LA COMPACTACIÓN DE POLVOS CERÁMICOS
12
LA COMPACTACIÓN DE POLVOS CERÁMICOS La compactación es el empaquetamiento de partículas, que están unidas entre sí formando gránulos que por efectos de la presión se deforman completamente durante el prensado. Durante el proceso de prensado los gránulos de atomizado debe ocurrir lo siguiente Reordenamiento Deformación Rompimiento La operación de prensado debe dar el producto compactado una estructura comprensa de baldosas: Propiedades deseadas tras la cocción Suficiente resistencia mecánica para soportar esfuerzos en crudo Suficiente permeabilidad para que fluya gases (aire) Características de los polvos que afectan la estructura: Dureza del granulo Fluidez Forma, tamaño y distribución granulométrica de partículas Humedad EL CICLO DE PRENSADO COMPRENDE Primera Prensada: Es lenta para evacuar aire tanto de la pasta como del molde o Aire del molde o Aire que se encuentra en el intersticio de los gránulos Segunda Prensada: Es la etapa en la que se configura la microestructura de la pieza en crudo y le da las propiedades que requiere en las siguientes etapas del proceso: El modelo para explicar el mecanismo de compactación mediante prensado de polvos atomizados, se basa en el modelo propuesto por REED (Para aglomerados de materias no plásticas): “A medida que aumenta la presión de Prensado (a humedad y distribución constantes) aumenta la densidad aparente” Polvo en Caída libre
-
Upload
jenny-paola-garcia -
Category
Documents
-
view
112 -
download
8
Transcript of LA COMPACTACIÓN DE POLVOS CERÁMICOS

LA COMPACTACIÓN DE POLVOS CERÁMICOS
La compactación es el empaquetamiento de partículas, que están unidas entre sí formando gránulos que por efectos de la presión se deforman completamente durante el prensado.
Durante el proceso de prensado los gránulos de atomizado debe ocurrir lo siguiente
Reordenamiento Deformación Rompimiento
La operación de prensado debe dar el producto compactado una estructura comprensa de baldosas: Propiedades deseadas tras la cocción Suficiente resistencia mecánica para soportar esfuerzos en crudo Suficiente permeabilidad para que fluya gases (aire)
Características de los polvos que afectan la estructura: Dureza del granulo Fluidez Forma, tamaño y distribución granulométrica de partículas Humedad
EL CICLO DE PRENSADO COMPRENDE Primera Prensada: Es lenta para evacuar aire tanto de la pasta como del molde
o Aire del moldeo Aire que se encuentra en el intersticio de los gránulos
Segunda Prensada: Es la etapa en la que se configura la microestructura de la pieza en crudo y le da las propiedades que requiere en las siguientes etapas del proceso:
El modelo para explicar el mecanismo de compactación mediante prensado de polvos atomizados, se basa en el modelo propuesto por REED (Para aglomerados de materias no plásticas): “A medida que aumenta la presión de Prensado (a humedad y distribución constantes) aumenta la densidad aparente”
o Densidad Aparente: Se llama densidad de un polvo cuando llenamos un volumen conocido con una cantidad de polvo en caída libre, nos determina una densidad aparente.Se presenta Tres (3) tramos en que la relación densidad aparente y el logaritmo de la presión es linealLa densidad aparente es inversamente proporcional al número de poros ρ= 1/#poros
Polvo en Caída libre
Recipiente, volumen conocido (cm3)
Densidad aparente en caída libre = ρa= g/cm3

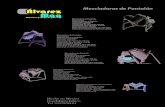
Diagrama de compactaciónEs la grafica Pa = f(P) que estudia el comportamiento de los aglomerados durante la fase de compactación. La gráfica nunca se presenta como línea quebrada porque la transición en zonas corresponde realmente a curvas por su comportamiento de los mecanismos de compactación.
La relación densidad aparente Vs Presión del prensado se estudia donde el momento de LLENADO DEL ALVEÓLO (Densidad de llenado) hasta la presión de trabajo para un polvo atomizado.Esta relación puede ajustarse a la ecuación
ρa= ki1 + ki2./n.PDonde ki1 y ki2. Son constantes de ajuste para cada tramo (2)
Nota: En cada tramo predomina un MECANISMO DE COMPORTAMIENTO a la compactación y cada uno de los cambios de pendiente informa sobre un cambio en el mecanismo.Reed Graficó el comportamiento de la densidad aparente con la presión aplicada a la prensa
0 1 2 3 4 5 60
0.5
1
1.5
2
2.5
Comportamiento de la Densidad Aparente
P(kg/cm2)
ρa=
g/cm
3
Representación idealizada del diagrama de comportamiento de compactación de un polvo atomizado.
TRAMO 1: Compactación del polvo a muy bajas presionesHabrá reordenamiento de los gránulos sin deformación ni rotura, por lo tanto habrá aumento d densidad de empaquetamiento. La densidad aparente del sistema va desde su valor inicial, que es la densidad de llenado de los alveolos hasta un valor de densidad correspondiente a densidad de vibración de polvo empaquetado por vibraciones.La densidad aparente vibrada se alcanza a una presión de 3-4 kg/cm2
Presión de fluencia: Indica la dureza de un granulo. Es la presión en la que se desea la densidad aparente vibrada. Acá Se completa la reordenación de los gránulos y posteriormente muy cambio de pendiente indicando cambio de mecanismos de compactación.El punto de fluencia de los gránulos se considera:

Una medida de dureza Una medida de deformabilidad que es un fusión de:
o La estructura del Gránuloo Tamaño medioo Distribución de tamaños de gránuloso Contenido de humedad del polvo
TRAMO 2
El mecanismo de compactación predominante es el de la DEFORMACIÓN PLASTICA Y/O ROTURA DE LOS GRANULOS
A partir del punto de fluencia se inicia la deformación de los gránulos a medida que aumenta la presión de prensado disminuyendo la porosidad intergranular ocurre la POROSIDAD DE MAYOR TAMAÑO
Esta porosidad se ANULA AL TERMINAR ESTE TRAMO. Allí se consigue una configuración más densamente empaquetada
En este punto, la presión se denomina PRESIÓN DE COMPACTACIÓN DEL GRANULO La densidad aparente del sistema es prácticamente igual a la densidad aparente de los gránulos.
La deformación de los gránulos ocurre cuando la presión en los puntos de contacto entre ellos es suficiente para provocar el deslizamiento de las partículas que las conforman
Inicio de la FASE II: La permeabilidad del aire del sistema depende fundamentalmente del volumen y forma de poros Intergranulares que son los más grandes poros.Esta porosidad = f(Tamaño y empaquetamiento de gránulos). Al aumentar la FASE II ocurre deformación plástica y rotura.
Rotura = f (su dureza y deformabilidad)
La porosidad intergranular va disminuyendo, el volumen de poros integranulares va disminuyendo.
TRAMO 3 El segundo cambio de pendiente ocurre cuando el polvo atomizado alcanza una densidad aparente
próxima a la densidad del gránulo ρa(g). Esto significa que la porosidad se ha eliminado Intergranular. Las presiones superiores a la presión de compactación del gránulo produce la disminución de la
porosidad intergranular por el flujo de sus partículas. El poro intergranular se sierra mediante el flujo de partículas por efecto de la fuerza de prensado AL
TIEMPO QUE DISMINUYE LA POROSIDAD INTERGRANULAR. Es posible que el PRENSADO NO PUEDA DISMINUIR EN TODOS LOS CRUCES INTERGRANULARES
Desorden Ordenamiento Poros Intergranulares
Destrucción del poro intergranular
Destrucción del proo intergranular y formación de la
estructura.

CONCLUSIÓN IMPORTANTE:
El mecanismo está controlado por: Presión de prensado Dureza del gránulo Deformabilidad del gránulo
o Distribución de tamañoso Forma o Persion
CARACTERIZACIÓN DE LOS POLVOS DE PRENSADO
Características de los Gránulos
1. Humedad: mide el porcentaje de agua de la muestra2. Tamaño, forma y distribución de los gránulos3. Dureza4. Densidad5. Fluidez
El agua es el ligante empleado en la compactación de baldosas cerámicas e influye en la compacidad de las baldosas en verde y seco.A mayor humedad de atomizado se obtiene mayor densidad aparente, al aumentar presiones con granulometría constante, ya que fluyen con más facilidad de gránulos cerrando poros.Al aumentar presiones fluyen con facilidad los gránulos tapando los poros.
1. Humedad
La humedad de una muestra de atomizado mide el porcentaje de agua respecto a la muestra seca (humedad en base seca)
Base Seca
X s=W h−W s
W s
x 100
Base Húmeda
X h=W h−W s
W h
x100
X s=¿ Humedad en base seca (%)X h=¿ Humedad en base Húmeda (%)W h= Peso atomizado en Húmeda (g)W s= Humedad en base Seco(g)
Grado de confiabilidad (error) = 20g ± 0.01 y se seca hasta T° constante 110°CLa humedad medida en base seca da los polvos atomizados empleados en la fabricación de baldosas oscila entre 5.5% a 6.8%NOTA: Se debe tener la humedad en lo posible constante y uniforme para la cual se deja en los SILOS y obtener correcta homogenización

PROBLEMAS SI LA HUMEDAD NO ES CONSTANTE
La variabilidad de la humedad durante el proceso de prensado da lugar a la variación en la densidad aparente de la pieza y por lo tanto en la producción de los CALIBRES
> %H ≠ % H → CALIBRES
Se compacta más a este lado
CALIBRES: Diferencia de espesores o longitudes
Si la humedad es variable en los gránulos (más secos o húmedos) puede causar pequeñas grietas en la superficie esmaltada, porque hay diferente compactación en la pieza.
2. TAMAÑO, FORMA Y DISTRIBUCIÓN DE LOS GRÁNULOS
En cuanto la forma de gránulos deben ser aproximadamente esféricas y su superficie lo más lisa posible
Su distribución entre 50µ a 500µ para ello se hace un análisis de tamizado
TAMIZ: Es una superficie perforada llena de huecos. El tamiz se identifica por número de huecos.
Serie Tyler (USA)Serie PIN (Europeo-Alemania)
T 50=50huecos1 pulg. líneal
x100
T 100=100huecos1 pulg . líneal
x100
A medida que aumenta el número disminuye el hueco. Va aumentando de arriba hacia abajo
Sobre cada tamiz va quedando un retenido y solo pasan los más pequeños. Entre tamiz y tamiz, va quedando una fracción (rechazo, retenido, gruesos). Las que pasan se llaman cernidos, finos.
LUZ DE MALLA Wi(g) % Diferencial %Acumulado retenido
% Acumulado de Absorbido
500 10,07 20,25 20,25 79,75400 11,61 23,35 43,60 56,40300 11,29 22,71 66,31 33,69200 9,98 20,07 86,38 13,62
Distribución
Desechados porque estas partículas muy finas se van a colocar en los espacios o intersticios de las otras partículas

150 3,45 6,94 93,32 6,68100 1,59 3,20 96,52 3,4863 1,01 2,03 98,55 1,4545 0,42 0,84 99,40 0,600 0,3 0,60 100TOTAL 49,72 100
En este caso se deben representar de forma acumulada las distribuciones más no diferencialLa baja calidad del atomizado porque baja sensiblemente la fluidez dando DESIGUALDADES EN LA DISTRIBUCIÓN DE POLVO EN LOS ALVEÓLOS.
3. DUREZA DEL GRÁNULO
En el punto de fluencia indica que a partir de ese punto hay una deformación permanente hasta la rotura. También indica la medida de dureza del granulo.
Durante la primera fase de la compactación a bajas presiones se produce EL REORDENAMIENTO DE LOS GRANULOS hasta alcanzar su máxima densidad aparente lo cual coincide con lo que se obtiene en el vibrado (Pav)
Este punto cambia el mecanismo de compactación ya que una vez realizada la reordenación de los gránulos se inicia la deformación y la rotura, la presión de fluencia es una medida de la dureza del gránulo.
La dureza tiene en cuenta o depende de:
Estructura del gránulo: el granulo en su interior posee canales o líneas vacias Distribución de tamaño de gránulos: tamaños de 50 a 500µ Naturaleza y proporción de los ligantes Contenido de humedad: sale del atomizador con humedad de 8% lo ideal es de 6 a 8% dependiendo de la
humedad, es la presión aplicada a la prensao A >humedad, < presión. El agua hace que las partículas se disuelvan más rápidoo A < humedad, > presión
DUREZA DEL GRANULO (kg/cm2)
% humedad Rev. Pasta Roja Rev. Pasta Blanca0 9.18 7.23 6.63 4.835 3.08 4.357 2.84 2.41
4. FLUIDEZ DEL GRÁNULO
El comportamiento geológico de los polvos para prensado influye en el comportamiento o en el desarrollo de las distintas operaciones del proceso de fabricación
Transporte de polvos atomizados: para que no se acumulen polvos Carga y descarga de silos: para que haya homogenización en el agua Carga y descarga de alveolos: moldes

Operaciones de decoración anteriores al prensado en los alveolos
La fluidez juega un papel importante en el llenado de alvéolos del molde durante el ciclo de prensado. La operación de llenado de alveolos debe:
Obtener una distribución homogénea de la carga en todo el molde Mantenerlo constante en el tiempo Reparo uniforme de presión en toda la superficie
Un llenado correcto depende de:
Características tecnológicas del polvo como son: Fluidez y distribución granulométrica ( cuando la distribución es muy amplia se tienen problemas de fluidez)
Características del sistema de alimentación de los moldes o alveolos como son: Desplazamientos, tiempos y velocidades de caída de platos, velocidad de carro, apertura de compuertas de tolvas. ( eventos que deben ser sincronizados para que se llene correctamente)
Para el correcto llenado de alveolos se requiere que el polvo tenga buena fluidez. Un polvo tiene buena fluidez si:
o Los gránulos son de superficie lisa y forma esféricao Tamaño medianamente grande de 50 a 500µo Elevada densidad aparente en caída libre (menos porosidad)o Fuerzas Intergranulares no adherente
Características ideales de los gránulos para una buena fluidez
Característica AspectoForma de gránulo EsféricaDensidad del gránulo AltaTamaño medio del gránulo GrandeIntervalo de tamaños del gránulo Eliminación de finos de d<74 µDistribución de tamaño de grano Tipo de empaquetamientoSuperficie de gránulo LisaFuerzas Intergranulares No adherentes
¿Cómo mejorar la fluidez de un polvo? Adicionando aditivos que inhiben aglomeración porque:
Crean una barrera sólida entre las partículas de polvo (Aisla) Reduce fuerzas atractivas Lubrican la superficie de los polvos Reduce la fricción entre partículas Neutralizan cargas electrostáticas Mediante el uno de aditivos que inhiben la aglomeración Los aditivos actúan así:
o Creación de una barrera sólida entre las partículas de polvoo Esta barrera reduce fuerzas aditivaso También lubrican las superficies sólidas y por lo tanto reducen la fricción entre partículaso Neutralizan las cargas electrostáticas

Parámetros para caracterizar la fluidez
Existen dos parámetros para caracterizarlos:
1. Índice de Hausner: expresa el aumento de la densidad aparente que experimenta un lecho de polvo resultante del llenado de su recipiente, cuando el polvo se agita rigorosamente. Se emplea para caracterizar todo tipo de grano
IH=ρa(V )
ρa(cl)
IH elevado (>1): representa baja fluidez del polvo IH elevado (<1): representa máxima fluidez del polvo
El IH es función de:
Humedad del polvo: al aumenta la humedad aumenta IH. Es potente humedad superior de 6% Tamaño, forma y distribución de las partículas
A mayor humedad, mayor IH A menor humedad, menor IH
Tamaño de partícula De 60 a 300µ se presenta mayor fluidez como consecuencia de la forma esférica y superficie lisa,
menor IH A mayor de 300µ disminuye la fluidez debido al apelmazamiento de los granulos
Polvo atomizado IH Velocidad másica de flujo (g/s)Gres porcelánico 1,174 16,6Gres superblanco 1,156 17,31Pasta blanca 1,118 17,03
Fricción: a mayor fricción entre partículas menor fluidez. La fluidez disminuye al aumentar drásticamente los puntos de contacto por cavidad del volumen aumentado la fricción entre g´ranulos
%H2O
IH
Fluidez
Fricción

2. Velocidad del flujo: mide el tiempo que invierte una cantidad conocida de polvo o masa para pasar a través de un orificio de salida de diámetro conocido de un recipiente cónico.
Dimensiones del equipo de medida de velocidad de flujo
El IH se utiliza para partir que no fluyen muy bien o librementeLa velocidad de flujo se utiliza para atomizados para medir fluidez
DEFECTOS DEL PRENSADO
MATERIAL: gránulos atomizados de humedad de 5 a 8. Para el prensado, se deben conseguir las siguientes características: Distribución uniforme de las pasta en el molde durante la carga Aplicación de una P suficientemente alta y uniforme para compactar la pieza En cuanto a la humedad:
A menor humedad, mayor presión para lograr compactación constante Las pastas deben ser de mayor fluidez y homogeneidad en todo
PRENSABILIDAD
Compacidad: cuando los huevos mayores, sean llenados con esferas menores de manera que sus nuevos huecos sean rellenados por esferas más pequeñas, lo cual indica buena compacidad.
A mayor humedad, mayor densidad aparente, porque permite el deslizamiento del atomizado, sirve como lubricante
A mayor compacidad, mayor densidad aparente, porque los poros disminuyen A mayor cantidad de poros menor densidad aparente A mayor presión de prensado, mayor densidad aparente
Tamaño de granos finos
Fluidez
Q1
Q2
h

A mayor volumen de aire menor densidad aparente A mayor velocidad de llenado del molde mayor fluidez