Fundicion a Presión
45
PROCESOS DE FUNDICIÓN A PRESIÓN
Transcript of Fundicion a Presión

PROCESOS DE FUNDICIÓN A PRESIÓN

Índice
1. Introducción
2-3 Proceso convencional de fundición a presión
4-6 Proceso de fundición a presión en múltiples movimientos.
7-9 Fundición a presión en cámara caliente.
10 Ventajas de la cámara caliente sobre la cámara fría.
11 Desventajas del proceso de cámara caliente.
12-15 Fundición a presión en cámara fría.
16-31 Aleaciones utilizadas en proceso de fundición a presión.

Introducción.
El proceso de Fundición a Presión es un proceso de producción rentable
para la producción de componentes metálicos de tolerancias ajustadas y forma
final en grandes volúmenes. Ofrece la ventaja de una calidad y repetibilidad
mejoradas, a menudo a costos inferiores, si se compara con otros procesos.
El proceso de Fundición a Presión es la inyección bajo alta presión en un
molde (o herramienta) de acero de una aleación de metal fundido, que solidifica
rápidamente (de milisegundos a unos pocos segundos) para formar un
componente de forma final que es automáticamente extraído.
La herramienta de fundición a presión producirá normalmente cualquier
número de componentes de cientos de miles a millones, antes de su
sustitución.

Proceso convencional de Fundición a Presión.
El proceso tradicional de Fundición a Presión consiste en la inyección, a
alta presión, de una aleación de metal fundido en un molde de acero (conocido
también como herramienta o molde). Ésta se solidifica rápidamente (en unos
cuantos segundos) para producir un componente de forma final que es extraído
automáticamente a continuación.
La mayoría de los componentes de zinc, y de los componentes no
férreos en general, se producen mediante el proceso de fundición a alta
presión.
Existen dos procesos básicos de fundición a presión, que se diferencian
solamente por el método de inyección del metal: cámara caliente y cámara fría.
El proceso en cámara caliente se utiliza solamente para aleaciones de
zinc (excepto la ZA-27) y aleaciones de magnesio AZ-91. Para las aleaciones
de aluminio se puede utilizar solamente el proceso en cámara fría debido a que
sus aleaciones erosionan el acero del mecanismo de inyección que se
introduce en la cámara caliente.
La etapa del ciclo correspondiente a la inyección de metal normalmente
concluye con una súbita intensificación de la presión sobre el metal. Esta
presión se logra aumentando la presión hidráulica del émbolo, que obliga a una
cantidad adicional de metal a penetrar en la cavidad del molde para compensar
la contracción que se produce durante la solidificación. Esto es beneficioso
hasta el punto en que promueve el llenado completo de la cavidad del molde, y
crea una densidad uniforme en el metal. Sin embargo, la intensificación
excesiva no es aconsejable porque fuerza al metal fundido a introducirse entre
los componentes del molde, provocando el desgaste del molde y una rebaba
excesiva que tiene que ser eliminada posteriormente. Dynacast controla
cuidadosamente esta intensificación de presión para producir piezas de la
mejor calidad.

La presión máxima, multiplicada por el área proyectada de toda la
colada, genera la fuerza que se aplica sobre la estructura de la máquina. Con
frecuencia, esta presión dicta el tamaño de máquina que se necesita para
hacer una pieza, lo cual, a su vez, influye en el costo del producto terminado.
Las máquinas se clasifican de acuerdo con la cantidad de toneladas de
fuerza de fijación que pueden desarrollar durante el funcionamiento continuo a
largo plazo. Normalmente, la pieza fundida es expulsada del molde, unida a
cierta cantidad de material sobrante. Aquí se incluyen la compuerta, el canal de
colada (que puede tener una galleta), cualquier rebosadero y, posiblemente,
rebaba. Conjuntamente, todo este material (conocido como colada) es
transferido a un troquel de desbarbado que separa la pieza fundida del material
sobrante. Este material procedente del desbarbado se recicla posteriormente.

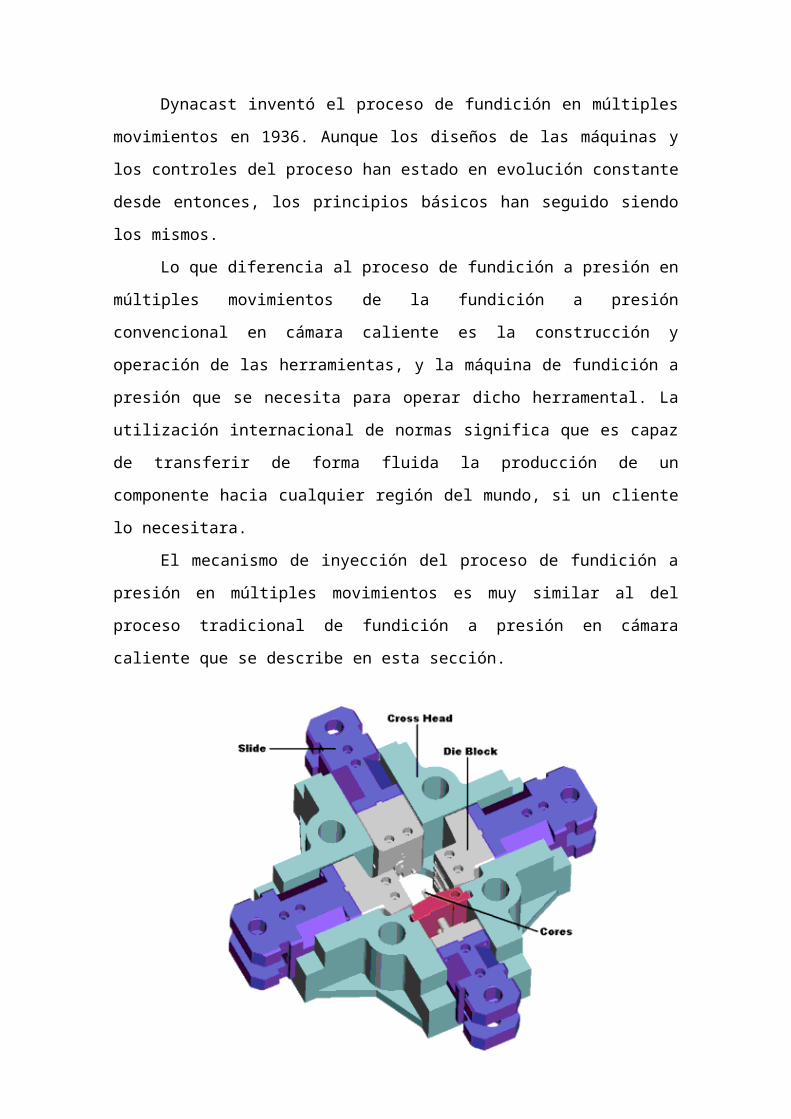
Proceso de fundición a presión en múltiples movimientos
Dynacast inventó el proceso de fundición en múltiples movimientos en
1936. Aunque los diseños de las máquinas y los controles del proceso han
estado en evolución constante desde entonces, los principios básicos han
seguido siendo los mismos.
Lo que diferencia al proceso de fundición a presión en múltiples
movimientos de la fundición a presión convencional en cámara caliente es la
construcción y operación de las herramientas, y la máquina de fundición a
presión que se necesita para operar dicho herramental. La utilización
internacional de normas significa que es capaz de transferir de forma fluida la
producción de un componente hacia cualquier región del mundo, si un cliente lo
necesitara.
El mecanismo de inyección del proceso de fundición a presión en
múltiples movimientos es muy similar al del proceso tradicional de fundición a
presión en cámara caliente que se describe en esta sección.

El método tradicional de fundición a presión en cámara caliente utiliza
solamente 2 mitades de la herramienta, lo que hace que la producción de
piezas de geometría compleja resulte difícil y costosa. Las herramientas de
movimientos múltiples están diseñadas para utilizar 4 correderas
perpendiculares en la herramienta, con el fin de posibilitar la producción de
piezas fundidas muy complejas y de precisión. En algunos casos, se pueden
añadir hasta 6 correderas, que pueden estar colocados en ángulos que no
sean de 90º. El proceso se utiliza principalmente para la producción de
componentes de zinc de pequeño tamaño pero también, cada vez más, para
piezas de magnesio.
La herramienta de movimientos múltiples está compuesta por el porta
molde, la corredera, la cruz y la tapa. Cada porta molde tiene una cavidad y/o
machos sobre su cara, que de conjunto forman la cavidad completa y el perfil
del canal de colada por el cual se inyecta el metal fundido. Estos porta matrices
se montan sobre correderas que ajustan con precisión en una cruz, lo cual
garantiza la repetibilidad de las operaciones de apertura y cierre. Una tapa,
cogida con tornillos sobre la parte superior de la herramienta, mantiene unidos
a todos estos componentes.
Cada una de las correderas es manejada por nuestro controlador PC, y
se mueve independientemente de las otras, tanto durante las secuencias de
cierre como las de apertura. Esto proporciona una enorme flexibilidad que
garantiza la integridad de las piezas y evita daños a la herramienta.
La eyección de las piezas se logra mediante un chorro de aire a presión que
saca la pieza fundida de la cavidad y la expulsa hacia un mecanismo de
recolección acolchado.
Las máquinas alcanzan, automáticamente, velocidades de hasta 75
ciclos por minuto (4.500 coladas por hora). Esto se logra mediante la utilización
de sistemas neumáticos, en lugar de sistemas hidráulicos más lentos, para
accionar los diferentes componentes de la máquina. La menor fuerza de
sujeción que proporcionan los sistemas neumáticos se suplementa con
mecanismos de palanca mecánicos y empujadores hidráulicos, lo que garantiza
que la herramienta de fundición a presión se mantenga bien cerrada durante el
proceso de inyección.

Fundición a presión en cámara caliente
El proceso en cámara caliente se utiliza solamente para el zinc y otras
aleaciones de bajo punto de fusión que no atacan fácilmente ni erosionan los
crisoles, cilindros ni pistones de metal. El desarrollo de esta tecnología,
mediante el uso de materiales avanzados, hace posible que este proceso sea
utilizado para algunas aleaciones de magnesio. A continuación se ilustran los
componentes básicos de una máquina de fundición a presión en cámara
caliente y el molde.
En este proceso, el émbolo y el cilindro, que forman el mecanismo de
inyección, se sumergen en el metal fundido que se encuentra en el crisol (o
recipiente refractario) que es parte integral de la máquina. A continuación se
ilustra la secuencia de operación del ciclo de fundición en cámara caliente.
Secuencia de operación del proceso de fundición a presión en cámara
caliente

1. Se cierra el molde y se eleva el émbolo, abriendo el orificio y
permitiendo que el metal fundido llene el cilindro.
2. El émbolo desciende y sella el orificio empujando el metal fundido a
través del sifón y la tobera, hacia el interior de la cavidad del molde, donde es
mantenido bajo presión hasta que se solidifica.

3. El molde se abre y los machos, si hay alguno, se retiran. La pieza
fundida se queda sólo en una sección de del molde, en el lado del mecanismo
de eyección. El émbolo retorna, permitiendo que el metal fundido residual
retorne a través de la tobera y el sifón.
4. Los expulsores empujan la pieza fundida y la sacan del molde por el lado
del eyector. A medida que el émbolo va destapando el agujero de llenado, el
metal fundido fluye a través de la entrada para rellenar el sifón, como en el
paso (1).

Ventajas de la cámara caliente sobre la cámara fría
Ciclos cortos, comenzando por menos de 1 segundo para componentes
de zinc diminutos.
Control preciso de la temperatura del metal, que mejora la fluidez, y
permite que las presiones de inyección sean menores, lo que somete a
los equipos a menores esfuerzos. Una mejor fluidez proporciona un
mejor llenado de la cavidad, produce piezas más compactas, y permite
paredes de menor espesor.
El cilindro sumergido de la colada (sifón), que se llena automáticamente,
elimina la variación, acorta el tiempo del ciclo, y facilita el control de la
temperatura del metal.
No se produce enfriamiento de la carga (colada calculada), como puede
ocurrir cuando se transfiere metal fundido al cilindro de la colada de una
máquina de cámara fría.
El metal fundido es sometido a una menor oxidación y a menos
contaminantes provenientes de la exposición a la atmósfera.

Desventajas del proceso de cámara caliente
Limitaciones, ya que las aleaciones de aluminio o de zinc-aluminio, y
ciertas aleaciones de magnesio, pueden ser procesadas solamente en
cámara fría.
Se pueden alcanzar presiones de inyección y velocidades más bajas,
por lo que las piezas fundidas pueden ser menos compactas.
Mayores costos de mantenimiento.

Fundición a presión en cámara fría
La fundición a presión en cámara fría difiere de la de cámara caliente en
cuanto a que el sistema de inyección de la primera no se sumerge en el metal
fundido. En su lugar, la carga de metal fundido (más material del que se
necesita para fundir la pieza) se transporta, mediante una cuchara de colada,
del crisol a un contenedor donde un émbolo accionado hidráulicamente empuja
el metal hacia el interior del molde. El material adicional se utiliza para
introducir mayor cantidad de metal fundido en la cavidad del molde con el
objetivo de compensar la contracción que se produce durante la solidificación.
A continuación se muestran los principales componentes de una
máquina de fundición a presión en cámara fría. En este tipo de máquina se
pueden lograr presiones de inyección de más de 10.000 psi ó 70.000 KPa

Secuencia de operación del proceso de fundición a presión en cámara fría:
1. Se cierra el molde y el metal fundido se pasa, mediante una cuchara de
colada, al contenedor de la cámara fría.
2. El émbolo empuja el metal fundido hacia el interior de la cavidad del molde,
donde es mantenido bajo presión hasta que se solidifica.


3. El molde se abre y el émbolo avanza, para garantizar que la pieza fundida
permanezca en molde eyector. Los machos, si hay alguno, se retraen
4. Los expulsores empujan la pieza fundida y la sacan del molde eyector, y el
pistón retorna a su posición original.
Ventajas de la cámara fría sobre la cámara caliente
Hay aleaciones tales como las de aluminio o de zinc-aluminio, y ciertas
aleaciones de magnesio, pueden ser procesadas solamente en cámara
fría.
Se pueden lograr mayores presiones y velocidades de inyección que
producen piezas más compactas.
Menores costos de mantenimiento.

Desventajas del proceso de cámara fría
Ciclos más largos.
Menor control sobre la temperatura del metal, menor fluidez y menos
posibilidades de fundir paredes de poco espesor.
La carga (colada calculada) se enfría antes de la inyección.
El metal fundido está expuesto a la oxidación y a los contaminantes
provenientes de la atmósfera.

Aleaciones utilizadas en proceso de fundición a presión
Aleaciones de aluminio
Las piezas fundidas a presión de aluminio son ligeras y, de todas las
aleaciones utilizadas para fundición a presión, son las que pueden resistir las
más altas temperaturas de trabajo. Son ideales para entornos exigentes y
proporcionan una alta resistencia y rigidez, junto con una buena resistencia a la
corrosión y una buena disipación de calor.
Características de las aleaciones de aluminio:
• Las más altas temperaturas de trabajo
• Extraordinaria resistencia a la corrosión
• Poco peso
• Muy buena resistencia y dureza
• Buena rigidez y relación resistencia-peso
• Excelentes propiedades de protección contra EMI
• Excelente conductividad térmica
• Alta conductividad eléctrica
• Buenas características de acabado
• Plena capacidad de reciclaje

Escala relativa: 1 = la más conveniente, 5 = la menos conveniente.
a) Resistencia a la ruptura en caliente. Capacidad de una aleación de resistir
las tensiones que se generan durante la contracción, cuando se enfría pasando
por el cambio de temperatura en que es frágil en caliente.
b) Capacidad para llenar el molde. Capacidad del metal fundido de fluir
libremente en el molde y llenar las secciones de poco espesor.
c) Facilidad y calidad para el mecanizado. Clasificación compuesta basada
en la facilidad de corte, características de las virutas, calidad del acabado y
duración de las herramientas.
d) Facilidad y calidad para aplicación de galvanoplastia. Capacidad de una
pieza fundida de aceptar y retener un recubrimiento galvanoplástico aplicado
mediante métodos estándar.

e) Facilidad y calidad para el pulido. Clasificación compuesta basada en la
facilidad y velocidad de pulido y calidad de acabado, basada en procedimientos
típicos de pulido.
f) Antiadherencia al molde. Capacidad de una aleación fundida de fluir sin
pegarse a las superficies del molde. La clasificación dada para la
antiadherencia se basa en composiciones nominales de hierro de un 1%. G
Resistencia a la corrosión. Se basa en la resistencia de la aleación durante la
prueba de niebla salina estándar.
h) Anodización (apariencia). Se clasifica en base a la claridad de color,
brillantez, y uniformidad de un recubrimiento claro anodizado aplicado en un
electrolito de ácido sulfúrico. Por lo general, las piezas fundidas a presión de
aluminio son apropiadas para la anodización de color claro, en las que es
necesaria una apariencia cosmética agradable.
i) Recubrimiento químico de óxido protector. Se clasifica en base a la
resistencia combinada del recubrimiento y de la aleación base a la corrosión. J
Resistencia a altas temperaturas. Clasificación basada en la resistencia a la
tracción y al límite aparente de fluencia a temperaturas de hasta 260°C
(500°F), después de un calentamiento prolongado a la temperatura de prueba.

Aleación de aluminio A380
La aleación A380 es una de las aleaciones de aluminio más
comúnmente utilizadas debido a que ofrece la mejor combinación de
moldeabilidad y de propiedades mecánicas y térmicas. Su fluidez,
estanqueidad bajo presión y resistencia a la ruptura en caliente son muy
buenas. Aunque se considera que la capacidad de ser mecanizada de la
aleación A380 es bastante buena, la aleación presenta una tendencia a ser
algo abrasiva debido a su relativamente alto contenido de silicio. Se utiliza para
una amplia gama de productos incluyendo los bastidores de equipos
electrónicos, soportes de motores, carcasas de reductores de velocidad,
muebles domésticos, herramientas eléctricas y de mano. No es común someter
a las piezas fundidas a presión a ningún tratamiento térmico por la posibilidad
de formación de ampollas debido a la porosidad de la subsuperficie cuando se
calienta a altas temperaturas. Sin embargo, sus propiedades pueden ser
mejoradas dando a las piezas fundidas un temple T2 ó T5. Con frecuencia, las
propiedades de las piezas fundidas a las que se les ha dado un temple T5 se
acercarán a las de T6. Las piezas fundidas a las que se les vaya a dar este
tratamiento tienen que tener una excelente solidez interna.
Aleación de aluminio 383
Esta aleación es una alternativa a la A380, y con frecuencia se
recomienda cuando se trata de componentes muy intrincados que requieren de
mejores características de llenado del molde y una mayor resistencia a la
ruptura en caliente. La aleación 383 también tiene una mejor resistencia a la
corrosión.

Aleación de aluminio B390
La B390 es una aleación de aluminio hipereutéctico y silicio que fue
originalmente desarrollada como aleación resistente al desgaste para los
bloques de los motores de vehículos automotores. Su resistencia al desgaste
es excelente. Sin embargo, la aleación tiene muy poca ductibilidad y su
alargamiento es de aproximadamente un 1 %. Su utilización en otras
aplicaciones se ha extendido para incluir cuerpos de válvulas, carcasas de
compresores y otros componentes sometidos a la abrasión y al desgaste, tales
como los rodamientos. Los sistemas de tratamiento de superficie realmente
permiten que los pistones de los motores de desplacen directamente sobre la
aleación, sin que sea necesario colocar camisas de hierro en el bloque de
cilindros. El mecanizado de esta aleación requiere atenciones especiales
debido a su elevado contenido de silicio.

Aleaciones de magnesio
El magnesio es el material ideal para aplicaciones donde la ligereza del
componente sea prioritaria, ya que tiene la densidad más baja de todos los
metales estructurales. Como es casi tan ligero como el plástico, el magnesio
ofrece la ventaja de una mayor resistencia y rigidez, junto con una protección
contra EMI, durabilidad, disipación de calor y plena capacidad de reciclaje
inherentes. Este documento brinda una explicación sobre las propiedades y
usos de las aleaciones de magnesio.
Características de las aleaciones de magnesio:
• El más ligero de los metales estructurales
• Buena rigidez y relación resistencia-peso
• Excelentes propiedades de protección contra EMI
• Alta conductividad, tanto eléctrica como térmica
• Resiste altas temperaturas de trabajo
• Ventajas económicas en comparación con los plásticos
• Alta precisión dimensional y estabilidad
• Excelentes posibilidades de espesores de pared
• Buena resistencia a la corrosión provocada por el medio ambiente
• Buenas características de acabado
• Plena capacidad de reciclaje


Aleaciones de magnesio
En el caso de todas las aleaciones de magnesio, hay que tomar
precauciones especiales al realizar el mecanizado.
Los diseñadores de componentes estructurales deben ser conscientes de las
limitaciones de fluencia de las aleaciones de magnesio, las cuales describimos
a continuación.
Cuando vayan a seleccionar la aleación de magnesio apropiada para un
entorno específico, es importante que los diseñadores tomen en consideración
todos los factores. Además de los efectos causados por el medio ambiente, con
el transcurso del tiempo y/o a temperaturas elevadas se produce un cambio en
la estructura metalúrgica de la aleación que afecta a sus propiedades
mecánicas. Este efecto de envejecimiento surge del hecho de que las piezas
fundidas se producen en condiciones de solidificación rápida que no permiten
que la aleación alcance el equilibrio (de hecho, las reacciones entre los
componentes de la aleación no se hayan completado). La mejor aleación para
una aplicación específica de alta temperatura no puede seleccionarse en base
a la resistencia de corto plazo en condiciones normales de funcionamiento.
Como la fluencia es un aspecto importante a tomar en consideración en
las piezas de magnesio para uso a altas temperaturas, deben conocerse los
esfuerzos y los tiempos de funcionamiento tanto para las condiciones extremas
como las normales. Por lo tanto, los límites de esfuerzo, tiempo, y deformación
permisible durante el funcionamiento, a una temperatura dada, determinan la
mejor aleación para cada aplicación.
Estas aleaciones presentan una excelente capacidad de amortiguación y
atenuación de vibraciones en comparación con las aleaciones de aluminio para
piezas fundidas a presión.

Aleación de magnesio AZ91D
La aleación AZ91D es la aleación de magnesio para piezas fundidas a
presión más ampliamente utilizada. Esta aleación de alta pureza tiene una
excelente combinación de propiedades mecánicas, resistencia a la corrosión y
colabilidad. La resistencia a la corrosión se logra mediante el cumplimiento de
límites muy estrictos con relación a tres impurezas metálicas: hierro, cobre y
níquel. Éstos están limitados a niveles muy bajos lo que hace necesario que se
utilice magnesio primario en la producción de esta aleación.
Aleación de magnesio AM60A
La aleación de magnesio AM60A se utiliza en aplicaciones que requieren
un buen alargamiento, tenacidad y resistencia a los impactos, combinados con
una resistencia razonablemente buena y una excelente resistencia a la
corrosión. La mayor ductilidad que presenta esta aleación es consecuencia de
su bajo contenido de aluminio. Sin embargo, esto también trae como resultado
una disminución de su resistencia y una menor colabilidad.

Aleaciones de zinc
La alta resistencia y dureza de las aleaciones de zinc las convierten en
una alternativa ideal para la producción de componentes mecanizados,
prensados, estampados y soldados.
Características de las aleaciones de zinc:
• Alta resistencia y dureza
• Excelente conductividad eléctrica
• Alta conductividad térmica
• Costo mínimo de materia prima
• Alta precisión dimensional y estabilidad
• Excelentes posibilidades de espesor de pared
• Posibilidad de conformación en frío, lo que facilita la unión
• Características de acabado de alta calidad
• Extraordinaria resistencia a la corrosión
• Plena capacidad de reciclaje

Aleaciones de zinc para fundir a presión
Los diseñadores de componentes estructurales deben ser conscientes
de las limitaciones de fluencia de las aleaciones de zinc, las cuales describimos
a continuación.
Estas aleaciones presentan una excelente capacidad de amortiguación y
atenuación de vibraciones en comparación con las aleaciones de aluminio para
piezas fundidas a presión.

Aleación de zinc 2
En algunas ocasiones a la aleación de zinc 2 se le llama Kirksite. Esta
aleación ofrece la mayor resistencia y dureza de toda la familia. Sin embargo,
debido a su alto contenido de cobre (3 %), con el envejecimiento a largo plazo
se producen cambios en las propiedades del material. Estos cambios incluyen
ligeros crecimientos dimensionales (0.0014 mm/mm [pulg/pulg] después de 20
años), menor alargamiento y menor rendimiento ante impactos.
Aunque esta aleación presente excelentes características para fundir, ha
tenido un uso limitado por los productores de piezas fundidas a presión. Su
fluencia está clasificada como mayor que la de otras aleaciones de zinc, y
conserva mayores niveles de resistencia y dureza después del envejecimiento
a largo plazo.
Aleación de zinc 3
La aleación Nº 3 es, por lo general, la primera opción cuando se piensa
en el zinc para hacer una pieza fundida a presión, y es la aleación de zinc más
ampliamente utilizada en Norteamérica. Su excelente equilibrio de
convenientes propiedades físicas y químicas, su excelente colabilidad y
estabilidad dimensional a largo plazo son las razones por las que la mayoría de
las piezas fundidas a presión están hechas de esta aleación. La aleación Nº 3
también ofrece excelentes características de acabado para tratamientos de
Galvanoplastia, pintura y cromado. En términos de fundición a presión, es la
norma por la cual se clasifica a las otras aleaciones de zinc. En los casos en
que se requiera una mayor resistencia, se deben tomar en consideración las
otras aleaciones de zinc.

Aleación de zinc 5
La aleación Nº 5 es la aleación de zinc más ampliamente utilizada en
Europa, y su mayor contenido de cobre trae como resultado una mayor
resistencia y dureza, a cambio de cierta pérdida de ductilidad (mayor
alargamiento) en comparación con la Aleación 3. Esta reducción de su
ductilidad puede afectar su formabilidad durante las operaciones secundarias
tales como el doblado, remachado, embutido o engarce, por lo que debe ser
tomada en consideración cuidadosamente por el diseñador. Debido a la gran
disponibilidad de la Aleación 3, los ingenieros de componentes con frecuencia
refuerzan los componentes mediante modificaciones de los diseños en vez de
utilizar la Aleación 5. Sin embargo, cuando se requiere cierta resistencia a la
tracción, se recomiendan las piezas fundidas de la Aleación 5.
Las velocidades de fluencia de las Aleaciones 3 y 5 son muy similares, aunque
la Aleación 5 tiene mejor resistencia a la fluencia, y las curvas de pueden
utilizar para ambas aleaciones. En los casos en que las temperaturas son
mayores que la temperatura ambiente normal y el componente tiene que ser
diseñado para soportar cargas estructurales, es probable que la Aleación 5 sea
una mejor opción.
Aleación de zinc 7
La Aleación 7 es una modificación de la Aleación 3, que trae como
resultado mejores fluidez, ductilidad y acabado de superficie. En la mayoría de
los casos la Aleación 7 se utiliza en aplicaciones mecánicas especiales, o
cuando las piezas fundidas requieren una formabilidad adicional durante las
subsiguientes operaciones de montaje tales como el emboquillado o embutido.
Su mayor fluidez también permite fundir paredes de menor espesor.

Algunas veces, esta mayor fluidez es aconsejable, especialmente
cuando se trata de componentes de detalles complicados, sin embargo, ésta no
ofrece consideraciones especiales en cuanto a fundición. Para evitar el exceso
de rebaba a lo largo de las líneas de separación de la herramienta, es
necesario que haya un buen ajuste del molde y un estricto control de los
parámetros del proceso de fundición. La gran ductilidad que presenta esta
aleación tiene también un efecto sobre el procesamiento, pero principalmente
en las operaciones secundarias de corte y desbarbado.
Aleación de zinc ZA-8
Las aleaciones ZA contienen mucho más aluminio que el grupo Zamak
de aleaciones con designaciones numéricas que representan el porcentaje
aproximado de aluminio.
La ZA-8 fue desarrollada originalmente como una aleación de molde
permanente, que tiene excelentes características de acabado y aplicación de
galvanoplastia. Es especialmente adecuada para aplicaciones decorativas.
Aunque esta aleación no presenta tan buenas características de fundición
como las otras aleaciones de zinc, ofrece una resistencia, dureza y
propiedades de fluencia significativamente mayores. En términos de
rendimiento mecánico, de todas las aleaciones de zinc, ésta es la que tiene
mayor resistencia a la fluencia y la mayor resistencia de todas las aleaciones
de zinc para fundición a presión en cámara caliente. Esta es la única aleación
ZA que puede ser fundida en cámara caliente.

Aleación de zinc ZA27
Debido al alto contenido de aluminio de esta aleación, tiene que ser
fundida a presión en cámara caliente. De las aleaciones ZA, esta es la que
tiene la mayor resistencia y la menor densidad. De todas las aleaciones a base
de zinc que hay en el mercado, la ZA-27 es la que proporciona la mayor
resistencia de diseño a los esfuerzos, a altas temperaturas. Esta aleación
también tiene excelentes propiedades de resistencia a la fricción y al desgaste.
Aleación de zinc Acuzinc5
Esta es una aleación investigada y desarrollada por General Motors, que
presenta una resistencia, dureza y fluencia considerablemente mayores debido
a su alto contenido de cobre y bajo contenido de aluminio. Esta aleación
también tiene excelentes propiedades de resistencia a la fricción.