INYECCIÓN DE COMPUESTOS PLASTIFICADOS A BASE DE ALMIDÓN DE ...
65
INYECCIÓN DE COMPUESTOS PLASTIFICADOS A BASE DE ALMIDÓN DE YUCA Y FIBRA CELULÓSICA AUTORA: ANA GABRIELA CANO RIVERA ASESOR: JORGE ALBERTO MEDINA DEPARTAMENTO DE INGENIERÍA MECÁNICA FACULTAD DE INGENIERÍA UNIVERSIDAD DE LOS ANDES BOGOTÁ ENERO, 2012
Transcript of INYECCIÓN DE COMPUESTOS PLASTIFICADOS A BASE DE ALMIDÓN DE ...

INYECCIÓN DE COMPUESTOS PLASTIFICADOS A BASE DE ALMIDÓN DE
YUCA Y FIBRA CELULÓSICA
AUTORA:
ANA GABRIELA CANO RIVERA
ASESOR:
JORGE ALBERTO MEDINA
DEPARTAMENTO DE INGENIERÍA MECÁNICA
FACULTAD DE INGENIERÍA
UNIVERSIDAD DE LOS ANDES
BOGOTÁ
ENERO, 2012

INYECCIÓN DE COMPUESTOS PLASTIFICADOS A BASE DE ALMIDÓN DE
YUCA Y FIBRA CELULÓSICA
AUTORA:
ANA GABRIELA CANO RIVERA
ASESOR:
JORGE ALBERTO MEDINA
Ingeniero Mecánico. Dr. Ing. Ind
PROYECTO DE GRADO
PARA OPTAR POR EL TITULO DE: INGENIERA MECÁNICA
DEPARTAMENTO DE INGENIERÍA MECÁNICA
FACULTAD DE INGENIERÍA
UNIVERSIDAD DE LOS ANDES
BOGOTÁ
ENERO, 2012

A mis papás que con su esfuerzo
y confianza me alientan
para llegar más lejos.
A todos aquellos que durante esta
etapa estuvieron junto a mi
dándome su apoyo.

AGRADECIMIENTOS
A mi familia que durante toda mi vida han confiado en mí y me han apoyado para
que yo pueda realizar mis sueños. A mi mamá, por sus consejos y su cariño. A mi
papá por su apoyo incondicional. Gracias a su esfuerzo y trabajo duro he podido
alcanzar mis metas
A Jorge Medina por darme la oportunidad de trabajar en uno de los temas que
más me gustan. Gracias por su tiempo, sus consejos y sus enseñanzas.
A Juan David López y a su familia por los consejos, la ayuda y las palabras de
ánimo en los momentos más difíciles.
A los técnicos y coordinadores del laboratorio de Ingeniería Mecánica, en especial
a Jimmy Niño, Jorge Reyes, Fabián Présiga, Diego Gómez y Gerardo Hidalgo, que
siempre estuvieron pendientes de mi, para brindarme su ayuda y sus enseñanzas.
Agradezco también a mis compañeros y a mis profesores ya que en ustedes
siempre puedo encontrar una voz de aliento.

TABLA DE CONTENIDO
1. INTRODUCCIÓN ............................................................................................. 1
2. OBJETIVOS. .................................................................................................... 3
2.1. OBJETIVO GENERAL ............................................................................... 3
2.2. OBJETIVOS ESPECIFICOS. ..................................................................... 3
3. MARCO TEORICO........................................................................................... 4
3.1. Plásticos ..................................................................................................... 4
3.2. Polímeros Biodegradables ......................................................................... 5
3.2.1. Almidón ................................................................................................... 6
3.2.1.1. Almidón Termoplástico. ....................................................................... 7
3.2.2. Harina de Yuca. ...................................................................................... 8
3.3. Fibras Naturales. ........................................................................................ 9
3.3.1. Propiedades. ........................................................................................... 9
3.3.2. Fibras de Madera. ................................................................................. 10
4. MATERIALES Y EQUIPOS. ........................................................................... 12
4.1. Materias Primas. ...................................................................................... 12
4.2. Equipos. ................................................................................................... 12
5. METODOLOGÍA ............................................................................................ 17
5.1. GTPS de harina de Yuca- Glicerina. ........................................................ 17
5.1.1. Adecuación y Caracterización de la Materia Prima. ......................... 17
5.1.2. Preparación Pre-mezcla. ................................................................... 18
5.1.3. Reometría de Torque. ........................................................................ 19
5.1.4. Espectroscopia infrarroja con transformada de Fourier FTIR ............ 19
5.2. Caracterización del Compuesto de Almidón de Yuca- Fibras de Madera-
Glicerina. ............................................................................................................ 20
5.2.1. Adecuación y caracterización de materia prima. ............................... 20
5.2.1.1. Fibra de Madera. ............................................................................ 20
5.2.1.2. Almidón de yuca. ............................................................................ 21
5.2.2. Elaboración de Pre-mezcla. ............................................................... 21
5.2.3. Reometría de Torque. ........................................................................ 22

5.2.4. FTIR ................................................................................................... 22
5.3. Proceso de Inyección. .............................................................................. 23
5.3.1. Parámetros de Inyección. .................................................................. 24
5.4. Prueba de Tensión. .................................................................................. 26
6. RESULTADOS ............................................................................................... 28
6.1. Compuesto de Harina de Yuca - Glicerina. .............................................. 28
6.1.1. Espectroscopia Infrarroja por Transformada de Fourier. ................... 29
6.2. Compuesto plastificado Almidón de yuca- Fibra de madera- Glicerina. ... 31
6.2.1. Reometría de Torque. ........................................................................ 31
6.2.2. Espectroscopia Infrarroja por Transformada de Fourier. ................... 33
6.3. Proceso de Inyección. .............................................................................. 34
6.4. Prueba de Tensión. .................................................................................. 35
7. DISCUSION DE RESULTADOS. ................................................................... 38
7.1. Compuesto de Harina de Yuca - Glicerina. .............................................. 38
7.1.1. Reometría de Torque. ........................................................................ 38
7.2. Compuesto de Almidón de Yuca - Fibra de Madera - Glicerina. .............. 39
7.2.1. Reometría de Torque. ........................................................................ 40
7.3. Espectroscopia Infrarroja por transformada de Fourier. ........................... 42
7.4. Proceso de Inyección. .............................................................................. 45
7.5. Pruebas de Tensión. ................................................................................ 45
8. CONCLUSIONES. ......................................................................................... 48
BIBLIOGRAFÍA ..................................................................................................... 49
ANEXOS ............................................................................................................... 52

Lista de Ilustraciones.
ILUSTRACIÓN 1. ESTRUCTURA DE LA AMILOSA (AVEROUS, 2010) ................ 6 ILUSTRACIÓN 2. ESTRUCTURA DE LA AMILOPECTINA (AVEROUS, 2010) ..... 7 ILUSTRACIÓN 3. HORNO DE SECADO BLUE-M ............................................... 12 ILUSTRACIÓN 4. MEZCLADOR HOBART. .......................................................... 13 ILUSTRACIÓN 5. MEZCLADOR INTERNO BRABENDER................................... 14 ILUSTRACIÓN 6. NICOLET 380 FT-IR ................................................................. 14
ILUSTRACIÓN 7. MÁQUINA DE ENSAYOS UNIVERSAL INSTRON 3367 .. 15 ILUSTRACIÓN 8. EXTRUSORA DOBLE HUSILLO BRABENDER. ..................... 16 ILUSTRACIÓN 9 DIAGRAMA DE PROCESO ALMIDÓN TERMOPLÁSTICO GTPS
DE HARINA DE YUCA. .................................................................................. 17 ILUSTRACIÓN 10. COMPOSICIÓN FIBRA DE YUCA (RODRÍGUEZ, 2011) ...... 18 ILUSTRACIÓN 11. DIAGRAMA DE PROCESO ALMIDÓN TERMOPLÁSTICO
GTPS ............................................................................................................. 20 ILUSTRACIÓN 12. INYECTORA FULLTECH SERIE F80V. (FULTECHGROUP,
2010) .............................................................................................................. 23 ILUSTRACIÓN 13. MOLDE UTILIZADO PARA LA INYECCIÓN. ......................... 24 ILUSTRACIÓN 14 ESQUEMA DE LOS PERFILES DE TEMPERATURA EN LA
INYECTORA. ................................................................................................. 25 ILUSTRACIÓN 15. PROBETAS ENSAYO DE TENSIÓN ..................................... 27 ILUSTRACIÓN 16. MONTAJE EN MÁQUINA INSTRON...................................... 27 ILUSTRACIÓN 17. MEZCLA GTPS HARINA DE YUCA-GLICERINA. IZQ:
MEZCLA PROCEDA POR MEZCLADOR INTERNO, DER: MEZCLA PREVIA
AL MEZCLADO INTERNO. ............................................................................ 28 ILUSTRACIÓN 18 COMPUESTO DE ALMIDÓN DE YUCA-FIBRA DE MADERA-
GLICERINA. IZQ.: MEZCLA PREVIA AL MEZCLADO INTERNO, DER:
MEZCLA PROCEDA POR MEZCLADOR INTERNO ..................................... 31 ILUSTRACIÓN 19.PIEZAS FINALES OBTENIDAS A TRAVÉS DEL PROCESO
DE INYECCIÓN. ............................................................................................ 34

Lista de Gráficas
GRÁFICA 1. CURVA DE HUMEDAD HARINA DE YUCA. (RODRÍGUEZ, 2011) . 18
GRÁFICA 2. CURVA TORQUE VS TIEMPO, MEZCLA DE GTPS HARINA DE
YUCA Y GLICERINA...................................................................................... 28
GRÁFICA 3. COMPARACIÓN DE ESPECTROS PARA DIFERENTES TIEMPOS
Y TEMPERATURAS DE MEZCLADO INTERNO. ......................................... 30
GRÁFICA 4 CURVA TORQUE VS TIEMPO, MEZCLA DE GTPS ALMIDÓN DE
YUCA-FIBRA DE MADERA Y GLICERINA. ................................................... 32
GRÁFICA 5 COMPARACIÓN DE ESPECTROS PARA MEZCLA GTPS ALMIDÓN
DE YUCA-FIBRA DE MADERA Y GLICERINA. ROJA: ANTES DE
MEZCLADO INTERNO, AZUL: MEZCLADO INTERNAMENTE TIEMPO: 15
MIN Y TEMPERATURA: 150°C. .................................................................... 33
GRÁFICA 6. MÓDULO DE ELASTICIDAD. .......................................................... 35
GRÁFICA 7. ESFUERZO DE FLUENCIA. ............................................................ 36
GRÁFICA 8. ESFUERZO DE RUPTURA. ............................................................. 36
GRÁFICA 9. PORCENTAJE DE DEFORMACIÓN A LA RUPTURA. .................... 37
GRÁFICA 10 CURVA DE TORQUE VS TIEMPO EVOH (JIAO, WANG, XIAO, XU,
& MENG, 2007) .............................................................................................. 38
GRÁFICA 11 CURVA DE TORQUE VS TIEMPO. LÍNEA 4: HDPE (LI & LU, 2008)
....................................................................................................................... 39
GRÁFICA 12. TORQUE VS TIEMPO SEGÚN TEMPERATURA DE
PROCESAMIENTO EN EL MEZCLADOR INTERNO. ................................... 40
GRÁFICA 13.TORQUE VS TIEMPO DIFERENTES VALORES DE
TEMPERATURA PARA EL COMPUESTO DE HARINA DE YUCA Y EL
COMPUESTO DE ALMIDÓN DE YUCA FIBRA DE MADERA. .................... 41
GRÁFICA 14.VARIACIÓN DE INTENSIDADES SEGÚN ANÁLISIS INFRARROJO
REALIZADO A LA HARINA DE YUCA. .......................................................... 42
GRÁFICA 15.VARIACIÓN DE INTENSIDADES SEGÚN ANÁLISIS INFRARROJO
REALIZADO AL ALMIDÓN YUCA. ................................................................ 44
GRÁFICA 16. COMPARACIÓN DE EL PORCENTAJE DE VARIACIÓN DE
INTENSIDADES SEGÚN ANÁLISIS INFRARROJO PARA LA HARINA DE
YUCA Y EL ALMIDÓN DE YUCA-FIBRA DE MADERA. ............................... 44

LISTA DE TABLAS
TABLA 1. FICHA TÉCNICA HORNO BLUE-M ...................................................... 13 TABLA 2. FICHA TÉCNICA MEZCLADOR HOBART. .......................................... 13 TABLA 3. MEZCLADOR INTERNO BRADENDER. .............................................. 14 TABLA 4. FICHA TÉCNICA ESPECTRÓMETRO NICOLET 380 FT-IR ............... 15 TABLA 5. FICHA TÉCNICA MÁQUINA DE ENSAYOS UNIVERSAL INSTRON
3367 ............................................................................................................... 15 TABLA 6. FICHA TÉCNICA EXTRUSORA DOBLE HUSILLO BRABENDER. ...... 16 TABLA 7 ESPECIFICACIONES TÉCNICAS MÁQUINA DE INYECCIÓN FULTECH
80FV. (FULTECHGROUP, 2010) ................................................................... 23 TABLA 8. DISEÑO EXPERIMENTAL DE INYECCIÓN A 95 BAR DE PRESIÓN. 25 TABLA 9. DISEÑO EXPERIMENTAL DE INYECCIÓN A 75 BAR DE PRESIÓN. 25 TABLA 10. PARÁMETROS DE INYECCIÓN. ....................................................... 26

1
1. INTRODUCCIÓN
Los polímeros sintéticos se han catalogado en el mundo como una de las materias
primas más importantes y competitivas, con crecimiento anual en las últimas tres
décadas del 7% y una producción mundial de aproximadamente 183 Millones de
toneladas métricas para el año 2007 (Ministerio de Ambiente, Vivienda y
Desarrollo Territorial, 2004). Esto se debe a que son muy apropiados para
diversas aplicaciones en la industria, tienen buenas propiedades mecánicas y
técnicamente son bastante viables. Lo que no se había tenido en cuenta, es que
los polímeros, en su mayoría, son derivados de recursos no renovables como el
petróleo y son de carácter no degradable, esto es consecuencia del alto peso
molecular y el comportamiento hidrofóbico que poseen. Esta situación ha creado
gran controversia en los últimos años y ha generado gran preocupación en la
industria, por lo cual se han estado desarrollando varias alternativas entre las
cuales los polímeros biodegradables son los más destacados, ya que en
comparación a polímeros sintéticos que no se degradan. Un ejemplo de estos son:
el ácido poli láctico (PLA) y el almidón, con un tiempo de degradación entre 12 y
24 meses. (Infante, 2011)
El almidón es uno de los polímeros naturales más abundantes que existe y se
puede encontrar en diferentes plantas, haciendo que investigadores de todo el
mundo hayan venido trabajando con este. Se ha expuesto al almidón como una
materia prima que al ser modificada y reforzada por aditivos se puede llegar a
obtener plásticos con características y propiedades que son competitivas al
momento de comparar con otros polímeros convencionales, por ejemplo, el
material Mater Bi a base de almidón fabricado por la empresa Novamont S.p.a. (
Novamont S.p.a, 2009) Este material posee propiedades como el porcentaje de
deformación en la ruptura de 500%, muy parecida a la del polietileno de alta
densidad que tiene valores de esta propiedad entre 600 y 900% (M-Base
Engineering+Software GmbH 2010 , 2011) La utilización del almidón en las
mezclas para la formación de una matriz polimérica adecuada se ve muy

2
influenciada por el cuidado de diferentes factores y características de la materia
prima. Estos factores intervienen en el posterior comportamiento del producto, por
ejemplo se tiene la humedad, la calidad y la cantidad de plastificantes y agentes
de acople, el tiempo y la temperatura para la mezcla. Muchos de los materiales
compuestos se han trabajado con fibras naturales que ayudan a mejorar las
propiedades mecánicas. Investigaciones que han tenido lugar en la Universidad de
los Andes muestran como resultado que las fibras de cisco de café son aquellas
que presentan mejores resultados en comparación con otras fibras también
provenientes de fuentes totalmente renovables y grado de biodegradación alto. Si
bien las propiedades mecánicas evaluadas en estos proyectos no son valores
comparables con los de los plásticos comunes, estas representan un avance
bastante importante en el campo de los Biopolímeros por lo que se quiere seguir
explotando este campo por medio de la fibra de madera.
Este proyecto de grado se basa en la evaluación de las propiedades mecánicas de
un polímero biodegradables a base de almidón de yuca y fibra de madera dado el
cambio de las variables moldeo por Inyección. El almidón de Yuca se ha
destacado entre los diferentes tipos que existen ya que su estructura más amorfa,
en comparación con el almidón obtenido de otras fuentes, la fibra de madera se
caracteriza como un relleno natural económico que presenta ventajas en cuanto a
las propiedades mecánicas de los productos, siendo importante el control del
tamaño de partícula y los componentes de bajo peso molecular.
Para el proceso de inyección es necesario la caracterización de las materias
primas a utilizar y el acople entre las mismas por medio de un comportamiento
reológico y térmico. Posteriormente se evaluará los efectos de las variables de
proceso, determinando la viabilidad del polímero biodegradable ante la acción de
factores específicos. La evaluación de propiedades mecánicas es necesaria para
determinar si es un material apto para competir en la industria del plástico

3
2. OBJETIVOS.
2.1. OBJETIVO GENERAL
Inyectar un compuesto plastificado a base de almidón de yuca y fibra
celulósica, analizando el efecto de las variables de proceso sobre las
propiedades mecánicas de las piezas finales.
2.2. OBJETIVOS ESPECIFICOS.
• Obtener la formulación óptima para la obtención de un compuesto
plastificado a base de almidón de yuca apto para la inyección.
• Diseñar un proceso experimental para la inyección del compuesto
plastificado.
• Inyectar y evaluar las propiedades mecánicas de la pieza obtenida del
proceso de inyección.

4
3. MARCO TEORICO.
3.1. Plásticos
Los plásticos son polímeros formados por la unión de grandes moléculas
(monómeros) que a su vez se unen para formar cadenas por medio de
polimerización. Esta es iniciada por diferentes factores entre los que se
encuentran los catalizadores y el calor.
La clasificación más común de los plásticos está dada por el comportamiento
termomecánico que estos presenten, dividiéndose en dos grupos: termoestables y
termoplásticos, los últimos pueden ser calentados, fundidos, moldeados y
enfriados repetidas veces. (Sánchez Valdés, Yáñez Flores, & Rodríguez
Fernández, 2001), los polímeros también presentan estructuras que pueden ser
lineales o ramificadas, esto tiene un efecto sobre las diferentes propiedades, una
estructura ramificada implica un material más denso, con mayor rigidez y dureza,
además de que fluirá con más dificultad.
La cristalinidad es una de las características importantes en el estudio del
comportamiento de los plásticos, esta se puede presentar en diferentes grados,
desde lo amorfo, hasta la total cristalinidad. Esta propiedad se expresa en
términos de porcentaje amorfo encontrado, la fase cristalina y la orientación. Los
polímeros cristalinos poseen una mayor dureza, rigidez y una menor resistencia al
impacto. En comparación con los amorfos los cuales son menos rígidos y duros
pero poseen una mayor resistencia al impacto y permeabilidad a gases y
disolventes. (Sánchez Valdés, Yáñez Flores, & Rodríguez Fernández, 2001)
Otras características importantes de los polímeros son la temperatura de
transición vítrea (Tg) y la temperatura de fusión del material, la degradación y la
transición dúctil frágil. La temperatura de transición vítrea es una temperatura o
intervalo pequeño, cuando el material se encuentra por encima de este valor,
presenta una consistencia de tipo hule y cuando se encuentra por debajo,
presenta un estado vítreo; la temperatura de transición vítrea es de gran ayuda al

5
momento de determinar la posibilidad de utilizar el material en ciertas aplicaciones.
Por otra parte la temperatura de fusión es el punto en el cual el polímero o material
pasa rápidamente de sólido a materia fundida y por lo cual permite establecer los
parámetros de procesamiento según la aplicación para la que el producto está
siendo creado.
3.2. Polímeros Biodegradables
Los polímeros biodegradables son aquellos que sufren cambios significantes en su
estructura bajo el efecto de condiciones ambientales específicas, resultando en la
perdida de propiedades (ASTM International, 2007). Estos polímeros son
obtenidos de recursos renovables de origen animal o vegetal, y de recursos no
renovables como el petróleo. Este tipo de material ha venido tomando mucha
fuerza en la industria ante la gran preocupación sobre los desechos contaminantes
que todos los días se producen gracias a los polímeros sintéticos.
Algunos factores que también influyen considerablemente en el impulso de estas
materias primas en la industria y el mercado son: la capacidad tecnológica
existente hoy en día para el procesamiento del material, el bajo costo en
comparación con materiales sintéticos derivados del petróleo y, como ya se había
mencionado, la prometedora lucha por la conservación del medio ambiente; tanto
así que muchas empresas dedicadas a la industria del plástico han dedicado
recursos para el estudio de estos polímeros biodegradables y su posterior
incorporación en procesos de producción, obteniendo grandiosos resultados y
productos cien por ciento eficientes.
Entre los polímeros biodegradables obtenidos de fuentes renovables se
encuentran: PLA, Almidón, Celulosa, PHB y entre los derivados del petróleo: PBS,
PCL, PVOH. (Averous, 2010)
6
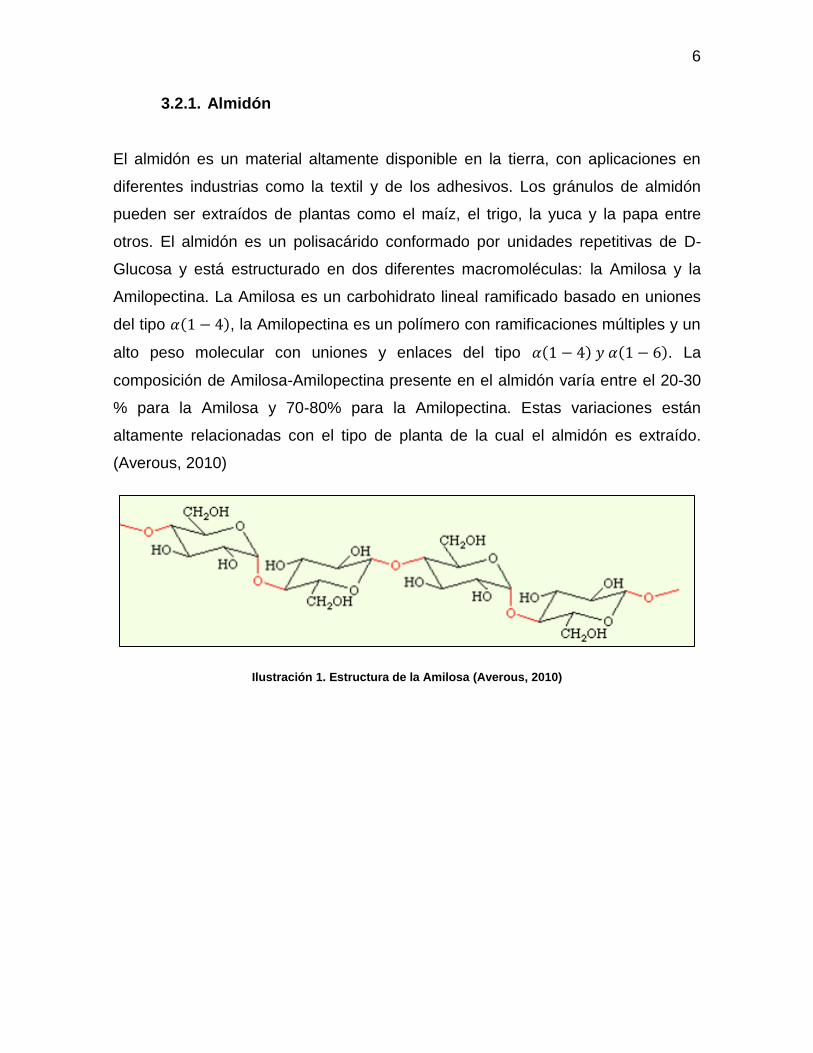
3.2.1. Almidón
El almidón es un material altamente disponible en la tierra, con aplicaciones en
diferentes industrias como la textil y de los adhesivos. Los gránulos de almidón
pueden ser extraídos de plantas como el maíz, el trigo, la yuca y la papa entre
otros. El almidón es un polisacárido conformado por unidades repetitivas de D-
Glucosa y está estructurado en dos diferentes macromoléculas: la Amilosa y la
Amilopectina. La Amilosa es un carbohidrato lineal ramificado basado en uniones
del tipo ( ), la Amilopectina es un polímero con ramificaciones múltiples y un
alto peso molecular con uniones y enlaces del tipo ( ) ( ). La
composición de Amilosa-Amilopectina presente en el almidón varía entre el 20-30
% para la Amilosa y 70-80% para la Amilopectina. Estas variaciones están
altamente relacionadas con el tipo de planta de la cual el almidón es extraído.
(Averous, 2010)
Ilustración 1. Estructura de la Amilosa (Averous, 2010)

7
Ilustración 2. Estructura de la Amilopectina (Averous, 2010)
La cristalinidad del almidón está dada por la forma de hélices dobles y simples que
se presenta tanto en la Amilopectina como en Amilosa, y ya que la cantidad de
Amilopectina en la composición es mayor en comparación a la de la Amilosa, esta
se inhibe impidiendo que se agregue y se formen estructuras cristalinas
(Rodríguez, 2011). Es preciso tener en cuenta que además de la composición y
morfología, otro factor que afecta el comportamiento del almidón en una matriz
polimérica es la presencia de grupos hidrófilos, que hacen difícil el acople entre el
almidón con otros polímeros, produciendo problemas y presentando bajas
propiedades mecánicas.
3.2.1.1. Almidón Termoplástico.
El almidón como material principal debe ser modificado para usos en los cuales es
necesario que este se encuentre desestructurado, el agua es el principal agente
desestructurante. Esto se produce por medio de la combinación de agua y calor,
produciéndose una ruptura en la organización de los gránulos y los enlaces
intermoleculares del almidón, obteniéndose una reducción en la temperatura de
fusión y de transición vítrea; este fenómeno es comúnmente conocido como
gelatinización del almidón. (Averous, 2010)

8
En muchas aplicaciones actuales del almidón se requiere gelatinización parcial o
completa y dispersión del agua, produciendo que la temperatura de fusión esté
muy cercana a la temperatura inicial de degradación del almidón, por esto es
necesaria la adición de plastificantes no volátiles pudiendo así reducir la
temperatura de fundición. Algunos plastificantes comúnmente usados son:
Glicerina, polioles y compuestos que contengan nitrógeno como la urea, estas
mezclas son transformadas por procesos termomecánicos comunes obteniendo
finalmente lo que es conocido como Almidón Termoplástico. (Averous, 2010)
En comparación con el almidón puro, el almidón termoplástico presenta
disminución en la cristalinidad ya que esta va a depender de factores de proceso
como el tiempo, la velocidad y la temperatura, además se produce una rápida
recristalización de la Amilosa en estructuras espirales simples (Averous, 2010). El
almidón termoplástico también pasa por un proceso de envejecimiento después
del tratamiento termomecánico, en donde se pueden ver afectadas las
propiedades mecánicas del material a medida que el tiempo transcurre. Se
pueden presentar dos tipos de envejecimiento dependiendo del dominio alrededor
de la temperatura de transición vítrea: estando por debajo de esta se presenta un
aumento en la densidad del material y estando por encima de la temperatura se
presenta un proceso de retrogradación en donde las moléculas y estructuras del
material se realinean. (Averous, 2010)
3.2.2. Harina de Yuca.
La Harina de Yuca es la combinación del Almidón de Yuca y sus fibras naturales,
esta mezcla es obtenida directamente del proceso de extracción del almidón, no
es necesario realizar una mezcla entre las fibras y el almidón. Esta harina está
compuesta por diferentes unidades de alto y bajo peso molecular como lo son la
celulosa y lignina. Algunas investigaciones y experimentaciones se han llevado a
cabo para la caracterización y el manejo de esta harina y algunos resultados
muestran que su porcentaje de humedad es bajo, lo que puede estar relacionado

9
con disminución de algunas propiedades mecánicas. Se debe tener en cuenta que
esta harina es una materia prima a la que no se le realiza ningún tratamiento
previo, por lo cual sus componentes de bajo peso molecular podrían comportarse
de forma no deseada ante procesos termomecánicos.
3.3. Fibras Naturales.
Las fibras naturales son comúnmente conocidas en la industria como las fibras de
madera, fibras provenientes del sector agrario, aunque dentro de esta clasificación
pueden encontrarse desde fibras del tipo vegetal hasta fibras del tipo mineral y
animal. La función principal que cumplen las fibras en la naturaleza es la de
estructura de soporte y cuando las fibras son adicionadas a polímeros es
esperado que cumplan una función similar, más como un refuerzo en toda la
estructura en vez de un soporte. (Clemons & Caulfield, 2005)
En la industria actual ha crecido la fabricación y el estudio de compuestos
plásticos reforzados por fibras naturales, en el área automotriz las fibras han
resultado de gran ayuda ya que presentan un densidad más baja, benefician al
medio ambiente y pueden ser fácilmente introducidas a procesos ya existentes, sin
mencionar el bajo costo de la materia prima proveniente de fuentes totalmente
renovables.
3.3.1. Propiedades.
La estructura y composición química de las fibras varía considerablemente y
depende de la fuente de la cual esta esté siendo obtenida, algunas características
más generalizadas describen a las fibras como materiales tridimensionales
complejos. Los compuestos poliméricos están comprendidos por celulosa,
hemicelulosa, pectinas y lignina los cuales se encuentran distribuidos
principalmente en las paredes de la fibra. La celulosa es el componente más
destacado, ya que actúa como esqueleto, esta es altamente cristalina con

10
cadenas de moléculas de glucosa que se estructura de forma lineal,
proporcionando la rigidez, la resistencia y la estabilidad estructural. Por otra parte
la Lignina es amorfa y su composición química varía dependiendo de su fuente, es
menos polar que la celulosa y actúa como adhesivo entre las fibras. (Clemons &
Caulfield, 2005)
Las fibras naturales también contienen cantidades pequeñas de componentes
adicionales de bajo peso molecular como extractivos y cenizas, aunque las
cantidades que se encuentran son pocas, estos componentes extraños tienen una
gran influencia en propiedades como el olor y el color
Así como varían las composiciones químicas de las fibras también lo hacen las
dimensiones, las propiedades físicas y las mecánicas, las cuales cambian según
su fuente (Clemons & Caulfield, 2005). La densidad baja es uno de los atractivos
de las fibras naturales ya que son ideales como refuerzo en aplicaciones donde el
peso es un factor importante, dejando a las fibras sintéticas fuera de competencia.
Aunque las propiedades mecánicas de las fibras sintéticas son mejores en
comparación con las fibras naturales, el desempeño de estas últimas es bastante
bueno y si esto se toma en cuenta, junto con su baja densidad y costo, las fibras
de fuentes renovables se posicionan como una opción bastante viable para la
industria.
Uno de los factores más importantes en el procesamiento de las fibras es la buena
adecuación del material antes de ser procesado, la humedad puede afectar
notablemente el desempeño de la fibra si no es tratado y secado antes del
procesamiento. Algunos problemas relacionados con este tema son: reducción de
la adhesión fibra-matriz (Clemons & Caulfield, 2005).
3.3.2. Fibras de Madera.
La fibra de madera es comúnmente referenciada en la bibliografía como “Harina
de Madera”, esto se da ya que la madera es reducida a un tamaño, apariencia y

11
textura muy parecidos a la de harina de trigo. Los tamaños de partícula se
encuentran alrededor de los 850 micrómetros. (Xanthos, 2005)
La harina de madera ha sido utilizada como refuerzo en termoplásticos y su uso
ha venido aumentando a medida que transcurren los años gracias al rápido
crecimiento de la manufactura de productos que se caracterizan por el uso de la
fibra como refuerzo, usualmente exteriores. Es recomendable que la harina de
madera sea utilizada a temperaturas no mayores de los 200 ° C dada su baja
estabilidad térmica. (Xanthos, 2005)
La madera es porosa, fibrosa y anisontrópica, y se puede clasificar en dos grandes
grupos según las características anatómicas y botánicas que presenten: maderas
suaves y maderas duras
La composición de celulosa en las fibras de madera es típicamente del 40-50% de
la composición total, la lignina se presenta aproximadamente alrededor del 25%, y
algunos extractivos incluyen grasas, ceras, resinas, proteínas y azucares simples
entre otros. Propiedades como la densidad está altamente relacionada con el
contenido de humedad presente, el tamaño de partícula y la especie. El secado de
la fibra puede reducir considerablemente la densidad de 1.44 gr-cm3 en estado
natural a 0.32 gr-cm3 después de haber sido secado. (Xanthos, 2005)
12
4. MATERIALES Y EQUIPOS.
4.1. Materias Primas.
Los materiales usados en este proyecto de grado, fueron Harina de Yuca HMC-1
con un porcentaje de humedad del 7,12% y composiciones de 53,25% Celulosa,
16,07 lignina, 8,13% extractivos y 8,93% lignina (Rodríguez, 2011), Glicerina tipo
USP adquirida en Químicos Campota, el Almidón de yuca de referencia Proyucal
4701 con un porcentaje de humedad del 11,13% y porcentaje de Amilosa entre 20-
23% y de Amilopectina entre 77-80%, fue adquirido en Industrias del Maíz, la fibra
de madera fue donada por la empresa Woodpecker S.A.S con porcentaje de
celulosa alrededor del 50% (Clemons & Caulfield, 2005).
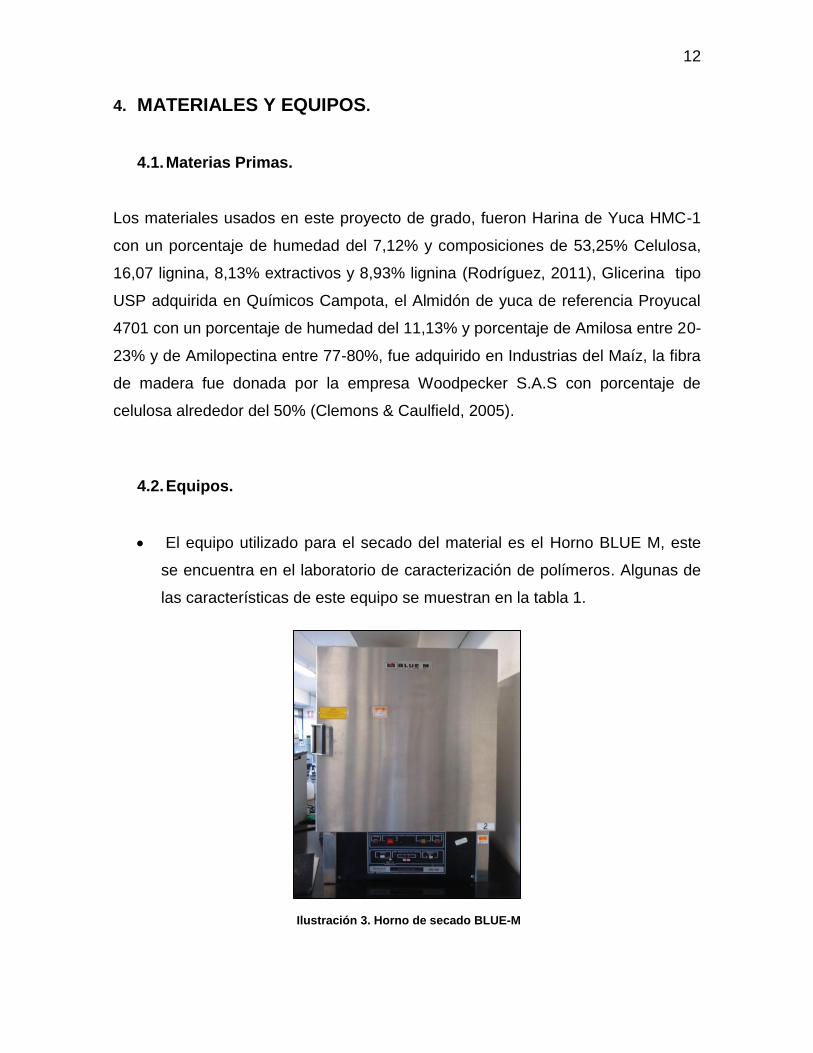
4.2. Equipos.
El equipo utilizado para el secado del material es el Horno BLUE M, este
se encuentra en el laboratorio de caracterización de polímeros. Algunas de
las características de este equipo se muestran en la tabla 1.
Ilustración 3. Horno de secado BLUE-M
13
Horno de temperatura constante
Rango de Temperaturas 30-200°C
Voltaje 110V
Amperaje 15A Tabla 1. Ficha técnica Horno BLUE-M
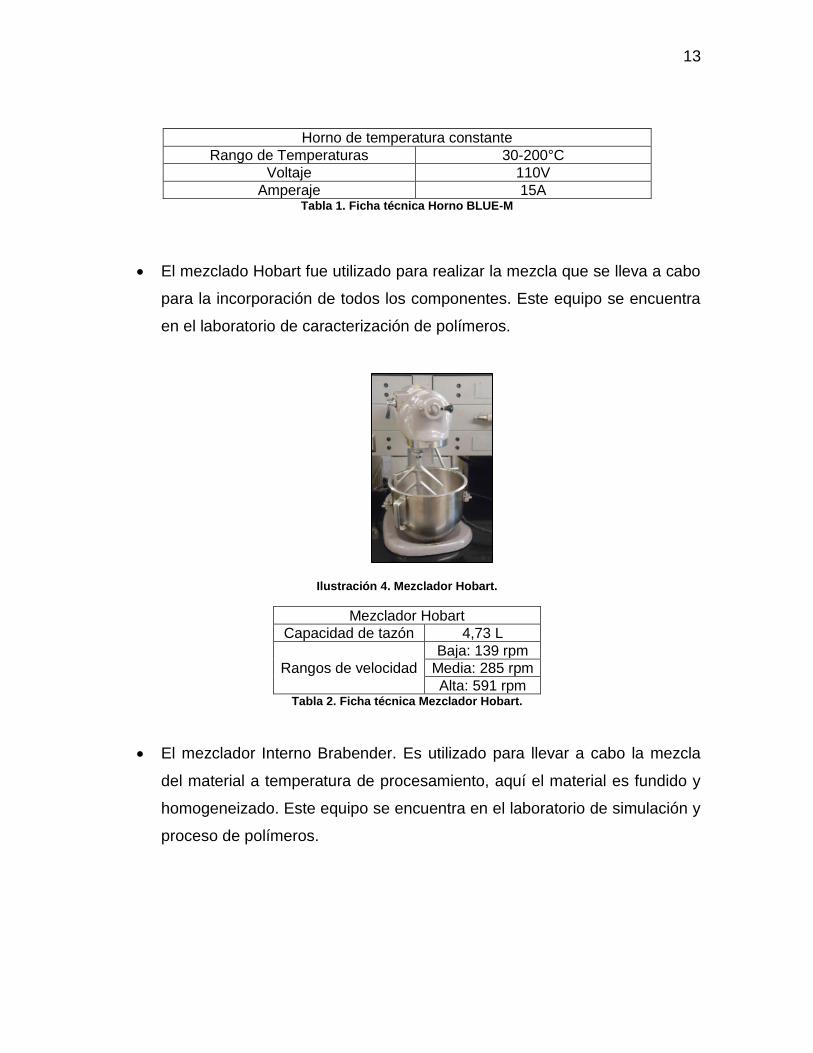
El mezclado Hobart fue utilizado para realizar la mezcla que se lleva a cabo
para la incorporación de todos los componentes. Este equipo se encuentra
en el laboratorio de caracterización de polímeros.
Ilustración 4. Mezclador Hobart.
Mezclador Hobart
Capacidad de tazón 4,73 L
Rangos de velocidad
Baja: 139 rpm
Media: 285 rpm
Alta: 591 rpm Tabla 2. Ficha técnica Mezclador Hobart.
El mezclador Interno Brabender. Es utilizado para llevar a cabo la mezcla
del material a temperatura de procesamiento, aquí el material es fundido y
homogeneizado. Este equipo se encuentra en el laboratorio de simulación y
proceso de polímeros.

14
Ilustración 5. Mezclador Interno Brabender
Mixer W 50 Brabender
Aplicación Termoplásticos
Volumen aproximado 55 cm-1
Peso de la muestra 40-70 gr
Torque máximo 200 Nm
Máxima temperatura de operación 250/ 500 °C Tabla 3. Mezclador Interno Bradender.
El espectrómetro Infrarrojo con transformada de Fourier Nicolet 380 FT-IR,
se encuentra ubicado en el laboratorio de caracterización de polímeros.
Esta prueba se realizó por el método de reflexión, en la Tabla 4 se
enuncian algunas de sus características mas importantes del equipo.
Ilustración 6. Nicolet 380 FT-IR

15
Nicolet 380 FT-IR
Spectral Range 7800-350 cm-1
Optical resolution <0.9 cm-1
Peak to peak noise <2.2 x 105
Wave number precision Better than 0.01cm-1
Tabla 4. Ficha técnica Espectrómetro Nicolet 380 FT-IR
Las pruebas de tensión se llevaron a cabo en la Máquina de Ensayos
universal Instron.3367, la cual se encuentra en el laboratorio de
propiedades mecánicas, algunos características de esta maquina se
encuentran mostradas en la Tabla 5.
Ilustración 7. Máquina de ensayos universal Instron 3367
Máquina de ensayos universal Instron 3367
Velocidad 0.01-500 mm/min
Escala de Carga 0-30 kN
Desplazamiento 0-100 mm
Incertidumbre de Carga 0.001N
Incertidumbre de Desplazamiento 0.001 mm
Tipo de mordazas Mecánicas
Tabla 5. Ficha técnica Máquina de ensayos universal Instron 3367

16
La extrusora doble-husillo Brabender que se encuentra en el laboratorio de
simulación y proceso de polímeros, fue utilizada para realizar la mezcla del
material de forma continua. En la Tabla 4 se ilustran algunos parámetros de
funcionamiento.
Ilustración 8. Extrusora doble husillo Brabender.
Extrusora doble husillo Brabender
Lenght of processing part 800 mm
Number of screws 2
Screw diameter 20 mm
Screw lenght 795 mm
Torque per screw Max. 40N m
Working speed of scre shafts Max. 600 min-1
Barrel temperature Max. 400°C
Melt pressure 300 bars
Recommended operation pressure 100-120bars
Tabla 6. Ficha técnica Extrusora Doble Husillo Brabender.

17
5. METODOLOGÍA
5.1. GTPS de harina de Yuca- Glicerina.
Ilustración 9 Diagrama de Proceso Almidón Termoplástico GTPS de Harina de Yuca.
5.1.1. Adecuación y Caracterización de la Materia Prima.
La Harina de Yuca, como materia prima, no ha sido muy trabajada, por lo que
experimentaciones anteriores especifican que es necesaria la adecuación de la
harina antes de cualquier proceso termomecánico para obtener mejores
resultados en su desempeño mecánico. La humedad es uno de los factores más
influyentes en el comportamiento de productos finales de procesos
termomecánicos, Rodríguez establece que el porcentaje de humedad que
contiene la harina de yuca es de 7.12% después del secado por un tiempo de
alrededor de 2 horas a 120°C de temperatura (Rodríguez, 2011). La siguiente
grafica muestra la curva de humedad de la harina de Yuca.
•Horno
•Tiempo: 2 horas.
•Temperatura:120°C
Secado
•Mezclador de Alimentos Hobart
•Porcentaje:60-40, Harina de yuca/Glicerina.
•Tiempo: 5 minutos.
Pre Mezcla •Mezclador Interno
Brabender.
•Peso: 50 gr.
•Tiempo: 10-15 minutos
•Temperatura:120°C Mezclado Interno.
•Método de reflexión.
FTIR

18
Gráfica 1. Curva de Humedad Harina de Yuca. (Rodríguez, 2011)
Rodríguez también realizó pruebas de composición química TAPPI y pruebas de
tamaño de partículas a partir de las cuales se dieron a conocer los componentes
de la fibra de yuca. En la Ilustración 10 se muestran algunos componentes de bajo
peso molecular de importancia.
Ilustración 10. Composición Fibra de Yuca (Rodríguez, 2011)
5.1.2. Preparación Pre-mezcla.
Para la preparación de la pre-mezcla se tuvieron en cuenta formulaciones usadas
por Rodríguez (2011), en donde se pre-mezcla 60% de peso de Harina de Yuca y
40% de peso de Glicerina. Los materiales son integrados y homogeneizados por
medio del mezclador de comida Hobart por 5 minutos a una velocidad de 285 rpm

19
(Rodríguez). La mezcla obtenida es posteriormente pesada y almacenada para así
poder continuar con la reometría de torque.
5.1.3. Reometría de Torque.
La reometría de torque de la mezcla obtenida en la sección anterior es realizada
por el equipo Plasticorder internal mixer Brabender. Este plastifica la harina de
yuca gracias a la acción de la glicerina, la cual disminuye la temperatura de fusión
permitiendo que el material no se degrade. Por medio de la visualización del
torque al momento de mezclado, se puede identificar cuando la mezcla es
homogénea ya que la gráfica de torque en función del tiempo se estabiliza.
Pequeños cambios en la temperatura pueden significar diferentes valores de
torque de estabilización, por lo cual el proceso debe ser preciso y cuidadoso. El
material obtenido después de este proceso es un compuesto de harina de yuca y
glicerina.
5.1.4. Espectroscopia infrarroja con transformada de Fourier FTIR
La técnica de espectroscopia infrarroja es una herramienta que permite evidenciar
la presencia o ausencia de grupos funcionales específicos en una mezcla de
reacción. El espectrofotómetro consiste en la emisión de una luz infrarroja que se
hace pasar a través de una muestra, la cual va a absorber algunas de las
longitudes de onda y va a permitir que las demás pasen y sean leídas por el
detector. A las ondas recibidas por el detector se les aplica la transformada de
Fourier obteniendo como resultado un espectro de resultados, los grupos
funcionales son identificados fácilmente ya que cada uno de ellos absorbe una
longitud de onda diferente. (Rodríguez, 2011)
20
La espectroscopia infrarroja es aplicada a muestras antes y después del
procedimiento de mezclado interno. Para poder evidenciar los posibles cambios
que el proceso termomecánico haya ocasionado en la mezcla.
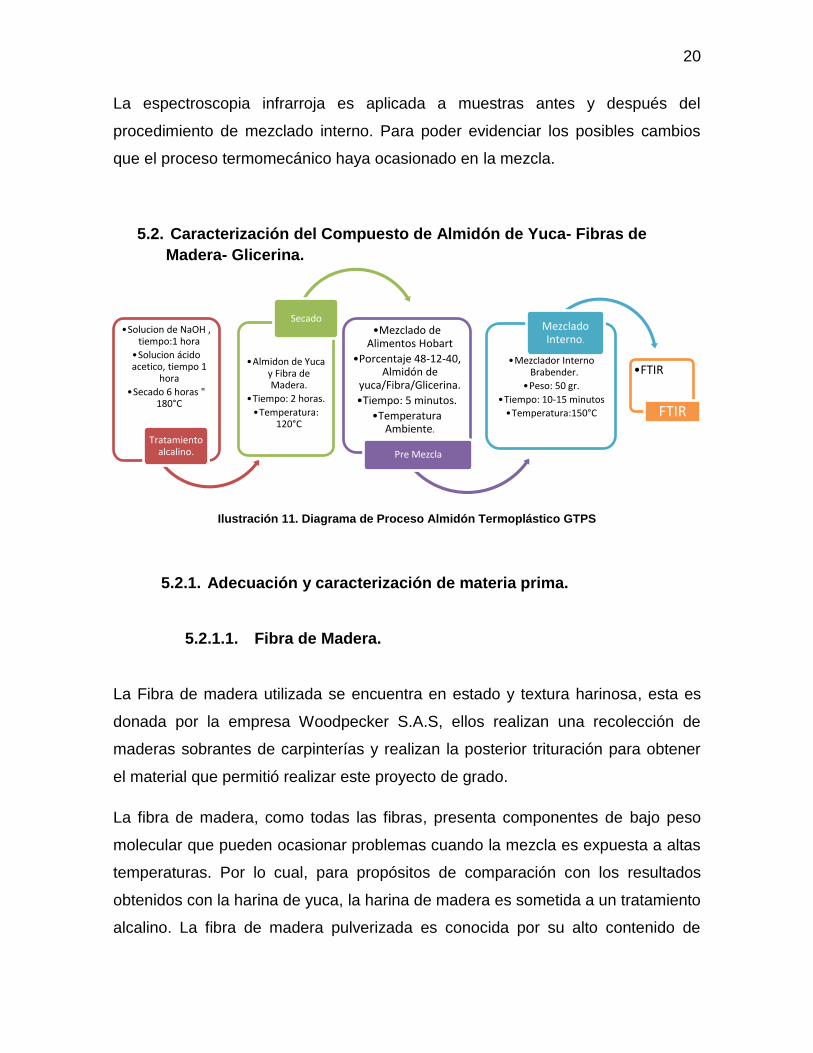
5.2. Caracterización del Compuesto de Almidón de Yuca- Fibras de
Madera- Glicerina.
Ilustración 11. Diagrama de Proceso Almidón Termoplástico GTPS
5.2.1. Adecuación y caracterización de materia prima.
5.2.1.1. Fibra de Madera.
La Fibra de madera utilizada se encuentra en estado y textura harinosa, esta es
donada por la empresa Woodpecker S.A.S, ellos realizan una recolección de
maderas sobrantes de carpinterías y realizan la posterior trituración para obtener
el material que permitió realizar este proyecto de grado.
La fibra de madera, como todas las fibras, presenta componentes de bajo peso
molecular que pueden ocasionar problemas cuando la mezcla es expuesta a altas
temperaturas. Por lo cual, para propósitos de comparación con los resultados
obtenidos con la harina de yuca, la harina de madera es sometida a un tratamiento
alcalino. La fibra de madera pulverizada es conocida por su alto contenido de
•Solucion de NaOH , tiempo:1 hora
•Solucion ácido acetico, tiempo 1
hora
•Secado 6 horas " 180°C
Tratamiento alcalino.
•Almidon de Yuca y Fibra de Madera.
•Tiempo: 2 horas.
•Temperatura: 120°C
Secado •Mezclado de
Alimentos Hobart
•Porcentaje 48-12-40, Almidón de
yuca/Fibra/Glicerina.
•Tiempo: 5 minutos.
•Temperatura Ambiente.
Pre Mezcla
•Mezclador Interno Brabender.
•Peso: 50 gr.
•Tiempo: 10-15 minutos
•Temperatura:150°C
Mezclado Interno.
•FTIR
FTIR

21
celulosa, pero también contiene un alto contenido de lignina y un razonable
porcentaje de componentes de bajo peso molecular como extractivos y cenizas.
Estos se comportan de manera desconocida, justificando la realización del
tratamiento alcalino para hacer una deslingnificacion.
El tratamiento alcalino consiste en sumergir la fibra que se desea tratar en
solución de hidróxido de sodio (NaOH) al 10%. En esta solución la fibra
permanece por una hora y posteriormente lavada con abundante agua, la fibra
lavada es otra vez sumergida, pero esta vez en ácido acético al 1 % en el cual se
mantiene por diez minutos, luego es lavada con agua y secada en el horno por 24
horas a 100°C de temperatura.
Antes de cualquier tipo de proceso termomecánico es necesario secar la madera
por dos horas a temperatura de 120°C.
El porcentaje de fibra de madera a utilizar para la mezcla es de 20 % en peso, ya
que como lo expresa Sykacek (2009) obtuvieron resultados en los cuales se
demuestra que porcentajes de fibra mayores a 40% no es influyente en los
resultados obtenidos por la realización de pruebas mecánicas.
5.2.1.2. Almidón de yuca.
El almidón de Yuca de referencia Proyucal 4701, posee una porcentaje de Amilosa
entre el 20-23% y Amilopectina entre el 77-80%. Debe ser secado previo a
cualquier proceso termomecánico en un horno por dos horas a 120°C de
temperatura.
5.2.2. Elaboración de Pre-mezcla.
La mezcla previa o pre-mezcla de Almidón de Yuca, Fibra de madera tratada
alcalinamente y la glicerina es realizada en el mezclador de alimentos Hobart por

22
cinco minutos a una velocidad de 285 rpm. Allí las materias primas serán
incorporadas y homogeneizadas. La formulación que se utilizara para este
compuesto es de 48% de almidón de yuca, 12% de fibra de madera tratada
alcalinamente y 40% de glicerina.
5.2.3. Reometría de Torque.
Para lograr un compuesto, esta vez de almidón de Yuca y fibra de madera, se
mezcla como se menciona en la sección 5.1.3 por medio del mezclador interno
Brabender. Se espera que el Torque de la lectura que se está realizando se
estabilice indicando una mezcla de compuesto homogénea. Cabe recordar que los
parámetros de la mezcla deben ser bien controlados. Para esta ocasión los
parámetros son, peso de muestra: 50 gr, tiempo de mezclado: 15 minutos,
temperatura: 120°C, velocidad de giro de los tornillos: 50 rpm.
5.2.4. FTIR
La espectroscopia infrarroja es aplicada a muestras antes y después del
procedimiento de mezclado interno. Para poder evidenciar los posibles cambios
que el proceso termomecánico haya ocasionado en la mezcla. Esta vez para el
compuesto de Almidón de yuca y Fibra de madera.

23
5.3. Proceso de Inyección.
Ilustración 12. Inyectora FULLTECH serie F80V. (FULTECHgroup, 2010)
La inyectora utilizada para este proyecto, mostrado en la Ilustración 12, es una
máquina Fultech serie FV 80. El acceso a este equipo fue posible gracias a la
colaboración de la empresa COINTEC LTDA y al señor Hugo Blanco. En esta
empresa la inyectora es comúnmente usada para el desarrollo de partes para
grifería, muebles y el sector automotriz entre otros. Algunas de las
especificaciones de la maquina usada son las siguientes.
80FV: Especificaciones técnicas
Peso máximo 153 gr
Presión máxima de inyección 153MPa
Fuerza de cierre 800kN
Carrera de apertura 320mm
Dimensiones de la máquina (L x W x H) 3,87m x 1,1m x 1,7m
Tabla 7 Especificaciones Técnicas Máquina de Inyección Fultech 80FV. (FULTECHgroup, 2010)
El molde utilizado para la inyección es una jabonera que consta de tapa y base,
ambos de pared delgada de forma ovalada. Con cada cerrada de la maquina salen

24
dos jaboneras completas. El gramaje aproximado del molde es de 60 gr. El molde
se puede observar en la ilustración 13.
Ilustración 13. Molde Utilizado para la Inyección.
5.3.1. Parámetros de Inyección.
Los parámetros que se tuvieron en cuenta para la inyección del compuesto
reforzado con fibra de madera fueron la temperatura y la presión de inyección.
Esta última tuvo una gran influencia en las características finales de la pieza que
estaba siendo inyectada, por lo cual, al momento de inyección y debido al molde,
la variación de la presión no era viable. Se hicieron diferentes combinaciones
previas de estos factores, como se muestra en la Tabla 3, para establecer cuál era
la presión más conveniente y con la cual se harían los cambios de temperatura. La
presión que se estableció era la adecuada para la inyección de la pieza fue 95 bar.
Con esta presión el molde se llenaba completamente, además, por conocimiento
del técnico operador de la maquina, este el valor con el que usualmente la pieza
es inyectada en polipropileno, así, las piezas fueron inyectadas con los siguientes
perfiles de temperatura. En la Ilustración 14 se muestra la distribución de
temperaturas en la inyectora.

25
Perfil de Temperatura 1: T1:125°C - T2:130°C - T3:135°C - T4:140°C
Perfil de Temperatura 2: T1:130°C - T2:135°C - T3:140°C - T4:145°C
Ilustración 14 Esquema de los perfiles de temperatura en la inyectora.
Combinando los factores temperatura, presión y tratamiento alcalino se diseñó el
siguiente esquema experimental.
Presión 95Bar Sin Tratamiento
Alcalino
Con Tratamiento
Alcalino
Perfil de Temperatura 1 T1-S T1-C
Perfil de Temperatura 2: T2-S T2-C
Tabla 8. Diseño Experimental de inyección a 95 Bar de Presión.
Presión 75Bar Sin Tratamiento
Alcalino
Con Tratamiento
Alcalino
Perfil de Temperatura 1 T1-S75 T1-C75
Perfil de Temperatura 2: T2-S75 T2-C75
Tabla 9. Diseño Experimental de Inyección a 75 Bar de presión.
En la tablas 8 y 9 se especifican los parámetros que se tuvieron en cuenta en la
inyección. La variación de temperatura en la maquina era de difícil manejo, ya que
26
el tiempo necesario para variar los perfiles de temperatura es bastante elevado y
no se disponía de mucho tiempo por el convenio que se hizo con la empresa
COINTEC S.A.S. Otros parámetros de la maquina son los siguientes:
Parámetro Valor
Velocidad de Tornillo en carga. 65 rpm
Temperatura de molde. 20 °C
Tiempo de enfriado 3 min
Tabla 10. Parámetros de Inyección.
Para realizar la inyección del material fue necesario tener un total de material en
forma de pellet de alrededor de 7 kg. Para esto se llevó a cabo lo mencionado en
la sección 5.2.2. En este caso se utilizó la extrusora doble tornillo Brabender en
vez del mezclador interno para preparación de la mezcla continuamente y así
disminuir el tiempo de producción de la misma
5.4. Prueba de Tensión.
Después de obtenidas las piezas, estas se troquelaron para obtener probetas de 3
pulgadas por 1 pulgada. La máquina de ensayos universal Instron fue utilizada
para llevar a cabo estos ensayos, siguiendo la norma D882-02 para película
delgada. Esta fue ajustada dado que el espesor de la probeta fue estipulado por la
inyección.
Las pruebas como lo indica la norma se llevaron a cabo a una velocidad de 500
mm/min ya que las probetas del compuesto reforzado con fibra de madera
presentó un porcentaje de elongación en la ruptura mayor al 100 %. La separación
inicial entre mordazas es de 2 pulgadas y la medida del espesor de cada probeta
27
fue promediada de los valores de espesor en el centro y en los extremos; este
valor aproximado de 2 mm fue el utilizado en los cálculos de esfuerzos.
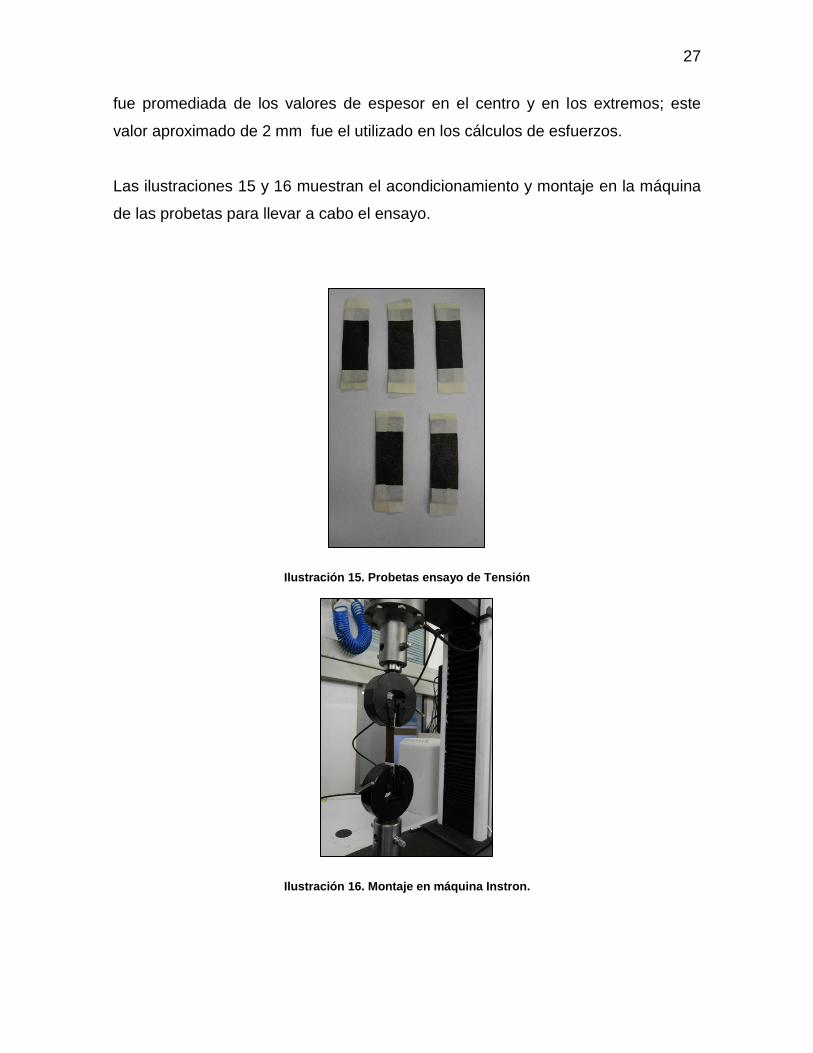
Las ilustraciones 15 y 16 muestran el acondicionamiento y montaje en la máquina
de las probetas para llevar a cabo el ensayo.
Ilustración 15. Probetas ensayo de Tensión
Ilustración 16. Montaje en máquina Instron.

28
6. RESULTADOS
6.1. Compuesto de Harina de Yuca - Glicerina.
A continuación se documentan los resultados obtenidos en la caracterización
térmica y reológica de las diferentes formulaciones y mezclas que se realizaron.
La ilustración 17 muestra el material antes y después del proceso, el color oscuro,
obtenido luego de haber sido mezclado internamente, puede significar una posible
degradación.
Gráfica 2. Curva Torque vs Tiempo, Mezcla de GTPS Harina de Yuca y Glicerina.
Ilustración 17. Mezcla GTPS Harina de Yuca-Glicerina. Izq: Mezcla proceda por mezclador interno, Der: Mezcla previa al mezclado interno.

29
En la Grafica 2 se puede evidenciar que el torque alcanza un valor máximo
aproximadamente en 24Nm a los 4 minutos por lo que se ve que la mezcla
alcanza el punto de fusión en ese momento. A partir de este empieza a disminuir
el torque y la mezcla se empieza a homogeneizar estabilizándose el torque.
La temperatura de la mezcla interna cumple una función importante, ya que
habiendo establecido a una temperatura de mezclado de 150°C, se puede
observar que la temperatura aumenta mucho más de lo esperado, lo que con lleva
a que los componentes de la mezcla empiecen a degradarse.
6.1.1. Espectroscopia Infrarroja por Transformada de Fourier.
La espectroscopia infrarroja como mencionado en la sección 5.2.4, identifica los
grupos funcionales presentes en las mezclas, en este caso se trató de observar
cuales fueron algunos de los cambios significativos después de mezclado el
material, identificando cuales serian algunas de las causas de que la mezcla se
degrade.

30
Gráfica 3. Comparación de Espectros para diferentes tiempos y temperaturas de mezclado interno.
La Gráfica 3 muestra algunos grupos funcionales que caracterizan los
componentes que conforman un compuesto de harina de yuca. Por medio de
estos se puede identificar los cambios significativos que hay después del proceso
(espectros de color azul y morado). Se observa que alrededor del número de onda
de 3400 cm-1, se presenta vibración de tensión de los enlaces O-H presenciando
puentes de hidrogeno (Ruiz Avilés, 2006), entre los 2925 y 2930 cm-1 se ve la
vibración de tensión de los enlaces C-H alifáticos, alrededor de 1650 cm-1 se
observa la flexión del O-H del agua como lo comenta Ruiz. A números de onda
entre 1022 y 1155 cm-1, se observa una fuerte banda de 3 picos en las muestras
procesadas, estos picos son atribuidos a polisacáridos, deformación de tensión C-
O-C y flexión del O-H, los cuales no se presentan tan fuertemente en la muestra
antes del proceso. Estas bandas anteriormente mencionadas son características
dada la estructura de la Amilosa y Amilopectina.
La evidencia de degradación por medio de la comparación de los espectros es
difícil. Los pequeños cambios en los componentes que forman parte de la fibra de
yuca son el medio por el cual se puede evidenciar un cambio después del
procesamiento térmico, observando la Gráfica 3 se ven los cambios en intensidad
H ar ina de y uc a 120° C
H ar ina de y uc a 150°C
H ar ina de Yuc a s in mez c lar
82
84
86
88
90
92
94
96
98
100
102
%Tr
ansm
itanc
ia
500 1000 1500 2000 2500 3000 3500 4000
Número de Ondas (cm-1)

31
en el espectros que han tenido tratamiento térmico en relación con respecto al que
no tiene ningún proceso. Algunos de estos cambios están asociados en el numero
de onda 3400cm-1 que se refieren a la mezcla de los grupos hidroxilo, que se
originan por la presencia de celulosa y hemicelulosa, por estos componentes
también se identifica la presencia de vibraciones del enlace C-O en el numero de
onda 1056 cm-1; cambios de intensidad alrededor de estos valores se asocian a la
degradación de la celulosa y almidón.
6.2. Compuesto plastificado Almidón de yuca- Fibra de madera- Glicerina.
Después de realizado el procesamiento de la harina de yuca y habiéndose
observado una degradación, se decidió realizar tratamientos a la fibra para
eliminar los componentes de bajo peso molecular. Se hizo una aproximación en la
cual el almidón de yuca y la fibra se encuentran separadas, pudiendo realizar el
tratamiento alcalino a la fibra celulósica sin afectar de alguna forma el almidón de
yuca.
Ilustración 18 Compuesto de Almidón de yuca-Fibra de madera-Glicerina. Izq.: Mezcla previa al mezclado interno, Der: Mezcla proceda por mezclador interno
6.2.1. Reometría de Torque.

32
Observar el comportamiento del compuesto de almidón de yuca es muy
importante. El torque medido en el mezclador interno da una idea de cómo puede
ser el comportamiento del material.
Gráfica 4 Curva Torque vs Tiempo, Mezcla de GTPS Almidón de Yuca-Fibra de Madera y glicerina.
La Gráfica 4 identifica los puntos de fusión de la mezcla (20 Nm a una temperatura
de 112º C), así como el torque de estabilización, identificando la homogeneidad
del compuesto (10Nm). Se puede observar que la temperatura que alcanza la
mezcla es mayor a la esperada y esto puede ser atribuido a reacciones internas
que se producen en el compuesto, las cuales suben la temperatura de 120°C a
130°C así esta haya sido pre-establecida en el primer valor.

33
6.2.2. Espectroscopia Infrarroja por Transformada de Fourier.
Gráfica 5 Comparación de Espectros para Mezcla GTPS Almidón de Yuca-Fibra de madera y Glicerina. Roja: Antes de mezclado Interno, Azul: Mezclado Internamente tiempo: 15 min y Temperatura: 150°C.
La Gráfica 5 presenta características similares a las mencionadas en la sección
6.1.2 en donde se evidencia que el proceso térmico tiene un efecto en los
componentes, especialmente en el almidón (números de onda entre 1022 y 1155
cm-1), también en la flexión del OH presentes en el agua, evidenciando que el
material sufre importantes cambios internos. En esta espectroscopia del
compuesto de almidón de yuca y fibra, en comparación con el compuesto de
harina de yuca presenta números de onda similares, los cuales asocian la
degradación del material con los componentes de fibra de madera, exactamente
en los números de onda 3400 cm-1, 1056 cm-1 y 1630 cm-1, como es explicado en
la sección antes mencionada en este párrafo.
El cambio de intensidad de los espectros esta asociado al rompimiento de los
enlaces que son usualmente encontrados en los componentes que forman parte
del almidón de yuca-fibra de madera.
Ana C ano In ic ia l
Ana C ano mez c la final
83
84
85
86
87
88
89
90
91
92
93
94
95
96
97
98
99
100
%Tr
ansm
itanc
ia
500 1000 1500 2000 2500 3000 3500 4000
Número de Ondas (cm-1)

34
6.3. Proceso de Inyección.
El proceso de Inyección fue complejo dado el difícil manejo de la máquina de
inyección y el comportamiento del material, sin embargo se lograron obtener las
piezas deseadas. Estas tenían características de forma y tamaño que no son
apropiadas para la función para la cual fue diseñado el molde.
Ilustración 19.Piezas finales obtenidas a través del proceso de inyección.
En la Ilustración 19 se puede observar los dos tipos de piezas obtenidas por la
inyección, la pieza de la izquierda es débil y no mantiene la forma con la que fue
moldeada, la de la derecha mantiene la forma, pero, no todas las piezas tienen
estas características.
Las piezas obtenidas por la inyección fueron aquellas que siguieron el diseño
experimental mostrado en la tabla 8, ya que el manejo de la presión era difícil y la
única presión a la cual el molde fue llenado completamente fue la presión de 95
bar.
Para trabajos futuros en torno al compuesto de almidón de yuca, fibra de madera y
glicerina como plastificante en procesos de inyección, es recomendable tener en
cuenta el tamaño de las fibras celulósicas que están siendo introducidas a la
35
mezcla. El control del ambiente mientras la pre-mezcla esta siendo llevada a cabo
es un factor importante.
Es necesario además tener un mayor control del proceso de inyección, teniendo
en cuenta los esfuerzos cortantes que se producen y la orientación de las fibras en
la pieza final, para después realizar un análisis morfológico de los compuestos de
forma detallada.
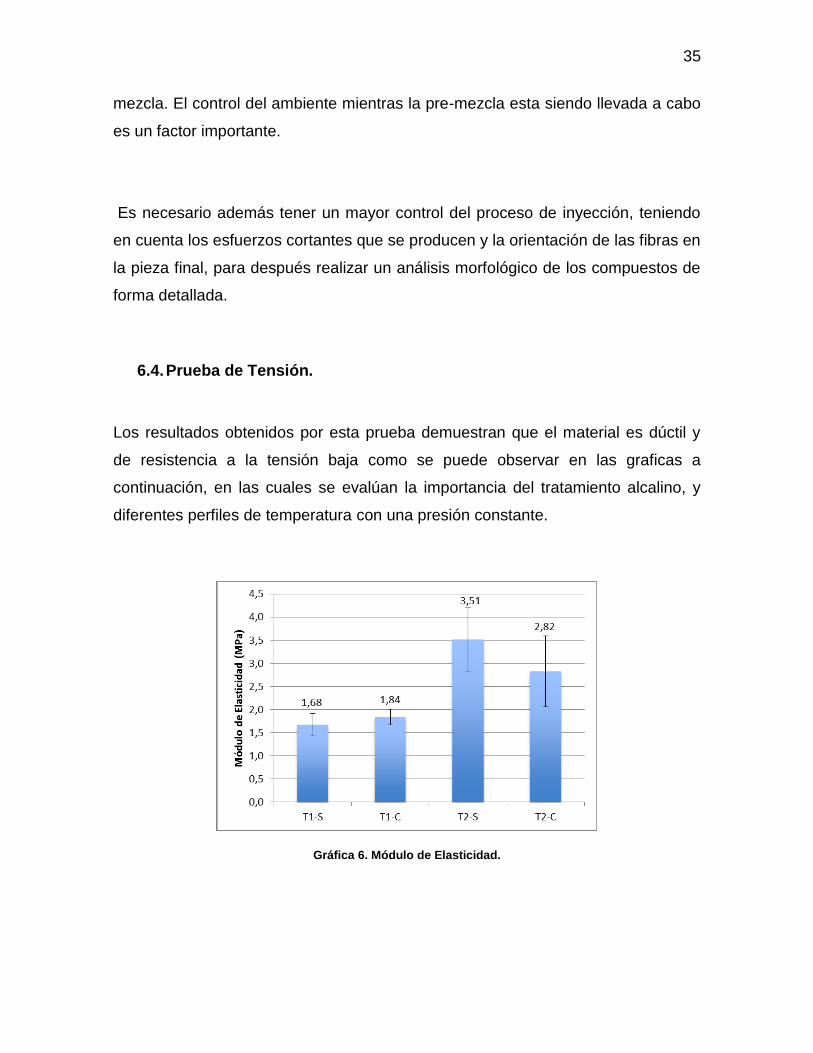
6.4. Prueba de Tensión.
Los resultados obtenidos por esta prueba demuestran que el material es dúctil y
de resistencia a la tensión baja como se puede observar en las graficas a
continuación, en las cuales se evalúan la importancia del tratamiento alcalino, y
diferentes perfiles de temperatura con una presión constante.
Gráfica 6. Módulo de Elasticidad.

36
Gráfica 7. Esfuerzo de fluencia.
Gráfica 8. Esfuerzo de ruptura.

37
Gráfica 9. Porcentaje de Deformación a la Ruptura.

38
7. DISCUSION DE RESULTADOS.
7.1. Compuesto de Harina de Yuca - Glicerina.
La harina de yuca plastificada presentó resultados que muestran una degradación
del material, el proceso de mezclado interno da como producto una mezcla
homogénea, con un olor fuerte y una pigmentación bastante oscura que puede ser
atribuida a componentes de bajo peso molecular.
7.1.1. Reometría de Torque.
El torque que se evidencia en la mezcla de harina de yuca y glicerina (Gráfica 2)
muestra que aunque la mezcla se puede llegar a homogeneizar es difícil controlar
la degradación de la misma por lo cual se obtiene una mezcla de color oscuro y
olor a quemado que no promete buenos resultados.
Gráfica 10 Curva de Torque vs Tiempo EVOH (Jiao, Wang, Xiao, Xu, & Meng, 2007)

39
Gráfica 11 Curva de Torque vs Tiempo. Línea 4: HDPE (Li & Lu, 2008)
Haciendo una comparación del torque de estabilización de la Harina de Yuca y
algunos termoplásticos comunes en el mercado como el EVOH (Gráfica 10) y
HDPE (Gráfica 11), se puede evidenciar que la mezcla del compuesto de harina
de yuca requiere largo tiempo de procesamiento antes de obtener una mezcla
completamente fundida, obteniendo como resultado que los componentes de bajo
peso molecular se degraden y en consecuencia también la mezcla.
7.2. Compuesto de Almidón de Yuca - Fibra de Madera - Glicerina.
Después de observados algunos resultados obtenidos para la harina de yuca, se
consideró importante realizar una des-lignificación de la fibra de madera retirando
lignina y componentes de bajo peso molecular que podrían quemarse.

40
7.2.1. Reometría de Torque.
La reometría de torque para la mezcla de almidón de yuca- fibra de madera-
glicerina (Grafica 4) presenta una estabilización más rápida en comparación al
torque de estabilización de la harina de yuca plastificada, también si se compara
con las gráficas de torque del EVOH y HDPE se puede observar que demora
mucho más tiempo en fundir completamente la mezcla, pero, a diferencia de lo
ocurrido con la harina de yuca, la fibra fue tratada alcalinamente por lo que sus
componentes de bajo peso molecular no se queman mientras se espera que la
mezcla se homogenice. Se puede observar también que los valores de
estabilización se encuentran en el rango entre 10 Nm y 20 Nm, valores muy
similares a aquellos de estabilización de las mezclas de EVOH y HDPE del tipo
inyectable.
En la Gráfica 12 se puede observar el cambio que se obtuvo del torque cuando la
temperatura de la mezcla fue bajada de 150°C a 120°C, la mezcla presentó una
fusión a menor torque en mayor tiempo pero sin degradación.
Gráfica 12. Torque VS Tiempo según temperatura de procesamiento en el mezclador interno.

41
Gráfica 13.Torque vs Tiempo diferentes valores de temperatura para el compuesto de Harina de Yuca y el compuesto de almidón de yuca fibra de madera.
La Gráfica 13, muestra la comparación del comportamiento del torque a diferentes
temperaturas de procesamiento según el compuesto. Se observa claramente que
los dos diferentes componentes no se relacionan, ya que el componente de harina
de yuca no es fácilmente procesable a la temperatura de 120°, ya que no se
alcanzar la homogeneidad de la mezcla mientras que a una mayor temperatura,
como lo es la de 150°C, la mezcla si se homogeniza; esto no sucede con el
compuesto de almidón de yuca y fibra de madera, el cual no es homogeneizado a
altas temperaturas pero si lo es a bajas. Este comportamiento se puede asociar a
que la naturaleza del almidón de yuca y la harina de yuca es diferente, y aunque
los porcentajes de Amilosa/ Amilopectina son similares, la comparación de los
espectros antes de cualquier procesamiento térmico de estos dos compuestos
exhibe diferencia en la intensidad de las bandas presentes en ambos casos. Los
espectros del análisis infrarrojo son presentados en el anexo 1.

42
7.3. Espectroscopia Infrarroja por transformada de Fourier.
Realizando un análisis más detallado a partir de las intensidades de los grupos
identificados en los espectros, se calculó el porcentaje de variación de la
intensidad para cada banda característica, la cual es definida por la siguiente
ecuación (Cuéllar, 2009).
( )
Donde AT es la Transmitancia del pico, en temperatura T y Ao es la Transmitancia
antes de que el compuesto sea procesado térmicamente.
Para este análisis se tuvieron en cuenta los números de onda asociados a los
grupos que podrían indicar una posible degradación del compuesto, los cuales
son: el grupo carbonilo en el número de onda 1056 cm-1, la vibración de tensión
del grupo hidroxilo, a un numero de onda aproximado de 3334 cm-1, y la ruptura de
los enlaces glicolisídicos con un número de onda aproximado de 1150 cm-1. A
continuación la Grafica 14 ilustra las variaciones calculadas por medio de la
ecuación anteriormente mencionada.
Gráfica 14.Variación de Intensidades según análisis infrarrojo realizado a la Harina de Yuca.

43
Los cambios de la intensidad de la banda del grupo carbonilo, que esta asociada a
la reacción oxidativa en el compuesto, se presenta cuando este es tratado
térmicamente, la curva C-O, en la Gráfica 14, presenta un comportamiento
decreciente ya que a medida que el compuesto es procesado con temperatura,
esta banda aparece en el espectro y su porcentaje de Transmitancia disminuye; el
espectro se expande para los números de onda alrededor de 1079 cm-1
obteniendo así valores de variación negativos, donde se presenta mayor variación
en 150°C; sin embargo la variación a 120°C también es significativa. La curva del
grupo Hidroxilo en la gráfica también presenta el porcentaje de variación que
aumenta a medida que la temperatura aumenta, pero estos valores poseen
valores positivos que indican que el espectro alrededor del número de onda 3340
cm-1 se expande; es decir su porcentaje de Transmitancia disminuye y su
comportamiento en la gráfica es creciente. El anterior comportamiento se puede
explicar ya que a medida que el compuesto es trabajado térmicamente, el
recogimiento del espectro para la banda del grupo hidroxilo es complementario a
la aparición y posterior expansión de la banda asociada al grupo carbonilo en el
espectro, ya que los enlaces O-H (hidroxilo) se rompen para formar los enlaces C-
O carbonilo. Por otra parte la banda asociada a los enlaces Glicolisídicos se
expande, mostrando la ruptura de estos. Este comportamiento es común en la
estructura de la celulosa, ya que a partir de ellos se forman los anillos de
monosacáridos que la conforman (Cuéllar, 2009), evidenciándose la
desestructuración de la celulosa, que puede con llevar a la degradación de la
misma.

44
Gráfica 15.Variación de Intensidades según análisis infrarrojo realizado al Almidón Yuca.
El análisis de variación del porcentaje de Transmitancia utilizado para la Harina de
Yuca es también utilizado para el almidón de Yuca y la fibra de madera, en este
caso se obtuvieron los mismos comportamientos de los grupos funcionales vistos
en la harina de yuca, pero a diferencia de este, el almidón de yuca no presenta
valores de variación altos, ya que estos no superan el 1%. Estos resultados son
mostrados en la Grafica 15.
A continuación en la Grafica 16 se realiza una comparación entre los porcentajes
de variación de los grupos funcionales obtenidos para la Harina de Yuca y el
almidón de yuca con fibra de madera.
Gráfica 16. Comparación de el porcentaje de variación de Intensidades según análisis infrarrojo para la Harina de Yuca y el almidón de yuca-Fibra de madera.

45
En la gráfica se puede evidenciar que aunque el comportamiento de los grupos
funcionales es igual, la diferencia reside en los porcentajes de variación obtenidos
para el compuesto de Harina de Yuca y el compuesto de almidón de Yuca-fibra de
madera. Se puede ver que la variación, como ya se había mencionado, para el
almidón de yuca es más pequeña en comparación con la variación obtenida para
la harina de yuca, comprobando que la degradación en la harina es mayor. Este
comportamiento podría esta asociado a componentes de la harina que son
desconocidos. Estos dos compuestos presentan porcentajes de Amilosa/
Amilopectina similares, por lo cual es importante hacer un estudio de los
componentes de la Harina de yuca más a fondo.
Es conveniente comprobar el comportamiento complementario del grupo hidroxilo
con el grupo carbonilo, por medio de un análisis estequiométrico.
7.4. Proceso de Inyección.
Durante el proceso de inyección, se observó que la expulsión del material al final
del ciclo fue difícil, los expulsores del molde perforaban la pieza ya que a bajas
temperaturas el cambio térmico cuando el compuesto toca el molde no es tan
significativo. Por esto el material era menos rígido.
7.5. Pruebas de Tensión.
En los resultados obtenidos a través del ensayo de tensión se observó la
importancia de algunas de las variables tenidas en cuenta para el proceso de
inyección. La temperatura tuvo gran influencia en el aumento en Módulo de
Elasticidad, Esfuerzo a la fluencia y Esfuerzo de ruptura.
En la Gráfica 7 se observa que los valores de módulo de Elasticidad con el perfil
de temperatura uno, con y sin tratamiento alcalino, tienen valores mucho más

46
bajos en comparación con el perfil de temperatura dos, esta tendencia se observa
también en esfuerzo de fluencia y esfuerzo de ruptura (Gráfica 7 y Gráfica 8 ), esto
puede estar dado al choque térmico entre la temperatura alta del material a la
salida de la boquilla y la temperatura del molde; dando así un poco más de rigidez
a la pieza final inyectada.
El tratamiento alcalino realizado a la fibra no tuvo una gran influencia en los
resultados de tensión obtenidos, como se puede observar en las Gráficas 7, 8, 9 y
10, ya que a altas temperaturas se presentaron mejores resultados en los
compuestos que tienen fibra celulósica sin tratamiento alcalino.
El porcentaje de deformación obtenido se encuentra entre valores de 129,9 % y
153 % mostrando que el material posee una gran ductilidad.
En comparación con valores obtenidos para polímeros a base de almidón, los
valores de la prueba de tensión del compuesto almidón-fibra son mucho menores.
Reis (1996) presenta una mezcla de EVOH con almidón en porcentajes 70/30 sin
adición de refuerzos. Con este material se obtienen valores de Módulo de
Elasticidad entre 840 MPa y 1810 MPa, y baja ductilidad, en comparación con
valores entre 1,68 MPa y 3,51 MPa obtenidos para los compuestos ensayados en
este proyecto Estas diferencias pueden estar asociadas a la falta de un polímero
que le otorgue la rigidez necesaria al material, estos resultados pueden ser
atribuidos también al poco control de la orientación del material y la distribución de
las fibras en el proceso de inyección.
El efecto de las fibras celulósicas de madera en este proyecto no fue lo esperado,
ya que fueron adicionadas como refuerzo del compuesto. Los resultados que se
obtuvieron no son comparables con los obtenidos en otros proyectos, como por
ejemplo la tesis realizada en la universidad de los Andes a cerca de almidón
termoplástico reforzado con fibras de cisco de café (Franco & Ramirez, 2009). En
este proyecto las fibras cumplen realmente con la función de refuerzo de la matriz
del TPS, cabe mencionar que el moldeo del almidón termoplástico en esta tesis
fue realizado por medio de la compresión, por lo cual el proceso de inyección

47
puede tener un efecto diferente que debe ser evaluado detalladamente en el
futuro.
Los resultados obtenidos podrían ser comparados con elastómeros que se
encuentran en el mercado para la fabricación de empaques y cauchos
conductores (Schweitzer, 2000). Esto puede ser una aplicación futura para el
compuesto de almidón de yuca y fibra de madera.
48
8. CONCLUSIONES.
Por medio del análisis infrarrojo, se pudo evidenciar la degradación que sufre el
compuesto de harina de yuca y el compuesto de almidón de yuca - fibra de
madera. La degradación del almidón de yuca es leve en comparación con la
degradación de la harina de yuca, por esto es necesario un estudio más profundo
de los componentes de la harina de yuca para tratar de dar respuestas a este
comportamiento.
Los resultados obtenidos con la reometría de torque para el compuesto de harina
de yuca son coherentes con los resultados obtenidos en el análisis infrarrojo, ya
que la evidencia de degradación, la cual se puede confirmar por que el torque de
procesamiento no se logra estabilizar a posibles temperaturas de proceso. Por
otra parte, el análisis infrarrojo del compuesto de almidón de yuca - fibra de
madera presenta degradaciones leves, las cuales no se evidencian en el proceso
de mezcla dado que el material presenta estabilidad.
El análisis de los resultados obtenidos en las pruebas de tensión muestra que la
temperatura es una variable influyente en las propiedades mecánicas del material;
de la misma manera se identificó que el tratamiento alcalino no es significativo a
bajas temperaturas en el proceso de inyección. Es necesario el estudio de la
influencia que puede tener el tratamiento alcalino sobre la degradación de los
compuestos.
Las piezas inyectadas no reflejan los resultados esperados de rigidez y
resistencia, ya que estas presentan un comportamiento elastomérico que no es
característico para este tipo de material.
.
49
BIBLIOGRAFÍA
Novamont S.p.a. (2009). Novamont. Recuperado el 2012, de Mater Bi:
http://www.novamont.com/default.asp?id=504
ASTM International. (2007). Standard Terminology relating to plastics. D 883-07.
Averous, L. (2010). Biodeg. Recuperado el 10 de Noviembre de 2011, de
http://www.biodeg.net/
Avérous, L., Fringant, C., & Moro, L. (2001). Plasticized starch-cellulose
interactions in polysaccharide composites. ELSEVIER, 6565-6572.
Beltran, & Bonilla. (2011). Evaluación y caracterización de las propiedades
mecánicas de mezclas de almidón de yuca y ácido poliláctico para el
proceso de inyección plastificado con glicerina. Bogotá, Colombia:
Universidad de los Andes.
Carvalho, C., Bernstein, A., Brandelli, A., & Zapata, C. (2011). Characterization of
Powdered Yacon ( Smallanthus sonchifolius) Juice and Pulp. Springer:Foof
Bioprocess Technology, 1-9.
Clemons, & Caulfield. (2005). Natural Fibers . En M. Xanthos, Funtional Fillers for
Plastics (págs. 195-205). Weinhem: WILEY-VCH Verlag GmbH & Co.
KGaA.
Cuéllar, N. (2009). Estudio sobre la degradación de Compuestos de Quitosan:
Efecto sobre la estructura y propiedades mecánicas. Bogotá: Universidad
de los Andes.
Franco, J. S., & Ramirez, Z. P. (2009). Caracterización y Evaluación de las
Propiedades Mecánicas del Almidón Termoplástico (TPS) reforzado con
Fibras Lignocelulósicas, Plastificado con Etalonamina. Bogotá, Colombia:
Universidad de los Andes.
FULTECHgroup. (2010). fultech Group. Recuperado el 28 de Diciembre de 2011,
de http://www.fultech-es.com
Ge, X., Zhu, Q., & Meng, Y. (2004). Fabrication and Characterization of
Biodegradable Poly(propylene Carbonate)/ Wood Flour Composites. Wiley
InterScience, 782-787.

50
Gyoung Gwon, J., Young Lee, S., Jin Chung, S., Hyun Doh, G., & Hyeun Kim, J.
(2010). Effects of chemical treatments of hybrid fillers on the physical and
thermal properties of wood plastic composites. ELSEVIER, 1491-1497.
Hua, D., Weihong, W., Qingwen, W., Zhengming, Z., Shujuan, S., & Yanhua, Z.
(2010). Effects of Pigments on the UV Degradation of Woof-Flour/HDPE
composites. Wiley InterScience, 1068-1076.
Infante, R. (2011). Polimeros Biodegradables. Recuperado el 2011, de Los
Polímeros en Médicina: http://www.eis.uva.es/~macromol/curso05-
06/medicina/polimeros_biodegradables.htm
Jiao, Wang, Xiao, Xu, & Meng. (2007). Procesability, Property and Morphology of
Biodegradable Blends of Poly( Propylene Carbonate) and Poly(Ethylene-co-
vinyl alcohol). Polymer Engineering Science , 174-180.
Li, S.-C., & Lu, L. N. (2008). Melt Rheological properties of Reactive compatibilized
HDPE/PET. Joutnal of Apllied Science, 108, 3559-3564.
Mani, R., & Bhattacharya, M. (2001). Properties of Injection moulded blends of
Starch and modified biodegradavle polyesters. Eropean Polymer Journal,
37, 515-526.
Matzinos, P., Bikiaris, D., & Panayiotou, C. (2001). Processing and
Characterization of LDPE/Starch Products. Journal of Applied Polymer
Science, 79, 2548-2557.
M-Base Engineering+Software GmbH 2010 . (2011). Material Data Center .
Recuperado el 2012, de Datasheets :
http://www.materialdatacenter.com/ms/es/Mater-
Bi/Novamont+Italia+Srl/Mater-Bi+SA031/f8a074fb/1784
Ministerio de Ambiente, Vivienda y Desarrollo Territorial. (2004). Sector Plásticos:
GUIAS AMBIENTALES. Bógota.
Oswald, Baur, Brinkman, Oberbach, & Schmachtenberg. (2006). International
Plastics Handbook. The Resource for Plastics Engineers. Cincinnati, EEUU:
Hanser Gardner Publications.
Reis, R., Cunha, A., Allan, P., & Bevis, M. (1996). Mechanical Behavior of
Injection-molded Starch-based Polymers. Polymers for Advanced
Technologies, 784-790.

51
Rodríguez, M. (2011). Caracterización de harina de yuca y su influencia en las
propiedades mecánicas de la mezcla TPS-PLA. Bogotá, Colombia :
Universidad de los Andes.
Ruiz Avilés, G. (2006). Obtención y caracterización de un polímero biodegradable
a partir del almidón de yuca. Ingenieria y Ciencia, II(004), 5-28.
Sánchez Valdés, S., Yáñez Flores, I., & Rodríguez Fernández, O. (2001). Moldeo
por inyección de Termoplásticos. Mexico, D.F: Limusa, S.A.
Schweitzer, P. A. (2000). Mechanical and Corrosion- Resistant Properties of
Plastics and Elastomers. New York: Marcel Dekker, Inc.
Stepto, R. (2006). Understanding the Processing of Thermoplastic Starch. Wiley
InterScience, 571-577, 245-246.
Sykacek, E., Hrabalova, M., Frech, H., & Mundigler, N. (2009). Extrusion of five
biopolymers reinforced with increasing wood flour concentration on a
production machine, injection moulding and mechanical performance.
ELSERVIER, 1272-1282.
Xanthos, M. (2005). Wood Flour. En M. Xanthos, Funtional Fillers for Plastics
(págs. 249-268). Weilhem: WILEY-VCH Verlag GmbH & Co. KGaA.

52
ANEXOS
1. Comparación de espectros infrarrojos entre el compuesto de harina de yuca
(ROJO) y el compuesto de almidón de yuca-fibra celulósica (AZUL).
An
a C
ano
Inic
ial
Ha
rina d
e Y
uc
a s
in m
ez
cla
r
82
84
86
88
90
92
94
96
98
100
102
%Transmitancia
500 1000
1500 2000
2500 3000
3500 4000
Núm
ero de Ondas (cm
-1)