IMPLEMENTACIÓN DE LA METODOLOGÍA 5´S EN UNA EMPRESA DE ... · UNIVERSIDAD DE SAN BUENAVENTURA...
67
IMPLEMENTACIÓN DE LA METODOLOGÍA 5´S EN UNA EMPRESA DE FABRICACIÓN Y COMERCIALIZACIÓN DE LÁMPARAS. DORA ISABEL ZAPATA ATEHORTUA MAYERLY BUITRAGO GUZMAN UNIVERSIDAD DE SAN BUENAVENTURA SECCIONAL MEDELLÍN FACULTAD DE INGENIERÍAS MEDELLIN 2012
Transcript of IMPLEMENTACIÓN DE LA METODOLOGÍA 5´S EN UNA EMPRESA DE ... · UNIVERSIDAD DE SAN BUENAVENTURA...

IMPLEMENTACIÓN DE LA METODOLOGÍA 5´S EN UNA EMPRESA DE
FABRICACIÓN Y COMERCIALIZACIÓN DE LÁMPARAS.
DORA ISABEL ZAPATA ATEHORTUA
MAYERLY BUITRAGO GUZMAN
UNIVERSIDAD DE SAN BUENAVENTURA SECCIONAL MEDELLÍN
FACULTAD DE INGENIERÍAS
MEDELLIN
2012

IMPLEMENTACIÓN DE LA METODOLOGÍA 5´S EN UNA EMPRESA DE
FABRICACIÓN Y COMERCIALIZACIÓN DE LÁMPARAS.
DORA ISABEL ZAPATA ATEHORTUA
MAYERLY BUITRAGO GUZMAN
Trabajo de grado
Asesor
Beatriz Liliana Gómez G
UNIVERSIDAD DE SAN BUENAVENTURA SECCIONAL MEDELLÍN
FACULTAD DE INGENIERÍAS
MEDELLIN
2012

CONTENIDO
1. PLANTEAMIENTO DEL PROBLEMA ............................................................... 21
1.1 . AREA DE PRODUCCION ................................................................................. 12
1.2. AREA DE CORTE……………………………………………………………….….17
2. JUSTIFICACION ................................................................................................... 21
3. OBJETIVO GENERAL ......................................................................................... 22
3.1. OBJETIVOS ESPECIFICOS ............................................................................... 22
4. MARCO TEORICO .............................................................................................. 24
4.1. SEIRI (Seleccionar) ............................................................................................. 24
4.2. SEITON (Organizar) ............................................................................................ 27
4.3. SEISO (Limpiar) ................................................................................................... 28
4.4. SEIKETSU (Estandarizar) ................................................................................... 29
4.5. SHITSUKE (Seguimiento) ................................................................................... 30
5. ESTADO DEL ARTE ........................................................................................... 31
6. METODOLOGIA .................................................................................................. 36
6.1. RECONOCIMIENTO DE LAS AREAS ............................................................... 36
6.2. RECOLECCION DE LA INFORMACION ........................................................... 36
6.3. IMPLEMENTACION METODOLOGIA 5´S......................................................... 38
6.3.1. Seleccionar ...................................................................................................... 38
6.3.2. Organizar ......................................................................................................... 38
6.3.3. Limpiar ............................................................................................................. 38
6.3.4. Estandarizar .................................................................................................... 38
6.3.5. Seguimiento..................................................................................................... 39

7. RESULTADOS ..................................................................................................... 40
8. CONCLUSIONES ................................................................................................ 63
9. RECOMENDACIONES ....................................................................................... 65
10. BIBLIOGRAFIA .................................................................................................... 67

5
LISTADO DE TABLAS
Tabla 1. Cuestionario de auditoria 5´s ............................................................... 37
Tabla 2. Comparativo de la evaluacion del cuestionario 5´s area de
produccion ............................................................................................................ 46
Tabla 3. Comparativo de la evaluacion del cuestionario 5´s area de corte ..... 47
Tabla 4. Informe de produccion .......................................................................... 47

6
LISTADO DE GRAFICAS
Grafica 1. Calificacion del area de produccion antes de la implementacion de
la metodologia 5´s................................................................................................ 43
Grafica 2. Calificacion del area de corte antes de la implementacion de la
metodologia 5´s.................................................................................................... 44
Grafica 3. Calificacion del area de produccion despues de la implementacion
de la metodologia 5´s .......................................................................................... 45
Grafica 4. Calificacion del area de corte despues de la implementacion de la
metodologia 5´s.................................................................................................... 46

7
LISTADO DE FIGURAS
Figura 1. Situación actual del área de producción............................................ 14
Figura 2. Situación actual maquinas, elementos y herramientas retenidas .... 15
Figura 3. Situación actual cables eléctricos ...................................................... 16
Figura 4. Situación actual almacenamiento de polietileno ............................... 17
Figura 5. Situación actual casilleros .................................................................. 18
Figura 6. Situación actual almacenamiento represado de inventario .............. 19
Figura 7. Situación actual materia prima ........................................................... 20
Figura 8. Situación actual estantería ................................................................. 20
Figura 9. Situación actual sierra de corte de madera ....................................... 22
Figura 10. Diagrama para la selección de objetos ........................................... 26
Figura 11. Formato tarjeta roja........................................................................... 26
Figura 12. Diagrama de frecuencia de uso de objetos ..................................... 28
Figura 13. Tarjeta roja definitiva ........................................................................ 41
Figura 14. Implementación tarjeta roja .............................................................. 42
Figura 15. Antes de la implementación de la metodología 5´s en el empaque
de cuadros y candelabros ................................................................................... 48
Figura 16. Después de la implementación de la metodología 5´s en el
empaque de cuadros y candelabros................................................................... 49
Figura 17. Antes de la implementación de la metodología 5´s en el
almacenamiento de objetos y maquinas retenidas............................................ 50
Figura 18. Después de la implementación de la metodología 5´s en el
almacenamiento de objetos y maquinas retenidas............................................ 50
Figura 19. Antes de la implementación de la metodología 5´s en el área de
producción (maquinas) ........................................................................................ 51
Figura 20. Después de la implementación de la metodología 5´s en el área de
producción (maquinas) ........................................................................................ 52

8
Figura 21. Antes de la implementación de la metodología 5´s en el
almacenamiento de polietileno............................................................................ 53
Figura 22. Después de la implementación de la metodología 5´s en el
almacenamiento de polietileno............................................................................ 53
Figura 23. Antes de la implementación de la metodología 5´s en el los cables
eléctricos .............................................................................................................. 54
Figura 24. Después de la implementación de la metodología 5´s en el los
cables eléctricos................................................................................................... 55
Figura 25. Antes de la implementación de la metodología 5´s en el los
casilleros ............................................................................................................... 56
Figura 26. Después de la implementación de la metodología 5´s en el los
casilleros ............................................................................................................... 56
Figura 27. Antes de la implementación de la metodología 5´s en el
almacenamiento represado de inventario .......................................................... 57
Figura 28. Después de la implementación de la metodología 5´s en el
almacenamiento represado de inventario .......................................................... 58
Figura 29. Antes de la implementación de la metodología 5´s en la materia
prima ..................................................................................................................... 59
Figura 30. Después de la implementación de la metodología 5´s en la materia
prima ..................................................................................................................... 60
Figura 31. Antes de la implementación de la metodología 5´s en la estantería
………………………………………………………………………………………...61
Figura 32. Después de la implementación de la metodología 5´s en la
estantería.............................................................................................................. 62

9
INTRODUCCIÓN
Staron Comercializadora E.U es una empresa dedicada a la fabricación y
comercialización de lámparas, comprometida con elaborar productos de
calidad y llevar el producto terminado al cliente final en buenas condiciones,
la distribución se efectúa a todos los Home Center del país; además de la
producción de cuadros, espejos, candelabros y relojes.
La empresa cuenta con una buena infraestructura, equipo de trabajo, espacio
amplio y producción diaria, sin embargo la distribución del espacio es
insuficiente, los materiales de producción no están identificados, igualmente
no tienen una adecuada ubicación, la cantidad de objetos innecesarios es un
problema, debido a que se acumulan cajas, moldes y demás elementos que
no son utilizados y no aportan valor al proceso, creando un desperdicio de
tiempo en búsqueda de estos objetos y herramientas de trabajo. Dentro del
proceso se lleva a cabo la producción diaria de cada trabajador, no obstante
se tiene una falencia en la documentación del proceso y no existe un informe
de producción donde se lleve un registro apropiado.
La implementación de la metodología 5´s se ejecutará en las áreas de
producción y corte, ya que son las más críticas de la empresa, y es allí donde
se encuentran grandes falencias para el flujo del proceso.
Con esta implementación se espera obtener como resultados una
distribución optima del espacio y flujo de materiales, áreas organizadas,
limpias y adecuadas para realizar el trabajo, el diseño de un formato de
informe de producción que permita llevar un registro adecuado de toda la
producción; además se piensa organizar un almacén en el garaje de la
empresa con algunos productos que están descontinuados pero en perfectas
10
condiciones, y de este modo reducir el inventario que hay en este momento
en el área de corte.

11
1. PLANTEAMIENTO DEL PROBLEMA
A pesar de su alto grado de producción y de su manufactura de calidad, es una
empresa que no cumple con las condiciones optimas de seguridad, orden y
limpieza, cuenta con grandes niveles de desperdicios, una distribución que limita
el paso adecuado y rápido del producto en cada uno de los procesos generando
de esta manera inventario en proceso y perdida del tiempo, la falta de una
organización estratégica de los equipos y puestos de trabajo para minimizar los
tiempos de producción.
Dentro de la empresa se encuentran algunos factores de riesgo, entre ellos están:
1. Inseguridad-Mecánico (Maquinas peligrosas sin protección y sistemas
eléctricos en mal estado).
2. Inseguridad-Eléctrica (Instalaciones defectuosas).
3. Inseguridad-locativo (Estado de paredes, pisos y techos; desorden y
desaseo; distribución de puestos).
4. Inseguridad-Orden y aseo deficientes (Herramientas en lugar
inadecuado, espacios desorganizados, almacenamiento inadecuado,
apilamiento desordenado, cosas inservibles, objetos fuera del sitio
apropiado).
Con el fin de implementar la metodología 5´s, se hizo una observación detallada
de las diferentes áreas de la empresa para analizar cuál de estas presentaba mas
falencias e investigar las causas por las cuales la productividad, eficiencia,
rendimiento y distribución del espacio no son los adecuados. Es por esto que las
áreas de producción y corte serán nuestro objeto de estudio o limitantes, debido a
estos componentes que se presentan principalmente allí. Además que se busca
tener la base de la mejora continua y de obtener procesos con mayor
productividad, menos accidentes, menos pérdidas de tiempo para buscar
herramienta, mayor calidad del producto, menos desperdicios generados y una
mayor satisfacción de los clientes.

12
A continuación se especificara la situación actual en la que se encuentra cada una
de las áreas de estudio, producción y corte, detallando la información por medio
de fotografías que ayudan a tener un control visual sobre los puntos críticos.
1.1 AREA DE PRODUCCION
Figura 1. Situación actual Área de producción
Foto publicada por las estudiantes
La (Figura 1) muestra algunos puntos críticos del área de producción y es
evidencia clara de la mala ubicación de las maquinas, distribución y el riesgo que
existe para los empleados trabajar de esta manera, malas posiciones debidas a
que los objetos e implementos de trabajo no tienen asignado un lugar estratégico.

13
Figura 2. Situación actual maquinas, Elementos y herramientas retenidos
Foto publicada por las estudiantes
Dentro del área de producción se encuentra un punto crítico como se muestra en
la (Figura 2), allí es donde se retienen algunas maquinas sin uso alguno,
herramientas, tubos de acero, placas, moldes de lámparas y demás elementos
que ocupan un espacio significativo, donde estos implementos no están
clasificados adecuadamente, y es por esto que las personas no hacen uso
adecuado del entorno y aprovechamiento del espacio físico.

14
Figura 3. Situación actual cables eléctricos
Foto publicada por las estudiantes
En la (Figura 3) se observan grandes problemas de inseguridad eléctrica, debido a
la cantidad de cables en el piso y a la instalación defectuosa, este factor de riesgo
puede llegar a ocasionar riesgos y accidentes de trabajo. La ubicación de estas
maquinas genera un desorden característico en este punto de la conexión de
cables eléctricos.
El toma de luz igualmente dificulta la conexión de los cables, ya que este se
encuentra muy inseguro, debido a la mala instalación, también se debe tener en
cuenta que estas maquinas no son utilizadas durante el proceso de producción y
están obstaculizando el paso de los empleados.

15
Figura 4. Situación actual almacenamiento polietileno
Foto publicada por las estudiantes
El espacio que se dispone para almacenar la materia prima (polietileno) en la
estantería es insuficiente, debido a la cantidad que se recopila allí, además que en
la empresa se manejan diferentes referencias y para esto no existe ninguna
identificación, llevando a los empleados a tener un tiempo ocioso en la búsqueda
de este material.

16
Figura 5. Situación actual Casilleros
Foto publicada por las estudiantes
El almacenamiento de las herramientas en el casillero no es el adecuado, puesto
que no se dispone de ninguna identificación de las herramientas y por ende se
acumulan objetos que no hacen parte del proceso, es decir, que esta mala
ubicación y planeación hacen que se genere un desorden específico.

17
1.2 AREA DE CORTE
Figura 6. Situación actual almacenamiento represado de inventario
Foto publicada por las estudiantes
El área de corte se encuentra ubicada en el segundo piso de la empresa, esta
área está situada junto a un espacio que la empresa utiliza como bodega de
almacenamiento, como se muestra en la (Figura 6), además no existe ningún tipo
de división que separe estas dos zonas, por lo tanto la viruta que se produce con
el corte de la madera se propaga por todo el segundo piso y la zona de
almacenamiento se ve totalmente afectada, lo cual hace que se deterioren los
productos y demás elementos que se encuentran almacenados en este lugar y
que los empleados al buscar algún objeto que se encuentre allí, se vean
expuestos a inhalar el polvo que hay acumulado, y aunque se trata de mantener
esta área cubierta con plástico para evitar que el polvo llegue hasta los objetos
que se encuentran almacenados.

18
Figura 7. Situación actual Materia prima
Foto publicada por las estudiantes
Figura 8. Situacion actual estanteria
Foto publicada por las estudiantes
19
En la (Figura 7) se puede observar que las condiciones de inseguridad para el
empleado es alta, en las que se pueden ocasionar riesgos y accidentes de trabajo,
además que la materia prima que llega a esta área no tiene un lugar específico
donde debe ubicarse adecuadamente, cuando el proveedor lleva la madera, esta
es colocada en el piso, impidiendo de esta manera la movilidad y desplazamiento
del empleado, de igual manera dificulta su labor y desperdicia tiempo buscándola,
ya que se mezcla muy fácilmente la materia prima con restos o piezas de madera
que no se utilizan.
En la (Figura 8) se muestra la estantería donde el empleado ubica sus
herramientas, allí se observa que hay una gran cantidad de objetos y elementos
que no utiliza durante su proceso, además de que no hay un lugar para cada cosa
y no existe ninguna identificación de los implementos, el empleado coloca allí
objetos totalmente innecesarios (tarros con agua, bolsas vacías y objetos
personales), lo cual ocupa mucho espacio y pierde tiempo buscando las
herramientas.
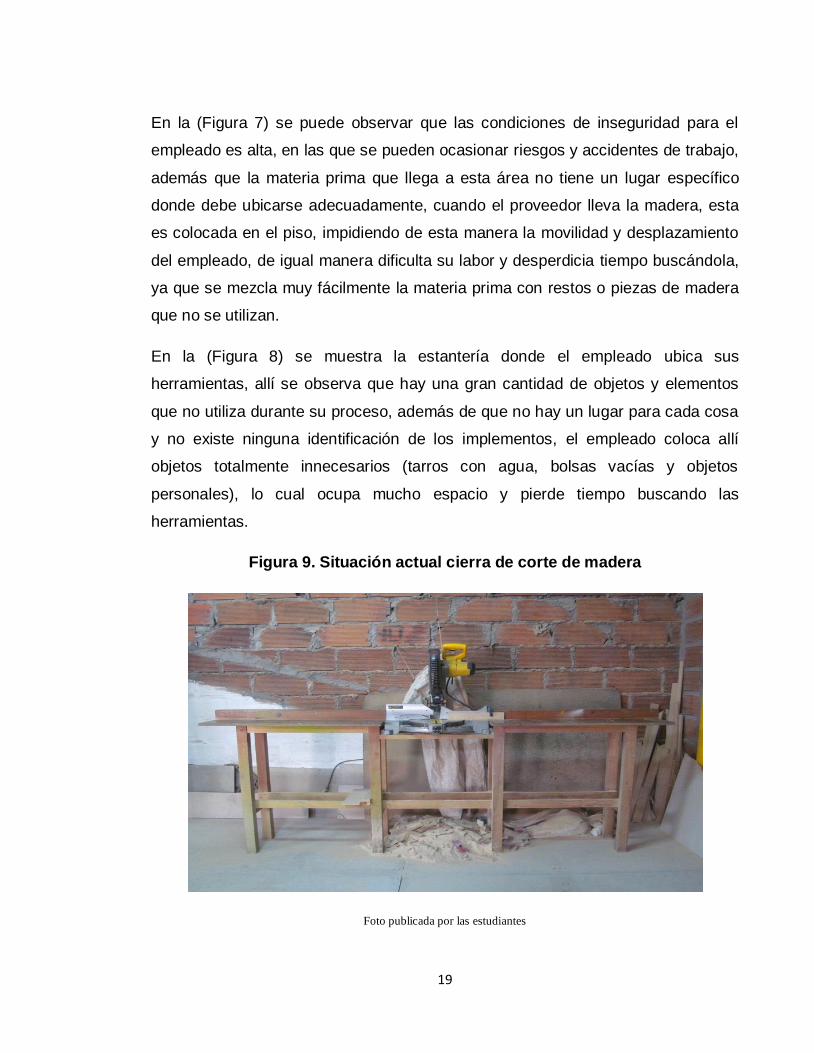
Figura 9. Situación actual cierra de corte de madera
Foto publicada por las estudiantes

20
En la (Figura 9) se muestra la cantidad de viruta que se produce en el corte de la
madera y la empresa no cuenta con una máquina que la succione o aspire, lo cual
hace que esta se desplace por toda el área, además el empleado al limpiar afecta
el área de producción que se encuentra en la parte de abajo, puesto que el piso
tiene unas aberturas o ranuras que hacen que se filtre el polvo.
También se encontró que el empleado no está dotado con los implementos de
seguridad necesarios para elaborar esta labor (tapabocas, guantes, gafas), lo cual
hace que se encuentre expuesto a la inhalación de polvo durante toda su jornada
laboral, además no se encuentra con unas condiciones adecuadas para realizar su
trabajo, ya que el techo que hay allí es de tejas de zinc y la concentración de calor
en esta área a ciertas horas del día es muy alta, y esto es un factor que afecta la
labor del empleado puesto que disminuye su ritmo de producción y se agota más
rápido.

21
2. JUSTIFICACION
Las 5´s es una técnica de mejora continua que tiene como propósito mejorar el
proceso, permitiendo el crecimiento y la optimización de factores importantes de la
empresa que mejoren el rendimiento de manera significativa.
Las diferentes herramientas del lean manufacturing, son muy importantes y
esenciales en el desarrollo de un proyecto y en la implementación de dicha
metodología para una empresa; sin embargo la metodología 5´s es la primordial y
la primer técnica que se debe implementar en una empresa antes de ejecutar
cualquier otra herramienta del lean, ya que es considerada como la practica ideal
para mejorar los niveles de calidad, eliminación de tiempos muertos, mejorar la
productividad, eficiencia, condiciones de trabajo y reducir los costos.
La implementación de esta metodología proporciona beneficios a la empresa
brindándole ambientes de trabajo limpios, agradables y seguros, eliminado
diversas clases de equipos u objetos innecesarios haciendo que el trabajo sea
más fácil y menos agotador para el trabajador. Ayuda a que los empleados se
preparen y acepten las 5´s y de esta manera adquieran autodisciplina, destacando
los problemas que se presentan durante el proceso que es importante para la
eliminación de pérdidas y desperdicios, identificando los productos defectuosos,
el exceso de inventarios y el porcentaje de reproceso que se realiza durante la
producción, mejorando de esta manera la eficiencia y la efectividad en el trabajo,
aumentando así el nivel de producción.
Luego de analizar todas las herramientas del lean, se decidió por implementar la
metodología 5´s, debido a que la empresa necesita obtener condiciones optimas
en las áreas de trabajo, mayor rendimiento en la producción, menos desperdicio,
disminución en la pérdida del tiempo y un mejor aprovecho del espacio físico, así
como la distribución estratégica de las maquinas y herramientas de trabajo para
aumentar la productividad y disminuir los costos de operación.

22
3. OBJETIVO GENERAL
Implementar la metodología 5´S en la empresa Staron comercializadora E.U,
debido a sus bajos niveles de seguridad, distribución y desorganización deficiente
que no aportan valor al proceso de producción, de modo que se minimicen los
tiempos de producción y costos en las áreas de corte y producción.
3.1 OBJETIVOS ESPECIFICOS
Identificar los objetos innecesarios, de modo que se facilite la acción y
movilidad del operario en el área de trabajo.
Identificar los objetos que el operario considere estrictamente necesarios,
para garantizar su entorno de trabajo, permitiéndole realizar sus actividades
de una manera más eficiente.
Capacitar al personal de la empresa Staron comercializadora, previo a la
ejecución del proyecto, durante y después de esta misma con el fin de
socializar con los empleados el impacto y efectos de la implementación de
la metodología 5´s a fin de generar compromiso y la adopción de sus
conceptos y procedimientos.
Analizar el impacto de la implementación de la metodología 5´s en la
empresa Staron comercializadora.
Programar auditorías cada mes para verificar que se estén realizando todas
las actividades que se planearon con el fin de dar un seguimiento.

23
4. MARCO TEORICO
La metodología 5´s es un programa de trabajo para talleres y oficinas que consiste
en desarrollar actividades de orden/limpieza y detección de anomalías en el
puesto de trabajo, que por su sencillez permite la participación a nivel
individual/grupal, mejorando el ambiente de trabajo, la seguridad de personas y
equipos y la productividad.1
Las 5´s crean disciplina para obtener una mejora significativa en la productividad
del puesto de trabajo, por medio de la estandarización de hábitos de orden y
limpieza. Para lograr esto se debe generar e implementar cambios en los procesos
en cinco etapas, donde cada una servirá de fundamento; para así mantener sus
beneficios en el largo plazo2.
Las 5s son cinco principios japoneses cuyos nombres comienzan por S y que van
todos en la dirección de conseguir una fábrica limpia y ordenada. Estos nombres
son:
4.1 Seiri (Seleccionar): Significa remover del área de trabajo todo lo que no es
necesario para realizar operaciones productivas.
El proceso de selección que se debe seguir para remover los artículos
innecesarios del área de trabajo son:
Reconocer el área de oportunidad: Esta lista ayuda a detectar
áreas u objetos que por su naturaleza pudieran pasar desapercibido.
Definir los criterios de selección: Es importante definir un estándar
que ayude a diferenciar lo que es realmente necesario de lo que no
lo es. Se utilizan algunos criterios como:
1 SACRISTAN, F.R, Las 5´s orden y limpieza en el puesto de trabajo. Madrid. 2005 2 SOCCONINI, Lean manufacturing paso a paso. México. 2008

24
Sobre la base de tiempo
o Seleccione como necesario todo lo que se va a utilizar
durante un mes de trabajo.
o Seleccione como no necesario todo lo que no se utilizó
durante el mes pasado.
Sobre la base de frecuencia de uso
o Seleccionar como necesario lo que se utiliza más de
una vez al mes.
o Seleccionar como innecesario lo que se utiliza menos
de una vez al mes.
Sobre la cantidad a usar
o Seleccione como no necesario el excedente de lo que
se utiliza en el área de trabajo.
Identificar los objetos seleccionados: los objetos seleccionados
como no necesarios deben ser identificados y confinados en un área
de cuarentena.
Evaluar los objetos seleccionados: En esta etapa se decide qué
hacer con los objetos que fueron seleccionados como no necesarios.

25
Figura 10. Diagrama para la selección de objetos
Esta de mas Obsoleto Dañado
¿Es útil para
alguien?¿Se necesita?Descartar
No No
Transferirlo RepararVenderloRegalarlo
SiSi
El proceso de las 5´s en acción, Socconini& Barrantes. Pág. 8.
Figura 11. Formato tarjeta roja
ESPEJO RUIZ, Leonardo. APLICACIÓN DE HERRAMIENTAS Y TÉCNICAS DE MEJORA DE LA
PRODUCTIVIDAD EN UNA PLANTA DE FABRICACIÓN DE ARTÍCULOS DE ESCRITURA. Barcelona:
Universitat Politécnica de Catalunya, 2011.

26
4.2 Seiton (organizar): Organizar los artículos necesarios, identificándolos de
forma adecuada para localizarlos y posteriormente, regresarlos a su lugar
de origen. Para realizar el proceso de organización se sigue el siguiente
procedimiento.
Preparar el área de trabajo: Dividir el área de trabajo en zonas
manejables para que cualquier persona las pueda identificar, para
esto se sigue un código de colores que permite de forma sencilla y
practica identificar visualmente la función para cada área.
Señales: puede usarse tableros, pizarrones, etiquetas o algún otro
medio identifique apropiadamente las áreas de trabajo.
Ordenar el área de trabajo: Esto permite al trabajador ver, tomar y
regresar cualquier artículo a su ubicación original. La grafica 2
muestra un diagrama explicativo de este proceso.

27
Figura 12. Diagrama de frecuencia de uso de objetos.
Materiales
(Elementos
de almacén)
No pueden
usarse o uso
improbable
Pueden
usarse
Uso raro
Uso ocasional
Uso frecuente
Objetos defectuosos e
inventario muerto que no se
usará
Uso: 1 o 2
veces al año
Uso: 1 vez al mes o
cada 2 meses
Uso: 1 vez a
la semana
Uso diario
Descartar
Ponerlo fuera
de la fabrica
Ponerlo cerca
del proceso
Ponerlo cerca
de la operación
Ponerlo a la
mano del
operario
Frecuencia de uso DescripciónMétodos de
organización
El proceso de las 5´s en acción, Socconini& Barrantes.
Establecer reglas y seguirlas: es importante que todas las
personas conozcan cómo está organizada el área de trabajo, por lo
tanto, se debe documentar el método de organización y dar
entrenamiento a los trabajadores para que sigas los procedimientos.
4.3 Seiso (Limpiar): Mantener en buenas condiciones de limpieza y
funcionalidad. El proceso de limpieza que se debe seguir para limpiar y
mantener un área de trabajo siempre en buenas condiciones, sigue el
siguiente orden:
Determinar un programa de limpieza: Se debe definir qué es lo
que se requiere limpiar, con qué frecuencia, como se debe llevar a

28
cabo y asignar responsables de las actividades de limpieza. Una vez
recabada esta información, se documenta el plan de limpieza.
Al asignar las actividades de limpieza, se debe tomar en cuenta que
mantener el área de trabajo limpia es responsabilidad de las
personas que en esta trabajan.
Definir los métodos de limpieza: Una vez definido qué es lo que se
debe limpiar, cuando y quien lo va hacer, luego se debe establecer
cómo se va a realizar esta actividad, para esto se enlistan:
Cada una de las actividades de limpieza a realizar.
Los artículos y equipos de limpieza que se necesitan.
Un procedimiento de limpieza.
Crear disciplina: Al implementar el programa de limpieza es
importante no olvidar dar entrenamiento adecuado, y proporcionar la
comunicación suficiente para que todo el personal involucrado en la
operación entienda el qué, por qué, para qué y cómo, de las
actividades de limpieza.
4.4 Seiketsu (Estandarizar): La consistencia y regularidad de los
procedimientos, las prácticas asegura que la selección, organización y
limpieza, sean estandarizadas en las áreas de trabajo. El proceso de
estandarización comprende etapas:
La integración de las actividades de las 5s en el trabajo regular:
Existen diversas maneras mediante las cuales se pueden integrar las
actividades de las 5s en las prácticas rutinarias de trabajo.

29
Estableciendo procedimientos: Esto se logra estableciendo
procedimientos e implementando auditorias de revisión.
La evaluación de los resultados: A partir de los resultados de las
auditorias se evalúa cuantitativamente el nivel de implementación del
programa de las 5s en cada área de trabajo.
4.5 Shitsuke (Seguimiento): Finalmente lograr convertir en hábito las
actividades de las 5s, manteniendo correctamente los procesos generados
a través del compromiso de todos.
Las tres primeras fases, selección, orden y limpieza, son operativas. La cuarta, a
través del control visual ayuda a mantener el estado alcanzado en las fases
anteriores mediante la aplicación de estándares. La quinta fase permite adquirir el
hábito de las prácticas y aplicar la mejora continua en el trabajo diario.3
3 SACRISTAN, F.R, Las 5´s orden y limpieza en el puesto de trabajo. Madrid. 2005.

30
5. ESTADO DEL ARTE
La metodología 5´s es una técnica que se basa en el orden y limpieza a fin de
mejorar las condiciones físicas del lugar de trabajo y tiene como objetivo que haya
un mejor desempeño de los empleados, un mejor rendimiento de las maquinas,
reducir accidentes, costos y tiempos de entrega.
Sin embargo muchas empresas pretenden alcanzar un alto nivel de calidad en
medio del desorden y la mala distribución al interior de la empresa, y esto conlleva
a que estas sigan haciendo uso de técnicas antiguas, es de allí que se toma como
opción la mejora continua utilizando la metodología 5´s que resulta ser una
técnica sencilla y económica para alcanzar un mejoramiento continuo. Como se
puede observar en los siguientes casos:
La empresa “Alumex”4
dedicada a la extrusión de aluminio implementó la
metodología 5´s con el objetivo de recolectar información sobre la cultura
organizacional de la empresa y así establecer la situación y el nivel en cada área
dentro de ella. Se realizó un cuestionario con el fin de observar que área tenía un
nivel 5´s bajo, el cual determinó que el área de matriceria no tenía un habito de
limpieza de sus máquinas, no poseía documentación de los procesos, no tenía un
plan de mejora y su disciplina no era constante.
Se utilizaron indicadores con el objetivo de observar el mejoramiento que tuvo el
área después de la implementación y la mejora fue evidente. Dichos indicadores
mostraron que; se redujo el tiempo de búsqueda de matrices en un 12.6%, se
aumentó la cantidad de matrices pulidas en 20.2%, se redujo el tiempo de limpieza
en el tanque en un 25% y se redujo el porcentaje de desperdicios en un 5.77%
ahorrando con esto un total de $2.923.08 por mes.
4BARCIA VILLACRESES, Kleber F. e HIDALGO CASTRO, Daniel S., Implementación de una Metodología con la Técnica 5S para Mejorar el Área de Matricería de una Empresa Extrusora de Aluminio, Ecuador: Octubre
2006.

31
Otro caso de estudio de la implementación de las 5´s es el que se llevó a cabo en
la empresa dedicada a la elaboración de pinturas en la ciudad de ecuador
PINTEC5, la empresa presenta problemas tales como acumulación de materiales
innecesarios tanto como productos en proceso, desperdicios e insumos,
desperdicios en tiempo de búsqueda de material y herramientas. Esos problemas
han traído consigo el retraso de pedidos e incluso perdidas de ventas. A fin de dar
solución a sus problemas la empresa decidió implementar un proceso de mejora
en aquellas áreas críticas del proceso. Con la implementación de las 5´s se
identificó los desperdicios que existían dentro del proceso y se utilizó métodos de
reducción de desperdicios, a fin de eliminarlos o minimizarlos al máximo, también
se alcanzó un ambiente de trabajo seguro y con mayor eficiencia, en donde se
genera la menor cantidad de desperdicios y se hace entrega a los clientes de sus
productos en el tiempo establecido.
Otra empresa que opto por la implementación de dicha metodología tras sufrir
problemas de desorden en el almacén de colorantes, en donde sus empleados
perdían tiempo y se les dificultaba la ubicación de estos, es la empresa ubicada
en la ciudad de Guayaquil que elabora productos plásticos6, luego un análisis
preliminar, se identificó que aparte del problema de desorden que tenía en el
almacén, también tiene problemas con el transporte del producto a través del
proceso y se hace complicado por el poco espacio que se tiene para ello, además
los elementos y herramientas que son necesarios para la producción se
encuentran ubicados lejos del proceso lo que hace que se deban hacer grandes
recorridos para tomarlos, también tiene problemas de desorden y limpieza en cada
una de sus áreas. Luego de la implementación de las 5´s se mostró como las
diferentes áreas tuvieron una mejora significativa, en donde no hubiese elementos
5GUACHICASA GUERRERO, Carlos Andrés y SALAZAR RODRÍGUEZ, Marta Betania. Implementación de 5S
como una Metodología de Mejora en una Empresa de Elaboración de Pinturas. Guayaquil: Escuela Superior
Politécnica del Litoral, 2009. 6 VIZUETA MENDEZ, William Alberto. MEJORAMIENTO DEL ÁREA DE MEZCLA DE PLASTISOL DE UNA EMPRESA DE PRODUCTOS PLÁSTICOS MEDIANTE LA APLICACIÓN DE LA METODOLOGÍA DE LAS 5S.
Guayaquil: Escuela Superior Politécnica del Litoral, 2009.

32
que obstaculizaran la circulación de material por las diferentes áreas, se disminuyó
los esfuerzos para realizar diferentes actividades y se promovió el trabajo en
equipo entre los trabajadores.
La implementación de esta metodología es aplicable a empresas que se dedican a
la prestación de servicios o la producción, esta trae consigo beneficios
considerables en donde la empresa se ve beneficiada por los cambios en su nivel
de producción, en su disminución de costos, riesgos y en la eliminación de
desperdicios y suciedad. La implementación y el buen funcionamiento de esta
metodología traen consigo un compromiso por parte de los empleados, ya que son
estos los involucrados para que haya una cultura laboral de excelencia y quienes
deben trabajar en pro de la mejora.
Como se mencionó anteriormente es indispensable que haya un compromiso por
parte de todos los empleados de la empresa, un caso en donde esto se muestra
es en la empresa Productos Verde Valle, S.A7, es una empresa que está
dedicada al procesamiento, distribución, Mercadotecnia e investigación de
productos alimenticios saludables, y alimentos procesados con valor agregado.
Dentro de la empresa se crearon estrategias, iniciando la implementación de las
5´s para mejorar todos los procesos productivos, con el objetivo de apoyar a las
buenas prácticas de manufactura, alinear el proyecto a las necesidades de la
certificación HACCP (Higiene y seguridad), mejorar sus áreas de trabajo,
incrementar su productividad y mejorar la calidad. El proyecto inicio con la
sensibilización del personal, ofreciendo cursos y generando un video donde todos
conocieran la metodología; escogieron como piloto el área cereales, de modo que
les preocupaba la higiene y la calidad. El personal estaba muy comprometido a
mejorar los espacios de la empresa y a obtener resultados positivos, y así mismo
a estar orgullosos de su trabajo. En cada implementación de una “S” se dieron
7 SOCCONINI, L, & BARRANTES. El proceso de las 5´s en acción. Mexico,2008

33
cuenta de la importancia que significa esta metodología para tener un orden total
en toda la empresa, ya que en los pasos de orden y selección observaron que
podían reducir sus inventarios en procesos para tener una fábrica visual y con
mejor aprovechamiento de los espacios.
Como resultados de la implementación se logró, según el director general y el
presidente de la empresa el mejor desempeño de los procesos en eficiencia y
calidad, mejor entendimiento y comunicación entre el personal, ya que tuvieron la
oportunidad de trabajar en equipo y conocerse mejor, mejor higiene y seguridad
en sus procesos, mejor aspecto visual de las instalaciones y del personal, apoyo a
las prácticas de manufactura y aprecio de los jefes y directivos por una labor
valiosa en pro de la empresa.
Otra empresa que decidió implementar las 5´s en sus procesos con el fin de
aumentar su productividad es INDUSTRIAL DULCERA S.A8, más conocida con el
nombre de INDULSA, fundada en el 2003 en la ciudad de Guatemala, para la
implementación de esta mitología la empresa utilizo diferentes métodos de análisis
de su situación actual, en donde identifico los principales problemas que la
empresa tenía en sus diferentes áreas, con estos métodos se vio cuáles son las
áreas más afectadas por el desorden y que factores hacen que estas se
encuentren en tal estado. Generalmente todas las áreas de la empresa presentan
problemas de limpieza, organización y orden, con la implementación de esta
metodología la empresa obtuvo beneficios para cada área a fin de que cada una
trabaje en las mejores condiciones y así poder aumentar su nivel productivo y
eliminar todas aquellas actividades que no agregan valor alguno al proceso.
La versatilidad de esta metodología es inimaginable, ya que se puede adaptar a
diferentes espacios, logrando beneficios importantes y cambios inesperados,
donde su implementación va fuertemente ligada con mejoramiento continuo, el
que garantizara que los cambios realizados por las 5S´s perduren en el tiempo.
8 GALLARDO CORADO, Miguel José, PROGRAMA DE ESTRATEGIA CINCO ESES (5’S) EN UNA EMPRESA
DEDICADA A LA PRODUCCIÓN Y COMERCIALIZACIÓN DE DULCE. Guatemala.2009

34
Es importante tener en cuenta que la implementación de las 5´s es una filosofía de
mejoramiento continuo, en donde la empresa que opte por su implementación
tendrá beneficios significativos, primero a nivel productivo, una reducción
considerable de accidentes, elaboración de productos con menos defectos, una
reducción en averías, disminución de la pérdida de tiempo por traslados
improductivos, menor tiempo en el cambio de herramientas y un menor nivel de
existencias o inventarios y segundo un mejor entorno de trabajo, en donde se ve
un incremento del compromiso y responsabilidad con las tareas y actividades por
parte de los empleados, una ganancia de espacio ya que las cosas van a tener un
lugar en donde irán ubicadas, un desarrollo de trabajo colaborativo y en equipo,
mas conocimiento por parte de los empleados de su puesto de trabajo y un
aspecto más agradable para clientes y hasta para los mismos empleados.

35
6. METODOLOGIA
Para llevar a cabo la implementación de la metodología 5´s se plantean varias
propuestas de mejora para las dos áreas de estudio, con el fin de que se realice
una distribución optima de las maquinas y herramientas en el área de producción,
al mismo tiempo de las personas que trabajan allí, además de rediseñar el espacio
de trabajo en el área de corte, con la finalidad de que se garanticen condiciones
adecuadas de seguridad e higiene.
6.1 RECONOCIMIENTO DE LAS AREAS
En esta etapa se realizan una serie de recorridos por las dos áreas de
estudio, se conocen las diferentes tareas, el personal encargado, los
equipos, herramientas y los métodos que son utilizados por la(s) persona(s)
para desarrollar el trabajo.
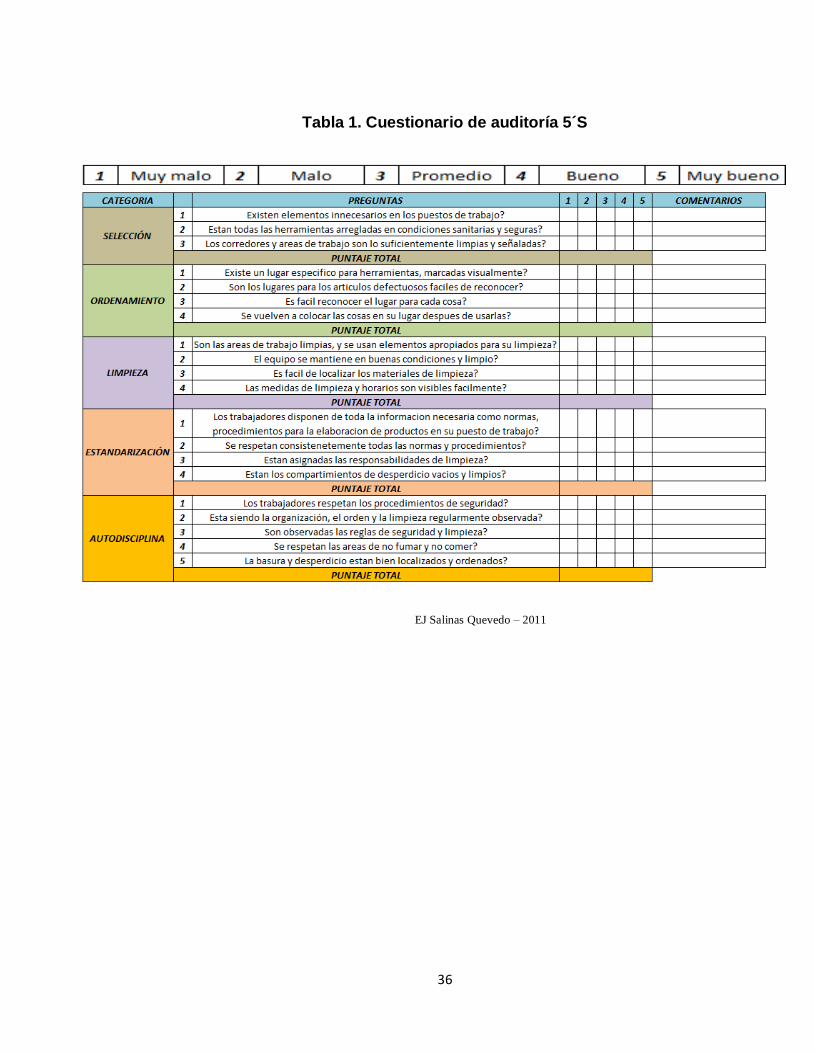
6.2 RECOLECCION DE LA INFORMACION
Durante las visitas programadas a la empresa, se realizaran entrevistas con
el personal encargado, validación de datos y un análisis del proceso para
evaluar la situación actual de las dos áreas por medio de un cuestionario de
auditoría 5´s.
36
Tabla 1. Cuestionario de auditoría 5´S
EJ Salinas Quevedo – 2011

37
6.3 IMPLEMENTACION METODOLOGIA 5´S
6.3.1 Seleccionar: Para llevar a cabo la clasificación de los objetos
necesarios e innecesarios, se tendrá el acompañamiento de los
empleados acordes al conocimiento del material, para luego tomar una
decisión acertada sobre el destino de dicho objeto y posteriormente
utilizar la tarjeta roja para tener una identificación y registro de cada
elemento.
6.3.2 Organizar: Se realizará una redistribución en el área de
producción, de manera que quede cada objeto y elemento en su lugar y
principalmente se situaran estanterías para ubicar elementos
estrictamente necesarios e íntegramente identificados, de modo que se
minimice el tiempo improductivo de la persona en ir a buscar sus
elementos de trabajo; para el caso del área de corte se diseñara unos
soportes para ubicar la materia prima de acuerdo a su frecuencia de uso
y se identificara cada elemento y objeto para que la persona tenga un
mayor control visual sobre lo que se va a utilizar durante el proceso.
6.3.3 Limpiar: Se requiere un compromiso de la persona para
generar una limpieza en los puntos más críticos y necesarios de la
empresa, de esta manera se diseñara una programación para cada
empleado y área a efectuar dicha acción. Esta programación se hará
diaria, antes, durante y después de la jornada laboral.
6.3.4 Estandarizar: Se evaluaran los resultados de las auditorias,
para medir el nivel de implementación de la metodología 5´s.

38
6.3.5 Seguimiento: Realizar una auditoría por mes, para llevar un
control exhaustivo de cada actividad que se ejecuta en la empresa, de
modo que se pueda asegurar la implementación de la metodología 5´s
en el transcurso del tiempo.

39
7. RESULTADOS
Los resultados obtenidos posteriores a la implementación de la metodología 5´s
fueron satisfactorios, ya que se lograron cumplir los objetivos formulados para
ambas áreas objeto de estudio; debido al compromiso del personal, antes, durante
y después de la ejecución.
Se lograron identificar los factores de riesgo definidos anteriormente, los altos
niveles de inseguridad en los que se encontraba la empresa, la mala distribución
de las maquinas y recursos de trabajo, el inventario represado, el desorden y el
tiempo ocioso, lo cual fue fundamental para optar implementar las 5´s, ya que la
empresa necesitaba de la planeación y ejecución de este proyecto.
Durante la implementación en el área de producción y corte, se obtuvo
Información verídica que llevó a detectar los puntos más críticos donde se
presentaban más problemas y retrasos en el proceso, es por esto que se tomaron
decisiones importantes con la gerente de la empresa en cuanto a la disposición,
destino de objetos y distribución adecuada de cada área, de modo que se
plantearan y ejecutaran mejoras para tener las condiciones optimas de trabajo y
distribución de maquinas y elementos de trabajo en producción y corte.
Para la implementación de la primera S (selección), se tuvo el acompañamiento de
los empleados y de igual manera se utilizo la tarjeta roja para identificar y eliminar
los objetos innecesarios que se encontraban en las dos áreas (Figura 14),
logrando de esta manera resultados significativos e inmediatos, ya que se
aprovecho el espacio para ubicar objetos y elementos de trabajo necesarios para
desempeñar las funciones en el puesto de trabajo y mejorar el flujo de personas y
de materiales, minimizando de esta manera el tiempo ocioso.
Durante la implementación de las siguientes dos S (Orden y limpieza), se
alcanzaron a identificar y eliminar todos los objetos que eran innecesarios para el
proceso, además se rediseño la ubicación de dichas áreas para mejorar la

40
distribución de maquinas, personal y se realizaron acciones de limpieza para cada
puesto de trabajo, eliminando todos los puntos críticos de suciedad.
En el proceso de la implementación de la siguiente S (Estandarización), se
lograron mantener los procedimientos realizados en las tres primeras Ss,
obteniendo resultados de la evaluación del cuestionario de auditoría 5´s como se
muestra en las (Grafica 2) y (Grafica 4).
Para la última S (Seguimiento), se asignaron diferentes funciones a cada
empleado en su puesto de trabajo para mantener la mejora continua durante el
tiempo y obtener resultados positivos.
Figura 13. Tarjeta roja definitiva
Tarjeta diseñada por las estudiantes

41
Figura 14. Implementación Tarjeta roja
Fotos publicadas por las estudiantes
Con el fin de realizar una valoración preliminar en las áreas de producción y corte
se realizó una auditoria de 5´s en la cual participaron los empleados que se
encuentran trabajando en estas áreas, los datos obtenidos se graficaron, con el fin
de evaluar y poder tomar medidas correctivas que mejoren estos aspectos
llevándolos de malos a excelentes.
A continuación se muestran los resultados antes y después de la evaluación de la
auditoria de las 5´s en el área de producción y corte.

42
Grafica 1. Calificación del área de producción antes de la
implementación de la metodología 5´s.
Grafica realizada por las estudiantes
En la (Gráfica 1) se muestra las condiciones iníciales en las que se encuentra el
área de producción según el criterio de los empleados.
El estado en que se encuentra los pilares orden y limpieza es malo ya que los
datos obtenidos muestran que los cinco pilares de evaluación(selección,
ordenamiento, limpieza, estandarización, autodisciplina) tiene una calificación de
dos (escala de calificación auditoría 5´s), con esto se puede concluir que la
empresa no cuenta con un programa de limpieza y de orden, además los
empleados no se encuentran satisfechos con las condiciones de limpieza en que
se encuentran sus puestos de trabajo y que es necesario implementar una
metodología que mejore estos aspectos.
1,72
1,68
2,14 2,32
2,34 0
2
4
SELECCIÓN
ORDENAMIENTO
LIMPIEZA ESTANDARIZACION
AUTODISCIPLINA
EVALUACION 5´S ANTES DE LA IMPLEMENTACION (PRODUCCION)

43
Grafica 2. Calificación del área de corte antes de la implementación de
la metodología 5´s
Grafica realizada por las estudiantes
La (Grafica 2), muestra los resultados obtenidos de la auditoria de 5´s en el área
de corte antes de la implementación, se muestra que esta área se encuentra en un
mejor estado que la de producción, en donde los criterios de evaluación tiene una
calificación de tres, excepto selección que tiene una calificación de dos, con esto
se puede concluir que esta área no se encuentra en un estado bueno ni malo, lo
cual nos indica que es necesario implementar acciones que mejoren aquellos
aspectos por los cuales el empleado no se encuentra totalmente satisfecho y es
indispensable también implementar una medida que mejore estas condiciones y
las lleve de buenas a excelentes.
2,3
3,0
3,0 3,0
3,0
0
2
4
SELECCIÓN
ORDENAMIENTO
LIMPIEZA ESTANDARIZACION
AUTODISCIPLINA
EVALUACION 5´S ANTES DE LA IMPLEMENTACION (CORTE)
44
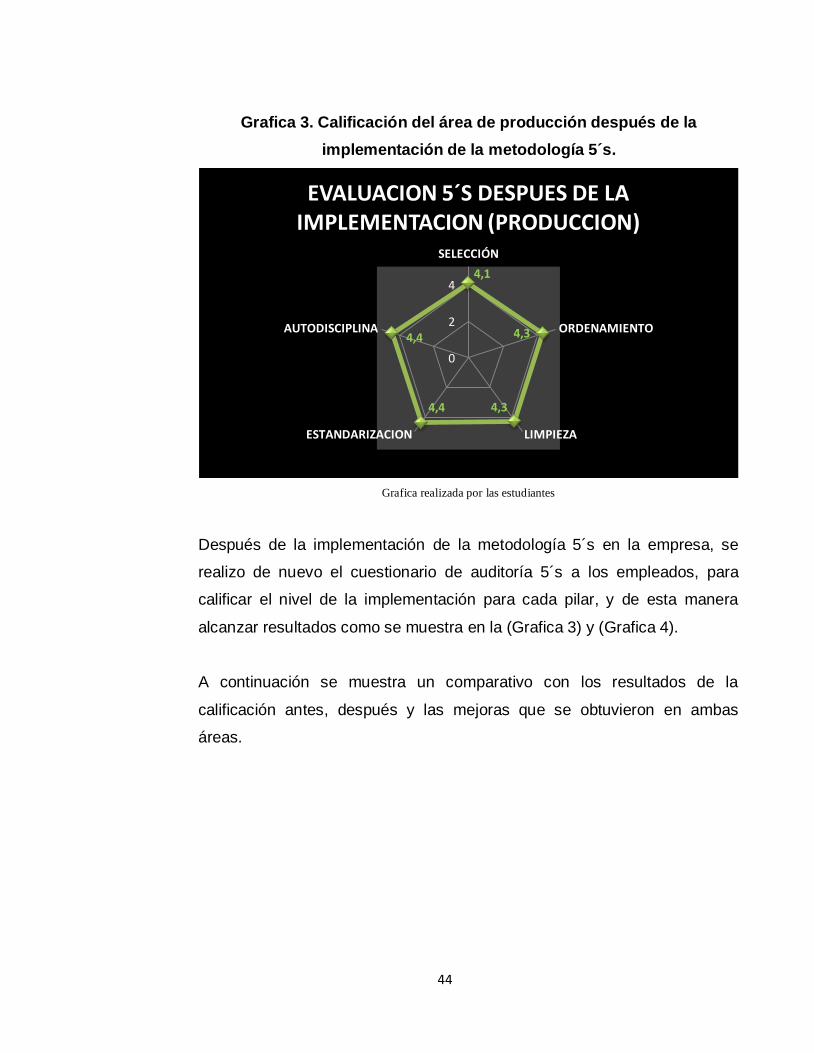
Grafica 3. Calificación del área de producción después de la
implementación de la metodología 5´s.
Grafica realizada por las estudiantes
Después de la implementación de la metodología 5´s en la empresa, se
realizo de nuevo el cuestionario de auditoría 5´s a los empleados, para
calificar el nivel de la implementación para cada pilar, y de esta manera
alcanzar resultados como se muestra en la (Grafica 3) y (Grafica 4).
A continuación se muestra un comparativo con los resultados de la
calificación antes, después y las mejoras que se obtuvieron en ambas
áreas.
4,1
4,3
4,3 4,4
4,4
0
2
4
SELECCIÓN
ORDENAMIENTO
LIMPIEZA ESTANDARIZACION
AUTODISCIPLINA
EVALUACION 5´S DESPUES DE LA IMPLEMENTACION (PRODUCCION)

45
Tabla 2. Comparativo de la evaluación del cuestionario 5´s área de
producción.
Tabla realizada por las estudiantes
Grafica 4. Calificación del área de corte después de la implementación
de la metodología 5´s
Grafica realizada por las estudiantes
4,0
4,3
3,8 4,0
3,8
0
2
4
SELECCIÓN
ORDENAMIENTO
LIMPIEZA ESTANDARIZACION
AUTODISCIPLINA
EVALUACION 5´S DESPUES DE LA IMPLEMENTACION (CORTE)

46
Tabla 3. Comparativo de la evaluación del cuestionario 5´s área de
corte.
Tabla realizada por las estudiantes
Tabla 4. Informe de producción
Plantilla diseñada por las estudiantes.
Este formato se propone para efectuar una mejora en la empresa, es una plantilla
que será utilizada para llevar un registro pertinente de los productos que se
producen a diario, además para tener un control más exhaustivo de los productos
que se devuelven y su causal, de modo que se pueda responder ante una
consulta.

47
Luego de analizar la situación actual en el área de producción y de realizar un
diagnostico, se encontraron problemas significativos que dificultan llevar a cabo el
proceso dentro de esta área, sin embargo las malas posturas del trabajador, la
acumulación de objetos y de cajas que no eran utilizadas ocupaban más del 80%
del espacio disponible como se muestra en la (Figura 15), por consiguiente fue
necesario tomar decisiones inmediatas con la gerente y analizar cada punto crítico
para eliminar todo aquello que no era necesario para el proceso y de esta manera
mejorar la distribución de maquinas y puestos de trabajo, para aprovechar el
espacio y minimizar el tiempo improductivo que existía dentro del área de
producción, (Figura 16).
Figura 15. Antes de la implementación de la metodología 5´s en el empaque
de cuadros y candelabros
Foto publicada por las estudiantes

48
Figura 16. Después de la implementación de la metodología 5´s en el
empaque de cuadros y candelabros
Foto publicada por las estudiantes
Con la implementación de las tres primeras Ss. (Selección, orden y limpieza), se
logro eliminar gran cantidad de elementos y herramientas que se encontraban
retenidas en este espacio (Figura 17), lo cual fue primordial para la empresa, ya
que el destino de estas fue la “Venta”, es decir, se genera un (gana-gana) entre
las partes interesadas (Cliente-Proveedor), de igual manera se aprovecha el
espacio de manera adecuada ubicando solo los recursos necesarios para
desempeñar el trabajo, (Figura 18), y así tener un ambiente de trabajo solido.

49
Figura 17. Antes de la implementación de la metodología 5´s en el
almacenamiento de objetos y maquinas retenidas.
Foto publicada por las estudiantes
Figura 18. Después de la implementación de la metodología 5´s en el
almacenamiento de objetos y maquinas retenidas.
Foto publicada por las estudiantes

50
En este punto de la empresa, se muestra la deficiente disposición de maquinas y a
su vez de lámparas (producto terminado).En la (Figura 19), se observa el
desorden que ocasiona la distribución de estas, llevando a que algunas maquinas
y recursos no eran de uso común, es por esto que se tomaron decisiones frente a
diferentes alternativas expuestas, es decir, (vender, transferir o reubicar).
La maquina soldadora se reubico en un lugar especifico, en el área de producción,
la maquina generadora de rollos, se transfirió a otra empresa, donde se realiza
dicho proceso y las lámparas se ubicaron en un lugar adecuado, donde los
empleados puedan disponer de ellas fácilmente. Este espacio quedo libre de
objetos y maquinas, donde se aprovecha y facilita la movilidad del empleado,
además que se utiliza para disponer una mesa para el empaque de cuadros y
candelabros, (Figura 20).
Figura 19. Antes de la implementación de la metodología 5´s en el área de
producción (maquinas)
Foto publicada por las estudiantes

51
Figura 20. Después de la implementación de la metodología 5´s en el área de
producción (maquinas)
Foto publicada por las estudiantes
En la estantería para almacenar la materia prima en el área de producción, no se
detallaba ningún tipo de identificación, lo que retrasaba el proceso, debido al
tiempo en la búsqueda de la referencia del material, como se muestra en la
(Figura21). Con la implementación de la metodología 5´s se logra una mejora, ya
que se obtiene una mayor identificación del material, especificando la referencia
de cada uno y se minimiza el tiempo ocioso en la búsqueda de la materia prima,
(Figura 22).

52
Figura 21. Antes de la implementación de la metodología 5´s en el
almacenamiento del polietileno
Foto publicada por las estudiantes
Figura 22. Después de la implementación de la metodología 5´s en el
almacenamiento del polietileno
Foto publicada por las estudiantes

53
Durante los puntos críticos del área de producción, se encuentra el riesgo del
factor Eléctrico (instalaciones defectuosas), como se muestra en la (Figura 23), el
riesgo tanto para los empleados como las maquinas es alto, ya que se puede
ocasionar un corto circuito o puede ocurrir un accidente con los cables eléctricos,
debido a que estos no están ubicados de una manera adecuada y especifica.
Debido a este problema, los cables fueron ubicados de manera que el espacio
quedara despejado y no existiera el riesgo de un accidente, además se cambio el
toma eléctrico, debido a su deterioro y de esta manera ser útil para conectar las
maquinas. (Figura 24).
Figura 23. Antes de la implementación de la metodología 5´s en los cables
eléctricos
Foto publicada por las estudiantes
54
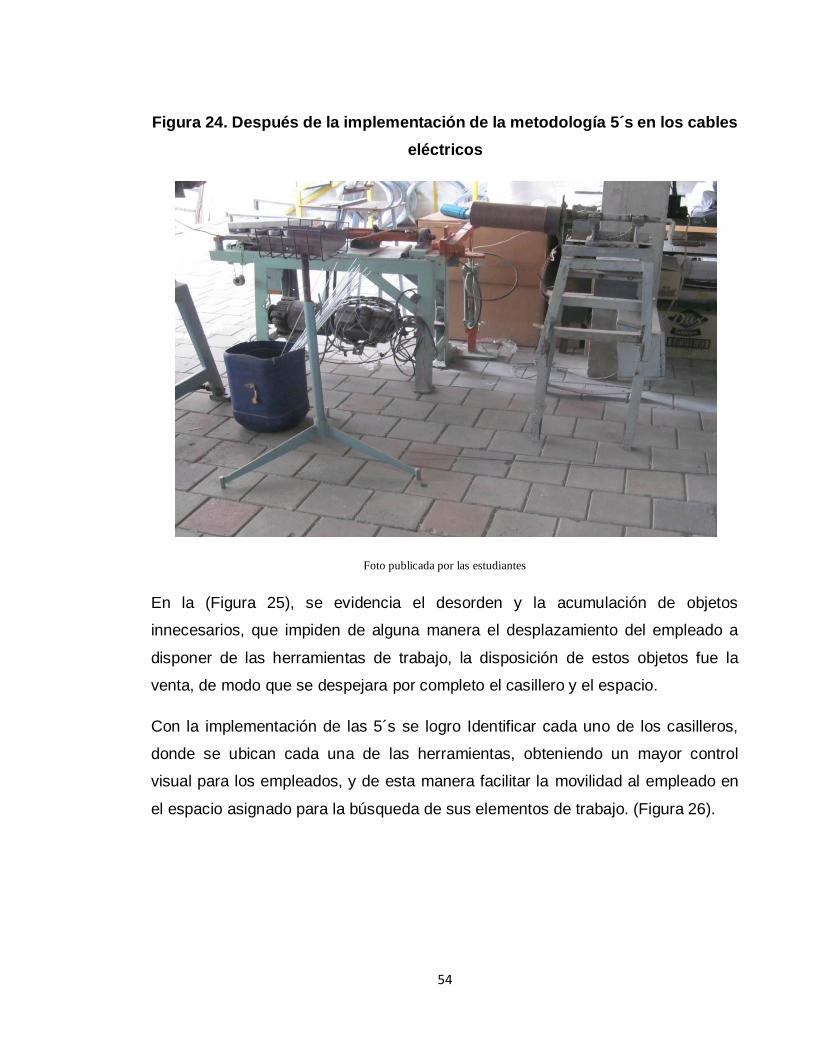
Figura 24. Después de la implementación de la metodología 5´s en los cables
eléctricos
Foto publicada por las estudiantes
En la (Figura 25), se evidencia el desorden y la acumulación de objetos
innecesarios, que impiden de alguna manera el desplazamiento del empleado a
disponer de las herramientas de trabajo, la disposición de estos objetos fue la
venta, de modo que se despejara por completo el casillero y el espacio.
Con la implementación de las 5´s se logro Identificar cada uno de los casilleros,
donde se ubican cada una de las herramientas, obteniendo un mayor control
visual para los empleados, y de esta manera facilitar la movilidad al empleado en
el espacio asignado para la búsqueda de sus elementos de trabajo. (Figura 26).

55
Figura 25. Antes de la implementación de la metodología 5´s en los casilleros
(herramientas)
Foto publicada por las estudiantes
Figura 26. Después de la implementación de la metodología 5´s en los
casilleros (herramientas)
Foto publicada por las estudiantes

56
Luego de realizar un diagnóstico de la situación inicial del área de corte, se
empezó a tomar decisiones a fin de eliminar o contrarrestar el problema de
desorden que se presenta en dicha área, ya que las dos áreas (corte y
almacenamiento) se encontraban juntas, es decir, había exceso de objetos y cajas
obstaculizando el paso de los empleados y de igual manera no se tenía definido el
espacio especifico para cada una de ellas (Figura 27), por consiguiente, se
comenzó por realizar una división entre las dos áreas que se encuentran ubicadas
en el segundo piso (almacenamiento y corte) como se muestra en la (Figura
28),Con el propósito de reducir la cantidad de viruta que sobrepasa al área de
almacenamiento y de controlar y aprovechar el espacio para permitir la movilidad
de las personas y el flujo de materia prima.
Figura 27. Antes de la implementación de la metodología 5´s en el
almacenamiento represado de inventario
Foto publicada por las estudiantes
En la (Figura 28) se muestra que con la implementación de la primera S
(selección) se redujo aproximadamente un 80% de la cantidad de inventario que
hay en zona de almacenamiento, muchos de los objetos se reubicaron a otra área

57
y otros se eliminaron, con esto se logro aprovechar mejor el espacio e identificar
cada área gracias a la división.
Durante la implementación de las siguientes dos s (orden y limpieza), se
identificaron los objetos y materiales que estaban almacenados en este lugar, se
rotularon cada una de las cajas, se les asignó un lugar, para facilitar la utilización
de estas y se realizaron acciones de limpieza para eliminar la viruta acumulada.
Figura 28. Después de la implementación de la metodología 5´s en el
almacenamiento represado de inventario
Foto publicada por las estudiantes

58
Figura 28. Después de la implementación de la metodología 5´s en el
almacenamiento represado de inventario
Foto publicada por las estudiantes
Figura 29. Antes de la implementación de la metodología 5´s en la
materia prima
Foto publicada por las estudiantes

59
En el área de corte se le asignó un lugar específico a la materia prima que entra a
la empresa como se muestra en la (Figura 30), con esto se elimino por completo el
riesgo para el empleado, permitiendo así la movilidad y el desplazamiento de este,
también se minimizó el tiempo de búsqueda de la materia prima, ya que se hizo
una separación de la madera que se utiliza y no se utiliza por medio de los
soportes.
Figura 30. Después de la implementación de la metodología 5´s en la
materia prima
Foto publicada por las estudiantes

60
Figura 31. Antes de la implementación de la metodología 5´s en la
estantería
Foto publicada por las estudiantes
En la (Figura 32), se muestra la estantería que el empleado utiliza para ubicar las
herramientas de trabajo, debido a su desorden y a sus desplazamientos que tenía
que realizar, se reubicó de manera que quedara más cerca del puesto de trabajo
con el fin de que el empleado no tuviera que desperdiciar tiempo en la búsqueda y
en los desplazamientos; también se organizó de tal manera que cada objeto
tuviese un lugar en específico e identificada cada casilla para un mayor control
visual de los elementos, para esto fue necesario eliminar todo aquello que no se
necesitaba para elaborar su proceso.

61
Figura 32. Después de la implementación de la metodología 5´s en la
estantería
Foto publicada por las estudiantes

62
8. CONCLUSIONES
La participación de todo el personal antes, durante y después de la
implementación de dicha metodología fue muy relevante, puesto a que
muestra el fuerte compromiso de apoyo y contribución, permitiendo un
mejor desarrollo de las diferentes actividades.
Durante la implementación se tuvo el acompañamiento de la gerente
de la empresa frente a las decisiones tomadas, lo que llevo a una buena
comunicación entre las partes interesadas, es decir, que se lograron los
objetivos definidos.
Luego de realizar un diagnóstico, se localizaron los puntos críticos
que hay dentro de las dos áreas de estudio; con esto se logro tomar las
medidas necesarias para controlar los factores de riesgo definidos
anteriormente, lo que ayudo a que se llevara a cabo de una mejor manera
la implementación de la metodología 5´s.
Durante el primer pilar En la ejecución de las 5´s, se lograron
clasificar los objetos necesarios e innecesarios en las dos áreas,
obteniendo resultados satisfactorios; como una mejor distribución del
espacio físico, personal y materia prima.
Se eliminaron todos los objetos innecesarios, llevando a la
disposición de la “venta” a muchos de estos, de modo que se generara
dinero para invertir en recursos que eran necesarios para los empleados.

63
Con la redistribución que se realizó en el área de producción se
despejo el espacio que estaba siendo utilizado de manera inadecuada y
que ahora es utilizado en procesos necesarios para elaborar los productos.

64
9. RECOMENDACIONES
El área de corte dispone de una sierra, la cual genera problemas
significativos durante su funcionamiento produciendo gran cantidad de
viruta y afectando a las diferentes áreas de la empresa, por esto se
recomienda la posibilidad de adquirir un extractor de polvo, el cual evitaría
que la viruta producida al momento de cortar madera se propague.
Se recomienda dotar a los empleados con elementos de protección
personal requeridos por los empleados y con características adecuadas,
dependiendo del factor de riesgo al que estén expuestos ARTÍCULO 176.
En todos los establecimientos de trabajo en donde los trabajadores estén
expuestos a riesgos físicos, mecánicos, químicos, biológicos, etc., los
patronos suministrarán los equipos de protección adecuados, según la
naturaleza del riesgo, que reúnan condiciones de seguridad y eficiencia
para el usuario.9 Para el empleado de área de corte es indispensable
dotarlo con una masca respiratoria que lo proteja de manera adecuada y no
inhale la viruta producida durante el corte.
Se recomienda que se solucione el problema de ventilación en el
área de corte, ya que se dificulta el trabajo a ciertas horas del día por el
intenso calor producido por el material de las tejas que hay allí, además es
necesario ubicar en el área de producción ventiladores para mejorar así las
condiciones de trabajo de los empleados.
Se recomienda que la gerente de la empresa tome una decisión de
vender o reubicar algunas máquinas que hay dentro del área de producción
que no están siendo utilizadas, esto con el fin de generar más espacio y
9 MINISTERIO DE TRABJO Y SEGURIDAD SOCIAL, Resolucion 2400 de 1979. Colombia.

65
movilidad en esta área y se pueda hacer una mejor distribución de la
maquinaria que se encuentra en este lugar.

66
10. BIBLIOGRAFIA
BARCIA VILLACRESES, Kleber F. e HIDALGO CASTRO, Daniel S.,
Implementación de una Metodología con la Técnica 5S para Mejorar el Área de
Matricería de una Empresa Extrusora de Aluminio, Ecuador: Octubre 2006.
EMPRESA DE PRODUCTOS PLÁSTICOS MEDIANTE LA APLICACIÓN DE LA
METODOLOGÍA DE LAS 5S. Guayaquil: Escuela Superior Politécnica del Litoral,
2009.
ESPEJO RUIZ, Leonardo. APLICACIÓN DE HERRAMIENTAS Y TÉCNICAS DE
MEJORA DE LA PRODUCTIVIDAD EN UNA PLANTA DE FABRICACIÓN DE
ARTÍCULOS DE ESCRITURA. Barcelona: Universitat Politécnica de Catalunya,
2011.
GALLARDO CORADO, Miguel José, PROGRAMA DE ESTRATEGIA CINCO
ESES (5’S) EN UNA EMPRESA DEDICADA A LA PRODUCCIÓN Y
COMERCIALIZACIÓN DE DULCE. Guatemala.2009.
GUACHICASA GUERRERO, Carlos Andrés y SALAZAR RODRÍGUEZ, Marta
Betania. Implementación de 5S como una Metodología de Mejora en una Empresa
de Elaboración de Pinturas. Guayaquil: Escuela Superior Politécnica del Litoral,
2009.
GUACHICASA GUERRERO, Carlos Andrés y SALAZAR RODRÍGUEZ, Marta
Betania. Implementación de 5S como una Metodología de Mejora en una Empresa
de Elaboración de Pinturas. Guayaquil: Escuela Superior Politécnica del Litoral,
2009.

67
REY SACRISTAN, Francisco. Las 5S. Orden y limpieza en el puesto de trabajo.
Madrid: FUNDACIÓN CONFEMETAL, 2005. p. 17.
SOCCONINI, Luis y BARRANTES, Marco. El proceso de las 5’s en acción.
México: Servicios editoriales 6Ns, S.A. de C.V. p. 5.
VIZUETA MENDEZ, William Alberto. MEJORAMIENTO DEL ÁREA DE MEZCLA
DE PLASTISOL DE UNA