Extrusión de Polímero

of 9
-
Upload
leudys-palma -
Category
Documents
-
view
10 -
download
0
description
Descripcion del proceso y tecnicas
Transcript of Extrusión de Polímero
-
5/21/2018 Extrusi n de Pol mero
1/9
Extrusin de polmero 1
Extrusin de polmero
El anlisis matemtico de la mecnica de
fluidos y de los fenmenos de transporte
corresponde a los diferentes artculos de
estas, para quienes deseen mayor
informacin al respecto se sugiere consultar
las referencias citadas al final.
La extrusin de polmeros es un proceso
industrial mecnico, en donde se realiza una
accin de prensado, moldeado del plstico,
que por flujo continuo con presin y
empuje, se lo hace pasar por un molde
encargado de darle la forma deseada. El
polmero fundido (o en estado ahulado) esforzado a pasar a travs de un dado tambin
llamado boquilla, por medio del empuje
generado por la accin giratoria de un husillo (tornillo de Arqumedes) que gira concntricamente en una cmara a
temperaturas controladas llamada can, con una separacin milimtrica entre ambos elementos. El material
polimrico es alimentado por medio de una tolva en un extremo de la mquina y debido a la accin de empuje se
funde, fluye y mezcla en el can y se obtiene por el otro lado con un perfil geomtrico preestablecido.
Propiedades bsicas de flujo de polmeros
Flujo a travs de un canal simple y de canal rectangular
Canal simple: Para modelar el flujo de polmero que fluye a travs de un canal es necesario comenzar con ciertas
consideraciones que podran resumirse en 6:
En las paredes del canal el flujo es igual a cero
El fluido fluye constante independientemente del tiempo
En todo lo largo del canal, el perfil de flujo permanece constante
El fluido es incompresible
El flujo es isotrmico
La fuerza de gravedad es despreciable
Primero tratamos el flujo, que a travs de un canal de seccin transversal circular fluye con un flujo parablico:
Despus de un balance de momentum se obtiene que:
http://es.wikipedia.org/w/index.php?title=Archivo%3AFlujo_en_un_canal_de_extrusion.pnghttp://es.wikipedia.org/w/index.php?title=Tolvahttp://es.wikipedia.org/w/index.php?title=Husillo_de_extrusi%C3%B3nhttp://es.wikipedia.org/w/index.php?title=Empujehttp://es.wikipedia.org/w/index.php?title=Dado_%28ingenier%C3%ADa%29http://es.wikipedia.org/w/index.php?title=Pol%C3%ADmerohttp://es.wikipedia.org/w/index.php?title=Fen%C3%B3menos_de_transportehttp://es.wikipedia.org/w/index.php?title=Mec%C3%A1nica_de_fluidoshttp://es.wikipedia.org/w/index.php?title=Mec%C3%A1nica_de_fluidoshttp://es.wikipedia.org/w/index.php?title=Archivo%3ADisenio_de_un_extrusor.png -
5/21/2018 Extrusi n de Pol mero
2/9
Extrusin de polmero 2
despus de una anlisis matemtico se obtiene que el esfuerzo cortante rz
:
y finalmente, tomando en cuenta la ley de Newton de la viscosidad, el flujo volumtrico y la velocidad promedio, se
obtienen las siguientes ecuaciones: para esfuerzo cortante y velocidad de corte :
Canal rectangular: Para fluidos newtonianos a travs de un canal rectangular tenemos: ,
Substituyendo la ley de la potencia, integrando y substituyendo el flujo volumtrico Q se otiene:
o tambin:
Reometra y reologaLa Reologa en proceso de extrusin aporta datos muy importantes para la comprensin y el diseo de esta
tecnologa. El estudio de un flujo de polmero por medio de Reologa comienza con la reometra capilar, estudiando
el flujo de polmero a travs de un dado capilar utilizando las mismas consideraciones que se utilizaron para el flujo
a travs de un canal simple.
En este modelo de reometra se considera que el esfuerzo cortante tiene relacin directa con la cada de presin P
que se presenta a lo largo del tubo capilar cuya longitud L y radio R se relacionan con el flujo volumtrico Q y el
esfuerzo cortante a la salida del dado del reometro capilar por medio de las siguientes ecuaciones:
Usualmente se aplica una fuerza F y una velocidad conocidas para empujar el pistn que empuja al polmero
fundido, teniendo en cuenta que
Para ajustar estas relaciones con los esfuerzos cortantes se utiliza la correccin de Bagley, por medio de la cual se
corrigen los efectos de la cada de presin del pistn y a travs del total de la longitud del tubo capilar, se toman en
cuenta la viscosidad y la cada de presin a la entrada del capilar.
Resultando en:
Donde
e = Valor obtenido de graficar PPistn
contra (L/R) en la interseccin de la recta obtenida con el eje de las
abscisas.
= Viscosidad, obtenida de la pendiente (derivada) de la grfica de PPistn
contra (L/R).
Otras correcciones incluyen la correccin de Rabinowitsch para utilizar fluidos no newtonianos, con la cual se
obtiene
Para la velocidad de corte:
y
http://es.wikipedia.org/w/index.php?title=Correcci%C3%B3n_de_Rabinowitschhttp://es.wikipedia.org/w/index.php?title=Correcci%C3%B3n_de_Bagleyhttp://es.wikipedia.org/w/index.php?title=Reometr%C3%ADa_capilarhttp://es.wikipedia.org/w/index.php?title=Reolog%C3%ADahttp://es.wikipedia.org/w/index.php?title=Ley_de_la_potencia -
5/21/2018 Extrusi n de Pol mero
3/9
Extrusin de polmero 3
El paso de la reometra capilar es un paso inicial muy importante para conocer las caractersticas reolgicas del
material a utilizar, adems se obtienen algunos otros datos importantes como hinchamiento, distorsiones del
extruido, prdida de viscosidad con el tiempo.
El siguiente paso para el estudio preliminar de termoplsticos implica el uso de una norma por medio del medidor de
ndice de fluidez, con ayuda de la ecuacin de continuidad.
Tcnicas de extrusin
La clasificacin general de los distintos tipos de tcnicas para extrusin de polmero son las siguientes:
Extrusin:
Extrusin con un slo husillo
Extrusores convencionales o tpicos
Extrusores con ventilacin (o venteo) o degasificacin
Extrusores co-mezcladores (del ingls kneader)
Extrusores sin husillo
Bombas
Extrusores de discos
Extrusores de husillo mltiple
Extrusores de doble husillo
Husillos que no engranan
Husillos que engranan
Rotacin en el mismo sentido
Rotacin en sentido inverso
Extrusores con ms de dos husillos
Rodillos planetarios
De 4 husillos (construccin particular para cada mquina)
Extrusores de un slo husillo
Los extrusores ms comunes utilizan un slo husillo en el can. Este husillo tiene comnmente una cuerda, pero
puede tener tambin 2 y este forma canales en los huecos entre los hilos y el centro del husillo, manteniendo el
mismo dimetro desde la parte externa del hilo en toda la longitud del husillo en el can.
La divisin ms comn para extrusores de un slo husillo consiste en 4 zonas, desde la alimentacin hasta la salida
por el dado del material,
1. Zona de alimentacin: En esta parte ocurre el transporte de grnulos slidos y comienza la elevacin de
temperatura del material
2. Zona de compresin: En esta zona, los grnulos de polmero son comprimidos y estn sujetos a friccin y
esfuerzos cortantes, se logra una fusin efectiva
3. Zona de distribucin: Aqu se homogeniza el material fundido y ocurren las mezclas.
4. Zona de mezcla: En esta parte que es opcional ocurre un mezclado intensivo de material, en muchos casos
no se aconseja porque puede causar degradacin del material.
Los husillos pueden tener tambin dentro de algunas de sus zonas principales elementos dispersivos y elementos
distributivos.
Distribucin: Logra que todos los materiales se encuentren igual proporcin en la muestra Dispersin: Logra que los
componentes no se aglomeren sino que formen partculas del menor tamao posible.
http://es.wikipedia.org/w/index.php?title=Gr%C3%A1nulohttp://es.wikipedia.org/w/index.php?title=Husillo_de_extrusi%C3%B3nhttp://es.wikipedia.org/w/index.php?title=Ecuaci%C3%B3n_de_continuidadhttp://es.wikipedia.org/w/index.php?title=%C3%8Dndice_de_fluidez -
5/21/2018 Extrusi n de Pol mero
4/9
Extrusin de polmero 4
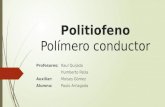
Flujo de arrastre
Flujo de arrastre en un extrusor de un husillo.
Nuevamente considerando la ley de Newton
de la viscosidad, haciendo un balance de
momentum para el husillo separado del barril
por una distancia H, con velocidades Vz
(direccin del arrastre)es diferente de cero yV
x= V
y= 0, en estado estacionario a presin
constante y sin gravedad, se tienen las
siguientes relaciones para el flujo de arrastre
debido a la accin del husillo:
y siendo Uz
la velocidad mxima en la direccin z, en el husillo:
Para el rea transversal de flujo H:
Tomando en cuenta la velocidad promedio en Vz:
El flujo total del polmero resulta de la suma del flujo de arrastre y el flujo de presin
Para:
N = Rapidez del tornillo...(1)
P = Presin frontal
= viscosidad del plstico fundido
H = Espacio entre el husillo y el can
= ngulo del hilo (o ngulo de hlice) l = Longitud
El flujo de arrastre en el extrusor se deriva del clculo del flujo de arrastre entre dos placas paralelas en estado
estacionario, tomando en cuenta que el flujo primario es debido a una espiral.
Sin embargo, en la realidad es necesario hacer correcciones a los datos tericos obtenidos por estas ecuaciones,
debido a que si existen velocidades en las direcciones x e y, a que la viscosidad se ve afectada por un gradiente de
temperatura que no es constante, a los efectos de gravedad y en caso de compuestos, al tamao de partcula, en
general se pueden controlar los siguientes parmetros:
http://es.wikipedia.org/w/index.php?title=Archivo%3AFlujo_de_arrastre_de_extrusor_en_png.png -
5/21/2018 Extrusi n de Pol mero
5/9
Extrusin de polmero 5
Extrusores de doble husillo
Los extrusores de doble husillo proporcionan un empuje mucho mayor y esfuerzo de cizalla mejor que el de un slo
husillo, aceleraciones de material mucho mayores, esfuerzos cortantes relativamente altos y mezclado intensivo. Para
algunos materiales este proceso es demasiado agresivo, por lo cual resulta inadecuado, existe la creencia de que los
concentrados de color se realizan en su mayora en este tipo de extrusores, sin embargo, la mayora de los pigmentos
sufren degradacin debida a las condiciones tan agresivas del proceso, por ello, la mayora de los fabricantes deconcentrados utilizan un can largo de un solo husillo.
Existen 2 tipos de doble husillo: los que engranan y los que no engranan, de los que engranan existen dos
posibilidades, los co-rotativos y los contra rotativos, segn las direcciones en las que estos giran.
El flujo generado en un doble husillo que engrana y es contra rotativo genera un flujo en forma de C el cual tiene las
caractersticas de un bombeo positivo, disminuyendo drsticamente la influencia de la viscosidad del material para
su transporte y generando un bombeo muy eficiente. Las desventajas de este proceso es que los husillos son
empujados por el material hacia las paredes del can, lo que evita el huso de altas velocidades; tambin existe el
problema del mezclado ineficiente, mientras ms rpido se transporta el material, menos eficiente es el mezclado.
En los husillos que si engranan y son co-rotativos, el flujo tiene mayor dependencia en la viscosidad del material,aunque mucho menor que en los extrusores de un solo husillo. En este tipo de arreglo los husillos no son empujados
hacia la pared del can, por ello se permiten altas velocidades, adems el material pasa de un husillo a otro
logrando un flujo alternante que ayuda a una mezcla ms homognea.
Fusin del polmero
Inicio del proceso de fusin del polmero en el extrusor.
El polmero funde por accin mecnica en
combinacin con la elevacin de su
temperatura por medio de calentamiento del
can. La accin mecnica incluye los
esfuerzos de corte y el arrastre, que empuja
el polmero hacia la boquilla e implica un
incremento en la presin.
La primera fusin que se presenta en el
sistema ocurre en la pared interna del can,
en forma de una delgada pelcula, resultado
del incremento en la temperatura del
material y posteriormente tambin debida a
la friccin. Cuando esta pelcula crece, es
desprendida de la pared del can por el giro del husillo, en un movimiento de ida y vuelta y luego un barrido,formando un patrn semejante a un remolino, o rotatorio sin perder el arrastre final. Esto contina hasta que se funde
todo el polmero.
Fusin y arrastre: Si el material se adhiere al husillo y resbala sobre la pared del can, entonces el arrastre es cero,
y el material gira con el husillo. Si en cambio, el material no resbala con la pared del can y resbala con el husillo,
entonces el arrastre es mximo y el transporte de material ocurre.
En la realidad el polmero experimenta friccin tanto en la pared del can como en el husillo, las fuerzas de friccin
determinan el arrastre que sufrir el polmero
Advertencia:Algunos polmeros funden exactamente en el sentido opuesto debido a sus caractersticas moleculares,
esto ha dado origen al diseo de algunos husillos especficos. Revisar referencias para mayor informacin.
http://es.wikipedia.org/w/index.php?title=Archivo%3AFusion_en_el_canion_del_extrusor.png -
5/21/2018 Extrusi n de Pol mero
6/9
Extrusin de polmero 6
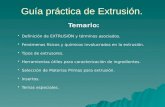
El dado
Dado de extrusin para polmeros.
El dado (traduccin literal del ingls, cabezal y boquilla en
espaol) en el proceso de extrusin es anlogo al molde en el
proceso de moldeo por inyeccin, a travs del dado fluye el
polmero fuera del can de extrusin y gracias a ste toma el
perfil deseado. El dado se considera como un consumidor depresin, ya que al terminar el husillo la presin es mxima,
mientras que a la salida del dado la presin es igual a la presin
atmosfrica.
La presin alta que experimenta el polmero antes del dado, ayuda
a que el proceso sea estable y continuo, sin embargo, el complejo
diseo de los dados es responsable de esta estabilidad en su mayor
parte.
El perfil del dado suele ser diferente del perfil deseado en el producto final, esto debido a la memoria que presentan
los polmeros, esfuerzos residuales y orientacin del flujo resultado del arrastre por el husillo.Existen dados para tubos, para lminas y perfiles de complicadas geometras, cada uno tiene caractersticas de diseo
especiales que le permite al polmero adquirir su forma final evitando los esfuerzos residuales en la medida de lo
posible.
Los dados para extrudir polmeros consideran la principal diferencia entre materiales compuestos por
macromolculas y los de molculas pequeas, como metales. Los metales permiten ser procesados con esquinas y
ngulos estrechos, en cambio los polmeros tienden a formar filos menos agudos debido a sus caractersticas
moleculares, por ello es ms eficiente el diseo de una geometra final con ngulos suaves o formas parablicas e
hiperblicas.
Orientacin y cristalizacin
Lminas o perfiles formados a la salida del dado comienzan a disminuir su temperatura inmediatamente, en ese
momento puede ser que el extruido sea jalado, con esto se logra una mayor orientacin longitudinal de las molculas,
que se ordenan en la direccin que es aplicada la fuerza de extensin.
A la salida del dado tambin comienza la cristalizacin, la cual puede ser controlada de acuerdo con la extensin y la
tasa de enfriamiento.
La cristalizacin puede aumentar por extensin gracias a rodillos que tiran del material, esta fuerza causa que las
molculas se orienten en la direccin en que el material es forzado y esta orientacin incrementa el grado de
cristalizacin y por lo tanto el grado de resistencia del material. Esta tcnica es utilizada tpicamente en extrusin de
lminas, pelculas y fleje.
Coextrusin de lminas y pelculas
La coextrusin de lminas y pelculas es una de las aplicaciones ms importantes de la extrusin de polmero, por
medio de esta tecnologa es posible extrudir una pelcula con un color de fondo y otro de cara o como un sandwich
en el cual un material se encuentra en la capa intermedia y otro u otros en las exteriores. Lminas multicapa han sido
comercialmente utilizadas de entre 2 y 5 capas, aunque es posible utilizar ms capas, las aplicaciones no han exigido
este desarrollo con mayor aplitud.
La coextrusin de lmina puede llevarse a cabo por 2 tcnicas,
Dado para extrusin multicapa. Que permite 2 o hasta 3 capas de polmero, pero presenta baja eficiencia y poca
estabilidad.
http://es.wikipedia.org/w/index.php?title=Husillo_de_extrusi%C3%B3nhttp://es.wikipedia.org/w/index.php?title=Archivo%3ABoquilla_de_extrusor_de_polimero.JPG -
5/21/2018 Extrusi n de Pol mero
7/9
Extrusin de polmero 7
flujos que se encuentran en el dado por medio de canales dosificadores. Por esta tcnica es posible obtener
diferentes capas con buena distribucin y homogeneidad.
Principales problemas en coextrusin de lminas
Efecto encapsulamiento:
Cuando se extruyen dos polmeros en frma de lmina o pelcula de un grosor muy pequeo en comparacin con elancho de la misma, ocurre frecuentemente un problema de encapsulamiento debido a la diferencia en viscosidades de
los materiales implicados, el material de mayor viscosidad tiende a fluir con menor rapidez que el de menor
viscosidad y por ello este segundo material "encapsula al primero", en un caso prctico no es completamente
encapsulado, sino que se obtiene una diferencia importante de calibres de los materiales en el centro con respecto a
las orillas.
Diferencias de calibre debido a problemas de ajuste del dado:
Los dados modernos tienen sistemas piezoelctricos u otros sistemas mecnicos unidos a una computadora que
analiza las diferencias de calibre en lnea. Una lmina extruida es ajustada en el dado a un mismo calibre, sin
embargo, el polmero tiende a presionar este dado y a permitir un mayor flujo de material en el centro con respecto a
las orillas, esto debido al carcter viscoelstico de las macromolculas.
Coloracin en la extrusin
La coloracin de los perfiles en extrusin, lminas y pelculas tienen una problemtica particular aunque similar a la
coloracin en moldeo por inyeccin, la belleza de la parte, la identificacin y las funciones pticas dependen de este
proceso, bsicamente existen tres formas de colorear un polmero en extrusin:
1. Utilizar plstico del color que se necesita (precoloreados).
2. Utilizar un plstico de color natural y mezclarlo con pigmento en polvo o colorante lquido.
3. Utilizar un plstico de color natural y mezclarlo con concentrado de color.La eleccin ms barata y eficiente es el uso del concentrado de color (en ingls Masterbatch), el cual se disea con
caractersticas de ndice de fluidezy viscosidad acordes al polmero que se desea procesar, con los concentrados de
color se pueden cambiar de un color a otro de manera rpida, sencilla y limpia. Los pigmentos en polvo presentan
mayores problemas de coloracin que los concentrados de color y estos ms que los precoloreados, sin embargo los
precoloreados son los ms caros y presentan una historia trmica mayor. Los problemas de procesamiento ms
comunes con relacin al color de una pieza son: lneas de color ms o menos intenso, pigmento que se acumula en el
dado, distribucin no homognea de pigmento, burbujas, puntos de aguja, disminucin o aumento excesivo de la
viscosidad, puntos negros, y piel de naranja.
Los colores pueden ser cualquier opaco y si el polmero es transparente, se permiten colores translcidos. Es
importante que el proveedor de los concentrados de color sea consciente de la aplicacin final de la parte para
utilizar pigmentos o colorantes que no migren a la superficie. En Polioleofinas no debe utilizarse colorantes porque
migran, este error es muy comn en la industria ya que son baratos, pero este ahorro merma la calidad de la parte y
puede resultar en una reclamacin por parte del cliente.
En coestrusin se pueden utilizar capas de pigmentos opacos en el medio y de translcidos en los extremos, o
tambin puede ser todo opaco o completamente translcido. Es comn utilizar en lminas una capa interna de
material reciclado y en los extremos del material se controla el color final, esto ayuda a reducir costos manteniendo
una apariencia adecuada. En aplicaciones de contacto con alimentos, algunos pases permiten que los pigmentos de
capas internas no sean aprobados para alimentos (mientras no sean metales pesados), siempre y cuando todos los
materiales que tienen contacto con alimentos sean aprobados, una gua para decidir que pigmentos estn aprobados ono es la de la FDA de los Estados Unidos.
http://es.wikipedia.org/w/index.php?title=FDAhttp://es.wikipedia.org/w/index.php?title=Estados_Unidoshttp://es.wikipedia.org/w/index.php?title=FDAhttp://es.wikipedia.org/w/index.php?title=Estados_Unidoshttp://es.wikipedia.org/w/index.php?title=Estados_Unidoshttp://es.wikipedia.org/w/index.php?title=FDAhttp://es.wikipedia.org/w/index.php?title=Metal_pesadohttp://es.wikipedia.org/w/index.php?title=Polioleofinahttp://es.wikipedia.org/w/index.php?title=Viscosidadhttp://es.wikipedia.org/w/index.php?title=%C3%8Dndice_de_fluidezhttp://es.wikipedia.org/w/index.php?title=Concentrado_de_colorhttp://es.wikipedia.org/w/index.php?title=Pigmentohttp://es.wikipedia.org/w/index.php?title=Moldeo_por_inyecci%C3%B3n -
5/21/2018 Extrusi n de Pol mero
8/9
Extrusin de polmero 8
Los colores pueden ser translcidos, slidos, pasteles, metlicos, perlados, fosforescentes, fluorescentes, etc. Sin
embargo, polmeros como el ABS son ms difciles de colorear que el polietileno, por su alta temperatura de proceso
y color amarillento
El experto en diseo de un color es una persona con una habilidad visual impresionante, sus ojos estn entrenados
para reconocer colores con diferencias mnimas, esto requiere una habilidad natural y experiencia, debe tomarse en
cuenta tambin la teora del color, los pigmentos son substractivos y la luz es aditiva, adems si como color objetivose tiene una pieza de metal, vidrio, lquido, papel o polmero diferente al polmero final, es posible que bajo diferente
luz sea igual o distinto el color final del objetivo, por ello debe decidirse cual ser la luz bajo la cual los colores
deben ser observados. Para personas que no son expertas en identificacin de color son muy tiles los colormetros,
aunque su grado de confianza no llegue al 100%.
Referencias
Procesamiento de plsticos. Morton. Jones.Limusa 1999. ISBN 968-18-4434-3
Extrusin de plsticos, principios bsicos. Ramos.Editorial Limusa 2002. ISBN 968-18-4504-8
Moldeo por inyeccin de termoplsticos. Valds, S. Flores, Y. Fernndez, R.Limusa 2003. ISBN 968-18-5581-7
Bird, R.B, Stewart, W.E, Lightfoot. Fenmenos de transporte.Revert, 1996. ISBN 84-291-7050-2
Enlaces externos
Artculos sobre extrusin de plsticos [1]
Informacin para extrusores de plsticos [2]
Concentrados de color y aditivos para extrusin [3]
Husillos para extrusin [4]
Revista de plsticos [5]
Revista sobre el sector de plsticos [6]
Referencias
[1] http://www.plastunivers. com/Tecnica/Hemeroteca/IndiceTema.asp?ID=20200
[2] http://www.plastico.com/pragma/documenta/plastico/secciones/TP/ES/MAIN/IN/ARTICULOS/doc_38730_HTML.
html?idDocumento=38730
[3] http://www.masterbatches.com
[4] http://www.spirex. com/program/misc/home. asp
[5] http://www.ingenieriaplastica.com/Portal.html
[6] http://www.plast21. com/plast_2005/index_plast.php
http://www.plast21.com/plast_2005/index_plast.phphttp://www.ingenieriaplastica.com/Portal.htmlhttp://www.spirex.com/program/misc/home.asphttp://www.masterbatches.com/http://www.plastico.com/pragma/documenta/plastico/secciones/TP/ES/MAIN/IN/ARTICULOS/doc_38730_HTML.html?idDocumento=38730http://www.plastico.com/pragma/documenta/plastico/secciones/TP/ES/MAIN/IN/ARTICULOS/doc_38730_HTML.html?idDocumento=38730http://www.plastunivers.com/Tecnica/Hemeroteca/IndiceTema.asp?ID=20200http://www.plast21.com/plast_2005/index_plast.phphttp://www.ingenieriaplastica.com/Portal.htmlhttp://www.spirex.com/program/misc/home.asphttp://www.masterbatches.com/http://www.plastico.com/pragma/documenta/plastico/secciones/TP/ES/MAIN/IN/ARTICULOS/doc_38730_HTML.html?idDocumento=38730http://www.plastunivers.com/Tecnica/Hemeroteca/IndiceTema.asp?ID=20200http://es.wikipedia.org/w/index.php?title=Color%C3%ADmetrohttp://es.wikipedia.org/w/index.php?title=Metalhttp://es.wikipedia.org/w/index.php?title=Luzhttp://es.wikipedia.org/w/index.php?title=Teor%C3%ADa_del_colorhttp://es.wikipedia.org/w/index.php?title=Habilidadhttp://es.wikipedia.org/w/index.php?title=Colorhttp://es.wikipedia.org/w/index.php?title=Ojohttp://es.wikipedia.org/w/index.php?title=Polietilenohttp://es.wikipedia.org/w/index.php?title=Acrilonitrilo_butadieno_estirenohttp://es.wikipedia.org/w/index.php?title=Fluorescenciahttp://es.wikipedia.org/w/index.php?title=Fosforescenciahttp://es.wikipedia.org/w/index.php?title=Color -
5/21/2018 Extrusi n de Pol mero
9/9
Fuentes y contribuyentes del artculo 9
Fuentes y contribuyentes del artculoExtrusin de polmeroFuente: http://es.wikipedia.org/w/index.php?oldid=57200387 Contribuyentes: Andreasmperu, Angeldefuego22, Antur, Bernardogu ar, CommonsDelinker, GATS2008,Hispalois, Homologia, Iqmann, JorgeGG, Leandroidecba, Mel 23, Retama, Thebatzuk, Tirithel, 46 ediciones annimas
Fuentes de imagen, Licencias y contribuyentesArchivo:Disenio de un extrusor.pngFuente: http://es.wikipedia.org/w/index.php?title=Archivo:Disenio_de_un_extrusor.png Licencia: Creative Commons Attribution-ShareAlike 3.0 UnportedContribuyentes: Gran loco, Luigi Chiesa
Archivo:Flujo en un canal de extrusion.pngFuente: http://es.wikipedia.org/w/index.php?title=Archivo:Flujo_en_un_canal_de_extrusion.png Licencia: Creative CommonsAttribution-ShareAlike 3.0 Unported Contribuyentes: Gran loco, WikipediaMaster, Wizard191
Archivo:Flujo de arrastre de extrusor en png.png Fuente: http://es.wikipedia.org/w/index.php?title=Archivo:Flujo_de_arrastre_de_extrusor_en_png.png Licencia: Creative CommonsAttribution-ShareAlike 3.0 Unported Contribuyentes: Aushulz, Gran loco
Archivo:Fusion en el canion del extrusor.pngFuente: http://es.wikipedia.org/w/index.php?title=Archivo:Fusion_en_el_canion_del_extrusor.png Licencia: Creative CommonsAttribution-ShareAlike 3.0 Unported Contribuyentes: Aushulz, Gran loco
Archivo:Boquilla de extrusor de polimero.JPGFuente: http://es.wikipedia.org/w/index.php?title=Archivo:Boquilla_de_extrusor_de_polimero.JPG Licencia: Creative CommonsAttribution-ShareAlike 3.0 Unported Contribuyentes: Cjp24, Iqmanuelnavarro, WikipediaMaster
LicenciaCreative Commons Attribution-Share Alike 3.0 Unported
//creativecommons.org/licenses/by-sa/3.0/