Hoja de Procesos4
1
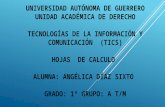
R 1 8 , 3 R 1 1 , 9 5 R 7 , 4 5 1 6 15, 5/8 UNC- 4 3 5 2 36, 6 23, 9 HOJA DE PROCESOS Esca la Materi al Dimensiones en bruto Medidas sin tolerancia Grado de presición 1:1 Acero de Transmisión ᶲ=0,75 pulgadas L=6,25 pulgadas DIN 7168 0,1 Fas e Subfase Operación Designaci ón Croqui s Úti l Cont . # pasadas Vvel. corte[m/min.] n[r.p.m] Aav.cuchilla[m m/m] a[mm/rev] a[hilos- pulg] p(prof.corte) [mm] t(tiempo) [min.] 1 1. 1 1. 2 1. 3 1. 4 Colocar el eje con el contrapunto para poder trabajar Monta la cuchilla Montar y alinear la herramienta de corte Realizar las pasadas para dejar el eje en el diámetro requerido Lm Lt Cc Pr 5 25 200 M M 0,1 2 2 2. 1 2. 2 Colocar la pieza como se muestra en la figura Fijar la pieza entre puntos Realizar las pasadas necesarias para dejar el eje en el diámetro deseado Cc Cc F Pr Pr 50 200 0,0 5 0,1 0, 1 2 3.1 3. 2 3. 3 Colocar la pieza como e muestra en la figura Colocar la cuchilla para realizar la roca según lo establecido Realizar el roscado externo del Lm Lt Pr 1 0 5 20 50 200 200 0.0 1 0,0 1 0,2 0,2 0,1 5 4 4. 1 4. 2 4. 4 Colocar la pieza como e muestra en la figura Colocar una cuchilla para detalles Realizar los redondeos como se muestra en la figura Dar acabados finales Lm Lt Pr 6 1 20 50 200 200 0.0 1 0,0 1 0,2 0,2 0,1 5 FECHA NOMBRES DENOMINACIÓN CANTIDAD 7/8/2014 Arellano Najera Franscisco David Tornillo de prensa 1 INSTITUCIÓN: Universidad de las Fuerzas Armadas Espe Tabla de Úti Códig Llaves de Mandril Lm Pie de rey Pr Llave de torreta Lt Manual M Fresa F Contrapunto Cp Cuchilla C
-
Upload
david-arellano -
Category
Documents
-
view
16 -
download
0
description
fsfsfsdf
Transcript of Hoja de Procesos4

R18,3
R11,95
R7,45
16
15,6
5/8 UN
C-1
A
4
3
5
2
36,6
23,9
HOJA DE PROCESOSEscala Material Dimensiones en bruto Medidas sin tolerancia Grado de presición
1:1 Acero de Transmisión ᶲ=0,75 pulgadas L=6,25 pulgadas DIN 7168 0,1 mm
Fase
Subf
ase
Ope
raci
ón
Designación Croquis Útil
Cont
.
# pa
sada
s
Vvel
. cor
te[m
/min
.]
n[r.p
.m]
Aav.
cuch
illa[
mm
/m]
a[m
m/r
ev]
a[hi
los-
pulg
]
p(pr
of.c
orte
)[mm
]
t(tie
mpo
)[min
.]
1 1.11.21.31.4
Colocar el eje con el contrapunto para poder trabajar Monta la cuchilla Montar y alinear la herramienta de corteRealizar las pasadas para dejar el eje en el diámetro requerido
Lm Lt
Cc
Pr
5 25 200 M M 0,1 2
2 2.12.22.3
Colocar la pieza como se muestra en la figura Fijar la pieza entre puntosRealizar las pasadas necesarias para dejar el eje en el diámetro deseado
CcCcF
PrPr
50 200 0,05 0,1 0,12
3.13.2
3.3
3Colocar la pieza como e muestra en la figuraColocar la cuchilla para realizar la roca según lo establecido
Realizar el roscado externo del mismo, 0.625-8 ACME
Lm
Lt
Pr 10
5
20
50
200
200
0.01
0,01
0,2
0,2
0,15
4 4.1
4.2
4.4
Colocar la pieza como e muestra en la figuraColocar una cuchilla para detalles Realizar los redondeos como se muestra en la figuraDar acabados finales
Lm
Lt
Pr 6
1
20
50
200
200
0.01
0,01
0,2
0,2
0,1 5
FECHA NOMBRES DENOMINACIÓN CANTIDAD
7/8/2014
Arellano Najera Franscisco David Tornillo de prensa 1
INSTITUCIÓN:Universidad de las Fuerzas Armadas Espe
Tabla de designacionesÚtil Código
Llaves de Mandril LmPie de rey PrLlave de torreta LtManual MFresa FContrapunto CpCuchilla Cc