IMPLEMENTACIÓN DE UN SISTEMA QUE PERMITA EL CÁLCULO DE LA …
52
IM Villa de Álvarez, Col., junio de 2013 IMPLEMENTACIÓN DE UN SISTEMA QUE PERMITA EL CÁLCULO DE LA EFICIENCIA GENERAL DE LOS EQUIPOS EN EL ÁREA DE GABINETES EN LA PLANTA DE MABE CELAYA Nombre del Residente Saúl Calderón Bonilla Nombre del Asesor Gerardo Ventura Rivera Nombre de la Carrera Ingeniería Industrial Villa de Álvarez, Col., a 25 de octubre de 2017 INFORME TÉCNICO DE RESIDENCIA PROFESIONAL QUE PRESENTA:
Transcript of IMPLEMENTACIÓN DE UN SISTEMA QUE PERMITA EL CÁLCULO DE LA …

1
IM
Villa de Álvarez, Col., junio de 2013
IMPLEMENTACIÓN DE UN SISTEMA QUE PERMITA EL CÁLCULO
DE LA EFICIENCIA GENERAL DE LOS EQUIPOS EN EL ÁREA DE
GABINETES EN LA PLANTA DE MABE CELAYA
Nombre del Residente
Saúl Calderón Bonilla
Nombre del Asesor
Gerardo Ventura Rivera
Nombre de la Carrera
Ingeniería Industrial
Villa de Álvarez, Col., a 25 de octubre de 2017
INFORME TÉCNICO DE RESIDENCIA PROFESIONAL QUE PRESENTA:


2
Índice
1.- Justificación ........................................................................................................ 4
2.- Objetivos ............................................................................................................ 5
2.1.- Objetivo principal ......................................................................................... 5
2.2.- Objetivos específicos ................................................................................... 5
3.- Problemas por resolver ...................................................................................... 6
3.1.- Alcance ........................................................................................................ 6
3.2.- Limitantes .................................................................................................... 6
4.- Procedimiento y descripción de las actividades realizadas ................................ 7
4.1.- Antecedentes de la empresa ....................................................................... 7
4.1.1.- Historia de Mabe ................................................................................... 7
4.1.2.- Misión .................................................................................................... 8
4.1.3.- Visión .................................................................................................... 8
4.1.4.- Valores .................................................................................................. 8
4.1.5.- Competencias clave .............................................................................. 9
4.2.- Fundamento teórico ................................................................................... 10
4.2.1.- Historia del OEE.................................................................................. 10
4.2.2.- Concepto del OEE .............................................................................. 10
4.2.3.- ¿Para qué sirve el OEE? .................................................................... 10
4.2.4.- Objetivo del OEE................................................................................. 11
4.2.5.- El TPM (Mantenimiento Productivo Total) ........................................... 11
4.2.6.- Las seis grandes perdidas .................................................................. 11
4.2.7.- Calculo del OEE .................................................................................. 13
4.2.8.- Interpretación del resultado del OEE .................................................. 15
4.3.- Procedimiento y descripción de actividades desarrolladas ........................ 17
4.3.1.- Documentación teórica del OEE ......................................................... 17
4.3.1.1.- Problemáticas detectadas ............................................................ 17
4.3.2.- Maquinaria contemplada para el cálculo del OEE .............................. 17
4.3.2.1.- Ubicación de las máquinas ........................................................... 18
4.3.2.2.- Características de la maquinaria .................................................. 18
4.3.3.- Diseño del sistema .............................................................................. 23
4.3.3.1.- Primera etapa del diseño .............................................................. 23

3
4.3.3.2.- Segunda etapa del diseño versión 1 ............................................ 24
4.3.3.3.- Tercera etapa del diseño versión 2 .............................................. 28
4.3.4.- Catalogo de tiempos muertos ............................................................. 34
4.3.5 Otras actividades destacables .............................................................. 35
5.- Resultados ....................................................................................................... 36
5.1.- Resultados de indicadores ........................................................................ 36
5.2.- Resultados de defectos y tiempos muertos ............................................... 37
6.- Conclusiones y recomendaciones .................................................................... 49
7.- Competencias desarrolladas y/o aplicadas ...................................................... 50
Bibliografía ............................................................................................................ 51

4
1.- Justificación
Este informe técnico pretende desarrollar una solución un problema que enfrenta
desde hace 16 años la planta de refrigeradores Mabe, este problema radica en que
no existe un sistema que automatice en gran medida el cálculo de la eficiencia
general de los equipos, y esto ocasiona no solamente no conocer la eficiencia de
los equipos, sino que además, los tiempos muertos que se generan dentro de los
procesos no se registran en lo absoluto, así como el registro de las piezas
defectuosas que la máquina produce a lo largo de la jornada productiva.
Desarrollar una solución económica, de fácil manipulación por cualquier líder que
quiera procesar la información, así como compatible con el sistema operativo con el
que trabaja Mabe y el impacto que tendrá a la hora de presentar evidencias sobre
la eficiencia, tiempos muertos y defectos que presenta el equipo, fue la justificación
ideal por la cual se está generando dicho proyecto.
Otra de las razones por la cual implementar este proyecto, es generar un estándar
y clasificación de tiempos muertos, realizando una selección minuciosa con la
finalidad de identificar a aquellos tiempos muertos que afecten a la eficiencia y
disponibilidad del equipo, esto únicamente se realizará con el apoyo constante del
departamento de “Lean Manufacturing” y del operador de la máquina, el cual será
el encargado de abastecer de información al sistema y el cual conoce las fallas
comunes de la máquina.
Una vez realizado este estándar de tiempos muertos, se eliminará otro problema, el
cual es el error conceptual que la planta ha tenido con respecto al OEE (Eficiencia
General de los Equipos) desde hace ya varios años, este error conceptual impacta
en la forma como se calcula el OEE ya que al no tener claro la característica del
tiempo muerto, este afecta directamente a la disponibilidad del equipo, sin tomar en
cuenta si es un tiempo muerto que afecte a la eficiencia o a la disponibilidad del
equipo.

5
2.- Objetivos
2.1.- Objetivo principal
Diseñar e implementar un sistema en un lapso no mayor a 6 meses que
permita calcular de forma automática la eficiencia general de los equipos
(OEE) en el área de gabinetes en las líneas 2, 4, 5, 6 y 7 de la planta de
refrigeradores Mabe Celaya.
2.2.- Objetivos específicos
1. Realizar un levantamiento de la situación actual del área de gabinetes.
2. Recibir capacitación teórica y técnica en el tema del OEE.
3. Identificar las máquinas a las cuales se les realizara el cálculo.
4. Ver las características de producción de cada máquina.
5. Identificar los tipos de tiempo muerto que se presentan en las máquinas, así
como en las bandas de preparación de cada una de las 6 líneas.
6. Identificar los tipos de defectos que las máquinas producen a lo largo de la
operación de cada una de las 6 líneas.
7. Definir un estándar de tiempos muertos que afecten al indicador de
disponibilidad y de eficiencia
8. Capacitar a los operadores en la forma correcta del llenado del sistema en
Excel
9. Capacitar a los líderes de producción y al ingeniero de mejora del área, para
el análisis y la interpretación de la información.
10. Realizar un manual para el uso correcto del sistema.

6
3.- Problemas por resolver
En primera instancia se detectó el problema a partir de que una de mis
responsabilidades era realizar el cálculo del OEE en el área de termoformado, dicho
proceso para realizar el cálculo se hace de la forma tradicional, comenzando por la
colocación un registro impreso al lado de la máquina, el cual el operador deberá
llenar diariamente hora por hora, escribiendo con su puño y letra la cantidad de
piezas buenas, piezas defectuosas y tiempos muertos. Posteriormente al término
del turno, se transcribe lo que anoto el operador en una hoja de Excel, y mediante
fórmulas se realiza el cálculo del OEE.
Además, todos los tiempos muertos que se registran, se acumulan, sin realizar un
análisis de identificación, para saber si dicho tiempo impactara a la eficiencia o
disponibilidad del equipo.
Es por eso por lo que estos 2 problemas se pretenden resolver mediante el
desarrollo de un sistema y en la elaboración de un estándar de tiempos muertos.
Ambas propuestas se expusieron al gerente del área de gabinetes, el cual también
ejerce responsabilidades en el área de termoformado y a los líderes de producción
y calidad del área de gabinetes, los cuales accedieron a esas propuestas.
3.1.- Alcance
El alcance de este proyecto no solamente aterriza en el área de gabinetes, sino que
abarca a todas las áreas de la planta que intervengan máquinas en el proceso, solo
que, por cuestiones de tiempo, únicamente se trabajara en el área de gabinetes, sin
embargo, el sistema se entregara al gerente para futuros usos dentro de la planta.
3.2.- Limitantes
Dentro de las limitantes que se presentaron durante el desarrollo del proyecto fueron
las siguientes:
La capacitación teórica a los operadores sobre el OEE
La negociación con los operadores para solicitarles que se quedaran horas
extras para recibir capacitación sobre cómo utilizar el sistema.
El tiempo limitado de los lideres para recibir capacitación sobre la utilización
del sistema
Que cada máquina tenga una computadora conectada a internet.
Coordinar reuniones para presentar avances del sistema
Por otra parte, las limitantes que ocurrieron ya durante la implementación del
sistema fueron las siguientes:
Supervisar constantemente el correcto llenado del sistema por parte del
operador
Realizar observaciones y cuestionamientos al operador (en caso de que no
se llene correctamente)

7
4.- Procedimiento y descripción de las actividades realizadas
4.1.- Antecedentes de la empresa
4.1.1.- Historia de Mabe
1946 – Egon Mabardi y Francisco Berrondo fundan Mabe, el nombre surge
de la suma de las dos primeras letras de sus apellidos
1960 – En Guadalajara se inaugura la segunda sucursal de Mabe
1961 – En Mexicali, se establece un Centro de Distribución para cubrir la
franja fronteriza.
1966 – La venta de productos Mabe llega a Centroamérica, el Caribe y parte
de Sudamérica.
1969 – Se funda Consorcio Manufacturero. Con la participación de Mabe,
IEM, Supermatic y Acros, para fabricar motocompresores.
1987 – Mabe y GE establecen su alianza estratégica
o Se adquiere la división de electrodomésticos de Industria Eléctrica de
México, incluyendo la marca IEM.
o Fusionan sus negocios de línea blanca en México. GE adquiere el
48% de las acciones de Mabe. El primer proyecto es la construcción
de una planta de estufas.
1989 – Mabe compra la división de electrodomésticos en Grupo Industrial
Saltillo y se convierte en el líder en el mercado con las lavadoras Easy y
Cinsa.
1991 – Inician las exportaciones a USA.
1992 – se adquiere Sanyo.
1993 – Inicia la expansión internacional a Latinoamérica.
o Con la adquisición de Polarix y CETECO en Colombia y Venezuela,
llegamos a Ecuador, Perú, Chile y Centroamérica.
1995 – Se inaugura TyP, el Centro de Tecnología y Proyectos.
o Se adquiere Electrodomésticos Durex en Ecuador.
1996 – Se celebran 50 años de presencia en el mundo.
1996 – Perú se suma a las operaciones comerciales de Mabe.

8
o Inicia la producción de lavadoras automáticas en la nueva planta en
Saltillo.
1997 – Inicio de operaciones en El Salvador.
1998 – Se consolida Mabe Andina, conformada por nuestras operaciones en
Ecuador, Colombia, Venezuela y Perú; se adquiere Madosa en Venezuela.
o En Argentina se adquieren las plantas San Luis y Haedo.
2005 – Se adquiere Camco en Canadá, el cual es el mayor fabricante y
comercializador de línea blanca en ese país.
2008 – Inicia la actividad comercial en Chile.
o En Centroamérica se integra el grupo Atlas Eléctrica.
2013 – Mabe consolida su división de venas internacionales, expandiendo su
mercado a los demás continentes.
o Se abre oficina en Hong Kong.
2014 – Se abre oficina en Dubái
o Se lanza la marca Mabe en Arabia Saudita y Filipinas.
2016 – Qingdao Haier Co. Ltd. Adquiere GE Appliances, convirtiéndose en
socio estratégico
.
4.1.2.- Misión
Somos una gran familia dedicada a brindar soluciones prácticas para el bienestar
de los hogares en el mundo.
4.1.3.- Visión
Ser una empresa sólida, en constante crecimiento, con enfoque global y liderazgo
en Latinoamérica, admirada por su gente y sus consumidores.
4.1.4.- Valores
Compromiso

9
Damos lo mejor de nosotros, cumplimos y estamos orgullosos de pertenecer a la
empresa.
Humildad
Estamos abiertos a escuchar e integrar otras perspectivas en un contexto de
aprendizaje y colaboración.
Congruencia
Hacemos lo que decimos y decimos lo que hacemos en armonía con lo que creemos
como empresa. Predicamos con el ejemplo.
Respeto
Reconocemos la dignidad y el valor de las personas, así como del entorno, y
construimos relaciones de confianza.
Honestidad
Actuamos con rectitud e integridad.
4.1.5.- Competencias clave
Enfoque al cliente
Satisfacer plenamente las expectativas de nuestros clientes y consumidores con
productos y servicios innovadores, de alta calidad y competitivos.
Orientación a resultados
Trabajar con perseverancia para cumplir y superar metas desafiantes.
Trabajo en equipo y colaboración
Trabajar de manera eficaz y en cooperación con otros, orientados a procesos de
negocios.

10
4.2.- Fundamento teórico
4.2.1.- Historia del OEE
El OEE fue por primera vez descrito como un componente central de la metodología
del Mantenimiento Productivo Total (TPM), por Seiichi Nakajima en 1980. (OEE
Foundation, 2011)
Figura 1 Seiichi Najakima, padre del TPM
La compañía pionera en utilizar por primera vez este indicador fue la compañía
fotográfica Fuji Photo-Film, la cual, a finales de los 80’s realizo una gran inversión,
construyendo 3 fábricas en Holanda, el reto para la compañía era: “Producir con
cero defectos y cero perdidas” utilizando los principios del OEE descritos en el TPM.
En el año de 1995, la compañía de semiconductores SEMATECH, publica una guía
en la cual establece los lineamientos de implementación del OEE en el proceso de
manufactura de semiconductores.
4.2.2.- Concepto del OEE
Overall Equipment Efectiveness o Eficiencia Global de los Equipos es un indicador
que mide la eficacia de la maquinaria industrial, y que se utiliza como una
herramienta clave dentro de la cultura de mejora continua. (Sistemas OEE
Technology to improve , 2016)
4.2.3.- ¿Para qué sirve el OEE?
“Lo que no se define no se puede medir, lo que no se mide no se puede mejorar y
lo que no se mejora se degrada” (William Thomson , 2016)
La manufactura está compuesta por complejos procesos productivos, los cuales, sin
indicadores, es fácil perder el control sobre la producción. El OEE es una
herramienta que combina múltiples problemas y datos sobre el proceso de
manufactura, con la finalidad de obtener información que retroalimente al sistema,
la cual permitirá localizar la causa raíz del problema que esté afectando directa y/o

11
indirectamente al proceso, además, a través de procesos documentados, todos los
miembros del equipo de manufactura, desde los técnicos, líderes de calidad y
producción, hasta el personal de finanzas y gerencial, pueden utilizar la información
brindada por el OEE para entender la situación actual del proceso. (Vorne
Manufacturing Improvement Made Easy, 2017)
El OEE es frecuentemente usado como un indicador dentro de los programas del
TPM (Mantenimiento Productivo Total) y Lean Manufacturing (manufactura esbelta).
(Vorne Industries, 2008)
4.2.4.- Objetivo del OEE
Los principales objetivos del OEE es incrementar la productividad del proceso, así
como de los equipos, disminuir costos e incrementar la vida útil de los equipos; con
esto, los resultados que se obtendrán de dichos objetivos se verán reflejados en un
aumento de las utilidades y lograr una ventaja competitiva en el proceso.
4.2.5.- El TPM (Mantenimiento Productivo Total)
TPM es una filosofía de mantenimiento cuyo objetivo es eliminar las pérdidas en
producción debidas al estado de los equipos, o, en otras palabras, mantener los
equipos en disposición para producir a su capacidad máxima productos de la calidad
esperada, sin paradas no programadas. (Mantenimiento Petroquimica, s.f.) Esto
supone:
Cero averías
Cero tiempos muertos
Cero defectos relacionados a un mal estado de los equipos
Cero perdidas de rendimiento o capacidad de los equipos.
4.2.6.- Las seis grandes perdidas
Uno de los principales objetivos de los programas de TPM (Mantenimiento
Productivo Total) y del OEE es reducir lo que se denomina “Seis Grandes Perdidas”.
Estas pérdidas son las causas más comunes de pérdida de eficacia en la
manufactura.

12
Perdida Categoría de
perdida en OEE Ejemplo de eventos
1.- Averías Disponibilidad
Fallos de las herramientas
Mantenimiento no programado
Averías de la máquina en general
2.- Preparación y ajustes
Disponibilidad
Preparación / cambios
Escasez de materiales
Falta de operadores
Ajustes mayores
Tiempo de preparación
3.- Paradas cortas
Eficiencia
Componentes atorados
Bandas llenas
Sensores bloqueados
Limpieza / chequeo
4.- Reducción de velocidad
Eficiencia
Capacidad de diseño inferior
Desgaste del equipo
Operario ineficiente
5.- Rechazos por puesta en marcha
Calidad
Retrabajos
Daño en el proceso
Ensamblaje incorrecto
6.- Rechazos de producción
Calidad
Retrabajos
Daño en el proceso (scrap)
Ensamblaje incorrecto
Tabla 1 Las 6 grandes pérdidas categorizadas dentro del OEE (ANOVA Consultores, 2005)

13
4.2.7.- Calculo del OEE
Por definición, el OEE es el producto de los siguientes 3 indicadores (ver figura 2):
𝑶𝑬𝑬 = 𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑 𝑥 𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 𝑥 𝐶𝑎𝑙𝑖𝑑𝑎𝑑
Indicador 1: Disponibilidad
La disponibilidad es el cociente entre el tiempo productivo y el tiempo disponible, en
un periodo de producción determinado, este indicador se ve afectado por las
paradas que se producen en el proceso de fabricación, por ejemplo: arranques de
máquina, cambios de modelo, esperas, fallas. (D.H, 2010)
𝑫𝒊𝒔𝒑𝒐𝒏𝒊𝒃𝒊𝒍𝒊𝒅𝒂𝒅 = 𝑇𝑖𝑒𝑚𝑝𝑜 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑣𝑜
𝑇𝑖𝑒𝑚𝑝𝑜 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑙𝑒
= ((𝑇𝑖𝑒𝑚𝑝𝑜 𝑛𝑒𝑡𝑜 − 𝑡𝑖𝑒𝑚𝑝𝑜 𝑚𝑢𝑒𝑟𝑡𝑜)
𝑇𝑖𝑒𝑚𝑝𝑜 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑙𝑒) 𝑥 100
Ejemplo:
Una máquina está programada para trabajar por 8 horas continuas (480 min), sin
embargo, presenta un paro no programado de 20 minutos por intervención del área
de mantenimiento por desajuste. La disponibilidad se calcula de la siguiente
manera:
𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑 = (480 min − 20 𝑚𝑖𝑛
480 𝑚𝑖𝑛) = (
460
480) 𝑥100 = 𝟗𝟓. 𝟖𝟑 %
Indicador 2: Eficiencia
La eficiencia representa la velocidad actual de la máquina; es el cociente de la
producción real entre la capacidad productiva, para un periodo de producción
determinado. Este indicador se ve afectado por las microparadas y la velocidad
reducida de la máquina. (Sistemas OEE Technology to improve , 2016)
𝑬𝒇𝒊𝒄𝒊𝒆𝒏𝒄𝒊𝒂 =𝑃𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 𝑟𝑒𝑎𝑙
𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑣𝑎
= ((𝑃𝑖𝑒𝑧𝑎𝑠 𝑝𝑟𝑜𝑑𝑢𝑐𝑖𝑑𝑎𝑠
(𝑇𝑖𝑒𝑚𝑝𝑜 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑙𝑒 − 𝑡𝑖𝑒𝑚𝑝𝑜 𝑚𝑢𝑒𝑟𝑡𝑜) ∗ 𝐸𝑠𝑡𝑎𝑛𝑑𝑎𝑟)) 𝑥 100
El estándar de producción calcula la velocidad con la que la máquina produce
piezas, por lo tanto, el resultado indicará cuantas unidades por minuto salen.

14
Esto se logra primeramente calculando el tiempo ciclo de la operación, con lo cual
se realizará el cociente entre los 60 minutos que dispone una hora de producción
teórica, entre el tiempo cielo de la operación.
𝑻𝒊𝒆𝒎𝒑𝒐 𝑪𝒊𝒄𝒍𝒐 =3600 𝑠𝑒𝑔𝑢𝑛𝑑𝑜𝑠
𝑝𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 𝑝𝑜𝑟 ℎ𝑜𝑟𝑎
𝑬𝒔𝒕𝒂𝒏𝒅𝒂𝒓 =60 𝑚𝑖𝑛𝑢𝑡𝑜𝑠
𝑇𝑖𝑒𝑚𝑝𝑜 𝑐𝑖𝑐𝑙𝑜
Ejemplo:
De acuerdo con el resultado de la disponibilidad, la máquina únicamente trabajo 460
minutos de los 480 minutos en total. El ritmo de producción es de 80 unidades por
hora, con un tiempo ciclo de 45 segundos, sin embargo, por un ajuste de velocidad,
la máquina solo produce 550 piezas en total. Calcule el porcentaje de la eficiencia.
𝐸𝑠𝑡𝑎𝑛𝑑𝑎𝑟 =60 𝑚𝑖𝑛
45 𝑠𝑒𝑔= 1.3333
.
𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 = (550
(460 𝑥 1.33)) 𝑥100 = 𝟖𝟗. 𝟖𝟗 %
Indicador 3: Calidad o YIELD
La calidad o YIELD, representa la cantidad de piezas buenas producidas, como un
porcentaje de las piezas totales producidas. (Exor DataVisor Marquees, 2010)
𝑪𝒂𝒍𝒊𝒅𝒂𝒅 = (𝑇𝑜𝑡𝑎𝑙 𝑑𝑒 𝑝𝑖𝑒𝑧𝑎𝑠 𝑏𝑢𝑒𝑛𝑎𝑠 𝑝𝑟𝑜𝑑𝑢𝑐𝑖𝑑𝑎𝑠
𝑇𝑜𝑡𝑎𝑙 𝑑𝑒 𝑝𝑖𝑒𝑧𝑎𝑠 𝑝𝑟𝑜𝑑𝑢𝑐𝑖𝑑𝑎𝑠) 𝑥 100
Ejemplo:
De las 550 piezas que se produjeron, solo 40 piezas salieron defectuosas durante
todo el proceso de producción. Calcule YIELD
𝑌𝐼𝐸𝐿𝐷 = (550 𝑝𝑧𝑎𝑠 𝑡𝑜𝑡𝑎𝑙𝑒𝑠 − 40 𝑝𝑧𝑎𝑠 𝑑𝑒𝑓𝑒𝑐𝑡𝑢𝑜𝑠𝑎𝑠
550 𝑝𝑧𝑎𝑠 𝑡𝑜𝑡𝑎𝑙𝑒𝑠) 𝑥100 = 𝟗𝟐. 𝟐𝟕%
Una vez calculado la disponibilidad, eficiencia y el YIELD, se procede a multiplicar
los resultados obtenidos para conocer el OEE de la máquina:
𝑂𝐸𝐸 = 𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑 𝑥 𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 𝑥 𝐶𝑎𝑙𝑖𝑑𝑎𝑑 = 95.83 % 𝑥 89.89 % 𝑥 92.27%
= 𝟕𝟎 %

15
Figura 2 Diagrama del OEE
4.2.8.- Interpretación del resultado del OEE
El valor del OEE permite clasificar una o más líneas de producción, o de toda una
planta, con respecto a las mejores de su clase y que ya han alcanzado nivel de
clase mundial (ver tabla 2).
El OEE es a mejor métrica disponible para optimizar los procesos de fabricación y
está relacionada directamente con los costos de operación. Este indicador informa
sobre las pérdidas y cuellos de botella del proceso y enlaza la forma de toma de
decisiones financiera y operativa, y el rendimiento de las operaciones de la planta,
ya que permite justificar cualquier decisión sobre nuevas inversiones. Además, las
previsiones anuales de mejora del índice OEE permiten estimar las necesidades de
personal, materiales, equipos, servicios, etc. De la planificación anual. (Cruelles
Ruíz, 2010)

16
Clasificación del OEE
OEE < 65% Inaceptable – perdidas económicas baja
competitividad
65% < OEE < 75% Regular – perdidas económicas baja competitividad
75% < OEE < 85% Aceptable – continuar mejora, superar el 85%
85% < OEE < 95% Buena – buena competitividad, entra en valores
considerados como “World Class”
OEE > 95% Excelencia – excelente competitividad, “World Class”
Tabla 2 Clasificación del OEE (Carrasco A.)
Del resultado del OEE que se obtuvo en el punto 4.2.7, el 70% indica que el proceso
se encuentra en la clasificación de “regular”, lo que indica que el proceso tiene
graves problemas de pérdida económica con respecto a la utilidad que la máquina
y el proceso en general están generando.
A grandes rasgos, el haber obtenido un OEE del 70%, significa que, de cada 100
piezas producidas, solo 70 piezas fueron producidas correctamente, bajo los
parámetros de calidad, disponibilidad y eficiencia de la máquina.

17
4.3.- Procedimiento y descripción de actividades desarrolladas
4.3.1.- Documentación teórica del OEE
Como primer paso antes de realizar el diseño del sistema, se comenzó por conocer
las necesidades que tiene la planta con respecto al OEE. Se acudió al área de Lean
Manufacturing para recibir una capacitación y conocer como la empresa utiliza el
OEE. De igual forma, mediante la búsqueda de fuentes bibliográficas, se
complementó la información.
4.3.1.1.- Problemáticas detectadas
Dentro de la investigación previa al desarrollo del sistema OEE, se hizo un rastreo
de los problemas que se tienen específicamente en el área de gabinetes, los
cuales fueron los siguientes:
No existe un registro de tiempos muertos que se presentan en el proceso en
general.
No existe un registro de láminas defectuosas producidos por la máquina.
No se lleva un acumulado de datos históricos de tiempos muertos ni piezas
defectuosas
No se ha establecido un estándar de tiempos muertos de acuerdo con “Las
6 grandes pérdidas” mencionadas en el punto 4.2.6.
Al no llevar un registro histórico de tiempos muertos y defectos, se desconoce
verdaderamente cuantos minutos a lo largo de la semana, mes, bimestre o
año la máquina para.
4.3.2.- Maquinaria contemplada para el cálculo del OEE
El área de gabinetes esta conformados por las líneas 1, 2, 4, 5, 6 y 7, dichas líneas
producen los modelos que se indican en la tabla 3
Líneas Familia Modelos
1 Side by Side
25 crow 25 crow RC
25 bis 25 RC
25 Bow DOE 25 flat
25 Hidden H DOE 25 POL
2 Pangea 33 french 33 I&W
30 french 30 full
4 5
Sirius
360 360 prismático
400 ingenious 400 prismático
510 ingenious 520 LATAM
6 7
Andromeda 300 360
250 210 Tabla 3 Tabla de modelos y familias producidos en el área de gabinetes

18
4.3.2.1.- Ubicación de las máquinas
En la figura 3 se muestra con recuadros, la ubicación exacta de las máquinas
mencionadas en la tabla 3 del punto 4.3.2.
De color rojo -------- FAGOR - SARES Línea 2
De color azul -------- SCOTT SIRIUS Línea 4 y 5
De color verde ------ SCOTT ANDROMEDA Línea 6
De color morado --- VAWE ANDROMEA Línea 7
4.3.2.2.- Características de la maquinaria
Es importante entender las características de operación de cada una de estas
máquinas, ya que todas ellas están constituidas por zonas llamadas “estaciones”;
dichas estaciones realizan un proceso especifico a la lámina de acuerdo con las
características de producción de cada una de ellas.
Dichas características de cada una de las 4 máquinas se presentan a continuación,
ordenados de acuerdo con la secuencia del proceso que estas llevan a cabo:
Figura 3 Layout del área de gabinetes de la planta

19
Máquina FAGOR – SARES
Esta máquina está compuesta por dos máquinas (FAGOR Y SARES), de las cuales
las estaciones de Fagor se enfocan en procesar la lámina y la Sares se enfocan en
introducir el liner 1y el front riel2, al gabinete procesado (lámina en forma de U).
Figura 4 Vista trasera máquina FAGOR – SARES
MÁQUINA FAGOR
1 Liner: estructura de plástico que va dentro del gabinete. Se compone de dos secciones: el liner Fresh Food que almacena los alimentos y el liner Freezer que almacena productos a congelar. 2 Zona donde se encuentran las llantas del gabinete y le proporciona rigidez al gabinete.
1.- Zona de
carros
Aquí es donde se colocan los pallets con las
láminas de acuerdo con la secuencia de
modelos que se vaya a producir
2.-
Desapilador
Mecanismo que toma la lámina mediante
ventosas de vacío y la coloca en la mesa de
alineación para comenzar con el proceso.
3.- Mesa de
alineación
Mesa que, mediante pistones, centra la lámina
de acuerdo con el modelo que se está
procesando
4.- Zona de
troqueles 1
En esta zona, se cortan secciones específicas
de la lámina en forma de V para su posterior
plegado para mullion
5.- Zona de
troqueles 2
En esta zona, se cortan secciones específicas
de la lámina en forma de V para su posterior
plegado para modelo 33 BIS
6.- Giro 180° Gira en 180° la lámina para las siguientes
operaciones de plegado.
7.- COSMA
La conforman las siguientes estaciones:
Estación 5 plegadora
Estación 2 troqueladora de top
Estación 3.- Rectificadora
8.- Pleg de
extremos 1 Plegadora (dobla) los extremos de la lámina
para eliminar bordes filosos
9.- Pleg de
extremos 2 Plegadora (dobla) los extremos de la lámina
para eliminar bordes filosos
10.-
Plegadora U Dobla en forma de U la lámina para convertir la
lámina en el gabinete del refrigerador

20
MÁQUINA SARES
Máquina SCOTT ANDROMEDA
La máquina SCOTT para la familia Andrómeda está compuesta por las siguientes
estaciones:
Figura 5 Vista trasera de máquina SCOTT Andromeda
1.- Est. De
espera
El gabinete hace una espera para ingresar a
la siguiente operación
2.-
Insercion
de marco
refuerzo
El gabinete llega a esta estación donde se le
coloca el marco refuerzo (zona inferior del
gabinete
3.- National Remacha el marco refuerzo con la lámina
(gabinete)
4.- Inserción
de liner
En esta zona la máquina abre las pestañas
del gabinete para que el operador pueda
insertar el liner
5.- Inserción
de front riel
El operador coloca el front riel al gabinete (es
la pieza donde van las llantas del gabinete)
6.- Toma
descargas
a banda
Brazo robótico que toma el gabinete
ensamblado y lo coloca en la banda de
preparación, para continuar con el proceso.

21
Máquina SCOTT SIRIUS
La máquina SCOTT para la familia SIRIUS está compuesta por las siguientes
estaciones:
Figura 6 Vista trasera máquina SCOTT SIRIUS
1.- Zona
de carros
Aquí es donde se colocan los pallets
con las láminas de acuerdo con la
secuencia de modelos que se vaya a
producir
2.-
Desapilador
Mecanismo que toma la lámina mediante
ventosas de vacío y la coloca en la mesa
de alineación para comenzar con el
proceso.
3.- Mesa de
alineación
Mesa que, mediante pistones, centra la
lámina de acuerdo con el modelo que se
está procesando
4.- Zona de
troqueles
En esta zona, se cortan secciones
específicas de la lámina en forma de V
para su posterior plegado
5.-
Alimentación a
perfiladora
Banda transportadora que lleva la lámina
de la zona de troqueles a la perfiladora
6.-
Perfiladora
Mediante una deformación plástica, los
rodillos plegan los bordes de la lámina en
forma de L
7.- Giro
180° Gira en 180° la lámina para las
siguientes operaciones de plegado.
8.-
Plegadora
de extremos
Plega (dobla) los extremos de la lámina
para eliminar bordes filosos
9.-
Plegadora
U
Dobla en forma de “U” la lámina para
convertirse en la estructura principal del
gabinete
10.-
Desalojador Mecanismo que toma el gabinete en
forma de “U” y lo deposita en la banda
de preparación

22
Máquina VAWE ANDROMEDA
La máquina VAWE para la familia ANDROMEDA está compuesta por las siguientes
estaciones:
Figura 7 Vista trasera máquina VAWE ANDROMEDA
1.- Zona
de carros
Aquí es donde se colocan los pallets
con las láminas de acuerdo con la
secuencia de modelos que se vaya a
producir
2.-
Desapilador
Mecanismo que toma la lámina mediante
ventosas de vacío y la coloca en la mesa
de alineación para comenzar con el
proceso.
3.- Mesa de
alineación
Mesa que, mediante pistones, centra la
lámina de acuerdo con el modelo que se
está procesando
4.- Zona de
troqueles
En esta zona, se cortan secciones
específicas de la lámina en forma de V
para su posterior plegado
5.-
Alimentación a
perfiladora
Banda transportadora que lleva la lámina
de la zona de troqueles a la perfiladora
6.-
Perfiladora
Mediante una deformación plástica, los
rodillos plegan los bordes de la lámina en
forma de L
7.- Giro
180° Gira en 180° la lámina para las
siguientes operaciones de plegado.
8.-
Plegadora
de extremos
Plega (dobla) los extremos de la lámina
para eliminar bordes filosos
9.-
Plegadora
U
Dobla en forma de “U” la lámina para
convertirse en la estructura principal del
gabinete
10.-
Desalojador Mecanismo que toma el gabinete en
forma de “U” y lo deposita en la banda
de preparación

23
4.3.3.- Diseño del sistema
El diseño del sistema se dividió en tres etapas, la primera estará dedicada
únicamente a la elaboración de la estructura base del sistema, y las ultimas 2 etapas
estarán dedicadas al diseño del macro en Excel.
4.3.3.1.- Primera etapa del diseño
Una vez definidas las necesidades del área, se comenzó diseñando el registro, el
cual sería la estructura base del sistema, el cual deberá contener la siguiente
información:
Información hora por hora del primer turno y segundo turno (6:30 am – 01:00
am)
Cantidad total de piezas producidas, esta información estará compuesta por
la cantidad de piezas buenas producidas y la cantidad de piezas malas
producidas
Cantidad en minutos de tiempo muerto y causa del tiempo muerto
1.- Zona
de carros
Aquí es donde se colocan los pallets
con las láminas de acuerdo con la
secuencia de modelos que se vaya a
producir
2.-
Desapilador
Mecanismo que toma la lámina mediante
ventosas de vacío y la coloca en la mesa
de alineación para comenzar con el
proceso.
3.- Mesa de
alineación
Mesa que, mediante pistones, centra la
lámina de acuerdo con el modelo que se
está procesando
4.- Zona de
troqueles
En esta zona, se cortan secciones
específicas de la lámina en forma de V
para su posterior plegado
7.- Giro
180° Gira en 180° la lámina para las
siguientes operaciones de plegado.
8.-
Perfiladora Mediante una deformación plástica, los
rodillos plegan los bordes de la lámina
en forma de L
9.-
Plegadora
U
Dobla en forma de “U” la lámina para
convertirse en la estructura principal del
gabinete
10.-Robot
Desalojador
Mecanismo que toma el gabinete en
forma de “U” y lo deposita en la banda
de preparación

24
Figura 8 Primer formato para captura del OEE
Este formato se implementó de forma impresa y se colocó junto a la máquina
SCOTT de la línea 7, con la finalidad de realizar una prueba piloto y ver la utilidad
de este formato.
4.3.3.2.- Segunda etapa del diseño versión 1
La segunda etapa del diseño comenzó partiendo de la funcionalidad del formato
mencionada en el punto anterior; y a partir del resultado favorable de esta prueba
piloto, se comenzó con programación de la macro en Excel, el cual se muestra en
la figura 9.
Este registro se ira repitiendo a lo largo de los 2 turnos, ya que el objetivo es registrar
toda la información que se vaya produciendo hora por hora.
Figura 9 Versión macro del formato para captura del OEE
FECHA: OPERADOR 1ER T.
LINEA TEAM LEADER 1ER T.
Lamina
rayada
Lamina
mal
troquelada
Lamina
golpeada
Lamina
puntas
caidas
Lamina
atoradaRetrabajo
Total
Malas
07:00-8:00
LINEA 7
REGISTRO DE PRODUCCION
Hora
P i e z a s M a l a s y D e f e c t o s
Total
Buenas
Total piezas
producidas
TIEMPO
MUERTO
(MIN)
CAUSA TIEMPO MUERTO
06:30-7:00
FECHA:
Golpe
Lamina
mal
doblada
Lamina
atorada
Lamina
rayada
Lamina
golpeadaNo clincha
|
Golpe
Lamina
mal
doblada
Lamina
atorada
Lamina
rayada
Lamina
golpeadaNo clincha 0 0 0
0
0
0
0
Resultados por hora
Disponibilidad
100%
Eficiencia
0%
YIELD
#####
OEE
#¡DIV/0!
Tiempo
muerto
total
0
OPERADOR 1ER T.
Hora
P i e z a s M a l a s y D e f e c t o s
Gab.
Buenos
Gab.
Malos
TIEMPO
MUERTO
Total
Gabinetes
TEAM LEADER 1ER T.
0 0 006:30-7:00 0 0 0 0 0 0 0 0
00 0 007:00-8:00 0 0 0 0 0
Hora
P i e z a s M a l a s y D e f e c t o s
Total
Buenas
Total
Malas
TIEMPO
MUERTO
0 0
REGISTRO DE PRODUCCION 1ER TURNO - 2DO TURNO
MAQUINA VAWE L7
0
Total
Gabinetes
0
Tiempo
muerto
total
0
Tiempo
disponible
30
Tiempo
disponible
60
Resultados por hora
Disponibilidad Eficiencia YIELD OEE
100% 0% ##### #¡DIV/0!
CAUSA TIEMPO MUERTO
CAUSA TIEMPO MUERTO
+
+ Pieza
Buena
+ + + + + + + +
BORRAR
+ Pieza
Buena
+ + + + + + + + +

25
Las partes que componen la estructura de la figura 4 son las siguientes:
Botón de agregar pieza buena y pieza defectuosa
En esta macro de Excel, a lo largo del formato se presentan estos 2 botones, los
cuales llevaran la contabilización de las piezas buenas y malas producidas hora por
hora.
El botón de “+ Pieza buena” fue programado con la finalidad de incrementar +1 el
contador de piezas buenas y evitar llevar un registro manual (figura 10), mientras
que el botón con la leyenda “+ “, fue programado para incrementar + 1, la cantidad
de piezas defectuosas de acuerdo con el defecto que se tenga registrado (figura 9).
El código utilizado para la programación de estos botones fue el siguiente:
Botón “+ Pieza buena”
Private Sub B100_Click()
Range("K77"). Value = Range("K77"). Value + 1
End Sub
Botón “+”
Private Sub B102_Click()
Range("M87"). Value = Range("M87"). Value + 1
End Sub
Área de registro piezas defectuosas
En esta parte el operador llevará el registro hora por hora a lo largo del turno de
todas las piezas defectuosas que la lámina produzca, utilizando el botón de “+ “para
incrementar el contador.
FECHA:
Golpe
Lamina
mal
doblada
Lamina
atorada
Lamina
rayada
Lamina
golpeadaNo clincha
|
Golpe
Lamina
mal
doblada
Lamina
atorada
Lamina
rayada
Lamina
golpeadaNo clincha 0 0 0
0
0
0
0
Resultados por hora
Disponibilidad
100%
Eficiencia
0%
YIELD
#####
OEE
#¡DIV/0!
Tiempo
muerto
total
0
OPERADOR 1ER T.
Hora
P i e z a s M a l a s y D e f e c t o s
Gab.
Buenos
Gab.
Malos
TIEMPO
MUERTO
Total
Gabinetes
TEAM LEADER 1ER T.
0 0 006:30-7:00 0 0 0 0 0 0 0 0
00 0 007:00-8:00 0 0 0 0 0
Hora
P i e z a s M a l a s y D e f e c t o s
Total
Buenas
Total
Malas
TIEMPO
MUERTO
0 0
REGISTRO DE PRODUCCION 1ER TURNO - 2DO TURNO
MAQUINA VAWE L7
0
Total
Gabinetes
0
Tiempo
muerto
total
0
Tiempo
disponible
30
Tiempo
disponible
60
Resultados por hora
Disponibilidad Eficiencia YIELD OEE
100% 0% ##### #¡DIV/0!
CAUSA TIEMPO MUERTO
CAUSA TIEMPO MUERTO
+
+ Pieza
Buena
+ + + + + + + +
BORRAR
+ Pieza
Buena
+ + + + + + + + +
FECHA:
Golpe
Lamina
mal
doblada
Lamina
atorada
Lamina
rayada
Lamina
golpeadaNo clincha
|
Golpe
Lamina
mal
doblada
Lamina
atorada
Lamina
rayada
Lamina
golpeadaNo clincha 0 0 0
0
0
0
0
Resultados por hora
Disponibilidad
100%
Eficiencia
0%
YIELD
#####
OEE
#¡DIV/0!
Tiempo
muerto
total
0
OPERADOR 1ER T.
Hora
P i e z a s M a l a s y D e f e c t o s
Gab.
Buenos
Gab.
Malos
TIEMPO
MUERTO
Total
Gabinetes
TEAM LEADER 1ER T.
0 0 006:30-7:00 0 0 0 0 0 0 0 0
00 0 007:00-8:00 0 0 0 0 0
Hora
P i e z a s M a l a s y D e f e c t o s
Total
Buenas
Total
Malas
TIEMPO
MUERTO
0 0
REGISTRO DE PRODUCCION 1ER TURNO - 2DO TURNO
MAQUINA VAWE L7
0
Total
Gabinetes
0
Tiempo
muerto
total
0
Tiempo
disponible
30
Tiempo
disponible
60
Resultados por hora
Disponibilidad Eficiencia YIELD OEE
100% 0% ##### #¡DIV/0!
CAUSA TIEMPO MUERTO
CAUSA TIEMPO MUERTO
+
+ Pieza
Buena
+ + + + + + + +
BORRAR
+ Pieza
Buena
+ + + + + + + + +
Figura 10 Botón de ingresar pieza buena (izquierda) y botón de ingresar pieza defectuosa de (derecha)

26
Figura 11 Área de registro de piezas defectuosas
Zona de contador de piezas
En esta área, se verá reflejada la cantidad acumulada de piezas buenas y piezas
malas, sumándolas y dando la cantidad total producida de gabinetes durante la hora
de trabajo.
Figura 12 Contador de piezas buenas y defectuosas por hora
Zona de tiempos muertos y tiempo disponible
Aquí el operador registrará el tiempo muerto en minutos y la causa que originó el
tiempo muerto, del mismo modo, se presenta la columna de “Tiempo disponible” el
cual indica cuanto tiempo productivo en minutos se tiene con respecto a la hora de
trabajo (figura 13).
El motivo por el cual únicamente aparecen 4 espacios para registrar tiempos
muertos es porque se tiene contemplado de que solo existan como máximo 4
causas diferentes de tiempos muertos con una duración de máxima 15 minutos.
Figura 13 Área de registro de tiempos muertos e indicador de tiempo disponible productivo
FECHA:
Golpe
Lamina
mal
doblada
Lamina
atorada
Lamina
rayada
Lamina
golpeadaNo clincha
|
Golpe
Lamina
mal
doblada
Lamina
atorada
Lamina
rayada
Lamina
golpeadaNo clincha 0 0 0
0
0
0
0
Resultados por hora
Disponibilidad
100%
Eficiencia
0%
YIELD
#####
OEE
#¡DIV/0!
Tiempo
muerto
total
0
OPERADOR 1ER T.
Hora
P i e z a s M a l a s y D e f e c t o s
Gab.
Buenos
Gab.
Malos
TIEMPO
MUERTO
Total
Gabinetes
TEAM LEADER 1ER T.
0 0 006:30-7:00 0 0 0 0 0 0 0 0
00 0 007:00-8:00 0 0 0 0 0
Hora
P i e z a s M a l a s y D e f e c t o s
Total
Buenas
Total
Malas
TIEMPO
MUERTO
0 0
REGISTRO DE PRODUCCION 1ER TURNO - 2DO TURNO
MAQUINA VAWE L7
0
Total
Gabinetes
0
Tiempo
muerto
total
0
Tiempo
disponible
30
Tiempo
disponible
60
Resultados por hora
Disponibilidad Eficiencia YIELD OEE
100% 0% ##### #¡DIV/0!
CAUSA TIEMPO MUERTO
CAUSA TIEMPO MUERTO
+
+ Pieza
Buena
+ + + + + + + +
BORRAR
+ Pieza
Buena
+ + + + + + + + +
FECHA:
Golpe
Lamina
mal
doblada
Lamina
atorada
Lamina
rayada
Lamina
golpeadaNo clincha
|
Golpe
Lamina
mal
doblada
Lamina
atorada
Lamina
rayada
Lamina
golpeadaNo clincha 0 0 0
0
0
0
0
Resultados por hora
Disponibilidad
100%
Eficiencia
0%
YIELD
#####
OEE
#¡DIV/0!
Tiempo
muerto
total
0
OPERADOR 1ER T.
Hora
P i e z a s M a l a s y D e f e c t o s
Gab.
Buenos
Gab.
Malos
TIEMPO
MUERTO
Total
Gabinetes
TEAM LEADER 1ER T.
0 0 006:30-7:00 0 0 0 0 0 0 0 0
00 0 007:00-8:00 0 0 0 0 0
Hora
P i e z a s M a l a s y D e f e c t o s
Total
Buenas
Total
Malas
TIEMPO
MUERTO
0 0
REGISTRO DE PRODUCCION 1ER TURNO - 2DO TURNO
MAQUINA VAWE L7
0
Total
Gabinetes
0
Tiempo
muerto
total
0
Tiempo
disponible
30
Tiempo
disponible
60
Resultados por hora
Disponibilidad Eficiencia YIELD OEE
100% 0% ##### #¡DIV/0!
CAUSA TIEMPO MUERTO
CAUSA TIEMPO MUERTO
+
+ Pieza
Buena
+ + + + + + + +
BORRAR
+ Pieza
Buena
+ + + + + + + + +
FECHA:
Golpe
Lamina
mal
doblada
Lamina
atorada
Lamina
rayada
Lamina
golpeadaNo clincha
|
Golpe
Lamina
mal
doblada
Lamina
atorada
Lamina
rayada
Lamina
golpeadaNo clincha 0 0 0
0
0
0
0
Resultados por hora
Disponibilidad
100%
Eficiencia
0%
YIELD
#####
OEE
#¡DIV/0!
Tiempo
muerto
total
0
OPERADOR 1ER T.
Hora
P i e z a s M a l a s y D e f e c t o s
Gab.
Buenos
Gab.
Malos
TIEMPO
MUERTO
Total
Gabinetes
TEAM LEADER 1ER T.
0 0 006:30-7:00 0 0 0 0 0 0 0 0
00 0 007:00-8:00 0 0 0 0 0
Hora
P i e z a s M a l a s y D e f e c t o s
Total
Buenas
Total
Malas
TIEMPO
MUERTO
0 0
REGISTRO DE PRODUCCION 1ER TURNO - 2DO TURNO
MAQUINA VAWE L7
0
Total
Gabinetes
0
Tiempo
muerto
total
0
Tiempo
disponible
30
Tiempo
disponible
60
Resultados por hora
Disponibilidad Eficiencia YIELD OEE
100% 0% ##### #¡DIV/0!
CAUSA TIEMPO MUERTO
CAUSA TIEMPO MUERTO
+
+ Pieza
Buena
+ + + + + + + +
BORRAR
+ Pieza
Buena
+ + + + + + + + +

27
Zona de resultados por hora
Aquí aparecen los resultados obtenidos de la disponibilidad, eficiencia, YIELD y
OEE, a lo largo de la hora de acuerdo con los datos ingresados. Tanto el operador,
como el líder de producción, podrán ver el desempeño de la máquina a lo largo del
día.
Figura 14 Zona de resultados hora por hora de indicadores del OEE
Zona de resultados por turno y semanal
Posterior a este registro, toda la información ingresada por turno se ira registrando
en un cuadro como se muestra en la figura 15 y 16, el cual contiene información
sobre la cantidad de gabinetes buenos y defectuosos producidos, el tiempo total
disponible a lo largo del turno, el tiempo ciclo de la operación, así como el estándar,
y los resultados generales de los indicadores del OEE por día (ambos turnos) y por
semana.
Figura 15 Resultados por turno del OEE
Figura 16 Resultado semanal del OEE
Resultados por hora
Disponibilidad
100%
Eficiencia
0%
YIELD
0%
OEE
0%
50
Gabinetes
producidos
400
Tiempo
disponible
570
RESUMEN PRIMER TURNO
Total
gab.
Buenos
Total
gab.
Malos
361 39
RESULTADOS 1° TURNO
96% 87% 90% 76%
Tiempo
muerto
total
20
EstandarDisponibilidad Eficiencia YIELD OEE
1.2
Tiempo
Ciclo
(seg)
50
Gabinetes
producidos
835
Tiempo
disponible
1110
RESULTADOS GENERALES FW30
Total
gab.
Buenos
Total
gab.
Malos
673 162
RESULTADOS 1° TURNO
95% 95% 81% 73%
Tiempo
muerto
total
58
EstandarDisponibilidad Eficiencia YIELD OEE
1.2
Tiempo
Ciclo
(seg)

28
Zona de gráficos de Pareto para ilustrar defectos
El sistema es capaz de registrar todas las piezas defectuosas de la semana y
ordenar los datos de forma automática mediante un botón programado, el cual
organizará las frecuencias para elaborar el Pareto correspondiente e indicará el top
3 de defectos mostrados de color rojo (Figura 17). El código utilizado en la
programación del botón “ordenar datos” es el siguiente:
Private Sub Ordenar_Click()
Range("C1"). Sort KEY1: =Range("C2") ORDER1: =xlDescending KEY2: =Range("B2") ORDER2:
=xlAscending Header: =xlYes
End Sub
Figura 17 Pareto semanal de defectos de la semana fiscal (FW30)
4.3.3.3.- Tercera etapa del diseño versión 2
En esta etapa se obtiene la versión definitiva del sistema, el cual fue retroalimentado
por el súper intendente y el gerente del área de gabinetes. Las mejoras que se le
realizaron al sistema se muestran a continuación:
1. Mejora a la pantalla principal de captura del sistema
Esta es la primera mejora que se le realizo al sistema, en el cual se elimina por
completo los botones de agregar piezas buenas y únicamente se mantienen los
botones de agregar piezas defectuosas. La razón por la cual el botón de piezas
buenas se elimino fue porque el operador anotara la cantidad de piezas buenas
producidas a partir de la información que arroje el reporte de producción de Mabe,
el cual, mediante un sensor, registra todos los gabinetes buenos que van saliendo
de la máquina (figura 18)

29
Figura 18 Reporte de producción Hora por Hora
El contador de gabinetes buenos, malos y total se mantienen, sin embargo, en la
zona de tiempos muertos se realiza una separación de tiempos que afecten a la
disponibilidad y a la eficiencia del equipo, esa información se explica en el punto
4.3.4.
Se agrega una columna con el nombre de P.P (paro programado) en el cual, el
operador anotara todos los paros programados en minutos, por juntas, sesiones de
equipo, platicas de seguridad, comedor, etc.
En la parte superior derecha, se muestra el rate/h3 al que trabaja la máquina,
mediante este número se define el tiempo ciclo y el estándar de la operación.
Se mantienen los resultados de los indicadores hora por hora del OEE. Todo lo
anterior se muestra en la figura 14.
Figura 19 Interfaz mejorada del sistema OEE
3 Rate/h: indica el número de gabinetes por hora producidos de acuerdo con el objetivo de producción.
RATE/H
88
lamina
golpeada
lamina
mal
doblada
lamina
atorada
Lamina
rayada
lamina
mal
pleagada
laminas
con
puntas
caidas
0Tiempo
muerto
total
0
P.P
0
REGISTRO DE PRODUCCION 1ER TURNO - 2DO TURNO
MAQUINA SCOTT L6
0%
Tiempo muerto a disponibilidad
TIEMPO
MUERTO
(min)
CAUSA TIEMPO MUERTO
Tiempo muerto a eficiencia
TIEMPO
MUERTO
(min)
CAUSA TIEMPO MUERTO
0 0
Total
Gabinetes
30 100% 0% 0%0 0 0 0 0 0
Tiempo Ciclo Estandar
40.90909091 1.466666667
06:30-7:00 0 0 0 0 0
Tiempo
muerto
total
T.
Disp
Resultados por hora
Disp Efic YIELD OEEHora
P i e z a s M a l a s y D e f e c t o s
Gab.
Buenos
Gab.
Malos
+ + + + + + + + +

30
2. Zona de resultados diario por turno del OEE
En esta zona, se aprecia de manera general el resultado diario que obtuvo el primer
y el segundo turno, donde el líder de la línea y/o el ingeniero de mejora, pueden
analizar de forma general el desempeño de la máquina.
Figura 20 Resultado diario por turno del OEE
3. Zona de análisis de datos semanales
Se elaboró y diseñó una hoja de Excel exclusivamente para hacer un análisis
detallado, del desempeño a lo largo de la semana de la máquina, dicha hoja
contiene los siguientes 4 apartados:
3.1.- Análisis de la producción diaria
Aquí se irán registrando diariamente y por turno la cantidad de piezas buenas y
malas producidas, así como la producción total realizada en la semana y la
producción programada que se tenía contemplada (figura 21).
Figura 21 Análisis de la producción diaria, semanal y programada
Tiempo muerto a
eficiencia
Tiempo muerto a
disponibilidad
0 0540 0 0
RESUMEN DIARIO - PRIMER TURNO
0
Tiempo
productivoPiezas producidas Piezas buenas Piezas malas Disponibilidad Eficiencia YIELD OEE
0% 0% 0%100%
%
Produccion total 984 Produccion total 866 Produccion total 956 Produccion total 937 Produccion total 903 Produccion total 0
Produccion buenas 984 Produccion buenas 865 Produccion buenas 953 Produccion buenas 926 Produccion buenas 903 Produccion buenas 0
Produccion malas 0 Produccion malas 1 Produccion malas 3 Produccion malas 11 Produccion malas 0 Produccion malas 0
Produccion total 870 Produccion total 872 Produccion total 779 Produccion total 661 Produccion total 897 Produccion total 0
Produccion buenas 870 Produccion buenas 872 Produccion buenas 778 Produccion buenas 661 Produccion buenas 897 Produccion buenas 0
Produccion malas 0 Produccion malas 0 Produccion malas 1 Produccion malas 0 Produccion malas 0 Produccion malas 0
Produccion total 1854 Produccion total 1738 Produccion total 1735 Produccion total 1598 Produccion total 1800 Produccion total 0
Produccion buenas 1854 Produccion buenas 1737 Produccion buenas 1731 Produccion buenas 1587 Produccion buenas 1800 Produccion buenas 0
Produccion malas 0 Produccion malas 1 Produccion malas 4 Produccion malas 11 Produccion malas 0 Produccion malas 0
8,709
16
Produccion programada
10,776
0%
Pri
mer
turn
o
Segu
nd
o
turn
oTo
tal
Produccion
malas
Produccion diaria Produccion real
Produccion
total
Produccion
buenas
8,725
Lunes Martes Miercoles Jueves Viernes Sabado
100%
100%
Copiar tiempos muertos a "datos"

31
3.2.- Resultado OEE semanal
Este punto es muy importante, ya que muestra el OEE total registrado en la semana,
y la cantidad de tiempo muerto acumulado; es esta información la que se presenta
semanalmente en el EMT 4.
Figura 22 Resultado semanal del OEE
3.3.- Registro diario de indicadores OEE
Aquí se va guardando un registro del resultado diario de los indicadores, esto
permite conocer de manera gráfica el comportamiento de la disponibilidad,
eficiencia, YIELD5 y el OEE, con la finalidad de que el análisis sea más rápido y
sencillo.
4 EMT: Equipo Multifuncional de Trabajo – Son juntas que se realizan en donde se analizan temas de producción, calidad, mantenimiento, manufactura y operaciones. 5 YIELD: Calidad.
Disponibilidad Eficiencia YIELD
Tiempo
productivo
disponible
Tiempo
muerto
total
(min)
Tiempo
muerto total
disponibilidad
(min)
Tiempo
muerto total
eficiencia
(min)
218
RESULTADO OEE SEMANAL
522
OEE
6,295 304 95% 81% 100% 77%
1° 2° 1° 2° 1° 2° 1° 2° 1° 2° 1° 2°
Disponibilidad 96% 88% 99% 96% 99% 94% 97% 75% 98% 100% 100% 100%
Eficiencia 103% 111% 93% 103% 103% 95% 99% 99% 97% 94% 0% 0%
YIELD 100% 100% 100% 100% 100% 100% 99% 100% 100% 100% 0% 0%
OEE 100% 97% 91% 100% 95% 89% 95% 75% 94% 94% 0% 0%
Registro diario de indicadoresLunes Martes Miercoles Jueves Viernes Sabado

32
Figura 23 Registro diario de indicadores y graficas de resultados de los indicadores
3.4.- Listado de tiempos muertos
En esta zona se irán registrando todos los tiempos muertos que el operador anota
diariamente, esta información servirá para generar un gráfico en donde se ilustre el
comportamiento de los tiempos muertos a lo largo de la semana (figura 24 y 25).
Figura 24 Listado de tiempos muertos
Figura 25 Grafico semanal del comportamiento de tiempos muertos
Min Causa Min Causa
2 falla empujador entrada a perfiladora 5 codigos equivocados segundo turno
0 0 5 acomodo de secuencia
0 0 0 0
0 0 0 0
7 falta de liner 0 0
Tiempo muerto a disp
Listado de tiempos muertos
Tiempo muerto a eficiencia

33
4.- Zona de gráficos de Pareto
El sistema, una vez que se haya ingresado toda la información de la semana,
almacenará los tiempos muertos y los defectos registrados (figura 26), en donde el
líder o el ingeniero de mejora ordenará la información para elaborar 3 paretos:
Pareto semanal de defectos
Pareto semanal de tiempos muertos a disponibilidad
Pareto semanal de tiempos muertos a eficiencia
Los dos últimos paretos servirán para detectar el top 3 de problemas que se
presenten a la máquina (disponibilidad) y a la operación (eficiencia) (figura 27).
Figura 26 Registro de datos semanales de defectos y tiempos muertos
Una vez ordenados los datos que aparecen en la figura 22, se generaran los 3
paretos anteriormente mencionados mostrados en la figura 23.
Figura 27 Paretos de defectos y tiempos muertos
Defectos FrecuenciaFrecuencia
Relativa
Frecuencia
acumulada
aplastada por extremos 9 56% 56%
Tiempos
muertos Minutos
Frecuencia
relativa
Frecuencia
acumulada
Tiempos
muertos Minutos
Frecuencia
relativa
Frecuencia
acumulada
lamina atorada en troqueles 5 31% 88% falla de escaner salida scott90 30% 30% transportadores llenos 62 29% 29%
lamina mal doblada 1 6% 94% falta de pallet linea 5 38 13% 42% transportador carril 4 lleno41 19% 48%
proveedor 1 6% 100% falta de pallet 24 8% 50% carriles llenos 20 9% 57%
lamina golpeada 0 0% arranque de bandas 23 8% 58% codigos equivocados segundo turno17 8% 65%
lamina atorada 0 0% falla volteador prefoam 22 7% 65% acomodo de secuencia 13 6% 71%
Lamina rayada 0 0% falla escaner salida scott 22 7% 72% atraso operaciones banda 412 6% 77%
lamina mal pleagada 0 0% fondo dañado proveedor18 6% 78% banda 5 lenta 12 6% 82%
laminas con puntas caidas 0 0% paro por calidad LATAM 13 4% 82% transpotador carril 5 lleno11 5% 87%
falla empujador entrada a perfiladora10 3% 86% atraso operación codigos 7 3% 91%
falla en pisadores en plegadora U8 3% 88% atraso ambas bandas 6 3% 93%
falta de liner 7 2% 90% falta de personal en codigos 6 3% 96%
carriles llenos 4 1% 92% atraso por modelo 400 4 2% 98%
atraso por papeleria segundo turno4 1% 93% atraso banda 4 3 1% 100%
herramientas coloco calzas4 1% 94% atraso en operación fondo 1 0% 100%
desatoramiento de lamina3 1% 95%
falta de liner 510 3 1% 96%
paro por lamina atorada en troqueles3 1% 97%
falla plegadora de extremos 3 1% 98%
ajuste del 400 2 1% 99%
falta de pallet linea 4 2 1% 100%
falta de liner 400 1 0% 100%
PARETO SEMANAL DEFECTOSPARETO - ANALISIS GENERAL
PARETO SEMANAL TIEMPOS MUERTOS
Tiempo muerto a disponibilidad Tiempo muerto a eficiencia

34
4.3.4.- Catalogo de tiempos muertos
El catálogo de tiempos muertos tiene como finalidad, establecer un estándar para
identificar a que parámetro del OEE va a afectar, ya sea a la eficiencia o a la
disponibilidad del equipo.
La siguiente selección de tiempos muertos se hizo en base a la filosofía de las 6
grandes pérdidas, además, los tiempos muertos expresados en la tabla 4, se
explican de forma general, ya que el objetivo es que este estándar aplique a todas
las máquinas del área de gabinetes, ya que el operador será quien especifique la
causa del tiempo muerto.
Tipo de tiempo muerto
Explicación de las 6 grandes
perdidas Causas de tiempo muerto
Tiempo muerto a
disponibilidad
Todos aquellos tiempos muertos que representen
averías, preparación y/o
ajustes a la máquina
Mantenimientos no programados
Averías de la máquina en general
Intervención de mantenimiento y/o herramientas a la máquina
Cambios de molde, troquel, pallet, o cualquier componente de la máquina.
Preparación de la máquina para el arranque.
Fallos de los herramentales de la máquina
Cualquier ajuste de calidad
Tiempo muerto a eficiencia
Todos los tiempos muertos que representen
paradas al proceso y/o
reducción de velocidad
Limpieza o chequeo de la banda de preparación
Bandas de preparación llenas
Cualquier sensor bloqueado
Capacidad de diseño inferior al requerido
Operario ineficiente que provoque cualquier atraso en las operaciones
Tabla 4 Catalogo general de tiempos muertos de acuerdo con la eficiencia y disponibilidad del equipo

35
4.3.5 Otras actividades destacables
Participe por recomendación del gerente del área en dos talleres Kaizen como parte
de un equipo de trabajo de mejora en problemáticas específicas, los talleres fueron
los siguientes:
Primer taller kaizen: Definición de capacidad para el esquema operativo a
ritmo de 88 u/h
Mis actividades dentro de este kaizen fueron la medición de tiempos de todas las
operaciones de gabinetes de la línea 7, con la finalidad de conocer la saturación
actual de las operaciones y de acuerdo con los resultados del cálculo de los tiempos,
evaluar cuantos operadores más se necesitaban para lograr una producción de 88
gabinetes por hora, con un tiempo ciclo de 41 segundos.
Segundo taller kaizen: Optimización del espacio del buffer en la zona de
puertas.
En este segundo kaizen, las actividades que realice consistieron en la medición de
tiempos de 2 operaciones que están antes de la zona del buffer, esto con la finalidad
de poder identificar la causa raíz, ya que el problema del buffer era su continua
saturación y atrasaba operaciones posteriores a esta zona, por lo que el análisis
permitió optimizar el espacio del buffer y balancear las operaciones cercanas a esta
zona.

36
5.- Resultados
Los resultados se obtuvieron por la implementación del sistema OEE durante 7
semanas, las cuales abarcan desde la semana fiscal (FW) 35 hasta la 40.
Sin embargo, desde la semana fiscal 35 hasta la semana 37, los resultados del OEE
se calculaban en base a la versión 1 del sistema, el cual no tenía una distribución
de tiempos muertos de acuerdo con la máquina o al proceso, por lo que el OEE
calculado en estas 3 semanas no se presentara como resultado verídico.
A partir de la semana 38, se implementó la última versión del sistema, el cual realiza
el cálculo en base al tipo de tiempo muerto, ya sea para disponibilidad o eficiencia
del proceso. Los resultados obtenidos a partir de dicha semana se presentarán al
igual que los tiempos muertos y defectos registrados.
Cada semana se presenta un reporte impreso y en digital donde se exponen los
resultados obtenidos del OEE, tiempo muerto y defectos, con la finalidad de que los
líderes y personal de mantenimiento y herramientas, propongan y evalúen acciones
correctivas para mejorar el proceso en general.
5.1.- Resultados de indicadores
A continuación, se presentarán los resultados de los indicadores a partir de la
semana fiscal 38, los cuales se presentan en la tabla 5.
FW Línea
Tiempo productivo disponible
(min)
TM a Disp. (min)
TM a eficiencia
(min)
Total, tiempo muerto (min)
Disponibilidad Eficiencia YIELD OEE Promedio
OEE
38
Sirius 6,295 304 218 522 95% 81% 100% 77%
78% L6 5,250 86 535 621 98% 71% 100% 70%
L7 4,140 182 751 933 96% 77% 100% 73%
L2 5,055 761 50 811 85% 109% 100% 92%
39
Sirius 6,195 251 218 469 96% 82% 100% 78%
83% L6 6,260 238 432 670 96% 80% 100% 77%
L7 5,215 137 199 336 97% 97% 100% 94%
L2 6,220 1,109 173 1,282 82% 100% 99% 82%
40
Sirius 6,290 136 513 549 98% 83% 100% 81%
80% L6 6,265 179 340 519 97% 81% 100% 78%
L7 6,180 91 325 416 99% 84% 100% 83%
L2 6,150 1,111 153 1,264 82% 97% 99% 79%
Tabla 5 Compilación de resultados de la semana 38 - 40 del OEE en el área de gabinetes

37
5.2.- Resultados de defectos y tiempos muertos
De acuerdo con la información expresada en la tabla 5, se presentarán los
resultados acumulados en tiempos muertos y defectos por máquina
MÁQUINA SIRIUS LINEA 4
Gráfico 1 Pareto acumulado de defectos Sirius
De acuerdo con el grafico 1 podemos observar que a lo largo de las 3 semanas
trabajadas (38 – 40) acumulamos un total de 46 láminas defectuosas.
Dentro del top 3 de problemas se encuentran:
Golpes por extremos
Lámina aplastada por extremos
Lámina atorada en troqueles
El análisis de estos problemas, arrojo que la causa raíz se encontraba en un sensor
que estaba bloqueado dentro de la máquina, específicamente hablando en la zona
de troqueles y plegadores de extremos. Este problema hacia que el sensor no
detectara correctamente la longitud de la lámina y por ende terminaba aplastándola
y/o golpeándola.
Una lámina de scrap 6 para la línea Sirius, le cuesta a la empresa $ 20 dólares; esto
significa que en las 3 semanas por láminas defectuosas se perdieron $ 920 dólares.
6 Material defectuoso que no paso pruebas de calidad
17
9 9
7
1 1 1 1
37%
57%
76%
91% 93% 96% 98% 100%
0%
20%
40%
60%
80%
100%
120%
0
2
4
6
8
10
12
14
16
18
golpeextremos
aplastadapor
extremos
laminaatorada entroqueles
laminagolpeada
golpe deventosa
lamina conpuntascaidas
lamina maldoblada
proveedor
Lá
min
as
Causas
Pareto Acumulado defectos Sirius

38
Gráfico 2 Pareto acumulado de tiempos muertos a disponibilidad
Los tiempos muertos acumulados a disponibilidad de la línea Sirius presentan un
top 3 de problemas de:
Falla de escáner a la salida de Scott
Falta de pallet
Falta de pallet de línea 5
Con la finalidad de resolver el primer problema, la solución fue de cambiar el escáner
por otro, ya que el anterior presentaba problemas de lectura del código de barras
del gabinete.
Con respecto a la falta de pallet, anteriormente se planteó que los tiempos muertos
a disponibilidad son únicamente fallas de la máquina, sin embargo, se cargan los
tiempos muertos relacionados a material ya que son paros largos (arriba de 5
minutos y que no se resuelven de forma rápida).
La forma de atacar estos 2 últimos problemas es haciendo un rediseño de toda la
línea para definir el método de regresar los pallets utilizados a la línea de
preparación, ya que actualmente el pallet llega hasta el área de ensamble y es un
operador que debe de ir en un carro por ellos (son 40 pallets que le caben al carro
y el viaje de un operador al área de ensamble y de regreso a línea sirius dura
aproximadamente 7 minutos, más el tiempo que tarda en preparar el pallet y
colocarlo en la volteadora).
202
159
96
4225 23 22 22 18 15 15 13 10 8 6
30%
53%
68%74% 78% 81% 84% 87% 90% 92% 95% 96% 98% 99% 100%
0%
20%
40%
60%
80%
100%
120%
0
50
100
150
200
250M
inu
tos
Causas
Pareto acumulado T. muerto disponibilidad SIRIUS

39
Gráfico 3 Pareto acumulado de tiempos muertos a eficiencia
Top 3 de problemas:
Transportadores llenos
Carriles llenos
Carriles llenos línea 4
El primer problema se refiere a los transportadores que conectan la línea con el área
de espumado, mientras que los últimos 2 se refieren a los carriles que conectan la
máquina Sirius con la línea 5 y 4.
La razón por la cual los 2 carriles, pero en especial el carril de la línea 4 se llena, es
por varios factores:
1. Área de espumado llena: todas las estaciones de espumado están llenas y
no puede continuar el flujo
2. Operación atrasada / falta personal: alguna operación se atrasa o el personal
acude al baño.
3. La máquina trabaja a su estándar máximo de diseño el cual provoca
desajustes de tiempos con las operaciones.
En total para los tiempos muertos de disponibilidad y eficiencia fueron de 1,640
minutos, el cual, si lo multiplicamos por el estándar, obtenemos una pérdida de:
1,640 𝑚𝑖𝑛𝑢𝑡𝑜𝑠 𝑥 1.86 = (3061 𝑙𝑎𝑚𝑖𝑛𝑎𝑠 𝑛𝑜 𝑓𝑎𝑏𝑟𝑖𝑐𝑎𝑑𝑎𝑠 𝑥 20 𝑑𝑙𝑠)
= $ 𝟔𝟏, 𝟐𝟐𝟎. 𝟎𝟎 𝒅𝒍𝒔 𝒏𝒐 𝒑𝒓𝒐𝒅𝒖𝒄𝒊𝒅𝒐𝒔 𝒑𝒐𝒓 𝟑 𝒔𝒆𝒎𝒂𝒏𝒂𝒔
170
150
90
6755
24 22 17 15 13 12 12 11 9 7 3 2
24%
46%
59%69%
76%80%83%85%88%90%91%93%95%96%97%100%100%
0%
20%
40%
60%
80%
100%
120%
0
20
40
60
80
100
120
140
160
180M
inu
tos
Causas
Pareto acumulado T. muerto eficiencia SIRIUS

40
MÁQUINA SCOTT ANDROMEDA LINEA 6
Gráfico 4 Pareto acumulado de defectos Scott Andromeda
En la línea Andrómeda, el Pareto acumulado de defectos asciende a las 21
láminas, presentando un top 3 de:
Lámina golpeada.
Lámina atorada.
Lámina mal plegada.
La causa raíz de estos 3 problemas es el desajuste que presenta la máquina por un
tema mecánico, el cual provoca que las láminas se atoren o se lleguen a golpear.
La solución a este problema fue diseñar un procedimiento para hacer el ajuste
mecánico y redactar una bitácora de trabajo firmado por quien hizo el ajuste y el
responsable del ajuste, lo anterior permite tener un mayor control de lo que se hizo
en caso de presentarse nuevamente una falla.
El costo de una lámina para esta línea es de 15 dólares, por lo que la perdida de
scrap fue de 315 dólares.
12
5
2 2
57%
81%
90%
100%
0%
20%
40%
60%
80%
100%
120%
0
2
4
6
8
10
12
14
lamina golpeada lamina atorada lamina mal plegada lamina mal troquelada
Lá
min
as
Causas
Pareto Acumulado defectos Scott Andromeda

41
Gráfico 5 Pareto cumulado de T. muerto a disponibilidad Scott Andromeda
El top 3 de problemas registrados a lo largo de estas 3 semanas fueron:
Cambio de modelo en troqueles
Falla de brazo robótico
Banda de mesa de centraje se rompe
El primer problema fue únicamente un tiempo muerto a mantenimiento por cambio
del modelo, sin embargo, los últimos 2 problemas se presentaron por una mala
realización del MA 7por parte de los operadores a las máquinas, ya que no se
ajustaron correctamente las bandas.
7 MA: siglas para referenciar el mantenimiento preventivo que realizan los operadores los días sábados.
84
5447
4030
18 15 12 10 7 6 5 5 4 324%
40%
54%65%
74% 79% 83% 87% 90% 92% 94% 95% 97% 98% 99%
0%
20%
40%
60%
80%
100%
120%
0102030405060708090
Min
uto
s
Causas
Pareto acumulado T. muerto disponibilidad Scott Andromeda

42
Gráfico 6 Pareto acumulado tiempo muerto eficiencia Scott Andromeda
Con respecto a la eficiencia de la máquina, se obtuvieron:
Carriles llenos
Atraso en banda
Atraso en banda por modelo 360
El primer problema radica en los carriles a espumado, el cual igual que la anterior
línea, todas las estaciones de espumado están ocupadas. Mientras que los últimos
2 problemas, su causa raíz es un problema en el balanceo, en el cual ciertas
operaciones se atrasan cuando pasa el modelo 360 (el modelo más grande para
esa línea). La solución aquí fue realizar otro balance de tiempos y agregar una
persona más a una operación de colocación de liner para atender este desajuste y
no volver a generar más atrasos.
En total para los tiempos muertos de eficiencia y disponibilidad se tiene un
acumulado de 1,811 minutos, por lo que la perdida registrada en estas 3 semanas
fue:
1,811 𝑚𝑖𝑛𝑢𝑡𝑜𝑠 𝑥 1.46 = (2,644 𝑙𝑎𝑚𝑖𝑛𝑎𝑠 𝑛𝑜 𝑓𝑎𝑏𝑟𝑖𝑐𝑎𝑑𝑎𝑠 𝑥 15 𝑑𝑙𝑠)
= $ 𝟑𝟗, 𝟔𝟔𝟎. 𝟎𝟎 𝒅𝒍𝒔 𝒏𝒐 𝒑𝒓𝒐𝒅𝒖𝒄𝒊𝒅𝒐𝒔 𝒑𝒐𝒓 𝟑 𝒔𝒆𝒎𝒂𝒏𝒂𝒔
365
214193
6034 30 27 18 18 15 14 13 13 6 5
36%
56%
75%81% 84% 87% 90% 92% 94% 95% 96% 98% 99% 100%100%
0%
20%
40%
60%
80%
100%
120%
0
50
100
150
200
250
300
350
400M
inu
tos
Causas
Pareto acumulado T. muerto eficiencia Scott Andromeda
43
MÁQUINA VAWE ANDROMEDA LINEA 7
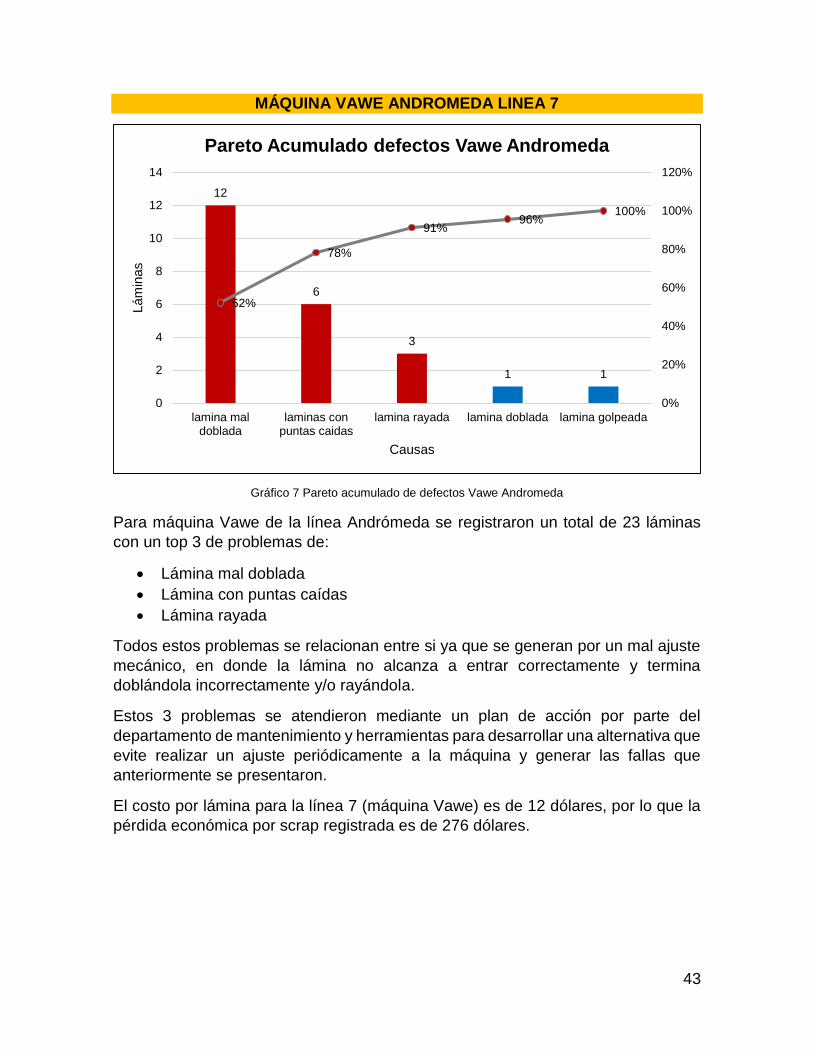
Gráfico 7 Pareto acumulado de defectos Vawe Andromeda
Para máquina Vawe de la línea Andrómeda se registraron un total de 23 láminas
con un top 3 de problemas de:
Lámina mal doblada
Lámina con puntas caídas
Lámina rayada
Todos estos problemas se relacionan entre si ya que se generan por un mal ajuste
mecánico, en donde la lámina no alcanza a entrar correctamente y termina
doblándola incorrectamente y/o rayándola.
Estos 3 problemas se atendieron mediante un plan de acción por parte del
departamento de mantenimiento y herramientas para desarrollar una alternativa que
evite realizar un ajuste periódicamente a la máquina y generar las fallas que
anteriormente se presentaron.
El costo por lámina para la línea 7 (máquina Vawe) es de 12 dólares, por lo que la
pérdida económica por scrap registrada es de 276 dólares.
12
6
3
1 1
52%
78%
91%96%
100%
0%
20%
40%
60%
80%
100%
120%
0
2
4
6
8
10
12
14
lamina maldoblada
laminas conpuntas caidas
lamina rayada lamina doblada lamina golpeada
Lám
inas
Causas
Pareto Acumulado defectos Vawe Andromeda

44
Gráfico 8 Pareto acumulado tiempo muerto a disponibilidad Vawe Andromeda
En la disponibilidad de la máquina Vawe, tenemos un top 3 de:
Fallan ventosas desapilador
Cambio de empaque
Desapilador pierde ciclo
La causa raíz de los primeros 2 problemas eran de que los componentes ya no
funcionaban y era necesario cotizar y realizar el cambio lo antes posible para que
siguieran presentándose esos 2 problemas, sin embargo, en el último, el operador
debe reiniciar el ciclo de la máquina para continuar con la producción. El problema
de este reinicio es que es una operación tardada, ya que hay que esperar a que el
software de la máquina cargue nuevamente el programa de producción.
El ultimo problema se atacó mediante la presentación al proveedor de la máquina
del problema y del tiempo que se necesita para reiniciar la secuencia.
4440
33
2521
12 12 11 10 106 5 5 4 4 3 3 2 2
30%43%
54%62%
69%73%77%80%84%87%89%92%94%95%97%98%99%99%100%
0%
20%
40%
60%
80%
100%
120%
05
101520253035404550
Min
uto
s
Causas
Pareto acumulado T. muerto disponibilidad

45
Gráfico 9 Pareto acumulado tiempo muerto eficiencia Vawe Andromeda
Los problemas de Vawe y Scott Andromeda son muy similares, ya que ambas líneas
pertenecen a la misma familia y el 90% de las operaciones de preparación y de
banda principal son las mismas.
Igual que en Scott, los carriles llenos se deben a un mal balance del área de
espumado, mientras que el atraso de banda se debe a un problema en el balance,
el cual se corrigió cambiando la posición de 2 operadores, ya que, por términos
personales, no se desempeñaban bien en la operación por motivos de gusto,
mientras que la falta de liner FZ se resolvió colocándole una ayuda visual 8 al
operador para identificar los códigos colocados y evitar pérdidas de secuencia.
El tiempo muerto acumulado para eficiencia y disponibilidad es de 1,685, por lo que
la pérdida económica registrada en las 3 semanas trabajadas fue de:
1,685 𝑚𝑖𝑛𝑢𝑡𝑜𝑠 𝑥 1.46 = (2,644 𝑙𝑎𝑚𝑖𝑛𝑎𝑠 𝑛𝑜 𝑓𝑎𝑏𝑟𝑖𝑐𝑎𝑑𝑎𝑠 𝑥 12 𝑑𝑙𝑠)
= $ 𝟐𝟗, 𝟓𝟐𝟏. 𝟐𝟎 𝒅𝒍𝒔 𝒏𝒐 𝒑𝒓𝒐𝒅𝒖𝒄𝒊𝒅𝒐𝒔 𝒑𝒐𝒓 𝟑 𝒔𝒆𝒎𝒂𝒏𝒂𝒔
8 Ayuda visual: documento ayuda de forma rápida al operador y evitar que se confunda explicando la operación de manera gráfica.
820
191
48 32 21 12 11 8 5 3
71%
88% 92% 95% 97% 98% 99% 99% 100% 100%
0%
20%
40%
60%
80%
100%
120%
0
100
200
300
400
500
600
700
800
900M
inu
tos
Causas
Pareto acumulado T. muerto eficiencia

46
MÁQUINA FAGOR SARES LINEA 2
Gráfico 10 Pareto acumulado de defectos Fagor Sares
La máquina Fagor Sares es la que más defectos presenta por su mayor complejidad
de operación (hablando en término de maquinaria) que las otras 3 líneas.
El top 3 de defectos es:
Variación de la medida de la lámina
Lámina en mal estado
Lámina atorada
El primer problema se debe a que el área de aceros, no corto la lámina en las
medidas especificadas y se desconoce precisamente por qué no se cortó conforme
a las especificaciones de la lámina, sin embargo, se presentó este problema al
gerente de aceros para evitar que problemas como este vuelvan a presentarse.
La lámina en mal estado también es causada por el departamento de aceros, sin
embargo, la falla ya venía desde proveedor, por lo que aceros tenía la
responsabilidad de evitar que ese lote de láminas pasara. Para solucionar este
problema, se definió una serie de procedimientos y controles para evitar que lotes
de lámina en malas condiciones se lleven a las máquinas.
La lámina atorada se debe a unos rieles que están por debajo de los troqueles, el
problema de estos rieles es que ya estaban lo suficientemente golpeados y tenían
deformaciones, por lo que la lámina al momento de pasar se atoraba. La solución
fue de cambiar ese riel y monitorear su estado.
21
119
65
4 4 4 43 3 3
2 2 2 2 21 1 1
23%
36%46%
52%58%
62%67%
71%76%79%82%86%88%90%92%94%97%98%99%100%
0%
20%
40%
60%
80%
100%
120%
0
5
10
15
20
25
Lá
min
as
Causas
Pareto Acumulado defectos Fagor Sares

47
El costo de una lámina para la línea 2 es de 30 dólares por lo que se registraron 90
láminas defectuosas generando una pérdida de $ 2,700 dólares.
Gráfico 11 Pareto acumulado de tiempo muerto a disponibilidad Fagor Sares
Aquí el top 3 pudieran ser falta de pallet, falta de liner y la falta de alas para el
modelo IW (Ice & Water), sin embargo, los 2 primeros problemas son quienes más
afectan a la disponibilidad de la máquina, porque estamos hablando de que la
sumatoria de minutos de esos 2 problemas equivale a aproximadamente 23.48
horas, equivalentes a casi un día de operación.
La razón por la cual el primer problema no se ha solucionado, es que físicamente la
infraestructura del área lo impide, por lo que hay que hacer todo un rediseño del
área y mover maquinaria, líneas y carriles de espumado para permitir que el
operador tenga mejor acceso a los pallets.
En el segundo problema, la falta de liner, es un problema que se ha tenido desde
ya hace varios años, en donde el área de termoformado (donde producen el liner)
presenta problemas de inventario o de falla de secuencia o que el líder del turno
anterior no dejo la cantidad “programada” de liner. Todos estos problemas dentro
del problema descrito vuelven más difíciles la detección de la causa raíz. Sin
embargo, se comenzó definiendo un protocolo de producción con el área de
termoformado para eliminar uno de los problemas que se presentan.
1075
334
33 33 22 19 17 17 17 15 12 12 12 11 11 8
65%
85% 87% 89% 90% 91% 92% 93% 94% 95% 96% 96% 97% 98% 98% 100%
0%
20%
40%
60%
80%
100%
120%
0
200
400
600
800
1000
1200
Min
uto
s
Causas
Pareto acumulado T. muerto disponibilidad

48
Gráfico 12 Pareto acumulado tiempo muerto a eficiencia Fagor Sares
El top 3 de tiempos muertos a eficiencia son:
Atraso en operación de fondo
Arranque
Lámina de fondo mal
La causa raíz del primer problema fue de que la operadora del fondo se atrasó por
un incorrecto suministro de material (cinta porosa), la solución para este problema
fue únicamente revisar el programa de suministro de material y comentarlo al área
de materiales para que no volviera a presentarse esa situación.
El arranque es cuando los operadores iniciaran la producción al comienzo del turno,
el problema es que en ocasiones hay detalles que el líder del turno anterior no
comenta, por lo que se desarrolló una bitácora diaria de producción para
retroalimentar a los líderes.
El ultimo problema se debe a que el proveedor entrego un lote con piezas
defectuosas de material, por lo que únicamente se hizo el cambio y se tomaron las
medidas con el proveedor para evitar que vuelva a presentarse esa situación.
Los tiempos muertos acumulados para la máquina Fagor Sares de disponibilidad y
eficiencia fueron de 3,357 minutos, por lo que la pérdida económica registrada fue:
3,357 𝑚𝑖𝑛𝑢𝑡𝑜𝑠 𝑥 0.93 = (3,122 𝑙𝑎𝑚𝑖𝑛𝑎𝑠 𝑛𝑜 𝑓𝑎𝑏𝑟𝑖𝑐𝑎𝑑𝑎𝑠 𝑥 30 𝑑𝑙𝑠)
= $ 𝟗𝟑, 𝟔𝟔𝟎. 𝟎𝟎 𝒅𝒍𝒔 𝒏𝒐 𝒑𝒓𝒐𝒅𝒖𝒄𝒊𝒅𝒐𝒔 𝒑𝒐𝒓 𝟑 𝒔𝒆𝒎𝒂𝒏𝒂𝒔
32
25 25
20
16 15 1513
11 11 108
6 6 5 5 4 4 314%
24%
35%44%
50%57%
63%69%
74%78%
82%86%88%91%93%95%97%99%100%
0%
20%
40%
60%
80%
100%
120%
0
5
10
15
20
25
30
35M
inu
tos
Causas
Pareto acumulado T. muerto eficiencia

49
6.- Conclusiones y recomendaciones
Para concluir este proyecto, me gustaría criticar fuertemente a la teoría contra la
práctica, ya que, si uno se da a la tarea de investigar el concepto del OEE, se dará
cuenta de que es un tema fácil y sin mucha ciencia, en cambio, la aplicación de este
concepto me llevo varios meses y varias discusiones con varios líderes, ya que el
concepto varía de acuerdo con el área y al giro de la empresa, y depende de la
empresa que tan especifico quiere sus resultados.
Sin embargo, estoy seguro que este es uno de los propósitos de esta residencia, en
la cual tengamos que enfrentarnos a la realidad de lo que dice un libro contra lo que
empíricamente o por experiencia alguien sabe cómo resolver un problema, y eso es
lo interesante de esta oportunidad, de que más allá de una calculadora, o de un
número, es la iniciativa que uno demuestre a su grupo de trabajo y las ganas que
se tengan de trabajar.
Esta experiencia me permitió aprender muchísimo más allá de lo académico, y es
el valor que tiene la gente para una empresa, y de cómo ese valor representa la
actitud de la gente que demuestra para trabajar.
En la parte académica aprendí muchísimo relacionado a mi carrera, y a conceptos
tan específicos como desarrollo de procesos, diseño industrial, estadística, calidad,
entre otros.
Lo fascinante de esta empresa es que permite a los jóvenes no solamente realizar
sus residencias, sino siempre está abierta a escuchar propuestas nuevas,
propuestas innovadoras que permitan brindar soluciones a los problemas que la
empresa día a día presenta, esta fue una de las características principales por las
cuales quede completamente agradecido por esta empresa y por su gente, en
especial por todos mis jefes.

50
7.- Competencias desarrolladas y/o aplicadas
Resaltare dos puntos importantes en este apartado, los cuales son los siguientes:
1.- Competencias desarrolladas y aplicadas en el proyecto.
La competencia del liderazgo e iniciativa: estas competencias me
permitieron desempeñarme en todas las juntas con los diferentes líderes y
gerentes de las líneas y áreas, y proponer soluciones a problemas
específicos.
Competencia analítica: aplique en gran medida los conocimientos
adquiridos de las siguientes materias:
o Dibujo industrial
o Estudio del trabajo
o Higiene y seguridad
industrial
o Administración de
proyectos
o Control estadístico de la
calidad
o Ergonomía
o Administración del
mantenimiento
o Sistemas de
manufactura
o Logística y cadena de
suministro
o Automatización de
procesos
o Almacenes y distribución
o Taller de diseño
industrial
Innovación y creatividad: El hecho de presentar nuevas propuestas de
mejora a estaciones y soluciones que permitan un mejor flujo de operación
Capacidad de vender: una cosa es presentar una propuesta y la otra es
venderla a un gerente para que crea en lo que se tiene planeado hacer.
2.- Competencias desarrolladas y aplicadas en la residencia.
1. Liderazgo: en mi residencia, me enfrente a uno de los factores más difíciles
de cualquier industria; la gente, ya que en ocasiones tenía la oportunidad de
ser líder de línea y trabajar con aproximadamente 50 operadores.
2. Iniciativa y proactividad: Me gustaba participar en la mayoría de las
responsabilidades designadas, y evitaba a toda costa decir que “no” o que
no podía, en cambio buscaba la forma de enseñarme a hacer las cosas y sin
ningún miedo o temor a pedir ayuda o preguntar cómo se hacen
correctamente las cosas.

51
Bibliografía
ANOVA Consultores. (2005). OEE (Eficiencia General de los Equipos). ANOVA
Consultores, 1.
Carrasco A., O. (s.f.). La evolucion de OEE por OEEE (Overall Equipment
Efficiency). Guayaquil, Ecuador.
Cruelles Ruíz, J. A. (2010). La teoria de la medicion del despilfarro . Torrijos:
Zadecon.
D.H, S. (2010). The OEE Primer. New York: CRC Press.
Exor DataVisor Marquees. (2010). The Complete Guide to Simple OEE.
ExoAmerica, 5.
Mantenimiento Petroquimica. (s.f.). Mantenimiento Petroquimica. Obtenido de
http://www.mantenimientopetroquimica.com/tpm.html
OEE Foundation. (2011). OEE Foundation. Obtenido de
http://www.oeefoundation.org/origin-of-oee/
Sistemas OEE Technology to improve . (9 de Marzo de 2016). Sistemas OEE.
Obtenido de http://www.sistemasoee.com
Vorne Industries. (2008). The Fast Guide to OEE. Vorne, 4-5.
Vorne Manufacturing Improvement Made Easy. (2017). Vorne Manufacturing
Improvement Made Easy. Obtenido de http://www.vorne.com/learning-
center/oee.htm
William Thomson , K. (2016). Aiteco. Obtenido de https://www.aiteco.com/lo-que-
no-se-mide/


















