HISTORIA DEL PLASTICO - EnlacePymes - · PDF file · 2014-02-02un manual a todos...
43
P P R R O O M M A A Q Q U U I I P P L L A A S S T T “ “ S S o o l l u u c c i i o o n n e e s s A A m m b b i i e e n n t t a a l l e e s s ” ” INTRODUCCION: PROMAQUIPLAST S.A.S, es una empresa dedicada principalmente a la fabricación de maquinaria para reciclaje plástico y Llantas Usadas; en su compromiso con el medio ambiente inició una recopilación de información relacionada con este tema para suministrar un manual a todos los interesados. Con nuestros equipos y una información práctica y confiable, estamos colocando nuestro grano de arena evitando que cientos de toneladas de residuos terminen en los rellenos sanitarios, a la par con la generación de nuevas empresas y por ende en la generación de nuevos empleos y en ultimas el mayor beneficiado es el planeta, por tal motivo queremos con estas saludables prácticas fomentar la conciencia del reciclaje. En este manual encontrará un guía práctica para los interesados en incursionar en el reciclaje principalmente plástico, ya sea para investigar, por pasatiempo o emprender alguna actividad productiva relacionada con este tema de carácter lucrativo, didáctico, comunitario o ambientalista. El reciclaje ha tomado gran auge en los últimos años como resultado de la concientización de las personas de cuidar y preservar nuestro hermoso planeta el cual sustenta la vida de todas las criaturas que lo habitan, además, es un negocio lucrativo, con márgenes de utilidades netas superiores al 25% lo cual reditúa en beneficios tanto para las personas que emprenden esta actividad económica como para el medio ambiente. Por tal motivo incentivamos a todos los interesados a no pensarlo dos veces, pueden contar igualmente con nuestra asesoría en el manejo de estos residuos como en su potencial comercialización. Para las personas ávidas de conocimiento con este manual como base pueden seguir ampliando su conocimiento y continuar complementando este mismo manual para trasmitirlo a otras personas. Bienvenidos al Maravilloso Mundo Del Reciclaje Plástico.
Transcript of HISTORIA DEL PLASTICO - EnlacePymes - · PDF file · 2014-02-02un manual a todos...
PPRROOMMAAQQUUIIPPLLAASSTT
““SSoolluucciioonneess AAmmbbiieennttaalleess””
INTRODUCCION: PROMAQUIPLAST S.A.S, es una empresa dedicada principalmente a la fabricación
de maquinaria para reciclaje plástico y Llantas Usadas; en su compromiso con el medio
ambiente inició una recopilación de información relacionada con este tema para suministrar
un manual a todos los interesados. Con nuestros equipos y una información práctica y
confiable, estamos colocando nuestro grano de arena evitando que cientos de toneladas de
residuos terminen en los rellenos sanitarios, a la par con la generación de nuevas empresas y
por ende en la generación de nuevos empleos y en ultimas el mayor beneficiado es el planeta,
por tal motivo queremos con estas saludables prácticas fomentar la conciencia del reciclaje.
En este manual encontrará un guía práctica para los interesados en incursionar en el reciclaje
principalmente plástico, ya sea para investigar, por pasatiempo o emprender alguna actividad
productiva relacionada con este tema de carácter lucrativo, didáctico, comunitario o
ambientalista.
El reciclaje ha tomado gran auge en los últimos años como resultado de la concientización de
las personas de cuidar y preservar nuestro hermoso planeta el cual sustenta la vida de todas
las criaturas que lo habitan, además, es un negocio lucrativo, con márgenes de utilidades netas
superiores al 25% lo cual reditúa en beneficios tanto para las personas que emprenden esta
actividad económica como para el medio ambiente. Por tal motivo incentivamos a todos los
interesados a no pensarlo dos veces, pueden contar igualmente con nuestra asesoría en el
manejo de estos residuos como en su potencial comercialización.
Para las personas ávidas de conocimiento con este manual como base pueden seguir
ampliando su conocimiento y continuar complementando este mismo manual para trasmitirlo
a otras personas.
Bienvenidos al Maravilloso Mundo Del
Reciclaje Plástico.

1. HISTORIA DEL PLASTICO
El primer plástico se origina como resultado de un concurso realizado en
1860 en los Estados Unidos, cuando se ofrecieron 10.000 dólares a
quien produjera un sustituto del marfil (cuyas reservas se agotaban) para la fabricación de bolas de billar. Ganó el premio John Hyatt, quien
inventó un tipo de plástico al que llamó Celuloide. El celuloide se fabricaba disolviendo celulosa, un hidrato de carbono
obtenido de las plantas, en una solución de alcanfor y etanol. Con él se empezaron a fabricar distintos objetos como mangos de cuchillo,
armazones de lentes y película cinematográfica. Sin el celuloide no hubiera podido iniciarse la industria cinematográfica a fines del siglo
XIX. El celuloide puede ser ablandado repetidamente y moldeado de nuevo mediante calor, por lo que recibe el calificativo de termoplástico.
En 1907 Leo Baekeland inventó la baquelita, el primer plástico calificado como termo fijo o termoestable: plásticos que puede ser
fundidos y moldeados mientras están calientes, pero que no pueden ser ablandados por el calor y moldeados de nuevo una vez que han enfriado
o secado. La baquelita es aislante y resistente al agua, a los ácidos y al
calor moderado. Debido a estas características se extendió rápidamente a numerosos objetos de uso doméstico y componentes eléctricos de uso
general.
Los resultados alcanzados por los primeros plásticos incentivaron a los químicos y a la industria a buscar otras moléculas sencillas que pudieran
enlazarse para crear polímeros. En la década del 30, químicos ingleses descubrieron que el gas etileno polimerizaba bajo la acción del calor y la
presión, formando un termoplástico al que llamaron Polietileno (PE). Hacia los años 50 aparece el Polipropileno (PP).
Al reemplazar en el etileno un átomo de hidrógeno por uno de cloruro se
produjo el Cloruro de Polivinilo (PVC), un plástico duro y resistente al fuego, especialmente adecuado para la fabricación de tubos para
cañerías, redes eléctricas y acueductos, también, en recubrimiento de
cables para energía. Al agregarles diversos aditivos se logra un material más blando, sustitutivo del caucho, comúnmente usado para ropa
impermeable, manteles, cortinas y juguetes, conocido como PVC blando. Un plástico parecido al PVC es el politetrafluoretileno
(PTFE), conocido popularmente como Teflón y usado para rodillos y sartenes antiadherentes.
Otro de los plásticos desarrollados en los años 30 en Alemania fue el
Poliestireno (PS), un material muy transparente comúnmente utilizado para vasos desechables. El Poliestireno Expandido (EPS), una
espuma blanca y rígida, es usado básicamente para embalaje y aislante
térmico y conocido como icopor.
También en los años 30 se crea la primera fibra artificial, el Nylon
(nailon). Su descubridor fue el químico Walace Carothers, que trabajaba para la empresa Du Pont. Descubrió que dos sustancias
químicas como el hexametilendiamina y ácido adípico podían formar un polímero que bombeado a través de agujeros y estirados podían formar
hilos que podían tejerse. Su primer uso fue la fabricación de paracaídas para las fuerzas armadas estadounidenses durante la Segunda Guerra
Mundial, extendiéndose rápidamente a la industria textil en la fabricación de panti medias para damas y otros tejidos combinados con
algodón o lana. Al nylon le siguieron otras fibras sintéticas como por ejemplo el orlón y el acrilán.
En la presente década, principalmente en lo que tiene que ver con el envasado bebidas gaseosas, agua y aceites comestibles en botellas y
frascos, se ha desarrollado vertiginosamente el uso del Tereftalato de Polietileno (PET), material que viene desplazando rápidamente al
vidrio y al PVC en el mercado de envases.
2. OBTENCIÓN O FABRICACIÓN DEL PLASTICO.
La fabricación de los plásticos y sus manufacturados implica cuatro pasos básicos: 1. Obtención de las materias primas, 2. Síntesis del
polímero básico, 3. Obtención del polímero como un producto utilizable industrialmente y 4. Moldeo o deformación del plástico hasta su forma
definitiva o producto.
2.1. Materias primas:
En un principio, la mayoría de los plásticos se fabricaban a partir de resinas de origen vegetal, como la celulosa (del algodón), el furfural (de
la cáscara de la avena), aceites de semillas y derivados del almidón o
del carbón. La caseína de la leche era uno de los materiales no vegetales utilizados.
A pesar de que la producción del nylon se basaba originalmente en el carbón, el aire y el agua, y de que el nylon 11 se fabrica todavía con
semillas de ricino, la mayoría de los plásticos se elaboran hoy con derivados del petróleo. Las materias primas derivadas del petróleo son
tan baratas como abundantes. No obstante, dado que las existencias mundiales de petróleo tienen un límite, se están investigando otras
fuentes de materias primas, como la gasificación del carbón.

Actualmente se fomenta el uso de los plásticos ecológicos o
biodegradables volviendo de esta manera a los orígenes de la fabricación de estos.
2.2. Síntesis del polímero:
El primer paso en la fabricación de un plástico es la polimerización. Los dos métodos básicos de polimerización son las reacciones de
condensación y las de adición. Estos métodos pueden llevarse a cabo de varias maneras. En la polimerización en masa se polimeriza sólo el
monómero, por lo general en una fase gaseosa o líquida, si bien se realizan también algunas polimerizaciones en estado sólido. Mediante la
polimerización en disolución se forma una emulsión que se coagula seguidamente. En la polimerización por interfase los monómeros se
disuelven en dos líquidos inmiscibles y la polimerización tiene lugar en la interfase entre los dos líquidos.
2.3. Aditivos:
Con frecuencia se utilizan aditivos químicos para conseguir una propiedad determinada. Por ejemplo, los antioxidantes protegen el
polímero de degradaciones químicas causadas por el oxígeno o el ozono. De una forma parecida, los estabilizadores lo protegen de la
intemperie. Los plastificantes producen un polímero más flexible, los lubricantes reducen la fricción y los pigmentos colorean los plásticos.
Algunas sustancias ignífugas y antiestáticas se utilizan también para mejorar sus características.
Muchos plásticos se fabrican en forma de material compuesto, lo que
implica la adición de algún material de refuerzo (normalmente fibras de vidrio o de carbono) a la matriz de la resina plástica. Los materiales
compuestos tienen la resistencia y la estabilidad de los metales, pero por lo general son más ligeros. Las espumas plásticas, compuestas de
plástico y gas, proporcionan una masa de gran tamaño pero muy ligera.
2.4. Forma y acabado:
Las técnicas empleadas para conseguir la forma final y el acabado de los
plásticos dependen de tres factores: tiempo, temperatura y deformación. La naturaleza de muchos de estos procesos es cíclica y
continua, si bien algunos pueden clasificarse como automáticos o semi - automáticos.

Una de las operaciones más comunes es la extrusión. Una máquina de
extrusión consiste en un aparato que bombea el plástico a través de un molde con la forma deseada. Los productos extrusionados, como por
ejemplo los tubos, tienen una sección con forma regular. La máquina de
extrusión también realiza otras operaciones, como moldeo por soplado o moldeo por inyección.
Otros procesos utilizados son el moldeo por compresión, en el que la presión fuerza al plástico a adoptar una forma concreta, y el moldeo
por transferencia, en el que un pistón introduce el plástico fundido a presión en un molde. El calandrado es otra técnica mediante la que se
forman láminas de plástico. Algunos plásticos, y en particular los que tienen una elevada resistencia a la temperatura, requieren procesos de
fabricación especiales. Por ejemplo, el politetrafluoretileno tiene una viscosidad de fundición tan alta que debe ser prensado para conseguir la
forma deseada, y sinterizado, es decir, expuesto a temperaturas extremadamente altas que convierten el plástico en una masa
cohesionada sin necesidad de fundirlo.
3. TIPOS DE PLÁSTICOS:
3.1. POLIETILENO:
Se le llama con las siglas PE y el número 2 y 4. Existen
fundamentalmente tres tipos de polietileno:
a) PE de Alta Densidad (número 2): Es un polímero obtenido del etileno en cadenas con moléculas bastantes
juntas. Es un plástico incoloro, inodoro, no toxico, fuerte y resistente a golpes y productos químicos. Su temperatura de
ablandamiento es de 120º C. Se utiliza para fabricar envases de distintos tipos de fontanería, tuberías flexibles, prendas
textiles, contenedores de basura, papeles, envases para productos de aseo, etc... Todos ellos son productos de gran
resistencia y no atacables por los agentes químicos. Se distingue por el número 2.
b) PE de Mediana Densidad: Se emplea en la fabricación de
tuberías subterráneas de gas natural los cuales son fáciles
de identificar por su color amarillo.

c) PE de Baja Densidad (número 4): Es un polímero con
cadenas de moléculas menos ligadas y más dispersas. Es un plástico incoloro, inodoro, no toxico, más blando y
flexible que el de alta densidad. Se ablanda a partir de los
85 ºC. Por tanto se necesita menos energía para destruir sus cadenas, por otro lado es menos resistente. Aunque en
sus más valiosas propiedades se encuentran un buen aislante. Lo podemos encontrar bajo las formas de
transparentes y opaco. Se utiliza principalmente para bolsas, tuberías flexibles, aislantes para conductores
eléctricos (enchufes, conmutadores), juguetes, etc, que requieren flexibilidad.
3.2. POLIPROPILENO:
Se conoce con las siglas PP y el número 5. Es un plástico muy duro y
resistente. Es opaco y con gran resistencia al calor pues se ablanda a una temperatura más elevada (150 ºC). Es muy resistente a los golpes
y bajas temperaturas aunque tiene poca densidad y se puede doblar
muy fácilmente, resistiendo múltiples doblados por lo que es empleado como material de bisagras. También resiste muy bien los productos
corrosivos. Se emplean en la fabricación de estuches, y tuberías para fluidos calientes, jeringuillas, carcasa de baterías de automóviles,
electrodomésticos, muebles (sillas, mesas), juguetes, y envases. Otra de sus propiedades es la de formar hilos resistentes aptos para la
fabricación de cuerdas, zunchos.
3. 3. POLIESTIRENO:
Se designa con las siglas PS y el número 6. Es un plástico más frágil,
que se puede colorear y tiene una buena resistencia mecánica, puesto que resiste muy bien los golpes. Sus formas de presentación más
usuales son la laminar. Se usa para fabricar productos desechables
(vasos, cubiertos, pocillos), componentes electrónicos y otros elementos que precisan una gran ligereza, muebles de jardín, mobiliario de terraza
de bares, etc... La forma esponjosa también se llama PS expandido con el nombre POREXPAN o corcho blanco, que se utiliza para fabricar
embalajes y envases de protección, así como en aislamientos térmicos y acústicos en paredes y techos. También se emplea en las instalaciones
de calefacción. Se conoce comúnmente como Icopor.

3.4. POLICLORURO DE VINILO:
Se designa con las siglas PVC y el número 3. El PVC es el material
plástico más versátil, pues puede ser fabricado con muy diversas
características, añadiéndole aditivos que se las proporcionen. Es muy estable, duradero y resistente, pudiéndose hacer menos rígido y más
elástico si se le añaden un aditivo más plastificante.
Se ablanda y deforma a baja temperatura, teniendo una gran resistencia a los líquidos corrosivos, por lo que es utilizado para la construcción de
depósitos y cañerías de desagüe.
El PVC en su presentación más rígida se emplea para fabricar tuberías de agua, tubos aislantes y de protección, revestimientos exteriores,
ventanas, puertas y escaparates, conducciones y cajas de instalaciones eléctricas.
3.5. LOS ACRÍLICOS:
En general se trata de polímetros en forma de gránulos preparados para
ser sometidos a distintos procesos de fabricación. Uno de los más conocidos es el polimetacrilato de metilo. Suele denominarse también
con la abreviatura PMMA. Tiene buenas características mecánicas y se puede pulir con facilidad. Por esta razón se utiliza para fabricar objetos
de decoración. También se emplean como sustitutivo del vidrio para construir vitrinas, dada su resistencia a los golpes.
En su presentación traslucida o transparente se usa para fabricar
letreros, paneles luminosos y gafas protectoras.
Otras aplicaciones del metacrilato las encontramos en ventanas de alion, piezas de óptica, accesorios de baño, o muebles. También es muy
práctico en la industria del automóvil. A partir del polvo plástico acrílico
se fabrican aparatos sanitarios (bañeras, lavabos, fregaderos).
Antiguamente se designaba comercial de plexiglás. Pero uno de los principales inconvenientes de este utilísimo es su elevado precio.
3.6. LAS POLIAMIDAS:
Se designan con las siglas PA. La poliamida mas conocida es el nylon. Puede presentarse de diferentes formas aunque los dos mas conocidos
son la rígida y la fibra. Es duro y resiste tanto al rozamiento y al
desgaste como a los agentes químicos.
En su presentación rígida se utiliza para fabricar piezas de transmisión
de movimientos tales como ruedas de todo tipo, tornillos, piezas de maquinaria, piezas de electrodomésticos, herramientas y utensilios
caseros, etc... En su presentación como fibra, debido a su capacidad para formar hilos,
se utiliza este plástico en la industria textil y en la cordelería para fabricar medias, cuerdas, tejidos y otros elementos flexibles.
4. ¿QUÉ SON LOS POLÍMEROS?
La materia esta formada por moléculas que pueden ser de tamaño normal o moléculas gigantes llamadas polímeros.
Los polímeros se producen por la unión de cientos de miles de moléculas pequeñas denominadas monómeros que forman enormes
cadenas de las formas más diversas. Algunas parecen fideos, otras tienen ramificaciones. Algunas más se asemejan a las escaleras de
mano y otras son como redes tridimensionales.
Existen polímeros naturales de gran significación comercial como el algodón, formado por fibras de celulosas. La celulosa se encuentra en
la madera y en los tallos de muchas plantas, y se emplean para hacer telas y papel. La seda es otro polímero natural muy apreciado y es una
poliamida semejante al nylon. La lana, proteína del pelo de las ovejas, es otro ejemplo. El hule de los árboles de hevea y de los arbustos de
Guayule, son también polímeros naturales importantes. Sin embargo, la mayor parte de los polímeros que usamos en nuestra vida diaria son
materiales sintéticos con propiedades y aplicaciones variadas.
Lo que distingue a los polímeros de los materiales constituidos por
moléculas de tamaño normal son sus propiedades mecánicas. En general, los polímeros tienen una excelente resistencia mecánica debido
a que las grandes cadenas poliméricas se atraen. Las fuerzas de atracción intermoleculares dependen de la composición química del
polímero y pueden ser de varias clases.

5. PRINCIPALES POLÍMETROS
5.1. Polietileno (PE)
Las olefinas como el etileno, en estado gaseoso, tienen poca tendencia a
polimerizar, pero las investigaciones de los ingleses Perrin y Swallow realizadas en 1931 en los laboratorios de la Imperial Chemical
Industries, les permitieron observar que el etileno sometido a temperaturas de unos 170 º centígrados y 1.400 atmósferas de
presión, se transformaba en polímeros de etileno con el aspecto de polvillo blanco.
Este plástico tenía una gran flexibilidad, y una extraordinaria resistencia química y dieléctrica, lo que le hacía muy adecuado para el aislamiento
de cables.
El alemán Ziegler, del instituto de Investigación del Carbón, de Mülheim/Ruhr, basándose en los trabajos iniciados por el italiano Natta,
consiguió la polimerización de etileno a presión atmosférica y a temperaturas inferiores a 70º C. Pero las propiedades de este plástico
eran muy diferentes a las del obtenido por Perrin y Swallow.
Ello era debido a que el primero tenía una estructura muy ramificada
(amorfa) y el segundo tenía estructura lineal (de tipo cristalino) La primera consecuencia era que la densidad del primero comprendida
entre 0, 91 a 0,93, era más baja que la del último que estaba entre 0,94 y 0,96.
Internacionalmente se denominan Polietileno de Baja Densidad, los
ramificados, y Polietileno Alta Densidad Polietileno los de cadena lineal o estructura cristalina.
Todos estos materiales tienen una gran resistencia a los productos químicos, ácidos, bases, aceites, grasas, disolventes, Sin embargo, su
resistencia es moderada para los hidrocarburos normales.
El PEBD, Polietileno de Baja Densidad, o LDPE (Low density polietylene), como se conoce internacionalmente, se utiliza para
fabricar bolsas, embalajes industriales, techos para invernaderos
agrícolas, empaques para agua de baterías, cualquier tipo de empaque flexibles, etc., también, gracias a su resistencia dieléctrica se utilizan
para aislante de cables eléctricos mediante aditivos anti comburentes.
El PEAD, Polietileno de Alta Densidad, o HDPE (High density
polyetilene), se utiliza también para bolsas, gracias a su resistencia al impacto se utiliza para cajas de gaseosas, frutas, verduras, pescados,
tuberías, botellas para productos de aseo y juguetes como son los
triciclos para niños. La resistencia térmica permite usarlo para envases que deban ser esterilizados en autoclave (leche y sueros).
Debido a su gran facilidad de extrusión para films o películas, los
polietilenos son muy utilizados para recubrimientos de otros materiales, papel, cartón, aluminio...y para embalajes.
5.2. Polipropileno (PP).
Los trabajos de Natta y Ziegler que les permitieron conseguir polímeros
de etileno a partir de las olefinas, abrieron el camino para la obtención de otros polímeros. La fabricación del polipropileno se inicia en
1957. Este plástico, también con una estructura semicristalina, superaba en propiedades mecánicas al polietileno, su densidad era la más baja
de todos los plásticos, y su precio también era muy bajo, pero tenía una gran sensibilidad al frío, y a la luz ultravioleta, lo que le hacía envejecer
rápidamente. Por este motivo su uso se vio reducido a unas pocas aplicaciones pero el descubrimiento posterior de nuevos estabilizantes a
la luz, y la mayor resistencia al frío conseguida con la polimerización propileno-etileno, y la facilidad del PP a admitir cargas reforzantes, fibra
de vidrio, talco, amianto, etc. y el bajo precio de dieron gran auge a la
utilización de este material.
Se utiliza para muchas piezas de automóviles, como por ejemplo los parachoques, Recipientes para comidas que requiere refrigerarse,
termos, en carcasas de electrodomésticos y cajas de baterías, y otras máquinas. Al tener una estructura lineal se utiliza para rafias y
monofilamentos, fabricación de cuerdas, sacos o costales tejidos para empacar harinas, sal, azúcar, almidones, poli sombras utilizadas en la
construcción, etc.; cintas para embalaje o zunchos.
Soporta bien temperaturas cercanas a los 100 ºC por lo que se utiliza para tuberías de fluidos calientes. Lo podemos encontrar también en
envases de medicamentos, de productos químicos, y sobre todo de alimentos que deban esterilizarse o envasarse en caliente. También se
utiliza en forma de film ya que tiene una gran transparencia y buenas
propiedades mecánicas: mirillas para sobres, cintas autoadhesivas, bolsas para empacar ropa, etc.

5.3. Poli cloruro de Vinilo (PVC).
Comenzó a fabricarse industrialmente en 1931, en la empresa alemana
IG Farbenindustrie, gracias a los trabajos de Hubert y Schönburg. A
este plástico es necesario añadirle aditivos, plastificantes, cargas y otros polímeros, para que adquiera las propiedades que permitan su
utilización en las diversas aplicaciones.
Su capacidad para admitir todo tipo de aditivos permite que pueda adquirir propiedades muy distintas y teniendo en cuenta su precio
relativamente bajo le hace ser un material muy apreciado y utilizado para fabricar multitud de productos. Así puede ser flexible o rígido;
transparente, translúcido o completamente opaco; frágil o tenaz; compacto o espumado.
El PVC es el plástico más versátil. El PVC rígido no lleva aditivos
plastificantes. El flexible o plastificado, sí los lleva. Es un polímero amorfo. Se utiliza para fabricar botellas de agua, vinagre, aceite,
envases de mantequilla, margarina, tuberías, suelas de zapatos,
juguetes, mangueras, pavimentos, aislante de cables eléctricos, perfiles de ventanas, etc.
5.4. Policarbonato (PC).
Este plástico apareció en los años cincuenta. Es amorfo y transparente, aguanta una temperatura de trabajo hasta 135 ºC, y tiene buenas
propiedades mecánicas, tenacidad y resistencia química.
Se utiliza en electrotecnia, aparatos electrodomésticos, piezas de automóviles, luminotecnia, cascos de seguridad, lentes y garrafones de
agua. Se hidroliza con el agua a elevadas temperatura.
VENTAJAS Y DESVENTAJAS RESPECTO DEL VIDRIO
Ventajas:
a) Resistencia al impacto (golpes o granizo) 200 veces mayor que el vidrio.
b) Menor peso propio para el mismo espesor (menor peso específico). c) Facilidad de curvar en frío (dentro de los límites que se indican más
adelante). d) Es más aislante del calor que el vidrio.

Desventajas:
a) Más flexible que el vidrio (colocado en forma plana horizontal
requiere mayor espesor que el vidrio).
b) Se raya con más facilidad que el vidrio. c) Es más costoso que el vidrio.
5.5. Polietileno Tereftalato (PET).
El PET es un material caracterizado por su gran ligereza y resistencia
mecánica a la compresión y a las caídas, alto grado de transparencia y brillo, conserva el sabor y aroma de los alimentos, es una barrera contra
los gases, reciclable 100% y con posibilidad de producir envases reutilizables, lo cual ha llevado a desplazar a otros materiales como por
ejemplo el PVC y el vidrio. Presenta una demanda creciente en todo el mundo, lo cual se aprecia, por ejemplo, en los 450 millones de
toneladas de PET empleados anualmente en Europa, casi 300 toneladas en envases.
Su empleo actual es muy diverso; como envase, quizás el uso más
conocido, se emplea en bebidas carbónicas o gaseosas, aceite vegetal, aguas minerales, zumos, tes y bebidas isotónicas, vinos y bebidas
alcohólicas, salsas y otros alimentos, detergentes y productos de
limpieza, productos cosméticos, productos químicos, lubricantes y productos para tratamientos agrícolas.
Fue patentado como un polímero para fibra por J. R. Whinfield y
J. T. Dickinson en 1941. Catorce años más tarde, en 1951 comenzó la producción comercial de fibra de poliéster. Desde entonces hasta hoy en día, la fabricación de PET ha
presentado un continuo desarrollo tecnológico, logrando un alto nivel de calidad y una diversificación en sus empleos. A partir de 1976 se emplea en la fabricación de envases ligeros, transparentes y resistentes, principalmente para bebidas gaseosas, los cuales, al principio eran botellas gruesas y rígidas, pero hoy en día, sin perder sus excelentes propiedades como
envase, son mucho más ligeros. La fórmula química del polietileno tereftalato o politereftalato de etileno, en resumen, PET, es la siguiente: [-CO-C6H6-CO-O-CH2-CH2-O-]

En forma de film, se emplea en contenedores alimentarios termo-
formados, láminas, audio / video y fotografía, blister, filas "i.e.-Teca", embalajes especiales, aplicaciones eléctricas y electrónicas. Además,
existe un amplio sector donde este material se emplea en la
construcción de diversos elementos; fibra textil, fibras para escobas, alfombras, tuberías, perfiles, piezas inyectadas, construcción,
automoción.
El PET, en resumen, es un plástico de alta calidad que se identifica con el número 1, o las siglas PET, o "PETE" en inglés, rodeado por tres
flechas en el fondo de los envases fabricados con este material, según sistema de identificación SPI.
La fabricación de estos envases se consigue en un proceso de
inyección- estirado - soplado que parte de la resina del PET. Esta
resina se obtiene a partir de dos materias primas derivadas del petróleo; etileno y paraxileno, presentándose en forma de pequeños cilindros o
chips, los cuales, una vez secos se funden e inyectan a presión en máquinas de cavidades múltiples de las que salen las preformas,
recipientes similares a tubos de ensayo pero con rosca para una tapa. Estas son sometidas a un proceso de calentamiento controlado y gradual
y a un moldeado donde son estirados por medio de una varilla hasta el tamaño definitivo del envase. Por último son "soplados" inflados con aire
a presión limpio hasta que toman la forma del molde.
Gracias a este proceso, las moléculas se acomodan en forma de red,
orientándose en dos direcciones; longitudinal y paralela al eje del envase, propiedad denominada biorientación la cual aporta la elevada
resistencia mecánica del envase.
El PET es un material que acepta perfectamente su reciclado. En Europa, es a partir de la aprobación de la Directiva Comunitaria 94/62/CE, que
establece el marco de actuación en el que se han de mover los Estados miembros en lo que respecta a la política sobre los envases y los
residuos de envases que se generan en sus respectivos territorios, cuando el envase de PET sufre un auge muy importante en su
recuperación.
Hace apenas diez o quince años, existían muy pocos recuperadores de PET, obteniendo una producción muy pequeña, principalmente a partir
del material recuperado en plantas de reciclaje de RSU, actualmente el
plástico de mayor índice de reciclaje y comercialización.

5.6. Poliamida (PA)
En 1930 Carothers y J. Hill trabajando en los laboratorios de la empresa
química Du Pont de Nemours descubrieron un polímero con el que se
podían hacer hebras de gran resistencia, era la primera poliamida 6,6, que se comercializó diez años más tarde con el nombre de Nylon.
En 1938 Schlack en los laboratorios de la empresa alemana
Farbenindustrie conseguía la polimerización de la PA 6, que se comercializó con el nombre de marca Perlon. Las poliamidas se
consiguen por la poli adición de un producto (PA 6), o la poli condensación de dos productos distintos (PA6, 6). El número se refiere
al número de átomos de carbono de que se compone la molécula básica de la cadena. La PA 6 es la policaprolactama, la caprolactama tiene 6
carbonos. Y la PA 6,6 es la obtenida por la poli condensación de la hexametilendiamina (6 átomos de carbono) y el acido adípico (6 átomos
de carbono).
Las poliamidas presentan unas propiedades físicas próximas a las de los
metales como la resistencia a la tracción entre 400 - 600 Kg/cm2. Tienen un coeficiente de rozamiento muy bajo no necesitando
lubricantes las piezas sometidas a fricción. Bajo peso específico entre 1. 04 y 1.15, buena resistencia química, fácil moldeo, y resistencia a
temperaturas de trabajo de hasta 1200 ºC. Todas estas propiedades las hace apropiadas para engranajes o piñones, cojinetes, cremalleras,
palas de ventiladores industriales, tornillos, etc. Tienen un inconveniente, su higroscopidad. Absorben agua en un porcentaje
variable del medio ambiente, esto hace que disminuyan sus propiedades mecánicas, y aumentan el volumen al hincharse. Por tal motivo
requieren un precalentamiento antes de introducirse a la maquina donde se requiera procesar.
El refuerzo con fibra de vidrio mejora sus propiedades mecánicas y
disminuye el riesgo de variaciones de volumen. La poliamida 11 se
utiliza para el recubrimiento de piezas metálicas mediante el sistema de sinterización en lecho fluidificado conocido popularmente con el nombre
de rilsanización (Rilsan es una marca comercial de poliamida 11). Por ejemplo muchas cerraduras y manillas de puertas tienen este
recubrimiento, también, piezas de barcos
5.7. Poli metacrilato (PMMA).
Caspary y Tollens lo obtuvieron en 1873, pero no se utilizó a gran escala
hasta que el alemán Röm lo fabricó y comercializó bajo la marca
Plexiglás. Este plástico tiene una gran transparencia, además de elevada rigidez y tenacidad, buena resistencia química, fácil moldeo, y buen
comportamiento dieléctrico.
Se utiliza en múltiples aplicaciones, accesorios para cuartos de baño, parabrisas y ventanas de aviones, portillos de barcos, claraboyas,
también se puede moldear por colada. Se pueden obtener planchas por colada entre dos planchas de vidrio y después pueden ser fácilmente
mecanizadas. Al ser un material muy transparente, se utiliza también en óptica, lentes de máquinas fotográficas, gafas. Para aumentar la dureza
y evitar el rayado de las lentes se les da un tratamiento de fluoración.
5.8. Polioximetileno (POM).
También se conoce este plástico como resina acetálica, poliacetal o
poliformaldehído. Fue obtenido por primera vez por el químico Staudinger, pero debido a su inestabilidad térmica se desechó su
fabricación industrial. El hecho de que sus propiedades mecánicas eran incluso superiores a las de las poliamidas, hizo que se trabajara
intensamente para solventar este problema de baja resistencia térmica. Así en 1958 aparecieron el homopolímero acetático, y el
copolímero acetático.
En el primero se consiguió su estabilidad térmica mediante aditivos. En el copolímero se consiguió injertando en la cadena unos núcleos.
Homopolímeros y copolímeros tienen algunas diferencias en sus propiedades pero en general podemos decir de ambos que tienen un
buen coeficiente de deslizamiento, buena resistencia química a los disolventes y grasas, aunque deficiente en medios ácidos o muy
alcalinos, excelentes propiedades mecánicas, y no absorben agua.
Se utiliza para engranajes o piñones, cojinetes, piezas de pequeñas máquinas, fijaciones de esquís, etc.
6. APLICACIONES DEL PLASTICO

6.1. Empaquetado.
Una de las aplicaciones principales del plástico es el empaquetado. Se comercializa una buena cantidad de polietileno de baja densidad en
forma de rollos de plástico transparente para envoltorios, en películas más gruesas como las bolsas de basura. El polietileno de alta
densidad se usa para películas plásticas más delgadas, como la que se emplea en las bolsas de supermercados. Se utilizan también en el
empaquetado: el polipropileno el polipropileno es una buena barrera contra el vapor de agua; tiene aplicaciones domésticas y se emplea en
forma de fibra para fabricar alfombras y sogas, el poliestireno, el policloruro de vinilo (PVC) y el policloruro de vinilideno. Este
último se usa en aplicaciones que requieren estanqueidad, ya que no
permite el paso de gases (por ejemplo, el oxígeno) hacia dentro o hacia fuera del paquete.
6.2. Construcción.
La construcción es otro de los sectores que más utilizan todo tipo de plásticos, incluidos los de empaquetado descrito anteriormente. El
polietileno de alta densidad se usa en tuberías, del mismo modo que el PVC. Éste se emplea también en forma de láminas como material de
construcción. Muchos plásticos se utilizan para aislar cables e hilos, y el poliestireno aplicado en forma de espuma sirve para aislar paredes y
techos. También se hacen con plástico marcos para puertas, ventanas y techos, molduras y otros artículos.
6.3. Otras aplicaciones.
Los plásticos están en su mayor auge, reemplazando a materiales tradicionales como
el vidrio e incluso la madera, cada vez tienen más aplicaciones en los sectores industriales y
de consumo.

Otros sectores industriales, en especial la fabricación de motores,
dependen también de estos materiales. Algunos plásticos muy resistentes se utilizan para fabricar piezas de motores, como colectores
de toma de aire, tubos de combustible, parachoques, botes de emisión,
bombas de combustible y aparatos electrónicos.
Muchas carrocerías de automóviles están hechas con plástico reforzado con fibra de vidrio. Los plásticos se emplean también para fabricar
carcasas para equipos de oficina, dispositivos electrónicos, accesorios pequeños y herramientas. Entre las aplicaciones del plástico en
productos de consumo se encuentran los juguetes, las maletas y artículos deportivos.
7. EL PLASTICO COMO PROBLEMA
Por sus características los plásticos generan problemas en la recolección, traslado y disposición final. Algunos datos nos
alertan sobre esto. Por ejemplo, un camión con una capacidad para transportar 12 toneladas de desechos comunes,
transportará apenas 6 ó 7 toneladas de plásticos compactado, y apenas 2 de plástico sin compactar.
Dentro del total de plásticos descartables que hoy van a la basura se destaca en los últimos años el aumento sostenido de
los envases de PET, proveniente fundamentalmente de botellas descartables de aguas de mesa, aceites y bebidas gaseosas,
Muchas de las ventajas de los productos plásticos se
convierten en una desventaja en el momento que desechamos ya sea el envase porque es descartable o bien cuando tiramos objetos de plástico porque se nos
han roto. Si bien los plásticos podrían ser reutilizados o reciclados
en su gran mayoría, lo cierto es que hoy estos desechos son un problema de difícil solución, fundamentalmente en las grandes ciudades. Es realmente una tarea costosa y
compleja para los municipios encargados de la recolección y disposición final de los residuos ya que a la cantidad de
envases se le debe sumar el volumen que representan.
alcohólicas y no alcohólicas. Las empresas, buscando reducir
costos y amparadas en la falta de legislación, vienen sustituyendo los envases de vidrio por los de plástico retornables
en un comienzo, y no retornables posteriormente. Esta decisión
implica un permanente cambio en la composición de la basura.
8. RECICLAJE Y REUSO DEL PLASTICO
8.1. ¿Qué Es El Reciclaje?
El reciclaje consiste en aprovechar los materiales u objetos que la sociedad de consumo ha descartado. Por considerarlos
inútiles, es decir, darle un nuevo valor a lo descartado a fin de que pueda ser reutilizado en la fabricación o preparación de
nuevos productos, que no tienen por qué parecerse ni en forma
ni aplicación al producto original.
Por medio del reciclaje economizamos recursos directos, es decir, materias primas, e indirectos tales como agua, energía
(electricidad) y otros, además de contribuir a descontaminar el ambiente. Las persona debemos tener presente el cambio de
hábitos de consumo, disminuir la contaminación de ríos, mares, lagos, reemplazar cada árbol que tale para mantener equilibrada
la naturaleza.
En vez de desechar las latas, botellas, papeles y cartones,
podemos recolectarlos y venderlos u obsequiarlos a las instituciones recicladoras, con esta acción aparte de obtener
beneficios económicos que pueden ayudarnos dentro de nuestra
comunidad, estamos contribuyendo al mantenimiento y descontaminación de nuestro ambiente.
8.2. Clasificación y separación de los desechos o basura.
La clasificación y separación de los desechos o basura es muy importante en el proceso de reciclaje. En las grandes ciudades
existen inmensas instalaciones industriales que realizan operaciones de separación y clasificación de este tipo.
Sin embargo, la forma más fácil y recomendable para la
separación debe comenzar en nuestros hogares; en ellos podemos simplificar esta tarea, al poseer diferentes recipientes o
depósitos destinados a la selección de la materia orgánica (producto de alimentos), papeles y cartones, vidrio, metales y
plásticos. La clave de la recuperación está en la separación y
limpieza de los desechos, en especial de alimentos.
8.3 ¿Cómo detectar los diferentes tipos de plástico?
La industria plástica ha elaborado una codificación que consiste
en un número ubicado en un área formada por flechas (esto es propio del reciclaje.) Generalmente en la parte inferior del
producto aparecen siglas, iniciales o un número que facilitan la identificación del tipo de plástico.
Si bien existen más de cien tipos de plásticos, los más comunes
son sólo seis, y se los identifica con un número dentro de un triángulo a los efectos de facilitar su clasificación para el
reciclado, ya que las características diferentes de los plásticos exigen generalmente un reciclaje por separado de lo contrario
estaríamos mezclándolos y contaminándolos y difícilmente
podríamos comercializarlos si ese fuera nuestro objetivo.

8.4. Clasificación de los plásticos.
TIPO / NOMBRE CARACTERISTICAS USOS / APLICACIONES
PET
Polietileno Tereftalato
Se produce a partir del Ácido Tereftálico y Etilenglicol, por poli condensación; existiendo dos tipos: grado textil y grado botella. Para el grado botella se lo debe post condensar, existiendo diversos colores para estos usos. Comportamiento y olor al aplicar la llama: Sigue ardiendo tras separarla. Llama amarilla, chispeante, gotea , hollín. Olor: Irritante.
Envases para gaseosas, aceites,
agua mineral, cosmética, frascos
varios (mayonesa, salsas, etc.).
Películas transparentes para termo
formado,, fibras textiles y escobas,
laminados de barrera (productos
alimenticios), envases al vacío,
bolsas para horno, bandejas para
microondas, cintas de video y
audio, geotextiles (pavimentación
/caminos); placas de radiografías.
PEAD
Polietileno de
Alta Densidad
El polietileno de alta densidad es un termoplástico fabricado a partir del etileno (elaborado a partir del etano, uno de los componentes del gas natural). Es muy versátil y se lo puede transformar de diversas formas: Inyección, Soplado, Extrusión, o Rotomoldeo. Comportamiento y olor al aplicar la llama: Sigue ardiendo tras separarla. Llama luminosa con núcleo azul, gotea. Olor: A parafina o velas.
Envases para: detergentes,
lavandina, aceites automotor,
shampoo, lácteos, bolsas para
supermercados, bazar y menaje,
cajones para pescados, gaseosas y
cervezas, baldes para pintura,
helados, aceites, tambores, caños
para gas, telefonía, agua potable,
minería, drenaje y uso sanitario,
macetas, bolsas tejidas.
PVC
Cloruro de
Polivinilo
Se produce a partir de dos
materias primas naturales: Gas
43% y sal común (*) 57%. Para
su procesado es necesario
fabricar compuestos con aditivos
especiales, que permiten obtener
productos de variadas
propiedades para un gran
número de aplicaciones. Se
obtienen productos rígidos o
totalmente flexibles (Inyección -
Extrusión - Soplado).
(*) Cloruro de Sodio (2 NaCl)
Comportamiento y olor al aplicar la llama: Arde en la llama, se extingue fuera de ella, se carboniza. Llama
verde en los bordes, chispeante. Olor: Acido clorhídrico, irritante.
Envases para agua mineral,
aceites, jugos, mayonesa. Perfiles
para marcos de ventanas, puertas,
caños para desagües domiciliarios
y de redes, tuberías, blíster para
medicamentos, pilas, juguetes,
envolturas para golosinas,
películas flexibles para envasado
(carnes, fiambres, verduras), film
cobertura, cables, cuerina, papel
vinílico (decoración), catéteres,
bolsas para sangre o sueros
hospitalarios, mangueras
reforzadas con hilo para
jardinería.
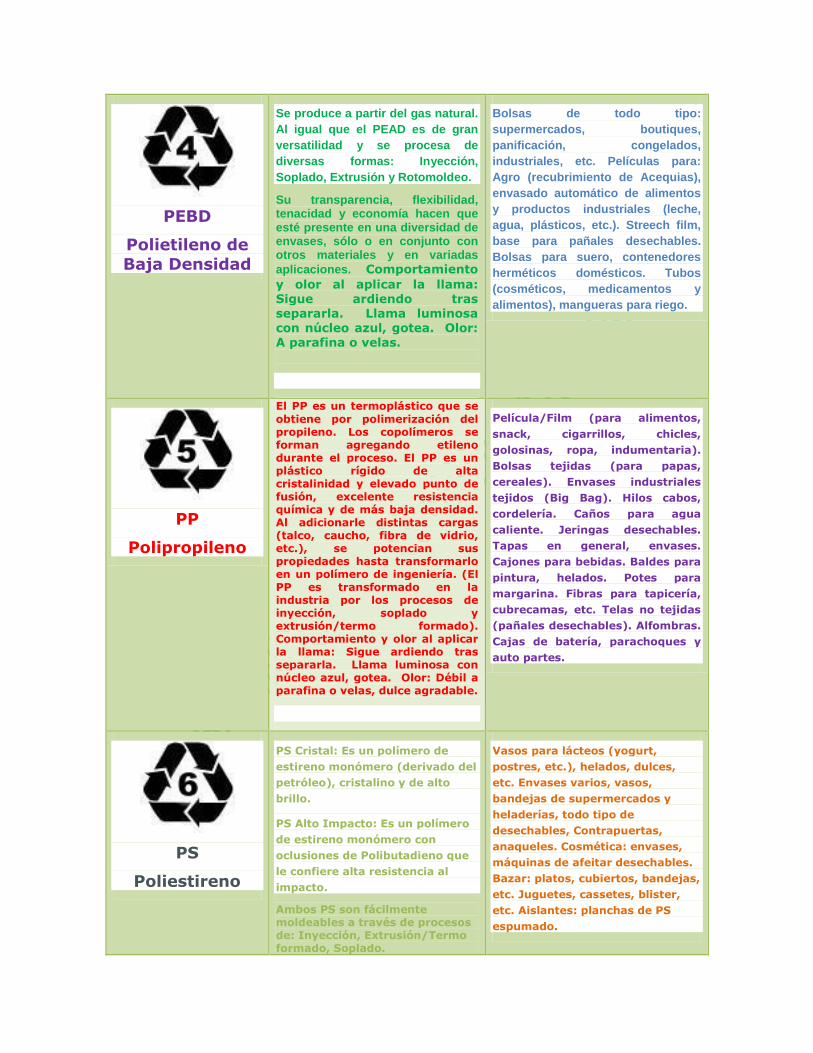
PEBD
Polietileno de
Baja Densidad
Se produce a partir del gas natural.
Al igual que el PEAD es de gran
versatilidad y se procesa de
diversas formas: Inyección,
Soplado, Extrusión y Rotomoldeo.
Su transparencia, flexibilidad, tenacidad y economía hacen que esté presente en una diversidad de envases, sólo o en conjunto con otros materiales y en variadas
aplicaciones. Comportamiento
y olor al aplicar la llama: Sigue ardiendo tras separarla. Llama luminosa con núcleo azul, gotea. Olor: A parafina o velas.
Bolsas de todo tipo:
supermercados, boutiques,
panificación, congelados,
industriales, etc. Películas para:
Agro (recubrimiento de Acequias),
envasado automático de alimentos
y productos industriales (leche,
agua, plásticos, etc.). Streech film,
base para pañales desechables.
Bolsas para suero, contenedores
herméticos domésticos. Tubos
(cosméticos, medicamentos y
alimentos), mangueras para riego.
PP
Polipropileno
El PP es un termoplástico que se
obtiene por polimerización del propileno. Los copolímeros se forman agregando etileno durante el proceso. El PP es un plástico rígido de alta cristalinidad y elevado punto de fusión, excelente resistencia química y de más baja densidad. Al adicionarle distintas cargas (talco, caucho, fibra de vidrio, etc.), se potencian sus propiedades hasta transformarlo en un polímero de ingeniería. (El PP es transformado en la industria por los procesos de inyección, soplado y extrusión/termo formado). Comportamiento y olor al aplicar la llama: Sigue ardiendo tras separarla. Llama luminosa con núcleo azul, gotea. Olor: Débil a parafina o velas, dulce agradable.
Película/Film (para alimentos,
snack, cigarrillos, chicles,
golosinas, ropa, indumentaria).
Bolsas tejidas (para papas,
cereales). Envases industriales
tejidos (Big Bag). Hilos cabos,
cordelería. Caños para agua
caliente. Jeringas desechables.
Tapas en general, envases.
Cajones para bebidas. Baldes para
pintura, helados. Potes para
margarina. Fibras para tapicería,
cubrecamas, etc. Telas no tejidas
(pañales desechables). Alfombras.
Cajas de batería, parachoques y
auto partes.
PS
Poliestireno
PS Cristal: Es un polímero de
estireno monómero (derivado del
petróleo), cristalino y de alto
brillo.
PS Alto Impacto: Es un polímero
de estireno monómero con
oclusiones de Polibutadieno que
le confiere alta resistencia al
impacto.
Ambos PS son fácilmente moldeables a través de procesos de: Inyección, Extrusión/Termo formado, Soplado.
Vasos para lácteos (yogurt,
postres, etc.), helados, dulces,
etc. Envases varios, vasos,
bandejas de supermercados y
heladerías, todo tipo de
desechables, Contrapuertas,
anaqueles. Cosmética: envases,
máquinas de afeitar desechables.
Bazar: platos, cubiertos, bandejas,
etc. Juguetes, cassetes, blister,
etc. Aislantes: planchas de PS
espumado.
Comportamiento y olor al aplicar la llama: Sigue ardiendo tras separarla. Llama brillante, fuerte formación de hollín. Olor: Típicamente dulzaino.
Antes de iniciar el proceso de clasificación debemos
preguntarnos: ¿Qué hacer con los desechos, dónde llevarlos, cómo
transportarlos, qué beneficios reales nos pueden proporcionar?
Para estas preguntas existen respuestas entre las que tenemos:
* Luego de separar los desechos (botellas, recipientes, etc.) se
pueden aprovechar en la comunidad, si se establecen centros de acopio o almacenamiento para luego comercializarlos a través de
las diferentes organizaciones o empresas recicladoras.
* Además, separar y acopiar los desechos puede generar
múltiples beneficios económicos, aparte de los relacionados con
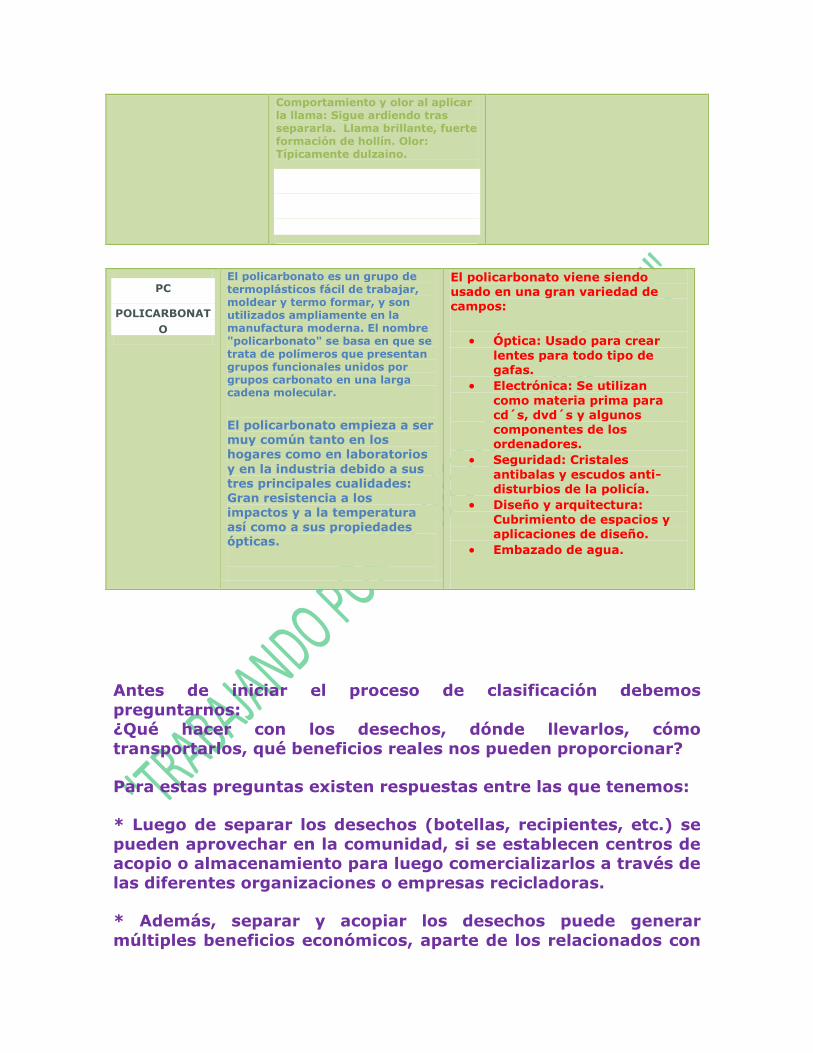
PC
POLICARBONAT
O
El policarbonato es un grupo de termoplásticos fácil de trabajar, moldear y termo formar, y son utilizados ampliamente en la manufactura moderna. El nombre "policarbonato" se basa en que se trata de polímeros que presentan grupos funcionales unidos por grupos carbonato en una larga cadena molecular.
El policarbonato empieza a ser muy común tanto en los hogares como en laboratorios
y en la industria debido a sus tres principales cualidades: Gran resistencia a los impactos y a la temperatura así como a sus propiedades ópticas.
El policarbonato viene siendo usado en una gran variedad de campos:
Óptica: Usado para crear
lentes para todo tipo de gafas.
Electrónica: Se utilizan
como materia prima para cd´s, dvd´s y algunos componentes de los ordenadores.
Seguridad: Cristales
antibalas y escudos anti-disturbios de la policía.
Diseño y arquitectura:
Cubrimiento de espacios y aplicaciones de diseño.
Embazado de agua.
la conservación del ambiente, los cuales pueden servir para el
financiamiento de servicios municipales como agua, luz, aseo urbano o el financiamiento de pequeñas obras comunales o
actividades sociales.
8.5 ¿Cómo Hacer La Recolección?
Nuestros principales proveedores son:
Los recuperadores ambientales mal llamados recicladores de la calle,
personas explotadas por los intermediarios y quienes aportan el mayor esfuerzo, trabajando de sol a sol o en noches frías y lluviosas.
Chatarrerías o centros de acopio de barrios, intermediario que acaparan todo el reciclaje del sector.
Comunidades sociales, deportivas, educativas y de trabajo, se
deben establecer sitios especiales para la recolección selectiva, por cuadras, sectores o departamentos, para que cada persona deposite los
desechos específicos debidamente clasificados en los lugares
designados. Los desechos deben ser recolectados en turnos determinados por una unidad especial.
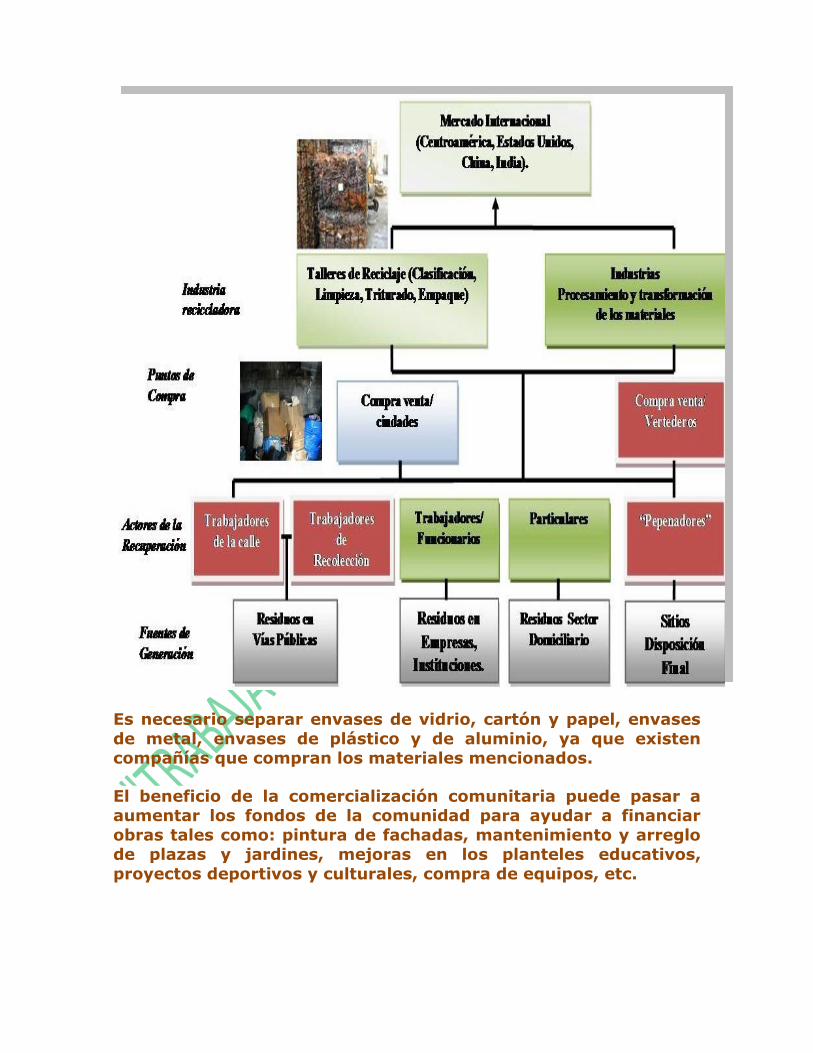
Es necesario separar envases de vidrio, cartón y papel, envases
de metal, envases de plástico y de aluminio, ya que existen compañías que compran los materiales mencionados.
El beneficio de la comercialización comunitaria puede pasar a aumentar los fondos de la comunidad para ayudar a financiar
obras tales como: pintura de fachadas, mantenimiento y arreglo de plazas y jardines, mejoras en los planteles educativos,
proyectos deportivos y culturales, compra de equipos, etc.

9. CLASIFICACION DEL MATERIAL DE DESECHO PLASTICO.
El material plástico de desecho se recupera a través de dos grandes
divisiones:
9.1. POST – INDUSTRIAL.
9.2. POST – CONSUMO
Los productos resultantes de ambas divisiones son de calidad garantizada al contarse con que garanticen la densidad, índice de fluidez (MFI), porcentaje de degradación del material. De esta forma, se les ofrece a los transformadores del sector plástico las especificaciones y la mejor calidad del producto.
Se encarga del procesamiento de los distintos
desechos plásticos generados por la industria
plástico, los cuales no han tenido contacto con
los productos a empacar. Pueden ser piezas
defectuosas en el proceso de fabricación,
rebabas o velas originadas por la limpieza de
los productos.
Se encarga de la recolección de los
desechos plásticos generados por el
hombre, o sea, los que han tenido
contacto con el producto empacado.
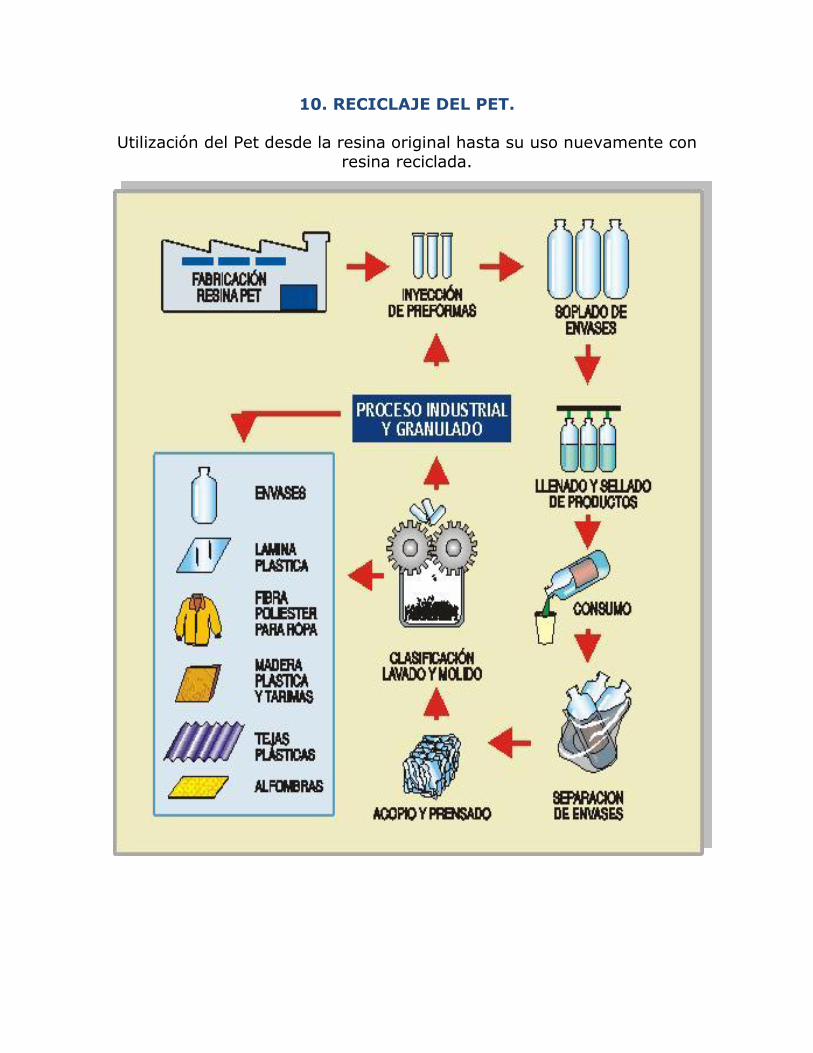
10. RECICLAJE DEL PET.
Utilización del Pet desde la resina original hasta su uso nuevamente con resina reciclada.
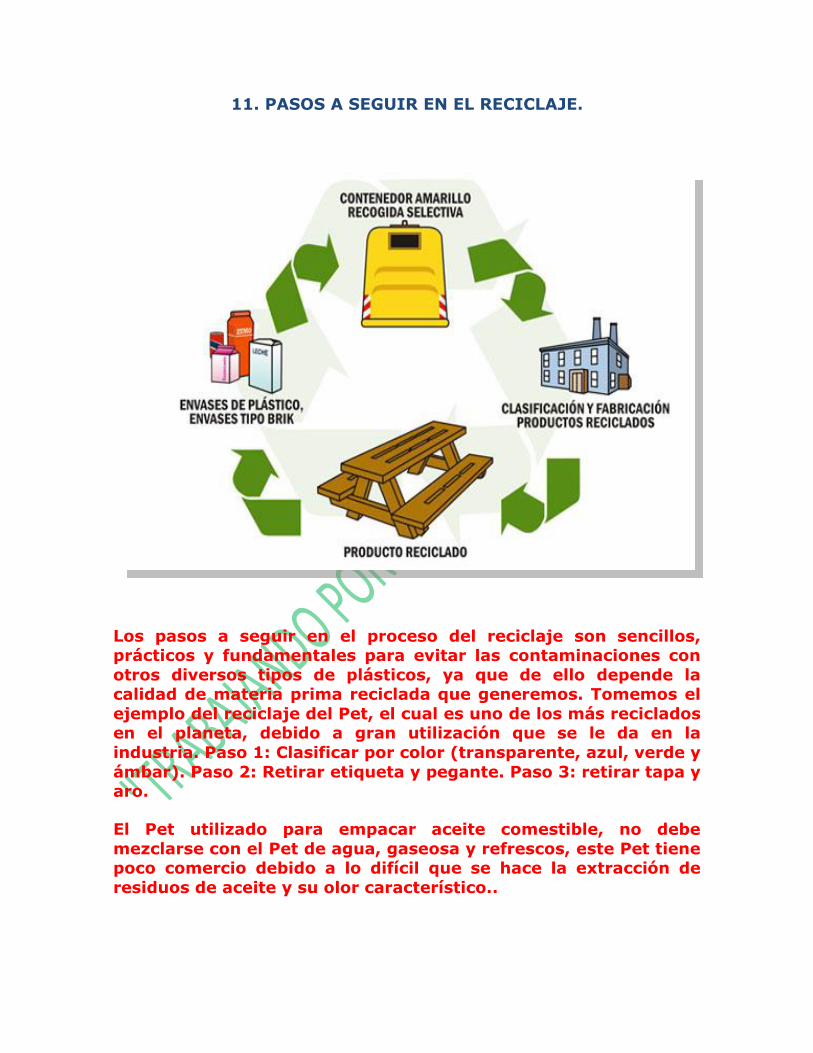
11. PASOS A SEGUIR EN EL RECICLAJE.
Los pasos a seguir en el proceso del reciclaje son sencillos, prácticos y fundamentales para evitar las contaminaciones con
otros diversos tipos de plásticos, ya que de ello depende la calidad de materia prima reciclada que generemos. Tomemos el
ejemplo del reciclaje del Pet, el cual es uno de los más reciclados en el planeta, debido a gran utilización que se le da en la
industria. Paso 1: Clasificar por color (transparente, azul, verde y
ámbar). Paso 2: Retirar etiqueta y pegante. Paso 3: retirar tapa y aro.
El Pet utilizado para empacar aceite comestible, no debe
mezclarse con el Pet de agua, gaseosa y refrescos, este Pet tiene poco comercio debido a lo difícil que se hace la extracción de
residuos de aceite y su olor característico..

11.1. PROCESO DE CLASIFICACION
Primero, lo Primero… Limpiar los plásticos
Un gran porcentaje de plásticos que terminan su vida útil se encuentran combinados con otros residuos; y en muchos casos, contaminados por otras sustancias sobre todo orgánicas que dificultan su aprovechamiento. Independientemente de que la recuperación energética por incineración se perfila, a largo plazo, como una solución altamente viable, se siguen ensayando técnicas para separar y limpiar los plásticos de otros residuos y contaminantes.
En vista de la gran variedad de resinas
plásticas, es vital separar por tipo de plástico y color antes de que entre a cualquier proceso
para evitar cualquier contaminación, las cuales harían inservibles dichas resinas, además, para
dar valor agregado a las materias primas. De una buena clasificación depende la calidad del
producto final y el precio de venta.
En este sentido, además del conocido sistema 100% manual, que emplea la vista y experiencia del ser humano para retirar otro tipo de residuos no plásticos, encontramos tecnologías importadas desde otras industrias, como la agrícola y la minera. Algunas técnicas están en sus etapas finales de investigación y otras ya son una realidad en países como Estados Unidos, Alemania y Francia.

11.2. PROCESO DE EMBALADO
Mediante la fuerza hidráulica, se somete los empaques a grandes presiones, lográndose a sí comprimirlos sin sufrir ningún cambio químico. Se requiere este proceso principalmente para minimizar espacios y facilitar el transporte de grandes distancias. La Embaladora puede ser utilizada igualmente para embalar Papel, Cartón, Plástico, Latas, Aluminio, Envases de Pet, etc.
La máquina utilizada en este proceso se llama prensa o compactadora hidráulica. Ella utiliza una cámara de carga en donde se colocan los
materiales a prensar, una vez esta cámara se comprime, reduciendo de esta forma el material, logrando quedar nuevamente espacio para
volver a cargar, esta operación se repite tres o cuatro veces hasta que
la cámara de carga no recibe más; entonces se abren las compuerta y aún en estado comprimido se zuncha tres o cuatros veces el fardo
(paca), una vez zunchado se libera de la presión y los zunchos quedan tensionado. Por último se expulsa el fardo e inicia el ciclo nuevamente.
Diariamente encontramos plásticos en todas partes. Ellos son utilizados en campos como la agricultura, la construcción, la industria, la medicina, los deportes y el comercio. En el hogar, su uso es permanente. Con el plástico se fabrican bolsas, cajas, empaques, canecas, envases y muchos artículos más. Una vez utilizados se tiran en cualquier lugar como inservibles o se llevan a los rellenos sanitarios, para ser enterrados.

11.3. PROCESO DE MOLIDO
Este proceso se utiliza para
minimizar espacios y generar materias primaras recicladas
intermedias. La máquina utilizada se llama Molino que puede ser usado para
cualquier tipo de resina plástica como: PE, PP, PET,
PVC, PS, PC, ABS, consiste en picar los plásticos, cuyo tamaño lo determina la criba,
para poder entrar a la Línea de Lavado o a Máquinas
Extrusoras de Bolsa, Sopladoras, Peletizadoras o Inyectoras de Plástico
• Proceso utilizado para embalar
materiales sin procesar.
• Compactan sus costos de eliminación
de residuos
• Convierten sus residuos en dinero.
• Contribuyen a la conservación
ecológica permitiendo el reciclaje.
• Minimizan las posibilidades de robo de
materiales reciclados.
• Bajan los costos de manipulación y
transporte de materiales
• Liberan espacio valioso ocupado por
residuos para usos rentables
• Mejoran la higiene evitando la
procreación de insectos
• Reducen al mínimo el riesgo de
incendios.
• Los fardos (pacas) resultan de tamaño
uniforme e independiente de la voluntad
del Operador, facilitando la
manipulación y almacenaje.

11.4. PROCESO DE LAVADO DE GRANOS Y BOLSAS PLASTICAS.
a. LAVADORA DE BOLSAS PLASTICAS O FILM.
Es concebida especialmente robusta y una alta seguridad de operación. El efecto de lavado es causado por la inyección de agua limpia y la acción de impacto de las
aspas de alta velocidad (9000 rpm.), y la fricción mutua de los materiales plásticos. El papel y otros elementos extraños salen separados y salen con el agua de lavado. No hay retención de agua. Una vez extraído toda impureza, se suspende el agua y
empieza el proceso de secado. El ciclo completo de lavado en máquinas manuales va de 7 a 10 minutos.
El plástico film debe introducirse de un tamaño aproximado de 30cms, sale de igual tamaño de la máquina una vez terminado el ciclo. El consumo de agua es de 5
galones por cada 10kgrs. El agua resultante de este proceso se puede canalizar y llevar a una planta de tratamiento para su posterior reutilización.

B. LAVADORA DE GRANOS MOLIDOS
La llave del éxito de una planta de lavado es el tratamiento del agua para obtener una buena calidad del producto final es la Lavadora de Granos Molidos Ella permite procesar material muy sucio y con un
alto contenido de papel y residuos de Aluminio. Son máquinas robustas
de alto desempeño para mejorar la calidad de los reciclados. Cuentan con una Centrifuga para extraer la humedad. Estas centrifugas se
colocan después de la Tina de Flotación, Separación y Lavado y posteriormente pasan las resinas plásticas a la Secadora a Gas para
obtener un producto de alta calidad y sin humedad.
Posterior al lavado, pasa a una Tina de Separación la cual permanece llena de agua, de esta forma permite al material pesado llegar al fondo,
El proceso de lavado consiste en cargar la máquina con una cantidad
aproximada de 120kgrs de plástico molido, se adiciona agua (15 galones aprox.), jabón detergente, hipoclorito e incluso soda caustica. El ciclo dura
10 minutos, se extrae el agua por una compuerta lateral y posteriormente se extrae el plástico por otra compuerta frontal; este cae a la tina de
flotación y separación. Allí es descontaminado y se pasa a Centrífuga y por último a una secadora. El agua resultante de este proceso se puede
canalizar y llevar a una planta de tratamiento para su posterior reutilización.

PET, PS, PVC, PC y ABS mientras el material ligero va a la superficie
como el PE y PP.
El desafío especial de los desechos de plásticos de pos - consumo ha
requerido nuevas tecnologías, con consideración especial del importante contenido de plásticos que van a fondo de la Tina de Separación
debido a su Peso Específico (PS, PET, PVC, ABS) y cuyo recuperación es importante para asegurar un alto rendimiento económico de la planta de
reciclaje, disminuyendo las mermas y pérdidas innecesarias. Una vez lavado y Separado las reinas plásticas, se extrae la humedad entre un
80 y 90% en una Centrifuga ya sea vertical u horizontal.
C. CENTRIFUGA
D. SECADORA.
Ella combina el lavado y después el secado de las hojuelas plásticas.
Permite la extracción de la humedad
mediante la fuerza centrípeta,
reduciendo tiempo en el proceso de secado, extrayendo la humedad un
90%.
Una vez centrifugado el plástico molido, pasa a la secadora la cual maneja un principio muy sencillo que consiste en precalentar aire
mediante un quemador a gas propano o metano. El aire se genera con una turbina.

11.5. PROCESO DE AGLUTINADO
a. AGLUTINADORA.
LO QUE FUNDE EL PLASTICO ES LA FRICCION DEL PLASTICO CON EL TANQUE O CILINDRO DE AGLUTINADO. EL PLASTICO DEBE IR PICADO A UN TAMANO DE UNOS 40CMS CUADRADOR PARA NO FORZAR EL MOTOR. SE EMPIEZA A INTRODUCIR EN LA MAQUINA PROPORCIONALMENTE SIN QUE SOBREPASE LA POTENCIA DEL MOTOR, LA CUAL DEBE ESTAR INDICADA CON UN AM,PERIMEYTRO EN EL TABLERO DE LA MAQUINA. DESPUES DE UNOS MINUTOS EL PLASTICO SE EMPIEZA A FUNDIR Y SE CIERRA EN LA PARTE DE ABAJO (CUCHILLAS GIRATORIAS), DE TAL FORMA QUE NO DEJA QUE EL PLASTICO SEA PICADO POR LAS CUCHILLAS, SE PROCEDE A ECHAR AGUA PARA DESCOMPACTAR (1/2 LT APROX.) SE CONTINUA AGREGANDO PLASTICO UNAS VEZ VUELVA A RECIBIRLO. ESTE PROCESO SE REPITE DE TRES A CUATRO VECES O LAS QUE SEAN NECESARIAS HASTA QUE EL TAMAÑO DE LA CARGA SEA APROPIADO,
La Aglutinadora es utilizada para dar densidad o granular los
empaques flexibles como es la bolsa plástica, este proceso se
requiere para tener una adecuada alimentación en la tolva de la Peletizadora u otras máquinas, además, está diseñada procesar
cualquier tipo de Poleolefinas como puede ser polipropileno y polietileno de alta o baja densidad.

LO INDICA EL AMPERIMETRO, O SEA CUANDO EL MOTOR ESTE A PLENA CARGA, PÒR EJEMPLO: UN MOTOR DE 30HP DEBE TRABAJAR A PLENA CARGA DE 70 A 80 AMPÈRIOS.
11.6. PROCESO DE PELETIZADO
7. PROCESO DE SECADO Y EMPAQUE
Una vez obtenida la materia prima molida y lavada, se requiere extraer totalmente la humedad para poder empacar y almacenar y esto se hace a través de aire caliente, sea de forma manual o automática.
a. PELETIZADORA.
Una vez obtenido una materia prima intermedia reciclado como puede ser
aglutinado o molidos, los plásticos aún conservan cierto grado de suciedad y dependiendo el proceso en que vayan a ser utilizado, deben estar totalmente
limpios. Por ejemplo: Para producir rollos de tubular en polietileno de baja o alta densidad, la materia prima debe estar Peletizada. El proceso consiste
en transporte mediante el tornillo extrusor y calentamiento con resistencias
eléctricas de las resinas, las cuales pasan por un tamiz y allí se filtran en un cambia-mallas todas las suciedades o impurezas que aún quedan del los
Procesos de Molido o Aglutinado.
11.7. EMPAQUE.
12. DETERMINACION DE COSTOS EN PLANTA DE PROCESO DE
RECICLAJE DE BOTELLAS PLASTICAS.
(Producción Estimada: 300kgrs/hora).
Pell
ets
Proceso Proceso /
Maquinaria Operarios
Agua (Gal)
Energía (HP)
Producción (kg-h)
Dimensiones Valor Unitario
Selección Banda Transportadora 6 0 3 600
Ancho: 100cm Largo: 600cm
Molido
Molino 1 0 20 300
Ancho: 120cm Largo: 120cm
Lavado
Lavadora Granos 1 * 30 25
Ancho: 90cm Largo: 120cm
Descontaminado
Tanques 1 0 0 300
Ancho: 100cm Largo: 130cm
Va incluido en la Lavadora
Centrifugado Centrífuga 1 0 2 300
Ancho: 70cm Largo: 80cm
Secado
Secadora 1 0 1.5 300
Ancho: 100cm Largo: 120cm
Empaquetado
Silo 0 0 1 300
Diám. 70cm Alto: 150cm
Va incluido en el Molino
TOTALES
* 5 Galones por cada 50 Kgrs de Molido. El agua que se gasta en la Centrifuga y del Tanque de Descontaminación se recicla., también puede hacerse con la de la Lavadora de Granos y de Bolsas Plásticas.
PLANTA DE PROCESO DE RECICLAJE PELICULA O BOLSAS PLASTICAS.
(Producción Estimada: 70kgrs/hora).
Pele
ts
Proceso Proceso /
Maquinaria Operarios
Agua (m3)
Energía (HP)
Producción (kg-h)
Dimensiones Valor Unitario
Selección Banda 2 0 2 200
Ancho: 100cm Largo: 600cm
Lavado Lavadora Retal 1 6 25 80
Ancho: 160cm Largo: 210cm
Aglutinado Aglutinadora 1 1/2 30 130
Ancho: 75cm Largo: 145cm
Empaquetado
0 0 0 130 0
PROCESO DE RECICLAJE DE PELETIZADO.
(Producción Estimada: 130kgrs/hora).
Pele
ts
Proceso Proceso /
Maquinaria Operarios
Agua (m3)
Energía (Kw)
Producción (kg-h)
Dimensiones Valor Unitario
Peletizado Peletizadora 1 1/2 45 130
Ancho: 90cm Largo: 250cm
Empaquetado
Silo 0 0 0 150 Ancho: 120cm Largo: 600cm Incluido

PROMAQUIPLAST.
NUESTRA COMPAÑIA
Somos una empresa metalmecánica, dedicada a la fabricación de
equipos para el proceso de reciclaje de resinas plástica y Llantas Usadas: Máquinas Automáticos y manuales. Satisfacemos las
necesidades desde pequeñas a grandes producciones, con Equipos económicos y eficientes. Constituida hace tres años con el firme
propósito de suministrar equipos completos, para suplir la necesidad del mercado con máquinas competitivas de gran productividad, continua
innovación, garantizadas y funcionales a lo largo de su vida útil; como valor agregado cuenten con un acompañamiento funcional, operativo y
un buen servicio post-venta de nuestra parte; asegurando así a nuestros clientes un proceso continuo, fiable y estable.
MISION
Nuestra empresa está dedicada principalmente a la fabricación de
equipos de reciclaje de resinas plásticas, A quienes ingresan al mercado brindamos asesorías para la implementación y optimización de los
procesos productivos para que puedan ampliar y mejorar su competitividad comercial y productiva.
Trabajamos con excelentes estándares de calidad lo que permite
garantizar a nuestros clientes la maquinaria fabricada, los mecanizados y mantenimientos.
VISION
Contamos con una planta de personal calificado, comprometidos con la
calidad de nuestros productos, nuestra responsabilidad y gusto por el trabajo realizado, genera confiabilidad y satisfacción a nuestros clientes.
Unimos esfuerzos en las diferentes aéreas de nuestra empresa para llegar a ser una empresa reconocida en el mercado. Nuestras maquinas
son catalogadas como unas de las más rentables, económicas y productivas del mercado,
MAQUINARIA
Dinaplast pone a disposición de las empresas plásticas, un completo
surtido de maquinaria que abarca todo el proceso de producción en la
generación de materias primas plásticas recuperadas de excelente calidad.
NUESTROS PRODUCTOS
1. Embaladoras hidráulicas.
BENEFICIOS
• Puede ser utilizada en Papel, Cartón, Plástico, Latas, Aluminio,
Envases de Pet, etc. • Compactan sus costos de eliminación de residuos
• Convierten sus residuos en dinero. • Contribuyen a la conservación ecológica permitiendo el reciclaje.
• Minimizan las posibilidades de robo de materiales reciclados.
• Bajan los costos de manipulación y transporte de materiales • Liberan espacio valioso ocupado por residuos para usos rentables
• Mejoran la higiene evitando la procreación de insectos • Reducen al mínimo el riesgo de incendios.
• Los fardos (pacas) resultan de tamaño uniforme e independiente de la voluntad del
Operador, facilitando el manipuleo y almacenaje
ESPECIFICACIONES TECNICAS
• Operación silenciosa, simple, higiénica y económica • Construcción robusta en aceros de primera calidad
• Expulsión total del paquete compactado y facilidad de carga. • Pintado con base anticorrosiva y terminación en esmalte sintético.
• Ideal para Centros de Reciclado con múltiples materiales.
• Compuerta frontal con sistema de apertura gradual controlada para compactación luego de la expulsión de cada paquete para la seguridad
del operador • Carga continua sin tiempo de espera.
• Atado de fardos sencillo y rápido con adaptación a cinta transportadora
• Fácil instalación y mantenimiento • Sistema electrohidráulico fabricado según normas internacionales,
compuesto por un depósito de aceite, motor y componentes eléctricos
• Funcionamiento seguro y confiable normalizado, bomba, filtros y
válvulas direccionales y de seguridad
2. Peletizadoras.
Diseño de la extrusora.
Diámetro de husillo 25-150mm, longitud de camisa 24-33D. Husillos de 3 zonas, alimentación, fundido y mezcla.
Husillos para el procesado de Poliolefinas sin cambio de husillo. Rendimiento máximo hasta 200 Kg/h.
En las extrusoras que se encuentran en nuestro laboratorio se pueden efectuar pruebas con material del cliente en todo tiempo.
Husillo
Gracias a la construcción moderna de camisa y husillo se garantiza una alta capacidad de producción en una masa de fusión homogénea. Cada
extrusora obtiene la geometría óptima del husillo en dependencia de su uso y el material a procesar. Para alcanzar la máxima vida útil se usan
husillos endurecidos.
Camisa
Las camisas de la extrusora, que constan de un sector de alimentación,
un casquillo reemplazable y una parte de descarga, van dotadas de resistencias eléctricas y están equipadas opcionalmente con segmentos
enfriadores para una refrigeración intensa. La longitud es de 24 o 30 D,
en caso de desgasificación 33 D y más.
Las líneas para recuperado de termoplásticos están compuestas por
extrusoras con cabezal y cambio de filtro hidráulico, tablero de calefacción y comandos
Adicionales: Tolva con alimentación forzada; tina de refrigeración en acero inoxidable, Secador por aire; con variador de velocidad existiendo
siempre un modelo adecuado a su necesidad.
3. Molinos.
Unas de las principales ventajas de nuestros Molinos es la calidad de los aceros utilizados, brindando una larga vida, insonorización y
minimización de los espacios; Rotores de corte tangencial lineal o
escalonado. Gran robustez en toda su construcción, generando materias primaras recicladas intermedias de alta calidad. Puede ser usados para
cualquier tipo de resina plástica como: PE, PP, PET, PVC, PS, PC, ABS.
Con potencias de 15 H.P. ó 20 H.P, obtenemos producciones hasta 300
Kg/h. Su gran diámetro de rotor Ø360 m/m. Permite triturar piezas moldeadas y huecas de gran volumen hasta 8-10 lts.. así como perfilería
ó tubería.
Adicionales: Apertura neumática, extracción de triturado por aspiración, sinfín, etc. Según necesidad.
4. Aglutinadoras.
La minimización de los espacios en las fábricas es fundamental para la disponibilidad de los residuos reciclables plásticos y mejorar así la
utilización de los mismos. Las Aglutinadoras granulan los empaques
flexibles para garantizar una adecuada alimentación en las tolvas de las Peletizadoras, Sopladora, inyectoras u otras máquinas, además, está
diseñadas procesar cualquier tipo de Poliolefinas como son los polipropilenos y los polietilenos de alta o baja densidad, incluso PVC y
otros.
Diseñada para rendimientos óptimos y minimización de energía, al dotarse de volantes de inercia en el eje, el cual va montado sobre
rodamientos axiales y radiales, empotrados en una carcasa mecanizada y refrigerada.
5. Extrusoras.
Nuestras extrusoras Mono-husillo, tiene una variada utilización,
especialmente para Peletizar, fabricación de tubos, película, perfiles y láminas. En ellas se han hecho realidad, a un precio razonable, las
principales características de la más avanzada técnica de la extrusión.
Con un concepto innovador, las Extrusoras mono-husillo son máquinas de construcción compacta. La estructura de la máquina está
cerrada herméticamente, según normas de seguridad industrial, integrada de manera óptima a la transmisión, la unidad de proceso y el
equipo eléctrico, teniendo un mantenimiento extremadamente reducido.
Tienen un Accionamiento con rodamiento axial integrado, permitiendo
el accionamiento directo del husillo al sistema motriz de la extrusora con acople al reductor, este sistema está presente en todas las extrusoras
mono husillo hasta 150 mm de diámetro.
El Rendimiento de las extrusoras mono husillo tienen, dependiendo de la máquina y del material, rendimientos de producción entre 30 y 200 Kg. /h.
La unidad de plastificación tiene el husillo con zonas especiales: zona
de alimentación, mezcla y homogeneización.
Ventajas del sistema:
Alimentación uniforme del material Gran rendimiento de plastificado y alta producción Plastificación cuidadosa con mínimas modificaciones en los
materiales por degradación.
A bajo nivel, buen control de la temperatura de la masa Buena homogeneidad de fusión
6. Lavadoras de Granos.
La llave del éxito de una planta de lavado es el tratamiento del agua
para obtener una buena calidad del producto final. La Lavadora de Grano Molidos permite procesar material muy sucio y con un alto
contenido de papel y residuos de Aluminio. Son máquinas robustas de alto desempeño para mejorar la calidad de los reciclados. Cuentan con
una Centrifuga para extraer la humedad. Estas centrifugas se colocan después de la Tina de Flotación, Separación y Lavado y posteriormente
pasan las resinas plásticas a la Secadora a Gas para obtener un producto de alta calidad y sin humedad.
7. Lavadoras de Bolsas Plásticas o Films.
Es concebida especialmente robusta y una alta seguridad de operación.
El efecto de lavado es causado por la inyección de agua limpia y la acción de impacto de las aspas de alta velocidad (900 rpm.), y la
fricción mutua de los materiales plásticos. El papel y otros elementos extraños salen separados y salen con el agua de lavado. Mediante estas
Lavadoras, se obtienen lavados de películas de alta calidad, incluso materiales procedentes de rellenos sanitarios. En ella se logra extraer la
humedad en un alto grado para lograr mejorar el rendimiento en la
Aglomerador o Aglutinadora.
SERVICIOS
*Instalación de programas de mantenimiento preventivos para optimizar el rendimiento de la maquinaria a una relación costo –
beneficio favorables.
*Prestamos servicio de mecanizados industriales en serie y piezas únicas, mantenimiento de maquinaria Agrícola e
Industrial.
* Reconstrucción y modificación de maquinaria para reciclaje.
* Brindamos asesorías para la implementación, Automatización y optimización de los procesos productivos.
CONTACTENOS
Promaquiplast
Ing. Guillermo Moreno. Gerente.
Fijo: (57) (8) 667 30 54.
Celular: (57) 311 200 65 56. Villavicencio – Colombia.



![OHSAS 18001 [Modo de compatibilidad] - EnlacePymes · objetivos de SSO; e) Está documentada, implementada y mantenida. f) Está comunicada a todas las personas que trabajan bajo](https://static.fdocuments.mx/doc/165x107/5ba61c1909d3f21e528b7f82/ohsas-18001-modo-de-compatibilidad-objetivos-de-sso-e-esta-documentada.jpg)