Maquinabilidad en materiales más usado en proceso de
27
Generalidades de la fuerza de corte en ensayos de Maquinabilidad En los ensayos de Maquinabilidad y en la practica solo se pueden medir ciertas fuerza Estas fuerza son las mostradas en figura b
-
Upload
jose-arenas-canas -
Category
Documents
-
view
67 -
download
2
Transcript of Maquinabilidad en materiales más usado en proceso de

Generalidades de la fuerza de corte en ensayos de Maquinabilidad
En los ensayos de Maquinabilidad y en la practica solo se pueden medir ciertas fuerza Estas fuerza son las mostradas en figura b
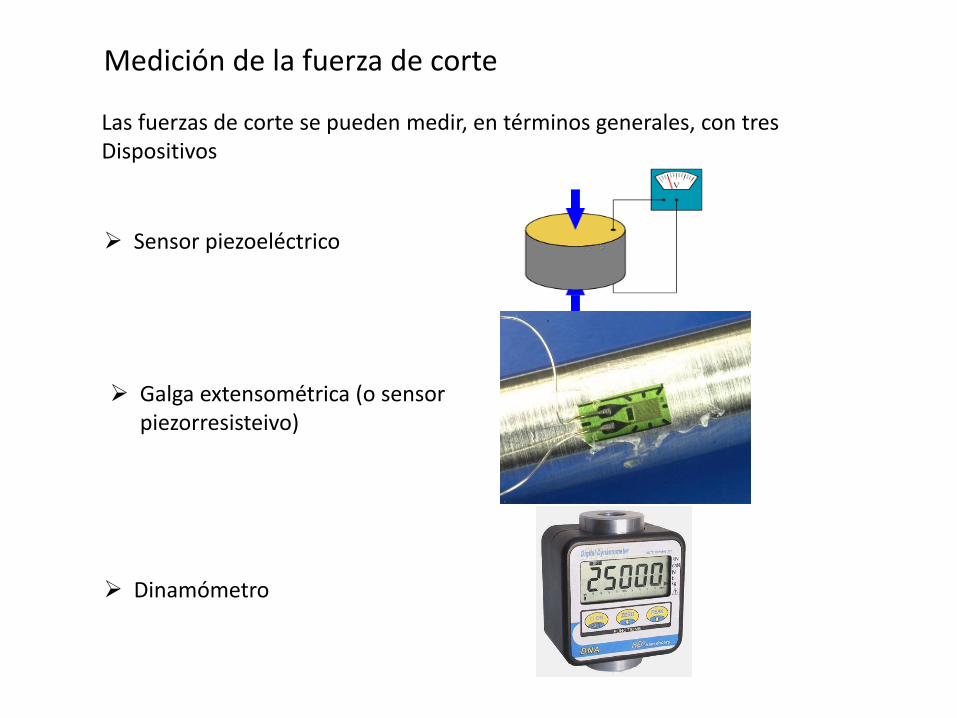
Medición de la fuerza de corte
Las fuerzas de corte se pueden medir, en términos generales, con tres Dispositivos
Sensor piezoeléctrico
Galga extensométrica (o sensor piezorresisteivo)
Dinamómetro

Esquema de recolección de información
Debido a que el procesos de corte de metales es un proceso dinámico; en él se general grandes vibraciones, a las cuales son sensibles todos los sensores con ellos se hace necesarios emplear filtros de distintos tipos (tipo pasa bajos) ( Butterworth)
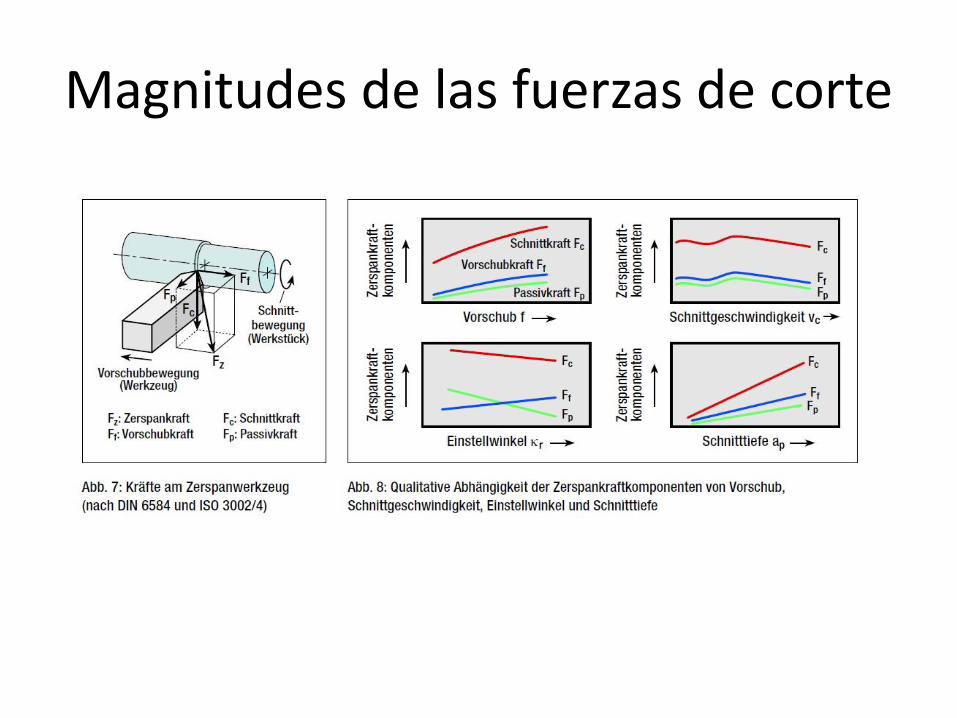
Magnitudes de las fuerzas de corte

De lo anterior resulta válido el análisis que se hace en la practica y en la literatura en general, es decir analizar la fuerza de corte como un sistema ortogonal
(imágenes tomadas de Handbook machinig vol 16 pag 19)
Sistema de fuerzas oblicuas en el maquinado (3D)
Sistema de fuerzas ortogonales (2D)
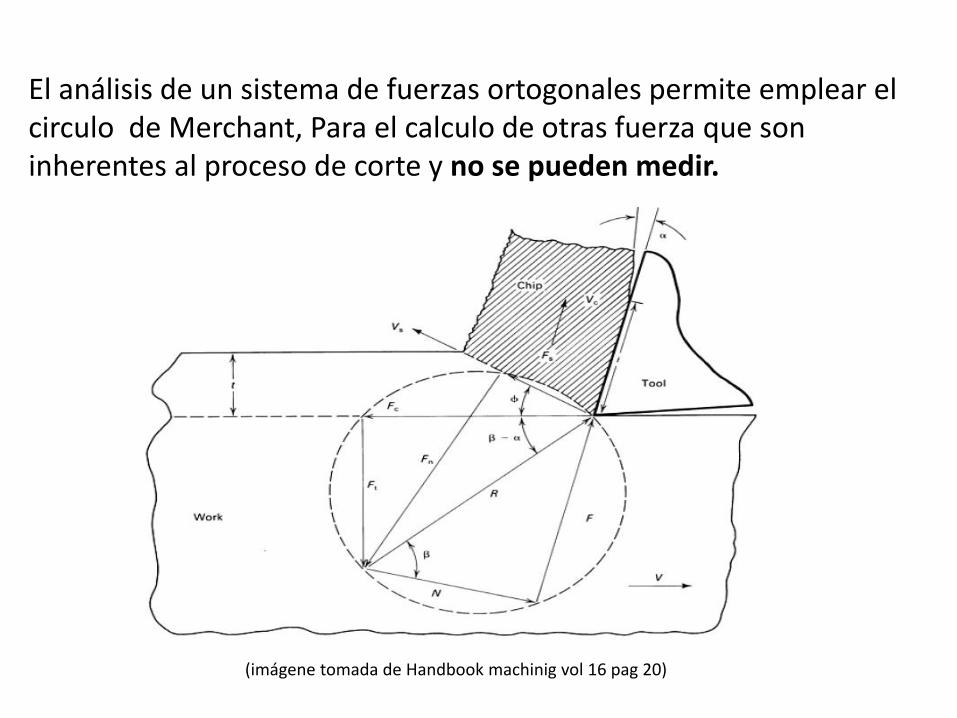
El análisis de un sistema de fuerzas ortogonales permite emplear el circulo de Merchant, Para el calculo de otras fuerza que son inherentes al proceso de corte y no se pueden medir.
(imágene tomada de Handbook machinig vol 16 pag 20)

Generalidad de variables que afectan la maquinabilidad
En el material a mecanizar
En la maquina
El tipo de material
La dureza
La microestructura
Endurecimiento por deformación
Geometría
Velocidad de corte
Material de herramienta
Fluidos de corte
Avance y profundidad (feed)
Maquinabilidad en materiales más usado en proceso de manufactura
Materiales más usados
• Aceros (variados).
• Cobre y aleaciones.
• Aluminio y aleaciones.

Maquinabilidad en aceros
Generalmente los factores que influyen en la maquinabilidad de los aceros son :
Contenido de carbono
Contenido de elementos aleantes Dureza en estado de recocido La microestructura del acero

Relación del contenido de carbono en la maquinabilidad de los aceros.
La relación fundamental entre el contenido de carbono y la maquinabilidad en aceros no aleados es que la maquinabilidad disminuye al aumentar el contenido de carbón.
Grafica propia

Fuente: http://www.carbidedepot.com/formulas-machinability.htm
Relación con algunos elementos aleantes.
El mayor contenido de nitrógeno (N) de la estructura austenítica, incrementa la resistencia y aporta algo de resistencia ante la corrosión, pero reduce la maquinabilidad al mismo tiempo que se incrementa el endurecimiento por deformación.
La adición de azufre (S) se utiliza para mejorar la maquinabilidad.
Un alto contenido de C (>0.2%) crea un desgaste en incidencia
relativamente grande. Mo y N reducen la maquinabilidad, sin embargo, aportan
resistencia al ataque de ácidos y contribuyen a mejorar la resistencia a las altas temperaturas.
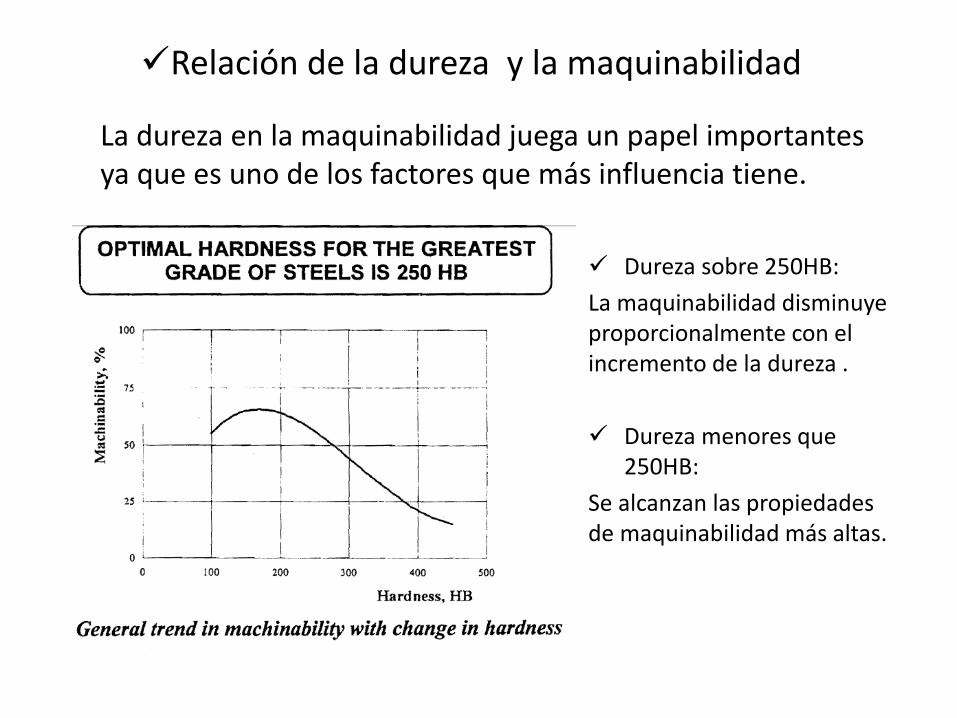
Relación de la dureza y la maquinabilidad
La dureza en la maquinabilidad juega un papel importantes ya que es uno de los factores que más influencia tiene.
Dureza sobre 250HB:
La maquinabilidad disminuye proporcionalmente con el incremento de la dureza .
Dureza menores que 250HB:
Se alcanzan las propiedades de maquinabilidad más altas.
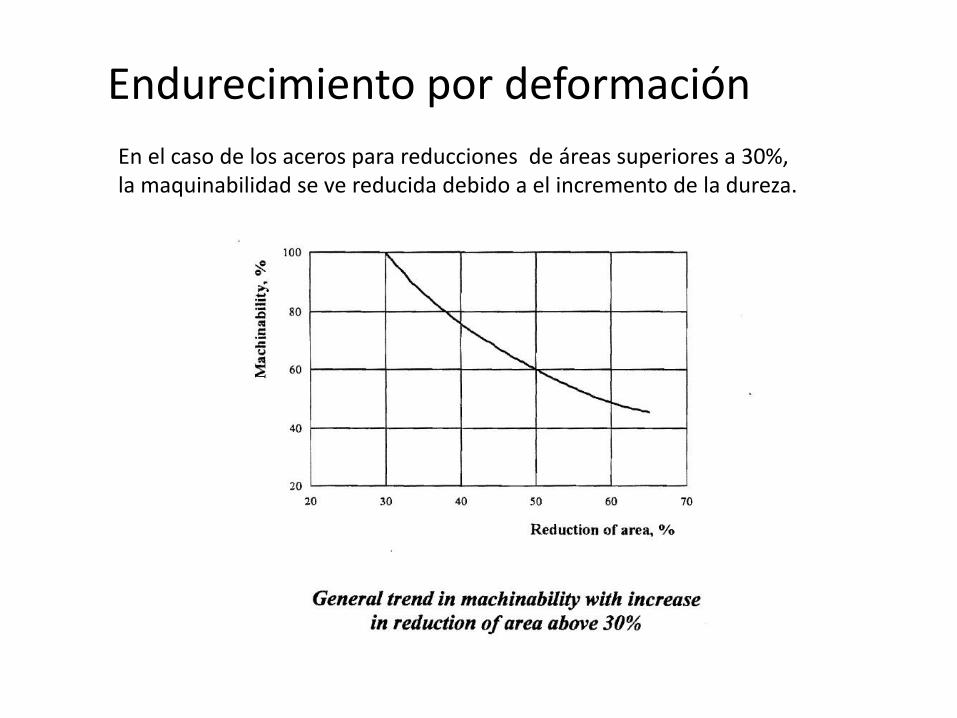
Endurecimiento por deformación
En el caso de los aceros para reducciones de áreas superiores a 30%, la maquinabilidad se ve reducida debido a el incremento de la dureza.
Maquinabilidad en aleaciones de Cobre
Las aleaciones de cobre, según su maquinabilidad, se pueden clasificar en 3 grupos:
1-Aleaciones de fácil mecanizacion Contienen, Plomo(0,5 a 1% ) , Azufre(0,3 a
0,5% ) y Teluro(0.3 a 0.7% ). Facilidad de rotura de la viruta, permiten el
maquinado a altas velocidad. Permiten buenos acabados superficiales. Y
larga vida de la herramienta.
2-Aleaciones con moderadamente maquinables. Son Bronces sin plomo (cobres y estaño), con
contenidos es estaño de 15% a 40%.
En el maquinado producen virutas cortas.
3-Aleaciones de difícil Maquinabilidad Incluyen cobres sin plomo, latones,
bronces fosfóricos, aleaciones de cuproníquel, cobres al berilio.
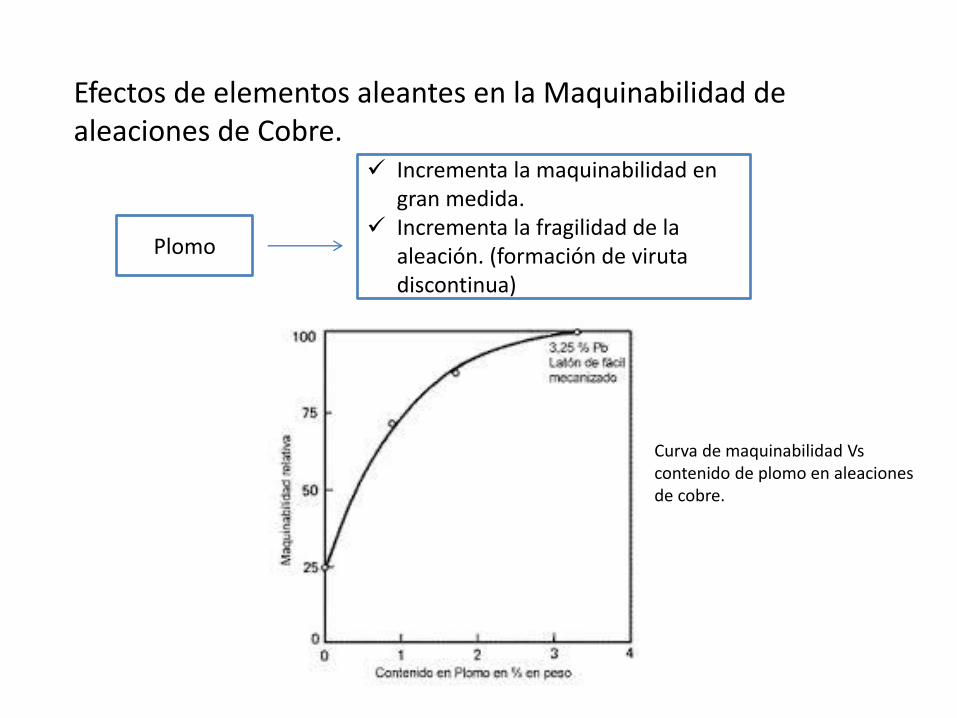
Efectos de elementos aleantes en la Maquinabilidad de aleaciones de Cobre.
Plomo
Incrementa la maquinabilidad en gran medida.
Incrementa la fragilidad de la aleación. (formación de viruta discontinua)
Curva de maquinabilidad Vs contenido de plomo en aleaciones de cobre.

Teluro y Azufre
Aumentan la maquinabilidad en el ensayo de taladro.
Al añadir porcentajes de Teluro y Azufre menores de 0,5% no se logran cambios apreciables.
Estaño
Disminuye la maquinabilidad para torneado, aserrado y fresado.
Sol se logra esto para contenidos mayores de 1,8% de Estaño.
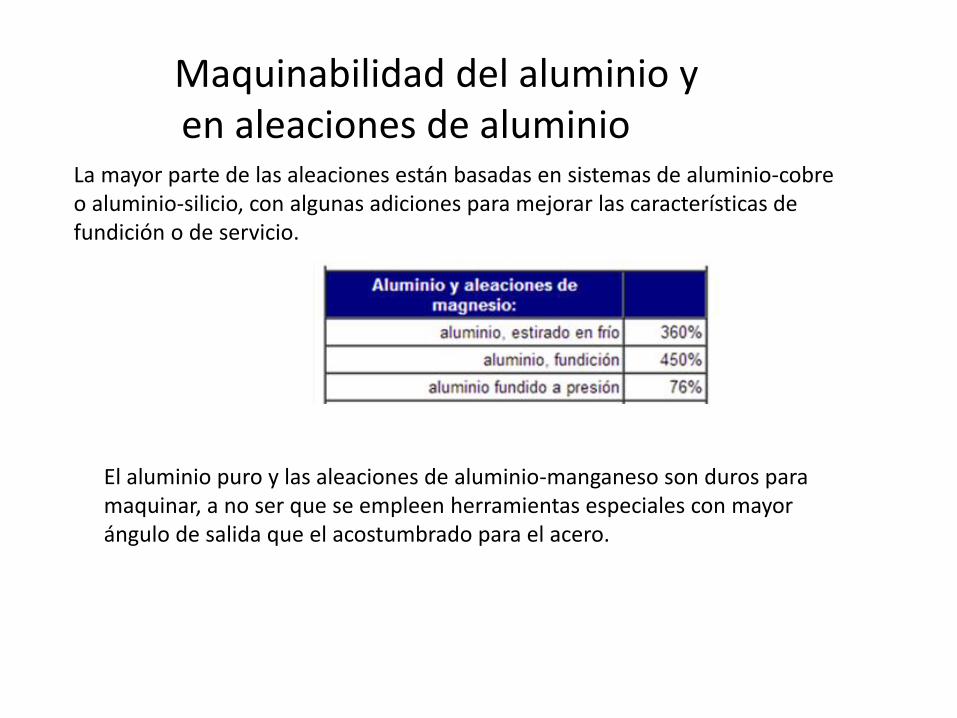
Maquinabilidad del aluminio y en aleaciones de aluminio
La mayor parte de las aleaciones están basadas en sistemas de aluminio-cobre o aluminio-silicio, con algunas adiciones para mejorar las características de fundición o de servicio.
El aluminio puro y las aleaciones de aluminio-manganeso son duros para maquinar, a no ser que se empleen herramientas especiales con mayor ángulo de salida que el acostumbrado para el acero.

Generalidad de variables que afectan la maquinabilidad
En el material a mecanizar
En la maquina
El tipo de material
La dureza
La microestructura
Endurecimiento por deformación
Geometría
Velocidad de corte
Material de herramienta
Fluidos de corte
Avance y profundidad (feed)
Variables de la maquinabilidad cuando el objeto de Análisis es la herramienta.
Materiales, y sus características,para la herramienta de corte
Entre los factores más importantes de las operaciones de maquinado esta la
sección de materiales de herramientas de corte para determinada aplicación,
para ello tenemos que tener en cuentas las siguientes características:
Tenacidad (capacidad para absorber impactos).
Dureza en caliente (conservar dureza en altas temperaturas)
Resistencia al desgaste (capacidad de conservar integridad geométrica después de trabajos extenuantes)
Inercia química (capacidad de no reaccionar con el medio)
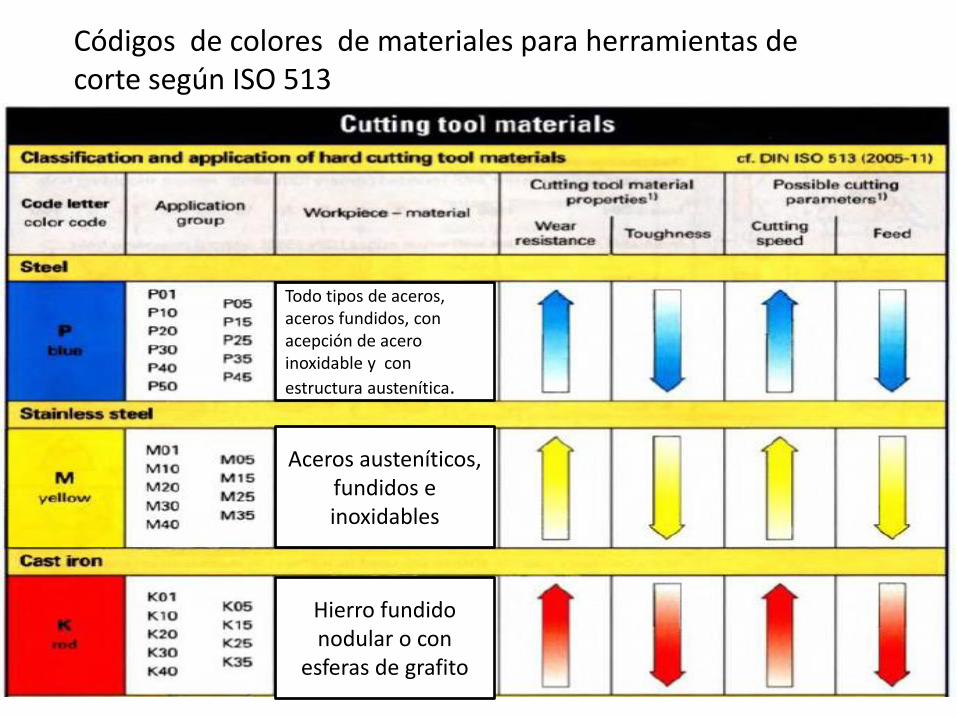
Códigos de colores de materiales para herramientas de corte según ISO 513
Todo tipos de aceros, aceros fundidos, con acepción de acero inoxidable y con
estructura austenítica.
Aceros austeníticos, fundidos e inoxidables
Hierro fundido nodular o con
esferas de grafito
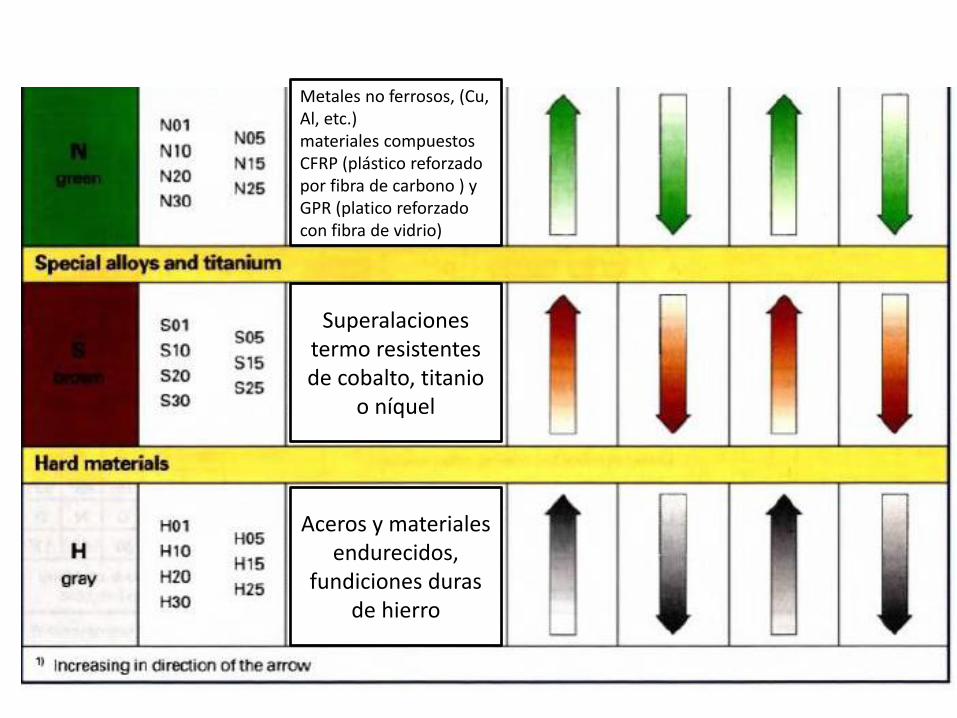
Metales no ferrosos, (Cu, Al, etc.) materiales compuestos CFRP (plástico reforzado por fibra de carbono ) y GPR (platico reforzado con fibra de vidrio)
Superalaciones termo resistentes de cobalto, titanio
o níquel
Aceros y materiales endurecidos,
fundiciones duras de hierro
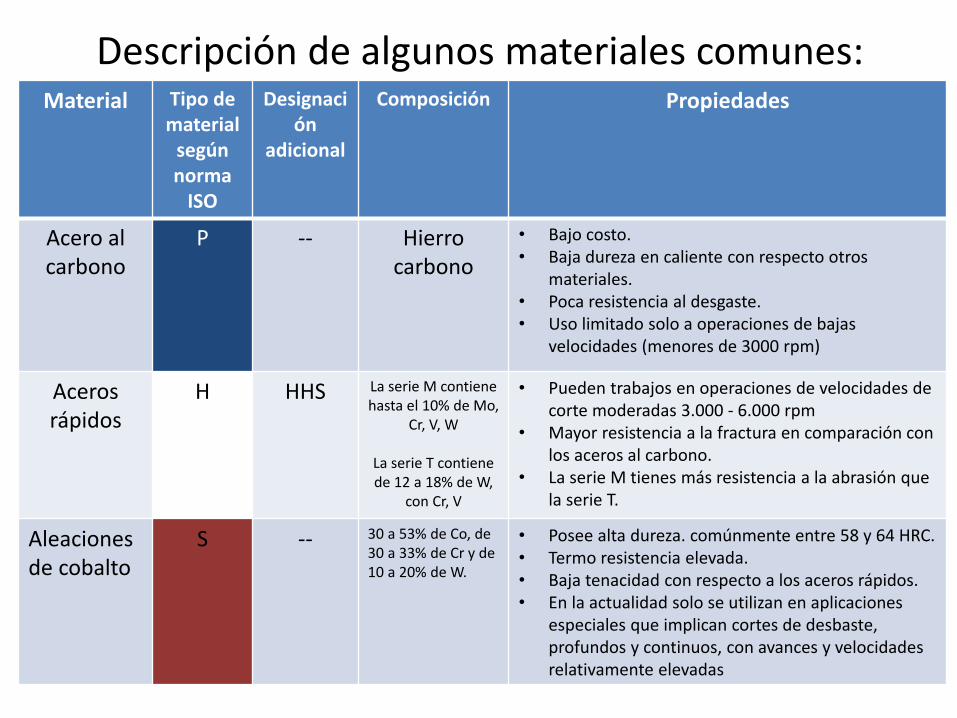
Descripción de algunos materiales comunes: Material Tipo de
material según norma
ISO
Designación
adicional
Composición Propiedades
Acero al carbono
P -- Hierro carbono
• Bajo costo. • Baja dureza en caliente con respecto otros
materiales. • Poca resistencia al desgaste. • Uso limitado solo a operaciones de bajas
velocidades (menores de 3000 rpm)
Aceros rápidos
H HHS La serie M contiene hasta el 10% de Mo,
Cr, V, W
La serie T contiene de 12 a 18% de W,
con Cr, V
• Pueden trabajos en operaciones de velocidades de corte moderadas 3.000 - 6.000 rpm
• Mayor resistencia a la fractura en comparación con los aceros al carbono.
• La serie M tienes más resistencia a la abrasión que la serie T.
Aleaciones de cobalto
S -- 30 a 53% de Co, de 30 a 33% de Cr y de 10 a 20% de W.
• Posee alta dureza. comúnmente entre 58 y 64 HRC. • Termo resistencia elevada. • Baja tenacidad con respecto a los aceros rápidos. • En la actualidad solo se utilizan en aplicaciones
especiales que implican cortes de desbaste, profundos y continuos, con avances y velocidades relativamente elevadas

Material Tipo de material
según norma
ISO
Designación
adicional
Composición Propiedades
Carburos de
tungsteno (WC)
H HW Formado por partículas de carburo de Tungsteno
dentro de una matriz de cobalto
• Se usan como insertos o pastillas en herramientas de corte
• Durezas significativamente altas (68 - 81HRC) • Se les usa para cortar aceros, fundiciones (hierros
colados) . • Tenacidad elevada.
Carburo de titanio
H HT TiC • Se usan como insertos o pastillas en herramientas de corte
• Tienen mayor resistencia al desgaste y corta a mayores velocidades que el de tungsteno.
• Tenacidad baja respecto a otros carburos.
Cerámicas a base de alúmina
N CA Cerámica de óxido que contiene principalmente óxido de aluminio (Al2O3).
• Se usan como insertos al igual que los carburos. • Son eficaces en operaciones de alta velocidad e
ininterrumpida • baja resistencia a la tensión de la cerámica.
Cerámicas a base de nitruro de silicio
N CN Cerámica de nitruro que contiene principalmente nitruro de silicio (Si3N4).
• Por su afinidad química al hierro las herramientas base de SiN no son adecuadas para maquinar aceros.
• Estas herramientas tienen tenacidad, dureza en caliente y buena resistencia al choque térmico
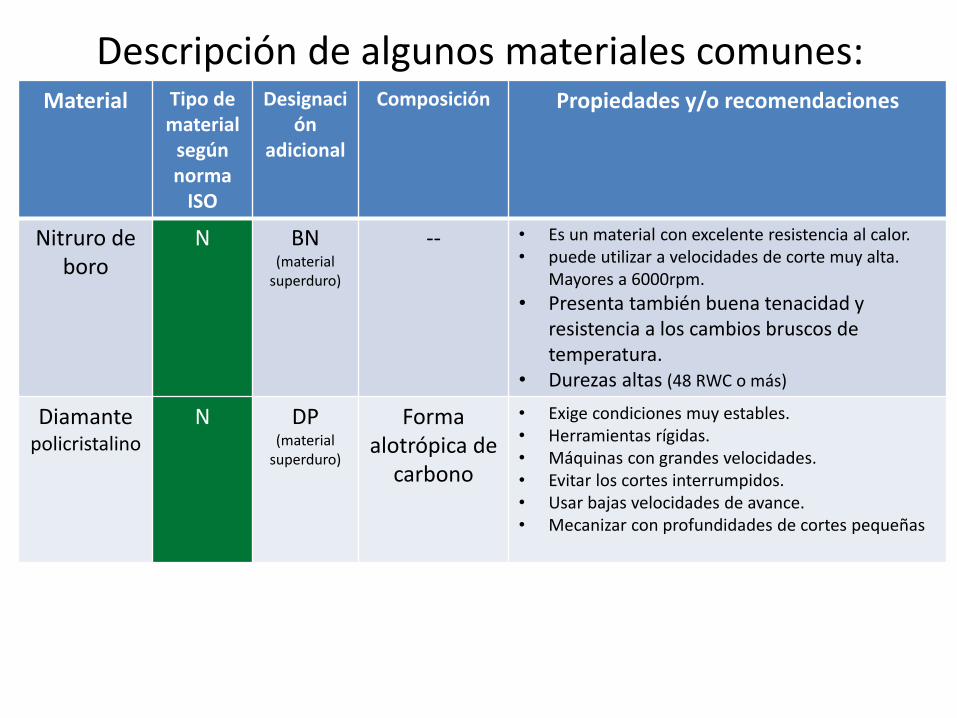
Descripción de algunos materiales comunes: Material Tipo de
material según norma
ISO
Designación
adicional
Composición Propiedades y/o recomendaciones
Nitruro de boro
N BN (material
superduro)
-- • Es un material con excelente resistencia al calor. • puede utilizar a velocidades de corte muy alta.
Mayores a 6000rpm.
• Presenta también buena tenacidad y resistencia a los cambios bruscos de temperatura.
• Durezas altas (48 RWC o más)
Diamante policristalino
N DP (material
superduro)
Forma alotrópica de
carbono
• Exige condiciones muy estables. • Herramientas rígidas. • Máquinas con grandes velocidades. • Evitar los cortes interrumpidos. • Usar bajas velocidades de avance. • Mecanizar con profundidades de cortes pequeñas

Imágenes de algunos materiales
Insertos o pasillas de carburos
Cerámicas a bases de alúmina (Al2O3).
Cerámicas a base de nitruro de silicio (Si3N4).
Herramienta de corte con punta de diamante
para aplicaciones de precisión.