INGENIERIA DE LOSFACTORE SQU EINFLUYE NE N ELAUMENT O …
10
INGENIERIA DE LOS FACTORES QUE INFLUYEN EN EL AUMENTO DE LA RENTABILIDAD DE LAS PLANTAS DE ESMALTADO MEDIANTE EL USO DE LOS ESMALTES VITRIFICABLES EN POLVO. DISEÑO DE LA PLANTA. HORNOS ADECUADOS. R. Peña Loriz Ferro Enamel Española, S.A. RESUMEN Se hacen consideraciones sobre el aumento de la rentabilidad de las plantas de esmaltado vitrifica- ble sobre la chapa de acero; las ventajas económicas del sistema de 2-coat-l fire. Se muestran las ventajas del esmalte con respecto a otros recubrimientos y el diseño de plantas apropiadas. SUMMARY Considerations are made on the increased profitability of plants of vitreous enamelling on steel pla- te and the economic advantages of the 2-coat-l fire system. The advantages of enamels with respect to other coatings are indicated together with the design of appropiate plants. RESUME On fait des considerations sur l'argumentation de la rentabilité des étages de l'émail vitrifié sur des plaques d'ader; les avantages économiques du système de 2-coat-l fire. On démontre les avantages de l'émail en relation à d'autres recouvrements et le dessin d'étages apropies. ZUSAMMENFASSUNG Überlegungen zur Verbesserung der Wirtschaftlichkeit von Anlagen zum Auftragen von Glasemai- llierungen auf Stahlblech; wirtschaftliche Vorteile des 2-coat-lfire-Systems. Die Voteile des Emails gegenüber anderen Beschichtungen werden hervorgehoben und die Ausle- gung geeigneter Werksanlagen beschrieben. 1. INTRODUCCIÓN Antes de entrar en consideraciones técnicas, quisiera ha- cer un pequeño comentario sobre las dos principales causas que nos permiten o, mejor, nos obligan a presentar este tra- bajo. La una es de indole sectorial y la otra de indole nacio- nal, e incluso, si me lo permiten, de trascendencia a nivel humanidad. La primera es la búsqueda, y creemos que una solución, para acercar los costos del recubrimiento con esmalte vitreo a los de los recubrimientos orgánicos. Acercamiento que, te- niendo en cuenta la extraordinaria nobleza de aquel recubri- miento y evaluando esto como un factor de más valor, que no de más precio, del producto acabado, coloca al revesti- miento vitreo en un nivel de competitividad que justifican estos trabajos plenamente. La segunda es la necesidad que se nos plantea a nivel Hu- manidad en general y, a nivel nacional en particular, de aho- rrar energía. No olvidemos que la energía es el factor funda- mental del desarrollo económico y por ende del nivel de nuestra forma de vida. Por ello, hablar del futuro de la ener- gía es en gran medida, hablar del futuro de la Humanidad. A este respecto damos unas cifras del consumo energéti- co español, tomando como punto de partida el año 1963, y sacado del Plan Energético Nacional 1978-87, aprobado por el Gobierno y presentado a las Cortes. En el cuadro se reco- ge la demanda y el porcentaje de energía de producción na- cional e importada. Se emplea como unidad el Mtec. (Millo- nes de toneladas equivalentes de carbón). En los EE.UU., según la publicación gubernamental "Comprensión del Dilema de la Energía", desde 1960, usan- do este año como base, los requerimientos de energía, por década han aumentado en un 40^/o en 1970 y se proyecta aumentarán un 123^/0 en 1980 y un 223^/0 en 1990. De estas necesidades energéticas más del SO^/o se han cubierto y se preveen cubrir a partir del petróleo (el 72,1 ^/o y el 66, l^/o provinieron de esta fuente, en España en los años 1976 y 1977; se prevee sea el 54,3^/0 en 1987). Estos datos, combinados con las actuales iniciativas del Gobierno, sugieren unos costos de la energía significativa- mente más altos en el futuro. Ya que la esmaltación es un proceso con alto consumo de energía y que los hornos de esmaltación utilizan gran parte de la energía requerida por este proceso, es muy importante el procedimiento de apli- cación electrostática en polvo de esmalte vitreo, -bien sea una capa un fuego o dos capas un fuego- y disponer de hornos que no sea necesario mantener en periodos impro- ductivos y permitan formar una transfer de esmaltar. Hor- nos de baja inercia térmica, casi nula, con aislamiento ligero que se pueden desconectar al final de cada jomada de traba- jo. Este traba.io no pretende descubrir nada nuevo, to- dos somos profesionales y estamos enterados de las noveda- des que salen al mercado relacionadas con el sector del es- maltado. Por otra parte llevamos ya mucho tiempo impul- sando el sistema de aplicación electrostática en polvo, fun- damentalmente dos capas un fuego y la utilización de hor- nos ligeros con aislamiento de fibra de alumina. BOL.SOC.ESP.CERAM.V1UR.VOL.18.NUM.5 297
Transcript of INGENIERIA DE LOSFACTORE SQU EINFLUYE NE N ELAUMENT O …

INGENIERIA DE LOS FACTORES QUE INFLUYEN EN EL AUMENTO DE LA RENTABILIDAD DE LAS PLANTAS DE ESMALTADO MEDIANTE EL USO DE LOS ESMALTES VITRIFICABLES EN POLVO. DISEÑO DE LA PLANTA. HORNOS ADECUADOS.
R. Peña Loriz Ferro Enamel Española, S.A.
RESUMEN Se hacen consideraciones sobre el aumento de la rentabilidad de las plantas de esmaltado vitrifica-ble sobre la chapa de acero; las ventajas económicas del sistema de 2-coat-l fire.
Se muestran las ventajas del esmalte con respecto a otros recubrimientos y el diseño de plantas apropiadas.
SUMMARY Considerations are made on the increased profitability of plants of vitreous enamelling on steel plate and the economic advantages of the 2-coat-l fire system.
The advantages of enamels with respect to other coatings are indicated together with the design of appropiate plants.
RESUME On fait des considerations sur l'argumentation de la rentabilité des étages de l'émail vitrifié sur des plaques d'ader; les avantages économiques du système de 2-coat-l fire.
On démontre les avantages de l'émail en relation à d'autres recouvrements et le dessin d'étages apropies.
ZUSAMMENFASSUNG Überlegungen zur Verbesserung der Wirtschaftlichkeit von Anlagen zum Auftragen von Glasemai-llierungen auf Stahlblech; wirtschaftliche Vorteile des 2-coat-lfire-Systems.
Die Voteile des Emails gegenüber anderen Beschichtungen werden hervorgehoben und die Auslegung geeigneter Werksanlagen beschrieben.
1. INTRODUCCIÓN
Antes de entrar en consideraciones técnicas, quisiera hacer un pequeño comentario sobre las dos principales causas que nos permiten o, mejor, nos obligan a presentar este trabajo. La una es de indole sectorial y la otra de indole nacional, e incluso, si me lo permiten, de trascendencia a nivel humanidad.
La primera es la búsqueda, y creemos que una solución, para acercar los costos del recubrimiento con esmalte vitreo a los de los recubrimientos orgánicos. Acercamiento que, teniendo en cuenta la extraordinaria nobleza de aquel recubrimiento y evaluando esto como un factor de más valor, que no de más precio, del producto acabado, coloca al revestimiento vitreo en un nivel de competitividad que justifican estos trabajos plenamente.
La segunda es la necesidad que se nos plantea a nivel Humanidad en general y, a nivel nacional en particular, de ahorrar energía. No olvidemos que la energía es el factor fundamental del desarrollo económico y por ende del nivel de nuestra forma de vida. Por ello, hablar del futuro de la energía es en gran medida, hablar del futuro de la Humanidad.
A este respecto damos unas cifras del consumo energético español, tomando como punto de partida el año 1963, y sacado del Plan Energético Nacional 1978-87, aprobado por el Gobierno y presentado a las Cortes. En el cuadro se recoge la demanda y el porcentaje de energía de producción nacional e importada. Se emplea como unidad el Mtec. (Millones de toneladas equivalentes de carbón).
En los EE.UU., según la publicación gubernamental "Comprensión del Dilema de la Energía", desde 1960, usando este año como base, los requerimientos de energía, por década han aumentado en un 40^/o en 1970 y se proyecta aumentarán un 123^/0 en 1980 y un 223^/0 en 1990.
De estas necesidades energéticas más del SO^/o se han cubierto y se preveen cubrir a partir del petróleo (el 72,1 ^/o y el 66, l^/o provinieron de esta fuente, en España en los años 1976 y 1977; se prevee sea el 54,3^/0 en 1987).
Estos datos, combinados con las actuales iniciativas del Gobierno, sugieren unos costos de la energía significativamente más altos en el futuro. Ya que la esmaltación es un proceso con alto consumo de energía y que los hornos de esmaltación utilizan gran parte de la energía requerida por este proceso, es muy importante el procedimiento de aplicación electrostática en polvo de esmalte vitreo, -bien sea una capa un fuego o dos capas un fuego- y disponer de hornos que no sea necesario mantener en periodos improductivos y permitan formar una transfer de esmaltar. Hornos de baja inercia térmica, casi nula, con aislamiento ligero que se pueden desconectar al final de cada jomada de trabajo.
Este traba.io no pretende descubrir nada nuevo, todos somos profesionales y estamos enterados de las novedades que salen al mercado relacionadas con el sector del esmaltado. Por otra parte llevamos ya mucho tiempo impulsando el sistema de aplicación electrostática en polvo, fundamentalmente dos capas un fuego y la utilización de hornos ligeros con aislamiento de fibra de alumina.
BOL.SOC.ESP.CERAM.V1UR.VOL.18.NUM.5 297

AÑO 1963 1973 1976 1977 1982 (1) 1987 (1)
Demanda Metec.
36,9 84,-
93,9 99,1
119,6 145,-
^lo Demanda Incremento.de P. Nacional Importación Demanda/1963
62,1 37,9 27,8 72,2 127,640/o 24,1 75,9 154,470/0 30,- 70,- 168,560/o
40,2 59,8 224,120/0 45,8 54,2 292,950/0
En los países del Mercado Común - C.E.E. (tomando 1976 como base)
AÑO Demanda
Metec. P. Nacional ^/o Demanda
Importación Incremento de Demanda/1963
1976 1980 (1) 1985 (1)
1.361,-1.571,. 1.831,-
41,7 49,8 52,6
58,3 50,1 47,4
15,430/0 34,530/0
(1) Datos estimados suponiendo se cumplirá la efectiva evolución moderada de la demanda glob¿ de energía primaria.
2. SISTEMA DE APLICACIÓN ELECTROSTÁTICA DE ESMALTE VITREO EN POLVO.
El sistema consiste, básicamente, en obtener una deposición de esmalte por via seca utilizando la atracción electrostática para orientar las partículas secas de esmalte hasta la superficie metálica que se quiere recubrir.
Se puede aplicar color directo sobre chapa descarburada o bien utilizar chapa normal y aplicar por el sistema dos capas un fuego.
El primero, para España, tiene el grave inconveniente de que la chapa descarburada no^s de fabricación nacional y debe importarse, con todos los inconvenientes que las importaciones llevan consigo, además de un costo superior de alrededor de 3 Pts/Kgs.
Por otra parte, innovaciones recientes en la industria europea del acero, van a cambiar la disponibilidad de acero de alta calidad para esmaltado directo. El proceso de colada continua produce aceros con contenidos de carbono superiores a los necesarios para el esmaltado directo.
Se prevee que en unos años la chapa descarburada irá desapareciendo, la energía aumentará considerablemente de precio; se impone pues, como una solución conveniente, el sistema de aplicación electrostática de polvo vitreo por el procedimiento de dos capas un fuego, desarrollado en USA en los albores de los años 70.
Experiencias de aplicar esmaltes vitrifícables en forma de polvo seco las hubo con anterioridad; muchas compañías pueden demostrar que, en el pasado, han realizado desarrollos, experiencias, aplicaciones, etc. con polvos vitrifícables; pero en los EE.UU se enfocó el problema desde el punto de vista del marketing de la nobleza de la cubierta vitrea y, por eso, se lanzó el sistema de dos capas un fuego como una solución de futuro, que consigue reducir la distancia de costos y tecnología entre los esmaltes vitreos y otros recubrimientos.
Debemos reconocer que la evolución de los m^ esmaltados en los últimos años no ha sido lo que podríamos decir muy positiva. Un recubrimiento con las destacadas propiedades del esmalte vitrificable no ha encontrado oportunidades de aplicación en nuevos usos, como todos desearíamos que hubiese sucedido. Creemos que gracias a la simplifica
ción del proceso de esmaltado, y a la reducción de costes, por mano de obra y energía principalmente, que hacen posible el proceso dos capas-un fuego con polvo seco, estamos ante nuevas posibilidades de desarrollo. A este respecto podrían citarse los múltiples usos que se han encontrado para las chapa esmaltada, algunos ya abandonados y que vuelven, que van desde carteles indicadores hasta suelos para pocfl-gas, pasando por revestimientos en obras públicas y placas para captación de energía solar.
Después de lo. expuesto, muchos de Uds. se estarán preguntando qué hacer con su actual planta para pasar al sistema de aplicación dos capas un fuego con polvo electrostático vitrificable.
Se precisa lo siguiente : 1- Decapado.
La tabla 1 muestra un ciclo standard de decapado para este sistema de aplicación. No me extenderé más en esta cuestión, simplemente quiero indicar, al respecto, que el polvo es muy sensible a la calidad del pretratamiento que se dé la chapa y requiere un control muy extricto del proceso de decapado.
2- Equipo de aplicación. El equipo de aplicación es específico y consta esencialmente de los siguientes elementos : 2.1- El alimeritador de polvo. Lecho fluidificado. 2.2- Generador de alta tensión. Del orden de 100 KV. 2.3- Pistolas electrostáticas. Fijas o sobre reciprocador. 2.4- Cabina con sistema de recuperación de esmalte y
filtrado del aire.
Debe resaltarse, no obstante, la importancia del control de la humedad, ya que esta afecta sensiblemente a la resistividad del polvo.
3- Cocción. Cualquiera de los hornos que se posean, sean de la primera, segunda o tercera generación de hornos, sin más que unas ligeras modificaciones en las cortinas de cierre, sirve para este proceso.
Vemos pues que cualquier compañía puede adoptar este
298

TABLAI
CICLO DE DECAPADO PARA EL SISTEMA DE APLICACIÓN DE DOS CAPAS - UNA COCCIÓN
Desengrasante / / I Desengrasante / /2 Desengrasante / /3 Enjuague / /I Enjuague / /2 Acido
Enjuague Sulfato de niquel
Concentración
45a60grs./l t. 45a60grs./l t. 45 a60grs./l t.
6-8O/0H2SO4 (vaciar con 5 - 7 ^/o de sulfato ferroso). Acidificado 7,5 grs/lt. a un pH 3,0 - 3,6
Enjuague Neutralizado 3,75 grs/lt.
sistema sin más que intercalar un baño de sulfato de niquel, si no lo poseen, en el decapado, adquirir un equipo de aplicación y cabina específicos y realizar unos ligeros cambios en las cortinas de cierre de sus hornos para regular la velocidad del aire. A cambio economizan el 50^/o de hornos, 100 ^/o de secaderos y molinos, y más del 50^/o en pasos del proceso y la consiguiente reducción de espacio.
Los esquemas adjuntos recogen lo dicho hasta ahora. En la figura 1 se recoge el sistema tradicional de dos capas - dos fuegos. Las partes sombreadas corresponden a los equipos que no se precisan, en el sistema 2 capas - 1 fuego.
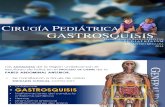
En la figura 2 se presenta el "lay-out" típico de una es-maltería con el proceso dos capas - un fuego. Solo se precisa un 50^/o de la capacidad de los hornos; caso de poseer más capacidad se puede duplicar producción o reducir un turno de trabajo. En este último caso es fundamental disponer de un horno tipo ligero o adecuar el actual. Los secaderos pueden utilizarse para otros menesteres.
En la figura 3 se puede ver la disminución de pasos, en consecuencia la de mano de obra necesaria, con respecto al proceso húmedo convencional dos capas - dos fuegos.
De la comparación de las fig. 1 y 2 se deduce un nuevo e importante ahorro: el de la superficie de la nave, factor muy importante en todos los países y regiones del Estado Español, por la disponibilidad y precio actual del terreno.
Las figuras 4, 5, 6 y 7 muestran los esquemas típicos de los procesos 2 capas - 2 fuegos (húmedo), aplicación directa
íS.^ t
ñ
\ ^ ^ J
ñ
0 € ^ €3- € 3 €3^ ß ^-f f -ti
1 ii
t i l [ J
Figura L
BOL.SOC.ESP.CERAM.VIDR.VOL.18.NUM.5
Temperatura
99 - 100 o C 99 - 100 0 C 99 - 100 o C CaUente Frío 65 - 70 o C
Frío
70 - 75 o C
Frío 70 - 82 o C
Tiempo
7 - 10 minutos 7 . 10 minutos 7 - 10 minutos Meter y Sacar. Meter y Sacar. 7 - 10 minutos
Meter y Sacar.
5 a 10 minutos (para alcanzar una deposición de 0,43-0,64 grs/m^). Meter y Sacar 3 - 5 minutos
sobre chapa descarburada (húmedo), 2 capas - 1 fuego (seco) y directo sobre chapa descarburada (seco). Pese a que este último es el más simplificado, por las razones antedichas consideramos más convenientes para España el sistema de 2 capas - 1 fuego.
También aporta el proceso dos capas - un fuego con esmalte vitrificable en polvo las siguientes ventajas de índole técnico :
in 4
je/Y^¿/^ Cf¿/£' C
t
yH/is^-coíoe
* *
4,4.
Figura 2.
1- Se eliminan los rechazos debidos a fallos en la molienda. 2- Se obtiene una mejor superficie. Hay menores variacio
nes de espesores de capa. 3- Se utiliza mejor el esmalte, del 96 al 99^/o. 4- La necesidad de aire en cabinas se reduce ostensiblemen
te. 5- No se necesitan limpiar las placas del laberinto de cabina.
Es de resaltar también, que este proceso precisa cuidados especiales, algunos ya citados, que, fundamentalmente, son los siguientes :
1- Las piezas aplicadas con polvo no pueden tocarse en partes visibles de acabado; el manejo durante la transferen
cia necesita más cuidado que en los sistemas húmedos. Se precisa mayor adiestramiento del personal.
2- Se precisa una gran limpieza en la esmaltería, ya que las,
299

2 CAPAS ' 1 FUEGO (SECO|
/»/eoceso ^c^fí^^- ^ ^¿/ffffOf /tfO¿/ef/0^
/»/eoceso ^c^fí^^-
^^rae^ zo Sjec^j^o J°/£Z^$ Af. 4^JC ^^rae^ zo Sjec^j^o
H ^e^^AifiO ¿3£^s<r^jea^
COCC/OA/
l^raé/í-^^A)
e£/='o£e'ZO
COCC/O/V /^/A^Te^/jo COCC/O/V /^/A^Te^/jo
/»jeociFfo ^2 CJQ^JIS - / /=í/Bao
coAoje
/}^/./C>3C/OA/ ^^í/C^íT/OAf /ej^jPí/eje zo . Af^^ -ya Co A o -€
/ej^jPí/eje zo
/voe/^o cacc/ofv /voe/^o cacc/ofv
Figura 3.
2 CAPAS ~ 2 FUEGOS ÍHÜMEDOi
Figura 4.
DÍRECTO (HÚMEDO)
rirzr
/ ^^^^ i l í g _ ^ -lg
l ^ ^ l l , ™ ^ ^ ^ ^ . . . . ^
Figura 5.
300
Figura 6.
DfREaO fSECOI
Figura 7.
piQzas aplicadas con polvo vitreo electrostático son más susceptibles a la atracción de suciedad de la planta y sobre todo a partículas magnéticas.
3- Se requiere ajuste de la velocidad del aire de las cortinas de los hornos. Esto ya ha sido realizado por Ferro sin detrimento del rendimiento energético.
4- Control de humedad en la zona de aplicación.
3. COSTOS.
Se sabe muy bien que los costos pueden variar considerablemente según la forma del producto, los precios locales de los servicios que se utilizan, los costos de mano de obra en función de los convenios colectivos de la zona, así como la eficacia y productividad de cada planta, procesos y actitudes. Debido a estas variantes es difícil dar un cuadro válido para todos de costos. Hemos intentado tomar en consideración toda la información de tipo general que nos ha sido posible. Esperamos que las cifras de la tabla II sirvan como orientación; en ella se recoge una comparación entre el proceso húmedo, convencional y/o con chapa descarburada y el proceso en polvo con las mismas dos alteraativas, evaluando energía, materiales y mano de obra.
Son significativas las cifras de la energía y de mano de obra. La diferencias en costo de mano de obra se basan en la eliminación de la molienda, control de la reología de la masa, eliminación de una cocción y automatización más eficiente del proceso.
Una comparación similar de la incidencia sobre el costo en cuanto a la inversión de capital para equipos, solar y obra civil para este proceso aporta también interesantes ventajas. Ya que estas cifras difieren tanto de una situación a

TAlLAn INDICE DE COSTOS POR M^ ENTRE LOS DIFERENTES SISTEMAS
CONVENCIONAL-HÚMEDO APLICACIÓN AUTOMÁTICA DEL ESMALTE DE CUBIERTA
Costo de
1- ENERGÍA Gas, Electricidad
2- MATERIAL Acero, Esmalte, Decapado
3-MANO DE OBRA DIRECTA
Decapado, Esmalte
TOTAL PROCESO
2 capas - 2 cocciones Aplicación de la masa por inmersión acero laminado en frío
1000=40/0)
100 (i=71,20/0)
100(i=24,8O/o)
100
1 capa - 1 cocción En directo con acero descarburado
57
106
69
95
Costo de
1- ENERGÍA Gas, Electricidad
2- MATERIAL Acero, Esmalte Decapado
3-MANO DE OBRA DIRECTA
Decapado, Esmalte
TOTAL PROCESO
NUEVO - ESMALTE EN POLVO SECO APLICACIÓN ELECTROSTÁTICA 2 capas -1 cocción 1 capa - 1 cocción con acero laminado En directo con ace-en frío. ro descarburado.
46
91
57
81
45
100
49
85
otra no se pueden dar números concretos, pero en general podemos indicar que la inversión de capital para este proceso puede ser el 50^/0 de la inversión necesaria para el proceso húmedo convencional.
Hemos visto la posibilidad de simplificar el proceso y de reducir costos por los conceptos de energía, mano de obra, espacio requerido y chapa de acero laminado en frío. Basados en resultados de plantas de EE.UU. y de Europa, hemos constatado un ahorro del 50 al óO^/o en esmalte y una notable mejora en la calidad del acabado, con un menor porcentaje de reproceso y rechazo de piezas tanto en esmalteria como en montaje.
4 DATOS DE LA TECNOLOGÍA BÁSICA DEL PROCESO.
1- Metal.— Se puede usar cualquier tipo de chapa apta para el esmaltado. En el ataque ácido se debe obtener una pérdida mínima de peso de 5 grs/m2 y un rango de deposición de Ni de 0.45a0.65grs/m2.
2- Esmalte.— El esmalte se suministra moHdo y tratado pa-
BOL.SOCESP.CEKAM.VIDR.VOL.I8.NUM.5
ra darle la cubierta orgánica necesaria para aumentar la resistividad específica del polvo cerámico, con el fin de que pueda ser cargado eléctricamente a su paso por la pistola.
2.1- Finura de molienda.— Masa: l^/o retenido en tamiz de 200 mallas. Cubierta: 5 - 6^/0 retenido en tamiz de 200 mallas
3- Aplicación Masa fundente : 45 a 65 grs/m2. Cubierta: 375 a 450 grs/m2. Espesor de cubierta: 0,12 a 0,14 mm. (después de cocido).
Es importante controlar adecuadamente el espesor de la caípa de masa, pues si es demasiado fina o demasiado gruesa puede provocar alteraciones en la superficie de acabado.
También es muy importante controlar la humedad relativa de la zona de aplicación e incluso de la zona de transvase y recorrido de los transportadores. Cómo este último es muy difícil, se deben diseñar las plantas para este
301

proceso de forma que el recorrido de la pieza desde que sale de la sala presurizada hasta que entra a homo sea el menor posible. La humedad relativa debe mantenerse entre el 40 y 60 ^/o para temperaturas entre 15 y25 ^ C.
4- Cocción.— De forma convencional con las precauciones y adecuaciones del horno antedichas. El transvase de cadena de aplicación a la de homo se hace manualmente, manipulándolas por la cara no vista. En el caso de piezas con dos caras vistas, se está haciendo utilizando los mismos ganchos para aplicación y cochura. Se pueden cocer, simultáneamente piezas esmaltadas con polvo electrostático y piezas esmaltadas por el sistema convencional húmedo.
5. SITUACIÓN ACTUAL DEL ESMALTADO ELECTROSTÁTICO CON POLVO VITREO EN EUROPA.
Francia ha sido y es el país europeo más avanzado en aplicación electrostática de polvo vitreo. Existen cinco compañías que están produciendo artículos esmaltados por este proceso.
La primera comenzó en 1975. Está esmaltando mesas de trabajo y paneles laterales de cocina, así como muflas piro-líticas para horno. Producción 2.500 a 3.000 unidades/día. Control de humedad de 45 a 50 ^/o, temperatura 25 a 28^ C. Velocidad de cadena alrededor de 4 m/minuto. .
En 1977 comenzaron dos nuevas compañías. Una esmalta 1.200 unidades de graseras de asadores, con masa resistente a los ácidos con un espesor de 0,10 a 0,13 mm. Actualmente va a ampliar para aplicar otras piezas con esmaltes coloreados, por el mismo proceso. La otra compañía esmalta la parte superior y tapas de lavadora, con una producción diaria de 2.200 a 2.500 unidades, la aplicación es totalmente automática en zona de humedad controlada. Transferencia manual a cadena de homo, donde cuecen estas piezas mezcladas con los fondos esmaltados en masa fundente por proceso húmedo.
Una cuarta compañía adoptó este sistema a mediados de 1978, para esmaltar depósitos para agua caliente. La producción es de 360 a 480 unidades/día, de unos 400 mm. de diámetro y 1.500 mm. de longitud. La aplicación del polvo es automática y el ataque a la chapa se realiza por chorro de arena.
La última compañía francesa que adoptado el proceso comenzó a finales del año pasado. Se producen 1.200 unidades/día de mesas de trabajo y laterales de cocina. La cabina solo dispone de pistolas en un lateral, varias fijas y otras montadas en dos máquinas reciprocadoras. La cabina está instalada en una habitación de atmósfera controlada, temperatura 25 - 27 ^ C y humedad relativa del 45 al 50^/o, con control automático de ambos parámetros.
España.- En nuestro país, recientemente ha comenzado a trabajar la primera esmaltería de Europa con el proceso de dos capas - un fuego con polvo electrostático vitrificable sobre acero laminado en frío, se trata, como todos ustedes saben, de Ulgor.
Por otra parte existen ya varias compañías que se encuentran, desde hace tiempo, realizando pruebas.
Holanda.— En este país existe ya una esmaltería trabajando con polvo electrostático vitreo sobre chapa descarburada. Esmalta mesas de trabajo y laterales de cocina.
Gran Bretaña.— A finales del año pasado comenzaron dos compañías muy importantes a realizar pmebas con el pro-
302
ceso dos capas - un fuego. Una se dedica a la fabricación de bañeras y la otra de cocinas.
Hemos dedicado mucho tiempo, dinero y técnicos durante los últimos cinco años para un objetivo que ahora se está convirtiendo en una realidad. Nos sentimos orgullosos y contentos porque el resultado es y será en el futuro productos esmaltados mejores y con menor costo.
6. DISEÑO DE PLANTAS.
La figura 8 muestra un lay-out de una planta instalada en el norte de los EE.UU. Esta planta producirá hornos encastrables pirolíticos y encimeras de cocina.
Como se ve están separadas la aplicación de hornos, contrapuertas y encimeras. Para este caso se utiliza una cabina por color y una para la masa. Las figuras 9,10 y 11 recogen el esquema de detalle de cada instalación.
7. HORNOS ADECUADOS, HORNOS CON AISLAMIENTO DE FIBRA CERÁMICA.
Si bien, cómo hemos dicho, hornos adecuados para el proceso dos capas - un fuego son cualquiera de los que se posean en una planta -con ligeras modificaciones en las cortinas de aire- siguiendo con el criterio de ahorro energético, los hornos más adecuados son los de la tercera generación.
En el recubrimiento de chapa con esmaltes vitreos, una de las principales causas del bajo rendimiento energético -Kca consumida/Kgr. metro producido- es la necesidad de mantener los hornos encendidos entre turnos de producción noches y fines de semana. Esta necesidad viene dada por la incapacidad de la mayor parte de hornos existentes de reaccionar lo bastante rápido como para poder ser apagados por las noches e, incluso, en fines de semana.
En las tablas III y IV, se da la comparación de consumos entre hornos de las tres generaciones. Esta tabla ya la expusimos en las Jornadas de Bilbao del año pasado, pero ahora vamos a estudiarla para ver el porcentaje que representa el consumo en periodos improductivos. De su observación vemos que, en función de los turnos/día y considerando el calentamiento como necesario en todos hornos, son aproximadamente los siguientes:
TABLA ra
1 tumo/día 2 tumos/día 3 tumos/día
1 Generación 650/0 400/0 150/0 2^ Generación 550/0 300/0 100/0 3^ Generación QO/o QO/o QO/o
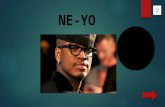
En la figura 12 se ve un esquema típico de homo de la 3^ generación calefactado con tubos radiantes. 7.1. CARACTERÍSTICAS DEL HORNO LIGERO
La característica fundamental de este tipo de hornos es su aislamiento con fibras cerámicas. Hay en la actualidad dos grupos principales silico-aluminosos; el más corriente tiene un límite de utilización continua de 1.260^C y su composición varía entre el 47 y 52 ^/o de alúmina y 52-47 ^/o de sflice. La conductividad térmica está entre la más bajas de cualquier material refractario conocido. La resistencia al ataque químico es excelente, con la excepción de alcalis, acido fluorhídrico y acido fosfórico muy concentrados.

r
^
}
\ I
conlrol II 1 dor'mognético
¡ÏK,.. V
•ifr-í-í-- ^ 1
CONTRAPUERTAS PIROUTICAS DE HORNO
•é
n Ö"
= - ^ LINEA DE ENUMERAS
r _<a¿:
^
_ i ^
TC.,.. \ ) - ^ - S El
Figura 8.
LINEA CONTRAPUERTAS PiROilTiCAS DE HORNO
o o g T^-
LINEA DE PIEZAS PIROLITICAS HUECAS
Figura 11.
Figura 9.
LINEA DE ENCIMERAS
Figura 10.
BOL.SOC.ESP.CERAM.VIDR.VOL.18.NUM.5 303

TABLA IV
COMPARACIÓN DE CONSUMOS ENTRE HORNOS DE LAS TRES GENERACIONES
PRIMERA GENERACIÓN Horno de mufla
SEGUNDA GENERACIÓN Tubos radiantes con Ladrillos, hormigón.
TERCERA GENERACIÓN Tubos radiantes Revestimiento de fibra
1 1 turno/día 1 Producción 1 Noches 1 Fines semana 1 Calentamiento
2000 X N = 2000N 250xl6x0.8N= 3200N 50x59x0.5N= 1500N 50x5x1.25N= 300N
2000x0.9N = 250xl6x0.5x0.9N= 50x62x0.3x0.9N= 50x2x1.2x0.9N=
1800N 1800N 850N lOON
2000x0.85N= 1700N
250x1.5x1.lx0.85N=350N 1
1 Consumo anual 7000N 4550N 2050N 1
1 ^/o lOOO/o 650/0 300/0 1
1 2 Turno/Día 1 Producción 1 Noches 1 Fines semana 1 Calentamiento
4000xN= 4000N 250x8x0.8N= 1600N 50x51x0.5N= 1300N 50x5x1.25N= 300N
4000x0.9N= 250x8x0.5x0.9N= 50x54x0.3x0.9N= 50x2x1.2x0.9N=
3600N 900N 750N lOON
4000x0.85N= 3400N 1
250x1.5x1.lx0.85N= 350N I
1 Consumo anual o/o
7200N lOOO/o
5350N 750/0
3750N 1 500/0 1
1 3 Tumo/día 1 Producción 1 Noches 1 Fines semana 1 Calentamiento
600 X N= 6000N
50x43x0.5N= lOOON 50x5x1.25N= 300N-
6000xO,9N=
•0x46x0.3x0.9N= 50x2xl.2x0.9N=
5400N
600N lOON
6000x0.85N= 5100N 1
50xl.5xl.lx0.85N= 70N 1
Consumo anual 7300N lOOO/o
6100N 850/0
5170N 700/0 1
S£CC/0/^ JI-JI
Siendo N el consumo hora en producción de un homo de la 1^ generación. nos, la fibra en manta. La propiedades más destacadas para este tipo de revestimiento son las siguientes:
— Excelente resistencia a la manipulación. — Excelente resistencia mecánica en caliente. — Baja conductividad térmica - del orden de 0,20 Kca. m/
m2 h OC, a 900^C para fibra de 128 Kgs/m3. — Baja capacidad calorífica. El calor almacenado es una 10
veces menor con un aislamiento de este tipo que con uno equivalente de ladrillo aislante.
— Peso ligero. — Elasticidad. — Resistente al choque térmico. — Gran pod«r de reflexión calorífica. — Excelente resistencia a la corrosión. — Excelente estabilidad térmica.
Otra característica muy importante es su construcción modular, bien sea por módulos prefabricados, listo para ensamblar en planta, bien sea con módulos a montar in situ. Cada módulo es específico según su Junción, el homo se construye ensamblado varios de estos módulos.
7.2. VENTAJASDEL HORNO LIGERO
1 - Menor tiempo de montaje 2- No precisa cimentación 3- Inversión adecuada a las necesidades actuales. Se pue
de ampliar. 4- Se puede adaptar al terreno disponible y cambiar em
plazamiento. 5- En el caso tubos radiante se puede seguir trabajando
con uno averiado. 6- Se puede realizar un correcto mantenimiento y más
sencillo.
^£CC/0/^ BB
Figura 12.
El manejo de la fibra no tiene problemas para la salud, como asbestosis y silicosis. Un punto importante es que en un revestimiento de fibra, las expansiones y contracciones quedan absorbidas dentro de la estructura de la fibra, por lo que su expansión total es nula, lo que permite construir los hornos, por grandes que sean, sin una sola junta de espan-sión. La fibra es estable a altas temperaturas y absolutamente no combustible. El choque térmico no le afecta en absoluto.
Hemos adoptado para la construcción de nuestros hor-
304

7- Facilidad de reparar el aislamiento. 8- Stock mínimo de piezas de recambio. 9- Posibilidad de variar la curva de cocción rápidamente.
10- Con TR. mínima diferencia de la temperatura de la superficie radiante de arriba abajo.
11- Se puede mantener el interior perfectamente limpio. 12- Perfecta adaptabilidad a una linea integrada. 13- Mínimo riesgo de paradas por averias. 14- No necesidad de vigilante para el horno. 15- D rástica reducción del consumo energético, que como
hemos visto puede llegar a ser hasta del 70^/o respecto a uno muflado.
Para apreciar la importancia de esta reducción de consumo energético, vamos a ver lo que le supondría, a los costes actuales de la energía, a una planta que dispusiera de un horno eléctrico de una capacidad 2.000 Kgrs. br/hora.
Partimos de las premisas siguientes:
Potencia instalada 440 KW. Consumo en producción lOO^/o 380 KW. Consumo en vacío a óOO^C 190 KW. Horas/año turno 2.000 D ías de trabajo/semana 5
Consumo:
h/año 1 tumo/día Kw.h Kw.h/año h/año
2 tumos/día Kw.h Kw.h/año
100 ^/o de producción: noches: fines de semana: Calentamientos:
2.000 2.400 3.100
500
X X X X
380 190 190 440
760.000 456.000 589.000 220.000
4.000 800
2.700 500
X X X X
380 190 190 440
1.520.000 152.000 513.000 220.000
Consumo anual: 2.025.000 2.405.000
Consumo en periodos improductivos:
1 turno/día : 2 turnos/día:
1.045000 Kw.h/año 665.000 Kw.h/año
Tomando como valor medio del Kw. h 2,3 Pts. el costo adicional por periodos improductivos es:
1 turno/día : 1.045.000 Kw.h x 2,3 Pts/Kw.h = 2.403.500 2 turnos/día: 665.000 Kw.h x 2,3 Pts/Kw.h = 1.529.500
D e aquí fácilmente se puede deducir la incidencia-de la energía en periodos improductivos por kgr neto producido.
Conscientes de la importancia del tema energético, llevamos mucho tiempo trabajando sobre hornos ligeros, habiendo instalado el primero de estos hornos en los albores de los años 70 en Holanda y desde- entonces hemos seguido instalando hornos de este tipo en diversos países.
En España tenemos ya instalados dos hornos, uno traba
jando desde el año 78 y el otro está empezando en estos momentos.
Como dijimos en un principio, el coste de la energíatien-de a aumentar de forma drásrica. Por otra parte el Plan Energético Nacional prevee utñización de instrumentos de carácter fiscal a las industrias intensivas en energía:
- Penalizando aquellas cuyos consumos específicos superen el nivel técnico exigible.
- Eximiendo de su aplicación a aquellas industrias o sectores que se comprometan con la Administración a reducciones de consumos específicos, identificables y en plazos determinados.
- Creación de un sistema de ayudas estatales y vias de fi-financiación para las inversiones destinadas a reducciones de consumos específicos industriales.
BOL.SOC.ESP.CERAM.VIDR.VOL.18.NUM.5 305

LO QUE UN EXPERTO CERAMISTA DEBE SABER ACERCA DE
PASTAS CERÁMICAS No se trata de un libro de divulgación. Tampoco pretende ser un libro didáctico. "Pastas Cerámicas" se ha escrito pensando en aquéllos que se dedican a la cerámica y que poseen una experiencia y una formación técnica suficientes. El planteamiento es el de una discusión. Su autor, Enrique Gippini, Doctor en Ciencias Químicas por la Universidad de Madrid, expone su opinión acerca de una serie de cuestiones referentes a las pastas cerámicas, intentando provocar la confrontación y discusión con las experiencias individuales de cada lector. Sin duda alguna, se trata de lo más científico y completo que sobre el tema se ha editado en nuestro país. Los procesos de moldeo y cocción son sometidos a un riguroso análisis, así como las características físico—químicas más importantes que deben presentar las pastas para que los resultados de estos dos procesos resulten plenamente satisfactorios. En fin, "Pastas Cerámicas" es un libro indispensable que no debe faltar nunca en la biblioteca de un auténtico experto en cerámica.
Consiga su ejemplar en la SOCIEDAD ESPAÑOLA DE CERÁMICA Y VIDRIC
Carretera de Valencia, Km. 24,300 ARGANDA DEL REY (Madrid) - Telf.: 871 18 00