%
Difusión mediante capacitación del procedimiento para la operación de calentado en equipos.
Raúl Córdoba C. 19 junio 2009 100%
Publicación de los estándares de variables de proceso en temperatura para equipos lavadores y pasteurizadores en Envasado.
Alberto Carrera R. 20 junio 2009 100%
Revisión con diseñadores y fabricantes del sistema de refrigeración para la secuencia de operación de los equipos de compresión.
Roberto Hernández L. 21 junio 2009 100%
Corrección de las fugas detectadas en el suministro de áreas conforme a levantamiento proporcionado por los integrantes del equipo Kaizen.
Armando Ramos B.
Jorge Hernández P.
21 junio 2009 100%
Fuente: propia documentación Kaizen 004/09
Todos los acciones enunciados en la etapa de implementación mediante el plan de acción para
su seguimiento se lleva a cabo en el período definido por el reporte seleccionado, evaluando
la conclusión adecuada de las acciones mediante el seguimiento que el líder efectúa de cada
una de ellas, en ésta metodología se le conoce como periódico Kaizen ya que difusión es a
todas las áreas mediante medios electrónicos de publicación, ya que en el se informa desde el
inicio las condiciones a mejorar y de manera mensual, trimestral ó semestral se le dará
seguimiento para mantener actualizados los datos y los resultados que se establecieron. La
validación de las posibles causas se realiza mediante el soporte de datos registrados
comparados con las causas documentadas en registros ó bitácoras que permiten entender una
definición con sustento en hechos y datos, permitiendo entender que la forma de trabajo tiene

56
un grado de objetividad. Esto se logra ciclando una condición de control a partir del
establecimiento del plan de trabajo que se compara continuamente con la meta y el periódico
Kaizen, la información publicada en el periódico puede establecerse para 30, 90 ó 180 días,
dependiendo de las condiciones operativas y de logística de suministros de cada organización,
en la investigación presentada se desarrolló con la documentación propuesta en días para la
obtención de los resultados de comparación llevados a efecto, ésta referencia deberá de
mantenerse con la tendencia de aproximación al valor meta, el seguimiento particular
redactado por el equipo para los demás períodos se tiene referenciados mediante las tablas 9 y
10 que corresponden a los periódicos Kaizen de seguimiento de 90 y 180 días las cuales se
ubican en los anexos correspondientes. Se destaca que los niveles de avance asignados
corresponden hasta la fecha de publicación de la presente investigación, ya que para evaluar
el de tres meses su nivel de cumplimiento esta en el límite y para el de seis meses
dependiendo de la fecha compromiso se estaría evaluando a la mitad del período de
vencimiento.
Una técnica de control para el seguimiento en ésta metodología es mediante el concepto de
semaforización, relacionando el alcance del valor meta en color verde, en amarillo los valores
con tendencia cercana al valor meta y de color rojo los datos que no se alejan de su valor
actual con tendencia de reducción, normalmente establecido en el punto medio entre el valor
actual y la meta, su utilización permite visualizar al consultor de los datos registrados para el
Kaizen 004/09 en el sistema de información interno, la medida en que la variable meta se está
alcanzando y poder relacionar las acciones publicadas en la información de seguimiento para
revertir los resultados y con ello establecer la efectividad de las medidas ó establecer aquellas
necesarias para su mejora.
Para el logro de la meta se establece una estabilidad con la finalidad de no identificar un valor
de meta puntual, si el valor de meta se mantiene durante 90 días se considera dentro de la
banda verde y se procede a realizar un protocolo de cierre de Kaizen, el cual consiste en
revisar cada una de las acciones y cumplimiento de las actividades propuestas para asegurar
que se agotaron todas las posibles causas con sus respectivas acciones cubiertas a cabalidad,
analizado lo anterior se reúnen el patrocinador, líder y coordinador para dar por concluido
todo el proceso de Kaizen y cierre de documentación en el sistema de información.

57
La secuencia del seguimiento para el control y cierre de Kaizen descrito con anterioridad
queda expresado gráficamente (Figura 24, ver anexos) para definir los momentos en función
al programa de acción implementado con lo que se establece que la retroalimentación de los
datos se mantiene y perdura en la medida del cumplimiento de objetivos, como estrategia se
toma un lapso mayor correspondiente al semestral, de tal forma que pude acotarse a los
resultados obtenidos en su primera etapa ó plantearse con otro enfoque delimitando el
problema de una manera puntual solo con las variables sobre las que no se alcanzó las metas.
La etapa final del evento desarrollado en la semana Kaizen corresponde a la celebración
mediante la presentación al patrocinador y equipo gerencial de los resultados obtenidos dentro
del período de desarrollo, dicha presentación contiene los resultados del comportamiento que
se observó de las variables durante la semana y que puede ser no significativo, pero que
soportado con el análisis de causas plantea un impacto favorable en el indicador y se
confirmará con el seguimiento del periódico Kaizen el cual una vez que se actualice permitirá
establecer el verdadero impacto, situación que este estudio llevó hasta tres meses posteriores a
su realización. También se presentan los Boletines de mejora como herramientas de consulta
para describir específicamente en que consistió la mejora implementada en el trazo de las
líneas de conducción de condensado para la recuperación general hacia la planta, la mejora
por ajuste en la instalación del sistema de trampas para condensado sugeridas por el fabricante
a petición del equipo Kaizen y que sirve de referencia para revisión en las demás áreas en las
que pueda aplicar la mejora al presentar mediante información en pantallas de operación la
secuencia apropiada de operación de los compresores para el sistema de refrigeración. En ésta
etapa se muestran los accesos al sistema de documentación de anormalidades los cuáles
contienen los menús de información especifica para describir a detalle las anormalidades
detectadas por aislamientos térmicos identificados en los equipos de calentamiento, en las
líneas de conducción para la alimentación de vapor hacia los equipos, en fallas detectadas en
los sistemas de control de temperatura que incluyen los específicos para intercambiadores de
vapor con accesorios y las opciones para reportar condiciones incorrectas en la red de
distribución de aire. Se presentaron las lecciones de un solo punto redactadas por el equipo
Kaizen para facultar el proceso de empleo del analizador de combustión y el de la secuencia

58
de selección de compresores como parte del criterio empleado por los operadores para definir
una selección adecuada y económica que garantice resultados en el proceso minimizando el
consumo de energía. También se muestra en ésta presentación los controles visuales
implementados como fueron el de superficies calientes tanto para seguridad como para
atención en los recubrimientos aislantes a realizar, el de rango de temperatura de operación
adecuada de los pasteurizadores asegurando un correcto seguimiento operativo en el campo,
el de flujo de retorno de condensado para ser una evaluación rápida con la que el operador
tome decisiones de inspección para su corrección en el corto plazo y el restrictor visual en
pantallas del cuarto de control para asegurar que el operador de los equipos de compresión de
amoniaco realice la selección más adecuada a las condiciones del proceso logrando optimizar
el consumo de los energéticos empleados.
El cierre del evento semanal representa el inicio del seguimiento de todas las acciones
implementadas para poder establecer la efectividad de las mismas en relación directa al
comportamiento de las tres variables a evaluar en la Termoeléctrica. En ésta fase se entregó el
reconocimiento a todos los integrantes por la dedicación y esfuerzo empleado para participar
durante la semana y también se desprende el compromiso del líder para dar el seguimiento y
actualización de la información que se obtendrá posteriormente.
III.2.1 Diseño estadístico
Los elementos estadísticos analizados corresponden a los tres indicadores operativos
definidos en ésta investigación, estos se presentan en la línea de tiempo mensual, a partir del
mes de Enero 2008, siendo 18 los datos recolectados para presentarse en la etapa de análisis, y
complementados con tres datos más del período de resultados que corresponden a los meses
posteriores al evento Kaizen, es decir, de julio a septiembre del presente año por cada uno de
los indicadores. La selección de la unidad de estudio expresada mensualmente se debe a que
la escala de evaluación y desempeño de indicadores utilizados en el resto de la planta
productiva se plantean de la misma manera, situación por la que al presentar los informes y

59
evaluaciones generales esta forma de selección de unidad de tiempo para expresarlo es la más
adecuada.
Los instrumentos de medición de las variables que conforman los indicadores, son medidores
de flujo másico para el concepto de vapor, agua, gas natural como combustible y para el caso
de la energía eléctrica son medidores de energía consumida identificados como wattorímetros
en escala de miles que nos proporcionan medición directa en kilowatts por hora. El registro de
la información proporcionada por estos aparatos se realiza en automático en una base de datos
compatible con la programación de Office en su aplicación de Excel, la cual se obtiene en
base a consumos por hora, turno ó día. La información anterior es complementada con los
datos de los registros oficiales de manejo de cerveza producida y entregada en las unidades
finales de venta, que corresponden a la presentación de embalaje de tarima, la cuál
dependiendo de la presentación específica de cerveza, corresponderá a un volumen
determinado, situación que se contabiliza en todas las líneas de producción en un sistema de
información integral de manufactura que proporciona, para fines logísticos y de fiscalización
el volumen de cerveza producido en la unidad de tiempo que se quiera especificar, en nuestro
caso se identifica plenamente el dato mensual para los períodos de tiempo enunciados.
La validación de la información presentada se lleva a efecto con los cruces de datos en cada
uno de los elementos que conforman el resto de variables analizadas en planta de manera
mensual, lo que permite verificar la actualización y certidumbre de los datos proporcionados,
en el caso de la medición de gas, el sistema cuenta con elementos de comprobación
redundante y con autocalibración en períodos de 14 horas continuas, lo que asegura un
sistema fiable en la medición del flujo del combustible en la unidades directas de aplicación
para la obtención del índice, que será lo que finalmente se analice, lo anterior es comprobado
de manera doble ya que nuestro proveedor Petróleos Mexicanos esta involucrado en la misma
medición solo que de forma paralela, con lo que los datos se están comparando en su misma
base de información para proporcionar en tiempo real diferencias significativas en el orden de
un 0.02% lo cual de ser detectado se procede a establecer una tercera medición confirmatoria.
Los datos obtenidos para la información del consumo de energía eléctrica con los medidores
referidos en párrafos anteriores, son recolectados por un sistema centralizado que se

60
monitorea en partida parcial por uno de nuestros proveedores de energía eléctrica que es
Comisión Federal de Electricidad, además de los equipos de comprobación para la
determinación de facturación y equipos de balanceo de cargas para la propia operación del
sistema de distribución eléctrica. Esta información es capturada en los diferentes sistemas de
lectura de manera manual para ser procesado por una hoja de cálculo de Excel, en la cual se
agregan los mismos datos de cerveza producida en el periodo mensual para la obtención del
índice analizado.
Los tres indicadores operativos se concentran al igual que otros indicadores de tipo técnico en
una base de datos para análisis variados, lo que conforma una información publicada de
manera mensual y de la cuál se toman los datos específicos para la realización del Kaizen,
tanto para la etapa de análisis como para la de comprobación de resultados en los tres
siguientes meses de la aplicación de la metodología.
III.2.2 Análisis estadístico
El análisis inicial realizado a las tres variables estudiadas; índices de consumo de
combustible, vapor y electricidad, consistió en obtener la media con la finalidad de establecer
que tan alejado se encuentra de la meta esperada y el de la desviación estándar para establecer
cual es el comportamiento en la medida de dispersión, es decir, el grado de variabilidad que
presenta en los meses analizados.
Para el análisis preliminar del índice de combustible se presenta el siguiente gráfico (Figura
16) para su estudio del período de 18 meses:

61
Figura 16. Comportamiento previo del índice de consumo de combustible en los 18 meses de estudio.
Mes litros ÍndiceEne 1720221 2.84Feb 1673510 2.77Mar 1730145 2.46Abr 1680071 2.42May 1672950 2.39Jun 1826503 2.57Jul 1857647 2.58Ago 1624957 2.67Sep 1613255 2.66Oct 1452467 2.73Nov 1770038 2.84Dic 1861244 2.53Ene 1660682 2.30Feb 1554827 2.37Mar 1913980 2.29Abr 1827341 2.37May 1762527 2.25
x = 2.53σ = 0.1951σ = 2.73
ConsumoGas natural Índice consumo de combustible
2.00
2.50
3.00
Ene Feb Mar Abr May Jun Jul Ago Sep Oct Nov Dic Ene Feb Mar Abr May
Meses
Índi
ce
Año 2008 Año 2009
x
1σ
1σ
Fuente: propia documentación Kaizen 004/09
Se establece como elemento determinante para la investigación de causas todos aquellos datos
que sobrepasen una desviación estándar, una vez que son identificados se realiza la
recopilación de información para relacionar las posibles causas atribuibles y con ello
continuar en la determinación de acciones que plantea la estrategia de la metodología Kaizen.
La misma estrategia se utiliza para los otros dos indicadores utilizando los valores de
tendencia central y variabilidad, los cuales son también confirmatorios de la situación actual,
y permiten entender el nivel de dispersión y comportamiento de cada indicador en el período
de estudio, lo anterior le da el sustento de la objetividad en la determinación de la situación
actual que se define al inicio de la aplicación de la metodología Kaizen. En el caso particular

62
de índice de combustible se definen 6 datos mensuales que se someten a estudio para la toma
de acciones.
El análisis definitivo que originalmente se tenía previsto para establecer tres datos más del
período de los tres meses posteriores a la implementación del periódico Kaizen, tuvo que ser
replanteado para establecer una mayor cantidad de datos y con ello poder procesarlo de una
manera más adecuada para establecer una estimación del nivel de mejora en la variable de
índice de consumo para cualquiera de los tres casos, por lo que se fraccionan los datos para
expresarlos semanalmente y con ello se colectan 12 datos, los que se someten a la
determinación de su media y desviación estándar para con ello determinar el impacto de las
acciones de la implementación del Kaizen en la tendencia de mejora, la cual se interpreta
como el desplazamiento de la media hacia el valor objetivo ó meta definida previamente y la
reducción de la variabilidad que presenta en relación a los estadísticos obtenidos del estudio
preliminar.
III.2.3 Aspectos técnicos
El modelo estadístico empleado bajo el que se fundamenta la determinación de mejora
es conforme la medida de tendencia central del indicador analizado y la identificación de la
dispersión de los datos a través de su desviación estándar comparada a partir de los datos
preliminares con respecto de los obtenidos posterior a la implementación del Kaizen,
correspondientes a los tres meses colectados semanalmente. El modelo gráfico (Figura 17)
nos muestra el desplazamiento de la media al valor meta.
El modelo plantea el corrimiento del valor central desplazándose con respecto a la meta en el
sentido de reducción dado que en los tres casos al tratarse de un índice de consumo, la mejora
busca una reducción de su nivel actual, por lo que el punto x inicial ( x i ) deberá
experimentar un deslizamiento a la posición x final( x f ). También se encuentra definida la
mejora en la reducción de la dispersión de datos con el modelo de la campana de Gauss.

63
Figura 17. Modelo de desplazamiento de la media a valor de meta.
Xf Xi
actualmeta
Fuente: propia documentación Kaizen 004/09
64
IV. RESULTADOS
Los resultados obtenidos de la implementación de la metodología Kaizen en ésta
investigación se consideran para fines de presentación final en dos etapas, la primera referida
al comportamiento de los tres indicadores operativos analizados, los cuales quedan
evidenciados por los gráficos obtenidos en las variables de estudio para el período posterior al
evento, el cual quedo definido por la información obtenida de junio-agosto 2009 presentando
datos con frecuencia semanal. La segunda etapa corresponde a los objetivos particulares que
fueron implementados como parte de las operaciones que se realizan en las áreas donde se
ubican las necesidades de atención para asegurar la consistencia de los resultados en el
período de evaluación, también se incluyen los apartados específicos para sustentar los
conceptos de incremento de la productividad y el de resultados financieros que soportan los
resultados globales dando con ello una contundencia a la evaluación general del evento
Kaizen.
La primera etapa consistente en la evaluación del comportamiento de las variables
identificadas como índices, las cuales tuvieron que ser fragmentadas en valores semanales
para poder presentarse en gráficos similares en cantidad de datos como los empleados en el
proceso de análisis debido a lo limitado que sería la presentación de tres datos mensuales. Se
empleó el cálculo de la desviación estándar en el gráfico generado con la finalidad de
contrastarla con la obtenida en el período de análisis, logrando con ello posicionar
exactamente el índice actualizado definiendo así su tendencia y medida de dispersión de los
datos. A continuación se presenta de manera individual el comportamiento de cada indicador;
para el caso del consumo de combustible tenemos un desempeño que se puede verificar en la
figura 18 en donde el índice semanal consumo de combustible medido a 3 meses posteriores
al Kaizen se obtiene con el número de datos tratados a partir de la finalización del evento que
prácticamente fue la cuarta semana de mayo, y cerrando en la última de agosto 2009, el
comportamiento gráfico nos muestra corridas de producción similares en arranque y
suspensión de actividades, como en el caso mensual, solo que la frecuencia de dichas
operaciones se observa en cuatro repeticiones al mes.

65
Figura 18. Índice semanal consumo de combustible medido a 3 meses posteriores al Kaizen
Mes litros Índice1° Jun 1699445 2.582° Jun 1613255 2.253° Jun 1452467 2.464° Jun 1660038 2.421° Jul 1672950 2.452° Jul 1624957 2.393° Jul 1624331 2.474° Jul 1613957 2.37
1° Ago 1613255 2.292° Ago 1452467 2.513° Ago 1770038 2.634° Ago 1861266 2.29
x = 2.42σ = 0.116
ConsumoGas natural
Índice consumo de combustible
2.00
2.50
3.00
1° Jun 2° Jun 3° Jun 4° Jun 1° Jul 2° Jul 3° Jul 4° Jul 1° Ago 2° Ago 3° Ago 4° Ago
Semanas
Índi
ce
Fuente: propia documentación Kaizen 004/09
La evidencia presentada del índice de consumo de combustible muestra una mejora para el
período de tres meses posteriores al Kaizen es decir de junio a agosto 2009, ya que su valor de
media disminuyó de 2.53 a 2.42 litros de gas por hectolitro de cerveza producido, así como un
decremento significativo en la dispersión de los datos pasando de una desviación estándar de
0.19 a 0.12, lo que significa un comportamiento con clara tendencia positiva a la reducción,
esto permite afirmar que las acciones implementadas a pesar de no alcanzar el período de seis
meses, sus resultados son cercanos a la meta definida en 2.39 litros de gas por hectolitro de
cerveza producido, presentan una mejora, y que de continuar así con una evaluación de 180
días y con la tendencia mostrada podrá llevar al indicador a la meta esperada. Las acciones
correspondientes para mejorar éste indicador se cumplieron al 100% en el período de 30 días,
el nivel de cumplimiento para las acciones a tres meses alcanzaron un 96% situación que se
ubica en el límite de cierre a la fecha de presentación de resultados de ésta investigación. Las
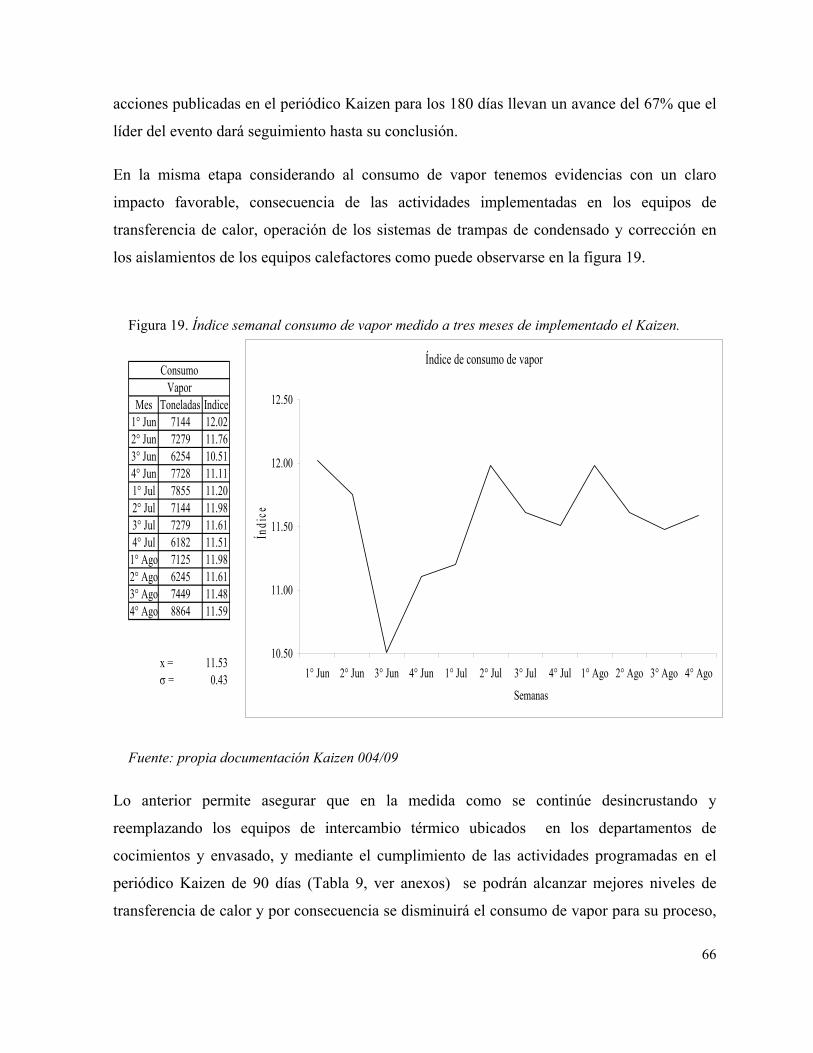
66
acciones publicadas en el periódico Kaizen para los 180 días llevan un avance del 67% que el
líder del evento dará seguimiento hasta su conclusión.
En la misma etapa considerando al consumo de vapor tenemos evidencias con un claro
impacto favorable, consecuencia de las actividades implementadas en los equipos de
transferencia de calor, operación de los sistemas de trampas de condensado y corrección en
los aislamientos de los equipos calefactores como puede observarse en la figura 19.
Figura 19. Índice semanal consumo de vapor medido a tres meses de implementado el Kaizen.
Mes Toneladas Indice1° Jun 7144 12.022° Jun 7279 11.763° Jun 6254 10.514° Jun 7728 11.111° Jul 7855 11.202° Jul 7144 11.983° Jul 7279 11.614° Jul 6182 11.51
1° Ago 7125 11.982° Ago 6245 11.613° Ago 7449 11.484° Ago 8864 11.59
x = 11.53σ = 0.43
ConsumoVapor
Índice de consumo de vapor
10.50
11.00
11.50
12.00
12.50
1° Jun 2° Jun 3° Jun 4° Jun 1° Jul 2° Jul 3° Jul 4° Jul 1° Ago 2° Ago 3° Ago 4° Ago
Semanas
Índi
ce
Fuente: propia documentación Kaizen 004/09
Lo anterior permite asegurar que en la medida como se continúe desincrustando y
reemplazando los equipos de intercambio térmico ubicados en los departamentos de
cocimientos y envasado, y mediante el cumplimiento de las actividades programadas en el
periódico Kaizen de 90 días (Tabla 9, ver anexos) se podrán alcanzar mejores niveles de
transferencia de calor y por consecuencia se disminuirá el consumo de vapor para su proceso,

67
es importante verificar el nivel de cumplimiento en la evaluación del avance ya que para el
indicador referido el cumplimiento documentado a 90 días es de 83% por lo que al
relacionarlo con la fecha actual existen actividades que debieron de haberse cumplido,
tomando la aclaración válida de que el evento de reducción drástica mostrado en la tercer
semana de junio con un índice de 10.50 se debió a una reparación de equipos para intercambio
de calor que solo funcionaron tres días correctamente, volviendo a sus condiciones en
prácticamente la siguiente semana, lo que hace importante invertir en la acción propuesta de
reemplazo contemplada en las acciones del periódico a 180 días. También es destacable
mencionar que las operaciones estandarizadas en la investigación aseguran la repetibilidad de
los resultados, una vez que las operaciones se apegan a disciplinas ensayadas y
retroalimentadas para la eliminación de acciones que no favorecían la utilización adecuada de
vapor. El valor del índice previo al Kaizen lo ubicaba con una media de 11.78 toneladas de
vapor por hectolitro de cerveza producida, la meta propuesta como objeto de éste Kaizen
pretendía un valor central de 11.48, los resultados presentados en la figura 19 muestran un
valor de 11.53, ubicándolo en la región de satisfactorio del llamado semáforo Kaizen. La
dispersión de los datos presenta un comportamiento diferente, ya que en lugar de reducirse,
aumentó, esto es de pasar de una desviación estándar del período preliminar de 0.33 a un
valor de 0.43, lo cual se interpreta en función a la magnitud de impacto en la reducción que se
aprecia en la tercera semana de junio, en donde el valor de reducción del índice permitió
ubicarlo en el punto más bajo de la gráfica (Figura 19), destacando con ello que las acciones
implementadas afectaron favorablemente el consumo, situación referida al drástico
decremento por una reparación en equipos que no mantuvo el resultado pero que si alteró su
variabilidad en el nivel de reducción. La documentación de acciones cumplidas para los
treinta días fue del 100%, como se mencionó anteriormente, los resultados a 90 días por ésta
variable solo alcanzaron el 83% destacando las acciones de correctivos pendientes, así como
reprogramación de personal que no asistió en las fechas publicadas para los cursos
correspondientes. Ubicando los avances para el período de los 180 días estos presentaban
mayor retraso con un 47%, situación que al ser presentada a los responsables y patrocinadores
del evento quedaron de manifiesto las condiciones económicas imperantes para la partida
económica, principalmente por la acción de instalación de asilamientos térmicos inexistentes
en los equipos instalados.

68
En el índice de consumo de electricidad (Figura 20) de las semanas posteriores al evento
Kaizen permiten entender el comportamiento de la variable en función a su inicial período de
inestabilidad correspondiente a las seis primeras semanas, posteriormente se muestra una
tendencia a la estabilización, obteniendo como medida de tendencia central una media con
significativa reducción, pasando del valor original del estudio previo de 0.46 kilowatts
consumidos por hectolitro de cerveza producida a 0.42, quedando posicionado con una clara
tendencia a la mejora y direccionado hacia la meta que consiste en 0.39, situación que de
mantenerse se logrará en el corto plazo, al igual que los otros indicadores se ubican en el
semáforo Kaizen en el nivel satisfactorio con la coloración amarilla. La dispersión de los
datos se comportó con el mismo valor de 0.05, tanto en el previo como el desarrollado
posteriormente, y también se define un comportamiento de mayor estabilidad en
prácticamente el último mes, por lo que los siguientes datos definirán el comportamiento de
su tendencia clara, es importante para la evaluación de resultados tener la sensibilidad técnica
como en el caso de ésta variable ya que por el período estacional en que se está evaluando, la
temperatura del medio ambiente influye para representar una mayor carga de energía
requerida para realizar el enfriamiento de los procesos que si se realizara en los meses de
invierno, por lo que el equipo Kaizen definió una evaluación más completa hasta el logro del
período de 180 días fecha en que la mayoría de sus datos tendría los factores externos que se
mencionan, sin embargo, si la reducción se presentara (Figura 20) como el valor promedio del
mes de agosto 2009 y en condiciones climáticas adversas, se espera un mejor desempeño con
temperaturas más bajas. En resultados obtenidos de la implementación de acciones generadas
para la mejora de este indicador tenemos el cumplimiento del 100% de las actividades
programadas para los 30 días inmediatos (Tabla 8), aclarando que la actividad de revisión con
diseñadores y fabricantes del sistema de refrigeración para la secuencia de operación de los
equipos de compresión, fue anexada al seguimiento de acciones para 180 días por la
disponibilidad de la atención de fabricantes a la solicitud. En el período de tres meses se logró
un cumplimiento del 91% de las actividades comprometidas en las fechas, situación que
favoreció en gran manera el acercamiento a la meta esperada, y por el resultado evaluado del
avance de las acciones a seis meses que fueron del 78% pronosticamos que la diferencia de
0.03 en el índice que falta para bajar al valor meta se pueda obtener, ya que las acciones
pendientes se basan principalmente en períodos de ajustes que se realizarán bajo agenda del

69
personal contratado para llevar a efecto las actividades que aseguren la reducción del
consumo de electricidad en los equipos de casa de máquinas.
Figura 20. Índice semanal consumo de electricidad medido a tres meses de implementado el Kaizen
Mes Kwh Índice1° Jun 308122 0.442° Jun 284332 0.413° Jun 277459 0.514° Jun 281881 0.391° Jul 286848 0.512° Jul 252106 0.413° Jul 242015 0.354° Jul 210897 0.40
1° Ago 261230 0.412° Ago 247750 0.423° Ago 244173 0.394° Ago 244173 0.42
x = 0.42σ = 0.047
ConsumoElectricidad
Índice consumo de electricidad
0.30
0.40
0.50
0.60
1° Jun 2° Jun 3° Jun 4° Jun 1° Jul 2° Jul 3° Jul 4° Jul 1° Ago 2° Ago 3° Ago 4° Ago
Semanas
Índi
ce
Fuente: propia documentación Kaizen 004/09
En la segunda etapa de la presentación de resultados se tienen las evidencias del
cumplimiento de los objetivos particulares definidos al principio de esta investigación,
iniciando con el incremento de productividad de la planta termoeléctrica mediante la
evaluación de cada uno de los indicadores traducidos en índices para su comparación. El
índice de consumo de combustible incrementa su productividad en la medida que disminuye y
su variabilidad se reduce en relación al tiempo que se evalúa, la presente implementación de
la metodología Kaizen evaluada a noventa días establece según los datos obtenidos en el
resumen (Tabla 11) nos permite entender que el decremento del índice de combustible
determinado a los noventa días del orden de 0.11 litros de combustible por cada hectolitro de
cerveza producido representa una considerable reducción ya que para un mismo hectolitro de
cerveza requerimos 0.11 litros de combustible menos. Al igual que las acciones
implementadas nos dan la razón de cumplimiento efectuado de los compromisos contraídos
en el desarrollo del Kaizen para la continuidad de resultados, la misma información (Tabla
11) nos muestra el nivel de avance de cada periódico Kaizen en las dos etapas que se

70
consideran en el presente estudio, evaluando con ello su comportamiento en treinta y noventa
días, dejando el dato de meta deseada junto con el avance de 180 días posterior a éste estudio.
Tabla11. Incremento de productividad por reducción en el consumo de combustible a 90 días
Kaizen 004/09
Índice de combustible
Variabilidad expresada
como σ
Avance de acciones a 30
días
Avance de acciones a
90 días
Avance de acciones a 180
días
Previo 2.53 0.19 Sin aplicación
Sin aplicación
Sin aplicación
30 días 2.50 0.18 100% 45% 28%
90 días 2.42 0.12 100% 96% 67%
Meta a
180 días 2.39 0.09 Por definir Por definir Por definir
Productividad por
reducción -0.11 -0.07
Fuente: propia documentación Kaizen 004/09
Los resultados presentados para este indicador se contrastan para identificarlos dentro de las
demás plantas cerveceras del grupo encontrando el gráfica de barras (Figura 21) que permite
ubicar la posición de las plantas en relación a la productividad que mantienen por la cantidad
de combustible que utilizan en la producción cervecera, esto nos permite entender la
condición de competencia que se establece en costos para cada una de la cervecerías
instaladas en el país. Queda evidenciado que al corte del mes de agosto de 2009 la cervecería
Orizaba es la que mejor desempeño tiene del resto de las plantas, trasladándose de la posición
número dos a la número 1, tomando en cuenta que ahora la cervecería Guadalajara mantiene
el dato de índice 2.53 tal como lo presentaba antes del Kaizen la planta donde se desarrolló la
investigación. Lo anterior apoya fuertemente a las certificaciones que se obtienen de los
organismos gubernamentales en materia ecológica, ya que uno de los puntos a evaluar para la
determinación de Empresa Socialmente Responsable (ESR) es precisamente por la cantidad
de combustible quemado para el proceso de transformación que realicen, sumado a lo anterior
la ventaja que representa posicionarse en éste nivel permite solventar una de las amenazas

71
más fuertes que se presentan en el entorno económico nacional por el inminente incremento a
los precios de los combustibles en todas sus modalidades, situación que será analizada
posteriormente en la presente investigación desde el punto de vista financiero.
Figura 21. Productividad de Plantas por consumo de combustible al mes de agosto 2009.
Planta ÍndiceToluca 2,89Navojoa 2,87Monterrey 2,69Tecate 2,59Guadalajar 2,53Orizaba 2,42
Productividad de Plantas por consumo de combustibleAgosto 2009
2
2,2
2,4
2,6
2,8
3
Toluca Navojoa Monterrey Tecate Guadalajara OrizabaÍndi
cede
cons
umo
deco
mbu
stib
le
anterior
Fuente: http://www.femsa.ccm.cio/aar/informeptas/296.98/2009
El índice de consumo de vapor incrementa su productividad cuando el valor disminuye para
un mismo volumen de cerveza producido, es por ello que el incremento de productividad es
en realidad por reducción del índice, lo cual se concentra en la información (Tabla 12) donde
la reducción en el índice de consumo de vapor cerró para el período de 90 días en 0.25
toneladas de vapor menos requeridas para el procesamiento de un hectolitro de cerveza, lo que
representa un cuarto de tonelada de vapor ubicándolo como volumen de agua, este
decremento de consumo representa 250 litros de agua que se tendrían que convertir a vapor,
pero que como resultado del Kaizen a la fecha de evaluación ya no se requieren. También se
destaca que como resultado obtenido durante la semana Kaizen el índice presentó un

72
promedio de 11.60, que correspondió directamente a las acciones que se implementaron de
manera inmediata como las descritas de operación de arranque con purgado y recuperación de
condensado desde la fase de preparación hasta que alcanzaron su temperatura de trabajo. La
evaluación a 90 días de la variabilidad presenta un número positivo de 0.13 mayor que el
observado durante la fase de análisis, lo anterior interpretado correctamente nos permite
entender que al modificar los parámetros de operación y los sistemas de control de
temperatura para su mejora provocaron reducciones considerables ampliando el rango desde
un valor máximo de 12.02 hasta el mínimo registrado de 11.48 situación documentada por la
reparación del equipo de trasferencia que no pudo mantener los resultados provocando su
retorno a valores similares a los analizados. La interpretación de dicho dato debe ser vigilada
por el líder para que en los resultados futuros correspondientes al corte semestral no
representen una amplitud por inestabilidad y consistencia en la reducción del indicador.
Tabla12. Incremento de productividad por reducción en el consumo de vapor a 90 días
Kaizen 004/09
Índice de vapor
Variabilidad expresada
como σ
Avance de acciones a 30
días
Avance de acciones a
90 días
Avance de acciones a 180
días
Previo 11.78 0.33 Sin aplicación
Sin aplicación
Sin aplicación
30 días 11.60 0.40 100% 65% 39%
90 días 11.53 0.43 100% 83% 47%
Meta a
180 días 11.48 0.15 Por definir Por definir Por definir
Productividad por
reducción -0.25 +0.13
Fuente: propia documentación Kaizen 004/09
Comparando este indicador con el resto de las plantas encontramos valores de desempeño en
función estricta del suministro que en general se le proporciona a la planta, es decir que para
algunas de las plantas evaluadas en el concentrado de comparativo del índice de vapor al mes
de agosto 2009 (Figura 22) corresponde al tonelaje suministrado por empresas externas

73
dedicadas a la generación de vapor para el corredor industrial donde se encuentran asentadas,
lo que hace competir los resultados presentados en Orizaba contra los obtenidos no solo con
plantas cerveceras sino con plantas generadoras que recientemente han incorporado
tecnología nueva en busca de la eficientización para mantener los costos competitivos en el
mercado de sistemas de calefacción por vapor. Es importante también determinar que las
condiciones de temperatura del medio ambiente intervienen para incrementar el consumo de
vapor, por lo que ciudades cuya temperatura es constantemente baja y requiere más vapor
para su operación, pero como en gran medida este indicador contempla el aislamiento de las
líneas de conducción y de los equipos de calentamiento no se aplica un factor de corrección
para ajustar el desempeño. La figura 22 nos muestra una posición de productividad con
respecto al consumo de vapor con el resto de las plantas, posicionando de un cuarto lugar que
se ocupaba antes del Kaizen a un tercer lugar con un resultado muy similar al de la cervecería
de Tecate y en ruta de alcanzar con el valor meta de referencia que se tiene para Monterrey de
11.48, la cual por la tendencia que presenta y el nivel de cumplimiento para las actividades
que restan en el periódico Kaizen de seguimiento a 180 días (Tabla 10, ver anexos) que a la
fecha es del 47% se puede estimar un alcance en fecha anticipada a la conclusión para el
cierre del Kaizen 004/09.
Evaluando la productividad del índice de consumo de electricidad tenemos que las acciones
implementadas como el regular la operación secuencial de los compresores de manera manual
para establecer la presión de control en los rangos de menor consumo de energía eléctrica
permitió una reducción considerable en la facturación de kilowatts de energía consumida en el
período de 90 días, ya que como podemos apreciar en el resumen (Tabla 13) del incremento
de productividad por reducción en el consumo de electricidad el valor analizado del índice
presentaba un dato de 0.46 kilowatts de energía eléctrica consumida por hectolitro de cerveza
producido y después de desarrollado el Kaizen se redujo hasta el valor de 0.42, es decir 0.04
Kilowatts menos por cada hectolitro de cerveza, situación que todavía dista en 0.03 de la meta
esperada para el período de 180 días pero considerando que faltan de realizar el 22% de las
acciones para su evaluación final existe un pronóstico de logro si se mantienen las actividades
hasta su conclusión.

74
Figura 22. Productividad de Plantas por consumo de vapor al mes de agosto 2009.
Planta ÍndiceToluca 12,21Navojoa 11,89Guadalajar 11,79Orizaba 11,53Tecate 11,51Monterrey 11,48
Productividad de plantas por consumo de vaporAgosto 2009
1111,211,411,611,8
1212,212,4
Toluca Navojoa Guadalajara Orizaba Tecate Monterrey
Índi
cede
cons
umo
deva
por
anterior
Fuente: http://www.femsa.ccm.cio/aar/informeptas/2776.9458/2009
Tabla13. Incremento de productividad por reducción en el consumo de electricidad a 90 días
Kaizen 004/09
Índice de vapor
Variabilidad expresada
como σ
Avance de acciones a 30
días
Avance de acciones a
90 días
Avance de acciones a 180
días
Previo 0.46 0.05 Sin aplicación
Sin aplicación
Sin aplicación
30 días 0.45 0.05 100% 69% 45%
90 días 0.42 0.05 100% 91% 78%
Meta a
180 días 0.39 0.25 Por definir Por definir Por definir
Productividad por
reducción -0.04 Sin
cambio
Fuente: propia documentación Kaizen 004/09

75
También en la información presentada como resultado de la implementación de la
metodología Kaizen encontramos que la variabilidad se mantuvo sin cambios, es decir, la
desviación estándar calculada para los datos semanales de los meses junio-agosto quedó
estacionada en el valor de 0.05, situación que se espera se reduzca en la medida de mantener
la tendencia central a la baja y con una mayor cantidad de datos. El cumplimiento al avance
de las acciones implementadas en el corto plazo quedo concretado, en tanto que para el de
mediano plazo existen actividades que se están realizando como la de instalación de
programas de monitoreo en red de las variables de operación en los sistemas de control de
presión para refrigeración alarmando las condiciones definidas como de bajo rendimiento
eléctrico para su inmediata atención, ya que el equipo Kaizen identificó como actividad crítica
que requiere atención especial para que mediante inversión por los cambios a realizar en la
programación del sistema integral, se logró una mayor reducción del índice, lo que ha su vez
reduce la posibilidad de operación inadecuada del sistema.
Al comparar los resultados de otras plantas en relación a su consumo eléctrico encontramos
que la fuente consultada perteneciente al sistema de información de indicadores interplantas,
medio oficial por el que mantenemos los datos actualizados de los principales indicadores de
desempeño, muestran un comportamiento de incremento de productividad con respecto a sus
competidores de tal forma que el gráfico (Figura 23) muestra la posición actual de la
cervecería Orizaba en relación a las demás plantas.
El posicionamiento de la cervecería Orizaba en función a la productividad que muestra con
respecto a la electricidad consumida después de aplicado el Kaizen demuestra un claro
desempeño en la mejora que la posiciona como primer lugar, aunado a que los equipos de
compresión trabajan bajo ambientes de mayor control semimanual, al concretarse las
actividades definidas como integración al esquema de control de presión para mayor
automatización en la operación de control del sistema de refrigeración encontraremos
resultados mejores en alrededor de 0,03 para que puedan posicionar a este indicador como la
mejor referencia de todas las plantas de manufactura de cerveza. Sin duda que pasar de la
tercera posición a la primera en productividad refleja un rumbo y aplicación acertada de las

76
acciones que el Kaizen implementó a través del seguimiento que se ha venido dando de los
indicadores de desempeño de la Termoeléctrica.
Figura 23. Productividad de Plantas por consumo de electricidad al mes de agosto 2009.
Planta ÍndiceMonterrey 0,53Toluca 0,51Tecate 0,48Guadalajar 0,46Navojoa 0,44Orizaba 0,42
Productividad de plantas por consumo de electricidadAgosto 2009
0,4
0,45
0,5
0,55
Monterrey Toluca Tecate Guadalajara Navojoa OrizabaÍndi
ce d
e co
nsum
o de
ele
ctric
idad
anterior
Fuente: http://www.femsa.ccm.cio/aar/informeptas/2673.945.7.258/2009
El objetivo particular consistente en la implementación de los boletines de mejora que
consisten en la documentación por parte del personal involucrado de las acciones tomadas
durante el Kaizen permitieron modificar los resultados de los índices en análisis. Esta
información le proporciona al personal involucrado en la operación, una herramienta
importante de consulta y soporta los estudios realizados en su momento, además que asegura
al acervo de experiencia documentada para futuras consultas. El boletín de mejora para la
adecuación de la línea de condensado en pasteurizadores (Figura 25, ver anexos) permite
asegurar de manera inmediata la correcta conducción del mismo en posiciones que faciliten el
libre flujo de condensado y que con ello su recuperación sea máxima. Otro boletín de mejora
generado por el equipo Kaizen es el de homogenización del sistema de medición de
temperatura del equipo de control instalado en las lavadoras con la finalidad de asegurar una

77
correcta medición por líneas alternas exclusivas para acelerar la respuesta de los equipos de
control y con esto evitar retrasos en el suministro de vapor, ya que como lo refiere el boletín
(Figura 26, ver anexos) la situación anterior retrasaba la entrada de vapor y para recuperarse
empleaba más vapor ocasionando un mayor consumo del sistema, es importante recalcar que
esta herramienta de aplicación generada en el evento queda registrada en el control de
boletines de mejora con su clave interna ubicada en el calce del documento, lo que permite
que todo el personal de las áreas lo pueda revisar en la base de datos y cuando son creados se
difunden por sistema al generarse una orden de revisión grupal en los períodos de
capacitación del equipo de trabajo. El boletín de mejora para la secuencia de operación
manual de los compresores de amoniaco (Figura 27, ver anexos) en el departamento de Casa
de máquinas permite a los operadores establecer de inicio una secuencia agrupada de los
compresores en función al rendimiento que tienen y el consumo de energía eléctrica,
estableciendo las restricciones que se pueden presentar cuando la carga desciende abajo del
65%, y que de primera instancia deben de aplicar para reducir el consumo eléctrico,
esperando posteriormente otra acción para la automatización de la referida secuencia.
Otro de los objetivos particulares fue la generación de las lecciones de un solo punto por el
personal que integró el equipo Kaizen, buscando con ello la difusión del conocimiento de
manera rápida y directa en función a las áreas de debilidad encontradas en el proceso de
mejorar los indicadores motivo del presente estudio, por lo que se realizó una lección de un
solo punto para la identificación de los elementos de purgado de vapor (Figura 28, ver
anexos), situación que atiende una necesidad detectada para el correcto manejo e
identificación de los sistemas encargados de retirar el condensado en los equipos calefactores,
cuyo conocimiento debe ser dominado por el personal definido en el alcance de la lección y
de la misma forma de implementarse como la revisión de los boletines, las lecciones una vez
ingresadas al sistema de información se emiten los anuncios de revisión en el sistema de
capacitación para que sea consultado y revisado por los integrantes del área al que aplica. Una
lección más fue elaborada por el equipo Kaizen para que bajo los conceptos de personal
operativo con enfoque de mantenimiento pudiera identificar de una manera rápida los
elementos que intervienen para el funcionamiento adecuado de las trampas de vapor tipo
flotador (Figura 29, ver anexos), ya que también se detectaron prácticas con áreas de

78
oportunidad en rapidez y atención a situaciones de obturación en los elementos de drenaje que
impedía el paso del vapor y condensado por las líneas de salida, ocasionando con ello un mal
funcionamiento del equipo calefactor, y al tratar de corregirlo solo se limitaban a drenar el
vapor manualmente contribuyendo a la afectación directa de los indicadores de productividad
investigados en el presente estudio. Otra lección de un solo punto se realizó para atender la
necesidad de conocimiento en el dimensionamiento de cargas para la expulsión de
condensado (Figura 30, ver anexos) ya que durante el evento Kaizen se mostraron evidencias
que el índice de consumo de vapor y de combustible se afectaba por las operaciones
realizadas sin tomar en cuenta el tiempo requerido en los diferentes equipos para poder llevar
a efecto el drenado, lo que daba en consecuencia prácticas operativas inadecuadas ya que
compensaba la falta de tiempo con un drenaje de vapor directo a la atmósfera provocando con
ello una pérdida del condensado, una mayor cantidad de vapor requerido para el
calentamiento y una afectación al medio ambiente por aportación de vapor directo en las salas
de producción que posteriormente se condensaba ocasionando daño en las instalaciones
Como producto de la implementación del Kaizen se llevó a efecto la sistematización del
manejo de anormalidades detectadas por concepto de corrección de elementos del proceso que
afectaban a los índices operativos de la termoeléctrica, el equipo de trabajo elaboró los
siguientes protocolos de reporte tal como aparecieron en las pantallas del programa de
procesamiento de datos para que su introducción al mismo fuera rápida y la asignación para
corrección y seguimiento tuviera los canales adecuados, a continuación se describen cada uno
de ellos y en la sección de anexos podemos encontrar los protocolos que se mencionan a
continuación: Reporte de anormalidades por aislamiento térmicos (Figura 31, ver anexos)
donde se identifican las cuatro posibilidades existentes de asignación a la falla permitiendo
una descripción detallada de lo encontrado y asignado a las cuatro áreas responsables para
este tipo de falla, así como el menú activo de las áreas dadas de alta que cuentan con las
instalaciones de calefacción dentro de la termoeléctrica y en el resto de planta donde se
consume. Tenemos otro tipo de reporte que corresponde a las opciones de identificación de
falla por mal funcionamiento del equipo de trampeo (Figura 32, ver anexos) instalado en los
diferentes departamentos con lo que se puede accesar de una manera rápida y sencilla
alimentando los tipos se sistemas de filtrado, clasificación de trampas y válvulas

79
unidireccional que los usuarios pueden seleccionar logrando con ello un reporte sencillo,
asistido y correctamente direccionado para una atención de las áreas de manera rápida, así
como una retroalimentación a los usuarios del reporte para saber el nivel de seguimiento que
se lleva. El reporte de anormalidades por fugas de aire (Figura 33, ver anexos) presenta una
función más práctica para la identificación de los elementos dentro de las instalaciones y con
la opción de desplegar submenús que indiquen particularmente los elementos en lo que se
detecta la fuga, adicionalmente se anexa un cuadro de detalle para que el usuario describa
algún detalle adicional de los detectados, aquí se introduce una ventaja del sistema ya que con
la base de datos existentes la asignación ya esta considerada y por lo tanto los responsables de
su corrección recibirán la notificación para su atención, al igual que con las anteriores los
usuarios recibe la información de seguimiento y con esto el equipo Kaizen logra otro de sus
objetivos que es la sistematización del empleo de reporte de anormalidades que contribuyen
directamente a la reducción del indicador de consumo de combustible ya que en la medida
que se disminuyan las fugas de aire los equipos de compresión requerirán menor energía
eléctrica.
Otro de los resultados obtenidos en el proceso de implementación de la metodología Kaizen
fue la documentación de operaciones estándar no definidas en los procedimientos operativos
vigentes para las actividades que se revisaron como parte del análisis de las buenas prácticas
para contribuir a un menor consumo de combustible, vapor y electricidad. Las operaciones
estándar que se anexaron fueron: Operación estándar para diagnóstico por pruebas de
combustión en los generadores de vapor (Tabla 14, ver anexos) con la finalidad de mantener
los niveles óptimos de consumo de combustible al ser efectuados de manera diaria y por turno
en cada uno de los generadores que se encuentre operando, la implementación de dicha
operación aseguró que los resultados de la combustión se mantengan vigilados por el personal
que esta operando los equipos logrando con ello optimizar la combustión reduciendo la
cantidad de combustible empleado en el proceso de calentamiento. La operación de
recuperación de condensado en los equipos lavadores y pasteurizadores (Tabla 15, ver
anexos) no contaba con documentación puntual de la operación específica de recuperación de
condensado, el equipo Kaizen encontró evidencias que ante la falta de conocimiento del
personal, no operaban adecuadamente dicho sistema, por lo que su implementación ahora da

80
como resultado un proceso operativo documentado en donde el operador responsable del
equipo debe operar conforme el documento se lo especifica. También se implementó la hoja
de operación estándar para la secuencia de calentamiento de los equipos que cuentan con
intercambiador de calor en las diferentes áreas (Tabla 16, ver anexos) la cual contribuyó en
gran manera para la reducción de los consumos de combustible y vapor ya que al aplicarla tal
como se describe asegura que el drenado adecuado del aire y retiro del condensado mantenga
un nivel de desempeño óptimo del intercambiador logrando que la eficiencia de calentamiento
mejore, lo que consecuentemente apoya directamente a la reducción de los índices a mejorar,
cabe destacar que ésta operación tiene aplicación en diferentes áreas, por lo que una vez que
se dieron de alta en el sistema de control de documentos de procedimientos se convocó a una
capacitación de cada punto descrito en el procedimiento, así como la realización de prácticas
de drenado para la conformación del aprendizaje.
El objetivo particular de establecimiento de controles visuales se alcanzó en la medida que
fueron realizados por el equipo Kaizen e implementados en la misma semana de elaboración
logrando con ello que las condiciones operativas mejoraran. El control visual para la
operación adecuada del sistema secuencial de compresores de amoniaco en Casa de máquinas
(Tabla 17, ver anexos) enfocado a mejorar la selección realizada al momento de operar un
equipo que representa la mayor demanda de energía eléctrica, permitió una operación más
eficiente y contribuyó a la reducción del consumo de energía eléctrica. El control visual para
la colocación de las mamparas deflectoras de aire en el lateral de las paredes de los
generadores de vapor (Tabla 18, ver anexos) permitió una mejora en el desempeño de la
combustión, lo que fue comprobado por los análisis de combustión que se implementaron en
cada turno de operación .Una de las acciones definidas para mejorar el índice de electricidad
se fundamento en asegurar que el balanceo de cargas presentara estabilidad por lo que se
estableció el control visual para el balanceo de cargas (Figura 34, ver anexos) por lo que sobre
el tablero se marcaron las referencias con ruta color amarillo para indicar los datos que debe
visualizar el operador al realizar la sincronización oportuna y evitar con ello el inconveniente
de manejo de carga eléctrica adicional. Otro control visual establecido por el equipo Kaizen
fue el de manejo de presión de trabajo para los equipos generadores (Figura 35, ver anexos)
con la finalidad de mantener en los parámetros óptimos la presión de vapor desde el origen,

81
por lo que sobre el manómetro de control maestro de los equipos se marcó los puntos
máximos y mínimos para que el operador verifique en todo momento el buen desempeño del
equipo. El control visual para la secuencia de apertura de cargas eléctricas en los tableros de
distribución de la termoeléctrica se implementó para optimizar el balance requerido hacia los
puntos de mayor consumo, marcando sobre los tableros con colores las opciones dobles que
se tienen para disponer los alimentadores con lo que se proporciona la energía a los
departamentos, ésta referencia visual es muy útil inclusive ante contingencias para la descarga
acelerada de consumos ya que aún con ausencia de iluminación artificial las marcas de
indicación son visibles.
Los resultados financieros alcanzados fueron evaluados para el período de 90 días posteriores
a la realización del Kaizen, para el índice de consumo de combustible nos permite evaluar el
costo en pesos de la reducción experimentada como índice de 0.11, es decir por pasar de 2.53
a 2.42, situación que planteada a costo directo de producción por hectolitro de cerveza nos
permite establecer el costo específico por este concepto. La determinación del volumen de
hectolitros de cerveza como base para el cálculo a establecerse en el período de tres meses
posteriores a la semana Kaizen se obtuvo del valor promedio, ya que el nivel de fluctuación
en la demanda de cerveza en los tres meses osciló entre los 87,450 hectolitros, por lo que se
define el promedio en 745,895 hectolitros por mes, dato que se repite para los tres cálculos.
Los resultados financieros del Kaizen por reducción en el índice de consumo de combustible
(Tabla 19) contiene el costo vigente para el litro de gas natural facturado por Petróleos
Mexicanos sin factor de ajuste mensual por mantener sus precios sin alteración.
Tabla 19. Resultado financiero por reducción en el índice de combustible a 90 días. Resultado financiero del Kaizen 004/09 por
reducción en el índice de combustible a 90 días.
Kaizen Antes Después
30 de Mayo 2009 30 de Agosto 2009 Índice consumo de combustible. 2.53 2.42 Costo del litro de gas natural en pesos. 0.6458 Costo en pesos del gas natural empleado por
hectolitro de cerveza. 1.6339 1.5628
Volumen promedio mensual en hectolitros producidos en el período. 745,895
Facturación por concepto de gas en pesos durante el período. 1,218,698 1,165,712
Ahorro en pesos mensualmente 52,987

82
Fuente: propia documentación Kaizen 004/09
Al aplicar el referido costo del gas natural por hectolitro de cerveza obtenemos los datos
comparativos entre los dos índices que es de siete centavos por hectolitro, lo que al
multiplicar por el volumen promedio mensual de hectolitraje nos permite dimensionar en
pesos el ahorro obtenido por el concepto de reducir el consumo de combustible a los valores
evaluados en los primeros 90 días, indudablemente que al tender a continuar en la pendiente
de mejora los montos económicos aumentarán.
El resultado financiero que presenta el índice de vapor (Tabla 19) es de un ahorro de 38,399
pesos por cada mes después de haber implementado el Kaizen, tomando en cuenta el costo
actualizado de la tonelada de vapor que por concepto de tratamiento de agua en insumo esta
en 0.2056 pesos a valor de producción ya que de las plantas cerveceras es la única que cuenta
con instalaciones con la capacidad de generación de mayor tonelaje.
Tabla 20. Resultado financiero por reducción en el índice de vapor a 90 días.
Resultado financiero del Kaizen 004/09 por reducción en el índice de vapor a 90 días.
Kaizen Antes Después
30 de Mayo 2009 30 de Agosto 2009 Índice consumo de vapor. 11.78 11.53 Costo de la tonelada de vapor en pesos. 0.2056 Costo de la tonelada de vapor empleado por
hectolitro de cerveza. 2.4220 2.3706
Volúmen promedio mensual en hectolitros producidos en el período. 745,895
Facturación por concepto de vapor en pesos durante el período. 1,806,534 1,768,195
Ahorro en pesos mensualmente 38,399Fuente: propia documentación Kaizen 004/09
Es importante destacar que si se aplicara un costo de comercialización del vapor los ahorros
por esta reducción fácilmente podrían duplicarse ya que el costo de producción es muy
competitivo. Considerando el período completo el ahorro en el cuatrimestre real es de 115,197
pesos monto muy atractivo tratándose de resultados en el mediano plazo.
El resultado financiero que presenta la reducción del índice de electricidad supera a los
anteriores en monto de ahorro ya que se obtuvo 75,986 pesos mensualmente, es importante

83
destacar que el costo proporcionado para el cálculo de 2.5458 pesos por kilowatt se encuentra
muy presionado para su alza debido a que el subsidio que recibe, y previendo los incrementos
anunciados para los próximos meses, las cantidades que se manejen para una posterior
evaluación a 180 días presentarán una diferencia significativa. Los once centavos de
reducción por hectolitro de cerveza que dejan de pagarse en la facturación que cobra la
Comisión Federal de Electricidad representan una ventaja competitiva contra cualquiera de las
plantas, tal como fue evaluado al indicio del capítulo de resultados, por lo que la presente
información (Tabla 21) confirma un buen desempeño como índice y un excelente resultado
financiero como ahorro.
Tabla 21. Resultado financiero por reducción en el índice de electricidad a 90 días.
Resultado financiero del Kaizen 004/09 por reducción en el índice de electricidad a 90 días
Kaizen Antes Después
30 de Mayo 2009 30 de Agosto 2009 Índice consumo de electricidad. 0.46 0.42 Costo del kilowatt industrial en pesos. 2.5458 Costo en pesos del kilowatt empleado por
hectolitro de cerveza. 1.1715 1.0697
Volúmen promedio mensual en hectolitros producidos en el período. 745,895
Facturación por concepto de electricidad en pesos durante el período. 873,837 797,851
Ahorro en pesos mensualmente 75,986Fuente: propia documentación Kaizen 004/09
Finalmente se analiza el costo-beneficio que representó la implementación de la metodología
Kaizen (Tabla 22) en la mejora de los indicadores de la Termoeléctrica, empleando como
insumo la sumatoria de ahorros para el trimestre evaluado, comparando los gastos generados
por la propia implementación obteniendo que, con una inversión por conceptos de gastos
propios del desarrollo del evento, mantenimiento y adquisiciones se erogó la cantidad de
150,869 pesos, y sumando los tres ahorros obtenidos en cada uno de los índices de consumo
de combustible, vapor y electricidad se obtuvo un ahorro de 505,116 pesos que comparados
con la cantidad referida anteriormente nos da una diferencia favorable de 354,247 pesos como
resultado del ejercicio lo que nos permite reforzar lo que en los resultados se ha mencionado,
tanto en productividad, financieramente y bajo la revisión de costo-beneficio, la

84
implementación de ésta metodología ha encaminado los resultados hacia un proceso de
mejora que se demuestra mediante todas las evidencias presentadas a lo largo del reporte de
resultados.
Tabla 22. Análisis costo-beneficio de la implementación del Kaizen a 90 días.
Concepto Costo en pesos
Acciones a 30 días
registrados en el periódico
Kaizen
Acciones a 90 días
registrados en el periódico
Kaizen
Acciones a 180 días
registrados en el periódico Kaizen
Salarios de integrantes 48,500
Viáticos por foráneos 6,450
Papelería empleada 1,350
Renta equipos computo 2,850
Costos de mantenimiento 15,325 11,256 9,450 3,589
Adquisiciones por solicitud 11,258 14,458 3,725 22,658
Costo total en el trimestre por la implementación del Kaizen en pesos 150,869
Ahorro en pesos por reducción en el consumo de combustible trimestrales 158,961
Ahorro en pesos por reducción en el consumo de vapor 118,197
Ahorro en pesos por reducción en el consumo de electricidad 227,958
Ahorro total en el trimestre por la implementación del Kaizen en pesos 505,116
Fuente: propia documentación Kaizen 004/09

85
V. DISCUSIÓN
Implementar metodologías de mejora comprobadas por sus resultados exitosos
publicados, pueden no ser una garantía en el momento de su aplicación para el logro de
objetivos similares, sin embargo, en el caso de la metodología Kaizen que agrupa una serie de
herramientas y técnicas para la mejora continua, cuya aplicación consistente garantiza
cambios en sentido favorable para los objetivos que se persiguen, presenta resultados con una
comprobación de mejora, como lo es el caso de la presente investigación, en donde las
evidencias demuestran que a pesar de no alcanzar en el período de 90 días los resultados
definidos en la meta, su tendencia nos permite ubicarlos en dicha posición al llegar a los 180
días. La variabilidad que experimentaron los tres índices nos muestran mayor control de
proceso, indudablemente que durante la semana y al realizar las actividades de corrección se
presentaron condiciones que afectaron temporalmente el resultado, al encontrar estabilidad en
las semanas siguientes, dos de los índices quedaron registrados con una notaria disminución
tal como lo muestran las evidencias presentadas en el capítulo de resultados, lo relevante de
esta metodología es la acción determinada para desarrollar actividades e implementar
diferentes formas de atender las operaciones bajo diferentes ópticas, resultado de la
participación del equipo multidisciplinario.
El impacto en índices para el logro de la meta en el período de tres meses se alcanzó, sin
embargo, la metodología considera una revisión en el mediano plazo, es decir a 180 días para
complementar esta investigación, identificando tendencias y ubicando la posición del rango
de resultados en valores excelentes en el semaforización Kaizen.. El indicador de consumo de
combustible presentó resultados aún mejores que los mostrados en los resultados ya
posteriormente a la realización del evento Kaizen en el corte de 90 días se obtuvo
información en relación al poder calorífico del gas que en su momento de análisis no se
consideró porqué la empresa proveedora no lo difundió a todos sus clientes, una vez que
nuestro parámetro de referencia en función a los litros de combustible consumidos se alteró
porque con la misma cantidad de gas, el poder calorífico era menor y por lo tanto la función
de calefacción se veía disminuida. De aplicarse un factor de corrección por la condición

86
descrita se obtendría una mejora en el índice del orden de 2.40 litros de gas por hectolitro de
cerveza producido, que ubica el desempeño en los límites de la excelencia, es decir, alcanzar
la meta en el período de 90 días, con unos resultados de ahorro que prácticamente duplican la
cantidad de
Las actividades desarrolladas durante el evento Kaizen, como los boletines de mejora
implementados, las lecciones de un solo punto difundidas y las ayudas visuales permiten al
equipo de personas involucradas tanto en el equipo de desarrollo como el del área operativa
fortalecer la cultura del análisis y participación de las actividades enfocadas a la productividad
y desempeño exitoso, desde el planteamiento de actitud en el desempeño del trabajo hasta el
reconocimiento a través de diferentes medios como el otorgamiento de certificados de
participación, inclusión en la sala de equipos Kaizen, la invitación a futuros eventos similares
y la compensación económica resultado de los ahorros en el mismo orden, permiten que el
espíritu del equipo mejore, para colocarlos en una espiral virtuosa en función a que mejores
resultados reconocen una efectiva participación tanto en el análisis como en las acciones
ejercidas en la búsqueda de ahorros específicos, las contribuciones económicas incentivan,
pero el reconocimiento motiva de una manera tal que los resultados se superan cuando el
equipo de trabajo evalúa el impacto favorable que puede tener su participación.
Existen diferentes formas de abordar problemas ó áreas de oportunidad para mejora en una
organización, metodologías como el Kaizen amalgaman herramientas que en lo individual
permiten resultados favorables cuando se aplican adecuadamente, cuando dichas herramientas
se conjugan disponiendo de los recursos necesarios tales como: integrantes de equipos de
trabajo involucrados en sus procesos, tiempo destinado para el análisis, presupuestos para
dirigirlos en actividades específicas de corrección y seguimientos implementados a través de
sistemas, se obtienen resultados con clara tendencia hacia la mejora continua, que pueden solo
acotarse en los niveles de resultado financiero ó de productividad, pero que cuando forman
parte del orgullo de los equipos de trabajo por encontrar mejores formas de realizar las
actividades laborales obteniendo resultados como los presentados en comparación con las
demás plantas cerveceras, donde ejercicios como el estudiado permiten reposicionar en los
niveles de productividad pasando de terceras y segundas posiciones a primer lugar, mediante
aplicar una metodología que garantiza resultados.

87
De la presente investigación presentó recomendaciones para la estrategia de seguimiento en
los resultados posteriores a los 90 días, ya que conforme se expresa en la metodología el líder
debería seguir actualizando y monitoreando los resultados, sin embargo considero de mayor
asertividad el mantener a tres integrantes del equipo funcional del Kaizen para que dentro de
las funciones puedan reasignase seguimientos específicos y se logre de manera conjunta llegar
a los eventos de cierre con la participación de más integrantes logrando con ello mayor apoyo
en las áreas de soporte y retroalimentación de resultados.
88
REFERENCIAS
Bremner, Brian. (2003), Can Anything Stop Toyota . Business Week, 115-122. Cantú, H. (2000). Desarrollo de una cultura de calidad, Mc-Graw Hill, México. Crosby, Philip. (1980). Quality is free. The of making quality certain. New American library, USA. Crosby, Philip. (1998). La Calidad no cuesta. El arte de cerciorarse de la calidad. CECSA Editores. México. Deming W. Edwards. (1989). Calidad, productividad y competitividad. La salida de la Crisis. Ediciones Díaz de Santos, S.A. México. Evans, J. William M. Lindsay (2005). Administración y Control de la Calidad. Internacional Thomson Editores, México. Feigenbaum Armand V. (1951). Quality Control Principles: Practice and Administration. McGraw-Hill, New York. Fomento Económico Mexicano. (2007) Siempre los mejores. Informe directivo, 43(2) p. 13. Gutiérrez Mario. (2004). Administrar para la Calidad. Conceptos Administrativos del control total de calidad. Editorial LIMUSA. México. Harrington, James. Administración del mejoramiento continuo. McGraw Hill, 1997 Harrington, James. (1997). Administración total del mejoramiento continuo, Editorial Mc. Graw Hill Interamericana S.A., Colombia. http://www.calidad.org/s/pareto.pdf (Abril de 2001) Sociedad Latinoamericana para la Calidad. Imai, Masaaki (1986) Kaizen: The Key To Japan's Competitive Success McGraw-Hill/Irwin Imai, Masaaki Kaizen. México: Editorial CECSA, 1989 Imai, Masaaki (1996) Kaizen - Clave de La Ventaja Competitiva Imai, Masaaki (1997) Gemba Kaizen: A Commonsense, Low-Cost Approach to Management
McGraw-Hill Imai, Masaaki Cómo implementar el kaizen en el sitio de trabajo (gemba). Bogotá – Colombia:
McGraw–Hill Interamericana S. A., 1998.
89
Imai, Masaaki (2007) Philosophy and Kaizen Kaizen Institute Kaizen Collage TPM (2007) Kaizen Practitioner Program Kaizen Institute Kenneth W. Dailey (2005) The Kaizen Pocket Handbook DW Publishing Co. Marsh, J. (2000) Herramientas para la mejora continua AENOR, Madrid Niebel, B., Freivalds, A., Ingeniería Industrial: Métodos, estándares y diseño del trabajo, México: Alfaomega, 2001, pp. 1-1 Lefcovich, Mauricio (2007) Ventajas y beneficios del Kaizen
http://www.tuobra.unam.mx/publicadas/040816180352.html Omachonu Vincent K., Ross Joel E. (2004). Principles of Total Quality. Third Edition. CRC Press. Washington. Perdomo, G. (2005). Evaluación del proceso de control de gestión ambiental en las empresas
Siderúrgica de grupo SIVENSA. Universidad Centro Occidental Lisandro Alvarado. Perú Villegas, Jesús Cambio y mejoramiento continuo .Ed. Diana, 1999

90
LISTA DE ANEXOS
Anexo 1. Tablas Anexo 2. Cronograma Anexo 3. Figuras

91
A1. Tablas
Tabla 2 Conformación de integrantes del equipo Kaizen
Participant
e Nombre Área Experiencia
Líder Luis Raúl Córdoba Cruz Fuerza Motriz
Electromecánica
Equipos de
generación
Equipos de alto
desempeño
Sublíder Jorge Santamand Rodríguez Aseguramiento
de Calidad
Sistemas de calidad
Análisis químicos
Tratamiento del
agua
Integrante
s
Alfonso Hernández Castro
Sergio Yonca Rodríguez
Carlos Rodríguez López
Arturo Hernández Flores
Enrique Pérez Rosales
Envasado
Almacenes
Adquisiciones
Mantenimiento
Elaboración
Mantenimiento
Ingeniería Industrial
Compras Técnicas
Electricidad
Operación equipos
de cocción
Externo Luciano Hernández Cruz
Generación de
vapor planta
externa
Revestimientos de
equipos de calefacción
y manejo seguro del
vapor
Fuente: propia documentación Kaizen 004/09
Tabla 4. Consumo gas natural descripción actual

92
Mes litros ÍndiceEne 1720221 2.84Feb 1673510 2.77Mar 1730145 2.46Abr 1680071 2.42May 1672950 2.39Jun 1826503 2.57Jul 1857647 2.58Ago 1624957 2.67Sep 1613255 2.66Oct 1452467 2.73Nov 1770038 2.84Dic 1861244 2.53Ene 1660682 2.30Feb 1554827 2.37Mar 1913980 2.29Abr 1827341 2.37May 1762527 2.25
ConsumoGas natural
Fuente: propia documentación Kaizen 004/09
Tabla 5. Consumo de vapor en casa de cocimientos
Cocimientos M
es Tonelad
as Índi
ce E
ne 7521 12.4
3Fe
b 8046 13.3
1M
ar 8201 11.6
4A
br 8581 12.3
4M
ay 8124 11.5
9Ju
n 9043 12.7
1Ju
l 9047 12.5
4A
go 7426 12.2
1Se
p 8168 13.4
4O
ct 5565 10.4
5N
ov 8190 13.1
5

93
Dic 7451
10.13
Ene 6837
11.75
Feb 6972
13.22
Mar 8015
11.17
Abr 7799
11.40
May 8154
12.59
Fuente: propia documentación Kaizen 004/09
Tabla 6. Consumo de vapor en Salas frías Salas frías
Mes
Toneladas
Índice
Ene 159
0.26
Feb 124
0.20
Mar 94
0.13
Abr 106
0.15
May 84
0.12
Jun 113
0.16
Jul 115
0.16
Ago 111
0.18
Sep 107
0.18
Oct 127
0.24
Nov 128
0.20
Dic 118
0.16
Ene 106
0.18
Feb 101
0.19
Mar 90
0.17
A 78 0.1

94
br 5M
ay 85 0.1
9Fuente: propia documentación Kaizen 004/09
Tabla 7. Consumo de vapor en Envasado
Envasado M
es Tonelad
as Índi
ce E
ne 6424 10.62
Feb 5950
9.84
Mar 6412
9.10
Abr 6413
9.22
May 6521
9.30
Jun 6928
9.74
Jul 6799
9.43
Ago 5941
9.77
Sep 5998
9.87
Oct 5465
10.27
Nov 6545
10.51
Dic 7642
10.39
Ene 6152
10.57
Feb 5406
10.25
Mar 7352
10.25
Abr 6926
10.13
May 6515
10.06
Fuente: propia documentación Kaizen 004/09 Tabla 9: Periódico Kaizen de seguimiento a 90 días
Acción Responsable Fecha Avan
ce
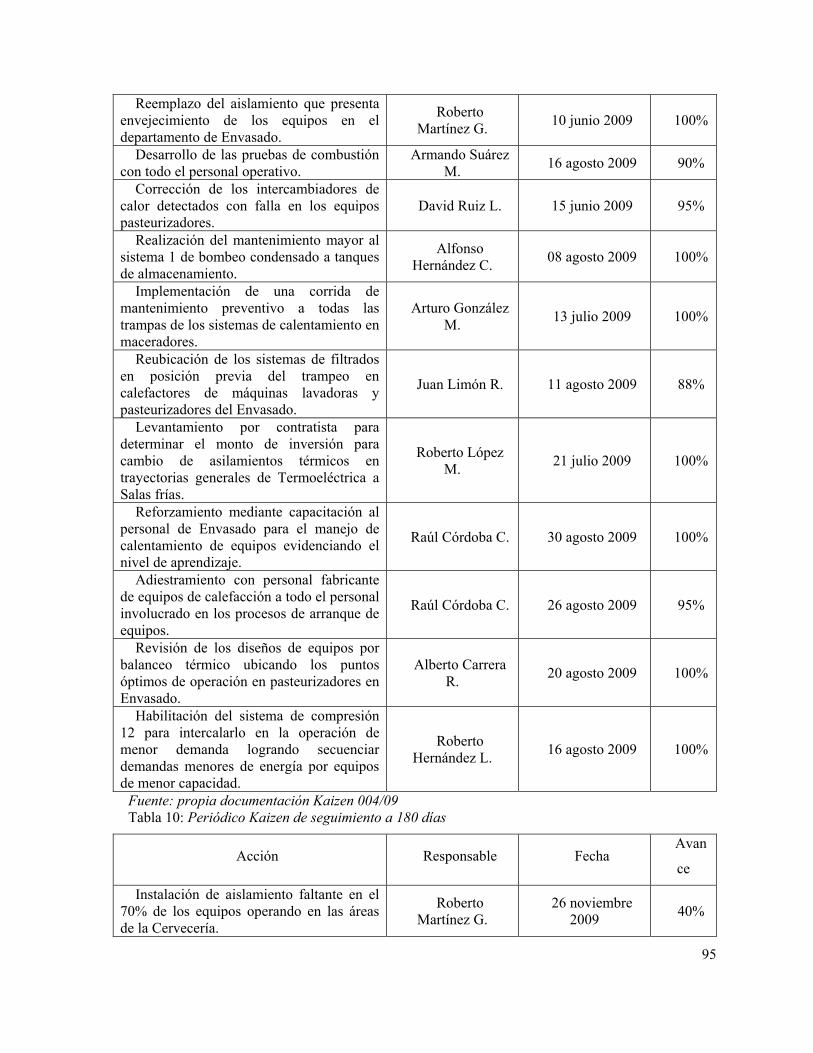
95
Reemplazo del aislamiento que presenta envejecimiento de los equipos en el departamento de Envasado.
Roberto Martínez G. 10 junio 2009 100%
Desarrollo de las pruebas de combustión con todo el personal operativo.
Armando Suárez M. 16 agosto 2009 90%
Corrección de los intercambiadores de calor detectados con falla en los equipos pasteurizadores.
David Ruiz L. 15 junio 2009 95%
Realización del mantenimiento mayor al sistema 1 de bombeo condensado a tanques de almacenamiento.
Alfonso Hernández C. 08 agosto 2009 100%
Implementación de una corrida de mantenimiento preventivo a todas las trampas de los sistemas de calentamiento en maceradores.
Arturo González M. 13 julio 2009 100%
Reubicación de los sistemas de filtrados en posición previa del trampeo en calefactores de máquinas lavadoras y pasteurizadores del Envasado.
Juan Limón R. 11 agosto 2009 88%
Levantamiento por contratista para determinar el monto de inversión para cambio de asilamientos térmicos en trayectorias generales de Termoeléctrica a Salas frías.
Roberto López M. 21 julio 2009 100%
Reforzamiento mediante capacitación al personal de Envasado para el manejo de calentamiento de equipos evidenciando el nivel de aprendizaje.
Raúl Córdoba C. 30 agosto 2009 100%
Adiestramiento con personal fabricante de equipos de calefacción a todo el personal involucrado en los procesos de arranque de equipos.
Raúl Córdoba C. 26 agosto 2009 95%
Revisión de los diseños de equipos por balanceo térmico ubicando los puntos óptimos de operación en pasteurizadores en Envasado.
Alberto Carrera R. 20 agosto 2009 100%
Habilitación del sistema de compresión 12 para intercalarlo en la operación de menor demanda logrando secuenciar demandas menores de energía por equipos de menor capacidad.
Roberto Hernández L. 16 agosto 2009 100%
Fuente: propia documentación Kaizen 004/09 Tabla 10: Periódico Kaizen de seguimiento a 180 días
Acción Responsable Fecha Avan
ce
Instalación de aislamiento faltante en el 70% de los equipos operando en las áreas de la Cervecería.
Roberto Martínez G.
26 noviembre 2009 40%

96
Implementación de formato gráfico para la determinación del desempeño de la combustión en los generadores de vapor.
Armando Suárez M. 28 octubre 2009 60%
Reemplazo preventivo del 80% de los intercambiadores de calor de los equipos pasteurizadores en Envasado.
David Ruiz L. 30 septiembre 2009 80%
Instalación de un sistema adicional a los existentes para el bombeo de condensado a tanques de almacenamiento en el área de Cocimientos.
Alfonso Hernández C. 02 octubre 2009 400%
Instalación de mirillas posteriores a los filtros para evaluar el correcto funcionamiento de los sistemas de trampeo en calefactores de máquinas lavadoras.
Juan Limón R. 15 septiembre 2009 75%
Instalación de aislamiento térmico faltante en trayectorias generales de Termoeléctrica a Salas frías.
Roberto López M.
17 noviembre 2009 35%
Reforzamiento del conocimiento mediante capacitación del procedimiento para la operación de la planta de recuperación de condensados.
Raúl Córdoba C. 19 octubre 2009 65%
Instalación de programas de monitoreo en red de las variables de operación en los sistemas de control de presión para refrigeración alarmando las condiciones definidas como de bajo rendimiento eléctrico para su inmediata atención.
Roberto Hernández L.
21 noviembre 2009 60%
Presentación de programas de producción con alternativas de menor cambio en secuencias similares para reducir el número de arranques
Gabriel Martínez L.
27 noviembre 2009 45%
Reparación mayor de los compresores 6A y 8A detectados como de menor rendimiento en el área de casa de máquinas.
Raúl Córdoba C 21 noviembre 2009 55%
Fuente: propia documentación Kaizen 004/09 Tabla 14. Operación estándar para diagnóstico por pruebas de combustión en equipos generadores
operando.
Procedimiento operativo: Emisión: 13 enero 2009 Clave: PO-GM-CA-023
Operación de los equipos generadores en planta termoeléctrica y personal relevo de operaciones en inspección y arranque
Modificación;
28 mayo 2009
Origen:
Revisión de Kaizen 004/09
Párrafo de inserción: Período Aplica para: Operación equipos Secuencia en turno Operador “A” Generador
Sección 6 Cuerpo descriptor de la operación adicional al principal en el inciso correspondiente a:

97
6.2.4 El Operador “A” deberá realizar el habilitado del equipo de inspección de combustión para la puesta en servicio con 15 minutos de anticipación en los elementos emisores de salida de gases de la combustión.
6.2.5 Los puntos a revisar para la inspección se rotaran en los sentidos horarios para identificar cada una de las tomas de muestra en los mismos.
6.2.6 El tiempo estimado para la realización de la toma de muestra se basará en los minutos de estabilización de la toma de muestra que registra el aparato de medición en sus sistemas.
6.2.7 Para llevar a efecto la operación de toma de muestreo se avisará dentro del programa de relevación del tiempo posterior a la toma de alimentos para que el Operador “B” realice las actividades del cuarto de control durante el tiempo que dure el diagnóstico.
6.6.8 El equipo de inspección tomado para tal efecto deberá ser colocado en los espacios de confinamiento por temperatura elevada identificando con los seguimientos de nota y perimetrales el tiempo de estadía en dicha zona.
Los resultados obtenidos de la toma de muestras de combustión deberán ser registrados en el control PCEG-238 para que se evalúen con las tablas de cargas y se verifique que su condición de desempeño se encuentra dentro de la zona verde, de no ser así reportarlo inmediatamente con su facilitador para la toma de acciones inmediatas.
6.6.9
Después de haber realizados las correcciones necesarias por valores fuera de estándar deberá de repetirse el análisis siguiendo los pasos enunciados co anterioridad y reportando en el registro los datos obtenidos con las notas del correctivo realizado.
Inicio de aplicación INMEDIATO Fuente: propia documentación Kaizen 004/09 Tabla 15. Operación estándar para la recuperación de condensado en los equipos de lavado y
pasteurizado.
Procedimiento operativo: Emisión: 19 febrero 2008 Clave: PO-AC-CA-018
Operación de los equipos de lavado de botella y pasteurizado de cerveza en el departamento de envasado así como de la planta de recuperación de condensado en el departamento de fuerza motriz.
Modificación;
29 mayo 2009
Origen:
Revisión de Kaizen 004/09
Párrafo de inserción: Período Aplica para las funciones en:
Operación equipos Cada paro y arranque de línea Operador de trabajos “C” Operador de
recuperación Operador sistemas “A”
Sección 3 Cuerpo descriptor de la operación adicional al principal en el inciso correspondiente a:

98
3.1.4 El Operador “C” deberá verificar que las líneas de expulsión de condensado se encuentren conectadas a la línea de recuperación de condensado y que el equipo de bombeo instalado en el sótano del área se encuentre en funcionamiento.
3.1.5 Los operadores de apoyo en los períodos de arranque deberán asegurar la operación del inciso anterior y si se detectan condiciones parciales en las conexiones deberán reportarse al responsable del turno para efectuar los correctivos.
3.1.6 El operador de recuperación de condensado deberá verificar dos veces por turno la operación fluida del sistema de captura en tanques de almacenamiento de condensado analizando y actuando de manera descrita en el inciso de acciones por contaminación cuando el condensado retorne en condiciones no aptas para su recuperación.
3.1.7 El Operador de sistemas “A” deberá mantener informado de los niveles de recuperación y de los resultados de análisis efectuados por laboratorio asegurando que ningún contaminante se pueda ingresar a los tanques de operación y alimentación a generadores de vapor.
3.1.8 Los reportes de condiciones de retorno parcial ó cierre se deberán canalizar a cada turno para su vaciado en los sistemas de información, así como todas las notas de volúmenes obtenidos para su verificación con los contabilizadores del sistema de adición
Inicio de aplicación 01 junio 2009 Fuente: propia documentación Kaizen 004/09 Tabla 16. Operación estándar para la secuencia de calentamiento en los equipos de intercambio de
calor. Procedimiento operativo de
nueva creación: Emisión:
No aplica Clave: PO-por asignar
Nueva creación Operación de secuencia de
calentamiento de los equipos de intercambio de calor ubicados en las líneas de producción que aplique
Modificación;
Nueva creación
Origen:
Revisión de Kaizen 004/09
Párrafo de inserción: Período Aplica para: Operación equipos
En arranques
Operador “A” Generador Operador de turbinas Operador de maceradores Operador de elaboración Operadores relevos
Sección única Cuerpo descriptor de la operación de nueva creación: 1.1.1 Las funciones de Operador “A” Generador, Operador de
turbinas, Operador de maceradores, Operador de elaboración, Operadores relevos El Operador “A” deberá realizar el habilitado del equipo de calefacción con el tiempo estimado previo de 85 minutos a partir que se les suministra el vapor por la línea principal.
1.1.2 Se deberá proceder a efectuar el purgado de aire por la línea superior indicando el corte oportuno antes de la presencia de vapor.

99
1.1.3 El tiempo posterior estimado para la llegada de vapor dependerá de la ubicación del equipo pero se deberá estar presente en todo momento para suspender la salida de vapor por las líneas de purgado
1.1.4 Una vez que se detecta vapor en la llegada se procederá a canalizarlo por el sistema de purgado a recuperación asegurando el cierre adecuado de las líneas de purga y sus válvulas operadas completamente en su posición de cierre.
1.1.5 Los equipos que presenten problemas de ruptura interna de sus elementos de intercambio deberán de quedar aislados y reportados en el sistema de anormalidades para su inmediata atención, evitando en todo momento canalizarlos al sistema de recuperación para evitar la contaminación de los tanques de almacenamiento.
Los resultados de la toma de muestras de condensado se entregarán directamente al laboratorio de termoeléctrica.
1.1.6
Se deberá avisar con anticipación al operador de recuperación cuando se lleve a efecto un paro programado dentro del turno de operación.
Inicio de aplicación Por autorización de CDC Fuente: propia documentación Kaizen 004/09 Tabla 17: Control visual para la secuencia de operación de compresores de
amoniaco.
Fuente: propia documentación Kaizen 004/09
Tabla 18. Control visual de manejo de mamparas deflectoras de aire en generadores de vapor.
Carg
98
70
65
3-
14-
11-9-
6-3-
6- 5- 6-
45
70
20

100
GAS PETROLEO GAS PETROLEO GAS PETROLEO GAS PETROLEO3 2 2 2 3 2 1½ 2
3¼ 4 1 4 2 4 2 44½ 2 4 2 4 2 3 2
GAS PETROLEO GAS PETROLEO GAS PETROLEO GAS PETROLEO3¼ 2 1½ 2 2 2 3 22 4 2 4 1 4 3¼ 44 2 3 2 4 2 4½ 2
CONTROL VISUAL PARA EFICIENTAR LA COMBUSTIÓN
LADO ORIENTE
QUEMADOR No 4 QUEMADOR No 3
QUEMADOR No 1QUEMADOR No 2
LADO PONIENTEQUEMADOR No 4
QUEMADOR No 1 QUEMADOR No 2
QUEMADOR No 3LADO PONIENTE
CALDERA No 2
POSICION DE LAS PERSIANAS DE AIRE A QUEMADORES
CALDERA No 1LADO ORIENTE
Fuente: propia documentación Kaizen 004/09

101
A2. Cronograma
Como parte del proceso de planeación en el desarrollo del presente trabajo se presenta el
cronograma sobre el cual se realizaron las actividades definidas en el tiempo, tomando con ello el
período de la semana cuarta del mes de mayo como la referida al evento Kaizen, con ello las acciones
previas consideradas desde el mes de abril 2009 hasta las actuales en función a la presentación bajo el
protocolo de trabajo Recepcional.

102
Fuente: Propia
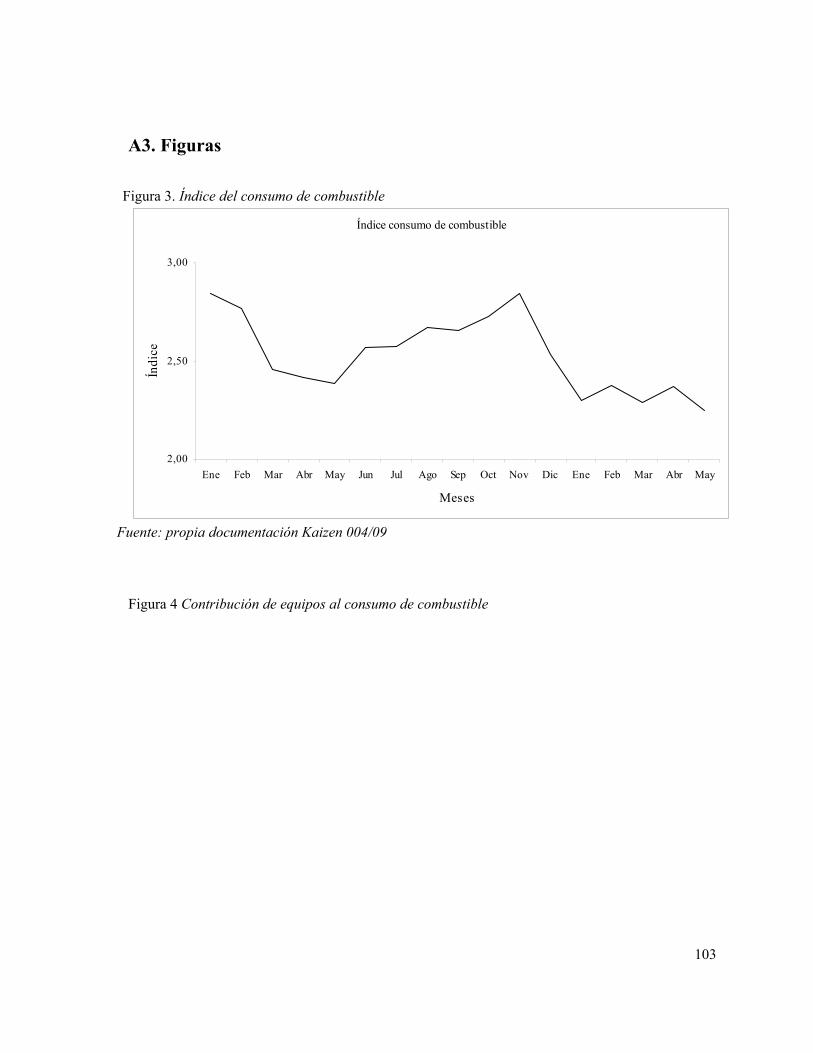
103
A3. Figuras
Figura 3. Índice del consumo de combustible
Índice consumo de combustible
2,00
2,50
3,00
Ene Feb Mar Abr May Jun Jul Ago Sep Oct Nov Dic Ene Feb Mar Abr May
Meses
Índi
ce
Fuente: propia documentación Kaizen 004/09 Figura 4 Contribución de equipos al consumo de combustible
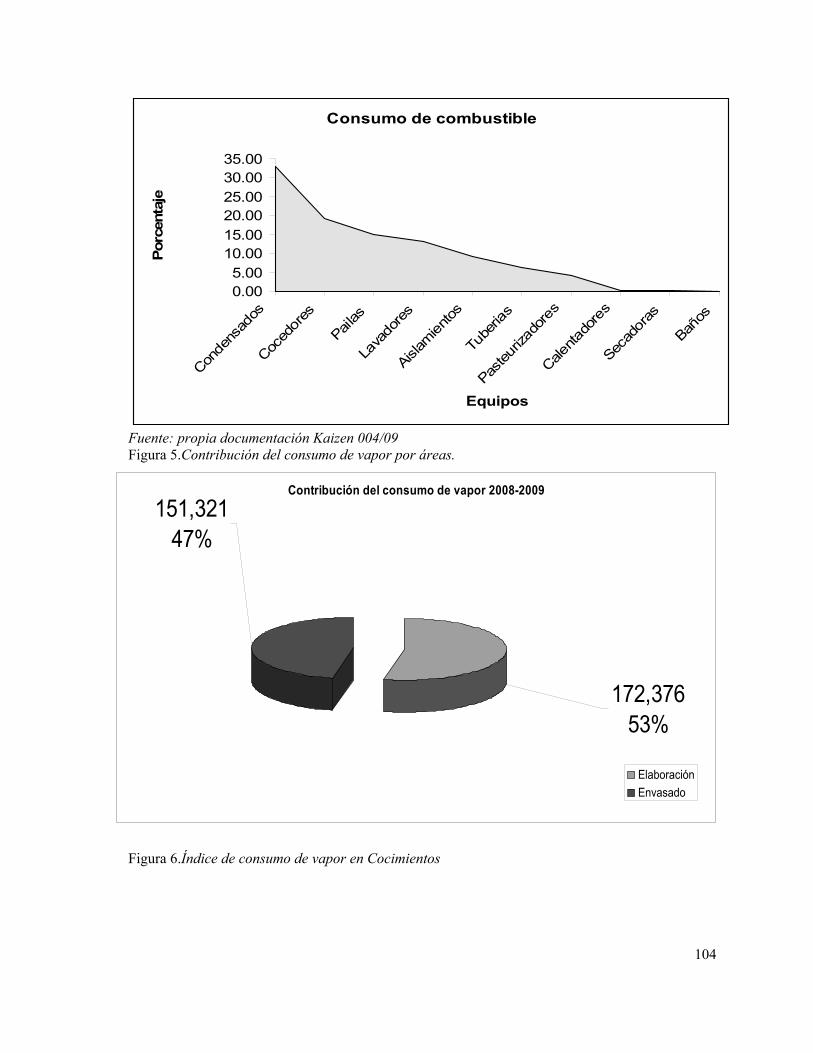
104
Consumo de combustible
0.005.00
10.0015.0020.0025.0030.0035.00
Conde
nsad
os
Coced
ores
Pailas
Lava
dores
Aislam
ientos
Tube
rias
Pasteu
rizad
ores
Calenta
dore
s
Secad
oras
Baños
Equipos
Porc
enta
je
Fuente: propia documentación Kaizen 004/09 Figura 5.Contribución del consumo de vapor por áreas. Fuente: propia documentación Kaizen 004/09 Figura 6.Índice de consumo de vapor en Cocimientos
Contribución del consumo de vapor 2008-2009
172,376 53%
151,321 47%
ElaboraciónEnvasado

105
Índice de consumo de vapor en Cocimientos
9.00
10.00
11.00
12.00
13.00
14.00
Ene Feb Mar Abr May Jun Jul Ago Sep Oct Nov Dic Ene Feb Mar Abr May
Meses
Índi
ce
Fuente: propia documentación Kaizen 004/09 Figura 7.Comportamiento del consumo de vapor en Cocimientos base producción.
Índice de consumo de vapor
400000
600000
800000
ene-08 feb-08 mar-08 abr-08 may-08 jun-08 jul-08 ago-08 sep-08 oct-08 nov-08 dic-08 ene-09 feb-09 mar-09 abr-09 may-09
Prod
ucci
ón
Fuente: propia documentación Kaizen 004/09 Figura 8.Índice de consumo de vapor en Salas frías

106
Índice de consumo de vapor en Salas Frías
0.10
0.15
0.20
0.25
Ene Feb Mar Abr May Jun Jul Ago Sep Oct Nov Dic Ene Feb Mar Abr May
Meses
Indi
ce
Fuente: propia documentación Kaizen 004/09 Figura 9.Índice de consumo de vapor en Envasado
Índice de vapor en Envasado
9.00
9.50
10.00
10.50
11.00
Ene Feb Mar Abr May Jun Jul Ago Sep Oct Nov Dic Ene Feb Mar Abr May
Meses
Índi
ce
Fuente: propia documentación Kaizen 004/09 Figura 10.Comportamiento del consumo de electricidad en Cocimientos

107
Fuente: propia documentación Kaizen 004/09 Figura 11.Comportamiento del consumo de electricidad en Envasado

108
Fuente: propia documentación Kaizen 004/09 Figura 12.Comportamiento del consumo de electricidad en Casa de máquinas
Fuente: propia documentación Kaizen 004/09 Figura 24. Seguimiento de control del Kaizen

109
Fuente: propia documentación Kaizen 004/09 Figura 25. Boletín de mejora para adecuación línea de condensado en pasteurizadores.

110
BOLETÍN DE MEJORA MEJORA: Adecuación de la línea de recuperación de
condensado en los equipos de pasteurización
Equipo: Línea de recuperación condensado Fecha: Martes 26 de mayo 2009 Maquinaria: Pasteurizador
CONDICIONES ANTES DE LA MEJORA
La línea de recuperación de condensado se encontraba en posición horizontal impidiendo el correcto flujo de salida hacia el colector.
CONDICIONES DESPUES DE MEJORA
La línea se ubica en la posición vertical a través del pasa muro con las normas de sujeción adecuadas y con el espacio para el revestimiento.
DETALLE: Fijación de la tubería de 30 mm. en el soporte lateral del equipo pasteurizador con la separación
para recubrimiento de 6 mm. y los espacios laterales en el pasa muro para la instalación del resto de trazo de líneas de conducción y retorno.
Registro área: BMEP-0085 Origen: Kaizen 004/09 Fuente: propia documentación Kaizen 004/09 Figura 26. Boletín de mejora para la homogenización del sistema de temperaturas lavadoras.
Tubería de 30 mm. de acero
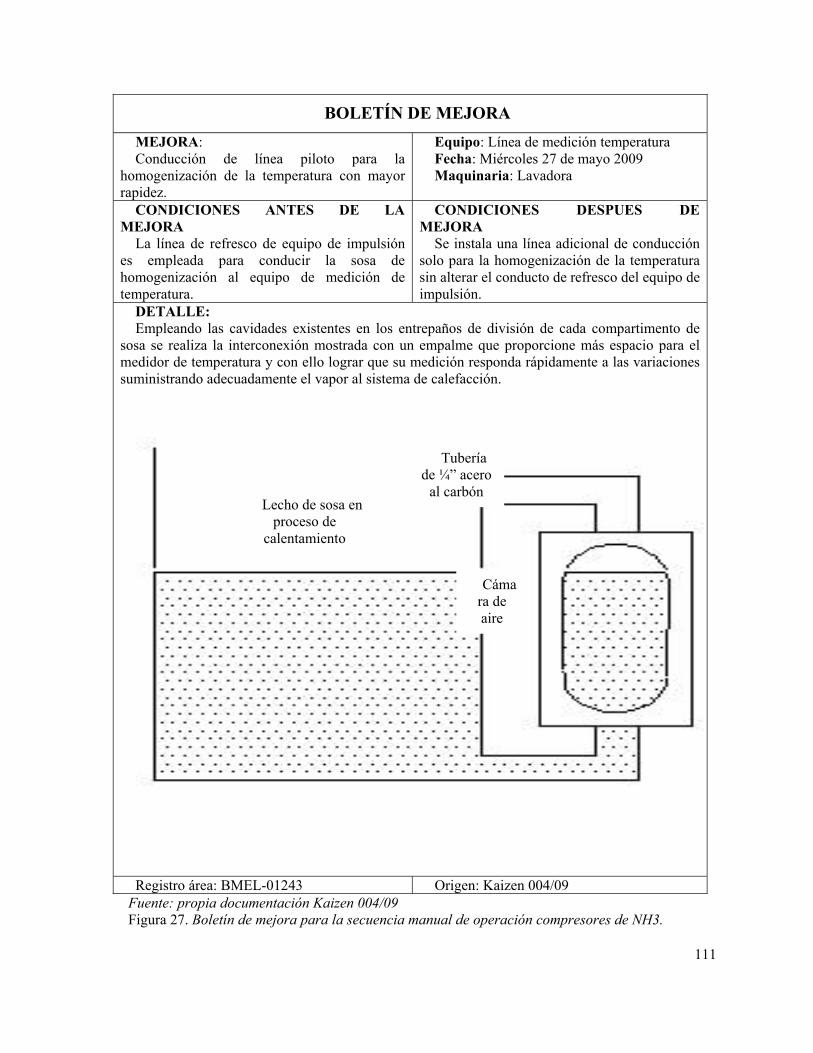
111
BOLETÍN DE MEJORA MEJORA: Conducción de línea piloto para la
homogenización de la temperatura con mayor rapidez.
Equipo: Línea de medición temperatura Fecha: Miércoles 27 de mayo 2009 Maquinaria: Lavadora
CONDICIONES ANTES DE LA MEJORA
La línea de refresco de equipo de impulsión es empleada para conducir la sosa de homogenización al equipo de medición de temperatura.
CONDICIONES DESPUES DE MEJORA
Se instala una línea adicional de conducción solo para la homogenización de la temperatura sin alterar el conducto de refresco del equipo de impulsión.
DETALLE: Empleando las cavidades existentes en los entrepaños de división de cada compartimento de
sosa se realiza la interconexión mostrada con un empalme que proporcione más espacio para el medidor de temperatura y con ello lograr que su medición responda rápidamente a las variaciones suministrando adecuadamente el vapor al sistema de calefacción.
Registro área: BMEL-01243 Origen: Kaizen 004/09
Fuente: propia documentación Kaizen 004/09 Figura 27. Boletín de mejora para la secuencia manual de operación compresores de NH3.
Tubería de ¼” acero
al carbón Lecho de sosa en
proceso de calentamiento
Cámara de aire

112
BOLETÍN DE MEJORA MEJORA: Secuencia para la operación de compresores
de amoniaco en función a su mejor desempeño para el ahorro de electricidad.
Equipo: Compresores de NH3 Fecha: Jueves 28 de mayo 2009 Maquinaria: Sistema de refrigeración
CONDICIONES ANTES DE LA MEJORA
La secuencia de puesta en operación de los 17 compresores de amoniaco no tenía respaldo técnico para definir cual era el más adecuado de operar en función al consumo eléctrico.
CONDICIONES DESPUES DE MEJORA
Los compresores presentan una secuencia revisada con los fabricantes para establecer los valore óptimos de carga en los que cumplen con el proceso de compresión al menor costo de consumo eléctrico.
DETALLE: La operación de los sistemas de compresión se basarán en la discrecionalidad del operador
basándose en la presente tabla de descenso de la carga, de tal forma que en el decremento escalonado presentará con prioridad la operación de los compresores anotados en las figuras, y sólo cunado la carga rebase del 65% empleará únicamente los relacionados en la sección de operación.
Registro área: BMFM-0133 Origen: Kaizen 004/09
Fuente: propia documentación Kaizen 004/09 Figura 28. Lección de un solo punto para la identificación de elementos en los equipos de purgado
de vapor.
Compresor 2-4
Compresor 7-9
Compresor 3-6
Compresor 11-7
Solo con carga del
65%
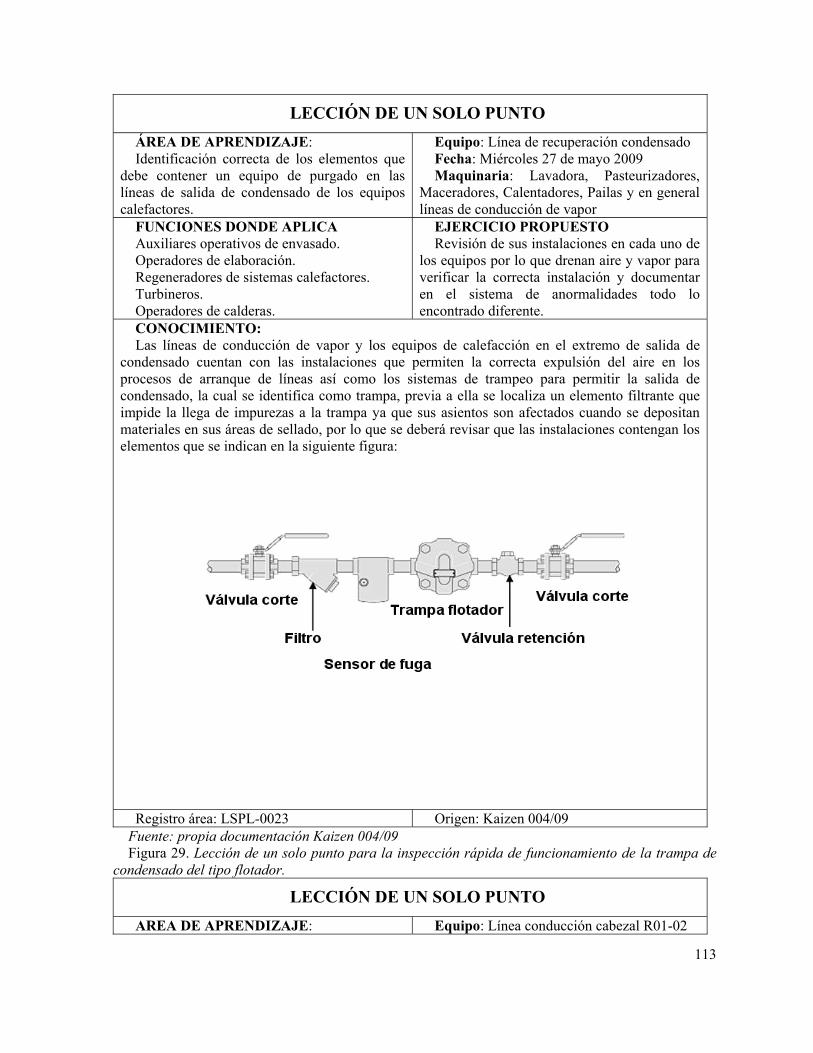
113
LECCIÓN DE UN SOLO PUNTO ÁREA DE APRENDIZAJE: Identificación correcta de los elementos que
debe contener un equipo de purgado en las líneas de salida de condensado de los equipos calefactores.
Equipo: Línea de recuperación condensado Fecha: Miércoles 27 de mayo 2009 Maquinaria: Lavadora, Pasteurizadores,
Maceradores, Calentadores, Pailas y en general líneas de conducción de vapor
FUNCIONES DONDE APLICA Auxiliares operativos de envasado. Operadores de elaboración. Regeneradores de sistemas calefactores. Turbineros. Operadores de calderas.
EJERCICIO PROPUESTO Revisión de sus instalaciones en cada uno de
los equipos por lo que drenan aire y vapor para verificar la correcta instalación y documentar en el sistema de anormalidades todo lo encontrado diferente.
CONOCIMIENTO: Las líneas de conducción de vapor y los equipos de calefacción en el extremo de salida de
condensado cuentan con las instalaciones que permiten la correcta expulsión del aire en los procesos de arranque de líneas así como los sistemas de trampeo para permitir la salida de condensado, la cual se identifica como trampa, previa a ella se localiza un elemento filtrante que impide la llega de impurezas a la trampa ya que sus asientos son afectados cuando se depositan materiales en sus áreas de sellado, por lo que se deberá revisar que las instalaciones contengan los elementos que se indican en la siguiente figura:
Registro área: LSPL-0023 Origen: Kaizen 004/09
Fuente: propia documentación Kaizen 004/09 Figura 29. Lección de un solo punto para la inspección rápida de funcionamiento de la trampa de
condensado del tipo flotador.
LECCIÓN DE UN SOLO PUNTO AREA DE APRENDIZAJE: Equipo: Línea conducción cabezal R01-02

114
Identificación de los elementos constitutivos de las trampas para condensado de tipo flotador para la identificación rápida de su buen funcionamiento.
Fecha: Jueves 28 de mayo 2009 Maquinaria: Maceradores
FUNCIONES DONDE APLICA Operador elaboración Operador piso macerador Operador relevo A-C
EJERCICO PROPUESTO Revisar con personal de mantenimiento los
sistemas de trampeo desarmado en el área de taller para identificar las piezas físicamente.
CONOCIMIENTO: El elemento interno encargado de la separación del vapor y condensado se puede identificar
mediante la remoción de la tuerca que se ubica en la parte superior de 3/8” para revisar el estado de sellado y accionamiento del obturador,
Registro área: LSPCC-0075 Origen: Kaizen 004/09
Fuente: propia documentación Kaizen 004/09 Figura 30. Lección de un solo punto para identificar las cargas de condensado permitidas en los
equipos de intercambio.
LECCIÓN DE UN SOLO PUNTO AREA DE APRENDIZAJE: Identificación de la relación existente con la
expulsión de condensado en los equipos calefactores
Equipo: Línea de vapor Fecha: Miércoles 27 de mayo 2009 Maquinaria: Intercambiadores de calor
Tapa superior de retiro para inspección de sellado adecuado
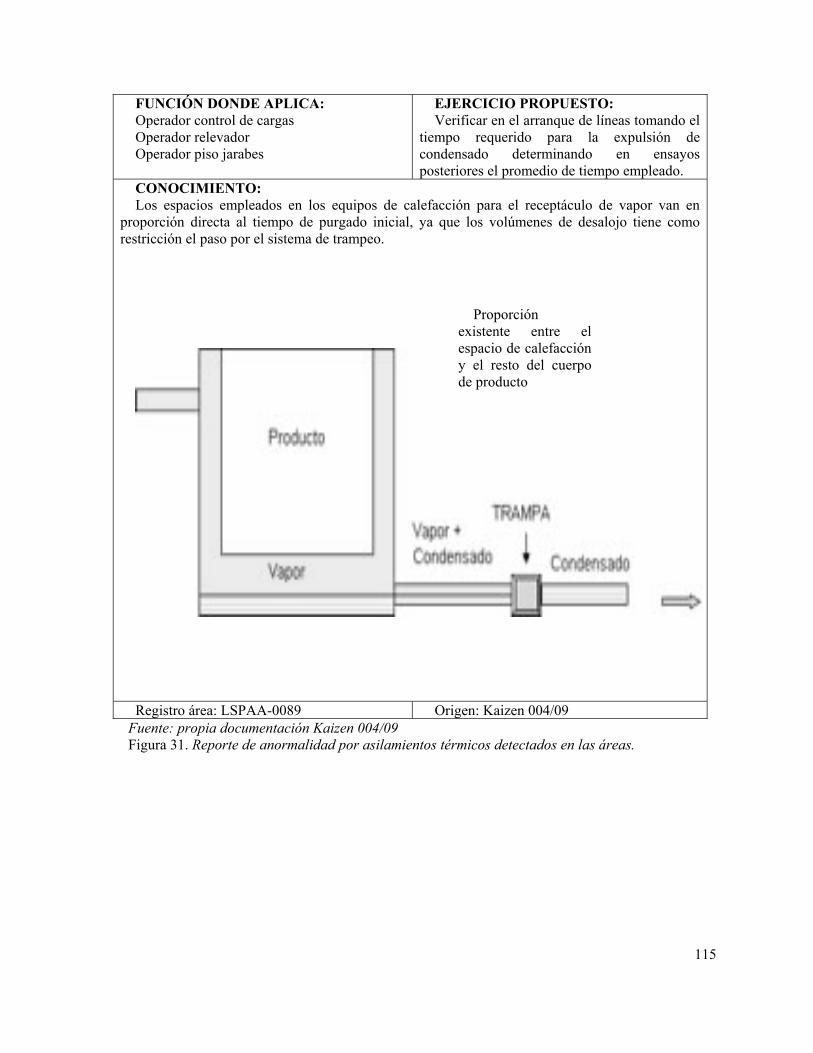
115
FUNCIÓN DONDE APLICA: Operador control de cargas Operador relevador Operador piso jarabes
EJERCICIO PROPUESTO: Verificar en el arranque de líneas tomando el
tiempo requerido para la expulsión de condensado determinando en ensayos posteriores el promedio de tiempo empleado.
CONOCIMIENTO: Los espacios empleados en los equipos de calefacción para el receptáculo de vapor van en
proporción directa al tiempo de purgado inicial, ya que los volúmenes de desalojo tiene como restricción el paso por el sistema de trampeo.
Registro área: LSPAA-0089 Origen: Kaizen 004/09
Fuente: propia documentación Kaizen 004/09 Figura 31. Reporte de anormalidad por asilamientos térmicos detectados en las áreas.
Proporción existente entre el espacio de calefacción y el resto del cuerpo de producto

116
Fuente: propia documentación Kaizen 004/09 Figura 32. Reporte de anormalidad por funcionamiento del equipo de trampeo.
REPORTE DE ANORMALIDADES SISTEMA MAD
Clave personal:
Área específica:
Mal estado de:
Recubrimiento:
ANORMALIDAD POR AISLAMIENTO TÉRMICO
Aislamiento:
Forro exterior:
Cubierta máquina:
Descripción de la anormalidad:
Dibuje croquis de ubicación:
Direccionado a:
Mantenimiento maquinaría:
Proyectos edificios:
Equipo de línea:
Termoeléctrica:
Rep. MAD 043/SADEM 04

117
Fuente: propia documentación Kaizen 004/09 Figura 33. Reporte de anormalidad por fugas de aire.
REPORTE DE ANORMALIDADES SISTEMA MAD
Clave personal: Área específica:
ANORMALIDAD POR FUNCIONAMIENTO TRAMPEO
Descripción de la anormalidad:
Direccionado a: Mantenimiento del área:
Equipos MAD en línea:
Contratista:
Programación SAP:
Rep. MAD 113/SADEM 04
Posicione curso en elemento con anormalidad
Elemento de filtrado Tipo de trampa Válvula unidireccional
Se abren submenús de la clasificación de tipos existentes en el área

118
Fuente: propia documentación Kaizen 004/09
REPORTE DE ANORMALIDADES SISTEMA MAD
Clave personal: Área específica:
ANORMALIDAD POR FUGAS DE AIRE
Rep. MAD 123/SADEM 04
Descripción complementaria

119
Figura 34. Control visual para el balanceo de cargas eléctricas.
Fuente: propia documentación Kaizen 004/09 Figura 35. Control visual para el control de presiones en generador de vapor.
Fuente: propia documentación Kaizen 004/09

120
Figura 36. Control visual para la secuencia de apertura de cargas eléctricas.
Fuente: propia documentación Kaizen 004/09