Formulación del sistema de análisis de riesgos y puntos ...
354
Universidad de La Salle Universidad de La Salle Ciencia Unisalle Ciencia Unisalle Ingeniería de Alimentos Facultad de Ingeniería 1-1-2002 Formulación del sistema de análisis de riesgos y puntos críticos Formulación del sistema de análisis de riesgos y puntos críticos de control (HACCP) para conservas California S.A en su planta de control (HACCP) para conservas California S.A en su planta Erwis Asociados Erwis Asociados Alberto Enrique Pacheco Delghams Universidad de La Salle, Bogotá Follow this and additional works at: https://ciencia.lasalle.edu.co/ing_alimentos Citación recomendada Citación recomendada Pacheco Delghams, A. E. (2002). Formulación del sistema de análisis de riesgos y puntos críticos de control (HACCP) para conservas California S.A en su planta Erwis Asociados. Retrieved from https://ciencia.lasalle.edu.co/ing_alimentos/702 This Trabajo de grado - Pregrado is brought to you for free and open access by the Facultad de Ingeniería at Ciencia Unisalle. It has been accepted for inclusion in Ingeniería de Alimentos by an authorized administrator of Ciencia Unisalle. For more information, please contact [email protected].
Transcript of Formulación del sistema de análisis de riesgos y puntos ...

Universidad de La Salle Universidad de La Salle
Ciencia Unisalle Ciencia Unisalle
Ingeniería de Alimentos Facultad de Ingeniería
1-1-2002
Formulación del sistema de análisis de riesgos y puntos críticos Formulación del sistema de análisis de riesgos y puntos críticos
de control (HACCP) para conservas California S.A en su planta de control (HACCP) para conservas California S.A en su planta
Erwis Asociados Erwis Asociados
Alberto Enrique Pacheco Delghams Universidad de La Salle, Bogotá
Follow this and additional works at: https://ciencia.lasalle.edu.co/ing_alimentos
Citación recomendada Citación recomendada Pacheco Delghams, A. E. (2002). Formulación del sistema de análisis de riesgos y puntos críticos de control (HACCP) para conservas California S.A en su planta Erwis Asociados. Retrieved from https://ciencia.lasalle.edu.co/ing_alimentos/702
This Trabajo de grado - Pregrado is brought to you for free and open access by the Facultad de Ingeniería at Ciencia Unisalle. It has been accepted for inclusion in Ingeniería de Alimentos by an authorized administrator of Ciencia Unisalle. For more information, please contact [email protected].

FORMULACIÓN DEL SISTEMA DE ANÁLISIS DE RIESGOS Y PUNTOS CRÍTICOS DE
CONTROL (HACCP) PARA CONSERVAS CALIFORNIA S.A EN SU PLANTA ERWIS
ASOCIADOS
ALBERTO ENRIQUE PACHECO DELGHAMS
UNIVERSIDAD DE LA SALLE
FACULTAD DE INGENIERÍA DE ALIMENTOS
BOGOTÁ
2002

FORMULACIÓN DEL SISTEMA DE ANÁLISIS DE RIESGOS Y PUNTOS CRÍTICOS DE
CONTROL (HACCP) PARA CONSERVAS CALIFORNIA S.A EN SU PLANTA ERWIS
ASOCIADOS
ALBERTO ENRIQUE PACHECO DELGHAMS
Trabajo de grado presentado como requisitopara optar al título de Ingeniero de Alimentos
Director: RAFAEL GUZMAN
Docente Universidad de la Salle
Asesor: MARIA MAGDALENA BUENO
Bacterióloga
UNIVERSIDAD DE LA SALLE
FACULTAD DE INGENIERÍA DE ALIMENTOS
BOGOTÁ
2002

NOTA DE ACEPTACIÓN
______________________
______________________
______________________
______________________ Director
________________________
____________________________ Asesor
____________________________
____________________________ Jurado
____________________________
Bogotá D.C., 15 de Septiembre del 2002

AGRADECIMIENTOS
A La Doctora Maria Magdalena Bueno, Gerente de la planta ERWIS
ASOCIADOS por brindarme la oportunidad de vincularme como parte de
su empresa.
A la Doctora Constanza Vanegas, por toda la colaboración brindada en la
correcta ejecución de esta práctica.
Al Ingeniero Frank Isaza, por su apoyo y orientación para el buen
desempeño de mis funciones dentro de ERWIS.
A todos y cada uno de los trabajadores de la planta ERWIS AASOCIADOS,
por su tiempo, paciencia y compañerismo durante la realización de este
trabajo.
A mi director de trabajo de grado, Rafael Guzmán por toda su
colaboración en el transcurso de esta experiencia profesional.

LISTA DE ANEXOS
Anexo A. Plano general de la planta.
Anexo B. Formato INVIMA.
Anexo C. Formato INVIMA. Primera auditoria.
Anexo D. Perfil Sanitario de la Empresa.
Anexo E. Formato HCR-013. Formato de verificación.
Anexo F. Formato HCR-014. Seguimiento de acciones correctivas.
Anexo G. Formato INVIMA. Evaluación final.
Anexo H. Perfil sanitario de la empresa.

LISTA DE FIGURAS
Figura 1. Fases para la implementación de HACCP.
Figura 2. Organigrama CONSEVAS CALIFORNIA S.A.
Figura 3. Diagrama de bloques de la elaboración de jugo.
Figura 4. Diagrama de bloques de la elaboración de néctar.
Figura 5. Diagrama de bloques de la elaboración de mermelada.
Figura 6. Diagrama de bloques de la elaboración de mostaza
Figura 7. Diagrama de bloques de la elaboración de mayonesa.
Figura 8. Diagrama de bloques de la elaboración de vinagre.
Figura 9. Identificación
Figura 10. Trazabilidad
Figura 11. Simbología de Bryan.
Figura 12. Árbol de decisiones.

LISTA DE CUADROS
Cuadro 1. Identificación de la planta.
Cuadro 2. Ficha técnica SOLFAC EPC 050
Cuadro 3. Ficha técnica RACUMIN
Cuadro 4. Ficha técnica RODILON
Cuadro 5. Ficha técnica NEW GER DETERGENTE
Cuadro 6. Ficha técnica NEW GER LAVAMANOS
Cuadro 7. Ficha técnica NEW GER CIP
Cuadro 8. Ficha técnica NEW GER SUPERFICIES
Cuadro 9. Ficha técnica TIMSEN
Cuadro 10. Clasificación de defectos. Jugo
Cuadro 11. Reporte de análisis de riesgos. Jugo
Cuadro 12. Reporte de control de puntos críticos. Jugo
Cuadro 13. Clasificación de defectos. Néctar
Cuadro 14. Reporte de análisis de riesgos. Néctar
Cuadro 15. Reporte de control de puntos críticos. Néctar
Cuadro 16. Clasificación de defectos. Mermelada

Cuadro 17. Reporte de análisis de riesgos. Mermelada
Cuadro 18. Reporte de control de puntos críticos. Mermelada
Cuadro 19. Clasificación de defectos. Mostaza
Cuadro 20. Reporte de análisis de riesgos. Mostaza
Cuadro 21. Reporte de control de puntos críticos. Mostaza
Cuadro 22. Clasificación de defectos. Mayonesa
Cuadro 23. Reporte de análisis de riesgos. Mayonesa
Cuadro 24. Reporte de control de puntos críticos. Mayonesa
Cuadro 25. Clasificación de defectos. Vinagre
Cuadro 26. Reporte de análisis de riesgos. Vinagre
Cuadro 27. Reporte de control de puntos críticos. Vinagre

TABLA DE CONTENIDO
Pág
INTRODUCCIÓN
OBJETIVOS
1. MARCO REFERENCIAL 1
1.1 HACCP 1
1.1.1 Definición 1
1.1.2 ¿Qué comprende? 1
1.1.3 Ventajas 2
1.1.4 Beneficios que proporciona el HACCP 2
1.1.5 Fases para la implementación de HACCP 3
1.1.5.1 Formulación del proyecto HACCP 4

1.1.5.2 Preparación del plan HACCP 4
1.1.5.3 Puesta en marcha 4
1.1.6 Principios HACCP 5
2 CONSERVAS CALIFORNIA S.A. 8
2.1 HISTORIA 8
2.2 MISIÓN 10
2.3 VISIÓN 10
2.4 POLÍTICAS DE CALIDAD 11
2.5 ESTRUCTURA ORGANIZACIONAL 13
2.6 IDENTIFICACIÓN DE LA PLANTA 14
2.7 ÁREAS DE LA PLANTA 14
2.8 PRODUCTOS ELABORADOS EN CONSERVAS CALIFORNIA S.A 15
2.8.1 Jugos 15
2.8.1.1 Recepción y clasificación de materia prima 15

2.8.1.2 Formulación 17
2.8.1.3 Mezclado 17
2.8.1.4 Homogenización 17
2.8.1.5 Pasteurización 18
2.8.1.6 Envasado 18
2.8.1.7 Tapado 18
2.8.1.8 Enfriamiento 18
2.8.1.9 Codificado 18
2.8.1.10 Empaque 19
2.8.1.11 Almacenamiento y distribución 19
2.8.2 Néctar 19
2.8.2.1 Recepción y clasificación de materia prima 19
2.8.2.2 Formulación 19
2.8.2.3 Mezclado 20

2.8.2.4 Homogenización 20
2.8.2.5 Pasteurización 20
2.8.2.6 Envasado 22
2.8.2.7 Tapado 22
2.8.2.8 Enfriamiento 22
2.8.2.9 Codificado 22
2.8.2.10 Empaque 22
2.8.2.11 Almacenamiento y distribución 23
2.8.3 Mermelada 23
2.8.3.1 Recepción y clasificación de materia prima 23
2.8.3.2 Formulación 23
2.8.3.3 Mezclado 25
2.8.3.4 Pasteurización 25
2.8.3.5 Envasado 25

2.8.3.6 Tapado 25
2.8.3.7Enfriamiento 25
2.8.3.8 Etiquetado 26
2.8.3.9 Codificado 26
2.8.3.10 Empaque 26
2.8.3.11 Almacenamiento y distribución 26
2.8.4 Mostaza 26
2.8.4.1 Recepción y selección 28
2.8.4.2 Formulación 28
2.8.4.3 Mezclado 28
2.8.4.4 Molienda 29
2.8.4.5 Cocción y pasteurización 29
2.8.4.6 Enfriamiento 29
2.8.4.7 Envasado 30

2.8.4.8 Tapado 30
2.8.4.9 Etiquetado 30
2.8.4.10 Empaque 30
2.8.4.11 Almacenamiento y distribución 30
2.8.5 Mayonesa 30
2.8.5.1 Recepción y clasificación de materia prima 31
2.8.5.2 Formulación 32
2.8.5.3 Mezclado 32
2.8.5.4 Envasado 33
2.8.5.5 Tapado 33
2.8.5.6 Etiquetado 33
2.8.5.7 Empaque 33
2.8.5.8 Almacenamiento y distribución 33
2.8.6 Vinagre 34

2.8.6.1 Recepción y clasificación de materia prima 34
2.8.6.2 Formulación 34
2.8.6.3 Mezclado 34
2.8.6.4 Fermentación 36
2.8.6.5 Filtrado 36
2.8.6.6 Dilución 36
2.8.6.7 Envasado 36
2.8.6.8 Tapado 36
2.8.6.9 Etiquetado 36
2.8.6.10 Empaque 37
2.8.6.11 Almacenamiento y distribución 37
2.9 DIAGNOSTICO CONSERVAS CALIFORNIA S.A. 37
2.10 Metodología 43
3 PRERREQUISITOS DEL PLAN HACCP 46

3.1 MANUAL DE BUENAS PRACTICAS DE MANUFACTURA (BPM) 46
3.1.1 Manual de buenas practicas de laboratorio 65
3.2 CAPACITACION DE PERSONAL 97
3.3 MANTENIMIENTO PREVENTIVO DE ÁREAS, EQUIPOS E
INSTALACIONES 119
3.4 CALIBRACIÓN DE EQUIPOS E INSTRUMENTOS DE
MEDICIÓN 121
3.5 PLAN DE SANEAMIENTO 131
3.5.1 Control de plagas 131
3.5.1.1 Ficha técnica de plaguicidas y rodenticidas 132
3.5.2 Limpieza y desinfección 155
3.5.2.1 Ficha técnica de detergentes 156
3.5.2.2 Ficha técnica de desinfectantes 157
3.5.3 Desechos sólidos y líquidos 184
3.5.4 Higiene y sanidad 201

3.6 CONTROL DE PROVEEDORES Y MATERIAS PRIMAS 216
3.7 PLANES DE MUESTREO 223
3.7.1 Plan de muestreo continuo 223
3.7.2 Plan de muestreo para producto terminado 223
3.8 TRAZABILIDAD 239
4. DOCUMENTACIÓN DEL PLAN HACCP 241
4.1 APLICACIÓN DEL PLAN HACCP 248
4.2 PREPARACIÓN DEL PLAN HACCP 248
4.2.1 Ficha técnica 248
4.2.2 Diagrama de flujo del proceso 249
4.2.3 Clasificación de defectos 249
4.2.4 Análisis de riesgos 249
4.2.5 Reporte de puntos críticos de control 249
4.3 PLAN HACCP APLICADO A JUGO 252

4.4 PLAN HACCP APLICADO A NÉCTAR 259
4.5 PLAN HACCP APLICADO A MERMELADA 266
4.6 PLAN HACCP APLICADO A MOSTAZA 274
4.7 PLAN HACCP APLICADO A MAYONESA 281
4.8 PLAN HACCP APLICADO A VINAGRE 288
5 EVALUACIÓN FINAL 295
CONCLUSIONES
BIBLIOGRAFIA

1. MARCO REFERENCIAL
1.1 HACCP
1.1.1 Definición. El sistema de Análisis de Peligros y Puntos de Control
Críticos, mejor conocido por sus siglas en inglés HACCP (Hazard Análysis
Critical Control Points), es un enfoque sistemático de base científica que
permite identificar riesgos específicos y medidas para su control, con el fin
de asegurar la inocuidad de los alimentos.
1.1.2 ¿Qué comprende?. Es un instrumento para evaluar los riesgos y
establecer sistemas de control que se orienten hacia la prevención en
lugar de basarse en el análisis del producto terminado, con el fin de
planificar, controlar y documentar la producción de alimentos seguros e
inocuos para el consumo.
Comprende una serie de acciones que se inician con la identificación de
los peligros potenciales de seguridad de los alimentos (biológicos, químicos
y físicos), la probabilidad de su ocurrencia o riesgo, evaluación de los
efectos y severidad; identificando los puntos críticos, estableciendo
medidas de control para reducir sus efectos, la vigilancia de los puntos
críticos mediante limites de tolerancia y la toma de acciones correctivas si
hubiera alguna desviación. Todas las acciones hacen uso de registros
donde quedan inscritas las acciones tomadas, de acuerdo con las
frecuencias establecidas en el plan HACCP.

1.1.3 Ventajas. El sistema HACCP ofrece varias ventajas en comparación
con los procedimientos actuales como por ejemplo:
! Se concentra en evitar el riesgo de contaminación de los alimentos.
! Se basa en principios científicos sólidos.
! Permite mayor eficacia y efectividad en la supervisión
gubernamental, principalmente porque a través del registro los
inspectores pueden evaluar el grado de cumplimiento de las
disposiciones sobre inocuidad de los alimentos durante un periodo de
tiempo, no simplemente en un día determinado.
! Asigna, como es debido, a la industria de elaboración y a los
distribuidores la responsabilidad de la inocuidad de los alimentos.
! Ayuda a la industria alimentaria a competir mas eficazmente en el
mercado mundial.
1.1.4 Beneficios que proporciona el HACCP
! Mejoramiento de los procesos internos de la empresa y confirmación
de su capacidad para administrar una herramienta de prevención
de peligros físicos, químicos y biológicos.
! Incrementar la confianza de los clientes y el mercado mediante una
herramienta de garantía, en donde los procesos de producción de
los productos cumplen las directrices internacionales del Codex
Alimentarius, para la higiene y seguridad de alimentos.
! Mejora en las oportunidades de exportación de alimentos a
mercados donde está regulado el sistema HACCP.
! Reduce riesgos al tener una herramienta de prevención de la
ocurrencia de peligros en los alimentos y garantiza de esta forma el
cumplimiento de su requisito de seguridad.

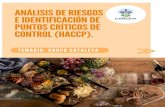
1.1.5 Fases para la implementación de HACCP
Figura 1. Fases para la implementación de HACCP
DEC ISIO N G ERENC IAL
DEFIN IC IO N DE LAS PO LIT IC AS DE C ALIDAD
FO RM ULAC IO N DEL PRO YEC TO HAC C P
INTEG RAC IO N DEL EQ UIPO HAC C P
C APAC ITAC IO N IN IC IAL
ANALISIS DE RIESG O S
RED ISEÑO DE PRO C ESO S
IDENTIFIC AC IO N DE LO S PUNTO S C RITIC O S DE C O NTRO L
PREPARAC IO N DEL D ISPO SITIVO DE C O NTRO L
D IFUSIO N Y AJUSTES DEL PLAN HAC C P
PUESTA EN M ARC HA DEL PLAN HAC C P
AC TUALIZAC IO N Y SEG UIM IENTO DEL PLAN HAC C P
PRIM ERA FASE
C UARTA FASE
TERC ERA FASE
SEG UNDA FASE
DIREC TO RDEL
PRO YEC TO
FO RMULAC IONY MONTAJE DEPROG RAMASESPEC IALES
Fuente: JAIRO ROMERO. Puntos Críticos. Bogotá: Corporación Colombiana
Internacional, 1996.

1.1.5.1 Formulación del proyecto HACCP. Consiste en nombrar al director
del proyecto HACCP y formar el equipo interno que se encargara de la
aplicación. El equipo se entera de las políticas de calidad trazadas por la
Gerencia, recibe un entrenamiento inicial en los principios del sistema y la
forma de implementarlo; a la vez se definen las funciones al interior del
equipo. Luego se formula el proyecto HACCP, es decir el documento que
contiene: objetivos, políticas, etapas, actividades, resultados esperados,
recursos y cronograma de actividades.
1.1.5.2 Preparación del plan HACCP. Es el documento escrito que recopila
el resultado de la aplicación de los principios HACCP. Durante esta fase se
describen los productos sobre los cuales se va a trabajar, se formulan por
escrito los objetivos concretos de la aplicación y se conduce el análisis de
riesgos siguiendo la metodología HACCP. Luego, se presupuestan y
ejecutan las adecuaciones locativas y los mejoramientos tecnológicos.
Una vez hecho esto, se da inicio a los programas especiales, contemplados
como componentes del sistema de calidad. Finalmente, se determinan los
puntos críticos de control, se instrumenta el control de procesos y se
desarrolla el sistema de monitoreo de puntos críticos.
1.1.5.3 Puesta en marcha. Se prepara un borrador del plan HACCP surgido
de lo hecho hasta el momento y se difunde al interior de la compañía. Con
los ajustes aportados por quienes conocen el plan durante esa etapa de
difusión, se prepara la versión final del plan HACCP. Se firma y se pone en
marcha. Con esto termina la implementación y se inician las labores de

seguimiento y actualización del sistema de calidad, las cuales, deben
efectuarse de manera permanente.
1.1.6 Principios HACCP
PRINCIPIO 1
Identificar los posibles peligros asociados con la producción de alimentos.
Identificación de los riesgos o peligros y valoración de su gravedad y la
probabilidad de su presentación (análisis de riesgo), asociados con la
producción, obtención o recolección, procesado / manufactura,
distribución, comercialización, preparación y/o utilización de alimentos
crudos o de productos transformados. Riesgos o peligros ("hazard")
representa la contaminación inaceptable, el crecimiento inaceptable y/o
la supervivencia inaceptable de microorganismos que influyen en la
inocuidad o en la alteración, y/o la producción o persistencia inaceptable
en los alimentos de productos derivados del metabolismo microbiano (por
ejemplo, toxinas, enzimas).
Gravedad ("severity"), es la magnitud del riesgo o peligro.
Riesgo ("risk") es una estimación de la probabilidad de que exista un peligro
o riesgo.
PRINCIPIO 2
Determinar los puntos críticos de control (PCC.) Determinación de los
puntos críticos de control, en los que pueden ser controlados los riesgos o
peligros identificados. Un PCC es un lugar, una práctica, un
procedimiento, o proceso en el que puede ejercerse control sobre uno o
más factores, que si son controlados, podrían reducirse al mínimo o
prevenirse un peligro o riesgo. Se identifican dos tipos de PCC:

PCC1, que asegurará el control de un riesgo o peligro.
PCC2, que reducirá al mínimo, aunque no asegurará el control de un
riesgo o peligro.
PRINCIPIO 3
Establecer límites críticos. Especificación de los criterios que indican si una
operación está bajo control en un determinado PCC.
Criterios ("criteria") son los límites especificados de características de
naturaleza física (por ejemplo, tiempo o temperatura), química (por
ejemplo, sal o ácido acético) o biológica (por ejemplo, sensorial o
microbiológica).
PRINCIPIO 4
Establecer un sistema de vigilancia. Establecimiento y aplicación de
procedimientos para comprobar que cada PCC a controlar funciona
correctamente. Comprobación, vigilancia o monitorización ("monitoring")
es averiguar que un procedimiento de procesado o de manipulación en
cada PCC se lleva a cabo correctamente y se halla bajo control. Supone
la observación sistemática, la medición y/o el registro de los factores
significativos necesarios para el control. Los procedimientos de
comprobación o vigilancia seleccionados deben permitir que se tomen
acciones para rectificar una situación que está fuera de control, bien antes
de iniciar, o durante el desarrollo de una operación en un proceso.
PRINCIPIO 5
Establecer las medidas correctivas. Aplicar la acción correctora que sea
necesaria cuando los resultados de la comprobación indiquen que un
determinado PCC no se encuentra bajo control.

PRINCIPIO 6
Establecer procedimientos de verificación. Verificación o confirmación, es
decir, el empleo de información suplementaria para asegurar que
funciona correctamente el sistema HACCP.
PRINCIPIO 7
Establecer un sistema de documentación. Sobre todos los procedimientos y
los registros apropiados a estos principios y a su aplicación.

2. CONSERVAS CALIFORNIA S.A
2.1 HISTORIA
En 1950 se inició la producción en la fabrica del señor Faillace con el
nombre de Compañía Colombiana de Conservas y Extractos Vegetales
LTDA; como la materia prima para la pasta de tomate no se podía obtener
sino durante tres meses consecutivos en el año y la fábrica quedaba
improductiva los 9 meses restantes, se decidió en 1952 importar
concentrados de frutas para elaborar néctares enlatados, usando el
mismo equipo, esto permitió a la industria desarrollarse, y en 1956 con el fin
de ampliar su producción y agregar nuevos productos para el ámbito
local, busco la asociación con W.R. Grace & Co. y se conformo
CONSERVAS CALIFORNIA LTDA., la nueva sociedad con mayores recursos
financieros, inició su línea de productos en envase de vidrio (Salsa de
Tomate, Mermeladas, Encurtidos), y otros productos enlatados como
sopas, etc., incrementando así su producción hasta llegar a ser una de las
más importantes conservas del país. A fines de 1963. Grace & Cia. compró
la parte de "Inversiones Faillace" y se constituyó CONSERVAS CALIFORNIA
S.A. se construyeron instalaciones mas adecuadas, donde se instaló la
fábrica a principios de 1965. Con la adquisición de nuevos equipos se
mejoraron los productos existentes y se inició en 1967 la producción de
néctares en envases de vidrio, inicialmente con tapa "splip-on" y después
con tapa corona, llegando con estas innovaciones a ser líder en el país en
la venta de néctares de fruta y un productor muy importante en productos
de tomate. A mediados de 1971. Grace & Cia. decide irse de Colombia y
le vende la Empresa a Nestlé, empresa de capital suizo.

Los nuevos dueños instalaron equipos adicionales e introdujeron nuevos
productos, aplicando toda su tecnología en la producción de alimentos.
Nestlé compra algunos equipos a Comestibles La Rosa de Pereira y
empieza a fabricar mermeladas, piñas en rodajas y vegetales, logrando
aumentar el portafolio de productos. Nestlé exportó durante algunos años
néctares de frutas tropicales a los Estados Unidos con la marca Condal.
Debido a que durante el año solo hay una cosecha de tomate y frutas
tropicales, Nestlé debía fabricar sus productos para todo el año, lo cual
hizo que los costos afectaran los resultados de la empresa a tal punto que
dejaron de producir desde Agosto de 1981. A partir de Marzo de 1982 se
reinicia la fabricación de todos los productos (Néctares en envases de
vidrio, Salsas de tomate, Salsa de ají picante, Salsa Boloñesa, etc.) Desde
esa época, se han introducido al mercado nuevos productos y han
construido una fábrica en Santa Fé de Bogotá y un complejo industrial en
la población cundinamarquesa de Simijaca. Es así, como en la actualidad
CONSERVAS CALIFORNIA S.A. cuenta con un portafolio de 125 referencias
de productos, entre los cuales se cuenta con la ultima tecnología en
empaques asépticos para alimentos, es decir, envases Tetra Brik cuyos
productos se empacan ultrapastuerizados (Néctares de frutas en tamaños
de 200 y 1,000 c.c., Leche entera y baja en grasa, leches saborizadas en
varios sabores con la marca Shikiss, etc.)
La Compañía ha avanzado a tal punto que hoy es autosuficiente en su
abastecimiento de Pulpas y Concentrados de frutas, ya que cuenta con
una moderna planta de pulpas en el complejo industrial de Simijaca,
donde procesa todas las frutas que requiere para su producción y para la
elaboración de pulpas para exportación a Europa (Mango. Pina,
Maracuyá, etc.).

CONSERVAS CALIFORNIA S.A., es conocida en todo Colombia y en el
exterior por su portafolio de productos y la excelente calidad, ocupando a
nivel nacional un puesto preferencial dentro del sector de alimentos.
2.2 MISIÓN
Interactuar y participar eficientemente como una empresa procesadora
de alimentos naturales de la más alta calidad, para consumo humano,
con el más amplio aporte nutricional, en beneficio de todos los
consumidores.
Sustentados en nuestra amplia experiencia, adquirida a través de la
tecnología operacional y la excelente capacitación de nuestro recurso
humano, aportar eficiente y oportunamente a mejorar el nivel nutricional y
alimenticio frente a los retos y realidades del tercer milenio.
2.3 VISIÓN
Basados en altos niveles de aseguramiento de la calidad y desarrollo
tecnológico, así como también, profesionalización de nuestro recurso
humano, competir ética y dinámicamente para lograr que nuestra
organización industrial y comercial, mantenga la más destacada posición
de liderazgo, en el entorno industrial de Colombia, con prioridad, en el
segmento de productos alimenticios y con favorables resultados
económicos para nuestros inversionistas, recurso humano, clientes,
proveedores y consumidores de nuestros productos.

2.4 POLÍTICAS DE CALIDAD
! El diseño y ejecución de todas las operaciones se hará enfatizando la
prevención de fallas y defectos, hasta donde sea posible.
! La automatización y el control automático de procesos serán
preocupación fundamental de los encargados del proceso.
! Los productos deben ser sanos e inocuos, y satisfacer plenamente los
requerimientos de los clientes.
! Los proveedores seleccionados tendrán conocimiento de la filosofía de
la empresa y de los programas de calidad para que así mismo, sus
productos cumplan con las normas exigidas por esta y por los
organismos oficiales de control de sanidad.
! Las materias primas y los insumos tendrán un estricto control de
selección dentro del mercado disponible.
! Las operaciones de producción están diseñadas de tal forma que se
prevean las fallas y defectos hasta donde sea posible.
! Se cumplirá con los parámetros de calidad sanitaria exigidos
actualmente en los mercados nacionales para los productos
alimenticios elaborados en la planta.
! Se tomarán las medidas sanitarias necesarias para garantizar la calidad
de los productos durante las operaciones de producción,
almacenamiento, transporte y distribución.

! Decisiones a tomar, en determinados momentos, deberán sustentarse
en hechos y datos que comprueben que la calidad sanitaria del
producto no se verá afectada en ninguna circunstancia.
! En la medida de las posibilidades la empresa estará abierta a adquirir
equipos cada vez más tecnificados, de tal forma que se logren mejores
niveles de productividad, se optimice la calidad.
! Los clientes serán clara y constantemente informados a cerca del
manejo correcto del producto y de las medidas a tomar en caso de
presentarse alguna falla que afecte la calidad de este.
! Es responsabilidad de la compañía desarrollar y ejecutar programas de
capacitación a todo el personal involucrado, para mantenerlos
actualizados en todos los temas que atañen a la empresa, y que
contribuyan al mejoramiento de la calidad de vida de los mismos.
! Se concede máxima atención ala protección del medio ambiente de
tal manera que el impacto que pueda presentarse durante las etapas
de producción sea controlado y/o minimizado.

2.5 ESTRUCTURA ORGANIZACIONAL
Figura 2. Organigrama CONSERVAS CALIFORNIA S.A

CALIFO RNIA
LACO N(Estructura de
ventas)ERW IS
JEFE DE M ANTENIM IENTO
JEFE ADM INISTRATIVO
JEFE DE PRO DUCCIO N
G ERENCIA
JEFE DE LABO RATO RIO
CALDERISTAM ECANICOINDUSTRIAL
ELECTRICISTA
ASISTENTE CO NTABLE
AUXILIAR DE NO M INAAUXILIAR CO NTRABLEAUXILIAR DE PAG O SAUXILIAR CO NTABLE 1AUXILIAR CO NTABLE 2
VIG ILANTES
O FICIO S VARIO S
O PERADO RESPREPARADO RES
ALM ACENISTA
AUXILIAR DE LABO RATO RIO
Fuente: El Autor.
2.6 IDENTIFICACIÓN DE LA PLANTA
Cuadro 1. Identificación de la planta

RAZÓN SOCIAL ERWIS ASOCIADOS LTDA.
DEPARTAMENTO CUNDINAMARCA
CIUDAD (MUNICIPIO) BOGOTÁ
DIRECCIÓN DIAGONAL 61 # 85-35
NOMBRE REPRESENTANTE LEGAL MARIA MAGDALENA BUENO
GERENTE MARIA MAGDALENA BUENO
TELÉFONOS 2521540
NUMERO DE FAX 2521540
2.7 ÁREAS DE LA PLANTA
CONSERVAS CALIFORNIA S.A en su planta ERWIS (Ver Anexo A. Plano
general de la planta), se encuentra conformada por las siguientes
secciones:
! Tres bodegas de almacenamiento.
! Área de tanques de producción de vinagre.
! Área de calderas.
! Área administrativa.
! Área de producción:
o Recepción de materias primas.
o Dos cuartos fríos.
o Línea de mayonesa y mostaza.
o Línea de jugo, néctar, mermelada y vinagre.
! Área de servicios sanitarios para el personal de producción, incluye
área de vestier.
! Almacén técnico y taller.
! Laboratorio de control de calidad.

! Área de compresores de cava.
! Tanque de crudo.
! Tanques de almacenamiento.
! Torre de enfriamiento.
2.8 PRODUCTOS ELABORADOS EN CONSERVAS CALIFORNIA S.A
2.8.1 Jugos. La línea de jugos comprende los siguientes sabores: uva, uvas
con melocotón, manzana y tomate. A continuación se presenta el
diagrama de bloques de las operaciones de elaboración del jugo. (Ver
Figura 3. Diagrama de bloques de la elaboración de Jugo).
2.8.1.1 Recepción y clasificación de materia prima. Las materias primas
que se reciben son pulpa de fruta, azúcar, vitamina C, color certificado y
ácido cítrico. Estas son recibidas en el área destinada para este fin, en
donde se toman muestras de acuerdo a los parámetros exigidos a los
diversos proveedores, para ser analizadas en el laboratorio; determinando
si estas son aptas para el proceso de elaboración de los jugos y donde se
determina si son aceptadas o rechazadas. De acuerdo a las materias
primas estas son almacenadas en el cuarto frío o en el cuarto de
almacenamiento.
Figura 3. Diagrama de bloques de elaboración de Jugo.

RECEPCIÓN Y SELECCIÓN DE MATERIA PRIMA
FORMULACIÓN
MEZCLADO
HOMOGENIZACIÓN
PASTEURIZACIÓN
ENVASADO
ENFRIAMIENTO
TAPADO
CODIFICADO
EMPAQUE
ALMACENAMIENTO Y DISTRIBUCIÓN
Fuente: El Autor.

2.8.1.2 Formulación. En esta etapa se realiza el pesaje de las diversas
materias primas e insumos que se requieren para la elaboración de cada
uno de los jugos, estas varían de acuerdo al sabor del jugo que se vaya a
elaborar. En esta etapa del proceso el operario encargado del almacén
pesa y entrega los ingredientes de acuerdo a la planeación de la
producción al Jefe de Planta, el cual se encarga a su vez de verificar los
mismos según los requisitos de producción del día.
2.8.1.3 Mezclado. Se cuenta con dos tanques de preparación para realizar
un proceso continuo. En el tanque se agrega agua equivalente a una
cuarta parte de la capacidad, a través del triblinder; se transfieren los
estabilizantes previamente mezclados con una porción del azúcar de la
fórmula, paso seguido la pulpa o el concentrado con adición de agua,
manteniendo agitación constante durante el proceso de preparación,
como ultimo ingrediente se agregan los ácidos previamente en una
disolución en agua con el fin de evitar separaciones y se agrega el azúcar
restante.
Se verifica que todo haya quedado bien mezclado para tomar la muestra
que analizará el laboratorio teniendo en cuenta los parámetros de: Brix, pH,
% de acidez y viscosidad. El profesional encargado libera el bache si
cumple con todos los parámetros, de lo contrario ordena la corrección
para seguir el proceso de homogenización y pasteurización.
2.8.1.4 Homogenización. La homogenización se efectúa a presiones entre
2000 y 4000 P.S.I. según el sabor que se este realizando.

2.8.1.5 Pasteurización. La pasteurización se debe efectuar entre 90 - 96 °C,
para continuar el proceso de llenado en las diferentes presentaciones
volumétricas y empaques.
2.8.1.6 Envasado. En esta etapa del proceso se llena de producto los
diferentes tipos de envases y volúmenes a una temperatura entre 85 - 90 °C
para proceder a taparlos. El profesional encargado verifica la temperatura
para dar vía libre al tapado.
2.8.1.7 Tapado. El tapado se realiza de manera automática, esta
operación se esta revisando periódicamente para verificar si la máquina
esta realizando correctamente los cierres para poder continuar con el
choque térmico.
2.8.1.8 Enfriamiento. El choque térmico que se le da al producto en el
proceso se realiza por espacio de 45 minutos en tres fases, cada una con
duración de 15 minutos sometiendo el producto a diversas temperaturas
como son: primera fase 50 - 56 °C, segunda fase 40 - 45 °C y tercera fase 25
°C. Es realizado con agua a presión.
2.8.1.9 Codificado. Previamente enfriado el producto se pasa a codificar,
etapa en la cual se retira un poco de la humedad adquirida en el enfriado
con aire a presión para que la tinta que va a ser impresa se adhiera
correctamente con los siguientes datos: lote y fecha de vencimiento (15
meses a partir del día de producción).

2.8.1.10 Empaque. Este procedimiento se realiza manualmente
identificando cada caja con: lote, fecha de vencimiento y sabor del
producto.
2.8.1.11 Almacenamiento y distribución. Se procede a almacenar el
producto en la bodega de la planta correctamente estibado e
identificado para distribuirlo según las necesidades de ventas.
2.8.2 Néctar. La línea de néctares comprende los siguientes sabores:
mango, durazno, naranja, guayaba, manzana, pera y albaricoque. A
continuación se presenta el diagrama de bloques de las operaciones de
elaboración del néctar. (Ver Figura 4. Diagrama de bloques de la
elaboración de Néctar)
2.8.2.1 Recepción y clasificación de materia prima. Las materias primas
que se reciben son pulpa de fruta, azúcar, vitamina C, color certificado y
ácido cítrico. Estas son recibidas en el área destinada para este fin, en
donde se toman muestras de acuerdo a los parámetros exigidos a los
diversos proveedores, para ser analizadas en el laboratorio; determinando
si estas son aptas para el proceso de elaboración de néctares y donde se
determina si son aceptadas o rechazadas. De acuerdo a las materias
primas estas son almacenadas en el cuarto frío o en el cuarto de
almacenamiento.
2.8.2.2 Formulación. En esta etapa se realiza el pesaje de las diversas
materias primas e insumos que se requieren para la elaboración de cada
uno de los néctares, estas varían de acuerdo al sabor del néctar que se

vaya a elaborar. En esta etapa del proceso el operario encargado del
almacén pesa y entrega los ingredientes de acuerdo a la planeación de la
producción al Jefe de Planta, el cual se encarga a su vez de verificar los
mismos según los requisitos de producción del día.
2.8.2.3 Mezclado. Se cuenta con dos tanques de preparación para realizar
un proceso continuo. En el tanque se agrega agua equivalente a una
cuarta parte de la capacidad, a través del triblinder se transfieren los
estabilizantes previamente mezclados con una porción del azúcar de la
fórmula, paso seguido la pulpa o el concentrado con adición de agua,
manteniendo agitación constante durante el proceso de preparación,
como ultimo ingrediente se agregan los ácidos previamente en una
disolución en agua con el fin de evitar separaciones y se agrega el azúcar
restante. Se verifica que todo haya quedado bien mezclado para tomar la
muestra que analizará el laboratorio teniendo en cuenta los parámetros
de: Brix, pH, % de acidez y viscosidad. El profesional encargado libera el
bache si cumple con todos los parámetros, de lo contrario ordena la
corrección para seguir el proceso de homogenización y pasteurización.
2.8.2.4 Homogenización. La homogenización se efectúa a presiones entre
2000 y 4000 P.S.I. Según el sabor que se este realizando.
2.8.2.5 Pasteurización. La pasteurización se debe efectuar entre 90 - 96 °C,
para continuar el proceso de llenado en las diferentes presentaciones
volumétricas y empaques.

Figura 4. Diagrama de bloques de elaboración de Néctar.
RECEPCIÓN Y SELECCIÓN DE MATERIA PRIMA
FORMULACIÓN
MEZCLADO
HOMOGENIZACIÓN
PASTEURIZACIÓN
ENVASADO
ENFRIAMIENTO
TAPADO
CODIFICADO
EMPAQUE
ALMACENAMIENTO Y DISTRIBUCIÓN
Fuente: El Autor.

2.8.2.6 Envasado. En esta etapa del proceso se llena de producto los
diferentes tipos de envases y volúmenes a una temperatura entre 85 - 90 °C
para proceder a taparlos. El profesional encargado verifica la temperatura
para dar vía libre al tapado.
2.8.2.7 Tapado. El tapado se realiza de manera automática, esta
operación se esta revisando periódicamente para verificar si la máquina
esta realizando correctamente los cierres para poder continuar con el
choque térmico.
2.8.2.8 Enfriamiento. El choque térmico que se le da al producto en el
proceso se realiza por espacio de 45 minutos en tres fases, cada una con
duración de 15 minutos sometiendo el producto a diversas temperaturas
como son: primera fase 50 - 56 °C, segunda fase 40 - 45 °C y tercera fase 25
°C. Es realizado con agua a presión.
2.8.2.9 Codificado. Previamente enfriado el producto se pasa a
codificarlo, etapa en la cual se retira un poco de la humedad adquirida en
el enfriado con aire a presión para que la tinta que va a ser impresa se
adhiera correctamente con los siguientes datos: lote y fecha de
vencimiento (15 meses a partir del día de producción).
2.8.2.10 Empaque. Este procedimiento se realiza manualmente
identificando cada caja con: lote, fecha de vencimiento y sabor del
producto.

2.8.2.11 Almacenamiento y distribución. Se procede a almacenar el
producto en la bodega de la planta correctamente estibado e
identificado para distribuirlo según las necesidades de ventas.
2.8.3 Mermelada. La línea de mermelada comprende los siguientes
sabores: naranja, mora, fresa, manzana, guayaba, piña y durazno. A
continuación se presenta el diagrama de bloques de las operaciones de
elaboración del néctar. (Ver Figura 5. Diagrama de bloques de la
elaboración de Mermelada)
2.8.3.1 Recepción y clasificación de materia prima: Las materias primas
que se reciben son pulpa de fruta, azúcar, pectina, vitamina C, ácido
tartárico y ácido cítrico. Estas son recibidas en el área destinada para este
fin, en donde se toman muestras de acuerdo a los parámetros exigidos a
los diversos proveedores, para ser analizadas en el laboratorio;
determinando si estas son aptas para el proceso de elaboración de
mermeladas y donde se determina si son aceptadas o rechazadas. De
acuerdo a las materias primas estas son almacenadas en el cuarto frío o
en el cuarto de almacenamiento.
2.8.3.2 Formulación: En esta etapa se realiza el pesaje de las diversas
materias primas e insumos que se requieren para la elaboración de cada
uno de las mermeladas, estas varían de acuerdo al sabor de la mermelada
que se vaya a elaborar. En esta etapa del proceso el operario encargado
del almacén pesa y entrega los ingredientes de acuerdo a la planeación
de la producción al Jefe de Planta, el cual se encarga a su vez de verificar
los mismos según los requisitos de producción del día.

Figura 5. Diagrama de bloques de elaboración de Mermelada.
RECEPCIÓN Y SELECCIÓN DE MATERIA PRIMA
FORMULACIÓN
MEZCLADO
PASTEURIZACIÓN
ENVASADO
TAPADO
ETIQUETADO
CHOQUE TÉRMICO
CODIFICADO
EMPAQUE
ALMACENAMIENTO Y DISTRIBUCIÓN
Fuente: El Autor.

2.8.3.3 Mezclado. En el tanque de preparación de la mermelada se
agrega la pulpa o concentrado, se agrega el azúcar y se mantiene esta
mezcla en agitación permanente. Seguido a esta operación se abre la
válvula de vapor y se agrega el antiespumante y los conservantes.
2.8.3.4 Pasteurización. Después de haber mezclado muy bien los
ingredientes se procede a pasteurizar por un tiempo de 15 minutos, pasado
este tiempo se toma una muestra para análisis de °Brix que debe estar
entre 64 – 65, simultáneamente se ha efectuado la disolución de pectina
en agua con una temperatura superior a 85 °C, para adicionar a la mezcla
anterior. Por ultimo se agrega el ácido cítrico previamente disuelto en
agua pasteurizada. Con una nueva muestra en el laboratorio se analiza
°Brix, pH y gelificación para continuar a la etapa de llenado.
2.8.3.5 Envasado. En esta etapa del proceso se llenan de producto los
diferentes tipos de envases y volúmenes a una temperatura entre 85 - 90 °C
para proceder a taparlos. El profesional encargado verifica la temperatura
para dar vía libre al tapado.
2.8.3.6 Tapado. El tapado se realiza de manera automática, esta
operación se esta revisando periódicamente para verificar si la máquina
esta realizando correctamente los cierres para poder continuar con el
choque térmico.
2.8.3.7 Enfriamiento. El choque térmico que se le da al producto en el
proceso se realiza por espacio de 45 minutos en tres fases, cada una con

duración de 15 minutos sometiendo el producto a diversas temperaturas
como son: primera fase 50 - 56 °C, segunda fase 40 - 45 °C y tercera fase 25
°C. Es realizado con agua a presión.
2.8.3.8 Etiquetado. Esta etapa del proceso se realiza automáticamente, sin
embargo el operario tiene la función de estar revisando constantemente la
ubicación de la etiqueta; previamente al inicio del proceso las etiquetas
son identificadas con su fecha de vencimiento respectiva (8 meses).
2.8.3.9 Codificado. Previamente enfriado el producto se procede a
codificarlo, etapa en la cual se retira un poco de la humedad adquirida en
el enfriado con aire a presión para que la tinta que va a ser impresa se
adhiera correctamente con los siguientes datos: lote y fecha de
vencimiento (15 meses a partir del día de producción).
2.8.3.10 Empaque. Este procedimiento se realiza manualmente
identificando cada caja con: lote, fecha de vencimiento y sabor del
producto.
2.8.3.11 Almacenamiento y distribución. Se procede a almacenar el
producto en la bodega de la planta correctamente estibado e
identificado para distribuirlo según las necesidades de ventas.
2.8.4 Mostaza. (Ver Figura 6. Diagrama de bloques de la elaboración de
Mostaza).

Figura 6. Diagrama de bloques de la elaboración de Mostaza
RECEPCIÓN Y SELECCIÓN DE MATERIA PRIMA
FORMULACIÓN
MEZCLADO
MOLIENDA
COCCIÓN Y PASTEURIZACIÓN
ENFRIAMIENTO
TAPADO
ENVASADO
ETIQUETADO
EMPAQUE
ALMACENAMIENTO Y DISTRIBUCIÓN
Fuente: El Autor

2.8.4.1 Recepción y selección de materia prima: Las materias primas que se
reciben son harina de mostaza, vinagre natural, azúcar, sal y especias.
Estas son recibidas en el área destinada para este fin, en donde se toman
muestras de acuerdo a los parámetros exigidos a los diversos proveedores,
para ser analizadas en el laboratorio; determinando si estas son aptas para
el proceso de elaboración de mostaza y donde se determina si son
aceptadas o rechazadas. De acuerdo a las materias primas estas son
almacenadas en el cuarto frío o en el cuarto de almacenamiento.
2.8.4.2 Formulación: En esta etapa se realiza el pesaje de las diversas
materias primas e insumos que se requieren para la elaboración de la
mostaza. En esta etapa del proceso el operario encargado del almacén
pesa y entrega los ingredientes de acuerdo a la planeación de la
producción al Jefe de Planta, el cual se encarga a su vez de verificar los
mismos según los requisitos de producción del día.
2.8.4.3 Mezclado. Con previo pesaje de cada una de las materias primas
entregadas por el auxiliar de Control de Calidad el preparador procede a
efectuar los siguientes pasos dentro de este proceso: Recolección de agua
correspondiente a la mitad de la masa, adición de la harina de mostaza y
almidón en forma lenta evitando de esta manera la formación de grumos
teniendo en cuenta poner en marcha el agitador. Se debe incluir en la
mezcla: azúcar, C.M.C, sal, especias, colorantes y vinagre para completar
el volumen total de la masa que es de 600 kilos.

2.8.4.4 Molienda. Antes de iniciar la molienda se debe abrir la llave del
agua para la lubricación del molino, observando la marcación en el
manómetro entre 1.5 - 2.0 Bar. Molida la masa se lleva al laboratorio para
análisis de Brix, pH, acidez y granulometría. A medida que el producto se
muele pasa directamente a la marmita de cocción.
2.8.4.5 Cocción y pasteurización. Cuando el producto va llegando del
molino se va agregando simultáneamente el antiespumante, (teniendo la
precaución de encender el extractor de vapores) dejar transcurrir 50
minutos con una presión de vapor entre 20 - 25 libras hasta llegar a una
presión máxima de 30 libras, correspondiente a una temperatura del
producto de 88 °C. Este proceso se realiza por un lapso de 15 minutos con
agitación permanente. Para dar por terminado el proceso de cocción
cerrar totalmente la válvula de vapor dando paso a la descarga de
condensados.
2.8.4.6 Enfriamiento. Abrir la llave del agua manteniendo la presión entre
28 y 30 libras, el agitador debe permanecer prendido hasta el enfriamiento
final. La temperatura óptima de enfriamiento es de 28 a 29 °C. Al llegar a
esta temperatura se apaga el agitador para evitar la perdida de la
viscosidad del producto. Bombear al tanque pulmón para empaque según
la referencia requerida. Control de calidad toma una muestra para los
respectivos análisis. Parámetros medibles como °Brix, acidez y consistencia
Brookfield, con seguimiento de esta consistencia a las 24, 48 y 72 horas y 8 -
15 días así garantiza la permanencia de estos parámetros anteriores
durante la vida útil del producto.

2.8.4.7 Envasado. Después de haber realizado una excelente mezcla de
los ingredientes se procede a envasar el producto en las diferentes
presentaciones, etapa en la cual el profesional encargado y los operarios
realizan un control de peso y de volumen periódicamente.
2.8.4.8 Tapado. Inmediatamente se tapa el producto ya que es muy fácil
de oxidar al contacto con el aire, el operario verifica constantemente que
las tapas cierren bien el envase.
2.8.4.9 Etiquetado. Esta etapa del proceso se realiza automáticamente
pero el operario tiene la función de estar revisando constantemente la
ubicación de la etiqueta; previamente al inicio del proceso las etiquetas
son identificadas con su fecha de vencimiento respectiva (12 meses).
2.8.4.10 Empaque. El procedimiento a seguir en esta etapa se realiza
manualmente, el operario a la vez que va empacando va revisando la
calidad del producto y verifica la ubicación de la etiqueta; ubicando las
cajas en las estibas correspondientes. Antes de empezar el proceso el
operario debe marcar las cajas con el lote y fecha de vencimiento.
2.8.4.11 Almacenamiento y distribución. Se procede a almacenar el
producto en la bodega de la planta correctamente estibado e
identificado para distribuirlo según las necesidades de ventas.
2.8.5 Mayonesa. (Ver Figura 7. Diagrama de bloques de elaboración de
Mayonesa)

Figura 7. Diagrama de bloques de elaboración de Mayonesa
RECEPCIÓN Y SELECCIÓN DE MATERIA PRIMA
FORMULACIÓN
MEZCLA Y HOMOGENIZACIÓN
ENVASADO
TAPADO
ETIQUETADO
EMPAQUE
ALMACENAMIENTO Y DISTRIBUCIÓN
Fuente: El Autor
2.8.5.1 Recepción y clasificación de materia prima: Las materias primas
que se reciben son aceite refinado, huevos frescos, vinagre natural, sal,
azúcar, especias, preservantes y antioxidantes. Estas son recibidas en el
área destinada para este fin, en donde se toman muestras de acuerdo a
los parámetros exigidos a los diversos proveedores, para ser analizadas en
el laboratorio; determinando si estas son aptas para el proceso de

elaboración de mayonesa y donde se determina si son aceptadas o
rechazadas. De acuerdo a las materias primas estas son almacenadas en
el cuarto frío o en el cuarto de almacenamiento.
2.8.5.2 Formulación: En esta etapa se realiza el pesaje de las diversas
materias primas e insumos que se requieren para la elaboración de la
mayonesa. En esta etapa del proceso el operario encargado del almacén
pesa y entrega los ingredientes de acuerdo a la planeación de la
producción al Jefe de Planta, el cual se encarga a su vez de verificar los
mismos según los requisitos de producción del día.
2.8.5.3 Mezclado: El aceite previamente mezclado con el antioxidante se
descarga en la tolva hasta el volumen de tara, el huevo se dispone en
su respectiva tolva donde recibe la adición de especies sólidas.
Simultáneamente se abren las válvulas para la descarga de los
ingredientes anteriores sobre el homogenizador, teniendo atento cuidado
en el vaciado del aceite en forma lenta para prevenir separación de la
emulsión; en la tolva del huevo adicionamos el vinagre con condimentos
líquidos, continuando con la agitación más o menos dos minutos. Es de
gran importancia tener presente la temperatura del producto durante su
preparación no debe exceder de 28 °C. El producto ya preparado se
bombea al tanque pulmón para ser llenado en sus diferentes
presentaciones. Los análisis durante el proceso son realizados por el
personal de laboratorio y las pruebas a realizar son las siguientes: análisis
del huevo (°Brix, pH, temperatura y condiciones organolépticas), acidez
del vinagre, muestra del producto terminado (pH, acidez, consistencia),
control de peso y de volumen.

2.8.5.4 Envasado: Después de haber realizado una excelente mezcla de los
ingredientes pasamos a envasar el producto en las diferentes
presentaciones, etapa en la cual el profesional encargado y los operarios
realizan un control de peso y de volumen periódicamente.
2.8.5.5 Tapado: Inmediatamente tapamos el producto ya que es muy fácil
de oxidar al contacto con el aire, el operario verifica constantemente que
las tapas cierren bien el envase.
2.8.5.6 Etiquetado: Esta etapa del proceso se realiza automáticamente
pero el operario tiene la obligación de estar revisando constantemente la
ubicación de la etiqueta; previamente al inicio del proceso las etiquetas
son identificadas con su fecha de vencimiento respectiva (8 meses).
2.8.5.7 Empaque: El procedimiento a seguir en esta etapa se realiza
manualmente, el operario a la vez que va empacando va revisando la
calidad del producto y verifica la ubicación de la etiqueta; ubicando las
cajas en las estibas correspondientes.
Antes de empezar el proceso el operario va marcando las cajas con el lote
y fecha de vencimiento.
2.8.5.8 Almacenamiento y distribución: Procedemos a almacenar el
producto en la bodega de la planta correctamente estibado e
identificado para distribuirlo según las necesidades de ventas.

2.8.6 Vinagre. (Ver Figura 8. Diagrama de bloques de elaboración de
vinagre).
2.8.6.1Recepción y clasificación de materia prima: Las materias primas que
se reciben son alcohol etílico, vinagre al 11%, ACETOZIN GZ, ACETOZIN D y
agua filtrada. Estas son recibidas en el área destinada para este fin, en
donde se toman muestras de acuerdo a los parámetros exigidos a los
diversos proveedores, para ser analizadas en el laboratorio; determinando
si estas son aptas para el proceso de elaboración del vinagre y donde se
determina si son aceptadas o rechazadas. Las materias primas son
almacenadas en el cuarto de almacenamiento.
2.8.6.2 Formulación: En esta etapa se realiza el pesaje de las diversas
materias primas e insumos que se requieren para la elaboración del
vinagre. En esta etapa del proceso el operario encargado del almacén
pesa y entrega los ingredientes de acuerdo a la planeación de la
producción al Jefe de Planta, el cual se encarga a su vez de verificar los
mismos según los requisitos de producción del día.
2.8.6.3 Mezclado. La planta cuenta con un proceso de vinagre natural
elaborado con un equipo llamado FRINGS en el cual permite la
transformación de la mezcla de alcohol etílico, vinagre al 11% y acetozin. El
FRINGS ACETATOR tiene una capacidad de 7500 litros, pero solo se trabaja
con un volumen de 6000 litros, este se inicia con una base de 4000 litros de
vinagre al 11%, se carga con 2000 litros de mezcla de alimento que se
prepara con los siguientes ingredientes: alcohol etílico 1000 litros, vinagre al
11% 1000 litros, acetozin GZ 4.5 kilos, acetozin D 9.0 kilos, Agua filtrada 7000
litros.

Figura 8. Diagrama de bloques de la elaboración de Vinagre.
RECEPCIÓN Y SELECCIÓN DE MATERIA PRIMA
FORMULACIÓN
MEZCLADO
FERMENTACIÓN
FILTRADO
DILUCIÓN
TAPADO
ENVASADO
ETIQUETADO
EMPAQUE
ALMACENAMIENTO Y DISTRIBUCIÓN
Fuente: El Autor.

2.8.6.4 Fermentación. La carga del equipo es automática, dentro del
proceso se debe tener en cuenta: presión de aire entre 12 - 16 libras /
pulgada2, Temperatura 29 - 29.9 °C. Se debe verificar el funcionamiento de
la bomba de agua de la torre. El fermentador también se puede refrigerar
con agua del acueducto, en éste caso hay sometimiento a la presión de
ésta y se trabaja en forma manual.
2.8.6.5 Filtrado. Siempre entran 2000 litros de mezcla de alimento y
simultáneamente se descargan 2000 litros del ACETATOR. El tiempo de
descarga de los 2000 litros es de 30 - 35 minutos. Los 2000 litros descargados
se almacenan en el tanque de reserva para ser filtrado, este debe tener de
10.5 - 11% de acidez expresada como ácido acético y un porcentaje de
alcohol mínimo de 0.3%. La capacidad de filtración es de 300 litros por
hora.
2.8.6.6 Dilución. El vinagre es comercializado al 4% como blanco y de
frutas, partiendo de la base anterior se diluye con agua filtrada.
2.8.6.7 Envasado. En esta etapa del proceso se llena de producto los
diferentes tipos de envase y volúmenes.
2.8.6.8 Tapado. Se realiza manualmente.
2.8.6.9 Etiquetado. Esta etapa del proceso se realiza automáticamente. Es
función del operario estar revisando constantemente la ubicación de la
etiqueta; previamente al inicio del proceso las etiquetas son identificadas
con su fecha de vencimiento respectiva (24 meses).

2.8.6.10 Empaque. El procedimiento a seguir en esta etapa se realiza
manualmente, el operario a la vez que va empacando va revisando la
calidad del producto y verifica la ubicación de la etiqueta; ubicando las
cajas en las estibas correspondientes. Antes de empezar el proceso el
operario debe marca las cajas con el lote y fecha de vencimiento.
2.8.6.11 Almacenamiento y distribución: Procedemos a almacenar el
producto en la bodega de la planta correctamente estibado e
identificado para distribuirlo según las necesidades de ventas.
2.9 DIAGNÓSTICO CONSERVAS CALIFORNIA S.A
El diagnóstico se realizó utilizando el Decreto 3075 de 1997, el cual propone
las condiciones básicas de higiene en la fabricación de alimentos; el
Decreto 60 de 2002, que promueve la aplicación del Sistema de Análisis de
Peligros y Puntos de Control Críticos y reglamenta el proceso de
certificación del mismo y el formato del Instituto Nacional de Vigilancia de
Medicamentos y Alimentos INVIMA (Ver Anexo B. Formato INVIMA), el cual
establece aspectos a verificar calificables, los cuales sirven de apoyo para
determinar el estado actual de la empresa en cuanto a HACCP. Se
efectuaron una serie de inspecciones en los procesos de elaboración de
los productos: jugo, néctar, mermelada, mostaza, mayonesa y vinagre; con
el fin de conocer los procesos productivos llevados en la planta, realizando
la primera auditoria interna calificando los aspectos a verificar en el
formato del INVIMA (Ver Anexo C. Formato INVIMA. Primera auditoria) del
cual se concluyó que:

! Se evaluó el perfil sanitario de la empresa, (Ver Anexo D. Perfil Sanitario
de la Empresa), en el cual se observa que en general la empresa
cumple los requisitos de: edificación e instalaciones, áreas de
elaboración , equipos y utensilios, entre otros; presentando fallas en
capacitación de personal, higiene y medidas de protección de
personal, programa control de plagas y programa de limpieza y
desinfección.
! Tanto la Gerencia como el personal se encuentra comprometido con la
calidad. CONSERVAS CALIFORNIA S.A cuenta con un departamento
correspondiente el cual es directamente responsable de la calidad de
los diversos productos.
! La planta cuenta con un certificado de Buenas Prácticas de
Manufactura, cumple a cabalidad lo establecido en el Decreto 3075 de
1997, sin embargo dichos lineamientos no se encuentran
documentados.
! El personal conoce y practica los hábitos diarios de higiene y
manipulación de alimentos, usa adecuadamente su uniforme de
trabajo (botas, overol, gorro, tapabocas, guantes y peto), sin embargo
esta práctica es diariamente supervisada por el Jefe de Planta, el cual
antes de iniciar labores en la planta verifica: uso de uniforme
correctamente, remoción de joyas, uso de maquillaje, esmalte,
afeitada, uso de perfumes o colonias, etc; factores que puedan afectar
la calidad de los productos.
! La planta se encuentra alejada de focos de contaminación, los
alrededores y la planta se mantienen limpios y en buen estado de
mantenimiento. Tanto la separación física de la planta con las oficinas
como la infraestructura es adecuada.

! Posee servicios sanitarios en cantidad suficiente para todo el personal y
se encuentran funcionando correctamente. Cuenta con vestieres aptos
y separados por sexo para su uso.
! Los elementos y superficies de trabajo son de materiales aptos, lavables,
no transmiten olores ni sabores a los alimentos procesados, evitando de
esta manera problemas de contaminación.
! El agua que se utiliza es potable y cumple con las normas vigentes
establecidas por la reglamentación del Ministerio de Salud, además de
poseer temperatura y presión requeridas en las diferentes líneas de
producción. Se dispone de un tanque de agua con capacidad
suficiente para atender como mínimo las necesidades de un día de
producción.
! La rotulación, almacenamiento y manejo de sustancias toxicas
(detergentes, desinfectantes, plaguicidas, entre otros) es el adecuado
permitiendo de esta manera una fácil ubicación y clasificación de los
mismos.
! La planta cuenta con tecnología de punta, equipos suficientes y
necesarios paras las diversas líneas de producción. Los materiales de
fabricación de los equipos en su totalidad son de acero inoxidable por
lo tanto son resistentes, lavables y no porosos. El diseño, ubicación y
funcionamiento de los equipos permite llevar un proceso lógico en la
producción de los alimentos. Debido a una reciente adecuación de la
planta (tres años), los equipos son automáticos y la mayoría tienen
incluidos en su panel de control instrumentos de medición lo cual
permite la verificación de estas medidas todo el tiempo.
! El mantenimiento preventivo de los equipos se realiza frecuentemente
por el jefe de mantenimiento y demás operarios de esta área.

! La planta cuenta con dos bodegas las cuales se encuentran
acondicionadas para el almacenamiento de los productos y posterior
distribución.
! El rotulado posee toda la información en cuanto: condiciones de
conservación, forma de consumo, declaración de aditivos, fecha de
vencimiento, lote de producción e ingredientes. El empaque (botellas
de vidrio) garantiza la protección y conservación del producto. El
número de lote de fabricación utilizadas para los diversos productos
permite su trazabilidad y particularmente la identificación del producto
procesado durante una desviación.
! El análisis de peligros y medidas preventivas esta claramente definido,
clasificado e identificado sin embargo estos no se encuentran
documentados. Los peligros identificados están asociados con la
inocuidad de los productos y se contemplan medidas preventivas que
previenen, eliminan o reducen los peligros identificados. El personal
conoce las medidas preventivas en caso de una posible desviación.
! Los puntos críticos de control eliminan los peligros a niveles aceptables,
se encuentran correctamente identificados y garantizan la inocuidad
de los productos procesados, pero no se encuentran documentados.
! Todas las medidas preventivas asociadas a puntos críticos de control
tienen definidos los limites críticos, los cuales han sido establecidos por
una sustentación científica; estos se pueden medir fácilmente y en
tiempo real para adoptar acciones correctivas inmediatas y oportunas
apoyados por el laboratorio de control de calidad, pero no se
encuentran documentados.
! Se tiene claramente definido que, como y cuando se debe monitorear
en cada limite critico, permitiendo detectar oportunamente las
desviaciones de los limites críticos. La información recolectada durante

el monitoreo se lleva en registros los cuales son completos permitiendo
de esta manera tener a mano la información necesaria. Los equipos e
instrumentos de medición son adecuados y se encuentran calibrados,
las medidas de monitoreo que lo requieren tienen el apoyo del
laboratorio de control de calidad.
! Los registros son suficientes para tener una completa información
acerca de: puntos críticos de control, acciones correctivas,
procedimientos de verificación, limpieza y desinfección, control de
plagas, desechos dolidos y líquidos, capacitación, mantenimiento
preventivo, calibración de equipos e instrumentos de medición. Todas
las medidas y análisis realizadas se encuentran depositadas en registros;
estos son llevados diariamente en el momento de la observación y son
archivados durante un lapso de tres años.
! Constantemente se realizan actividades de verificación de los procesos,
con el fin de determinar que cada uno de los PCC están bajo control,
además la verificación de los limites críticos y destino de los productos.
! No existe un equipo HACCP el cual se encargue de las actividades que
implica la documentación e implementación del mismo.
! Los programas de saneamiento y complementarios tales como: limpieza
y desinfección, control de plagas, manejo y disposición de desechos
sólidos y líquidos y capacitación de personal se llevan a cabo; sin
embargo no se encuentran documentados, por lo tanto en algunas
ocasiones se dificulta la verificación de ciertas operaciones llevadas en
la planta.
! La ficha técnica de los diversos productos contiene información
insuficiente acerca de los mismos.
! Los diagramas de flujo existentes no incluyen la descripción completa
de todas las etapas del proceso de los diferentes productos, sin

embargo cuenta todas las materias primas e insumos utilizados y
presenta una secuencia lógica. Se tiene un plano general de la planta
que señaliza claramente las diferentes áreas, equipos, instalaciones y
flujo de proceso.
! Se toman las acciones correctivas necesarias frente a la desviación de
los limites críticos, sin embargo estas no se encuentran documentadas.
En cuanto a los prerrequisitos del plan HACCP que deben cumplir las
empresas establecidos en el Decreto 60 de 2002, se concluye que:
! Cuentan con un completo programa de mantenimiento preventivo de
equipos, áreas e instalaciones.
! Realizan planes de muestreo durante toda la elaboración de los
diversos productos.
! La trazabilidad de materias primas y producto terminado se lleva de
manera constante y adecuada para los diversos productos.
! No existe un Manual de Buenas Prácticas de Manufactura.
! La capacitación de todo el personal de la planta es constante, este se
realiza de dos maneras, la primera: todos los viernes se reúnen los
operarios y el Jefe de Planta con el fin de solucionar dudas, verificar
funciones, analizar aspectos concernientes con la calidad de los
productos, entre otros. La segunda: el primer viernes de cada mes, se
realiza una capacitación especifica, donde se contemplan aspectos
tales como: higiene personal, manipulación de alimentos, limpieza y
desinfección, inocuidad de los alimentos, conservación, entre otros. Sin
embargo falta programar conferencias acerca de la implementación
de HACCP.

! La calibración de los equipos se realiza frecuentemente, sin embargo no
cuentan con un programa especifico de calibración de equipos e
instrumentos de medición.
! Existen documentos que definen la técnica correcta de compra, sin
embargo no poseen un plan especifico para la selección de
proveedores y materias primas incluyendo parámetros de aceptación y
rechazo.
! Los programas de saneamientos (control de plagas, limpieza y
desinfección, manejo y disposición de desechos sólidos y líquidos), se
llevan a cabo; sin embargo estos no se encuentran documentados ni
tampoco cuentan con los manuales correspondientes que soporten
estas funciones.
2.10 METODOLOGÍA
De acuerdo a los prerrequisitos establecidos en el Decreto 60 de 2002,
para la aplicación del Sistema de Análisis de Peligros y Puntos de Control
Critico y el diagnostico realizado con base al formato del INVIMA, las
actividades realizadas durante la practica empresarial en CONSERVAS
CALIFORNIA S.A, fueron las siguientes:
! Se elaboró de el manual de Buenas Prácticas de Manufactura de
acuerdo con los lineamientos establecidos en el Decreto 3075 de 1997.
! Se realizó el manual de capacitación de personal con su respectivo
programa, incluyendo aspectos relacionados con la implementación
de HACCP, contaminación de los alimentos e higiene de los alimentos
de conformidad con el Decreto 3075 de 1997.

! Se documentó un manual de higiene y sanidad, donde se especifican
las medidas que deben cumplir y tener en cuenta los manipuladores de
alimentos.
! Se elaboró manuales de: limpieza y desinfección, control de plagas y
roedores, control de desechos sólidos y líquidos, con sus
correspondientes programas en conformidad con el Decreto 3075 de
1997.
! Se realizó un programa de calibración de equipos e instrumentos de
medición que contempla aspectos tales como: objetivo, alcance,
definiciones, entre otros.
! Se documentó formatos de registro para llevar a cabo el control de
proveedores y materias primas incluyendo parámetros de aceptación y
rechazo.
! Se estructuró la descripción de los productos elaborados en la planta
ERWIS, fichas técnicas y diagramas de flujo de los mismos.
! Se elaboraron fichas técnicas de detergentes, desinfectantes,
plaguicidas e insecticidas utilizados en las diferentes labores de la
planta.
! Se llevó a cabo un seguimiento de la elaboración de los productos, con
el fin de determinar y documentar la clasificación de defectos, el
análisis de peligros, descripción de puntos críticos de control, limites
críticos, monitoreo y acciones correctivas.
! Se elaboraron diferentes formatos de registro y control de los procesos:
capacitación, operaciones de limpieza y desinfección, evaluación de
materias primas, clasificación y análisis de riesgos, reporte de puntos
críticos de control, medidas de control, validación y verificación del
sistema HACCP, seguimiento de acciones correctivas y además de una
relación maestra de documentos.

! La IMPLEMENTACION del plan HACCP se dividió en dos aspectos en los
próximos capítulos así: prerrequisitos del plan HACCP y documentación
del plan HACCP.

3. PRERREQUISITOS DEL PLAN HACCP
3.1 MANUAL DE BUENAS PRÁCTICAS DE MANUFACTURA. (BPM)
El primer paso hacia la implementación del sistema HACCP es la
aplicación de ciertos criterios mínimos que aseguren que los productos son
elaborados de manera consistente y con una calidad apropiada del uso
que se les dará. Las BPM representan los procedimientos mínimos exigidos
en lo relativo a higiene y manipulación de alimentos; es importante
destacar que su implementación requiere del compromiso de toda la
cadena agroalimentaria y su aplicación en todos los procesos. El
documentar e implementar un sistema de BPM debe tener en cuenta que
el personal juega un papel preponderante en el buen funcionamiento de
las BPM en la planta; cada acción que se planee debe ser ejecutada por
una persona y de ella depende su éxito, de esta forma se asegura que las
labores estén alineadas con los objetivos estratégicos, la misión, la visión y
las políticas de calidad, consiguiendo una optimización de medios y
recursos. Una organización funciona en la medida en que funcionan las
personas que la conforman, por lo tanto una organización interfuncional,
gestionada por procesos y equipos no puede olvidar a todas las personas
que en ultima instancia aseguran que la empresa funcione. Con la
adopción de las BPM, se esta contribuyendo a obtener mayor
productividad, a incrementar la seguridad del personal que participa en el
mismo y a mejorar la calidad de los productos; con la consecuente
continuación del cliente, a fin de reducir los riesgos para la salud de la
población consumidora. A continuación se presenta el Manual de Buenas
Prácticas de Manufactura para la planta ERWIS.


¿QUÉ SON LA BUENAS PRÁCTICAS DE MANUFACTURA (BPM)?
Las Buenas Prácticas de Manufactura son una herramienta básica para la
obtención de productos seguros para el consumo humano, que se centralizan en la
higiene y forma de manipulación.
Son útiles para el diseño y funcionamiento de los establecimientos, y para el
desarrollo de procesos y productos relacionados con la alimentación.
Contribuyen al aseguramiento de una producción de alimentos seguros, saludables
e inocuos para el consumo humano.
Son indispensable para la aplicación del Sistema HACCP (Análisis de Peligros y
Puntos Críticos de Control), de un programa de Gestión de Calidad Total (TQM) o
de un Sistema de Calidad como ISO 9000.
Se asocian con el Control a través de inspecciones del establecimiento.
¿CUÁL ES EL OBJETIVO DE LAS BPM?
Demostrar y buscar siempre la mejor forma de fabricar un producto inocuo y de
excelente calidad para garantizar la satisfacción y la salud del cliente.
¿POR QUÉ SON IMPORTANTES LAS BPM?

Son importantes porque dan al consumidor un producto sano, higiénico y seguro.
Debido a esto todos los que trabajan en ERWIS son responsables de las BPM y aún
más los que están en el área de producción debido a que en reposa la
responsabilidad de asegurar la calidad en los productos elaborados.
¿QUÉ VENTAJAS TIENEN AL IMPLEMENTAR LAS BPM?
• Capacidad para exportar a mercados más exigentes y mejor remunerados.
• Prevenir y minimizar el rechazo de los productos, aumentando así la confianza
de los compradores.
• Mejorar las condiciones de higiene de los productos.
• Mejorar la imagen de los productos y aumentar las ganancias.
¿CUALES SON LAS ÁREAS DE APLICACIÓN DE BPM?

Las BPM deben implementarse en toda la cadena de producción, que va desde
actividades del cultivo en el campo hasta el consumo. Las BPM involucran los
siguientes elementos:
• Instalaciones exteriores e interiores.
• Transporte.
• Almacenamiento.
• Capacitación, salud e higiene del personal.
• Prácticas de procesamiento.
• Programas de limpieza y saneamiento.
• Control de plagas.
Las BPM son un eslabón fundamental para la protección de la salud humana,
permitiendo fortalecer las prácticas de producción, cosecha, poscosecha, manejo,
transporte y almacenamiento de manera confiable y acorde a los propósitos del
costo-beneficio proyectados en el marco de la comercialización de los alimentos y
fortaleciendo igualmente el marco de competitividad y comercio de los mismos.
¿CUÁLES SON LOS RIESGOS POTENCIALES QUE PUEDEN

CAUSAR DAÑOS EN LOS ALIMENTOS?
• Riesgos microbiológicos: Incluyen aquellos agentes bacterias, virus y parásitos
que pueden causar enfermedades a los humanos.
• Riesgos químicos: Incluyen los tóxicos que contaminan el producto
accidentalmente o los productos químicos que son aplicados a las frutas en el
campo o en el proceso.
• Riesgos físicos: Incluyen objetos extraños que se depositan en los alimentos,
como: Tuercas, tornillos, fragmentos de metales, astillas de maderas y muchos
otros objetos extraños.
• Planta de elaboración de los productos.
EDIFICACIÓN E INSTALACIONES
La planta se encuentra ubicada en la zona industrial de Álamos Norte, localización
en la cual riesgos de inundación, acumulación de basura, desperdicios o chatarra,
aguas residuales, formación de maleza, hierbas o pasto de manera excesiva, polvo
o tierra en exceso, encharcamiento por drenaje insuficiente o inadecuado, olores
objetables, humo, gases, radiación, son mínimos llegando a ser nulos.
Las vías internas son totalmente pavimentadas lo cual permite la circulación de
camiones, montacargas, personal, y otros sin ningún inconveniente.

Las instalaciones de la planta son estructuras completamente sólidas y
sanitariamente adecuadas, los materiales de fabricación no trasmiten sustancias
indeseables. Todos los accesos a la planta impiden la entrada de animales
domésticos, insectos, roedores, moscas y contaminantes del medio ambiente como
humo, polvo y vapores indeseables.
Se dispone de espacios suficientes para la colocación de los equipos, el flujo de
materiales, el libre acceso a la operación, la limpieza y el mantenimiento. Las áreas
de proceso de la planta están separadas de las áreas destinadas a servicios, por
medio de paredes, ventanas y puertas, para evitar acciones, movimientos o
procedimientos que puedan causar contaminación entre ellas.
La construcción de la planta, se encuentra muy bien diseñada para la elaboración
de productos alimenticios teniendo en cuenta que el producto terminado y el
producto en proceso se encuentran el ubicaciones diferentes descartando así la
contaminación cruzada, además las entradas de materias primas en relación con el
producto terminado están en polos opuestos llegando a tener un contacto nulo.
Las líneas de producción están muy bien definidas y son de acero inoxidable,
siendo su limpieza y desinfección muy fácil de aplicar ya que los equipos son de

un diseño de fácil desmonte, (ver Figura 1) en la cual se observa la línea de
mayonesa.
ABASTECIMIENTO DE AGUA
El agua utilizada en la planta proviene del acueducto de Bogotá siendo agua
completamente potable; sin embargo los procesos de pasteurización y filtración
que se tienen en la planta son muy eficientes y eficaces en el momento de la
elaboración de los productos. Los desagües son totalmente apropiados en el diseño
de la planta además de contar con un equipo totalmente automático que controla la
contaminación del agua regulando su pH a los estándares exigidos por el
Ministerio de Medio Ambiente.
DISPOSICIÓN DE RESIDUOS LÍQUIDOS
Los drenajes de están distribuidos adecuadamente y están provistos de trampas y
rejillas para evitar entrada de plagas provenientes del drenaje. Los pisos de poseen

la inclinación adecuada para permitir un flujo rápido y eficiente de los líquidos
desechados.
Dispone de un sistema eficaz de evacuación de efluentes y aguas residuales, el cual
se mantiene en todo momento en buen estado. Todos los conductos de evacuación
(incluidos el sistema de alcantarillado) es lo suficientemente grandes para soportar
cargas máximas.
DISPOSICIÓN DE RESIDUOS SÓLIDOS
Los recipientes de basura se encuentran bien ubicados, se mantienen tapados e
identificados. Estos se encuentran rotulados y especifican la naturaleza y
frecuencia de recolección.
El área central de recolección de basura esta delimitada y fuera de las áreas de
producción; además es removida de la planta diariamente.
PISOS
Los pisos en la planta están construidos con materiales resistentes, no porosos,
impermeables, no resbalosos, sin grietas y con acabados que permiten su fácil

limpieza y desinfección, sin modificar sus condiciones mediante se realiza esta
operación. Son resistentes a las cargas que soportan, debido a que están hechos de
una estructura muy sólida basada en hormigón y baldosa para trabajo pesado y
para el transito de los montacargas; los pisos están habilitados para resistir altas
temperaturas y sus respectivos cambios de acuerdo con los procesos, además son
resistentes al uso de productos químicos como desinfectantes sin que se
modifiquen sus condiciones de apariencia como de resistencia , los pisos en la
planta están debidamente nivelados para tener un desagüe optimo.
PAREDES
Las paredes de la planta están construidas en cemento, tienen superficies lisas,
continuas, impermeables, sin ángulos ni bordes, lo que las hace accesibles a la
limpieza y la supervisión.
La unión de estas paredes con el piso no son en ángulo recto, sino redondeadas
para facilitar la limpieza, además la pintura de estas paredes es lavable e
impermeable
TECHOS

Los techos son impermeables, impenetrable y sin grietas y sin aberturas, poseen
una altura adecuada que permite la ventilación y evita la condensación de gases.
Están construidos de superficies duras y libres de polvo.
Los techos son sometidos a una limpieza de acuerdo al programa de limpieza y
desinfección de la planta de manera continua, con un intervalo tal que asegura su
sanidad.
VENTANAS
Están construidos con materiales que proporcionan superficies lisas,
impermeables, impenetrables y lavables, así como los vidrios.
En las ventanas existen marcos con mallas y lámparas de luz ultravioleta para
impedir la entrada de insectos. La limpieza de las ventanas y mallas se encuentra
consignada en el programa de limpieza y desinfección de la planta, asegurando su
higiene y mantenimiento.

PUERTAS
Las puertas están elaboradas con materiales resistentes, de superficies lisas,
suficiente amplitud, de fácil limpieza, sin grietas o roturas y están bien ajustadas
en su marco. Se encuentran bien señaladas .
ESCALERAS, ELEVADORES Y ESTRUCTURAS COMPLEMENTARIAS
Las escaleras y todas las estructuras y accesorios elevados, son de fácil limpieza y
evitan la acumulación de suciedad. Los escalones están diseñados con un buen
espacio entre ellos, para hacer fácil la circulación.
ILUMINACIÓN
Toda la planta tiene iluminación natural y artificial adecuada. Las lámparas que
están suspendidas en cualquiera de las áreas de producción son de tipo inocuo y
están protegidas para evitar la contaminación de los productos en caso de rotura.

VENTILACIÓN
La ventilación es adecuada para proporcionar el oxígeno suficiente, evitar el calor
excesivo, la condensación de vapor, el polvo, y para eliminar el aire contaminado.
Las aberturas de ventilación están provistas de mallas para evitar la contaminación
por áreas sucias.
SANITARIOS
Los sanitarios se encuentran alejados de las áreas de producción. Los baños están
provistos de inodoros, papel higiénico, lavamanos, jabón, jabonera, y recipiente
para la basura. es conveniente que los grifos no requieran accionamiento manual.
INSTALACIONES PARA LAVARSE LAS MANOS EN LAS ÁREAS DE
PRODUCCIÓN
La planta cuenta con instalaciones convenientemente situadas para lavarse y
secarse las manos siempre que así lo exija la rutina de trabajo o las labores
realizadas. Estas instalaciones disponen de jabón, agua y desinfectante.

EQUIPOS Y UTENSILIOS
Todos los equipos y utensilios son en acero inoxidable evitando así la acumulación
de microorganismos, lo cual garantiza una producción limpia; además de ser un
material de fácil limpieza, desinfección y libre de defectos. Los operarios en toda la
cadena de producción tienen el mínimo contacto con las materias primas debido a
que los procesos son completamente automáticos. En general todos los equipos y
utensilios utilizados en la planta no transmiten sustancias tóxicas, olores, sabores
indeseados, son resistentes a la corrosión y capaces de resistir repetidas
operaciones de limpieza y desinfección debido a que son de fácil instalación y
desmonte; todas las superficies son lisas y exentas de hoyos y grietas. Las líneas de
producción se encuentran ubicadas según la secuencia lógica del proceso, la
distancia entre equipos es la adecuada, permitiendo de esta manera el
funcionamiento, inspección, mantenimiento, limpieza y desinfección de los
mismos
Todas las sustancias utilizadas en la limpieza y desinfección de equipos son
manipuladas por el personal capacitado que existe en la planta dirigidos por el jefe
de producción; este a su vez esta capacitado por los fabricantes de los detergentes
y desinfectantes. Todos los procesos de limpieza y desinfección realizados por la
empresa satisfacen las necesidades particulares de cada proceso y del producto que
se este utilizando, realizando por escrito los controles necesarios y registro
pertinente de cada lugar.

En la planta se cuenta con botiquín de primeros auxilios para tratamiento
inmediato de cortadas, quemaduras y otras lesiones menores.
PERSONAL
La empresa realiza un examen médico a todos y cada uno de los empleados que
ingresan a trabajar en la planta y en la empresa al momento de ingresar a trabajar y
cada año después de su vinculación se les realiza los exámenes médicos de rigor.
Todos los operarios de la planta reciben constantemente capacitación en Hábitos y
manipulación higiénica de alimentos, debido a que es una responsabilidad de la
empresa procurar por el bien del empleado y de la calidad de los productos.
HIGIENE PERSONAL
La contaminación de los alimentos puede evitarse o, al menos, reducirse al mínimo
mediante una buena higiene personal, en la empresa se inculca y se educa al
personal en unos temas tan simples como son:
• Los operarios se presentan bañados diariamente a la planta.
• Diariamente se revisan uñas (libre de esmalte) y manos (completamente
limpias y desinfectadas).
• En la planta no se permite el uso de joyas en general.
• Lavado de las manos antes y después de realizar alguna operación.

• Empleo de antisépticos cutáneos en el momento de presentar algún tipo de
raspadura además de estar debidamente cubierta.
• Uso del gorro, tapabocas, overol, peto, botas de caucho; previamente a los
operarios se le enseña el uso apropiado de cada uno.
• Ropa de color claro y limpia (solo para manipuladores de alimentos).
• Prohibición de comer, fumar y masticar en la zona de manipulación y/o
producción de alimentos.
• Higiene personal general.
• Instalaciones sanitarias apropiadas (figura 3).
• Las actividades de fumar, consumir alimentos, solo se podrá realizarse en las
áreas preestablecidas ya que son áreas en las cuales los riesgos de
contaminación de algún tipo de producto son nulas (ver figura 4).
• En la planta esta prohibido estornudar, toser, escupir; lo cual puede producir
algún tipo de contaminación de los productos.
REQUISITOS HIGIÉNICOS DE FABRICACIÓN
Materias primas
Las materias primas utilizadas por ERWIS no comprometen en ningún momento el
desarrollo de las buenas practicas de manufactura debido a que antes de ser
aprobadas para su utilización en la elaboración de los productos son evaluadas por
el laboratorio de control de calidad, además se cuenta con proveedores sumamente

capacitados y con la experiencia en la elaboración de materias primas de primera
calidad (ISAZA, Granja Buenos Aires, Riopaila, PELDAR, Smurfit Cartón de
Colombia. etc). Además de contar con un excelente sistema de rotación de
inventarios donde lo primero que entra es lo primero que sale.
Envases
Todos los envases utilizados en la producción son adquiridos en Peldar, empresa
en la cual los controles de calidad son muy altos, además de estar bien embalados.
En el momento de cargar las diferentes líneas de producción los operarios revisan
cada uno de los envases para garantizar que en ningún envase aparezcan objetos
indeseados o defectos que puedan afectar la calidad de los productos. Los envases
son almacenados en las bodegas de la planta (figura 5) las cuales se encuentran
completamente techadas y pavimentadas lo cual nos ofrece otra garantía más. En
el momento de iniciar la producción, una de la primeras etapas en la línea de
producción es la de administrarles vapor caliente a los envases antes de ser
llenados.
El proveedor de las tapas utilizadas en la producción son proporcionadas por
Tapón Corona las cuales son completamente higiénicas y aptas para la producción
y utilización en productos alimenticios.

OPERACIONES PERTINENTES EN LA FABRICACIÓN
En la elaboración de los productos todos los operarios tienen en cuenta las
siguientes consideraciones de operación:
• Todos los operarios deben seguir los procedimientos de operación
consignados en los formatos de descripción de los procesos, el cual muestra
como se deben realizar los procesos.
• Todas las áreas de operación siempre deben estar higiénicamente limpias y
libre de productos diferentes a los del proceso.
• El encargado del control de calidad toma muestras del producto producido y
de producto en el transcurso del proceso a los cuales se les efectúa todos los
análisis respectivos para poder liberar los lotes, además de tomar y registrar
todos los datos pertinentes del proceso (temperatura, cierre de las tapas,
tiempos).
• Todas las operaciones en el proceso de producción, son realizadas en el
menor tiempo posible debido a que los procesos son completamente
automáticos lo cual evita algún tipo de contaminación cruzada al momento
de envasar.
• En la producción cuando se presenta una posible contaminación el jefe de
control de calidad aísla el producto y se procede a limpiar y desinfectar la
línea de producción en la cual se obtuvo el problema.
• En el laboratorio de control de calidad se mantienen registros y documentos
de los procesos de producción por un tiempo de dos años y medio por
motivos de seguridad y de trazabilidad de los productos.

ALMACENAMIENTO Y TRANSPORTE
El tiempo de duración de almacenamiento de producto terminado en la planta es
muy corto (menos de una semana) debido a la alta rotación de inventario, además
por que la producción se realiza bajo pedido anticipado, lo cual ofrece tiempos de
almacenamiento muy cortos.
El transporte es realizado por camiones de la empresa que están debidamente
adecuados con remolques organizados de tal forma que las estibas armadas en la
producción se pueden cargar con mucha facilidad ya que están diseñados para este
propósito.

3.1.1 Manual de Buenas Prácticas de Laboratorio. Un área importante
dentro de la planta ERWIS es el Laboratorio de Control de Calidad, área
donde se realizan las pruebas de materias primas, insumos, envases,
producto en proceso y producto terminando; determinando la calidad y
aprobación de los mismos antes de ser llevados a etapas posteriores
durante el proceso de elaboración de los productos o al cliente. El
laboratorio de control de calidad de la planta esta elaborado en
materiales rígidos y sólidos, teniendo en cuenta que esta separada por
medio de paredes y puertas de la zona de elaboración de productos. El
piso esta hecho de granito y baldosa, los mesones de granito blanco, las
paredes están recubiertas en cerámica blanca (azulejos), las gavetas y
cajones en madera, las separaciones son en aluminio, ventanas de vidrio,
la luz es fluorescente y los techos son en cemento frisados y pintados en
blanco. El laboratorio debe establecer y mantener un sistema de calidad
apropiado al tipo, nivel y volumen de actividades de ensayo bajo su
responsabilidad, para prácticas de laboratorio bien llevadas y calidad en
los servicios. Es importante poseer la documentación relacionada en
aspectos tales como: procedimientos del laboratorio para alcanzar la
trazabilidad de las mediciones, procedimientos de control y mantenimiento
de documentación y referencia técnica de los procedimientos usados
para realizar análisis (equipos, materiales, medidas, entre otros). El
laboratorio debe tener el personal suficiente, que posea la educación,
entrenamiento, conocimiento técnico y experiencia necesarios para las
funciones asignadas; además de asegurar que el entrenamiento del
personal que lo conforma se encuentre actualizado.
El laboratorio debe estar organizado y operar de tal forma que sus
instalaciones satisfagan los requisitos de análisis durante una jornada de
producción.

El laboratorio debe mantener un sistema de registros para fundamentar sus
circunstancias particulares y cumplir con cualquier regulación aplicable,
debe tener también un registro de todas las observaciones originales,
cálculos y datos derivados; los registros deben incluir la identificación del
personal involucrado en el muestreo, preparación o ensayo.
A continuación se presenta el Manual de Buenas Prácticas de Laboratorio
para la planta ERWIS.


¿QUE SON LAS BUENAS PRACTICAS DE LABORATORIO?
Es la integración del proceso de evaluación de un método analítico con el fin de
asegurar su confiabilidad y su pertinencia.
La evidencia documentada de que el método analítico funciona como se espera es
la recopilación y análisis estadístico de datos originados de acuerdo con un diseño
experimental adecuado a cada caso particular.

¿QUE GARANTIZA?
Garantiza que cada experimento analítico realizado entrega datos confiables
¿QUE SE VALIDA?
Equipos, método analítico y muestra se verifican por separado para finalizar con
una verificación del sistema analítico integral, todos y cada uno mediante test de
suficiencia.

¿QUE SON LOS PROCEDIMIENTOS ESTANDAR DE OPERACIÓN
(SOP)?
Los procedimientos estándar de operación (SOP) son procedimientos escritos
como referencia obligatoria para el trabajo en el laboratorio.
Describen como llevar a cabo cada paso del análisis, normalmente en orden
cronológico.
Es recomendable que los procedimientos sean redactados en el laboratorio, por el
personal que trabaja los análisis o con su participación activa, para lograr fidelidad
de la descripción respecto a lo realizado en el laboratorio.

POLÍTICAS Y NORMAS INTERNAS DEL LABORATORIO
! El laboratorio debe poseer el personal administrativo con la autoridad y
recursos necesarios para cumplir sus obligaciones.
! El laboratorio debe estar organizado de tal forma que la confianza de su
integridad e independencia de juicio se mantenga todo el tiempo.
! Debe especificar y documentar la responsabilidad, la autoridad e
interrelación entre el personal que administra, desempeña o verifica el
trabajo que afecta la calidad de los análisis o ensayos.
! Debe poseer procedimientos para control y mantenimiento de la
documentación.
! Referencia de procedimientos usados para ensayos o análisis, materiales de
referencia y medidas de referencia patrón usadas.
! Referencia de practicas de verificación.
! Procedimientos para ser seguidos para retroalimentación y acción correctiva
siempre que se detecten discrepancias en ensayos, o cuando se tengan
desviaciones de los procedimientos documentados.
! Procedimientos para tratar quejas.
! Esquemas de control de calidad, usando siempre que sea posible técnicas
estadísticas.
! Repetición de ensayos, usando el mismo método u otro diferente.

! Reevaluación de productos retenidos.
! Correlación de resultados para características diferentes de un producto.
! Debe asegurar que el entrenamiento de su personal se mantiene actualizado.
! Debe mantener registros de las calificaciones, entrenamiento, habilidades y
experiencia pertinente del personal técnico.
! La distribución del laboratorio, las áreas de ensayo, fuentes de energía,
alumbrado, calefacción y ventilación, deben estar de tal forma que faciliten
el desarrollo adecuado de los ensayos.
! El ambiente en el cual estas actividades se emprenden, no debe invalidar los
resultados o afectar adversamente la exactitud requerida de las mediciones,
se debe poner particular cuidado cuando tales actividades se realizan en
otros lugares diferentes del laboratorio permanente.
! Se debe definir y controlar el acceso y uso de todas las áreas que afecten la
calidad de estas actividades.
! Se deben tomar medidas adecuadas para garantizar un buen mantenimiento
de limpieza.
! El resultado de cada ensayo, o series de ensayos, debe ser informado exacta,
clara y objetivamente. Los resultados deben reportarse en un informe o
registro y debe incluir toda la información necesaria para la interpretación
de los resultados.

RECOMENDACIONES GENERALES
! Las improvisaciones con frecuencia causan accidentes. Se debe planear el
trabajo antes de iniciarlo. Es necesario asegurarse de que los equipos que se
van a usar estén armados correctamente y que funcionen bien, como
también conocer las características de los productos que van a manejarse.
No deben realizarse procedimientos nuevos ni cambios a los existentes a
menos que se encuentren debidamente aprobados.
! Hay un equipo de protección personal para cada tarea. La producción visual
es fundamental en todas las tareas que se realizan en los laboratorios.
! Muchas personas tienen por costumbre formar vacío con la boca para
levantar un producto químico líquido (pipetear). Esta práctica inadecuada
provocó muchas intoxicaciones por ingestión o aspiración accidental de un
producto tóxico. Debe usarse el equipo adecuado, por ejemplo, una perilla
de caucho, una jeringa aspiradora o una pre - pipeta.
! Ocurren otros accidentes por ingestión cuando no se observan las normas de
higiene correspondiente al manejar productos químicos peligrosos. Debe
evitarse el contacto de las manos con cualquier producto químico y, cuando
esto sea inevitable, no se deberá comer ni fumar sin antes lavarse bien las
manos.

! Las quemaduras térmicas son comunes en los laboratorios. No deben
calentarse materiales de vidrio en forma directa; se deberán usar laminas de
cerámica, ya que el asbesto es cancerigeno. Cuando sea necesario manejar
recipientes que estuvieron expuestos al calor, el uso de pinzas puede evitar
quemaduras dolorosas en las manos y los dedos.
! El uso de reactivos y de equipos cuya peligrosidad se desconoce ha
provocado explosiones y quemaduras graves. Es necesario conocer bien las
propiedades peligrosas de cada producto como así también leer
detenidamente las instrucciones que dan los fabricantes sobre el uso de
equipos de laboratorio.
! Poseer en lugar visible los teléfonos y direcciones de Hospitales y Centros
asistenciales, así como Bomberos.

EQUIPOS DE PROTECCIÓN PERSONAL
A pesar de que para reducir el peligro se hayan agotado los recursos que ofrecen la
ingeniería y los buenos métodos de trabajo, es imprescindible usar en los
laboratorios algunos equipos de protección personal. A continuación se dan los
principales:
• Trabajar con zapatos de protección cuando se deba entrar a una zona de
proceso o cuando se manejen objetos pesados.
• Usar protección para los ojos.
• No usar lentes de contacto.
• Usar protección facial cuando se manejen polímeros fundidos, ácidos o
cáusticos.
• Usar guantes de amianto al manejar productos u objetos calientes.
• Usar guantes impermeables al trabajar con productos tóxicos.

• Usar equipos de protección contra ácidos (guantes, delantal, etc.)
• No usar ropa de fibra sintética al trabajar con productos inflamables.
• Usar delantal de cuero al manejar polímero fundido.
• Usar guantes al transportar o conectar cilindros de gases o al manejar
materiales.
RECUERDE Y NO OLVIDE
La falta de orden y limpieza es una de las causas más comunes de accidentes en los
laboratorios. Lamentablemente, por ser por lo general causas indirectas, estas
causas no son reconocidas como comunes y básicas

FUNCIONES DEL PERSONAL
JEFE DE LABORATORIO
OBJETIVO DEL CARGO
! Determinar y establecer parámetros de calidad, que se adapten a las
políticas de calidad y los objetivos de la empresa, no solo para materias
primas sino también para cada uno de los productos terminados. De esta
forma se constituye como un importante soporte para el buen desempeño de
los procesos de producción y el posicionamiento de los productos en el
mercado.
FUNCIONES
! Realizar pruebas para ejercer un adecuado y minucioso control de calidad
sobre agua, materias primas y producto terminado, basándose en análisis
fisicoquímicos y microbiológicos, estudiando los resultados de cada uno de
ellos.
! Responder por el producto que sale al mercado, ya que es quien determina
los parámetros para producto conforme y no conforme.
! Llevar un registro de los resultados hechos a cada una de las materias
primas y a qué proveedor pertenecen.
! Controla y registra producto terminado.

! Analizar y tomar correctivos a los problemas de calidad de materias primas y
producto terminado, analizando situaciones y problemas, e implementar
medidas correctivas y evaluar el efecto e impacto de las mismas.
! Controla y registra los productos para la liberación de llenado.
! Analiza y registra el estado microbiológico de equipos, áreas, productos y
agua; incluyendo la elaboración de medios de cultivo para las respectivas
pruebas.
! Desarrollar las demás funciones inherentes a su cargo y que le sean
asignadas por su jefe inmediato.
AUXILIAR DE LABORATORIO
OBJETIVO DEL CARGO
! Servir de apoyo al Jefe de Laboratorio, para lograr el correcto desempeño de
todas las labores pertenecientes a esta área.

FUNCIONES
! Llevar un registro diario de la entrada de materia prima, los horarios en que
ingresó y los resultados de las pruebas microbiológicas y fisicoquímicas
realizadas a cada una de esta.
! Verificar el inventario de materias primas e insumos utilizados en
producción como en el laboratorio, para determinar cuando hacer pedidos
en coordinación con su jefe inmediato.
! Hacerse cargo del laboratorio cuando el jefe inmediato se encuentre ausente
o cuando este lo requiera.
! Desarrollar las demás funciones inherentes a su cargo y que le sean
asignadas por su jefe inmediato.
METODOS ANALÍTICOS Y DE CONTROL DE CALIDAD
PESO NETO
1. Se toman cuatro envases vacíos antes del llenado.
2. Se marcan (1,2,3,4) y se pesan cada uno de los envases; se lleva registro.
3. Se devuelven a la línea de producción para ser llenados con producto.
4. Se pesan los envases mas el producto; se lleva registro.
5. Se devuelven a la línea de producción para continuar su proceso de
producción.
6. Utilizamos la siguiente formula para obtener el contenido neto de producto
llevando al registro la información obtenida:
peso neto = peso envase lleno - peso envase vacío.

Material y aparatos
! Balanza digital.
Marca: BRAINWEIGH
Modelo: B3000D
Capacidad: 3000 gr
! Producto a ensayar.
OBTENCIÓN DEL pH.
El método utilizado en el laboratorio de la planta es un método potenciometrico.
El potenciómetro utilizado en el laboratorio debe ser calibrado cada cuatro horas
de la siguiente manera:
1. Limpiar el electrodo con agua destilada y secar con papel teniendo la
precaución de no dejar caer el electrodo.
2. Introducir el electrodo en la solución tampón a un pH = 7 , cuadrar la aguja
del potenciómetro en 7.
3. Limpiar el electrodo con agua destilada y secar con papel teniendo la
precaución de no dejar caer el electrodo.
4. Introducir el electrodo en la solución tampón a un pH = 4 , cuadrar la aguja
del potenciómetro en 4.
5. Limpiar el electrodo con agua destilada y secar con papel teniendo la
precaución de no dejar caer el electrodo.

No usar solución tampón que contenga mohos o cualquier clase de sedimentos.
Para la obtención del pH debemos seguir los siguiente pasos:
1. Conectar y prender el potenciómetro.
2. Verificar que el electrodo este limpio, si no lo esta proceder a limpiarlo.
3. Ubicar el electrodo en la muestra a medir teniendo en cuenta que se
encuentre suficiente cantidad de material a medir.
4. Dejar actuar el aparato por un minuto o hasta que se estabilice la aguja,
realizar registro del dato obtenido.
Retirar el electrodo y limpiar.
Materiales y aparatos
! Potenciómetro eléctrico.
! Marca: WISS TECHN WELKSTATTEN
! Modelo: D18 WEILHEIM

! Rangos: ph 0 – 14
! Capacidad: 0 – 700 mw
! Agua destilada.
! Papel.
! Recipiente son suficiente profundidad para introducir el electrodo.
! Producto a ensayar.
OBTENCIÓN DE GRADOS BRIX
Los grados BRIX son una escala usada para medir la cantidad de sólidos solubles
en una solución determinada a una temperatura de 25ºC.
El refractómetro debe ser calibrado cada dos horas y se debe hacer siguiendo los
siguiente pasos:
1. Limpiar el lente del refractómetro con agua destilada y secar con papel.
2. Colocar unas gotas de agua destilada en el lente del refractómetro y cerrarlo
de forma tal que en el lente quede producto en forma uniforme.

3. Proceder a enfocar la luz con el lente del refractómetro de forma tal que se vea
una línea uniforme a través de la escala, proceder a calibrar el refractómetro
en cero.
4. Se seca el refractómetro para dejarlo listo para realizar mediciones
Para la obtención de los grados BRIX debemos seguir los siguientes pasos:
1. Limpiar el lente del refractómetro con agua destilada y secar con papel.
2. Colocar unas gotas del producto a medir en el lente del refractómetro y
cerrarlo de forma tal que en el lente quede producto en forma uniforme.
3. Proceder a enfocar la luz con el lente del refractómetro de forma tal que se vea
una línea uniforme a través de la escala. Se lleva registro.
4. Se limpia nuevamente el refractómetro para una nueva medición.
Materiales y aparatos
! Refractómetro.
Marca: CARL ZEISS JENA
Modelo: HERGESTELLT IN DER DDR
Rangos: 0 – 100 ºBrix
! Agua destilada.
! Papel.
! Producto a ensayar.

VOLUMEN
Para la medición del volumen en los productos debemos seguir los siguientes
pasos:
1. Se lava y se seca muy bien una probeta con un volumen mayor al especificado
en la etiqueta del producto a ensayar.
2. Se procede a desocupar completamente el envase adentro de la probeta. Se
lleva registro.
3. Se lava y se seca muy bien la probeta para una próxima medición.
Materiales y aparatos
! Probeta.
Marca: BRAND
Capacidad: 50, 200 y 2000 ml
! Producto a ensayar.

ACIDEZ (EXPRESADO COMO ACIDO CITRICO)
La titulación se efectúa con hidróxido de sodio 0.1 N.
Medir exactamente 5 ml de muestra a ensayar y pasarlos a un erlermeyer de 100
ml, enjuagar la pipeta con agua destilada recibiéndolos lavados en el mismo
erlermeyer, agregar agua destilada, 3 gotas de solución de fenolftaleina al 1 % y
titular con hidróxido de sodio 0.1 N hasta alcanzar coloración rosada persistente
por 30 segundos.
La acidez se calcula de la siguiente manera y se expresa en términos del ácido
predominante.
A. VMeNVmlAcidezg **1*100
100/ =
V = Volumen de la muestra en mililitros
V1 = Volumen de la solución de hidróxido de sodio empleada en la titulación en
mililitros.
N = Normalidad de la solución de hidróxido de sodio.

Me = Miliequivalente del ácido en términos del cual se expresa la acidez, sabiendo
que 1 ml de solución 1 N de álcali equivale a:
0.06005 g de ácido acético.
0.06404 g de ácido cítrico.
0.06704 g de ácido málico.
0.07505 g de ácido tartárico.
B. Si se expresa en miliequivalente por litro:
VMeNVAcidez ***1000=
Este parámetro se utiliza para la determinación de ácido cítrico en pulpas de frutas,
néctares, mermeladas y en la determinación de ácido acético para mayonesas,
mostazas y vinagres.
Materiales y aparatos
! Hidróxido de sodio 0.1 N.
! Erlermeyer de 100 ml.
Marca: PIREX
Capacidad: 125, 150, 500 ml.
! Pipeta.
Marca: BRAND
Capacidad: 0.1, 0.5, 1, 2, 5, 6, 10, 25, 100 ml
! Agua destilada.
! Solución de fenolftaleina al 1 % en alcohol etílico.

VISCOSIDAD
Una vez homogenizada la muestra y llevada a 20 ºC, se hace descender a través de
una bureta de vidrio con aforo de 100 ml y por medio de un cronometro se mide el
tiempo en segundos desde el aforo inicial hasta el descenso de los 100 ml.
Esta bureta se calibra con agua, de tal manera que el tiempo transcurrido en el paso
de 100 mililitros de agua debe ser de 10 segundos.
La viscosidad nos determina la integración de partículas y el grado de
homogenización del producto, se usa para los néctares y se realizan tres
repeticiones.
Materiales y aparatos
! Bureta de vidrio con aforo de 100 ml.
Marca: Genérico
Capacidad: 100 ml.
! Cronometro.
Marca: CASIO
Rango: 0 – 9 horas

TEMPERATURA
El termómetro es, quizá, el instrumento que más se usa en un laboratorio. Su
empleo correcto puede evitar errores en el trabajo y, por consiguiente, percances.
Tener en cuenta lo siguiente:
a. Antes de usar un termómetro deberá verificarse su precisión.
b. Si es necesario limpiar el termómetro para no tener errores en la medición.
c. Ubicar la parte inferior del termómetro (bulbo) en el producto a medir su
temperatura teniendo en cuenta que cubra completamente el bulbo y dejar el
tiempo suficiente hasta que se estabilice. Llevar registro.
d. Limpiar el termómetro para dejarlo listo para una nueva medición.
e. La calibración del termómetro se debe realizar de acuerdo a si es de mercurio
o carátula. Agua a 0ºC (trozos de hielo), o agua en ebullición.
Se introducen en el agua y se dejan por 1 minuto, hasta que alcance la
temperatura máxima. Si el termómetro es de mercurio y da la confirmación
de la temperatura bien se guarda o sino se desecha; si el termómetro es el de
carátula se calibra la temperatura a la cual debe estar.

Materiales y aparatos
! Termómetro.
Marca: SILVER BRAND
Rangos: -10 – 55 ºC, -15 – 110 ºC y de 0 – 250 ºC
! Producto a ensayar.
PUREZA
De ácido cítrico y ácido ascórbico. Estos se consiguen en pureza comercial o en
purezas desconocidas, los cuales deben ser estandarizados. Los reactivos de grado
USP o grado reactivo analítico poseen un 99% de pureza, por lo tanto no debe
estandarizarse. Tener en cuenta lo siguiente:
a. Utilizamos fenolftaleina y NaOH 0.1 N.
b. Se pesan 10 g de la muestra (ejemplo ácido cítrico) disueltos en 100 ml de
agua destilada, se toma 1 ml de la solución anterior, se adicionan tres gotas de
fenoftaleina y se titula con NaOH 0.1 N.
Ejemplo
10 g de ácido diluido y tomamos 1 ml de la dilución para titular.
Volumen de NaOH 0.1 N gastada.
NaOH 0.1 N gastada = 14.9 ml
Miliequivalente de ácido cítrico = 0.6404
Concentración de NaOH = 0.1
ióndeNaOHConcentracdocitricolentedeaciMiliequivaodagastadaVolumendesPUREZA *=

%4.951.0
6404.0*9.14 ==N
PUREZA
En este caso la pureza del ácido cítrico es del 95.4%
Materiales y aparatos
! Solución de fenolftaleina al 1 % .
! NaOH 0.1 N.
! Balanza.
PEROXIDOS.
Se humedece una tira detectora de peróxidos con el aceite, después de un minuto
observamos si hay cambios de color al azul en el cual nos indica la presencia de

peróxidos, en esta prueba debe ser negativa, por lo cual en la tira no debe haber
ningún tipo de cambio de color.
Materiales y aparatos
! Tira detectora de peróxidos
Marca: MERCK
! Cronometro.
COLD TEST – PRUEBA DE FRÍO
Principio:
El aceite se almacena a 0 ºC por 5 horas y media.
Se determina la turbidez por inspección visual.
Procedimiento:
1. Llenar el tubo de ensayo hasta una altura de 6-8 cm3 con la muestra (aceite
claro).
2. Colocar el tubo de ensayo en el beaker, con el agua helada por encima de la
altura de llenado.
3. Colocar enseguida el beaker en el congelador.
4. Después de 5 horas y media retirar el tubo de ensayo del beaker e
inmediatamente examinar si existe turbidez en el aceite debido a los cristales
de grasa. Esto se hace colocando el tubo de ensayo a nivel de los ojos contra
un fondo brillante (ventana) y examinando el aceite en un plano horizontal,
esto es mirando a través de una capa de cerca de 27 mm de espesor.
5. Debe tenerse cuidado de que no haya burbujas de aire finamente dispersas en
la muestra que puedan confundirse con los cristales grasos.

Expresión de resultados:
El resultado del ensayo es la inspección de la muestra, si la muestra es soya
desodorizada, el tubo permanecerá el tiempo que necesite al formar turbidez y se
chequeara cada 1/2 hora hasta que esto ocurra.
Materiales y aparatos
Tubos de ensayo de diámetro externo de 30 mm, 200 mm de longitud, espesor de
las paredes de 1 a 1,4 mm.
Beaker de plástico de una capacidad de 600 ml aproximadamente.
Agua a 0 ºC, el agua se prepara mezclando trocitos de hielo, agua y sal.
Refrigerador con temperatura interior de 0 ºC - + 4 ºC.
VACIO
El vacío es una determinación tomada en productos terminados, envasados en
caliente tales como néctares y mermelada con este análisis garantizamos el
promedio de vida útil del producto.
La determinación se hace con un vacuometro, colocándolo perpendicularmente
sobre la tapa del producto a analizar, consiguiendo perforarla y así se obtiene la
lectura en pulgadas de Hg.

Materiales y aparatos
! Vacuometro.
Marca: WEKSLER
Rango: 0 – 30 in Hg
Capacidad: 0 – 100 KPa
ESPACIO DE CABEZA
Se determina por medio de un calibrador pie de rey, la lectura garantiza la vida útil
del producto. Colocamos el calibrador en el borde del terminado del envase y
descendemos hasta encontrar el producto, la lectura se determina en milímetros.
Materiales y aparatos
! Calibrador pie de rey.
Marca: MITUTOYO
Modelo: 505 – 626 – 50
Rangos: 0.01” – 6 “
TORQUE
Se efectúa a través de un torquimetro, colocándolo en el producto terminado sobre
la base del mismo y asegurándolo, ajustando el torquimetro a cero procedemos a
abrir el frasco, en este análisis obtenemos dos lecturas, la primera es un torque de
remoción y la segunda es un torque de apertura. La lectura se da en valores
absolutos, teniendo como parámetros que a mayor torque de apertura del envase,
es más difícil la apertura del mismo. Generalmente se usa en todos los productos
con tapa twiss off o rosca para cerciorar el ajuste de la maquina.

Materiales y aparatos
! Torquimetro.
Marca: CREGMED
Modelo: TT – 170 / A
Rangos: 25 – 0 – 25 in Lb, 3 – 0 – 3 Nm
CAPSULADO
En este análisis observamos el buen cierre de tapa pilfer de producto terminado.
Para un buen sellado las roldanas de la tapadora deben hacer un recorrido de
vuelta y cuarto y/o vuelta y media.
Se determinan tres lecturas para la tapa (estando el envase cerrado) sello superior o
HTTP, huella superior y huella inferior.
Sello superior: se coloca el calibrador en posición sobre el borde superior de la tapa
y se hace descender hasta la aparición de los puentes del capsulado.
Huella superior: es la primera huella dejada por la roldana después del grafilado.
Huella inferior: es la segunda profundidad dejada por la roldana en su recorrido
después de la primera vuelta.
Hacemos lectura de estas dos profundidades con el calibrador de pie de rey.
Lectura del envase: en el frasco se toma una lectura entre cresta y cresta del
terminado del envase.

Cálculos:
1. Lectura de huella superior menos lectura terminado del envase.
2. Lectura de huella inferior menos lectura terminado del envase.
El promedio de las dos lecturas anteriores nos da la profundidad de la rosca que
debe ser entre 1.020—1.044
3.2 CAPACITACIÓN DE PERSONAL
El éxito de un sistema HACCP dentro de un establecimiento donde se
procesan alimentos, depende de todas las personas que trabajan en la
instalación. Cada uno de los empleados debe estar capacitado
adecuadamente de acuerdo con su rol dentro del sistema HACCP. El
personal debe entender primero, conceptos básicos de los alimentos,
contaminación y formas de prevención de la misma, entre otros; para
luego introducirse en la metodología HACCP y entender qué es y adquirir
las habilidades necesarias, para que éste funcione de manera adecuada
y estar conscientes de qué es lo que se espera de ellos y de sus labores
dentro del sistema HACCP. Al organizar y manejar los programas HACCP, la
gerencia debe comprometerse a entregar el tiempo y los recursos
necesarios para capacitar y entrenar cuidadosamente a los empleados de
la planta sobre sus roles dentro de la planta. Este compromiso debe ser
constante y evolutivo a través del desarrollo del plan, alcanzado a todos
los empleados de la empresa y en especial al personal que dentro de sus
funciones laborales tenga a cargo monitorear un punto critico de control,

realizar una acción correctiva si fuese necesario y los procedimientos de
archivo de registros; explicando sus responsabilidades y el por qué estas
responsabilidades son tan importantes. Al diseñar el programa de
capacitación se debe evaluar el nivel de conocimiento que tienen los
empleados en cuanto generalidades de los alimentos y el sistema HACCP,
para así poder formar grupos de trabajos guiando a los participantes en las
etapas del desarrollo del plan HACCP.
A continuación se presenta el manual de capacitación de personal con su
respectivo programa.


¿QUÉ SON LOS ALIMENTOS?
Los alimentos son los elementos encargados de aportar al ser humano los
materiales necesarios para el crecimiento, desarrollo, mantenimiento de la salud y
la vitalidad para desarrollar el trabajo físico y mental.
¿CÓMO SE CLASIFICAN LOS ALIMENTOS?
De acuerdo a su procedencia, los alimentos se clasifican en naturales,
transformados y procesados.
Según su naturaleza, en vegetales, animales o minerales.
Según su duración, en perecederos y no perecederos.
Según su valor nutricional, los alimentos se clasifican en:

• Energéticos: Aportan energía para el funcionamiento del organismo. Son
ricos en azucares y grasas. Ej.: Avena, trigo, arroz, plátano, aceites, mantequilla,
crema, miel, panela, entre otros.
• Constructores: Aportan proteínas, hierro y calcio, esenciales para la
conservación, restitución y crecimiento de tejidos. Ej.: leche, carnes, huevos, entre
otros.
• Reguladores: Son ricos en vitaminas y fibra. Regulan las funciones del
cuerpo como la digestión, la circulación y la salud en general. Ej.: hortalizas y
frutas.
¿POR QUÉ SE DAÑAN LOS ALIMENTOS?
Aparte de disminuir el tiempo de vida útil, el deterioro de los alimentos, también
disminuye su valor comercial y nutricional. Los principales agentes y mecanismos
responsables de la alteración son:
Agentes Físicos:
• Temperatura: el frió y el calor no controlados pueden causar el deterioro de
los alimentos. El calor excesivo desnaturaliza las proteínas, daña las vitaminas y la
estructura física. El frío no controlado deteriora el aspecto y consistencia de la
frutas, agrietando las cáscaras haciéndolas mas susceptibles a los ataques de
microorganismos, cambiando el sabor y la textura.

• Luz: la luz puede destruir las vitaminas especialmente A, C y B6, deteriora los
colores, colabora en la oxidación de las grasas y cambios de las proteínas.
• Aire: Colabora en el cambio de las vitaminas, colores y sabores y el deterioro
de otros de los componentes de los alimentos. El oxigeno es esencial para el
crecimiento de los mohos. Por lo tanto todos los mohos son aerobios y por eso se
encuentran en la superficie de algunos de los alimentos o dentro de las grietas de la
cáscara de frutas y verduras.
• Humedad y sequedad: la humedad es un medio de cultivo para la
proliferación de microorganismos. La perdida de humedad produce resequedad en
la superficie de los tejidos, cambios de color, olor, sabor y además la perdida de
peso del producto.
Agentes fisiológicos:
• Maduración: Son los fenómenos que se producen en los frutos desde el
momento que se inician los cambios de color hasta que se alcanzan todas las
características que los hacen aptos para el consumo, produciendo cambios en
aroma y sabor, color y dureza.
• Transpiración: Es la perdida de vapor que ocurre en los frutos vivos
durante su almacenamiento.
• De manejo: Es el manejo adecuado que se le da a los alimentos durante su
manipulación.

Agentes químicos:
• Oxidaciones o enranciamiento: Son cambios que se producen en el color,
olor y sabor de os alimentos por acción del aire en componente graso.
• Oscurecimiento por enzimas naturales: Las enzimas son sustancias
encargadas de acelerar algunas de las reacciones de descomposición, produciendo
coloraciones generalmente pardas o negras, cambiando su aspecto, color y sabor.
• Oscurecimiento por otras causas: El color pardo o negro se debe a la
reacción entre dos nutrientes: azúcares y proteínas, que producen en los alimentos
colores pardos, ablandamiento, cambios de sabor e incluso perdida de valor
nutricional.
Agentes biológicos:
• Seres vivos grandes Plagas: Las llamadas plagas como insectos y
roedores, consumen los productos, los contaminan y son portadores de
enfermedades.
• Seres vivos pequeños Microorganismos: Se encuentran en el aire, agua,
suelo y plantas. Los microorganismos se clasifican en:

Bacterias:
Pequeños microorganismos, su reproducción es muy rápida. En el hombre produce
enfermedades infecciosas, en los alimentos dan sabor agrio, alteran la textura y el
sabor.
Hongos:
Son microorganismos que se establecen sobre los alimentos húmedos. Se
reproducen a través de esporas o semillas que son expulsadas al exterior cuando
están maduras. En los alimentos modifican el color, aroma y textura.
Levaduras:
Atacan algunos alimentos que contienen grandes cantidades de azúcar, su forma es
parecida a la de los hongos. Se reproducen igual que los hongos. En los alimentos
producen fermentación dando apariencia de espuma.
¿CÓMO SE CONTROLAN LOS MICROORGANISMOS?
1. TEMPERATURA:
- CALOR: cocción, pasteurización, esterilización.
- FRIO: refrigeración y congelación. a menor temperatura, mas lentas serán
las reacciones.

2. DESHIDRATACIÓN:
- Secando al sol el producto.
- Con sal o azúcar.
- Por condensación (congelación y vacío).
- Por secado directo.
3. CONSERVANTES:
- Inorgánicos: ácidos y sales. Ejemplo; cloruro de sodio (sal común).
- Orgánicos: ácidos y sus sales (ácido láctico, acético y cítrico), azucares.
4. VACÍO: la extracción de aire del alimento controla su descomposición.
5. PRODUCTOS QUÍMICOS: destruyen los microorganismos. su uso esta
restringido y reglamentado en pequeñas cantidades.
7. CONSERVANTES NATURALES: producidos de forma natural por acción de
los microorganismos sobre el alimento. ejemplo; ácidos y alcoholes (leches
fermentadas cerveza y algunos quesos).
¿QUÉ ES LA CONTAMINACIÓN?
Es la alteración nociva del alimento, producida por un agente biológico, físico o
químico.

¿CÓMO SE CONTAMINAN LOS ALIMENTOS POR
MICROORGANISMOS?
El hombre, es considerado como el mayor riesgo de contaminación de los
alimentos pues es el encargado de controlar el medio de trabajo sobre el cual se
elaboran los alimentos. Entre los hábitos higiénicos inadecuados del manipulador
de alimentos se pueden señalar:
• Manipular los alimentos, padeciendo enfermedades infecciosas o heridas
abiertas en manos.
• Toser, estornudar o escupir en las áreas de trabajo.
• Fumar o comer en las áreas de procesamiento de los alimentos.
• Uso de ropa sucia o no utilizar las ropas de trabajo ni los elementos de
protección personal adecuados.
• Desconocimiento de las normas de aseo y desinfección del ambiente,
instrumentos y equipos de trabajo.
• Desconocimiento de las precauciones en el manejo, almacenamiento y
procesamiento de los alimentos.
• Uso de aguas contaminadas o mal manejo de aguas de desecho.
• Inadecuada limpieza y desinfección de áreas de proceso de alimentos,
• Almacenar a temperatura ambiente, refrigeración incorrecta o tiempo
insuficiente de cocción.

¿QUÉ ES INOCUIDAD?
Es la ausencia de peligros, microorganismos patógenos y otros agentes biológicos,
sustancias químicas y objetos extraños que puedan afectar la salud del consumidor.
Es la base sobre la cual se construye la confianza interna y externa en los productos
de una empresa.
¿CÓMO SE ASEGURA LA INOCUIDAD DE LOS ALIMENTOS?
BUENAS PRÁCTICAS DE MANUFACTURA (BPM)
╬╬╬╬
SISTEMA HACCP
Implementado Buenas Prácticas de Manufactura e implementando HACCP. La
implantación de las BPM y el HACCP conducen a la empresa a montar o consolidar
su Sistema de Gestión de la Inocuidad (SGI).
¿Qué son Buenas Prácticas de Manufactura?
Buenas Prácticas de Manufactura son un conjunto de normas diseñadas y usadas
para asegurar que todos los productos satisfacen los requerimientos de identidad,
concentración, seguridad y eficacia; que garantice que los productos cumplan
satisfactoriamente los requerimientos de calidad y necesidades del cliente.

¿Qué es HACCP?
El sistema de Análisis de Peligros y Puntos de Control Críticos, mejor conocido por
sus siglas en inglés HACCP (Hazard Análysis Critical Control Points), es un
enfoque sistemático de base científica que permite identificar riesgos específicos y
medidas para su control, con el fin de asegurar la inocuidad de los alimentos. Es
un instrumento para evaluar los riesgos y establecer sistemas de control que se
orienten hacia la prevención en lugar de basarse en el análisis del producto
terminado, con el fin de planificar, controlar y documentar la producción de
alimentos seguros e inocuos para el consumo.
Ventajas de las BPM + HACCP
! Fortalecen la competitividad de la empresa.
! Aseguran la calidad de los productos.
! Reducen procesos.
! Contribuyen a ahorrar recursos.
! Reducen devoluciones y quejas de los clientes.

! Aumentan la confianza de los clientes y consumidores de la calidad de los
productos.
Beneficios del uso del HACCP
! Obtención permanente de los niveles de calidad deseados.
! Demostración interna y externa de la calidad – inocuidad de los productos.
! Acceso a mercados exigentes.
! Cumplimiento de normas nacionales e internacionales.
! Aumento de la eficacia y la eficiencia.
¿CÓMO SE IMPLEMENTA HACCP? (Ver Figura 1)
1. Formulación del proyecto HACCP: Consiste en nombrar al director del
proyecto HACCP y formar el equipo interno que se encargara de la aplicación. El

equipo se entera de las políticas de calidad trazadas por la Gerencia, recibe un
entrenamiento inicial en los principios del sistema y la forma de implementarlo; a
la vez se definen las funciones al interior del equipo. Luego se formula el proyecto
HACCP, es decir el documento que contiene: objetivos, políticas, etapas,
actividades, resultados esperados, recursos y cronograma de actividades.
2. Preparación del plan HACCP: Es el documento escrito que recopila el
resultado de la aplicación de los principios HACCP. Durante esta fase se describen
los productos sobre los cuales se va a trabajar, se formulan por escrito los objetivos
concretos de la aplicación y se conduce el análisis de riesgos siguiendo la
metodología HACCP. Luego, se presupuestan y ejecutan las adecuaciones locativas
y los mejoramientos tecnológicos. Una vez hecho esto, se da inicio a los programas
especiales, contemplados como componentes del sistema de calidad. Finalmente,
se determinan los puntos críticos de control, se instrumenta el control de procesos
y se desarrolla el sistema de monitoreo de puntos críticos.
3. Puesta en marcha. Se prepara un borrador del plan HACCP surgido de lo
hecho hasta el momento y se difunde al interior de la compañía. Con los ajustes
aportados por quienes conocen el plan durante esa etapa de difusión, se prepara la
versión final del plan HACCP. Se firma y se pone en marcha. Con esto termina la
implementación y se inician las labores de seguimiento y actualización del sistema
de calidad, las cuales, deben efectuarse de manera permanente.


DECISION GERENCIAL
DEFINICION DE LAS POLITICAS DE CALIDAD
FORMULACION DEL PROYECTO HACCP
INTEGRACION DEL EQUIPO HACCP
CAPACITACION INICIAL
ANALISIS DE RIESGOS
REDISEÑO DE PROCESOS
IDENTIFICACION DE LOS PUNTOS CRITICOS DE CONTROL
PREPARACION DEL DISPOSITIVO DE CONTROL
DIFUSION Y AJUSTES DEL PLAN HACCP
PUESTA EN MARCHA DEL PLAN HACCP
ACTUALIZACION Y SEGUIMIENTO DEL PLAN HACCP
PRIMERA FASE
CUARTA FASE
TERCERA FASE
SEGUNDA FASE
DIRECTORDEL
PROYECTO
FORMULACIONY MONTAJE DEPROGRAMASESPECIALES
Figura 1. Fases para la implementación de HACCP

Principios del plan HACCP
1. Conducir un Análisis de Peligros. Se debe evaluar la probabilidad de que se
produzcan riesgos (químicos, físicos y biológicos) e identificar medidas preventivas
de control para cada uno de los riesgos en el proceso.
2. Determinar los Puntos Críticos de Control (PCC). Son puntos, procedimientos,
fases operacionales, que puedan controlarse para eliminar riesgos o reducir al
mínimo la probabilidad de que estos se produzcan.
3. Establecer los Limites Críticos para cada PCC. Los limites críticos son un
conjunto de variables y rangos de tolerancia, para asegurar que el Punto Critico de
Control controla un peligro.
4. Establecer un sistema para monitorear los PCC. Se realiza para asegurar el
control de los PCC mediante ensayos u observaciones programadas, garantizando
el control total del proceso.
5. Establecer la acciones correctivas para ser tomadas cuando un PCC no esta bajo
control. Eliminar el peligro real o potencial que se creo como resultado de una
desviación y que habrán de adoptarse cuando la vigilancia indique que un
determinado PCC no está bajo control.
6. Establecer los procedimientos de verificación para confirmar que el sistema esta
trabajando efectivamente. Confirmar por medio de análisis, muestreos, incluidos
ensayos y procedimientos complementarios, para comprobar que el Sistema
HACCP funcione eficazmente.
7. Establecer la documentación concerniente a todos los procedimientos y registros
apropiados para estos principios y su aplicación. Sobre todos los procedimientos y
los registros apropiados a estos principios y a su aplicación.

PCP–001
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE
CAPACITACIÓN DE
PERSONAL Página 1 de 4
1. OBJETIVO
Presentar, establecer, implementar y ejecutar el programa de capacitación
de personal cumpliendo con las pautas establecidas en el manual, para la
formación integral del personal de CONSERVAS CALIFORNIA S.A en su
planta ERWIS.
2. ALCANCE
Esta instrucción operativa aplica, para todas las personas nuevas y antiguas
que laboran en la planta ERWIS.
3. DEFINICIONES
No aplica
ELABORO Cargo:
REVISO Cargo:
APROBO Cargo:

PCP–001
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE
CAPACITACIÓN DE
PERSONAL Página 2 de 4
4. ACTIVIDADES A DESARROLLAR
4.1 Plan de capacitación: La gerencia con apoyo del Jefe de Planta, Jefe de
Laboratorio y Jefe de Personal, deben elaborar el cronograma anual de
capacitación con la planeación curricular de los cursos, capacitadores,
recursos didácticos, registros y controles. Entre la planeación curricular se
deben incluir temas como: prácticas higiénicas, manipulación de alimentos,
procedimientos de limpieza y desinfección, recomendaciones especificas
para su desempeño, manejo de PCC, entre otros. Ver registro CPF – 001 –
01: Cronograma anual de capacitación.
4.2 Registro de personal: Este registro se debe llevar tanto para el personal
antiguo como para el personal nuevo, con el fin de poseer la información
necesaria en cuanto: información personal, examen ocupacional, carné de
manipulación, nivel de capacitación, entre otros. Ver registro CPF – 001 –
02: Registro de personal.
4.3 Planeación de curso de capacitación: De acuerdo al personal y nivel de
capacitación se debe planear un curso; determinando el grupo objetivo el
cual varia de acuerdo al nivel en que se encuentren los empleados. Esta
planeación debe estar acorde con el cronograma anual de capacitación de la
planta ERWIS.
La información base para determinar el nivel de capacitación debe estar
consignado por el Jefe de Personal en el registro CPF – 001 – 02

PCP–001
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE
CAPACITACIÓN DE
PERSONAL Página 3 de 4
4.4 Metodología: La persona a cargo de la capacitación (capacitador) del
personal a los diferentes niveles de la misma debe:
! Determinar grupo objetivo.
! Definir duración y agenda del curso.
! Decidir que recursos didácticos va a utilizar.
! Establecer metodología a llevar.
! Realizar la correspondiente capacitación.
! Realizar la evaluación y el seguimiento del curso.
4.5 Metodología educativa: El capacitador dispondrá de libre elección en la
metodología a seguir, algunos ejemplos son:
! Charlas magistrales.
! Talleres.
! Mesas redondas.
! Exposición de trabajos en grupo.
4.6 Recursos didácticos: El capacitador dispondrá de libre elección en la
recursos didácticos a usar, algunos ejemplos son:
! Cartillas.
! Libros.
! Charlas multimedia.
! Diapositivas.
! Carteleras.
! Juegos.
! Materiales para trabajo en grupo.

PCP–001
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE
CAPACITACIÓN DE
PERSONAL Página 4 de 4
4.7 Sistemas de evaluación y seguimiento: El capacitador debe realizar
pruebas al personal que se encuentra recibiendo la capacitación, con el fin de
verificar que la información suministrada durante el curso obtuvo mejoras
en la formación académica del mismo. Estas pruebas se deben realizar de
manera oral o escrita.
5. ANEXOS
5.1 Anexo No 1. Formato CPR – 001 – 01: Cronograma anual de
capacitación.
5.2 Anexo No 2. Formato CPR – 001 – 02: Registro de personal.
Este documento fue preparado por:
Alberto Enrique Pacheco Delghams.

Anexo No 1. Formato CPR–001–01: Cronograma anual de capacitación.
PROGRAMA DE CAPACITACION DE PERSONAL
CONSERVAS CALIFORNIA S.A
CRONOGRAMA ANUAL DE CAPACITACIÓN CPR-001-01
PREPARADO POR: APROBADO POR: FECHA: 2 DE SEPTIEMBRE DE 2002 Página 1 de 1 Tema Grupo objetivo
Fecha
IntensidadIn
trod
ucc
ión
a
la
hig
ien
e d
e al
imen
tos
Prá
ctic
as
hig
ién
icas
d
el
per
son
al
Pri
nci
pio
s b
ásic
os
de
man
ejo
de
alim
ento
s
Bu
enas
p
ráct
icas
d
e m
anu
fact
ura
(B
PM
)
Pri
nci
pio
s b
ásic
os
de
lim
pie
za
y d
esin
fecc
ión
En
tren
amie
nt
o es
pec
ific
o en
li
mp
ieza
y
des
infe
cció
n
Pri
nci
pio
s b
ásic
os
del
si
stem
a H
AC
CP
Total Horas
Manipuladores
Almacenistas
Transportadores
Mantenimiento
Mercaderistas
Personal administrativo
Distribuidores

Anexo No 2. Formato CPR–001–02: Registro de personal.
CPR-001-02
2 DE SEPTIEMBRE DE 2002
REGISTRO DE
PERSONAL
Página 1 de 1
Nombre: Cargo: Experiencia:
REQUISITOS SI NO OBSERVACIONES
Hoja de vida completa Carné de manipulador Examen ocupacional Presentación personal Apariencia Limpieza Manos Cabello Uniforme Utensilios de trabajo Hábitos higiénicos Hábitos de trabajo Habilidad para el cargo Nivel de capacitación Refuerzo de capacitación Observaciones capacitación:
ELABORO Cargo:
REVISO Cargo:
APROBO Cargo:

3.3 MANTENIMIENTO PREVENTIVO DE ÁREAS EQUIPOS E INSTALACIONES
El mantenimiento preventivo que realiza CONSERVAS CALIFORNIA S.A en su
planta ERWIS, consiste en la inspección periódica de áreas, equipos e
instalaciones y su reparación o sustitución, incluso aunque estos no
muestren signos de deterioro o mal funcionamiento. De esta forma
CONSERVAS CALIFORNIA S.A intenta conseguir que la tasa de fallos se
mantenga constante en la etapa de operación normal de fallos aleatorios,
antes de la entrada a la etapa final de desgaste o envejecimiento.
Garantizando las buenas condiciones y funcionamiento de instalaciones y
equipos se minimizan los factores de riesgo extrínsecos, derivado de estos.
El mantenimiento es realizado por el jefe de mantenimiento y los operarios
que trabajan en esta área, el mantenimiento se realiza de tres maneras:
! Mantenimiento de potencial fijo: se efectúa la revisión de equipos con
intervalos de tiempo iguales entre las revisiones periódicas establecidas
por el jefe de mantenimiento, en esta operación se desmontan los
equipos antes de haber fallado, se realiza una revisión completa del
funcionamiento, limpieza, lubricación y ajuste si el equipo o el
componente del mismo lo requiere.
! Según las condiciones de los componentes: de los equipos en
inspecciones periódicas, cuando exceden los limites de operación. Este
es el tipo de mantenimiento que se efectúa en equipos que poseen
componentes eléctricos, electrónicos y en instrumentos de medición.
! Control de actuaciones donde se realizan operaciones de desmontaje
de equipos para su reparación.

En cuanto a las áreas e instalaciones, el personal de mantenimiento realiza
rondas exploratorias periódicas para detectar fallas en las mismas,
teniendo mayor atención en las áreas donde se puede producir: fisuras o
roturas debido a impactos, disminución de dureza de estructuras debido a
altas temperaturas y desgaste debido a fricción entre superficies y equipos.
El mantenimiento preventivo de áreas, equipos e instalaciones ofrece
muchos desventajas para la el buen funcionamiento de la planta, entre
estos: paradas inesperadas de la producción, detección de fallos que no
tengan solución, perdida de producto, baja calidad de los productos,
entre otros. Un beneficio muy importante y quizá el mejor del
mantenimiento preventivo, es que permite llevar un archivo histórico del
comportamiento mecánico y operacional de los equipos, lo que otorga
llevar un control y verificación del buen funcionamiento de los mismos.

3.4 CALIBRACIÓN DE EQUIPOS E INSTRUMENTOS DE MEDICIÓN
Una fase importante en el control de los procesos de fabricación de las
empresas, es la calibración de los equipos de medida que se utilizan en las
fases de diseño, producción, y control de calidad.
Los equipos de medida se degradan con el uso y el paso del tiempo, por lo
que es conveniente realizar calibraciones periódicas para que la
trazabilidad y fiabilidad de las medidas se sigan manteniendo.
Técnicamente una calibración se refiere al conjunto de operaciones que
tienen por objeto determinar los valores que caracterizan los errores de un
patrón, instrumento o equipo de medición y, a la vista de ellos, proceder a
alguna de estas dos operaciones:
1. Ajustar el instrumento, cuando ello sea posible.
2. Expresar las desviaciones mediante una tabla o curva de
corrección cuando el ajuste no sea posible o sea insuficiente.
Desde el punto de vista del control de los procesos para una empresa, la
calibración informa por ejemplo; al jefe de producción, jefe de laboratorio
o al encargado de mantenimiento de la planta, sobre que tanto coincide
el valor indicado por un instrumento o equipo de medición con el
"correcto" correspondiente a la magnitud de medición. El valor "correcto"
es realizado por un patrón de referencia, para el cual, por su parte, se
garantiza la Trazabilidad a un patrón nacional y con eso a la unidad
correspondiente del Sistema Internacional de Unidades (SI).
Los servicios de calibración de los equipos o instrumentos de medida son
proporcionados por laboratorios de calibración, centros especializados
públicos o privados o por el mismo laboratorio con material de referencia
certificado.

El Criterio de Aceptación de los equipos de inspección, medida y ensayos
es la precisión mínima requerida o las características específicas de
funcionamiento necesarias para que los resultados obtenidos en las
mediciones, inspecciones y ensayos puedan garantizar la adecuación del
producto a sus especificaciones. Sirve para garantizar la adecuación de los
resultados obtenidos en las inspecciones, mediciones y ensayos, es necesario
verificar y calibrar los equipos utilizados, contrastándolos con patrones de
referencia debidamente reconocidos por organismos competentes.
El objeto de las calibraciones es poder efectuar la Confirmación Metrológica
de los equipos calibrados. Efectuar la Confirmación Metrológica es
determinar si los equipos calibrados o verificados están en condiciones de
medir o ser utilizados con la precisión requerida.
A continuación se presenta el programa de calibración de equipos e
instrumentos de medición.

PCN-002
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE CALIBRACIÓN DE EQUIPOS
E INSTRUMENTOS DE MEDICIÓN
Página 1 de 7
1. OBJETIVO
Establecer los parámetros orientativos de calibración de los equipos e
instrumentos de medición de la planta ERWIS.
2. ALCANCE
Esta plan aplica, para todos los equipos e instrumentos de medición
utilizados en la elaboración de: jugo, néctar, mermelada, mostaza y
mayonesa.
3. DEFINICIONES
3.1 Aseguramiento de la calidad: Todas aquellas acciones planificadas y
sistemáticas necesarias para garantizar una adecuada confianza de que un
producto o servicio satisfará los requisitos definidos de calidad.
3.2 Calibración: Conjunto de operaciones que permiten establecer, en
condiciones específicas, la relación existente entre los valores indicados por
un instrumento de medida o un sistema de medida, o los valores
representados por una medida material o un material de referencia, y los
valores correspondientes a una magnitud obtenidos mediante un patrón de
referencia.
3.3 Control de calidad: Técnicas y actividades operacionales que se usan para
cumplir los requisitos de calidad.

PCN-002
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE CALIBRACIÓN DE EQUIPOS
E INSTRUMENTOS DE MEDICIÓN
Página 2 de 7
3.4 Exactitud: Grado de concordancia entre el resultado de una medición y el
valor de referencia aceptado.
3.5 Incertidumbre de medida: Estimación que caracteriza el intervalo de
valores en que se sitúa, generalmente con una alta probabilidad dada, el
valor verdadero de la magnitud medida.
3.6 Limite de cuantificación: Es la concentración mínima que puede
determinarse con un nivel aceptable de exactitud y precisión. Se establece
examinando una muestra o material de referencia apropiado.
3.7 Limite de detección de un analito: La menor magnitud que puede
examinarse de un analito en una muestra que puede ser detectada pero no
necesariamente cuantificada con un valor exacto.
3.8 Material de referencia: Material o substancia en la cual una o más
valores de sus propiedades son suficientemente homogéneos y están bien
definidos para permitir utilizarlos para la calibración de un instrumento, la
evaluación de un método de medición o la asignación de valores a los
materiales.

PCN-002
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE CALIBRACIÓN DE EQUIPOS
E INSTRUMENTOS DE MEDICIÓN
Página 3 de 7
3.9 Material de referencia certificado: Material de referencia acompañado
de un certificado, en el cual uno o más valores de sus propiedades están
certificados por un procedimiento que establece su trazabilidad con una
realización exacta de la unidad en la que se expresan los valores de la
propiedad y para la cual cada valor certificado se acompaña de una
incertidumbre con la indicación de un nivel de confianza.
3.10 No conformidad: Falta de cumplimiento de los requisitos especificados.
3.11 Patrón: Medida materializada, instrumento de medida, material de
referencia o sistema de medida destinado a definir, realizar, conservar o
reproducir una unidad o uno o varios valores de una magnitud que sirvan de
referencia.
3.12 Precisión: Grado de concordancia entre los resultados de mediciones
obtenidas independientemente bajo condiciones establecidas.
3.13 Repetibilidad: Precisión bajo condiciones en las que los resultados de una
medición se obtienen con el mismo método, con el mismo operador,
utilizando el mismo instrumento de medida y durante un corto intervalo de
tiempo.

PCN-002
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE CALIBRACIÓN DE EQUIPOS
E INSTRUMENTOS DE MEDICIÓN
Página 4 de 7
3.14 Reproducibilidad: Precisión bajo condiciones en las que los resultados de
una medición se obtienen con el mismo método, sobre el mismo
mensurando, con diferentes operadores, diferentes equipos de medida, en
diferentes laboratorios, etc.
3.15 Trazabilidad: Propiedad del resultado de una medición o de un patrón tal
que pueda relacionarse, con referencias determinadas generalmente a
patrones nacionales o internacionales por medio de una cadena
ininterrumpida de comparaciones teniendo todas las incertidumbres
determinadas.
3.16 Validación: Confirmación mediante el examen y la aparición de evidencias
objetivas de que se han cumplido los requisitos particulares para una
utilización específica prevista.
3.17 Validación de un método de ensayo: La validación de un método de
ensayo establece, mediante estudios sistemáticos de laboratorio, que las
características técnicas de dicho método cumplen las especificaciones
relativas al uso previsto de los resultados analíticos.
3.18 Valor de referencia aceptado: Valor que sirve de referencia acordada
por comparación y que corresponde a:
! Un valor teórico establecido, basado en principios científicos.
! Un valor asignado, basado en trabajos experimentales de una
organización nacional o internacional.

PCN-002
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE CALIBRACIÓN DE EQUIPOS
E INSTRUMENTOS DE MEDICIÓN
Página 5 de 7
! Un valor consenso, basado en trabajos experimentales realizados en
colaboración, bajo los auspicios de un grupo científico o técnico.
3.19 Verificación: Confirmación mediante examen y aportación de prueba que
se han cumplido unos determinados requisitos.
4. ACTIVIDADES A DESARROLLAR
4.1 INTERVALOS DE CALIBRACIÓN Y CONTROL DE
CARACTERÍSTICAS TÉCNICAS.
A continuación se presentan las recomendaciones para la calibración de
equipos de uso frecuente en el laboratorio y de los que puede depender la
calibración de otros instrumentos. La información que se facilita es
únicamente orientativa, y depende del uso, tipo y respuestas previas del
equipo. En los manuales de cada equipo (información clasificada de
CONSERVAS CALIFORNIA S.A) y en la literatura de los mismos se pueden
encontrar otras recomendaciones adicionales.

PCN-002
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE CALIBRACIÓN DE EQUIPOS
E INSTRUMENTOS DE MEDICIÓN
Página 6 de 7
TIPO DE INSTRUMENTO
FRECUENCIA DE CONTROL
PARÁMETROS A VERIFICAR
Balanzas analíticas de un platillo.
Trimestralmente. Exactitud (utilizando masas patrón).
Microbalanzas. Dependiendo del uso. Exactitud (utilizando masas patrón). Balanzas de carga superior. Semestralmente. Exactitud (utilizando masas patrón). Material volumétrico. Dependiendo del uso (a
su recepción)(1) Exactitud. Precisión (pipetas / buretas)
Cronómetros.(2) Dos años o menos dependiendo del uso.
Exactitud
Termómetros de referencia. Cinco años. Anualmente.
Puntos fijos a lo largo de la escala. En determinados puntos tales como punto de congelación o punto de ebullición de sustancias puras.
Termómetros de trabajo. Anualmente dependiendo del uso.
Verificar puntos específicos frente a termómetro de referencia.
Equipo de calefacción / refrigeración.
Dependiendo del uso. Calibración periódica del sistema sensor de la temperatura, utilizando un termómetro o pirosonda patrón. Estabilidad térmica, reproducibilidad. Velocidad y ciclos de calentamiento.
Refractómetros. Cuando se usen. Trimestral.
Exactitud. Calibración de la escala.
pH - metros Diaria. Mensual. Trimestral.
Calibración del electrodo. Pendiente del electrodo. Linealidad de la respuesta.
Túneles de enfriamiento, pasteurizador y FRINGS.
La empresa que distribuye y comercializa los equipos en Colombia (información clasificada de CONSERVAS CALIFORNIA S.A), se encarga de realizar el mantenimiento preventivo o correctivo de acuerdo a las diferentes necesidades, además se encarga de todas las actividades pertinentes de calibración de los mismos.
(1) No será necesario verificar las especificaciones de calidad a su recepción del material volumétrico que haya sido certificado para una tolerancia especifica. (2) Las señales horarias de la radio nacional, o las señales horarias telefónicas constituyen una referencia adecuada para la calibración tanto del tiempo absoluto como de la diferencia de tiempo. Los relojes de cuarzo o de movimiento electrónico son mas precisos y estables que los relojes mecánicos y necesitaran ser calibrados con menor frecuencia.

PCN-002
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE CALIBRACIÓN DE EQUIPOS
E INSTRUMENTOS DE MEDICIÓN
Página 7 de 7
4.2 REGISTRO
Las actividades de calibración dentro de la planta ERWIS, será realizado de
acuerdo a la frecuencia de control por: el Jefe de Laboratorio, el Auxiliar de
Laboratorio, Jefe de mantenimiento y personal de esta dependencia. El
registro de dichas actividades debe estar consignado en el registro CNR-
002-01: Registro de calibración.
5. DOCUMENTOS RELACIONADOS
Manuales de operación de equipos de ERWIS. (Información clasificada).
6. ANEXO
6.1 Anexo 1. Registro CNR-002-01: Registro de calibración.
Este documento fue preparado por:
Alberto Enrique Pacheco Delghams.

Anexo 1. Registro CNR-002-01: Registro de calibración.
CNR – 002-01
2 DE SEPTIEMBRE DE 2002
REGISTRO DE CALIBRACIÓN
Página 1 de 1
EQUIPO / INSTRUMENTO:
FECHA DE RECEPCIÓN EN PLANTA:
UBICACIÓN EN LA
PLANTA:
MODELO: NÚMERO DE SERIE:
Fecha
Hora
Estado
inicial
Parámetro a
verificar
Equipo utilizad
o
Resultados de la
calibración
Responsable
Observaciones
VoBo Operario o
Auxiliar_____________________________________________
VoBo
Jefe_________________________________________________
___________
ELABORO Cargo:
REVISO Cargo:
APROBO Cargo:

3.5 PLAN DE SANEAMIENTO
3.5.1 Control de Plagas. En primer lugar cabe decir que la ejecución del
plan de lucha contra plagas puede ser realizado por la propia empresa
alimentarla, designando para ello a personas responsables en las actas de
reuniones del comité, que tengan capacitación en la materia, o puede ser
realizado por una empresa externa con experiencia demostrada que
cuente con el permiso adecuado correspondiente. De todas maneras, la
empresa alimentarla puede subcontratar los servicios de una empresa
externa para que ejecute el plan de lucha contra plagas, pero la
responsabilidad de verificar si este servicio es efectivo recae sobre la
empresa de alimentos. La elección de cual es la alternativa mejor es de la
propia empresa alimentarla, pero en todo caso, siempre es responsable de
que se cumpla con lo descrito en el procedimiento correspondiente,
designando a un responsable que verifique el cumplimiento del mismo. El
Plan de lucha contra plagas es una herramienta basada en la filosofía de
la prevención de que aparezcan agentes o vectores como ratas, ratones,
insectos, etc., que puedan ser causas de peligros en los alimentos
producidos y comercializados, y por esta razón son rechazados por los
consumidores. Basta decir que los insectos o roedores u otros vectores no
solamente contaminan el producto con sus restos: heces, orina, pelos, etc.,
sino que además transportan microorganismos patógenos a los productos
alimenticios y a las personas que trabajan en la planta. No solo se deben
poner medidas correctoras cuando aparezca un ratón u otro vector no
deseado, llamando en este momento de forma urgente a una empresa
especializada en la aplicación de un tratamiento de eliminación, sino que
la empresa debe implantar medidas preventivas y controladas para que

estos vectores no deseados no aparezcan. Para ello se debe elaborar e
implantar un procedimiento de lucha contra plagas, cuya puesta en
marcha debe ser permanentemente sometido a un proceso de monitoreo,
además de ser verificado para comprobar que el procedimiento es
adecuado. Una vez elaborado el plan, la empresa debe asegurar
permanentemente que se está aplicando y que el procedimiento es el
adecuado. En tal caso, además de indicarse todo lo descrito con
anterioridad, se indica dentro de dicho plan, cómo se debe efectuar el
monitoreo, cómo realizar la verificación de la correcta aplicación del plan
y que es adecuado, cuáles son los registros a llevar y las acciones
correctivas a seguir. De esta forma se integra el plan dentro de un sistema
de aseguramiento de la calidad preventivo.
A continuación se presenta las fichas técnicas de los productos utilizados
en el control de plagas (paguicidas y rodenticidas), el programa y su
respectivo manual.
3.5.1.1 Ficha técnica de plaguicidas y rodenticidas. En la planta ERWIS se
realizo un sondeo de detergentes de varias empresas y se decidió usar los
productos ofrecidos por la empresa BAYER; el SOLFAC E.C 050 (Ver Cuadro
2. Ficha técnica SOLFAC E.C 050), RACUMIN (Ver Cuadro 3. Ficha técnica
RACUMIN) y RODILON (Ver Cuadro 4. Ficha técnica RODILON), los cuales
ofrecen características que se adaptan a los procesos, necesidades y usos
requeridos.

Cuadro 3. Ficha técnica. SOLFAC E.C 050 DESCRIPCIÓN
Substancia altamente activa perteneciente al grupo de los piretroides sintéticos. Insecticida que actúa principalmente como veneno por contacto, pero también posee una buena acción por ingestión. Además se destaca, tanto por un efecto inicial (efecto knock –down) así como (por incluso a bajas dosificaciones) una prolongada acción residual.
PROPIEDADES Ingrediente Activo: Cyfluthrin Peso molecular: 434.3 g/mol.
Concentración ingrediente activo: 50 gramos por litro del producto formulado a 24ºC (5%)
BENEFICIOS Tiene un amplio espectro de acción y estable a la luz solar. Sirve para controlar los insectos y las plagas del hogar en instalaciones, industrias alimentarias, clínicas, etc. Efectivo contra insectos rastreros y voladores, dentro y fuera de instalaciones actuando de forma inmediata y persistente. Intenso efecto expulsor, facilitando las labores de higiene. Toxicidad baja.
PRECAUCIONES Se recomienda almacenarlo en un sitio fresco y seco separado de alimentos, forrajes y fuera del alcance de niños. Usar ropa protectora y no respirar la neblina. Evite el contacto con piel, ojos y mucosas, y no lo ingiera.
Fuente: El Autor.
Cuadro 4. Ficha técnica. RACUMIN
DESCRIPCIÓN Raticida a base de un compuesto derivado de la cumarina. Actúa como anticoagulante de la sangre produciendo hemorragias internas progresivas hasta causar la muerte, después del tercer dia.
PROPIEDADES Ingrediente Activo: Cumatetralil Categoría toxicológica: I
Formulaciones: Cebo 0.0375 %, polvo 0.75 % y liquido 0.8%
BENEFICIOS Los animales agonizantes no avisan a sus congéneres y de esta manera no asocian su estado de debilidad con el alimento que están consumiendo, pues vuelven una y otra vez al cebo tratado.
PRECAUCIONES Se recomienda almacenarlo en un sitio fresco y seco separado de alimentos, forrajes y fuera del alcance de niños. Evite el contacto con piel, ojos y mucosas, y no lo ingiera.
Fuente: El Autor.

Cuadro 5. Ficha técnica. RODILON
DESCRIPCIÓN
Raticida que actúa como anticoagulante de la sangre produciendo hemorragias internas progresivas hasta causar la muerte, después del séptimo al décimo día de ingestión.
PROPIEDADES
Nombre común: Difethialone Peso molecular: 539.487 g/mol.
Polvo incoloro, no inflamable, con muy baja presión de vapor (5.6 x10- Torr a 25ºC).
Ampliamente soluble en diclorometano, ligeramente soluble en acetona y etanol, prácticamente insoluble en agua.
BENEFICIOS
No produce efectos sobre el sistema nervioso central ni sobre el sistema cardiovascular. No presenta actividad antiespasmódica, analgésica, anti – inflamatoria o antiácida gástrica. Margen de eficacia altamente suficiente.
PRECAUCIONES
Se recomienda almacenarlo en un sitio fresco y seco separado de alimentos, forrajes y fuera del alcance de niños. Evite el contacto con piel, ojos y mucosas, y no lo ingiera.
Fuente: El Autor.

PPR-003
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE
CONTROL DE PLAGAS Página 1 de 7
1. OBJETIVO
Realizar control integral de plagas con base en procedimientos internos,
contratación externa y haciendo énfasis en medidas de prevención y
erradicación.
2. ALCANCE
Los procedimientos internos para el control eficaz son aplicables al área que
ocupa la Producción de Jugo, néctar, mermelada, mostaza, mayonesa y
vinagre, áreas de almacenamiento y recibo, despacho, producto terminado y
todas aquellas áreas que interrelacionan con los procesos de Producción de
Alimentos de ERWIS.
3. DEFINICIONES
3.1 Control Correctivo: Conjunto de requisitos que se deben ejecutar para
poner bajo conformidad una situación indeseada.
3.2 Control Preventivo: Conjunto de requisitos que se deben cumplir para
evitar que se presente una situación indeseada.
ELABORO Cargo:
REVISO Cargo:
APROBO Cargo:

PPR-003
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE
CONTROL DE PLAGAS Página 2 de 7
3.3 Insecto: Clasificación que se agrupa especies como la mosca doméstica,
cucarachas como la Blabera Gigantea, Phylodramia Germánicak,
Periplaneta Americana, Zancudos, hormigas, etc.
3.4 Medios Biológicos: Métodos físicos y mecánicos utilizados para la captura
y control de plagas.
3.5 Medios Químicos: Método utilizado para controlar plagas, a base de
sustancias tóxicas que causan la muerte como tóxicos anticuagulantes,
fosfuro de zinc, trióxido de arsénico, estricnina.
3.6 Plaga: Aumento desmedido de la población de roedores o insectos en
un área determinada.
3.7 Roedor: Clasificación que agrupa especies como las ratas y ratones, entre
ellas Rattus Rattus, Rattus Norvegicus y Mosmoculus. Nombre genérico que
se utiliza para referirse a la infestación que se puede originar en un área
determinada a causa de ellos.
3.8 Rotación PEPS: Sistema de Rotación de materias primas e insumos el
cual establece que lo primero que entra (PE) es lo primero que sale (PS).
4. ACTIVIDADES A DESARROLLAR
El control de plagas en una empresa contiene 2 pasos:
- Diagnóstico
- Control Correctivo y/o Preventivo.
-

PPR-003
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE
CONTROL DE PLAGAS Página 3 de 7
4.1 Diagnóstico: Es el método que determina el estado de una planta de procesos
con relación al control integral que se realiza para mantener la infestación de
plagas en niveles bajos y para lo cual se efectúan los siguientes
cuestionamientos:
- Existe programa de disposición de residuos sólidos y se aplica en
todas las áreas de la empresa y hay recolección de basuras con buena
frecuencia?
- Las instalaciones físicas están bien construidas con material
resistente y están en buen estado, paredes, pisos y techos?
- No hay proximidad de focos de insalubridad o contaminación?
- No existe evidencia de presencia de roedores, pájaros, insectos
voladores y rastreros?
- Hay posibilidad de generación de insectos voladores por las
características del paisaje y de insectos rastreros debido al continuo
flujo de materias primas?
- Existen barreras de exclusión en puertas y ventanas?.
- Existe mallas en ductos de aire?
- Los sifones tienen rejilla?
- Los accesos y alrededores de la empresa permanecen limpios y están
en buen estado de mantenimiento, no hay aguas estancadas, basuras
ni objetos en desuso?
- La planta tiene puertas y rejas evitando el libre acceso de personas y
animales, brindando además seguridad?
- Se realiza la inspección de signos de presencia de plagas en el ingreso
de materias primas, insumos y equipos?

PPR-003
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE
CONTROL DE PLAGAS Página 4 de 7
Posteriormente, se analizan las respuestas a los anteriores interrogantes y se
toman las medidas correctivas y/ó preventivas si es necesario.
5. MÉTODOS DE CONTROL CORRECTIVO Y / Ó PREVENTIVO
PARA MANTENER LOS NIVELES DE INFESTACIÓN DE PLAGAS
EN GRADO BAJO.
CONTROL PREVENTIVO CONTROL CORRECTIVO
- Evitar permanentemente que halla disponibilidad de alimento, agua y fácil ingreso a las instalaciones - Tener programa de residuos sólidos e implementarlo para todas las secciones. - Proteger los alimentos por medio de métodos de conservación y almacenamiento adecuados. - Usar estibas para el almacenamiento - Poseer buena iluminación y hacer los correctivos necesarios para que la empresa tenga un ambiente fresco, seco y ventilado. - Establecer un programa de limpieza y desinfección para todas las secciones de la empresa. - Practicar el Sistema PEPS (primero que entra, primero que sale) para materias primas e insumos. - Inspeccionar permanentemente las áreas susceptibles de infestación basados en los signos de presencia de plagas. - Vigilar constantemente la calidad sanitaria de los alrededores de la planta debido a la gran diversidad que presenta el sector. - Inspección visual de las condiciones higiénico sanitarias de los vehículos transportadores, empaques de alimentos como cajas, bolsas, costales, canastillas, etc. - Inspección visual al recibo de materias primas e insumos.
Medio Biológico - Instalación de exclusiones en puertas, mallas en ductos de aire y rejillas en todos los sifones. Medio Químico - Aplicación de insecticidas, fumigantes, repelentes, plaguicidas y atractantes. - La aplicación de estos productos es ejecutada por contratación externa con empresas especializadas en ese campo. - Aplicación de sebos elaborados con mezcla de ácido bórico y leche condensada. - Ver Ficha Técnica PRFT-003-01: Ficha Técnica de Manejo de Productos para Programa de Control de Plagas.

PPR-003
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE
CONTROL DE PLAGAS Página 5 de 7
6. PROGRAMA DE CONTROL DE INSECTOS
- Presencia de angeos en las ventanas y claraboyas
- Hacer aplicaciones de los productos seleccionados cada dos semanas.
- El programa está orientado a controlar la población de cucarachas, moscas y
zancudos principalmente.
- Las aplicaciones son realizadas por personal de la empresa, capacitada para
tal fin. Estas aplicaciones son supervisadas por un miembro del equipo del
departamento de Control de la calidad.
- Se elabora un registro de cada aplicación. Ver registro PRR-003-01:
Control de insectos. Seguimiento del programa de aplicación de
productos.
- Se comunica a los jefes de área el día y la hora de las aplicaciones para que
procedan a despejar el área y tomen las medidas de precaución
correspondientes antes y después de la aplicación. Ver registro PRR-003-
03: Programa de acción para el control de plagas.
7. PROGRAMA CONTROL DE ROEDORES
- Presencia de rejillas en los desagües.
- Disminuir el espacio entre puertas y pisos.
- Se ubican cebos en lugares estratégicos, siguiendo las recomendaciones de
las sustancias o productos a emplear.

PPR-003
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE
CONTROL DE PLAGAS Página 6 de 7
- Se elabora un registro que permita llevar un seguimiento del programa. Ver
registro PRF-003-02: Control de roedores. Seguimiento del
programa de aplicación de productos.
- Se diseñan y ubican los comederos que contienen los cebos
correspondientes.
- Se requiere coordinar y comunicar con los jefes de área la realización de las
aplicaciones. Ver registro PRF-003-03: Programa de acción para el
control de plagas.
8. DOCUMENTOS RELACIONADOS
Registro de Tareas de Limpieza y Desinfección LDR-004-01
Ficha Técnica de Manejo de Productos para Limpieza y Desinfección LDFT-
004-01
9. ANEXOS
9.1 Anexo 1. Ficha Técnica PRFT-003-01: Ficha Técnica de Manejo de
Productos para Programa de Control de Plagas.
9.2 Anexo 2. Registro PRR-003-01: Control de insectos. Seguimiento del
programa de aplicación de productos.
9.3 Anexo 3. Registro PRR-003-02: Control de roedores. Seguimiento del
programa de aplicación de productos.

PPR-003
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE
CONTROL DE PLAGAS Página 7 de 7
9.4 Anexo 4. Registro PRR-003-03: Programa de acción para el control de
plagas.
Este documento fue preparado por:
Alberto Enrique Pacheco Delghams.

Anexo 1. Ficha Técnica PRFT-003-01: Ficha Técnica de Manejo de Productos
para Programa de Control de Plagas.
PRFT-003-01
2 DE SEPTIEMBRE DE 2002
MANEJO DE
PRODUCTOS PARA EL PROGRAMA DE
CONTROL DE PLAGAS. Página 1 de 1
PRODUCTO USO MANEJO
SOLFAC E.C 050
Insecticida
BAYER
Control de insectos
rastreros.
Control de insectos
voladores.
Dosis: 8 ml por cada litro de
agua. Aplicar por aspersión.
Dosis: 6 ml por cada litro de
agua. Aplicar por aspersión.
RODILON
Rodenticida
BAYER
Control de roedores. Dosis: 10 a 15 gramos por
comedero
RACUMIN
Rodenticida
BAYER
Control de roedores. Dosis: 10 a 15 gramos por
comedero.
ELABORO Cargo:
REVISO Cargo:
APROBO Cargo:

Anexo 2. Formato PRR-003-01: Control de insectos. Seguimiento del programa
de aplicación de productos.
PRR-003-01
2 DE SEPTIEMBRE DE 2002
CONTROL DE INSECTOS.
SEGUIMIENTO DEL PROGRAMA DE APLICACIÓN DE
PRODUCTOS Página 1 de 1
FECH
A PRODUCT
O APLICADO
CONCENTRACIÓN
HORA
ÁREAS
RESPONSABLE
ELABORO Cargo:
REVISO Cargo:
APROBO Cargo:

Anexo 3. Formato PRR-003-02: Control de roedores. Seguimiento del programa
de aplicación de productos.
PRR-003-02
2 DE SEPTIEMBRE DE 2002
CONTROL DE ROEDORES.
SEGUIMIENTO DEL PROGRAMA DE APLICACIÓN DE
PRODUCTOS Página 1 de 1
FECHA PRODUCTO
APLICADO COMEDEROS
(ÁREAS) HORA RESPONSABLE
ELABORO Cargo:
REVISO Cargo:
APROBO Cargo:

Anexo 4. Registro PRR-003-03: Programa de acción para el control de plagas.
PRR-003-03
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE ACCIÓN PARA EL CONTROL DE
PLAGAS Página 1 de 1
SECCIÓN TRATAD
A
RO
ED
OR
ES
INS
EC
TO
S FECHA
DE ACCIÓ
N
PRÓXIMA FECHA
SUSTANCIA
UTILIZADA
RESPONSABLE
OBSERVACIONES
ELABORO Cargo:
REVISO Cargo:
APROBO Cargo:


PLAGAS Y ROEDORES
¿QUÉ ES UNA PLAGA?
Una plaga es un animal que vive sobre un alimento y causa alteración y
contaminación. Las plagas constituyen una amenaza seria para la inocuidad y la
aptitud de los alimentos y pueden producirse infestaciones de plagas cuando hay
lugares que favorecen la proliferación y alimentos accesibles.
¿CÓMO EVITAR LA ENTRADA DE UNA PLAGA?
! Tapando las hendiduras y los agujeros de las paredes y los techos.
! Protegiendo las uniones de puertas y ventanas, vigilando que cierren
correctamente.
! Protegiendo las ventanas y cubriendo los agujeros de ventilación con tela
mosquitera.
! Los edificios deberán mantenerse en buenas condiciones, con las
reparaciones necesarias, para impedir el acceso de las plagas y eliminar
posibles lugares de reproducción.
! Los agujeros, desagües y otros lugares por los que puedan penetrar las
plagas deberán mantenerse cerrados herméticamente. Mediante redes

metálicas, colocadas por ejemplo en las ventanas abiertas, las puertas y las
aberturas de ventilación, se reducirá el problema de la entrada de plagas.
Siempre que sea posible, se impedirá la entrada de animales en los recintos
de las fábricas y de las plantas de elaboración de alimentos.
¿SE PUEDEN DISMINUIR LOS FACTORES QUE FAVORECEN
LA APARICIÓN DE PLAGAS?
! Sí, manteniendo tan limpio todo como sea posible especialmente donde
se manipulen o almacenen alimentos.
! Evitando humedades, goteras, condensaciones, charcos de agua y
almacenamiento de agua sin protección.
! Vigilando los techos falsos y otros rincones sin luz, incidiendo en los
sitios donde haya calor.
! Manteniendo tapadas las basuras, vaciándolas varias veces durante el día
y manteniendo los sitios de acopio de las mismas limpias.
! Recogiendo los alimentos derramados sobre el suelo lo mas pronto
posible.
! Almacene las materias primas e insumos separados del suelo y las
paredes 30 centímetros.
ANIDAMIENTO E INFESTACIÓN
La disponibilidad de alimentos y de agua favorece el anidamiento y la infestación
de las plagas. Las posibles fuentes de alimentos deberán guardarse en recipientes a
prueba de plagas y/o almacenarse por encima del nivel del suelo y lejos de las
paredes. Deberán mantenerse limpias las zonas interiores y exteriores de las

instalaciones de alimentos. Cuando proceda, los desperdicios se almacenarán en
recipientes tapados a prueba de plagas.
VIGILANCIA Y DETECCIÓN
Deberán examinarse periódicamente las instalaciones y las zonas circundantes para
detectar posibles infestaciones.
ERRADICACIÓN
Las infestaciones de plagas deberán combatirse de manera inmediata y sin
perjuicio de la inocuidad o la aptitud de los alimentos. El tratamiento con
productos químicos, físicos o biológicos deberá realizarse de manera que no
represente una amenaza para la inocuidad o la aptitud de los alimentos.
PASOS PARA ERRADICAR UNA PLAGA

1. INSPECCIÓN
! Identificación de la plaga. ¿Contra quien luchamos?
! Localización de la plaga. ¿Dónde esta?
! Origen de la plaga. ¿De donde viene? ¿Por donde entra?
! Determinación del nivel de población de la plaga. ¿Cuánta plaga hay?
2. PLANIFICACIÓN DE LA ACTUACIÓN
! Precauciones a tener en cuenta.
! Considerar los lugares y momentos mas adecuados.
! Evaluación de las medidas que se pueden o no realizar.
3. MEDIDAS DE CONTROL DE LA PLAGA, SUPERVISIÓN Y
EVALUACIÓN DEL CONTROL Y MANTENIMIENTO DE LAS
MEDIDAS
! MEDIDAS CURATIVAS O DE CONTROL
* Métodos mecánicos: trampas, trampas adhesivas, etc.
* Métodos físicos: barreras, temperatura, humedad, etc.
* Métodos biológicos: parasitoides, predadores, patógenos, etc.
* Métodos químicos tradicionales: insecticidas, rodenticidas, etc.
! MEDIDAS PREVENTIVAS
* Limpieza de las instalaciones.
* Hermetización y sellado de grietas y cavidades.
* Mantenimiento de orden y aseo de objetos y productos.
¿CÓMO ACTUAR SI NOS AFECTA UNA PLAGA?
Lo primero es saber que tipo de organismo forma la plaga, como se distribuye, las
características de la zona afectada y el uso que se le da al misma.
Lo mejor es utilizar, siempre que sea posible, sistemas de lucha mecánica (trampas,
cebos, rateras, etc), físicas (frío, electricidad, ultrasonidos, etc), biológica o

productos que impidan el crecimiento y la reproducción de las plagas, así como
reducir el uso de plaguicidas químicos.
¿QUÉ SON LOS PLAGUICIDAS QUÍMICOS?
Son compuestos destinados para eliminar organismos vivos y esto hace que pueda
presentar una cierta toxicidad para las personas.
Si utiliza estos productos ha de tener en cuenta que solo puede utilizar plaguicidas
autorizados para uso domestico o industrial.
¡SIGNOS!
Es importante saber identificar los signos que revelan la presencia de estos
animales, entre ellos están:
! Sus cuerpos vivos o muertos, incluyendo sus formas larvales.
! Excremento de roedores.
! Alteración de sacos, envases, cajas, causadas por ratas o ratones.
! La presencia de alimentos derramados cerca de los envases.
! Las manchas sangrientas que producen los roedores alrededor de las cañerías.

RATAS: ENEMIGOS DE LA SALUD PÚBLICA
La proliferación de los roedores – plaga, se da por las condiciones favorables que le
proporciona el hombre. Un plan de manejo contra estos debe seguir las siguientes
acciones:
1. Utilice el MÉTODO QUÍMICO de control mas seguro y eficaz. En general
estos rodenticidas son anticoagulantes que al impedir la formación de
vitamina K, bloquean el mecanismo de coagulación sanguínea, lo que se
traduce en hemorragias internas que producen la muerte de los roedores a
partir del tercer día de ser consumido.
2. Una vez que se haya reducido la población de roedores, es necesario iniciar
un PROGRAMA DE MANEJO AMBIENTAL, para eliminar y reducir las
condiciones de vivienda y alimentación de ratas y ratones.
¿CUÁNDO HACER EL TRATAMIENTO?

La desratización puede hacerse en cualquier momento, informando a operarios y
directivas las razones del tratamiento y así garantizar la participación de todos.
¿DÓNDE COLOCAR LOS CEBOS?
Esta indicado para su utilización en bodegas de almacenamiento de alimentos,
áreas de proceso de alimentos, áreas de despacho de alimentos, etc. Los cebos se
colocan directamente en las madrigueras, en los rincones o a lo largo de las
paredes, en los sitios de transito y en lugares de consumo.
¿CÓMO DISTRIBUIR LOS CEBOS?
Colocar los cebos en platos desechables o cartón, bolsas plásticas o en su defecto
hacer puestos de cebaje rudimentarios. Estos deberán identificarse para evitar el
desperdicio del producto y realizar un buen seguimiento del mismo. En cada lugar
se colocan de 10 a 15 gramos renovándolo a medida de su consumo. En lugares
frecuentados colocar en cebaderos improvisados como tubos de PVC, tejas
volteadas, guadua, etc.
RECUERDE Y NO OLVIDE
El uso de un solo agente químico crea dependencia de los roedores hacia el mismo,
pro lo tanto utilice dos o tres productos químicos y rote su uso cada mes.

3.5.2 Limpieza Y Desinfección. La razón por la que se limpian y desinfectan
las superficies que contactan con los alimentos y el ambiente, es para
ayudar en el mantenimiento y control microbiológico de la inocuidad de
los mismos. Si se realiza con eficacia y en el momento apropiado, su efecto
neto será la eliminación o el control de la población microbiana. La higiene
es básica para la inocuidad y calidad de los alimentos en todo el mundo,
influye no solamente sobre los alimentos producidos y consumidos
localmente sino también sobre los alimentos que llegan al comercio
internacional. La limpieza aparente puede inducir a engaño, por
consiguiente, suele ser deseable confirmar el nivel de limpieza y
desinfección mediante análisis microbiológicos de muestras procedentes
del equipo o del medio. Dicha información puede ser usada para
establecer límites a los niveles microbianos sobre el equipo, esto permite a
la empresa establecer el programa de limpieza y desinfección y realizar
cambios si los datos indican que son necesarios. Otro planteamiento de
confirmación es medir los niveles microbianos en o sobre el alimento una
vez finalizadas todas las operaciones de manipulación y preparación. Un
tercer planteamiento consiste en el muestreo del diagrama de flujo, el cual
consiste en determinar los niveles microbianos sobre muestras del alimento
obtenidas tras cada etapa en la secuencia de su preparación.
En toda fábrica de alimentos debe aplicarse un programa de limpieza y
desinfección, este programa debe tener un documento escrito o manual
con el fin de que la limpieza se haga siempre de la misma manera, en el
momento oportuno y de modo que no quede ningún lugar o superficie sin
limpiar.
A continuación se presenta las fichas técnicas de los detergentes y
desinfectantes usados en ERWIS, el programa de limpieza y desinfección y
su respectivo manual.

3.5.2.1 Ficha técnica de detergentes. En la planta ERWIS se realizó un
sondeo de detergentes de varias empresas y se decidió usar los productos
ofrecidos por la empresa TECNOCLEAN DE COLOMBIA LTDA; el NEW GER
DETERGENTE (Ver Cuadro 5. Ficha técnica. NEW GER DETERGENTE) y el NEW
GER LAVAMANOS (Ver Cuadro 6. Ficha técnica. NEW GER LAVAMANOS),
los cuales ofrecen características que se adaptan a los procesos,
necesidades y usos requeridos.
Cuadro 5. Ficha técnica NEW GER DETERGENTE
NEW GER DETERGENTE Características Aplicaciones Modo de
empleo Manejo Medidas de
protección
No toxico, no corrosivo, no alergénico, no irritante. Idóneo para lavado de superficies de todo ámbito. Aplicable a cualquier temperatura. Activo ante la presencia de materia orgánica.
Útiles, y herramientas, material de vidrio, mesas de trabajo, bandas transportadoras, cámaras frigoríficas, maquinaria en general, paredes y pisos. Tanques y laboratorios.
Disolver 70 ml en un litro de agua y aplicar mediante aspersión o restregado en las superficies. Después de 20 minutos de aplicado el producto, enjuague.
No aplicar en presencia de hipoclorito, oxidantes fuertes, bisulfitos y/o productos aniónicos. Almacenar en lugar fresco, ventilado y seco. No reenvasar después de su aplicación.
Evitar salpicaduras en los ojos ya que puede causar irritación. Se recomienda el uso de guantes, tapabocas y gafas. Producto nocivo por ingestión oral. (Dosis letal 265 ml por Kg de peso).
Aspecto físico: liquido semitransparente, pH 11. Presentación: Galón por 3 litros y garrafa por 20 litros.
Fuente: El Autor.

Cuadro 6. Ficha técnica NEW GER LAVAMANOS
NEW GER LAVAMANOS Características Aplicaciones Modo de
empleo Manejo Medidas de
protección
No toxico, no corrosivo, no alergénico, no irritante. Amplio espectro. Limpia y reduce la irritación de la piel. Humectante, dispersante, emoliente y emulsionante. Práctico modo de aplicación y fácil manejo.
Limpieza y asepsia de personal manipulador sanitario en: Manos y antebrazos.
Humedecer la piel y aplicar 3 o 4 gotas de producto, procedente de un dispensador frotar las manos y antebrazos, enjuagar con agua.
No aplicar en presencia de hipoclorito, oxidantes fuertes, bisulfitos y/o productos aniónicos. Almacenar en lugar fresco, ventilado y seco. No reenvasar después de su aplicación.
Evitar salpicaduras en los ojos ya que puede causar irritación. Producto nocivo por ingestión oral. (Dosis letal 265 ml por Kg de peso).
Aspecto físico: liquido de color semitransparente, pH 5 – 7 (en solución de agua al 10%). Presentación: Galón por 3 litros y garrafa por 20 litros.
Fuente: El Autor.
3.5.2.2 Ficha técnica de desinfectantes. En la planta ERWIS se realizo un
sondeo de desinfectantes de varias empresas y se decidió usar los
productos ofrecidos por la empresa TECNOCLEAN DE COLOMBIA LTDA; el
NEW GER CIP (Ver Cuadro 7. Ficha técnica. NEW GER CIP) y el NEW GER
SUPERFICIES (Ver Cuadro 8. Ficha técnica. NEW GER SUPERFICIES), además
el TIMSEN (Ver Cuadro 9. Ficha técnica. TIMSEN), los cuales ofrecen
características que se adaptan a los procesos, necesidades y usos
requeridos.

Cuadro 7. Ficha técnica NEW GER CIP
NEW GER CIP Características Aplicaciones Modo de
empleo Manejo Medidas de
protección
No toxico, no corrosivo, no alergénico, no irritante. Amplio espectro. No ataca los materiales con que hace contacto. Desinfección de acción rápida y prolongada. Práctico modo de aplicación y fácil manejo.
Sistemas de conducción de líquidos. Homogenizador Pasteurizadoras. Líneas de conducción. Tanques de almacenamiento
Limpiar y enjuagar el sistema. Llenar el sistema con la solución desinfectante diluida (1%). Recircular durante 10 minutos inicialmente, luego dejar cargado el sistema hasta cuando se deba iniciar un próximo proceso. Recircular nuevamente durante 10 minutos, antes de desocupar el sistema para iniciar el proceso. No requiere enjuague final
No aplicar en presencia de hipoclorito, oxidantes fuertes, bisulfitos y/o productos aniónicos. Almacenar en lugar fresco, ventilado y seco. No reenvasar después de su aplicación.
Evitar salpicaduras en los ojos ya que puede causar irritación. Producto nocivo por ingestión oral. (Dosis letal 265 ml por Kg de peso).
Aspecto físico: liquido viscoso (color pardo altas concentraciones), pH 5 – 7 (en solución de agua al 10%). Presentación: Galón por 3 litros y garrafa por 20 litros.
Fuente: El Autor.

Cuadro 8. Ficha técnica NEW GER SUPERFICIES
NEW GER SUPERFICIES Características Aplicaciones Modo de
empleo Manejo Medidas de
protección
No toxico, no corrosivo, no alergénico, no irritante. Amplio espectro. Desinfección de acción rápida y prolongada. No requiere enjuague. Practico modo de aplicación y fácil manejo.
Útiles, herramientas material de vidrio, mesas de trabajo, bandas transportadoras, cámaras frigoríficas, maquinaria en general, paredes, pisos, tanques, monitores, estantes y laboratorios.
50 ml y diluir hasta completar 1 litro. Después de limpieza general. Por aspersión inmersión o manual.
No aplicar en presencia de hipoclorito, oxidantes fuertes, bisulfitos y/o productos aniónicos. Almacenar en lugar fresco, ventilado y seco. No reenvasar después de su aplicación.
Evitar salpicaduras en los ojos ya que puede causar irritación. Producto nocivo por ingestión oral. (Dosis letal 265 ml por Kg de peso).
Aspecto físico: liquido viscoso (color pardo a altas concentraciones), pH 5 – 7 (en solución de agua al 10%). Presentación: Galón por 3 litros y garrafa por 20
litros.
Fuente: El Autor.

Cuadro 9. Ficha técnica TIMSEN
TIMSEN Características Aplicaciones Modo de
empleo Manejo Medidas de
protección
No se absorbe a través de la piel, no causa irritación, no emana vapores ni gases tóxicos. Reduce la tensión superficial de las soluciones permitiendo que esta penetren en cavidades, grietas y porosidades. Practico modo de aplicación y fácil manejo.
Equipos, mesones, superficies, envases, cuartos fríos, ambiente, paredes, pisos, carros transportes y sifones.
1 g/L en concentración de 400 ppm, 2 g/L en concentración de 800 ppm y 5g/L en concentración de 2000 ppm. Después de limpieza general. Por aspersión inmersión o manual (directa a la superficie).
No mezclar con jabones, detergentes, aniónicos u otras sustancias no recomendadas. No aplicar con paños.
Producto nocivo por ingestión oral. (Dosis letal 3.675 mg por Kg de peso en su estado sólido).
Sal mejorada de amonio en forma de perla seca, compuesta por 40% de ingrediente activo de n-alquil dimetil bencil amonio y 60% de urea estabilizada.
Fuente: El Autor.

PLD-004
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE
LIMPIEZA Y DESINFECCIÓN Página 1 de 10
1. OBJETIVO
Establecer, implementar y ejecutar las tareas de limpieza y desinfección
cumpliendo las normas establecidas, para lograr minimizar la
contaminación microbiológica y macroscópica de áreas, equipos e
instalaciones a niveles que garanticen procesos de producción alimenticios y
productos terminados aptos para consumo humano.
2. ALCANCE
Esta instrucción operativa aplica para todas aquellas áreas afines al Proceso
Productivo de producción de alimentos, almacenamiento, cuarto de
basuras, servicios sanitarios, que pueden afectar la calidad integral
(microbiológica y macroscópica) de los alimentos procesados.
3. DEFINICIONES
3.1 Aspersión: Método de aplicación del desinfectante en el cual la solución se
pulveriza y esparce.
ELABORO Cargo:
REVISO Cargo:
APROBO Cargo:

PLD-004
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE
LIMPIEZA Y DESINFECCIÓN Página 2 de 10
3.2 Contaminación Microbiológica: Carga de microorganismos que están
afectando la calidad integral de un alimento, ambiente, superficie o equipo.
3.3 Contaminación Macroscópica: Es todo tipo de agente visible que afecta
la calidad de un alimento, esta representada por arena, pelos, lanas etc.
3.4 Desinfección: Eliminación de los microorganismos por medio de
productos químicos de ambientes, equipos, utensilios y personal
manipulador.
3.5 Desinfectante: Producto químico cuyo principio activo ataca los
microorganismos eliminándolos completamente.
3.6 Jabón: Producto químico líquido granulado con propiedades detergentes
que ayuda a eliminar de superficies, equipos y utensilios todo tipo de
suciedad visible.
3.7 Limpieza: Eliminación a fondo de mugre visible utilizando productos
químicos y medios mecánicos.
3.8 p.p.m: Forma de expresar la concentración de una solución (partes por
millón)

PLD-004
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE
LIMPIEZA Y DESINFECCIÓN Página 3 de 10
3.9 Saneamiento: Es la aplicación conjunta de los métodos de limpieza y los
métodos de desinfección con el fin de lograr que ambientes, superficies,
equipos, utensilios y personal estén aptos para procesar alimentos.
4. ACTIVIDADES A DESARROLLAR
4.1 LIMPIEZA DIARIA:
Esta limpieza se practica diariamente en cada área y es obligatorio realizarla
para evitar la acumulación de residuos y microorganismos. Las áreas
definidas son:
- Áreas de producción de jugo, néctar, mermelada, mayonesa, mostaza y
vinagre.
- Baños
- Cuarto de Basuras.
- Área de Producto Terminado.
La limpieza diaria esta programada en el registro: LDR-004-01 Registro
de Tareas de Limpieza y Desinfección.

PLD-004
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE
LIMPIEZA Y DESINFECCIÓN Página 4 de 10
4.1.1 Equipos, Utensilios Grandes
a. Retirar con ayuda de una espátula u otro elemento apropiado todos los
restos de materias primas o producto presentes en las superficies, recogerlos
y depositarlos en una bolsa o caneca para la basura. Los equipos se deben
desarmar al máximo para hacer una limpieza completa y asegurarse de que
no queden restos de producto dentro del mismo.
b. Aplicar la solución de detergente (preparada de acuerdo con las
instrucciones correspondientes) o el jabón limpiador con ayuda de un paño
limpiador (sabra) o un cepillo de cerdas plásticas, asegurándose de remover
la mugre o suciedad adherida a todas las superficies.
c. Enjuagar con suficiente agua para retirar por completo la suciedad
removida.
d. Aplicar por aspersión la solución de desinfectante (preparada de acuerdo
con las indicaciones pertinentes) usando el spray correspondiente.
e. Esperar cinco (5) minutos antes de utilizar el equipo o mesa.
4.1.2 Utensilios Pequeños y Piezas pequeñas de los Equipos
a. Retirar manualmente los restos de materias primas presentes en las
superficies de estos usando una espátula, un cepillo de cerdas plásticas o un
paño limpiador, recogerlos y colocarlos en una bolsa o caneca para basura.

PLD-004
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE
LIMPIEZA Y DESINFECCIÓN Página 5 de 10
b. Aplicar jabón o la solución detergente asegurándose de remover
completamente la suciedad presente.
c. Enjuagar con suficiente agua para eliminar por completo la suciedad
removida.
d. Sumergir los utensilios en la solución desinfectante (preparada según las
indicaciones correspondientes).
e. Esperar mínimo cinco (5) minutos antes de usarlos. Se pueden dejar en la
solución hasta que se necesiten.
4.1.3 Cuartos fríos
a. Desocuparlos completamente.
b. Retirar la mugre gruesa, recogerla y depositarla en una bolsa o caneca para
basura.
c. Preparar la solución de detergente siguiendo las instrucciones
correspondientes.
d. Aplicar la solución de detergente sobre las paredes, pisos y techo del cuarto
frío o nevera usando una escoba, cepillo o paño limpiador. Asegurarse de
remover completamente la suciedad presente.
e. Enjuagar con suficiente agua para retirar por completo la suciedad
removida.
f. Aplicar por aspersión la solución de desinfectante (preparada siguiendo las
indicaciones correspondientes) sobre la superficie de paredes, pisos y techo.
g. No se requiere enjuague final.

PLD-004
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE
LIMPIEZA Y DESINFECCIÓN Página 6 de 10
4.1.4 Pisos
a. Barrer, recoger y colocar en bolsa o caneca para basura la mugre presente.
Usar una espátula para remover la suciedad muy adherida.
b. Aplicar sobre el piso la solución de detergente (preparada siguiendo las
indicaciones).
c. Fregar con escoba o cepillo para remover la suciedad o grasa presente.
d. Enjuagar con suficiente agua para retirar la suciedad removida.
4.1.5 Paredes
a. Aplicar la solución detergente (preparada según las instrucciones
correspondientes) usando una escoba, cepillo o paño limpiador.
b. Enjuagar con suficiente agua para retirar la suciedad removida.
c. Aplicar la solución de desinfectante.
d. Dejar secar.
4.1.6 Vehículos de Transporte de los Alimentos
a. Retirar la suciedad gruesa (tierra, barro, restos de alimentos, etc) y
depositarla en una caneca o bolsa para basura.
b. Aplicar la solución de detergente (preparada según las indicaciones
correspondientes) usando una escoba o cepillo, sobre todas las superficies.
c. Enjuagar con suficiente agua para retirar la suciedad removida.

PLD-004
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE
LIMPIEZA Y DESINFECCIÓN Página 7 de 10
d. Aplicar por aspersión la solución de desinfectante (preparada de acuerdo
con las indicaciones correspondientes) cubriendo perfectamente todas las
superficies.
e. Dejar secar al aire libre.
4.2 PROGRAMA DE LIMPIEZA Y DESINFECCIÓN PARA ÁREAS DE
LA PLANTA. Ver Ficha Técnica LDFT-004-01: Ficha Técnica de
Manejo de Productos para Limpieza y Desinfección.
ELEMENTOS LABOR FRECUENCIA RESPONSABLE
CUARTO FRÍO Limpieza y Desinfección
Una vez por semana. Personal de Aseo.
Limpieza Cada vez que haya acumulación de suciedad.
Operarios de Sección. PISOS
Limpieza y Desinfección
Dos veces al día. Personal de aseo siguiendo la rutina diaria.
Mínimo una vez por semana.
Personal de Aseo PAREDES Limpieza y Desinfección
Cada vez que se presente acumulación de suciedad.
Personal de la sección.
BAÑOS VESTIER Limpieza y Desinfección
Dos veces por día. Personal de Aseo.
AMBIENTE Nebulización. Dos veces al día. Iniciación y finalización de labores.
Operario designado para esta labor.
VEHICULOS DE TRANSPORTE
Limpieza y Desinfección por nebulización
A diario antes de cada embarque.
Operarios de aseo.

PLD-004
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE
LIMPIEZA Y DESINFECCIÓN Página 8 de 10
4.3 PROGRAMA DE LIMPIEZA Y DESINFECCIÓN PARA MANOS
Utilizar jabón yodado preparado 1:1 es decir, preparar una parte de jabón
yodado por una parte de agua, mezclar y utilizar.
MANOS PROCEDIMIENTO DE LIMPIEZA Y
DESINFECCIÓN DE MANOS
CUANDO RESPONSABLE
Colaboradores de todas las actividades que tengan que ver con la transformación de alimentos
- Humedecer los antebrazos desde los codos. - Poner aproximadamente 2 ml de la solución en la palma de cada mano. - Extenderlo y restregar antebrazos y manos - Restregar cada dedo en forma circular, palma con palma y palma con dorso, haciendo énfasis en los espacios interdigitales. - Estregar uñas con el cepillo - Enjuagar bajo el chorro desde los codos hacia abajo. - Secar con toalla desechable o al aire libre.
- Después de haber usado el baño.
- Al cambiar de actividad.
- Después de cada descanso.
Todos los operarios y trabajadores de la planta.

PLD-004
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE
LIMPIEZA Y DESINFECCIÓN Página 9 de 10
La empresa cuenta con lugares donde ubica organizadamente los productos
químicos y los utensilios de aseo (traperos, escobas, cepillos, baldes, etc) y
ha destinado en los sitios de producción y baños, jaboneras y dispensadores
de toallas o secadores eléctricos para la higienización de los manipuladores
de alimentos.
4.4 PROGRAMA DE LIMPIEZA Y DESINFECCIÓN DE EQUIPOS Y
ÁREAS.
ELEMENTO PROCEDIMIENTO DE LIMPIEZA CUARTOS
FRIOS 1. Si hay alimentos, evacuarlos a otro cuarto frío cuidando de no contaminarlos. 2. Apagar el equipo 3. Retirar todo lo que contiene estibas, estanterías, etc. 4. Utilizar solución de jabón y restregar pisos y paredes. 5. Poner especial atención en las uniones del piso pared. 6. Estregar los empaques con mucho cuidado para que no se despeguen y las cortinas una a una. 7. Estregar la parte externa de las paredes de los cuartos y la puerta. 8. Enjuagar. 9. Secar el piso con barriendo y eliminando cualquier apozamiento de agua. 10. Dejar secar. 11. Prender el equipo. 12. Ocuparlo.
BAÑOS (INODOROS, ORINALES Y
LAVAMANOS)
1. Lavar los inodoros con detergente y cepillos y dejar correr agua. 2. Estregar la base de la taza y el tanque con esponja. 3. Lavar los lavamanos y orinales de igual forma. 4.Enjuagar. 5. Secar. 6. Agregar solución de hipoclorito de sodio a 200 p.p.m. en sifones de baños , baldosas, orinales, inodoros y lavamanos.
PAREDES 1. Lavar las superficies con esponjilla sumergiéndose en la solución de detergente.

2. Estregar, enjuagar y secar por áreas pequeñas. 3. Pasar un paño con hipoclorito o aspersar con solución desinfectante.
PISOS 1. Barrer, pero primero retirar todos los obstáculos donde puedan quedar basuras acumuladas. 2. No acumular basuras en grandes cantidades. 3. Recogerla. 4. Barrer por debajo y alrededor de los equipos. 5. Lavar las escobas con agua y detergente, enjuagarlas y colgarlas para que se sequen. 6. Aplicar con solución detergente. 7. Restregar y eliminar detergente con chorro de agua. 8. Secar, escurriendo y eliminando apozamientos de agua.
CANECAS DE BASURA
1. Retirar los desechos anudando la bolsa de la basura. 2. Restregar con cepillo y detergente por dentro, desde el fondo y hacia arriba. 3. Enjuagar. 4. Colocar bolsa y tapar.
PUERTAS, VENTANAS Y CASILLEROS
1. Retirar el polvo con trapo seco. 2. Restregar con esponja y detergente. 3. Enjuagar. 4. Secar .
AMBIENTE 1. Aspersar con solución de Timsen (Amonio Cuaternario) utilizando la bomba, cuando la limpieza general haya concluido y cuando las actividades de proceso estén detenidas. 2. No se debe aspersar desinfectante sobre alimentos, personas y partes eléctricas o electrónicas de equipos.
5. ANEXOS
5.1 Anexo 1. Registro: LDR-004-01: Registro de Tareas de Limpieza y
Desinfección.
5.2 Anexo 2. Ficha Técnica LDFT-004-01: Ficha Técnica de Manejo de
Productos para Limpieza y Desinfección.
Este documento fue preparado por:
Alberto Enrique Pacheco Delghams.

Anexo 1. Registro: LDR-004-01: Registro de Tareas de Limpieza y Desinfección.
LDR-004-01
2 DE SEPTIEMBRE DE 2002
REGISTRO DE TAREAS
DE LIMPIEZA Y DESINFECCIÓN Página 1 de 1
FECHA HORA ACTIVIDAD
REALIZADA ¿A
QUÉ? SUSTANCIA UTILIZADA
¿QUIÉN LA REALIZO?
VoBo JEFE
A D N A D N A D N A D N A D N A D N A D N A D N A D N A D N A D N A D N A D N A D N A D N A D N A D N A D N A D N A D N A D N A D N A D N A D N A D N A: ASEO D: DESINFECCIÓN N: NEBULIZACIÓN ELABORO Cargo:
REVISO Cargo:
APROBO Cargo:

Anexo 2. Ficha Técnica LDFT-004-01: Ficha Técnica de Manejo de Productos para Limpieza y Desinfección.
LDFT-004-01
2 DE SEPTIEMBRE DE 2002
FICHA TÉCNICA DE
MANEJO DE PRODUCTOS DE
LIMPIEZA Y DESINFECCIÓN
Página 1 de 1
PRODUCTO PREPARACIÓN Y MANEJO USOS NEW GER DETERGENTE
Disolver 70 ml en un litro de agua y aplicar mediante aspersión o restregado en las superficies. Después de 20 minutos de aplicado el producto, enjuague.
Útiles, y herramientas, material de vidrio, mesas de trabajo, bandas transportadoras, cámaras frigoríficas, maquinaria en general, paredes y pisos. Tanques y laboratorios.
NEW GER LAVAMANOS
Humedecer la piel y aplicar 3 o 4 gotas de producto, procedente de un dispensador frotar las manos y antebrazos, enjuagar con agua.
Limpieza y asepsia de personal manipulador sanitario en: Manos y antebrazos.
NEW GER CIP Limpiar y enjuagar el sistema. Llenar el sistema con la solución desinfectante diluida (1%). Recircular durante 10 minutos inicialmente, luego dejar cargado el sistema hasta cuando se deba iniciar un próximo proceso. Recircular nuevamente durante 10 minutos, antes de desocupar el sistema para iniciar el proceso. No requiere enjuague final.
Sistemas de conducción de líquidos. Homogenizador, pasteurizador, líneas de conducción y tanques de almacenamiento
NEW GER SUPERFICIES
50 ml y diluir hasta completar 1 litro. Después de limpieza general. Por aspersión inmersión o manual.
Útiles, herramientas, material de vidrio, mesas de trabajo, bandas transportadoras, cámaras frigoríficas, maquinaria en general, paredes, pisos, tanques, monitores, estantes y laboratorios.
TIMSEN 1 g/L en concentración de 400 ppm, 2 g/L en concentración de 800 ppm y 5g/L en concentración de 2000 ppm. Después de limpieza general. Por aspersión inmersión o manual (directa a la superficie).
Equipos, mesones, superficies, envases, cuartos fríos, ambiente, paredes, pisos, carros transportes y sifones.
ELABORO Cargo:
REVISO Cargo:
APROBO Cargo:


LIMPIEZA Y DESINFECCIÓN
Los microorganismos son formas de vida tan pequeñas que no se pueden ver a
simple vista, pero como se encuentran en todas partes, pueden contaminar los
alimentos y dañarlos o causarnos enfermedades.
Los alimentos pueden contaminarse con microorganismos o con otras sustancias si
entran en contacto con superficies, equipos, utensilios y áreas sucias. Es muy
importante que en los lugares en donde se procesan alimentos se tengan definidas
las medidas de higiene y que las personas que trabajan en las plantas de proceso
conozcan los principios básicos de Limpieza y Desinfección para evitar la
contaminación de los productos.
¿QUE ES LIMPIEZA?
Eliminación de tierra, residuos de alimentos, suciedad, grasa u otros materiales
extraños.

¿QUÉ ES DESINFECCIÓN?
Es la reducción o disminución de los microorganismos presentes, por medio de
agentes químicos y/o físicos, a un nivel que no sea dañino para el
alimento o para el ser humano.
¿CÓMO SE HACE LA LIMPIEZA Y LA DESINFECCIÓN?
PASOS PARA LA LIMPIEZA
1. Recoger y desechar los residuos de producto, polvo o cualquier otra suciedad
que están presentes en el artículo o lugar que se va a limpiar.
2. Humedecer con suficiente agua potable el lugar o superficie que se va a
limpiar.
3. Preparar la solución de detergente que se va a usar.
4. Enjabonar las superficies a limpiar esparciendo la solución de detergente
con una esponja o cepillo (estos artículos deben estar limpios). Restregar la
superficie fuertemente con la ayuda de una esponja o cepillo, eliminando
toda la suciedad posible. Muchas veces esta suciedad no es muy visible, por
esta razón la LIMPIEZA debe ser muy bien hecha de modo que todo quede
completamente limpio.

5. Dejar la solución de detergente aplicada por un tiempo corto para dejar que
el detergente actúe (tres a cinco minutos).
6. Enjuagar con suficiente agua potable asegurándose que todo el detergente se
elimine.
1. Después del enjuague observar detenidamente el lugar que se limpió para
verificar que haya sido eliminada toda la suciedad. En caso de necesitarse se
debe hacer de nuevo un lavado con jabón hasta que quede completamente
limpio.
PASOS PARA LA DESINFECCIÓN
1. Primero debemos estar seguros que la superficie se encuentra limpia, si no
es así, hay que limpiarla como se explicó anteriormente.
2. Antes de proceder a desinfectar debemos tener lista la solución
desinfectante.
3. Aplique esta solución sobre el lugar o superficie que se va a desinfectar
4. La solución desinfectante se deja sobre el lugar que estamos desinfectando
por un tiempo mínimo de 10 minutos, en el caso del cloro no es necesario
enjuagar. Durante este tiempo es que se está logrando eliminar la mayor
cantidad posible de microorganismos, de modo que el producto a elaborar
quede bien limpio.

¿QUÉ VAMOS A LIMPIAR Y DESINFECTAR?
! Las manos y todas las superficies en contacto con las manos.
! Todas las superficies que estén en contacto con los alimentos durante la
recepción y clasificación de materias primas, proceso, producto terminado,
almacenamiento y distribución.
! Las instalaciones de la Planta de Proceso: paredes, pisos, techos, ventanas,
puertas, cuartos de almacenamiento, desagües, alrededores, etc.
¡ COSAS IMPORTANTES QUE USTED DEBE SABER...!
! El personal que lleve a cabo los trabajos de LIMPIEZA Y DESINFECCIÓN
debe estar bien capacitado.
! El agua que se utilice para la LIMPIEZA Y DESINFECCIÓN debe ser
potable.
! Los productos de LIMPIEZA Y DESINFECCIÓN deben usarse de manera
que no contaminen la superficie de los equipos y/o a los alimentos, y deben
estar aprobados para usarse en fábricas de alimentos.
! Todos los productos de LIMPIEZA Y DESINFECCIÓN deben almacenarse
en un lugar específico, fuera del área de proceso.

! Todos los productos de LIMPIEZA Y DESINFECCIÓN deben estar rotulados
y contenidos en recipientes que sólo contengan este tipo de productos.
! Los cepillos y escobas no deben mantenerse directamente sobre el piso,
éstos y otros artículos que se utilicen en labores de LIMPIEZA deben tenerse
suspendidos en el aire o sobre una superficie limpia cuando no estén en uso.
! Las mangueras deberán contar con pistola, preferiblemente de hule, para
evitar el desperdicio de agua.
! Las mangueras deberán enrollarse y guardarse colgadas para que no estén
en contacto con el piso.
! Las superficies de contacto utilizadas para la elaboración y/o retención del
alimento, deben estar limpias durante todo el tiempo de exposición, por lo
que deben ser lavadas frecuentemente.
! Cuando se utilicen equipos y utensilios en una operación de producción
continua, las superficies en contacto se limpian tantas veces como sea
necesario.
! Los equipos que están compuestos de varias partes deben desarmarse y se
! deberán limpiar muy bien todas sus piezas.
! El jabón no se debe colocar directamente sobre los lugares que se van a
limpiar, sino que éste debe disolverse previamente en agua potable en las
concentraciones que se recomienda usar según el producto.
! La DESINFECCIÓN se hace después de haber limpiado el lugar o superficie,
nunca antes.
! Para desinfectar se puede utilizar una solución de cloro o algún otro agente
desinfectante.
! La concentración del agente desinfectante varía según el lugar que se vaya a
desinfectar.
! El tiempo que se deja una superficie en contacto con el detergente puede
prolongarse dependiendo del tipo de superficie a limpiar y del tipo de
detergente que se esté usando.

! No se recomienda el uso de esponjas o telas en el proceso de enjuague, ya
que pueden contener restos de detergentes o estar sucias. En caso de usarse
algún artículo, este debe estar completamente limpio.
! Nunca se deben lavar cosas sobre el piso, pues las estaríamos contaminando
en lugar de limpiarlas.
! No se debe usar la mano para esparcir la solución del agente desinfectante,
puede utilizarse un recipiente para verterla sobre la superficie. Puede
emplearse también una bomba de aspersión (como las utilizadas para
fertilizar en el campo, pero debe ser nueva y destinada únicamente para
usarla con el agente desinfectante) de modo que la solución desinfectante se
rocía sobre la superficie en forma de una lluvia fina, obteniéndose una
distribución homogénea de la solución.
! Después de hacer cualquier operación de LIMPIEZA Y DESINFECCIÓN se
debe hacer una revisión detallada para verificar que todo está bien limpio.
No se debe tocar con la mano ni con ningún otro utensilio, porque lo
volveríamos a contaminar.
! El recipiente en el que se va a poner la solución de desinfectante y todos los
utensilios que se usen deben estar limpios (lavado con agua y detergente).
COMO LAS SOLUCIONES DE DETERGENTE Y DESINFECTANTE SON
TAN IMPORTANTES VAMOS A EXPLICARLE COMO HACERLAS...
1. Una solución de desinfectante o de detergente se hace disolviendo un
producto (detergente o desinfectante) en agua, en una cantidad que se debe
medir, según la recomendación que el técnico haya dado.
2. Para medir el detergente o desinfectante, debe usarse una balanza o un
recipiente de medida con graduaciones (probeta, beaker, botella, taza de
medir) que permita correctamente la cantidad que queremos medir.

3. Esta cantidad medida se coloca en un recipiente, como un balde (debe estar
completamente limpio). Este recipiente debe ser de tamaño apropiado para
el volumen de solución que se desea preparar.
4. Luego se agrega agua potable, en una cantidad conocida (medida también)
según la cantidad de desinfectante agregado (se debe seguir la
recomendación técnica).
CON ESTA SECCIÓN USTED VA A APRENDER MÁS SOBRE LOS
DETERGENTES Y DESINFECTANTES
Los detergentes y desinfectantes a utilizar dependerán del tipo de suciedad que se
desee remover, del tipo de planta, del proceso y del presupuesto destinado para tal
fin.
Las empresas que venden este tipo de productos tienen los conocimientos técnicos
necesarios para asesorar apropiadamente al encargado de este tipo de labores
acerca de los detergentes y desinfectantes a usar, pero es importante que usted
tenga conocimiento acerca de los compuestos que normalmente se usan.

COMPUESTOS UTILIZADOS PARA LIMPIEZA
1. Compuestos alcalinos
Son de naturaleza alcalina (pH mayor de 7). Pueden ser de acción muy fuerte, como
los utilizados para eliminar suciedades pesadas como las que se encuentran en los
hornos, también pueden remover grasas. Los otros son considerados de fuerza
media, se usan diluidos para limpiar suciedades livianas.
2. Compuestos ácidos:
Son de naturaleza ácida (pH menor de 7). Se utilizan para remover materiales
incrustados en superficies. Se usan para tipos específicos de LIMPIEZA no pueden
ser utilizados como detergentes de todo propósito.
3. Detergentes sintéticos
Son llamados también agentes humedecedores, tienen una función muy
importante como componentes de agentes limpiadores, tienen poder para separar
la suciedad de las superficies sucias y no causan irritación ni daño alguno, también
se eliminan fácilmente con enjuagar con agua.
4. Limpiadores solventes

Son productos que contienen alcohol o éter y se utilizan para disolver depósitos
sólidos. Se usan para eliminar suciedades generadas por productos derivados de
petróleo como aceites lubricantes y grasas.
COMPUESTOS UTILIZADOS PARA DESINFECCIÓN
1. Desinfección con vapor y/o agua caliente:
Los microorganismos se pueden destruir la entrar en contacto con el agua caliente,
no es un método muy utilizado ya que se requiere de mucha energía para su
aplicación.
2. Desinfección química
Estos son compuestos químicos que varían mucho en sus formas de uso y
composición. La eficiencia de estos desinfectantes depende de muchos factores

como tiempo de exposición, temperatura, concentración etc. Algunos ejemplos de
ellos son:
* Compuestos de cloro
Las sustancias que contienen cloro como los hipocloritos y el dióxido de cloro,
tienen un efecto importante sobre los microorganismos, además de ser baratos.
Puede causar corrosión en los metales.
* Compuestos de yodo
Las sustancias que contienen yodo como yodóforos, soluciones de alcohol-yodo, etc
pueden usarse también como desinfectantes, el efecto es muy rápido y funciona en
una amplia variedad de microorganismos. Se debe tener cuidado de eliminar los
residuos pues pueden causar corrosión en los metales.
* Compuestos Amonio Cuaternario
Estos compuestos son utilizados para desinfectar paredes, pisos, equipos y otros.
Requieren de enjuague después del uso.

3.5.3 Desechos Sólidos Y Líquidos. Las basuras o desechos son todos los
desperdicios que se producen en las viviendas y, en general, en los
establecimientos o lugares donde el hombre realiza sus actividades,
produciendo residuos de cáscaras, plásticos, papeles, frascos, trapos,
cartones, etc. la recolección y disposición inadecuada de las basuras
permite el desarrollo de insectos que se alimentan de ella produciendo
algunas enfermedades al hombre como por ejemplo la tifoidea,
paratifoidea, amibiasis, diarrea infantil y otras enfermedades
gastrointestinales. Cuando las basuras se acumulan en un lugar generan
malos olores, convirtiéndose en criaderos de moscas, cucarachas, ratones
y contaminando las fuentes de agua, el suelo y el aire en general. Las
basuras que se arrojan a campo abierto causan deterioro en el medio
ambiente y afectan la salud de la población contaminando el agua, suelo,
aire, produciendo malos olores y permitiendo la proliferación de insectos y
roedores que causan enfermedades en el ser humano.
Teniendo en cuenta lo anterior, se hizo necesario la documentación de
estas prácticas por medio de un programa y un manual en el que
especifica las prácticas a tener en cuenta en el manejo y disposición de
desechos sólidos y líquidos.

PSL-005
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE
MANEJO DE RESIDUOS SÓLIDOS Y LÍQUIDOS Página 1 de 9
1. OBJETIVO
Evitar la contaminación de los alimentos, áreas, equipos, instalaciones
locativas, personal, utensilios y medio ambiente haciendo cumplir las
normas descritas en esta instrucción, de forma que se logre armonizar
principios económicos, sociales y ambientales.
2. ALCANCE
Estas normas son aplicables a todas las áreas de ERWIS, que procesen
alimentos y que incidan directamente en la calidad de los productos
elaborados por Producción de alimentos.
3. DEFINICIONES
3.1 Barredura: Conjunto de residuos originados por la acción de barrer los
pisos.
3.2 Generación: Abarca las actividades de transformación que producen
residuos sólidos, los cuales son arrojados a recipientes para su posterior
evacuación.
ELABORO Cargo:
REVISO Cargo:
APROBO Cargo:

PSL-005
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE
MANEJO DE RESIDUOS SÓLIDOS Y LÍQUIDOS Página 2de 9
3.3 Material Reciclable: Materiales que conservan propiedades físicas o
químicas después de servir un propósito y pueden ser reutilizados o
convertidos en materia prima para la fabricación de nuevos productos.
3.4 No Reciclable: Material que no puede ser reutilizado o convertido en
materia prima para fabricar nuevos productos.
3.5 Origen de Residuos Sólidos: Fuente generadora de residuos (doméstico,
comercial, institucional, demolición, industrial y agrícola).
3.6 Reciclaje: Conjunto de procesos por medio de los cuales se aprovechan y
transforman los residuos sólidos recuperados y se vuelven a tener como
materia prima para la fabricación de nuevos productos.
3.7 Recolección y Disposición: Es el servicio recibido de las Empresas de
Aseo, para evacuar los residuos sólidos generados por ERWIS.
3.8 Residuos Sólidos: Cualquier objeto, material, sustancia o elementos
sólidos que se rechazan después de cualquier actividad productiva.
3.9 Residuo Sólido Inorgánico: Formado por material inerte.

PSL-005
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE
MANEJO DE RESIDUOS SÓLIDOS Y LÍQUIDOS Página 3de 9
3.10 Residuo Sólido Orgánico: Residuo formado por materia viva o que
estuvo viva.
3.11 Separación y Almacenamiento: La separación es diferenciar los
materiales en reciclables y no reciclables y el almacenamiento consiste en
seleccionar si van en bolsas, canecas o arrumados en áreas designadas para
tal fin.
3.12 Tratamiento: Es la alteración física, química o biológica que se decide dar
a los residuos sólidos. Estos tratamientos tienen varios objetivos, entre otros
el de mejorar la eficiencia de las operaciones dentro de la gestión de residuos
sólidos y recuperar materiales reutilizables para la propia empresa.
4. CLASIFICACIÓN:
- Residuos Orgánicos
- Residuos de materias primas
- Residuos de Producto en Proceso
- Residuos de Producto Terminado.
- Residuos Inorgánicos
- Cartón
- Papel
- Plásticos
- Sacos de Polipropileno
- Vidrio

PSL-005
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE
MANEJO DE RESIDUOS SÓLIDOS Y LÍQUIDOS Página 4 de 9
MANEJO DE RESIDUOS SÓLIDOS.
5. ACTIVIDADES A DESARROLLAR
5.1 MANEJO
La planta cuenta con dos cuartos de almacenamiento de residuos sólidos a
donde son llevados y almacenados hasta su recolección.
Los residuos orgánicos son recolectados en bolsas de polietileno y llevados al
cuarto de almacenamiento correspondiente. Posteriormente son entregados
a un recolector particular diariamente y destinados para alimentación
animal.
Los residuos inorgánicos son agrupados y llevados al cuarto de
almacenamiento correspondiente hasta el momento de su recolección.
La Recolección y evacuación de los residuos sólidos de cada planta de
proceso se realiza de manera permanente.
5.2 DESARROLLO
En el siguiente diagrama se definen las etapas que se siguen desde la
generación hasta disposición final de los residuos sólidos en CONSERVAS
CALIFORNIA S.A Planta ERWIS.

PSL-005
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE
MANEJO DE RESIDUOS SÓLIDOS Y LÍQUIDOS Página 5de 9
ETAPAS PARA LA DISPOSICION DE RESIDUOS SÓLIDOS
Generación
Separación y Almacenamiento en la Fuente de Origen
Recolección y Transporte de cada Sección hasta el almacenamiento Interno
Tratamiento Interno
Reutilizable Orgánico No Reciclable Reciclable
Residuos Desechados
Disposición Final

PSL-005
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE
MANEJO DE RESIDUOS SÓLIDOS Y LÍQUIDOS Página 6 de 9
5.3 CARACTERIZACION DE LOS DESECHOS ORIGINADOS
El origen de los residuos de CONSERVAS CALIFORNIA Planta ERWIS, es
industrial.
FUENTES DE ORIGEN DESCRIPCIÓN FÍSICA DEL PRODUCTO
Bodega de Materias Primas No perecederas y Perecederas
Barreduras Plástico, Cartón Papel
Área de Producción Barredura. Residuos de alimentos en transformación. Plástico. Cartón. Papel. Vidrio
Servicios Sanitarios Papel higiénico
5.4 PROCEDIMIENTOS BASICOS DEL PROGRAMA DE RESIDUOS
SÓLIDOS
Generación y Separación: Es ejecutada por los colaboradores de cada área
según sea reciclable, no reciclable, reutilizable u orgánico, guiado por la
clasificación siguiente:

PSL-005
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE
MANEJO DE RESIDUOS SÓLIDOS Y LÍQUIDOS Página 7 de 9
CLASIFICACION DE DESECHOS DE CONSERVAS CALIFORNIA S.A - ERWIS
RECICLABLES NO RECICLABLES
REUTILIZABLES ORGÁNICOS
Cartón Papel Plásticos Vidrio
Barreduras de las diferentes áreas Residuos de servicios sanitarios
Cajas de cartón Plásticos limpios
Residuos de materia prima perecedera y no perecedera Residuos de producto terminado
Optimizar los procesos, recuperando la mayor cantidad de desechos que
pueden ser reutilizados como subproductos en otros procesos, separar
plásticos, papel, madera y cartón en diferentes canecas plásticas con bolsas
debidamente señalizadas para así ser transportadas a los cuartos de basura.
Recolección, Tratamiento y Transporte hacia el Almacenamiento Interno: La
recolección es ejecutada por un colaborador asignado, quien se encarga de
recolectar y llevar todos los recipientes con material orgánico o no, y de
organizar el material reutilizable hacia el cuarto de aseo.
El lugar destinado para desechar residuos cumple con:
- Suficiente ventilación e iluminación
- Se encuentra alejado de las áreas de producción
- Es de fácil acceso y desalojo.

PSL-005
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE
MANEJO DE RESIDUOS SÓLIDOS Y LÍQUIDOS Página 8 de 9
La empresa prestadora del servicio de aseo tiene para el sector donde se
encuentra la empresa el siguiente manejo:
Tasa de recolección de desechos: Martes y jueves
Hora de Recolección: 8 a 12 del día.
MANEJO DE RESIDUOS LIQUIDOS
5. ACTIVIDADES A DESARROLLAR
Los residuos líquidos que se generan están representados por:
- Agua de lavado de instalaciones
- Agua de lavado de equipos y utensilios
Se cuenta con un sistema de cajas de inspección (pretrampas) y trampas de
sólidos para la retención de estos componentes que pueden estar presentes
en las aguas residuales generadas.
La limpieza y evacuación de las pretrampas y trampas se realiza
diariamente. Los residuos sólidos retirados de las trampas son colocados en
bolsas de polietileno que se disponen en el cuarto de almacenamiento de
residuos para que el vehículo recolector de basuras las recoja.

PSL-005
2 DE SEPTIEMBRE DE 2002
PROGRAMA DE
MANEJO DE RESIDUOS SÓLIDOS Y LÍQUIDOS Página 9de 9
6. ANEXOS
6.1 Anexo 1.SLR-005-01: Registro de manejo de residuos
Este documento fue preparado por:
Alberto Enrique Pacheco Delghams.

SLR-005-001
2 DE SEPTIEMBRE DE 2002
REGISTRO DE MANEJO DE RESIDUOS
Página 1 de 1
Fecha Hora inicio
Hora finalización
LINEA
CLASIFICACIÓN DE DESECHOS HORA
RECOGIDA VIDRIO CARTON PLASTICO PAPEL ORGÁNICO
ÁREA DE BASURAS: SI____ NO____
CANECAS LIMPIAS: SI____ NO____
Responsable: Observaciones:
ELABORO Cargo:
REVISO Cargo:
APROBO Cargo:


TRATAMIENTO DE LOS DESECHOS SÓLIDOS
1. Se adoptarán las medidas apropiadas para la remoción y el almacenamiento
de los desechos sólidos.
2. No deberá permitirse la acumulación de desechos en las áreas de
manipulación y de almacenamiento de los alimentos o en otras áreas de
trabajo ni en zonas circundantes.
3. Se debe disponer de un número suficiente de recipientes impermeables de
diseño y construcción apropiados, con tapas bien ajustadas, para contener el
volumen de residuos sólidos acumulados durante la producción.
4. Se debe disponer de un espacio separado que resulte apropiado para el
almacenamiento de los residuos sólidos, ubicado en un lugar conveniente y
suficientemente alejado de los sitios de preparación, almacenamiento,
manipulación, servicio o venta de alimentos, con objeto de impedir su
contaminación.
5. Los almacenes de desechos sólidos deberán mantenerse debidamente
limpios y adecuados para este fin.

¿CÓMO REALIZAR LA ELIMINACIÓN DE RESIDUOS SÓLIDOS?
! Los residuos sólidos se manipularán de manera que se impida la
contaminación de los alimentos y/o del agua potable.
! Los residuos se eliminarán del sitio de trabajo con la frecuencia necesaria.
! Todos los residuos sólidos deberán depositarse convenientemente en bolsas
plásticas y recipientes apropiados con tapas que cierren bien, para luego ser
conducidos a cubos de basura o basureros centrales.
! Inmediatamente después de haberse eliminado los residuos, los recipientes
empleados para almacenarlos y cualquier otro tipo de equipo que haya
entrado en contacto con los residuos, deberán limpiarse. También los
lugares de almacenamiento de residuos deberán limpiarse diariamente.
! En los receptáculos para residuos, el equipo que haya entrado en contacto
con los residuos y los sitios de almacenamiento de residuos deberán
desinfectase.
! Deberá vigilarse la eficacia de los sistemas de saneamiento, verificarlos
periódicamente mediante inspecciones de revisión previas o, cuando
proceda, tomando muestras microbiológicas del entorno y de las superficies
que entran en contacto con los alimentos, y examinarlos con regularidad
para adaptarlos a posibles cambios de condiciones.
¿CÓMO DEBE SER EL MANEJO SANITARIO DE LAS BASURAS?
El manejo sanitario de las basuras comprende tres fases:

1. ALMACENAMIENTO: Clasifique las basuras en vidrios, papeles,
plásticos y residuos orgánicos, almacenándolos en canecas con tapa y
bolsas plásticas debidamente selladas. Los recipientes de las basuras
deben ser: impermeables, resistentes, de tamaño y peso adecuado para
su vaciado, fáciles de limpiar, llenar y vaciar.
2. RECOLECCIÓN Y CONFINAMIENTO: Para que un sistema de
recolección y confinamiento de la basura se considere adecuado, es
necesario que la basura tenga un lugar o sitio aislado donde permanezcan
las canecas o bolsas hasta su recolección.
3. TRATAMIENTO Y DISPOSICIÓN FINAL: Después de que el carro de la
basura recoja la misma, se debe realizar un lavado de canecas y del sitio
de confinamiento de las mismas con el fin de eliminar residuos y olores
emanados por la descomposición de la basura.
¿CÓMO REALIZAR LA ELIMINACIÓN DE AGUAS
RESIDUALES?
! Después de haber realizado cualquier actividad o función que implique
encharcamientos o acumulación de residuos líquidos, esta deberá ser

evacuada de manera rápida y eficaz hacia los drenajes ubicados en las
diferentes áreas de producción de los alimentos. Los cuales deben poseer el
tamaño y diseño apropiados para eliminar un volumen de residuos líquidos
que rebase las necesidades que se registran en los períodos de actividad
máxima de producción.
! Se debe mantener el sistema de eliminación de residuos líquidos en buen
estado de funcionamiento, evitando taponamientos, lo cual se logra con una
buena separación de desechos sólidos y líquidos.
MANEJO DE AGUA
! Deberá disponerse de un abastecimiento suficiente de agua potable, con
instalaciones apropiadas para su almacenamiento, distribución y control de
la temperatura, a fin de asegurar, en caso necesario, la inocuidad y la aptitud
de los alimentos.
! El agua potable deberá ajustarse a lo especificado por el Ministerio de Salud,
o bien ser de calidad superior.
! El sistema de abastecimiento de agua no potable (por ejemplo para el
sistema contra incendios, la producción de vapor, la refrigeración y otras
aplicaciones análogas en las que no contamine los alimentos) deberá ser
independiente.

! Los sistemas de agua no potable deberán estar identificados y no deberán
estar conectados con los sistemas de agua potable ni deberá haber peligro de
reflujo hacia ellos.

3.5.4 Higiene Y Sanidad. Con la elaboración y divulgación del Manual de
Higiene y Sanidad, todas las personas que realizan actividades de
manipulación de alimentos en ERWIS, tienen formación en materia de
educación sanitaria, especialmente en cuanto a prácticas higiénicas en la
manipulación de alimentos. Igualmente están capacitados para llevar a
cabo las tareas que se les asignen, con el fin de que adopten las
precauciones necesarias para evitar la contaminación de los alimentos.
CONSERVAS CALIFORNIA S.A se ha encargado de establecer las normas a
tener en cuenta, las cuales se encuentran consignadas en el formato de
registro de control de personal diario y en el respectivo manual.

HSR-007-01
2 DE SEPTIEMBRE DE 2002
CONTROL DIARIO DE
PERSONAL Página 1 de 1
FECHA:________________
HORA:_________________
NOMBRE Aseo Uñas
limpias
Uñas cortas Joyas Uniforme Aspecto
general
B M B M B M B M B M M R B
Responsable:
Observaciones:
B: Bueno R: Regular M: Malo ELABORO Cargo:
REVISO Cargo:
APROBO Cargo:


LA SALUD DEL CLIENTE ESTA EN SUS MANOS
La higiene de los alimentos tiene como principal objetivo asegurar la inocuidad de
los alimentos (alimentos sanos y libres de contaminación) para cuando el hombre
los consuma, no pongan en peligro su salud y para evitar cuantiosas perdidas
económicas a las empresas que los producen o los establecimientos que lo
consumen.
¿POR QUÉ CONSULTAR ESTE MANUAL?
Este manual ha sido diseñado especialmente para permitirle a usted aprender estas
conductas de modo que trabaje de forma segura e higiénica. Su conocimiento no es
suficiente y ha de ponerlas en practica siempre. La falta de higiene generalmente es
el resultado de ignorancia y la pereza y puede tener consecuencias muy serias para
los clientes y para usted mismo.
CONDICIONES DE SALUD Y HÁBITOS DE ASEO

! Instaurar hábitos higiénicos, no olvide el baño diario.
! Una buena salud incluye limpieza personal porque: el cuerpo diariamente
esta segregando sudor, cabello, lagrimas y demás; las cuales pueden dañar el
aspecto final del producto.
! Toda persona que manipule alimentos debe contar con el respectivo carné
que lo identifica como manipulador de alimentos.
! Es indispensable que las personas que manipulen alimentos se realicen un
examen medico y se practiquen las siguientes pruebas de laboratorio:
coprológico, frotis y cultivo de garganta y uñas por lo menos una vez al año.
! Operarios con heridas o enfermedades del aparato respiratorio no deben
trabajar en el procesamiento, mientras recuperan su salud se asignaran a
otros menesteres donde no tenga contacto con el producto, porque cuando
se tiene una enfermedad o herida existe un alto riesgo de poder contaminar
a los demás operarios y al producto en si, transmitiéndoles enfermedades
tales como: amigdalitis, gripe, sarampión, varicela o hepatitis.
ÁREAS DE HIGIENE PERSONAL
Estas son las áreas de su cuerpo en las que debe ser especialmente cuidadoso:
! Manos y piel.
! Cabello.

! Oídos, nariz y boca.
También debe ser cuidadoso en los siguientes aspectos:
! Heridas, rasguños, abscesos, etc.
! Fumar.
! Llevar joyas, perfumes y loción de afeitar.
! La indumentaria de protección.
! Elucidado de la salud en general.
! La educación higiénica.
MANOS
Si esta trabajando con alimentos, sus manos entran en contacto a menudo con
ellos, por ello sus manos deben estar tan higiénicas como sea posible en todo
momentos, el no hacerlo ocasionara un gran riesgo de contaminación cruzada,
que puede desembocar en la aparición de un brote de intoxicación alimentaria.
TENGA SIEMPRE PRESENTE:
! Lávelas con agua y jabón antes de empezar a trabajar, cada vez que
cambie de función, después de comer, toser o estornudar y cada vez que
haga uso del servicio sanitario.

! Estas son un gran vehículo de contaminación porque están expuestas a la
suciedad, y pueden alterar el producto terminado.
! Evite al máximo tocarse ojos, oídos, boca, nariz, cuello, vestuario o
cualquier parte del cuerpo al manejar un producto ya que se pueden
contaminar de alguna de esas secreciones (sudor, lagrimas) y contaminar
el producto terminado.
! Nunca use las uñas pintadas, el esmalte se puede caer dentro del
alimento y contaminarlo, llévelas siempre cortas y limpias.
! No manipule los envases de los productos por encima, pues podría
contaminar e alimento al introducirle los dedos.
! Sujete siempre los utensilios por el mango.
CABELLO
! El cabello es un aspecto especialmente peligroso de nuestra higiene
personal, ya que se esta mudando constantemente y además en algunos
casos contiene caspa; ambos pueden caer en el alimento y contaminarlo.
! El cabello debe lavarse frecuentemente y mantenerse protegido y cubierto
por medio del gorro o cofia, para evitar que caiga sobre el alimento.
! No debe peinarse mientras lleva puesta ropa de trabajo ya que la caspa y el
cabello que inevitablemente se desprenden caerían sobre la ropa y de ahí
podrían pasar al alimento.

OÍDOS, BOCA Y NARIZ
Nuestra boca y nariz son el hogar de una bacteria muy peligrosa:
“STAPHYLOCOCCUS”.
Los estafilococos producen habitualmente muchos casos de intoxicaciones
alimentarias; se disemina fácilmente cuando usted se suena, tose o silba en un área
alimentaria.
! Si esta resfriado no deberá permitirse trabajar cerca de alimentos y deberá
utilizar pañuelos desechables de un solo uso.
! No debe comer caramelos ni masticar chicle mientras trabaja.
! No debe escupir en las áreas de trabajo.
! No hable encima de los alimentos.
HERIDAS, RASGUÑOS, GRANOS, ETC
Cualquier ruptura de la piel es un lugar ideal para que las bacterias se multipliquen,
todas ellas han de ser cubiertas con un vendaje, coloreado e impermeable al agua
para evitar la contaminación cruzada.

ADORNOS O JOYAS
Pulseras, relojes, anillos, collares u otros adornos están prohibidos en la zona de
producción de alimentos, en cualquier momento pueden caerse y aparecer en el
producto terminado o contaminarlo y al caer en un equipo pueden averiarlo.
TABACO
Fumar en áreas de procesos de alimentos es ILEGAL.
¿Por qué?
! Mientras fuma esta tocando su boca y puede transmitir a los alimentos
bacterias patógenas como los STAFILOCOCCOS.
! El fumar favorece la posibilidad de toser o estornudar.

! Las colillas y la ceniza pueden caer en el alimentos y contaminarlo.
! Las colillas que están contaminadas con saliva se apoyan en las superficies
de trabajo y favorecen la contaminación cruzada.
ROPA DE TRABAJO
! Los uniformes de trabajo deben estar limpios todos los días, porque de lo
contrario contribuyen a la contaminación del producto y al mal aspecto y
presentación de los operarios.
! Por medio del contacto con el aire de fuera de las zonas de manipulación de
alimentos, la ropa de calle adquiere multitud de bacterias perjudiciales que
podrían diseminarse por contacto con el equipo, las superficies de trabajo,
las manos y causar contaminación.

! Evite utilizar el uniforme para diligencias en la calle, este se contamina.
! Los bolsillos externos deben evitarse, pueden ocasionar accidentes debido a
que se pueden enganchar en los equipos, o pueden ser usados para guardar
objetos no higiénicos.
! Evite llevar peinillas, lápices u otros objetos dentro de los bolsillos ya que
pueden caerse en el alimento, dañar un equipo o causar un accidente, para
esto existen lockers para cada uno de los operarios, donde puedan guardar
sus objetos personales.
! Se debe usar calzado seguro y apropiado, para el trabajo realizado en cada
una de las zonas, que sea cerrado, de material resistente o impermeable,
para evitar quemaduras por posibles salpicaduras con líquidos calientes y
resbalones en las áreas de producción.
! Emplear delantales de caucho sobre el uniforme, ya que protege de la
humedad y suciedad, al tiempo que facilita la limpieza diaria, además lo
protegerá de accidentes causados por altas temperaturas.
! Los cierres de los botones también deberán evitarse pues podrían
desprenderse y caer sobre el alimento causando contaminación.
RECUERDE Y NO OLVIDE
! Utilizar agua potable en la preparación de alimentos.
! Mantener limpios y secos, utensilios e instalaciones.
! Mantener refrigerados los alimentos que así lo requieran.
! Mantener los alimentos tapados y en condiciones higiénicas.
! Mantener su uniforme en buen estado, limpio y completo.
! Depositar la basura en recipientes cerrados y alejados de los lugares de
almacenamiento, proceso y consumo de alimentos; si usa caneca, lavarla y
desinfectarla periódicamente.
! Para la basura usar bolsas plásticas y mantenerlas cerradas

¿QUÉ DEBE HACER UN BUEN MANIPULADOR?
! Mantener limpios y secos los equipos, mesas, utensilios e instalaciones.
! Usar guantes de caucho y gafas protectoras en las actividades que así lo
requieran.
! Mantener su uniforme en buen estado, limpio y completo.
! Depositar la basura en recipientes cerrados y alejados de los lugares de
almacenamiento, proceso y consumo de alimentos.
! Para la basura, usar bolsas plásticas y mantenerlas cerradas.
! Si usa caneca, lavarla y desinfectarla periódicamente.
! Utilizar agua potable en la preparación de alimentos.
! Mantener refrigerados los alimentos que lo requieran.
! Mantener los alimentos tapados y en condiciones higiénicas.
LO QUE NO DEBE HACER UN MANIPULADOR RESPONSABLE:

! No manipular alimentos con las manos sucias.
! No manejar dinero y alimentos al mismo tiempo.
! No manipular alimentos con heridas, quemaduras o llagas en las manos.
! No manipular alimentos con las uñas largas, sucias o pintadas.
! No probar los alimentos con los dedos.
! No usar anillos, cadenas, pulseras ni reloj cuando manipule alimentos.
! No lavar los utensilios con aguas contaminadas.
! No estornudar ni toser sobre los alimentos.
! No fumar ni comer chicle.
! No peinarse mientras lleva puesta la ropa de trabajo,
! No rascarse cuando este manipulando alimentos.
! No escupir en las áreas de trabajo, es una costumbre desagradable y
contaminante.
! No permitir la presencia de animales en las áreas de proceso de alimentos.
! No almacenar en el mismo sitio y simultáneamente alimentos crudos y
cocinados.
! No guardar alimentos donde se almacenan detergentes, insecticidas,
combustibles, drogas, etc.
! No permitir la acumulación de desperdicios.
BENEFICIOS DE UNA BUENA PRÁCTICA HIGIÉNICA

! Satisfacción del cliente.
! Satisfacción personal y laboral.
! Mejora en los rendimientos, por lo tanto mayores beneficios.
! Motivación al personal, lo que genera un ambiente de trabajo seguro y
agradable.
! Buena reputación de la empresa y el personal.
COSTOS DE UNA PRÁCTICA HIGIÉNICA DEFICIENTE
! Cierre del negocio.
! Perdida del empleo.
! Cuantiosas multas y costos legales
! Perdida de la reputación de la empresa.
! Pago de indemnizaciones a las victimas de la intoxicación alimentaria.
! Contaminación de los alimentos.
! Quejas de los consumidores y del personal.
! Devolución de artículos alterados.

3.6 CONTROL DE PROVEEDORES Y MATERIAS PRIMAS
El control de proveedores es un requisito fundamental en la elaboración de
cualquier producto, por medio de este se puede asegurar la inocuidad del
proceso en un alto porcentaje. Para tal efecto este debe ser seleccionado
minuciosamente con el fin de garantizar que las materias primas e insumos
que provee se encuentran dentro de los estándares establecidos de la
empresa que requiere sus servicios.
El control de proveedores es también un control de materias primas e
insumos, ya que por la adecuada selección del mismo se obtiene una
materia prima o insumo de alta calidad.
La empresa debe determinar parámetros de aceptación y rechazo tanto
de proveedores, materias primas e insumos, demostrando que estos se
adaptan y rigen a las necesidades de elaboración.
A continuación se presenta el programa de control de proveedores y
materias primas.

PVS-006
2 DE SEPTIEMBRE DE 2002
CONTROL DE PROVEEDORES Y
MATERIAS PRIMAS Página 1 de 3
1. OBJETIVO
Establecer los parámetros a seguir para el control de proveedores y materias
primas incluyendo medidas de aceptación y rechazo de los mismos.
2. ALCANCE
Este control aplica para todos los proveedores de las diferentes materias
primas e insumos utilizados en la elaboración de: jugo, néctar, mermelada,
mostaza, mayonesa y vinagre.
3. DEFINICIONES
No aplica
4. ACTIVIDADES A DESARROLLAR
ELABORO Cargo:
REVISO Cargo:
APROBO Cargo:

PVS-006
2 DE SEPTIEMBRE DE 2002
CONTROL DE PROVEEDORES Y
MATERIAS PRIMAS Página 2 de 3
4.1 REGISTRO PARA EVALUAR PROVEEDORES
En el registro: VSR-006-001: REGISTRO DE EVALUACIÓN DE
PROVEEDORES, se debe consignar la información necesaria de los
diferentes proveedores, con el fin de garantizar la cantidad y la calidad
permanente de las materias primas, aceptación de especificaciones,
aceptación de auditorias e inspecciones, experiencia técnica y científica en el
área correspondiente, proveer información sobre composición y fabricación
de materia prima, precio, seguridad de despacho y oportuno, suministro de
servicios requeridos y asesoría técnica. De acuerdo a los estándares de
calidad requeridos son aceptados o rechazados.
4.2 CATALOGO DE PROVEEDORES
En el registro VSR-006-002: CATALOGO DE PROVEEDORES, se
debe consignar la información sobre los proveedores y los servicios que
presta: razón social, NIT, dirección, teléfono, número de fax, dirección
electrónica, vendedor, tiempo de despacho y forma de pago, fichas técnicas
de materias primas (información clasificada de CONSERVAS CALIFORNIA
S.A.).

PVS-006
2 DE SEPTIEMBRE DE 2002
CONTROL DE PROVEEDORES Y
MATERIAS PRIMAS Página 3 de 3
4.3 TECNICA CORRECTA DE COMPRA
Para realizar una técnica correcta de compra se requiere la selección correcta
de: materia prima e insumo apropiado, cantidad correcta, momento
oportuno, calidad necesaria, lugar adecuado, precio y selección de los
proveedores.
4.4 ADQUISICIÓN DE MATERIAS PRIMAS E INSUMOS
La adquisición de materias primas e insumos debe asegurar la
disponibilidad de las mismas, excelente calidad y en el tiempo requerido;
obteniendo el mejor precio según los estándares de calidad establecidos por
CONSERVAS CALIFORNIA S.A. En el momento que estas son recibidas en
la planta ERWIS se debe consignar la información pertinente en el registro
VSR-006-003: REGISTRO DE RECEPCIÓN DE MATERIAS
PRIMAS E INSUMOS, de acuerdo a los estándares de calidad requeridos
son aceptadas o rechazadas.
5. ANEXOS
5.1 ANEXO 1. Registro VSR-006-01: Registro de inspección de proveedores.
5.2 ANEXO 2. Registro VSR-006-02: Catalogo de proveedores.
5.3 ANEXO 3. Registro VSR-006-03: Registro de recepción de materias
primas e insumos.
Este documento fue preparado por: Alberto Enrique Pacheco Delghams.

ANEXO 1. Registro VSR-006-01: Registro de inspección de proveedores.
VSR-006-01
2 DE SEPTIEMBRE DE 2002
REGISTRO DE INSPECCIÓN DE PROVEEDORES
Página 1 de 1
Razón social: Representante legal: Dirección: Teléfono: Fax: Dirección
electrónica:
Producto: Presentación: Empaque: Tiempo de despacho:
Experiencia: Ficha técnica del producto: Si_ No_
Precio:
INSPECCIÓN A PLANTA Instalaciones: Equipos: Personal calificado: Buenas Prácticas de Manufactura BPM: Higiene y sanidad de personal: Limpieza y desinfección: Almacenamiento: Transporte y distribución: Concepto general de la empresa: Observaciones: VoBo Jefe de Laboratorio: VoBo Gerente General:
ELABORO Cargo:
REVISO Cargo:
APROBO Cargo:

Anexo 2. Registro VSR-006-02: Catalogo de proveedores.
VSR-006-02
2 DE SEPTIEMBRE DE 2002
CATALOGO DE PROVEEDORES
Página 1 de 1
PROVEEDOR:
FECHA DE INGRESO A LA PLANTA:
COMPAÑIA COMENTARIOS
Servicio técnico
Administración
Relaciones interpersonales
PRODUCTOS
Calidad
Precio
Empaque
Uniformidad
Cantidad
SERVICIO
Despacho a tiempo
Condiciones de llegada
Seguimiento de instrucciones
Numero de rechazos
Manejo de quejas
Asistencia técnica
Despachos de emergencia
Solución de quejas
CONTABILIDAD
Factura correctamente
Suministra crédito rápidamente
ELABORO Cargo:
REVISO Cargo:
APROBO Cargo:

ANEXO 3. Registro VSR-006-03: Registro de recepción de materias primas e
insumos.
VSR-006-03
2 DE SEPTIEMBRE DE 2002
REGISTRO DE RECEPCIÓN DE MATERIAS PRIMAS E
INSUMOS. Página 1 de 1
Materia prima a analizar:
Pruebas de laboratorio de la empresa proveedora: SI ___ NO ___ Fecha ________
Orden de pedido: Factura:
E
mp
aqu
e
Fec
ha
Hor
a
Tem
per
atu
ra
BR
IX
pH
Pu
reza
Lot
e
Can
tid
ad
A R Fec
ha
de
ven
cim
ien
to
Vis
cosi
dad
Aci
dez
Org
anol
épti
co
Ace
pta
do
(A)
Rec
haz
ado
(R)
VoBo Auxiliar de laboratorio
____________________________________________
VoBo Jefe de
Laboratorio________________________________________________
ELABORO Cargo:
REVISO Cargo:
APROBO Cargo:

3.7 PLANES DE MUESTREO
Los planes de muestreo a los que son sometidos los productos se
dividen en dos clases: plan de muestreo continuo, es decir
durante la elaboración de los productos y el plan de muestreo a
los productos terminados.
3.7.1 Plan de muestreo continuo. El plan de muestreo continuo, consiste en
una serie de análisis y pruebas que se realizan a las materias primas y a lo
largo de la producción, estos análisis y pruebas son realizadas por el
departamento de control de calidad y comprende pruebas tales como:
control de pulpas y concentrados, control de las líneas de producción,
control de producto para la liberación de llenaje y control de producto
terminado. Estas pruebas están relacionadas directamente con la calidad
de los productos, permitiendo que los mismos pasen a la siguiente fase de
su elaboración si se encuentran conformes con los estándares de calidad
establecidos por CONSERVAS CALIFORNIA S.A. La información recopilada
de estas pruebas debe ser consignado en el registro MTR-007-01: Registro
de muestreo continuo, que se presentan a continuación.
3.7.2 Plan de muestreo para producto terminado. El plan de muestreo para
producto terminado tienen por objeto, principalmente, establecer las
disposiciones sobre calidad. Para los fines de este plan de muestreo, la
"calidad" se refiere a los factores o características del producto evaluados
por medios organolépticos o físicos, tales como color, sabor, textura,

defectos, tamaño y aspecto. Este plan no es aplicables a los factores que
pudieran constituir un peligro para la salud, o que sean nocivos, o que, por
cualquier otra razón, sean altamente objetables para el consumidor, y que,
basándose en los mismos, las autoridades competentes rechazarían el lote
en cuestión. Ejemplos de estos últimos factores son los residuos de
plaguicidas, las sustancias contaminantes, materiales extraños, como
piedras e insectos grandes, etc. Para los factores de este tipo deberán
emplearse otros criterios y plan de muestreo (Plan de muestreo continuo).
Aunque este plan de muestreo se destina fundamentalmente a la
evaluación de la calidad, también se pueden emplear para efectuar otras
determinaciones, tales como el peso neto, los ºBrix y el peso del producto
escurrido, siempre que para estas determinaciones sea apropiado un
criterio de aceptación.
El plan de muestreo, se aplican a la aceptación de las unidades
defectuosas) de los lotes de alimentos preenvasados, con la finalidad de
poder determinar la aceptación o no aceptación de los lotes. Este plan
deberán emplearse de conformidad con las disposiciones relativas a la
clasificación de defectuosas y de aceptación del lote, respecto de las
cuales se dice que se aplican este plan de muestreo, y dentro de los límites
establecidos.
A continuación se presenta el Plan de Muestreo para producto terminado
con sus respectivos registros.

PMT-007
2 DE SEPTIEMBRE DE 2002
PLAN DE MUESTREO
Página 1 de 12 1. OBJETIVO
Establecer, implementar y ejecutar las labores de muestreo, cumpliendo las
normas establecidas por el CODEX.
2. ALCANCE
Este plan aplica para todos los productos de la planta ERWIS, verificando
que los productos terminados tengan la aprobación de los procesos, con
respecto a los requisitos especificados antes de su despacho; el producto no
se debe despachar hasta que se realicen todas las pruebas, asegurando que el
producto no conforme no es usado inadvertidamente, que el producto
terminado cumple con los requerimientos especificados y que todas las
pruebas y ensayos se han realizado satisfactoriamente.
3. DEFINICIONES
3.1 Defectuosa: Se entiende por "defectuosa" toda unidad de muestra que no
satisfaga un determinado requisito específico (o requisitos) (sobre la base
del número total de "puntos negativos", tolerancias individuales para los
"defectos", etc.). Aunque una unidad defectuosa es toda unidad de muestra
que no satisface ciertos requisitos especificados, esta unidad no satisface
dichos requisitos en un grado ligeramente inferior al exigido por los
requisitos, y no hará que el producto sea objetable para el consumidor.
ELABORO Cargo:
REVISO Cargo:
APROBO Cargo:

PMT-007
2 DE SEPTIEMBRE DE 2002
PLAN DE MUESTREO
Página 2 de 12
3.2 Inspección: Es el procedimiento aplicado para medir, examinar,
comprobar o comparar, en cualquier otra forma, un recipiente o una unidad
del producto (unidad de muestra) en relación con los requisitos prescritos
por una norma de calidad.
3.3 Lote o Lote de inspección: Es el conjunto de recipientes primarios, o
unidades de muestras, del mismo tamaño, tipo y forma de presentación, que
contienen productos fabricados o elaborados en condiciones esencialmente
análogas.
3.4 Muestra: Todo número de unidades de muestras que se utilizan en la
inspección. Generalmente, la muestra comprende todos los recipientes o
unidades de muestras tomados para examen o ensayo de un determinado
lote.
3.5 Muestreo: Es el procedimiento que consiste en tomar al azar o en elegir
recipientes o unidades de muestras de un lote o de la producción.
3.6 Nivel de calidad aceptable (NCA): Es el porcentaje máximo de las
unidades defectuosas admisibles en un lote, que será aceptado en el 95 por
ciento de los casos, aproximadamente. Por ejemplo, según un plan de
muestreo, con un NCA de 6,5 se aceptará en el 95 por ciento de los casos,
aproximadamente, un lote o una producción que contenga 6,5 por ciento de
unidades defectuosas.

PMT-007
2 DE SEPTIEMBRE DE 2002
PLAN DE MUESTREO
Página 3 de 12
3.7 Nivel de inspección: Se emplea este término para indicar la cantidad
relativa de muestras tomadas de los lotes de un determinado producto o
clase de productos.
3.2 Número de aceptación (c): Es el número que en un plan de muestreo,
indica la cantidad máxima de unidades defectuosas que puede contener la
muestra para que pueda considerarse que el lote satisface los requisitos.
3.8 Plan de muestreo: Es el plan de muestreo en el que se estipulan los
tamaños de muestras , los niveles de inspección, los números de aceptación
y/o recusación, de forma que pueda tomarse una decisión respecto a si se
debe aceptar o rechazar el lote o la producción, basándose en los resultados
de la inspección y en el ensayo de la muestra.
3.9 Riesgo del comprador: Es el riesgo que corre un comprador cuando
supone que un lote será aceptado de acuerdo con estos planes de muestreo,
aun cuando dicho lote no satisfaga los requisitos de la norma del Codex.
3.10 Riesgo del productor: Es el riesgo que corre el productor cuando supone
que un lote, según estos Planes de Muestreo, no satisfará los requisitos
necesarios, aunque dicho lote, en realidad, satisfaga los requisitos de la
norma del Codex.

PMT-007
2 DE SEPTIEMBRE DE 2002
PLAN DE MUESTREO
Página 4 de 12
3.11 Tamaño del lote (N): Es el número de recipientes primarios, o de
unidades de muestras, que forman el lote.
3.12 Tamaño de la muestra (N): Es el número de recipientes, o de unidades
de muestras que comprende la muestra total tomada de un lote o de la
producción.
3.13 Unidad de muestra: Es el recipiente individual (recipiente primario), una
porción del contenido del recipiente primario o una mezcla compuesta del
producto que se examina o ensaya como una sola unidad.
4. ACTIVIDADES A DESARROLLAR
4.1 NOTAS EXPLICATIVAS SOBRE EL MUESTREO PARA LA
ACEPTACION
4.1.1 Muestreo: Se entiende por muestreo el procedimiento de tomar o
seleccionar recipientes o unidades para el muestreo de un lote o del conjunto
de la producción. Como resultado del muestreo se obtiene una información
que permite evaluar la calidad del lote examinado y decidir si se puede
aceptar, se debe rechazar o negociar la mercancía de que se trate.

PMT-007
2 DE SEPTIEMBRE DE 2002
PLAN DE MUESTREO
Página 5 de 12
Normalmente, por la expresión "muestreo para la aceptación" se entiende
los procedimientos de muestreo que tienen en cuenta, a la vez, el tamaño de
las muestras y los criterios de aceptación.
En la preparación de este plan de muestreo para la aceptación se ha tenido
en cuenta, en primer lugar, la evaluación de la calidad del producto final.
Esta operación implica la apertura de los recipientes, lo que entraña la
pérdida del producto. Este tipo de inspección se denomina con el nombre de
"muestreo destructivo". La pérdida del producto constituye no solamente un
factor importante, sino que además, por regla general, la ejecución del
muestreo destructivo requiere mucho tiempo. En consecuencia, tanto el
tiempo de inspección, como la pérdida económica del producto que entraña
la ejecución de la inspección destructiva, son dos factores limitativos
importantes que deben tenerse en cuenta al preparar los planes de muestreo
para la evaluación de la calidad de los alimentos elaborados. El tamaño de
las muestras deberá ser necesariamente pequeño, con objeto de que el plan
se pueda aplicar en la práctica.
4.1.2 Riesgos: El objeto de todo plan de muestreo deberá ser la aceptación de un
mayor número de lotes "buenos", y la recusación de un mayor número de
lotes "malos".

PMT-007
2 DE SEPTIEMBRE DE 2002
PLAN DE MUESTREO
Página 6 de 12
Como en esta cuestión entran en juego la probabilidad y el azar, la adopción
de decisiones comportará necesariamente ciertos riesgos. Estos riesgos
deberán aceptarse como parte integrante de todo procedimiento de
muestreo. Un método para reducir el riesgo de que el comprador pueda
aceptar entregas de productos cuya calidad sea recusable, consiste en
aumentar el tamaño de las muestras.
En otras palabras, cuanto mayor sea la muestra tanto menor será el riesgo
implícito en la aceptación de lotes "malos". Se entiende por nivel de
inspección las cantidades relativas de muestras, y las inspecciones realizadas
en los lotes de un producto o clase de productos dados. Si el lote objeto de la
inspección se envasa bajo un control riguroso, y satisface los requisitos
establecidos, la modificación de los niveles de inspección no modificará
sensiblemente los riesgos del comprador ni del vendedor. En otras palabras,
en este caso se tratará de un lote "bueno", y deberá aceptarse prácticamente
en todos los casos con arreglo a un buen plan de muestreo.
4.1.3 NCA: Una de las consideraciones preliminares en la preparación de un plan
estadístico de muestreo para la aceptación, es la selección de un nivel de
calidad aceptable (NCA). Este nivel se define como el porcentaje máximo de
unidades defectuosas admisibles en los lotes que serán aceptados en el
mayor número de casos, (aproximadamente en un 95 por ciento de los
casos).

PMT-007
2 DE SEPTIEMBRE DE 2002
PLAN DE MUESTREO
Página 7 de 12
Los lotes o la producción que contengan más unidades defectuosas serán
aceptados menos frecuentemente, el índice de recusación aumentará
conforme aumente el tamaño de la muestra y conforme aumente el
porcentaje de unidades defectuosas.
Al preparar este plan de muestreo se seleccionó un NCA de 6,5 para la
aceptación de lotes respecto a la evaluación de la calidad. En otras palabras,
en estos planes de muestreo se emplea un NCA de 6,5 para determinar si el
lote que se va a inspeccionar satisface los requisitos mínimos de calidad.
Este valor se eligió basándose en el Codex. Respecto a otros factores (como,
por ejemplo, grados Brix y peso neto) podrán seleccionarse otros NCA.
Pueden establecerse planes de muestreo para toda una serie de NCA, a partir
de una tolerancia muy estricta de 0,10 hasta una tolerancia, bastante amplia,
de 25,0 o mayor; esto dependerá o bien del tipo de producto de que se trate
y/o de los criterios aplicados.
4.1.4 Nivel de inspección: Los presentes planes de muestreo prevén dos niveles
de inspección: I y II. Estos dos niveles permiten una cierta flexibilidad en la
aplicación de los planes de muestreo para la inspección de un producto,
según las circunstancias. Para los fines comerciales normales, se recomienda
el Nivel I. En casos de diferencias o controversias, se recomienda el Nivel II.
Pueden estar justificados tamaños de muestras menores que los previstos en
los Niveles I y II, por ejemplo, cuando se inspeccione el etiquetado o la
existencia de aditivos no autorizados en una entrega de productos.

PMT-007
2 DE SEPTIEMBRE DE 2002
PLAN DE MUESTREO
Página 8 de 12
Sin embargo, a una inspección de esta naturaleza no se aplicarían los
criterios de aceptación de muestreo de los planes, ya que éstos permiten un
6,5 por ciento de unidades "defectuosas".
4.2 TAMAÑO DEL LOTE Y PUNTO DE APLICACIÓN:
El plan de muestreo y los procedimientos de aceptación, se destinan a
evaluar lotes que representen partes considerables de la producción, o
cantidades relativamente grandes de mercancías. Esto se debe al hecho de
que se reconoce la gran diferencia que existe entre el tamaño de la muestra y
el tamaño del lote cuando se trata de lotes pequeños, y a la probabilidad de
que, una vez fraccionado el lote de producción en pequeños segmentos, la
distribución del producto defectuoso o que no satisface los requisitos
necesarios, no es probable que sea ya uniforme entre los lotes más pequeños
y dentro de ellos.
4.3 INFORMACIÓN NECESARIA:
Al aplicar el plan de muestreo deberán conocerse los siguientes datos:
a. Tamaño del recipiente (peso neto en kg o lb)
b. Nivel de inspección (véase la subsección 3.7)
c. Tamaño del lote (N) (véase la subsección 3.12)
d. Requisitos respecto a la calidad del producto (es decir, clasificación de
defectuosas y requisitos para la aceptación del lote).

PMT-007
2 DE SEPTIEMBRE DE 2002
PLAN DE MUESTREO
Página 9 de 12 4.4 INSPECCIÓN:
Deben tomarse las siguientes medidas:
Se selecciona el nivel de inspección apropiado en la forma siguiente: (Ver
Plan de Muestreo 1 ó Plan de Muestreo nivel 2)
Nivel de inspección I - Muestreo normal
Nivel de inspección II - Controversias, puesta en vigor o necesidad de
proceder a una mejor estimación del lote.

PMT-007
2 DE SEPTIEMBRE DE 2002
PLAN DE MUESTREO
Página 10 de 12
b. Determinar el tamaño del lote (N), es decir, número de recipientes primarios
o unidades de muestras .
c.

PMT-007
2 DE SEPTIEMBRE DE 2002
PLAN DE MUESTREO
Página 11 de 12
c. Determinar el número de unidades de muestras (tamaño de la muestra (n))
que deben tomarse del lote sometido a inspección, teniendo en cuenta el
tamaño del recipiente, el tamaño del lote y el nivel de inspección.
d. Tomar al azar, en el lote, el número requerido de unidades de muestras ,
teniendo debidamente en cuenta, al proceder a la selección de la muestra, la
clave u otras marcas de identificación.
a. Examinar el producto de acuerdo con los requisitos estipulados por el
Departamento de Control de Calidad, clasificar como defectuoso todo
recipiente o unidad de muestra que no satisfaga el nivel de calidad
especificado, de acuerdo al nivel de inspección como defectuoso.
g. Considerar el lote como aceptable cuando el número de unidades
defectuosas sea igual, o menor, que el número de aceptación (c) del plan de
muestreo apropiado, que figura en el plan de muestreo 1 ó 2.
h. Considerar que el lote no cumple con los requisitos exigidos cuando el
número de unidades defectuosas exceda del número de aceptación (c), según
el plan de muestreo.
i. Consignar la información obtenida del muestreo para producto terminado
en el registro MTR-007-02: Registro de muestreo para producto
terminado.

PMT-007
2 DE SEPTIEMBRE DE 2002
PLAN DE MUESTREO
Página 12 de 12
4.5 NÚMEROS DE ACEPTACIÓN
Se toma una muestra al azar del lote, según el esquema apropiado para el
planes de muestreo. Cada unidad de muestra se examina de acuerdo con los
requisitos y se clasifica bien como "aceptable" o bien como "defectuosa".
Sobre la base del número total de "unidades defectuosas" de la muestra, el
lote "satisface" o "no satisface" los requisitos a los que se aplican este planes
de muestreo, de conformidad con los siguientes criterios:
- Satisface los requisitos , si el número de "defectuosas" es igual, o menor,
que el número de aceptación del plan apropiado.
- No satisface los requisitos , si el número de "defectuosas" sobrepasa el
número de aceptación del plan apropiado.
5. DOCUMENTOS RELACIONADOS
5.1 Registro de muestreo continuo. MTR-007-01
6. ANEXOS
6.1 Anexo 1. MTR-007-01: Registro de muestreo continuo.
6.2 Anexo 2. MTR-007-02: Registro de muestreo para producto terminado.
Este documento fue preparado por:
Alberto Enrique Pacheco Delghams.

Anexo 1. MTR-007-01: Registro de muestreo continuo.
MTR-007-01
2 DE SEPTIEMBRE DE 2002
REGISTRO DE MUESTREO CONTINUO
Página 1 de 1 1. CONTROL DE PULPAS Y CONCENTRADOS Fecha Hora Producto BRIX pH Acidez Organoléptico Analista 2. CONTROL DE LA LÍNEAS DE PRODUCCIÓN Fecha Hora Presión
homogenización Tº de
pasteurización Tº de llenado Tº de
enfriado Control cierre Analista
3. CONTROL DE PRODUCTO PARA LA LIBERACIÓN DE LLENAJE Fecha Hora Producto Masa BRIX pH Acidez Viscosidad Organoléptico Analista 4. CONTROL DE PRODUCTO TERMINADO Fecha Hora Producto Masa BRIX pH Acidez Viscosidad Vacío Espacio
libre Organoléptico Analista
ELABORO Cargo:
REVISO Cargo:
APROBO Cargo:

Anexo 2. MTR-007-02: Registro de muestreo para producto terminado.
MTR-007-02
2 DE SEPTIEMBRE DE 2002
REGISTRO DE MUESTREO PARA PRODUCTO
TERMINADO Página 1 de 1
Fecha Hora Producto Lote # Nivel de inspección
# de aceptación (c)
Tamaño lote (N)
Tamaño muestra (n)
Analista
ENVASE PRODUCTO LOTE SatisfaceEtiqueta Tapa Vacío Espacio
libre Masa BRIX pH Acidez Viscosidad Organoléptico # de
producto aceptable
# de producto
defectuoso SI NO
VoBo Operario o Auxiliar_____________________________________________
VoBo Jefe____________________________________________________________
ELABORO Cargo:
REVISO Cargo:
APROBO Cargo:

1
3.8 TRAZABILIDAD
La Trazabilidad es el proceso de referir resultados de una medición, a
través de una cadena ininterrumpida de inspecciones, que son
ejecutadas, documentadas y evaluadas, con el fin de establecer y
mantener procedimientos documentados para la identificación y
trazabilidad de las materias primas, el producto en proceso y el
producto terminado.
La identificación consiste únicamente en la habilidad para separar dos
o mas materiales o productos. (Ver Figura 9. Identificación), mientras
que la trazabilidad consiste en la habilidad para separar un material o
producto por lotes individuales o unidades. (Ver Figura 10. Trazabilidad)
Figura 9. Identificación
Fuente: El Autor.

2
Figura 10. Trazabilidad
Fuente: El Autor
CONSERVAS CALIFORNIA S.A en su planta ERWIS, realiza la trazabilidad
de sus productos mediante la codificación del lote de producción,
desde la recepción de materias primas hasta la elaboración y la fecha
de vencimiento de los mismos; teniendo en cuenta que el lote y la
fecha de vencimiento dan un parámetro de verificación, de la fecha
de elaboración de los productos. Cuenta con la capacidad de seguir
todas las materias primas y productos terminados con el fin de lograr el
control y la recuperación del producto si fuese necesario, posee un plan
y un equipo de reacción en caso de una crisis para manejar estos
incidentes. Tiene una adecuada rotulación de los lotes el cual incluye
todas las materias primas, insumos y registros apropiados con el fin de
que la inspección o la recuperación si fuese requerida, pueda realizarse
rápida y eficazmente; la adecuada manutención de registros permite la
ubicación e identificación colectiva e individual de los productos a lo
largo de la cadena de manufactura desde la recepción hasta el
despacho de los mismos.

3
4. DOCUMENTACIÓN DEL PLAN HACCP
Para realizar la correspondiente documentación del plan HACCP es
necesario tener en cuenta los siguientes términos:
! Acción correctiva: Los procedimientos que se deben implementar
cuando se produce una desviación. Reacción, prevista en el plan
HACCP, que tiene lugar cuando la monitorización detecta el
incumplimiento de un límite crítico. Las acciones correctivas buscan,
por una parte, eliminar el peligro potencial creado por la salida de
control y de otro lado, disponer de los productos desviados en forma
segura para el consumidor y el medio ambiente.
! Análisis de peligros: El proceso de recolectar y evaluar información
sobre los peligros asociados al alimento bajo estudio, para
determinar cuáles peligros son significativos y deben ser incluidos en
el plan HACCP.
! Árbol de decisiones: Ayuda metodológica ideada por el Codees
Alimentarius (1993), para facilitar la identificación de los puntos
críticos de control de un proceso.
! Auditoria: Conjunto de métodos, procedimientos y ensayos que se
emplean para verificar si el sistema HACCP se está aplicando de
acuerdo con lo establecido en el plan HACCP.

4
! Calidad sanitaria: Concepto de calidad relacionado con la
inocuidad de los productos alimenticios. Es la traducción más
aceptada hoy para el término inglés Food safety.
! Categoría de defecto: Cada uno de los tipos de defecto (Crítico,
Mayor, Menor) que pueden surgir de la pérdida de control en un
proceso dado.
! Categoría de peligro: clasificación del peligro en un producto
alimenticio, producto de la aplicación de la tabla de categorización
oficial norteamericana.
! Clase de peligro: Cada uno de los seis riesgos básicos (A, B, C, D, E, F)
a que puede verse sometido un producto alimenticio, de acuerdo
con la tabla de clasificación oficial norteamericana.
! Control en línea: Concepto de control de procesos de alimentos
diseñado con base en medición de variables de lectura inmediata,
que permite decidir instantáneamente si los procesos se encuentran
bajo control o no.
! Control: (a) Manejo de las condiciones de un proceso para cumplir
con los criterios establecidos. (b) La condición en la cual se realizan
los procedimientos establecidos y se cumplen los criterios fijados.
! Criterio: El requisito sobre el cual se basa una opinión o decisión.

5
! Chequeo puntual: Spot check, en ingles. Consiste en análisis
suplementarios de calidad, llevados a cabo en forma aleatoria,
durante las etapas de implementación y auditoria del sistema
HACCP.
! Defecto crítico: Un defecto de calidad que puede traducirse en un
peligro sanitario para el consumidor y, por tanto, implica rechazo
inmediato, o desviación del producto hacia otras líneas productivas.
! Defecto mayor: Defecto de calidad, que afecta la funcionalidad del
producto y causa pérdida de imagen entre los consumidores. La
presentación de un defecto mayor, suele implicar la detención del
proceso productivo hasta tanto se corrijan las causas que los están
ocasionando.
! Defecto menor: Defecto de calidad que es rara vez detectado por
el consumidor, y está asociado más con especificaciones y
expectativas internas, que con problemas legales o de mercado. Por
lo general, requiere solo de ligeras correcciones en la línea de
proceso.
! Deméritos: Puntos que se restan al puntaje máximo obtenible en una
auditoria, por el incumplimiento de parámetros de operación.
! Desviación: Falla en la satisfacción de límites críticos en puntos
críticos de control.
! Desviación: No cumplimiento de un límite crítico.

6
! Diagrama de flujo: Secuencia de operaciones que componen el
proceso de elaboración de un producto alimenticio.
! Dispositivo de control: Mecanismo a través del cual el sistema HACCP
consigue garantizar la calidad de los productos alimenticios que son
elaborados bajo ambiente HACCP.
! Equipo HACCP: El grupo de personas responsables de desarrollar,
implementar y cumplir el sistema HACCP.
! Etapa: Un punto, procedimiento, operación o paso en el proceso de
fabricación de alimentos entre la producción primaria y el
consumidor final.
! Factor de peligro: Practica de manufactura que eleva la
probabilidad de que se altere la calidad de un alimento, por facilitar
la presentación de un peligro.
! Frecuencia: Periodicidad con la cual se debe hacer monitoreo de los
límites críticos, en puntos críticos de control.
! HACCP: Un enfoque sistemático para identificar, evaluar y controlar
los peligros que pueden afectar la seguridad de los alimentos.
! Ingrediente sensible: Un ingrediente históricamente asociado con
peligros microbiológicos, físicos o químicos.

7
! Límite crítico: El valor máximo y/o mínimo de un parámetro biológico,
químico o físico que debe alcanzar en un PCC para prevenir, eliminar
o reducir a un nivel aceptable un peligro que afecta la seguridad del
alimento.
! Manejo del peligro: Conjunto de acciones encaminadas a eliminar, o
reducir a niveles aceptables, los riesgos de calidad inherentes a un
proceso de manufactura de productos alimenticios.
! Medida de control: Una acción o actividad que sirve para prevenir,
eliminar o reducir un peligro significativo.
! Medidas preventivas: Acciones que, en conjunto, constituyen el
sistema de manejo del riesgo de un proceso.
! Monitoreo: Una secuencia planificada de observaciones o
mediciones para determinar si un PCC está bajo control y preparar
registros detallados que posteriormente se utilizarán para la
verificación.
! Peligro significativo: factor que eleva considerablemente la
posibilidad de que se presente una alteración de calidad.
! Peligro: Un agente biológico, químico o físico que sería razonable
pensar que podría causar una enfermedad o daños si no se controla.
! Plan HACCP: El documento escrito, basado en los principios HACCP,
que describe los procedimientos que se deben realizar.

8
! Programas de prerrequisitos: Procedimientos, incluyendo Buenas
Prácticas de Manufactura, relacionados con las condiciones
operativas y que son la base del sistema HACCP.
! Punto crítico de control: La etapa en la que se puede realizar un
control y que es fundamental para prevenir, eliminar o reducir a un
nivel aceptable un peligro que puede afectar la seguridad del
producto. Aspecto del sistema productivo en el cual, la pérdida del
control, implica alta probabilidad de presentación de un defecto
crítico.
! Punto de control de manufactura: Aspecto del sistema productivo en
el cual, la pérdida de control, implica el incumplimiento de una
norma interna de calidad.
! Punto de control: Una etapa en la cual se pueden controlar factores
biológicos, químicos o físicos. Aspecto del sistema productivo en el
cual, la pérdida del control, implica el incumplimiento de una norma
legal.
! Rango: Intervalo de tolerancia dentro del cual puede moverse un
límite crítico.
! Recontaminación: Proceso que implica la contaminación de un
producto, después de que ha sido sometido a tratamientos
descontaminantes.

9
! Rediseño de procesos: Reestructuración del sistema de producción y
mercadeo de un producto alimenticio, cuyo objeto es incorporar las
medidas preventivas identificadas por el análisis de riesgos.
! Severidad: La gravedad del (de los) efecto(s) de un peligro.
! Validación: Parte de la verificación en la que se recopila y evalúa la
información científica y técnica para determinar si el plan HACCP – si
está debidamente implementado – controla efectivamente los
peligros.
! Variables de control: Cada una de las propiedades físicas, químicas
u organolépticas propias del proceso productivo, o del alimento
mismo, empleadas para la definición de límites críticos en puntos
críticos de control.
! Verificación: Actividades distintas al monitoreo, que determinan la
validez del plan HACCP y si el sistema está implementado de
acuerdo a lo establecido en el plan.

10
4.1 APLICACIÓN DEL PLAN HACCP
A continuación se presenta la secuencia para la aplicación de HACCP
en la Planta ERWIS
! Descripción del producto.
! Elaboración del diagrama de flujo.
! Verificación in situ del diagrama de flujo.
! Clasificación de los defectos.
! Enumeración de los riesgos posibles.
! Determinación de los puntos críticos de control (PCC).
! Establecimiento de los limites críticos de control.
! Establecimiento de un sistema de control para cada PPC.
4.2 PREPARACIÓN DEL PLAN HACCP
Para realizar la documentación del plan HACCP de jugo, néctar,
mermelada, mostaza, mayonesa y vinagre se tuvieron en cuenta los
siguientes pasos:
! Ficha técnica del producto.
! Diagrama de flujo del proceso.
! Clasificación de defectos.
! Análisis de riesgos.
! Reporte del dispositivo de control de puntos críticos.
4.2.1 Ficha técnica: Son especificaciones de cada producto que
pueden ser verificables en cualquier momento y garantiza su calidad y
seguridad.

11
4.2.2 Diagrama de flujo del proceso: Esquema que describe
sistemáticamente las etapas del proceso productivo y que integra las
condiciones reales de operación en cada fase. Facilita la comprensión
del producto. El diagrama permite graficar los riesgos que pueden
afectar el producto y esto se hace utilizando una simbología que
permita identificar cada posibilidad. (Ver Figura 11. Simbología de
BRYAN)
4.2.3 Clasificación de defectos: La clasificación de defectos constituye
una de las herramientas mas útiles para recoger las características del
producto y del sistema productivo, determinando así la aparición de
algún producto defectuoso, al tiempo que sirve para evaluar tales
defectos a la luz de las normas sanitarias vigentes.
4.2.4 Análisis de riesgos: El análisis de riesgos de un producto se realiza
por medio de un árbol de decisiones el cual hace que se piense de un
modo estructurado y garantiza un estudio racional y consecuente de
cada etapa del proceso y riesgo identificado. A continuación se
presenta el árbol de decisiones para la comprobación de un Punto
Crítico de Control. (Ver figura 12. Árbol de decisiones.)
4.2.5 Reporte de puntos críticos de control: Este reporte se realiza con el
objeto de identificar los puntos donde una perdida de control
compromete la salud del consumidor. Este reporte va acompañado de
la determinación de variables de control, tipo de monitoreo y acciones
correctivas a seguir.

12
Figura 11. Simbología de BRYAN.
Q
P
F
PC C
PC
PC M
ETAPA DEL PRO C ESO
DIREC C IÓ N DEL FLUJO
PO SIBLE C O NTAM INAC IÓ N M IC RO BIO LÓ G IC A PO R SUPERFIC IES
PO SIBLE C O NTAM INAC IÓ N Q UIM IC A
PO SIBLE C O NTAM INAC IÓ N FIS IC A
M ATERIAS PR IM AS PO SIBLEM ENTE C O NTAM INAD AS
PO SIBLE C O NTAM INAC IÓ N PO R O PERARIO S
PO SIBLE C O NTAM INAC IÓ N PO R PLAG AS
PUNTO DE C O NTRO L
PUNTO C RÍT IC O D E C O NTRO L
PO SIBLE ALTERAC IÓ N D EL EM PAQ UE
PO SIBLE SUPERVIVENC IA D E M IC RO O RG ANISM O S
DESTRUC C IÓ N TÉRM IC A D E M IC RO O RG ANISM O S
PO SIBLE REPRO D UC C IÓ N D E M IC RO O RG ANISM O S
PUNTO DE C O NTRO L D E M ANUFAC TURA
S IM BO LO S EM PLEAD O S EN LO S D IAG RAM AS DE FLUJO
Fuente: STEVENSON Kenneth y BERNARD Dane. HACCP Un enfoque sistemático hacia la seguridad de los alimentos. Instituto de procesadores de alimentos. Washington D,C 1999.

13
Figura 12. Árbol de decisiones
¿Existe un peligro en estaetapa del proceso?¿En que consiste?
¿Se requiere control eneste punto para
garantizar la inocuidad?
ESCOGER COMO PCCLA ETAPA POSTERIOR
PARE
MODIFICAR LAETAPA O ELPRODUCTO
¿La contaminaciónpuede alcanzar niveles
aceptables?
¿Una etapa siguienteeliminaría o reduciría los
peligros a nivelesaceptables?
¿Esta etapa ha sidodiseñada
especificamente paraeliminar o reducir los
peligros identificados?
¿Existen medidaspreventivas para los
peligros identificados?
PARE
LA ETAPA ES UN PUNTOCRÍTICO DE CONTROL
(PCC)
NO NO ES UN PCC
NO
NO
NO
NO
SI
SI
SI
SI
SI
NO ES UN PCC
SI
MODELO DE ÁRBOL DE DECISIONES PARA LA COMPROBACIÓN DE UN PUNTO CRÍTICODE CONTROL
Fuente: STEVENSON Kenneth y BERNARD Dane. HACCP Un enfoque sistemático hacia la seguridad de los alimentos. Instituto de procesadores de alimentos. Washington D,C 1999.

14
4.3 PLAN HACCP APLICADO A JUGO
De acuerdo al sistema HACCP los pasos a seguir son:
! Ficha técnica del producto.
! Diagrama de flujo del proceso.
! Clasificación de defectos.
! Análisis de riesgos.
! Reporte del dispositivo de control de puntos críticos.
A continuación se desarrolla paso a paso los ítem anteriores.

15
DESCRIPCION FISICA
INGREDIENTES Pulpa de fruta, azucar, acido citrico, vitamina C, agua.
PRINCIPALES
CARACTERISTICAS °BRIX: 10,5 - 11,0 Acidez: 0,20 - 0,45 Vacio: min 10
FISICOQUIMICAS pH: 3,4 - 3,85 Temp pasterización: 90 - 95 °C
Viscocidad: 12,0 - 13,0 Temp llenado: 85- 90 °C
Presión de homogenización: 4000 psi Espacio libre: 25 - 35
CARACTERISTICAS aerobios mesofilos 1000-3000 esporas de clostridium Neg
MICROBIOLOGICAS NMP de coliformes totales <3 UFC/g
NMP de coliformes fecales <3 UFC/g
hongos y levaduras 100 -200
FORMA DE CONSUMO Y Su forma de consumo es directa, y los consumidores potenciales son jovenes
CONSUMIDORES POTENCIALES niños
EMPAQUE Y PRESENTACIONES Empaque de vidrio en presentaciones de 215 ml, 220 ml y 1000 ml.
VIDA UTIL ESPERADA 15 meses
INSTRUCCIONES EN LA ETIQUETAgitese bien antes de consumir.
Consumase preferiblemente frio.
Consumase antes de. (vida útil)
CONTROLES ESPECIALES Conservese en un lugar fresco y seco; evitar los golpes.
DURANTE DISTRIBUCION No exponga a la luz directa.
Y COMERCIALIZACION Despues de abierto mantengase refrigerado.
Estibado adecuado y alto.
Producto pulposo sin fermentar, pero fermentable, destinado al consumo
directo,obtenido mezclando toda la parte comestible de frutas en buen estado y
maduros, concentrado o sin concentrar, con adición de agua y azúcares o miel,
y conservado por medios físicos exclusivamente.
FICHA TÉCNICA DEL PRODUCTO HCR-003-01
NOMBRE JUGO REF:

16
Figura 13. Diagrama de bloques. JUGO
RECEPCIÓN Y SELECCIÓN DE MATERIA PRIMA
FORMULACIÓN
MEZCLADO
HOMOGENIZACIÓN
PASTEURIZACIÓN
ENVASADO
ENFRIAMIENTO
TAPADO
CODIFICADO
EMPAQUE
ALMACENAMIENTO Y DISTRIBUCIÓN
PCM P
PCC F
Q
Q PCM
PCC
PCC
PCM
PC
Q
Fuente: El Autor

17
Cuadro 10. Clasificación de defectos. JUGO
CLASIFICACION DE DEFECTOS. JUGO
TIPO DE DEFECTOS
CRITICOS
MAYORES
MENORES
FISICOS
Aparición de materiales extraños: vidrios, etiquetas, heces fecales de animales, restos de insectos, pelos, entre otros.
QUIMICOS
Residuos químicos de la desinfección, limpieza. Sobrepaso de los límites establecidos por el Ministerio de Salud en los aditivos.
MICROBIOLOGICOS
Coliformes fecales. Mesófilos
Coliformes totales
SENSORIALES
Olor y sabor no característico del producto por incidencia de luz.
OTROS
Falta de fecha de vencimiento y número de lote.
Mala posición de la etiqueta, tapa pelada por causa del proceso
Fuente: Autor

18
Cuadro 11. Reporte de análisis de riesgos. JUGO
ETAPA DE PROCESO IDENTIFICACIÓN DE RIESGOS POTENCIALES
INTRODUCIDOS O MANTENIDOS EN ESTA
ETAPA
FACTOR DE RIESGO MEDIDAS PREVENTIVAS CLASIFICACION
BIOLOGICOS Presencia de microorganismos patógenos Análisis microbiológicos de las materias primas. Aplicación de las BPM
QUIMICOS RECEPCIÓN Y SELECCIÓN
DE MAT ERIAS PRIMAS
FISICOS Aparición de materiales extraños.
PCM
BIOLOGICOS Presencia De microorganismos patógenos en los equipos
Aplicación del programa de limpieza y desinfección.
QUIMICOS Uso de acidulantes y preservativos prohibidos en concentraciones superiores a las permitidas
Pesaje cuidadoso de las materias primas. Calibración de instrumentos de medición. Escogencia técnica de preservativos.
FORMULACIÓN
FISICOS Aparición de materiales extraños Aplicación de las BPM. Limpieza y desinfección en equipos de medición.
PCC
BIOLOGICOS QUIMICOS Equipo con residuos de limpieza y
desinfección Programa de limpieza y desinfección
MEZCLADO FISICOS Aparición de materiales extraños Aplicación de las BPM.
Limpieza y desinfección en equipos de medición.
BIOLOGICOS QUIMICOS Equipo con residuos de limpieza y
desinfección Programa de limpieza y desinfección HOMOGENIZACIÓN
FISICOS
PCM
BIOLOGICOS Supervivencia de microorganismos patógenos.
Control de temperatura y tiempo de la pasteurización. Calibración de equipos de medición
QUIMICOS Equipo con residuos de limpieza y desinfección
Programa de limpieza y desinfección PASTEURIZACIÓN
FISICOS
PCC

19
BIOLOGICOS Posible presencia de microorganismos patógenos cuando se envasa
Programa de limpieza y desinfección en equipos y utensilios.
QUIMICOS Inadecuada limpieza y desinfección en equipos
Aplicación de BPM ENVASADO
FISICOS Presencia de vidrios Control de calidad y especificaciones de empaque
PCC
BIOLOGICOS Envases o tapas contaminadas con esporas o microorganismos
Muestreo de envases y tapas.
QUIMICOS TAPADO
FISICOS Mal sellado de envases por tapas defectuosas o mal colocadas
Revisión permanente del cierre.
BIOLOGICOS QUIMICOS ENFRIAMIENTO FISICOS Fracturas internas de los envases por golpes
entre botellas. Controlar y verificar velocidad de la banda del tunel de enfriamiento.
PC
BIOLOGICOS QUIMICOS
CODIFICADO FISICOS Timbrado errado, incompleto o ilegible Capacitación del operario de calibración, mantenimiento de equipos. Control de velocidad de la banda transportadora.
BIOLOGICOS QUIMICOS EMPAQUE FISICOS Fisura del empaque Aplicación de BPM.
Capacitación del personal a cargo.
PCM
BIOLOGICOS QUIMICOS Cambios en las características organolépticas Almacenar sin incidencia de luz.
Capacitación del personal en manejo de producción. Verificación de la temperatura de almacenamiento.
ALMACENAMIENTO Y DISTRIBUCIÓN
FISICOS
PCM
Fuente: El autor.

20
Cuadro 12. Reporte de control en puntos críticos. JUGO.
LIMITES CRITICOS MONITOREO PCC RIESGOS A CONTROLAR
VARIABLES RANGO QUE COMO CUANDO QUIEN
ACCIONES CORRECTIVAS
REGISTROS VERIFICACION
FORMULACIÓN
Contaminación química.
Ningún aditivo prohibido declarado puede ser adicionado.
Cantidades exactas de aditivos.
Pensado correctamente
En cada formulación
Auxiliar de laboratorio
Reformular los productos cuya concentración de aditivos se encuentren fuera de los límites críticos
MTR-007-01 registro de muestreo continuo
HCR-013 Formato de verificación. (Ver Anexo E). HCR-014 Seguimiento de acciones correctivas (Ver Anexo F.)
Temperatura 90 – 95 ºC Temperatura Termómetro
PASTEURIZACIÓN
Supervivencia de microorganismos patógenos
Tiempo 8-12 seg Tiempo reloj
Durante el proceso
Operario de pasteurización
Calibración del equipo de medición
CNR-002-01 Registro de calibración
HCR-013 Formato de verificación. HCR-014 Seguimiento de acciones correctivas
CODIFICADO
Ilegibilidad de la etiqueta o incompleta. Perdida de la trazabilidad
Los datos de tipo de producto, lote de producción, fecha de vencimiento
Totalidad de los datos
Observación visual
Antes de empacar
Operario de empaque
Limpiar etiqueta con éter y volver a codificar
Fuente: El Autor.

21
4.4 PLAN HACCP APLICADO A NÉCTAR
De acuerdo al sistema HACCP los pasos a seguir son:
! Ficha técnica del producto.
! Diagrama de flujo del proceso.
! Clasificación de defectos.
! Análisis de riesgos.
! Reporte del dispositivo de control de puntos críticos.
A continuación se desarrolla paso a paso los ítem anteriores.

22
DESCRIPCION FISICA
INGREDIENTES Pulpa de fruta, azucar, acido citrico, vitamina C, agua.
PRINCIPALES
CARACTERISTICAS °BRIX: 10,5 - 11,0 Acidez: 0,20 - 0,35 Vacio: min 10
FISICOQUIMICAS pH: 3,4 - 3,8 Temp pasterización: 90 - 95 °C
Viscocidad: 12,0 - 13,0 Temp llenado: 85- 90 °C
Presión de homogenización: 4000 psi Espacio libre: 25 - 35
CARACTERISTICAS aerobios mesofilos 1000- 3000 esporas de clostridium Neg
MICROBIOLOGICAS NMP de coliformes totales < 3 UFC/g
NMP de coliformes fecales <3 UFC/g
hongos y levaduras 100 -200
FORMA DE CONSUMO Y Su forma de consumo es directa, y los consumidores potenciales son jovenes
CONSUMIDORES POTENCIALES niños
EMPAQUE Y PRESENTACIONES Empaque de vidrio en presentaciones de 215 ml, 220 ml y 1000 ml.
VIDA UTIL ESPERADA 15 meses
INSTRUCCIONES EN LA ETIQUETAgitese bien antes de consumir.
Consumase preferiblemente frio.
Consumase antes de. (vida útil)
CONTROLES ESPECIALES Conservese en un lugar fresco y seco; evitar los golpes.
DURANTE DISTRIBUCION No exponga a la luz directa.
Y COMERCIALIZACION Despues de abierto mantengase refrigerado.
Estibado adecuado y alto.
Producto pulposo sin fermentar, pero fermentable, destinado al consumo
directo,obtenido mezclando toda la parte comestible de frutas en buen estado y
maduros, concentrado o sin concentrar, con adición de agua y azúcares o miel,
y conservado por medios físicos exclusivamente.
FICHA TÉCNICA DEL PRODUCTO HCR-003-05
NOMBRE NECTAR REF:

23
Figura 14. Diagrama de bloques. NÉCTAR
RECEPCIÓN Y SELECCIÓN DE MATERIA PRIMA
FORMULACIÓN
MEZCLADO
HOMOGENIZACIÓN
PASTEURIZACIÓN
ENVASADO
ENFRIAMIENTO
TAPADO
CODIFICADO
EMPAQUE
ALMACENAMIENTO Y DISTRIBUCIÓN
PCM P
PCC F
Q F
Q PCM
PCC
PCC
PCM
PC
Q
Fuente: El Autor

24
Cuadro 13. Clasificación de defectos. NÉCTAR
CLASIFICACION DE DEFECTOS. NECTAR
TIPO DE DEFECTOS
CRITICOS
MAYORES
MENORES
FISICOS
Aparición de materiales extraños: vidrios, etiquetas, heces fecales de animales, restos de insectos, pelos, entre otros.
QUIMICOS
Residuos químicos de la desinfección, limpieza. Sobrepaso de los límites establecidos por el Ministerio de Salud en los aditivos.
MICROBIOLOGICOS
Coliformes fecales. Mesófilos
Coliformes totales
SENSORIALES
Olor y sabor no característico del producto por incidencia de luz.
OTROS
Falta de fecha de vencimiento y número de lote.
Mala posición de la etiqueta, tapa pelada por causa del proceso
Fuente: El Autor

25
Cuadro 14. Reporte de análisis de riesgos. NÉCTAR
ETAPA DE PROCESO IDENTIFICACIÓN DE RIESGOS POTENCIALES
INTRODUCIDOS O MANTENIDOS EN ESTA
ETAPA
FACTOR DE RIESGO MEDIDAS PREVENTIVAS CLASIFICACION
BIOLOGICOS Presencia de microorganismos patógenos Análisis microbiológicos de las materias primas. Aplicación de las BPM
QUIMICOS
RECEPCIÓN Y SELECCIÓN DE MAT ERIAS PRIMAS
FISICOS Aparición de materiales extraños.
PCM
BIOLOGICOS Presencia De microorganismos patógenos en los equipos
Aplicación del programa de limpieza y desinfección.
QUIMICOS Uso de acidulantes y preservativos prohibidos en concentraciones superiores a las permitidas
Pesaje cuidadoso de las materias primas. Calibración de instrumentos de medición. Escogencia técnica de preservativos.
FORMULACIÓN
FISICOS Aparición de materiales extraños Aplicación de las BPM. Limpieza y desinfección en equipos de medición.
PCC
BIOLOGICOS QUIMICOS Equipo con residuos de limpieza y
desinfección Programa de limpieza y desinfección
MEZCLADO FISICOS Aparición de materiales extraños Aplicación de las BPM.
Limpieza y desinfección en equipos de medición.
BIOLOGICOS QUIMICOS Equipo con residuos de limpieza y
desinfección Programa de limpieza y desinfección HOMOGENIZACIÓN
FISICOS
PCM
BIOLOGICOS Supervivencia de microorganismos patógenos.
Control de temperatura y tiempo de la pasteurización. Calibración de equipos de medición
QUIMICOS Equipo con residuos de limpieza y desinfección
Programa de limpieza y desinfección PASTEURIZACIÓN
FISICOS
PCC

26
BIOLOGICOS Posible presencia de microorganismos patógenos cuando se envasa
Programa de limpieza y desinfección en equipos y utensilios.
QUIMICOS Inadecuada limpieza y desinfección en equipos
Aplicación de BPM ENVASADO
FISICOS Presencia de vidrios Control de calidad y especificaciones de empaque
PCC
BIOLOGICOS Envases o tapas contaminadas con esporas o microorganismos
Muestreo de envases y tapas.
QUIMICOS TAPADO
FISICOS Mal sellado de envases por tapas defectuosas o mal colocadas
Revisión permanente del cierre.
BIOLOGICOS QUIMICOS ENFRIAMIENTO FISICOS Fracturas internas de los envases por
golpes entre botellas. Controlar y verificar velocidad de la banda del túnel de enfriamiento.
PC
BIOLOGICOS QUIMICOS
CODIFICADO FISICOS Timbrado errado, incompleto o ilegible Capacitación del operario de calibración, mantenimiento de equipos. Control de velocidad de la banda transportadora.
BIOLOGICOS QUIMICOS EMPAQUE FISICOS Fisura del empaque Aplicación de BPM.
Capacitación del personal a cargo.
PCM
BIOLOGICOS QUIMICOS Cambios en las características
organolépticas Almacenar sin incidencia de luz. Capacitación del personal en manejo de producción. Verificación de la temperatura de almacenamiento.
ALMACENAMIENTO Y DISTRIBUCIÓN
FISICOS
PCM
Fuente: El Autor.

27
Cuadro 15. Reporte de control en puntos críticos. NÉCTAR.
LIMITES CRITICOS MONITOREO PCC RIESGOS A CONTROLAR
VARIABLES RANGO QUE COMO CUANDO QUIEN
ACCIONES CORRECTIVAS
REGISTROS VERIFICACION
FORMULACIÓN
Contaminación química.
Ningún aditivo prohibido declarado puede ser adicionado.
Cantidades exactas de aditivos.
Pesando correctamente
En cada formulación
Auxiliar de laboratorio
Reformular los productos cuya concentración de aditivos se encuentren fuera de los límites críticos
MTR-007-01 registro de muestreo continuo
HCR-013 Formato de verificación. (Ver Anexo E) HCR-014 Seguimiento de acciones correctivas (Ver Anexo F)
Temperatura 90 – 95 ºC Temperatura Termómetro
PASTEURIZACIÓN
Supervivencia de microorganismos patógenos Tiempo 8 – 12 seg. Tiempo reloj
Durante el proceso
Operario de pasteurización
Calibración del equipo de medición
CNR-002-01 Registro de calibración
HCR-013 Formato de verificación. HCR-014 Seguimiento de acciones correctivas
CODIFICADO
Ilegibilidad de la etiqueta o incompleta. Perdida de la trazabilidad
Los datos de tipo de producto, lote de producción, fecha de vencimiento
Totalidad de los datos
Observación visual
Antes de empacar
Operario de empaque
Limpiar etiqueta con éter y volver a codificar
Fuente: El Autor.

28
4.5 PLAN HACCP APLICADO A MERMELADA
De acuerdo al sistema HACCP los pasos a seguir son:
! Ficha técnica del producto.
! Diagrama de flujo del proceso.
! Clasificación de defectos.
! Análisis de riesgos.
! Reporte del dispositivo de control de puntos críticos.
A continuación se desarrolla paso a paso los ítem anteriores.

29
DESCRIPCION FISICA
INGREDIENTES Pulpa de fruta, azucar, pectina, acido tartarico, vitamina C, preservativos
PRINCIPALES
CARACTERISTICAS pH: 2,9 - 3,15
FISICOQUIMICAS °BRIX: 62 - 64
CARACTERISTICAS aerobios mesofilos 100 - 300 esporas de clostridium Neg
MICROBIOLOGICAS NMP de coliformes totales < 3 UFC/g
NMP de coliformes fecales <3 UFC/g
hongos y levaduras 20 - 50
FORMA DE CONSUMO Y Su forma de consumo es directa, como aderezo, o como sazonador.
CONSUMIDORES POTENCIALES Los consumidores potenciales son de todas las edades menos los que
tiene una dieta restringida.
EMPAQUE Y PRESENTACIONES Vidrio 300gr
VIDA UTIL ESPERADA 18 meses
INSTRUCCIONES EN LA ETIQUETConsumase antes de: (vida útil)
Despues de abierto mantengase refrigerado.
CONTROLES ESPECIALES Conservese en un lugar fresco y seco; evitar los golpes.
DURANTE DISTRIBUCION No exponga a la luz directa.
Y COMERCIALIZACION Despues de abierto mantengase refrigerado.
Estibado adecuado y alto.
La mermelada es el producto obtenido por elaboración de frutas de las que se
ha quitado total o parcialmente la piel, mezclado con un edulcorante, con o sin
agua; y elaborado hasta que adquiera una consistencia conveniente.
FICHA TÉCNICA DEL PRODUCTO HCR-003-03
NOMBRE MERMELADA REF:

30
Figura 14. Diagrama de bloques. MERMELADA
RECEPCIÓN Y SELECCIÓN DE MATERIA PRIMA
FORMULACIÓN
MEZCLADO
PASTEURIZACIÓN
ENVASADO
TAPADO
ETIQUETADO
CHOQUE TÉRMICO
CODIFICADO
EMPAQUE
ALMACENAMIENTO Y DISTRIBUCIÓN
PCM P
PCC F
F
PCC
PC
PCC
Q PCM
Fuente: El Autor.

31
Cuadro 16. Clasificación de defectos. MERMELADA
CLASIFICACION DE DEFECTOS. MERMELADA
TIPO DE DEFECTOS
CRITICOS
MAYORES
MENORES
FISICOS
Aparición de materiales extraños: vidrios, etiquetas, heces fecales de animales, restos de insectos, pelos, entre otros.
QUIMICOS
Residuos químicos de la desinfección, limpieza. Sobrepaso de los límites establecidos por el Ministerio de Salud en los aditivos.
MICROBIOLOGICOS
Coliformes fecales. Mesófilos
Coliformes totales
SENSORIALES
Olor y sabor no característico del producto por incidencia de luz.
OTROS
Falta de fecha de vencimiento y número de lote.
Mala posición de la etiqueta, tapa pelada por causa del proceso
Fuente: El Autor

32
Cuadro 17. Reporte de análisis de riesgos. MERMELADA
ETAPA DE PROCESO IDENTIFICACIÓN DE RIESGOS POTENCIALES
INTRODUCIDOS O MANTENIDOS EN ESTA
ETAPA
FACTOR DE RIESGO MEDIDAS PREVENTIVAS CLASIFICACION
BIOLOGICOS Presencia de microorganismos patógenos
Análisis microbiológicos de las materias primas. Aplicación de las BPM
QUIMICOS
RECEPCIÓN Y SELECCIÓN DE MAT ERIAS PRIMAS
FISICOS Aparición de materiales extraños.
PCM
BIOLOGICOS Presencia De microorganismos patógenos en los equipos
Aplicación del programa de limpieza y desinfección.
QUIMICOS Uso de acidulantes y preservativos prohibidos en concentraciones superiores a las permitidas
Pesaje cuidadoso de las materias primas. Calibración de instrumentos de medición.Escogencia técnica de preservativos.
FORMULACIÓN
FISICOS Aparición de materiales extraños Aplicación de las BPM. Limpieza y desinfección en equipos de medición.
PCC
BIOLOGICOS QUIMICOS Equipo con residuos de limpieza y
desinfección Programa de limpieza y desinfección
FISICOS Aparición de materiales extraños Aplicación de las BPM. Limpieza y desinfección en equipos de medición.
QUIMICOS Equipo con residuos de limpieza y desinfección
Programa de limpieza y desinfección
MEZCLADO
FISICOS
BIOLOGICOS Supervivencia de microorganismos patógenos.
Control de temperatura y tiempo de la pasteurización. Calibración de equipos de medición
QUIMICOS Equipo con residuos de limpieza y desinfección
Programa de limpieza y desinfección PASTEURIZACIÓN
FISICOS
PCC

33
BIOLOGICOS Posible presencia de microorganismos patógenos cuando se envasa
Programa de limpieza y desinfección en equipos y utensilios.
QUIMICOS Inadecuada limpieza y desinfección en equipos
Aplicación de BPM ENVASADO
FISICOS Presencia de vidrios Control de calidad y especificaciones de empaque
PCC
BIOLOGICOS Envases o tapas contaminadas con esporas o microorganismos
Muestreo de envases y tapas.
QUIMICOS TAPADO
FISICOS Mal sellado de envases por tapas defectuosas o mal colocadas
Revisión permanente del cierre.
BIOLOGICOS QUIMICOS CHOQUE TÉRMICO FISICOS Fracturas internas de los envases por
golpes entre botellas. Controlar y verificar velocidad de la banda del túnel de enfriamiento.
PC
BIOLOGICOS
QUIMICOS
ETIQUETADO FISICOS
BIOLOGICOS QUIMICOS
CODIFICADO FISICOS Timbrado errado, incompleto o ilegible Capacitación del operario de calibración, mantenimiento de equipos. Control de velocidad de la banda transportadora.
BIOLOGICOS QUIMICOS EMPAQUE FISICOS Fisura del empaque Aplicación de BPM.
Capacitación del personal a cargo.
PCM
BIOLOGICOS QUIMICOS Cambios en las características
organolépticas Almacenar sin incidencia de luz. Capacitación del personal en manejo de producción. Verificación de la temperatura de almacenamiento.
ALMACENAMIENTO Y DISTRIBUCIÓN
FISICOS
PCM
Fuente: El Autor.

34
Cuadro 18. Reporte de control en puntos críticos. MERMELADA.
LIMITES CRITICOS MONITOREO PCC RIESGOS A CONTROLAR
VARIABLES RANGO QUE COMO CUANDO QUIEN
ACCIONES CORRECTIVAS
REGISTROS VERIFICACION
FORMULACIÓN
Contaminación química.
Ningún aditivo prohibido declarado puede ser adicionado.
Cantidades exactas de aditivos.
Pesado correctamente
En cada formulación
Auxiliar de laboratorio
Reformular los productos cuya concentración de aditivos se encuentren fuera de los límites críticos
MTR-007-01 registro de muestreo continuo
HCR-013 Formato de verificación. (Ver Anexo E) HCR-014 Seguimiento de acciones correctivas. ( Ver Anexo F)
Temperatura
90 – 95 ºC Temperatura Termómetro
PASTEURIZACIÓN
Supervivencia de microorganismos patógenos Tiempo 8-12 seg. Tiempo reloj
Durante el proceso
Operario de pasteurización
Calibración del equipo de medición
CNR-002-01 Registro de calibración
HCR-013 Formato de verificación. HCR-014 Seguimiento de acciones correctivas
CODIFICADO
Ilegibilidad de la etiqueta o incompleta. Perdida de la trazabilidad
Los datos de tipo de producto, lote de producción, fecha de vencimiento
Totalidad de los datos
Observación visual
Antes de empacar
Operario de empaque
Limpiar etiqueta con éter y volver a codificar
Fuente: El Autor.


36
4.6 PLAN HACCP APLICADO A MOSTAZA
De acuerdo al sistema HACCP los pasos a seguir son:
! Ficha técnica del producto.
! Diagrama de flujo del proceso.
! Clasificación de defectos.
! Análisis de riesgos.
! Reporte del dispositivo de control de puntos críticos.
A continuación se desarrolla paso a paso los ítem anteriores.

37
DESCRIPCION FISICA
INGREDIENTES Harina de mostaza, vinagre natural, azucar, sal, especias, agua
PRINCIPALES
CARACTERISTICAS pH: 3,5
FISICOQUIMICAS Acidez: minimo 1%
Consistencia: 15'000.000 - 35'000.000 centipoise
CARACTERISTICAS aerobios mesofilos200-500 esporas de clostridium Neg
MICROBIOLOGICAS NMP de coliformes totales <3 UFC/g
NMP de coliformes fecales <3 UFC/g
hongos y levaduras20-50
FORMA DE CONSUMO Y Es usada en forma directa, como sazonador.
CONSUMIDORES POTENCIALES Los consumidores principales estan abarcados en todas la edades.
EMPAQUE Y PRESENTACIONES Vidrio: 130 gr, 245gr, 4175gr
VIDA UTIL ESPERADA 12 meses
INSTRUCCIONES EN LA ETIQUETConsumase antes de: (vida util)
CONTROLES ESPECIALES Conservese en un lugar fresco y seco; evitar los golpes.
DURANTE DISTRIBUCION No exponga a la luz directa.
Y COMERCIALIZACION Despues de abierto mantengase refrigerado.
Estibado adecuado y alto.
Es un producto viscoso usualmente preparado con harina de mostaza,
compuesto por una mezcla de semillas molidas de mostaza amarilla o blanca
mostaza negra; adicionada de vinagre, sal, condimentos o especies y aditivos
permitidos.
FICHA TÉCNICA DEL PRODUCTO HCR-003-04
NOMBRE MOSTAZA REF:

38
Figura 15. Diagrama de bloques. MOSTAZA
RECEPCIÓN Y SELECCIÓN DE MATERIA PRIMA
FORMULACIÓN
MEZCLADO
MOLIENDA
COCCIÓN Y PASTEURIZACIÓN
ENFRIAMIENTO
TAPADO
ENVASADO
ETIQUETADO
EMPAQUE
ALMACENAMIENTO Y DISTRIBUCIÓN
PCM P
PCC F
F
PC
Q
PCC
F
PC
PCM Q
Fuente: el Autor

39
Cuadro 19. Clasificación de defectos. MOSTAZA
CLASIFICACION DE DEFECTOS. MOSTAZA
TIPO DE DEFECTOS
CRITICOS
MAYORES
MENORES
FISICOS
Aparición de materiales extraños: vidrios, etiquetas, heces fecales de animales, restos de insectos, entre otros.
Pelos y uñas.
QUIMICOS
Residuos químicos de la limpieza, desinfección, insecticidas y rodenticidas. Sobrepaso de los límites establecidos de los aditivos autorizados por el Ministerio de Salud. El producto debe estar libre de sinéresis y no debe presentar anillo oscuro en la parte superior del envase
MICROBIOLOGICOS
Recuento total de mesófilos, NMP de coliformes fecales, esporas clostridium – sulfito, reductor y hongos y levaduras
Coliformes totales
SENSORIALES
Mal aspecto debido a una mala homogenización obteniendo separación de fases. Rancidez por degradación de grasas.
OTROS
Falta de fecha de vencimiento y número de lote.
Mala posición de la etiqueta
Fuente: El Autor.

40
Cuadro 20. Reporte de análisis de riesgos. MOSTAZA
ETAPA DE PROCESO IDENTIFICACIÓN DE RIESGOS POTENCIALES
INTRODUCIDOS O MANTENIDOS EN ESTA
ETAPA
FACTOR DE RIESGO MEDIDAS PREVENTIVAS CLASIFICACION
BIOLOGICOS Presencia de microorganismos patógenos Análisis microbiológicos de las materias primas
QUIMICOS RECEPCIÓN Y SELECCIÓN
DE MAT ERIAS PRIMAS
FISICOS Aparición de materias extrañas Pruebas de laboratorio
PCM
BIOLOGICOS Presencia De microorganismos patógenos en los equipos
Aplicación del programa de limpieza y desinfección.
QUIMICOS Altas concentraciones de los aditivos Pesaje cuidadoso de las materias primas. Calibración de instrumentos de medición
FORMULACIÓN
FISICOS Aparición de materiales extraños Aplicación de las BPM
PCC
BIOLOGICOS QUIMICOS MOLIENDA FISICOS Granulometría inadecuada Calibración de instrumentos de
medición
PC
BIOLOGICOS Presencia De microorganismos patógenos en los equipos
Aplicación del programa de limpieza y desinfección.
QUIMICOS
COCCIÓN Y
PASTEURIZACIÓN
FISICOS
PCC
BIOLOGICOS QUIMICOS ENFRIAMIENTO
FISICOS Aparición de materiales extraños Aplicación de las BPM
BIOLOGICOS QUIMICOS ENVASADO FISICOS Fisuras de empaque. Capacitar al personal para un
correcto desarrollo de las funciones.
PCM

41
BIOLOGICOS QUIMICOS
TAPADO
FISICOS
PC
BIOLOGICOS QUIMICOS
ETIQUETADO
FISICOS
BIOLOGICOS QUIMICOS
EMPAQUE
FISICOS Fisura del empaque Aplicación de BPM
PCM
BIOLOGICOS QUIMICOS Incidencia de luz directa y altas
temperaturas de almacenamiento y transporte
Aplicación de BPM ALMACENAMIENTO Y
DISTRIBUCIÓN
FISICOS
PCM
Fuente: El Autor.

42
Cuadro 21. Reporte de control en puntos críticos. MOSTAZA. LIMITES CRITICOS MONITOREO PCC RIESGOS A
CONTROLAR VARIABLES RANGO QUE COMO CUANDO QUIEN
ACCIONES CORRECTIVAS
REGISTROS VERIFICACION
FORMULACIÓN
Contaminación química.
Ningún aditivo prohibido declarado puede ser adicionado.
Cantidades exactas de aditivos.
Pesado correctamente
En cada formulación
Auxiliar de laboratorio
Reformular los productos cuya concentración de aditivos se encuentren fuera de los límites críticos
MTR-007-01 registro de muestreo continuo
HCR-013 Formato de verificación. (Ver Anexo E) HCR-014 Seguimiento de acciones correctivas (Vrr Anexo F)
Temperatura 88 ºC Temperatura Termómetro
COCIÓN Y PASTEURIZACIÓN
Supervivencia de microorganismos patógenos Tiempo 50
minutos Tiempo reloj
Durante el proceso
Operario de pasteurización
Calibración del equipo de medición
CNR-002-01 Registro de calibración
HCR-013 Formato de verificación. HCR-014 Seguimiento de acciones correctivas
CODIFICADO
Ilegibilidad de la etiqueta o incompleta. Perdida de la trazabilidad
Los datos de lote de producción.
Totalidad de los datos
Observación visual Antes de empacar
Operario de empaque
Limpiar etiqueta con eter y colver a codificar
Fuente: El Autor.

281
4.7 PLAN HACCP APLICADO A MAYONESA
De acuerdo al sistema HACCP los pasos a seguir son:
! Ficha técnica del producto.
! Diagrama de flujo del proceso.
! Clasificación de defectos.
! Análisis de riesgos.
! Reporte del dispositivo de control de puntos críticos.
A continuación se desarrolla paso a paso los ítem anteriores.

282
DESCRIPCION FISICA
INGREDIENTES Aceite refinado, huevos frescos, vinagre natural, sal, azucar, especias,
PRINCIPALES preservantes, agua, antioxidantes.
CARACTERISTICAS pH: 3,8 - 4,2
FISICOQUIMICAS Acidez: 0,3 - 0,7
Consistencia: 50'000.000 - 100'000.000 centipoise
CARACTERISTICAS aerobios mesofilos 500-1000 hongos y levaduras20 -50
MICROBIOLOGICAS NMP de coliformes totales <3 UFC/g identificación de salmonela Neg
NMP de coliformes fecales <3 UFC/g identificación de bacilus cereus< 100
estafilococo coagulasa Neg
FORMA DE CONSUMO Y Directa como sazonador o productos preparados; sus consumidores potenciales
CONSUMIDORES POTENCIALES son personas de todas la edades, menos las personas que tienen una dieta
restringida
EMPAQUE Y PRESENTACIONES Poliestireno para presentaciones de 30gr y 200gr.
Vidrio para presentaciones de 220 gr, 460gr y 3750 gr
VIDA UTIL ESPERADA 8 meses
INSTRUCCIONES EN LA ETIQUETConsumase antes de: (vida util)
CONTROLES ESPECIALES Conservese en un lugar fresco y seco; evitar los golpes.
DURANTE DISTRIBUCION No exponga a la luz directa.
Y COMERCIALIZACION Despues de abierto mantengase refrigerado.
Estibado adecuado y alto.
La mayonesa es un condimento en forma de salsa obtenido por emulsificación
de aceite(s) vegetal(es) comestible(s) en una fase acuosa consistente en
vinagre mientras lo que produce la emulsión de aciete en agua es la yema de
huevo.
FICHA TÉCNICA DEL PRODUCTO HCR--003-01
NOMBRE MAYONESA REF: 2422

283
Figura 17. Diagrama de bloques. MAYONESA
RECEPCIÓN Y SELECCIÓN DE MATERIA PRIMA
FORMULACIÓN
MEZCLA Y HOMOGENIZACIÓN
ENVASADO
TAPADO
ETIQUETADO
EMPAQUE
ALMACENAMIENTO Y DISTRIBUCIÓN
PCM P
PCC F
PCM Q
Q PCM
Fuente: El Autor

284
Cuadro 22. Clasificación de defectos. MAYONESA
CLASIFICACION DE DEFECTOS. MAYONESA
TIPO DE DEFECTOS
CRITICOS
MAYORES
MENORES
FISICOS
Aparición de materiales extraños: vidrios, etiquetas, heces fecales de animales, restos de insectos, entre otros.
Pelos y uñas.
QUIMICOS
Residuos químicos de la limpieza, desinfección, insecticidas y rodenticidas. Sobrepaso de los límites establecidos de los aditivos autorizados por el Ministerio de Salud. Presencia de anillos oscuros en la parte superior del envase debido a la oxidación del producto por recubrimiento defectuoso de la tapa.
MICROBIOLOGICOS
Coliformes fecales, salmonella y estafilococos
Coliformes totales
SENSORIALES
Mal aspecto debido a una mala homogenización obteniendo separación de fases. Rancidez por degradación de grasas.
OTROS
Falta de fecha de vencimiento y número de lote.
Mala posición de la etiqueta
Fuente: El Autor

285
Cuadro 23. Reporte de análisis de riesgos. MAYONESA
ETAPA DE PROCESO IDENTIFICACIÓN DE RIESGOS POTENCIALES
INTRODUCIDOS O MANTENIDOS EN ESTA
ETAPA
FACTOR DE RIESGO MEDIDAS PREVENTIVAS CLASIFICACION
BIOLOGICOS Presencia de microorganismos patógenos
Análisis microbiológicos de las materias primas
QUIMICOS RECEPCIÓN Y SELECCIÓN
DE MAT ERIAS PRIMAS
FISICOS Aparición de materias extrañas Pruebas de laboratorio
PCM
BIOLOGICOS Presencia De microorganismos patógenos en los equipos
Aplicación del programa de limpieza y desinfección.
QUIMICOS Altas concentraciones de los aditivos
Pesaje cuidadoso de las materias primas. Calibración de instrumentos de medición
FORMULACIÓN
FISICOS Aparición de materiales extraños Aplicación de las BPM
PCC
BIOLOGICOS QUIMICOS Equipos con residuos de limpieza y
desinfección Programa de limpieza y desinfección MEZCLA Y
HOMOGENIZACIÓN
FISICOS
PCM
BIOLOGICOS QUIMICOS ENVASADO FISICOS Fisuras de empaque. Capacitar al personal para un correcto
desarrollo de las funciones.
PCM
BIOLOGICOS QUIMICOS
TAPADO
FISICOS
PC
BIOLOGICOS QUIMICOS
ETIQUETADO
FISICOS

286
BIOLOGICOS QUIMICOS
EMPAQUE
FISICOS Fisura del empaque Aplicación de BPM
PCM
BIOLOGICOS QUIMICOS Incidencia de luz directa y altas
temperaturas de almacenamiento y transporte
Aplicación de BPM ALMACENAMIENTO Y
DISTRIBUCIÓN
FISICOS
PCM
Fuente: El Autor.

287
Cuadro 24. Reporte de control en puntos críticos. MAYONESA
LIMITES CRITICOS MONITOREO PCC RIESGOS A CONTROLAR
VARIABLES RANGO QUE COMO CUANDO QUIEN
ACCIONES CORRECTIVAS
REGISTROS VERIFICACION
FORMULACIÓN
Contaminación química.
Ningún aditivo prohibido declarado puede ser adicionado.
Cantidades exactas de aditivos.
Pesado correctamente
En cada formulación
Auxiliar de laboratorio
Reformular los productos cuya concentración de aditivos se encuentren fuera de los límites críticos
MTR-007-01 registro de muestreo continuo
HCR-013 Formato de verificación. (Ver Anexo E) HCR-014 Seguimiento de acciones correctivas. (Ver Anexo F)
Fuente: El Autor.

288
4.8 PLAN HACCP APLICADO A VINAGRE
De acuerdo al sistema HACCP los pasos a seguir son:
! Ficha técnica del producto.
! Diagrama de flujo del proceso.
! Clasificación de defectos.
! Análisis de riesgos.
! Reporte del dispositivo de control de puntos críticos.
A continuación se desarrolla paso a paso los ítem anteriores.

289
DESCRIPCIÓN FÍSICA
INGREDIENTES Vinagre natural.
PRINCIPALES
CARACTERÍSTICAS Acidez mínimo: 4% Ac Acetico
FISICOQUÍMICAS pH: 2,5 - 2,7
CARACTERÍSTICAS Recuento total de germenes: Neg
MICROBIOLÓGICAS Hongos y levaduras: Neg
FORMA DE CONSUMO Y Básicamente ensaladas y salsas caseras, los consumidores potenciales son los
CONSUMIDORES POTENCIALES adultos.
Otros usos: desinfección de equipos.
EMPAQUE Y PRESENTACIONES Vidrio: 500 ml
PVC: 1 galón
VIDA ÚTIL ESPERADA 24 meses
INSTRUCCIONES EN LA ETIQUETConsumase antes de: (vida útil)
CONTROLES ESPECIALES Consérvese en un lugar fresco y seco; evitar los golpes.
DURANTE DISTRIBUCIÓN No exponga a la luz directa.
Y COMERCIALIZACIÓN Después de abierto manténgase refrigerado.
Estibado adecuado y alto.
El vinagre es un líquido, apto para el consumo humano, producido
exclusivamente con productos idóneos que contengan almidón o azúcares, o
almidón y azúcares por el procedimiento de doble fermentación, alcohólica y
acética. El vinagre contiene una cantidad especificada de ácido acético. El
vinagre puede contener ingredientes facultativos.
FICHA TÉCNICA DEL PRODUCTO HCR-003-06
NOMBRE VINAGRE REF:

290
Figura 16. Diagrama de bloques. VINAGRE
RECEPCIÓN Y SELECCIÓN DE MATERIA PRIMA
FORMULACIÓN
MEZCLADO
FERMENTACIÓN
FILTRADO
DILUCIÓN
TAPADO
ENVASADO
ETIQUETADO
EMPAQUE
ALMACENAMIENTO Y DISTRIBUCIÓN
PCM P
PCC F
FPCM
PCC
PCM
PCM
PCM Q
Fuente: El Autor.

291
Cuadro 25. Clasificación de defectos. VINAGRE
CLASIFICACION DE DEFECTOS. VINAGRE
TIPO DE DEFECTOS
CRITICOS
MAYORES
MENORES
FISICOS
Aparición de materiales extraños: vidrios, etiquetas, heces fecales de animales, restos de insectos, entre otros.
Pelos y uñas.
QUIMICOS
Residuos químicos de la desinfección, limpieza,, insecticidas y rodenticidas. Sobrepaso de los límites establecidos por el Ministerio de Salud
MICROBIOLOGICOS
Coliformes fecales. Coliformes totales
SENSORIALES
Olor y sabor no característico del producto.
OTROS
Falta de fecha de vencimiento y número de lote.
Mala posición de la etiqueta
Fuente: El Autor

292
Cuadro 26. Reporte de análisis de riesgos. VINAGRE
ETAPA DE PROCESO IDENTIFICACIÓN DE RIESGOS POTENCIALES
INTRODUCIDOS O MANTENIDOS EN ESTA
ETAPA
FACTOR DE RIESGO MEDIDAS PREVENTIVAS CLASIFICACION
BIOLOGICOS Presencia de microorganismos patógenos
Análisis microbiológicos de las materias primas
QUIMICOS RECEPCIÓN Y SELECCIÓN
DE MAT ERIAS PRIMAS
FISICOS
PCM
BIOLOGICOS Presencia De microorganismos patógenos en los equipos
Aplicación del programa de limpieza y desinfección.
QUIMICOS Uso de cultivos fermentativos en concentraciones superiores a las permitidas
Pesaje cuidadoso de las materias primas. Calibración de instrumentos de medición
FORMULACIÓN
FISICOS Aparición de materiales extraños Aplicación de las BPM
PCC
BIOLOGICOS QUIMICOS Equipo con residuos de limpieza y
desinfección Programa de limpieza y desinfección MEZCLADO
FISICOS
PCM
BIOLOGICOS QUIMICOS FERMENTACIÒN FISICOS Deterioro del cultivo por variaciones en
el medio ambiente del mismo Control de temperatura, presión , calibración de instrumentos de medición
PCC
BIOLOGICOS QUIMICOS FILTRADO
FISICOS
BIOLOGICOS Posible presencia de microorganismos patógenos
Pruebas de laboratorio del agua filtrada
QUIMICOS Inadecuada limpieza y desinfección del sistema de conducción de líquidos
Aplicar programa de limpieza y desinfección
DILUCIÓN
FISICOS
PCM
BIOLOGICOS QUIMICOS
ENVASADO FISICOS Fisuras de empaque. Aparición de materias extrañas.
Capacitar al personal para un correcto desarrollo de las funciones. Aplicación de BPM
PCM

293
BIOLOGICOS Presencia de microorganismos patógenos
Aplicación de BPM (limpieza y desinfección de manos correctamente)
QUIMICOS
TAPADO
FISICOS Aparición de materias extrañas Aplicación de BPM
PCC
BIOLOGICOS QUIMICOS
ETIQUETADO
FISICOS
BIOLOGICOS QUIMICOS
EMPAQUE
FISICOS Fisura del empaque Aplicación de BPM
PCM
BIOLOGICOS QUIMICOS Incidencia de luz directa y altas
temperaturas de almacenamiento y transporte
Aplicación de BPM ALMACENAMIENTO Y
DISTRIBUCIÓN
FISICOS
PCM
Fuente: El Autor.

294
Cuadro 27. Reporte de control en puntos críticos. VINAGRE.
LIMITES CRITICOS MONITOREO PCC RIESGOS A CONTROLAR
VARIABLES RANGO QUE COMO CUANDO QUIEN
ACCIONES CORRECTIVAS
REGISTROS VERIFICACION
FORMULACIÓN
Contaminación química.
Ningún aditivo prohibido declarado puede ser adicionado.
Cantidades exactas de aditivos.
Pensado correctamente
En cada formulación
Auxiliar de laboratorio
Reformular los productos cuya concentración de aditivos se encuentren fuera de los límites críticos
MTR-007-01 registro de muestreo continuo
HCR-013 Formato de verificación.(Ver Anexo E) HCR-014 Seguimiento de acciones correctivas (Ver Anexo F)
Temperatura 29 – 29.5 ºC
Temperatura Termómetro
FERMENTACIÓN
Degradamiento del cultivo
presión 12-16 libras Presión Manómetro
Durante el proceso de fermentación
Operario de fermentación
Calibración del equipo de medición
CNR-002-01 Registro de calibración
HCR-013 Formato de verificación. HCR-014 Seguimiento de acciones correctivas
Fuente: El Autor.

295
5. EVALUACIÓN FINAL
Al finalizar la practica empresarial se realizó una nueva evaluación de
los aspectos a verificar establecidos en el formato INVIMA (Anexo G)
para la formulación del HACCP para CONSERVAS CALIFORNIA en su
planta ERWIS ASOCIADOS en Bogotá, obteniendo los siguientes
resultados:
! Se evaluó el perfil sanitario de la empresa (Ver Anexo H. Perfil
Sanitario de la empresa), en el cual se puede observar que la Planta
Erwis Asociados con la implementación y desarrollo de programas
tales como: Capacitación de personal, limpieza y desinfección y
control de plagas, cumple satisfactoriamente con los aspectos a
verificar por el mismo.
! Todo el personal que labora en la planta demostró responsabilidad,
compromiso y apoyo en la formulación del plan HACCP.
! Se realizó la conformación del equipo HACCP cumpliendo con los
objetivos propuestos para la realización de la formulación del plan
HACCP.
! Los programas de saneamiento y complementarios, fueron
documentados e implementados haciendo que estas labores se
realicen de una manera continua y organizada.
! El personal mediante la capacitación logró concientizarse de los
aspectos, parámetros y normas que se deben tener en cuenta en la
elaboración de productos alimenticios.
! Se logró implementar el manual de Buenas Practicas de
Manufactura (BPM).
! Con la elaboración de diagramas de flujo de los procesos, fichas
técnicas y descripción de los mismos se logró regular parámetros que
no estaban establecidos.

296
! Se elaboraron los manuales tales como: capacitación de personal,
higiene y sanidad, limpieza y desinfección, control de plagas y roedores,
desechos sólidos y líquidos, entre otros, de acuerdo el decreto 3075 de
1997.
! Teniendo como base el decreto 60 de 2002 fue mas organizada la
formulación del plan HACCP.
! La formulación del plan HACCP se pudo documentar de una manera
mas fácil ya que al establecer los procedimientos tales como
proveedores, trazabilidad, calibración se obtiene mayor información
acerca de la planta, materias primas, equipos, productos, entre otros.
! Con la elaboración del manual de buenas practicas de laboratorio se
logro establecer funciones, normas y políticas que deben regir en el
laboratorio de control de calidad.
! Con la identificación de los Puntos Críticos de Control (PCC) se
determinaron limites críticos, acciones correctivas, monitoreo,
verificación y registro; se obtuvo un mayor control de las etapas durante
el proceso de elaboración de los diversos productos.
! La elaboración e implementación de diversos registros logró obtener un
mayor control de los procesos de elaboración de los diversos productos,
control de proveedores, control de materias primas, calibración de
equipos, tareas de limpieza y desinfección, control de plagas y
roedores, entre otros.

297

CONCLUSIONES
! Se realizó un diagnóstico y una evaluación de las condiciones actuales
de la planta, con la correspondiente descripción de los productos
realizados, elaborando para cada uno el diagrama de flujo y la ficha
técnica correspondiente.
! Se recopilo y organizo la información que la empresa tiene sobre
Buenas Prácticas de Manufactura y Buenas Practica de Laboratorio,
para la elaboración de los correspondientes manuales de acuerdo al
Decreto 3075 de 1997.
! Con base en el Decreto 60 de 2002, se identificaron los prerrequisitos
que se requieren, establecidos en el mismo para el plan HACCP.
! Se elaboró manuales, programas y registros de: Buenas Prácticas de
Manufactura, capacitación de personal, calibración de equipos e
instrumentos de medición, control de plagas, limpieza y desinfección,
higiene y sanidad, manejo y disposición de desechos sólidos y líquidos,
control de proveedores, planes de muestreo y trazabilidad.
! Se realizo la clasificación de defectos de los productos: jugo, néctar,
mermelada, mostaza, mayonesa y vinagre.
! Se elaboró el reporte de análisis de riesgos en cada una de las etapas
del proceso de elaboración, para cada uno de los productos
elaborados en la planta ERWIS
! Con ayuda del diagrama de flujo, se identificó los puntos críticos de
control y su sistema de verificación en las líneas de proceso de los
productos, de la planta ERWIS.

! Se elaboró el reporte de control de puntos críticos, definiendo
parámetros tales como: limites críticos, monitoreo, acciones correctivas
y su correspondiente verificación.
! Se desarrollo el sistema de documentación del sistema HACCP para la
planta.

BIBLIOGRAFÍA
JAIRO ROMERO. Puntos Críticos. Bogotá: Corporación Colombiana
Internacional, 1996.
STEVENSON Kenneth y BERNARD Dane. HACCP Un enfoque sistemático
hacia la seguridad de los alimentos. Instituto de procesadores de
alimentos. Washington D,C 1999.
FAO. La utilización de los principios del análisis de riesgos y de los puntos
críticos de control en el control de alimentos. Estudio de Alimentación y
nutrición. Roma. 1996.
MORTIMORE, S. HACCP Enfoque Practico. Editorial Acribia S.A. España.
1996.
Decreto 60 de 2002
Norma técnica 1486. Guía para la elaboración de trabajos. ICONTEC.
Quinta actualización. Marzo 2002
Decreto 3075 de 1997

www.pbinstruments.es
www.emprendedor.com
www.cenam.mx
www.profeco.gob.mx
www.cenids.insp.mx
www.panalimentos.org

ANEXO A: PLANO GENERAL DE LA PLANTA

ANEXO B: FORMATO INVIMA

ASPECTOS A VERIFICAR
CALIFICACIÓN
1. ORGANIZACIÓN EMPRESARIAL 1.1. Se evidencia compromiso y apoyo por parte de la gerencia de la empresa
1.2. Existen políticas de calidad documentadas 1.3. Existe un organigrama definido de la empresa 1.4. Existen líneas de autoridad definidas 1.5. Existe departamento de control o aseguramiento de la calidad
1.6. El departamento de control o aseguramiento de la calidad esta a cargo de un profesional calificado
1.7. Existe manual de cargos y requisitos para cada uno Puntaje total (mínimo para aprobación 10 puntos) 2. EQUIPO HACCP 2.1.Existe equipo HACCP 2.2. Su conformación es multidisciplinario y están representados los siguiente niveles, áreas y dependencias de la empresa.
2.3. Todos los miembros que conforman el equipo HACCP están debidamente capacitados en HACCP
2.4. El equipo se reúne con la periodicidad requerida y existen actas o pruebas escritas de sus actuaciones.
2.5. Hay cumplimiento y evaluación de tareas asignadas a los miembros del equipo.
2.6. Existe un coordinador definido, competente y adecuado.
2.7. El equipo HACCP ha impartido aprobación al plan. 2.8. El equipo HACCP estudia, aprueba y reporta las modificaciones el plan.
Puntaje total (mínimo para aprobación 12 puntos) 3. PROGRAMA DE SANEAMIENTO Y COMPLEMENTARIOS 3.1. Se tiene un adecuado y completo programa escrito de limpieza y desinfección especifico para la planta y se cumple cabalmente.
3.2. Se tiene un adecuado y completo programa escrito de control de plagas especifico para la planta y se cumple cabalmente

3.3. Se tiene un adecuado y completo programa escrito de manejo y disposición de desechos sólidos o basuras especifico para la planta y se cumple cabalmente.
3.4. Se tiene un adecuado y completo programa escrito de manejo y disposición de desechos líquidos especifico para la planta y se cumple cabalmente.
3.5. Se tiene un adecuado y completo programa escrito de calibración de equipos e instrumentos de medición especifico para la planta y se cumple cabalmente.
3.6. Se tiene un adecuado y completo programa escrito de mantenimiento preventivo de equipos e instalaciones especifico para la planta y se cumple cabalmente.
3.7. Se tiene un adecuado y completo programa escrito de capacitación a todo el personal de la planta en higiene y protección.
Puntaje total (mínimo para aprobación 10 puntos) 4. BUENAS PRACTICAS DE MANUFACTURA (BPM) 4.1. Se tiene un manual de buenas practicas de manufactura especifico para la planta que comprende por lo menos lo establecido en la legislación sanitaria Colombiana, regulaciones de los Estados Unidos y directivas de la comunidad Europea.
4.2. Se cumple a cabalidad lo establecido en el manual de BPM en cuanto a personal, dotación, control de enfermedades, limpieza, hábitos higiénicos y capacitación del personal.
4.3. Se cumple a cabalidad lo establecido en el manual de BPM en cuanto a ubicación, alrededores, infraestructura, diseño, construcción y distribución de la planta.
4.4. Se cumple a cabalidad lo establecido en el manual de BPM en cuanto a instalaciones y dotación de servicios sanitarios.
4.5. Se cumple a cabalidad lo establecido en el manual de BPM en cuanto a elementos y superficies que entran en contacto con los alimentos.
4.6. Se cumple a cabalidad lo establecido en el manual de BPM en cuanto a suministro y calidad del agua, instalaciones y dotación de lavamanos en áreas de proceso.
4.7. Se cumple a cabalidad lo establecido en el manual de

BPM en cuanto a rotulación, almacenamiento y manejo de sustancias toxicas (desinfectantes, plaguicidas, detergentes, etc). 4.8. Se cumple a cabalidad lo establecido en el manual de BPM en cuanto a equipos y utensilios materiales de fabricación, diseño, ubicación, funcionamiento, mantenimiento, instrumentos y controles de medición.
4.9. Se cumple a cabalidad lo establecido en el manual de BPM en cuanto a controles en la producción y en el proceso, materias primas y aditivos utilizados, operaciones para la elaboración.
4.10. Se cumple a cabalidad lo establecido en el manual de BPM en cuanto a condiciones de almacenamiento y distribución de los productos alimenticios procesados.
Puntaje total (mínimo para aprobación 12 puntos) 5. DESCRIPCIÓN DEL PRODUCTO 5.1. Se tiene ficha técnica del producto con la siguiente información: identificación, descripción, composición, características microbiológicas, forma de consumo y consumidores potenciales, vida útil esperada y condiciones de manejo y conservación, empaque, etiquetado y presentaciones.
5.2. El rotulado del producto contiene la siguiente información: condiciones de conservación, instrucciones de preparación, declaración de aditivos, fecha de vencimiento o vida útil, código o lote de producción, ingredientes.
5.3. El empaque o envase son garantía de protección y conservación del producto.
5.4. Los códigos de fabricación utilizados para el producto permiten su trazabilidad y particularmente la identificación del producto procesado durante una desviación.
Puntaje total (mínimo para aprobación 6 puntos) 6. DIAGRAMA DE FLUJO DEL PROCESO 6.1. Existe diagrama de flujo del producto o productos. 6.2. Incluye la descripción completa de todas las etapas del proceso.
6.3. Se incluye todas las materias primas e insumos utilizados.
6.4. El flujo presenta una secuencia lógica de la operación.

6.5. Se tiene plano general de la planta que señaliza claramente las diferentes áreas, secciones, equipos, instalaciones, flujo de proceso, etc.
Puntaje total (mínimo para aprobación 8 puntos) 7. ANÁLISIS DE PELIGROS Y MEDIDAS PREVENTIVAS 7.1. Los peligros están bien clasificados e identificados biológicos, químicos y físicos.
7.2. Los peligros identificados están asociados con la inocuidad.
7.3. Los peligros identificados tienen una probabilidad razonable de ocurrencia.
7.4. Se contemplan medidas preventivas para cada peligro identificado.
7.5. Las medidas preventivas señaladas previenen, eliminan o reducen los peligros identificados.
7.6. Conoce el personal las medidas preventivas. Puntaje total (mínimo para aprobación 10 puntos) 8. IDENTIFICACIÓN DE PUNTOS CRÍTICOS DE CONTROL (PCC)
8.1. La etapa definida como PCC controla, elimina o reduce los peligros a niveles aceptables.
8.2. No existen etapas posteriores a cada PCC identificadas que controlen, reduzcan o eliminen los peligros señalados en los PCC.
8.3. Esta correctamente identificados los PCC. 8.4. Con los PCC identificados se garantiza la inocuidad del producto procesado.
Puntaje total (mínimo para aprobación 6 puntos) 9. ESTABLECIMIENTO DE LIMITES CRÍTICOS 9.1. Todas las medidas preventivas asociadas a PCC tienen definidos los correspondientes limites críticos
9.2. Los límites críticos establecidos tienen respaldo o sustentación científica o técnica.
9.3. Los límites críticos se pueden medir fácilmente y en tiempo real de tal manera que es posible adoptar acciones correctivas inmediatas y oportunas.
9.4. Se tienen establecidos limites operacionales y están bien definidos.

9.5. Cuando es requerido el laboratorio apoya la determinación de los límites críticos.
Puntaje total (mínimo para aprobación 7 puntos) 10. MONITOREO 10.1. Esta claramente definido que se va a monitorear en cada límite critico.
10.2 Esta claramente definido como se va a monitorear cada límite crítico.
10.3. Esta claramente definido cuando se va a monitorear cada límite crítico.
10.4. El monitoreo permite detectar oportunamente las desviaciones de los límites críticos.
10.5. La información recolectada durante el monitoreo permite producir registros precisos y confiables.
10.6. Los formatos o formularios utilizados para el monitoreo son completos y permiten recoger la información necesaria.
10.7. Los equipos e instrumentos de medición son adecuados.
10.8. Los equipos e instrumentos de medición están calibrados.
10.9. Las técnicas o pruebas para el monitoreo (el como) están homologadas o acepadas oficialmente.
10.10. Las acciones de monitoreo que lo requieren tienen el apoyo del laboratorio.
10.11. El personal responsable del monitoreo tiene la capacitación y competencia requerida.
Puntaje total (mínimo para aprobación 12 puntos) 11. ACCIONES CORRECTIVAS 11.1. Existen acciones correctivas para cada límite crítico. 11.2. Se actúa rápida, eficaz, y oportunamente en la aplicación de las acciones correctivas.
11.3. Se tiene identificadas y descritas acciones correctivas. 11.4. Se toman la acciones correctivas necesarias frente a la reiterada desviación de los límites críticos.
11.5. Las acciones correctivas permiten establecer el control del proceso.
11.6. Las acciones correctivas permiten establecer el control del producto y su destino.

11.7. Apoya el laboratorio decisiones relacionadas con la aplicación de acciones correctivas.
11.8. El responsable de aplicar la acción correctiva esta suficientemente capacitado y tiene la competencia y autoridad requerida.
Puntaje total (mínimo para aprobación 12 puntos) 12. REGISTROS 12.1 Los formularios y registros son suficientes para tener una completa información sobre los PCC identificados.
12.2. Los registros se encuentran debidamente diligenciados y firmados por el responsable.
12.3. Los registros se conservan durante el mismo tiempo requerido (mínimo 2 años).
12.4. No hay evidencia de fraudes o adulteraciones en los registros (registros muy limpios, datos muy uniformes, no hay desviaciones en los datos, no hay correlación en los datos, frecuencias muy constantes, horas muy regulares, etc.)
12.5. Los registros computarizados o sistematizados tienen los controles o protección necesaria para evitar cambios no autorizados o adulteraciones.
12.6. Las medidas y análisis realizados por el laboratorio para la ejecución del plan HACCP están soportados en registros.
12.7. Los registros están actualizados y se archivan en forma adecuada y organizada.
12.8. Existen suficientes y adecuados registros del monitoreo de cada límite critico en cuanto al que, como, cuando y quien.
12.9. Existen adecuados registros de las acciones correctivas.
12.10. Existen adecuados registros de los procedimientos de verificación.
12.11. Los datos se consignan en los formatos de registro en el momento de la observación.
12.12. Existen adecuados registros que soportan el cumplimiento de los procedimientos de limpieza, desinfección según el programa respectivo.
12.13. Existen adecuados registros que soporten el cumplimiento del programa de control de plagas.
12.14. Existen adecuados registros que soporten el

cumplimiento del programa de desechos líquidos. 12.15. Existen adecuados registros que soporten el cumplimiento del programa de desechos sólidos.
12.16. Existen adecuados registros que soporten el cumplimiento del programa de capacitación.
12.17. Existen adecuados registros que soporten el cumplimiento del programa de mantenimiento preventivo de equipos e instalaciones.
12.18. Existen adecuados registros que soporten el cumplimiento del programa de calibración de equipos e instrumentos de medición.
12.19. Existen adecuados registros de quejas, reclamos y devoluciones.
Puntaje total (mínimo para aprobación 12 puntos) 13. PROCEDIMIENTOS DE VERIFICACIÓN 13.1. Se realizan actividades de verificación del plan HACCP y de sus registros.
13.2. Se realizan actividades de verificación a través de pruebas de laboratorio.
13.3. Se realizan actividades de verificación para validación de cada uno de los límites críticos establecidos.
13.4. Se realizan actividades de verificación para determinar que cada uno de los PCC establecidos estén bajo control.
13.5. Se realizan actividades de verificación de las desviaciones de los límites críticos y destinos de los productos.
13.6. Se evalúa la efectividad de las acciones correctivas. 13.7. Se aplican las medidas preventivas en todas las etapas del proceso donde fueron identificadas.
13.8. Se hacen auditorias (internas o externas) como procedimientos de validación.
13.9 Los registros de monitoreo y acciones correctivas son revisadas por un supervisor en forma regular y oportuna conforme al plan respectivo.
13.10. Hay consistencia entre lo formulado en los planes establecidos (HACCP, BPM, saneamiento y complementarios) las actividades que se realizan y los registros existentes.
13.11. Las quejas, reclamos y devoluciones se atienden

adecuadamente y son tenidas en cuenta para los ajustes al plan HACCP. Puntaje total (mínimo para aprobación 18 puntos)

ANEXO C: FORMATO INVIMA. PRIMERA AUDITORIA

ASPECTOS A VERIFICAR
CALIFICACIÓN
1. ORGANIZACIÓN EMPRESARIAL 2 1.1. Se evidencia compromiso y apoyo por parte de la gerencia de la empresa
2
1.2. Existen políticas de calidad documentadas 2 1.3. Existe un organigrama definido de la empresa 2 1.4. Existen líneas de autoridad definidas 2 1.5. Existe departamento de control o aseguramiento de la calidad
2
1.6. El departamento de control o aseguramiento de la calidad esta a cargo de un profesional calificado
1
1.7. Existe manual de cargos y requisitos para cada uno 13 Puntaje total (mínimo para aprobación 10 puntos) 2. EQUIPO HACCP 2.1.Existe equipo HACCP 0 2.2. Su conformación es multidisciplinario y están representados los siguiente niveles, áreas y dependencias de la empresa.
0
2.3. Todos los miembros que conforman el equipo HACCP están debidamente capacitados en HACCP
0
2.4. El equipo se reúne con la periodicidad requerida y existen actas o pruebas escritas de sus actuaciones.
0
2.5. Hay cumplimiento y evaluación de tareas asignadas a los miembros del equipo.
0
2.6. Existe un coordinador definido, competente y adecuado.
0
2.7. El equipo HACCP ha impartido aprobación al plan. 0 2.8. El equipo HACCP estudia, aprueba y reporta las modificaciones el plan.
0
Puntaje total (mínimo para aprobación 12 puntos) 0 3. PROGRAMA DE SANEAMIENTO Y COMPLEMENTARIOS 3.1. Se tiene un adecuado y completo programa escrito de limpieza y desinfección especifico para la planta y se cumple cabalmente.
1
3.2. Se tiene un adecuado y completo programa escrito 1

de control de plagas especifico para la planta y se cumple cabalmente 3.3. Se tiene un adecuado y completo programa escrito de manejo y disposición de desechos sólidos o basuras especifico para la planta y se cumple cabalmente.
1
3.4. Se tiene un adecuado y completo programa escrito de manejo y disposición de desechos líquidos especifico para la planta y se cumple cabalmente.
1
3.5. Se tiene un adecuado y completo programa escrito de calibración de equipos e instrumentos de medición especifico para la planta y se cumple cabalmente.
1
3.6. Se tiene un adecuado y completo programa escrito de mantenimiento preventivo de equipos e instalaciones especifico para la planta y se cumple cabalmente.
2
3.7. Se tiene un adecuado y completo programa escrito de capacitación a todo el personal de la planta en higiene y protección.
1
Puntaje total (mínimo para aprobación 10 puntos) 8 4. BUENAS PRACTICAS DE MANUFACTURA (BPM) 4.1. Se tiene un manual de buenas practicas de manufactura especifico para la planta que comprende por lo menos lo establecido en la legislación sanitaria Colombiana, regulaciones de los Estados Unidos y directivas de la comunidad Europea.
1
4.2. Se cumple a cabalidad lo establecido en el manual de BPM en cuanto a personal, dotación, control de enfermedades, limpieza, hábitos higiénicos y capacitación del personal.
1
4.3. Se cumple a cabalidad lo establecido en el manual de BPM en cuanto a ubicación, alrededores, infraestructura, diseño, construcción y distribución de la planta.
1
4.4. Se cumple a cabalidad lo establecido en el manual de BPM en cuanto a instalaciones y dotación de servicios sanitarios.
1
4.5. Se cumple a cabalidad lo establecido en el manual de BPM en cuanto a elementos y superficies que entran en contacto con los alimentos.
1
4.6. Se cumple a cabalidad lo establecido en el manual de BPM en cuanto a suministro y calidad del agua,
1

instalaciones y dotación de lavamanos en áreas de proceso. 4.7. Se cumple a cabalidad lo establecido en el manual de BPM en cuanto a rotulación, almacenamiento y manejo de sustancias toxicas (desinfectantes, plaguicidas, detergentes, etc).
1
4.8. Se cumple a cabalidad lo establecido en el manual de BPM en cuanto a equipos y utensilios materiales de fabricación, diseño, ubicación, funcionamiento, mantenimiento, instrumentos y controles de medición.
1
4.9. Se cumple a cabalidad lo establecido en el manual de BPM en cuanto a controles en la producción y en el proceso, materias primas y aditivos utilizados, operaciones para la elaboración.
1
4.10. Se cumple a cabalidad lo establecido en el manual de BPM en cuanto a condiciones de almacenamiento y distribución de los productos alimenticios procesados.
1
Puntaje total (mínimo para aprobación 12 puntos) 10 5. DESCRIPCIÓN DEL PRODUCTO 5.1. Se tiene ficha técnica del producto con la siguiente información: identificación, descripción, composición, características microbiológicas, forma de consumo y consumidores potenciales, vida útil esperada y condiciones de manejo y conservación, empaque, etiquetado y presentaciones.
1
5.2. El rotulado del producto contiene la siguiente información: condiciones de conservación, instrucciones de preparación, declaración de aditivos, fecha de vencimiento o vida útil, código o lote de producción, ingredientes.
2
5.3. El empaque o envase son garantía de protección y conservación del producto.
2
5.4. Los códigos de fabricación utilizados para el producto permiten su trazabilidad y particularmente la identificación del producto procesado durante una desviación.
2
Puntaje total (mínimo para aprobación 6 puntos) 7 6. DIAGRAMA DE FLUJO DEL PROCESO 6.1. Existe diagrama de flujo del producto o productos. 1 6.2. Incluye la descripción completa de todas las etapas 1

del proceso. 6.3. Se incluye todas las materias primas e insumos utilizados.
1
6.4. El flujo presenta una secuencia lógica de la operación.
1
6.5. Se tiene plano general de la planta que señaliza claramente las diferentes áreas, secciones, equipos, instalaciones, flujo de proceso, etc.
2
Puntaje total (mínimo para aprobación 8 puntos) 6 7. ANÁLISIS DE PELIGROS Y MEDIDAS PREVENTIVAS 7.1. Los peligros están bien clasificados e identificados biológicos, químicos y físicos.
1
7.2. Los peligros identificados están asociados con la inocuidad.
1
7.3. Los peligros identificados tienen una probabilidad razonable de ocurrencia.
2
7.4. Se contemplan medidas preventivas para cada peligro identificado.
2
7.5. Las medidas preventivas señaladas previenen, eliminan o reducen los peligros identificados.
2
7.6. Conoce el personal las medidas preventivas. 2 Puntaje total (mínimo para aprobación 10 puntos) 10 8. IDENTIFICACIÓN DE PUNTOS CRÍTICOS DE CONTROL (PCC)
8.1. La etapa definida como PCC controla, elimina o reduce los peligros a niveles aceptables.
2
8.2. No existen etapas posteriores a cada PCC identificadas que controlen, reduzcan o eliminen los peligros señalados en los PCC.
2
8.3. Esta correctamente identificados los PCC. 2 8.4. Con los PCC identificados se garantiza la inocuidad del producto procesado.
2
Puntaje total (mínimo para aprobación 6 puntos) 8 9. ESTABLECIMIENTO DE LIMITES CRÍTICOS 9.1. Todas las medidas preventivas asociadas a PCC tienen definidos los correspondientes limites críticos
2
9.2. Los límites críticos establecidos tienen respaldo o 2

sustentación científica o técnica. 9.3. Los límites críticos se pueden medir fácilmente y en tiempo real de tal manera que es posible adoptar acciones correctivas inmediatas y oportunas.
2
9.4. Se tienen establecidos limites operacionales y están bien definidos.
2
9.5. Cuando es requerido el laboratorio apoya la determinación de los límites críticos.
2
Puntaje total (mínimo para aprobación 7 puntos) 10 10. MONITOREO 10.1. Esta claramente definido que se va a monitorear en cada límite critico.
2
10.2 Esta claramente definido como se va a monitorear cada límite crítico.
2
10.3. Esta claramente definido cuando se va a monitorear cada límite crítico.
2
10.4. El monitoreo permite detectar oportunamente las desviaciones de los límites críticos.
2
10.5. La información recolectada durante el monitoreo permite producir registros precisos y confiables.
2
10.6. Los formatos o formularios utilizados para el monitoreo son completos y permiten recoger la información necesaria.
2
10.7. Los equipos e instrumentos de medición son adecuados.
2
10.8. Los equipos e instrumentos de medición están calibrados.
2
10.9. Las técnicas o pruebas para el monitoreo (el como) están homologadas o acepadas oficialmente.
2
10.10. Las acciones de monitoreo que lo requieren tienen el apoyo del laboratorio.
2
10.11. El personal responsable del monitoreo tiene la capacitación y competencia requerida.
2
Puntaje total (mínimo para aprobación 12 puntos) 20 11. ACCIONES CORRECTIVAS 11.1. Existen acciones correctivas para cada límite crítico. 2 11.2. Se actúa rápida, eficaz, y oportunamente en la aplicación de las acciones correctivas.
2
11.3. Se tiene identificadas y descritas acciones 2

correctivas. 11.4. Se toman la acciones correctivas necesarias frente a la reiterada desviación de los límites críticos.
2
11.5. Las acciones correctivas permiten establecer el control del proceso.
2
11.6. Las acciones correctivas permiten establecer el control del producto y su destino.
2
11.7. Apoya el laboratorio decisiones relacionadas con la aplicación de acciones correctivas.
2
11.8. El responsable de aplicar la acción correctiva esta suficientemente capacitado y tiene la competencia y autoridad requerida.
2
Puntaje total (mínimo para aprobación 12 puntos) 16 12. REGISTROS 12.1 Los formularios y registros son suficientes para tener una completa información sobre los PCC identificados.
2
12.2. Los registros se encuentran debidamente diligenciados y firmados por el responsable.
2
12.3. Los registros se conservan durante el mismo tiempo requerido (mínimo 2 años).
2
12.4. No hay evidencia de fraudes o adulteraciones en los registros (registros muy limpios, datos muy uniformes, no hay desviaciones en los datos, no hay correlación en los datos, frecuencias muy constantes, horas muy regulares, etc.)
2
12.5. Los registros computarizados o sistematizados tienen los controles o protección necesaria para evitar cambios no autorizados o adulteraciones.
2
12.6. Las medidas y análisis realizados por el laboratorio para la ejecución del plan HACCP están soportados en registros.
2
12.7. Los registros están actualizados y se archivan en forma adecuada y organizada.
2
12.8. Existen suficientes y adecuados registros del monitoreo de cada límite critico en cuanto al que, como, cuando y quien.
2
12.9. Existen adecuados registros de las acciones correctivas.
2
12.10. Existen adecuados registros de los procedimientos de verificación.
2

12.11. Los datos se consignan en los formatos de registro en el momento de la observación.
2
12.12. Existen adecuados registros que soportan el cumplimiento de los procedimientos de limpieza, desinfección según el programa respectivo.
2
12.13. Existen adecuados registros que soporten el cumplimiento del programa de control de plagas.
2
12.14. Existen adecuados registros que soporten el cumplimiento del programa de desechos líquidos.
2
12.15. Existen adecuados registros que soporten el cumplimiento del programa de desechos sólidos.
2
12.16. Existen adecuados registros que soporten el cumplimiento del programa de capacitación.
1
12.17. Existen adecuados registros que soporten el cumplimiento del programa de mantenimiento preventivo de equipos e instalaciones.
2
12.18. Existen adecuados registros que soporten el cumplimiento del programa de calibración de equipos e instrumentos de medición.
2
12.19. Existen adecuados registros de quejas, reclamos y devoluciones.
2
Puntaje total (mínimo para aprobación 12 puntos) 37 13. PROCEDIMIENTOS DE VERIFICACIÓN 13.1. Se realizan actividades de verificación del plan HACCP y de sus registros.
0
13.2. Se realizan actividades de verificación a través de pruebas de laboratorio.
2
13.3. Se realizan actividades de verificación para validación de cada uno de los límites críticos establecidos.
2
13.4. Se realizan actividades de verificación para determinar que cada uno de los PCC establecidos estén bajo control.
2
13.5. Se realizan actividades de verificación de las desviaciones de los límites críticos y destinos de los productos.
2
13.6. Se evalúa la efectividad de las acciones correctivas. 2 13.7. Se aplican las medidas preventivas en todas las etapas del proceso donde fueron identificadas.
2
13.8. Se hacen auditorias (internas o externas) como 2

procedimientos de validación. 13.9 Los registros de monitoreo y acciones correctivas son revisadas por un supervisor en forma regular y oportuna conforme al plan respectivo.
2
13.10. Hay consistencia entre lo formulado en los planes establecidos (HACCP, BPM, saneamiento y complementarios) las actividades que se realizan y los registros existentes.
1
13.11. Las quejas, reclamos y devoluciones se atienden adecuadamente y son tenidas en cuenta para los ajustes al plan HACCP.
2
Puntaje total (mínimo para aprobación 18 puntos) 19

ANEXO D: PERFIL SANITARIO DE LA EMPRESA

PREPARADO POR:
% 10 20 30 40 50 60 70 80 90 100I 358 a-c Localización y accesos 3 3 100
d-j Diseño y construcción 7 7 100k-m Abastecimiento de agua 8 8 100n-o Disposición de residuos liquidos 6 6 100p-q Disposición de residuos sólidos 6 6 100r-v Instalaciones sanitarias 5 5 100
189 a-c Pisos y drenajes 3 3 100
d-g Paredes, techos 4 4 100h Ventanas y otras aberturas 1 1 100i-j Puertas 2 2 100k-ll Escaleras, elevadores y complementarios 3 3 100m-o Iluminación 3 3 100p-q Ventilación 2 2 100
II 2210 Condiciones generales de diseño y capacidad 1 1 10011 a-i Condiciones específicas 12 12 10012 a-e Condiciones de instalación y funcionamiento 9 9 100III 2213 a-b Estado de salud 2 2 10014 a-e Educación y capacitación 8 6,4 10015 a-l Prácticas higiénicas y medidad de protección 12 10,8 100IV 3017 a-g Materias primas e insumos 7 7 10018 a-e Envases 5 5 10019 a-k Operaciones de fabricación 11 11 10020 a-d Prevención de la contaminación cruzada 4 4 10021 a-c Operaciones de envasado 3 3 100V 1422 Control de calidad 1 1 10023 Sistema de control 5 5 10024 a-d Requisitos del sistema de control y aseguramiento 4 4 10026 Laboratorios de pruebas y ensayos 3 3 10027 Profesional o personal técnico idóneo 1 1 100VI 1529 a Programa de limpieza y desinfección 5 4
b Programa de desechos sólidos 5 5 100c Programa de control de plagas 5 2
20
31 a-g Almacenamiento 7 7 10033 a-h Transporte 8 8 10034 Distribución y comercialización 1 1 10035 a-e Expendio de alimentos 4 4 100
TOTAL 175 169,2
PERFIL SANITARIO DE LA EMPRESAFECHA:
NUMERAL ASPECTOEDIFICACIÓN E INSTALACIONES
CONDICIONES DEL ÁREA DE ELABORACIÓN
ASEGURAMIENTO Y CONTROL DE LA CALIDAD
ALMACENAMIENTO, DISTRIBUCIÓN, TRANSPORTE Y COMERCIALIZACIÓN
METAPMX POBPorcentaje de cumplimiento
EQUIPOS Y UTENSILIOS
PERSONAL MANIPULADOR DE ALIMENTOS
REQUISITOS HIGIÉNICOS DE FABRICACIÓN
PLAN DE SANEAMIENTO
VII

ANEXO E: FORMATO HCR-013. FORMATO DE
VERIFICACIÓN

N° C M m
1 Las características del producto, la etiqueta, el empaque, el envase y el embalaje no
corresponden a lo enunciado en el plan HACCP
2 El diagrama de flujo del proceso no corresponde a lo observado en el terreno
3 Los peligros y factores de riesgo propios de la planta no han sido bien reportados o
identificados en el análisis de peligros del plan
4 No se aplican los prerrequisitos del HACCP
5 Los puntos críticos de control observados en planta no corresponden con los identificados
en el Plan HACCP
6 Se han modificado los límites críticos sin la debida autorización de los responsables del
proceso
7 Las técnicas de medición y muestreo no están homologadas, documentadas o
actualizadas debidamente
8 No se han definido, o se incumplen las frecuencias de monitoreo
9 No existen o no se encuentran al día los registros de control en uno o más puntos críticos
10 Los muestreos realizados a productos terminados arrojan resultados no conformes con
las especificaciones.
11 El personal a cargo de las operaciones no tiene la capacidad técnica o administrativa
para decidir si el proceso se encuentra bajo control o no.
12 Las medidas correctivas no se aplican o registran de acuerdo con el plan.
13 Los productos no conformes no son fácilmente identificables y rastreables.
14 No se toman medidas efectivas para evitar la ocurrencia reiterada de desviaciones
de los límites críticos.
15 Los registros no son revisados y firmados por el personal responsable
16 No se desarrollan las acciones de validación y verificación contenidas en el Plan HACCP
17 Los registros de control enpuntos críticos no están debidamente identificados,
firmados, archivados al día.
18 No se encuentran registros de las actividades de validación y verificacion del plan.
19 El personal responsable del Sistema HACCP no comprende suficientemente los pricipios
técnicos y procedimentales ni las consecuencias de fallas en el funcionamiento del sistema
20 No existe evidencia de la capacitación y el trabajo contiuado del Equipo HACCP
C: CRITICO; M: MAYOR; m: MENOR
VERIFICADOR HACCP RESPONSABLE DEL ESTABLECIMIENTO
FORMATO DE VERIFICACIÓN DEL SISTEMA HACCP HCR-013ASPECTO

ANEXO F. FORMATO HCR-014. SEGUIMIENTO DE
ACCIONES CORRECTIVAS

Descripción de la no conformidad:
Fecha para la cual debe estar hecha la corrección:
Planificación de la corrección:
Firma responsable corrección: Fecha de corrección:
FECHA:
COMENTARIOS:
CIERRE DE LA NO CONFORMIDAD
FIRMAS DEL VERIFICADOR FIRMA DE ACEPTACIÓN DEL RESPONSABLE
SEGUIMIENTO A LA ACCIÓN CORRECTIVA
FECHA OBSERVACIONES VERIFICADOR (nombre y firma)
Plan HACCP de: Aspecto del formato de verificación:
FIRMAS DEL VERIFICADOR FIRMA DE ACEPTACIÓN DEL RESPONSABLE
SEGUIMIENTO DE ACCIONES CORRECTIVAS HCR-014Localización: Fecha:

ANEXO G. FORMATO INVIMA. EVALUACIÓN FINAL

ASPECTOS A VERIFICAR
CALIFICACIÓN
1. ORGANIZACIÓN EMPRESARIAL 1.1. Se evidencia compromiso y apoyo por parte de la gerencia de la empresa
2
1.2. Existen políticas de calidad documentadas 2 1.3. Existe un organigrama definido de la empresa 2 1.4. Existen líneas de autoridad definidas 2 1.5. Existe departamento de control o aseguramiento de la calidad
2
1.6. El departamento de control o aseguramiento de la calidad esta a cargo de un profesional calificado
2
1.7. Existe manual de cargos y requisitos para cada uno 2 Puntaje total (mínimo para aprobación 10 puntos) 14 2. EQUIPO HACCP 2.1.Existe equipo HACCP 2 2.2. Su conformación es multidisciplinario y están representados los siguiente niveles, áreas y dependencias de la empresa.
2
2.3. Todos los miembros que conforman el equipo HACCP están debidamente capacitados en HACCP
2
2.4. El equipo se reúne con la periodicidad requerida y existen actas o pruebas escritas de sus actuaciones.
2
2.5. Hay cumplimiento y evaluación de tareas asignadas a los miembros del equipo.
2
2.6. Existe un coordinador definido, competente y adecuado.
2
2.7. El equipo HACCP ha impartido aprobación al plan. 2 2.8. El equipo HACCP estudia, aprueba y reporta las modificaciones el plan.
2
Puntaje total (mínimo para aprobación 12 puntos) 16 3. PROGRAMA DE SANEAMIENTO Y COMPLEMENTARIOS 3.1. Se tiene un adecuado y completo programa escrito de limpieza y desinfección especifico para la planta y se cumple cabalmente.
2
3.2. Se tiene un adecuado y completo programa escrito 2

de control de plagas especifico para la planta y se cumple cabalmente 3.3. Se tiene un adecuado y completo programa escrito de manejo y disposición de desechos sólidos o basuras especifico para la planta y se cumple cabalmente.
2
3.4. Se tiene un adecuado y completo programa escrito de manejo y disposición de desechos líquidos especifico para la planta y se cumple cabalmente.
2
3.5. Se tiene un adecuado y completo programa escrito de calibración de equipos e instrumentos de medición especifico para la planta y se cumple cabalmente.
2
3.6. Se tiene un adecuado y completo programa escrito de mantenimiento preventivo de equipos e instalaciones especifico para la planta y se cumple cabalmente.
2
3.7. Se tiene un adecuado y completo programa escrito de capacitación a todo el personal de la planta en higiene y protección.
2
Puntaje total (mínimo para aprobación 10 puntos) 14 4. BUENAS PRACTICAS DE MANUFACTURA (BPM) 4.1. Se tiene un manual de buenas practicas de manufactura especifico para la planta que comprende por lo menos lo establecido en la legislación sanitaria Colombiana, regulaciones de los Estados Unidos y directivas de la comunidad Europea.
2
4.2. Se cumple a cabalidad lo establecido en el manual de BPM en cuanto a personal, dotación, control de enfermedades, limpieza, hábitos higiénicos y capacitación del personal.
2
4.3. Se cumple a cabalidad lo establecido en el manual de BPM en cuanto a ubicación, alrededores, infraestructura, diseño, construcción y distribución de la planta.
2
4.4. Se cumple a cabalidad lo establecido en el manual de BPM en cuanto a instalaciones y dotación de servicios sanitarios.
2
4.5. Se cumple a cabalidad lo establecido en el manual de BPM en cuanto a elementos y superficies que entran en contacto con los alimentos.
2
4.6. Se cumple a cabalidad lo establecido en el manual de BPM en cuanto a suministro y calidad del agua,
2

instalaciones y dotación de lavamanos en áreas de proceso. 4.7. Se cumple a cabalidad lo establecido en el manual de BPM en cuanto a rotulación, almacenamiento y manejo de sustancias toxicas (desinfectantes, plaguicidas, detergentes, etc).
2
4.8. Se cumple a cabalidad lo establecido en el manual de BPM en cuanto a equipos y utensilios materiales de fabricación, diseño, ubicación, funcionamiento, mantenimiento, instrumentos y controles de medición.
2
4.9. Se cumple a cabalidad lo establecido en el manual de BPM en cuanto a controles en la producción y en el proceso, materias primas y aditivos utilizados, operaciones para la elaboración.
2
4.10. Se cumple a cabalidad lo establecido en el manual de BPM en cuanto a condiciones de almacenamiento y distribución de los productos alimenticios procesados.
2
Puntaje total (mínimo para aprobación 12 puntos) 20 5. DESCRIPCIÓN DEL PRODUCTO 5.1. Se tiene ficha técnica del producto con la siguiente información: identificación, descripción, composición, características microbiológicas, forma de consumo y consumidores potenciales, vida útil esperada y condiciones de manejo y conservación, empaque, etiquetado y presentaciones.
2
5.2. El rotulado del producto contiene la siguiente información: condiciones de conservación, instrucciones de preparación, declaración de aditivos, fecha de vencimiento o vida útil, código o lote de producción, ingredientes.
2
5.3. El empaque o envase son garantía de protección y conservación del producto.
2
5.4. Los códigos de fabricación utilizados para el producto permiten su trazabilidad y particularmente la identificación del producto procesado durante una desviación.
2
Puntaje total (mínimo para aprobación 6 puntos) 8 6. DIAGRAMA DE FLUJO DEL PROCESO 6.1. Existe diagrama de flujo del producto o productos. 2 6.2. Incluye la descripción completa de todas las etapas 2

del proceso. 6.3. Se incluye todas las materias primas e insumos utilizados.
2
6.4. El flujo presenta una secuencia lógica de la operación.
2
6.5. Se tiene plano general de la planta que señaliza claramente las diferentes áreas, secciones, equipos, instalaciones, flujo de proceso, etc.
2
Puntaje total (mínimo para aprobación 8 puntos) 10 7. ANÁLISIS DE PELIGROS Y MEDIDAS PREVENTIVAS 7.1. Los peligros están bien clasificados e identificados biológicos, químicos y físicos.
2
7.2. Los peligros identificados están asociados con la inocuidad.
2
7.3. Los peligros identificados tienen una probabilidad razonable de ocurrencia.
2
7.4. Se contemplan medidas preventivas para cada peligro identificado.
2
7.5. Las medidas preventivas señaladas previenen, eliminan o reducen los peligros identificados.
2
7.6. Conoce el personal las medidas preventivas. 2 Puntaje total (mínimo para aprobación 10 puntos) 12 8. IDENTIFICACIÓN DE PUNTOS CRÍTICOS DE CONTROL (PCC)
8.1. La etapa definida como PCC controla, elimina o reduce los peligros a niveles aceptables.
2
8.2. No existen etapas posteriores a cada PCC identificadas que controlen, reduzcan o eliminen los peligros señalados en los PCC.
2
8.3. Esta correctamente identificados los PCC. 2 8.4. Con los PCC identificados se garantiza la inocuidad del producto procesado.
2
Puntaje total (mínimo para aprobación 6 puntos) 8 9. ESTABLECIMIENTO DE LIMITES CRÍTICOS 9.1. Todas las medidas preventivas asociadas a PCC tienen definidos los correspondientes limites críticos
2
9.2. Los límites críticos establecidos tienen respaldo o 2

sustentación científica o técnica. 9.3. Los límites críticos se pueden medir fácilmente y en tiempo real de tal manera que es posible adoptar acciones correctivas inmediatas y oportunas.
2
9.4. Se tienen establecidos limites operacionales y están bien definidos.
2
9.5. Cuando es requerido el laboratorio apoya la determinación de los límites críticos.
2
Puntaje total (mínimo para aprobación 7 puntos) 10 10. MONITOREO 10.1. Esta claramente definido que se va a monitorear en cada límite critico.
2
10.2 Esta claramente definido como se va a monitorear cada límite crítico.
2
10.3. Esta claramente definido cuando se va a monitorear cada límite crítico.
2
10.4. El monitoreo permite detectar oportunamente las desviaciones de los límites críticos.
2
10.5. La información recolectada durante el monitoreo permite producir registros precisos y confiables.
2
10.6. Los formatos o formularios utilizados para el monitoreo son completos y permiten recoger la información necesaria.
2
10.7. Los equipos e instrumentos de medición son adecuados.
2
10.8. Los equipos e instrumentos de medición están calibrados.
2
10.9. Las técnicas o pruebas para el monitoreo (el como) están homologadas o acepadas oficialmente.
2
10.10. Las acciones de monitoreo que lo requieren tienen el apoyo del laboratorio.
2
10.11. El personal responsable del monitoreo tiene la capacitación y competencia requerida.
2
Puntaje total (mínimo para aprobación 12 puntos) 20 11. ACCIONES CORRECTIVAS 11.1. Existen acciones correctivas para cada límite crítico. 2 11.2. Se actúa rápida, eficaz, y oportunamente en la aplicación de las acciones correctivas.
2
11.3. Se tiene identificadas y descritas acciones 2

correctivas. 11.4. Se toman la acciones correctivas necesarias frente a la reiterada desviación de los límites críticos.
2
11.5. Las acciones correctivas permiten establecer el control del proceso.
2
11.6. Las acciones correctivas permiten establecer el control del producto y su destino.
2
11.7. Apoya el laboratorio decisiones relacionadas con la aplicación de acciones correctivas.
2
11.8. El responsable de aplicar la acción correctiva esta suficientemente capacitado y tiene la competencia y autoridad requerida.
2
Puntaje total (mínimo para aprobación 12 puntos) 16 12. REGISTROS 12.1 Los formularios y registros son suficientes para tener una completa información sobre los PCC identificados.
2
12.2. Los registros se encuentran debidamente diligenciados y firmados por el responsable.
2
12.3. Los registros se conservan durante el mismo tiempo requerido (mínimo 2 años).
2
12.4. No hay evidencia de fraudes o adulteraciones en los registros (registros muy limpios, datos muy uniformes, no hay desviaciones en los datos, no hay correlación en los datos, frecuencias muy constantes, horas muy regulares, etc.)
2
12.5. Los registros computarizados o sistematizados tienen los controles o protección necesaria para evitar cambios no autorizados o adulteraciones.
2
12.6. Las medidas y análisis realizados por el laboratorio para la ejecución del plan HACCP están soportados en registros.
2
12.7. Los registros están actualizados y se archivan en forma adecuada y organizada.
2
12.8. Existen suficientes y adecuados registros del monitoreo de cada límite critico en cuanto al que, como, cuando y quien.
2
12.9. Existen adecuados registros de las acciones correctivas.
2
12.10. Existen adecuados registros de los procedimientos de verificación.
2

12.11. Los datos se consignan en los formatos de registro en el momento de la observación.
2
12.12. Existen adecuados registros que soportan el cumplimiento de los procedimientos de limpieza, desinfección según el programa respectivo.
2
12.13. Existen adecuados registros que soporten el cumplimiento del programa de control de plagas.
2
12.14. Existen adecuados registros que soporten el cumplimiento del programa de desechos líquidos.
2
12.15. Existen adecuados registros que soporten el cumplimiento del programa de desechos sólidos.
2
12.16. Existen adecuados registros que soporten el cumplimiento del programa de capacitación.
2
12.17. Existen adecuados registros que soporten el cumplimiento del programa de mantenimiento preventivo de equipos e instalaciones.
2
12.18. Existen adecuados registros que soporten el cumplimiento del programa de calibración de equipos e instrumentos de medición.
2
12.19. Existen adecuados registros de quejas, reclamos y devoluciones.
2
Puntaje total (mínimo para aprobación 12 puntos) 38 13. PROCEDIMIENTOS DE VERIFICACIÓN 13.1. Se realizan actividades de verificación del plan HACCP y de sus registros.
2
13.2. Se realizan actividades de verificación a través de pruebas de laboratorio.
2
13.3. Se realizan actividades de verificación para validación de cada uno de los límites críticos establecidos.
2
13.4. Se realizan actividades de verificación para determinar que cada uno de los PCC establecidos estén bajo control.
2
13.5. Se realizan actividades de verificación de las desviaciones de los límites críticos y destinos de los productos.
2
13.6. Se evalúa la efectividad de las acciones correctivas. 2 13.7. Se aplican las medidas preventivas en todas las etapas del proceso donde fueron identificadas.
2
13.8. Se hacen auditorias (internas o externas) como 2

procedimientos de validación. 13.9 Los registros de monitoreo y acciones correctivas son revisadas por un supervisor en forma regular y oportuna conforme al plan respectivo.
2
13.10. Hay consistencia entre lo formulado en los planes establecidos (HACCP, BPM, saneamiento y complementarios) las actividades que se realizan y los registros existentes.
2
13.11. Las quejas, reclamos y devoluciones se atienden adecuadamente y son tenidas en cuenta para los ajustes al plan HACCP.
2
Puntaje total (mínimo para aprobación 18 puntos) 22

ANEXO H. PERFIL SANITARIO DE LA EMPRESA

PREPARADO POR:
% 10 20 30 40 50 60 70 80 90 100I 358 a-c Localización y accesos 3 3 100
d-j Diseño y construcción 7 7 100k-m Abastecimiento de agua 8 8 100n-o Disposición de residuos liquidos 6 6 100p-q Disposición de residuos sólidos 6 6 100r-v Instalaciones sanitarias 5 5 100
189 a-c Pisos y drenajes 3 3 100
d-g Paredes, techos 4 4 100h Ventanas y otras aberturas 1 1 100i-j Puertas 2 2 100k-ll Escaleras, elevadores y complementarios 3 3 100m-o Iluminación 3 3 100p-q Ventilación 2 2 100
II 2210 Condiciones generales de diseño y capacidad 1 1 10011 a-i Condiciones específicas 12 12 10012 a-e Condiciones de instalación y funcionamiento 9 9 100III 2213 a-b Estado de salud 2 2 10014 a-e Educación y capacitación 8 6,4 10015 a-l Prácticas higiénicas y medidad de protección 12 10,8 100IV 3017 a-g Materias primas e insumos 7 7 10018 a-e Envases 5 5 10019 a-k Operaciones de fabricación 11 11 10020 a-d Prevención de la contaminación cruzada 4 4 10021 a-c Operaciones de envasado 3 3 100V 1422 Control de calidad 1 1 10023 Sistema de control 5 5 10024 a-d Requisitos del sistema de control y aseguramiento 4 4 10026 Laboratorios de pruebas y ensayos 3 3 10027 Profesional o personal técnico idóneo 1 1 100VI 1529 a Programa de limpieza y desinfección 5 4
b Programa de desechos sólidos 5 5 100c Programa de control de plagas 5 2
20
31 a-g Almacenamiento 7 7 10033 a-h Transporte 8 8 10034 Distribución y comercialización 1 1 10035 a-e Expendio de alimentos 4 4 100
TOTAL 175 169,2
PERFIL SANITARIO DE LA EMPRESAFECHA:
Porcentaje de cumplimientoMETA
EDIFICACIÓN E INSTALACIONES
CONDICIONES DEL ÁREA DE ELABORACIÓN
NUMERAL ASPECTO PMX POB
EQUIPOS Y UTENSILIOS
PERSONAL MANIPULADOR DE ALIMENTOS
REQUISITOS HIGIÉNICOS DE FABRICACIÓN
ASEGURAMIENTO Y CONTROL DE LA CALIDAD
PLAN DE SANEAMIENTO
VIIALMACENAMIENTO, DISTRIBUCIÓN,
TRANSPORTE Y COMERCIALIZACIÓN