MAGNETITA EN EL CUERPO HUMANO, CONSECUENCIAS POTENCIALES Y ...

50 Revista Latinoamericana de Metalurgia y Materiales, Vol.23 N° 2, 50 - 61
FERROALEACIÓN COMPLEJA OBTENIDA POR METODOSPIROMETALURGICOS A PARTIR DE ARENAS NEGRAS DE CUBA
R. Quintana, L. Perdomo, Á. Cruz.
Grupo de Investigación y Desarrollo de Materiales para Soldar, Centro de Investigaciones deSoldadura (CIS), Universidad Central "Marta Abreu" de Las Villas (UCLV). Carretera a Camaguaní
km 5 lh, Santa Clara, VC, CP54830, Cuba.Email: rquinssjim.uclvedu.cu;
Resumen.
En este trabajo se expone una caracterización química y mineralógica de las arenas negras del placer Mejías de Sagua deTánamo, el más importante placer litoral de playa del noroeste de Cuba oriental. A partir de estas caracterizaciones sedesarrolla una estrategia de cálculo para la confección de la carga metalúrgica, que permite obtener simultáneamente, al serprocesada por reducción carbotérmica en un horno de arco eléctrico con crisol de grafito, una ferroaleación multicomponentey una escoria útil para la confección de consumibles de soldadura por arco eléctrico.
El polvo de la escoria obtenida es aglomerado con vidrio líquido. Los pellets resultantes, debido a su comportamiento enla soldadura por arco sumergido (SAW), presentan propiedades metalúrgicas y tecnológicas que satisfacen los requisitos deuna matriz de un fundente aglomerado.
La composición química de la ferroaleación multicomponente está constituida por elementos metálicos (V, Cr, Mo, Ti,Nb) de alto valor metalúrgico y aleante, apropiada para la formulación de cargas aleantes de consumibles tanto para lasoldadura manual (SMAW) y como para la SAW.
Palabras claves: Arenas negras, metalurgia, ferroaleaciones, escoria, soldadura por arco eléctrico
Abstract
These work deals with the chemical and mineralogical characterizations of the black sands of the Mejías placer of Saguade Tanamo (the most important beach littoral placer of the northwest of oriental Cuba). Starting from these characterizationsa calculation strategy is developed for the making of the metallurgicalload that allows to obtain simultaneously a multicom-ponent ferroalloy and a useful slag for the making of electric arch welding consumables, when being processed by carbothermicreduction in an electrical are furnace with graphite crucible..
The powder of the obtained slag is agglomerated with liquid glass. The resulting pellets, due to their behavior on thesubmerged are welding show technological and metallurgical properties that correspond with the requirements of an agglom-erated flux matrix.
The chemical composition of the multicomponent ferroalloy is constituted by metallic e1ements of high metallurgical andalloyed values (V, Cr, Mo, Ti, Nb). It is appropriate for the formulation of consumables for manual welding (SMAW) andSAW, as well.
Keywords: Black sands, metallurgy, ferroaleaciones, slag, eleetrieal are welding
1. Introducción
Entre los problemas de la globalización, uno de los mássignificativos es el abastecimiento de la humanidad conmaterias primas naturales, así como su empleo racional. Elrápido crecimiento de la extracción de los recursos natura-les ha provocado el agotamiento de una serie de yacimien-tos, relativamente numerosos, de materias primas "bara-tas". Se ha notado que el ritmo de su explotación resultaactualmente desproporcionado respecto al incremento delas nuevas reservas, y a veces incluso el balance es negativo[1].
Los trabajos de caracterización de la capacidad de be-neficio de las arenas negras y la búsqueda de modos de suaprovechamiento integral, así como su elaboración medianteesquemas eficientes y económicos, son investigaciones auncon interrogantes, que requieren de una compilación mi-nuciosa de múltiples datas de diferentes fuentes, que a me-nudo resultan hasta contradictorias, así como la realiza-ción de numerosos experimentos multidisciplinarios porvarias instituciones científicas e industriales.
El potencial de utilidad que puede brindamos los mine-rales cubanos está distante el día de ser agotado completa-

R. Quintana y col. / Revista Latinoamericana de Metalurgia y Materiales. 51
mente. Un ejemplo irrefutable de lo expuesto lo brinda lasarenas negras de los placeres Mejía en la desembocaduradel río Sagua de Tanamo [2].
Varios y acuciosos trabajos de valoración de laspotencialidades de los placeres de arenas negras se hanrealizado por los especialistas del Instituto Superior MineroMetalúrgico de Moa [3,4,5].
Un salto cuantitativo y cualitativo en el aprovechamientode los recursos naturales cubanos en el desarrollo deconsumibles de soldadura por arco eléctrico se enmarcaen las postrimerías a finales de la década del ochenta conla creación del Centro de Investigaciones de Soldadura(CIS). Los trabajos sobre el desarrollo de diferentes proto-tipos de electrodos tubulares revestidos para la SMAW yalambres tubulares autoprotegidos para FCAW destinadosal recargue [6] y fundentes aglomerados [7,8] y fundidospara la SAW [9], entre otros son ejemplos de una tenden-cia creciente de emplear nuestras materias primas natura-les en función de suprimir importaciones. Las materiasprimas naturales para ser empleadas en el desarrollo deconsumible para la soldadura por arco eléctrico deben cum-plir los aspectos fundamentales siguientes:
• Deben proceder de yacimientos en explotación o defuentes de reservas capaces de mantener un suministro yuna calidad estables dentro de rangos permisibles.
• Deben tener una composición química ajustables alas diferentes partes constituyente de los consumibles (sis-tema de óxidos y su carga ale ante) acorde a los campos desu aplicación.
Con este trabajo se pretende indicar una vertiente másde las posibles utilidades que nos brinda las arenas negrasde la parte nororiental de Cuba en la obtención deferroaleaciones destinadas al desarrollo de consumibles parala soldadura por arco eléctrico. Además, en el mismo seexpone una caracterización mineralógica visual bajomicroscopio de las diferentes fracciones obtenidasempleando líquidos pesados (bromoformo, p = 2,891 g.cm3), separadores magnéticos y electromagnéticos, ofreciendoademás sus respectivos análisis químicos. También, acordea los criterios de Quintana Puchol [1] las arenas negraspueden someterse a un proceso carbotérrnico de reducciónen un horno de arco eléctrico con un crisol de grafito,obteniéndose una aleación de composición compleja,revelando elementos metálicos de gran perspectiva en eldesarrollo de formulaciones de cargas aIeantes paraconsumibles de soldadura por arco eléctrico.
2. Materiales y Métodos
El Placer Mejías de arenas negras se encuentra a am-bos lados de la desembocadura del río Sagua de Tanamo,que fluye hacia el norte de la provincia de Holguín ydesemboca en el Océano Atlántico al este de la bahía deSagua de Tanamo y al oeste de la playa Mejías. La toma de
muestra se realizó en su sector este del placer, en su partemás cercana de la costa, en donde las arenas son ricas enmagnetita, cromita e ilmenita. Se selecciona una masa de 5kg de la muestra inicial (Mi) de las arenas negras, que essometida a un lavado en Jagua y posteriormente es secada a100 °C, homogeneizada y cuarteada varia veces, de la cuales extrae una muestra de 3 kg, que será denominada MI .Lamuestras MI es sometida a un proceso de clasificación porlíquidos pesados (bromoformo, p = 2,891 g.cm') yposteriormente a un proceso de separación magnética yelectromagnética según el esquema presentado en la figura1. Para la separación magnética se empleo un imánpermanente tipo PKA 11-38-2 de 0,76 Ohm y para obtenerlas fracciones electromagnéticas se empleo un separadorisodimámico de Frants con campo variable [10]. El análisismineralógico de todas las fracciones se realizó bajo unmicroscopio binocular estereoscópico empleando lentes delOx a 40x [11].
Porciones de las fracciones obtenidas según los esquemasde la figura 1. Fueron triturados a un tamaño de grano < 88Ilm (170 mesh) para la realización de los análisis químicosclásicos por vía húmeda. Aproximadamente un kilogramola muestra MI se somete durante 35 min a una reduccióncarbotérmica en un horno de arco eléctrico, que fuealimentado por una fuente generadora de corriente eléctricadel tipo Mansfield G 1000, VC/S de 1000 A y 48 V [8, 9].Los análisis químicos de la aleación de la aleación obtenidase efectuaron con la ayuda de un equipo SPECTROCAST,Tipo CAV7A21B [8, 12].
3. Resultados y Discusión.
3.1. Obtención fracciones
Una porción representativa de la muestra MI fuesometida a un proceso de separación mediante un embudoseparador con bromoformo, obteniéndose una fracción ligera(p < 2,891 g.cm") y otra pesada (p > 2,891 g.cm") que es16 veces más abundante que la primera.
Por medio de un imán de campo permanente se separode la fracción pesada las fracciones magnética (flmas)y no-magnéticas (flno-mag),cuya relación másica (RImag= flmag/ flno-mag) presenta un valor de R¡mag= 0,87: l. Dicha relación in-dica comparativamente que la fracción no-magnética es 13% mayor que la magnética. Posteriormente en un separadormagnético isodinámico accionado a un régimen de 0.5 A(200 kA/m) se obtuvo de la fracción no-magnética (flno-mag)
las fracciones electromagnéticas (flelmag) y no-electromagnética (flno-elmas).El valor de la relación másicaR elmag= f elmag/ f no-elmag indica que la fracción
¡ 1 1electromagnética es casi 9 veces mayor que la fracción no-electromagnética. Todos estos resultados expresan queestrategia de selección se debe emplear referente a losmétodos de separación empleados en la clasificación lasdiferentes fracciones: pesada/ligera, magnética/no-magnética, electromagnética/no-electromagnética y sirven,

52 Revista Latinoamericana de Metalurgia y Materiales, Vol. 23 N° 2.
MuestraMl
Sepaxaci5n porliquidos pesaó.JsfJ '" 2,891 g.on-
Fracci5npesada
p ::> 2,891g.c:m..l
Separ~iSnlnagl~ica
Fracci5nlto-~éti:a
FraccDl1l~tica
"Fracci5n
no-e:kctlOllJap'léti::a
Fig.l
"FraccDn
electlDl~tÍ!::a
TABLA l: :ONTRIBUCION MASICA PORCENTUAL (%) DE LAS DlFERENTESFRACCIONES CONSTITUYENTES DE LA MUESTRA MI DE ARENAS NEGRAS
FRACCIONES FRACCION PESADA FRACCION NO-MAGNETICALigera Pesada Magnética No-magnética Electromagnética N o-electromagnética
5.83 94.17 46.38 53.62 89.99 10.01
además, de criterio para evaluar la factibilidad económicay tecnológica del beneficio mineralógico industrial de estamena.
3.2. Caracterización mineralógica
Bajo el microscopio binocular estereoscópico se realizóa la muestra Mly sus fracciones el análisis mineralógicosemicuantitativo referido al volumen aproximado que ocupalos granos de cada espécimen mineral (Vm) de acuerdo a laecuación siguiente:
donde nm: número de granos del mineral en cuestión,NT: número total de granos seleccionados [11].
Para calcular el porcentaje másico del mineral esnecesario conocer la densidad del mineral PmY de la muestraPM, está última se realizó por el método picnométrico.
El contenido ponderado del mineral illm se calcula acordea:
A partir de la cuantificación mineralógica visualaproximada de cada una de las fracciones obtenidas de lamuestra MI puede realizarse una apreciación por recálculode cuanto podría aportar cada mineral cuantificado enelementos metálicos con vista a estimar el origen de otroselementos metálicos ocultos en dichos minerales.
La fracción magnética fl mag representa 43.68 % de lamasa de MI respectivamente y está aparentementeconstituida, casi totalmente, por magnetita (MI = 93 %)que representa un potencial aproximado del 29 % en hierro(Fe) para la muestra MI.
La cromita "Fe Cr2O4" se aprecia visualmente como unode los constituyentes principales de la fracciónelectromagnética (f/'mag) y representa aproximadamente 20% de toda la masa de MI, aportando potencialmente el 9,2%del cromo y el 5,8 % de hierro respectivamente.

R. Quintana y col. / Revista Latinoamericana de Metalurgia y Materiales.
Otros minerales importantes según su aporte másico sonlos piroxenos (9 % de MI) y la epidota (11 % de MI) quecontribuyen con sílice (Si02) y óxidos de calcio (CaO) ymagnesia (MgO). La ilmenita (FeTi03) puede constituircerca del 2 % de la muestra MI y aporta potencialmente0,57 % del titanio y el 0,66 % de hierro a MIrespectivamente. El rutilo (Ti02) y la esfena [(CaTi(Si04)0]
53
son los principales minerales portadores de titanio en lafracción no-electromagnética y representan respectivamenteun contenido potencial de 0,71 y 3.28 % referido alamuestratotal MI. Ambos minerales constituyen 0,43 % del titanioen MI. El circón (ZrSi04) es otro constituyente importantede la fracción no-electromagnética. Los contenidos decirconio (Zr) que aporta este mineral son 0,43 % referido aMI.
T p.,BLc.. 2: COIIJIPOSICION lvIlNERALOGICA POR FRACCIONES DE LAI\IlUESTRA Ml (En trl-%)
Ivliner ale s fl:m..z f
lQ.\mAZ f
lf»'U!iª3' Ligera
Mag;neuta 93 ~anos -Maruta 2 ~ - -Fragmentos de roca con 3 - 1 -rna~let.itaCremita - 45 - -Piroxenc 1 20 - -Etlidota 1 24 - -Ilmenita -t---:- 4 - I -Homblenda 2 -Anñbol; actinolita . 4 · .
~
· -Granos
Serpenuna anos - 8Granate - · 2E&a '- 65 -Circón -
~
17 -Ruulo - 14 -Aeatito - - 1 -Corindón - - GramosCarbonatos - - - 37Fragtl1.ento de roca - - - 35eloritiz actosFeldespato - - - 10SertJenuna - - - 6~v~.u.,..,1",s Iiaeros 2 2- -Cuarzo - - - ¡;ranos
3.3. Caracterización química
El análisis químico de la fracción magnética presenta,en especial, un déficit aproximadamente del 15 %. Estedéficit no se corresponde con el contenido, que debepresentar el conjunto de óxidos de la fracción magnéticadeterminados por recálculo del análisis mineralógico.
El contenido de aproximadamente de un 42 % de Fe (""60 % del Fep3) determinado analíticamente está muy pordebajo del potencial determinado visualmente de la fracciónmagnética, que debe ser mayor a un 65 % de Fe (» 90 % deFe3°4), lo que significa que la fracción magnética estáconstituida no solo por magnetita si no, posiblemente, por
minerales magnéticos de apariencia similar como latitanomagnetita, cromotitanomagnetita y cromo espinelasmagnéticas, que justifican los relativos altos contenidos deTi02 y Cr.O, en el análisis químico para la fracciónmagnética y posible reservorio (depósito) de los elementosquímicos: Y, Ni, Mo, Nb, entre otros (ver tablas 3 y 8).
Es conocido que el vanadio se encuentra, en muchasocasiones en niveles relativamente altos de concentraciónen menas de hierro titanífero como la titanomagnetita,sustituyendo al ion Fe3+ en forma de V" en correspondenciaa los potenciales de REDOX de ambos elementos. Tambiénel vanadio puede estar oculto en minerales del titanio(ilmenita, esfeno y rutilo) sustituyendo al ion Ti4+.

54 Revista Latinoamericana de Metalurgia y Materiales, Vol. 23 N° 2.
3.4. Reducción carbotérmica
En el caso del molibdeno, por el contrario, los mineralesde hierro titaníferos son pobres en molibdeno. Por reglalos minerales de molibdeno se disuelven fácilmente durantela meteorización y forman ocres y óxidos hidratados porejemplo molibdenitaMoO o FeO'3Mo03'SH20 ilsemanita,que está muy difundida como producto de la oxidación delos minerales del molibdeno. Sin embargo, el nivelrelativamente alto de iones Ca2+ de las aguas fluvialesprovoca la precipitación de la mayor parte del molibdenocomo constituyente de las arenas analizadas.
El niobio puede encontrarse en concentracionesrelativamente notables en rocas ultrabásicas, lo que se debecon toda evidencia a su alto contenido en titanio. A pesarde la semejanza de sus radios iónicos, el niobio no sustituyeal Fe3+ en sus minerales en cantidades apreciables, si noque sustituye de preferencialmente al Ti4+. El nio~io ~eencuentra con preferencia en minerales del trtanroindependientes, como es el caso de la esfena. Para obtenerla aleación ferrosa se partió de una muestra de 2 kg de lamuestra MI, que se sometió a una reducción carbotérmicaen un horno de arco eléctrico con un crisol de grafitodesarrollado en el Centro de Investigaciones de Soldadura(CIS) [8]. La capacidad de carga del horno está enmarcadaen un volumen libre de 1439 cm'.
La confección de la carga metalúrgica se realizóteniendo en consideración la composición química ymineralógica de MI (ver tablas 2 y 3).
El primer paso estuvo dirigido a formular las mezclasde ajuste mineral de la muestra MI con el objetivo de obteneren la escoria un contenido (>60%) Y una relación de óxidosprincipales (SiOz' AIP3 y CaO) correspondiente a un puntoen el diagrama de fase temario Si02-AI203-CaO, quepresente buenas propiedades metalúrgicas y tecnológicasrequeridas tanto para realizar eficientemente el proceso dereducción carbotérmica de la muestra M1 como para obteneruna escoria que cumpla con los requisitos de la matriz deun fundente aglomerado durante el proceso de soldadurapor arco eléctrico (SAW).
Para confeccionar las mezclas de ajuste se seleccionarontres componentes: caliza (53% de CaO), arena sílice (93%de SiO ) y alúmina (99% AIP).
2 •Para el cálculo de la cantidad de coque necesano
destinado a la reducción de los minerales que conforman lamuestra se tomo, en consideración a su composición enóxidos, como base 1000g de concertado lavado (MI). Lareducción carbotérmica se considera con un factor deeficiencia (F ) entre 90 y 95% para las ecuaciones siguientes
efe[13]:
Me304 + 4C = 3Me+ 4CO; Fefc'" 95%; Me: Fe, MnMez03 + 3C = 2Me + 3Co; Fefe¡:j90%; Me: Fe, CrMeOz + 2C = Me + 2CO; Fefc¡:j95%; Me: Ti, Si
MeO + C = Me + Co; Fefc¡:j95%; Me: Mn
Fig. 2: Diagrama de fase del sistema temario Si02-AlP3-CaO

R. Quintana y col. / Revista Latinoamericana de Metalurgia y Materiales.
Los cálculos estequiométricos del carbono demandadopor las cuatros reacciones y del necesario para la formaciónde carburosr= 25% adicional) arrojan un monto total de248.30 g de coque con un 87% de carbono activo parareducir 1000 g de MI [12, 13]. Para que la formulación dela carga metalúrgica tenga desde el principio el dobIepropósito de servir al proceso de reducción carbotérmica y,a la misma vez, de obtener en la escoria un sistema de óxidosque garantice adecuadas propiedades metalúrgicas ytecnológicas requeridas en la conformación de una matrizde un fundente aglomerado destinado para la SAW, esnecesario conformar una mezcla complementaria que ajusteel sistema de óxidos inicial, que aporta la muestra inicial(MI).
Para poder utilizar la escoria como matriz de un fundenteaglomerado hay que plantearse previamente una estrategiade ajuste en la conformación de la carga metalúrgica a partirde la composición química y de las característicasmineralógicas de la muestra que será sometida a la reduccióncarbotérmica.
En el caso de que se redujese directamente la muestraMI con carbono sin otro componente adicional, se esperaríaque los productos de la reducción estuvieran constituidosaproximadamente por 73% de ferroaleación y 27 % deescoria, en ésta última el sistema de óxidos SiOz-AI203-CaO constituiría aproximadamente el 80% de sucomposición química, pero su relación de óxidos(SiOz:AIP3:CaO = 3.824: 1.764: 1) se encontraría distantede la zona requerida en el diagrama de fase SiOz-Alz03-CaO (ver figura 2).
Acorde a los requisitos correspondientes a la matriz deun fundente, ésta debe presentar aproximadamente unatemperatura de fusión 200 DCmenor que el metal depositadopor SAW y mantener una buena estabilidad del arcoeléctrico. Por estas razones es que se eligió estratégicamentede la zona de la seudowollastonita del sistema temario Si02-
AIP3 -CaO el eutectico, representado por el equilibrio CAS2
+ (X-CS = L, cuyas características fundaméntales estándefinidas por la composición química de 47.30% de Si02,
18.60% de AIP3 y de 34.10% de CaO (Si02:AI203:CaO =2.543:1:1.833) y la temperatura de fusión de1680 K (1307DC) [14]. Para lograr esta relación entre los óxidos en laescoria es necesario hacer un acertado cálculo en el balancede la composición química de la carga metalúrgica. Estopuede efectuarse por adición de otra mezcla de componentes(óxidos) a la muestra (Ml).El cálculo de la composición demezcla de ajuste a adicionar a la muestra MI puederealizarse por dos métodos para lograr la relación de óxidosdeseada en la escoria, después de su reducción carbotérmica .:
Primer Método: cálculo algebraico
Este método se basa en la formulación de ecuacionesalgebraicas. Los contenidos de los óxidos se expresan enfracciones en masa y representan los factores de las vari-
55
ables X, Y y Z (los tipos de óxidos), que conforman las tresecuaciones fundamentales normalizadas
fL(a¡X +bjY +ckZ =1)]1- la ecuación que representa el sistema de óxidos elegidosy ponderados de la muestra inicial, 2- la ecuación queconstituye el sistema de óxidos de la escoria a obtener y 3-la ecuación correspondiente al sistema de óxidos de lamezcla para el ajuste químico de la muestra MI (ver tabla3).
Los factores a, b, e ... de las respectivas ecuaciones sonlas concentraciones expresadas en fracciones de masa
[I(a¡ +bj +ck = 1)]En el caso de la muestra MI, la expresión de las
ecuaciones es la siguiente:
1: Muestra inicial M1:0.5805X + 0.2677Y+ 0.1518Z = 1
2: Escoria deseada:0.4730X + 0.1860Y + 0.3410Z =1
3: Mezcla de ajuste:aX + bY + cZ = 1
La solución de estas ecuaciones arroja que los valoresde las concentraciones de los óxidos de la mezcla de ajusteson: 36.55% de SiO/X), 10.43% de AIP/Y) y de 53.02%de CaO(Z).
Este método implica que los óxidos de la mezcla deajuste y los de la muestra inicial deben estar en la proporción1:1, es decir que la masa de la muestra resultante se incre-menta en un 40 % respecto a la masa inicial MI. Lamagnitud de este incremento depende del contenido de losóxidos seleccionados en cada uno de los componentes de lamezcla de ajuste.
Segundo método: Calculo por adición sucesiva
Este método se basa esencialmente en ajustar lacomposición de una muestra inicial a partir de adicionessucesivas y selectivas de componentes individuales (óxidos),de esta forma se obtendrán nuevas muestras en las cualesse repite el mismo procedimiento. Se realizarán tantasadiciones como sea necesario, hasta lograr la concentracióndeseada de cada óxido en la muestra final.
La fórmula fundamental que determina el cálculo de lacantidad de cada componente a adicionar para ajustar unaconcentración deseada de un componente (oxido) se expresade la forma siguiente.
n * n-1n MT fi -mimi = *1- I,Donde:1. n significa el orden de la adición de un componente(óxido: i, j, k,... ) a una mezcla dada; por ejemplo n = 1 se

56 Revista Latinoamericana de Metalurgia y Materiales, Vol. 23 N° 2.
refiere a la primera adición del componente; cuando elsupraíndice n no está indicado, se refiere a la cantidad (m.
1,
j, k,J o concentración (1;) iniciales de un componente (i, j,k, ... ) o a la masa total de la mezcla inicial (MT), si n = * esel estado final.2. (f ") y C], *) son las concentraciones iniciales y finales(deseadas) expresadas en fracciones de masa de uncomponente (i, i k, ... ) en una mezcla dada después de suadición.3. (mi") es la cantidad resultante de un componente
determinado ( i, j, k ... ) en la nueva muestra formada aladicionar una cantidad (mi' - =:: del componenteseleccionado a la anterior muestra (n-l).4. (M/,) es la masa total de una muestra formada por adiciónde un componente.
En la tabla 4 se expone esquemáticamente la estrategiadel ajuste químico y másico de la formulación de la mezclametalúrgica a partir de la muestra de inicial(Ml), cuyocalculo puede realizarse con la ayuda de un sencilloprograma Microsoft-EXCEL
TABLA 4: ESTRATEGI.A DE AJUSTE QUThflCO y lvfASICO DE UN'A MUESTRAEstados iniciales de la 1er. Proceso 2do. Proceso
Comp. muestra, n = O ha. adición de (i) Ira. adición de (i)(óxidos) m ..ene. m (en g). 'é1 m (en g) .
Conc.(en g) final n=l para i n =1 para k
(MO)¡ m, J~ l mI = 1¡fT· Jfm¡ fi mI t?I l-l ¡
(J\10)j mi 4' f: mi f}1 _ M}.J~' li
f}Jj l mi- 1 'f7(lvlO:k m", f~ Ix m", tI m", '''''
1.0 1.0 M} M}1.0
, 11.0
Cantidad a adicionar de i.j.k, .. !:;mi m} -mi tsmi ""mi mi
A partir de la suma de las diferencia de las masas"'lA 1.23, .. + + j = lhXn _ ~x J en cada etapaseLo. ul?Zl ... LVL r LVL T
conforma la masa de la mezcla adicional , que se añade ala mezcla inicial (MJ Las mezclas de adición para el ajustemineral obtenidas según los métodos de cálculo expuestosacorde a sistema de ecuaciones (mezcla 1) y a la adiciónsucesiva de componentes (mezcla 11)se exponen en la tabla5:
De la tabla 5 se observa que por el método de adicionessucesivas de componentes se logra obtener una mezcla quees 50.46% menor en masa que la obtenida por el método deecuaciones algebraicas y con el correspondiente ahorro dealumina. Tanto a partir de la mezcla 1 como en la II selogra que la relación de óxidos de la escoria sea Si02: AIP3: CaO = 2.54: 1.0:0.83 acorde a la concentracionpredeterminada de eutéctico en la zona de laseudowolastonita, que es modificada con la adición defluorita (CaF2) (ver tabla 6).
TJ;"BLA5: FORMULACION DE LAS lvIEZCLAS DE AJUSTE PARA 1OOOg DE MI
Componentes mineralesMezcla I Mezcla II
En (g) En (m-%) En (g) En (m-%)Caliza (53(>;0de CaO) 260.53 68,28 166.53 86.49
Arena sílice (93% se Si02) 95.38 25.00 26.02 13.51Alúmina (99% de Al203) 25.66 6.72 00 0.0
Total 381.57 100 192.55 100

R. Quintana y col. / Revista Latinoamericana de Metalurgia y Materiales. 57
TABLA 6: CONFECCION DE MEZCLAS METALURGICAS FINALESMezcla I Mezcla II
Componentes mineralesEn (g) En (m-%) En (g) En (m-%)
Muestra MI 1000.00 58.55 1000.00 66.23Coque (87% de carbono) 248.30 14.54 248.30 16.44
Caliza (53% de CaO) 260.53 15.25 166.53 11.03
Arena sílice (93% se Si02) 95.38 5.58 26.02 1.72
Alúmina (99% de Al203) 25.66 1.50 00 0.0Fluorita (96% de CaF2) 78.23 4.58 6916 4.58Total 17081 100 151001 100
Los componentes de la carga metalúrgica se mezclarony hamo gene izaron, acorde a un tamaño de grano de 0,2mm, en un tambor mezclador según procedimientosestablecidos [7].
La temperatura de trabajo del horno fue de 1600 DC yestuvo controlada con un picnómetro checo marca Metra.El crisol y el electrodo de grafito están conectados a lospolos de una fuente de corriente directa del tipo MansfieldG 1000 VC!S de 1000 A Y48 V (48 kW), que trabajo a un70 % de su capacidad por un periodo de 35 mino Durantetodo el periodo de fusión-reducción hubo una buenaestabilidad del arco eléctrico de las dos formulacionesmetalúrgicas finales, no obstante la muestra metalúrgicase proceso con cierta mayor facilidad y la separación escoriametal resulto también mas fácil de acuerdo al vertidoempleado.
La operación vertido de la masa fundida se realiza sobreagua a temperatura ambiente, donde se produce un fuertechoque térmico. En esta etapa es importante controlar concierta exactitud la temperatura, la altura y la velocidad devertido para lograr los efectos deseados en los productos dela fusión-reducción, estableciéndose para esta etapa losparámetros siguientes:• Altura = 0,5 - 0,6 m.• Temperatura = 1500 -1600 De.• Velocidad de vertido = 1,0 -1,5 litros/mino• Volumen de la cubeta receptora = 50 veces mayor que el
volumen de la masa fundida.El choque térmico provoca un efecto de granulación
previa y altas tensiones internas en la ferroaleaciónocasionando que sea frágil, lo que favorece su posteriortrituración. En el caso de la escoria fundida, al caer ésta enel agua se solidifica bruscamente con un alto grado devitrificación y amorfismo con una textura muy porosa yextremadamente frágil. Estas propiedades, entre otras, deambos productos de la reducción determinanfavorablemente el procedimiento de su separación y su ul-terior procesamiento. La separación de la escoria y de laferroaleación se realiza acorde a las etapas siguientes:
Secado: La escoria húmeda (40 % de agua) se escurre yorea hasta que alcance una humedad de 20 - 25 %.Posteriormente se concluye el secado en una estufa a 200"C, alcanzando una humedad de 0,1 %.
Tamizado grueso: A consecuencias del proceso degranulación de la masa fundida por choque térmico en aguase produce una diferencia notable entre el tamaño y lafragilidad de los granos de la escoria y los de la ferroaleación,lo que facilita que casi el 90 % de la ferroaleación seaseparada mecánicamente por tamización (malla 5 mm).
Trituración y tamizado fino: La escoria tamizada porla malla de 5 rnm se somete a un proceso leve y corto (5min.) de trituración en un molino de bolas de cerámica. Aconsecuencia de la marcada diferencia de dureza y fragilidadde ambos productos se provoca una notable diferencia detamaño de grano entre la escoria y los granos deferroaleación atrapados en ella. Posteriormente se pasa lamasa molida por un tamiz de 1 mm de apertura,recuperándose el85 % (»1 rnm) de la ferroaleación retenidaen la escoria. Lo que significa que finalmente la escoriapodría contener posiblemente < 1,5 % de ferroaleacióncompleja residual.
Separación magnética: La recuperación del resto (99%)de la ferroaleación « 1.5 %) contenida en la escoria serealiza mediante un proceso de segregación magnética,debido a que la ferro aleación presenta característicasferrornagnéticas, en cambio la escoria es netamentediamagnética.Con esta secuencia de procesamientos de losproductos de la reducción obtenidos a partir de las cargasmetalúrgicas diseñadas, se obtiene aproximadamente 440g de ferroaleación y 510 Y378 g de escoria correspondientesa las formulaciones metalúrgica de la mezc1a-I y mezcla-I1respectivamente por cada 1000g de concentrado mineralde MI procesado, lo cual expresa una eficiencia promediopara ambas formulaciones metalúrgicas del 92%. Lacapacidad pro media de producción del horno es de 1,5 kgde ferroaleación y 1.74 kg de escoda por hora.
3.5. Caracterización de los productos Escorias
Las composiciones químicas de las escorias vítreas yamorfas se encuentran registradas en la tabla 7. Las escoriasson pulverizadas «0,1 rnm) y posteriormente aglomeradaspor rodadura (pelitización) con vidrio líquido (30% de lamasa seca de escoria) y son secadas a 300 DC durante 2horas.

58 Revista Latinoamericana de Metalurgia y Materiales, Vol. 23 N° 2.
El proceso de aglomeración por rodadura arroja que másdel 85 % de las masas granuladas se encuentran en el rangogranulométrico de 0,25 hasta 3,0 mm. [6,7]. Las masasgranuladas y secas (0,25-3,0 mm, 0.1 % H20) se somete aun proceso de soldadura automática por arco eléctrico(SAW) con alambre de bajo contenido de carbono, dondepresentan buena estabilidad del arco, emanan poco humo,no hay presencia de llama y los cordones depositadospresentan buen aspecto superficial, todo lo cual indica quelas escorias presentan buenas características para serempleadas como matriz de fundente s aglomerados.
Ferroaleaciones: En el caso de las aleaciones obtenidasse sometan primeramente a un proceso de trituración en unmolino de mandíbulas y posteriormente en uno de bolasdurante 15 mino Aproximadamente más del 85% de la masade la ferroaleación se encuentra en rango granulométricoentre 0.08 y 2.5 mm. Rango que se emplea frecuentementeen la confección de formulaciones de cargas aleantes deconsumibles de soldadura por arco eléctrico.
Posteriormente se somete estas ferroaleaciones a unacaracterización química, que se efectúa en un equipoSPECTROCAST, Tipo CAV7A21B de potencia 1250 VA,60Hz y alimentación 230V bajo atmósfera controlada deargón. El resultado promedio del análisis químico de 17elementos químicos de las ferroaleaciones se resume en latabla 8.
A partir de la compleja e interesante composiciónquímica de las aleaciones obtenidas, no puede clasificarseéstas ni como acero ni tampoco como hierro fundido. Resultainteresante valorar en las ferroaleaciones obtenidas el posibleorigen de los contenidos relativamente altos de los elementosmetálicos Mo (2,87-2.76 %), Nb (>1,80 %) y V (>1,20 %)que son caros y escaso en la naturaleza (ver tabla 8). Elposible precio de la ferro aleación en su forma primitiva secalcula aproximadamente en 38 veces lo que puede valerun acero de baja aleación y bajo contenido de carbono (vertabla 8). En el caso de que estas ferroaleaciones seantrituradas e insertadas en las cargas aleantes de losconsumibles para la soldadura el valor agregado seincrementara en varias veces más.
Por recáIculo químico a partir de los análisis químicosde la ferroaleación y de la muestra MI y sus fracciones, sellega a la convicción que algunos de estos elementos debenocultarse en importantes proporciones en diferentesminerales de hierro, titanio y probablemente de cromo enla fracción magnética de las arenas negras
Resulta interesante analizar la información que brindael contenido químico elemental de la ferroaleación complejaobtenida a partir de la muestra MI de las arenas negras enla confección de cargas aleantes para el desarrollo deconsumibles destinados a la soldadura por arco eléctrico:electrodos para la SMAW y fundentes para la SAW.
Desde el punto de vista químico se observa que la sumade los contenidos de los elementos Mo, V, Ti, Cr, Ni, Nb YMn representan alrededor del 28% de la composición y quejunto con el Fe (53%) Yel carbono (C = 5,40%) constituyen
el 87% de la ferroaleación obtenida. Valorandoindividualmente la presencia cada uno de los elementospodemos formarnos un criterio de la posible composiciónfásica de dicha ferroaleación como componente en eldesarrollo de cargas aleantes para consumibles de soldadurapor arco eléctrico.
El contenido relativamente alto de carbono (5,40 %),que presenta la ferroaleación presupone la existencia devarios tipos de carburas, que pueden ser transferidosparcialmente a los depósitos de soldadura. Los elementosde la aleación que son aptos para formar carburo enaleaciones base hierro son aquellos cuyo subnivel enérgicod'in. < 6) está menos lleno que el del hierro 26Fe(3d6) [15].De acuerdo con lo dicho, pueden formar carburas tanto enferro aleación multicomponente como en los depósitos desoldadura, según el orden de prioridad, los elementos 22Ti(3d2), 41Nb(4d5), 23V(3d3), 42Mo(4d5), 24Cr(3d5), 25Mn(3d5).
Los carburas de los elementos que pueden conformar laaleación multicomponente obtenida, se pueden dividir endos grupos: los del Grupo 1: Fe3C, Mn3C, Cr23C6, Cr7C3,Fe3MoC y los del Grupo 11: Mo2C, VC, TiC, NbC. Perocuando en el proceso metalúrgico de obtención de laferroaleación multicomponente concurren varios elementoscorrespondiente a uno de los dos grupos de carburas nodeben formase carburas puros si no la disolución de varioselementos en un mismo tipo de carburo, por ejemplo(Cr,Mn,Fe)2F6 o (Ti,Nb)C. Los carburos correspondientesal grupo 1 presentan estructuras complejas semejantes a lacementita FeF. En el caso de los carburas del grupo 11presentan una estructura cuya red cristalina es algo menoscompleja (fases de inserción) y cristalizan por lo generalcon déficit considerable de carbono y son difícilmentesolubles en austenita [15, 16].
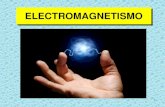
El análisis cualitativo del complejo patrón de difracciónde rayos-X de la ferroaleación multicomponente indica lapresencia de varias fases, que algunas de ellas presentan unmarcado desorden reticular (tabla9).
La existencia de la posible fase (Cr,Mn)7C3 enferro aleación multicomponente está caracterizadaprimeramente por dos bandas, que presentan característicaspropias de la distribución de la intensidad. La primera bandapresenta un máximo a 2.03IÁ y se encuentra ubicada enrango angular 28 = 44.50 - 45.75°. Su intensidad sedistribuye asimétricamente; hacia la región de los ángulosgrandes disminuye de forma paulatina, sin embargo hacialos ángulos pequeños desciende bruscamente, efecto que esprovocado por la superposición parcial de varias líneas dedifracción características para esta fase, cuyos máximos sesitúan desde 2.04 hasta 1,98 Á y sus intensidades desciendenen sentido contrario.
En el caso de la segunda banda presenta un máximobien definido a 1,758 Á en el rango angular 28 = 51,25 -51.90° Y la distribución de la intensidad es opuesta en elsentido opuesto al descrito, ahora el cambio brusco seencuentra en la región de los ángulos grandes y hacia laregión de los ángulos pequeños desciende paulatinamente,

R. Quintana y col. / Revista Latinoamericana de Metalurgia y Materiales. 59
TABLA 7. C01vIPOSICION DE ESCORIAS EN (m~%)
ÓxidosDE LA lvlEZCLA-1 DE LA lvlEZCLA-2Contenido (m-%) Contenido (m-%)
Si02 33.05 29.83Al203 l3.00 11.74
Cr203 4.92 5.75FeO 3.34 3.90MnO 1.74 2.04CaO 23.84 21.51MgO 7.35 9.21Na20 0.53 0.66K20 0.10 0.12802 0.24 0.30
P205 0.32 0.40CaF2 11.57 14.54
TABLA 8: COMPOSICION QUlMICA DE LA FERROi·.LEACIONOBTENIDA DE Lb, MUESTRA Ml,MEZCL4..-1 y MEZCLA-2
Elementos m-°,4 (1) m-%(2) 1 11 ma 11ThFe 53,62 54.23 5,0 1* 0.5262 0.5423Mn 10,47 10.25 0,09 10 1.047 1.025
Cr 6,82 7.01 0,02 25 1.705 1.7525Ti 3,60 3.25 0,60 160 5.76 5.20
Mo 2,87 2.76 3xl0-4 170 4.879 4.692Ni 2,14 2.17 0,008 17 0.3638 0.3689Nb >1,80 >1.80 0,001 800 14.40 14.4V >1,20 >1.20 0,015 750 9.0 9.0Cu 4,20 4.18 0,01 7,5 0.315 0.3135Sn 0,36 0.31 0,004 22 0.0792 0.0682Pb 0,36 0.28 0,0016 2,5 0.009 0.007C >5,40 >5.40 0.10 - - -Si >4,56 >4.56 27,5 - - -Al >2,40 >2.40 8,6 6 0.144 0.144
Mg >0,140 >0.14 2,0 8 0.0112 0.0112P 0,066 0.068 0,08 - - -S 0,003 0.002 0,09 - - -i:: 100 100.01 38.24 37.53
1 - Promedio de la composición química elemental de la corteza terrestre;Ir = Costo relativo de producción de los metales tornandocomo base unitaria el del Fe;
IlIa,b = Contribución relativa de cada elemento metálico en el precio de lasferroeleaciones obteniclas de la mezcla-Ira) y de la mezcla-2(b).
lo que es causa de la superposición parcial de líneascaracterísticas, cuyos máximos se encuentran entre 1,75 y1,81 Á. Otra línea ancha a 2.284 Á (28 = 39.45°) está afavor de confirmar la existencia de esta fase.
Las líneas más importantes de patrón de difracción delcarburo complejo (Cr,Mn)23C6 coincide con las del(Cr,Mn)7C3' pero esta fase se define complementariamentepor la presencia de las líneas 2.395, 2.157 Y 1,887 Á. Esconveniente aclarar que puede existir la presencia de Fe enla estructura de ambos tipos carburas complejos y por lotanto variar la relación entre Cr y Mn en amplios diapasones,
lo cual está en dependencia de la cinética de lastransformaciones fásicas bajo las violentas velocidades deenfriamiento a que se sometió la masa fundida y a losfactores que influye en dicha cinética, entre los que seencuentra la relaciones de concentraciones de los diferenteselementos químicos presentes en el estado fundido, por loque no puede descartarse de forma absoluta la existencia deotros tipos de carburas mucho más complejos. La existenciade los carburas más simples del tipo Cr7C3, Mn7C3, Cr23C6,Mn2JC6 u otros similares no pudo definirse mediante ladifracción de rayos-X en la ferroaleación multicomponente

60 Revista Latinoamericana de Metalurgia y Materiales, Vol. 23 N° 2.
TABLA 9 VALORES DE LAS DIST ANCI.f.S INTERPLANA~ES d(A.) EINTENSIDADES RELATIVAS (I,..I) DEL PATRON DE DIFRACCION DE LAFERROALEACION l.¡fULTICOM:PONEl>ITENo d(A) 1.1 No dCA) 1.1 No dCA.) 1.1
1 5.520 10 15 2.750 2 29 1.977 12 5.026 4 16 2.689 1 30 1.947 23 4.220 3 17 2.549 4 31 1.889 14 3.888 1 18 2.512 3 32 1.856 15 3.838 1 19 2.487 10 33 1.833 16 3.777 1 20 2.462 7 34 1.799 17 3.707 10 21 2.413 3 35 1.758 88 3.470 1 22 2.395 7 36 1.739 19 3430 1 23 2.301 3 37 1.677 110 3.353 5 24 2.284 4 39 1.637 111 3.210 3 25 2.157 10 40 1.601 112 3.071 9 26 2.110 413 2.987 4 27 2.031 1014 2.860 100 28 2.006 6
Q<t 300Q
~ 293::~ 200'~ 193
100
50
O~~~~~~~~~~~~~--~O
493400
393
10
por estar estos influenciados por el desorden reticularpresente en los mismos, lo que también limita brindar unaapreciación cuantitativa de las fases presentes. La presenciade grafito s atribuida a la existencia de las líneas dedifracción a 3.354 y 1,677 Á. La fase principal de laferroaleación multicomponente es aparentemente unaaleación compleja del tipo FeXCrZMnycon relativos bajoscontenidos de Ni, Ti, V, Mo, Nb y C, que está representadaen patrón de difracción por las líneas siguientes: 2.860(100),5.520(10), 3.707(10), 2.487(10), 3.071(9).Durante elproceso de soldadura por arco eléctrico manual y automático(SMA W y SAW) las temperaturas distribuidas por todo elbaño de soldadura oscilan en un rango entre 1500 y 5000DC.
En este amplio diapasón de temperaturas b.T "'"3500 DCen el baño de soldadura, los elementos constituyentes de laaleación multicomponente obtenida pueden encontrarseindependientes, por lo que pueden clasificarse según sus
30 40AnGUlOS (20)
50 En 70
funciones y relaciones con el hierro (Fe r= 53 %) o entre síen cinco grupos:
• Elementos aleante: Cr (6,82-7.01 %), Ni (2,14-2.17 %), Mo (2,87-2.76 %), Nb (1,80 %), V (1,20 %), Mn(10.25-10,47 %), Ti (3.25-3,60%) y Si (4,56 %).
• Formador de carburo: C(>5,40%).• Desoxidantes: Al 2,40 %), Mg (0,14 %), Si (4,56
%) y Mn (10,47 %).• Poco solubles en Fe: Cu (4,20 %), Pb (0,36 %) Y
Sn (0,35 %).• Impurezas: S (0,003 %) YP (0,07 %).
En la formación de los cordones de soldadura, loselementos Al, Si, Sn, Mo, V, Ti, Cr (según su por ciento enla ferroaleación) son los que bajan la temperatura A4y elevala A3 estrechando la región de existencia de la fase garnma(y, ampliando la región alfa, a), mientras los elementos

R. Quintana y col. / Revista Latinoamericana de Metalurgia y Materiales.
Mn y Ni (e121 % de la ferro aleación) elevan la temperaturaA4 y bajan a A3' es decir amplían la región gamma(estrechan la región alfa, a).
La presencia de cierta cantidad de elementos del primergrupo (alfágenos) estabiliza el estado a en los cordonesbase hierro desde la temperatura de fusión de las aleacioneshasta la del ambiente, que son denominadas, por tal efecto,como ferríticas (a), por otro lado ciertos contenidos de Mny Ni estabilizan el estado 'Y en los cordón base hierro enigual diapasón de temperatura, denominándose éstosausteníticos (ver los diagramas de fase en [14]).
4. Conclusiones
• Los análisis mineralógicos y químicos de las diferentesfracciones pesadas y ligeras, así como de las magnéticas yelectromagnéticas de la muestra MI del placer de las are-nas negras Mejías conllevan trazar una estrategia para elcálculo y el desarrollo de formulaciones adecuadas de lacarga metalúrgica, que permiten obtener por reduccióncarbotérmica con buen rendimiento y de forma simultáneauna escoria vítrea y porosa con alto grado de fragilidad yuna ferroaleación multicomponente, ferromagnética yfrágil, propiedades que permite su relativo fácilprocesamiento y separación en más de un 98 % de la escoria.• La caracterización química de las escorias arrojo que elconjunto de óxidos s.o, AlP3 y CaO constituye entre el63 y 72 % de su composición química y que la relaciónentre ellos es la esperada (Si02:Alz03:CaO = 2.54: 1.0:1,83),determinando, en la práctica, el buen comportamientotecnológico y metalúrgico de los polvos de la escoriagranulada con vidrio líquido como matriz de un fundenteaglomerado para la SAW.
Mediante un proceso de reducción carbotérmica decargas metalúrgicas de la muestra MI es factible obtenerde forma rentable polvos de carburos complejos de Cr yMn y de aleaciones complejas constituidos por elementosmetálicos alfagenos y gammagenos de gran interés indus-trial y en especial de alto valor metalúrgico para el desarrollode cargas aleantes de consumibles para soldadura por arcoeléctrico (SMAW y/o SAW) con amplio diapasón deaplicaciones en el campo del recargue y la soldadurapropiamente dicho.
61
Bibliografía
l. 1. R. Quintana Puchol: Estrategia sobre el desarrollode fundentes para la SAW a partir de minerales cubanos.II Encuentro nacional de Gestión Tecnología Academiade Ciencias de Cuba, Habana, (1993) 55pp
2. D. Driceu: Obtención de concentrados a partir de are-nas negras y su uso posible en soldadura. Tesis deTrabajo de Diploma. Fac. de Quim. y Fram., UCLV,Santa Clara, Cuba. (1997/1998) 99pp.
3. R. Díaz Martínez, Revista Minería y Geología, 12, 3(1995) ppAl-47
4. R. Díaz Martínez, J. Batista Rodríguez, J. BlancoMoreno, R. Gonzalez Caraballo: Revista Minería yGeología, 14,1 (1997) pp.13-17.
5. R. Díaz Martínez, J.A. Proenza, 1. Comas, O.Fernández Bellon, J.M. Fabra y 1. C. Melgarejo: ActaGeológica Hispánica 3,1-4(1998) 351-371
6. M. Rodríguez Pérez: Electrodos tubulares revestidospara el relleno superficial de centralizadores y piezasque trabajan en condiciones similares. Tesis doctoral.CIS,UCLV, Santa Clara, Cuba, (1992) 127pp.
7. G. Portal Depestre: Desarrollo de fundentes no-fundidospara el relleno de rodillos de bulldozer y piezas quetrabajan en condiciones similares. Tesis doctoral.CIS,UCLV, Santa Clara, (1994) 121 pp.
8. P. Perdomo González: Obtención de un fundenteaglomerado aleado para el recargue a partir de losproductos de la reducción de cromitas refractariascubanas. Tesis doctoral. CIS, UCLV, Santa Clara. Cuba,(1999) 101pp.
9. C.R. Gómez Pérez: Obtención de fundente fundido parala SAW a partir de rocas cubanas. Tesis doctoral.CIS,UCLV, Santa Clara, (1995) 101 pp.
10. 1. Datsko: Materials selection for design manufacturingtheory and practice. Editorial: Marcel Dekker, NewYork. (1997) 376 pp.
11. Amelinckx, S. et al.: Handbook of microscopy:application in materials science, solid state physic, andchemistry. Editorial: VCH, Weinhein, New York,(1997) 368 pp.
12. R. Quintana Puchol, L. Perdomo González, A. CruzCrespo, L. Gómez Rodríguez: Revista Minería yGeología. 13,2 (2001) pp. 37-46
13. Academia de Ciencias ex-URSS: Teoría y práctica dela reducción directa del hierro (en ruso). Editorial:Nauka, Moscú. (1986) 271 pp.
14. M. Hiller: Phase equilibrium, phase diagrams, and phasetransformations: their thermodynamic basis. Editorial:Cambridge University Press, Cambridge (1997) 538pp.