UNA BEBIDA MODERNA: LA CERVEZA EN CHILE EN EL ... - Historia

Cerveza e Historia
3.800.000.000-Antes Cristo. La levadura hace su aparición en la tierra. Una investigación de 1979 encuentra estructuras unicelulares, como la levadura en una roca de Groenlandia.
97-66.000.000 AC-Plantas con floración dominan la tierra durante el periodo Cretaceo tardío. Entre ellas se encuentra los antepasados de la cebada. De vez en cuando ocurre un experimento natural. Unas semillas caen en un charco y germinan. Levaduras ambientales caen en la charca y metabolizan los azúcares produciendo alcohol. Por tanto, existía cerveza en el planeta antes de la aparición del hombre.
10.000-50.000AC- El hombre prehistórico descubre la cerveza. Un posible escenario: uno de nuestros antepasados cazadores es sorprendido por un chaparrón. Deja caer la cesta donde lleva las barras de pan para buscar refugio. Cuando vuelve para recogerlas, ahora en forma de masa, las prueba y descubre un sabor agradable que causa un estado de euforia moderada. Mediante distintas pruebas, el cazador intenta duplicar el proceso que la naturaleza por sí sola ha conseguido. Otro posible escenario: Para alimentar a los bebes y ancianos sin dientes, las mujeres de las tribus mastican los duros granos de cereal y los escupen en un recipiente. Por alguna razón, este recipiente se olvida temporalmente. Las enzimas de la saliva transforman el almidón en azúcares fermentables y las levaduras ambientales lo transforman en una bebida de malta. (En los Andes, todavía se elabora de esta forma una cerveza de maiz llamada chicha).
10.000 AC- La cebada se empieza a cultivar en Oriente Medio. Antes crecía salvaje. Se cree que el hombre del Neolítico podía alimentarse sólo cazando y recolectando. Pero para tener suficiente grano para el pan y la cerveza, tenía que aprender a cultivar. Ya que para cosechar algo había que cuidar durante todo el año el campo, nuestros antepasados tuvieron que dejar su existencia nómada y asentarse en poblados. De ahí que la cerveza sea en parte responsable de ese comportamiento sedentario que llamamos "civilización".
4.000 AC-Aparece el primer cartel publicitario anunciando cerveza. Una tabla sumeria de barro encontrada en la actual Siria, muestra a una mujer con dos grandes copas con la inscripción de "bebe la cerveza con el corazón del león".
2.800 AC- Primer accidente registrado provocado por el exceso de alcohol. Segßn un papiro encontrado en el antiguo Egipto, un conductor de carros borracho es arrestado por chocar contra una estatua de la diosa Athor. Se le encuentra culpable y se le cuelga de la puerta de la taberna donde le vendieron la cerveza hasta que los animales carrošeros reducen su cuerpo a huesos.
2.000 AC- Los egipcios elaboran la primera cerveza sin alcohol. Los seguidores de la diosa Athor, en el templo donde está su estatua, calientan unos recipientes llenos de cerveza a los pies de la diosa. El motivo era que el alcohol se evaporara subiendo hacia el cielo pasando por la cabeza de la Diosa para ponerla de buen humor y que atendiera las peticiones de los fieles. El líquido que quedaba, ya sin alcohol al haberse evaporado, se vendía para recaudar fondos destinados a la conservación del templo.
1.800 AC- La primera receta escrita de cerveza aparece en la forma de un himno a la diosa sumeria Ninkasi. En él se explica detalladamente la forma de elaborar cerveza. La fábrica Anchor de San Francisco elaboró en 1989 una cerveza siguiendo las mismas instrucciones.
250 AC- El geógrafo griego Pythias relata en un escrito sobre una cerveza de brezo de la tribu escocesa de los Picts. Hoy se sabe que bajo las hojas de brezo crece un hongo con propiedades similiares al LSD. La receta original se perdió en el s. IV DC cuando el rey irlandés Nial masacró a la tribu de los Picts. Se cree que la causa de esta gran derrota pudo ser el estado de "abandono" en el que vivía esta tribu. Desde 1994 la fábrica escocesa de Maclay elabora y vende una versión moderna de una cerveza de brezo, pero sin las propiedades alucinógenas.
100 Después de Cristo- Plinio el Viejo en su "Historia Natural" relata que algunas tribus germánicas recogen tablones curvos de madera que unen con aros de metal para crear la versión más antigua de un barril de cerveza.
736 DC- El lúpulo entra en la historia de la cerveza. Se encuentran documentos de plantaciones de lúpulo en la región de Hallertau en Baviera.
816-837 DC- Se construye un monasterio en St. Gallen, en la actual Suiza. En la cúpula de la iglesia se encuentran pinturas de una instalación para elaborar cerveza. Ya existe tradición monástica para elaborar cerveza en los monasterios.
1079 DC- La abadesa Hildegarde de St. Ruprechtsberg menciona el poder antibacteriano del lúpulo y apunta que la cerveza aromatizada con lúpulo se conserva mejor que la que no lo utiliza. Su "Física Sagrada" contiene la mención escrita más antigua de la utilización del lúpulo en la elaboración de la cerveza.
1420 DC- Las actas de una reunión del ayuntamiento de Munich contiene la referencia más antigua de la cerveza
tipo lager, elaborada por fermentación baja. Debido a la proliferación de levaduras salvajes en el aire y el calor, se 1
hacía imposible elaborar cerveza en el verano, por lo que los cerveceros bávaros guardaban la cerveza en cuevas heladas a los pies de los Alpes para ir utilizándose según se necesitara. Las bajas temperaturas de estas cuevas y el periodo de tiempo que permanecían allí, producía unas cervezas más suaves y estables.
1516 - Guillermo VI establece la Ley de Pureza en Baviera, que determina que en la elaboración de cerveza sólo se puede utilizar malta, lúpulo y agua. En el s. XX esta norma es adoptada por toda Alemania.
1614 - La "Hofbrauhaus" (Casa de la Cerveza) de Munich elabora la primera cerveza tipo bock en Baviera, como réplica a las Bock, "inventadas" en la ciudad de Einbeck, en el norte de Alemania.
Finales del s. XVII - Un químico alemán publica la obra "Zymotechnica Fundamentalis", el primer intento para construir una teoría científica que explique el proceso de fermentación.
1680 - Mirando a través del microscopio, el científico holandés Anton van Leeuwenhoek detecta por primera vez las células individuales de levadura.
1690-1710 - Para financiar la guerra con Francia, el gobierno británico establece unos impuestos sobre la malta muy altos. Los cerveceros reaccionan utilizando menos malta y más lúpulo, que tenía unos impuestos menores. Los británicos empiezan entonces a mezclar distintas cervezas en los pubs al servirse un poco de cada en el mismo vaso; combinan cervezas más malteadas, oscuras y dulces con otras más especiadas con lúpulo y más claras. Una de las mezclas más populares era la llamada "3 threads", que consistía en una mezcla a partes iguales de cerveza oscura, cerveza pálida y cerveza agria.
1722 - Cansado de perder el tiempo cada vez que tenía que servir una mezcla en un vaso, un propietario de un pub inglés del area de Londres, "inventa" una receta que duplica el sabor de la mezcla "3 threads" sin necesidad de mezclar cada vaso. Acababa de nacer un nuevo estilo que al principio se llamó "entire butt" (barrica entera o completa) y que luego pasó a llamarse "Porter".
1762 - Un cervecero inglés publica el libro "Theory and Practice of Brewing", sugiriendo por primera vez el uso del termómetro en la elaboración de la cerveza. Publicó una tabla de temperaturas para hornear la cebada (malta) y el color de la malta que resultaba de cada temperatura. Esta escala iba desde los 48ºC y color blanco a los 80ºC y color negro, pasando por ejemplo por temperaturas de 76ºC y malta de color café quemado. El termómetro también sirvió para acabar para siempre con la costumbre de introducir un dedo en el mosto para ver si éste estaba lo suficientemente frío para añadir la levadura.
1784 - Se introduce por primera vez el uso de la máquina de vapor en dos cervecerías inglesas. Al principio la energía que producía el vapor se utilizaba sólo para triturar la malta y bombear el mosto de un lado a otro. Posteriormente se utilizó para todas las fases de la elaboración.
Alrededor de 1790 - Un cervecero londinense formula una cerveza que resista el viaje de 5-6 meses hasta la India, colonia inglesa en esa época. Elabora una cerveza pálida, de alta densidad y con el doble de lúpulo de lo normal. Además, le añade una dosis de azúcar para que la levadura siga "trabajando" durante el viaje. Es el nacimiento de las "India Pale Ale".
1815 - Un inmigrante inglés publica el primer tratado completo sobre elaboración de cerveza en el nuevo mundo (Estados Unidos). Entre las innovaciones que describe está la idea de poner 4 Ö 5 langostas encima de los sacos donde estaba almacenada la cebada para eliminar las plagas de insectos y roedores.
1825 - Empiezan a producirse recipientes de cristal (copas y vasos) de forma masiva, con la invención de una máquina. Antes, los vasos y copas tenían que ser moldeados a mano, por lo que eran muy caros y apenas se utilizaban. El uso de recipientes de cristal se popularizó al mismo tiempo que la preferencia por las cervezas más pálidas y transparentes.
1840 - Se elabora en Filadelfia la primera cerveza tipo lager en Estados Unidos.
1842 - Félix Groll, un cervecero bávaro que trabajaba para la recién construida "fábrica de cerveza del pueblo" de la ciudad de Pilsen, en lo que hoy es la Rep. Checa, elabora por primera vez una cerveza dorada y transparente de fermentación baja. Acababan de nacer las cervezas tipo Pilsen.
1857 - Louis Pasteur publica su obra "Escritos sobre la fermentación llamada léctica". En ella muestra que diferentes microorganismos causan distintos tipos de fermentaciones, algunas deseables y otras no. Según Pasteur, estos organismos pueden identificarse y separarse unos de otros. El resultado es que si se destruyen los microbios dañinos en unos recipiente cerrados, teóricamente se puede evitar que la cerveza y el vino se estropeen.
1860 - La invención de la refrigeración artificial libera a los cerveceros de la "tiranía" de no poder elaborar cerveza en los meses cálidos, ya que ésta se estropeaba.
1860-70 - Los cerveceros americanos empiezan a utilizar otros cereales, aparte de la cebada para elaborar la 2
cerveza. Utilizan maiz y arroz en una proporción de hasta un tercio del total. El motivo es que si se utilizan estos adjuntos, la cerveza resultante es más estable. Además tanto el maíz como el arroz son más abundantes y por tanto más baratos que la cebada, con el consiguiente ahorro de costes. Y también al utilizar estos cereales, las cervezas son más ligeras y con menos cuerpo, un estilo que empezó a popularizarse a finales de siglo.
1873 - Anheuser-Busch (productor de la Budweiser americana) se convierte en el primer productor americano que embotella su cerveza a gran escala y que adopta el "nuevo" método de conservación de la cerveza llamado pasteurización. Los pasteurizadores primitivos consistían en unos tanques de vapor en los que se introducían unas bandejas con botellas llenas de cerveza. Estos tanques se calentaban rápidamente con unos inyectores de vapor, con lo que la cerveza subía de temperatura y a continuación se enfriaba añadiendo agua fría.
Etimología
Existen varias versiones:
Una, según Coromines, dice que «cerveza» proviene del francés cervoise y que este a su vez provenga del latín cervisia (o cerevisia) que a su vez vendria del gaélico coirm.
Otra, de Duboë-Laurence y Berger (El Libro del Amante de la Cerveza), sugiere que cervoise venga de cerevisia pero luego añaden que esta voz vendría de Ceres, diosa latina de la tierra y los cereales, y de vis, la fuerza. En cualquier caso Coromines afirma que cereal proviene de cerealis, que designa aquello perteneciente a la diosa Ceres.
Otra dice que se ha conservado el nombre con que la designaban los celtas y que cerveza viene de la voz cerevisia que es en realidad celta.
En otros idiomas europeos se emplea un derivado del germánico bier (cerveza). En castellano se emplea, de forma coloquial, la palabra italiana o catalana birra.
[editar]
Historia
Históricamente fue desarrollada por los pueblos de los imperios mesopotámicos, por los egipcios y los sumerios y data del 4000 adC. Parece ser que las cervezas primitivas eran más densas que las actuales. Según la receta más antigua conocida, el Papiro de Zósimo de Panópolis (siglo III), los egipcios elaboraban la cerveza a partir de panes de cebada poco cocidos que dejaban fermentar en agua. Antiguamente en Oriente se usaba arroz y también bambú.
Los celtas conocían su elaboración, siendo su bebida favorita. Llevaron consigo este conocimiento cuando se extendieron por la Península Ibérica y su uso y su elaboración se desarrolló muy pronto entre los pueblos aborígenes. La cerveza es pues una herencia que los actuales españoles tienen de sus ancestros los celtas.
Con el paso de los siglos, sobre todo a partir de la romanización, la mediterránea se consolidó como una zona básicamente vinícola mientras que la cerveza se producía en el norte y centro de Europa y adquiría la forma de lo que entendemos hoy por cerveza. De esta manera, se extiende el uso de la malta como ingrediente principal y también se empieza a introducir el uso del lúpulo como aromatizante. Esta planta canabacea confiere a la cerveza su sabor amargo característico, a la vez que favorece la conservación.
El año 1516, el duque Guillermo IV de Baviera redactó la primera ley que fijaba qué se entendía por cerveza. Esta ley de pureza (Reinheitsgebot) establecía que solamente podía utilizarse agua, malta de cebada y lúpulo para elaborar la cerveza. Esta definición es aún la que define el estándar de cerveza en la mayor parte del mundo.
3

La cerveza empezó a recuperar su presencia social en España a partir del reinado del emperador Carlos I, que trajo consigo maestros cerveceros de Alemania. Sin embargo no se puede hablar de una verdadera industria cervecera hasta el siglo XIX, cuando empiezan a aparecer pequeñas fábricas artesanales. La primera gran fábrica de cerveza en España fue abierta en 1864 por Louis Moritz en Barcelona.
[editar]
Ingredientes
Plantación de cebada[editar]
Los cereales
La elaboración de la cerveza se puede hacer con cualquier cereal. Éste ha de ser preparado para que sus azúcares sean fermentables. En algunos casos una simple cocción es suficiente (como en el caso del maíz) y en otros casos es preciso «maltear» el cereal. En la elaboración de la cerveza se utilizan numerosos cereales en su estado crudo o malteado, siendo la cebada el único que debe de maltearse necesariamente y el más utilizado en la cervecería occidental.
[editar]
La malta
Los azúcares que contiene el grano de cebada no son inmediatamente accesibles y, en una fase previa, es preciso activar unas enzimas presentes en el propio grano que participarán en la reducción de las largas cadenas de azúcar. Esta operación consiste simplemente en hacer germinar los granos. Cuando se estima que la activación enzimática debida a la germinación se encuentra en su punto óptimo, se para el proceso reduciendo la humedad del grano hasta su mínimo. Este producto recibe el nombre de malta verde. Después hay que hornearlo. A bajas temperatura, el tostado es mínimo y se habla de maltas claras (llamadas también maltas Lager o Pale según el país en que se producen). A medida que se aumenta la temperatura del horno, la malta resultante es cada vez más oscura. Se puede llegar al punto de quemarla, produciendo malta negra. El grado de tostado de la malta determina el color de la cerveza. Los demás cereales se pueden utilizar malteándolos previamente, aunque solamente es indispensable hacerlo en el caso de la cebada. Con los demás cerales, el malteado sirve para conseguir aromas diferenciados o efectos técnicos concretos.
[editar]
Mezcla
Mezcla se refiere a la masa de grano que se utilizará para elaborar el mosto. Puede ser de un único tipo de malta o el resultado de una mezcla de maltas, o de maltas y grano crudo. Las proporciones y los componentes de esta mezcla son básicos para determinar el tipo o estilo de cerveza que se quiere producir.
[editar]
Tipo de grano
4

Los diversos cereales que se utilizan para la cervecería presentan cada uno variedades botánicas que multiplican las posibilidades de elección del elaborador. Actualmente pueden encontrarse en el mercado hasta 60 tipos diferentes, cifra que aumenta considerablemente si tenemos en cuenta el malteo casero. Básicamente los cereales se distinguen en cuatro categorías:
Malta básica. Maltas claras, poco horneadas con gran poder enzimático, que suelen formar la parte más grande o la totalidad de la mezcla. En concreto estas maltas son llamadas lager, pale o pils, según el fabricante.
Maltas aditivas. Son maltas de color que va de ámbar a negro, muy horneado y con poco o nada de poder enzimático. Suelen ser usados en pequeñas cantidades para incidir sobre el color o el gusto de la cerveza o por algún motivo técnico propio de la elaboración. Hay entonces una gran variedad, entre los que citaríamos las maltas negras , maltas chocolate o maltas tostadas .
Maltas mixtas. Estas maltas están más tostadas que las maltas base pero conservan propiedades enzimáticas suficientes al menos para sus propios azúcares. De manera que pueden ser usados como base o como aditivos. En esta categoría encontramos las maltas de color caramelo y ámbar conocidos en Inglaterra como maltas cristal (y derivados) y en Alemania como maltas caramelo . En este área, existen dos maltas caramelo particulares llamadas Múnich y Viena muy importantes en la cervecería de esos países.
Cereales crudos, tostados o gelatinizados. Como ya se ha dicho, los cereales pueden ser utilizados sin maltear para añadir variedad en gustos, aromas, textura y otras características a la cerveza. Se suelen utilizar en pequeñas cantidades.
La calidad de los cereales, sus variedades, y la calidad del proceso de malteo definen en gran medida la calidad de la cerveza. Las bebidas alcohólicas hechas de la fermentación de azúcares obtenidos de otras fuentes generalmente no se llaman cerveza, a pesar de ser producido por un proceso similar a la reacción bioquímica de la levadura. Como ejemplos, el zumo de manzana fermentado se llama sidra, el jugo fermentado de la pera se llama perry, y el jugo de uva fermentado se llama vino.
[editar]
Aditivos aromáticos
[editar]
Lúpulo
Ilustración del lúpulo
Actualmente, en la elaboración occidental de la cerveza, el aditivo principal que se utiliza para hacer de contrapeso (de equilibrante si se prefiere) al dulzor de la malta es el lúpulo (Humulus lupulus). De esta planta se utiliza la flor hembra sin fecundar. En la base de sus bracteólas, hay unas glándulas que
5
contienen la lupulina, que es el ingrediente que aportará a la cerveza su sabor amargo y los aromas propios. Del amargor son responsables los ácidos amargos y los aromas proceden de aceites elementales constituidos en especial por compuestos bastante volátiles y delicados a base de ésteres, y de resinas. Existen numerosas variedades botánicas del lúpulo que son objeto de investigaciones intensas. Para su comprensión, también se clasifican en categorías:
Lúpulos amargos
Estos lúpulos son los que aportan más ácidos amargos que aromas. Los representantes más conocidos de esta categoria són el brewer's gold y el northen brewer o nordbrauer.
Lúpulos aromáticos
Lógicamente, estos aportan más elementos aromáticos que amargos. En este apartado se conocen especialmente el saaz/zatec que definen el estilo pilsner de cerveza, el spalt y el tettnang en el area alemana, y los golding y fuggler en el área anglófona.
Lúpulos mixtos, que aportan ambas características juntas aunque menos acentuadas. Esta categoría es muy variable y mal definida. Deberiamos también citar el hallertau y sobre todo sus derivados botánicos, así como el hersbrucker y sus derivados.
El lúpulo es muy delicado. Solamente se puede utilizar fresco durante las pocos meses de su cosecha que coincide con la de la viña: finales de agosto a octubre según las variedades y el sitio. Fuera de este intervalo temporal se tiene que condicionar, de manera que el mercado presenta diversas formas que van desde el lúpulo deshidratado hasta extracto de lúpulo. Lógicamente, en cada manipulación se van perdiendo características y no es lo mismo utilizar un lúpulo fresco o congelado que un aceite de concentrado de lúpulo. El efecto organoléptico sobre la cerveza es muy diferente.
La variedad y la frescor del lúpulo influyen muy sensiblemente en la calidad final de la cerveza.
[editar]
Otros aditivos
Cerezas (variedad Lambert)
Al margen del lúpulo, la historia recoge numerosos aditivos botánicos. Hoy en día podemos citar los siguientes:
Frutas. Se suele considerar que fermentando mosto de frutas se obtiene vino. Pero actualmente se describen cervezas que en una operación ulterior a la fermentación se le añade fruta, zumo de fruta o jarabe, procediendo así a una adición de azúcares que provocan una segunda
6

fermentación. Los tipos históricos son la cerveza de cereza (kriek) y la de frambuesa (frambozen). Existen otras de creación mucho más recientes, de kiwi, de albaricoque o de plátano, por ejemplo. Estas especialidades son típicas y casi exclusivas del Valle del Senne en Bélgica.
Plantas. Ya se ha comentado el uso del lúpulo, pero además, se describen cervezas aromatizadas aparte de con esta planta o como sustituto con cáñamo, romero, castaña, etcétera.
Romero en flor
Especias. Antes de la generalización del lúpulo al igual que las plantas, las especias tuvieron su momento de gloria. Aun hoy se hacen cervezas aromatizados con gengibre, coriandro, peladura de naranja de Curaçao, pimienta, nuez moscada, etcétera.
Otros. La cerveza puede funcionar como excipiente o soporte de muchas cosas, y los elaboradores no se han privado demasiado de probar mezclas más o menos originales. Citemos como ejemplo la cerveza aromatizada con miel bastante de moda en las microcervecerías francesas, o la cerveza aromatizada con vino.
[editar]
El agua
Entre el 85 y 92% de la cerveza es agua.
A parte de las características bacteriológicas y minerales de potabilidad, cada tipo o estilo de cerveza requerirá una calidad diferente de agua. Algunas quieren agua de baja mineralización, otras necesitan aguas duras con mucha cal. Actualmente, prácticamente ya no se hacen cervezas tal y como fluyen. Casi todas las cervecerías tratan las aguas de manera que siempre tenga las mismas características para una misma receta de cerveza.
Entre los minerales del agua que más interesan a los cerveceros están el calcio, los sulfatos y los cloruros. El calcio aumenta la extracción tanto de la malta como del lúpulo en la maceración y en la cocción y rebaja el color y la translucidez (o lo turbia que es) de la cerveza. Los sulfatos refuerzan el amargor y la sequedad del lúpulo. Los cloruros dan una textura más llena y refuerzan la dulzura.
[editar]
La levadura
La mayoría de los estilos de cerveza se hacen usando una de las dos especies unicelulares de microorganismos del tipo Saccharomyces comúnmente llamados levaduras, hongos que (como indica su nombre) consumen azúcar y producen alcohol y anhídrido carbónico. Existen dos tipos básicos diferentes de levadura que definen los dos grandes grupos estilísticos de cervezas:
La levadura de alta fermentación es la que se encuentra normalmente en la naturaleza. Taxonómicamente recibe el nombre de Saccharomyces cervesiae. Se encuentra en los tallos de los cereales y en la boca de los mamíferos. Fue descubierta por Louis Pasteur en 1852 en sus investigaciones sobre la cerveza. Esta variedad actúa a temperaturas de entre 12 y 24 ºC y se sitúa en la superficie del mosto. A las cervezas que se consiguen con este tipo de fermentación se
7

les llama de alta fermentación o Ales. Existen muchas variantes de esta levadura adaptadas a cada estilo de cerveza. En especial existe una que se suele llamar «levadura Weizen» y que aporta a las cervezas del sur de Alemania su gusto especial.
La levadura de baja fermentación es una variedad del desarrollada involuntariamente por los cerveceros del sur de Alemania que sometían sus cervezas a una maduración a bajas temperaturas en las cuevas de los Alpes. Esta variedad, llamada Saccharomyces uvarum o S. carlsbergensis, actúa a temperaturas de entre 7 y 13 ºC y se suele situar en el fondo del fermentador. Las cervezas que se elaboran con esta variedad son las llamadas de baja fermentación o Lager.
En la elaboración de la cerveza, especialmente en las llamadas de fermentación espontánea, también pueden intervenir otras levaduras. En estas cervezas el elaborador no selecciona ninguna levadura sino que permite que todas las levaduras en suspensión en el aire se introduzcan en el mosto. Así se instalan, a parte del Saccharomyces, más de 50 fermentadores diferentes entre los cuales hay que citar el Lactobacillus (es una bacteria), que produce el ácido láctico, y el Brettanomyces, que produce el ácido acético. Estas cervezas son pues ácidas por definición, y su elaboración requiere procedimientos especiales destinados a rebajar la acidez.
[editar]
Elaboración
La tradición cervecera desapareció de nuestras tierras probablemente con la introducción del cristianismo. De manera que nuestro idioma no posee un lenguaje especializado de elaboración. Es por esto que en algunas ocasiones, se pondrá entre parentesis la expresión alemana o inglesa para algún proceso o etapa.
[editar]
Etapas
Mezcla de grano: Esta etapa consiste en la mezcla en seco de los diversos granos malteados o no que intervienen en la receta. La proporción de los constituentes define el perfil del grano, el color y la transparencia de la cerveza.
Inicio de maceración: Se tira el grano al agua a una temperatura de 37ºC. Maceración: Es necesario someter la mezcla anterior a una serie de operaciones destinadas a
activar diversas enzimas que reducen las cadenas largas de azúcares en otras más simples y fermentables. Principalmente, se trata de hacer pasar la mezcla por diversas etapas más o menos largas de temperatura, cada etapa siendo óptima para enzimas diferentes.
Final de maceración: Cuando el elaborador considera que la mezcla contiene todos los elementos necesarios para su receta, detiene todas las operaciones químicas llevando dicha mezcla a la temperatura de 82ºC, lo que destruye todas los enzimas.
Filtraje: Es preciso retirar el grano de la mezcla. Esto se hace por filtraje. El resultado es de una banda el mosto, un líquido que contiene todo aquello que el elaborador ha extraído del grano y que se encuentra disuelto en agua, y de otra banda el grano sobrante que normalmente se utiliza para alimentar a los animales.
Cocción y adiciones de lúpulo: El elaborador somete el mosto a una cocción de entre un cuarto de hora y dos horas. Esta cocción sirve principalmente para destruir todos los microorganismos que hayan podido introducirse en el mosto. Tiene también otras funciones técnicas como ahora el control del pH del mosto, etcétera. Durante esta etapa se introducen los lúpulos. Los que aportan prrincipalmente amargor se añaden al principio mientras que los aromáticos entran al final de la etapa. Acabada esta operación, se procede a retirar los restos de lúpulo. En este momento, el mosto es un caldo de cultivo que podría infectarse rápidamente.
Refrigeración: Al no poderse inocular la levadura a temperaturas más altas que 35ºC, y para evitar que cualquier otro microorganismo entre en el mosto, se enfría lo más rápidamente posible.
Inoculación de la levadura: El elaborador introduce el cultivo de la levadura que él mismo ha desarrollado o que ha obtenido en un banco de levadura.
8
Fermentación: La levadura primero se reproduce muy activamente consumiendo el oxígeno contenido en el mosto. Es la etapa espectacular en la que se puede ver una gran cantidad de espuma y un importante burbujeo. Cuando se acaba el oxígeno, la levadura empieza a consumir el azúcar y lo transforma en alcohol y anhídrido carbónico. Estas etapas pueden durar entre una y tres semanas. Al final de este tiempo las cervezas Lager (de baja fermentación) industriales son filtradas, pasteurizadas, envasadas con un añadido de CO2 y distribuidas.
o Segundas fermentaciones: Las cervezas más artesanas son envasadas con adiciones de azúcar (o de mosto) y de levadura fresca. Esto provoca una segunda fermentación en la botella, responsable de la efervescencia de la cerveza.
Maduración: Normalmente, las mejores cervezas reciben un tiempo prudencial de maduración en ambientes controlados para favorecer la segunda fermentación y el desarrollo adecuado de gustos y aromas. El tiempo de maduración puede ir de dos semanas a tres meses. Algunos tipos de cerveza ya hechos para ser madurados durante mucho tiempo pueden ser sometidos a maduraciones de hasta tres años.
[editar]
Clasificación
Existen diveros criterios de clasificación de las cervezas. Las diversas asociaciones y los expertos se pusieron de acuerdo en los años 1970 para elaborar una clasificación de las cervezas basadas en estos criterios y en las descripciones de los propios elaboradores.
[editar]
Criterios de clasificación
Cerveza lager en un vaso Víking (una marca islandesa) Fermentación. Como ya se ha visto, existen tres tipos de levadura que definen dos tipos
principales de cervezas. Lager (baja fermentación) y Ale (alta fermentación), describiéndose dentro de estas últimas también el grupo de las de fermentación espontánea.
Ingredientes. Habitualmente, se suele indicar con qué grano se ha elaborado la cerveza cuando no ha sido elaborada exclusivamente con malta de cebada: cerveza de trigo, de avena, etcétera. En la mayoría de los casos se trata de una mezcla de malta de cebada y del grano indicado. No se suele indicar con qué lúpulo está hecha la cerveza, pero existe un estilo particular que se define por el uso de uno en particular: se trata de la cerveza Pils o Pilsener, que originalmente tenía que hacerse con cebadas de Moravia y lúpulos de Žatec (o Saaz) de Bohemia. También se pueden llamar Pils a algunas imitaciones históricas alemanas elaboradas con cebadas y lúpulos muy perecidos (Spalt) a la Pils original.
Aspecto: Muchas cervezas reciben el distintivo de su color: cerveza ámbar, roja, rubia. Otras vienen definidas por su transparencia: cervezas turbias (o translúcidas). Normalmente, la translucidez de una cerveza poede ser debida a las proteinas en suspensión, procedentes del grano (menos de cebada), o bien puede ser debida al hecho de ser poco o no haber sido filtrada y llevar levadura en suspensión. Las cervezas negras son llamadas así por el uso que se hace en la
9

receta de maltas tostadas o quemadas. Algunas cervezas negras especialmente robustas son nombradas normalmente stout («robusto» en inglés).
Procedimientos. Algunas cervezas se definen por algún procedimiento particular: la Rauchbier (cerveza ahumada) está hecha con maltas que se han tostado dejando que el humo de la leña impregne en grano. La Dampfbier o Steambeer vienen definidas por el uso de maquinaria de vapor en su elaboración. No son exactamente estilos pero se definen de esta forma. Algunas cervezas de Alemania, en invierno, eran servidas calientes y además se solía mojar una barrita de hierro (Stachel) al rojo para aumentar la temperatura y caramelizar algunos azúcares: Stachelbier. Este procedimiento también se ha descrito en Irlanda. La Steinbier es una especialidad en la que se calienta el mosto lanzándole piedras (Stein) muy calientes.
Procedencia y/o denominación de origen. Muchas cervezas se definen por su lugar de origen o por una denominación de origen controlada. Es preciso hablar en especial de las cervezas de abadía, que suelen recibir su nombre y su denominación por su relación, no siempre evidente ni directa con algún cenobio. El ejemplo más conocido es el de las cervezas Trappistes dependientes exclusivamente de monasterios de este orden. Estas cervezas suelen ser densas y con un notable contenido en alcohol. Existen dos denominaciones de origen: la bière de garde del Norte de Francia, y la Kölsch que sólo se puede elaborar en Colonia.
[editar]
Evolución y ampliación histórica
[editar]
La invención: cerveza y pan
Pan
El hombre domesticó los cereales entre el 10000 adC y el 6000 adC en la zona de Mesopotamia. Es entonces bastante probable que tanto el pan como la cerveza fuesen descubiertas al mismo tiempo. Sólo es una cuestion de proporciones: si se ponía más harina que agua y se dejaba fermentar, se obtenía pan; si se invertía la proporción poniendo más agua que harina y se dejaba fermentar, se conseguía cerveza. Los rastros más antiguos que atestiguan la existencia de panificación y de cervecería aparece en Mesopotamia, pero sería ocioso buscar una filiación con procedimientos idénticos descubiertos en el resto de Europa. Es preciso entonces creer que la cerveza se descubrió o inventó en muchos lugares del Mediterráneo y de Europa de forma bastante simultánea.
[editar]
Cerveza como alimento
Originalmente es preciso concebir la cerveza como un alimento que ofrecía dos ventajas básicas. En primer lugar, permitía un uso más comedido de un ingrediente no muy fácil de cultivar al principio. En efecto, era más fácil hacer mucha cerveza con un poco de grano que mucho pan con la misma cantidad de grano. De hecho, muchas cervezas se hicieron remojando panes fermentados, cocidos en agua y dejando fermentar la mezcla. La cerveza se chupaba con cañas para evitar encontrarse con grumos de pan. En segundo lugar, la fermentación producía alcohol y desinfectaba el agua ofreciendo así una bebida limpia de contaminación bacteriana. No en vano, en sitios como la República Checa, se llama a la cerveza hasta hoy "pan líquido".
[editar]
Cerveza como bebida
La cerveza se diferenció claramente del pan y pasó a ser una bebida independiente de la panificación, simplemente cuando se empezó a filtrar y a beber sin caña. Se solía aromatizar con numerosas cosas y mezclarla con vino o hidromiel. Tampoco era raro el hecho de aguarla.
10

[editar]
Cerveza sagrada
El fenómeno de la fermentación era concebido como un acto procedente de las divinidades con fuerte carácter mágico. Así fue como la cerveza fue concebida como bebida sagrada y placiente a los dioses. Y no son raros los textos en los que se describe una ofrenda en la que figura la cerveza como alimento sagrado.
[editar]
Cerveza vulgar
Cuando la cerveza se produjo en grandes cantidades, también bajó sensiblemente su calidad. Así es como en muchos lugares del Mediterráneo clásico apareció la cerveza como bebida de taberna. El único lugar donde parece que la cerveza no tuvo mucho papel fue en la Grecia Antigua, donde dominaba el vino. Por todo el resto de la cuenca, la cerveza fue la bebida popular y a la vez sagrada. En concreto, en Roma, en los bajos fondos, se consumía en cantidades ingentes. Y para elaborarla se tuvieron que arrancar viñas, lo que creó un importante conflicto con los adeptos del vino.
[editar]
Los ingredientes
Originalmente, las cervezas se solían hacer con un cereal antecesor del trigo llamado espelta. Pero rápidamente se impusieron el trigo y la cebada en la cervecería. El trigo, más agradable en su forma sólida, fue reservado a la panificación y la cebada destinada a la cerveza. Curiosamente, ya en épocas muy remotas, la cebada no se servía cruda. Se hacían unos panes, cocidos a diferentes niveles y que se conservaban muy bien. Para hacer la cerveza, se hacía trocitos el pan y se mezclaba con agua. Después de calentar y cocer la mezcla, se dejaba fermentar unos días. Existen muchos testimonios gráficos y documentales en la región de Mesopotamia que describen como los consumidores usaban una caña para beber la cerveza sin encontrarse con los trozos de pan. Los egipcios comenzaron su cervecería con panes como los sumerios, pero parece ser que fueron los inventores del malteo. Y tanto en la Mesopotamia como en Egipto, se hicieron grandes cantidades de cerveza de muchos tipos diferentes identificados por su color, cosa que indica que ya controlaban el grado de torrefacción de los panes o del grano.
[editar]
Importancia social
La cerveza tuvo una gran importancia social hasta hace poco. La nutrición de un babilonia era constituída principalmente de cerveza, grano, frutas, verdura y cebolla, dieta poco diferente de la mayoría de la gente modesta de la antigüedad. Muchos salarios se cobraban en grano o directamente en cerveza. La gente con más poder adquisitivo no cambió el consumo aunque lo sofisticó: filtraban la cerveza, haciéndola más densa (más cara). Hasta se describe cómo los pobres bebían cerveza con cañitas del río, mientras que los ricos disponían de tubos en oro para hacer el mismo servicio. Otro indicio de la importancia social de la cerveza consiste en el hecho que en aquellos países, los elaboradores de cerveza no tenían la obligación de participar en guerras. En cambio eran obligados a seguir a los ejércitos por tal de asegurarles el avituallamiento de cerveza. Como era un alimento de primera necesidad, la cerveza, a lo largo de la historia, fue objeto de codicias diversas por parte de la gente poderosa que hizo en algún caso un monopolio. También cargó el comercio con importantes impuestos o bien se establecieron leyes de uso exclusivo de algún cereal para favorecer un monopolio de dicho cereal. Se describen algunos enfrentamientos y revueltas en diversos momentos y en diversos lugares cuando esta presión se reveló insoportable.
[editar]
Cerveza monacal, cerveza laica11

Al norte del Pirineo, la edad media fue la edad de oro de la cerveza, y producirla fue un negocio favorable. Todo el mundo se apuntó, incluidos los frailes. Pronto, se estableció un conflicto de intereses entre los elaboradores laicos que tenian que pagar impuestos de todo tipo y los elaboradores monacales que disponian de materia prima en grandes cantidades y en condiciones muy ventajosas gracias a exenciones fiscales diversas. Un caso flagrante de competencia desleal. Hacia el siglo XV, los elaboradores laicos tuvieron que inventarse un nuevo tipo de cerveza, más barata, que les permitiese sobrevivir a pesar de la competencia de los frailes. Aquí radica la diferencia histórica entre la cerevisia de los frailes, más densa, más aromatizada, y más cara, y la bier/beer/bière de los laicos, menos alimenticia, más refrescante y barata, aromatizada simplemente con lúpulo.
[editar]
Leyes sanitarias y comerciales
La histroria de la cerveza se puede también analizar según el ángulo de la sanidad. En efecto, ya se ha hablado de que la presencia de alcohol permite desde siempre el consumo de una bebida sin algunas bacterias corrientes como la salmonela y otros. Pero también desde muy antes, los elaboradores han añadido numerosas cosas en la cerveza. Están documentadas incluso exageraciones como el hígado de ternera. Tanto es así que desde el siglo XIV, aparecen en Alemania y Inglaterra leyes para regular aquello que se añadía a la cerveza. La culminación de todas estas leyes en la ley de pureza bávara (Reinheitsgebot) dictada por el rey Guillermo IV de Baviera el día de San Jorge de 1516. En ella el rey determinaba que la cerveza solamente podía hacerse con agua, malta de cebada y lúpulo. Esta ley hizo desaparecer muchas recetas particulares de cerveza de los territorios donde se aplicó, especialmente de las especialidades en las que era preciso añadir algún azúcar o variar los aromatizantes botánicos. En otros países, las leyes no fueron tan estrictas y se permitieron conservar recetas en las que figuraban algunos aditivos. La ley de pureza también contribuyó notablemente a aumentar la fortuna del rey, que tenía el monopolio de la producción de cebada.
[editar]
Cerveza transparente
Durante el siglo XIX los cerveceros checos y alemanes inventaron y desarrollaron una cerveza que tenía que tener buen aspecto, pues se empezaba a extender el uso de los recipientes transparentes. Se inventaron formas diversas y más eficaces de filtrar la cerveza y la hicieron más clara. Una forma de clarificar la bebidas era la de alargar considerablemente la maduración a bajas temperaturas. Así apareció la cerveza Lager (en alemán «almacén») y la propia levadura de baja fermentación que fue identificada a posteriori. Actualmente la mayoría de las cervezas industriales están hechas según este sistema. Dentro de la categoría de las cervezas Lager las Pils, originarias del pueblo de Plzeň (Pilsen en alemán) están hechas con maltas de Moravia y, sobretodo, lúpulo Zatec (Saaz en alemán).
[editar]
Elaboración industrial
Precisamente desde el finales del siglo XIX la historia de la cerveza se confunde con el desarrollo de métodos que permitían la elaboración masiva de la cerveza, en detrimento muchas veces de los criterios de calidad. Hasta bien entrados los años 1970, fueron desapareciendo grandes cantidades de recetas y se fue uniformizando mundialmente la producción, principalmente de cervezas Lager de calidad mediana a baja, al mismo tiempo que se hacen y se consumen cada vez cantidades más grandes. Aún así, algunas asociaciondes de productores y consumidores especialmente ingleses, alemanes y americanos siguen exigiendo cervezas de calidad.
[editar]
Elaboración casera
12

Precisamente en los años 1970, se puede decir que vuelve a aparecer la idea de producir cerveza casera. De hecho, el 80% de todas las cervezas históricas son caseras o artesanas. Las mujeres europeas fueron excelentes cerveceras, pero como hemos dicho, el consumo de hacerse la cerveza en casa desapareció. Y volvió a brotar por interés que tuvieron los elaboradores caseros americanos para reproducir las cervezas tradicionales europeas. Hasta el punto que importantes elaboradores de talla mediana han apostado por producir cervezas históricas y para resucitar recetas perdidas. Las asociaciones de elaboradores y consumidores desarrollaron (o propiciaron) también la degustación y la apreciación científica o profesional de la cerveza. Esta corriente pasó de nuevo el Atlántico para llegar en los años 1980 primero a Inglaterra y después al resto de países de Europa.
[editar]
Economía
La cerveza no tuvo una producción en masa hasta finales del siglo XVIII, no adquiriendo una relativa importancia hasta mediados del XIX. Hasta 1914 los primeros productores fueron Alemania y Gran Bretaña, a partir de entonces el primer productor fue Estados Unidos. En el período entre guerras la producción mundial alcanzó los 250 millones de hl, siendo la URSS uno de los principales productores.
La Cervecería Tínima, ubicada en la ciudad de Camaguey, Cuba se inauguró el 23 de diciembre de 1985 por el compañero Fidel Castro Ruz. Es de tecnología Alemana y tiene la mayor capacidad instalada de Cuba.Sus productos son elaborados con aguas subterráneas naturales de las de mayor calidad del país.
Sus maestros cerveceros, hoy con más de 14 años de experiencia fueron, en su mayoría preparados en Europa, principalmente en Cervecerías Alemanas y en estos momentos se recalifican en prestigiosas universidades europeas.
Tínima es todo un símbolo de la ciudad de Camaguey, la tercera de Cuba en habitantes, una de las más hermosas de esta bella isla donde se conjuga la arquitectura de los siglos de coloniaje español generalmente muy bien conservada, con las tendencias modernas.
Tínima fue el nombre de la hija de un distinguido cacique camagueyano, así se llamo también a un importante poblado aborigen registrados en los archivos en 1530. Con ese nombre circuló un periódico en la época de la guerra contra España en 1868. También sirvió para entre 1823 y 1890 nombrar a un ingenio azucarero que se encontraba cerca de la ciudad.
Tínima es parte de la vida, la cultura y el sentimiento de los camagueyanos, entre cuyos hijos mas ilustres se inscribe Ignacio Agramonte quien con apenas 26 años fue uno de los jefes más distinguidos de la guerra contra España; Gertrudis Gómez de Avellaneda prominente poetiza y escritora de reconocido prestigio entre los más grandes de la letra española; Nicolás Guillen el Poeta Nacional de Cuba.
Tínima es el río bello por excelencia para los camagueyanos, es el que describen e invocan siempre en sus sencillas trovas, para nosotros tienen también encantos , pero bañados de cierto tiente melancólico que muchas veces nos obligó a dejar sus orillas vivamente afectadas. sus turbias aguas parecen traer de manantiales desconocidos recuerdos y memorias de otros tiempos; pero recuerdos vagos, memorias impregnadas de cierta tristeza in definible, que nos inspira en retazos la historia ignorada; a caso fantástica, de otros hombres y de otras sociedades que alzaron sus caneyes en aquellos márgenes, y cuyas últimas huellas se encontraban tal vez en lo profundo de sus arenas.
Cuando queremos evocar una creación indiana, volvemos la espalda a la hermosísima
sabana que se extiende a la orilla del Tínima, desviamos nuestros ojos de la modestia 13

cúpula de San Lázaro, de esa ermita tan poética como santa, tan sencilla, como pura es para nosotros la memoria del hombre, cuyos restos encierra : procuramos oír el sencillo cantar del campesino que se aleja de la ciudad, y reclinamos en los muros del puente, damos rienda suelta a nuestra imaginación en medio del vapor que forman las aguas.
Tínima es la cerveza del camagueyano y cada vez lo es más de todos los cubanos, fresca como el río que le da el nombre, joven por sus años, por los hombre y las mujeres jóvenes que la fabrican con el amor que caracteriza al cubano. Es un símbolo de amistad para los cubanos y de los cubanos hacia al mundo.
Envases
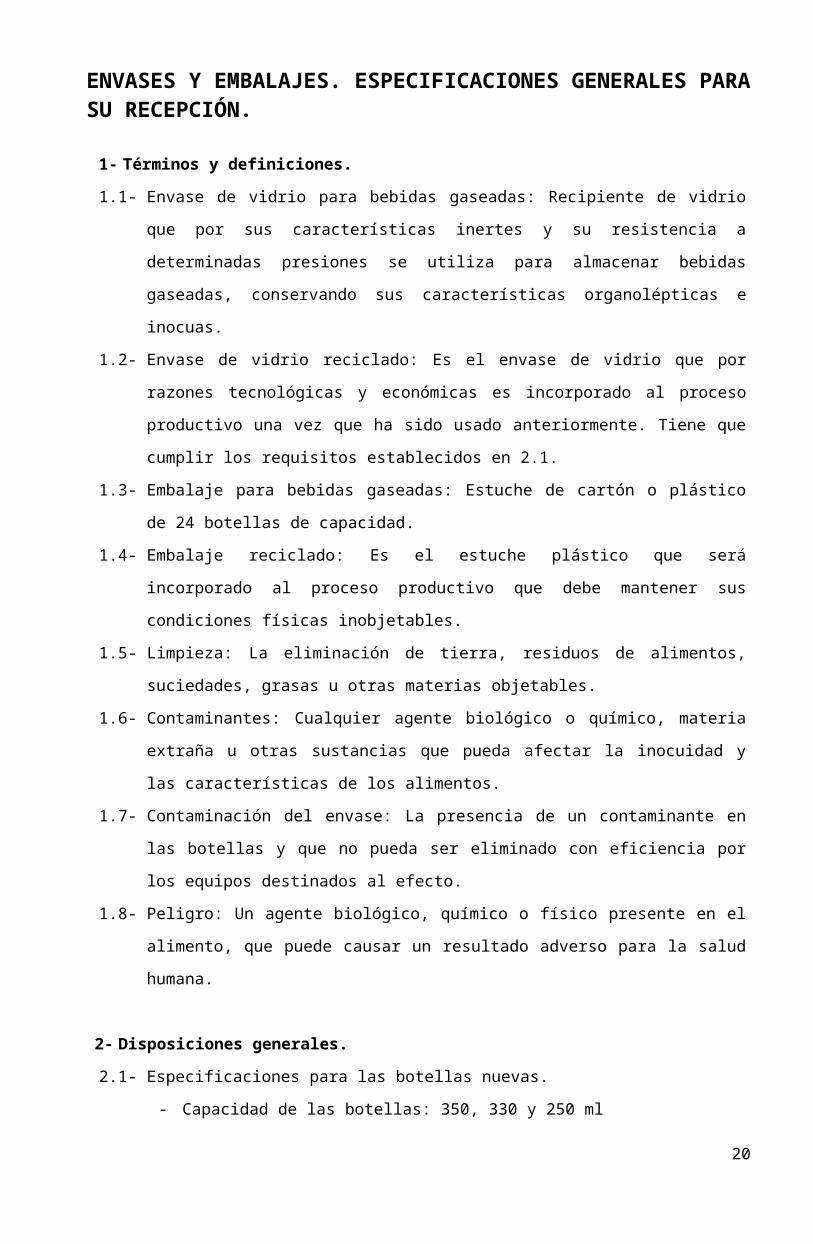
ENVASES Y EMBALAJES. ESPECIFICACIONES GENERALES PARA SU RECEPCIÓN.
1- Términos y definiciones.
1.1- Envase de vidrio para bebidas gaseadas: Recipiente de vidrio que por sus
características inertes y su resistencia a determinadas presiones se utiliza para
almacenar bebidas gaseadas, conservando sus características organolépticas e
inocuas.
1.2- Envase de vidrio reciclado: Es el envase de vidrio que por razones tecnológicas y
económicas es incorporado al proceso productivo una vez que ha sido usado
anteriormente. Tiene que cumplir los requisitos establecidos en 2.1.
1.3- Embalaje para bebidas gaseadas: Estuche de cartón o plástico de 24 botellas de
capacidad.
1.4- Embalaje reciclado: Es el estuche plástico que será incorporado al proceso
productivo que debe mantener sus condiciones físicas inobjetables.
1.5- Limpieza: La eliminación de tierra, residuos de alimentos, suciedades, grasas u
otras materias objetables.
1.6- Contaminantes: Cualquier agente biológico o químico, materia extraña u otras
sustancias que pueda afectar la inocuidad y las características de los alimentos.
1.7- Contaminación del envase: La presencia de un contaminante en las botellas y que
no pueda ser eliminado con eficiencia por los equipos destinados al efecto.
1.8- Peligro: Un agente biológico, químico o físico presente en el alimento, que puede
causar un resultado adverso para la salud humana.
2- Disposiciones generales.
2.1- Especificaciones para las botellas nuevas.
- Capacidad de las botellas: 350, 330 y 250 ml
- Cumplir con las especificaciones contadas con los proveedores.
2.2- Especificaciones para las botellas recicladas.
- Capacidad de las botellas: 350, 330 y 250 ml.
14

- Aspecto: Botellas ámbar o verde, limpias, ligeramente rayadas No deben
contener residuos de pinturas, aceites u otras sustancias nocivas a la salud
humana.
- Suciedades permisibles: Debe corresponder con los desechos propios del
producto a envasar (cerveza, Maltita u otros propios del proceso, así como
productos de su descomposición).
- Desechos sólidos: no debe contener desechos sólidos difíciles de eliminar.
- Requisitos físicos: No se aceptan deformaciones, ni roturas en la botella.
- Litografías: No se aceptan.
- Clasificación: Se clasificaran por volumen, color y fabricante (Todas las botellas
de una caja cumplirán con las misma clasificación).
- No se admiten botellas enchapadas.
2.3- Especificaciones para los estuches plástico y de cartón nuevos.
Para estuches plásticos.
- Deformación: No presentará
- Pieza incompleta: 5 mm. (Máximo)
- Mancha: 3 mm / dm2 (Máximo)
- Rebaba: 2 mm (Máximo)
- Burbuja: 5 mm (Máximo)
- Rechupe: 2 mm de profundidad (Máximo)
- Grabado: Legible e indeleble.
- Longitud: (435 ± 5) mm.
- Anchura: (295 ± 5) mm
- Altura: (265 ± 5) mm
- Grosor de las paredes: (5.8 ± 2.0) mm
- Grosor de las divisiones: (2.1 ± 0.5) mm
- Masa: (1650 ± 20) g
Para cajas de cartón.
- Roturas: no se admiten.
- Conformación: buena
- Litografiadas o no
- Capacidad: 24 botellas de 350 o 330 ml.
2.4- Especificaciones para los estuches plástico y de cartón reciclados.
Para cajas plásticas recicladas.
- Tipo: Estuches convencionales para 24 botellas, con compartimientos en buen
estado.
15
- Aspecto: no se admiten estuches con grasas, aceites, ceras y residuos del
petróleo u otros que dificulten su eliminación en el proceso de limpieza
posterior.
- Requisitos físicos: Libre de roturas que dificulten la manipulación y colocación
en estibas, evitando la afectación de las botellas.
Para cajas de cartón recicladas.
- Tipo: De 24 botellas de 330 o 350 ml
- Aspecto: Limpias, sin residuos de pinturas, grasas, suciedades groseras y
permanentes, aceites u otros derivados del petróleo.
- Requisitos físicos: Buena conformación, libre de roturas que dificulten la
manipulación y colocación en estibas, evitando la afectación de las botellas.
3- Disposiciones Finales.
Se permitirá el empleo de envases retornables siempre que sea posible efectuar una
correcta higienización antes de usarlos nuevamente y cuando no se les haya dado
otro uso que el de envasar alimentos, éstos se mantendrán en buen estado físico y de
higiene.
Las botellas cuyas superficies presenten fisuras o pérdidas de partículas que alteren
su lisura, serán declaradas como no aptas para estar en contacto con alimentos.
4- Método de muestreos
Para envases y embalajes nuevos.
Se inspeccionará según NC ISO 2859-1
Para envases y embalajes reciclados
Se inspeccionará según NC ISO 2859-1. Estableciendo un chequeo diario, donde se
determinaran los lotes aceptados.
Responsable: Control de la calidad de los almacenes de Lleno y Vacío.
5- Referencias normativas.
NC 97 – 71: 85. Botellas de vidrio para productos carbonatados.
NC 38 – 71 - 03: 99. Principios generales de higiene de los alimentos.
NC 97 – 106: 88. Botellas de vidrio. Diseños, parámetros y dimensiones
principales.
NC 97 – 65: 85. Cajas plásticas para cervezas y maltas.
NC 38 – 01 - 02: 87. Envases, embalajes y medios auxiliares. Requisitos.
NORMA GENERAL PARA EL ETIQUETADO DE LOS ALIMENTOS PREENVASADOS1 ObjetoLa presente norma se aplicará al etiquetado de todos los alimentos preenvasados que se ofrecencomo tales al consumidor o para fines de hostelería y a algunos aspectos relacionados con la presentación
de los mismos.16
2 Definición de los términosPara los fines de esta norma se entenderá por:2.1 Declaración de propiedades, cualquier representación que afirme, sugiera o implique que unalimento tiene cualidades especiales por su origen, propiedades nutritivas, naturaleza, elaboración,composición u otra cualidad cualquiera2.2 Consumidor, las personas y familias que compran o reciben alimento con el fin de satisfacersus necesidades personales.2.3 Envase, cualquier recipiente que contiene alimentos para su entrega como un producto único,que los cubre total o parcialmente, y que incluye los embalajes y envolturas. Un envase puedecontener varias unidades o tipos de alimentos preenvasados cuando se ofrece al consumidor.Para los fines del “marcado de la fecha” de los alimentos preenvasados, se entiende por:2.4 Fecha de fabricación, la fecha en que el alimento se transforma en el producto descrito.2.5 Fecha de envasado, la fecha en que se coloca el alimento en el envase inmediato en que sevenderá finalmente.2.6 Fecha limite de venta, la última fecha en que se ofrece el alimento para la venta al consumidor,después de la cual queda un plazo razonable de almacenamiento en el hogar.2.7 Fecha de duración mínima ("consumir preferentemente antes de"), la fecha en que, bajo determinadascondiciones de almacenamiento, expira el periodo durante el cual el producto es totalmentecomercializable y mantiene cuantas cualidades especificas se le atribuyen tácita o explícitamente.Sin embargo, después de esta fecha, el alimento puede ser todavía enteramente satisfactorio.2.8 Fecha limite de utilización (Fecha limite de consumo recomendada, fecha de caducidad), lafecha en que termina el periodo después del cual el producto, almacenado en las condiciones indicadas,no tendrá probablemente los atributos de calidad que normalmente esperan los consumidores.Después de esta fecha, no se considerará comercializable el alimento.2.9 Alimento, toda sustancia elaborada, semielaborada o en bruto, que se destina al consumohumano, incluidas las bebidas, el chicle y cualesquiera otras sustancias que se utilicen en la elaboración,preparación o tratamiento de "alimentos", pero no incluye los cosméticos, el tabaco ni lassustancias que se utilizan únicamente como medicamentos.NC 108: 2001 Ó NC2.10 Aditivo alimentario, cualquier sustancia que no se consume normalmente como alimento porsi mismo ni se usa normalmente como ingrediente típico del alimento, tenga o no valor nutritivo,cuya adición intencional al alimento para un fin tecnológico (inclusive organoléptico) en la fabricación,elaboración, tratamiento, envasado, empaquetado, transporte o almacenamiento provoque, opueda esperarse razonablemente que provoque (directa o indirectamente), el que ella misma o sussubproductos lleguen a ser un complemento del alimento o afecten a sus características. Esta definiciónno incluye los "contaminantes" ni las sustancias añadidas al alimento para mantener o mejorarlas cualidades nutricionales.2.11 Ingrediente, cualquier sustancia, incluidos los aditivos alimentarios, que se emplee en la fabricacióno preparación de un alimento y esté presente en el producto final aunque posiblementeen forma modificada.2.12 Etiqueta, cualquier marbete, rotulo, marca, imagen u otra materia descriptiva o gráfica, quese haya escrito, impreso, estarcido, marcado, marcado en relieve o en hueco grabado o adheridoal envase de un alimento.2.13 Etiquetado, cualquier material escrito, impreso o gráfico que contiene la etiqueta, acompañaal alimento o se expone cerca del alimento, incluso el que tiene por objeto fomentar su venta o colocación.2.14 Lote, una cantidad determinada de un alimento producida en condiciones esencialmenteiguales.2.15 Preenvasado, todo alimento envuelto, empaquetado o embalado previamente, listo paraofrecerlo al consumidor o para fines de hostelería.2.16 Coadyuvante de elaboración, toda sustancia o materia, excluidos aparatos y utensilios, queno se consume como ingrediente alimenticio por si mismo, y que se emplea intencionadamente enla elaboración de materias primas, alimentos o sus ingredientes, para lograr alguna finalidadtecnológica durante el tratamiento o la elaboración pudiendo dar lugar a la presencia no intencionada,pero inevitable, de residuos o derivados en el producto final.2.17 Alimentos para fines de hostelería, aquellos alimentos destinados a utilizarse en restaurantes,cantinas, escuelas, hospitales e instituciones similares donde se preparan comidas para consumoinmediato.3 Principios Generales
3.1 Los alimentos preenvasados no deberán describirse ni presentarse con una etiqueta o etiquetado17

en una forma que sea falsa, equivoca o engañosa, o susceptible de crear en modo algunouna impresión errónea respecto de su naturaleza en ningún aspecto.3.2 Los alimentos preenvasados no deberán describirse ni presentarse con una etiqueta o etiquetadoen los que se empleen palabras, ilustraciones u otras representaciones gráficas que se refierana, o sugieran, directa o indirectamente, cualquier otro producto con el que el producto de quese trate pueda confundirse, ni en una forma tal que pueda inducir al comprador o al consumidor asuponer que el alimento se relaciona en forma alguna con aquel otro producto.
Deventajas de la etiqueta de papel:- Poca durabilidad- De más fácil deterioro y roturas- Poca resistencia a la humedad y álcalis y manipulación.
Aspectos que se imprimen en las etiquetas: Nombre del alimento. Marca Comercial y país de origen Nombre y dirección de la empresa productora Lista de ingredientes. Fecha de producción Fecha de vencimiento Lote Logotipo del producto aprobado Contenido de alcohol Volumen de líquido en botella nominal – contenido neto Clasificación por alcohol y color Instrucciones para la conservación y el uso
Norma para determinar el grado alcoholico de la Cerveza según la NC 623: 2008 INDUSTRIA DE FERMENTACIÓN — CERVEZAS Y OTRAS BEBIDAS A BASE DE MALTA — MÉTODOS DE ENSAYO / Fermentation industry — Beer and other malt-based drinks — Testing methods.
Preparación de la muestra de ensayoA la muestra se le libera el gas carbónico, para lo cual se transfiere a un recipiente de capacidad no menos de 1 000 ml y se agita manual o mecánicamente, hasta que cese la presión del gas en el interior del mismo. Se filtra a través de papel de filtro de filtración rápida, recogiéndose la muestra de ensayo.ProcedimientoPreparación de la porción de ensayoSe miden 100 ml de la muestra de ensayo a 20 ºC en el matraz aforado. Se vierte su contenidototal en el balón, se enjuaga como mínimo dos veces el matraz usando en total 50 ml de agua, vertiéndose estos enjuagues en el balón.Se conecta el balón al condensador mediante el bulbo trampa. Al extremo terminal del condensador se adapta un tubo de vidrio terminado en capilar el que estará sumergido en 5 ml de agua contenidos en el frasco colector en que se va a recoger el destilado. Como colector seempleará el mismo matraz aforado donde fuera tomada la muestra de ensayo.Se comienza la destilación utilizando la llama con interposición de la tela metálica amiantada. Caliéntese con cuidado hasta la ebullición y continúe destilando hasta recoger de 85 a 90 ml. Se deja enfriar hasta 20 ºC y se enrasa con agua a la misma temperatura. Este destilado se reserva para la determinación del contenido de alcohol.El residuo que queda en el balón se transfiere con agua a un matraz aforado de 100 ml. Se dejaenfriar hasta 20 ºC y se enrasa con agua a la misma temperatura. Esto constituye la porción de ensayo. La preparación de la porción de ensayo no es necesaria cuando la muestra es maltita.Determinación
18

Se pesa el picnómetro con un error máximo de ± 0,1 mg después de estar perfectamente limpio y seco. Se llena el picnómetro con agua destilada recientemente hervida y enfriada a temperatura ambiente, sin que queden burbujas de aire en el líquido, y se sumerge durante 30 minutos en un baño de agua a 20 ºC ± 0,05 ºC hasta la maraca de calibración (aforo) del picnómetro. Pasado este tiempo se enrasa, se retira del baño el picnómetro, se seca exteriormente con bandas de papel de filtro y se deja que alcance la temperatura ambiente. Posteriormente se pesa. Se vacía el picnómetro, se lava y se seca. A continuación se repite el procedimiento anterior empleando la porción de ensayo, o muestra de ensayo según el caso, en vez de agua destilada.
3.2.5.1 DeterminaciónSe transfiere la muestra de ensayo a dos de las cubetas y agua destilada a otras dos. Se colocan en el soporte sumergido en el baño a 20 ºC ± 0,05 ºC y se mantiene a esta temperatura durante 15 minutos. El prisma del refractómetro de inmersión se enjuaga con agua destilada y se deja introducido en una de las cubetas con agua por espacio de 5 a 10 minutos, se procedes después a realizar la lectura moviendo el nonio del refractómetro hasta que se pueda observar nítidamente la línea de separación entre el campo visual iluminado y el campo oscuro, haciendo conducir la línea divisoria con la escala. Se realizan dos o más lecturas con el agua destilada y se saca un promedio.Se hace lo mismo con la cerveza, cuidando de enjuagar antes el prisma con la muestra de ensayo. Expresión de los resultadosMétodo para los cálculosEl extracto real se calcula por la fórmula siguiente:G – 0,251 + 1,298 S + 0,1179 RDonde:G extracto real (g de extracto por 100 g de muestra)R diferencia entre las lecturas promedio de refractómetro para la cerveza y para elagua tomadas ambas a 20ºCS coeficiente que se determina a partir de la siguiente fórmula:S – (d – 1) 100Donde:d - densidad relativa de la muestra a 20ºC.Aproximación de los resultadosLos resultados se dan aproximados hasta la centésima.
Determinación del contenido de alcohol en las cervezas. Método de rutinaObjetivo y alcanceEste método rutinario se establece para determinar el contenido de alcohol en las cervezas.Fundamento del métodoEl índice de refracción aumenta con el contenido de extracto y de alcohol, mientras que el extracto y de alcohol, mientras que el extracto aparente aumenta con el contenido de extracto y disminuye con el de alcohol.En este método se hacen lecturas con el refractómetro de inmersión al agua destilada y a la cerveza, ambas a 20 ºC. Estos valores se relacionan con la densidad relativa a 20 ºC de la cerveza, mediante ecuaciones de regresión que permiten calcular el porciento de alcohol en peso.Aparatos, utensilios e instrumentos de mediciónRefractómetro de inmersión con error máximo permisible de ± 1.10-5nD y prismas con intervalo de 1,32 a 1,37 de índice de refracción.Baño de inmersión mantenido a 20 ºC ± 0,05 ºC.Picnómetro de 50 ml 1 - Clase.Preparación de la muestra de ensayo: Se procede igual que en el apartado anterior.Procedimiento
Expresión de los resultadosMétodos para los cálculos
19
El contenido de alcohol se calcula por la fórmula siguiente:A = 0,323 – 2,774 S + 0,2691 RDonde:A contenido de alcohol (g de alcohol etílico/100 g de muestra)R diferencia entre las lecturas promedio del refractómetro para la cerveza y para el agua tomadas ambas a 20ºCS - Coeficiente que se determina a partir de la siguiente formula:S = (d – 1) 100Donde:d - densidad relativa de la muestra a 20ºC.Aproximación de los resultadosLos resultados se dan aproximados hasta la centésima.
Determinación del contenido de alcohol en las cervezas. Método de referenciaObjetivo y alcanceEste método se establece para determinar el contenido de alcohol en las cervezas, en los casosque se requiera mayor precisión o en los que haya que dirimir discrepancias.Fundamento del métodoEste método se basa en la relación que existe entre la densidad relativa a 20 ºC de las cervezas, el por ciento de alcohol en volumen y el por ciento de alcohol en peso.Al evaporar la muestra de ensayo, se destila todo el alcohol presente en ella. Se halla la densidad relativa a 20 ºC del destilado.El por ciento de alcohol en volumen se obtiene a partir de una tabla que lo relaciona con la densidad relativa a 20 ºC del destilado, con este valor podemos obtener el por ciento de alcohol en peso, en la tabla correspondiente.Aparatos, utensilios e instrumentos de mediciónBalón de 500 ml.Condensador de bolas o serpentín de no menos de 400 mm de longitud.Matraz aforado de 100 ml.Picnómetro de 50 ml 1. Clase.Bulbo trampa Kjeldhal.Baño de agua mantenida a 20 ºC ± 0,05 ºC.Balanza analítica con capacidad máxima.200 g y valor de división de 0,1 mg.Preparación de la muestra de ensayoSe procede igual que en el apartado anterior.ProcedimientoPreparación de la porción de ensayoSe procede igual que en el apartado anterior.DeterminaciónSe procede igual que en el apartado de referencia, empleando el destilado reservado para la determinación del por ciento de alcohol en peso.Expresión de los resultadosMétodo para los cálculosLa densidad relativa se calcula por la fórmula siguiente:d= m3 – m/m1 – mDonde:d - densidad relativa del destilado a 20 ºCm - masa de picnómetro vacío (g)m1 - masa de picnómetro con agua destilada (g)m3 - masa del picnómetro con el destilado (g)Con el valor de la densidad relativa del destilado a 20 ºC y usando la Tabla 3 (véase Anexo C), se obtiene el contenido el alcohol en peso (% m/m) y el contenido de alcohol en volumen (% v/v).
Aproximación de los resultados
20

La densidad relativa se calcula con 5 cifras decimales y el resultado final se da aproximado hasta la décima.
NORMA CUBANA NC 144: 2009 CERVEZAS — ESPECIFICACIONES
ObjetoEsta norma establece los requisitos de calidad que deben cumplir las cervezas para ser aptas para el consumo humano.Términos y definicionesA los fines de esta norma se aplican los términos y definiciones establecidos en la NC 289:20094Materias primas4.1 Ingredientes y adjuntosCebada malteadaLúpulo natural o sus derivadosAgua potable (véase NC 93-02)Adjuntos cervecerosAditivosColor caramelo natural (SIN 150 a) u otros colorantes de uso común en cervecería aprobados por la autoridad sanitaria competente.Acidificantes, reguladores de pH tales como ácido láctico, ácido fosfórico o sulfúrico y otros para su uso en cervecería aprobados por la autoridad sanitaria competente (todos de grado alimentario), en cantidades limitadas por Buenas Prácticas de Fabricación (BPF).Sales, tales como cloruro de sodio, cloruro o sulfato de calcio y cloruro o sulfato de zinc limitadas por BPF.Enzimas de uso alimentario -Agentes clarificantes, estabilizantes, preservantes saborizantes y aromatizantes, limitados por BPF.Además de los aditivos señalados anteriormente se cumplirá con lo establecido por la NC 277.Clasificación y denominaciónLas cervezas se clasifican y denominan de acuerdo a las siguientes características:Según el método de fermentación primariaCervezas de fermentación bajaCervezas que se obtienen por la fermentación a temperaturas relativamente bajas, con levaduras cerveceras seleccionadas que floculan y sedimentan al final del proceso.Cervezas de fermentación altaCervezas que se obtienen por la fermentación a temperaturas relativamente altas, con levaduras cerveceras seleccionadas que floculan.Según el color de la cervezaCervezas clarasSon aquellas cuyo color es menor o igual a 25 º EBC (1,8 ml yodo 0,1 N en escala Brand)Cervezas oscurasSon aquellas cuyo color es mayor a 25 º EBC (1,8 ml yodo o,1 N en escala Brand). Estas cervezas pueden ser denominadas negras.
Según el por ciento de alcohol en volumen% de alcohol en volumen DenominaciónMenor o igual a 0,5 No alcohólicas (non alcohólic)> 0,5 a 2,5 Baja de alcohol (low alcoholic)> 2,5 a 4,0 Ligera (light)>4,0 a 5,3 Clásica (classic)>5,3 a 8,5 Fuerte (strong)>8,5 Extra fuerte (extra strong)
Denominaciones especialesCerveza de calorías reducidasAquella que presenta menos de las dos terceras partes del contenido calórico de una cervezaClásica.
21
Cervezas saborizadasAquellas a las que se le han añadido agentes saborizantes y aromatizantes.Disposiciones generalesEn la elaboración de las cervezas se cumplirán las siguientes prácticas:No podrán utilizarse sustitutos de lúpulos, fuentes de amargor y saponinas de cualquier origen.No podrán utilizarse colorantes artificiales. Podrán ser pasterizadas o no.RequisitosRequisitos organolépticosOlor y saborCaracterístico, libre de olores y sabores extraños.AspectoColor según su clasificación libre de materias ajenas al producto y sin sedimentos.EspumaCompacta, de finas burbujas y persistente.Requisitos físico químicosLas cervezas deberán cumplir con los requisitos establecidos en la Tabla 1Tabla 1 — Requisitos para las cervezasVALORE SREQUISITOS MÍNIMO MÁXIMOExtracto original (° Plato) – 3 mínimoCantidad de dióxido de carbono (CO2) en volumen – 2.2 a 3.5pH de 3.5 a 4.8Alcohol (% volumen a 20°C – Según la clasificación.Color - Según la clasificación.
Requisitos microbiológicosRequisitos microbiológicos para cervezas pasterizadasCervezas pasterizadas UFC/ mlConteo total de microrganismos mesófilos viables – máximo 10 ufc/mLConteo de hongos filamentosos y levaduras viables - negativo
Requisitos microbiológicos para cervezas no pasterizadasCervezas no pasterizadas Conteo directo de levaduras y bacterias por campos (máx) (*)Levaduras 0,5Bacterias• Cocos 0,5• Bacilos 0,5HigieneEl producto al cual se aplican las disposiciones de esta norma se preparará de conformidad conlas NC 143 y NC 635.EnvasadoSe emplearán envases adecuados, inertes, limpios y que no comuniquen al producto olores, sabores extraños ni sustancias nocivas que afecten la salud del consumidor. Estarán provistos de cierres que aseguren la integridad del producto que contienen.Para el envasado a granel se utilizarán recipientes metálicos que cumplan con lo señalado anteriormente.EtiquetadoEl etiquetado de las cervezas contendrá la siguiente información:• Nombre genérico del producto (Cerveza)• Marca comercial• Contenido de alcohol, expresado en por ciento de alcohol en volumen (% alc. – vol.)Se podrá utilizar las denominaciones establecidas en el capítulo 5.Además, se cumplirá con lo establecido en la NC 108.Se podrán agregar otras informaciones, previo acuerdo con el cliente.Los elementos que componen el etiquetado podrán ser de papel o de cualquier otro material que puede adherirse a los envases o bien de impresión permanente sobre los mismos, deben
22

ser de color y tamaño que puedan ser leídas fácilmente y hechas en forma tal que no desaparezcan bajo condiciones normales de uso. Los colorantes utilizados serán inocuos.EmbalajeEl producto se embalará en cajas de cartón ondulado o en película retráctil, u otros embalajesapropiados de dimensiones y resistencia adecuadas, limpios, íntegros y bien cerrados.MarcaciónEn los casos que se requiera los embalajes llevarán la información siguiente:˜ Nombre del producto˜ Marca comercial˜ Masa bruta˜ Masa neta˜ Número de unidades˜ Número del lote de producciónSe podrán agregar otras informaciones previo acuerdo con el cliente.MuestreoSe realizará como acuerdo entre las partes. Se recomienda tomar como base las NC-ISO 2859-0 y 2859-1.Métodos de ensayoLos métodos de ensayo se aplicarán preferentemente según las NC 623; NC /ISO 7954:2002 eNC/ISO 4833:2002. Transportación, manipulación, almacenamiento y conservaciónTransportación y manipulaciónSe cumplirá con lo establecido en la NC 454. Además la manipulación del producto a granel serealizará con los requisitos necesarios para mantener óptimas condiciones de higiene y evitar que el producto adquiera olores y sabores extraños.Almacenamiento y conservaciónEl producto se almacenará en locales limpio, seco y ventilado, sobre paletas. Además se cumplirá lo establecido en la NC 492.
Los carbohidratos son los compuestos orgánicos más abundantes de la biosfera y a su vez los más diversos. Normalmente se los encuentra en las partes estructurales de los vegetales y también en los tejidos animales, como glucosa o glucógeno. Estos sirven como fuente de energía para todas las actividades celulares vitales.
Refiriéndonos a la Bioquímica elemental de los Hidratos de Carbono, podemos decir que son polihidroxicetonas o polihidroxialdehidos y sus derivados. Para los fines de estudio en nutrición solamente se tienen en cuenta aquellos con cuatro o más átomos de carbono.Estos compuestos son extremadamente polares y se unen entre sí dando polímeros.
Las funciones que cumple en el organismo son, energéticas, de ahorro de proteínas, regulan el metabolismo de las grasas y estructural.
Energeticamente, los carbohidratos aportan 4 KCal ( kilocalorías) por gramo de peso seco. Esto es, sin considerar el contenido de agua que pueda tener el alimento en el cual se encuentra el carbohidrato. Cubiertas las necesidades energéticas, una pequeña parte se almacena en el hígado y músculos como glucógeno (normalmente no más de 0,5% del peso del individuo), el resto se transforma en grasas y se acumula en el organismo como tejido adiposo. Se recomienda que minimamente se efectúe una ingesta diaria de 100 gramos de hidratos de carbono para mantener los procesos metabólicos.
23
Ahorro de proteínas: Si el aporte de carbohidratos es insuficiente, se utilizarán las proteínas para fines energéticos, relegando su función plástica.
Regulación del metabolismo de las grasas: En caso de ingestión deficiente de carbohidratos, las grasas se metabolizan anormalmente acumulándose en el organismo cuerpos cetónicos, que son productos intermedios de este metabolismo provocando así problemas (cetosis).
Estructuralmente, los carbohidratos constituyen una porción pequeña del peso y estructura del organismo, pero de cualquier manera, no debe excluirse esta función de la lista, por mínimo que sea su indispensable aporte.
Los hidratos de carbono se clasifican en simples y complejos:
Los simples, son azucares de rápida absorción y son energía rápida. Estos generan la
inmediata secreción de insulina. Se encuentran en los productos hechos o, con azucares
refinados azúcar, miel, mermeladas, jaleas, golosinas, leche, hortalizas y frutas, etc.
Algo para tener en cuenta es que los productos elaborados con azucares refinados aportan
calorías y poco valor nutritivo, por lo que su consumo debe ser moderado.
Los complejos, son de absorción más lenta, y actúan mas como energía de reserva por la
anterior razón. Se encuentra en cereales, legumbres, harinas, pan, pastas.
NORMA DE PROCESO TECNOLÓGICO
Operación # 1: Limpieza de la cebada malteada. (Malta de cebada) 1 Objetivo.
Separar las impurezas que acompañan los granos de malta evitando así chispas, explosiones y deterioro de equipos, para lograr una mayor eficiencia en las etapas posteriores, además de los daños a la calidad final del producto que estas impurezas pueden ocasionarles.
2 Equipamiento utilizado.Transportador por cadena en canalón, con tres tolvas de descarga. País: RDA. Tipo: Foro 82 124/01 B 1.1 Flujo másico: 20 t / hMotoreductor eléctrico del transportador. País: RDA. Tipo: ZGG KMR 132 M 8. Potencia: 6.6 kW. Velocidad angular: 2.01 rad / s.Elevador de cangilones vertical.
País: RDA.
24
Tipo: G2 WUS 110 / 101.Flujo másico: 6.94 kg / s ( 25 t / h ).Altura: 25.075 m.
Motoreductor eléctrico del elevador. País: RDA. Tipo: ZG KMR 132 84 (SR). Potencia: 7.5 kW. Velocidad angular: 15.71 rad / s (150 r / min ).Separador magnético de tambor.
País: RDA.Tipo: NA 2 / s Potencia: 1.5 kW.Flujo másico: 5.56 kg / s
Depurador complementario de tamiz con ventilador. País: RDA. Tipo: K 523 Flujo másico: 5.56 kg / s ( 20 t / h )Motoreductor eléctrico del tamiz. País: RDA. Tipo: ZG 1 KMR 80 k4. Potencia: 1.1 kW. Velocidad angular: 13.09 rad / s (125).Motor eléctrico del ventilador. País: RDA. Tipo: KMR 90 L Potencia: 3.0 kW. Velocidad angular: 365.05 rad / s (3400). Báscula automática continua
País: RDATipo: 34101Flujo másico: 5.56 kg s (20 t h)
Rango de pesada: 50100 kg Recipiente previo.
País: RDA. Tipo: TLG 47106 Capacidad másica: 100 kg. Material: acero negro.
Recipiente posterior. País: RDA. Tipo: TLG 47107 Capacidad másica: 100 kg. Material: acero negro.
Elevador de cangilones verticales. País: RDA.Tipo: G1 WUS 110 / 01.Flujo másico: 6.94 kg / s (25 t / h).
Altura: 25.075 m. Motoreductor eléctrico del elevador.
País: RDA.Tipo: ZG 5 KMR 132 s 4(SR).Potencia: 7.5 kW.Velocidad angular: 15.71 rad / s (150 r / min).
Transportador por cadena en canalón, con seis salidasPaís: RDA.Tipo: FORD 82 106 / 01 A 2.1.Flujo másico: 5.56 kg / s (20 t / h).
Motoreductor eléctrico del transportador.País: RDA.
25

Tipo: ZG KMR 112 x 8.Potencia: 3.6 kW.Velocidad angular: 2.01 rad / s (19.2 r / min ).
6 Motoreductores eléctricos de salida.País: RDA.Tipo: ZG 1 KMR 71 k8 Potencia: 0.18 kW.Velocidad angular: 2.01 rad / s (19.2 r / min)
12 silos intermedios.País: RDA.Tipo: K 850 / 2Capacidad volumétrica: 110 t.
6 Motoreductores eléctricos de entrada, con distribuidor.País: RDA.Tipo: ZG 1 k8 Potencia: 0.18 kW.
Velocidad angular: 2.01 rad / s (19.2 r / min). 12 Motoreductores eléctricos de salida.
País: RDA.Tipo: ZG 1 KMR 71 k8 Potencia: 0.18 kW.Velocidad angular: 2.01 rad / s (19.2 r / min ).
2 transportadores por cadena en canalón.País: RDA.Tipo: FON 106 / 01 A 1.1.Capacidad másica: 5.50 kg / s (20 t / h).
Largo: 40.8 m. 2 motoreductores eléctricos de los transportadores.
País: RDA.Tipo: ZG 5 KMR 112 k8Potencia: 2.6 kW.Velocidad angular: 2.01 rad / s (19.2 r / min).
transportadores por cadena en canalón.País: RDA.Tipo: FON 106 / 01 A 1.1.Capacidad másica: 5.50 kg / s (20 t / h).Largo: 40.8 m.
Motoreductor eléctrico del transportador.País: RDA.Tipo: ZG 3 KMR 90 1 8 Potencia: 0.9 kW.Velocidad angular: 2.01 rad / s (19.2 r / min).
Elevador de cangilones verticales.País: RDA.Tipo: G2 WUS 110 / 01.Flujo másico: 6.94 kg / s (20 t / h).Altura: 27.075 m.
Motoreductor eléctrico del elevador. País: RDA.
Tipo: ZG 5 KMR 132 S4 (SR). Potencia: 2.4 kW.Velocidad angular: 15.71 rad / s (150 r / min)
Motoreductor eléctrico de la salida con distribuidor.País: RDA.Tipo: ZG 1 71 k8Potencia: 0.18 kW.Velocidad angular: 2.01 rad / s (19.2 r / min)
Separador magnético de tambor, con distribuidor.
26

País: RDA.Tipo: NA 2 / sPotencia: 1.5 kW.Flujo másico: 5.56 kg / s (20 t / h)
2 Máquinas pulidoras de granos.País: RDA.Tipo: MP 53 / 800 bFlujo másico: 1.39 kg / s (10 t / h)
2 motores eléctricos de los pulidores.País: RDA.Tipo: KMR 90 12Potencia: 1.5 kW.Velocidad angular: 356.06 rad / s (3400 r / min).
Báscula automática programable.País: RDA.Tipo: 34101
Flujo másico: 5.56 kg / s (20 t / h).Rango de pesada: 50100 kg
Recipiente previo.País: RDA.Tipo: TLG 47106Capacidad másica: 100 kg.
Material: hierro negro Recipiente posterior.
País: RDA.Tipo: TGL 47107Capacidad másica: 100 kgMaterial: hierro negro.
Elevador de cangilones verticales.País: RDA.Tipo: G1 WUS 110 / 01.Flujo másico: 5.56 kg / s (20 t / h).Altura: 15.06 m.
Motoreductor eléctrico del elevador. País: RDA.
Tipo: ZG 4 KMR 112 S4 (SR). Potencia: 7.5 kW.Velocidad angular: 15.71 rad / s (150 r / min)
Transportador por cadena en canalón, con nueve salidas.País: RDA.Tipo: FON 106 / 01 A 2.7Flujo másico: 5.56 kg / s (20 t / h)Largo: 15.2 m.
Motoreductor eléctrico del transportador.País: RDA.Tipo: ZG 4 KMR 100 sPotencia: 1.3 kWVelocidad angular: 2.01 rad / s (19.2 r / min)
9 Motoreductores eléctricos de salida.País: RDA.Tipo: ZG KMR 71 k8Potencia: 0.18 kW.Velocidad angular: 2.01 rad / s (19.2 r / min).
18 Silos de carga.País: RDA.Tipo: LFD 31.Capacidad volumétrica: 5000 kg (5 t).Material: hierro negro.
27

9 motoreductores eléctricos de entrada, con distribuidor.País: RDA.Tipo: ZG 1 KMR 71 kg
Potencia: 0.18 kW Velocidad angular: 2.01 rad / s (19.2 r / min). 18 motoreductores eléctricos de salida.
País: RDA.Tipo: ZG 1 KMR 71 k8.Potencia: 0.71 kWVelocidad angular: 2.01 rad / s (19.2 r / min).
2 transportadores por cadena en canalón.País: RDA.Tipo: FON 106 / 01 A 1.1Flujo másico: 5.56 kg / s.
Largo: 16.0 m. 2 motoreductores eléctricos de los transportadores.
País: RDA.Tipo: ZG 4 KMR 100 S8Potencia: 1.3 kWVelocidad angular: 2.01 rad / s (19.2 r/ min).
Transportador por cadena en canalón.País: RDA.Tipo: FON 82 106 / 01 A 1.1Flujo másico: 5.56 kg / s (20 t / h)Largo: 5.6 m.
Motoreductor eléctrico del transportador. País: RDA.
Tipo: ZG 3 KMR 80 G 8.Potencia: 0.65 kWVelocidad angular: 2.01 rad / s (19.2 r/ min).
Elevador de cangilones vertical.País: RDA.Tipo: G1 WUS 110 / 01Flujo másico: 5.56 kg / s (20 t / h)Altura: 10.06 m.
Motoreductor eléctrico del elevador.País: RDA.Tipo: ZG 4 KMR 112 H4 (SR).Potencia: 5.5 kWVelocidad angular: 15.71 rad / s (150 r/ min).
Transportador por cadena en canalón.País: RDA.Tipo: FON 106 / 01 A 1.1Flujo másico: 5.56 kg / sLargo: 17.2 m.
Motoreductor eléctrico del transportador.País: RDA.Tipo: ZG 3 KMR 90 L8.Potencia: 0.9 kWVelocidad angular: 2.01 rad / s (19.2 r/ min).
Transportador por cadena en canalón, con cuatro salidas.País: RDA.Tipo: FON 82 106 / 01 A 2.1Flujo másico: 5.56 kg / s (20 t / h)
Motoreductor eléctrico del transportador.País: RDA.Tipo: ZG 3 KMR 90 L8.Potencia: 0.90 kW
28

Velocidad angular: 2.01 rad / s (19.2 r/ min). 4 motoreductores eléctricos de salida.
País: RDA.Tipo: ZG 1 KMR 71 k8.Potencia: 0.18 kW
Velocidad angular: 2.01 rad / s (19.2 r/ min). 2 indicadores, registradores de temperatura.
País: RDARango: 0 - 100°C
2 Voltímetro de pizarraRango: 0-60 voltPaís: RDA
Voltímetro de pizarra.Rango: 0-100 voltPaís: RDA
Amperímetro de pizarra.Rango: 0-1200 A
País: RDA
3 Procedimiento de trabajo.
Esta operación es automatizada. La malta proveniente del almacén (en sacos o granel en tolvas) se vierte en el foso, donde es tomada por el transportador de cadenas que la conduce a un elevador de cajuela, cayendo por gravedad a un separador magnético, comenzando con esta operación la etapa de prelimpieza de la malta, en este equipo se le extraen partículas metálicas. Seguidamente es entregada a una zaranda que separa: hilos, nylon, sacos, maderos y cuerpos extraños que acompañan a la malta.Posteriormente es pesada en una báscula automática y transportada por medio de elevadores hacia los silos de almacenamiento.La segunda etapa, limpieza de la malta, comienza cuando de estos silos y para darle tratamiento final, la misma es entregada a otro separador magnético, pasando posteriormente a dos pulidoras donde se le extraen otros tipos de cuerpos extraños, partículas de arena y arcilla, cascarillas y porciones de granos y otras impurezas de poco peso y tamaño que pudieran acompañar al grano y de allí a una báscula automática que descarga en un elevador que alimenta las tolvas de carga donde permanece la cebada malteada, hasta la operación de molinado.El polvo desprendido durante este proceso es colectado por un sistema colector constituido por cuatro líneas de extracción de polvo, cada uno de los cuales abarca un grupo de equipos de esta operación. Los cuerpos extraños son recogidos en un tanque al efecto.
4 Especificaciones calidad.Aspecto: Limpia, libre de impurezas y materias extrañas groseras, ausencia de plagas e insectos. Olor característico.% de materias extrañas: 1.0% máximo.% de polvo: 0.5% máximo.% cascarilla: 2% máximo.
5 Reglas de protección durante la operación.
No maniobrar con los transportadores, ni elevadores en movimiento. Prohibido fumar. No abrir las escotillas de los transportadores, ni de los elevadores. No apoyarse en las aberturas, ni en los elevadores. No apoyarse, ni cambiar protectores de los equipos. No tomar muestras de granos, ni separar obstrucciones de los transportadores con
las manos u otro medio auxiliar cuando este funcionando el equipo.
29

No caminar sobre los transportadores, solo en caso imprescindible y si su tapa está fija.
No inclinarse demasiado sobre las tolvas de descarga. No producir fuego, ni soldadura de ningún tipo. Chequear sistemáticamente el funcionamiento del extractor de polvo. No deben existir escapes de polvo por juntas o roturas de tuberías. Solo operará la planta el personal debidamente capacitado. El operador debe conocer la vía de entrada de corriente y como efectuar la
desconexión. El personal de mantenimiento y el operador deben de velar por el correcto
aterramiento de los equipos. Al detectarse cualquier anomalía en los instrumentos de medición informar
inmediatamente al departamento de mantenimiento o al metrólogo.
30

Operación # 2: Preparación del agua de proceso.
1 Objetivo:
Obtención del agua para fabricación con las características de potabilidad y aptitud para el proceso de elaboración (pH, temperatura, características físico - químicas, etc) necesarios para ser utilizada en el proceso de producción del mosto cervecero y el cocimiento para malta.
2 Equipamiento utilizado.
2 tanques para agua de proceso con calentamiento.País: Cuba.Capacidad: 1000 hl (100 m3).Control de temperatura automatizado.
1 bomba centrifugaPaís: RDA (masa: 55 kg)Flujo: 120 m3 / h.Carga: 30 mTemperatura: 100 °C
1 motor eléctrico de la bomba.País: RDA.Tipo: KMR 160 M2 AT 11.Potencia: 22 kW.Velocidad angular: 366.52 rad / s (3500 r / min).
2 manómetros indicadores reguladora fija de aire.País: RDARango: 0 - 6 kgf / cm2
1 indicador de presión para agua caliente.País: RDA.Rango: 0 - 100 kPa
1 indicador de presión de agua.País: RDARango: 0 - 100 kPa
2 Moto - Bomba Centrífuga: Tipo ETANORM G 50 – 160 G11 Carga: 35 Caudal: 95 m3/h r.p.m: 3480 potencia: 12.6 Kw. País: Alemania. Año: 2003
3- Materiales auxiliares.Acido láctico, fosfórico.Vapor de agua.
4- Procedimiento operativo.
Al comenzar el proceso de cocción el agua se recibe de la planta de tratamiento de agua, posteriormente llega desde el área de enfriamiento de mosto con una temperatura de 85 ºC, mezclándose con la anteriormente mencionada, a través de los serpentines interiores de los tanques, se calienta o se mantiene a la temperatura de (80 ± 5) ºC.La preparación del agua de proceso se puede realizar por dos métodos:
1. Con acidulación.2. Sin acidulación.
Con acidulación:
31

El ácido se adiciona mediante una bomba o manual, se inyecta y recircula en el flujo de agua tratada a los tanques receptores de agua de proceso, de forma tal que el agua alcance de 5.0 – 6.5 de pH.El pH se controla tomando las muestras directamente del tanque (niveles o desagüe). Al mismo tiempo mediante calentadores de serpentín se calienta el agua entre (80 ± 5)°C.
Sin acidulación:
Se realiza el proceso sin la adición de ácido, solamente con el calentamiento del agua entre (80 ± 10)°C. En este proceso el agua tratada recibe calentamiento severo provocando la precipitación de sales disueltas, reacciones complejas y liberación del CO2 contenido en la masa de agua, lo que provoca una reducción pequeña en los valores de pH con respecto al agua de proceso de cisterna 3.
5- Especificaciones de salida del producto en proceso.
Temperatura del agua: (80 ± 10)°C Con acidulación: Sin acidulación:
pH del agua: 5.0 – 7.5 pH del agua: 7.5 – 10.0 Dureza: 40 – 100 ppmAlcalinidad: 30 – 120 ppmCloro residual (máximo): 0.03 ppm
6- Reglas de protección durante la operación.
No quitar, ni cambiar protectores de seguridad. No tocar lugares donde no existan insulaciones. Llevar la ropa protectora prevista. Solo operará la planta el personal debidamente capacitado. El operador debe conocer la vía de entrada de corriente y como efectuar la desconexión. Al detectarse cualquier anomalía en los instrumentos de medición informar
inmediatamente al departamento de mantenimiento o al metrólogo. Cumplir con las medidas de seguridad y salud del trabajo para el area y proceso en
custión.
32

Operación # 3: Molinado de la cebada malteada.
1. Objetivo.
Moler el grano de malta manteniendo la cáscara lo más entera posible, de forma que permita la mejor dilución del extracto contenido en ella (endospermo o harina) y su separación de los residuos insolubles.
2. Equipamiento utilizado.
Sistema de Molino automático Millstar Lenz L20:-Peso aproximado, incluido el aparato 5720 Kg de acondicionamiento por remojo-Capacidad de trituración 20.000 Kg/h ± 7%-Caudal de agua de remojo 80 – 140 hl/h-Potencia consumida /accionamiento 73.2 Kw-Peso de los rodillos trituradores aprox.1370-(Peso por rodillo)-Peso de los motores de los rodillos aprox.225 Kg -Trituradores. (Peso por motor)-Peso del cilindro alimentador aprox.60 Kg-Peso del motor del cilindro aprox.35 Kg alimentador.-Peso de la unidad de bomba. Aprox. 840 Kg
Moto-reductor ( transportador del molino) : Potencia: 1 Kw r.p.m 1780 país: Alemania Moto-reductor ( transportador del molino) : Potencia: 3 Kw r.p.m 1780 país: Alemania Moto-reductor triturador rodillo 1 : Potencia: 30 Kw r.p.m: 1750 país: Alemania Moto-reductor triturador rodillo 2 : Potencia: 30 Kw r.p.m:1750 país: Alemania Moto - Bomba de mezcla: Potencia: 15 Kw r.p.m: 1160 país: Alemania Moto - Bomba dosificadora de ácido (Sera): Tipo: R411.1-810E Potencia: 0.75 Kw
r.p.m:1750 capacidad: 970 l/h país: Alemania Manómetros de acero inoxidable (relleno con glicerina) rangos: (0 - 16) bar. Manovacuómetro (relleno con glicerina): rango: (-1 - 9) bar.
3. Materiales auxiliares.
Agua de proceso.Aire seco.
4. Procedimiento Operativo: Esta operación es completamente automatizada, el operador antes de comenzar la operación debe de chequear las siguientes condiciones.Condiciones para el arranque.
La tolva de malta debe de estar llena. El desagüe (A11) debe de estar cerrado. El trayecto de la tubería del molino al recipiente de mezcla debe de estar liberado para la
operación. La válvula de afluencia de agua caliente (A13) debe estar abierta. La bomba de aumento de presión debe de estar conectada (en caso de que exista). El interruptor de seguridad (Interruptor a llave) (HIZ1) debe estar en la posición 1.
33

El interruptor para la tensión de mando de la puerta de armario de distribución debe estar ajustado a tensión de mando conectada.
El interruptor de llave de la CPU debe estar en una de las posiciones RUN o RUN-P. Para la parada del cilindro alimentado (interruptor por pulsación) (HIS2) no debe de estar
accionado. La mirilla y la puerta de la carcasa deben de estar cerradas. Los rodillos trituradores (M1 y M2) deben de funcionar durante un tiempo en el
funcionamiento reversible, para expulsar los granos de malta que puedan encontrarse en los rodillos trituradores.
Durante este lapso de tiempo se efectúa además un breve rociado de los rodillos trituradores (la válvula (A6) se pone en funcionamiento).Cuando el tiempo de marcha en inercia ha transcurrido y los rodillos trituradores se encuentran parados, se efectúa el arranque en los sentidos de la trituración (los rodillo trituradores se mueven hacia si).
Ahora debe conectar la bomba de mezcla (P1), es decir que la válvula para la lubricación por agua de la bomba de mezcla (A9) se pone en funcionamiento y - con su mensaje de retorno- la bomba de mezcla se pone en función.
- Esta operación se realiza de forma programada y automática.La malta proveniente de las tolvas de carga, ya limpia y pesada, pasa por un separador magnético, donde se le elimina cualquier partícula ferromagnética que pueda quedar, la misma es transportada al silo del molino, donde comienza el proceso de molinado con la gasificación y llenado del molino, con el objetivo de eliminar el aire existente en el mismo, alcanzando las siguientes etapas:
Remojo previo.
En este paso, se realiza el remojo previo de la malta que se encuentra en la cámara de acondicionamiento, con agua de remojo de (aprox. 40-60oC), lo que transcurre durante 30 a 60 segundos, para lograr una humedad en el grano del 15 al 20%.
Remojo previo – pausa.
Durante este paso, se incrementa la acción de la primera adición de agua de remojo previo,
descargándose al mismo tiempo el agua excesiva.
Remojo y trituración.
La malta ya remojada es dosificada a los rodillos trituradores, con el objetivo de separar la cáscara del endospermo de acuerdo con los requerimientos tecnológicos. Este proceso ocurre con inyección de agua por la parte inferior del molino.
Enjuague posterior.
Para la eliminación de todos los residuos de malta presentes en los rodillos, hasta completar el volumen
de maceración.
34

5. Especificaciones de calidad.
Temperatura del agua de remojo: (40 - 60) oC. Dureza: 40 – 100 ppm. Alcalinidad: 30 – 120 ppm. Cloro residual (máximo): 0.03 ppm pH del agua: 7.0 – 10.0. Presión manométrica del agua: 1.0 bar mínimo - (101 000 Pa). Aspecto de la molida: cáscaras enteras, correcto rasgado de la cáscara, color
característico, correcta trituración del grano (desintegración correcta del endospermo), cáscara sin que se adhieran partículas del endospermo y además el endospermo reducido a un tamaño relativamente uniforme.
6. Requisitos de seguridad.
No abrir las escotillas de los molinos. No quitar, ni cambiar los protectores de seguridad de los equipos.
Llevar la ropa protectora prevista. El operador debe:
- Controlar el molino regularmente para detectar eventuales daños y comunicárselos en su caso inmediatamente a la persona o sección superior designada. - Evitar todo lo que pueda arriesgar la fiabilidad operacional del molino o la seguridad en sí.- Mantener a las personas no autorizadas o no instruidas alejadas del molino.- Poner el molino fuera de servicio antes de proceder a los trabajos de limpieza y mantenimiento, según las especificaciones detalladas en las instrucciones de servicio, y quitar la llave del interruptor de seguridad durante este lapso de tiempo.- Hacer funcionar el molino solamente en condiciones impecables.- Usar los detergentes clasificados- Asegurar que los lugares de trabajo en el molino y en su entorno permanezcan limpios y ordenados, lo que se consigue mediante una disposición adecuada del molino y con las instrucciones y medidas de control correspondientes.- Asegurar que en el molino solo trabajen personas de manejo y de mantenimiento calificadas y autorizadas.
Solo operará la planta el personal debidamente capacitado. Ante cualquier interrupción o avería que sea necesario entrar al interior del equipo, poner
el interruptor llave en posición " O " y retirar las llaves del mismo. El operador debe conocer la vía de entrada de corriente y como efectuar la desconexión. Al detectarse cualquier anomalía en los instrumentos de medición informar
inmediatamente al departamento de mantenimiento o al metrólogo.
35
Operación 4: Gelificación de adjuntos, dilución de azúcar y preparación de color caramelo.
1- Objetivos:- Gelificación de adjuntos: Licuar los cereales que se usan como adjuntos (arroz, maíz y
otros) en el proceso de fabricación de cervezas y maltas.- Dilución del azúcar: Diluir el azúcar crudo o refino para su utilización en la fabricación de
cervezas y malta según la carta tecnológica.
2- Equipamiento utilizado. 4 tanques de sucro cervecero con aislamiento térmico.
País: Cuba.Capacidad: 300 hl.Material: Acero inoxidable.
2 HervidoresIgual que en la operación (5) los maceradores.
1 tanque para disolver azúcar crudo o refino con agitador eléctrico.País: RDA.Capacidad: 10 m3
Material: Acero Lt 38 b – 2. Elevador de cangilones verticales.
País: RDA.Tipo: G1 WUS 110 / 01.Flujo másico: 6.94 kg / s ( 25 t / h ).
Altura: 25.075 m. Motoreductor eléctrico del elevador.
País: RDA.Tipo: ZG 5 KMR 132 s 4(SR).Potencia: 7.5 kw.Velocidad angular: 15.71 rad / s (150 r / min ).
Bomba centrifuga para azúcar.País: AlemaniaCapacidad: 40 m3 / hCarga: 40 m
Bomba centrifuga para bombeo de azúcar y otros adjuntos.País: Alemania.Tipo: KRS IH 40 / 200 01 GSXCapacidad: 30 m3 / hCarga: 30 m
3- Materiales auxiliares.
- Ácido láctico, ácido fosfórico, ácido sulfúrico para fines alimenticios.- ácido clorhídrico.- Enzima.- Azúcar crudo o refino.- Vapor.- Agua de proceso.- Amoníaco gaseoso.
4- Procedimiento de trabajo.
4.1- Gelificación de adjuntos.
Se vierte el agua en el macerador en proporción de 2 a 4 hectolitros por cada 100 kg de malta o adjuntos a utilizar, y seguido a esto se añaden los demás materiales en las siguientes proporciones.
Acido láctico: Hasta lograr un pH en agua de 5.0 – 6.0
36
Arroz, maíz, cebada cruda, etc: Según la formulación requerida para el mosto específico en la carta tecnológica.
Suministrando vapor de manera que aumente la temperatura hasta 100°C aproximadamente, y haciendo pausas según carta tecnológica, por el método de cocción o infusión hasta obtener la gelificación de los almidones, los que se envían posteriormente al macerador.
4.2- Dilución de azúcar crudo o refino.El azúcar crudo o refino almacenada en sacos, proveniente del almacén de materias primas, es vaciada en el elevador de cangilones o de sinfines, el cual la transporta hasta el tanque o depósito de dilución, donde ocurre esta operación ayudado con la adición de agua y con el cvalentamiento con vapor, la cantidad de azúcar a adicionar está predeterminada en la carta tecnológica según el tipo de cerveza o malta a fabricar (surtidos), luego se bombea a los tanques de sucro cervecero apto para su utilización en la elaboración. El sucro puede ser bombeado a dos lugares diferentes, según las siguientes alternativas: Al tacho (con ebullición por 10 a 30 minutos). Al proceso de enfriamiento.
4.3- Preparación de color caramelo. El color caramelo se realiza a partir del calentamiento de la mezcla de azúcar, agua, ácido y amoníaco en distintas proporciones, siguiendo la metodología siguiente:
1. Añadir 330 L de agua al tanque. 2. Conectar el removedor.3. Añadir 20 sacos de azúcar de 50 Kg.4. Elevar la temperatura a 70ºC.5. Añadir ácido clorhídrico 36 – 37% de pureza o ácido fosfórico 85% de pureza. Acido clorhídrico – 0.001 L/Kg. Acido fosfórico – 0.003 L/Kg.6. Elevar la temperatura a 90ºC.7. Apagar hasta el siguiente día.8. Añadir amoníaco (g) hasta obtener color amarillo tostado 1 (hora). En nuestro caso el
tanque está abierto a la atmósfera y no hay peligro de sobre presión por el burbujeo del amoníaco.
9. Dejar reposar 24 horas.10.Elevar la temperatura hasta 120ºC.11.Mantener temperatura a 120ºC de 3 – 5 horas.12. Apagar calentamiento y dejar reposar 48 horas.
5- Especificaciones del producto en proceso.5.1- Para gelificación de adjuntos.Tipo de adjunto: Según carta tecnológica.Temperatura: Según carta tecnológica.Pausa en minutos: Según carta tecnológica.Cantidad de adjunto % en peso: Según carta tecnológica expresado en kg.pH inicial: 5.0 – 7.5Sacarificación: Completa.
5.2- Para dilución del azúcar crudo o refino a utilizar en el proceso.Cantidad de azúcar: Según carta tecnológica.Brix: Según carta tecnológica de (20 - 85) ºBrix, según el procedimiento de trabajo y el tipo de surtido a elaborar. pH: 5.0 – 7.5
5.3- Preparación de color caramelo.
Las especificaciones de la calidad del producto son referidas en el Manual de Inspección de Materias Primas, Aditivos y Coadyuvantes tecnológicos y a la ficha técnica del producto.
6- Reglas de protección e higiene del trabajo.
37

No tocar lugares donde no existan insulaciones.
No arrojar objetos extraños al interior de los tanques. Garantizar la limpieza y el orden de lo lugares de trabajo y sus alrededores. Los trabajos en las instalaciones eléctricas deberán ser realizados exclusivamente por un
personal especializado, calificado y autorizado. No emprenda ninguna actividad que pudiera poner en peligro su seguridad o la del
correcto funcionamiento del macerador. Utilice las ropas protectoras reglamentadas. Mantenga alejada a toda persona no autorizada. No se deben desmontar los dispositivos de seguridad ni dejarlos fuera de servicio. Si hubiera que realizar trabajos de mantenimiento, limpieza o reparación en los que se
pueda entrar en contacto con piezas bajo tensión eléctrica, se deberá cortar la conexión eléctrica mientras duren los trabajos y anunciar claramente esta actividad por medio de un cartel.
Solo operará la planta el personal debidamente capacitado. Ante cualquier interrupción o avería que sea necesario entrar al interior del equipo, poner
el interruptor llave en posición " O " y retirar las llaves del mismo. Al detectarse cualquier anomalía en los instrumentos de medición informar
inmediatamente al departamento de mantenimiento o al metrólogo.
38
Operación 5: Maceración.
1. Objetivos:
Disolver las sustancias extractivas de la malta y los adjuntos empleados y desdoblar estas sustancias en azúcares fermentescibles, por medio de temperatura, pH y de la acción de las enzimas presentes de la malta o externas, en medio acuoso.
2. Equipamiento utilizado.
2 Maceradores automáticos de:-Diámetro del recipiente 4400 mm- Capacidad 585 hl- Diámetro paleta agitadora 3800 hl- Diámetro árbol de accionamiento 80 mm- Superficie de calefacción del fondo 12.9 m2
- Superficie de calefacción de la parte cilíndrica 14.3 m2.- Presión de servicio máxima de las zonas de calefacción 10 bar Manovacuómetros de acero inoxidable (relleno con glicerina) rango: (-1 - 9)bar. Motor del agitador del macerador 1: Potencia: 9 kw r.p.m: 1745 País: Alemania. Motor del agitador del macerador 2: Potencia: 9 kw r.p.m: 1745 País: Alemania. Bomba centrífuga (ETANORM) de mezcla Macerador 1 y 2: Tipo: G150-200 carga: 6.50 m año:2003 Potencia: 6.6 kw r.p.m: 1150 capacidad: 240 m3/ h País: Alemania
3. Materiales auxiliares.
Acido láctico. Acido fosfórico.Acido sulfúrico para fines alimenticios. Sulfato de calcio.Cloruro de calcio con fines alimentarios.Enzima externa.
4. Procedimiento Operativo:
La maceración es un proceso automatizado que se puede realiza por tres métodos:
Método de infusiónMétodo de decocción.Método mixto.
Método de infusión:
En el método de infusión se calienta la totalidad de la mezcla haciendo pausas respectivas hasta llegar a la temperatura final de la maceración.Este método no garantiza un control estricto de las proteínas de las enzimas, pero reduce el consumo de energía, además de racionaliza la utilización de equipos ya que solo usa maceradores.
Las temperaturas y pausas serán establecidas en la carta de maceración.
Método de decocción:
Después de recibida la mezcla de maceración a 50 °C en el macerador, se bombea 1/3 de la masa total hacia el hervidor. La masa que quedó en el macerador se mantiene a 50 °C.
39

En el hervidor se eleva la temperatura hasta 75°C a razón de 1 °C/min, aplicando posteriormente una pausa de 15 minutos. A continuación se eleva la temperatura hasta 100°C en 20 minutos, bombeando la mezcla más tarde hacia el macerador, donde se eleva la temperatura hasta 62 °C producto de la unión de las dos masas.En la masa del macerador a 62°C se bombea una fracción (1/3) de la masa total hacia el hervidor. Se mantiene la temperatura a 100°C en 30 minutos, bombeando posteriormente al macerador esta mezcla por la acción de la cual se eleva la temperatura a 75°C en el macerador. A partir de los veinte minutos se le hace la prueba de sacarificación completa.
Método mixto:
Se realiza a partir de la integración de los dos métodos anteriores iniciando el proceso con el método de decocción y terminando con el de infusión.
En nuestro caso empleamos el método por infusión.
La malta se inyecta a el macerador por debajo evitando de esta forma la absorción de oxígeno, unos motores eléctricos cambiapolos o dirigidos por frecuencia, posibilitan un removido adaptado al proceso de maceración, una paleta agitadora de múltiples hojas, especialmente diseñada, empuja el macerado hacia arriba en el ámbito externo y hacia abajo en la zona interior, consiguiendo así, no solo un movimiento circular en sentido horizontal, sino también un movimiento giratorio → Magnífico efecto de mezclado así como el valor de transmisión térmica.
Para compensar los movimientos del piso de recipiente, el accionamiento del agitador se encuentra fijado al piso del recipiente de maceración.
Los canales con forma semitubular, dispuestos por el piso y por los bordes, garantizan una conducción dirigida del medio de caldeo empleado (vapor o agua caliente). Los recipientes de maceración están dispuestos de tal forma que una cuba de maceración presenta un espacio sobrado de 15 – 20 % y la caldera - cuba de maceración uno de 40-50 %, en relación con el contenido global, para poder compensar así la parábola de agitación o en su caso una formación de espuma durante la cocción.
El macerado después de pasar por las pausas correspondientes a la receta seleccionada según el tipo de surtido, se bombea del macerado para la tina.
Puesta en marcha:Interruptor – llave de seguridad (junto a las luces de aviso) en posición 1 ("Con").El proceso de la maceración puede iniciarse.
5. Especificaciones de calidad.
Grado de sacarificación ------------------------------ Completa o BuenapH inicio ------------------------------------------------- 5.0 – 6.0Temperatura -------------------------------------------- según carta tecnológica.Pausas (minutos) -------------------------------------- según carta tecnológica.Cantidad de malta (% en peso o kg) -------------- según carta tecnológica.
6. Requisitos de seguridad.
o El macerador solo deberá ponerse en funcionamiento en óptimas condiciones.o Garantizar la limpieza y el orden de lo lugares de trabajo en el macerador y sus
alrededores mediante su adecuado montaje, así como mediante instrucciones.o Los trabajos en las instalaciones eléctricas deberán ser realizados exclusivamente por
un personal especializado, calificado y autorizado.o No emprenda ninguna actividad que pudiera poner en peligro su seguridad o la del
correcto funcionamiento del macerador.
40
o Utilice las ropas protectoras reglamentadas.o Personas no autorizadas o no instruidas no deberán trabajar en el macerador,
mantenga alejada a toda persona no autorizada.o Controle regularmente los posibles desperfectos del macerador y comunique de
cualquier fallo al superior competente.o No se deben desmontar los dispositivos de seguridad ni dejarlos fuera de servicio. No
se deben puentear dispositivos de seguridad. o Si hubiera que realizar trabajos de mantenimiento, limpieza o reparación en los que se
pueda entrar en contacto con piezas bajo tensión eléctrica, se deberá cortar la conexión eléctrica mientras duren los trabajos y anunciar claramente esta actividad por medio de un cartel.o Solo operará la planta el personal debidamente capacitado.o Ante cualquier interrupción o avería que sea necesario entrar al interior del equipo,
poner el interruptor llave en posición " O " y retirar las llaves del mismo.o El operador debe conocer la vía de entrada de corriente y como efectuar la
desconexión.o Al detectarse cualquier anomalía en los instrumentos de medición informar
inmediatamente al departamento de mantenimiento o al metrólogo.
41

Operación 6: Extracción del mosto o malta.
1- Objetivo:
Separar el mosto de las partes insolubles del grano, las cuales serán usadas como materiales filtrantes, logrando el máximo de recuperación de los azúcares fermentescibles, además de lograr brillantes y pureza en el mosto.
2. Equipamiento utilizado.
Tina filtrante 2000 automática: Diámetro del recipiente: 7900 mm Contenido del recipiente: 980 hl Contenido útil: 450 hl Area de filtración: 49 m2
Número de brazos mullidotes: 4 Número de cuchillas de doble zapata: 53 Número de cuchillas de un sola zapata: 4 Número / tamaño de la válvula de fondo de la cuba: 5/DN 150 Número / tamaño de la compuerta de residuos: 3/DN 600.
Recipiente colector de afrecho:- Con equipo de transporte integrado Tipo 150-5 XBL.- Capacidad aprox. 200kg\ min. Capacidad total 60 ton- Humedad 80%.- Consumo de aire aprox. 3Nm3\ min, p = 3 bar.- Accionamiento eléctrico 11 KW 12.65 kw.- Tensión de servicio 460 V\ 60 Hertz.- Tensión de mando 24 VDC>- Largo 7. 410 mm.- Ancho 2.5mm, LW 2.370 mm.- Alto máx 3.500mm.- Alto recipiente 3.120 mm.- Peso del recipiente 2495 kg. - Tornillo de transporte 625 kg.- Peso entero 3120 kg.- Presión del aire: 0.5-1.0 bar para 60 m.
1.0-1.5 bar para 80 m. - Control de pesadas de afrecho para la venta: 800kg\ min.
Tanque de primer extracto: Capacidad: 800 hl País: Alemania. Tanque de agua final: Capacidad: 85hl País: Alemania. Manómetros de acero inoxidable (relleno con glicerina) rangos: (0 - 10) bar Motor para proceso de corte:
tipo: D108-M90L4F FLENDER Potencia: 1.8 Kw rpm: 1750 Motor de evacuación de afrecho:
tipo: Z88-G160L4 FLENDER Potencia: 18 Kw rpm: 1750 Moto-Bomba (ETANORM) tanque de primer extracto: Tipo G 150-250 sp. carga: 7 m país: Alemania Año: 2003 Potencia: 9 Kw rpm: 1155 capacidad: 300 m3/h. Moto – Bomba (ETANORM) de agua final a la tina: Tipo:NC 050 – 160 11 ps carga: 40 m país: Alemania Año: 2003 Potencia: 13 Kw rpm: 3515 capacidad: 76 m3/h. Bomba centrífuga (ETANORM) de mosto a tacho: tipo: G 150-315SP carga: 12 m país: Alemania Año: 2003
Potencia: 3.6 Kw r.p.m 1730 capacidad: 300 m3/h
3. Materiales auxiliares.Agua de proceso.
42
Agua del último riego de la tina.Sedimento.
4. Procedimiento Operativo:
La tina es preparada previamente mediante su atemperación con agua de proceso que se encuentra entre (80 ± 5)ºC aproximadamente con el objetivo de eliminar el aire existente entre el fondo de la misma y el tamiz. La introducción del macerado se realiza por la parte inferior, lo que garantiza el depósito del mismo ligero y sin oxígeno, cuando el macerado ocupa el 50% del total de la tina comienza un proceso de recirculación donde la salida de mosto se realiza a través de los conos de salida por excitación (no hay ninguna acción absorbente) en un sistema de filtración central. Por cada metro cuadrado hay instalado un tubo filtrante, de modo que se dan unas velocidades de fluido del mosto por debajo de 0.1m/seg. La recuperación del mosto turbio se efectúa a través del soporte central por debajo del nivel del agua, este proceso de recirculación se repite hasta aclararse el mosto completamente, entonces es bombeado al tanque de primer mosto (primer extracto).
La extracción de este primer mosto, se termina antes que el líquido que va descendiendo llegue a la capa superior del afrecho el cual nunca debe quedar descubierto (expuesto al aire) para evitar peligros de oxidación. Luego se comienza a lavar el afrecho con agua de riego de (75 - 82)ºC, la cual está compuesta por agua residual del cocimiento anterior (en caso de haberlo), agua final y por último agua con residuos de sedimento, comenzando el proceso de recirculación nuevamente hasta el aclaración del segundo extracto.
Posteriormente se bombea este segundo mosto para el tanque de primer extracto, las dosis de agua de rellenos se realizan a través de unas boquillas especialmente dispuestas para ello, que garantizan un reparto regular del agua de relleno sobre la torta de residuos. A consecuencia del lavado regular de la torta de residuos, los valores de extractos remanentes en los residuos son muy bajos.
El agua residual es recuperada en el tanque con esta finalidad, una vez extraída el agua, se pone la cuchilla en marcha lenta, para aflojar el afrecho y sacarlo por los inyectores con vapor hasta los silos.La operación concluye lavando la tina completamente con agua caliente.
5. Especificaciones de calidad.
Aspecto: Líquido claro, libre de turbidez y partículas groseras. Color característico. Volumen 1er extracto: Según carta tecnológica. Temperatura del agua de riego: (80±5)°C Brix del 1er extracto para cervezas: de 2 a 12°Brix por encima del tipo de cerveza a
fabricar (según carta tecnológica). Para todos los surtidos entre 15 y 20ºBrix. Brix del agua final: menor 1.2 o Brix. Brix del 1er extracto para malta: Superior hasta 5oBrix por encima al producto a elaborar.
(Según carta tecnológica). De 16 a 20ºBrix. Tiempo de extracción del 1er extracto: 1 hora máximo.
6. Requisitos de seguridad.
La Tina solo deberá ponerse en funcionamiento en óptimas condiciones técnicas. Garantizar la limpieza y el orden de los lugares de trabajo en la tina y sus alrededores
mediante su adecuado montaje, así como mediante las instrucciones de protección si es necesario.
Los trabajos en las instalaciones eléctricas deberán ser realizados exclusivamente por un personal especializado, calificado y autorizado.
No emprenda ninguna actividad que pudiera poner en peligro su seguridad o la del correcto funcionamiento la tina.
Utilice las ropas protectoras reglamentadas.
43

Personas no autorizadas o no instruidas no deberán trabajar en la tina, mantenga alejada a toda persona no autorizada.
Controle regularmente los posibles desperfectos de la tina y comunique de cualquier fallo al superior competente.
No se deben desmontar los dispositivos de seguridad ni dejarlos fuera de servicio. Si hubiera que realizar trabajos de mantenimiento, limpieza o reparación en los que se
pueda entrar en contacto con piezas bajo tensión eléctrica, se deberá cortar la conexión eléctrica mientras duren los trabajos y anunciar claramente esta actividad por medio de un cartel.
Solo operará la planta el personal debidamente capacitado. Ante cualquier interrupción o avería que sea necesario entrar al interior del equipo,
poner el interruptor llave en posición " O " y retirar las llaves del mismo. El operador debe conocer la vía de entrada de corriente y como efectuar la
desconexión. Al detectarse cualquier anomalía en los instrumentos de medición informar
inmediatamente al departamento de mantenimiento o al metrólogo.
44
Operación 7: Hervidura del mosto, sucro y malta.
1- Objetivos:
Esterilización y concentración de los mostos de malta cervecera, malta y cocimiento de azúcar a fin de suministrarlo libre de contaminación microbiana a la operación de fermentación.Extraer las sustancias amargas y aromáticas del lúpulo, coagulación de las sustancias insolubles e inactivación de las enzimas que hasta el momento seguían realizando su función, entre otras funciones tecnológicas.
2. Equipamiento utilizado:
Tacho de hervidura automatizado.País: Alemania.Tipo: HUPPMAN IFAGMBH BRAUTECHNIK.Capacidad: 740 hlPresión de trabajo: 2 Bar.Temperatura de trabajo: 101 – 104 ° CCalandria interiorAgente calórico: vapor de aguaLimpieza a través de un sistema de duchas en la parte superior del equipo.
Bomba centrifuga del tacho.País: RDATipo: ETANORM 6150 – 400.Capacidad: 275 m3 / hCarga: 12 m.
1 moto-reductor de la bomba del tachoTipo: AM200LR8 Q4Potencia: 18kWVelocidad angular: 880 rpm
2 manómetros indicadores (regulación fija de aire)Rango: 0 - 16 BarPrecisión: 1.6Diámetro de carátula: 60 mm
Manómetro de acero inoxidable (relleno con glicerina)Rango: 0 - 6 BarPrecisión: 1.6Diámetro de carátula: 100 mm
Manómetro de acero inoxidable (relleno con glicerina)Rango: 0 - 10 BarPrecisión: 1.6Diámetro de carátula: 100 mm.
Manómetro indicador (regulación de aire)Rango: 0 - 300 BarPrecisión: 1.6
Diámetro de carátula: 60 mm 2 Tanques de almacenamiento de lúpulo de:
- Diámetro: 600 mm- Volumen: 235 L- Volumen de todos los dispositivos: 470 L- Presión de trabajo máxima: 2 bar. Bomba de mosto a lupulado (BITACHROM) : tipo: 80-160/304 C31 carga: 12 m Potencia: 3.6 Kw r.p.m 1730 capacidad:45 m3/h país: Alemania Bomba de azúcar a tacho:
Potencia: 9 Kw r .p.m 1750 País: Alemania
3- Materiales auxiliares:
45

Lúpulo peletizado, isomerizado o concentrado líquido. Vapor de agua. Lúpulo concentrado Sucro-cervecero ó azúcar refino. Agua de proceso. Color caramelo. Azúcar crudo.
4- Procedimiento de trabajo:
Existen dos métodos para la hervidura de los cocimientos de malta y azúcar:
1- Hervidura de los cocimientos de malta mezclado con el lúpulo cervecero, puede o no añadírsele el cocimiento de azúcar.
2- Hervidura de los cocimientos de azúcar.
Método 1:
El cocimiento de malta proveniente del tanque de 1er extracto, es recibido en el tacho donde se calienta hasta alcanzar la temperatura de ebullición (100 - 102ºC), durante la hervidura del cocimiento se adiciona lúpulo y pueden adicionársele o no color caramelo, azúcar, fructuosa ó sucro cervecero, según la carta tecnológica del producto a fabricar.En este caso la hervidura es de 60 minutos aproximadamente.
Adición de lúpulo:El lúpulo le proporciona al mosto su amargor y aroma característico, cuando el cocimiento está listo para la adición del mismo, este es añadido a los tanques destinado para ello, abriéndose posteriormente las vías de alimentación y retroalimentación por circulación a través del depósito de lupulado deseado y poniéndose en funcionamiento la bomba de recirculación.La adición de lúpulo se realiza en distintas etapas: primeramente (antes del comienzo de la ebullición) se adiciona el concentrado, durante la hervidura del mosto el lúpulo amargo y aproximadamente 10-15 minutos antes de concluir el cocimiento se agrega el aromático, según carta tecnológica y programa, en función de la cantidad de -ácidos presentes y el tipo de producto a elaborar. Para los caldos el lúpulo concentrado se adiciona al llenarse el tacho. Adición de color caramelo:CervezaEste paso puede realizarse o no, en dependencia del tipo de cerveza. Las cantidades necesarias de color caramelo (según carta tecnológica) se adicionan en el tacho, mediante los aditamentos de suministro de lúpulo, con el objetivo de aumentar el color del mosto.
MaltaEn el caso de la malta el color caramelo es bombeado directamente para los tanques de sucro conjuntamente con el agua de azúcar.
Adición de sucro:
En dependencia del cocimiento que se vaya a fabricar (según carta tecnológica) el sucro se adiciona en dos lugares fundamentales:
1. Durante la hervidura del mosto se adiciona al tacho el sirope proveniente de los tanques de sucro cervecero.
2. Durante la etapa de fermentación en el reactor se adiciona el cocimiento de agua de azúcar. Método de tecnología de ahorro energético para reactores de 8oP.
46

Método 2:
El cocimiento de azúcar puede hervirse o no en dependencia de la metodología utilizada:
Con hervidura.El cocimiento de azúcar procedente de los tanques de sucro cervecero, es calentado en el tacho hasta alcanzar la temperatura de ebullición de 100°C para lograr la concentración según carta tecnológica.En este caso la hervidura es de 10 a 20 minutos aproximadamente.Este cocimiento se conoce en el mundo cervecero como agua de azúcar.
Sin hervidura:
El cocimiento de azúcar procedente de los tanques de sucro cervecero, es enviado directamente a la etapa de enfriamiento del mosto según tecnología de ahorro energético.
Puesta en marcha
Interruptor llave de seguridad (junto a las luces de aviso) en posición 1 ("Con")El proceso de filtración puede iniciarse.
5- Especificaciones de salida del producto en proceso.
Brix o extracto del mosto o producto final: Según carta tecnológica del producto. PH final del mosto de la cerveza: 5.0 – 6.0 PH final del mosto de la malta: 4.0 – 5.2
PH del sucro: 5.5 a 8.0 Tiempo de hervidura: según el método empleado y carta tecnológica. Para cocimientos de cervezas y malta: de 45 minutos a 1hora y 30 minutos. Para cocimiento de agua azúcar: menor de 20 minutos. Cantidad de lúpulo adicionar: Según formulación establecida y carta tecnológica. Momento de adición del lúpulo: Según carta tecnológica y programa de elaboración en
el SADPT. Color de la malta: 8 – 13.3 ml de solución de I2 0.1N. Volumen tacho de bombeo: según carta tecnológica.
6- Reglas de protección durante la operación:
No tocar, ni recostarse a partes no aisladas térmicamente de equipos y tuberías. No quitar, ni cambiar revestimientos de protección. Mantener cerradas las puertas de adición de lúpulo. Garantizar la limpieza y el orden de lo lugares de trabajo y sus alrededores. Los trabajos en las instalaciones eléctricas deberán ser realizados exclusivamente por un
personal especializado, calificado y autorizado. No emprenda ninguna actividad que pudiera poner en peligro su seguridad o la del
correcto funcionamiento del tacho. Utilice las ropas protectoras reglamentadas. Mantenga alejada a toda persona no autorizada. No se deben desmontar los dispositivos de seguridad ni dejarlos fuera de servicio. Si hubiera que realizar trabajos de mantenimiento, limpieza o reparación en los que se
pueda entrar en contacto con piezas bajo tensión eléctrica, se deberá cortar la conexión eléctrica mientras duren los trabajos y anunciar claramente esta actividad por medio de un cartel.
Solo operará la planta el personal debidamente capacitado. Ante cualquier interrupción o avería que sea necesario entrar al interior del equipo, poner
el interruptor llave en posición " O " y retirar las llaves del mismo.
47
Al detectarse cualquier anomalía en los instrumentos de medición informar inmediatamente al departamento de mantenimiento o al metrólogo.
48

Operación 8: Sedimentación del mosto, malta y agua de azúcar.
1- Objetivos:
Separación de una parte de las materias sólidas en suspensión que sostiene el mosto caliente, formado por compuestos taninos-proteicos y otras partículas finas provenientes del lúpulo, la cebada malteada y los cocimientos de azúcar.
2- Equipamiento utilizado. 1 Sedimentador “WHIRLPOOL“. País: RDA. Capacidad volumétrica: 93.0 m3 (930 hl) Material: acero X 8 Cr Ni Ti 19.10, con aislamiento térmico de fibra de vidrio. Tanque de sedimento caliente. País: RDA. Capacidad: 3 m3 (30 hl). Moto- bomba: Tipo: ETANORM G065-160
Capacidad: 52 m3/h Potencia: 18 Kw rpm:1750 Moto- bomba boca de agua:
Potencia: 0.12 Kw rpm: 1750 País: Alemania. Moto- bomba (ETACHROM) aumento de presión : Tipo : NC032-160 CH SP
Potencia: 4.8 Kw carga: 35 m capacidad: 20 m3/h rpm: 3500. Moto- bomba (ETANORM) de turbio: Tipo: G 065-160
Potencia: 2.6 Kw carga: 18 m capacidad: 52 m3/h país: Alemania. Moto- bomba (ETANORM)de mosto a enfriamiento de mosto: Tipo: C080-315 Potencia: 2.6 Kw carga: 18 m capacidad: 52 m3/h país: Alemania.
3- Procedimiento de trabajo.
El mosto cae de forma tangencial en el sedimentador, lo cual hace que mediante la fuerza rotacional el coagulo tanino proteico sedimente en el cono del mismo las partículas insolubles.Después de 15 - 30 minutos aproximadamente de reposado el mosto, comienza la extracción del mismo por la parte lateral del sedimentador mediante bombas hasta lograr extraer el caldo libre de sedimento, el sedimento restante se almacena en un tanque destinado para este efecto, para ser utilizado posteriormente en la tina.
4- Especificaciones de salida del producto en proceso.
Tiempo de sedimentación: de 10 a 30 minutos.
5- Reglas de protección durante la operación. No tocar, ni recostarse a partes no aisladas térmicamente de equipos y tuberías
calientes. No quitar, ni cambiar revestimientos de protección. Garantizar la limpieza y el orden de lo lugares de trabajo y sus alrededores. Los trabajos en las instalaciones eléctricas deberán ser realizados exclusivamente por un
personal especializado, calificado y autorizado. No emprenda ninguna actividad que pudiera poner en peligro su seguridad o la del
correcto funcionamiento del tacho. Utilice las ropas protectoras reglamentadas. Mantenga alejada a toda persona no autorizada. No se deben desmontar los dispositivos de seguridad ni dejarlos fuera de servicio. Si hubiera que realizar trabajos de mantenimiento, limpieza o reparación en los que se
pueda entrar en contacto con piezas bajo tensión eléctrica, se deberá cortar la conexión eléctrica mientras duren los trabajos y anunciar claramente esta actividad por medio de un cartel.
Solo operará la planta el personal debidamente capacitado.
49

Ante cualquier interrupción o avería que sea necesario entrar al interior del equipo, poner el interruptor llave en posición " O " y retirar las llaves del mismo.
50
Operación # 9: Enfriamiento de mosto, malta y agua de azúcar. Aireación de mosto.
1. Objetivo: La operación tiene como objetivo el enfriamiento del mosto y el cocimiento de azúcar
elaborados para crear un medio adecuado para el proceso de fermentación (Fermentación Lager), además de aumentar el contenido de oxígeno en el mosto de cerveza para favorecer la reproducción de la levadura y fomentar la fermentación.
En el caso de la malta, enfriar antes de pasar a la etapa de reposo y enfriamiento en el reactor.
2. Equipamiento utilizado.
Intercambiador de mosto.Datos técnicos:
- capacidad de mosto-70000 L/h, aprox.70 m3\h.- capacidad de agua- 794440 L/h, aprox.78 m3\h.- capacidad de glicol- 235415.5 L/h, aprox. 240 m3\h.- volumen de glicol- 121.16 L.- volumen de mosto-118.83 L.- volumen de agua – 281.93 L.- volumen de mosto- 279.6 L.- N0 de placas en el intercambiador del agua-242.- N0 de placas en el intercambiador del glicol-104.- longitud del área de agua- 160.3 m2.- longitud del área de glicol- 68.1 m2.- temperatura de entrada del agua 30 0C.- temperatura de salida del agua 85 0C.- temperatura de entrada del glicol -2.5 0C.- temperatura de salida del glicol 7.5 0C.- temperatura de entrada del mosto 97 0C- temperatura de salida del mosto 10 - 12 0C.- temperatura de salida del mosto de malta a 2 0C.
Inyector de aire.Datos técnicos:- Caudal – 807 hL/h.- Conexión de mosto- DN100.- Volumen de aire- 12.2 m3/h- Conexión de aire- DN 20.- Conexión de CIP- DN 20.- Diámetro de la tobera- DN 100.- Mirilla de buey- DN100.- Pérdida de presión- 1 bar.
Moto - Bomba de agua alcoholada (VEM): Tipo: Etanorm G 100- 160 - 611 Potencia: 34.5 Kw. r.p.m:3550 capacidad: 200 m3 /h país: Alemania 2003. Moto - Bomba de mosto : Tipo: VITACHROM 80 -250/2202C31 Potencia: 24.5 Kw. r.p.m:3535 capacidad: 70 m3/h país: Alemania 2003. 6 termómetros indicadores de líquido en vidrio: (-10 - 80) ºC. 2 manómetros indicadores con glicerina. Rango: (-1 – 9) bar. manómetro indicador con glicerina. Rango: (0 – 16) bar. manómetro indicador. Rango: (0 – 10) bar. Rotámetro: Modelo D10 A11 Caudal: 14.4 m3/h. Año: 2003 Temperatura: 30ºC Presión: 6 bar.
3. Materiales auxiliares.Aire estéril.
Agua alcoholada o propilenglicol.
51

Agua tratada.
4. Procedimiento operativo:El mosto presente en el sedimentador, es bombeado al área de enfriamiento de mosto, con una temperatura aproximada de 95 a 98ºC y un caudal de (35-70) m3/h. Este mosto entra al intercambiador por una primera zona, donde el intercambio se realiza con agua de proceso de 25 a 30ºC, procedente de zona de agua, saliendo el mosto de 34 a 40ºC (aprox.), y el agua de 80 a 85ºC aproximadamente, la cual es utilizada para el proceso de elaboración, posteriormente el mosto pasa a una segunda zona donde entra a 34 - 40ºC intercambia con el glicol (agua alcoholada) fría (-5 a 0oC) que es bombeada desde Sala de Máquinas, lográndose una temperatura hasta (10 -12)ºC de salida del mosto de cerveza y de (0 – 5) ºC para el mosto de malta. El glicol retorna entre 0 y 5ºC aproximadamente.
Cerveza:Después de enfriado el mosto antes de entrada al reactor, se le inyecta por tubería anexa el aire (oxígeno) previamente esterilizado, que debe estar por lo menos a la presión de 1 bar por encima de la presión presente en la tubería de mosto y con un flujo entre (10 -14) m3/h controlado por un rotámetro de 0 a 100% o válvula reguladora, cuyo valor mínimo debe ser de un 60%. La última carga o cocimiento al reactor no se aérea.
Malta:En el caso de la malta no se le inyecta aire, solo se enfría y pasa a la etapa de reposo y mantenimiento de la temperatura en el reactor (0 a 3oC).
5. Especificaciones de la calidad. Mostos Malta Agua de azúcar Temperatura de salida (°C): 8 – 12 0 – 5 10 – 12PH: 5.0 – 6.0 4.0 – 5.2 5.0 – 8.0Contenido de Isohumulona(mg/L): Según carta tecn. con Unidades de Amargor de 15-45 ppm.Aspecto: Líquido claro de aspecto y color característico, libre partículas groseras o ajenas en suspensión.-Amino nitrógeno mínimo: 80 mg/L para mostos de cervezas.Conteo total: Máximo 100 colonias / mL.Microscopía directa: No se admiten levaduras, bacilos largos y tetrados.Temperatura del mosto para cultivo (°C): 8 – 12 Sabor y olor: Característico
Extractos:
ProductoMostos de 8oP
Mosto 9oP Mosto 10oP
Mosto 12oPMosto 13oP
Mosto 16oPMosto 17oPMosto 18oP
Coc.MaltaTradiciona
lAhorro energ. (Coc.malta)
Extracto (oBrix) 7.7 – 8.5 10.7 – 11.58.7 a 9.5
9.7 – 10.511.7-12.5
12.5 a 13.5
15.7 - 16.516.7 a 17.517.5 – 18.5
14.7-15.5
Sucro (oBrix) De 5.0 a 50.0oBx según surtido, formulación y carta tecnológica.
Aplicación y flujo de aireación: Correcto o Sí. Para control por rotametro, obtener igual o mayor de un 60% en la escala. Las determinaciones de Isohumulona y Amino nitrógeno soluble en cervezas, se realizarán cada 12 meses a un cocimiento por cada tipo de surtido de cerveza producida, ante cambio de lúpulo o producto, nueva formulación y/o variaciones en la tecnología de elaboración. En el caso de los productos de exportación estos análisis se realizarán a un cocimiento por cada tipo de cerveza de exportación. 6. Reglas de protección. No quitar, ni cambiar revestimientos de protección; tener cuidado con posibles escapes de amoniaco; mantener vigilancia durante el funcionamiento de los equipos.
52

Usar ropa sanitaria y botas. El equipo solo puede ser utilizado con un estado técnico correcto. Solo personal calificado podrá manipular el equipo. En caso de fallos funcionales, el aparato tiene que ser parado y solo después de eliminar los fallos se pondrá en marcha. Cambios ocurridos en el estado tecnico operacional tienen que ser anunciados inmediatamente al personal competente.
Las piezas de recambio tienen que ser correspondientes a los requerimientos técnicos determinados por el fabricante.
Al detectarse cualquier anomalía en los instrumentos de medición informar inmediatamente al departamento de mantenimiento o al metrólogo.
53

Operación # 10: Propagación y cultivo de la levadura.
1.- Objetivos:Lograr el cultivo de una nueva cepa, para ser posteriormente utilizada en el proceso fermentativo a escala industrial. Con esto se obtiene ir sustituyendo aquellas levaduras degeneradas, con altos % de células muertas o con contaminación, no aptas para un proceso de altos requerimientos de calidad.
2.- Equipamiento utilizado. El mismo que en el enfriamiento de mosto. 1 Tk receptor de mosto.
Capacidad: 8 hLMaterial: acero inoxidable.
1 bomba para el intercambiador de placas.País: RDA.Tipo: KRP 50 / 130 2.0 / 403 Capacidad volumétrica: 10 m3/h
Masa: 26 kg. Material: Acero al Cr-Ni 1 Moto-reductor de la bomba.
Tipo: KMR 112 M2Potencia: 9 kWVelocidad angular: 3.430 r / min.Voltaje: 440 voltsFrecuencia: 60 Hz
1 intercambiador de placas (pasteurizador y refrigerante)Tipo: PAL 4 / 688.1
Capacidad: 60 kg/h. Presión de trabajo: 2 kgf/cm2 (0.2 MPa)
Agua refrigerada: 15 hL/h 28 a 75°C Agente frigorífico: 70 hL/h (0.059 m3/s) de –5 a 1°C Material: Acero al Cr-Ni. 2 tanques de inoculación
Capacidad: 250 LMaterial: acero inoxidable.
6 tanques de propagaciónCapacidad: 1 200 LMaterial: Acero inoxidable.
2 tanques de propagación final.Capacidad: 6 000 L (60 hL)Material: Acero inoxidable.
2 bombas de inoculación al reactor.País: RDA.Tipo: KRP 50 / 168 1.0 / 413.Capacidad volumétrica: 25 m3/h.Presión máxima: 0.32 MPaMaterial: Acero inoxidable.
1 bomba de Limpieza.País: RDA.Tipo: KRP 50 / 130 2.0 / 403Capacidad máxima: 10 m3/hMaterial: Acero inoxidable.
6 válvulas de seguridad. Válvula de seguridad de presión de aire. Pecera para la liberación de CO2 de las fermentaciones. (Capacidad: 50 L) Manómetro indicador.
Rango: 0 - 600 kPaPrecisión: 1.6%
54

Diámetro de carátula: 160 mm Manómetro de contacto eléctrico
Rango: 0 - 16 kgf/cm2
Diámetro de carátula: 160 mm Manómetro indicador
Rango: 0 - 10 kgf/cm2
Precisión: 2.5%Diámetro carátula: 100 mm
2 manómetros indicadores con cámara separadoraRango: 0 - 600 kPaPrecisión: 1.6%Diámetro de carátula: 160 mm
Manómetro indicadorRango: 0 - 250 kPaPrecisión: 1.6%Diámetro de carátula: 160 mm
11 termómetros indicadores de líquido en vidrioRango: 0 - 100°CPrecisión: 1°C
3.- Materiales auxiliares.Vapor de aguaAgar MaltaAgua alcoholada o propilenglicol
4.- Procedimiento de trabajo.Todos los recipientes, materiales y utensilios a utilizar deben ser desinfectado y esterilizados, debiendo hacerse ambientales al cuarto de microbiología, para evitar contaminación en el proceso de selección y propagación de la levadura.
Se toman 20 litros (aprox.) de mosto lupulado y se distribuye de la siguiente forma:2 erlenmeyers conteniendo ------------------------------- 25 mL (cada uno) (0.025 L)2 erlenmeyers conteniendo ------------------------------- 150 mL (cada uno) (0.15 L)2 erlenmeyers conteniendo ------------------------------- 1 000 mL (cada uno) (1.00 L)2 frascos conteniendo ------------------------------- 7 500 mL (cada uno) (7.50 L)
Los recipientes se colocarán en el tindalizador, efectuándose 3 tindalizaciones (esterilizar a 100°C con vapor indirecto), con una diferencia de 24 h (cada una) y con una duración de 30 minutos para el caso de todos los erlenmeyers, en el caso de los frascos de 7.5 L, por su volumen y la capacidad de tindalizador se mantiene las 3 tindalizaciones con una diferencia de 24 h (cada una), pero cambia la duración a 1 h, esto para cada frasco.La cepa madre de levadura proviene del Instituto de Investigaciones de la Industria Alimenticia, debe ser pedida con 15 días de antelación a la fecha exigida y recogerla dentro de las 72 horas después de la fecha de elaboración, la misma trae consigo un certificado de calidad en el cual se exigen y reflejan los siguientes aspectos:
Medio de cultivo de inoculación: Agar Malta.pH: 4.0 - 4.8Contaminación microbiana: Negativo.Características técnicas: Mantiene su morfología.
El traslado de esta levadura es en tubo parafinado y en recipientes que garanticen el almacenaje de la cepa a una temperatura aproximadamente de 4°C a 5°C y de no cumplirse con esto realizarse el mismo en menos de 4 horas. El estado anatomofisiológico de la cepa madre será analizado por medio del microscopio, la que constará con un % de células muertas menor del 5%, deben estar bien formadas estructuralmente y no granulosas, se procederá a propagar de la siguiente forma, después de seleccionada la cepa a utilizar.
55
1er paso: Se flamea la boca del tubo de ensayo que contiene la cepa, posteriormente se flamea el asa de platino, la que será introducida en el tubo de agar mosto inclinado, enfriando la misma en su borde y tomando una asada de levadura, la que será inoculada en los erlenmeyers de 25 ml y así se repetirá sucesivamente por cada uno de los erlenmeyers preparado en cada paso, dejándose fermentar hasta el alto KRAUSEN (fase logarítmica de crecimiento).
2do paso: Se flameará la boca de los erlenmeyers del primer y segundo paso. El mosto fermentado del paso anterior es agitado manualmente, con el objetivo de desprender del fondo de los recipientes el sedimento de levadura, esto se transfiere a los erlenmeyers del segundo paso (150 mL) y se deja fermentar hasta el alto KRAUSEN.
3er paso: Se flameará la boca de los erlenmeyers del segundo y tercer paso. El mosto fermentado del paso anterior es agitado manualmente con el objetivo de desprender del fondo de los recipientes el sedimento de levadura. Posteriormente se vierte en los erlenmeyers del tercer paso (1L) y se deja fermentar hasta el alto KRAUSEN. Obteniéndose 2 L.
4to paso: Se flameará la boca de los erlenmeyers del tercer paso y de los frascos del cuarto paso. El mosto fermentado del paso anterior es agitado manualmente, con el objetivo de desprender del fondo de los recipientes el sedimento de levadura. Posteriormente se vierte en los frascos del cuarto paso (7.5 L) y se deja fermentar hasta el alto de KRAUSEN. Obteniéndose alrededor de 15 L, los cuales se pasan a escala industrial (cuarto de levadura)
5to paso: Paralelamente a esto, en el cuarto de preparación se toman 75 L aproximadamente de mosto lupulado y aireado, los que se esterilizan por medio de un intercambiador de placas a 100-110°C y en el mismo equipo se enfría a 22°C aproximadamente, momento en que se vierte por la abertura que posee el tanque de inoculación (250 L), en el tope, la mezcla de los dos frascos de 7.5 L fermentan hasta alcanzar el alto KRAUSEN. Se analiza diariamente el extracto hasta llegar a alcanzar entre (5 – 6°Bx) y la cantidad en células en 30 x 106
cel./mL aproximadamente.6to paso: Cuando el mosto fermentado del paso anterior este en el alto KRAUSEN (extracto
en 5°B aprox.), se le inyecta hasta completar 200 L de mosto esterilizado y aireado a una temperatura de 20°C aproximadamente, dejándose fermentar hasta alcanzar el alto KRAUSEN. Aquí se controla el extracto, conteo de células, uniformidad relativa y células muertas (5% máximo).
7mo paso: Cuando el mosto del paso anterior esté en fermentación vigorosa (alto KRAUSEN), será transferido íntegramente a un tanque A de propagación (1200 L), donde se completará con mosto esterilizado y aireado a 18°C aprox. hasta 1000 L y se deja fermentar hasta el alto KRAUSEN. Verificándose este estado en el laboratorio.
8vo paso: Cuando el mosto del paso anterior está en el alto KRAUSEN, será transferido íntegramente a un tanque A de 60 hL en dependencia de la cerveza y el grado que se vaya a fabricar, para el caso de 10oP se le adicionará mosto aireado a 16oC aproximadamente hasta completar 50 hL, si es de 12oP adicionar 20 hL de mosto aireado a 16oC aproximadamente, o sea en ambos casos se completará con mosto aireado a 14-17oC aprox. hasta completar 50 hL, y se deja fermentar hasta el alto KRAUSEN. Se analiza diariamente el extracto hasta llegar a 5 ó 6oBrix y la cantidad de células en 3 x 107 aproximadamente.
9no paso: Una vez en el alto KRAUSEN se toma la mitad del contenido del tanque A y se transfiere al tanque B (60 hL), posteriormente se completa cada tanque hasta 50 hL con mosto aireado a 14°C aproximadamente, por último se espera que el extracto se encuentre entre 4 y 5°Brix (alto de KRAUSEN) y 30 x 106 células aproximadamente.
10mo paso: Una vez que se llega al alto KRAUSEN, se pasa el contenido de los dos tanques de 60 hL (100 hL aproximadamente) para un reactor, al mismo tiempo se inyecta aproximadamente 600 hL de mosto aireado puramente de cebada a 12°C aproximadamente (un cocimiento), no se completa el reactor hasta que el extracto
56

alance los 5°Bx aproximadamente. Después se continua normalmente y se controla el procedimiento y parámetros de fermentación de un reactor.
Se recupera de 20 a 25 hL de crema de cultivo fresco.
Otra variante para realizar la propagación de levadura, es la siguiente:
Se parte de 10 hL de levadura con buenas características morfológicas y citológicas, que cumpla con las especificaciones de calidad.
1er paso: En un tanque A de 60 hL (almacén de levadura), limpio, se añaden 10 hL de levadura con una concentración celular aproximadamente de 28 x 106 células / mL, se le añade mosto aireado y frío entre 10 y 12°C, hasta completar 30 hL. Cuando la fermentación está en alto KRAUSEN y el grado Brix se encuentre entre 5 y 6, se alcanza una concentración celular de aproximadamente 180 x 106
células / mL.2do paso: Se completa el tanque A de 30 hasta 50 ò 60 hL con mosto aireado a 10-12oC y
se espera al alto de KRAUSEN, hasta disminuir el extracto entre 5-6°Brix, alcanzando una concentración aproximada de 180 x 106 células / mL.
3er paso: Se divide el contenido del tanque A (50 hL ò 60 hL) utilizado, en dos partes iguales, una de las cuales se queda en él y la otra pasa al tanque B de 60 hL de capacidad de la otra línea, y posteriormente se completan ambos entre 50 y 60 hL con mosto frío aireado entre 10 y 12oC. Cuando el extracto disminuya hasta 5-6°Brix y con 180 x 106 células / mL aproximadamente, se pasan los dos al reactor.
4to paso: Los 100 ò 120 hL anteriormente obtenidos con sus características y especificaciones de calidad, se pasan al reactor, añadiéndole un cocimiento de 600 hL aproximadamente, hasta que disminuya el extracto entre 5 y 6oB, en el alto KRAUSEN se alcanza una concentración de 72 x 106 células/mL aproximadamente.
5to paso: Después de cumplir con lo establecido en la etapa anterior, se completa el reactor hasta lograr la fermentación completa y controlada.
Se recupera de 20 a 25 hL de crema de cultivo fresco.
5.- Especificaciones de calidad del producto a la salida del proceso:
Concentración de células de levadura: 30 x 106 células/ mL mínimo. % de células muertas: 5 % (máximo) Tetrados, bacilos lácticos o largos, levaduras salvajes u otra contaminación: No
se admiten. Bacilos cortos: 0.5 unidades/campo (máximo). Cocos: 0.2 unidades/campo (máximo). Conteo total: negativo (se realiza en los distintos pasos, según valoración
microbiológica). Extracto: 4 - 5ºBrix.
6.- Reglas de protección durante la operación:
No debe usarse prendas como anillos u otras. Usar los medios de protección necesarios y establecidos. Al detectarse cualquier anomalía en los instrumentos de medición informar
inmediatamente al departamento de mantenimiento o al metrólogo. No continuar la operación hasta solucionar las no conformidades.
57

Operación # 11: Inyección de levadura y fermentación.
1- Objetivos:
Lograr una fermentación acelerada y a la vez una relación adecuada de microorganismos y cantidad de mosto a fermentar.
Lograr de manera efectiva y con la calidad requerida la transformación de los azúcares fermentescibles del mosto por la acción de la levadura, en alcohol etílico, dióxido de carbono y energía.
2- Equipamiento utilizado. 48 cilindros cónicos.
Contenido nominal: 250 m3.Contenido bruto: 280 m3
Volumen de la red: 255 m3 (máximo) y 238 (mínimo)Diámetro: 4.2 mAltura: 22.5 mMasa: 21.5 tTemperatura de trabajo: (0 – 70) °CPresión de trabajo: 0.95 MPa.
24 bombas de trasiego y circulación.País: RDA.Tipo: KMR 50 / 130 – 2.0 / 403.Flujo volumétrico: 3. 89 x 10-3 m3 / s (14 m3 / h)
24 moto-reductores eléctricos de las bombas.País: RDA.Tipo: KMR 80 K2 MO.Potencia: 1.3 Kw.Velocidad angular: 359.19 rad / s (3430 r / min)
24 intercambiadores de placasPaís: RDA.Tipo: Po1 4 / 682 / 1.LFlujo volumétrico: (2) 3.89 x 10-3 m3 / s (2.14 m3 / h)Agente refrigerante: agua alcoholada o propilenglicol.
24 manómetros indicadores.Rango: 0 - 160 kPaPrecisión: 1.6Diámetro de carátula: 160 mm
Metrocontador de flujo digital 48 termómetros indicadores líquido en vidrio.
Rango: - 10 - 110 °CPrecisión: 1°C
3- Procedimiento de trabajo.
El mosto frío aireado pasa al metrocontador y de allí va al distribuidor que es un punto de empalme de tubería donde es posible hacer las uniones para que el mosto vaya al pasillo y al reactor requerido.Para llenar el reactor se usa un tubo en forma de codo que dirige el mosto hacia el bajante corto.Se une a la tubería de la levadura, las conexiones no son directas sino que se hacen a la llamada cornamenta del reactor (sistema de tubos y llaves).Las válvulas de paso que regulan la presión en el reactor se regulan para 0.25 – 0.4 kgf / cm2 (25 a 40 kPa) de presión para cervezas.
La levadura a inyectar proviene de un cultivo puro o de un tanque extraída de una cosecha anterior.
58

La levadura proveniente de anteriores fermentaciones debe ser lavada con ácido fosfórico 4 horas antes de inyectarla, obteniéndose un pH 2.5 – 4.5 aproximadamente y no tener más de un 15 % de células muertas.
La cantidad de levadura necesaria para la fermentación es aproximadamente de 0.5 – 1,2 L de levadura por hL de mosto, que corresponde a una concentración de 15-30 x 106 células / ml, como la capacidad del reactor es de 250 m3, para un reactor se necesitan de 15 - 30 hL de levadura, esta debe tener como mínimo un 40% de sólidos, no más de un 15 % de células muertas y microbiológicamente libre de levaduras salvajes y bacilos largos u otros microorganismos objetables que puedan afectar la calidad del proceso fermentativo, solo se admite 1.2 bacilos cortos máximo/ campo, 0.8 cocos por campo y una uniformidad relativa de 90% mínimo.
Esta etapa de inyección de la levadura y entrada del 1er mosto dura aproximadamente 1½ horas. En cada reactor se alcanza el contenido según las especificaciones de la carta tecnológica, los que recirculan a través del circuito corto hasta alcanzar un volumen de aproximadamente el 80%, solo después de haber sobrepasado el 80 % de la capacidad de trabajo del reactor, es que comienza a recircular el mosto a través del circuito largo, evitando así la formación de espuma por la caída del mosto a gran altura, completándose el volumen total del reactor entre 2200 a 2500 hL de mosto máximo como volumen total de trabajo, considerando que aquí comienza la etapa de fermentación. Durante la fermentación se recircula el contenido del reactor a través del denominado circuito largo: (cono del reactor, bomba, intercambiador de placa al tubo largo).
En el caso de los cocimientos en los cuales se le adiciona el sucro en el reactor, el primer cocimiento que se recepciona siempre será puramente de cebada y posteriormente se añaden los de azúcar después de 6 horas mínimo para evitar que se deteriore la levadura y garantizar un alto nivel fermentativo. En el caso de los mostos que se le adiciona el sucro en el tacho conjuntamente con el de cebada se añade 1 cocimiento al reactor cada 6 horas aproximadamente.
La presión de fermentación irá aumentando hasta alcanzar de 0.25-0.4kgf/cm2 (25-40 kPa) y la temperatura entre (11.0–15.0)ºC para los reactores de 8oB, 10oB y 12oB, y (12.0-17.5)ºC para los reactores de 16oB y 18ºB, de aumentar esta se abrirá el sistema de frío.Después de las 8-12 horas de llenado el reactor se puede conectar la línea conductora de CO2 a la tubería de recuperación de este gas, que va hacía la sala de máquinas donde es procesado. Se considera que en este momento el gas tiene un 99.3 % de pureza.La diferencia de temperatura entre la entrada y la salida del intercambiador de placas, se establece a 2°C aproximadamente. La fermentación se considera terminada cuando el porcentaje de extracto residual ha descendido hasta aproximadamente 5°Brix.El tiempo mínimo de entre cocimientos de entrada al reactor será mínimo de 6 horas.
4- Especificaciones de calidad del producto en proceso. Ver Tecnología de elaboración de los reactores. Ver anexo A.
pH de la levadura: 2.0 – 5.0 modelo CM 6 y CM 6A.pH del reactor: 3.5 – 4.8Extracto aparente para el paso a maduración: (5.5 a 4.0)°Brix (% m / m) para los reactores de 10 y 12ºP. En el caso de los reactores de 8, 16 y 18ºP debido al sistema de llenado discontinuo del reactor en el primer caso 8oP (ver anexo A) no se controla y en el caso de los caldos no es necesario su saturación con CO2, por lo que no hay paso a maduración desarrollándose entonces como un proceso continuo.
Para los caldos el proceso fermentación-maduración es un proceso monofásico, controlado por días del proceso en esta etapa y con la determinación de diacétilo y el extracto residual.Tiempo de llenado del reactor: 36 horas máximo.En el caso de los reactores de 8oP referirse a la tecnología de elaboración con ahorro energético (Basado en el IIIA).
59

Temperatura: (11.0 – 15.0)ºC para los reactores de 8oB, 10oB y 12oB y (12.0-17.5)ºC para los reactores de 16oB y 18ºB.Solo en el caso del horario pico (7:00 – 11:00 a.m) estas temperaturas no se toman y registran debido a que el sistema de enfriamiento se encuentra inhabilitado.Presión del reactor de 8, 10 y 12oP: 0.25 – 0.4 kgf / cm2 (25-40 kPa).La presión de los reactores de 16ºP y 18oP no se controla, debido a que todo el CO2 que generan está destinado a su recuperación en sala de máquinas, en ocasiones tienen algún nivel de presión como consecuencia de la baja recuperación instantánea de este sistema, existiendo una variabilidad justificada en la presión de estos reactores. Lo que significa que en este tipo de reactor no se controla la fase o el paso de fermentación a maduración.Cantidad de levadura adicionada al reactor: 15 – 30 hL.Cantidad de levadura adicionada a un reactor de cultivo: 50 a 105 hL para compensar la variabilidad del % de sólidos.- Cantidad de células en la cámara de Thomas, 1er día de llenado: de 15 x 106 células/ml mínimo.Segundo día de llenado el reactor: Cantidad de células en la cámara de Thomas: Demostrar un crecimiento logarítmico o
incremento de la concentración celular, correcto y acorde al sistema de llenado.Tercer día de llenado el reactor: Cantidad de células en cámara de Thomas: Demostrar un crecimiento logarítmico o
incremento de la concentración celular, correcto y acorde al sistema de llenado.
Ver Tecnología de elaboración de los reactores de 8 o P y de cultivo. Ver anexo A.
5- Reglas de protección durante la operación. Utilizar correctamente los medios de protección personal. Debe vigilar la presión de CO2 en el manómetro que no sobrepase de 0.5 kPa. Debe cerciorarse que la válvula de seguridad funcione. Recibir la instrucción de seguridad industrial. Mantener la limpieza del área. Usar ropa sanitaria y botas de goma. No presencia de personal ajeno. Al detectarse cualquier anomalía en los instrumentos de medición informar
inmediatamente al departamento de mantenimiento o al metrólogo. Operación # 12: Maduración.
1- Objetivos:Madurar la cerveza verde (joven) obtenida en la fermentación para saturar la misma de CO2, reducir el diacetilo y lograr las propiedades sensoriales características y deseadas.
2- Equipamiento utilizado.Se utiliza el mismo equipamiento que en la operación anterior. Reactores cilindrocónicos de 250 m3 de capacidad.
3- Procedimiento de trabajo.Terminada la fermentación, comienza la maduración de la cerveza verde. La temperatura aumenta en un rango de (14.0 – 17.5)ºC para los reactores de 8oB, 10oB, 12oB y la presión de 0.8 – 1.0 kgf/cm2 respectivamente, regulando la presión mediante pesas. De aumentar más la temperatura se abrirá el sistema de frío. Solo en el caso del horario pico (ahorro energético) en la empresa la temperatura podrá alcanzar como máximo 18.50C en esta etapa.Esto se hace con la finalidad de saturar la cerveza con dióxido de carbono aproximadamente de 4.5 –5.5 g/l. En esta etapa se recircula igual que en la etapa de fermentación a través del circuito largo, para evitar que la levadura se precipite al cono del reactor.
60

La culminación de esta etapa está sujeta a 3 aspectos fundamentales:
1. Extracto residual límite según formulación.2. Permanencia del extracto residual constante. 3. Diacetilo.
Extracto residual aparente límite:
(16ºB y 18ºB) cervezas: 8ºP 10 o P( 50/50 -58/42–70/30–85/15 – 100%) 12º B 2.5 3.0 1.2 1.5 1.5 1.5 1.5 1.8 2.0
Permanencia del extracto residual constante.
Para los reactores en los que el extracto residual como condición necesaria disminuya y lo haga continuamente de (0.2ºB o más) se tomará en cuenta 2 resultados de extracto constante, que deben de estar dentro de los límites descritos anteriormente según formulación, para comenzar a medir el diacetilo. Para los reactores en los que el extracto residual no cumpla con lo anteriormente expuesto (comportamiento discontinuo) se tomará en cuenta 3 resultados de extracto constante, que deben de estar dentro de los límites descritos anteriormente según formulación, para comenzar a medir el diacetilo.
Estos valores deben controlarse a partir de las 24 horas de comenzada la etapa de maduración.
Diacetilo
Las muestras para evaluar el diacetilo se tomarán a partir de que se encuentre constante el extracto residual en el reactor según los casos citados anteriormente, no excediendo su valor de 0.2 mg /L.
Esta etapa dura de 4 a 10 días y depende de la verdadera concentración de la levadura, de su estado biológico, de la temperatura de maduración, condiciones del sustrato y de las condiciones biológicas del mosto.
4- Especificaciones de calidad del producto en proceso.Temperatura: (14.0 – 17.5) para 8ºB, 10ºB y 12ºB.Presión: (0.8 – 1.0) kgf/cm2 para los reactores de 8, 10 y 12oP.Diacetilo: 0.2 mg/L (máximo).pH: 3.5 – 4.8
Extracto residual aparente máximo: (16ºB y 18ºB) cervezas: 8ºP 10 o P( 50/50 -58/42–70/30–85/15 – 100%) 12º B 2.5 3.0 1.2 1.5 1.5 1.5 1.5 1.8 2.0
Productos: 1.2 bacilos cortos / campo (máximo)0.8 micrococos / campo (máximo)No se admiten bacilos largos, tetrados, diplococos y levaduras salvajes.
Análisis EspecialesContenido de acetaldehídos: menor de 15 mg / LAlcoholes superiores: menor de 70 mg / LÉsteres: menor 20 mg / L Estos análisis o determinaciones especiales se realizarán cada 12 meses por cada tipo de surtido (reactor) de cerveza producida, o ante cambios en la tecnología de elaboración. En el caso de los productos de exportación estos análisis se realizarán por cada tipo de
61

cerveza de exportación o cuando sea necesario la verificación de estos indicadores. (Variaciones en las materias primas fundamentales o en la cepa de levadura).
5- Reglas de protección durante la operación. Mantener una adecuada atención en la presión de CO2 durante la operación. Debe cerciorarse que la válvula de seguridad funcione. Recibir la instrucción de seguridad industrial. Mantener la limpieza del área. Usar ropa sanitaria y botas de goma. No presencia de personal ajeno. Al detectarse cualquier anomalía en los instrumentos de medición informar
inmediatamente al departamento de mantenimiento o al metrólogo.
Operación # 13: Enfriamiento en reactores.
1. Objetivo: Enfriamiento de la cerveza, para favorecer la sedimentación de la levadura y con
ella otras partículas resultantes de las reacciones que se producen durante el proceso de fermentación (proteínas coagulables, partículas insolubles, sustancias coloidales).
Enfriar la malta de 0-3oC con el objetivo de lograr sus propiedades sensoriales características.
2. Equipamiento Utilizado. El mismo que en la operación fermentación. Reactor cilindrocónico de 2 500 hL.
3. Materiales Auxiliares. Agua alcoholada o propilenglicol. Aire estéril.
4. Procedimiento de trabajo.
Para cervezaDespués de lograr las características sensoriales, la cerveza es enfriada paulatinamente entre 0 - 4ºC, se recircula por el circuito largo: cono, bomba, intercambiador y tubo largo hasta 5ºC de temperatura aproximadamente.Posteriormente con el objetivo de favorecer la sedimentación se cierra el cono y se recircula por el circuito corto: tubo corto, bomba, intercambiador de placa al tubo largo hasta alcanzar entre (2 y 4)ºC. La refrigeración se debe hacer lentamente de (2 - 3) días, la presión debe mantenerse entre (0.8 – 1) Kgf/cm2.
Esta etapa da paso al reposo cuando la temperatura está entre (0-4) ºC.
Para malta.La malta procedente del área de enfriamiento de mosto es almacenada en el reactor donde se le mantiene la temperatura de (0 – 3)ºC, para posteriormente ser filtrada.
5. Especificaciones de la calidad.
Para cervezaPresión: (0.8 – 1.0) Kgf/cm2.Temperatura: (0 - 4) ºC.
Para maltaTemperatura: (0 – 3) ºC.Microscopía:-No se admiten: levaduras, bacilos largos ni tetrados.
62

6. Reglas de protección durante la operación.
Mantener una adecuada atención en la presión de CO2 durante la operación. Comprobar que los manómetros, válvulas y llaves se encuentren en perfecto estado. Recibir la instrucción de seguridad industrial. Mantener la limpieza del área. Usar ropa sanitaria y botas de goma. No presencia de personal ajeno. Al detectarse cualquier anomalía en los instrumentos de medición informar
inmediatamente al departamento de mantenimiento o al metrólogo.
Operación # 14: Reposo y extracción de la levadura.
1- Objetivos: Esta operación tiene como objetivo esperar el resto de la cosecha de levadura
sedimentada en el cono del reactor, eliminar las proteínas coagulables, partículas insolubles, sustancias coloidales que no hayan precipitado en el proceso de fermentación favoreciéndose aquí la formación de compuesto que aporta el bouquet característico a cada tipo de cervezas.
Para la cerveza tiene como objetivo eliminar las proteínas coagulables, partículas insolubles, sustancias coloidales y favorecer los compuestos que aportan su bouquet característico.
2- Equipamiento utilizado. Los mismo de la etapa de fermentación 18 tanques de almacenamiento de levadura.
País: Alemania.Capacidad: 6 m3 (60 hL)Material: acero inoxidable Cr – Ni.
18 removedoresPaís: RDAMaterial: acero inoxidable Cr – Ni
18 motores eléctricos de los removedores.Tipo: KMR 100 S2 MoPotencia: 1.3 Kw.Velocidad angular: 30 r / min.
3- Procedimiento de trabajo.Posterior al enfriamiento se deja reposar 12 horas si el cono lleva cerrado más de 48 horas y de (24 a 36) horas cuando el cono lleva cerrado menos de 48 horas para facilitar la sedimentación y la posterior extracción de la levadura. El cono del reactor se une a la tubería de la levadura empleando un cono de empalme. La misma es empujada por la presión hidrostática del líquido en el reactor, durante esta operación se deberá mantener la presión entre (0.8 – 1.0) Kgf/cm2.
En el almacén se regula el paso por una válvula la cual debe permanecer estrangulada durante el transcurso de la operación, para evitar que se produzca mucha espuma. En los primeros (5 a 10) hL se obtienen la mayor cantidad de levaduras muertas, posteriormente se recuperan alrededor de 30-50 hL, que son analizados en el laboratorio para su posible utilización en los próximos reactores a elaborar.
De un reactor se recupera de dos a tres veces el valor inoculado de levadura de los cuales se vuelven a utilizar 30-50 hL si poseen las siguientes características (mínimo 40 % de sólidos, no más de un 15 % de células muertas y microbiológicamente libre de levaduras salvajes y bacilos largos, solo admite máximo 1.2 bacilos cortos / campo, 0.8 cocos por campo y una uniformidad de 95 % mínimo, no se admite contaminación, el resto va al consumo animal.
63

El porciento de turbio o sustancia de gomas en la cerveza debe ser menor al 1 %, un volumen mayor al indicado produce dificultades a la hora de filtrar.
4- Especificaciones de operación y calidad del producto en proceso.Presión: (0.8 – 1) kgf / cm2
Especificaciones microbiológicas de la levadura:Levaduras salvajes: negativo.Bacilos largos: negativo.
Tetrados: negativo.Bacilos cortos: 1.2 unidades / campo (máximo)Cocos: 0.8 unidades / campo (máximo).% de sólidos: 40% (mínimo).Uniformidad relativa: 90% (mínimo).% de células muertas: 15% máximo.pH: 2.5 – 5.0Diagnóstico microscópico antes de filtrar:Concentración de células: levaduras, se realiza un conteo de células en cámara de Thomas que no debe exceder de 9 x 106 células/mL.
5- Reglas de protección durante la operación. Comprobar que los manómetros, válvulas y llaves se encuentren en perfecto
estado. Comprobar que no existan salideros en tuberías, conexiones generales, etc. Mantener la limpieza del área. Usar ropa sanitaria y botas de goma. No presencia de personal ajeno. Al detectarse cualquier anomalía en los instrumentos de medición informar
inmediatamente al departamento de mantenimiento o al metrólogo.
Operación # 15: Filtración de cervezas y maltas.
1- Objetivos:Para cervezas y maltas: Mediante filtro de bujías y filtro de placas abrillantador, obtener un producto de
aspecto brillante, libre de turbidez, separando restos de las proteínas coagulables, partículas insolubles, sustancias coloidales que no hayan precipitado durante el reposo.
Adicionar aditivos necesarios (coagulante de proteínas, antioxidantes y estabilizador de espuma y otros) que influyen positivamente en la conservación y calidad del producto que se oferta al cliente.
2- Equipamiento utilizado. 3 filtros de bujías.
País: Checoslovaquia.Tipo: SUF 532Flujo volumétrico: 1.11 x 10-2 m3 / s (40 m3 / h)Presión de trabajo: 5 kgf / cm2
Material: acero inoxidable Cr – Ni. 3 bombas de los filtros de bujías.
País: Alemania.Tipo: EURO – HYGIA – BLOC – SUPE 11 / 60Capacidad volumétrica: 40 m3 / hCarga: 60 m
3 moto-reductores de las bombas.País: Alemania.Potencia: 15 kW.Frecuencia: 60 HzIntensidad: 28.5 A
64

Velocidad angular: 3500 r / min. 1 intercambiador de placas.
País: RDA.Tipo: Po1 4 / 682 / 1.lFlujo volumétrico: (2) 3.89 x 10-3 m3 / s (2.14 m3 / h)Agente refrigerante: agua alcoholada o propilenglicol.
9 difusores (para la climatización del local)País: RDACapacidad: 15 t (total) NH3
Rango de trabajo: 0 °C ± 1°C 9 manómetros indicadores 3 por cada filtro.
Rango: (0 – 1) MPa Precisión: 1.6Ø de carátula: 60 mm
Termómetro indicador líquido en vidrioRango: -10 - 110 °C
Metrocontador de flujo digital 1 filtro de placas.
País: Alemania.Capacidad volumétrica: 0.0055 m3 / s (20 m3 / h).Presión máxima: 0.3 MPa (sobrepresión)Superficie de filtración: 185 m2
Temperatura: 1 °C hasta 90 °C Material: aleación de Al / propileno.
3 bombas dosificadoras de los filtros de bujías (una para cada uno)País: Checoslovaquia.Tipo: PAX 32 / 28
Capacidad volumétrica: 75 kg. 3 tanques de cabeza y cola.
País: RDA.Capacidad nominal: 6.3 m3
Medidas: diámetro: 1.6 m; altura: 4.27 m 1 motor eléctrico
Tipo: KMR 80 6 2 MoPotencia: 2.6 Kw.Frecuencia: 60 HzVelocidad angular: 3.430 r / min
1 intercambiador de placas.País: RDA.Tipo: Po1 4 / 682 / 1. LFlujo volumétrico: (2) 3.89 x 10-3 m3 / s (2.14 m3 / h)Agente refrigerante: agua alcoholada o propilenglicol.
Bomba centrifuga móvil (auxiliar de la filtración de cerveza)País: AlemaniaTipo: EURO – HYGIA – B – SUPER – II / 50 BCapacidad volumétrica: 25 m3 / h
1 motor eléctrico de la bomba móvilTipo: LS 112 MGPotencia: 5.5 Kw.Velocidad angular: 3500 r / min.
Filtro de Kieselgur NIRO1200.Medio: Cerveza.Capacidad de filtración: precava 800hl/h. Filtración 400 Hl/h.Área filtrante: 112.5 m2.Presión de servicio máx. admisible: 4 bar.Presión diferencial esperado máx: 8 bar.
65

Temperatura de la cerveza a filtrar: 0 – 4ºC.Temperatura durante la esterilización: aprox. 85 ºC.Tiempo de esterilización: aprox. 30 minutos.
Equipos adicionales:Aparato dosificador tipo DO- S-830, consiste de:1 tanque dosificador – Volumen 830 litros.1 agitador de baja velocidad 47/95 min-1.1 bomba dosificadora Verder VF-25 FC.1 bomba de precava rápida Hilge.Turbidímero.Caudalómetro F+ P DN 100Regulador PID SiemensConvertidor de frecuencias Daznfoss VLT.Bomba de alimentación Hilge.
3 manómetros indicadores con glicerina. rango: (0 - 10) bar. 2 termómetros indicadores de líquido en vidrio. rango: (-10 - 50) ºC.
3- Materiales auxiliares.Tierras filtrantes muy gruesas: 4157Tierras filtrantes gruesa: 477Tierras filtrantes mediana: 437Tierras filtrantes finas: 427Estabilizadores o aditivos autorizados.Estabilizadores de espuma autorizados.Antioxidantes autorizados.
4- Procedimiento de trabajo.Se instala una bomba al bajante corto y se une a la tubería que dirige la cerveza o malta hacia los filtros. Cuando comienza la operación de filtrado, que el reactor tiene toda su capacidad no es necesaria la bomba, en este caso la cerveza o malta es impulsada por la presión de la columna de líquido y la inyección del aire filtrado o CO2 comprimido (inyectado por la parte superior y que ejerce una determinada presión sobre el líquido), la bomba solo se utilizará cuando se haya filtrado aproximadamente 1/3 del volumen del reactor, para evitar que se introduzca aire en el sistema por no llegar la cantidad de cerveza o malta necesaria a la bomba del filtro. Previo a la operación de filtración, se elimina la levadura residual que queda en el bajante corto y se limpia el cono. Posteriormente se abre el sistema hacia los filtros de bujías o para el filtro de placas que son preparados anteriormente, comenzando con el llenado del filtro con agua y la introducción de la tierra filtrante en proporción de (1 – 50) kg / m3, formándose la capa básica sobre las bujías o las placas, ayudado por la bomba del filtro mediante recirculaciones. La adición de las tierras puede hacerse de forma escalonada, comenzando por la más gruesa. Ya formada la capa se carga tanque dosificador con tierra filtrante y se coloca el flujo deseado en la bomba dosificadora, que se encargara de evitar el deterioro de la capa filtrante durante la filtración. Creadas estas condiciones se comienza a recibir cerveza de los reactores, que debe tener una temperatura máxima de 2°C o malta a una temperatura no superior a 3°C.
En caso de no alcanzar esta temperatura la cerveza o malta antes de llegar al filtro, pasará por un intercambiador de placas que se encargará de disminuirle la temperatura de (-1 a 2)ºC para la cerveza e igual o menor de 3ºC para la malta.La presión de CO2 o aire filtrado y comprimido en el reactor debe mantenerse entre (0.8 – 1) kgf/cm2 manométrica (101 000 Pa = 1 kgf/cm2 = 1 bar).La dosificación al filtro se variará de acuerdo a la calidad del líquido filtrado.Previo a la operación de filtrado, es necesario desalojar el aire de los poros de la capa filtrante después de los filtros. Durante la operación, debe evitarse los golpes de presión para impedir los desprendimientos de la capa filtrante, lo cual trae como consecuencias, pérdidas de tiempo y económicas en la producción.
66

Cuando las presiones en el filtro comienzan a subir y no se pueden controlar por los operarios, se debe parar el filtro, desmontar la capa y limpiarlo. En el caso del filtro de placas, durante la filtración hay que observar la dosificación continua de la tierra filtrante, la presión diferencial y la velocidad de filtración, la filtración es terminada por el operador cuando el filtro está agotado referente a la presión (presión de entrada máxima de 8 bar).
En esta etapa se adicionan los aditivos o preservantes que se estén usando en las cartas tecnológicas de las cervezas (estabilizador de espuma, estabilizador coloidal y antioxidante), los mismos se mezclan o no con las tierras filtrantes en el tanque mezclador y se va dosificando, la cantidad a añadir será según lo establecido en la carta del producto o según las especificaciones establecidas en esta norma.
La alimentación desde la bodega de almacenaje está conectada para comenzar a recibir. La velocidad de flujo se ajusta por la válvula reguladora (convertidor de frecuencias) de la bomba de alimentación en 400 HL/h máximo.
En esta etapa pueden adicionarse aditivos antioxidantes y estabilizadores de diferentes tipos para incrementar la durabilidad y mejorar las características sensoriales del producto, siendo sus dosificaciones utilizadas según nuestra experiencia y las especificaciones técnicas del suministrador o proveedor.
5 -Especificaciones de calidad del producto. Aspecto de la cerveza: líquido libre de turbidez, brillante, sin partículas en suspensión,
sin sedimentos, ni residuos de tierras filtrantes. Aspecto de la malta: Color oscuro brillante, libre de sedimentos y partículas en
suspensión. Olor y sabor: característico al producto que se trate. Valor de pH: malta (4.0 – 5.2); cerveza (3.5 – 4.8)
-Diagnóstico microscópico después de filtrar:
Conteo directo:Levaduras: puede admitir hasta 0.5 unidades/campo máximo.Bacilos cortos (bastones): 0.5 unidades/campo máximo.Formas cocaceas (cocas): 0.5 unidades/campoBacilos largos, tetrados, diplococos y levaduras salvajes: no se admiten.
-Cantidad de aditivos a adicionar:
Iso - Ascorbato de Sodio o antioxidantes semejantes: 1 a 5 g/hLLiquipanol T – 100 o derivados (Enzima proteolítica derivada de la Papaina,
estabilizador): 1 a 4 g/hL
Alginato de Propilen-Glicol o estabilizador de espuma: 30-50 ppm
Otros aditivos o coadyuvantes: Utilizar las dosificaciones recomendadas por el fabricante o suministrador según la documentación técnica del producto, acorde a la evaluaciòn tecnica industrial, la experiencia y la aprobaciòn del comitè tecnico (grupo APPCC) de la empresa.
Temperatura de filtración: Cervezas: de (–1 a 2oC)Maltas: de (0 a 3oC)
67
6-Reglas de protección durante la operación. Manipular el equipo con cuidado. Evitar el contacto innecesario con las materias primas. No usar prendas. Solo se operará la planta con los dispositivos de seguridad y de protección en
perfecto estado de funcionamiento. Parar la planta inmediatamente si se determina un dispositivo de seguridad o de
protección defectuoso o ineficaz. Después de la actuación de un dispositivo de seguridad o de protección, la planta
sólo debe ser puesta en marcha de nuevo, cuando: Las causas del fallo estén eliminadas. No existe peligro para personas o cosas. Solo operará la planta el personal calificado y autorizado. Instruirse según libro de servicios, capitulo de seguridad. Mantener la limpieza del área. Usar ropa sanitaria y botas de goma. No presencia de personal ajeno. Usar abrigo. Al detectarse cualquier anomalía en los instrumentos de medición informar
inmediatamente al departamento de mantenimiento o al metrólogo.
Operación # 16: Dilución de productos concentrados. (High gravity)
1. Objetivo: Diluir y carbonatar la cerveza hasta el grado o contenido deseado.
2. Equipamiento utilizado.
Convertidor de frecuencia:-Tensión de salida ………………………….………….. 0 – 100% de la tensión de red.- frecuencia de salida…………………….…………….. 0 – 132 Hz, 0 – 100 Hz.-Tensión nominal del motor, unidades 200-240 V ….. 200/208/220/230/240 V.-Tensión nominal del motor, unidades 380-500 V ….. 380/400/415/440/460/480/500 V.-Tensión nominal del motor, unidades 550-600 V …...500/575 V.- frecuencia del motor…………………………………... 50/60 Hz.- Conmutación en la salida……………………………... limitada.- Tiempos de rampa……………………………………... 0.05 – 3600 seg.
Válvulas de mando electroneumáticas:Datos Técnicos:Ejecución:- Presión de mando máx admisible: 6 bar- Temperatura máx admisible: Material normal: (-35 – 90)ºC. Material Especial: (-35 - 120)ºC.Materiales (MN = Nº DIN del material)Membrana enrollable: NBR: (Caucho - nitrilo) con soporte de tejido. EPDM con soporte.Husillo del accionamiento: 1.4305Junta del husillo de accionamiento: NBR (caucho nitrilo) EPDMTapas de membrana: Chapa de acero recubierto de plástico. Fundición a presión de aluminio.Mando Manual: Husillo WN 1.4104 Tuerca WN 1.4006.
3 manómetros indicadores con glicerina. rango: (0 - 16) bar. Manómetro indicador con glicerina. rango: (0 - 10) bar. Manómetro indicador con glicerina. rango: (0 - 6) bar. Vacuómetro indicador con glicerina. rango: (-1 - 0) bar. Manómetro indicador con glicerina. rango: (0 - 600) bar.
68

Flujómetro de CO2: (28 - 280) Kg/h Motor – bomba de agua: potencia: 4Kw r.p.m: 3500. Motor – bomba de agua alcoholada: potencia: 5.5 Kw. r.p.m: 3480. Motor – bomba de producto: potencia: 18.5 k.o. r.p.m: 3500. Motor – bomba de Vacío: potencia: 3.3Kw r.p.m: 3500.
Sensor de la densidad “Rhotec”.Datos técnicos: Versión del dispositivo: 1.0Extensión de la medición: 0 – 3 g/cm3.Presión nominal: 50bar/750 psig.Conexión del proceso: filete R3/8 DIN 259/1.Temperatura de la sustancia medida: -25 – 125ºC.Material de protección: acero afinado, material – n1.4571 (SS316 Ti).Energía auxiliar: AC 120 hasta 230 V ± 15 % (50 – 60 Hz) o UC 24 V (DC: +25/20%, AC
50/60 Hz:+10/-15%).Tolerancia del electroimán: Transmisión perturbada: Según EN 50081. Resistencia contra la perturbación: según EN 50082 y NAMUR.Temperatura accesible del ambiente: -20 hasta +65 ºC a temperatura de sustancia medida
60ºC.Temperatura accesible del almacenaje: -25 hasta +80ºC.Peso, aproximadamente: 27 Kg.
Intercambiador de calor de placas SIGMA Número de fabricación: PA- 82363 año: 2003 Tipo: X49 SBL RAL 7001Temperatura de entrada: 30ºC Temperatura de salida: 2ºC Flujo: 24000 l/h 3- Materiales Auxiliares. Aire estéril.Agua alcoholada.Agua de proceso
4-
Procedimiento Operativo:
La cerveza proveniente del filtro con un flujo aproximado de 3500 hL./h entra en el equipo de alta gravedad (High gravity), donde mediante un programa es ajustado en el mando el índice de disolución o extracto original de la cerveza terminada o por el alcohol y el contenido de CO2 deseados. El agua utilizada para la dilución de la cerveza procede de la planta de tratamiento de agua, la misma es sometida a un proceso de filtración y desgasificación mediante el módulo dispuesto para ello, donde se le disminuye el oxígeno a menos de 0.05 p.p.m y es enfriada por el intercambiador de placas hasta 2 oC, esta agua es dosificada a la cerveza en las cantidades necesarias para obtener el grado de disolución deseado. Mediante una bomba de cerveza integrada se aumenta la presión a 4.5 bar aproximadamente, posteriormente se realiza automáticamente el proceso de carbonatación de acuerdo con el valor ajustado en el mando, siendo posible obtener como máximo a 6 g/l.
5-Especificaciones de salida del producto.Especificaciones de calidad del producto según ficha técnica.
ParámetrosAgua alcoholada
30%Agua
Temperatura entrada -5 a 0ºC 26 - 30ºCTemperatura salida -1 a 5ºC 1-3ºCCaudal 6000 h/l 2400 h/lNúmero de placas 94Área 37.7 m2
Rango de temperatura -5 / 100 ºCPresión máxima 6 barCapacidad volumétrica 37 L 36 LEspesor de la placas 1.440.1Sobrepresión de prueba 9.38 bar 9.38 barPérdida de presión 0.9 bar 0.2 barPotencia 780.25 kW
69

6-Reglas de protección durante la operación. Manipular el equipo con cuidado. Evitar el contacto innecesario con las materias primas. No usar prendas. Solo se operará la planta con los dispositivos de seguridad y de protección en perfecto
estado de funcionamiento. Parar la planta inmediatamente si se determina un dispositivo de seguridad o de
protección defectuosa o ineficaz. Después de la actuación de un dispositivo de seguridad o de protección, la planta sólo
debe ser puesta en marcha de nuevo, cuando:- Las causas del fallo estén eliminadas.- No existe peligro para personas o cosas.
Solo operará la planta el personal calificado y autorizado. Instruirse según libro de servicios, capitulo de seguridad. Usar abrigo.
70
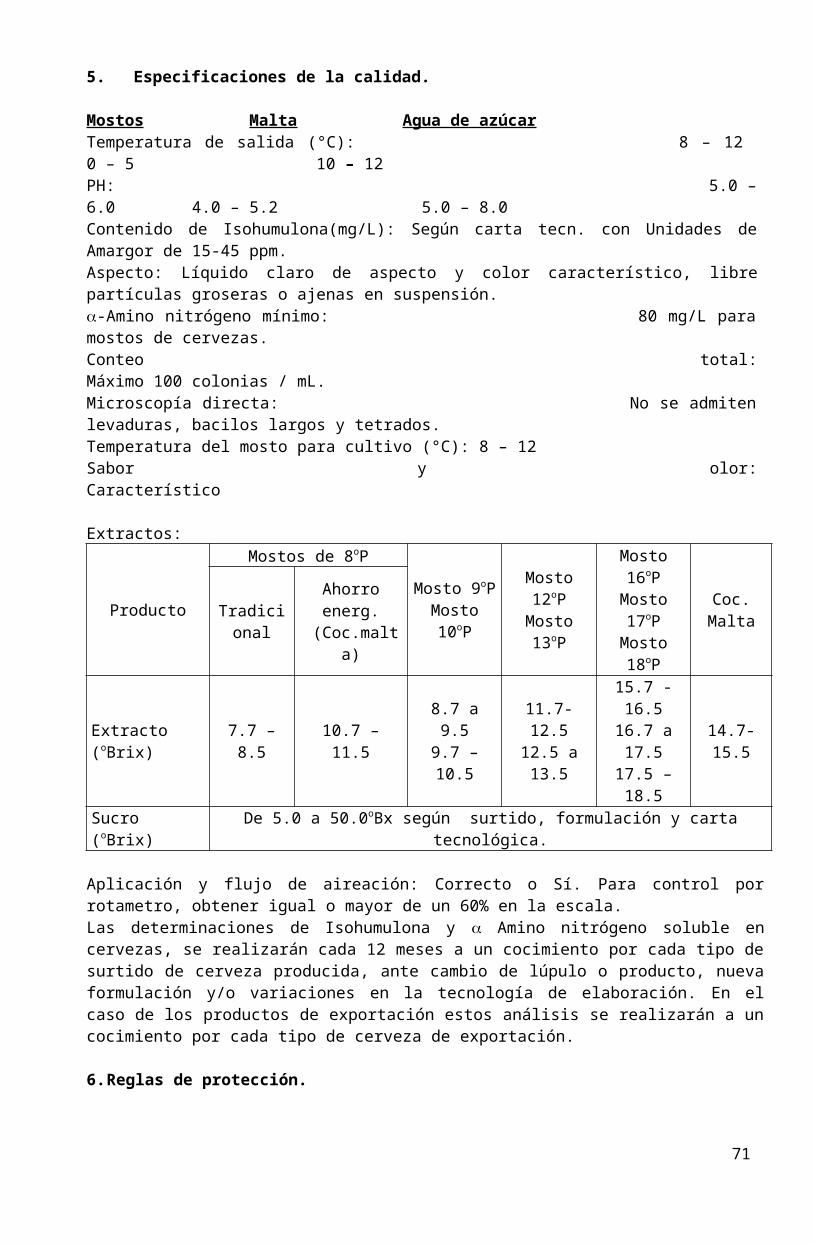
71
Operación # 17: Guarda, despacho y gaseo de cerveza y malta.
1- Objetivo: Reposar la cerveza y la malta. Estabilidad de la calidad del producto. Gasear la malta. Gasear la cerveza en el caso que los análisis de CO2 de la misma estén por debajo de
los parámetros establecidos. Mantener a través de contrapresión de aire o CO2 y refrigeración las características de
la cerveza y la malta hasta su salida para embotellado, toneles o granel. Mantener una reserva de todos los surtidos con que cuenta la empresa, para de
acuerdo a las exigencias del mercado actuar en consecuencia.2- Equipamiento utilizado. 2 cámaras de enfriamiento.
Capacidad: 24 tanques. 72 difusores (36 en la cámara 1 y 36 en la cámara 2)
Capacidad: 80 t (total) 2 Manovacuómetro (1 por cámara)
Rango: -0.1 a 2.4 MPaPrecisión: 1.6Ø de carátula: 100 mm
2 controladores de temperatura (1 por cámara)Rango de trabajo:
24 tanques a presión para cerveza y malta (14 en la cámara 1 y 10 en la cámara 2).País: RDA.Capacidad volumétrica: 50 m3 (500 Hl.)Material: acero esmaltado interiormente con aislamiento térmico.
24 manómetros indicadores (uno por cada tanque)Rango: 0 – 6 barPrecisión: 1.6Ø carátula: 100 mmMaterial: acero inoxidable, relleno con glicerina.
24 válvula de seguridad (una por cada tanque) Enfriador de placas.
País: RDA.Tipo: PAL 4Flujo volumétrico: 3.47 x 10-3 m3 / s (12.5 m3 / h)
72

Agente refrigerante: agua alcoholada o propilenglicol. Manómetro indicador
Rango: 0 - 4 barPrecisión: 1.6Ø de carátula: 60 mm
Termómetro de líquido en vidrio (rectos)Rango: -30 a 100 °CPrecisión: 1.6
1 filtro bacteriológico 1 Bomba del filtro
capacidad: 40 m3 / h 2 reguladores de presión (uno por piso)
Rango: 0 – 600 kPaPrecisión: 1.6Ø de carátula:160 mm
2 manómetros indicadores (filtro bacteriológico)Rango: 0 - 600 kgf / cm2
Precisión: 1.6 2 termómetros líquido en vidrio (tubería de salida de bodega para toneles y
embotellado)Rango: 0 - 140 °C∢ 90 °
Manómetro de contacto eléctrico (presión de cerveza a embotellado)Rango: 0 - 6 kgf / cm2
Precisión: 1Diámetro de carátula: 160 mm
Termómetro de líquido en vidrio recto (tubo de enfriamiento de cerveza)Rango: - 30 - 50°CPrecisión: 1°C
4 manómetros (2 por regulador)Rango: 0 – 2.0 kgf/cm2 (0 - 20 kPa)Diámetro de carátula: 40 mmToma: axial
3 metrocontadores de flujo digital. 2 Manómetro Indicadores (entrada y salida)
Rango: 0 – 16 barPrecisión: 1.6 %Ø de carátula: 40 mm
3- Materiales de auxiliares.- Dióxido de carbono y aire estéril.- Agua alcoholada o propilenglicol y amoníaco.
4- Procedimiento de trabajo.Los tanques limpios, desinfectados y presurizados con CO2 o aire se ponen en línea con el sistema de filtros para recibir la cerveza filtrada. La presión de los tanques debe mantenerse entre (0.8 – 1) kgf/cm2, para evitar la formación de espuma y desprendimiento de CO2 .Cuando la cerveza o la malta llegue a completar el volumen máximo del tanque, se debe realizar un cambio hacia otro tanque, que debe estar listo para recibir la filtración, para que no ocurra un choque de presión que repercuta hacia la filtración, con los problemas ya mencionados de roturas de cartones filtrantes, capas de tierras filtrantes, entre otros.Después de llenos los tanques deben mantenerse presurizados entre (1.5 – 3.0) kgf/ cm2.Para cualquier operación o análisis físico-químico, microbiológico o sensorial se le debe garantizar 2 horas de reposo mínimo a la cerveza en el tanque después de llenado, en el caso de malta sin gaseo de 4 a 6 horas de reposo.En el caso de la malta se debe gasear en esta etapa, para esto se sigue el siguiente procedimiento:
73

La malta es empujada por la presión de tanque (2.0 – 3.0 kgf/cm2) pasando por el intercambiador de placas que se encuentra en bodega, saliendo a una temperatura no mayor de 2oC, de ahí continúa hacia el carbonatador donde simultáneamente llega un flujo determinado de CO2 realizándose el mezclado y solubilización determinada, cayendo finalmente en otro tanque que debe tener una contrapresión entre (1.0 – 2.5 kgf /cm2), para evitar la descarbonatación del producto, el tiempo máximo de retención o estancia de la malta en los tanques es de 6 días. La cerveza en caso de encontrarse con bajo nivel de CO2 (según especificaciones de calidad del producto), se somete al mismo procedimiento que la malta, hasta que se garantice los niveles deseados.En el caso de los productos carbonatados en bodega, para realizarse cualquier operación o análisis debe garantizársele 6 horas de reposo como mínimo.Temperatura del producto en los tanques de bodega de guarda: 0 – 10°CEl despacho de cervezas y malta para granel se realiza por medio de las conexiones hacia dicha línea y empujado por la presión de los tanques y bombas, la cual es mantenida por los suministradores de CO2 o aire según sea el caso.El despacho de cervezas y malta para toneles, se realiza por medio de las conexiones hacia dicha línea y empujado por la presión de los tanques y bombas, la cual es mantenida por los suministradores de CO2 o aire según sea el caso. El despacho de cervezas o malta para embotellado, se realiza por medio de las conexiones hacia dicha línea y empujado además de la presión de los tanques, la cual es mantenida por los suministradores de CO2 o aire según sea el caso, por una bomba centrifuga que debe garantizar una presión en la llenadora de 2 a 4 kgf/cm2. Antes de salir de bodega, las cervezas y las maltas se pueden pasar por un filtro bacteriológico y un enfriador ayudado por una bomba que impulsa el fluido a través del equipo tecnológico hacia el proceso de embotellado o toneles (envasado).
Después de terminadas las operaciones de despacho, el resto que quede en los tanques debe ser mezclado hacia uno o dos tanques según la cantidad y la calidad de los restos, para garantizar la disponibilidad de toda la capacidad de la bodega hacia posteriores filtraciones. Para ser analizadas estas mezclas se le debe dar mínimo dos horas de reposo. Cada tanque después de usado, debe ser sometido a un proceso de limpieza según la norma de limpieza y desinfección de la empresa, a través de un sistema CIP instalado en la misma bodega de guarda.
5- Especificaciones de calidad a la salida del producto en proceso.
Aspecto: cerveza y caldo – líquido transparente, libre de turbidez, partículas en suspensión y sedimentos. Cumple con los requisitos de evaluación sensorial.Malta – Líquido oscuro, brillante, libre de partículas en suspensión y sedimentos.Olor y sabor: Característico del tipo de cerveza o malta, bien reposada y carbonatada, en el caso del caldo tendrá un olor y sabor característico al producto. Cumple con los requisitos de evaluación sensorial.Temperatura del producto en los tanques de bodega de guarda: 0 – 10°C.
Indice de higiene (unidades por campo de observación):Conteo directo:Contenido de levadura: 0.5 unidades/campo (máximo)Contenido de bacilos: 0.5 unidades/campo (máximo)Contenido de cocos: 0.5 unidades/campo (máximo)
Isohumulona (mg/L):
CaracterísticaCerveza8oP y 9oP
Cerveza 10oP, 12 y 13 oP.
Caldos16, 17 y 18oP
Contenido de Isohumulona (mg/L) 8.0 – 18.0 10.0 - 25.0 15.0 – 40.0
74

Este análisis se realizará cada 12 meses por cada tipo de surtido de cerveza producida, necesario ante cambios en los tipos de lúpulo, dosificación de estos o variaciones en la tecnología de elaboración. En el caso de los productos de exportación estos análisis se realizarán por cada tipo de cerveza de exportación o cuando sea necesario la verificación de este indicador o caracteristica.
Característica
Cervezas y Caldos
Malta8oP(por reactor odilución) 9oP
10oP12oP13oP
16oP17oP18oPLigera Clásica
Extracto Original (% m/m) 7.5 – 8.5 7.5 – 8.58.7 – 9.59.5–10.5
11.5-12.512.5-13.5
15.5 – 16.516.5 – 17.517.2 mín.
Ext. aparente:
(14.7–15.5)oBx
Contenido etanol (%v/v) 3.0 - 4.0 4.0 – 5.0 4.0 - 5.35.3 – 6.55.5 – 7.5
7.07.57.8
-
Color (ml de yodo 0.1N en escala de Brand)
Menor de 1.2
Menor de 1.2
Menor de 1.5
Menor de 1.7
Menor de 1.8
8.0 – 13.3
pH 3.5-4.8 3.5-4.8 3.5-4.8 3.5-4.8 3.5-4.8 4.0-5.2Contenido de CO2 para el despacho (%v/v mínimo) a:
CO2 - Granel 2.40 2.40 2.40 2.50 - 2.70CO2 - Embotellado 2.70 2.70 2.70 2.70 - 2.70
CO2 - Toneles 2.50 2.50 2.50 2.50 - 2.70
NOTA: Cervezas con ron: Son clasificadas como cervezas claras y fuertes, contenido de alcohol entre 6 y 7.5%v/v y las demás propiedades o características según cerveza de 10oP.
6- Reglas de protección durante la operación.
Utilización de equipos y medios de protección. Garantizar que el acople de las mangueras sea correcto. Contar con linterna para fallos de fluidos y limpieza de los tanques. No introducirse en los tanques sin darle aviso a otro compañero. Mantener la limpieza del área. Usar ropa sanitaria y botas de goma. No presencia de personal ajeno. Al penetrar en la nevera usar abrigo. Al detectarse cualquier anomalía en los instrumentos de medición informar
inmediatamente al departamento de mantenimiento o al metrólogo.
75

Operación # 18: Recuperación de cervezas y maltas.
Objetivo:- Recuperar toda la cerveza y la malta que no ha podido ser embotellada o entonelada
en las líneas de envasado.
Equipamiento utilizado: 2 tanques
País: Alemania
Capacidad: 11 m3
Material: acero revestido interiormente con resina de uso alimentario 2 manómetros
País: URSSRango: 0 – 6 kgf / cm2
CE: 2.5
Procedimiento de trabajo:La cerveza recuperada producto de la operación de la línea de embotellado y de toneles, es almacenada en tanques al efecto en cada una de las áreas hasta un nivel permisible, cuando esta última condición se cumple, entonces mediante bombas centrifugas es llevada hasta los tanques de recuperación de cerveza, donde se le dará un destino determinado.
Reglas de protección durante la operación
Utilización de equipos y medios de protección.Garantizar que el acople de las mangueras sea correcto.Contar con linterna para fallos de fluidos y limpieza de los tanques.No introducirse en los tanques sin darle aviso a otro compañero.Mantener la limpieza del área.No presencia de personal ajeno.
Línea # 1 de Embotellado
Operación # 19 Despaletizaje de estuches.
1. Objetivos:Despaletizar las cajas de botellas nuevas y de retorno para su incorporación al proceso de embotellado.
2. Equipamiento utilizado: Autómata para despaletizar
País: Alemania Tipo: ROTAMAC – 3A E/B. Año: 2003 Peso: 2 000 kg Área que abarca: 13 m2
Altura total: 2 800 mm. Velocidad de procedimientoÁrbol 1: 90 ° en 2.0 m / s Árbol 2: 0.66 m / s. Árbol 3: 90 ° en 2.0 m / s Carga manipulable: 450 kg Tensión: 460 volt
Neuglas - Deslingotador.Tipo: NGS-Z. Año: 2003.Masa total: 850 kg Potencia: 15 Kw. Voltaje: 460 V
Depósitos de paletas vacías.Tipo: LPM Año: 2003Masa total: 910 kg Masa de tratamiento: 500 kg Rendimiento máximo: 100 paletas / h Capacidad de almacenamiento ≈ 9 paletas.Consumo de aire: 0.25 m3 / h Tensión: 460 V
Transportador de rodilloTipo: FR Año: 2003
76

Ancho de las paletas: 1000 – 1200 mm.Capacidad: 500 paletas/h Velocidad: 0.2 m/s.
Manómetro: rango (0 - 16) bar. Montacarga.
3. Materiales auxiliares: Aire seco.
4. Procedimiento operativo.Los estuches almacenados en palets situados en el predespacho, son transportados por el montacargas hasta la estera de rodillos, mediante la acción de los ganchos del despaletizador los estuches en capas de 8 son transportados hasta las esteras que los conducirán hasta la desempacadora, los palets vacíos son almacenados para posteriormente ser llenados por el paletizador.
El autómata RotoMAC–3A, es el encargado de levantar las filas de cajas, transportarlas y liberarlas en el punto de destino, para lo cual se vale de: Cargador de paletas. Descargador de paletas. Depósito de paletas vacías. Transporte de paletas. Transporte de barrica de embalaje. Armario de distribución, mando. (El mando se encuentra en el armario de distribución)
Este autómata se encuentra conectado con el pupitre de mando, el cual se halla instalado en un lugar donde el operador puede ver el autómata para paletizar y la mayor parte del contorno, en él se halla el teclado con las funciones necesarias de lógica y control.
El operador antes de comenzar debe limpiar las barras de seguridad y cerciorarse que estas estén alineadas debidamente, limpiar las fotoceldas y verificar que la presión de aire se encuentre entre (4 – 5) bar.
Puesta en servicio: Insertar el interruptor llave al pupitre de mando Lauer.
Así todos los sensores y los grupos de construcción de entradas son alimentados con tensión.
Paralización rápida anunciada con el botón de acuso de recibo (Tecla luminosa roja) se acusa recibo, si la instalación está en un estado intacto.
En el menú de preselección se puede elegir:- Tipo de cajas.- Cuantas capas tiene que ser paletizadas.- Si cajas llenas o vacías tienen que ser cambiadas. Adicionalmente las indicaciones del contador para las paletas llenas y vacías pueden ser contadas de reposición.
El pupitre de mando con teclado LAUER, el interruptor llave y el interruptor de paralización rápida son elementos de servicio central de la máquina, con que pueden ser iniciadas todas las funciones para:
- El manipulador y la cabeza de cucharón correspondiente.- El transporte de paletas.- El transporte de cajas.
La comunicación con el panel del operador se realiza sobre la indicación del texto, en que las informaciones necesarias durante el servicio y todas las informaciones de fallos son indicadas. Aquí los parámetros necesarios para el servicio automático son debidamente preajustado.
Tipos de servicio: Servicio de mano.
77

Después de teclear el servicio de mano (Tecla F6) pueden ser realizadas las funciones de mano por medio del teclado. Las funciones sirven para arreglar la máquina, controlar funciones individuales o salir de una situación de fallos.Todas las funciones de mano son interrumpidas al llegar a la posición tecnológica final. Si la tecla “Montaje” es accionada al mismo tiempo, pueden ser realizados movimientos que no son posible tecnológicamente.Las funciones individuales son juntadas en grupos funcionales, que son alcanzadas después de la conexión del tipo de servicio manual (F6) sobre las teclas de control.- F1 (Manipulador cabeza de cucharón – manipulación de capas)- F2 (Estación de agrupación / Transporte de cajas)- F3 (Transporte de paletas)- F4 (Depósito de paletas)
Y pueden ser rodeados con las teclas de flecha y . El arranque de los accionamientos respectivos se realiza con las teclas + y - , según las indicaciones en el anuncio del texto.
Servicio automático. El tipo de servicio “AUTOMATICO” es seleccionado con la tecla F8.Después de la selección del servicio automático y una marcha eventual de puntos de referencia, antes del arranque de la máquina el operador es ordenado a confirmar o corregir las circunstancias siguientes:
1. La situación de carga del sitio de cargar o del sitio de descargar.2. La situación de la cabeza.3. La situación de carga de la estación de agrupación.
FallosEl modo de Fallos se encuentra descrito en el manual página 22.
Puesta fuera de servicio.Desconexión:Con la tecla de paro (F7) la máquina es conmutada en el modo de selección / preselección. Todos los accionamientos paran.Con el interruptor llave al pupitre la tensión de mando se apaga.Por medio del interruptor principal se realiza la separación de los esenciales elementos lógicos y de mando de la red. Eso se necesita solamente si la máquina es parada durante un espacio de tiempo más largo.Para poner el ROTOMAT fuera de servicio durante un espacio de tiempo más largo (hasta tres meses) las siguientes medidas tiene que ser tomadas: Limpieza estipulada. Parar y cerrar el interruptor principal o esté y el interruptor de peligro. Tratamiento de la instalación entera con aceite de cuidado y poner una cubierta de
hoja. Controlar el estado de almacenamiento de la instalación en intervalos regulares.
Desconexión en caso de emergencia:Si el operador reconoce una situación de peligro, la máquina tiene que ser parada con la tecla de la paralización rápida o por activar la barrera de luz de seguridad.
5. Especificaciones de calidad del proceso: Condiciones físicas de los estuches: Buena.
6. Requisitos de seguridad en la operación: La máquina de paletizar RotoMAC – 3A solo debe ser operado por personal calificado
e instruido exclusivamente. El operario debe asegurarse de que no haya persona cerca de piezas en movimiento
ni introduzca las manos en ellas. Nunca debe funcionar la máquina de paletizar RotoMAC – 3A sin los dispositivos de
seguridad no funcionan correctamente o no funcionan en lo absoluto. La operación y mantenimiento de la máquina de paletizar RotoMAC – 3A están
permitidos solo a personas debidamente autorizadas e instruidas por la instancia superior.
78

El operador debe conocer la vía de entrada de corriente, así como las posibilidades de desconexión, además de conocer las prescripciones de ejecución.
No se puede efectuar modificaciones en dispositivos de control, conmutación y controles (Solo a los especialistas del área formados para este trabajo).
Chatarra y vidrios deben eliminarse con medios auxiliares o guantes al efecto. Las herramientas y otros objetos tienen que guardarse solamente en los lugares
previstos. Para trabajos de reparación hay que desconectar y asegurar el interruptor principal. Proteger contra la humedad las piezas conectadas a la red eléctrica. Antes de cualquier trabajo en la máquina asegúrese de que este desconectada y
asegurada para una reconexión involuntaria. Usar medios de protección e higiene del trabajo. Usar ropa sanitaria, guantes, botas y gorros. Mantener el área limpia, libre de vidrios, palets, estuches u otros obstáculos que
incidan en la libre manipulación del equipo, esteras, movimiento del operador y el montacarga.
El operador debe tener a su alcance de las herramientas necesarias para las interrupciones mínimas de los equipos.
Adecuada iluminación y ventilación del lugar. Al detectarse cualquier anomalía en los instrumentos de medición informar
inmediatamente al departamento de mantenimiento o al metrólogo.
Operación # 20: Inspección de cajas con botellas vacías.
1. Objetivos: Extraer de la línea las cajas con faltantes de botellas, botellas viradas, enchapadas,
objetos extraños y botellas de formato no deseado. Cuantificar las cajas con botellas vacías que entran al proceso.
2. Equipamiento utilizado:Datos técnicos del UNICEPT 4 electrónica básica:- Tensión de alimentación: 220 V AC- Tensión de control: 24 V DC- Entrada digital: 32X pnp no opto interdependiente- Entradas análogas: 32X 8 Bit (o 12 Bit) 0-10 V.- Salida digital: 16X pnp resistente al corto circuito 6X relé con contacto inverso.- Salida análoga: 6 X 12 Bit 0 – 10 V.- Interfase: RS 232 (Opcional RS485 o TTY)- Registro de programas: 32 kByte flash EPROM- Registro de datos: 32 kByte RAM amortiguado por baterías.- Indicación: LCD-display gráfico 240 X 64 Pixel.- Servicio: 6 teclas de membrana (Ocupación con teclados de funciones)
3. Materiales auxiliares: Aire seco.
4. Procedimiento operativo.Las cajas con botellas vacías procedentes del despaletizador se cuantifican, siendo separadas de la línea por la acción del inspector de cajas las que posean faltantes, cuerpos extraños y botellas viradas o de formato no deseado. Las cajas rechazadas por faltante de botellas son completadas y se incorporan a la línea.
5. Especificaciones de calidad del proceso: No se admiten cajas con faltante de botellas, botellas viradas, enchapadas, objetos
extraños y botellas de formato no deseado..
6. Requisitos de seguridad en la operación: Usar medios de protección e higiene del trabajo.
79
Usar ropa sanitaria, guantes, botas y gorros. El equipo solo puede ser utilizado en el estado técnico inmejorable. Leerse las instrucciones de manejo del equipo. Solo personal calificado podrá manipular el equipo. En caso de fallos funcionales, el aparato tiene que ser parado y asegurado y
eliminado los fallos inmediatamente. Cambios ocurridos en el (incluso de comportamiento funcional) tienen que ser
anunciados inmediatamente al personal competente. Las piezas de recambio tienen que ser correspondientes a los requerimientos
técnicos determinados por el fabricante. El operador debe conocer la vía de entrada de corriente, así como las posibilidades
de desconexión, además de conocer las prescripciones de ejecución. No permitir personal ajeno en el área. Mantener el área limpia, libre de vidrios, palets, estuches u otros obstáculos que
incidan en la libre manipulación del equipo, esteras, movimiento del operador y el montacarga.
No se puede efectuar modificaciones en dispositivos de control, conmutación y controles.(solo a los especialistas del área).
Adecuada iluminación y ventilación del lugar. Al detectarse cualquier anomalía en los instrumentos de medición informar
inmediatamente al departamento de mantenimiento o al metrólogo.Operación # 21: Desempacado de Botellas. Línea 1.
1. Objetivos:Extracción de las botellas vacías, para su posterior lavado.
2. Características del equipamiento: Empaquetadora
País: Alemania Tipo: VARIPACK 1200 Año: 2003 Peso: 800 kg Área que abarca: 3 m2
Altura total: 2 800 mm. Velocidad de procedimientoÁrbol 1: 0.8 - 1.2 m / s Árbol 2: 0.7 - 1.0 m / s. Carga manipulable: 250 kg Potencia: 14 Kw. I: 26 A Tensión: 460 volt
Instalación de transporte de botellas individuales.Tipo: ET 85. Año: 2003.Rendimiento: 3 000 – 60 000 botellas / hora Potencia: 460 V
Transportador de barrica de embalaje – cadena.Tipo: GFK Año: 2003Velocidad de elevación: 0.15 – 0.5 m / s Altura de guía: 195 – 440 mm. Potencia: 460 V
Transportador de barrica de embalaje - rodilloTipo: GF – R Año: 2003Velocidad de elevación: 0.2 – 0.5 m / s.
Manómetros: rango (0 - 16) bar. , (0 - 10) bar.
3. Materiales auxiliares. Aire seco. Lubricante de esteras.
4. Procedimiento operativo.
Los estuches con botellas vacías previamente despaletizados llegan a la desempacadora a través de la estera conductora. Las botellas son extraídas del envase mediante válvulas dotadas de un diafragma interno, que al suministrarle aire deja aprisionada la botella hasta que es colocada en la mesa alimentadora. Los estuches vacíos salen del equipo a través de la estera transportadora hacia la lavadora de estuches.
Esta operación puede ser manual o automatizada.
80

Una instalación de la desempacadora contiene fundamentalmente los componentes de sistema siguientes:- Desempacadora (Mesa de botellas, Cintas de cajas de salida, centraje).- Transporte de barrica de embalaje- Transporte de botellas.- Armarios de distribución.El equipo eléctrico de la VARIPACK consiste en: Armario de disposición.
El armario de distribución es la parte central del equipo. Sirve para el tratamiento de los datos y la dirección de los moduladores para la seguridad de la manera de servicio de VARIPACK.El armario de distribución tiene todas las protecciones, provisiones de corriente, convertidores de frecuencia, fusibles, más piedras de construcción eléctrica y el mando programable de registrar
Pupitre de mando.El pupitre de mando es un elemento central de la desempacadora de donde todas las funciones pueden ser activadas y ajustadas.
Emisor. Motores. Válvulas magnéticas.
La utilización del soporte de cabeza de la cuchara como tanque de aire sirve para la aireación rápida y al mismo tiempo los tulipanes de embalajes y también la reserva de aire comprimido en caso de avería para asegurar las botellas.
Puesta en servicio:
Conexión del interruptor llave en el Lauer – Pupitre de mando.Así los sensores, los grupos de construcción de entrada y salida son alimentados de tensión.
Acusar recibo con el interruptor (tecla roja luminosa) la paralización de emergencia indicad, si la máquina está en un estado seguro (ninguna persona dentro del recinto de seguridad de la barrera de luz, máquina intacta).
En el menú de preselección se puede elegir:- Cual tipo de cajas se deben ser desempaquetadas.- Con cual potencia se debe desempaquetar. Adicionalmente las indicaciones del contador para cajas procesadas se puede reposicionar.
Tipos de servicio: Servicio automático.
La función de cada tecla está especificada en el manual de servicio página 24En general la desempacadora trabaja en el servicio automático con una velocidad que es adaptada a la transmisión nominal de la máquina que es programada en la empresa del fabricante o en el lugar del cliente. También es posible conmutar la velocidad de trabajo en niveles, dependiente del estado del emisor correspondiente.
Servicio de mando.La función de cada tecla está especificada en el manual de servicio página 24El tipo de servicio de mano HANDBETRIEB es usado generalmente solamente para la conversión de la cabeza de cuchara después de la eliminación de fallos (eventuales) al servicio automático a mover a una posición definitiva para trabajos de manejo.
Instalación de guías de cajasPara los cierre de tensores rápidos la instalación de guías de cajas es regulada a todas los tamaños de guía de cajas.
Chapas de guía de botellas, partitadores de botellas.Si cambia a otros compartimientos se desmontan las chapas del peine de arriba y de abajo por soltar los elementos que sujetan y cambiar los juegos de chapas de peines nuevos.Las chapas de guía se posicionan por remoción hasta que son fijados en las ranuras de guía de las chapas de peine.
81

Vibrador de botellas.En caso de un cambio de formato, unidades completas de vibración se cambian y regularon de paso único.
Control de número completo.El control del número completo se puede regular con respecto a la altura y a la distancia dentro de las banderillas de conmutación. La distancia de arranque de se puede regular de nuevo también. Las banderillas de conmutación se debería controlar al número completo lo más tarde a la segunda fila después de la posición baja. Con un cambio del número de las filas de botellas las banderillas de conmutación se posicionaran a su posición nueva o individualmente en su eje de giro o se cambia el eje de giro completamente por uno nuevo
Conexión de la VARIPACK:Diariamente: Abrir la válvula de cierre para aire comprimido. Conexión del mando con interruptor de llave. La indicación en el display señala la información de tensión de mano. La condición de VARIPACK se realiza en le teclado de mando. Selección de tipos de servicio de mando MANUAL o AUTOMATICO. Marcha eventual de puntos de referencia.
Desconexión de la VARIPACKLa desconexión de la desempacadora VARIPACK solamente puede ser cuando los tulipanes de embalaje son ventilados y si no hay ningún material de mecanización en la cabeza de cuchara no es significante. Se recomienda efectuar está desconexión cuando la cabezas de cuchara se encuentre en posición de espera.En esta posición se realiza la aeración de la máquina neumática cerrando la válvula de cierre en la unidad de manejo desempacadora y los tulipanes de embalaje en el servicio de mano (F6, y después F1) se airean y desairean algunas veces hasta que el tanque de aire está si presión (Manómetro en cero). Después de accionamiento de la tecla paro (F7) se desconectan la tensión de mando en el pupitre de servicio por el interruptor llave y sacar la llave. Al final se desconecta la tensión de provisión en el interruptor funcional y se cierra el interruptor funcional.
En caso de emergencia:Se para la máquina con la tecla emergencia (paralización rápida) en el pupitre de mando. En ningún caso se puede realizar la desconexión durante el servicio automático con el interruptor funcional o la llave ya que esto puede producir carga extrema para los rodamientos.
Puesta fuera de servicio por un periodo mayor de tres meses: Limpieza estipulada. Apagar y cerrar el interruptor principal o esté y el interruptor de peligro. Tratamiento de la instalación entera con aceite de cuidado y poner una cubierta de
hoja. Controlar el estado de almacenamiento de la instalación en intervalos regulares.
5. Especificaciones de calidad del proceso: Extracción eficiente de todas las botellas de la caja.
6. Requisitos de seguridad en la operación: La desempacadora VARIPACK solo debe ser operado por personal calificado e
instruido exclusivamente. El operario debe asegurarse de que no haya persona cerca de piezas en movimiento
ni introduzca las manos en ellas. Nunca debe funcionar la desempacadora sin los dispositivos de seguridad no
funcionan correctamente o no funcionan en lo absoluto. La operación y mantenimiento de la desempacadora están permitidos solo a personas
debidamente autorizadas e intuidas por la instancia superior.
82

El operador debe conocer la vía de entrada de corriente, así como las posibilidades de desconexión, además de conocer las prescripciones de ejecución.
No se puede efectuar modificaciones en dispositivos de control, conmutación y controles (Solo a los especialistas del área formados para este trabajo).
Chatarra y vidrios deben eliminarse con medios auxiliares o guantes al efecto. Las herramientas y otros objetos tienen que guardarse solamente en los lugares
previstos. Para trabajos de reparación hay que desconectar y asegurar el interruptor principal. El personal no puede llevar pelo largo suelto ni joyas incluyendo anillos. Proteger contra la humedad las piezas conectadas a la red eléctrica. Antes de cualquier trabajo en la máquina asegúrese de que este desconectada y
asegurada para una reconexión involuntaria. Usar ropa sanitaria, guantes, botas y gorros. El operador debe tener a su alcance de las herramientas necesarias para las
interrupciones mínimas de los equipos. Adecuada iluminación y ventilación del lugar. Al detectarse cualquier anomalía en los instrumentos de medición informar
inmediatamente al departamento de mantenimiento o al metrólogo.
83

Operación # 22: Lavado de estuches. Línea 1.
1. Objetivos:Lavar las cajas plásticas para garantizar un embalaje con condiciones higiénicas aceptables.
2. Características del equipamiento: Máquina lavadora de estuches.
País: Alemania Modelo: KWM S1B 2700/508 No. 428.0017.3 Año: 2003Peso: 1 495 Kg. Largo: 4 100 mm. Ancho: 1 500 mm. Alto: 1 450 mm. Rendimiento nominal: 1 1000 cajas / horasPotencia eléctrica: 9.15 Kw. Con 400 volt / 50 Hz I = 20 A
Motor con engranaje reductor cilindro en ejes paralelos.Tipo: FA37 DT71D4/TH 230/400 V/60 Hz/0.37 Kw. Nab = 21 min -1
Bomba 1 (agua)Tipo: BCF 50-200/304Q = 32 m3/h H = 20 m P = 3.0 Kw. V = 1750 rpm 460/800 Volt
Bomba 2 (agua)BC 40-200/554Q = 54 m3/h H = 20 m P = 5.5 Kw. V = 1750 rpm 460/800 Volt 60 Hz.
3. Materiales Auxiliares. Agua. Aire seco. Vapor Solución cáustica. Lubricante de esteras.
4. Procedimiento operativo.Los estuches primeramente son invertidos, quedando libres de vidrios, etiquetas y otras materias extrañas, al entran en la máquina, el sistema de transporte, las recibe separadas y las conduce a las zonas de tratamiento. Primero, las cajas llegan a la zona de chorros 1 .Aquí se limpian por todos los lados mediante el sistema lanza chorros con aproximadamente con 2 bar. Después pasan por la zona de chorros 2 (agua caliente entre 40 – 50 ºC).. En la zona de salida se rocían las cajas con agua potable y se la hacen escurrir. El agua retorna completamente a la zona de chorros 2 de la máquina lavadora de cajas. La cámara de aspiración de las bombas están separadas por sistema de tamices en las zonas de base de la máquina. Además, las tubuladuras de aspiración de las bombas están provista de alcachofas sobrepuesta. Así, la bomba puede aspirar solamente agua exenta de suciedades gruesas.El agua sobrante fluye por el rebosadero de la zona de agua a la salida de la máquina.La pérdida de líquido en la zona de chorros 1 se compensa desde la zona de chorros 2 (nivel controlado).Los tamices se limpian fuera de la máquina en dependencia de su grado de suciedad.El paso de las cajas por la máquina es realizado mediante cadenas transportadoras de plástico corriendo en soporte de gualdera y accionados por ruedas dentadas de plástico. Las cajas pasan por la máquina una detrás de la otra, con ciertos espacios entre sí.El sistema lanzachorros comprendes varias tuberías provistas de toberas, ubicadas lateralmente y debajo de la guía de la cadena y un tubo de aspersión de agua fresca en el lado de la salida. Los tubos laterales están instalados oblicuamente desde abajo hacia arriba. Sobre la caja está dispuesta además una rueda hidráulica con toberas lanza chorros, que giran por la presión de agua.
Si el grado de suciedad de las cajas es alto, se le adiciona agua con lejía por reboso del tanque 4 de la lavadora.Puesta en marcha diaria.
84

I. Preparación diaria.- Cierre de la salida de líquido.- Control de los tamices de quita y pon.- Relleno de la zona de chorros 1- Relleno de la zona de chorros 2
II. Conexión.- Conectar las bombas y el motor de accionamiento en el panel de control de la
lavadora de cajas.- Conectar las cintas transportadoras externas.
III. Parada de la máquina.- Desconectar la cinta transportadora de la máquina lavadora de cajas.- Desconectar las bombas.
Tipos de servicios:Automático:
- Transporte y lavado.- Transporte.
Manual:- Reparaciones. 5. Especificaciones de calidad del proceso: Aspecto de los estuches: limpios y sin roturas significativas que afecten la continuidad y
estabilidad de la producción.
6. Requisitos de seguridad en la operación: La máquina lavadora de cajas debe ser operada por personal calificado e instruido
exclusivamente. El símbolo (Advertencia) previene peligros para las personas. ¡ATENCION! Previene daños a la máquina. NOTA. Requerimientos técnicos que el operador debe observar particularmente. Nunca debe funcionar la lavadora si los dispositivos de seguridad no funcionan
correctamente o no funcionan en lo absoluto. No abrir compuertas de forma inadmisible. La operación y mantenimiento de la lavadora de cajas están permitidos solo a
personas debidamente autorizadas por la instancia superior. El operador debe conocer la vía de entrada de corriente, así como las posibilidades
de desconexión, además de conocer las prescripciones de ejecución. Antes de iniciar el operador esta obligado a comprobar el funcionamiento de todos los
pulsadores de PARADA DE EMERGENCIA y de los dispositivos de seguridad. El operador esta obligado a efectuar una parada inmediata cuando se presenten las
siguientes fallas.1. Fallas de los pulsadores de parada de emergencia y de los dispositivos de
seguridad.2. Daños en partes importantes de la máquina y planta.3. Daños en dispositivos y cables eléctricos.
No se puede efectuar modificaciones en dispositivos de control, conmutación y controles (Solo a los especialistas del área formados para este trabajo).
Las herramientas y otros objetos tienen que guardarse solamente en los lugares previstos.
Usar guantes para el trabajo con lejías. Para trabajos de reparación hay que desconectar y asegurar el interruptor principal. Chatarra y vidrios deben eliminarse con medios auxiliares o guantes al efecto. No tocar tubería de vapor. Usar los medios de protección e higiene del trabajo correspondiente. Usar ropa sanitaria, botas, guantes y gorros. El operador debe tener a su alcance de las herramientas necesarias para las interrupciones mínimas de los equipos. Adecuada iluminación y ventilación del lugar.
85

Prohibido el acceso de personal ajeno. Al detectarse cualquier anomalía en los instrumentos de medición informar
inmediatamente al departamento de mantenimiento o al metrólogo.
Operación # 23: Lavado de botellas. Línea 1.
1. Objetivos:Obtener botellas limpias y comercialmente estériles para su posterior llenado.
2. Características del equipamiento: Máquina lavadora de botellas.
País: Alemania Tipo: ARCADE GEL Modelo: GEL3 RV1-252/80 No. 410.0009.1 Año: 2003Peso: 46 860 Kg. Largo: 8 700 mm. Ancho: 4 120 mm. Alto: 3 125 mm. Rendimiento nominal: 26 400 botellas / horasGama de regulación: 10 560 – 29 040 botellas / horasPeso de la cadena: 113 mm. Ancho de la cesta: 80 mm.Cesta para botellas, por hileras: 27 piezasCesta para botellas, total: 7 209 piezasCestas cargadas con botellas: 6 966 piezasPotencia eléctrica: 45.3 Kw. Con 460 volt / 60 HzConsumo de agua (servicio): 6.86 m3 / hConsumo de calor (servicio): 312 000 Kcal. / hConsumo de calor (calentar): 1 320 700 kcal / h 20 °C/h.
Manómetros: rango (0 – 2.5) bar., (0 - 16) bar. 3. Materiales auxiliares.
Vapor saturado. Solución cáustica. Agua suave. Aire seco. Lubricante de estera. Desinfectantes, antiespumantes y abrillantador.
4. Procedimiento operativo.Las botellas provenientes de la desempacadora llegan a la lavadora ARCADE GEL, la cual se ocupa de la limpieza microbiológica de botellas de retorno. La máquina se distingue por su funcionamiento completamente automático controlado por programa grabado.Antes de comenzar el operador previamente instruido y capacitado en la operación del equipo esta obligado a comprobar el funcionamiento de todos los pulsadores de PARADA DE EMERGENCIA y los dispositivos de seguridad.
Las botellas son transportadas sobre una cinta de cadenas planas de charnelas a la mesa de enfilar. De aquí llegan a la unidad de alimentación donde un sistema mecánico efectúa su introducción en las cestas correspondientes. Las botellas metidas en las cestas son transportadas luego por la máquina, pasando por las siguientes zonas de limpieza y tratamiento:
Vaciado residual con enjuague por impulsos Zona de calentamiento. Remojo previo 40 ± 5 °C. Rociado previo 55 ± 5°C. Regado previo 70 ± 5°C. Zona de Lejía:
- Lejía 1 80 ± 5°C Circulación y llenado de las botellas. Zona de flujo en ola de lejía inferior. Zona de chorros.- Lejía 2 75 ± 5oC Estación de rociado
86

Zona de enfriamiento – agua. Agua caliente 1: 65 ± 5°C, zona de rociado y ducha. Agua caliente 2: 45 ± 5°C, zona de rociado y ducha. Agua fresca, 30 ± 5°C, zona de rociado y ducha. Zona de escurrimiento con etapa flexionada de volqueo.
En las zonas de rociado, los tubos para el lavado interior de las botellas están dotados de un sistema de auto limpiador GM de rociado por canales giratorios. Están atornillados fijamente a la carcasa de la máquina y conectadas con el sistema de tuberías correspondiente.Los portacestas pasantes originan el giro continuo de un árbol de toberas ubicado sobre el tubo de rociado, por lo cual el agua fluye en diferentes direcciones por las toberas. De eso resulta su efecto de auto limpieza. Los taladros de las toberas están dispuesto en pares.Para el lavado exterior se usan tubos con toberas cónicas atornilladas fijamente a la carcasa de la máquina.Después de que las botellas hayan sido introducidas en las cestas, el líquido residual y cuerpos extraños sueltos son vertidos en un canal colector separado. Este canal será lavado en intervalos regulares para evitar obstrucciones y reducir el arrastre de gérmenes.El baño de remojo previo garantiza un precalentamiento suave de las botellas aprovechando la energía térmica del agua caliente saliente, luego por botellas pasan por una zona de rociado interior con agua procedente del tanque de agua caliente (2da Etapa de precalentamiento). Como 3ra Etapa de precalentamiento, las botellas emergidas de baño de remojo previo pasan por una zona de regado con un líquido procedente del tanque de agua caliente 1 o bien del tanque de Solución cáustica 2.Para la separación de las etiquetas en el baño de Solución cáustica 1 están previstas 2 etapas. Una cinta de malla metálica dispuesta transversalmente en el extremo posterior de la máquina sirve para la evacuación de etiquetas depositadas. En el extremo de la cinta de malla metálica se encuentra un cepillo redondo para eliminar las etiquetas que quedan y transportarla a un recipiente colector.El agua adicional se conduce a la máquina por el tubo de admisión de agua fresca. La válvula neumática para el rociado interior abre el tubo de admisión solo cuando la máquina está en marcha. La válvula neumática para el rociado exterior abre el tubo de admisión de agua fresca y sirve además del rociado exterior, también para producir una cortina de rociado por agua fría, cuando la máquina se haya parado esta válvula se abre en intervalos para mantener constante el nivel y las temperaturas en la zona de agua. La presión de rociado interior puede ser regulada en función del rendimiento de la máquina por medio de un regulador de presión. Esta presión de rociado interior es vigilada por el sistema de control y puede ser leída en un manómetro.
El agua fresca se recoge en una bandeja luego pasa por un tamiz y fluirá en el tanque de agua fría. La bomba de agua fría aspira la totalidad del agua fresca afluente para llevarla al circuito del rociado de agua fría. El agua fría es recogida en la bandeja para ser conducida al tanque de agua fría después de haber pasado el tamiz o una cinta de malla metálica. El tanque de agua fría contiene chapas separadoras con las cuales se consigue que primero el agua limpia y fría sea aspirada por las bombas. Gracias a este dispositivo existente en todos los tanques de agua, la tempera de rociado es más baja que la temperatura del baño, lográndose así una transmisión de calor más efectiva en las zonas de rociado.
El agua sobrante fluye sucesivamente por el tanque de agua caliente 2 y el tanque de agua caliente 1, pasará a la zona de regado y a la zona de remojo previo para salir finalmente por el tubo de salida de la máquina.
La parte de los baños de agua caliente incluye la bomba de agua caliente 2 y la bomba de agua caliente 1, así como la zona de rociado con agua caliente 2 y la zona de rociado con agua caliente 1.
El sistema de rociado previo esta conectado con la bomba de agua caliente 1 y es activado por la válvula neumática en función de la marcha de la máquina.
En las estaciones de rociado de agua fresca, agua fría, agua caliente 2 y agua caliente 1 están enfriándose las botellas, los porta cesta y las cadenas transportadoras, mientras que el agua caliente esta calentándose gradualmente.
87

El calor absorbido por el agua se aprovecha gradualmente en las zonas de rociado previo del regado y del remojo previo para calentar las botellas, los porta cestas y la cadena transportadora. Esta zona de calentamiento en 3 etapas garantiza un alto grado de recuperación del calor, un buen calentamiento previo de las botellas y temperaturas bajas del agua saliente. La válvula neumática de enjuague abre la línea de barrido del canal de vaciado residual.
En el baño de Solución cáustica 1 se desprenden la suciedad y las etiquetas. En la zona de flujo en ola se transportan las etiquetas hasta aquí por el canal al separador de etiquetas. La bomba de circulación bombea líquido a las zonas de flujo en ola y del relleno previo. En las zonas de chorros las botellas son posicionadas por la acción del cilindro de avance de tal forma que lleguen estar derechas y libres en todos los lados en sus cestas. Aquí se desprenden las últimas etiquetas todavía adheridas.
La bomba para la zona de chorros bombea líquido a la zona de chorros y del rociado con Solución cáustica 1. Todo el caudal de la zona de circulación o de la bomba para la zona de
88

chorros es filtrado a través de la cinta de mallas metálicas transversal del separador de etiquetas y calentado en la calefacción de la solución cáustica 1.La aportación de calor para la Solución cáustica 1, es regulada mediante la válvula reguladora. La válvula neumática para la realimentación de Solución cáustica 1, abre cuando la lejía descienda a un nivel demasiado bajo y suministra adicionalmente solución cáustica 2 (tanque de lejía concentrada), según documentación técnica.El baño de rociado de lejía 2 es la primera etapa del enfriamiento. Aquí se diluye la lejía con agua caliente 1 suministrada por la válvula de realimentación para reducir la temperatura y la alcalinidad. Con ello se reduce también la precipitación de cal en la zona de agua. Se puede regular la dilución opcionalmente también por variación de la conductividad de la Lejía 2. (Ver referencia: Documentación Técnica Máquina Lavadora de Botellas ARCADE GEL - RV1). Para evitar la infección de las botellas limpiadas, la máquina dispone de dos ventiladores – uno al lado de otro arriba que transporta el vaho ascendente hacia fuera.Después las botellas lavadas son quitadas de las cestas mediante un sistema de recogida y conducidas a la cinta transportadora de salida. Para efectuar paradas se seguirá el siguiente procedimientoo Para pausas:Desconectar el transportador de entrada (K2), el accionamiento principal (K4) y el transportador de salida (K3).o Para terminar la jornada laboral.Se mantiene funcionando la máquina hasta que todas las botellas hayan salido. Cuando la máquina esta funcionando con todas las cestas vacías, desconectar el accionamiento principal (K4), la cinta de transporte de salida (K3) y la cinta de transporte de entrada (K2).Llevar a cabo la desinfección de la parte de la cabeza:
-Evacuar los depósitos de reserva de los baños de agua y de lejía 2.-Evacuar también los baños de remojo previo.-Cerrar las válvulas de agua fresca, de vapor y de aire comprimido.
En el lavado de botellas de ser necesario, se puede utilizar 3 bombas para la adición de desinfectantes, antiespumantes y abrillantadores.
4. Especificaciones de calidad del proceso:
Suministros a la máquina:- Presión manométrica de agua de enjuague final: (1 – 3) bar (100000 – 300000)Pa ò de (1 a 3) kgf/cm2. Condiciones de salida de las botellas:- Aspecto de las botellas: limpias, brillantes y sin residuos, cuerpos extraños ni suciedades.- Residuos de álcali o aditivos en botella: no se admiten. Temperatura del tanque Lejía 1: 70ºC mínimo. Concentración de sosa cáustica en el tanque 1 de Lejía: (1.5 – 3.5) % m/v.Constituye esta etapa un PCC del Sistema de Gestión de Inocuidad basado en el APPCC, por lo que su vigilancia y monitoreo es realizado cumpliendo el Procedimiento de Operación Estándar POEI 3.
6. Requisitos de seguridad en la operación: La máquina lavadora de botellas debe ser operada por personal calificado e instruido exclusivamente. El símbolo (Advertencia) previene peligros para las personas. ¡ATENCION! Previene daños a la máquina. NOTA. Requerimientos técnicos que el operador debe observar particularmente. Nunca debe funcionar la lavadora sin los dispositivos de seguridad no funcionan correctamente o no funcionan en lo absoluto. No abrir compuertas de forma inadmisible. La operación y mantenimiento de la lavadora de botellas están permitidos solo a personas debidamente autorizadas por la instancia superior. El operador debe conocer la vía de entrada de corriente y vapor, así como las posibilidades de desconexión, además de conocer las prescripciones de ejecución.
89

Antes de iniciar el operador esta obligado a comprobar el funcionamiento de todos los pulsadores de PARADA DE EMERGENCIA y de los dispositivos de seguridad.
El operador esta obligado a efectuar una parada inmediata cuando se presenten las siguientes fallas.
5. Fallas de los pulsadores de parada de emergencia y de los dispositivos de seguridad.
6. Daños en partes importantes de la máquina y planta.7. Daños en dispositivos y cables eléctricos.
No se puede efectuar modificaciones en dispositivos de control, conmutación y controles (Solo a los especialistas del área formados para este trabajo).
Las herramientas y otros objetos tienen que guardarse solamente en los lugares previstos.
Usar guantes para el trabajo con Solución cáustica, desinfectante, antiespumante y abrillantador en la limpieza.
Para trabajos de reparación hay que desconectar y asegurar el interruptor principal. Etiquetas y vidrios deben eliminarse con medios auxiliares o guantes al efecto. No tocar tubería de vapor. Usar los medios de protección correspondientes. Usar ropa sanitaria, guantes, botas y gorro. Prohibida la presencia de personal ajeno. Adecuada ventilación e iluminación. Mantener el área libre de residuales de sosa y de obstáculos que interfieran en la
circulación. Chequeo médico semestral debido a la aspiración de vapores de sosa. Al detectarse cualquier anomalía en los instrumentos de medición informar
inmediatamente al departamento de mantenimiento o al metrólogo.
Operación # 24: Inspección de botellas vacías. Línea 1.
1. Objetivos:Eliminar del flujo productivo las botellas sucias o defectuosas, reconociendo los siguientes defectos.
- Defectos en el fondo y laterales.- Bocas rotas o sucias.- Contaminaciones en las paredes interiores y exteriores así como objetos extraños.- Presencia de líquido residual.- Botellas diferentes al tipo y capacidad programada.- Botellas tapadas.
2. Equipamiento utilizado: Inspector HEUFT SPECTRUM InLine.
País: Alemania Peso: 1 250 Kg. Largo: 1 075 mm. Ancho: 950 mm. Alto: 1 530 mm. Temperatura de trabajo: 5 – 40 °C Humedad del aire: 30 – 95 % (sin rocío)Tensión (conductor exterior): 400 ± 10 % volt frecuencia: 50 / 60 Hz
Potencia: 1 800 W.Procesamiento de imágenes: 72 000 envases / h.
Manómetros: rango (0 -6) bar.
3. Materiales auxiliares: Aire limpio y seco. Lubricante de estera.
90

Botellas de muestra.
4. Procedimiento operativo.A través de la estera transportadora las botellas procedentes de la lavadora o de la máquina desempacadora de pacas, llegan al inspector de botellas vacías, donde mediante un flash se detectan y separan las botellas defectuosas, sucias y con presencia de líquido residual. El inspector funciona automáticamente y está concebido para la inspección sin contacto de envases. Las botellas rechazadas por el inspector son colocadas en cajas para al finalizar el turno ser devueltas al almacén de lleno y vacío.El equipo cuenta con 3 inspectores y 3 rechazadores.
Inspector 1: Control de entrada.Inspecciona: - Envases tapados.-Envases inclinados.-Envases asimétricos.-Envases demasiados gruesos.
Rechazador 1: Control de entrada. Rechaza los defectos anteriores y vierte las botellas en un tanque destinado para este
efecto.Inspector 2: Vista general de la cámara.
Inspecciona: -Boca
Rechazador 2: Control de salida. Rechaza los defectos anteriores y vierte las botellas en un tanque destinado para este
efecto.Inspector 3: Reconocimiento zonas de salida.
Inspecciona: -Líquido residual dentro de la botella.-Fondo.-Objetos extraños dentro de la botella.
Rechazador 3: Control de salida.Rechaza los defectos anteriores y vierte las botellas en un tanque destinado para este efecto.
Premisas para el funcionamiento: Comprobar la presencia y función protectora de los dispositivos de protección
reglamentarios en el equipo y sus componentes auxiliares. Comprobar que el termostato de la unidad de refrigeración esté ajustado a 40 °C (Una
disminución de este valor de ajuste puede llevar a la formación de agua de condensación dentro del equipo). Comprobar que la zona de rechazo esté vaciado de envases. Comprobar que la presión de aire en el manómetro para la refrigeración flash del fondo
esté ajustada a un máximo de 1.5 bar. Comprobar que la presión de aire en el manómetro para el dispositivo de limpieza del
fondo este ajustada al valor fijado. Comprobar que el panel de los transportadores se encuentre energizado.
Puesta en servicio: Comprobar que todos los dispositivos de protección existan y funcionen.
1- Conectar el interruptor principal. Comprobar que el equipo de alimentación de flash este conectado, en caso necesario
conectarlo. Comprobar que los transportadores del inspector estén conectados. En caso necesario
conectarlo.- Pulsar la tecla de encendido del TX.
91

Para alimentar con tensión el inspector, reconocimiento, inspecciones y sistema de rechazo.
Se arranca el sistema operativo del inspector. Tarda 2 minutos. Después de esto se visualiza la página de información en el display.
Comprobar que el ajuste de los dispositivos externos estén de acorde con el formato preseleccionado.
Antes de todo tipo de trabajo de recambio en el inspector se debe observar lo siguiente:1. Se debe vaciar el inspector de todos los envases.2. Pulsar el botón de STOP de Emergencia.3. Se debe asegurar que el inspector no se pueda reconectar involuntariamente.4. No se deben inhabilitar nunca los dispositivos de protección.
Antes de cualquier limpieza en el inspector:Las correas de transporte de botellas se conforman de diferentes plásticos. Se deben utilizar solamente detergentes y engrasantes con pH neutro para la lubricación y limpieza. Como desinfectantes para las correas de transporte se pueden utilizar detergentes alcohólicos.
Se debe vaciar el inspector de todos los envases. Se debe pulsar el botón STOP de Emergencia. Asegurarse de que el inspector no se pueda reconectar involuntariamente. No se deben inhabilitar nunca los dispositivos de protección. Proteger los componentes eléctricos contra el agua u otros líquidos. Proteger las líneas eléctricas, la caja de distribución y las partes de plástico contra ácidos o
alcalinos. Antes de llevar a cabo trabajos de limpieza en el sistema de rechazo se debe cerrar el
suministro de aire comprimido.
Antes de cualquier mantenimiento o reparación: Se debe desconectar el inspector y vaciarlo de todo los envases. Se debe pulsar el botón STOP de Emergencia. Asegurarse de que no se pueda reconectar involuntariamente. No se deben inhabitar nunca los dispositivos de protección. Antes de llevar a cabo trabajos de mantenimiento y reparación en el inspector y el sistema
de rechazo se debe cerrar el suministro de aire comprimido, asegurarse de que no se abra involuntariamente y purgar el aire.
92
Se deben reducir los intervalos de limpieza y de mantenimiento en caso de condiciones ambientales extremas (temperaturas altas, alta humedad del aire).Para la desconexión del equipo:
1. Pulsar la tecla SPECTRUM TX por unos tres segundos hasta que se ilumine el pictograma.- Se termina el sistema operativo del inspector (Tarda 2 minutos). La visualización en
el terminal de operaciones se apagan.- Al desconectar sobre el cuadro el control, el inspector así como todos los
reconocimientos, inspecciones y sistemas de rechazo.2. Desconectar el interruptor principal.
- Se desconectaran los equipos de alimentación.- Primero desconectar el inspector a través del cuadro de control y sólo después de
esto con el interruptor principal, ya que al desconectar directamente con el interruptor principal el equipo registra un corte de alimentación. Al volver a conectar se producirá el mensaje de error ¨ Fallo de corriente ¨.
Señales:Visualización 0 ó Verde: El equipo funciona sin problemas.Visualización 1 ó Amarillo: La producción corre con fallo.Visualización 2 ó Rojo: Importantes funciones fallan o están desconectadasVisualización 3 ó Rojo: Es absolutamente necesario llamar a servicios técnicos.
4. Especificaciones de calidad del proceso:Aspecto y descarte: No se admiten botellas con:- Defectos graves en la estructura o el vidrio del fondo, boca y paredes laterales.- Contaminaciones en las paredes interiores y exteriores así como objetos extraños.- Presencia de líquido residual.- Botellas diferentes al tipo y capacidad.- Botellas tapadas.
PUNTO DE CONTROL DEL PROCESO DE ENVASADOINSPECCIÓN DE BOTELLAS VACÍAS. LÍNEA 1. Objetivo No se aceptan botellas con defectos estructurales, vidrio, suciedades, cuerpos extraños, roturas y líquido residual a la salida de la fase, que puedan afectar la salud humana.
Medidas preventivas Evaluación del Estado Técnico operacional del equipo. Aplicación del modelo, formato o receta de botellas. Evaluación de defectos y objetos extraños. Establecer y controlar el mantenimiento correcto de las especificaciones de
sensibilidad de Inspección por defectos:
Sensibilidad de inspección aplicada: Botellas nuevas o recicladas de diferentes capacidades (350, 330 y 250 mL) de un solo formato (no mezclas de botellas):
Sensibilidad de inspección% Sensibilidad
mínimaBotellas nuevas
% Sensibilidad mínima
Botellas recicladasInspección de boca 5 1Inspección de fondo 70 60Inspector de paredes laterales
60 50
Líquido residual 85 80
93

Botellas mezcladas (cubanas + mexicanas de retorno) o cubanas solamente de 350 mL:Inspección de fondo: sensibilidad mínima 40 %Inspector de paredes laterales: sensibilidad mínima 30 %Líquido residual: sensibilidad mínima 60 %
5. Requisitos de seguridad en la operación:
Instruirse en los respectivos reglamentos de seguridad establecidos en el manual de
servicio (página 17).
Prestar especial atención a la simbología de seguridad y peligro, las señales lumínicas y los
dispositivos de protección.
Se prohíbe operar el inspector con las puertas abiertas y sin los dispositivos de protección
reglamentarios.
Purgar el aire del inspector después de cerrar el regulador del filtro.
En caso de peligro pulsar el botón STOP de Emergencia ó girar el interruptor principal a la
posición “0” OFF para detener el inspector.
Llevar la ropa protectora reglamentaria.
Prohibido introducir las manos en los orificios de entrada y salida de los envases encima del
transportador.
Usar guantes para operar el inspector.
No rociar nunca el inspector con agua u otros líquidos.
Prohibido encontrarse en la zona de peligro cuando se va a conectar el inspector. No operar
sin vigilancia.
No se debe operar el inspector con los dispositivos de protección o elementos de operación
defectuosos.
El personal en funciones de mantenimiento, debe estar debidamente autorizado por el jefe
de línea para tener acceso al equipo.
Usar ropa sanitaria, guantes, botas y gorro.
Prohibida la presencia de personal ajeno.
Adecuada ventilación e iluminación.
Mantener el área libre de obstáculos que interfieran en la circulación del operador.
El operador debe tener a su alcance de las herramientas necesarias para las interrupciones
mínimas de los equipos.
Al detectarse cualquier anomalía en los instrumentos de medición informar inmediatamente
al departamento de mantenimiento o al metrólogo.
94

95

Operación # 25: Enjuague de las botellas. Línea 1.
1. Objetivos:Enjuagar las botellas nuevas antes del proceso de llenado.
2. Características del equipamiento: Máquina Enjuagadora.
País: Alemania Tipo: VARIRINSE 50 Año: 2003 Rendimiento (botellas de 350 ml): 25 500 botellas/hPeso: 3 600 kg. Largo: 2 200 mm. Ancho: 3 120 mm. Altura: 2 200 mm. Cantidad de garras: 50 Transporte de botellas: de derecha a izquierda.Altura cinta transportadora: 1 100 mm.
Manómetros: rango (0 - 10) bar.
3. Materiales auxiliares: Agua suave. Aire limpio y seco.
4. Procedimiento operativo.Las botellas nuevas y viejas (en caso de ser necesario) después de ser seleccionadas pasan al enjuagador de botellas VARIRINSE, máquina que utiliza el principio de rotación para el lavado de las botellas mediante la inyección con agua fresca y su escurrido posterior.
Grupos o unidades principales:1. Armazón fundamental.2. Mesa de carga.3. Parte superior del rizador.4. Revestimiento.5. Equipamiento neumático.6. Instalación electrotécnica.
Modo de funcionamiento: Las botellas vacías llegan al enjuagador a través de la cinta transportadora. Una rosca o sinfín coloca las botellas a la distancia correspondiente para su paso a la
estrella de entrada. Después, las botellas son entregadas por la estrella a las garras de la plataforma
giratoria del rizador, se giran a 180 ° y se inyectan con agua. Luego de concluida la inyección, las botellas se escurren y se viran posteriormente a su
posición inicial. Si durante el paso faltasen una o varias botellas, entonces no se efectúa la inyección en
esas posiciones. La estrella de salida extrae las botellas de las garras y las lleva nuevamente a las cintas
transportadoras.El sentido o la dirección de paso de las botellas en el rizador tiene lugar (teniendo en cuenta el tipo de máquina) de derecha a izquierda.Los elementos de mando necesarios se encuentran en el armario de control, en el armario de distribución y en un equipo o elemento de mando manual.
96

Premisas para el funcionamiento:Tiene que haber aire comprimido con una presión de 5 bar como mínimo.Presión de agua:
Con regulador de presión en la tubería de agua fresca: 7 bar (máximo).Sin regulador de presión en la tubería de agua fresca: 3 bar (máximo).
97

Tipos de servicios:El enjuagador se puede poner en marcha en diferentes tipos o modos de servicios:- Servicio automático:
En el modo de servicio automático, los procesos tras la puesta en servicio del enjuagador marchan automáticamente. Para ello, el enjuagador está equipado con válvulas de accionamiento electroneumático.En el servicio automático, la velocidad del enjuagador se controla en dependencia de la llenadora.
- Servicio manual:En el modo de servicio manual, se suprime una parte de las funciones automáticas. Independientemente de ello, la máquina puede seguir funcionando.Es posible efectuar un giro por separado del enjuagador. Por ejemplo: Para efectuar pruebas. En servicio manual la máquina puede funcionar (con las puertas cerradas) por encima de su velocidad de giro básica.
- Servicio de reparación (funcionamiento de pulsación)En el modo de funcionamiento de pulsación se puede poner fuera de servicio los interruptores de seguridad de las puertas protectoras. La máquina puede seguir funcionando en su velocidad básica mientras se mantenga pulsado el botón.No es posible efectuar un servicio continúo con las puertas protectoras abiertas
- Externo.No funciona el enjuagador, solo la estera exterior.
5. Especificaciones de calidad del proceso: Aspecto: Botellas limpias.
6. Normas de seguridad en la operación: La máquina enjuagadora de botellas debe ser operada por personal calificado e
instruido exclusivamente. Nunca debe funcionar la enjuagadora de botellas si no se encuentra en óptimo estado
técnico o sin los dispositivos de seguridad correctamente instalados. Las herramientas y otros instrumentos auxiliares deben guardarse en los sitios
previstos para estos fines, de lo contrario puede poner en peligro el funcionamiento seguro de la instalación.
Al manipular ácidos y lejías (sosa) durante los trabajos de limpieza de la máquina deberán usarse guantes y espejuelos de protección especiales.
Se debe prestar especial atención a los símbolos de indicación de peligros y señales de advertencia contenidos en el manual.
No abrir compuertas o tapas con la máquina en funcionamiento. La operación y mantenimiento de la llenadora tapadora de botellas están permitidos
solo a personas debidamente autorizadas por la instancia superior. El operador debe conocer la vía de entrada de corriente, así como las posibilidades de
desconexión, además de conocer las prescripciones de ejecución. Antes de iniciar el operador esta obligado a comprobar el funcionamiento de todos los
pulsadores de PARADA DE EMERGENCIA y de los dispositivos de seguridad. No se puede efectuar modificaciones en dispositivos de control, conmutación y
controles (Solo a los especialistas del área formados para este trabajo).. Para trabajos de reparación hay que desconectar y asegurar el interruptor principal. Chatarra y vidrios deben eliminarse con medios auxiliares o guantes al efecto. Uso de ropa sanitaria, guantes, botas y gorro. Adecuada iluminación y ventilación. Prohibido el transito de personal ajeno.
98
Al detectarse cualquier anomalía en los instrumentos de medición informar inmediatamente al departamento de mantenimiento o al metrólogo.
99

Operación # 26: Llenado y tapado de botellas. Línea 1.
1. Objetivos: Garantizar el llenado correcto y el cierre hermético de las botellas.
2. Equipamiento Utilizado: Máquina Llenadora Tapadora de botellas.
País: Alemania Tipo: VARIFILL 60/KK15 Año: 2003 Capacidad rendimiento (botellas de 350 ml): 25 500 botellas/hPeso: 9 900 kg. Largo: 4 110 mm. Ancho: 3 140 mm. Altura: 2 760 mm. Puntos de llenado: 60 Órganos capsuladores: 15Tapadora para: Tapas corona, según DIN 6099
Bomba de vacío.Rendimiento: 350 m3/h Potencia: 12.6 Kw. Frecuencia: 60 Hz Velocidad angular: 1500 min-1 .
Manómetros: rangos (0 - 6) bar, (0 - 10)bar, (0 - 16)bar.
3. Materiales Auxiliares. CO2. Aire. Tapas. Lubricante de estera.
4. Procedimiento operativo.
Las botellas vacías transportadas por cadenas planas de charnelas llegan a la llenadora donde son convenientemente espaciadas por un tornillo sinfín, posteriormente son colocadas debajo de las válvulas de llenado del rotor y se llenan con cerveza o malta. Las botellas llenas son extraídas del rotor y transportadas a la tapadora donde son cerradas herméticamente.Todo el proceso de trabajo continuo se controla por un programa almacenado en el autómata mediante mando por menú desde el TOUCH Panel (Pantalla de contacto).La máquina llenadora tapadora puede tener los siguientes modos de funcionamiento.
o Funcionamiento automático: Los procesos de producción después de la puesta en marcha funcionan automáticamente.
o Funcionamiento manual: Se suprime una parte de las funciones automáticas. Los mensajes de error interno y externos no originan la desconexión de la máquina.
o Funcionamiento de pulsación: La máquina llenadora solo puede ponerse en marcha si las puertas de protección están cerradas.
o En este modo se pueden desconectar los interruptores de seguridad de las puertas de protección. La máquina puede seguir funcionando con su velocidad de giro básica mientras se mantenga oprimido el botón pulsador. No es posible efectuar un servicio continuo cuando las puertas de protección están abiertas.
o Limpieza: Tras haber conectado todas las tuberías de entrada y salida para la limpieza y la puesta en marcha de la máquina es necesario seleccionar entonces el servicio de limpieza en el armario de control.
Premisas para el funcionamiento:Si se han retirado de la máquina los medios auxiliares de montaje, las suciedades y los
objetos extraños.
100

El sentido de giro correcto del motor de accionamiento después de efectuar reparaciones.
Si se han desmontado las campanas después de efectuada la limpieza.La capacidad de función de interruptor de PARADA.La capacidad de función de los dispositivos de medición y señalización.La conexión de todas las tuberías de entrada y salida.La hermeticidad de todas las uniones de tuberías y juntas.Si hay CO2 en el grado de pureza exigido.Si la presión en la entrada de agua para el lavado de astillas es de 2 bar como mínimo y
de 1 bar como máximo para la bomba de vacío.Si el aire comprimido alcanza 5 bar.Si ha variado el surtido de botellas desde el último servicio.Si el equipamiento de la máquina no se corresponde con el tipo de botellas, realice
entonces el cambio de piezas del formato en la mesa de carga de la máquina en correspondencia con las instrucciones del manual de servicio. Cambiar el tubo de retorno de aire de las válvulas de llenado según el tipo de botella.
Ajustar la altura del órgano capsulador en la tapadora.Controlar si hay tapas en el interior de la tolva de la tapadora.Controlar si todas las puertas de seguridad están cerradas
Después de logradas las premisas y antes que la máquina pase a régimen normal de funcionamiento hay que efectuar el arranque de la máquina.Efectuar el arranque de la máquina significa: Vaciar el canal circular, efectuar la contrapresión del sistema y llenar el canal circular.En el modo de funcionamiento de pulsación se puede poner en marcha el rotor de la llenadora accionando el elemento de mando manual.
Pasos de trabajo para la puesta en marcha de la máquina Llenadora Tapadora:
Oprimir botón “CONECTAR Máquina”o Después de conectar la máquina aparece en el Panel la imagen inicial y después de
tocarla aparece el MENU PRINCIPAL.La máquina llenadora tapadora se encuentra en disposición eléctrica total.Desde el menú principal se puede pasar a los diferentes submenús accionando las teclas de contacto.
Efectuar ajuste de modo de funcionamiento y las modificaciones de los preajuste en los correspondientes menús.
Abrir la válvula de mano para el suministro de aire comprimido de los cilindros de aire VH6 en el armario de griferías (la válvula VH13 para la pistola neumática tiene que estar cerrada).
o Controlar en el manómetro la presión ajustada (2 – 2.5 bar)o Ajustar la presión deseada en la válvula de mariposa.
Abrir la válvula de CO2 como gas de contrapresión VH1 en el suministro de presión (o abrir la válvula para el aire como gas de contrapresión VH2 en el suministro de presión).
Abrir válvula VH14 en la tubería de entrada de la bebida. Para cambiar al menú de preselección: Oprimir tecla de contacto “CONECTAR Tapadora” Oprimir tecla de contacto “CONECTAR Transportador”
Efectuar arranque de la máquina en los siguientes pasos.o De manera automática mediante el MENÙ DE ARRANQUE.
101

o O de manera manual. Cambiar al MENU DE VACIADO
o Vaciar el canal circular. Cambiar el menú de contrapresión
o Efectuar contrapresión del canal hasta que se logre la presión de llenado deseada (0.5 bar menor que la presión de la bebida)
Conectar el interruptor para “ABRIR Entrada de bebida”o Se abre la entrada de la bebida (Y107, Y121).o Se llena el canal circular hasta el valor teórico ajustado.o La regulación del nivel se efectúa automáticamente.o De esta forma, la máquina esta lista para el servicio.
Oprimir el botón “CONECTAR Accionamiento Principal” en el armario de control.o La llenadora tapadora está lista para la producción.
Conectar el interruptor para “ABRIR Estrella de retención”o Las botellas entran a la máquina llenadora tapadora.
Activar en el display la opción del procedimiento de explosión de botellas, en caso de explosión el operador procederá a sacar las tres botellas después del lugar de la misma.
Controles durante el funcionamiento de la máquina Llenadora - Tapadora:Durante el funcionamiento de la máquina llenadora tapadora se visualizan inmediatamente los mensajes de error actualizados.Durante el funcionamiento, se puede detener la máquina accionando el interruptor “DESCONECTAR accionamiento Principal”. Se mantiene una plena disposición de servicio; Después de accionar el interruptor “CONECTAR Accionamiento Principal” continúa el servicio de producción. Puesta fuera de servicio de la máquina Llenadora - Tapadora:La puesta fuera de servicio puede efectuarse:- Cuando ha culminado el proceso de llenado.- Cuando finaliza el trabajo.- Cuando se va a cambiar a otro surtido de botella- Cuando se cambia la bebida, aunque en este caso debe efectuarse una limpieza.
Desconexión de la máquina Llenadora Tapadora: Conectar conmutador “CERRAR Estrella de conmutación”o Se vacía la llenadora Oprimir en el menú de contrapresión la tecla “PARADA” Cerrar la válvula VH14 en la tubería de entrada de bebidaCerrar la entrada de la bebida con el interruptor “CERRAR Entrada de la bebida”o Se vacía el canal circular.- Control en la lámpara de inspección en la tubería de entrada de la bebida. Oprimir en el menú de vaciado la tecla “ARRANQUE para el vaciado”o Vaciado del canal circular- Controlar la presión en el manómetro del canal y/o en la pantalla. Oprimir tecla “DESCONECTAR Accionamiento Principal”o Se detiene la máquina llenadora tapadora. Para cambiar el menú de preselección.
102

Oprimir tecla de contacto “DESCONECTAR Tapadora” Oprimir tecla de contacto “DESCONECTAR Transportador”Nota: Aquí se puede proceder con la limpieza o el cambio de bebida. Oprimir el botón “DESCONECTAR Máquina” Cerrar la válvula de mano para el suministro de aire comprimido de los cilindros de aire VH6 en el armario de griferías. Abrir Válvula de mano para el escape de aire VH8o Descompresión de los cilindros de aire. Cerrar la válvula de CO2 (VH1) o de aire VH2 en el suministro de aire comprimido.o La máquina llenadora tapadora no tiene corriente.Nota: Desconectar el interruptor principal sólo para periodos prolongados sin funcionar.
Especificaciones de calidad del proceso:
Contenido en botella (rango màx): 350 ml ± 10 ml, 330 ml ± 8 ml y 250 (de 245 a 260 mL) (Según tipo de botella y las especificaciones contratadas con el cliente). Hermeticidad: Correcta. Calibre de cierre: 1.120 – 1.125 (no pasa) y 1.130 – 1.135 (pasa). Contenido de CO2: 2.40 % v/v mínimo para las cervezas de 8, 9 y 10oP Nacional y OEE (en el caso de las cervezas especiales de 10oP, este valor esta sujeto al tipo de surtido especifico y a su ficha técnica). Contenido de CO2: 2.50 % v/v (mínimo) para los demás surtidos de cervezas y maltas.Aspecto: Botellas limpias, sin roturas, con cierre hermético y líquido libre de cuerpos extraños, vidrio y sustancias ajenas al producto.Cumplimiento del Procedimiento para explosión de botellas: Correcto.Temperatura del producto a la entrada de la llenadora: (0 - 10)ºC.Sensorial: Característico al tipo de producto o surtido envasado. Cumplimiento de los requisitos sensoriales para el producto en cuestión, según ficha técnica.
Constituye esta etapa un PCC (Gestión de Inocuidad, APPCC), por lo que su vigilancia y monitoreo es realizado cumpliendo el Procedimiento de Operación Estándar POEI 5.
6. Requisitos de seguridad en la operación: La máquina llenadora tapadora de botellas debe ser operada por personal calificado e
instruido exclusivamente. Nunca debe funcionar la llenadora tapadora de botellas si no se encuentra en óptimo
estado técnico o sin los dispositivos de seguridad correctamente instalados. Las herramientas y otros instrumentos auxiliares deben guardarse en los sitios previstos
para estos fines, de lo contrario puede poner en peligro el funcionamiento seguro de la instalación.
Al manipular ácidos y lejías (sosa) durante los trabajos de limpieza de la máquina deberán usarse guantes y espejuelos de protección especiales.
Se debe prestar especial atención a los símbolos de indicación de peligros y señales de advertencia contenidos en el manual.
No abrir compuertas o tapas con la máquina en funcionamiento. La operación y mantenimiento de la llenadora tapadora de botellas están permitidos solo
a personas debidamente autorizadas por la instancia superior.
103
El operador debe conocer la vía de entrada de corriente, así como las posibilidades de desconexión, además de conocer las prescripciones de ejecución.
Antes de iniciar el operador esta obligado a comprobar el funcionamiento de todos los pulsadores de PARADA DE EMERGENCIA y de los dispositivos de seguridad.
No se puede efectuar modificaciones en dispositivos de control, conmutación y controles (Solo a los especialistas del área formados para este trabajo)..
Para trabajos de reparación hay que desconectar y asegurar el interruptor principal. Chatarra y vidrios deben eliminarse con medios auxiliares o guantes al efecto. En caso de incendio no extinguirlo con agua. Usar la ropa sanitaria, botas, guantes y gorro. Usar tanques para el vidrio. Adecuada iluminación y ventilación. Prohibido el transito de personal ajeno. El operador debe tener a su alcance de las herramientas necesarias para las interrupciones mínimas de los equipos. Al detectarse cualquier anomalía en los instrumentos de medición informar
inmediatamente al departamento de mantenimiento o al metrólogo.
104

Operación # 27: Pasteurización. Línea 1.
1. Objetivos:El producto previamente embotellado y tapado se somete a un tratamiento térmico adecuado, con el fin de inhibir el desarrollo de microorganismos patógenos y por tanto lograr la estabilidad biológica del producto sin alterar sus características físico – químicas y organolépticas.
2. Equipamiento utilizado: Pasteurizador de túneles Niko.
País: Alemania Tipo: 095.26.148 Año: 2003 Código: 40724/02Peso vacío: 8 000 Kg. Peso operativo: 36 600 Kg. Altura total: 2 400 mm. Ancho total: 4 100 mm. Longitud total: 15 200 mm.Capacidad: 24 000 botellas/h Frecuencia: 60 Hz de tensión de red.
Motor cinta transportadora principal (2 unidades)Fabricante: SEW Tipo: KA97T R57DR63L4/TF Revoluciones: 0.75 min-1 Potencia: 0.25 Kw.
Motor cinta transportadora entrada / salida (4 unidades)Fabricante: SEW Tipo: SA57TDT80K4/TF Revoluciones: 15 min-1 Potencia: 0.55 Kw.
Bomba de rociado / lluvia.Fabricante: Niko II Motor: SEW Tipo: DFV100M4 Potencia de conexión: 2.2 Kw.
Ventilador.Fabricante: Elektror Tipo: RD62 Potencia de conexión: 1.2 Kw.
Control de temperatura.Fabricante: Balz Tipo: 4X Membramienlet 340-B-P21-DN25
Termómetros: rango (0 - 120) ºC. Manómetros: rango (0 - 16) bar, (0 - 6) bar.
3. Materiales auxiliares: Vapor saturado. Agua suave. Aire seco. Lubricantes para esteras.4. Procedimiento operativo.
El Pasteurizador de túnel se utiliza para lograr la conservación de productos envasados a través de la eliminación de microorganismos patógenos con un tratamiento térmico.Antes de comenzar la operación el operador abrirá la válvula de condensado del vapor y olerá el agua, la cual debe ser inodora, de no estar limpia procederá a cambiar el agua de los tanques. Las botellas llegan a la máquina en dos niveles sobre cintas de placas articuladas. Los envases se pasteurizan al ser sometidos a fases de calentamiento y enfriamiento posterior mediante riego de agua a la temperatura correspondiente. Las fases de calentamiento y
enfriamiento están divididas en diferentes zonas:ZONAS DENOMINACIÓN
I 1ra Zona de calefacción.II 2da Zona de calefacción.III 3ra Zona de calefacción.IV Zona de alta calefacción.
105

V Zona de retención.VI 1ra Zona de enfriamiento.VII 2da Zona de enfriamiento.VIII 3ra Zona de enfriamiento.
Las cuales adquirirán diferentes temperaturas según la receta del surtido. Los canales de energía permiten un intercambio de energía mutuo entre las zonas.I -------------- VIIIII -------------- VIIIII -------------- VIDe esta manera, la energía que se libera al enfriar, se puede utilizar para calentar los envases.El calentamiento es realizado por intercambiadores de calor interno. Los ajustes de temperaturas de estas zonas se efectúan en la pantalla o display. Las temperaturas del agua se indican.En las cajas de aspiración de las bombas montadas de costado, 2 tamices enchuflables filtran el agua de recirculación. Bombas independientes entre sí con juntas de anillos deslizantes generan la circulación de agua. Sensores de nivel aseguran que las bombas no trabajen en seco.Para establecer el tiempo y las temperaturas de cada producto, el operador se auxiliará del control de calidad.- El calor suave de las primeras tres zonas asegura un bajo porcentaje de roturas de
botellas.- Ventanas y aperturas de limpieza permiten la fácil limpieza del interior del túnel entero.- El equipo tiene sensores para indicar bajo nivel de líquido.
Para un mejor control del proceso y verificación del correcto funcionamiento del pasteurizador, el control de la calidad pasará el viajero dos veces en el turno de trabajo, de estar funcionando un solo mando se pasará dos veces por el mismo, de trabajarse con los dos se pasará una vez por cada mando por posiciones diferentes.
Premisas para el funcionamiento:Antes de efectuar la conexión de la máquina Asegurarse de que no haya cuerpos extraños ni personas en el área de trabajo de la
máquina. Comprobar que estén cerradas y enclavadas todas las puertas y las rejillas de
protección. Si la máquina dispone de equipos neumáticos:
- Controlar la presión de servicio. (El manómetro debe visualizar una sobrepresión de 6 bares)
- Controlar el nivel de aceite.- Comprobar el separador de agua.
Verificar que estén colocados los tamices enchuflables en las cajas de aspiración de los bombas.
Asegurarse de que estén cerradas todas las ventanas, cubiertas de protección y pozos de limpieza.
Puesta en servicio. Abrir lentamente las válvulas del aporte de agua fresca. Activar la disponibilidad del control mediante el pulsador “Control I = ON” Pulsar el pulsador “Salir de parada de emergencia” Verificar los niveles de agua de las diferentes zonas.
106

- La verificación se realiza en las cajas de aspiración de bombas.- Las bombas no deben funcionar en seco.
Abrir lentamente las válvulas de cierre de vapor. Arrancar la máquina por medio del OP17 (página 24 manual de servicio). Seleccionar la receta según el surtido.
Desconexión del Pasteurizador de túnel Detener el aporte de envases y hacer funcionar la máquina hasta vaciarla. Empujar manualmente los envases en la chapa de pase de entrada y salida a la cinta
transportadora siguiente. Detener la máquina por medio del OP17 (página 24 manual de servicio). Cerrar lentamente la válvula de cierre manual de aporte de agua fresca. Pulsar el pulsador “Control 0 = OFF” Llevar el interruptor principal a la posición “0”
Parada de emergenciaEn caso de peligro, accionar de inmediato el pulsador de parada de emergencia en el pupitre de mando o en la entrada o salida.
Conexión después de una parada de emergencia:Eliminar la causa que provocó la parada de emergencia. Volver a efectuar la conexión de la máquina.
5. Especificaciones de calidad del proceso:
Conteo total bacteriano: 10 Unidades de formación de colonias/mL (máximo). Hongos filamentosos y levaduras viables: Negativo.
Tiempo y temperatura de pasteurización: Por receta según surtido, mínimo 40 minutos a través del viajero.
Temperatura y UP
Aspectos Cerveza Malta Rango de temperaturas-zona de prepasteurización (ºC) 59 - 65 72 - 78 Rango de temperaturas pasteurización (ºC) 58 - 64 70 - 76 Unidades de pasteurización (UP) por viajero 10 - 90 250 - 1500
Especificaciones de calidad del producto: Según ficha técnica y descriptiva del producto.
Constituye esta etapa un PCC (Gestión de Inocuidad), por lo que su vigilancia y monitoreo es realizado cumpliendo el Procedimiento de Operación Estándar POEI 6.
6. Requisitos de seguridad en la operación:
El Pasteurizador de túneles debe ser operado por personal calificado e instruido en las condiciones e instrucciones técnico-operacionales del equipo. El operador debe mantener en el equipo el control automático de las operaciones, incluyendo el sistema de alarma ante averías y acto inseguro. El operario debe asegurarse de que no haya persona cerca de piezas en movimiento, ni introduzca las manos en ellas.
107

Nunca debe funcionar el pasteurizador sin los dispositivos de seguridad, no funcionan correctamente o no funcionan en lo absoluto. No abrir compuertas durante la operación. La operación y mantenimiento del Pasteurizador de túneles, están permitidos solo a personas debidamente autorizadas por la instancia superior. El operador debe conocer la vía de entrada de corriente, así como las posibilidades de desconexión, además de conocer las prescripciones de ejecución. No se puede efectuar modificaciones en dispositivos de control, automatización, conmutación y controles (Solo se acepta a los especialistas del área formados y capacitados para este trabajo). Nunca acerque los dedos a las áreas de entrada y salida. Desmontar o abrir las ventanas solo cuando la máquina esté detenida. Las herramientas y otros objetos tienen que guardarse solamente en los lugares previstos. Usar guantes para el trabajo. Para trabajos de reparación hay que desconectar y asegurar el interruptor principal. Chatarra y vidrios deben eliminarse con medios auxiliares o guantes al efecto. No tocar tubería de agua caliente y de vapor. No exponerse al calor. Usar caretas contra impacto, guantes de goma, camisa de mangas largas y delantal. El personal no puede llevar pelo largo suelto, ni joyas, incluyendo anillos. Cumplir con la higiene personal en la manipulación de alimentos. Proteger contra la humedad las piezas conectadas a la red eléctrica. Antes de cualquier trabajo en la máquina, asegúrese de que este desconectada y asegurada para una reconexión involuntaria. Usar ropa sanitaria y botas. Adecuada iluminación y ventilación. Al detectarse cualquier anomalía en los instrumentos de medición informar inmediatamente al departamento de mantenimiento o al metrólogo. Cumplir con las normas y legislaciones vigentes de la seguridad y salud en el trabajo aplicables al puesto de trabajo.
108

Operación # 28: Etiquetado, fechado y revisión de botellas llenas. Línea 1.
1. Objetivos: Identificar completamente al producto embotellado para su posterior
comercialización. Marcado del producto con fecha de vencimiento (en producción con etiqueta). Separar de la producción el producto con defecto de etiquetas (en producción con
etiqueta) y fuera del rango de volumen establecido según el tipo de botella.
2. Equipamiento utilizado: Máquina Etiquetadora GERNEP.
País: Alemania Tipo: 2k Código: 4010 kkPeso vacío: 3 Ton Peso operativo: 4000 kg
Manómetro: rango (0 - 10) bar. Termómetro: rango (0 - 60)ºC.
3. Materiales auxiliares: Aire seco. Agua. Etiquetas (Según surtido). Collarines (Según surtido). Adhesivo para etiquetas y collarines. Contraetiqueta (Según surtido). Velo. Tinta para fechador. Disolvente. Segueta.
4. Procedimiento operativo.
Las botellas entran a la máquina etiquetadora por medio de una estera transportadora que las entrega al sinfín donde son espaciadas de manera que lleguen individualmente a la zona de etiquetado. El cilindro de etiquetado toma las etiquetas y los collarines, uno a uno , por medio de uñas y las pasa o las confiere al dispositivo de engomar, que a su vez las entrega a la zona de etiquetado, siendo presionadas contra las botellas por medio de un dispositivo, quedando adheridas las etiquetas y los collarines a la botella. Posteriormente éstas pasan por un sistema de escobillas y esponjas que permiten lograr una mejor adhesión de las etiquetas y los collarines a las mismas. Las botellas etiquetadas desfilan por el equipo fechador, el cual le imprime la fecha de caducidad del producto (este procedimiento se puede realizar también de forma manual con una segueta u bjeto cortante).
Las botellas son extraídas por medio de cintas transportadoras para pasar al inspector de botellas llenas donde se separan las que tienen defecto de etiquetas (en producción con etiqueta) y fuera del rango de volumen establecido según el tipo de botella.
Premisas para el funcionamiento. La máquina tiene que estar ajustada a la clase de botella que se va a procesar. Los conductos para las cunas de etiquetas tienen que estar conectados. Los elementos necesarios para el tipo de botella a procesar estén disponibles.
Conexión de la bomba de encolado:
109

Colocar la bomba de encolado en el depósito de pegamento. Colocar la boquilla del conducto de transporte de la cola en la barra raspadora y
apretarla. Conectar el conducto de retorno del pegamento y el cuenco colector entre el raspador del
pegamento y el depósito de cola. Conectar el conducto de aire comprimido de la bomba de encolar. Conectar el suministro de corriente del calentador del pegamento en caso de ser
necesario.
Llenar el depósito de etiquetas- Para que las conexiones de la rebaba de estampado se suelten, hojear-separar
bien las etiquetas al desempaquetarla.- Asegúrese de que las etiquetas no se resbalen y que no se procesen etiquetas
de distintos tamaños.- Ajuste a la medida de las etiquetas los dedos gancho del depósito.Evitar holgura entre los dedos ganchos del depósito y las primeras etiquetas.Ajustar los dedos gancho del depósito solamente con las empuñaduras en estrella.Conectar la bomba de encoladoAjuste con el volante de velocidad de elevación y así también la capacidad de transporte.
Para los siguientes pasos tiene que estar la máquina en funcionamiento:
Realizar los siguientes procesos de encendido.o Conectar el interruptor principal.o Encender la máquina a mano.o Máquina en marcha.
Cuando la máquina está en marcha tiene que producirse influjo regular de un “dedo de espesor” en la barra de encolado.En caso de variar mucho el espesor del flujo de este patrón, volver a ajustar la capacidad de transporte de la bomba de cola.La máquina debe estar en marcha hasta que el pegamento se haya distribuido por el rodillo de encolado y las paletas de encolar. La hendidura del pegamento tiene el tamaño correcto cuando sobre las paletas se haya dibujado en la película exactamente. Ajuste a continuación el rascador tirando hacía fuera de la palanca de mano hasta el tope, gire a la derecha hasta que engatille de nuevo. Para estos trabajos de ajuste hay que dirigir la máquina con el mando por pulsador.El ajuste de la cantidad del pegamento es muy importante porque una película demasiado gruesa hace rebosar el pegamento por los bordes de las paletas (Esto da lugar a suciedad y que las etiquetas resbalen en las botellas. Si la película del pegamento es demasiado fina nos encontraremos con escasez de cola en la paleta y en la etiqueta. Esto da lugar a que las etiquetas en partes no se peguen a las botellas.Solo para anillos de soplado de aire:Ajustar el manómetro a 0.5 – 1.5 bar para el anillo de soplado en frente del cilindro gancho.Este dispositivo sólo tiene lugar en caso de revestimiento con hojas de estaño.Es para impedir que las cintas se enrollen.Ahora se puede conectar el automático de la caja de mando.Cuando las botellas empiezan a entrar en la máquina, comienza el proceso descrito a continuación:
110
Principios de funcionamiento:Los interruptores de atascamiento están sujetos a la cinta transportadora y provocan (en caso de ausencias de botellas) una regulación de velocidad de la máquina hasta llegar a la detención completa. El número de interruptores de atascamiento depende de la potencia de la máquina.o Conmutador de control de altura de las botellas
El conmutador reconoce si hay botellas rotas, caídas o de altura equivocada y detiene la máquina. Se trata de una medida de seguridad tanto para el operario como para la máquina.Tras sacar la botella, hay que volver a poner en marcha la máquina.
o Bloqueador de botellas.Es dirigido por los conmutadores de atascamiento en las cintas transportadoras. Cuando el último conmutador de atascamiento delante de la máquina queda libre se cierra el bloqueador y la máquina se detiene. Lo mismo sucede a la salida, cuando el primer conmutador después de la máquina entra en funcionamiento, cierra el bloqueador, y la máquina se detiene. Cuando los conmutadores son desconectados, la máquina vuelve a ponerse en marcha y el bloqueador se abre.
o El conmutador de etiquetas.Regula el movimiento del carro de etiquetas. Si el conmutador es accionado por una botella que pasa se manda una señal a una válvula electromagnética y el carro avanza hacia delante.
o El tornillo sin fin de distribución.Reparte las botellas con la distancia necesaria para la estrella de entrada.
o El carril de entrada.Dirige las botellas al tornillo sin fin de distribución y garantiza una entrega segura a la estrella de entrada.
o La estrella de entrada y el arco de guía.Transportan las botellas sobre los platos de fijación de botellas en la mesa botellas y bajo los cabezales de centraje en la cabeza de la máquina.
o Los cabezales de centraje.Se apoyan sobre las botellas a través de levas en la cubierta de la máquina. Las botellas quedan así ajustada entre los cabezales de centraje y los platos de fijación de botellas.
o La mesa de botellas.Transporta las botellas por el recorrido de producción (etiquetado, cepillado). Las botellas son giradas por el plato de botellas en la posición necesaria para etiquetar o cepillar. Los platos de botellas son girados en la mesa de botellas por segmentos de curvas y levas.
o La unidad de etiquetado.A través el rodado de las paletas por el rodillo de encolado quedan estás encoladas y recogen así las etiquetas del depósito. A continuación el cilindro de gancho prende en las paletas y transporta así las etiquetas a las botellas.
o El rodillo de encolado.La bomba de encolado bombea la cola sobre el rodillo de encolado.“CALENTAR PARA ENCOLAR”
o La barra raspadora orientable.
111

Posibilita regular la distancia entre el rodillo de encolado y la barra raspadora. El tamaño del hueco es al tiempo el grosor de la película de cola sobre el rodillo de encolado.
o Las paletas de encolado.- Recogen la cola del rodillo de encolado.- Toman las etiquetas de sus depósitos respectivos.- Las etiquetas son transportadas al cilindro gancho.
o Los cilindros gancho de etiquetado.- Cilindro gancho.El cilindro gancho recoge con los dedos gancho las etiquetas de las paletas.Entre los dedos gancho y la barra yunque quedan sujetas las etiquetas y son transportadas hasta la botella.
- Las esponjas de presión.Las esponjas de presión en el cilindro de gancho presionan las etiquetas contra la botella
- Conducción de aire. La conducción de aire tiene como misión mantener las etiquetas horizontales entre las paletas de encolado y las botellas. Además se evita que se enrollen las etiquetas (Solo necesario en caso de potencia elevada)
o El cepilladoLos bordes de las etiquetas son pegados a las botellas a través del cepillado.Los cepillos tienen que estar colocados perpendiculares a la botellas de manera que la cubran desde ambos lados por igual.
o La unidad de etiquetado al dorso.Para la unidad de etiquetado al dorso tiene validez los mismos principios de funcionamiento que para la unidad de etiquetado en cara, el rodillo de encolado, las paletas de encolado, los cilindros gancho y el cepillado.
o Estrella de salida.La entrega de la botella a la vía de transporte tiene lugar a través de la estrella de salida y la pieza central.
o Conmutador de retención en la salidaEn caso de retención de botellas en la máquina se acciona el conmutador y la máquina se detiene.
o Conmutador de retención en la cinta.Los conmutadores de retención están fijados en la cinta y ocasionan una regulación de la velocidad de la máquina en caso de retención de botellas por el empacador de botellas. El número de conmutadores depende de la potencia de la máquina.
o Conmutador en el dispositivo de protecciónEstos conmutadores de seguridad provocan la detención de la máquina al abrir la puerta de protección.
En esta etapa del proceso se toman aleatoriamente muestra testigos por lote producido (dos cajas si es con etiqueta y una caja de ser sin etiqueta), a las cuales se le realizaràn análisis químico – físicos, microbiológicos y sensorial.El operador debe velar por el correcto descarte de las botellas con problemas o no conformidades como: déficit o falta de etiqueta y collarines, deficiente etiquetado, etiquetas pegadas incorrectamente, además de sacar estas botellas y colocarlas en cajas (auxiliar).
5. Especificaciones de calidad del proceso: Calidad del etiquetado: Correcto.
112

Etiquetas, collarines, velo y contraetiquetas: bien colocadas, sin arrugas significativas, roturas o inclinaciones. Solo utilizar etiquetas con la información adecuada y conforme al producto envasado. Información correcta en la etiqueta: Fecha de vencimiento correcta. Lote: correcto. Correcto descarte de las botellas con problemas de etiqueta y fuera del rango de
volumen (capacidad) establecido según el tipo de botella. No se admiten botellas pirey.
6. Normas de seguridad en la operación: La Etiquetadora GERNEP debe ser operado por personal calificado e instruido
exclusivamente. El operario debe asegurarse de que no haya persona cerca de zonas del equipo donde
pueda provocar un accidente Nunca debe funcionar La Etiquetadora GERNEP sin los dispositivos de seguridad no
funcionan correctamente o no funcionan en lo absoluto. La operación y mantenimiento de la Etiquetadora GERNEP están permitidos solo a
personas debidamente autorizadas e instruidas por la instancia superior. Todas las cubiertas y puertas de seguridad tienen que estar cerradas y no deben ser
abiertas durante el funcionamiento, solo cuando la máquina esté detenida se podrá abrir. El operador debe conocer la vía de entrada de corriente, así como las posibilidades de
desconexión, además de conocer las prescripciones de ejecución. No se puede efectuar modificaciones en dispositivos de control, conmutación y
controles (Solo a los especialistas del área formados para este trabajo). Nunca acerque los dedos a las áreas de entrada, salida o las estrellas. Las herramientas y otros objetos tienen que guardarse solamente en los lugares
previstos. Para trabajos de reparación hay que desconectar y asegurar el interruptor principal. Vidrios deben eliminarse con medios auxiliares o guantes al efecto. El personal no puede llevar pelo largo suelto ni joyas incluyendo anillos. Proteger contra la humedad las piezas conectadas a la red eléctrica. Antes de cualquier trabajo en la máquina asegúrese de que este desconectada y
asegurada para una reconexión involuntaria. No se puede realizar cualquier intervención manual o con herramientas en la máquina
en funcionamiento. No se puede quitar o borrar señales, indicaciones carteles. No se puede utilizar equipos que produzcan ondas electromagnéticas en un radio de 2
metros. Usar ropa sanitaria, guante, careta, botas y gorro. Adecuada iluminación y ventilación. El operador debe tener a su alcance de las herramientas necesarias para las interrupciones mínimas de los equipos. Al detectarse cualquier anomalía en los instrumentos de medición informar inmediatamente al departamento de mantenimiento o al metrólogo.
113

Operación # 29: Empacado de Botellas. Línea 1.
1. Objetivos:Introducir automáticamente las botellas llenas en estuches plásticos, cajas de cartón y bandeja retráctil de manera eficiente y con calidad.
2. Características del equipamiento: Empaquetadora.
País: Alemania Tipo: VARIPACK 1200 Año: 2003 Peso: 800 kg Área que abarca: 3 m2
Altura total: 2 800 mm. Velocidad de procedimientoÁrbol 1: 0.8 - 1.2 m / s Árbol 2: 0.7 - 1.0 m / s. Carga manipulable: 250 kg Potencia: 15 Kw. I: 26 A Tensión: 460 volt
Instalación de transporte de botellas individuales.Tipo: ET 85. Año: 2003.Rendimiento: 3 000 – 60 000 botellas / hora Potencia: 460 V
Transportador de barrica de embalaje – cadena.Tipo: GFK Año: 2003Velocidad de elevación: 0.15 – 0.5 m / s Altura de guía: 195 – 440 mm. Potencia: 460 V
Transportador de barrica de embalaje - rodilloTipo: GF – R Año: 2003Velocidad de elevación: 0.2 – 0.5 m/s
Manómetros: rango (0 - 16) bar, (0 - 10) bar.
3. Materiales auxiliares. Aire Seco.
4. Procedimiento operativo.
Cajas de cartón. Las botellas previamente pasteurizadas, etiquetadas y revisadas entran en grupos de 24
a la caja de cartón abierta (tipo wrap around), contribuyendo con su peso a conformar la misma, la caja con las botellas dentro es pegada y sellada por los dispositivos que tienen esta finalidad, posteriormente son transportadas mediante esteras hacia el área de paletizaje pasando por el equipo marcador, donde a las que son litografiadas se les marca según el surtido y las que no pasan directamente al área de paletizaje para su posterior almacenamiento.
Retractiladora. Las botellas previamente pasteurizadas, etiquetadas y revisadas llegan a la máquina
retractiladora, donde 24 son situadas en una bandeja de cartón y cubiertas por una película de nylon retráctil, posteriormente son sometidas a un proceso de calentamiento en un horno cuya temperatura es controlada por el operador mediante el display de la máquina. Las botellas ya retractiladas son transportadas hacia el área de paletizaje para su posterior almacenamiento.
Cajas plásticas.Las botellas previamente pasteurizadas, etiquetadas y revisadas pasan a la máquina mediante cintas transportadoras, el equipo recibe simultáneamente las botellas de la mesa y los estuches plásticos. Las botellas son tomadas mediante válvulas dotadas de un
114

diafragma interno, que al suministrarle aire deja aprisionada la botella hasta que son colocada en los estuches, el equipo esta adaptado para 24 válvulas en disposición de seis por cuatro, los coloca en el interior del estuche.
La empaquetadora VARIPACK es la encargada de introducir automáticamente las botellas en estuches plásticos para ser transportados posteriormente a la etapa de paletizado. Una instalación de empaquetador contiene fundamentalmente los componentes de sistema:- Empaquetadora (Mesa de botellas, Cintas de cajas de entrad, Chapas de transición).- Transporte de barrica de embalaje- Transporte de botellas.- Armarios de distribución.
El equipo eléctrico de la VARIPACK consiste en: Armario de disposición.
El armario de distribución es la parte central del equipo. Sirve para el tratamiento de los datos y la dirección de los moduladores para la seguridad de la manera de servicio de VARIPACK.El armario de distribución tiene todas las protecciones, provisiones de corriente, convertidores de frecuencia, fusibles, más piedras de construcción eléctrica y el mando programable de registrar
Pupitre de mando.El pupitre de mando es un elemento central de la empaquetadora de donde todas las funciones pueden ser activadas y ajustadas. Control SPS.
Emisor. Motores. Válvulas magnéticas.
La utilización del soporte de cabeza de la cuchara como tanque de aire sirve para la aireación rápida y al mismo tiempo los tulipanes de embalajes y también la reserva de aire comprimido en caso de avería para asegurar las botellas.
Puesta en servicio: Conexión del interruptor llave en el Lauer – Pupitre de mando.
Así los sensores, los grupos de construcción de entrada y salida son alimentados de tensión.
Acusar recibo con el interruptor (tecla roja luminosa) la paralización de emergencia indicad, si la máquina está en un estado seguro (ninguna persona dentro del recinto de seguridad de la barrera de luz, máquina intacta).
En el menú de preselección se puede elegir:- Cual tipo de cajas se deben ser empaquetadas.- Con cual potencia se debe empaquetar. Adicionalmente las indicaciones del contador para cajas procesadas se puede reposicionar.
Tipos de servicio: Servicio automático.
La función de cada tecla está especificada en el manual de servicio página 24.En general la empaquetadora trabaja en el servicio automático con una velocidad que es adaptada a la transmisión nominal de la máquina que es programada en la empresa del fabricante o en el lugar del cliente. También es posible conmutar la velocidad de trabajo en niveles, dependiente del estado del emisor correspondiente.
Servicio de mando.
115

La función de cada tecla está especificada en el manual de servicio página 24.El tipo de servicio de mano es usado generalmente para la conversión de la cabeza de cuchara después de la eliminación de fallos (eventuales) al servicio automático a mover a una posición definitiva para trabajos de manejo, y también para la circulación de cajas vacías.
Instalación de central.La instalación de central para todos los tamaños de cajas es entregada y cambiada completamente (desmontar la clavija macho de la válvula sin neumático existente)
Chapas de guía de botellas, partadores de botellas.Si cambia a otros compartimientos se desmontan las chapas del peine de arriba y de abajo por soltar los elementos que sujetan y cambiar los juegos de chapas de peines nuevos.Las chapas de guía se posicionan por remoción hasta que son fijados en las ranuras de guía de las chapas de peine.
Vibrador de botellas.En caso de un cambio de formato, unidades completas de vibración se cambian y regularon de paso único.
Control de número completo.El control del número completo se puede regular con respecto a la altura y a la distancia dentro de las banderillas de conmutación. La distancia de arranque de se puede regular de nuevo también. Las banderillas de conmutación se debería controlar al número completo lo más tarde a la segunda fila después de la posición baja. Con un cambio del número de las filas de botellas las banderillas de conmutación se posicionaran a su posición nueva o individualmente en su eje de giro o se cambia el eje de giro completamente por uno nuevo.
Conexión de la VARIPACK:Diariamente: Abrir la válvula de cierre para aire comprimido. Poner en servicio el mando con el interruptor principal que está en la puerta del armario
de distribución (Tensión de alimentación) Conexión del mando con interruptor de llave. La indicación en el display señala la información de tensión de mano. La condición de VARIPACK se realiza en le teclado de mando. Selección de tipos de servicio de mando HANDBETRIEB o AUTOMATICO.
Desconexión de la VARIPACKLa desconexión de la empaquetadora VARIPACK solamente puede ser cuando los tulipanes de embalaje son ventilados y si no hay ningún material de mecanización en la cabeza de cuchara no es significante. Se recomienda efectuar está desconexión cuando la cabezas de cuchara se encuentre en posición de espera.En esta posición se realiza la aeración de la máquina neumática cerrando la válvula de cierre en la unidad de manejo de empaquetadora y los tulipanes de embalaje en el servicio de mano (F6, y después F1) se airean y desairean algunas veces hasta que el tanque de aire está si presión (Manómetro en cero). Después de accionamiento de la tecla AUS (F7) se desconectan la tensión de mando en el pupitre de servicio por el interruptor llave y sacar la llave. Al final se desconecta la tensión de provisión en el interruptor funcional y se cierra el interruptor funcional.
En caso de emergencia:
116

Se para la máquina con la tecla NOT – AUS (paralización rápida) en el pupitre de mando. En ningún caso se puede realizar la desconexión durante el servicio automático con el interruptor funcional o la llave ya que esto puede producir carga extrema para los rodamientos.
Puesta fuera de servicio por un periodo mayor de tres meses: Limpieza estipulada. Apagar y cerrar el interruptor principal o esté y el interruptor de peligro. Tratamiento de la instalación entera con aceite de cuidado y poner una cubierta de hoja. Controlar el estado de almacenamiento de la instalación en intervalos regulares.
5. Especificaciones de calidad del proceso:Empaque eficiente y con calidad:
No deben faltar botellas en los estuches y demás embalajes, ni llevar botellas rotas. Las cajas de cartón y el retractíl deben salir bien conformadas y selladas, manteniendo
la estructura e información correcta.
6. Normas de seguridad en la operación: La Empaquetadora VARIPACK solo debe ser operado por personal calificado e
instruido exclusivamente. El operario debe asegurarse de que no haya persona cerca de piezas en movimiento ni
introduzca las manos en ellas. Nunca debe funcionar Empacadora sin los dispositivos de seguridad no funcionan
correctamente o no funcionan en lo absoluto. La operación y mantenimiento de la Empaquetadora están permitidos solo a personas
debidamente autorizadas e intuidas por la instancia superior. El operador debe conocer la vía de entrada de corriente, así como las posibilidades de
desconexión, además de conocer las prescripciones de ejecución. No se puede efectuar modificaciones en dispositivos de control, conmutación y
controles (Solo a los especialistas del área formados para este trabajo). Chatarra y vidrios deben eliminarse con medios auxiliares o guantes al efecto. Las herramientas y otros objetos tienen que guardarse solamente en los lugares
previstos. Para trabajos de reparación hay que desconectar y asegurar el interruptor principal. El personal no puede llevar pelo largo suelto ni joyas incluyendo anillos. Proteger contra la humedad las piezas conectadas a la red eléctrica. Antes de cualquier trabajo en la máquina asegúrese de que este desconectada y
asegurada para una reconexión involuntaria. Antes de cualquier trabajo en la máquina asegúrese de que este desconectada y
asegurada para una reconexión involuntaria. Usar ropa sanitaria, guantes, botas y gorros. El operador debe tener a su alcance de las herramientas necesarias para las
interrupciones mínimas de los equipos. Adecuada iluminación y ventilación del lugar. Al detectarse cualquier anomalía en los instrumentos de medición informar
inmediatamente al departamento de mantenimiento o al metrólogo.
117

Operación # 30: Inspección y conteo de cajas con botellas llenas. Línea 1.
1. Objetivos: Extraer de la línea las cajas con botellas sin tapas y faltantes de botellas. Cuantificar las cajas con botellas llenas que salen de la línea.
2. Equipamiento utilizado:Datos técnicos del UNICEPT 4 electrónica básica:- Tensión de alimentación: 220 V AC- Tensión de control: 24 V DC- Entrada digital: 32X pnp no opto interdependiente- Entradas análogas: 32X 8 Bit (o 12 Bit) 0-10 V.- Salida digital: 16X pnp resistente al corto circuito 6X relé con contacto inverso.- Salida análoga: 6 X 12 Bit 0 – 10 V.- Interfase: RS 232 (Opcional RS485 o TTY)- Registro de programas: 32 kByte flash EPROM- Registro de datos: 32 kByte RAM amortiguado por baterías.- Indicación: LCD-display gráfico 240 X 64 Pixel.- Servicio: 6 teclas de membrana (Ocupación con teclados de
funciones)
3. Materiales auxiliares: Aire seco.
4. Procedimiento operativo.Las cajas procedentes de la empacadora son contadas automáticamente y por la acción del inspector de cajas son sacadas de la línea las que tienen faltante de botellas y botellas viradas, el operador tendrá la obligación de reponer las botellas faltantes e incorporar las cajas a la línea.
5. Especificaciones de calidad del proceso:No se admiten cajas con faltante de botellas, ni botellas rotas y sin tapas.
6. Requisitos de seguridad en la operación: Usar medios de protección e higiene del trabajo. Usar ropa sanitaria. El equipo solo puede ser utilizado en el estado técnico inmejorable. Leerse las instrucciones de manejo del equipo. Solo personal calificado podrá manipular el equipo. En caso de fallos funcionales, el aparato tiene que ser parado, asegurado y eliminado los
fallos inmediatamente. Cambios ocurridos en el (incluso de comportamiento funcional) tienen que ser
anunciados inmediatamente al personal competente. Las piezas de recambio tienen que ser correspondientes a los requerimientos técnicos
determinados por el fabricante. Adecuada iluminación y ventilación. Al detectarse cualquier anomalía en los instrumentos de medición informar
inmediatamente al departamento de mantenimiento o al metrólogo.
118

Operación # 31: Paletizaje de estuches. Línea 1.
1. Objetivos: Paletizar eficientemente los estuches llenos y listos para la distribución.
2. Equipamiento utilizado: Autómata para paletizar
País: Alemania Tipo: ROTAMAC – 3A E/B. Año: 2003 Peso: 2 000 kg Área que abarca: 13 m2
Altura total: 2 800 mm. Velocidad de procedimientoÁrbol 1: 90 ° en 2.0 m / s Árbol 2: 0.66 m / s. Árbol 3: 90 ° en 2.0 m / s Carga manipulable: 450 kg Tensión: 460 volt
Neuglas - Deslingotador.Tipo: NGS-Z . Año: 2003.Masa total: 850 kg Potencia: 15 Kw. Voltaje:460 V
Depósitos de paletas vacías.Tipo: LPM Año: 2003Masa total: 910 kg Masa de tratamiento: 500 kg Rendimiento máximo: 100 paletas / h Capacidad de almacenamiento: 15 paletasConsumo de aire: 0.25 m3 / h Tensión: 460 V
Transportador de rodilloTipo: FR Año: 2003Ancho de las paletas: 1000 – 1200 mm.Capacidad: 500 paletas/h Velocidad: 0.2 m/s
Manómetros: rango (0 - 10) bar.
3. Materiales auxiliares. Aire seco. Palets de madera
4. Procedimiento operativo.
Mediante esteras conductoras llegan los estuches al paletizador RotoMAC – 3A, el cual se encarga de levantar las filas de cajas, transportarlas y ponerlas en palets, para su posterior distribución y transporte.Consta de los siguientes instrumentos:
Descargador de paletas. Transporte de paletas. Transporte de barrica de embalaje. Armario de distribución, mando. (El mando se encuentra en el armario de distribución). Estación de agrupamiento.
Este autómata se encuentra conectado con el pupitre de mando el cual se encuentra instalado en un lugar donde el operador puede ver el autómata para paletizar y la mayor parte del contorno, en él se halla el teclado con las funciones necesarias de lógica y control.
El operador antes de comenzar debe limpiar las barras de seguridad y cerciorarse que estas estén alineadas debidamente, limpiar las fotoceldas y verificar que la presión de aire sea mayor de 5 bar.
119

120

Puesta en servicio:
Insertar el interruptor llave al pupitre de mando Lauer.Así todos los sensores y los grupos de construcción de entradas son alimentados con tensión.
Paralización rápida anunciada con el botón de acuso de recibo (Tecla luminosa roja) se acusa recibo, si la instalación está en un estado intacto.
Verificar que la cabeza esté de acuerdo con el formato a utilizar (cajas plásticas o cajas de cartón), que esté seleccionado el modo de acorde al mismo.
En el menú de preselección se puede elegir:- Cual tipo de cajas tiene que ser paletizado.- Cuantas capas tiene que ser palatizadas.- Si cajas llenas o vacías tienen que ser cambiadas. Adicionalmente las indicaciones del contador para las paletas llenas y vacías pueden ser contadas de reposición.
El pupitre de mando con teclado LAUER, el interruptor llave, interruptor de paralización rápida es un elemento de servicio central de la máquina, con que pueden ser iniciadas todas las funciones para:
- El manipulador y la cabeza de cucharón correspondiente.- El transporte de paletas.- El transporte de cajas.
La comunicación con el pupitre de mando se realiza sobre la indicación del texto, en que las informaciones necesarias durante el servicio y todas las informaciones de fallos son indicadas. Aquí los parámetros necesarios para el servicio automático.
Tipos de servicio: Servicio de mano.
Después de teclear el servicio de mano (Tecla F6) pueden ser realizadas las funciones de mano por medio del teclado. Las funciones sirven para arreglar la máquina, controlar funciones individuales o salir de una situación de fallos.Todas las funciones de mano son interrumpidas al llegar la posición tecnológica final. Si la tecla “Montaje” es accionada al mismo tiempo, movimientos pueden ser realizados que no son posible tecnológicamente.Las funciones individuales son juntadas en grupos funcionales, que son alcanzadas después de la conexión del tipo de servicio manual (F6) sobre las teclas de control.- F1 (Manipulador cabeza de cucharón – manipulación de capas)- F2 (Estación de agrupación / Transporte de cajas)- F3 (Transporte de paletas)- F4 (Depósito de paletas)
Servicio automático. El tipo de servicio “AUTOMATIK” es seleccionado con la tecla F8.Después de la selección del servicio automático y una marcha eventual de puntos de referencia, antes del arranque de la máquina el operador es ordenado a confirmar o corregir las circunstancias siguientes:
La situación de carga del sitio de cargar o del sitio de descargar.La situación de la cabeza.La situación de carga de la estación de agrupación.
FallosEl modo de Fallos se encuentra descrito en el manual página 22.
121
Puesta fuera de servicio:Desconexión:Con la tecla F7 (AUS) la máquina es conmutada en el modo de selección / preselección. Todos los accionamientos paran.Con el interruptor llave al pupitre la tensión de mando se apaga.Por medio del interruptor principal se realiza la separación de los esenciales elementos lógicos y de mando de la red. Eso se necesita solamente si la máquina es parada durante un espacio de tiempo más largo.Para poner el ROTOMAT fuera de servicio durante un espacio de tiempo más largo (hasta tres meses) las siguientes medidas tiene que ser tomadas: Limpieza estipulada. Parar y cerrar el interruptor principal o esté y el interruptor de peligro. Tratamiento de la instalación entera con aceite de cuidado y poner una cubierta de hoja. Controlar el estado de almacenamiento de la instalación en intervalos regulares.
Desconexión en caso de emergencia:Si el operador reconoce una situación de peligro, la máquina tiene que ser parada con la tecla de la paralización rápida o por activar la barrera de luz de seguridad.
5. Especificaciones de calidad del proceso: Calidad del Paletizaje: Correcto número de capas y de cajas por capas. Conformación y
colocación correcta del pallets.
6. Normas de seguridad en la operación: La máquina de paletizar RotoMAC – 3A solo debe ser operado por personal calificado e
instruido exclusivamente. El operario debe asegurarse de que no haya persona cerca de piezas en movimiento ni
introduzca las manos en ellas. Nunca debe funcionar la máquina de paletizar RotoMAC – 3A sin los dispositivos de
seguridad no funcionan correctamente o no funcionan en lo absoluto. La operación y mantenimiento de la máquina de paletizar RotoMAC – 3A están
permitidos solo a personas debidamente autorizadas e instruidas por la instancia superior.
El operador debe conocer la vía de entrada de corriente, así como las posibilidades de desconexión, además de conocer las prescripciones de ejecución.
No se puede efectuar modificaciones en dispositivos de control, conmutación y controles (Solo a los especialistas del área formados para este trabajo).
Chatarra y vidrios deben eliminarse con medios auxiliares o guantes al efecto. Las herramientas y otros objetos tienen que guardarse solamente en los lugares
previstos. Para trabajos de reparación hay que desconectar y asegurar el interruptor principal. Proteger contra la humedad las piezas conectadas a la red eléctrica. Antes de cualquier trabajo en la máquina asegúrese de que este desconectada y
asegurada para una reconexión involuntaria. Usar ropa sanitaria, guantes, botas y gorros. Mantener el área limpia, libre de vidrios, palets, estuches u otros obstáculos que incidan
en la libre manipulación del equipo, esteras, movimiento del operador y el montacarga. El operador debe tener a su alcance de las herramientas necesarias para las
interrupciones mínimas de los equipos. Adecuada iluminación y ventilación del lugar. Al detectarse cualquier anomalía en los instrumentos de medición informar
inmediatamente al departamento de mantenimiento o al metrólogo.
122

Operación # 32: Envolvedor de paletas.
1. Objetivos: Aumentar la preservación del embalaje y facilitar su almacenaje y manipulación.
2. Equipamiento utilizado:
Datos técnicos del CYCLOP:
Carga de paletas: Longitud: 1200 mm. Ancho: 1000 mm. Alto: 500 – 2000 mm. Peso máx: 1200 KgLámina de envoltura: Diámetro del núcleo: 76mm Diámetro de rodillo: hasta 400mm (exterior) Anchura de banda: hasta 500mm. Grosor de lámina: 17 – 35 μmSuministro de energía: Conexión eléctrica: 3/PE, 270/460 V, 60Hz, 3,5 KVA. Tensión de mando: 24 V Modo de protección: IP 56. Sistema neumático: 6+/-1 bar, aprox.55 NI/ paleta.Máquina: Paso de paletas: Prox.60 cargas a una altura de 1600 mm. Velocidad de mesa giratoria: Regulada por frecuencia de 0 a 20 min-1 (tipo 1800). Regulada por frecuencia de 0 a 12 min-1 (tipo 2300) con arranque
suave reglado. Carro de elevación: Velocidad continua y regulable hasta 0.25 m/seg
ajustable por separado para movimientos hacia arriba y hacia abajo.
3. Materiales auxiliares:
Aire seco. Nylon.
4. Procedimiento operativo.La operación de envolver paletas es opcional. Los palets llegan al equipo CYCLOP mediante esteras de rodillos, donde son envueltos por una lámina de nylon con preestirado y tensión de aplicación preseleccionada, al terminar la envoltura la lámina es cortada por una cuchilla en la parte superior del palets.
La cantidad de vueltas en el pie de la paleta y en el extremo superior está preajustado por separado.
Existen dos opciones para realizar la operación: Envoltura de ahorro: Se realizará la envoltura solo de abajo hacia arriba. Envoltura Normal: Se realizará la envoltura de abajo hacia arriba y de nuevo hacia
abajo.
Puesta en servicio: Establecer la alimentación de corriente de 3/PE, 270/460V, 60Hz, 3,5 kVA y la
alimentación aire comprimido entre 5- 6 bar.
123

Conectar la máquina en el interruptor principal. La máquina ejecuta automáticamente un ensayo del sistema. Después de un segundo la imagen título aparece en la indicación. Oprimir el pulsador luminoso “tensión de mando CON” en el pupitre de mando de la
máquina flejadora. En la indicación aparece “Aseguramiento de la zona abierto”. Por medio de oprimir el impulsor luminoso “Acuse de recibo del aseguramiento de la
zona“ (pupitre de mando de la máquina flejadora) es conectado el aseguramiento de zona, es decir, todos los dispositivos en razón de la seguridad, como barreras de luz, interruptores de puerta, etc.
Si todos los grupos constructivos de la máquina se encuentran en posición inicial, se enciende la tecla “posición inicial”.
Si la tecla no se enciende, entonces uno o varios grupos constructivos no se encuentran en posición inicial.
Por medio de oprimir el pulsador, todos los grupos constructivos se desplazan automáticamente a la “posición inicial”.
Se enciende el LED en la tecla “posición inicial”. Se enciende el LED en la tecla “Sistema automático parcial”. La máquina está lista para servicio en la función Sistema automático parcial.
5. Especificaciones de calidad del proceso: Envoltura completa, sin zonas descubiertas (falta de retractilado). No se admiten nylon roto en la envoltura. Correcta conformación y distribución de la envoltura para pallets.
6. Requisitos de seguridad en la operación: Usar medios de protección e higiene del trabajo. Usar ropa sanitaria. El equipo solo puede ser utilizado en el estado técnico inmejorable. Leerse las instrucciones de manejo del equipo. Solo personal calificado podrá manipular el equipo. En caso de fallos funcionales, el aparato tiene que ser parado y asegurado y eliminado
los fallos inmediatamente. Cambios ocurridos en el(incluso de comportamiento funcional) tienen que ser anunciados
inmediatamente al personal competente . Las piezas de recambio tienen que ser correspondientes a los requerimientos técnicos
determinados por el fabricante. Al detectarse cualquier anomalía en los instrumentos de medición informar
inmediatamente al departamento de mantenimiento o al metrólogo.
Lìnea # 2
Operación # 33: Despaletizaje de estuches.
1. Objetivos:Despaletizar las cajas de botellas nuevas y de retorno para su incorporación al proceso de embotellado.
2. Equipamiento utilizado. 3 conductores de cajas hacia la desempacadora de botellas
124

País: RDA.Marca: UEECapacidad: 1500 cajas / hPotencia: 3.0 kW.
Montacarga.
3. Procedimiento de trabajo.
Esta operación se realiza de forma manual, los palets son colocados por el montacarga en la mesa de estiba, el estibador se encarga de desmontar los estuches y depositarlos en la estera que los conducirá hasta la máquina desempacadora de botellas.
4. Especificaciones de calidad.Condiciones físicas de los estuches: Aceptables.
5. Reglas de protección durante la operación.
No tocar objetos extraños de los transportadores, ni con las manos, ni con los medios auxiliares. De ser necesario, bloquear el sistema de transportación.
No manipular botellas rotas sin las medidas de seguridad pertinentes. Usar guantes de material en la recepción de los toneles. Usar botas con casquillos. El operador debe conocer la vía de entrada de corriente y como efectuar la desconexión. Usar cinturón de fuerza. No permitir personal ajeno. El montacarga debe de ser operado por personas calificadas e instruidas. Mantener la limpieza del área. Usar ropa sanitaria. Al detectarse cualquier anomalía en los instrumentos de medición informar
inmediatamente al departamento de mantenimiento o al metrólogo.
Operación # 34: Desempacadora de botellas.
1. Objetivos:Extracción de las botellas vacías, para su posterior lavado.
2. Equipamiento utilizado. 1 máquina desempacadora de botellas.
País: RDA.Tipo: FEMFlujo unitario: 3.33 x 10-1 – 3.75 x 10-1 cajas / s (1000 cajas / hora)Consumo eléctrico: 8.5 Kw. 1 conductor de cajas vacías
País: RDA.Marca: UEBCapacidad: 1500 cajas / hPotencia: 1.49 Kw.Accionamiento eléctrico Manómetro indicador (regulación fija de aire)
Rango: 0 - 6 kgf / cm2
125

Precisión: 4Diámetro de carátula: 60 mm. 2 conductores de botellas vacías hacia la lavadora de botellas
Marca: Nagema ETCapacidad de carga: 48 000 botellas / hPotencia del motor: 2.80 Kw.Accionamiento eléctrico.
3. Materiales auxiliaresLubricantes de esteras.
Aire seco.
4. Procedimiento de trabajo.Las botellas vacías provenientes de la operación anterior en estuches plásticos, son transportadas por medio de esteras hacia la desempacadora, donde son extraídas por válvulas dotadas de un diafragma interno, que al suministrarle aire deja aprisionadas las botellas hasta que son colocadas en la mesa alimentadora que los lleva a la lavadora de botellas. Los estuches vacíos salen del equipo a través de un transportador de rodillos.
5. Especificaciones de calidad.- Calidad: Extracción eficiente de todas las botellas de la caja.
6. Reglas de protección durante la operación. No quitar, ni cambiar protectores de seguridad al equipo. No sacar, ni poner estuches en el equipo. No extraer cuerpos extraños de los transportadores, ni con las manos, ni con los medios
auxiliares. Si es necesario hacerlo, bloquear el sistema de transportación. No abrir las escotillas de observación, si es necesario hacerlo, bloquear el equipo. La máquina debe ser operada por personal calificado e instruido exclusivamente. El mantenimiento solo será realizado por el personal autorizado por el jefe de área. El operador debe conocer la vía de entrada de corriente y como efectuar la desconexión. Usar los medios de protección del área (guantes y botas de goma). Los objetos extraños deben eliminarse con medios auxiliares o guantes al efecto. Mantener la limpieza del área. No permitir personal ajeno. Usar ropa sanitaria. Al detectarse cualquier anomalía en los instrumentos de medición informar
inmediatamente al departamento de mantenimiento o al metrólogo.
Operación # 35 Lavado de botellas.
1- Objetivos:Obtener botellas limpias y estériles aptas para su posterior llenado con el producto.
2- Equipamiento utilizado. 1 máquina lavadora de botellas.
País: RDATipo: MDG – 36.1Flujo unitario: 13.33 botellas / s (48 000 botellas / h)Consumo de aire: 0.13889 m3 / s (50 m3 / h) (0.1 MPa).Consumo eléctrico: 85 kW.
126
Consumo de vapor: 0.2222 kg / s (800 kg / h) (0.5 MPa)Consumo de agua: 0 .00277 m3 / s (10 m3 / h) (0.1 MPa)
1 motor eléctrico de accionamiento principal.País: RDA.Tipo: KMR 160 S 8 – 4Potencia: 6.2 / 9.2 Kw.Velocidad angular: 75.92 / 152.37 rad / s (725 / 1459 r / min.)
1 motor eléctrico de la mesa impulsora.País: RDA.Tipo: KMR 100 L8.Potencia: 1.5 Kw.Velocidad angular: 73.3 rad / s (700 r / min.)
1 moto-reductor eléctrico de para la entrada de botellas.País: RDA.Tipo: Z 62 KMR 80 G4Potencia: 1.5 Kw.Velocidad angular: 6.6 rad / s (700 r / min.)
1 recipiente para agua de premojado.País: RDA.Capacidad: 2.1 m3 (21 Hl.)Material: acero inoxidable.
1 recipiente para sosa cáustica al 1% y 343.15 °k (70 °C)País: RDA.Capacidad volumétrica: 18.5 m3 (185 Hl.)Material: acero inoxidable.
1 recipiente con calentador para sosa al 0.71 % y 338.15 °k (65 °C)País: RDA.Capacidad volumétrica: 11 m3 (110 Hl.)Material: acero inoxidable.1 bomba centrífuga para rociado con lejías al 1 – 2 % y 342.15 °C (70 °C)País: RDA.Tipo: KDEF 6 200 / 260 – 01Flujo volumétrico: 9.72 x 10-2 m3 / s (350 m3 / h).
1 motor eléctrico de la bomba rociado.País: RDA.Tipo: KMR 160 S4Potencia: 15 Kw.Velocidad angular: 151.84 rad / s (1450 r / min.)
2 bombas centrifugas para lavado con sosa cáustica al 1 – 2 % y 343.15 °C (70 °C).País: RDA.Tipo: KDEF – 200 / 260 – 01Flujo volumétrico: 972 x 10-2 m3 / s (350 m3 / h)
2 motor eléctrico de la bomba de lavado.País: RDA.Tipo: KMR 160 S4Potencia: 15 Kw.Velocidad angular: 151.84 rad / s (1450 r / min.).
1 bomba para agua de prechorreo y chequeo intermedio.País: RDA.Tipo: KRZ 1 QY 65 / 160Flujo volumétrico: 97 m3 / h (2.69 x 10-2 m3 / s)
127

1 motor eléctrico de la bomba de prechorreo y chorreo intermedio.País: RDA.Tipo: KMR 56 K4Velocidad angular: 141.37 rad / s (1350 r / min.).
1 recipiente para agua de prechorreoPaís: RDACapacidad volumétrica: 28 m3 (280 Hl.)Material: acero inoxidable
1 recipiente para agua a 298 °K (25 °C) y 0.08 % de sosa cáustica.Capacidad: 1.3 m3 (13 Hl.).Material: acero inoxidable.
1 bomba para agua a 298.15 °K (25 °C) y 0.08 % de sosa cáustica.País: RDA.Tipo: KRZ 1 QY 65 / 160Flujo volumétrico: 97 m3 / h (2.69 x 10-2 m3 / s)
1 motor eléctrico de la bomba de agua con un 0.08 % de sosa cáustica.País: RDA.Tipo: KMR 56 K4Velocidad angular: 141.37 rad / s (1350 r / min.).
1 bomba de émbolo, para dosificación de sosa cáustica.País: RDA.Tipo: 2 PAX 64 – 401 / 32 Flujo volumétrico máximo: 203 x 10 4 m3 / s (730.8 x 106 cajas / h)
1 motor eléctrico de la bomba de émbolo para dosificación de sosa cáustica.País: RDA.Tipo: KMR S4 1P 44Potencia: 6.7 Kw.Velocidad angular: 150.00 rad / s (1440 r / min.).
4 motores eléctricos, para los mecanismos extractores de las etiquetas.País: RDA.Tipo: Z 6: KMR 63 K6Potencia: 18 kW.Velocidad angular: 94.25 rad / s (900 r / min.)
1 intercambiador de tubo y coraza (calentador).País: RDA.Flujo volumétrico máximo: 0.1 m3 / s (360 m3 / h)Agente de intercambio: vapor de agua.
1 bomba para enjuague final.País: RDA.Tipo: KRZ 1 QY 65 / 160Flujo volumétrico: m3 / h ( 30 x 10-2 m3 / s)
conductor de botellas, desde la lavadora hasta la llenadora 1 bomba para recuperación de sosa.
País: RDA.Tipo: KRZ 1 QY 65 / 160Flujo volumétrico: 30 m3 / h ( 30 x 10-2 m3 / s)
1 tanque decantador de impurezas de la recuperación.País: Cuba.Capacidad: 11 m3
Material: acero. 1 tanque de almacenamiento de sosa cáustica recuperada.
128

País: Cuba.Capacidad: 15 m3
Material: acero. Indicador de temperatura de la sosa
Rango: 0 - 100 °C Control de temperatura
Rango: 0 - 150 °C 7 Manómetro de contacto eléctrico.
Rango: 0 - 400 kPaPrecisión: 2.5
Diámetro de carátula: 160 mm Manómetro indicador: Rango: 0 - 10 kgf / cm2, Precisión: 1.6%.
Diámetro de carátula: 60 mm Manómetro indicador: Rango: 0 - 25 kgf / cm2, Precisión: 2.5%.
Diámetro de carátula: 100 mm Manómetro indicador: Rango: 0 - 6 kgf / cm2, Precisión: 1.6%.
Diámetro de carátula: 100 mm
3- Materiales auxiliares. Vapor saturado. Solución cáustica. Agua suave. Aire seco. Lubricante de estera. Desinfectantes, antiespumantes y abrillantador.
4- Procedimiento de trabajo.
Las botellas son conducidas por medio de esteras a la entrada de la lavadora, donde son tomadas por cada uno de los casilleros, para ser sometidas al proceso de lavado. El equipo consta de 52 casilleros, divididos en dos secciones de 26.El lavado se lleva a cabo por medio de un sistema combinado de remojo y de chorros a presión, en distintas etapas, utilizando agua y soluciones de sosa cáustica a diferentes temperaturas y concentraciones, las que se relacionan a continuación:
Zonas Rango de temperatura (oC)1 36 – 402 68 – 723 66 – 704 42 – 465 35 - 406 75 - 95
129

La presión de enjuague final debe ser 0.7 kgf / cm2 (70 000 kPa) mínimo.
5- Especificaciones de calidad.
Aspecto de las botellas: limpias, sin roturas, brillantes, sin cuerpos extraños, vidrios y suciedades. Residuos de álcalis y aditivos: no se admiten. Presión del agua de enjuague final: 0.7 - 2.5 kgf / cm2 (70 – 250) KPa ò (0.7 a 2.5 bar). Concentración de solución cáustica en el tanque 1: (1.5 – 4.0) % m/v Concentración de solución cáustica en el tanque 3: (0.5 – 3.0) % m/v Temperatura de la zona 6: mínimo 75oC.
Constituye esta etapa un PCC, por lo que su vigilancia y monitoreo es realizado cumpliendo el Procedimiento de Operación Estándar POEI 08.
6- Reglas de protección durante la operación.
Detener el equipo en caso de anormalidad. No dejar la máquina sola trabajando. Parar el equipo si hay obstrucción del mismo. Retirar las botellas rotas con mucho cuidado para evitar lesiones. No usar prendas. La máquina debe ser operada por personal calificado e instruido exclusivamente. El mantenimiento solo será realizado por el personal autorizado por el jefe de área. El operador debe conocer la vía de entrada de corriente y como efectuar la desconexión.
Usar guantes de goma para el trabajo con ácido y sustancias de limpieza. Usar los medios de protección del área (guantes y botas de goma). No introducir la mano en el agua caliente, para cambiar los coladores. Los objetos extraños deben eliminarse con medios auxiliares o guantes al efecto. Mantener la limpieza del área. No permitir personal ajeno. Usar ropa sanitaria. Al detectarse cualquier anomalía en los instrumentos de medición informar
inmediatamente al departamento de mantenimiento o al metrólogo.
Operación # 36: Inspección de botellas vacías. Línea 2.
1. Objetivos:
130

Eliminar las botellas que no cumplan con las especificaciones de limpieza e higiene a la salida del proceso de lavado. No admitir botellas sucias, rotas, deformadas o con materias extrañas.
2. Equipamiento utilizado. 4 pantallas con tubos de luz fluorescente de 20 Watt.
3. Materiales auxiliares.Tanque para almacenamiento de vidrio.
4. Procedimiento de trabajo.Las botellas salen de la lavadora y son conducidas por medio de esteras hasta las pantallas de revisión donde son revisadas todas las botellas y se retiran de la línea las botellas sucias, con materias extrañas, con suciedades permanentes, rotas, defoemadas y de otro tipo para ser devueltas al finalizar el turno al almacén de lleno y vacío, o enviarlas para romper..Las botellas sucias se colocan en la estera que las recircula a la máquina lavadora.
5. Especificaciones de salida del producto en proceso.Aspecto de las botellas: no se admiten botellas de diferentes tipos, botellas sucias o rotas, ni que contengan residuos de vidrio u otras sustancias o cuerpos extraños.Constituye esta etapa un PCC, por lo que su vigilancia y monitoreo es realizado cumpliendo el Procedimiento de Operación Estándar POEI 09.
6. Reglas de protección. Debe cumplirse con la rotación establecida para cada chequeador. No usar prendas. Las auxiliares deben ser personal calificado e instruido exclusivamente. El operador debe conocer la vía de entrada de corriente y como efectuar la desconexión. Usar los medios de protección del área (guantes y botas de goma). Mantener la limpieza del área. No permitir personal ajeno. Usar ropa sanitaria.
131

Operación # 37: Llenado y tapado de botellas.
1. Objetivos:Garantizar el llenado correcto y el cierre hermético de las botellas.
2. Equipamiento utilizado. 1 máquinas llenadora y capsuladora de botellas. País: RDA Tipo: BF 60,2 Flujo unitario: 7,22 botellas / s.
Consumo eléctrico: 12 Kw. Material: Acero X8 Cr Ni Ti 18.10
1 motores eléctricos, para el accionamiento principal.País: RDA.Tipo: KMR 132 S8 – 4Potencia: 0.25 Kw.Velocidad angular: 74.32 / 149.23 rad / s (1360 / 1425 r / min.)
1 bombas de vacío.País: RDATipo: ADSI 50Flujo volumétrico: 50 m3 / h
Manómetro indicador Rango: 0 - 6 kgf / cm2
Precisión: 4Diámetro de carátula: 60 mm
Manómetro indicador (Manovacuómetro. Bomba de vacío)Rango: -1 - 15 kgf / cm2
Precisión: 1.6Diámetro de carátula: 100 mm
Termómetro líquido en vidrio (entrada)Rango: 0 - 100 °CPrecisión: 1 °CLongitud del bulbo: 100 mm
Manómetro indicador (tanque circular)Rango: 0 - 6 kgf / cm2
Precisión: 4Diámetro de carátula: 60 mm
Termómetro líquido en vidrio (tanque circular)Rango: 0 - 140 °CPrecisión: 1 °CLongitud del bulbo: 200 mm
Manómetro indicador (regulación fija de aire)Rango: 0 - 6 kgf / cm2
Precisión: 4Diámetro de carátula: 60 mm
Manómetro indicador (llenadora # 2)Rango: 0 - 16 kgf / cm2
Precisión: 2.5
Diámetro de carátula: 60 mm
132

Manómetro indicador (llenadora # 2) Vacuo metro (llenadora # 2)
Rango: - 100 - 0 kPa Precisión: 1.6
133

Diámetro de carátula: 60 mm Indicador de flujo (llenadora # 2)
Rango: 0 - 40 x 1000 F / h Manómetro indicador (llenadora # 2)
Rango: 0 - 6 kgf / cm2
Precisión: 1.6Diámetro de carátula: 60 mm
Termómetro líquido en vidrio (llenadora # 2)Rango: 0 - 140 °C
2 Manovacuómetro ( bomba de vacío) Rango: - 1 - 5 kgf / cm2
Precisión: 1.6 Manómetro (tanque circular)
Rango: 0 - 10 kgf / cm2
Precisión: 2.5Diámetro de carátula: 60 mm
Termómetro líquido en vidrio recto (tanque circular)Rango: 0 -100 °CPrecisión: 1 °C
Manómetro indicador (regulación de aire)Rango: 0 - 6 kgf / cm2
Precisión: 2.5Diámetro de carátula: 60 mm
3. Materiales auxiliares.Dióxido de carbonoAireTapas coronasBotellasLubricante de estera
4. Procedimiento de trabajo.Esta operación es automática. Las botellas que entran al equipo mediante cintas transportadoras, son convenientemente espaciadas por un tornillo sinfín para de allí dirigirse a la maquina llenadora donde cada botella es tomada por una válvula de carga, que extrae el aire contenido en la botella, auxiliada por una bomba de vacío y permitiendo la entrada de dióxido de carbono o aire de manera que se mantiene un equilibrio de presión, comienza la entrada de cerveza y al mismo tiempo el desplazamiento del exceso de CO2 o aire hasta alcanzar la altura establecida en el llenado, momento en que se cierra automáticamente la válvula de llenado, quedando libre de botella la cual pasa a la sección de tapado, las tapas son llevadas hasta el equipo tapador, descendiendo las mismas por un conducto electromagnético hasta el platillo tapador, cuando este último se encuentra sobre la boca de la botella llena, desciende, logrando así el cierre hermético de la botella. Seguidamente la botella es liberada y continúa por medio de la cinta transportadora para ser revisadas y extraídas las botellas que no cumplan con la altura de llenado y luego se dirige hacia la zona de pasteurización.El equipo cuenta con 60 válvulas descarga y 12 platillos tapadores los que están dispuestos en forma circular en sus respectivos equipos.En caso de explosión de botellas, deberá apretarse el botón de enjuague de la válvula que se trate y en la siguiente vuelta de la máquina se extraerán la botella de esa válvula, la anterior
134

y la posterior para cerciorarse que no exista presencia de vidrio, en cuyo caso se eliminan del proceso.Los parámetros para lograr el contenido establecido son:Presión de vacío: -1 - 5 Kgf / cm2
135

136

Presión del tanque en bodega: 2.0 – 4.0 kgf /cm2 (202 650 Pa – 405 300 Pa).Presión de la llenadora: 2.0 – 5.0 kgf /cm2 (máximo)
5. Especificaciones de calidad.
Contenido en botella: 350 ml ± 10 ml, 330 ml ± 8 ml y 250 (de 242 a 260 mL) (Según tipo de botella, las fichas técnicas y las especificaciones contratadas con el cliente).
Hermeticidad del cierre: Correcta - Calibre de cierre 1.120 – 1.125 (no pasa) y 1.130 – 1.135 (pasa).
Cumplir con el procedimiento para explosiones o roturas de botellas según el POEI 10. Contenido de CO2: 2.40 % v/v mínimo para las cervezas de 8, 9 y 10oP (Nacional y OEE),
en el caso de las cervezas de 10ºP (especiales) este valor está sujeto al tipo de surtido especifico y a su ficha técnica.
Contenido de CO2: 2.50 % v/v mínimo para los surtidos de cerveza de 11, 12 y 13oP, y Malta.
Aspecto: Botellas limpias, sin roturas, con cierre hermético y líquido libre de cuerpos extraños y suciedades, libre de vidrio y sustancias ajenas al producto.
Temperatura del producto a la entrada de la llenadora: (0 - 12)ºC. Sensorial: Característico al tipo de producto o surtido envasado, cumpliendo los requisitos
sensoriales (según ficha técnica del producto).
Constituye esta etapa un PCC (Gestión de Inocuidad), por lo que su vigilancia y monitoreo es realizado cumpliendo el Procedimiento de Operación Estándar POEI 10.
6. Reglas de protección y seguridad durante la operación.
1- Las diferencias entre las sobrepresiones del CO2 y la cerveza no deben exceder nunca la máxima de servicio: 0.1 MPa
2- No sacar ni poner botellas en el equipo en movimiento.3- No descorrer el dispositivo plástico de protección contra vidrio.4- De abrirse una de las válvulas de seguridad, cerrar inmediatamente todas las tuberías de
admisión.5- No cambiar ni quitar revestimientos de protección.6- Prohibido eliminar vidrios con las manos o medios auxiliares que no sea con la pistola de
limpieza.7- No usar prendas. Cumplir con las exigencias normativas de los manipuladores de
alimentos. 8- La máquina debe ser operada por personal calificado e instruido.9- El mantenimiento solo será realizado por el personal instruido y autorizado por el jefe de
área.10-El operador debe conocer la vía de entrada de corriente y como efectuar la desconexión. 11-Usar los medios de protección del área (guantes y botas).12-Mantener la limpieza del área.13-No permitir personal ajeno.14-Usar ropa sanitaria.15-Al detectarse cualquier anormalidad en los instrumentos de medición, informar
inmediatamente al departamento de mantenimiento o al metrólogo. 16-Cumplir con los requisitos normativos vigentes de la seguridad y salud en el trabajo según
la NC 18000.
137

138

Operación # 38: Inspección de botellas llenas. Espejo 2.
1. Objetivos:Eliminar las botellas que no cumplan con las especificaciones de calidad a la salida de la llenadora.
2. Equipamiento utilizado. 2 pantallas con tubos fluorescentes de 20 Watt, pintadas de blanco.
3. Procedimiento de trabajo.Las botellas salen de la llenadora y son conducidas por medio de esteras hasta las pantallas de revisión donde se extraen todas las botellas que no cumplan con la altura de llenado, que contengan vidrios u otras suciedades que afectan al cliente y la calidad de la cerveza, estas cajas son recuperadas, el contenido pasa al tanque de recuperación, para ser posteriormente bombeado al área recuperación: En el caso de la malta se recuperara directamente para la opción de alimento
animal. En el caso de cerveza su contenido será enviado al área de recuperación de
cerveza, para ser reprocesado.Las cajas con botellas vacías serán devueltas al almacén de lleno y vacío.
4. Especificaciones de calidad. Aspecto de las botellas llenas: Botellas llenas limpias, con cierre hermético, libre de
partículas groseras y residuos de vidrio, sin defectos de diseño, ni roturas. Contenido en botella: Visual. Cumplir con el contenido normado. No se aceptan botellas
pirey o que incumplan el contenido.Constituye esta etapa un PCC, por lo que su vigilancia y monitoreo es realizado cumpliendo el Procedimiento de Operación Estándar POEI 11.
5. Reglas de protección durante la operación.1- Se debe cumplir con el periodo de rotación2- No se permiten operarios sin realizarse el chequeo con la frecuencia establecida. 3- No usar prendas.4- Las auxiliares deben ser personal calificado e instruido exclusivamente.5- El operador debe conocer la vía de entrada de corriente y como efectuar la
desconexión. 6- Usar los medios de protección del área (guantes y botas de goma).7- Mantener la limpieza del área.8- No permitir personal ajeno.9- Usar ropa sanitaria.
139

Operación # 39: Pasteurización.
1- Objetivos:Someter al producto embotellado a un tratamiento térmico adecuado, con el fin de inhibir el desarrollo de microorganismos que pudieran estar presentes. De esta forma se logrará la estabilidad biológica del producto sin alterar sus características físico – químicas y organolepticas.
2- Equipamiento utilizado. 1 pasteurizador de túnel de dos pisos, con cintas transportadoras y calentadoras.
País: Yugoslavia.Tipo: PIP 2214 Ejecución DL y PIP 222Flujo unitario: 13.3 botellas / s (63000 botellas / h) de 350 ml.
12 bombas centrifugas para recirculación de agua.País: Yugoslavia.Tipo: CN 801 – 4.Capacidad: (1 x 10-3 – 3.8 x 10-2 m3 / s) (3.6 –136.8 m3 / h)
12 motores eléctricos de las bombas.País: Yugoslavia.Tipo: 5 AZ 112 M – 4.Potencia: 4.4 kW.Velocidad angular: 180.12 rad / s (1720 r / min.)
4 motores eléctricos para el accionamiento principal.País: Yugoslavia.Tipo: S AZ 100 L B4 B5 A 250.Potencia: 3.3 kW.Velocidad angular: 175. 93 rad / s (1680 r / min.)
8 termómetro líquido en vidrioRango: 0 - 100 °CPrecisión: 1 °CLongitud del bulbo: 160 mm
Manómetro indicador (tubo de vapor)Rango: 0 - 100 kgf / cm2
Precisión: 2.5Diámetro de carátula: 100 mm
Termómetro de contacto eléctricoRango: 0 - 120 °CPrecisión: 2.5Diámetro de carátula: 160 mmLongitud del capilar: 5 metros.
2 conductores de entrada al mando 1, 2, 3 y 4. 2 conductores de salida del mando 1, 2, 3 y 4. 4 cintas conductoras de botellas. Conductores de botellas, salida del pasteurizador hasta la etiquetadora.
3- Materiales auxiliares.Agua suavizada.Vapor de agua.
4-Procedimiento de trabajo.
140

Las botellas entran al equipo por medio de transportadores de esteras accionadas por motores. Una vez dentro del equipo, son conducidas a través del túnel por medio de cintas transportadoras recibiendo duchas de agua con diferentes temperaturas de acuerdo a la zona en cuestión.Se definen en este equipo 4 zonas, cuyos parámetros operacionales de acuerdo al tipo de producto embotellado son los siguientes:
ZONAS TEMPERATURAS Cerveza Malta 1 44 - 50 - 2 53 - 60 - 3 59 - 64 72 - 80 4 58 - 63 71 - 78Tiempo para cervezas:8 – 20 minutos para temperaturas entre (58 – 64°C)Tiempo para malta:10 – 20 minutos para temperaturas entre (71 – 78°C)Tiempo de pasterización: 50 minutos parte superior y 60 minutos parte inferior mínimo.La temperatura se controlará además con el uso del viajero el cual se pasará como mínimo dos veces durante el turno de trabajo.
5- Especificaciones de salida del producto en proceso.
Conteo total bacteriano: 10 UFcolonias / ml (máximo) (prod. Pasteurizado).Hongos filamentosos y levaduras viables: negativo.
Aspectos Cerveza Malta
Rango de temperaturas zona III (ºC) Zona de Pasterización
59 - 64 72 - 80
Rango de temperaturas zona IV (ºC) 58 - 63 71 - 78Unidades de pasteurización 15 - 50 800 - 2000
Especificaciones del producto: Según ficha técnica.Constituye esta etapa un PCC, por lo que su vigilancia y monitoreo es realizado cumpliendo el Procedimiento de Operación Estándar POEI 12.
6- Reglas de protección durante la operación. Usar caretas contra impacto, guantes de goma, camisa de mangas largas y delantal. No quitar, ni cambiar protectores de seguridad. No sacar, ni poner botellas en el equipo en funcionamiento. No extraer vidrios hasta tanto no lleguen al transportador de salida y llegada al momento,
bloquear esta. No abrir las ventanillas de operación, si fuera indispensable hacerlo, bloquear el equipo. No tocar, ni recostarse a partes no aisladas térmicamente. No usar prendas. La máquina debe ser operada por personal calificado e instruido exclusivamente. El mantenimiento solo será realizado por el personal autorizado por el jefe de área. El operador debe conocer la vía de entrada de corriente y como efectuar la desconexión. Usar los medios de protección del área (guantes y botas de goma). Mantener la limpieza del área.
141

No permitir personal ajeno. Usar ropa sanitaria. Al detectarse cualquier anomalía en los instrumentos de medición informar
inmediatamente al departamento de mantenimiento o al metrólogo.
142

OPERACIÓN # 40: Etiquetado.
1- Objetivos: Identificar correctamente el producto embotellado según las exigencias normativas,
para su posterior comercialización. Marcado del producto con fecha de vencimiento (en producción con etiqueta).
2- Equipamiento utilizado. 2 máquinas etiquetadoras.
País: PortugalTipo: STAR 12TFlujo unitario: 12 000 botellas / hMaterial: acero inoxidable.
2 manómetros indicadores (uno por cada una)Rango: 0 - 6 kgf / cm2
Precisión: 2.5Diámetro de carátula: 60 mm
Conductor de botellas, salida de la etiquetadora hasta la empacadora.País: RDA.Tipo: NAGEMA.
3- Materiales auxiliares. Aire seco. Agua. Etiquetas (Según surtido). Collarines (Según surtido). Adhesivo para etiquetas y collarines. Contraetiqueta (Según surtido). Tinta para fechador. Disolvente. Segueta.
4- Procedimiento de trabajo.Las botellas entran a la máquina etiquetadora por medio de una estera transportadora que las entrega al sinfín donde son espaciadas de manera que lleguen individualmente a la zona de etiquetado. El cilindro de etiquetado toma las etiquetas y los collarines, uno a uno , por medio de uñas y las pasa al dispositivo de engomar, que a su vez las entrega a la zona de etiquetado, siendo presionadas contra las botellas por medio de un dispositivo, quedando adheridas las etiquetas y los collarines a la botella. Posteriormente éstas pasan por un sistema de escobillas y esponjas que permiten lograr una mejor adhesión de las etiquetas y los collarines a las mismas. Las botellas etiquetadas desfilan por el equipo fechador, el cual le imprime la fecha de caducidad del producto, este procedimiento se puede realizar también de forma manual con una segueta.
5- Especificaciones de calidad. Calidad del etiquetado: Correcto estado físico de etiquetas y collarines, bien colocadas, sin
arrugas significartivas, roturas o inclinaciones y con información correcta. Fecha de vencimiento y lote: correcto. Ver Operación 41.
6- Reglas de protección durante la operación. No sacar, ni poner botellas en el equipo.
143

No sacar etiquetas de ninguna parte del equipo. No quitar, ni cambiar revestimientos de seguridad. No eliminar vidrios con las manos, solo puede hacerse con medios auxiliares y con el
equipo bloqueado. Se prohíbe intervenir en el equipo. De ser necesario, se bloqueará anteriormente el
equipo
144

Operación # 41: Inspección de botellas llenas. Espejo 3.
Objetivos:Eliminar las botellas que no cumplan con las especificaciones de salida de la etiquetadora.
Equipamiento utilizado. tubos fluorescentes de 40 Watt.
Procedimiento de trabajo.Las botellas salen de la etiquetadora y son conducidas por medio de esteras hasta las pantallas de revisión donde se extraen todas las botellas que no cumplan con un correcto fechado y etiquetado.
Especificaciones de calidad.Calidad del etiquetado: Correcto. No se admiten botellas con etiquetas y collarines mal colocadas, arrugadas significativamente, rotas o con inclinaciones severas. No se admiten botellas sin etiquetas. Información: Correcta. Fecha de vencimiento y lote correcto.
Reglas de protección durante la operación.1. Se debe cumplir con el periodo de rotación2. No se permiten operarios sin realizarse el chequeo con la frecuencia establecida. 3. No usar prendas.4. Las auxiliares deben ser personal calificado e instruido exclusivamente.5. El operador debe conocer la vía de entrada de corriente y como efectuar la
desconexión. 6. Usar los medios de protección del área (guantes y botas de goma).7. Mantener la limpieza del área.8. No permitir personal ajeno.9. Usar ropa sanitaria.
145

Operación # 42: Empacado de botellas.
1. Objetivos:Introducir automáticamente las botellas llenas en estuches plásticos, bandeja retráctil o cajas de cartón, para ser transportados posteriormente al almacén de productos terminados.
2. Equipamiento utilizado. 1 empacadora de botellas para cajas plásticas.
País: RDA.Tipo: NAGEMA1 carro de 3 cajasFlujo unitario: 3.33 x 10-1 3.75 x 10-1 estuches / s (1000 estuches / h)Consumo eléctrico: 8.5 kW.Presión de trabajo: 5 - 6 kgf/cm2
1 empacadora de botellas para cajas de cartón.1 carro de 2 cajasPaís: PortugalMarca: CosvalFlujo: 750 cajas/ h.
1 coformadora de cajas de cartón.País: Portugal.Tipo: CosvalFlujo unitario: 750 cajas / h
1 máquinas selladoras de cajas.País: PortugalTipo: Cosval.Flujo unitario: 1000 cajas / h.
Conductor de cajas plásticas, salida empacadora hasta el almacén. Conductor de cajas de cartón, salida empacadora hasta el almacén. Retractiradora
País: ItaliaMarca: GramegnaFlujo unitario: 1000 cajas / h
3. Materiales auxiliares.Estuches plásticos y cajas de cartón.Pegamento.Presillas.Aire.
4. Procedimiento de trabajo.
Cajas plásticas:Las botellas previamente pasteurizadas, etiquetadas y revisadas pasan a la máquina empacadora mediante cintas transportadoras, el equipo recibe simultáneamente las botellas de la mesa y los estuches plásticos. Las botellas son tomadas mediante 24 válvulas dotadas de un diafragma interno, que al suministrarle aire deja aprisionada la botella hasta que son colocada en el interior de los estuches.
Cajas de cartón.
146

Las cajas de cartón previamente conformadas en la máquina conformadora llegan a la empacadora donde las botellas son colocadas en el interior de las cajas mediante un diafragma interno, que deja aprisionada la botella hasta ser colocadas en las mismas, posteriormente estas cajas son selladoras por el equipos destinado para ello.
Retractiladora. Las botellas después de ser revisadas llegan a la máquina retractiladora, donde 24 son
situadas en una bandeja de cartón y cubiertas por una película de nylon, posteriormente son sometidas a un proceso de calentamiento en un horno cuya temperatura es controlada por el operador mediante el display de la máquina. Las botellas ya retractiladas son transportadas hacia el área de paletizaje para su posterior almacenamiento.
5. Especificaciones de calidad. No deben faltar botellas en los estuches, ni llevar botellas rotas.
Calidad del empaque: Las cajas de cartón y bandejas retractiles deben salir bien selladas y correctamente
conformadas, con la información adecuada.
6. Reglas de protección1. No intervenir en el equipo, si es necesario hacerlo, hay que bloquear el equipo.2. No quitar, ni poner botellas y estuches en el equipo.3. No abrir las escotillas de observación, si es necesario hacerlo, primeramente
bloquear el equipo.4. No quitar, ni cambiar protectores de seguridad. 5. No usar prendas.6. La máquina debe ser operada por personal calificado e instruido exclusivamente.7. El mantenimiento solo será realizado por el personal autorizado por el jefe de
área.8. El operador debe conocer la vía de entrada de corriente y como efectuar la
desconexión. 9. Usar los medios de protección del área (guantes y botas de goma).10.Mantener la limpieza del área.11.No permitir personal ajeno.12.Usar ropa sanitaria.
147

Operación # 43: Paletizaje de estuches.
1- Objetivos:Acomodar eficientemente los estuches llenos y listos para el almacenamiento o la transportación.
2- Materiales auxiliaresPaletas de madera.
3- Procedimiento de trabajo.Esta operación es manual. El estibador recibe las cajas provenientes de la línea de embotellado y las coloca de tal manera, que permite optimizar el espacio de las paletas.Para cajas plásticas: 40 cajas por paleta.Para cajas de cartón:60 cajas por paletas.Posteriormente las paletas son transportadas mediante montacargas hacia el almacén de lleno y vacío para su posterior despacho.
4- Especificaciones de salida del producto en proceso.Calidad del paletizaje: Altura máxima de las paletas 5 paños, correcta conformación y estructura del pallets. Cajas correctamente situadas.
5- Reglas de protección durante la operación.1. Usar guantes y espejuelos de protección.2. No tocar objetos extraños de los transportadores, ni con las manos, ni con los medios
auxiliares. De ser necesario, bloquear el sistema de transportación.3. No manipular botellas rotas sin las medidas de seguridad pertinentes.4. Usar guantes de material en la recepción de los toneles.5. Usar botas con casquillos.6. El operador debe conocer la vía de entrada de corriente y como efectuar la desconexión.7. Usar cinturón de fuerza.8. No permitir personal ajeno.9. El montacarga debe de ser operado por personas calificadas e instruidas.10.Mantener la limpieza del área.11.Usar ropa sanitaria.
148
149

Operación # 44: Recepción y almacenamiento de toneles vacíos.
1. Objetivos: Verificar las características físicas e higiénicas de los toneles. Contabilizar los toneles desde el almacén.
2. Equipamiento utilizado.o Montacarga.o Estera conductora con accionamiento eléctrico. Potencia 0.75Kw.
3. Procedimiento de trabajo.
Los toneles llegan en camiones u otro tipo de transporte adecuado y se depositan en el local de recepción, donde son contabilizados y chequeados exteriormente por el dependiente de almacén y posteriormente son entregados al área de producción en el cual los operadores evalúan estos elementos (aspecto exterior, estado técnico de las válvulas, etc). Los toneles que no cumplan con las especificaciones que se relacionan posteriormente en esta etapa, se separan del lote entrante para efectuar una limpieza exterior (utilizando detergente y cepillo) o reparación técnica que tendrá como objetivo, recuperar las condiciones físicas e higiénicas de los toneles. Posteriormente el operador sitúa los toneles en correcto estado técnico en la estera conductora para la entrada al lavado exterior. El operador exige al área de almacén porque el estado técnico y limpieza de los toneles que se destinen a la producción estén en satisfactorias condiciones.
4. Especificaciones de calidad del proceso.
Limpieza exterior y aptitud de los toneles que llegan al área de producción: Libre de contaminación con otros productos alimenticios, hidrocarburos, aceites u otros residuos adheridos permanentemente a las paredes y boca del tonel. No aceptar suciedades significativas e inadmisibles. Condiciones físicas de los toneles recibidos: correcta
5. Reglas de protección durante la operación.
Usar guantes de material en la recepción de los toneles. Usar botas con casquillos. El operador debe conocer la vía de entrada de corriente y como efectuar la desconexión. Usar cinturón de fuerza. No permitir personal ajeno. El montacarga debe de ser operado por personas calificadas e instruidas. Mantener la limpieza del área. Usar ropa sanitaria.
150

151
Operación # 45: Lavado exterior de los toneles.
1- Objetivos:
Efectuar el lavado exterior del tonel, de forma tal que le permita cumplir con las características higiénicas mínimas exigidas para la manipulación de alimentos.
2- Materiales auxiliares Agua suave. Vapor saturado.
3- Equipamiento utilizado.
Máquina lavadora de toneles.País: Italia. Tipo: COMAC Material: Acero inoxidable. Capacidad: 150 toneles / hora
Tanques de agua: Material: Acero inoxidable. Capacidad: 600 litros Manómetros : Rango( 0 - 6) bar Estera conductora de rodillo.
4- Procedimiento de trabajo.
Al comenzar el turno el operador encenderá el panel de movimiento en la opción preparación de tanques como mínimo 20 minutos antes de iniciar la operación y programa el formato según el producto a envasar, accionará sobre el estado físico e higiénico de los coladores de la lavadora, chequea los parámetros correspondientes: - temperatura del agua caliente (60 -80 oC) - Presión de la bomba de agua caliente mínimo 1.5 bar – Presión de agua suave a temp. ambiente (mínimo 1.5 bar), cuando se obtienen todos los parámetros antes mencionados poner ciclo de producción en el panel de movimiento en el equipo lavador externo. A continuación el tonel es situado por el operador en la estera conductora de rodillos, que conducirá los mismos hasta la máquina lavadora exterior de toneles, primeramente con agua caliente durante 35 seg y posteriormente un enjuague final con agua a temperatura ambiente durante 10 seg. Los toneles que no salgan con las especificaciones de calidad de la etapa serán separados y recirculados nuevamente a la máquina lavadora.
5- Especificaciones de calidad del proceso.
Salida del tonel: Higiénico.
6-Reglas de protección durante la operación.
La máquina debe ser operada por personal calificado e instruido exclusivamente. El mantenimiento solo será realizado por el personal autorizado por el jefe de área. El operador debe conocer la vía de entrada de corriente y como efectuar la desconexión. Usar guantes de goma para el trabajo con ácido y sustancias de limpieza. Usar los medios de protección del área (guantes y botas de goma con casquillo). No introducir la mano en el agua caliente, para cambiar los coladores. Los objetos extraños deben eliminarse con medios auxiliares o guantes al efecto. Mantener la limpieza del área.
152

Cinturones de fuerza. No permitir personal ajeno. Usar ropa sanitaria.
Operación # 46: Pasteurización y Enfriamiento de cervezas y maltas.
Introducción:La cerveza y malta dispensada se pasteriza para eliminar o reducir hasta límites aceptables el contenido de microorganismos con incidencia en la inocuidad y vida de anaquel del producto, sin alterar las características sensoriales del mismo, no obstante, bajo condiciones de refrigeración, higiene y una correcta manipulación la cerveza puede no pasterizarse excepcionalmente (favorecido por: presencia de alcohol y lúpulo, CO2, bajo contenido de nutrientes, entre otros) en dependencia del destino previsto, reducida durabilidad y estrictas condiciones de almacenamiento. Existen sistemas de pasterización flash en lo que los procesos de pasterización y enfriamiento se realizan como operaciones separadas, en nuestro caso se pueden aplicar los 2 procesos independientes o no. A continuación se expone en esta etapa los dos procedimientos de tratamiento según el tipo de producto.
1- Objetivos:
1. Productos Pasterizados: Eliminar la flora microbiana hasta límites aceptables presente en el producto antes de envasar en el tonel mediante la pasterización o tratamiento térmico controlado.
2. Productos sin pasterizar: Enfriar y almacenar en el tanque flash bajo correctas condiciones los productos dispensados, lográndose cumplir con las especificaciones físico-químicas, microbiológicas y sensoriales exigidas.
2- Equipamiento utilizado.
Intercambiador de calor de placasTipo: ALFA LAVAL M6 – MFHC 30104 – 12489Masa: 264 kg Volumen líquido: 36 L Área total: 11.34 m2
Flujo: 3100 kg / h Fluidos: cerveza, agua caliente, agua alcoholada Tanque de productos pasteurizados Capacidad: 2500 litros Material: Acero inoxidable. Bomba de sobre impulso o rebombeo, Tipo ALFA LAVAL de 6.0 m3/h. Bomba de circuito de agua caliente, Tipo ALFA LAVAL de 1- 2 m3/h. Bomba de envío inicio de bodega de guarda a toneles de 6.0 m3/h. Manómetros : Rango (0 – 16 ) bar y (0 - 6) bar Conductímetro: (0 - 3000) mS/cm. Flujómetro: (1 - 8) x 1000 l/h. Bomba de envío del tanque de buffer a llenadora 6.0 m3/h.
3- Materiales auxiliares Vapor saturado. Agua alcoholada. (glicol) Aire estéril y seco. Agua suave.
153
4- Procedimiento de trabajo.
Productos pasterizados:Al inicio de cada turno se establece el cambio de formato según el producto a envasar.Cerveza pasterizada: Establecer ciclo de trabajo prearranque debiéndose realizar los siguientes pasos:Poner cambio de formato en panel de llenadora y ciclo de trabajo CIP cabezal de llenado, oprimir botón marcha en automático. Abrir válvula de recirculación en llenadora. Abrir válvula retorno a bodega en Pasterizador.Abrir válvula de recirculación en el pasterizador.Establecer en el panel de control del pasterizador: temperatura del agua de recirculación 85oC, tiempo de recirculación del agua caliente de 15 a 20 minutos.Cuando se obtienen las UP necesarias establecer el ciclo “Producción” en el pasterizador. Anteriormente el operador debe ir a bodega a coordinar el tanque a utilizar que incluye el tipo de surtido y el volumen de inicio del tanque, desahoga la tubería de bodega para traer el producto hasta el visor de entrada del pasterizador abriendo la válvula para ese fin, nunca la válvula de retorno a bodega.Mediante la bomba de bodega de guarda es impulsada la cerveza o malta con una presión entre (1.5 – 3.5) bar al área de toneles.El proceso de pasteurización y enfriamiento, que consta de tres etapas se realiza en dependencia del producto de la forma siguiente:
Malta pasterizada: El mismo procedimiento anterior pero sin la etapa de prearranque. Se establece el ciclo de trabajo “Establecimiento de régimen con agua”.
Para cerveza:En la primera etapa el producto a pasteurizar proveniente de bodega de guarda con una temperatura (1 – 12)°C y una presión entre (1.5 – 3.5) bar, entra a la bomba de primer impulso saliendo de la misma con una presión entre (4.0 – 6.5) bar, posteriormente este fluido intercambia con el producto pasteurizado (70 – 76°C) saliendo de esa etapa a (55 – 65 °C), pasando a la segunda etapa donde el fluido intercambiador es agua caliente entre (75 – 95)° C aproximadamente, saliendo de esta etapa entre (70 – 75)°C , una vez pasteurizado realiza un recorrido con el objetivo de garantizar el tiempo para lograr las unidades de pasteurización necesarias en el producto, posteriormente como se especifica en la primera etapa intercambia con el producto proveniente de bodega de guarda y sale entre (5 – 12)°C hacia la próxima etapa. En la tercera etapa intercambia con agua alcoholada (-5 a 0°C), entrando a esta etapa con una presión (4.0 – 7.0) bar y sale hacia el tanque de producto pasteurizado con una temperatura entre (1 – 12)°C y una presión (4.0 – 8.0) bar. En el tanque buffer se establece una presión de trabajo entre 2.45 bar y 2.50 bar y un nivel máximo de llenado de 85% que garantice una presión del producto mínima de 2.3 bar hacia llenadora. El flujo de cerveza a pasterizar es de 2600 a 3000 L/h.
Para malta:En la primera etapa el producto a pasteurizar proveniente de bodega de guarda con una temperatura (1 – 12) °C y una presión entre (1.5 – 3.5) bar, entra a la bomba de primer impulso, saliendo de la misma con una presión entre (3.0 – 6.0) bar y un flujo entre 2000 y 2200 L/h, posteriormente este fluido intercambia con el producto pasteurizado (80 – 86)°C saliendo de esa etapa a (65 – 75)°C, pasando a la segunda etapa donde el fluido intercambiador es agua caliente entre (85 – 95)°C saliendo de esta etapa entre (81 – 86)°C, una vez pasteurizado realiza un recorrido con el objetivo de garantizar el tiempo para lograr
154
las unidades de pasteurización necesarias en el producto, posteriormente como se especifica en la primera etapa intercambia con el producto proveniente de bodega de guarda y sale entre (5 – 12)°C hacia la próxima etapa. En la tercera etapa intercambia con agua alcoholada (-5 a 0) °C, y sale hacia el tanque de producto pasteurizado entre (1 – 12)°C y una presión (3.0 – 8.0) bar. Posteriormente el producto pasteurizado será alimentado al tanque de productos pasteurizados de 2 500 litros, el cual debe mantener una presión de 2.0 a 3.5 bar para garantizar una presión de llenado correcta y en el caso de la malta no debe excederse del 85% de la capacidad total del tanque.
Excepcional: Producción de Cerveza no pasterizada. Se realiza esta operación de manera excepcional solo cuando el sistema automatizado de dirección en la pasterización flash se encuentre fuera de servicio (avería, mantenimiento y/o reparación). Acciones: Se excluye en reguladores la válvula automática de vapor y pasterización y se pone en cero las UP. Cerveza s/p: Los productos provenientes de bodega de guarda son enfriados a través del intercambiador de placas (zona de enfriamiento) y posteriormente son enviados al tk buffer según se explica a continuación:En una primera etapa el producto proveniente de bodega de guarda con una temperatura (1 – 12) °C y una presión entre (1.5 – 3.0) bar entra a la bomba de primer impulso, saliendo de la misma con una presión entre (3.0 – 6.0) bar. En la segunda etapa intercambia con agua alcoholada (-5 a 0°C), entrando a esta etapa con una presión (3.0 – 6.0) bar y sale hacia el tanque de producto pasteurizado con una temperatura entre (1 – 8)°C y una presión de 3.0 a 8.0 bar. (3.0 a 8.0 kgf/cm2, 300 kPa a 800 kPa)
5 - Especificaciones de calidad del proceso.
Para los productos pasterizados:
Temperatura de pasteurización de la cerveza: (70 – 78)°C (POEI 7 del APPCC) UP cerveza: 15 a 50 UP (POEI 7 del APPCC) Temperatura de pasteurización Malta: (80 – 86)°C (POEI 7 del APPCC) UP malta: 500 ≤ 1400 ≤ 2765 UP (POEI 7 del APPCC) Gestión de Inocuidad
Para todos los productos (pasterizados y no pasterizados):
Conductividad de la malta: 1200 – 2500 mS/cm. Conductividad de la cerveza: 700 -1600 mS/cm de acuerdo al tipo de receta.
Constituye esta etapa un PCC (Gestión de Inocuidad), por lo que su vigilancia y monitoreo es realizado cumpliendo el Procedimiento de Operación Estándar POEI 7.
6 - Reglas de protección durante la operación.
Usar guantes y botas para el trabajo con el intercambiador. Los objetos extraños deben eliminarse con medios auxiliares o guantes al efecto.
155

Mantener la limpieza del área. No permitir personal ajeno. La máquina debe ser operada por personal calificado e instruido exclusivamente. El mantenimiento solo será realizado por el personal autorizado por el jefe de área. Mantener distancia y no tocar las tuberías de vapor y la horquilla donde circula el producto
pasteurizado. Usar ropa sanitaria. El operador debe conocer la vía de entrada de corriente y como efectuar la desconexión. No tocar, ni recostarse a partes no aisladas térmicamente. No usar prendas y cumplir con
las exigencias normativas de los manipuladores de alimentos. Cumplir con las normas y legislaciones vigentes de la seguridad y salud en el trabajo
aplicables al puesto de trabajo.
Operación # 47: Lavado interior y llenado de toneles.
1- Objetivos:
Lavar y esterilizar interiormente los toneles. Llenar con el contenido normado los toneles.
2- Equipamiento utilizado.
Máquina lavadora y llenadora de toneles. País: Italia Material: Acero inoxidable. Tipo: COMAC. Capacidad: 60 Toneles / hora Bomba centrifuga de envío a la llenadora: ALFA LAVAL de 6 m3/h. Tanque de sosa concentrado (235 L) Tanque de sosa diluida (600 L) Tanque de ácido concentrado (235 L) Tanque de ácido diluido. (600 L) Tanque de agua de enjuague. (600 L) Tanque de agua caliente y enjuague final. (600 L)
3- Materiales auxiliares.
CO2
Aire estéril y seco Agua suave Vapor saturado Hidróxido de sodio. Jerryglas u otro producto detergente líquido medianamente alcalino. Ácido nítrico u otro decapante o desoxidante ácido de espuma controlada. Cloro. Productos desinfectantes a base de Ácido Peracético.
156

4- Procedimiento de trabajo.Preparación de los tanques de lavado interno: El operador una vez de establecer ciclo preparación de tanque y cambiar el formato según el producto a envasar (ver lavador externo), debe de chequear lo siguiente:Tanque de agua caliente: Verificar temperatura 85±5oC, los demás parámetros se exponen a continuación.Antes de comenzar la producción de malta el operador puede añadir si es necesario o por orientación, de 1 a 3 L de desinfectante a base de ácido Peracético al tanque de agua de lavado y cada 4 h añadir 1L del mismo a este recipiente, puede añadirse al tanque de agua recirculada de 10g a 20g de cloro granulado y en caso de ser líquido adicionar 1L aproximadamente entre 8 y 12 % m/v de concentración de cloro activo (Hipoclorito de Sodio o Potasio), para garantizar una eficiente limpieza y desinfección en el proceso.Llenado: Al inicio: Encender interruptor y cambiar el formato según el producto a envasar. Seleccionar ciclo de trabajo CIP cabezal de llenado.Oprimir botón marcha.Cerrar válvula de recirculación y abrir la que va a desecho para llevar el producto al visor de la llenadora. Cuando llegue el producto al visor cerrar la válvula que va a desecho.Seleccionar ciclo de trabajo “limpieza y descarga del cabezal” a los 5 segundos oprimir botón “Parada”.Retirar falso tonel del cabezal #4. Seleccionar ciclo de trabajo producción: Abrir la válvula que va a desecho.
Al finalSeleccionar ciclo de trabajo “Fin de Producción”. Al llenarse el último tonel retirar los restantes y seleccionar ciclo de trabajo CIP cabezal de llenado.Colocar el falso tonel en el cabezal #4.Abrir la válvula de recirculación y cerrar la que va a desecho.Oprimir botón marcha.Seleccionar en panel del pasterizador ciclo “Enjuague en frío”.
Para cervezas y maltas:El operador antes que comience la operación debe garantizar la concentración de las sustancias de limpieza y verificar la temperatura de las mismas.- La solución alcalina (NaOH) debe estar entre (1.0 – 2.5) % m/v a (70 - 90) °C y con una
conductividad mínima de 50 mS / cm.- El Jerryglas debe estar entre (0.5 – 2)% m/v a (70 - 90) °C y con una conductividad de (8
- 25) mS / cm- La solución ácida (HNO3) debe estar entre (1.0 – 2.5) % m/v con una conductividad
mínima de 60 mS / cm.- Desocal – SC – Concentración % p/v entre 0.8 y 2.5% y conductividad mínima 20
mS/cm.- Para otros productos comerciales tanto ácidos como otras soluciones alcalinas, las
especificaciones serán tomadas basándose en la documentación técnica del mismo y las evaluaciones del proceso.
- El agua de lavado debe estar a (70 - 95)°C.- La presión del tanque de productos pasteurizados de (2.0 – 3.5) Kgf/cm2.- Debe revisarse en el panel la carta tecnológica del producto: cerveza o malta.
157

Después del cumplimiento en la arrancada de estos parámetros el operador establece en el panel de movimiento el “ciclo producción” y oprimir el botón marcha para que las esteras comiencen a moverse. Previamente debe registrarse en los documentos normalizativos las concentraciones de los productos de limpieza.Los toneles provenientes de la lavadora llegan a través de la estera conductora de rodillos para ser acoplado a los cabezales de la máquina. Una vez acoplados, la lavadora rechaza los que no cumplan con las condiciones físicas (problemas en las válvulas) necesarias para su eficiente llenado, estos toneles serán separados por el operador para su posterior reparación, seguidamente se desarrollan las diferentes operaciones en cada cabeza (4 cabezales totales).
CABEZAL # 1:
1. Control del tonel depositado en el cabezal.2. Control de presión residual en el barril.3. Tiempo máximo de recuperación del residuo con aire filtrado.4. Prelavado con agua de recuperación.5. Tiempo máximo de expulsión de agua con aire filtrado.6. Lavado con solución cáustica a baja presión.7. Números de impulsos de lavado con solución cáustica.8. Lavado impulsivo con solución cáustica.9. Recuperación impulsiva de solución cáustica con aire.10.Tiempo máximo de recuperación de residuo de solución cáustica en tubería11.Descarga de presión en el cabezal.
CABEZAL # 2:
1. Control del tonel depositado en el cabezal.2. Tiempo máximo de recuperación de solución cáustica.3. Lavado temporizado con agua recuperada.4. Tiempo máximo de expulsión del agua recuperada con aire.5. Números de impulsos de Lavado de solución ácida.6. Lavado impulsivo con solución ácida.7. Recuperación impulsiva con solución ácida.8. Lavado con solución ácida a baja presión.9. Tiempo máximo de recuperación de solución ácida con aire.10.Segundo lavado temporizado con agua recuperada.11.Tiempo máximo de expulsión agua recuperada con vapor.12.Tiempo de presurización con vapor.13.Descarga de presión en el cabezal.
CABEZAL # 3:
1. Control del tonel depositado en el cabezal.2. Control de presión de residuo en el tonel.
158

3. Números de impulsos de lavado de agua caliente.4. Lavado impulsivo con agua caliente. 5. Recuperación impulsiva de agua caliente. 6. Recuperación de agua caliente a baja presión. 7. Tiempo máximo de recuperación de agua caliente8. Vaporización. 9. Expulsión del condensado. 10. Tiempo máximo de presurización. 11. Descarga de presión en el cabezal.
CABEZAL # 4:
1. Control del tonel depositado en el cabezal. 2. Vaporización en la boca del tonel. 3. Apertura de la descarga rápida regulada4. Cierre de la descarga rápida regulada. 5. Tiempo máximo de llenado. 6. Expulsión de la recuperación de residuos. 7. Descarga de presión en el cabezal.
En esta etapa del proceso, se tomará uno o varios toneles que servirán como muestra testigo ante cualquier reclamación, en el caso de cerveza así como la malta se le realizan análisis de conteo total, moho y levadura y sensorial.En el caso de los toneles sin pasterizar tanto de cerveza como malta se le realizarán los análisis de conteo directo de levaduras y bacterias.
5-Especificaciones de calidad del proceso.
Concentración de sosa cáustica: (1 – 4.0) % m/v. Concentración de ácido nítrico para el lavado: (1.0 – 3.5 )% m/v Concentración de Jerryglas: (0.5 – 2.5) % m/v. Temperatura del TK de solución alcalina o detergente alcalino: (60 – 90) °C. Temperatura del agua de lavado: (60 – 95 )°C. Conductividad del ácido nítrico (mínimo): 50 mS / cm. Conductividad de la solución de sosa (mínimo): 40 mS/ cm. Conductividad del Jerryglas: (8 – 20) mS/cm. Adición de Cloro y Desinfectante: Opcional. Concentración del OMNIACID: (0.5 - 2.5)% m/v
159

Desocal – SC – Concentración % p/v entre 0.8 y 2.5% y conductividad mínima 20 mS/cm. Presión de aire o CO2 – 2.0 a 4.0 kgf/cm2 (200000 – 400000 Pa). Presión del tk de productos pasteurizados: (2.0 – 3.5) kgf / cm2, 2.0 a 3.5 bar (2 a 3.5 x 105
Pa) Las concentraciones utilizadas de otros productos de limpieza estarán avaladas por los criterios del suministrador (Catálogos de productos) y definido por los resultados obtenidos en el proceso de evaluación técnica - económica de los mismos a escala industrial. Sensorial: según ficha técnica y descriptiva del producto. Condiciones físicas de los toneles: Toneles aptos, herméticos, que posibiliten un alto nivel operacional de la máquina lavadora - llenadora.
Productos pasterizados
Requisitos microbiológicos: UFC/mLConteo total de microorganismos aeróbicos mesófilos viables
10
Conteo de hongos filamentosos y levaduras viables Negativo
Productos no pasterizados:
Requisitos microbiológicos:Unidades / campo de observación
microscópica directa (máx)Conteo directo de levadura 0.5Conteo directo de bacterias ----cocos 0.5bastones 0.5
6- Reglas de protección durante la operación.
La máquina debe ser operada por personal calificado e instruido exclusivamente. El mantenimiento solo será realizado por el personal autorizado por el jefe de área. El operador debe conocer la vía de entrada de corriente y como efectuar la
desconexión. Utilizar guantes de goma y botas de goma y casquillo para el trabajo con los agentes
desinfectantes y de limpieza.No tocar los toneles sin guantes cuando están en la máquina. Mantener las puertas de seguridad de la máquina cerradas durante la operación de la misma.
Mantener la limpieza del área.Usar ropa sanitaria.No presencia de personal ajeno.Mantener distancia y no tocar tanques y tuberías de vapor o agua caliente.Usar cinturón de fuerza.
160
161

Operación # 48: Pesaje del tonel.
1- Objetivos:
Que los toneles llenos cumplan con el peso establecido, aptos para la venta. El descarte o exclusión de los toneles pirey, por alto o bajo peso.
2- Equipamiento utilizado.
Báscula automática. País: Italia Rango de trabajo: (0–100) Kg.
3- Procedimiento de trabajo.
El tonel proveniente de la máquina Lavadora-llenadora, se somete a un pesaje automático en una báscula en línea, los toneles que no cumplen con los requisitos establecidos en cuanto al peso son enviados al área de recuperación.Los toneles devueltos por reclamaciones son pesados y enviados al área de recuperación.El parámetro cantidad de llenado en la llenadora debe fijarse de 49.5 L a 50.0 L.
Característica Cervezas Malta Peso del tonel (bruto) 61.0 – 63.0 kg 63.0 – 65.8 kg
4- Especificaciones de calidad del proceso. Pesaje del tonel: Correcto.Operación de descarte del tonel: Correcto
5- Reglas de protección durante la operación.
No obstaculizar la máquina con madera, metales, etc. Usar ropa sanitaria. No presencia de personal ajeno. Recibir la instrucción de seguridad industrial. Usar cinturón de fuerza. Mantener la limpieza del área. Usar ropa sanitaria. No presencia de personal ajeno. La pesa debe de ser operada por el personal calificado e instruido exclusivamente. Usar guantes de material y botas con casquillos. Cumplir con las normativas vigentes de la seguridad y salud en el trabajo.
162

163
Operación # 49: Almacenamiento y despacho de toneles.
1- Objetivos:
1. Almacenar correctamente los toneles a una temperatura ambiente o en refrigeración.2. Despachar y cargar los toneles en el transporte adecuado para su distribución hacia los
puntos de ventas.
2- Materiales auxiliares
1-Pallets
3- Equipamiento utilizado.
2 montacargas. Grúa eléctrica
Capacidad: 250 Kg
4- Procedimiento de trabajo.
Los toneles con el peso correcto, son colocados en pallets mediante una grúa mecánica operada por el personal del área, posteriormente son trasladados con un montacarga para el almacén de productos terminados donde se mantienen a temperatura ambiente tanto los productos pasterizados como la cerveza producida sin pasterizar. Para aumentar la durabilidad del producto, los toneles de cerveza deben almacenarse bajo condiciones de refrigeración entre 0 y 8oC. Se verifican y se mantiene el control de los mismos para el despacho y posteriormente se cargan correctamente los carros de distribución hacia las unidades de ventas, efectuado según la demanda y durabilidad del producto. La temperatura de transportación no debe exceder de 37oC.En el caso de los toneles proveniente de la llenadora con defectos en la hermeticidad del cierre, serán contados y recuperados por el operador actuante.
5- Especificaciones de salida del producto en proceso.. Toneles limpios y sin daños críticos exteriores. Toneles con correcta hermeticidad en la válvula de cierre.
6- Reglas de protección durante la operación.
Utilizar los medios de protección necesarios (guantes de material, botas con casquillos, etc).
Recibir la instrucción de seguridad industrial. Usar cinturón de fuerza. Mantener la limpieza del área. Usar ropa sanitaria. No presencia de personal ajeno. El montacarga debe de ser operado por personas calificadas e instruidas.
164

165

Operación # 50: Recuperación.
1- Objetivos:
Verter el producto del tonel o línea hacia el tanque de recuperación debido a: devolución, bajo peso o por línea directa, proveniente del área de producción según sus características y especificaciones.
2- Equipamiento utilizado.
o Tanque de recuperación.
3- Procedimiento de trabajo.
Recuperación de toneles por devolución:
Los toneles que son devueltos por problemas de afectación a la calidad del producto, son pesados y posteriormente revisados por el control de calidad actuante, laboratorio central y el grupo de atención al consumidor o decomiso según sea el caso, los mismos son vaciados en el tanque de recuperación y el producto contenido en ellos es enviado al área central de recuperación de cervezas y maltas, posteriormente los toneles vacíos pasan a la etapa de lavado.
Según el tipo de devolución se le realizará diferentes exámenes de laboratorio: Por posibles adulteraciones: Se le realiza examen químico - físico. Por deterioro del producto: Se le realiza examen sensorial, solo en caso de que este dé
aceptable y haya evidencia o duda de posible adulteración, se procederá a realizarle los exámenes químico – físico.
En caso de un total deterioro del producto el jefe de laboratorio emitirá un certificado donde se avale la no aceptación del producto.
A los toneles devueltos se les dará un trato diferenciado de acuerdo a los resultados de los análisis de laboratorio:
- Los que presentan problemas de afectaciones a la calidad se recuperarán separados, su contenido será mezclado con levadura para el consumo animal.
- Los que no presentan problemas de afectación a la calidad, desde el punto de vista microbiológico, se recuperarán y su contenido será enviado al área de recuperación de cerveza, para ser reprocesados.
Nota: Los toneles que no cumplan con las especificaciones sensoriales que son las primeras características evaluadas, serán enviados directamente para la opción de alimento animal.
Recuperación de toneles por bajo peso:
Los toneles procedentes de la línea que están por debajo del peso establecido, son contabilizados y vaciados en el tanque de recuperación (Ton 3), el producto contenido en los mismos es enviado al área central de recuperación de cervezas y maltas, pasando posteriormente los toneles a la etapa de lavado.
Recuperación por línea directa:
166

El producto saliente de la etapa de pasterización que es rechazado por conductividad o cualquier interrupción en el proceso u otra no conformidad, pasa directamente de la línea de alimentación al tanque de recuperación, para ser enviado durante el turno al área de recuperación de cervezas y maltas.
167

Recuperación de las muestras testigos:
Los toneles enviados al laboratorio se les realiza análisis sensorial, posteriormente permanecen en el almacén de lleno como muestra testigo para cualquier reclamación durante el tiempo de durabilidad del producto (20 días la cerveza y 7 días la malta), después son recuperados:
En el caso de la malta se recuperará directamente para la opción de alimento animal.
En el caso de cerveza su contenido será enviado al área de recuperación de cervezas, para ser reprocesado.
Posteriormente los toneles vacíos pasarán a la etapa de lavado.
Recuperación por problemas en la hermeticidad del cierre
Los toneles procedentes de la máquina llenadora con mala hermeticidad en el cierre son recuperados.
En el caso de la malta se recuperará directamente para la opción de alimento animal.
En el caso de cerveza su contenido será enviado al área de recuperación de cerveza, para ser reprocesado.
Posteriormente los toneles vacíos con problemas de hermeticidad pasan al almacén como rotos y los restantes pasarán a la etapa de lavado.
4- Especificaciones de salida del producto en proceso. Contabilidad de los toneles a recuperar.En dependencia de la afectación o no conformidad que tenga el producto recuperado o devuelto así será el tipo de análisis que se le realizará para su verificación, siendo: Características sensoriales y químico físicas acordes a las especificaciones según el
tipo de producto: cervezas y malta. Extracto, Alcohol o pH. Registro Q-F – 2 Modelo de control de análisis de tanques.Registro ES – 2 Evaluación sensorial de Toneles.
5- Reglas de protección durante la operación.
Utilizar los medios de protección necesarios (guantes de material, botas con casquillos, etc).Recibir la instrucción de seguridad industrial.Usar cinturón de fuerza.Mantener la limpieza del área. Usar ropa sanitaria. No presencia de personal ajeno.
168

169

Operación # 51: Despacho a granel.
1- Objetivos:Despachar cerveza en pipas y tanques móviles.
2- Equipamiento utilizado. Metro contador de cerveza digital DIESSEL
Capacidad: 4.8 m3 / h Termómetro indicador de carátula
Rango: - 30 - 50 °CPrecisión: 1.6
Manómetro indicadorRango: 0 - 4 kgf / cm2
Precisión: 1.6Diámetro de carátula: 100 mm
3- Procedimiento de trabajo.Primeramente se limpia la línea con agua y a continuación se comienza a suministrar la cerveza o la malta según sea el caso.La cerveza o la malta es impulsada por bombas y la presión de aire o CO2 de los tanques a través de los conductos destinados al despacho de granel. Los tanques se cambiarán cuando su contenido sea no menos de 5 hL para evitar que se forme espuma en el recipiente a granel receptor, con la consiguiente pérdida de CO2.El caldo de 16 °P siempre se despacha y comercializa de esta forma.Antes de comenzar el despacho, en cada en el recipiente a granel debe verificarse su estado higiénico, ya sea por su certificado de limpieza e higiene o por inspecciones in situ efectuadas por los controles de la calidad de la fábrica.
4- Especificaciones de salida del producto en proceso.
La limpieza de los recipientes a granel es inalterable y correcta. Los clientes presentarán certificados de limpieza de los recipientes a granel.Condiciones de las pailas y recipientes a granel: Higiénico.
5- Reglas de protección durante el proceso. Usar medios de protección necesarios (botas, guantes, etc.) Mantener la limpieza del área. No presencia de personal ajeno.
170

Operación # 52: Evaluación de la conformidad de cervezas y maltas embotelladas, en toneles y a granel.
1. Objetivo y alcance: Cumplir los requisistos para ejecutar la evaluación de la conformidad de
la calidad de las cervezas y maltas, basado en la instrucción SCC 2.04.05.10 CNICA julio 2007.
2. Generalidades: Se establecen en la instrucción SCC 2.04-1.
La conformidad se define por el cumplimiento de la NC 144:02 Cervezas. Especificaciones, la
NEIAL Vigente para cervezas-maltas, y las fichas técnicas y descriptivas de los productos o
surtidos evaluados a nivel de empresa.
171
172