Manual mantto de pozos
40
MANTENIMIENTO DE POZOS MANUAL DEL INSPECTOR TÉCNICO TEMA SARTAS DE TRABAJO • Propiedades mecánicas de las tuberías. • Cálculo del margen para jalar • Elipse de esfuerzo biaxial. • Diseño de sarta de trabajo. APAREJOS DE PRODUCCIÓN • Características y esfuerzo a que está sujeta una tubería de producción. • Tipos y operación de empacadores. • Camisas deslizables. • Juntas de tensión y expansión. • Sellos multi “V”. • Diseño de un aparejo de producción.
-
Upload
carlos-neveu -
Category
Engineering
-
view
641 -
download
12
Transcript of Manual mantto de pozos
MANTENIMIENTO DE POZOS MANUAL DEL INSPECTOR TÉCNICO
TEMA SARTAS DE TRABAJO
• Propiedades mecánicas de las tuberías.
• Cálculo del margen para jalar
• Elipse de esfuerzo biaxial.
• Diseño de sarta de trabajo.
APAREJOS DE PRODUCCIÓN
• Características y esfuerzo a que está sujeta una tubería de producción.
• Tipos y operación de empacadores.
• Camisas deslizables.
• Juntas de tensión y expansión.
• Sellos multi “V”.
• Diseño de un aparejo de producción.
SARTA DE TRABAJO
PROPIEDADES MECÁNICAS DE TUBERÍA DE TRABAJO
Teniendo conocimiento por estudios anteriores sobre el tema de las propiedades mecánicas de las tuberías, en esta parte se hará una recopilación o resumen de las mismas para su aplicación en los cálculos del margen para jalar y en el diseño de una sarta de trabajo. Manejamos el término de tubería de trabajo para el caso de la tubería de perforación (T.P) que se utiliza y algunas ocasiones se maneja la tubería de producción como sarta de trabajo, siempre y cuando cumpla con ciertas características y resistencias para las operaciones.
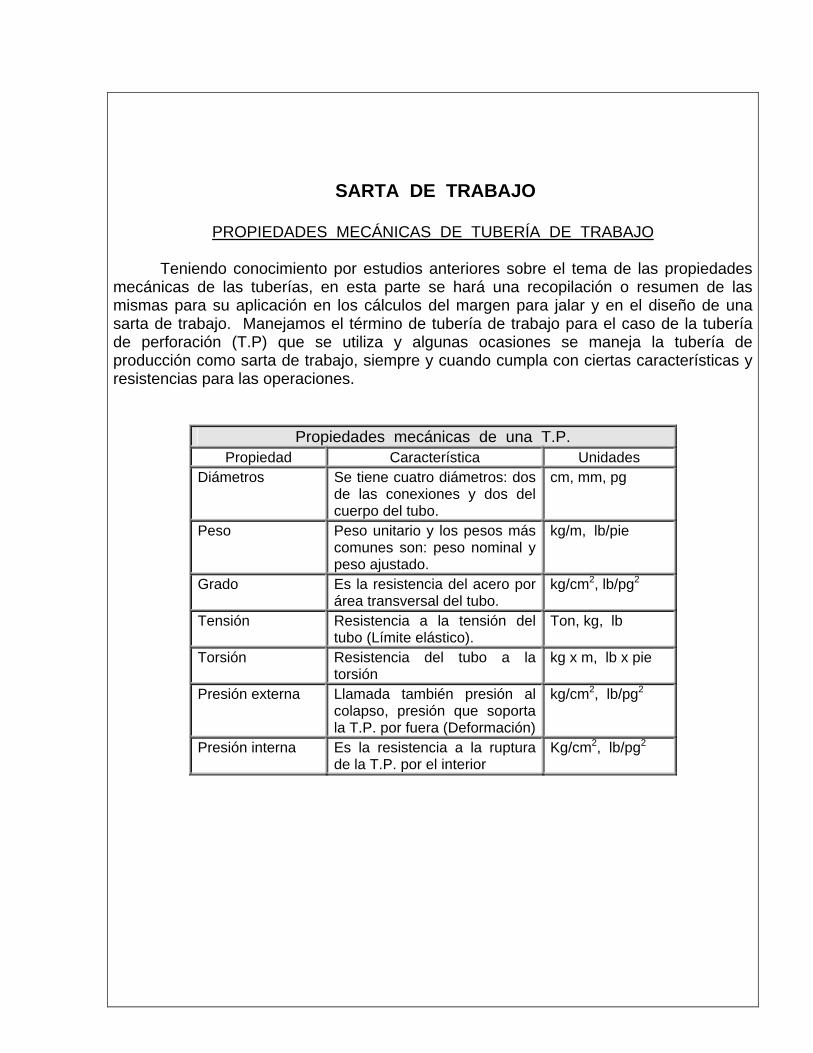
Propiedades mecánicas de una T.P. Propiedad Característica Unidades
Diámetros Se tiene cuatro diámetros: dos de las conexiones y dos del cuerpo del tubo.
cm, mm, pg
Peso Peso unitario y los pesos más comunes son: peso nominal y peso ajustado.
kg/m, lb/pie
Grado Es la resistencia del acero por área transversal del tubo.
kg/cm2, lb/pg2
Tensión Resistencia a la tensión del tubo (Límite elástico).
Ton, kg, lb
Torsión Resistencia del tubo a la torsión
kg x m, lb x pie
Presión externa Llamada también presión al colapso, presión que soporta la T.P. por fuera (Deformación)
kg/cm2, lb/pg2
Presión interna Es la resistencia a la ruptura de la T.P. por el interior
Kg/cm2, lb/pg2

CALCULO DEL MARGEN PARA JALAR
Cuando se presenta el caso en que no se tenga la información en el momento adecuado del margen para jalar (Mop) con que se ha realizado el diseño de la sarta de trabajo, el cálculo se puede realizar de la siguiente forma:
a) Si la sarta la compone un solo grado de tubería, se calcula el peso de la sarta y se le resta a la resistencia a la tensión del tubo.
b) Cuando en la sarta se tiene diferentes grados y clases de tubería, es el caso de los pozos profundos, se desarrolla el cálculo iniciando en la sección de la tubería de menor grado o resistencia (parte inferior), como se muestra en el siguiente ejemplo:
Rt3 – ( )
Rt2 – ( )
Rt1 – ( )
Datos: Fluido C. -1.31 gr/cm3
T.P. -3 ½”, Premium 0X-95, 21.47 kg/m (Ajust) 945.70 m
T.P. -3 ½”, Premium 0E, 20.52 kg/m (Ajust) 3016.0 m
3ra.
2da.
1ra.
T.P. -2 7/8”, Nueva Hydril – 533, P-110 1403.94 m 8.70 lb/pie (Ajustado)
Lastrabarrenas: 3 ½” – 39.78 kg/m – 84.16m Molino – 4 ¼” P.I. – 5, 450.0m
B.L. – 4100.0m, 5”
7 5/8”
Procedimiento: 1.- Realizar las conversiones y localizar la
información complementaria. 8.70 lb/pie = 12.96 kg/cm T.P. – 2 7/8” Resistencia a la tensión de las tuberías (Anexo 1): T.P. – 2 7/8”-273,000lbx0.90= 245,700lb. P-110 245,700 x 0.454 = 111,548.0kg (al 90%) T.P. -3 ½” - 0E-86,739kg. T.P. -3 ½” – 0X95 – 109,932 kg. 2.- Calcular el peso flotado de cada sección:
Ff= 1 - 833.085.731.1
=
Lastrabarrenas – 39.78 kg/m x 84.16m x 0.833= 2,789.0 kg
T.P. – 2 7/8” – 12.96 kg/m x 1403.94m x 0.833 = 15,156.0kg.
T.P. – 3 ½” – 0E – 20.52 kg/m x 3016.0m x 0.833 = 51553.0kg.
T.P. – 3 ½” – 0X-95-21.47 kg/m x 945.70m x 0.833 = 16,913.0kg.
3.- Restar a la resistencia de cada sección el peso inferior, como se muestra en el esquema: 1ra. sección 111,548.0 – 17,945 = 93,603 kg. 2da. sección 86,739 – 69,498 = 17,241 kg. 3ra. sección 109,932 – 86,411 = 23,521 kg. 4.- Seleccione el menor valor obtenido del cálculo anterior; para el margen para jalar: 17, 241 kg 17 tons. Nota.- Compare este problema con el ejemplo de sarta de trabajo y haga sus observaciones.
Estado mecánico
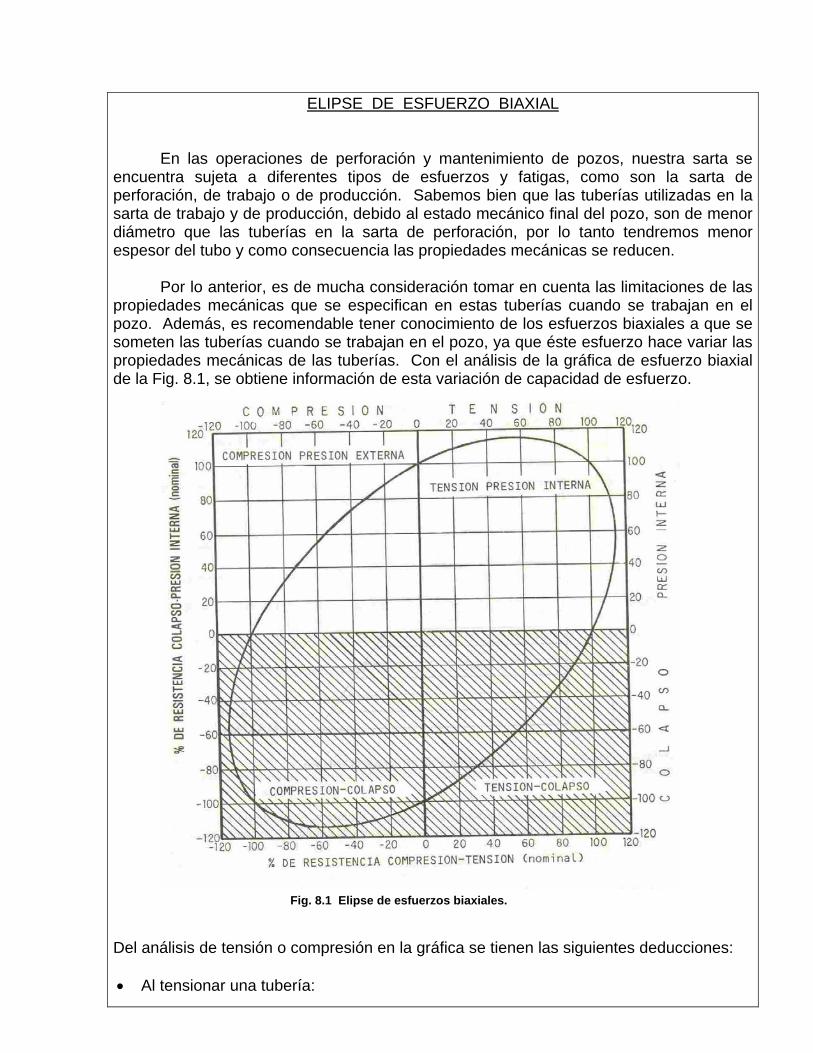
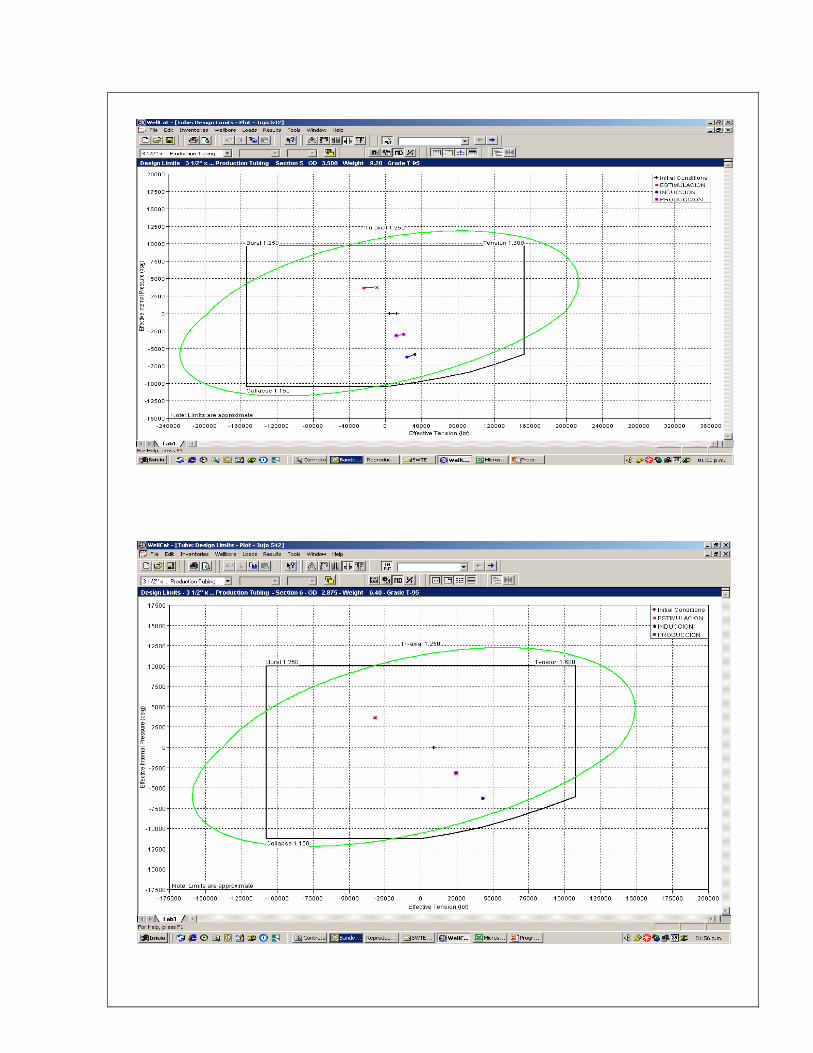
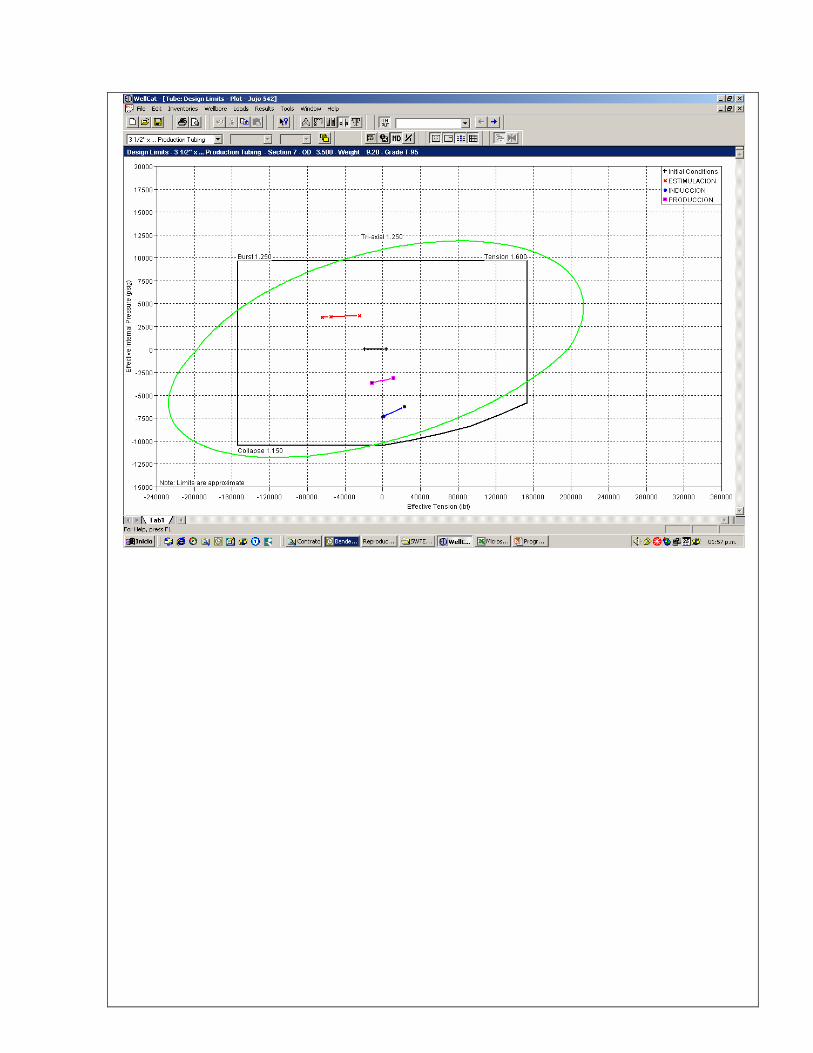
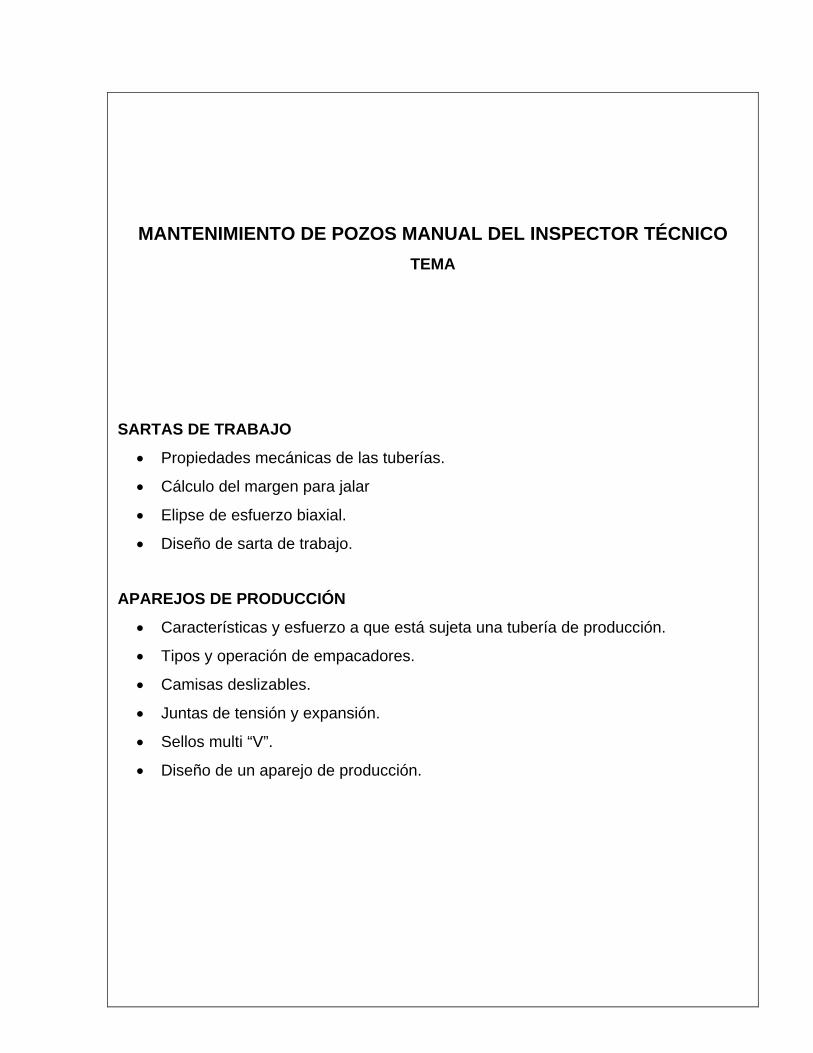
ELIPSE DE ESFUERZO BIAXIAL
En las operaciones de perforación y mantenimiento de pozos, nuestra sarta se encuentra sujeta a diferentes tipos de esfuerzos y fatigas, como son la sarta de perforación, de trabajo o de producción. Sabemos bien que las tuberías utilizadas en la sarta de trabajo y de producción, debido al estado mecánico final del pozo, son de menor diámetro que las tuberías en la sarta de perforación, por lo tanto tendremos menor espesor del tubo y como consecuencia las propiedades mecánicas se reducen. Por lo anterior, es de mucha consideración tomar en cuenta las limitaciones de las propiedades mecánicas que se especifican en estas tuberías cuando se trabajan en el pozo. Además, es recomendable tener conocimiento de los esfuerzos biaxiales a que se someten las tuberías cuando se trabajan en el pozo, ya que éste esfuerzo hace variar las propiedades mecánicas de las tuberías. Con el análisis de la gráfica de esfuerzo biaxial de la Fig. 8.1, se obtiene información de esta variación de capacidad de esfuerzo.
Del análisis de tensión o compresión en la gráfica se tienen las siguientes deducciones: • Al tensionar una tubería:
Fig. 8.1 Elipse de esfuerzos biaxiales.

Se incrementa la capacidad a la presión interna. Disminuye la capacidad de resistencia al colapso.
• Al comprimir una tubería: Disminuye la capacidad de resistencia a la presión interna. Aumenta la capacidad de resistencia al colapso. En la Fig. 8.2, presentamos una gráfica de tensión-torsión para realizar el mismo
análisis anterior, deduciendo: • Al tensionar una tubería disminuye la capacidad de resistencia a la torsión.
Ahora bien, con estos conocimientos adquiridos de nuestra tubería, sin hacer mucho análisis, es lógico pensar que estos esfuerzos le afectan más a la tubería de menor diámetro, siendo por lo tanto la que debemos de tener más cuidado, recordando que:
Fig. 8.2. Gráfica de ejemplo de esfuerzo Tensión x Torsión
1 TUBERIA NUEVA 2 TUBERIA P
REMIUM
TUBERIA CLASE 2 3
1
2
3
TENSION (lb – fza) x 1000
TOR
SIO
N
(l b
–pi
e) x
100
0
Antes de trabajar una sarta de trabajo o deproducción con tensión y/o presión tome encuenta las propiedades mecánicas de latubería y los efectos del esfuerzo biaxial.
DISEÑO DE SARTA DE TRABAJO
El Instituto Americano del Petróleo (API) tiene establecido que para el diseño de
sartas de trabajo sean considerados los tres esfuerzos principales a que son sometidos, por: Tensión, Colapso y Torsión. La característica de cada diseño es: Por tensión.- Para su diseño se aplican gráficas o métodos matemáticos (Fórmulas),
tomando en cuenta la resistencia a la tensión de la tubería y el margen para jalar.
Por colapso.- Su diseño consiste básicamente en determinar la reducción en la capacidad de la tubería para resistir presión externa como resultado de la tensión aplicada la cual se calcula por medio de la elipse de esfuerzos biaxiales.
Por torsión.- Se puede efectuar a través de gráficas o fórmulas calculando la torsión contra la tensión aplicada para los diferentes diámetros y grados de la tubería.
Como inicio en esta técnica de diseño, desarrollaremos un diseño de sarta de trabajo por tensión, aplicando las fórmulas, siendo el que ofrece más facilidad y de aplicación práctica en el campo. En cursos de capacitación en la categoría se puede tener la oportunidad de saber más sobre el tema.
Ejemplo
Con la siguiente información realizar un diseño de sarta de trabajo hasta 5450m para moler, con un margen para jalar de 22tons y 110m de T.P. de 2 7/8” arriba de la B.L. (seguridad). Datos: Fluido de control – 328.1 cm
gr
T.P. - emiumXFIpielb Pr95.,.3.13"3 02
1 −−−− T.P. - emiumEFIpielb Pr..3.13"3 0
21 −−−−
T.P. - .,110,5337.8"2 87 NuevaPHydrilpielb −−−
Lastrabarrenas - pielb7.26"5.1"5.3 −× Factor de seguridad -20% Molino – 4 ¼” Peso máximo esperado para el molino-3 tons.
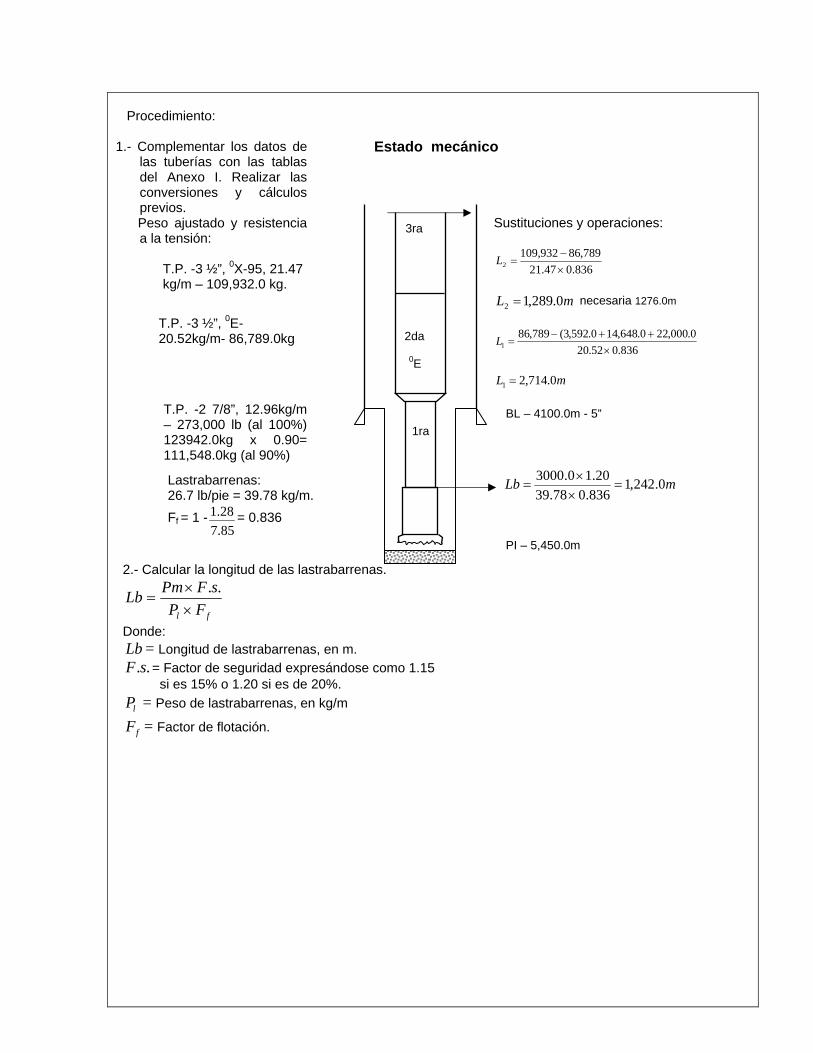
Procedimiento: 1.- Complementar los datos de
las tuberías con las tablas del Anexo I. Realizar las conversiones y cálculos previos.
Peso ajustado y resistencia a la tensión:
T.P. -3 ½”, 0X-95, 21.47 kg/m – 109,932.0 kg.
T.P. -3 ½”, 0E-20.52kg/m- 86,789.0kg
3ra
2da 0E
1ra
T.P. -2 7/8”, 12.96kg/m – 273,000 lb (al 100%) 123942.0kg x 0.90= 111,548.0kg (al 90%) Lastrabarrenas: 26.7 lb/pie = 39.78 kg/m. Ff = 1 -
85.728.1 = 0.836
Estado mecánico
2.- Calcular la longitud de las lastrabarrenas.
fl FPsFPmLb
××
=..
Donde: Lb = Longitud de lastrabarrenas, en m.
..sF = Factor de seguridad expresándose como 1.15 si es 15% o 1.20 si es de 20%.
lP = Peso de lastrabarrenas, en kg/m
fF = Factor de flotación.
Sustituciones y operaciones:
836.047.21789,86932,109
2 ×−
=L
mL 0.289,12 = necesaria 1276.0m
836.052.200.000,220.648,140.592,3(789,86
1 ×++−
=L
mL 0.714,21 =
20.10.3000 ×
BL – 4100.0m - 5”
mLb 0.242,1836.078.39
=×
=
PI – 5,450.0m

3.- Longitud de la 1ra. sección de 2 7/8”, En este caso se requieren: 1350.0m (Liner) - 108.0m (Lastrabarrenas)= 1,242.0m 1242.0m + 110.0m= 1,352.0m
Peso flotado: 1,352.0m x 12.96kg/m x 0.83 = 14,648.0 kg. Lastrabarrenas: 108.0m x 39.78 kg/m x 0.836 =
kg 18,240.0kg 3,592.0
Si le resta éste peso de 18,240.0kg a la resistencia de la T.P. de 2 7/8” nos proporciona un margen para jalar mayor del diseño, por lo tanto esta longitud de 1352.0m es la adecuada.
4.- Cálculo de la longitud de la 2da. sección.
fPT
jpPTtl
FPMPPRt
L×
++−=
1..
..11
)(
Donde: Longitud de T.P. de la 1ra. sección (en este caso es la 2da.), en m. =1L = Resistencia a la tensión, en kg. 1Rt = Peso total de las lastrabarrenas, flotada, en kg. l
tP = Peso total de la T.P. inferior flotada, en kg. ..PTP = Margen para jalar, en kg. jp
M = Peso ajustado de la T.P. que se está calculando, en kg/m. 1..PTP 5.- Cálculo de la longitud de la T.P. - -3½” – 0X-95.
fPT FP
RtRtL×−
=2..
122
Donde: Longitud de T.P. de la siguiente sección, en kg. =2L Resistencia a la tensión de la sección por calcular, en kg. =2Rt Resistencia a la tensión de la sección anterior calculada, en kg. =1Rt Peso ajustado de la T.P. por calcular, en kg/m =2...PTP Ajustes: Se requieren T.P.- 3½“ total: 3,990.0m 3,990.0m – 2,714.0m = 1,276.0m de T.P. – 3½” – 0X-95 necesaria.
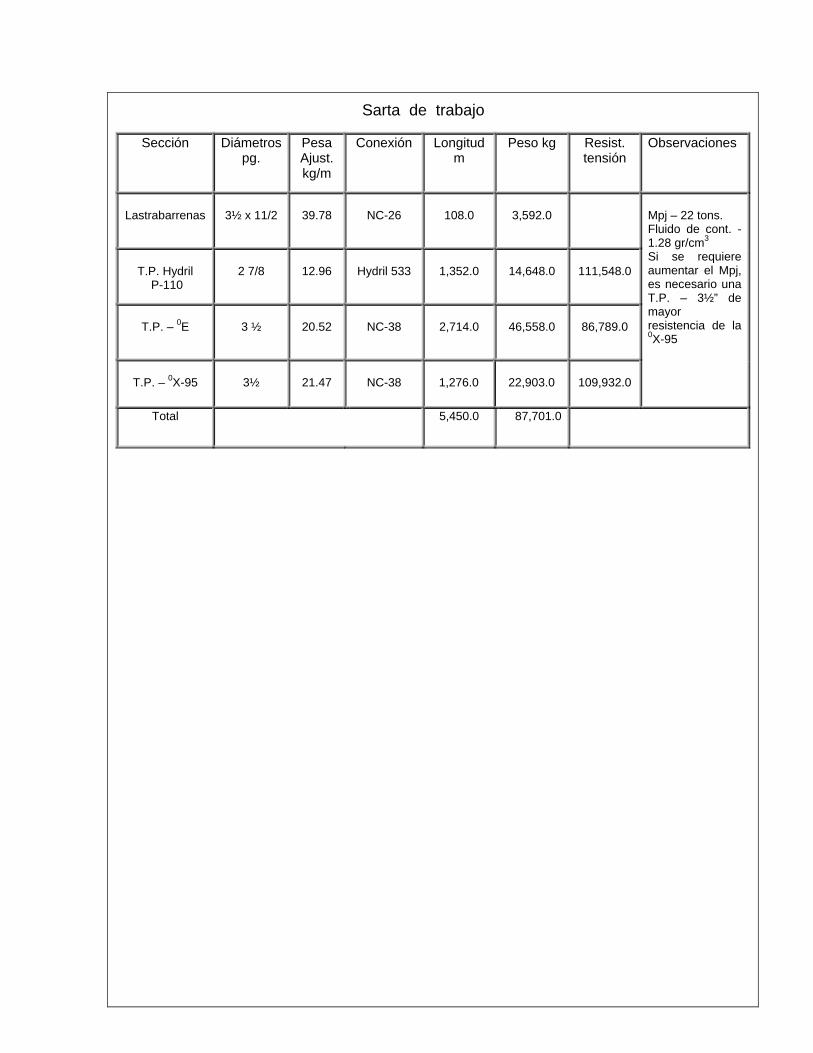
Sección Diámetros pg.
Pesa Ajust. kg/m
Conexión Longitud m
Peso kg Resist. tensión
Observaciones
Lastrabarrenas
3½ x 11/2
39.78
NC-26
108.0
3,592.0
T.P. Hydril
P-110
2 7/8
12.96
Hydril 533
1,352.0
14,648.0
111,548.0
T.P. – 0E
3 ½
20.52
NC-38
2,714.0
46,558.0
86,789.0
T.P. – 0X-95
3½
21.47
NC-38
1,276.0
22,903.0
109,932.0
Mpj – 22 tons. Fluido de cont. -1.28 gr/cm3
Si se requiere aumentar el Mpj, es necesario una T.P. – 3½” de mayor resistencia de la 0X-95
Total 5,450.0 87,701.0
Sarta de trabajo
12.- APAREJOS DE PRODUCCIÓN
CARACTERÍSTICAS Y ESFUERZO A QUE ESTA SUJETA UNA TUBERÍA DE PRODUCCIÓN
Los aparejos de producción sufren cambios por: la producción de hidrocarburos de los yacimientos, estimulación, fracturamientos, inyección de fluidos, etc. debido a cambios de temperatura o bien, a las altas presiones alcanzadas durante la operación.
Estos cambios provocan esfuerzos de contracción o elongación que pueden causar problemas mecánicos y en ocasiones consecuencias definitivas en la vida productiva del pozo.
En una sarta de tubería de producción sellada por un empacador, hay cuatro factores
que tienden a causar un cambio de longitud o esfuerzos en la misma, si el sello inferior está libre para moverse en cualquier dirección, los cambios de longitud son significantes en la determinación de la longitud de sellos necesarios. Si las unidades sellantes están restringidos del movimiento en cualquier, los cambios de esfuerzo serán muy importantes. En cualquiera de los casos, si los cambios de longitud o los cambios de esfuerzo son conocidos, el otro puede ser determinado.
Existen fuerzas que pueden acortar o alargar la sarta, lo principal es conocer la
acción de éstas, importante es conocer que cuando una sarta descansa sobre un empacador la sarta al nivel del empacador está en condiciones neutral, excepto por la fuerza aplicada con la tubería de producción con peso o tensión. Como ejemplo, si el fluido en el interior de la TP se desplaza por uno más liviano, anclamos el empacador, las presiones sobre el empacador cambian si la presión en la tubería se descarga.
Los cambios de longitud o de fuerza en una sarta, se deben a:
- Efecto de pistón.- Cambio de presión por encima o debajo de los sellos que actúan en un área.
- Efecto de alabeo.- Incremento de la presión promedio en el interior de la TP, cuando se encuentra sellada contra un empacador permanente, pero con la libertad para moverse, le produce un acortamiento debido a su configuración en espiral en de vez de recta, igual efecto se consigue cuando se le da peso sobre cualquier herramienta con al tubería de producción.
- Efecto de aglobamiento.- Efecto debido a un cambio de presión promedio dentro o fuera de la sarta de producción.
- Efecto térmico.- Cambio en la temperatura promedio de la sarta produciendo expansión o contracción de la misma.
Efecto de pistón
La presión de la tubería de producción en la profundidad del extremo inferior actúa sobre el área anular transversal de la misma, dando como resultado una fuerza vertical ascendente ( ↑ ), la cual se ve parcialmente contrarrestada por la acción de una fuerza
descendente ( ↓ ), la cual es el resultado de la presión en el espacio anular que actúa sobre el área expuesta entre el diámetro interior del empacador y el diámetro exterior de la tubería de producción. La resultante de las fuerzas durante los tratamientos a la formación de operaciones donde alcanzan presiones altas por el interior de la TP, será una fuerza vertical ascendente conocida como efecto de pistón que acorta la tubería.
- Alabeo Helicoidal
Normalmente durante una inyección de fluido, básicamente durante una estimulación, los fluidos se inyectan a presión y con la finalidad de mantener estable y con una presión que soporte la sarta de producción, se represiona el espacio anular. La diferencia de presión entre la parte interior y exterior de la sarta, provoca que ésta se desplace, teniendo como límite el espacio que le permite la tubería de revestimiento, hasta alcanzar una condición estable, por la forma de tirabuzón que toma la sarta dentro de la tubería de revestimiento, a este efecto se le llama ALABEO HELICOIDAL.
Este fenómeno se traduce en un movimiento ascendente de la sarta en general y un desplazamiento vertical del extremo inferior en particular y está en función directa de la diferencia de presión y de la diferencia de diámetros; del interior de la tubería de revestimiento al exterior de la tubería de producción.
- Efecto térmico
Físicamente el calor provoca que los metales se expandan y el frío los contrae; los aparejos o sartas de tubería están expuestos a estos fenómenos y la elongación o contracción pueden ser considerable.
Estos cambios físicos suceden cuando los aparejos están en las siguientes condiciones:
a) Producción de hidrocarburos.- Como los fluidos aportados por el yacimiento vienen a temperaturas elevadas y son conducidos a través de tuberías de producción, se produce una elongación en la sarta.
b) Inyección de vapor.- Aun cuando éste método de explotación es poco usual en nuestro medio, la inyección de vapor causa tremendos cambios en la sarta produciendo alargamientos extremos.
c) Inyección de fluidos.- Se efectúan en estimulaciones o fracturamientos o bien, cuando se tiene métodos secundarios de explotación. Los fluidos inyectados debido a que tienen menor temperatura que los fluidos del pozo, ocasionan una contracción en el aparejo reduciendo la carga en empacadores de compresión, aumentando la fuerza en empacadores de tensión o bien, el levantamiento del niple sellador en empacadores permanentes.
Los aparejos de producción que se utilizan en la etapa de recuperación primaria de un pozo son: 1.- Aparejo fluyente 2.- Aparejo de bombeo neumático

3.- Aparejo de bombeo mecánico Aparejo fluyente aprovecha básicamente la energía propia del yacimiento haciendo llegar los hidrocarburos a la superficie. Aparejo de bombeo neumático es un diseño artificial de explotación, empleado en pozos de baja presión cuya función es la de reducir la columna hidrostática y permitir que el aceite llegue a las baterías de separación. Aparejo de bombeo mecánico se le denominará así, cuando se utilice una bomba subsuperficial, accionada por varilla dando lugar a que cada aparejo opere individualmente por medio de una unidad superficial.
Cada diseño y tipo de aparejo por utilizar estará en función de los análisis y estudios afectados por el área de diseño del activo para la recuperación de los hidrocarburos en sus distintas etapas de producción, motivo por el cual es de suma importancia ejecutar las acciones necesarias para la incorporación, mantenimiento y optimización de los pozos en explotación.
TIPOS Y OPERACIÓN DE EMPACADORES
Existe una gran variedad de accesorios para el diseño de producción de un pozo;
pero los más importantes y los que trataremos en este tema son: Empacadores, Válvulas de circulación, Niples de asiento, Juntas de tensión, Juntas de expansión.
EMPACADORES.- El empacador es el accesorio empleado con la finalidad de permitir el flujo del fluido por el interior de la tubería de producción, aislando el espacio anular y evitando daños a la tubería de revestimiento por fluidos corrosivos provenientes del yacimiento. Existen dos tipos de empacadores: Permanentes y Recuperables. Entre las marcas más comunes tenemos: Baker, Halliburton, Camco, Guiberson, entre otros.
Funciones:
- Mejorar la eficiencia del flujo por las formaciones aprovechando y prolongando su etapa fluyente.
- Eliminar la contrapresión ejercida por la columna hidrostática en el espacio anular. - Proteger las tuberías y cabezales de Altas presiones y fluidos corrosivos que
producen los hidrocarburos. - Aislar dos o más intervalos y/o explotarlos en forma selectiva. - Evitar la invasión de arena sobre aparejos de cedazos.
Usos:
- En pozos fluyentes e inyectores de agua. - En pozos de bombeo neumático. - En pozos de bombeo mecánico - Sobre aparejos de cedazos.
A continuación, para que usted obtenga una mejor comprensión y conocimiento de los
empacadores, se le mostrarán primero los permanentes y después los recuperables.

di O
A.- Empacadores permanentes
(Fig.12.1)
Como su nombre lo indica, son permanentes ya que después de su anclaje no se pueden recuperar completos, se les conoce también como empacadores perforables.
Se emplean en pozos donde existen altas presiones diferenciales y/o donde por grandes variaciones de cargar de la tubería de producción, se necesita un máximo de seguridad de sello y larga duración.
También en pozos profundos, desviados o direccionales, en donde la tubería de producción se requiera ajustar con tensión, neutral o con peso y en general, en pozos en donde el anclaje del empacador sea crítico.
En la figura se muestra dos modelos de empacador permanente con sus partes principales: -Rosca izquierda para la conexión al soltador) -Cuñas superiores -Elemento de sello -Cuñas inferiores
Si se manejan altos gastos de producc
ámetro interior amplio y uniforme.
peración para anclar estos empacadores:
1.- Arme el conjunto soltador con el em2.- Baje el empacador a la profundidad
Empacador permanentemodelo “D”
ión es necesario e
pacador. programada.
Empacador permanente modelo “FA”
Empacadores permanente Fig.12.1
mplear empacadores con

3.- Deposite la canica en el interior de la tubería y espere el tiempo que sea necesario para que esta se aloje en el asiento del conjunto soltador. 4.- Aplique presión de 140 kg/cm2 manteniéndola por un tiempo de 5 minutos. La presión se comunicará a través de los cuerpos del conjunto sellador y del empaque forzando al pistón hacia arriba. El pistón transmite su fuerza al cono inferior, anclando las cuñas, posteriormente expande al elemento empacador, finalmente al cono superior y a las cuñas, quedando así anclado y empacado. 5.- Incremente la presión a 175 kg/cm2 para romper los pernos que sujetan el asiento, desplazando a éste y a la canica al fondo del pozo.
Soltadores de empacadores permanentes
Los empacadores permanentes antes mencionados pueden ser anclados por medio del equipo de registro eléctrico o con soltadores hidráulicos.
Recomendaciones:
- Si se utilizan combinaciones en la tubería de trabajo o de producción, verifique el diámetro interior de las mismas, efectuando la calibración de estas y de la tubería.
- En la introducción del empacador al pozo evite el giro de la tubería para prevenir el anclaje prematuro del mismo.
- En algunas ocasiones se ha observado el sello defectuoso de la canica en el asiento del soltador debido a obstrucciones o defecto del asiento, se puede auxiliar con algún material obturante para lograr el sello.
- En la extracción del soltador, evite girar la tubería para eludir daños en los flejes de la junta de control.
- Si al introducir el empacador observa una resistencia pero puede levantarlo, es conveniente sacarlo a la superficie y detectar la obstrucción.
- En el caso de no poder mover el empacador, se deberá anclar con los procedimientos normales para tener punto de apoyo y meterlo.
Cuando por algún motivo (resistencia, cambio de programa o resultados negativos en su anclaje) se tenga que sacar un empacador Baker 415 modelo “D”, ponga especial atención ya que, el efecto de sondeo del empacador provocará una reducción considerable en el nivel del fluido de control, dentro del pozo. Se debe llenar el pozo constantemente a fin de que la pérdida de presión hidrostática sea mínima.
Empacador permanente de anclaje hidráulico “THR” (Fig. 12.2)
El empacador integral permanente de anclaje hidráulico modelo THR es un empacador de un solo viaje permanente y movible. Es recomendado para pozos
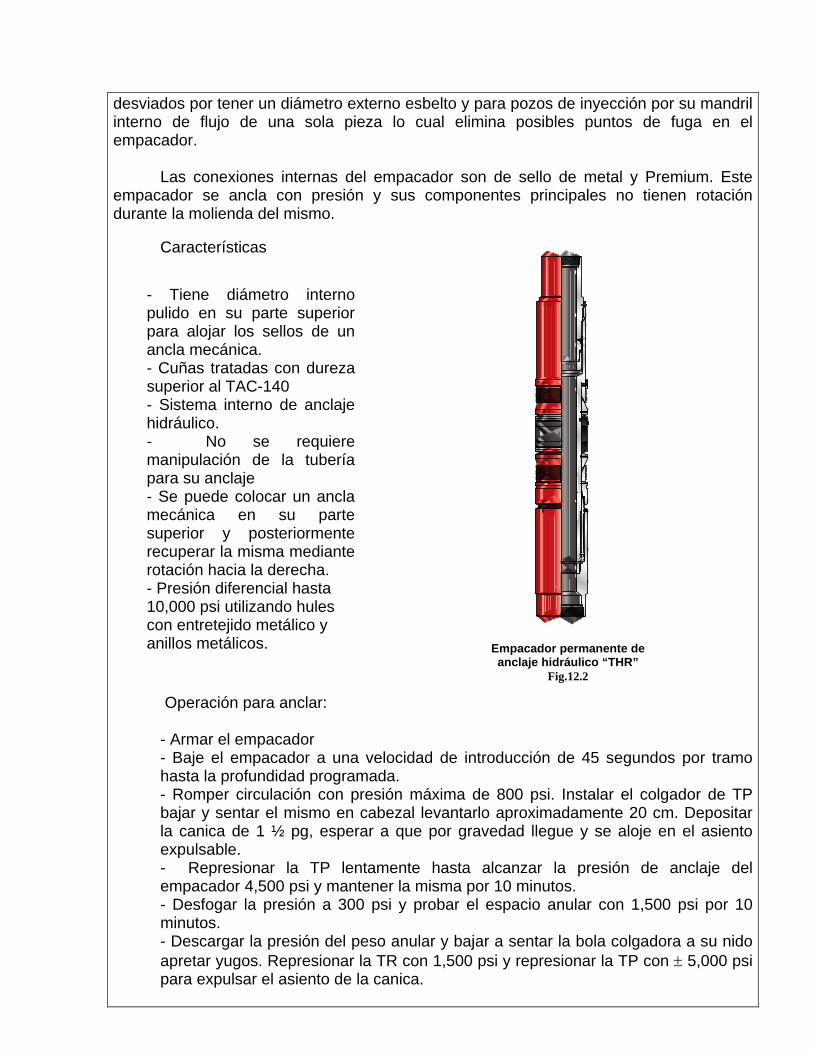
desviados por tener un diámetro externo esbelto y para pozos de inyección por su mandril interno de flujo de una sola pieza lo cual elimina posibles puntos de fuga en el empacador.
Las conexiones internas del empacador son de sello de metal y Premium. Este empacador se ancla con presión y sus componentes principales no tienen rotación durante la molienda del mismo.
Características
Empacador permanente de
- Tiene diámetro interno pulido en su parte superior para alojar los sellos de un ancla mecánica. - Cuñas tratadas con dureza superior al TAC-140 - Sistema interno de anclaje hidráulico. - No se requiere manipulación de la tubería para su anclaje - Se puede colocar un ancla mecánica en su parte superior y posteriormente recuperar la misma mediante rotación hacia la derecha. - Presión diferencial hasta 10,000 psi utilizando hules con entretejido metálico y anillos metálicos.
Operación para anclar:
- Armar el empacador - Baje el empacador a una velocidad de introducción de 45 segundos por tramo hasta la profundidad programada. - Romper circulación con presión máxima de 800 psi. Instalar el colgador de TP bajar y sentar el mismo en cabezal levantarlo aproximadamente 20 cm. Depositar la canica de 1 ½ pg, esperar a que por gravedad llegue y se aloje en el asiento expulsable. - Represionar la TP lentamente hasta alcanzar la presión de anclaje del empacador 4,500 psi y mantener la misma por 10 minutos. - Desfogar la presión a 300 psi y probar el espacio anular con 1,500 psi por 10 minutos. - Descargar la presión del peso anular y bajar a sentar la bola colgadora a su nido apretar yugos. Represionar la TR con 1,500 psi y represionar la TP con ± 5,000 psi para expulsar el asiento de la canica.
anclaje hidráulico “THR” Fig.12.2
B.- Empacadores recuperables
Se le conoce con este nombre a aquellos empacadores que se introducen al pozo, los
cuales se anclan y recuperan con la tubería de producción. Los tipos principales son:
a) De compresión con ancla doble b) De tensión c) De tensión, , compresión, y anclaje hidráulico (semipermanente) d) De tensión, compresión y anclaje mecánico (semipermanente)
a) Empacador de compresión con ancla doble o sencilla
Este empacador se ancla y empaca en forma similar al anterior, con la diferencia de que las cuñas hidráulicas operen por presión diferencia, o sea, que la presión interna se trasmite al pistón del empacador hacia abajo y las cuñas hacia fuera contra la tubería de revestimiento.
No es necesario el movimiento de la tubería ni la presión sostenida para mantener el sello.
La presión en el interior del empacador actúa sobre las cuñas hidráulicas para mantener el sello del elemento.
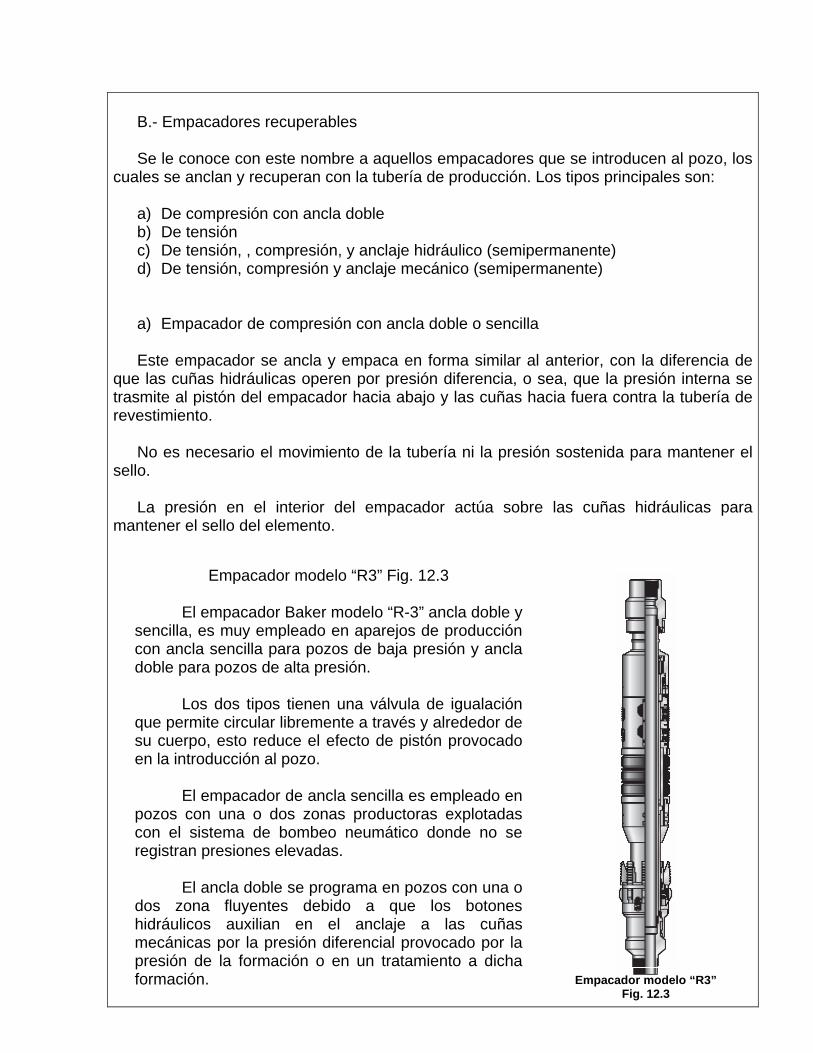
Empacador modelo “R3” Fig. 12.3
El empacador Baker modelo “R-3” ancla doble y sencilla, es muy empleado en aparejos de producción con ancla sencilla para pozos de baja presión y ancla doble para pozos de alta presión.
Los dos tipos tienen una válvula de igualación que permite circular libremente a través y alrededor de su cuerpo, esto reduce el efecto de pistón provocado en la introducción al pozo.
El empacador de ancla sencilla es empleado en pozos con una o dos zonas productoras explotadas con el sistema de bombeo neumático donde no se registran presiones elevadas.
El ancla doble se programa en pozos con una o dos zona fluyentes debido a que los botones hidráulicos auxilian en el anclaje a las cuñas mecánicas por la presión diferencial provocado por la presión de la formación o en un tratamiento a dicha formación.
Empacador modelo “R3”Fig. 12.3
Operación para anclar
- Baje el empacador a la profundidad programada, coloque el colgador de la tubería. - Levante la tubería a la carrera necesaria para el peso calculado según la
profundidad. - Aplique rotación derecha (una vuelta por cada 1 000 m de profundidad del
empacador) - Baje la tubería para cargar peso (de 2 a 5 ton), con lo anterior al girar al tubería
reproducción, se libera el ensamble de cuñas del perno o seguro tipo “J” permitiendo que el cono del empacador opere las cuñas, fijándolas en las paredes de la tubería de revestimiento.
Operación para desanclar
- Si el empacador es de ancla doble y las condiciones del pozo lo permiten, antes de comunicar la tubería de producción con la tubería de revestimiento, represione el espacio anular de 70 a 105 kgs/cm2 durante 15 minutos para retraer los botones hidráulicos.
- Antes de desanclar, si se necesita circular a través de la válvula de igualación, levante la sarta a su peso (más de 30 cm que corresponden a la mitad de la carrera del mandril del empacador), con esto se despega el sello del mandril que está apoyando sobre el bisel, localizado en la parte superior del cuerpo del empacador, permitiendo la libre circulación.
- Tensione la sarta de 5 a 7 ton es suficiente para desanclarlo, con esto se ocasiona que el cono del cuerpo del empacador se deslice dejando fuera de operación las cuñas, las cuales se alojan en su ranura tipo “J” al perno del mandril, en su carrera ascendente, quedando el empacador listo para ser recuperado o anclado nuevamente a otra profundidad.
Recomendaciones
- Verifique que el diámetro y libraje sean para la tubería de revestimiento donde se
va a anclar. - Mida la carrera del mandril del empacador, para efectos del ajuste. - Coloque el cople o niple campana en la parte inferior del empacador. - Revise el mecanismo de anclaje, girando las cuñas hacia la izquierda, para
liberarlo del perno o seguro tipo “J”, levantando posteriormente las cuñas hasta topar con el cono el empacador, una vez comprobado su funcionamiento, baje las cuñas para conectarlo nuevamente en el seguro.
- Al ir bajando el empacador evite girar la tubería de producción, para no anclarlo prematuramente.

Operación para anclar
- Baje el empacador a la profundidad programada. - Calcule la cantidad de carrera para anclarlo, aplique rota
de vuelta), tensione la tubería, librando el cople del tubo m- Instale el colgador de la tubería de producción en su nido. - Verifique la tensión efectiva al empacador, como ya se me
Operación para desanclar
- Elimine el colgador de la tubería de producción - Baje la tubería a su peso - Aplique rotación derecha (un cuarto de vuelta) - Compruebe su desanclaje.
b) Empacador de tensión (Fig. 12.4)
El afianzamiento y sello de este tipo d empacador se realiza aplicando tensión a la tubería de producción.
En el momento de tensionar la tubería, las cuñas se adhieren a la tubería de revestimiento y el elemento de sello se comprime entre el mandril y el cono empacador.
La presión que se aplique abajo del empacador reforzará el sello, lo cual será a la inversa cuando la presión aplicada en la parte superior del mismo pueda desempacarlo.
Su mayor aplicación se da en los pozos someros, donde el peso de la tubería de producción no es suficiente para lograr el sello.
El empacador Baker de tensión modelo “AD-1”, se utiliza en pozos someros donde el peso de la tubería de producción no es suficiente para expandir el elemento de sello de un empacador de compresión.
Su mecanismo es simple y el elemento de sello se puede trabajar en tensiones de 5 a 40 ton, cuenta además con una conexión inferior irrompible y está construido con un anillo de corte de emergencia.
Empacador de tensión Fig. 12.4
ción izquierda (un cuarto adrina.
ncionó mínimo 5 ton.
Recomendaciones
- No exceda la tensión máxima a que se pueda someter la tubería de producción. - Es muy importante de ser posible, disponer de unas cuñas de plato de poca altura,
para evitar elevadas tensiones, tanto en el anclaje como en su recuperación. - Antes de introducirlo verifique el apriete de los opresores del sostén de las cuñas.
c) Empacador de tensión, compresión y anclaje hidráulico (semipermanente)
Se utiliza cuando se desea ajustar el aparejo de producción con tensión neutral o con
peso, también donde se esperan presiones diferenciales en ambos sentidos o como empacador semipermanente.
Para efectuar el funcionamiento de sus cuñas se requiere de presión diferencia hidráulica y soporta presiones hacia arriba y abajo.
Al aplicar presión en la tubería de producción el elemento de sello se comprime entre el mandril y el cono, la tubería desplaza el pistón hacia arriba y las cuñas hacia fuera.
Las cuñas principales (mayores) son bidireccionales y evitan los movimientos del empacador por lo que el sello soporta presión diferencial arriba y abajo. Operación para anclar
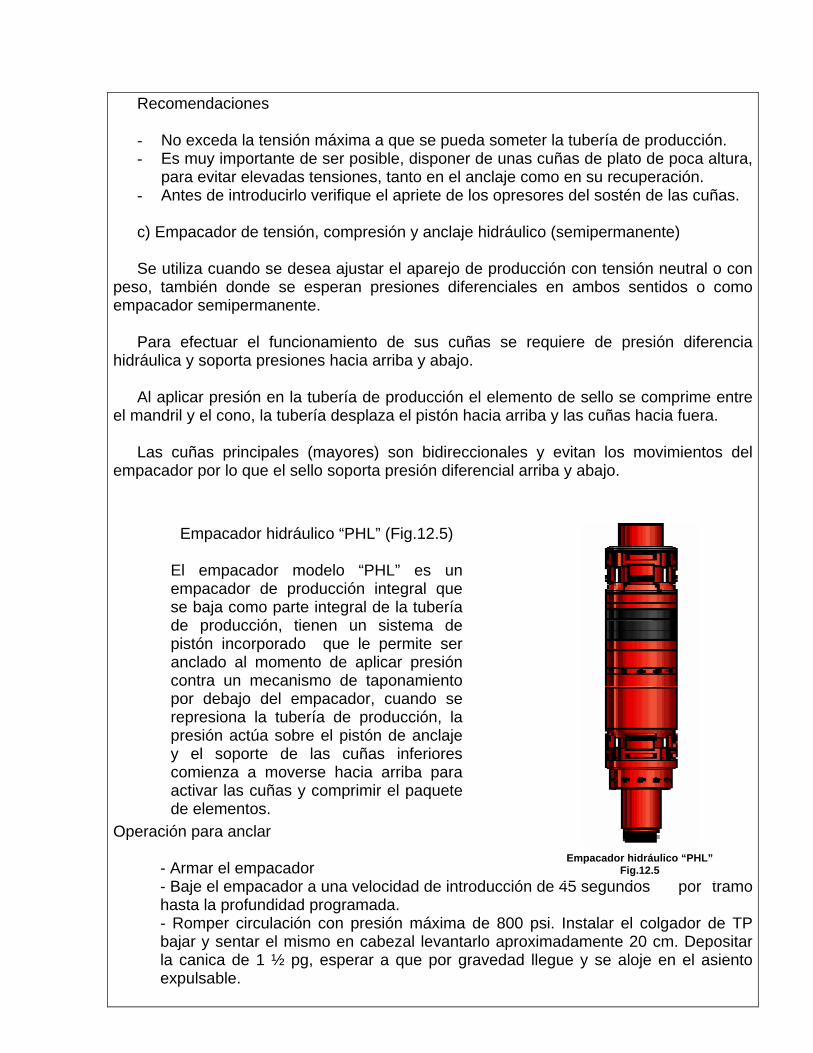
Empacador hidráulico “PHL” (Fig.12.5) El empacador modelo “PHL” es un empacador de producción integral que se baja como parte integral de la tubería de producción, tienen un sistema de pistón incorporado que le permite ser anclado al momento de aplicar presión contra un mecanismo de taponamiento por debajo del empacador, cuando se represiona la tubería de producción, la presión actúa sobre el pistón de anclaje y el soporte de las cuñas inferiores comienza a moverse hacia arriba para activar las cuñas y comprimir el paquete de elementos.
- Armar el empacador - Baje el empacador a una velocidad de introducción de hasta la profundidad programada. - Romper circulación con presión máxima de 800 psi. bajar y sentar el mismo en cabezal levantarlo aproximala canica de 1 ½ pg, esperar a que por gravedad lleguexpulsable.
Empacador hidráulico “PHL”Fig.12.545 segundos por tramo
Instalar el colgador de TP damente 20 cm. Depositar e y se aloje en el asiento
- Represionar la TP lentamente hasta alcanzar la presión de anclaje del empacador 2,500 psi y mantener la misma por 10 minutos. - Desfogar la presión a 300 psi y probar el espacio anular con 1,500 psi por 10
minutos. - Descargar la presión del peso anular y bajar a sentar la bola colgadora a su nido apretar yugos. Represionar la TR con 1,500 psi y represionar la TP con ± 5,000 psi para expulsar el asiento de la canica.
Operación para desanclar
- El empacador se recupera tensionando la tubería de producción.
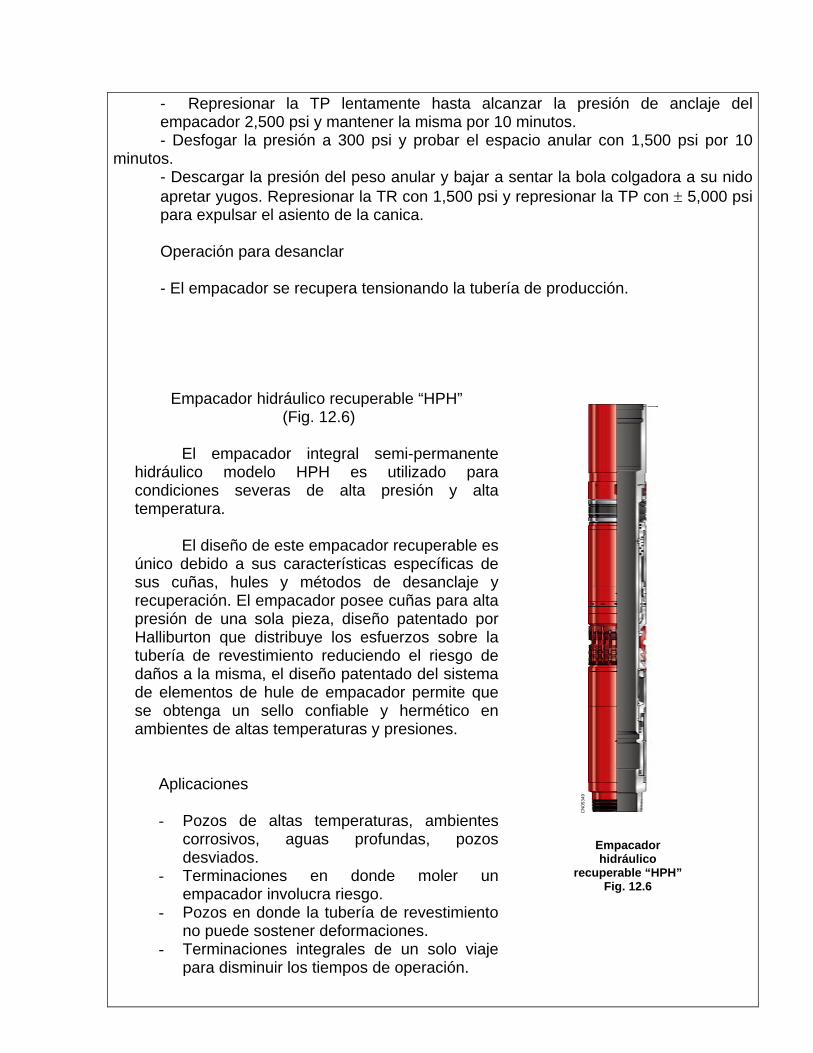
Empacador hidráulico recuperable “HPH” (Fig. 12.6)
El empacador integral semi-permanente
hidráulico modelo HPH es utilizado para condiciones severas de alta presión y alta temperatura.
El diseño de este empacador recuperable es único debido a sus características específicas de sus cuñas, hules y métodos de desanclaje y recuperación. El empacador posee cuñas para alta presión de una sola pieza, diseño patentado por Halliburton que distribuye los esfuerzos sobre la tubería de revestimiento reduciendo el riesgo de daños a la misma, el diseño patentado del sistema de elementos de hule de empacador permite que se obtenga un sello confiable y hermético en ambientes de altas temperaturas y presiones.
Aplicaciones
- Pozos de altas temperaturas, ambientes corrosivos, aguas profundas, pozos desviados.
- Terminaciones en donde moler un empacador involucra riesgo.
- Pozos en donde la tubería de revestimiento no puede sostener deformaciones.
- Terminaciones integrales de un solo viaje para disminuir los tiempos de operación.
CN
0534
9
rec
Empacador hidráulico
uperable “HPH” Fig. 12.6
Operación para anclar - Armar el empacador - Baje el empacador a una velocidad de introducción de 9.5 m. por minuto. - Al alcanzar la profundidad de anclaje del empacador romper circulación con presión máxima de 800 psi. Instalar el colgador de TP bajar y sentar el mismo en cabezal posteriormente levantarlo aproximadamente 2.60 m. Depositar la canica de 1 ½ pg, esperar a que por gravedad llegue y se aloje en el asiento expulsable. - Represionar la TP lentamente hasta alcanzar la presión de anclaje del empacador 4,600 psi y mantener la misma por 10 minutos. - Desfogar la presión a 300 psi y probar el espacio anular con 2,000 psi por 10 minutos. - Descargar la presión del peso anular y bajar a sentar la bola colgadora a su nido apretar yugos. Represionar la TR con 2,500 psi y represionar la TP con ± 5,500 psi para expulsar el asiento de la canica.
Operación para desanclar - Conectar pescante (retrieving tool) equipada con un martillo hidráulico calibrado a 30,000 lbs de impacto - Conectarse al empacador, cargando de 1 a 2 toneladas de peso - Tensionar la sarta de 1 a 2 toneladas para verificar el agarre del pescante - Cargar 5 toneladas de peso para romper pernos en el pescante y tensionar lentamente con 5 toneladas observando rompimiento de pernos de liberación del empacador - Tensionar hasta 11 toneladas para romper los pernos inferiores del pescante - Levantar la sarta lentamente para verificar el desanclaje del empacador si es efectivo recuperar a la superficie
d) Empacador de tensión, compresión y anclaje mecánico (semipermanente)
Se emplea en pozos en los que se requiere tener la tubería en tensión, neutral o en compresión, así como en casos en los que se extrae solamente la tubería y dejar el empacador o, en caso de usarse como empacador inferior (sustituyendo un empacador permanente) donde se esperan problemas como son: Pérdidas de fluido, colapsos de tubería de revestimiento, etc.
Sus cuñas soportan presiones hacia arriba y abajo, se ancla con tubería, el elemento de sello del empacador se comprime entre el mandril y el cono, pero en este tipo de empacador el movimiento hacia arriba de una tuerca de rosca izquierda, lo asegura.
Las cuñas opuestas soportan al empacador en posición de tensión, neutral o de compresión manteniendo el sello contra presiones diferenciales en ambos sentidos.
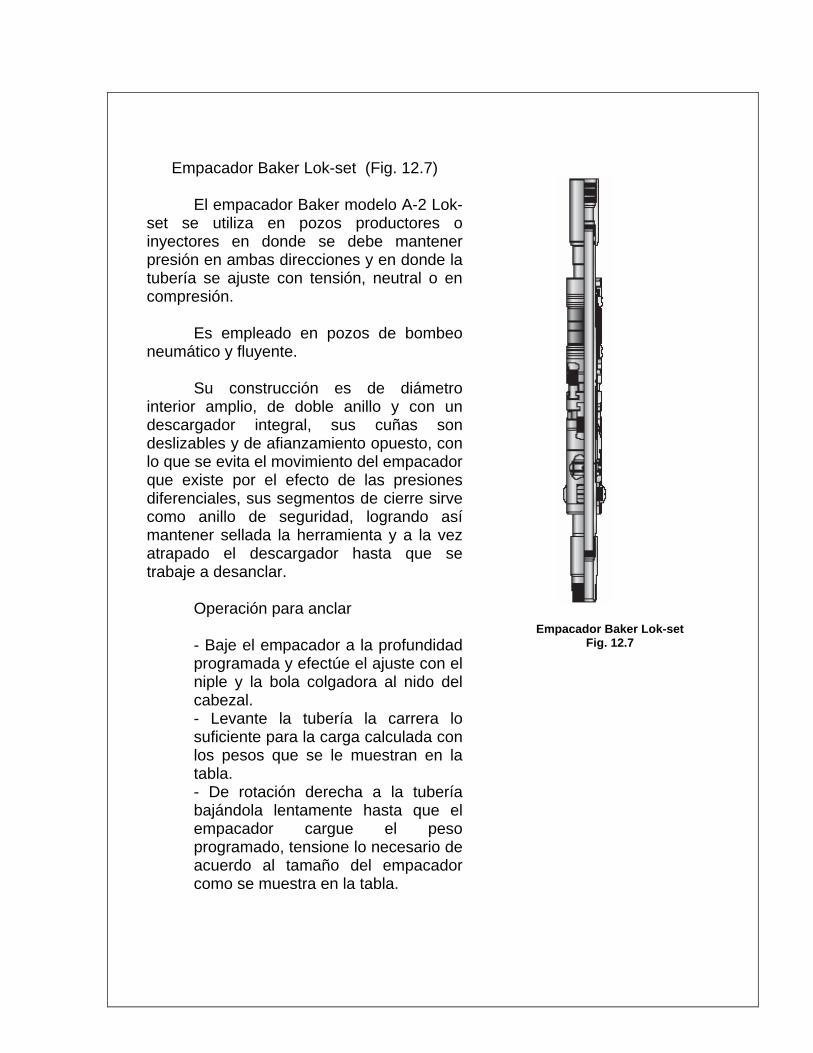
Empacador Baker Lok-set (Fig. 12.7)
El empacador Baker modelo A-2 Lok-set se utiliza en pozos productores o inyectores en donde se debe mantener presión en ambas direcciones y en donde la tubería se ajuste con tensión, neutral o en compresión.
Es empleado en pozos de bombeo neumático y fluyente.
Su construcción es de diámetro interior amplio, de doble anillo y con un descargador integral, sus cuñas son deslizables y de afianzamiento opuesto, con lo que se evita el movimiento del empacador que existe por el efecto de las presiones diferenciales, sus segmentos de cierre sirve como anillo de seguridad, logrando así mantener sellada la herramienta y a la vez atrapado el descargador hasta que se trabaje a desanclar.
Operación para anclar
- Baje el empacador a la profundidad programada y efectúe el ajuste con el niple y la bola colgadora al nido del cabezal. - Levante la tubería la carrera lo suficiente para la carga calculada con los pesos que se le muestran en la tabla. - De rotación derecha a la tubería bajándola lentamente hasta que el empacador cargue el peso programado, tensione lo necesario de acuerdo al tamaño del empacador como se muestra en la tabla.
Empacador Baker Lok-set Fig. 12.7
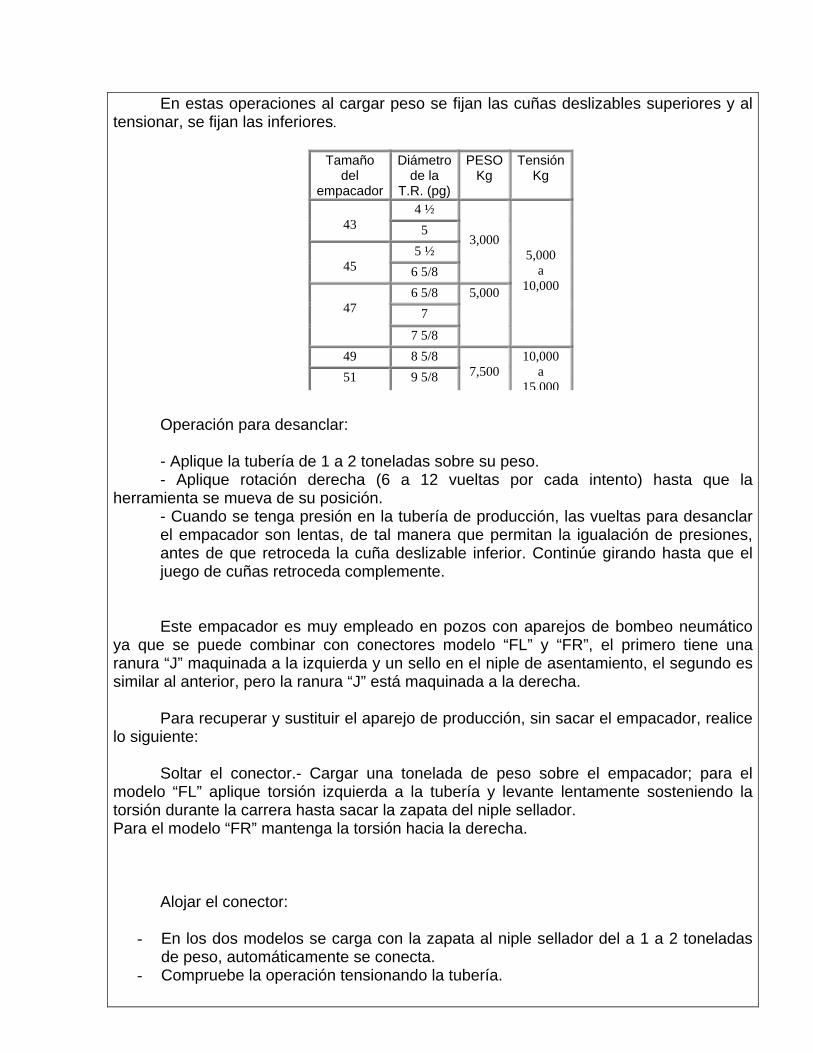
En estas operaciones al cargar peso se fijan las cuñas deslizables superiores y al tensionar, se fijan las inferiores.
Operación para desanclar:
- Aplique la tubería de 1 a 2 toneladas sobre su peso. - Aplique rotación derecha (6 a 12 vueltas por cada intento) hasta que la
herramienta se mueva de su posición. - Cuando se tenga presión en la tubería de producción, las vueltas para desanclar el empacador son lentas, de tal manera que permitan la igualación de presiones, antes de que retroceda la cuña deslizable inferior. Continúe girando hasta que el juego de cuñas retroceda complemente.
Este empacador es muy empleado en pozos con aparejos de bombeo neumático ya que se puede combinar con conectores modelo “FL” y “FR”, el primero tiene una ranura “J” maquinada a la izquierda y un sello en el niple de asentamiento, el segundo es similar al anterior, pero la ranura “J” está maquinada a la derecha.
Para recuperar y sustituir el aparejo de producción, sin sacar el empacador, realice lo siguiente:
Soltar el conector.- Cargar una tonelada de peso sobre el empacador; para el modelo “FL” aplique torsión izquierda a la tubería y levante lentamente sosteniendo la torsión durante la carrera hasta sacar la zapata del niple sellador. Para el modelo “FR” mantenga la torsión hacia la derecha. Alojar el conector:
- En los dos modelos se carga con la zapata al niple sellador del a 1 a 2 toneladas de peso, automáticamente se conecta.
- Compruebe la operación tensionando la tubería.
Tamaño del
empacador
Diámetro de la
T.R. (pg)
PESO Kg
Tensión Kg
4 ½ 43 5
5 ½ 45 6 5/8
3,000
6 5/8 7
47
7 5/8
5,000
5,000 a
10,000
49 8 5/8 51 9 5/8
7,500
10,000 a
15,000
Recomendaciones:
- Revise el diámetro y libraje que sea necesario para la tubería de revestimiento
donde se vaya a anclar, así mismo calibre el diámetro interior. - Opere manualmente el mecanismo de las cuñas, gire el segmento de candado a la
izquierda asegurándose de que los segmentos estén funcionando correctamente. No dé vueltas a la derecha porque se ajustará el segmento de control y no se logrará movimiento alguno cuando se desee anclar.
- Conecte un cople o niple campana en el extremo inferior del empacador. - En caso de bajarlo con un conector ((FL o FR), revíselo y tome los datos
necesarios para su recuperación. Anote en el reporte su tipo y diámetro interior. - En la introducción del empacador, evite girar la tubería ya que puede anclarse
prematuramente.
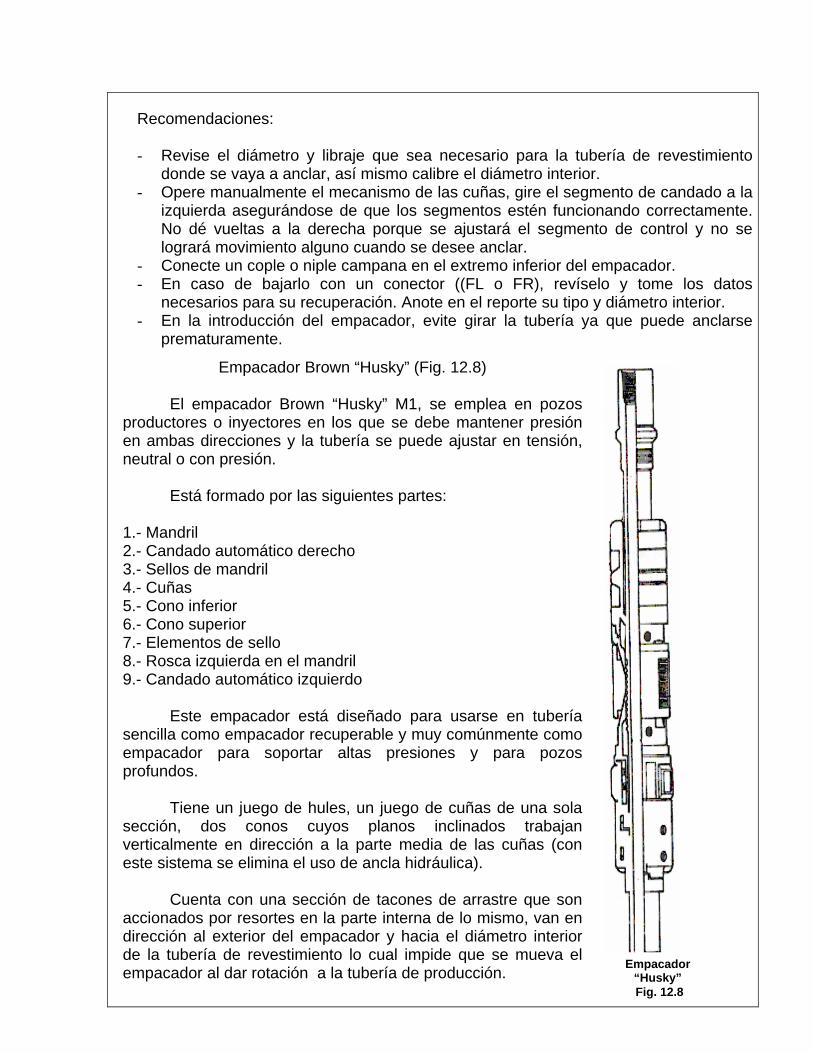
Empacador Brown “Husky” (Fig. 12.8)
El empacador Brown “Husky” M1, se emplea en pozos productores o inyectores en los que se debe mantener presión en ambas direcciones y la tubería se puede ajustar en tensión, neutral o con presión.
Está formado por las siguientes partes: 1.- Mandril 2.- Candado automático derecho 3.- Sellos de mandril 4.- Cuñas 5.- Cono inferior 6.- Cono superior 7.- Elementos de sello 8.- Rosca izquierda en el mandril 9.- Candado automático izquierdo
Este empacador está diseñado para usarse en tubería sencilla como empacador recuperable y muy comúnmente como empacador para soportar altas presiones y para pozos profundos.
Tiene un juego de hules, un juego de cuñas de una sola sección, dos conos cuyos planos inclinados trabajan verticalmente en dirección a la parte media de las cuñas (con este sistema se elimina el uso de ancla hidráulica).
Cuenta con una sección de tacones de arrastre que son accionados por resortes en la parte interna de lo mismo, van en dirección al exterior del empacador y hacia el diámetro interior de la tubería de revestimiento lo cual impide que se mueva el empacador al dar rotación a la tubería de producción.
Empacador “Husky” Fig. 12.8

Operación para anclar:
- Baje el empacador 1 o 2 metros más de profundidad programada, posteriormente levántelo con el fin de reducir la fricción del mandril al candado derecho y así facilitar la operación.
- Con anterioridad se debió programar si se dejaba el empacador con tensión, neutro o compresión, por lo tanto, se ajusta la carrera o se resta según el caso.
- Aplique rotación derecha (8 a 10 vueltas), baje la tubería lentamente unos 15 cm con esto se acciona el sistema de cuñas y hules hasta aplicar de 4 a 5 ton de peso sobre el empacador.
- Tensione de 4 a 5 ton sobre el peso de la tubería de producción, para comprobar el anclaje.
Operación para desanclar:
- Tensione la tubería reproducción de 0.5 a 1 ton - Aplique rotación derecha (8 a 10 vueltas) al mandril para desenroscar la cuerda
izquierda de su candado, propiciando abrir el área de drene entre el cuerpo del empacador y el mandril hasta lograr la igualación de presiones de los fluidos arriba y abajo del empacador.
- Al continuar tensionando, los elementos de hule se comprimen y se empuja el cuerpo del cono superior hacia arriba desanclando las cuñas, la cuerda derecha inferior del mandril vuelve a enroscarse en un candado automático
- Al tener movimiento hacia arriba permite el reacomodo del cuerpo de las cuñas, quedando después de esto desanclado y en posición de sacarlo o si se desea, anclarlo en otra zona.

Operación para desanclar:
Empacador mecánico modelo “G-6” (Fig.12.9)
El empacador G-6 es de doble cuña, recuperable,, diseñado para ser bajado en pozos pocos profundos y pueden operar en tensión ó compresión, es adecuado para usar accesorios de bombeo neumático, como empacador superior en aparejos sencillos, selectivos, en combinación con un empacador permanente inferior.
Operación para anclar
- Bajar a una velocidad de introducción de 45 se mundos por tramo (esto nos permitirá detecta cualquier resistencia que pudiera presentarse y a la vez minimiza el efecto de pistón que pudiera provocar un daño en el empacador)
- Una vez alcanzada la profundidad de anclaje checar pesos de sarta hacia arriba y hacia abajo y con el último movimiento de sarta hacia arriba girar la sarta ¼ de vuelta a la derecha (a nivel de la herramienta) y bajar lentamente aproximadamente 15 cm.
- Liberar el torque a la derecha y aplicar ligero torque a la izquierda para que el pin de control se posicione en el hombro de carga de la “J” continúe bajando hasta que la sarta pierda peso.
- Una vez que las cuñas superiores se anclan (el empacador podrá tomar carga o tensión) en este momento aplicar de 20,000 a 30,000 lbs de tensión o compresión manteniendo el esfuerzo por tres minutos para lograr un total empacamiento de los elementos de sello.
- Si las condiciones del pozo lo permiten se podrán aplicar tandas de peso y tensión para lograr un mejor empacamiento de los elementos de sello. Los esfuerzos aplicados (tensión o peso) no deberán exceder el 70% del valor del perno de corte de la “J”, para este caso es de 80,000 lbs.
- La tubería podría quedar en tensión, compresión o neutral según sean las condiciones de pozo.
Empacador G-6Fig. 12.9
- Tensione el peso total de la sarta y el empacador regresará a su posición neutral, generando ligera tensión en el pin de la “J”.
- Girar la sarta ¼ de vuelta a la derecha esto a nivel de empacador y tensionar lentamente para liberar el empacador.
- El movimiento inicial hacia arriba abrirá la válvula igualadora que permitirá mantener la presión igualada a través del el empacador.
- Continúe levantando la sarta para liberar las cuñas, los elementos de empaque y las cuñas inferiores.
- Dependiendo del tiempo que halla permanecido el empacador anclado será el tiempo que requieran los elastómeros para retornar a su forma original (10 a 15 min)
- Si se intenta en varias ocasiones y no se tiene éxito, entonces se procederá a activar el sistema de emergencia, ya que el empacador consta de unos pernos guía de la ranura “J”.
Empacador Conector-Soltador BP-3
Este accesorio permite al empacador Brown Husky M-1 transformarse de recuperable a semipermanente, y como ya se había dicho se conecta directamente al empacador.
Comúnmente se utiliza en aparejos de bombeo neumático pero también se puede utilizar en aparejos fluyentes, lo cual permite extraer sólo la tubería de producción, dejando el empacador dentro del pozo.
Consta de: - Un mandril pulido con dos pernos de corte, colocados a 180º - Dentro del maquinado tiene un asiento especial para colocar un tapón BP-3 en caso que se desee aislar el intervalo y recuperar el aparejo sin empacador. - La parte exterior pulida sirve como asiento de empaques tipo “W”. - Por fuera de éste mandril va instalada una camisa o zapata conectada a la tubería de producción y lleva en su interior un sistema de “J” que es donde se anclan los pernos del mandril, enseguida un juego de empaques “W” para aislar el espacio anular una vez que está dentro del mandril.
Para desconectar la camisa coloque la tubería en su peso y gire a la izquierda (media vuelta efectiva), mantenga la torsión levantando la tubería lentamente. Para conectarlo, cargue 1 ton de peso con la camisa sobre el niple y automáticamente se conecta.

Empacador Baker “J” Fig. 12.10
Solamente se usa en pozos de doble terminación. Se diseña en ancla sencilla y ancla doble, su sistema de ancla es de pie, de fijación por resorte.
Está provisto de dos orificios independientes que lo atraviesan paralelos en toda su longitud para alojar la sarta larga y corta. La forma cónica de esta última permite la rápida localización del niple sellador en su anclaje.
Los elementos de sello combinados que posee, son expandidos por cualquiera de las dos sartas o por la combinación de peso de ambas. En ancla doble se combina la compresión y la presión diferencial para su anclaje. Se ancla con peso y se recupera con tensión.
Empacador JFig. 12.10
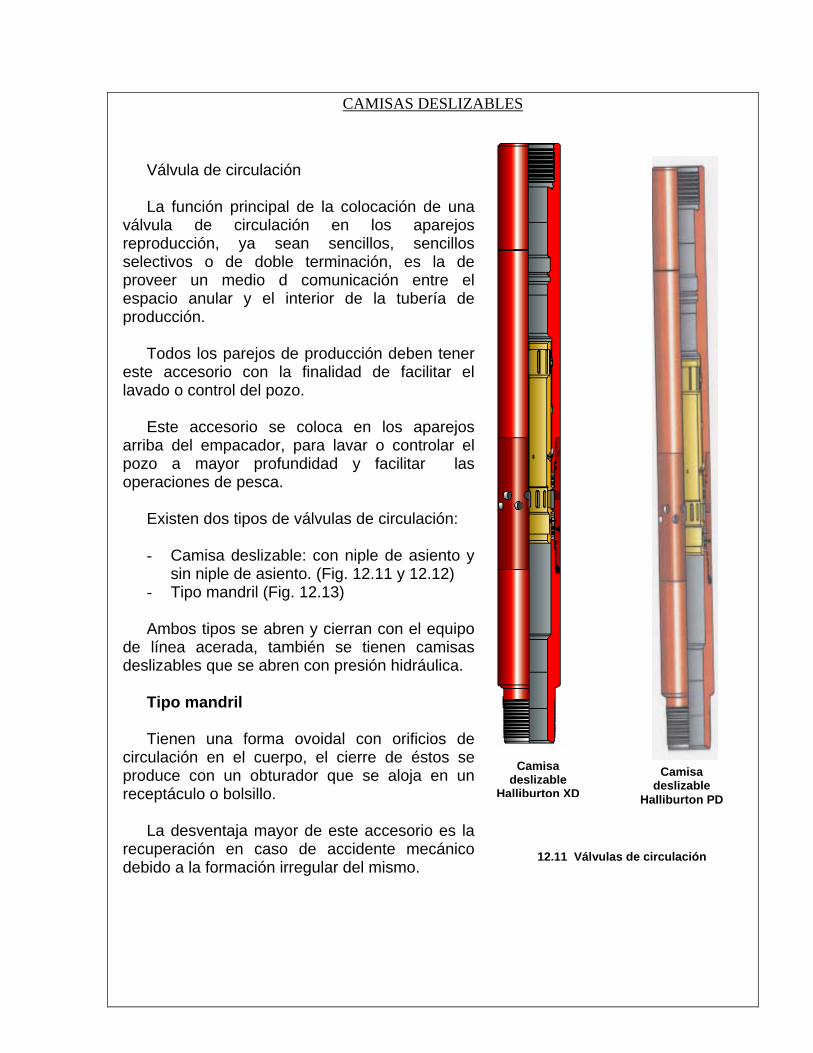
CAMISAS DESLIZABLES
Válvula de circulación
La función principal de la colocación de una válvula de circulación en los aparejos reproducción, ya sean sencillos, sencillos selectivos o de doble terminación, es la de proveer un medio d comunicación entre el espacio anular y el interior de la tubería de producción.
Todos los parejos de producción deben tener este accesorio con la finalidad de facilitar el lavado o control del pozo.
Este accesorio se coloca en los aparejos arriba del empacador, para lavar o controlar el pozo a mayor profundidad y facilitar las operaciones de pesca.
Existen dos tipos de válvulas de circulación:
- Camisa deslizable: con niple de asiento y sin niple de asiento. (Fig. 12.11 y 12.12)
- Tipo mandril (Fig. 12.13) Ambos tipos se abren y cierran con el equipo
de línea acerada, también se tienen camisas deslizables que se abren con presión hidráulica.
Tipo mandril
Tienen una forma ovoidal con orificios de circulación en el cuerpo, el cierre de éstos se produce con un obturador que se aloja en un receptáculo o bolsillo.
La desventaja mayor de este accesorio es la recuperación en caso de accidente mecánico debido a la formación irregular del mismo.
Camisa deslizable
Halliburton XD
Camisa deslizable
Halliburton PD
12.11 Válvulas de circulación
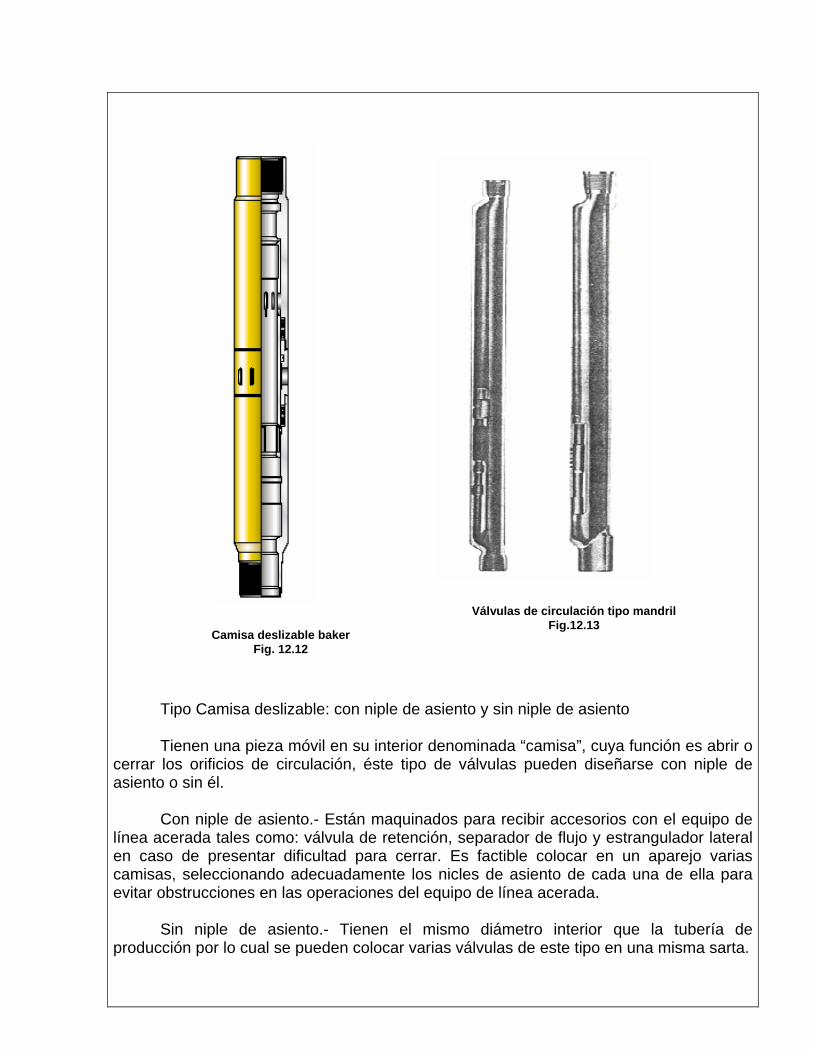
Tipo Camisa deslizable: con niple de asiento y sin niple de asiento
Tienen una pieza móvil en su interior denominada “camisa”, cuya función es abrir o cerrar los orificios de circulación, éste tipo de válvulas pueden diseñarse con niple de asiento o sin él.
Con niple de asiento.- Están maquinados para recibir accesorios con el equipo de línea acerada tales como: válvula de retención, separador de flujo y estrangulador lateral en caso de presentar dificultad para cerrar. Es factible colocar en un aparejo varias camisas, seleccionando adecuadamente los nicles de asiento de cada una de ella para evitar obstrucciones en las operaciones del equipo de línea acerada.
Sin niple de asiento.- Tienen el mismo diámetro interior que la tubería de producción por lo cual se pueden colocar varias válvulas de este tipo en una misma sarta.
Camisa deslizable bakerFig. 12.12
Válvulas de circulación tipo mandrilFig.12.13

Las válvulas de circulación tipo camisa deslizable son de mayor empleo sobre todo las tipo mandril, ya que en su diámetro exterior uniforme y de igual diámetro exterior que el cople de la tubería de producción facilita su recuperación en caso de pesca, además aún si se introduce invertida se puede abrir o cerrar.
Niples de asiento (Fig. 12.14)
Estas herramientas se utilizan en aparejos de producción tales como:
- Aparejo fluyente - Aparejo de bombeo neumático
Aparejo fluyente:
Se coloca en la tubería de producción ya sea abajo, arriba o entre empacadores, según el objetivo que se desee alcanzar, por ejemplo: - Aislar las zonas de intervalos - Para colocar estranguladores de fondo
CN
0570
3
Niple RN Niple X Niple R
Niples de asientoFig. 12.14
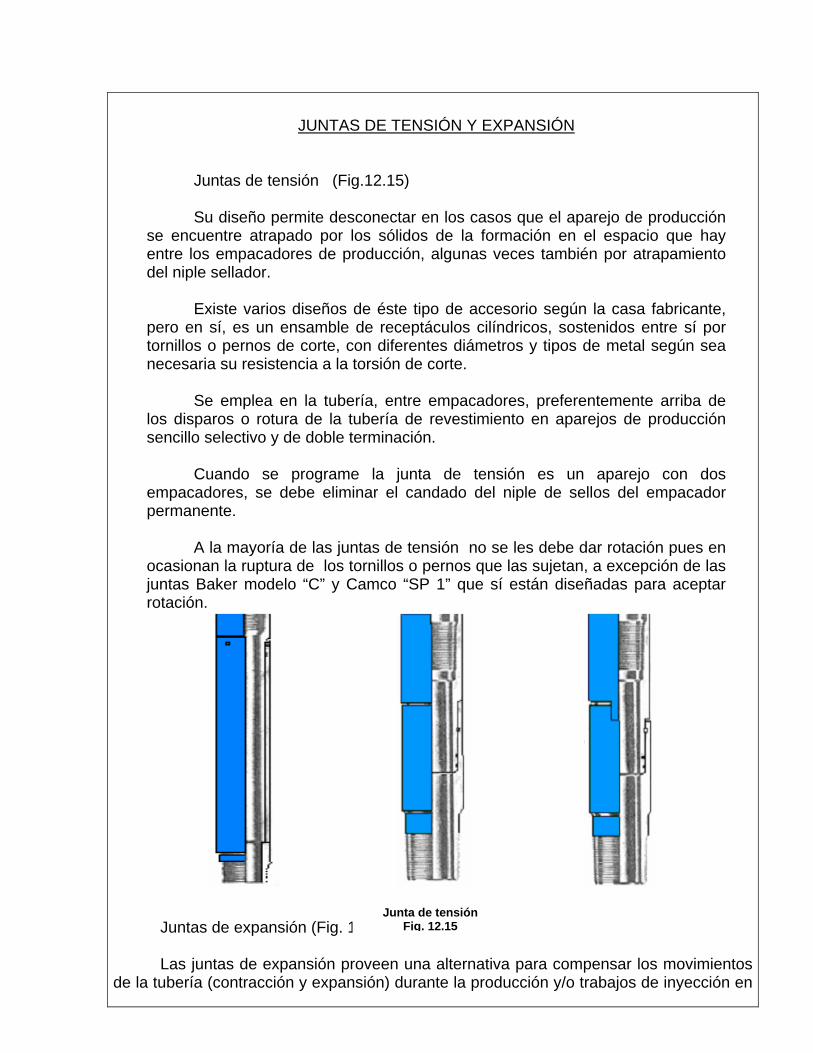
Juntas de expansión (Fig. 12.16) Las juntas de expansión proveen una alternativa para compensar los movimientos
de la tubería (contracción y expansión) durante la producción y/o trabajos de inyección en
Junta de tensiónFig. 12.15
JUNTAS DE TENSIÓN Y EXPANSIÓN
Juntas de tensión (Fig.12.15)
Su diseño permite desconectar en los casos que el aparejo de producción se encuentre atrapado por los sólidos de la formación en el espacio que hay entre los empacadores de producción, algunas veces también por atrapamiento del niple sellador.
Existe varios diseños de éste tipo de accesorio según la casa fabricante, pero en sí, es un ensamble de receptáculos cilíndricos, sostenidos entre sí por tornillos o pernos de corte, con diferentes diámetros y tipos de metal según sea necesaria su resistencia a la torsión de corte.
Se emplea en la tubería, entre empacadores, preferentemente arriba de los disparos o rotura de la tubería de revestimiento en aparejos de producción sencillo selectivo y de doble terminación.
Cuando se programe la junta de tensión es un aparejo con dos empacadores, se debe eliminar el candado del niple de sellos del empacador permanente.
A la mayoría de las juntas de tensión no se les debe dar rotación pues en ocasionan la ruptura de los tornillos o pernos que las sujetan, a excepción de las juntas Baker modelo “C” y Camco “SP 1” que sí están diseñadas para aceptar rotación.
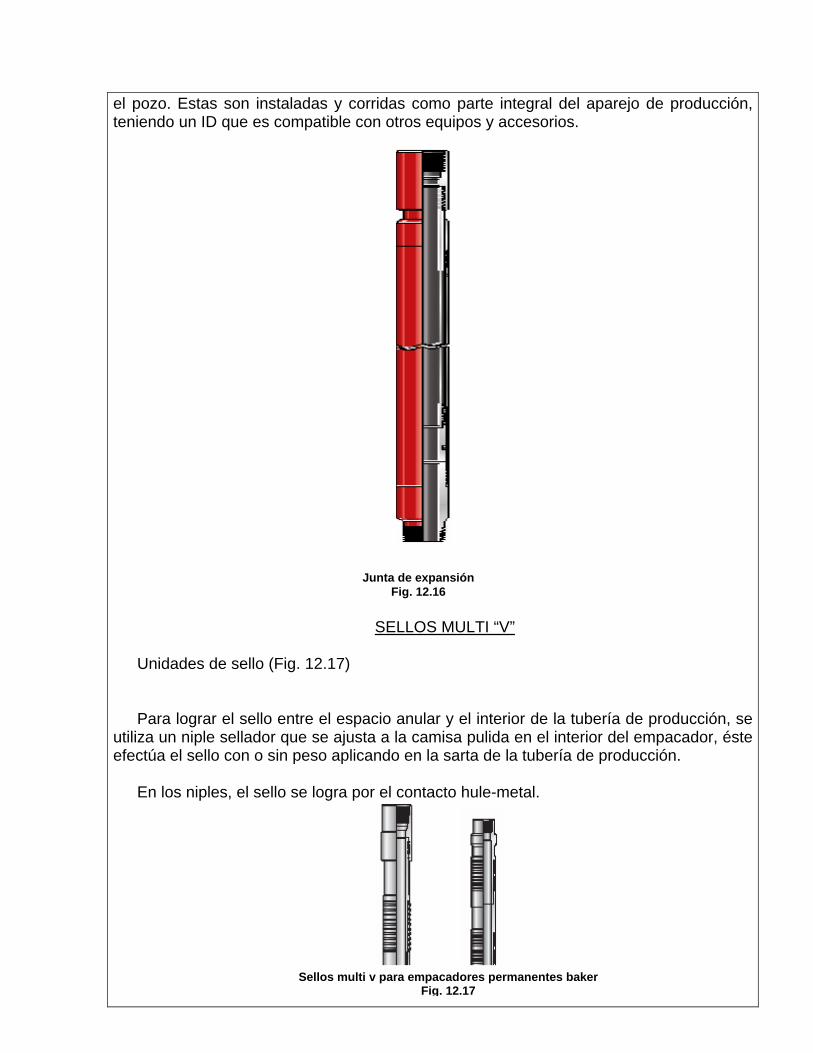
el pozo. Estas son instaladas y corridas como parte integral del aparejo de producción, teniendo un ID que es compatible con otros equipos y accesorios.
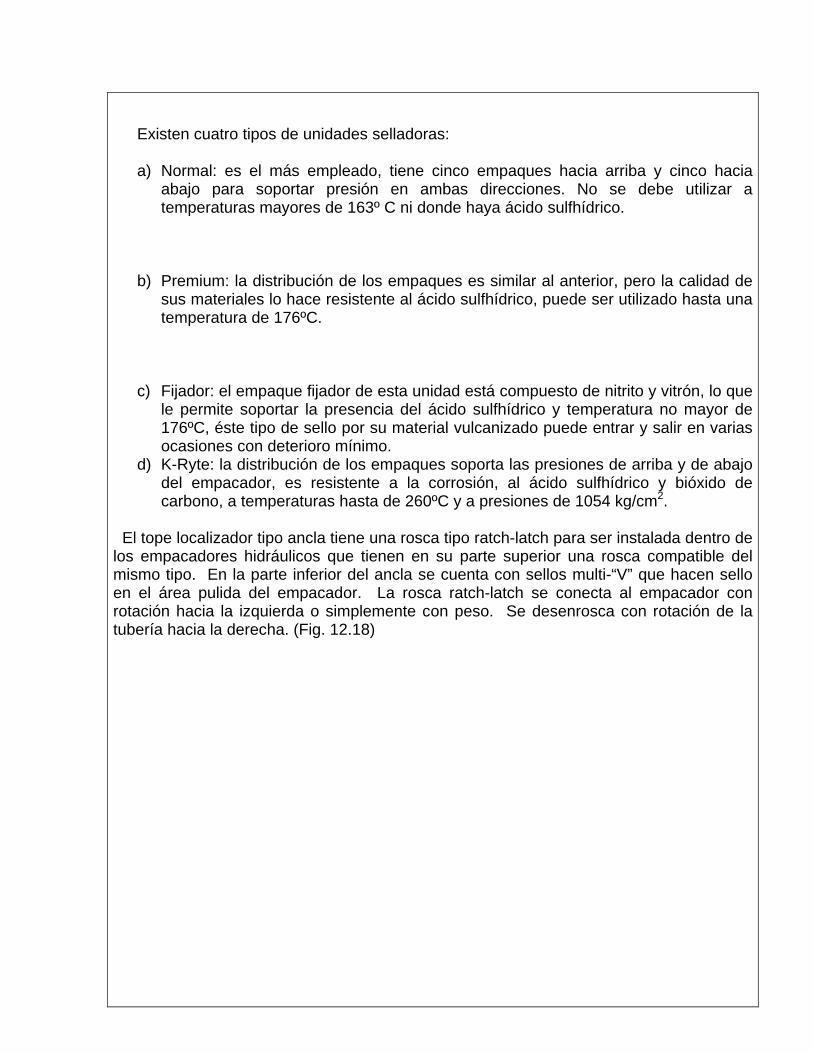
SELLOS MULTI “V”
Unidades de sello (Fig. 12.17)
Para lograr el sello entre el espacio anular y el interior de la tubería de producción, se
utiliza un niple sellador que se ajusta a la camisa pulida en el interior del empacador, éste efectúa el sello con o sin peso aplicando en la sarta de la tubería de producción.
En los niples, el sello se logra por el contacto hule-metal.
Sellos multi v para empacadores permanentes baker Fig. 12.17
Junta de expansiónFig. 12.16
Existen cuatro tipos de unidades selladoras:
a) Normal: es el más empleado, tiene cinco empaques hacia arriba y cinco hacia abajo para soportar presión en ambas direcciones. No se debe utilizar a temperaturas mayores de 163º C ni donde haya ácido sulfhídrico.
b) Premium: la distribución de los empaques es similar al anterior, pero la calidad de sus materiales lo hace resistente al ácido sulfhídrico, puede ser utilizado hasta una temperatura de 176ºC.
c) Fijador: el empaque fijador de esta unidad está compuesto de nitrito y vitrón, lo que le permite soportar la presencia del ácido sulfhídrico y temperatura no mayor de 176ºC, éste tipo de sello por su material vulcanizado puede entrar y salir en varias ocasiones con deterioro mínimo.
d) K-Ryte: la distribución de los empaques soporta las presiones de arriba y de abajo del empacador, es resistente a la corrosión, al ácido sulfhídrico y bióxido de carbono, a temperaturas hasta de 260ºC y a presiones de 1054 kg/cm2.
El tope localizador tipo ancla tiene una rosca tipo ratch-latch para ser instalada dentro de los empacadores hidráulicos que tienen en su parte superior una rosca compatible del mismo tipo. En la parte inferior del ancla se cuenta con sellos multi-“V” que hacen sello en el área pulida del empacador. La rosca ratch-latch se conecta al empacador con rotación hacia la izquierda o simplemente con peso. Se desenrosca con rotación de la tubería hacia la derecha. (Fig. 12.18)

DISEÑO DE UN APAREJO DE PRODUCCIÓN
Solucionar, diseñar e instalar un aparejo de producción es una parte crítica en cualquier programa de operación durante la interrupción de un pozo, ya sea en una terminación y/o reparación.
Para el diseño del aparejo de producción se deben considerar varios factores como son:
Profundidad, presión esperada en la superficie, presiones de estimulación, inyección, inducción, así como proporcionar los factores de seguridad en tensión, presión interna y presión de colapso.
Una vez considerando todo lo anterior se corre el programa con las tuberías seleccionadas para verificar que esta se encuentra dentro de los factores considerados.
Se muestra el diseño del aparejo regularmente una vez que se comprueba con las gráficas que todas las tuberías se encuentran dentro del rango de seguridad.
Ancla de sellos tipo ratch- latch para empacadores THR y PHL
Fig. 12.18

Descripción Longitud De A Zapata guía 3 ½” 0.23 5195
2 tramos de TP 3.5 9.2 L/P TCR-95 MVAM 18 5194.77 5191.77
Empacador permanente 2.95 5176.77 5176.77
Ancla Rath Lach 3.5 0.5 5173.82 5173.82
2 tramos de TP 3.5 9.2 L/P TCR-95 MVAM 750 5173.32 5173.32
1 Comb MVAM (P) 3.5 X © 2 7/8” 0.5 4423.32 4422.32
1er válvula RAO V/O 3 4422.82 4419.82
1 tramo de 2 7/8” TCR95 6.4 L/P MVAM 9.2 4419.82 4410.62
1 Comb MVAM 2 7/8” X © 3 ½” 0.5 4410.62 4410.12
N tramos de TP 3.5 9.2 L/P TCR-95 MVAM 280 4410.12 4130.12
1 Comb MVAM (P) 3.5 X © 2 7/8” 0.5 4130.12 4129.62
2da válvula BN 3 4129.62 4126.62 1 tramo de 2 7/8” TRC95
6.4 L/P MVAM 9.2 4126.62 4117.42
1 Comb MVAM (P) 2 7/8” X © 3 ½”
0.5 4117.42 4116.92
N tramos de TP 3 ½” 9.2 L/P L80 MVAM
2394.92 4116.92 1722
N tramos de TP 3.5 9.2 L/P TCR-95 MVAM
1322 1722 400
N tramos de TP 3.5 12.7 L/P TCR-95 MVAM
400 400 0.00