EVALUACIÓN DE LA PRODUCCIÓN DE...
84
1 EVALUACIÓN DE LA PRODUCCIÓN DE METABOLITOS EN EL PROCESO DE ENSILAJE A PARTIR DE BAGAZO DE CAÑA DE AZÚCAR (Saccharum officinarum) ANDREA CAROLINA MONROY SUÁREZ FACULTAD DE INGENIERÍA POSGRADO EN INGENIERÍA CON ÉNFASIS EN QUÍMICA Medellín 2016
Transcript of EVALUACIÓN DE LA PRODUCCIÓN DE...
1
EVALUACIÓN DE LA PRODUCCIÓN DE METABOLITOS EN EL
PROCESO DE ENSILAJE A PARTIR DE BAGAZO DE CAÑA DE AZÚCAR
(Saccharum officinarum)
ANDREA CAROLINA MONROY SUÁREZ
FACULTAD DE INGENIERÍA
POSGRADO EN INGENIERÍA CON ÉNFASIS EN QUÍMICA
Medellín
2016

2
EVALUACIÓN DE LA PRODUCCIÓN DE METABOLITOS EN EL
PROCESO DE ENSILAJE A PARTIR DE BAGAZO DE CAÑA DE AZÚCAR
(Saccharum officinarum)
ANDREA CAROLINA MONROY SUÁREZ
Trabajo de investigación para optar al título de Magíster en Ingeniería
Asesor
Dr. Carlos A. Peláez J.
Co-asesora
Dra. Catalina Arroyave Q.
FACULTAD DE INGENIERÍA
POSGRADO EN INGENIERÍA CON ÉNFASIS EN QUÍMICA
Medellín
2016
3
1
EVALUACIÓN DE LA PRODUCCIÓN DE METABOLITOS EN EL
PROCESO DE ENSILAJE A PARTIR DE BAGAZO DE CAÑA DE AZÚCAR
(Saccharum officinarum)
ANDREA CAROLINA MONROY SUÁREZ
FACULTAD DE INGENIERÍA
POSGRADO EN INGENIERÍA CON ÉNFASIS EN QUÍMICA
Medellín
2016
2016
4
EVALUACIÓN DE LA PRODUCCIÓN DE METABOLITOS EN EL
PROCESO DE ENSILAJE A PARTIR DE BAGAZO DE CAÑA DE AZÚCAR
(Saccharum officinarum)
ANDREA CAROLINA MONROY SUÁREZ
“Prohibida la reproducción sin la autorización expresa del autor(a)”
UNIVERSIDAD DE ANTIOQUIA
Medellín
2016

5
“Tu nivel más alto de ignorancia es cuando
rechazas algo de lo cual no sabes nada”
Wayne Dyer

6
AGRADECIMIENTOS
A Dios por permitirme alcanzar este gran logro en mi vida y darme la fuerza para no
renunciar.
A la Universidad de Antioquia por el apoyo financiero entregado durante parte de la
investigación mediante la figura de ESTUDIANTE INSTRUCTOR y por facilitar las
instalaciones, equipos y materiales necesarios para el correcto desarrollo del
proyecto.
Al posgrado en Ingeniería por la oportunidad de realizar mis estudios de maestría.
Al grupo Interdisciplinario de Estudios Moleculares por el interés demostrado y por
el apoyo brindado durante el desarrollo del proyecto.
A mi asesor Dr.Carlos Alberto Peláez Jaramillopor dirigir cada una de las etapas
del proyecto, por su valiosa colaboración y asesoría.
A mi co-asesora Dra. Catalina Arroyave Quiceno por su apoyo incondicional, por su
valiosa asesoría, tiempo dedicado a la realización de este trabajo de investigación y
por siempre darme una oportunidad, mi mas sincero agradecimiento.
A mis amigos y amigas por los momentos y conocimientos compartidos.

7
CONTENIDO
1. RESUMEN .............................................................................................................. 13
2. MARCO TEÓRICO ................................................................................................ 14
2.1. BIOMASA LIGNOCELULÓSICA ................................................................. 14
2.1.1. Composición de biomasa lignocelulósica .................................................. 15
2.2. BAGAZO DE CAÑA DE AZÚCAR ............................................................... 17
2.3. CONSERVACIÓN DE BIOMASA ................................................................. 18
2.3.1.Ensilaje........................................................................................................ 18
2.4. MICROBIOLOGÍA DEL PROCESO DE ENSILAJE .................................... 28
2.5. ADITIVOS ....................................................................................................... 30
2.5.1. Estimulantes de la fermentación ................................................................ 31
2.5.2. Inhibidores de la fermentación .................................................................. 33
2.5.3. Inhibidores de deterioro aeróbico .............................................................. 33
2.5.4. Nutrientes ................................................................................................... 33
2.5.5. Absorbentes ............................................................................................... 34
2.6. GALLINAZA ................................................................................................... 34
2.7. PRODUCTOS FINALES DEL METABOLISMO ENERGÉTICO DEL
PROCESO DE ENSILAJE ..................................................................................... 35
2.7.1. Ácido láctico .............................................................................................. 35
2.7.2. Ácido acético ............................................................................................. 35
2.7.3. Ácido butírico ............................................................................................ 36
2.7.4. Ácido propiónico ....................................................................................... 36
3. OBJETIVOS ........................................................................................................... 37
3.1 Objetivo General ............................................................................................... 37
3.2 Objetivos específicos ......................................................................................... 37
4. METODOLOGIA ................................................................................................... 38
4.1 Revisión bibliográfica y análisis de la información existente ........................... 38
4.2 Materias primas y ensilaje ................................................................................. 38
4.3 Análisis fisicoquímicos de bagazo de caña de azúcar ....................................... 38

8
4.4 Fabricación y construcción de silos ................................................................... 39
4.5 Análisis del valor nutritivo del silaje ................................................................. 40
4.6 Análisis microbiológico del silaje ..................................................................... 41
4.7. Cuantificación y análisis de la producción de metabolitos secundarios .......... 41
4.8. Diseño experimental ......................................................................................... 41
4.9. Análisis del rendimiento del proceso de ensilaje ............................................. 42
5. RESULTADOS Y DISCUSIÓN ............................................................................ 43
6. CONCLUSIONES .................................................................................................. 61
7. RECOMENDACIONES ......................................................................................... 63
8. FUTURAS INVESTIGACIONES .......................................................................... 64
9. ANEXOS ................................................................................................................ 65

9
LISTA DE FIGURAS
Figura 1. Fuentes de biomasa ................................................................................................................ 14
Figura 2.Estructura de la lignocelulosa ................................................................................................. 15
Figura 3. Vía utilizada por las células procarióticas y eucarióticas para degradar la glucosa ............... 21
Figura 4. Fermentación alcohólica de levaduras ................................................................................... 23
Figura 5. Paso de Piruvato a lactato en bacterias acidolácticas ............................................................ 23
Figura 6. Silos construidos con tubos de pvc ........................................................................................ 39
Figura 7. Influencia de la melaza y la gallinaza en la producción de bacterias acidolácticas, mohos y
levaduras de los silos .................................................................................................................... 43
Figura 8. Influencia de la melaza y la gallinaza en la producción de bacterias acido-acéticas, mesófilos,
clostridios y enterobacterias de los silos ....................................................................................... 44
Figura 9. Matriz de correlación del ácido acético con los microorganismos asociados al proceso de
ensilaje 1 ....................................................................................................................................... 52
Figura 10. Matriz de correlación del ácido acético con los microorganismos asociados al proceso de
ensilaje 1 ....................................................................................................................................... 52
Figura 11. Evaluación organoléptica del silaje 1 ................................................................................... 54
Figura 12. Evaluación organoléptica del silaje 2 ................................................................................... 54
Figura 13. Contenido de FDN, FDA y Poder calorífico del silaje 1 .................................................... 57
Figura 14. Contenido de FDN, FDA y Poder calorífico del silaje 2 ..................................................... 59

10
LISTA DE TABLAS
Tabla 1. Níveles típicos de composición de biomasa 16
Tabla 2. Composición química del bagazo de caña 17
Tabla 3. Calidad del ensilado en función de los productos de fermentación 20
Tabla 4. Evolución enzimática y microbiólogica del ensilaje 30
Tabla 5. Categorías de aditivos para el ensilaje 31
Tabla 6. Composición de los silos 40
Tabla 7. Crecimiento microbiano, pH y temperatura del silaje 1 45
Tabla 8. Crecimiento microbiano, pH y temperatura del silo 2 46
Tabla 9. Metabolitos evaluados en el silaje 1 51
Tabla 10. Metabolitos evaluados en el silaje 2 51
Tabla 11. Criterios para la valoración organoléptica de los ensilajes 53
Tabla 12. Escala de valores para calificar la calidad organoléptica del ensilaje 53
Tabla 13. Composición fisicoquímica de los silajes 1 y 2 después de 21 días de fermentación 56

11
LISTA DE ANEXOS
Anexo 1. Diseño y fabricación de los silos con relación a los días de fermentación ............. 65
Anexo 2. Hipótesis del problema con relación al efecto de los aditivos en la producción de
microorganismos ............................................................................................................. 65
Anexo 3. Balance de materia de ensilaje de bagazo de caña de azúcar sin aditivos........... 66
Anexo 4. Balance de materia realizado durante la etapa de fermentación del ensilaje de
bagazo de caña de azúcar fresco con aditivos ................................................................. 68
Anexo 5 Cromatograma de ácido láctico de la muestra del silo 1 correspondiente al día 1 ... 70
Anexo 6. Cromatograma de ácido láctico de la muesta del silo 1 correspondiente al día 3 ... 70
Anexo 7. Cromatograma de ácido láctico de la muestra del silo 1 correspondiente al día 7 .. 70
Anexo 8. Cromatograma de ácido láctico de la muestra del silo 1 correspondiente al día 14 71
Anexo 9. Cromatograma de ácido láctico de la muestra del silo 1 correspondiente al día 21 71
Anexo 10. Cromatograma de ácido láctico de la muestra del silo 2 correspondiente al día 1 71
Anexo 11. Cromatograma de ácido láctico de la muestra del silo 2 correspondiente al día 3 72
Anexo 12. Cromatograma de ácido láctico de la muestra del silo 2 correspondiente al día 7 72
Anexo 13. Cromatograma de ácido láctico de la muestra del silo 2 correspondiente al día 1 73
Anexo 14. Cromatograma de ácido láctico de la muestra del silo 2 correspondiente al día2173
12
LISTA DE ABREVIATURAS
BAC: Bacterias ácido acéticas
BAL: Bacterias ácido lácticas
CF: Coeficiente de fermentación
MS: Materia Seca
FDN: Fibra detergente neutra
FDA: Fibra detergente ácida
13
1. RESUMEN
En la presente investigación se evaluaron los productos finales del metabolismo
producidos en el proceso de ensilaje a partir de bagazo de caña de azúcar (Saccharum
officinarum). El ensilaje es un método menos demandante en maquinaria e
infraestructura y menos dependiente de las condiciones climáticas, reduciendo los
costos de producción, por lo que se emplea más comúnmente en las actuales
explotaciones bovinas. Con este sistema, se obtiene un alimento de aceptable a buena
calidad nutricional empleando una mezcla de alimentos ricos en carbohidratos
fermentables junto con un sustrato proteico no fermentable. En muchos casos en
donde los forrajes no cumplen estas características, se pueden utilizar aditivos los
cuales cumplen con la función de acelerar el proceso fermentativo y/o disminuir las
pérdidas del producto, mejorando su calidad final. En la actualidad, el ensilaje es la
forma de preservación de forrajes para la producción ganadera, más común en el
mundo y es bien establecido que las bacterias ácido lácticas (BAL) juegan un papel
importante en la buena fermentación del silo, por lo que la flora epífita con la que
cuente el forraje al momento de ser ensilado influirá fuertemente en la calidad del
producto final, especialmente cuando no se utilizan aditivos bacterianos en la
preparación del silo (Cai et al. 1999a), ya que en general su concentración inicial es
baja con respecto a otro tipo de microorganismos, pero siempre y cuando se ofrezcan
las condiciones necesarias para su desarrollo. En este trabajo de investigación se
evaluaron variables como: pH, olor, color, análisis bromatológicos (porcentajes de
materia seca, humedad, proteína, cenizas, fibra detergente ácida, fibra detergente
neutra), sucesiones microbiológicas (bacterias acidolácticas, bacterias acidoacéticas,
enterobacterias, clostridios, mesófilos, mohos y levaduras) y la produccion de ácidos
orgánicos volátiles (metabolitos) como: ácido láctico, ácido acético, ácido butírico y
ácido propiónico durante 1, 3, 7, 14 y 21 días, siendo la relación entre ellos la que
determina la calidad de conservación y la aceptabilidad del producto final.
14
2. MARCO TEÓRICO
2.1. BIOMASA LIGNOCELULÓSICA
La biomasa lignocelulósica es toda la materia orgánica que proviene de árboles,
plantas, desechos de animales, de la agricultura (residuos de maíz, café, arroz, etc.),
del aserradero (podas, ramas, aserrín, cortezas, etc.) y de los residuos urbanos (aguas
negras, basura orgánica entre otros), que constituye una fuente abundante y segura de
recursos renovables y energía, representando la sustancia más abundante en la
naturaleza, aproximadamente el 50% de la biomasa en el mundo, cuya producción se
ha estimado en cifras que van desde 10.000 - 50.000 ton/año (Sánchez et al., 2007).
La biomasa lignocelulósica presenta aplicaciones potenciales tales como: la
generación de energía, la producción de carbón activado, la producción de biomasa
microbiana y la producción de papel. Uno de los recursos lignocelulósicos más
importantes, lo constituye el bagazo de caña de azúcar, el cual, es utilizado como
combustible sólido para la generación de energía, la producción de papel y la
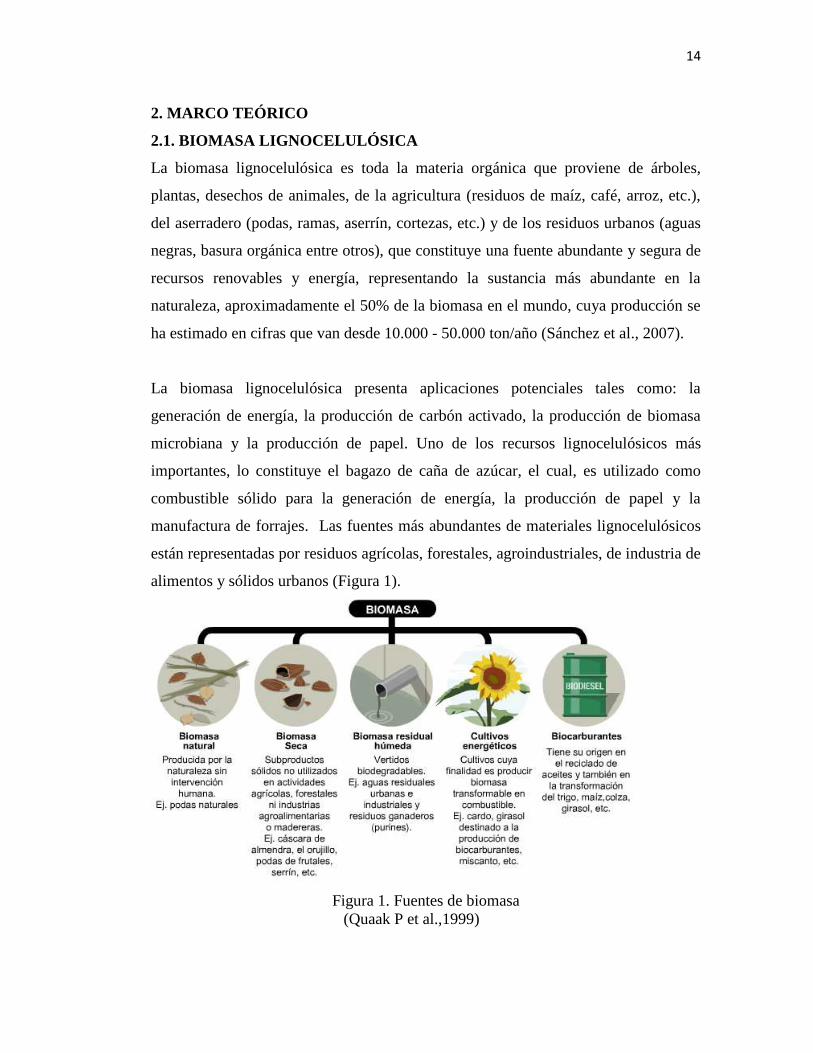
manufactura de forrajes. Las fuentes más abundantes de materiales lignocelulósicos
están representadas por residuos agrícolas, forestales, agroindustriales, de industria de
alimentos y sólidos urbanos (Figura 1).
Figura 1. Fuentes de biomasa
(Quaak P et al.,1999)

15
Los residuos forestales y agrícolas son los más interesantes, estos no tienen una
disposición final específica y solo un bajo porcentaje de ellos es utilizado con fines
energéticos (incineración) tienen un bajo valor económico y son principalmente
abandonados o quemados causando problemas ambientales. (Díaz, 2012). Estos
residuos se componen principalmente por celulosa, hemicelulosa y lignina que son
biopolímeros muy complejos.
2.1.1. Composición de biomasa lignocelulósica
La biomasa lignocelulósica está compuesta principalmente de tres tipos de polímeros,
celulosa, hemicelulosa y lignina, compuestos estructurales claves de la pared celular
de las plantas (
Figura 2.), están fuertemente entrelazados y unidos químicamente por fuerzas no
covalente y por enlaces cruzados covalentes (Pérez et al., 2002).
Figura 2.Estructura de la lignocelulosa
16
La celulosa, la hemicelulosa y la lignina forman estructuras llamadas microfibrillas, organizadas en
microfibras que regulan la estabilidad de la pared celular de las plantas (Rubin, 2008)
La celulosa y la hemicelulosa son carbohidratos complejos formados de cadenas
largas moléculas de azúcar de 5 y 6 carbonos. La lignina es un polímero complejo no
carbohidrato con estructura aromática, que se une a la celulosa y a la hemicelulosa,
dándole a la pared celular de las plantas su rigidez. Aunque la composición y las
proporciones de estos compuestos varían entre plantas, (Prassad et al., 2007,
McKendry et al., 2002, Malherbe et al., 2002, Pérez-Díaz et al., 2005, NSF 2008) la
biomasa lignocelulósica típica seca, está compuesta de carbohidratos en un 75% y
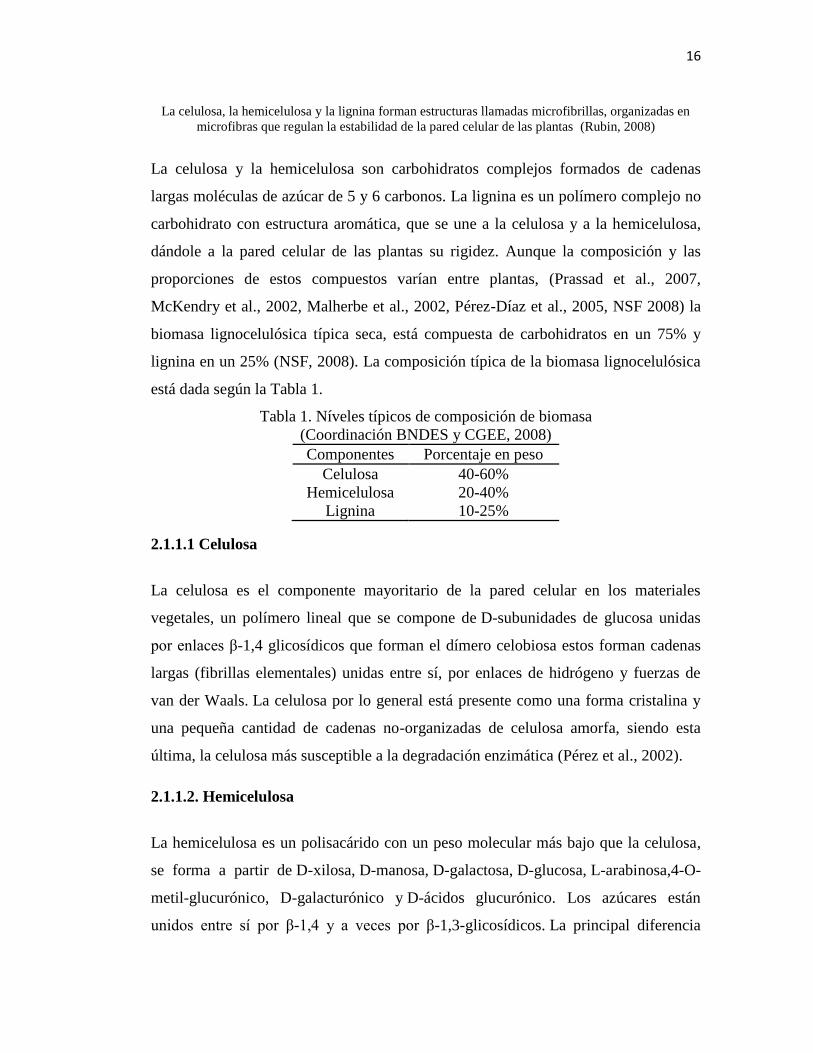
lignina en un 25% (NSF, 2008). La composición típica de la biomasa lignocelulósica
está dada según la Tabla 1.
Tabla 1. Níveles típicos de composición de biomasa
(Coordinación BNDES y CGEE, 2008)
Componentes Porcentaje en peso
Celulosa 40-60%
Hemicelulosa 20-40%
Lignina 10-25%
2.1.1.1 Celulosa
La celulosa es el componente mayoritario de la pared celular en los materiales
vegetales, un polímero lineal que se compone de D-subunidades de glucosa unidas
por enlaces β-1,4 glicosídicos que forman el dímero celobiosa estos forman cadenas
largas (fibrillas elementales) unidas entre sí, por enlaces de hidrógeno y fuerzas de
van der Waals. La celulosa por lo general está presente como una forma cristalina y
una pequeña cantidad de cadenas no-organizadas de celulosa amorfa, siendo esta
última, la celulosa más susceptible a la degradación enzimática (Pérez et al., 2002).
2.1.1.2. Hemicelulosa
La hemicelulosa es un polisacárido con un peso molecular más bajo que la celulosa,
se forma a partir de D-xilosa, D-manosa, D-galactosa, D-glucosa, L-arabinosa,4-O-
metil-glucurónico, D-galacturónico y D-ácidos glucurónico. Los azúcares están
unidos entre sí por β-1,4 y a veces por β-1,3-glicosídicos. La principal diferencia

17
entre la celulosa y la hemicelulosa es que la hemicelulosa tiene ramificaciones con
cadenas laterales cortas que constan de diferentes azúcares y la celulosa consiste en
oligómeros fácilmente hidrolizables (Sánchez, 2009).
2.1.1.3. Lignina
La lignina está presente en la pared celular para dar soporte estructural,
impermeabilidad y resistencia contra el ataque microbiano y el estrés oxidativo. Es un
heteropolímero amorfo, no soluble en agua y ópticamente inactivo que se forma a
partir de unidades de fenilpropano unido entre sí por enlaces no hidrolizables. Este
polímero se sintetiza por la generación de radicales libres, que se liberan en la
deshidrogenación peroxidasa-mediada de tres fenilo alcoholes propiónico: el alcohol
coniferílico (guayacil propanol), alcohol cumaril (p-hidroxifenil) propanol y el
alcohol sinapílico (propanol siringil). Esta estructura heterogénea está vinculada por
C-C y los vínculos-aril éter, con aril-éter de glicerol-β aril siendo estas las estructuras
predominantes (Sánchez, 2009).
2.2. BAGAZO DE CAÑA DE AZÚCAR
El bagazo de caña de azúcar, es un residuo fibroso que queda después de la molienda
de caña de azúcar. Está formado por un conjunto de partículas de diferentes tamaños
cuyo promedio oscila alrededor de 2 a 2.5 mm, el resto consta de sólidos solubles e
insolubles. Es utilizado normalmente como combustible en las calderas que le dan
energía a los ingenios.
Tabla 2. Composición química del bagazo de caña
(Filo et al., 2006 , citado por Loaiza J.K., 2008)
Componentes Bagazo de caña
Materia seca (%) 48.16
Materia orgánica (%) 92.64
Proteína cruda (%) 1.82
Cenizas (%) 4.10
Carbohidratos solubles (%) 0.79
Fibra detergente neutra (%) 89.07
Fibra detergente ácida (%) 61.18
Celulosa (%) 44.06
Hemicelulosa (%) 32.72
Lignina (%) 13.42
NDT (%) 43. 52

18
El bagazo de caña de azúcar está constituido por tres fracciones principales: celulosa,
hemicelulosa y lignina. El contenido aproximado es de 50, 25 y 25%
respectivamente. Químicamente, contiene cerca de 50% de -celulosa, 30% de
pentosa y 2,4% de cenizas (Karp et al, 2013). Debido a su bajo contenido de cenizas,
el bagazo de caña de azúcar ofrece numerosas ventajas para su bioconversión en
comparación a otros residuos de cosecha como cascarilla de arroz y paja de trigo los
cuales tienen contenidos de cenizas de 17,5 y 11,0% respectivamente (Pandey et al.,
2000)
El bagazo de caña ofrece características que permite considerarlo como materia prima
para la elaboración del alimento para ganado, ya que, además de la disponibilidad del
mismo, permite el desarrollo de microorganismos sobre su superficie, retiene la
humedad, lo que es muy importante cuando se cultivan levaduras y es un material
poroso lo que facilita el paso del gas amoniaco. (Serpas et al., 2008). La composición
química del bagazo de caña está dada según la Tabla 2.
2.3. CONSERVACIÓN DE BIOMASA
Los residuos agroindustriales son una importante fuente de biomasa para la
alimentación animal y pueden ser suministrados a los rumiantes en forma fresca, sin
embargo, es posible transformarlos para consérvarlos y utilizarlos en el futuro durante
períodos de escasez de alimento. (Mannetje, 2001). La conservación de biomasa
puede efectuarse por medio de: secado al sol, henificación, fabricación de harinas,
adición de ácidos y por fermentación a través del ensilaje.
2.3.1.Ensilaje
El ensilaje es un método de conservación de forrajes frescos u otros alimentos con
alto contenido de humedad, se emplean reservorios denominados silos, en ausencia de
aire, luz y humedad exterior; es utilizado para alimentar a rumiantes (Church et al.,
2002). Cuando dicho material se almacena en condiciones anaerobias y si la cantidad
de carbohidratos fermentables es adecuada, se produce suficiente ácido láctico para
19
estabilizar la masa, de manera que la fermentación se detiene y el ensilado se
conserva durante un período indefinido dependiendo del tipo de forraje o subproducto
a ensilar así como las condiciones de fermentación entre otros factores (Church et al.,
2002)
La acción bacteriana sobre los carbohidratos puede ser aeróbica o anaeróbica. En
presencia de suficiente oxígeno, la descomposición de los carbohidratos puede llegar
hasta los productos finales: dióxido de carbono y agua. Esto no es deseable por que se
perdería el total de energía de los materiales en proceso de conservación. Si no hay
oxígeno libre, se desarrolla una combustión incompleta o descomposición anaeróbica.
En la descomposición anaeróbica, los microorganismos no pueden obtener la cantidad
máxima de energía existente en las sustancias fermentables dado que el sustrato
cumple un doble papel: agente oxidante y agente reductor.
Para lograr conservar los carbohidratos y las proteínas se debe buscar una rápida
fermentación láctica con una rápida disminución del pH que excluye otros tipos de
fermentaciones. Cuando se eleva la presión osmótica se restringe la fermentación,
pero los microorganismos acidolácticos son más tolerantes a los efectos osmóticos y a
pH bajos que los no acidolácticos. (Van Soest, 1994)
Para conocer si el material fue correctamente elaborado, existen determinaciones
cualitativas y cuantitativas, las primeras son evaluadas por la observación de
características físicas (textura, color, olor), son sencillas, rápidas, prácticas y ayudan a
conocer características que dan idea sobre la aceptación por el ganado, pero no
permiten determinar el valor nutritivo del producto (Jiménez, 1988), las segundas
tienen mayor precisión y se evalúan por la cuantificación de los compuestos químicos
producidos durante el proceso de fermentación (Tabla 3).
20
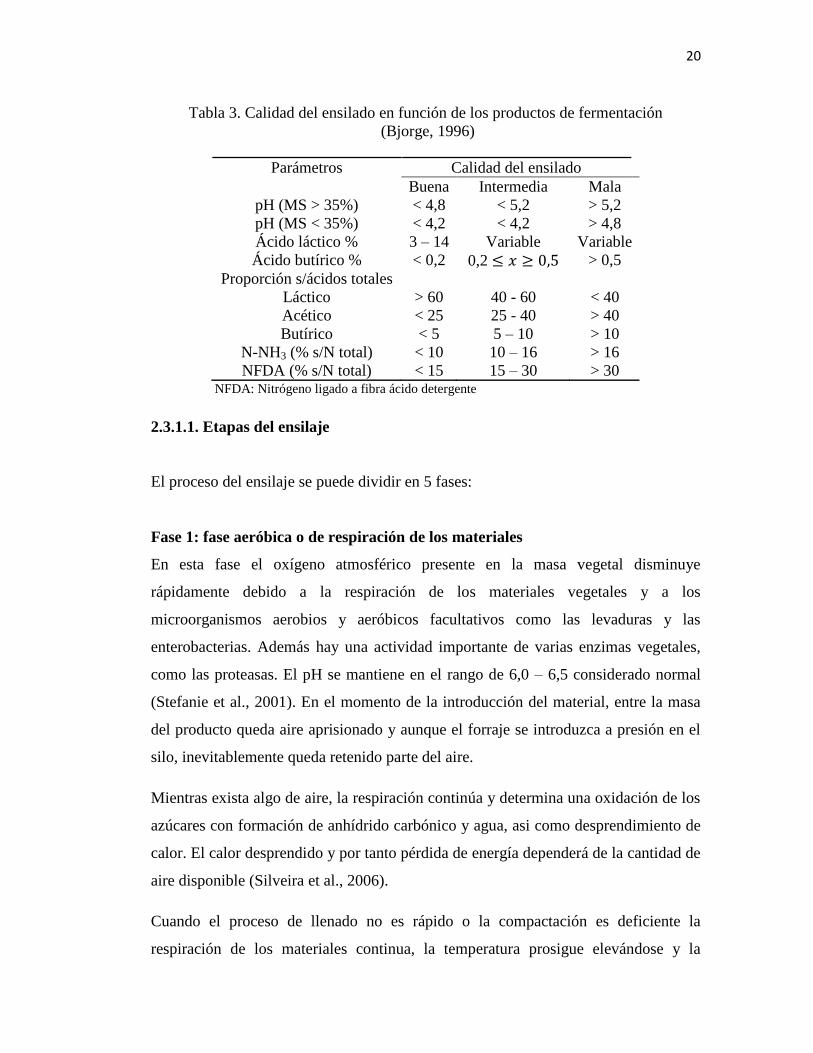
Tabla 3. Calidad del ensilado en función de los productos de fermentación
(Bjorge, 1996)
Parámetros Calidad del ensilado
Buena Intermedia Mala
pH (MS > 35%) < 4,8 < 5,2 > 5,2
pH (MS < 35%) < 4,2 < 4,2 > 4,8
Ácido láctico % 3 – 14 Variable Variable
Ácido butírico % < 0,2 0,2 > 0,5
Proporción s/ácidos totales
Láctico > 60 40 - 60 < 40
Acético < 25 25 - 40 > 40
Butírico < 5 5 – 10 > 10
N-NH3 (% s/N total) < 10 10 – 16 > 16
NFDA (% s/N total) < 15 15 – 30 > 30 NFDA: Nitrógeno ligado a fibra ácido detergente
2.3.1.1. Etapas del ensilaje
El proceso del ensilaje se puede dividir en 5 fases:
Fase 1: fase aeróbica o de respiración de los materiales
En esta fase el oxígeno atmosférico presente en la masa vegetal disminuye
rápidamente debido a la respiración de los materiales vegetales y a los
microorganismos aerobios y aeróbicos facultativos como las levaduras y las
enterobacterias. Además hay una actividad importante de varias enzimas vegetales,
como las proteasas. El pH se mantiene en el rango de 6,0 – 6,5 considerado normal
(Stefanie et al., 2001). En el momento de la introducción del material, entre la masa
del producto queda aire aprisionado y aunque el forraje se introduzca a presión en el
silo, inevitablemente queda retenido parte del aire.
Mientras exista algo de aire, la respiración continúa y determina una oxidación de los
azúcares con formación de anhídrido carbónico y agua, asi como desprendimiento de
calor. El calor desprendido y por tanto pérdida de energía dependerá de la cantidad de
aire disponible (Silveira et al., 2006).
Cuando el proceso de llenado no es rápido o la compactación es deficiente la
respiración de los materiales continua, la temperatura prosigue elevándose y la

21
desintegración de los carbohidratos solubles continúa, disminuyendo además las
proteínas, resultando en un producto sobrecalentado (más de 53°C, de color pardo
oscuro a negro) el cual no tiene el valor nutritivo necesario u óptimo (Silveira et al.,
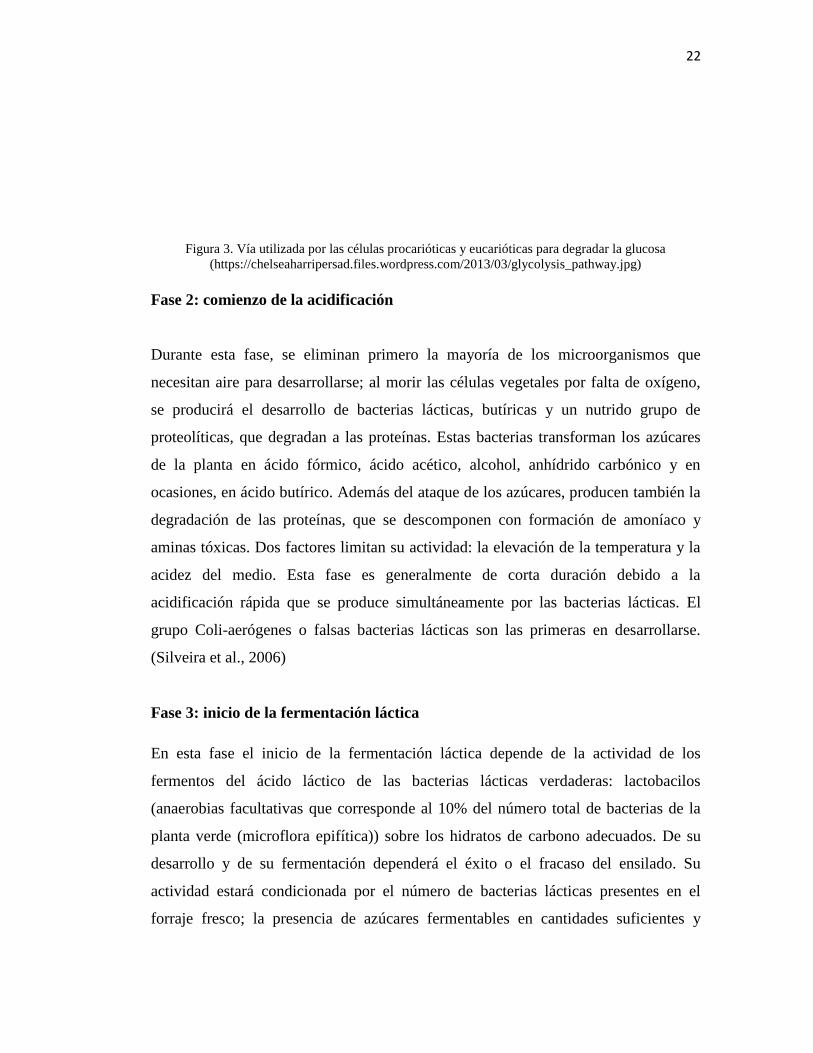
2006).Todas las plantas y animales utilizan la misma ruta metabólica para extraer la
energía disponible de los carbohidratos. Esta es conocida como la Glicólisis y es
utilizada tanto por los organismos aerobios como por los anaerobios ya que no
requiere la presencia de O2
para sus reacciones y es la única fuente importante de
energía del metabolismo de carbohidratos de que pueden disponer estos últimos (
Figura 3) (Boyer, 2000)
22
Figura 3. Vía utilizada por las células procarióticas y eucarióticas para degradar la glucosa
(https://chelseaharripersad.files.wordpress.com/2013/03/glycolysis_pathway.jpg)
Fase 2: comienzo de la acidificación
Durante esta fase, se eliminan primero la mayoría de los microorganismos que
necesitan aire para desarrollarse; al morir las células vegetales por falta de oxígeno,
se producirá el desarrollo de bacterias lácticas, butíricas y un nutrido grupo de
proteolíticas, que degradan a las proteínas. Estas bacterias transforman los azúcares
de la planta en ácido fórmico, ácido acético, alcohol, anhídrido carbónico y en
ocasiones, en ácido butírico. Además del ataque de los azúcares, producen también la
degradación de las proteínas, que se descomponen con formación de amoníaco y
aminas tóxicas. Dos factores limitan su actividad: la elevación de la temperatura y la
acidez del medio. Esta fase es generalmente de corta duración debido a la
acidificación rápida que se produce simultáneamente por las bacterias lácticas. El
grupo Coli-aerógenes o falsas bacterias lácticas son las primeras en desarrollarse.
(Silveira et al., 2006)
Fase 3: inicio de la fermentación láctica
En esta fase el inicio de la fermentación láctica depende de la actividad de los
fermentos del ácido láctico de las bacterias lácticas verdaderas: lactobacilos
(anaerobias facultativas que corresponde al 10% del número total de bacterias de la
planta verde (microflora epifítica)) sobre los hidratos de carbono adecuados. De su
desarrollo y de su fermentación dependerá el éxito o el fracaso del ensilado. Su
actividad estará condicionada por el número de bacterias lácticas presentes en el
forraje fresco; la presencia de azúcares fermentables en cantidades suficientes y

23
liberados en el momento oportuno la ausencia de aire de la masa ensilada (o ausencia
casi total de aire) (Silveira et al., 2006).
El proceso glicolítico (Figura 3) es igual para estas bacterias produciendo 2 moléculas
de piruvato por cada glucosa que entra en la ruta. Durante este proceso hay una
reducción de dos moléculas de NAD+
(coenzima para la Gliceraldehido 3-P
Deshidrogenasa) hasta NADH. Sin embargo las células contienen cantidades
limitadas de NAD+
el cual se debe estar reciclando para que la oxidación de la
glucosa no se detenga. Es por esto que el piruvato finalmente se reduce hacia uno de
los diversos productos de la fermentación . En el caso de las levaduras se reduce a
etanol con la liberación de CO2, esta es conocida como fermentación alcohólica, muy
utilizada en la industria (
Figura 4). En las BAL (Bacterias acidolácticas) se reduce a lactato (Figura 5).
Figura 4. Fermentación alcohólica de levaduras
http://e-ducativa.catedu.es/44700165/aula/archivos/repositorio//3250/3379/html/3

24
Figura 5. Paso de Piruvato a lactato en bacterias acidolácticas
http://www2.uah.es/tejedor_bio/BBM-II_2F/tema-4.htm)
Fase 4: producción máxima de ácido láctico y estabilización (fase estable)
En esta fase las bacterias acidolácticas proliferarán y se convierten en la población
predominante cuando la fermentación se desarrolla con éxito (Stefanie et al., 2001) a
causa de la producción de ácido láctico y otros ácidos. Como consecuencia, se
produce una fuerte acidez en el silo que arroja cifras de estabilización de pH entre 3,5
y 4,2. Debido a esta fuerte acidez se produce en cierto modo una esterilización en la
masa, de forma que el crecimiento de todas las demás especies de bacterias queda
paralizado, así como todo tipo de actividad enzimática y por último se inhibe también
el desarrollo de las mismas bacterias lácticas, creando un estado de estabilización o
de reposo que permite la conservación casi indefinida del alimento ensilado (Silveira
et al., 2006). Las tres primeras fases terminan aproximadamente en los tres primeros
días, si el material ha sido bien ensilado y la última o de estabilización se desarrolla
entre el día 4 hasta los días 17 a 21 días después de iniciado el proceso.
Fase 5: fase de deterioro aeróbico
Esta fase comienza con la apertura del silo y la exposición del ensilaje al aire. El
período de deterioro puede dividirse en dos etapas. La primera se debe al inicio de la
degradación de los ácidos orgánicos que conservan el ensilaje, por acción de
levaduras y ocasionalmente por bacterias que producen ácido acético. Esto induce un
aumento en el valor del pH, lo que permite el inicio de la segunda etapa de deterioro;
en ella se constata un aumento de la temperatura y la actividad de microorganismos
que deterioran el ensilaje, como algunos bacilos. La última etapa incluye la actividad

25
de otros microorganismos aeróbios facultativos como mohos y enterobacterias. El
deterioro aeróbico ocurre en casi todos los ensilajes al ser abiertos y expuestos al aire.
Sin embargo, la tasa de deterioro depende de la concentración y de la actividad de los
organismos que causan este deterioro en el ensilaje. Las pérdidas por deterioro que
oscilan entre 1,5 y 4,5% de materia seca diarias pueden ser observadas en áreas
afectadas. Estas pérdidas son similares a las que pueden ocurrir en silos
herméticamente cerrados y durante períodos de almacenaje de varios meses (Honig y
Woolford, 1980 citados por, Stefanie et al., 2001).
Al final cuando los silos son abiertos para alimentar los animales ocurre una última
pérdida aeróbica. La entrada de aire estimula la actividad de levaduras y bacterias,
metabolizando carbohidratos solubles, fermentación de ácidos e inclusive
carbohidratos estructurales. El calentamiento tan alto en la superficie del silo indica la
magnitud de las pérdidas, las cuales en condiciones extremas pueden alcanzar un 30%
en un período de 10 días (Horney Russel, 2008).
2.3.1.2. Factores que afectan al proceso de ensilado
Ligados al sustrato La ensilabilidad o calidad fermentativa en un ensilado depende
de la naturaleza del forraje de partida como contenido materia seca, carbohidratos
hidrosolubles y capacidad tampón (Argamentería et al., 1997).
Contenido de materia seca
El contenido correcto de materia seca (30-35%) de la planta antes del ensilado es un
factor importante para el éxito de la fermentación (Ashbell et al., 2001) así la
degradación del ácido láctico y la producción de amoníaco por bacterias butíricas se
ven considerablemente atenuados (Cañete et al., 1998). Forrajes con contenidos de
más del 70% de humedad son indeseables dado que el crecimiento de los Clostridium
no se inhibe aun cuando el pH baje a 4, obteniéndose ensilajes de bajo valor
nutrimental por pérdidas de efluentes y poco apreciado por los animales (Alaniz,
2008).
26
Contenido de azúcares solubles
Los microorganismos usan los carbohidratos hidrosolubles como la principal fuente
de energía para su crecimiento. Los principales son la fructosa, sacarosa y
fructosanos. El bajo contenido de carbohidratos hidrosolubles del forraje pueden
limitar las condiciones de la fermentación. Bajo esta condición el pH no baja como
para llegar al estado de conservación. Normalmente se requiere un mínimo de 6 a
12% de carbohidratos hidrosolubles sobre materia seca, para una apropiada
fermentación en el ensilaje. El contenido de carbohidratos en las plantas depende del
tipo de forraje, de las condiciones del cultivo, así como las ambientales (Alaniz,
2008). Cuando un material pese a su buena calidad, no contiene cantidades
suficientes de azúcares es necesario añadirle melaza o alguna otra fuente de azúcares
que faciliten su fermentación (Mannetje, 2001).
Capacidad tampón
La capacidad tampón en plantas forrajeras es definida como la resistencia que
presenta la planta a las variaciones de pH. La capacidad tampón depende básicamente
de la composición de la planta en cuanto a proteína bruta, iones inorgánicos (Ca, K,
Na) y la combinación de ácidos orgánicos (Jobim et al., 2007).
Al aumentar la edad de la planta se incrementa la proporción tallo/hoja, con lo cual
los procesos metabólicos disminuyen, como consecuencia, se reduce el contenido de
ácidos orgánicos, lo que conlleva un descenso de la capacidad tampón con la
maduración (De la Roza, 2005).
Ligados a la realización del ensilado
Tamaño de la partícula
27
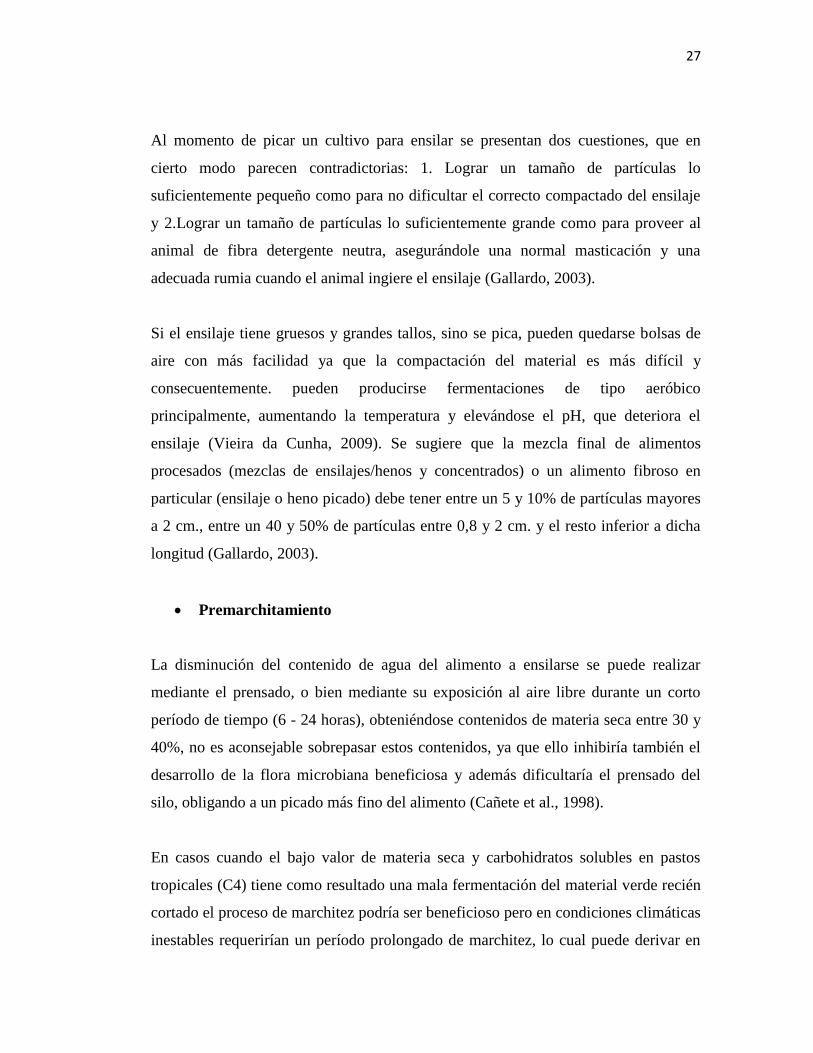
Al momento de picar un cultivo para ensilar se presentan dos cuestiones, que en
cierto modo parecen contradictorias: 1. Lograr un tamaño de partículas lo
suficientemente pequeño como para no dificultar el correcto compactado del ensilaje
y 2.Lograr un tamaño de partículas lo suficientemente grande como para proveer al
animal de fibra detergente neutra, asegurándole una normal masticación y una
adecuada rumia cuando el animal ingiere el ensilaje (Gallardo, 2003).
Si el ensilaje tiene gruesos y grandes tallos, sino se pica, pueden quedarse bolsas de
aire con más facilidad ya que la compactación del material es más difícil y
consecuentemente. pueden producirse fermentaciones de tipo aeróbico
principalmente, aumentando la temperatura y elevándose el pH, que deteriora el
ensilaje (Vieira da Cunha, 2009). Se sugiere que la mezcla final de alimentos
procesados (mezclas de ensilajes/henos y concentrados) o un alimento fibroso en
particular (ensilaje o heno picado) debe tener entre un 5 y 10% de partículas mayores
a 2 cm., entre un 40 y 50% de partículas entre 0,8 y 2 cm. y el resto inferior a dicha
longitud (Gallardo, 2003).
Premarchitamiento
La disminución del contenido de agua del alimento a ensilarse se puede realizar
mediante el prensado, o bien mediante su exposición al aire libre durante un corto
período de tiempo (6 - 24 horas), obteniéndose contenidos de materia seca entre 30 y
40%, no es aconsejable sobrepasar estos contenidos, ya que ello inhibiría también el
desarrollo de la flora microbiana beneficiosa y además dificultaría el prensado del
silo, obligando a un picado más fino del alimento (Cañete et al., 1998).
En casos cuando el bajo valor de materia seca y carbohidratos solubles en pastos
tropicales (C4) tiene como resultado una mala fermentación del material verde recién
cortado el proceso de marchitez podría ser beneficioso pero en condiciones climáticas
inestables requerirían un período prolongado de marchitez, lo cual puede derivar en
28
una fermentación mala a causa de la proteólisis producida por enzimas endógenas; a
su vez se refleja en una proporción más baja de "proteína verdadera" en el forraje y
en consecuencia, una proporción más alta de N amoniacal en el ensilaje. El uso de
ciertos aditivos puede ser una buena alternativa para reemplazar el proceso de
marchitez, (la pulverización de ácido fórmico sobre la cosecha antes de segarla),
como es el caso de ciertos pastos con tallos gruesos y hábito erecto (Pennisetum spp.,
Panicum spp.) que producen una gran cantidad de biomasa, difícil de preacondicionar
y manipular lo que hace problemática la mecanización y eleva los costos de mano de
obra (Mühlbach, 2001).
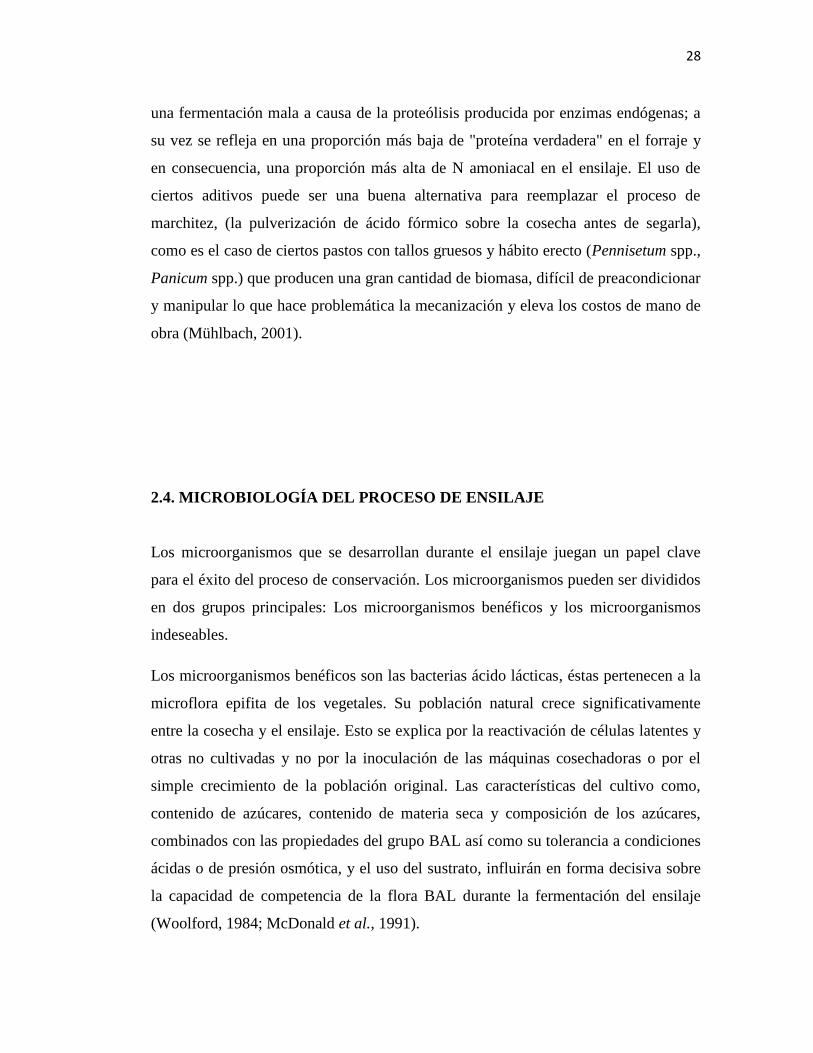
2.4. MICROBIOLOGÍA DEL PROCESO DE ENSILAJE
Los microorganismos que se desarrollan durante el ensilaje juegan un papel clave
para el éxito del proceso de conservación. Los microorganismos pueden ser divididos
en dos grupos principales: Los microorganismos benéficos y los microorganismos
indeseables.
Los microorganismos benéficos son las bacterias ácido lácticas, éstas pertenecen a la
microflora epifita de los vegetales. Su población natural crece significativamente
entre la cosecha y el ensilaje. Esto se explica por la reactivación de células latentes y
otras no cultivadas y no por la inoculación de las máquinas cosechadoras o por el
simple crecimiento de la población original. Las características del cultivo como,
contenido de azúcares, contenido de materia seca y composición de los azúcares,
combinados con las propiedades del grupo BAL así como su tolerancia a condiciones
ácidas o de presión osmótica, y el uso del sustrato, influirán en forma decisiva sobre
la capacidad de competencia de la flora BAL durante la fermentación del ensilaje
(Woolford, 1984; McDonald et al., 1991).
29
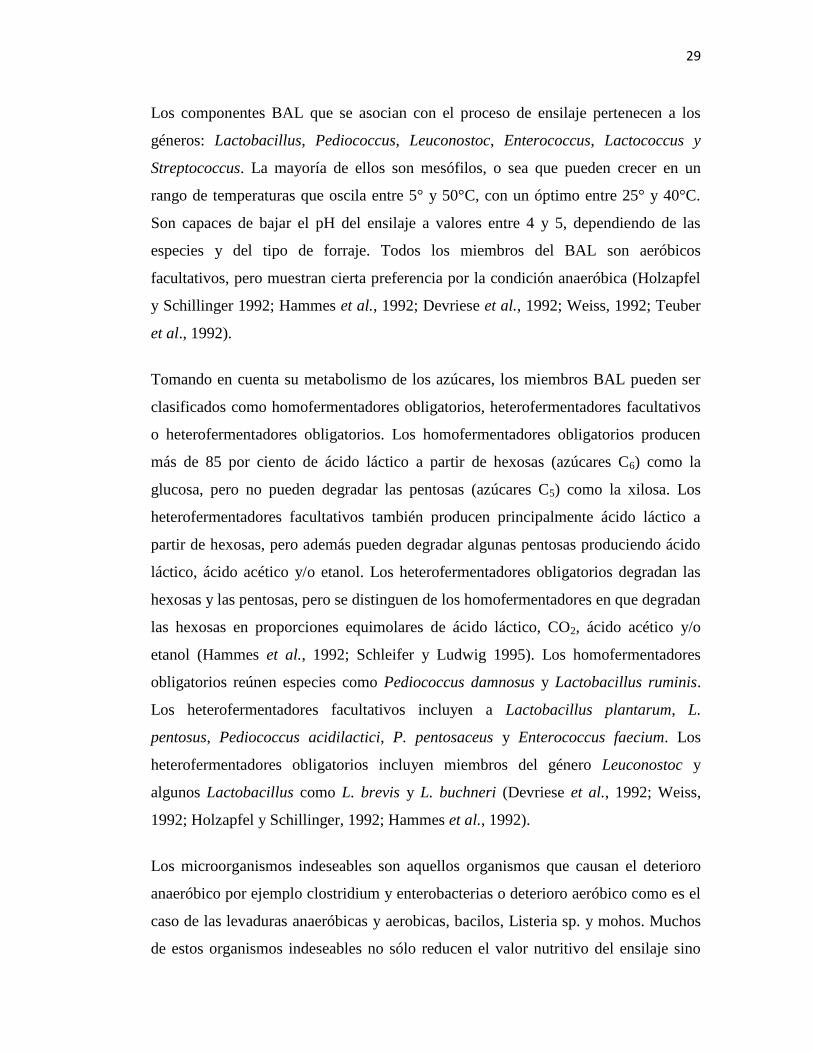
Los componentes BAL que se asocian con el proceso de ensilaje pertenecen a los
géneros: Lactobacillus, Pediococcus, Leuconostoc, Enterococcus, Lactococcus y
Streptococcus. La mayoría de ellos son mesófilos, o sea que pueden crecer en un
rango de temperaturas que oscila entre 5° y 50°C, con un óptimo entre 25° y 40°C.
Son capaces de bajar el pH del ensilaje a valores entre 4 y 5, dependiendo de las
especies y del tipo de forraje. Todos los miembros del BAL son aeróbicos
facultativos, pero muestran cierta preferencia por la condición anaeróbica (Holzapfel
y Schillinger 1992; Hammes et al., 1992; Devriese et al., 1992; Weiss, 1992; Teuber
et al., 1992).
Tomando en cuenta su metabolismo de los azúcares, los miembros BAL pueden ser
clasificados como homofermentadores obligatorios, heterofermentadores facultativos
o heterofermentadores obligatorios. Los homofermentadores obligatorios producen
más de 85 por ciento de ácido láctico a partir de hexosas (azúcares C6) como la
glucosa, pero no pueden degradar las pentosas (azúcares C5) como la xilosa. Los
heterofermentadores facultativos también producen principalmente ácido láctico a
partir de hexosas, pero además pueden degradar algunas pentosas produciendo ácido
láctico, ácido acético y/o etanol. Los heterofermentadores obligatorios degradan las
hexosas y las pentosas, pero se distinguen de los homofermentadores en que degradan
las hexosas en proporciones equimolares de ácido láctico, CO2, ácido acético y/o
etanol (Hammes et al., 1992; Schleifer y Ludwig 1995). Los homofermentadores
obligatorios reúnen especies como Pediococcus damnosus y Lactobacillus ruminis.
Los heterofermentadores facultativos incluyen a Lactobacillus plantarum, L.
pentosus, Pediococcus acidilactici, P. pentosaceus y Enterococcus faecium. Los
heterofermentadores obligatorios incluyen miembros del género Leuconostoc y
algunos Lactobacillus como L. brevis y L. buchneri (Devriese et al., 1992; Weiss,
1992; Holzapfel y Schillinger, 1992; Hammes et al., 1992).
Los microorganismos indeseables son aquellos organismos que causan el deterioro
anaeróbico por ejemplo clostridium y enterobacterias o deterioro aeróbico como es el
caso de las levaduras anaeróbicas y aerobicas, bacilos, Listeria sp. y mohos. Muchos
de estos organismos indeseables no sólo reducen el valor nutritivo del ensilaje sino
30
que pueden además afectar la salud de los animales o alterar la calidad de la leche, o
ambas, como ejemplo de ello se puede citar a Listeria sp., clostridium, hongos y
bacilos (Stefanie et al., 2001).
La fermentación por ensilaje debe ser predominantemente láctica producida
principalmente por las bacterias acido lácticas encontradas en forma natural en los
recursos alimenticios que se van a conservar. Estas bacterias fermentan azúcares
hidrosolubles y los metabolizan principalmente en productos de fermentación como
ácido láctico, acético, etanol, manitol y dióxido de carbono. Lo ideal es que
predomine el ácido láctico debido a que este es el más fuerte de los ácidos producidos
por el ensilaje (tiene el menor valor de pKa con 3.08), y es extremadamente palatable
para los rumiantes. El ácido acético (pKa 4.64) realiza una menor contribución a la
acidificación y no es palatable para los rumiantes. El menos palatable de todos es el
manitol. El dióxido de carbono es un ácido débil y probablemente no contribuye
significativamente a la acidificación.
Las principales bacterias que intervienen en el proceso normal de fermentación en los
ensilajes pertenecen a la familia Lactobacillaceae; son bacilos o cocos Gram
positivos (Streptococos) y fermentan los hidratos de carbono esenciales para su
desarrollo dando ácido láctico y otros productos. En sus géneros se encuentran
especies microaerófilas, anaerobias y facultativas (Silveira et al., 2006).
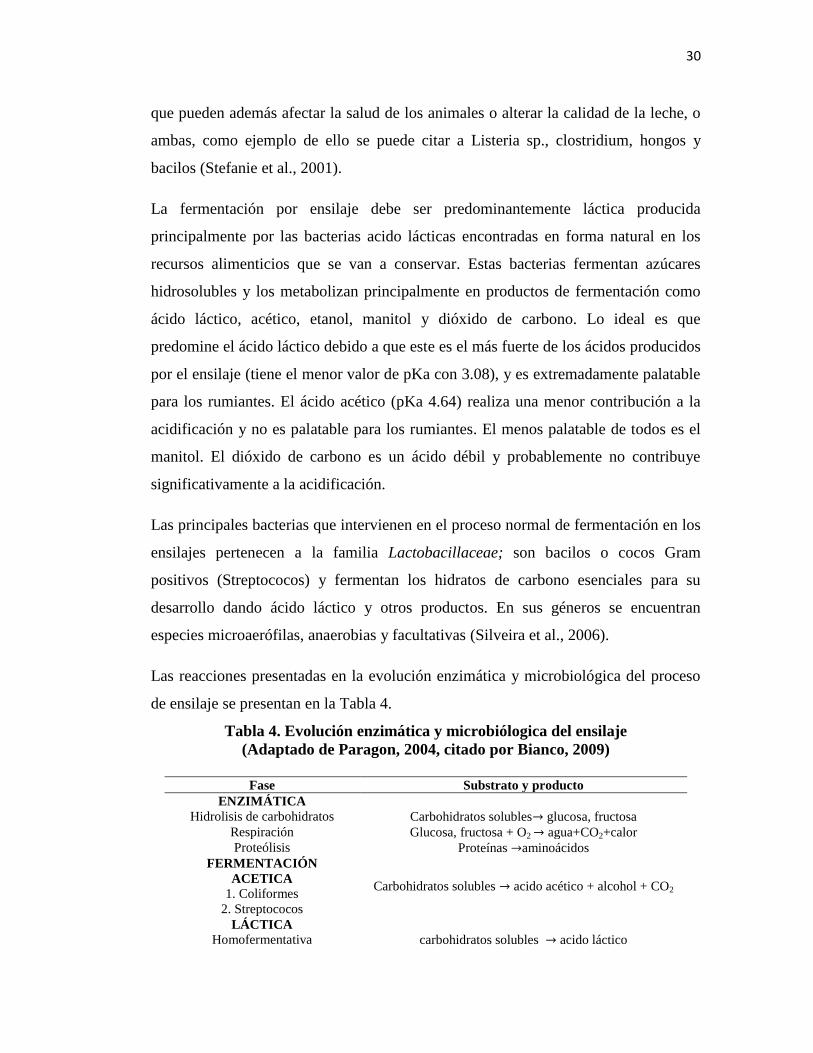
Las reacciones presentadas en la evolución enzimática y microbiológica del proceso
de ensilaje se presentan en la Tabla 4.
Tabla 4. Evolución enzimática y microbiólogica del ensilaje
(Adaptado de Paragon, 2004, citado por Bianco, 2009)
Fase Substrato y producto
ENZIMÁTICA
Hidrolisis de carbohidratos Carbohidratos solubles glucosa, fructosa
Respiración Glucosa, fructosa + O2 agua+CO2+calor
Proteólisis Proteínas aminoácidos
FERMENTACIÓN
Carbohidratos solubles acido acético + alcohol + CO2 ACETICA
1. Coliformes
2. Streptococos
LÁCTICA
Homofermentativa carbohidratos solubles acido láctico

31
Heterofermentativa carbohidratos solubles acido láctico + acido acético +
alcohol + CO2
BUTIRICA
Clostridium butyricum Lactato acido butírico + H2O
Clostridium sporogenes Proteínas acido acético+ acido propiónico, NH3, CO2
POST-FERMENTACION
Hongos CHOS + acidos orgánicos CO2 + H2O + calor
Levaduras
Acidos orgánicos+ O2 acido acético + CO2 + H2O+
calor
Carbohidratos solubles alcohol + CO2
2.5. ADITIVOS
Los aditivos han sido utilizados desde el siglo pasado para mejorar la conservación
del ensilado con la idea de asegurar que las bacterias acidolácticas dominen en la fase
de fermentación, estos se pueden agrupar en cinco tipos (Tabla 5) (Helmuth, 2008).
(Stefanie et al., 2001)
Tabla 5. Categorías de aditivos para el ensilaje
Tipo de aditivo Ingrediente activo tipico Observaciones
Estimulantes de la fermentación Bacterias acidolácticas, azúcares
(melaza) y enzimas.
Puede afectar la estabilidad
aeróbica
Inhibidores de la fermentación
Acido fórmico*, acido
láctico*,sulfitos, nitritos, sulfitos
y cloruro de sodio.
Inhibición de clostridium
Inhibidores de deterioro
aerobico
Bacterias acidolácticas, acido
propiónico*, acido benzoico*,
acido sórbico*
Puede mejorar la estabilidad
aeróbica
Nutrientes Urea, amoniaco, minerales Puede mejorar la estabilidad
aeróbica
Absorbentes Pulpa seca de remolacha
azucarera, paja
* O su sal correspondiente.
2.5.1. Estimulantes de la fermentación
Este tipo de aditivos podría usarse para materiales que contienen baja cantidad de
carbohidratos solubles o una baja relación de carbohidratos/compuestos nitrogenados,
y cantidades insuficientes de sustrato para la fermentación láctica (Oude et al., 2001,
Yiannikouris et al., 2002).
La aplicación de técnicas apropiadas durante la cosecha y el ensilado no son
suficientes para impedir que la fermentación inicial del ensilaje (Fase 2) se realice en
forma inadecuada. Esto puede ocurrir por una presencia escasa de microorganismos
32
BAL apropiados o por una baja concentración de carbohidratos hidrosolubles (CHS),
o ambos.
La cantidad de carbohidratos hidrosolubles que se precisa para inducir una buena
fermentación depende del contenido de materia seca y de la capacidad tampón del
forraje. Weissbach y Honig (1996) ilustran la relación entre estos factores, como
sigue:
CF = MS (%) + 8 CHS/CT
Donde:
CF = coeficiente de fermentación
MS = contenido de materia seca
CHS = carbohidratos hidrosolubles
CT = capacidad tampón.
Los forrajes que contienen cantidades insuficientes de sustrato para fermentar o un
bajo contenido de materia seca arrojan un valor CF<35. En tales condiciones, para
inducir una buena fermentación es preciso aumentar el contenido de azúcares, ya sea
agregándolos directamente (p. ej. usando melaza) o introduciendo enzimas que
puedan liberar otro tipo de azúcares presentes en el forraje. Los forrajes con valores
de CF de 35 o más, tienen suficiente sustrato disponible para una buena fermentación.
Sin embargo, agregando ciertos BAL se puede acelerar y mejorar el proceso del
ensilaje. En casos de ensilajes con alto contenido de materia seca y poca
disponibilidad de agua, la presencia de un BAL que sea tolerante a la presión
osmótica pasa a ser el factor crítico para una buena fermentación. Debe recordarse
que este tipo de bacterias representan una porción muy pequeña de la microflora
natural de los cultivos forrajeros (Pahlow y Weissbach, 1996). Los forrajes que
contengan más de 50 por ciento de materia seca se consideran muy difíciles de ensilar
(Staudacher et al., 1999).

33
La fórmula de Weissbach y Honig (1996) no debe aplicarse a cultivos con una baja
concentración de nitritos, como es el caso de gramíneas y cereales inmaduros cuando
se cosecha la planta entera, porque estos cultivos son más propensos a fermentaciones
de clostridios que otros cultivos que tienen un contenido moderado de nitratos
(Spoelstra, 1983, 1985). Puede ser útil usar inoculantes que incrementen la
fermentación láctica para inhibir la actividad de costridios. La menor concentración
de BAL que se precisa para inhibir la actividad de clostridios es, como mínimo,
100.000 unidades formadoras de colonias por gramo de forraje fresco (Weissbach y
Honig, 1996; Kaiser y Weiss, 1997).
2.5.2. Inhibidores de la fermentación
Este tipo de aditivos podría utilizarse teóricamente en todo tipo de ensilaje, pero en la
práctica se utilizan solamente en cultivos con bajo contenido de carbohidratos
hidrosolubles y/o alta capacidad tampón. Este tipo de aditivos pueden reducir la
cantidad de esporas de clostridios, lográndose, en ensilajes de forraje premarchitado
una disminución de esporas de 5 a 20 veces (Oude et al., 2001).
2.5.3. Inhibidores de deterioro aeróbico
Algunos de estos aditivos incluyen ácidos propiónico y acético, y otros ácidos
biológicos provenientes de microorganismos como lactobacilos y bacilos.
Recientemente se ha comprobado que Lactobacillus buchneri es un eficaz inhibidor
del deterioro aeróbico, por su capacidad de degradar bajo condiciones anaeróbicas el
ácido láctico, lo que provoca una disminución significativa del número de levaduras
presentes (Mannetje, 2001).
También puede practicarse la inoculación con bacterias que producen propionatos,
pero parecería no ser una buena opción para mejorar la estabilidad aeróbica de
ensilajes; debido a que este tipo de bacterias sólo puede proliferar y producir

34
propionato siempre que el pH del medio permanezca relativamente alto (Mannetje,
2001)
2.5.4. Nutrientes
Comprende la utilización de ciertos elementos para suplementar algún déficit del
forraje o grano almacenado; por ejemplo con el agregado de urea o amoníaco para
incrementar el contenido de proteína, también podrían utilizarse minerales.
El agregado de urea puede realizarse con un agregado del orden del 2 a 4%, que
permitirá un aumento del pH, ocurriendo un proceso de conservación en medio
alcalino, pH en el entorno de 8. El amonio liberado provoca una alcalinización y con
un elevado pH se disminuye la concentración de toxinas (Chalkling, et al., 1997,
Gaggiotti, et al., 2001).
2.5.5. Absorbentes
Los absorbentes son empleados en alimentos de elevado porcentaje de agua (bajo %
MS) para evitar pérdidas de nutrientes por escurrimiento, por ejemplo la pulpa de
remolacha azucarera y la pulpa de cítricos. Aunque los absorbentes tengan un efecto
depresor sobre el valor nutritivo en el forraje, el efecto es benéfico por que reduce el
escurrimiento de componentes de alto valor nutritivo (Mcdonald, et al., 1991, Oude et
al., 2001)
2.6. GALLINAZA
La gallinaza es un producto de desecho no puede ser considerado como un aditivo
típico de ensilaje sin embargo, ha sido mezclado con forrajes fácilmente fermentables
como maíz y sorgo, siendo utilizado como un medio para aumentar el contenido de
proteína bruta y para eliminar posibles patógenos contenidos en la gallinaza a través
de la fermentación. Puede ser utilizada para aumentar el contenido de materia seca en
el ensilaje en pasto con alto contenido de humedad. Pueden tener un alto contenido de

35
proteína junto a altos valores de ceniza, lo cual aumenta la capacidad tampón y tiene
un efecto negativo sobre la fermentación. (Almeida et al.,1986) ensilaron pasto
elefante (20,3 % MS) junto con 15 % de caña de azúcar y 5 % de gallinaza
obtuvieron un ensilaje con una buena calidad de fermentación. (Mühlbach, 2001)
Se acepta el excremento de ave como un valioso elemento nutritivo siempre y cuando
sea tratada debidamente (deshidratada). Hasta el momento no se ha reportado ningún
caso en el que la alimentación con gallinaza haya estado relacionada con la
producción de enfermedades o con toxicidad en ganado bovino. En cuanto al olor,
sabor de la leche y la carne proveniente de animales alimentados con gallinaza, no se
distingue en comparación con productos similares provenientes de animales
alimentados con harina de soya y algodón. (Padilla, 1975, Bracamonte, 1977)
2.7. PRODUCTOS FINALES DEL METABOLISMO ENERGÉTICO DEL
PROCESO DE ENSILAJE
Durante el proceso de ensilaje se producen ácidos orgánicos volátiles (Wheaton et al.,
1999) como consecuencia directa de la degradación de la fuente de carbono para obtener
energía. Los ácidos orgánicos volátiles más frecuentes son: láctico, acético, butírico y
propiónico siendo la relación entre ellos la que determina la calidad de conservación y la
aceptabilidad por parte de los animales (Acosta et al., 2002, Oude et al., 2001).
2.7.1. Ácido láctico
El ácido láctico es el más fuerte (a mayor cantidad produce mayor acidez), es el más
deseado en el proceso de fermentación, para una adecuada conservación, además es el
que se produce y utiliza con mayor eficiencia energética y biológica, por conservar y
hacer disponible la energía del material original para los animales en mayor
proporción (Acosta et al., 2002, Oude et al., 2001)
2.7.2. Ácido acético
36
El ácido acético es de calidad intermedia, no produce tanta acidez y cuando se
acumula en grandes cantidades puede afectar negativamente el consumo; su
producción requiere de una decarboxilación, lo que en términos prácticos implica
pérdida de materia seca (Oude et al., 2001)
2.7.3. Ácido butírico
El ácido butírico es muy poco acidificador y su presencia aún en cantidades mínimas,
da un aspecto “baboso” y fuerte olor a “putrefacción” que limita la aceptabilidad del
ensilaje para los animales, de hecho la fermentación butírica, conjuntamente con la
oxidación por presencia de aire son los principales responsables de las pérdidas de
ensilajes.
Los valores de MS inferiores al 27% pueden favorecer la presencia de bacterias
clostridiales, que producen una fermentación predominantemente butírica, incluso
utilizando como sustrato el ácido láctico formado.
Procesos que no sólo dificultan la conservación (por incrementarse el pH), sino que
además ocasionan pérdida de valor nutritivo, al degradar el ácido butírico (Titterton et
al., 2001 ).
2.7.4. Ácido propiónico
Pocos autores reportan datos de ácido propiónico, debido a que no tiene significancia
dentro del proceso. Sin embargo, en silos altos en humedad (materia seca menor al
25%) el ácido propiónico puede alcanzar valores hasta del 0.3% de la materia seca,
pero cuando los silos alcanzan concentraciones de materia seca entre el 35 al 45% el
ácido propiónico puede ser indetectable. (Kung & Shaver, 2001).
37
3. OBJETIVOS
3.1 Objetivo General
Evaluar productos finales del metabolismo energético producidos en el proceso de
ensilaje a partir de bagazo de caña de azúcar (saccharum officinarum)
3.2 Objetivos específicos
Determinar el efecto de la gallinaza y la melaza como aditivos en la calidad
del ensilaje y su valor nutricional.
Correlacionar la producción de metabolitos con los microorganismos
asociados al proceso de ensilaje de bagazo de caña de azúcar mediante
fermentación en estado sólido.
Determinar la calidad del proceso de ensilaje mediante pruebas
fisicoquímicas, organolépticas y microbiológicas.
Establecer el rendimiento del proceso de ensilaje por medio de un balance de
materia

38
4. METODOLOGIA
4.1 Revisión bibliográfica y análisis de la información existente
Para el desarrollo de esta investigación se tuvieron en cuenta dos fuentes de
información: fuentes primarias y fuentes secundarias.
4.1.1 Fuentes primarias: La información primaria correspondió a todos los datos
cuantitativos y cualitativos tomados y registrados durante toda la fase experimental
de la investigación.
4.1.2 Fuentes secundarias: La información secundaria correspondió a los datos
bibliográficos concernientes al tema de investigación, que se localizaron en tesis,
trabajos de investigación, libros, e internet, los cuales se analizaron y verificaron con
los obtenidos en la investigación.
4.2 Materias primas y ensilaje
La materia prima utilizada para la formulación del ensilaje, corresponde al residuo
agroindustrial de la caña de azúcar: bagazo de caña de azúcar y aditivos.
Aditivos: melaza como fuente de carbohidratos solubles (23%) y gallinaza (2,0%)
como fuente de nitrógeno.

39
Antes de iniciar el proceso de ensilaje se determinó el Coeficiente de Fermentación
(CF) del bagazo de caña de azúcar para mejorar la fermentación del ensilaje con
aditivos, según metodología descrita por Weissbach y Honig (1996)
4.3 Análisis fisicoquímicos de bagazo de caña de azúcar
Se desarrolló la cuantificación y caracterización de la composición del bagazo de
caña de azúcar para el proceso de ensilaje. Se evaluaron parámetros físicoquímicos
como humedad (A.O.A.C 7.003/84, 930.15/90 adaptado Bernal I, 1994), pH
(A.O.A.C. 10.041/84 adaptado Bernal I, 1994), materia seca (gravimetría), cenizas
(A.O.A.C. 7.009/84, 942.05/90 adaptado Bernal I, 1994), proteína (A.O.A.C.
955.04/90 adaptado Bernal I, 1994), extracto etéreo (A.O.A.C. 955.04/90 adaptado
Bernal I, 1994), fibra detergente neutra (Van Soest, et al., 1991) y fibra detergente
ácida (Van Soest, et al., 1991).
4.4 Fabricación y construcción de silos
Se utilizaron tubos de PVC, pintados de negro para unificar el color de los silos y
evitar el contacto con la luz solar, con capacidad de 0,5 kg (
40
Figura 6), los cuales fueron llenados por capas intercaladas, compactando el material
con un rodillo compactador. Después de llenados los recipientes fueron sellados
herméticamente e identificados según el tratamiento. Por último se pusieron al azar en
una superficie a temperatura ambiente con un mínimo contacto de la luz solar (Cai et
al., 1999, Ennahar et al., 2002).
Figura 6. Silos construidos con tubos de pvc
4.5 Análisis del valor nutritivo del silaje
Durante esta fase se desarrolló la valoración organoléptica al momento de la apertura
de los silos durante los días de fermentación del ensilaje (1, 3, 7, 14 y 21 días), los
días de fermentación del proceso de ensilaje (respiración y fermentación) se realizó
alrededor de 21 días, tiempo necesario para la transformación de todo el azúcar en
ácido láctico ( Schroeder JW.2004.) Para la valoración organoléptica se tuvieron en
cuenta variables como color, olor, estado de madurez y textura La caracterización

41
fisicoquímica del ensilado se desarrolló teniendo en cuenta, los siguientes parámetros:
humedad (A.O.A.C 7.003/84, 930.15/90 adaptado Bernal I, 1994), materia seca
(gravimetría), proteína bruta (A.O.A.C. 955.04/90 adaptado Bernal I, 1994), extracto
etéreo (A.O.A.C. 7.060/84, 920.39/90 adaptado Bernal I, 1994), cenizas (A.O.A.C.
7.009/84, 942.05/90 adaptado Bernal I, 1994), fibra neutro detergente (Van Soest et
al., 1991), fibra ácido detergente (Van Soest et al., 1991) y ácidos orgánicos volátiles:
acético, propiónico, láctico y butírico (Tejada, 1992). Finalizado el proceso, se
analizó la producción de gas carbónico (Ashbell et al.,1990).
Analizadas las condiciones durante este período se evalúo el efecto de aditivos en los
tratamientos silaje 1: bagazo de caña fresco y silaje 2: bagazo de caña fresco +
gallinaza + melaza, durante un tiempo de fermentación de 1, 3, 7, 14 y 21 días. Las
muestras para los análisis físico-químicos fueron envasadas en bolsas de plástico
transparentes selladas al vacío y conservadas a -20 ºC.
En la ¡Error! No se encuentra el origen de la referencia. se establece la
composición porcentual de las materias primas utilizadas para el silaje 1 y el silaje 2.
Tabla 6. Composición de los silos
Ingrediente silos
silaje1 silaje 2
Bagazo de caña fresco 100 % 75 %
Melaza 0 % 23 %
Gallinaza 0 % 2 %
4.6 Análisis microbiológico del silaje
Durante esta etapa se realizó un análisis de sucesión microbiana por el método de
recuento en placa por siembra en profundidad (standart plate count) (Swanson et al.,
1992) y cinética de crecimiento, identificación de poblaciones microbianas por medio
de medios selectivos y diferenciales. Se tomaran tres muestras de cada tratamiento en
cada período de evaluación (1, 3, 7, 14 y 21 días de ensilaje) para determinar las
concentraciones de los géneros de bacterias ácido lácticas, ácido acéticas,

42
enterobacterias, clostridios, mesófilos, mohos y levaduras, los cuales son los grupos
más comúnmente aislados de ensilajes y los más representativos en el proceso
fermentativo (Cai, 1999, Masuko et al., 1995).
4.7. Cuantificación y análisis de la producción de metabolitos secundarios
La concentración de ácidos orgánicos volátiles (ácido láctico, ácido acético, ácido
butírico y ácido propiónico) producidos por los microorganismos asociados a cada
fase del proceso de ensilaje de bagazo de caña de azúcar, se determinó por
cromatografía de gases para cada día de evaluación (Tejada, 1992). Se tomaron 20 g
de material fresco y se colocaron en un matraz, se adicionaron 20 ml de ácido
metafosfórico al 25% peso/volumen y 80 ml de agua destilada, se agitó y se guardó
en refrigeración a 4°C durante dos dias haciendo agitaciones cada día.
4.8. Diseño experimental
Para la presentación e interpretación de resultados, se utilizaron medidas estadísticas
como la media aritmética, desviación estándar, coeficiente de variación, porcentaje de
variación y representaciones gráficas.
Por consiguiente, para la discusión de resultados obtenidos a lo largo del proyecto, se
utilizó la prueba de Tukey para la comparación de medias para establecer cual era el
efecto de los aditivos en los tratamientos durante los días de la fermentación
anaerobia. Adicionalmente, estos datos se tabularon mediante el programa estadístico
R versión 3.2.2 para observar la dispersión de los datos y así verificar la confiabilidad
del estudio.
El efecto de la melaza y la gallinaza como aditivos se evalúo mediante un diseño
factorial (2x5); los tratamientos fueron silaje 1 (bagazo de caña fresco) y silaje 2
(bagazo de caña fresco+melaza+gallinaza) durante un tiempo de fermentación de 1,
3, 7, 14 y 21 días.

43
4.9. Análisis del rendimiento del proceso de ensilaje
En esta fase se desarrolló un balance de materia relacionado con las pérdidas de CO2
para establecer el rendimiento del proceso.
5. RESULTADOS Y DISCUSIÓN
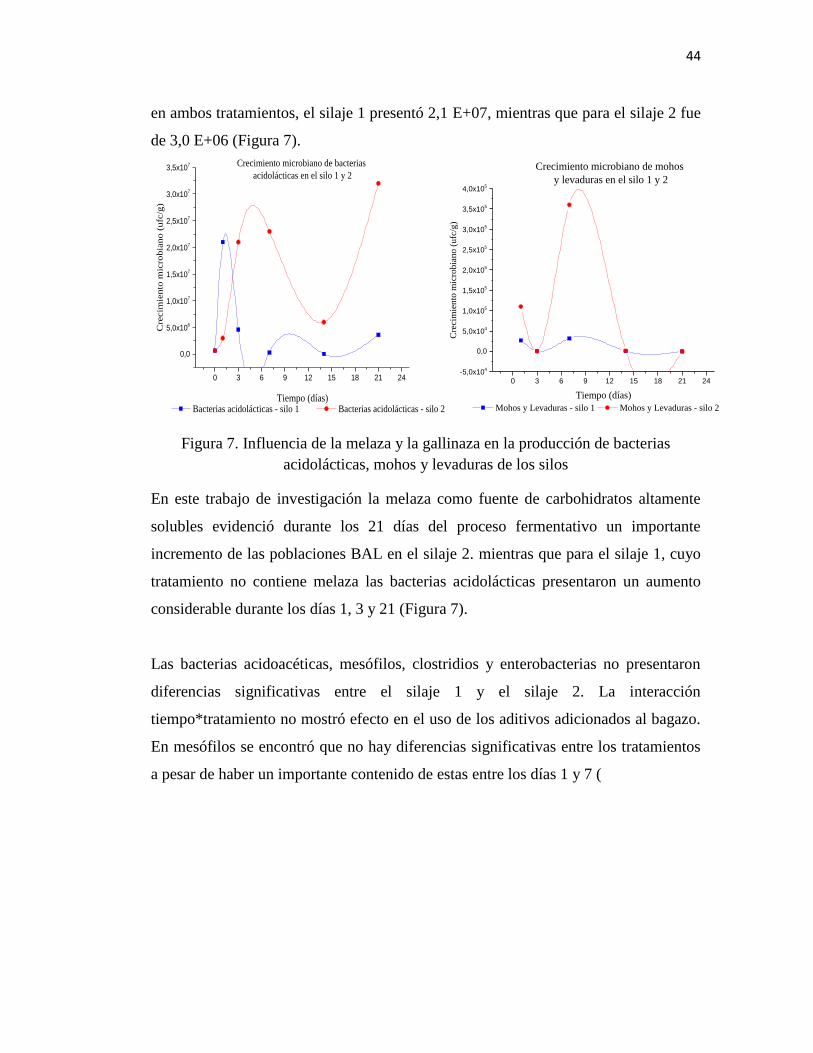
5.1. Influencia de la gallinaza y la melaza como aditivos en la calidad del silaje.
Para esta investigación se realizó un recuento microbiano para el silaje 1 constituido
por bagazo de caña fresco y un recuento microbiano para el silaje 2 constituido por
bagazo de caña con aditivos (gallinaza + melaza). Los resultados indicaron que las
poblaciones microbianas más altas para el día 1 fueron para las bacterias acidolácticas
44
0 3 6 9 12 15 18 21 24
0,0
5,0x106
1,0x107
1,5x107
2,0x107
2,5x107
3,0x107
3,5x107
Cre
cim
ien
to m
icro
bia
no
(u
fc/g
)
Tiempo (días) Bacterias acidolácticas - silo 1 Bacterias acidolácticas - silo 2
Crecimiento microbiano de bacterias
acidolácticas en el silo 1 y 2
0 3 6 9 12 15 18 21 24
-5,0x104
0,0
5,0x104
1,0x105
1,5x105
2,0x105
2,5x105
3,0x105
3,5x105
4,0x105
Cre
cim
iento
mic
robia
no (
ufc
/g)
Tiempo (días)
Mohos y Levaduras - silo 1 Mohos y Levaduras - silo 2
Crecimiento microbiano de mohos
y levaduras en el silo 1 y 2
en ambos tratamientos, el silaje 1 presentó 2,1 E+07, mientras que para el silaje 2 fue
de 3,0 E+06 (Figura 7).
Figura 7. Influencia de la melaza y la gallinaza en la producción de bacterias
acidolácticas, mohos y levaduras de los silos
En este trabajo de investigación la melaza como fuente de carbohidratos altamente
solubles evidenció durante los 21 días del proceso fermentativo un importante
incremento de las poblaciones BAL en el silaje 2. mientras que para el silaje 1, cuyo
tratamiento no contiene melaza las bacterias acidolácticas presentaron un aumento
considerable durante los días 1, 3 y 21 (Figura 7).
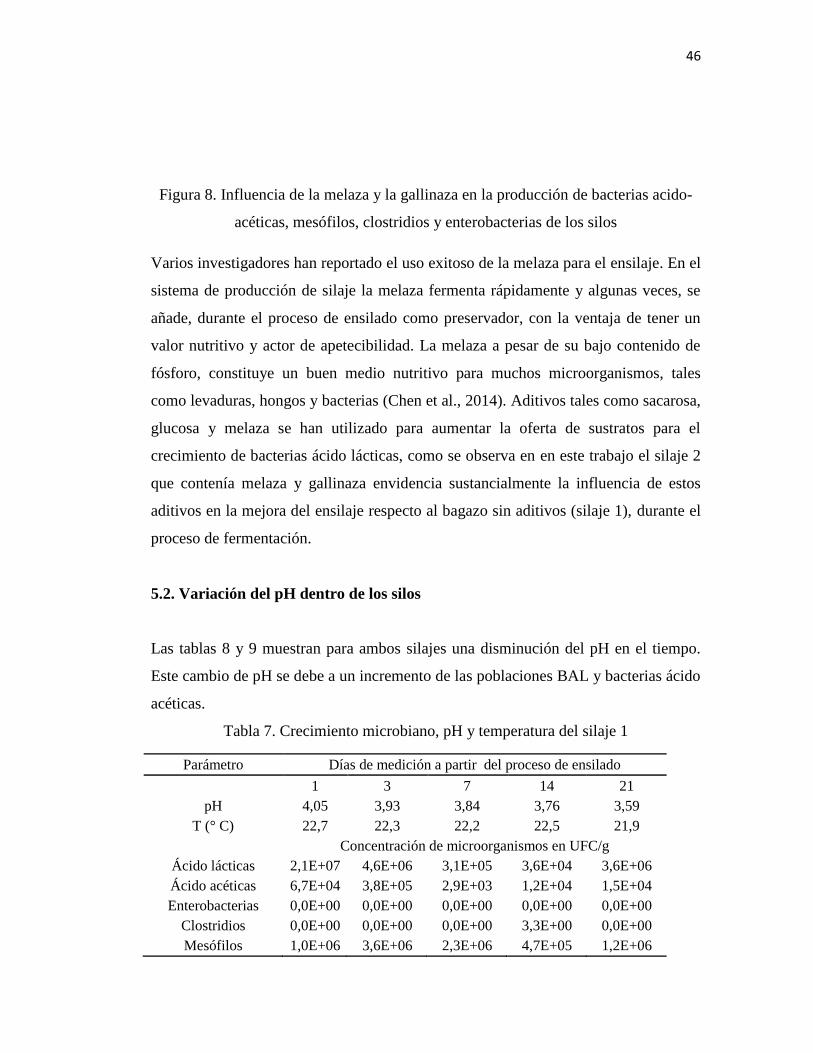
Las bacterias acidoacéticas, mesófilos, clostridios y enterobacterias no presentaron
diferencias significativas entre el silaje 1 y el silaje 2. La interacción
tiempo*tratamiento no mostró efecto en el uso de los aditivos adicionados al bagazo.
En mesófilos se encontró que no hay diferencias significativas entre los tratamientos
a pesar de haber un importante contenido de estas entre los días 1 y 7 (

45
0 3 6 9 12 15 18 21 24
0
1x105
2x105
3x105
4x105
5x105
6x105
Cre
cim
ien
to m
icro
bia
no
(u
fc/g
)
Tiempo (días)
Bacterias acidoacéticas - silo 1 Bacterias acidoacéticas - silo 2
Crecimiento microbiano de bacterias
acidoacéticas en silo 1 y 2
0 3 6 9 12 15 18 21 24
0
1x107
2x107
3x107
4x107
5x107
6x107
Cre
cim
ien
to m
icro
bia
no
(u
fc/g
)
Tiempo (días)
Mesófilos - silo 1 Mesófilos - silo 2
Crecimiento microbiano de mesófilos
en el silo 1 y 2
0 3 6 9 12 15 18 21 24
0
200
400
600
800
1000
Crecim
ien
to m
icro
bia
no
(u
fc/g
)
Tiempo (días)
Enterobacterias silo 1 Enterobacterias silo 2
Crecimiento microbiano de
enterobacterias en el silo 1 y 2
0 3 6 9 12 15 18 21 24
0
200
400
600
800
1000
Cre
cim
ien
to m
icro
bia
no
(u
fc/g
)
Tiempo (días)
Clostridios en silo 1 Clostridios en silo 2
Crecimiento microbiano de
clostridios en el silo 1 y 2
Figura 8).
46
Figura 8. Influencia de la melaza y la gallinaza en la producción de bacterias acido-
acéticas, mesófilos, clostridios y enterobacterias de los silos
Varios investigadores han reportado el uso exitoso de la melaza para el ensilaje. En el
sistema de producción de silaje la melaza fermenta rápidamente y algunas veces, se
añade, durante el proceso de ensilado como preservador, con la ventaja de tener un
valor nutritivo y actor de apetecibilidad. La melaza a pesar de su bajo contenido de
fósforo, constituye un buen medio nutritivo para muchos microorganismos, tales
como levaduras, hongos y bacterias (Chen et al., 2014). Aditivos tales como sacarosa,
glucosa y melaza se han utilizado para aumentar la oferta de sustratos para el
crecimiento de bacterias ácido lácticas, como se observa en en este trabajo el silaje 2
que contenía melaza y gallinaza envidencia sustancialmente la influencia de estos
aditivos en la mejora del ensilaje respecto al bagazo sin aditivos (silaje 1), durante el
proceso de fermentación.
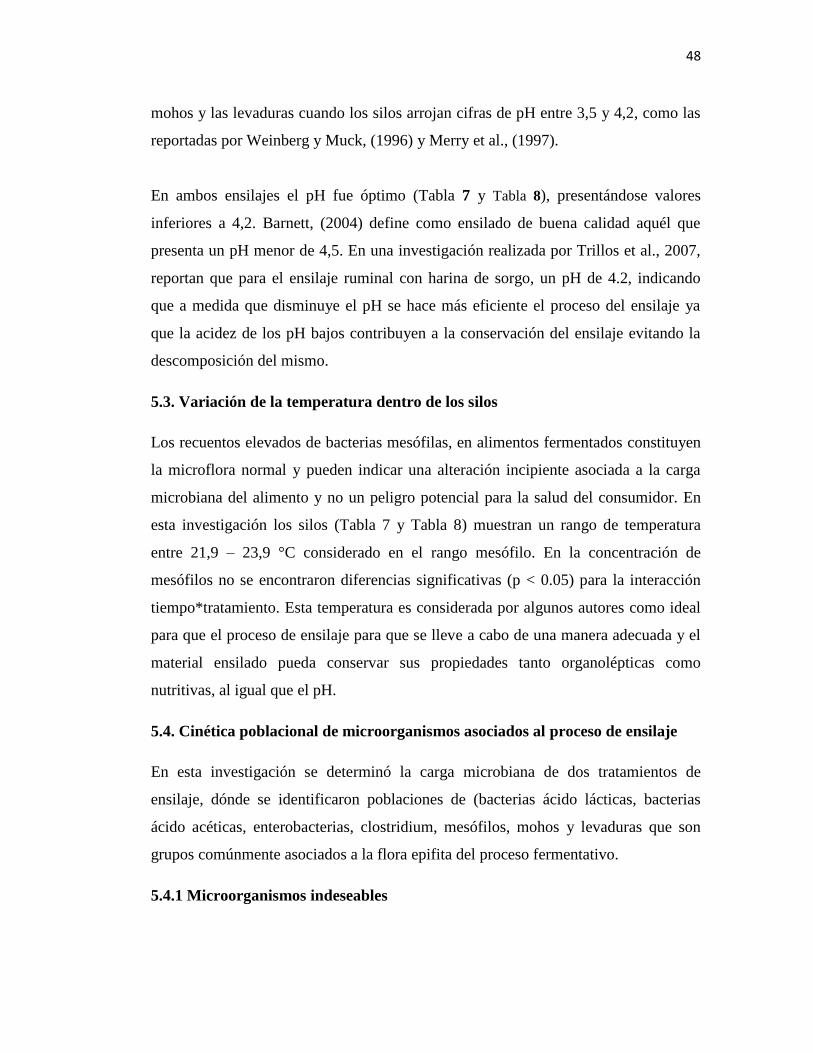
5.2. Variación del pH dentro de los silos
Las tablas 8 y 9 muestran para ambos silajes una disminución del pH en el tiempo.
Este cambio de pH se debe a un incremento de las poblaciones BAL y bacterias ácido
acéticas.
Tabla 7. Crecimiento microbiano, pH y temperatura del silaje 1
Parámetro Días de medición a partir del proceso de ensilado
1 3 7 14 21
pH 4,05 3,93 3,84 3,76 3,59
T (° C) 22,7 22,3 22,2 22,5 21,9
Concentración de microorganismos en UFC/g
Ácido lácticas 2,1E+07 4,6E+06 3,1E+05 3,6E+04 3,6E+06
Ácido acéticas 6,7E+04 3,8E+05 2,9E+03 1,2E+04 1,5E+04
Enterobacterias 0,0E+00 0,0E+00 0,0E+00 0,0E+00 0,0E+00
Clostridios 0,0E+00 0,0E+00 0,0E+00 3,3E+00 0,0E+00
Mesófilos 1,0E+06 3,6E+06 2,3E+06 4,7E+05 1,2E+06

47
Mohos y levaduras 2,7E+04 1,0E+03 3,2E+04 6,7E+02 0,0E+00
En el silo 1, el incremento de las poblaciones BAL y bacterias ácido acéticas se
presenta los días 1, 3 y 21, los días 7 y 14 se genera una mayor producción de las
poblaciones de mesófilos los cuales son capaces de bajar el pH del ensilaje,
inhibiendo éstos el incremento de las poblaciones BAL y bacterias ácido acéticas.
Tabla 8. Crecimiento microbiano, pH y temperatura del silo 2
Ítem Días de medición a partir del proceso de ensilado
1 3 7 14 21
pH 4,30 4,04 4,02 3,40 3,80
T 22,3 22,1 23,5 23,9 22,5
Concentración de microorganismos en UFC/g
Ácido lácticas 3,0E+06 2,1E+07 2,3E+07 6,0E+06 3,2E+07
Ácido acéticas 6,7E+04 2,8E+04 4,9E+04 9,5E+04 5,9E+05
Enterobacterias 0,0E+00 0,0E+00 0,0E+00 0,0E+00 0,0E+00
Clostridios 0,0E+00 6,7E+00 3,3E+00 0,0E+00 0,0E+00
Mesófilos 1,0E+06 5,6E+07 2,4E+06 6,3E+05 1,2E+07
Mohos y
levaduras 1,1E+05 0,0E+00 3,6E+05 1,0E+03 0,0E+00
En el silo 2, la reducción del pH está correlacionada con el constante incremento de
los microorganismos acidófilos (poblaciones BAL y bacterias ácido acéticas). Esto
permite la conservación del silo, que a pesar de no presentar contenidos de ácido
láctico como catabolito conservador del silo, si se presenta ausencia de
microorganismos patógenos como salmonellas y enterobacterias. Debido a pH bajos a
lo largo del tiempo, se produce en cierto modo una esterilización en la biomasa del
ensilaje, el pH del material ensilado baja a un nivel que inhibe la presencia de
microorganismos que inducen la putrefacción, como consecuencia, el crecimiento de
las poblaciones microbianas queda inactivo, así como todo tipo de actividad
enzimática, creandose un estado de estabilización o de reposo, que permite la
conservación casi indefinida del alimento ensilado como lo reportan Silveira y Franco
(2006). Esto puede evidenciarse en el desarrollo de las bacterias ácido lácticas, en los
48
mohos y las levaduras cuando los silos arrojan cifras de pH entre 3,5 y 4,2, como las
reportadas por Weinberg y Muck, (1996) y Merry et al., (1997).
En ambos ensilajes el pH fue óptimo (Tabla 7 y Tabla 8), presentándose valores
inferiores a 4,2. Barnett, (2004) define como ensilado de buena calidad aquél que
presenta un pH menor de 4,5. En una investigación realizada por Trillos et al., 2007,
reportan que para el ensilaje ruminal con harina de sorgo, un pH de 4.2, indicando
que a medida que disminuye el pH se hace más eficiente el proceso del ensilaje ya
que la acidez de los pH bajos contribuyen a la conservación del ensilaje evitando la
descomposición del mismo.
5.3. Variación de la temperatura dentro de los silos
Los recuentos elevados de bacterias mesófilas, en alimentos fermentados constituyen
la microflora normal y pueden indicar una alteración incipiente asociada a la carga
microbiana del alimento y no un peligro potencial para la salud del consumidor. En
esta investigación los silos (Tabla 7 y Tabla 8) muestran un rango de temperatura
entre 21,9 – 23,9 °C considerado en el rango mesófilo. En la concentración de
mesófilos no se encontraron diferencias significativas (p < 0.05) para la interacción
tiempo*tratamiento. Esta temperatura es considerada por algunos autores como ideal
para que el proceso de ensilaje para que se lleve a cabo de una manera adecuada y el
material ensilado pueda conservar sus propiedades tanto organolépticas como
nutritivas, al igual que el pH.
5.4. Cinética poblacional de microorganismos asociados al proceso de ensilaje
En esta investigación se determinó la carga microbiana de dos tratamientos de
ensilaje, dónde se identificaron poblaciones de (bacterias ácido lácticas, bacterias
ácido acéticas, enterobacterias, clostridium, mesófilos, mohos y levaduras que son
grupos comúnmente asociados a la flora epifita del proceso fermentativo.
5.4.1 Microorganismos indeseables
49
Las condiciones de anaerobiosis y la reducción del pH afectaron el crecimiento de
microorganismos indeseables (mohos y levaduras) en ambos tratamientos, los cuales
están relacionados con el deterioro aeróbico. Por otro lado, las poblaciones de
clostridios fueron inhibidas en ambos tratamientos, mientras que para
enterorobacterias no se obtuvo crecimiento en ninguno de los días evaluados.
Se encontraron diferencias significativas (p<0.05) para la interacción
tiempo*tratamiento, mostrando un crecimiento diferencial de este tipo de
microorganismos en cada tratamiento a lo largo del tiempo. El bagazo en el día 1 en
el silaje 2 tuvo una concentración de hongos y levaduras significativamente mayor (p
< 0.05) respecto al silaje, posiblemente debido a la carga microbiana asociada a la
melaza (Tabla 8).
5.4.2. Microorganismos deseables
Se encontraron diferencias significativas (p < 0.1) en el recuento de BAL para la
interacción tiempo*tratamiento en el silo 1 y el silo 2. Para el día 21 el crecimiento de
BAL es mayor para el silo 2 (Tabla 8). Cabe destacar que las poblaciones de BAL en
ambos tratamientos persistieron a lo largo del tiempo, esto es un buen indicativo de la
calidad del proceso de fermentación en el silo. La calidad del silaje depende
principalmente del grado de compactación y la cantidad de oxígeno que ha quedado
en el material ensilado. Sin embargo, los niveles de materia seca y carbohidratos
solubles son determinantes en la fermentabilidad de un ensilaje, por lo que la
inclusión de un mayor contenido de carbohidratos solubles, facilita la capacidad de
fermentación y degradación de otros sustratos, por estimular el crecimiento de
bacterias ácido lácticas (Maza et al., 2011). Los microorganismos deseables como las
BAL han sido reportadas en diferentes estudios con maíz, sorgo y trigo con valores a
los 60 días de 2E+07, 7E+06 y 1E+06 UFC/g respectivamente (Filya, 2003), y en
forrajes frescos 5,7E+08 UFC/g (Ranjit y Kung, 2000), para el día 21 en este estudio
el crecimiento microbiano más alto fue de 3,2E+07 ufc/g (silaje 2).
Los componentes BAL que se asocian con el proceso de ensilaje pertenecen a los
géneros: Lactobacillus, Pediococcus, Leuconostoc, Enterococcus, Lactococcus y

50
Streptococcus. La mayoría de ellos son mesófilos, o sea que pueden crecer en un
rango de temperaturas que oscila entre 5° y 50°C, con un óptimo entre 25° y 40°C.
Son capaces de bajar el pH del ensilaje a valores entre 3,5 y 4,2, dependiendo de las
especies y del tipo de forraje. Todos los miembros del BAL son aeróbicos
facultativos, pero muestran cierta preferencia por la condición anaeróbica (Silver y
Franco, 2006; Oude, 1999). En este trabajo se evidenció una persistencia de este tipo
de microorganismos en el tiempo para ambos tratamientos, relacionado con una
disminución paulatina en el pH para los días evaluados. Los rangos de temperatura
obtenidos en las evaluaciones se encontraron cercano al rango óptimo.
Los recuentos iniciales de mesófilos para el silaje 1 y 2 (Tabla 7 y Tabla 8) fueron
mayores que los reportados por Cai et al. (1998) para maíz (1E+06 UFC/g) y para
forrajes frescos de alfalfa, ryegrass italiano y sorgo de 8E+06, 8E+05 y 6E+06 UFC/g
respectivamente (Cai et al. 1999). Estos valores muestran la alta concentración de
bacterias epífitas que se pueden encontrar en materias primas con posibilidad de ser
ensiladas en ambientes tropicales, las cuales tienen un alto potencial para su uso
industrial y para mejorar los procesos fermentativos dentro del silo.
Se ha reportado en varios estudios que las poblaciones de mohos y levaduras pueden
alcanzar recuentos entre 1E+07 y 2,0E+07 ufc/g durante las primeras semanas del
proceso de ensilaje (Fase 1:Fase aeróbica y Fase 2:Fase de fermentación) (Driehuis y
van Wikselaar, 1996; Kung et al. 2000; Ranjit y Kung, 2000), más altos que los
encontrados en el presente estudio. Por otro lado Valiño et al. 2002 reportó para
ensilajes de bagazo de caña sin aditivos una carga de levaduras a los 21 días de
3,3E+10 ufc/g MS, cuando la materia seca (MS) del bagazo en este tiempo alcanzó el
70%, diferente al crecimiento microbiano obtenido en esta investigación para el
mismo día de 0,0E+00 ufc/g con un porcentaje de materia seca de 28,9%. El poco
crecimiento de mohos y levaduras está asociado a un contenido elevado de ácido
fórmico o ácido acético que reducen la supervivencia de éstos microorganismos
indeseables (Driehuis y van Wikselaar, 1996; Oude Elferink et al., 1999). En el silo 1
y en el silo 2 las poblaciones de bacterias ácido acéticas y acido lácticas persistieron

51
a lo largo del tiempo permitiendo estabilizar el sistema, y evitando el deterioro
aeróbico y anaeróbico.
Valiño et al., 2002 estudió el bagazo de caña de azúcar en fermentaciones en estado
sólido, encontrando un predominio de los géneros Aspergillus y Trichoderma
asociados a la carga microbiana en este sustrato. Los cuales pueden hacer parte de los
microorganismos no deseados en el proceso de ensilaje. Sin embargo, la presencia de
éstos podría ser benefica en la fase 1 (fase aeróbica) y fase 2 (fase de fermentación)
del proceso de ensilaje. Debido a que estos microorganismos tienen la capacidad de
hidrolizar materiales lignocelulósicos como el bagazo de caña de azúcar (celulosa:
40-50%, hemicelulosa: 25-35% y lignina 15-20% (Maity, 2015)), promoviendo la
disponibilidad de azúcares hidrosolubles como fuente de carbono, que favorecen el
crecimiento de otras poblaciones microbianas como las BAL y las BAC. Para el
bagazo de caña de azúcar en los silos 1 y 2 se encontraron dos hongos que han sido
ampliamente reportados como hongos con capacidad lignocelulolítica Aspergillus y
Fusarium. Estos organismo tinen la capacidad de degradar el polímero de celulosa, la
cual es fuente de glucosa, de acuerdo a Oude, 1999, estos azucares son aprovechados
en la vía de las hexosas (azúcares C6) por las BAL homofermentativas obligatorias
que les permite producir un 85% de ácido láctico, pero no pueden degradar las
pentosas (azúcares C5) como la xilosa. La hemicelulosa es fuente de 5 tipos de
azucares: xilosa, arabinosa, manosa, galactosa y glucosa. Los heterofermentadores
facultativos también producen principalmente ácido láctico a partir de hexosas, pero
además pueden degradar algunas pentosas produciendo ácido láctico, ácido acético
y/o etanol. En este trabajo, la mayor población de BAL que se presentan son las BAL
heterofermentativas debido a que son suceptibles a pH menores de 5 (Villa, 2008) y
los silos presentan mayor producción de etanol y ácido acético.
Para el caso de microorganismos indeseables como las enterobacterias las cuales
están relacionadas con la degradación proteica y el deterioro, los cambios de pH en
los sistemas de ensilaje no favorecieron el desarrollo de estas poblaciones a pesar de
la disponibilidad de fuentes de nitrógeno y carbohidratos. Lo cual es similar a lo
reportado por McDonald et al., (1991), quien describió que las enterobacterias no

52
proliferan en ambientes con valores bajos de pH. Las técnicas de ensilaje que
aseguren un rápido y significativo descenso del pH en el ensilaje, provocarán una
inhibición del desarrollo de las enterobacterias.
Otro tipo causante del deterioro anaeróbico son los clostridios, en esta investigación
se encontró una inhibición en el desarrollo de estas poblaciones, siendo más evidente
para el tratamiento el silaje 1. La presencia de clostridios en algunos días en ambos
tratamientos, puede estar relacionada con un porcentaje de humedad superior al 70%.
Los clostridios muestran mayor susceptibilidad a la falta de humedad y a bajos pH
(Oude, 1997).
Las condiciones de anaerobiosis, el tiempo de almacenaje y la competencia de
microorganismos de rápido crecimiento acompañado de la producción de ácidos
orgánicos de bajo peso molecular como acido láctico y acido acético controlaron las
poblaciones de mohos y levaduras en ambos tratamientos. En este estudio se
evidenció una relación inversa en el crecimiento de BAC y hongos, lo cual es
consecuente por lo reportado por Oude, (1999), un contenido elevado de ácido
fórmico o ácido acético reduce la supervivencia de levaduras (Tabla 10 y Tabla 11).
Tabla 9. Metabolitos evaluados en el silaje 1
Días de
fermentación
Ácido Láctico
(%)
Ácido acético
(%)
Ácido propiónico
(%)
Ácido butírico
(%)
1 ND 1,174 ± 0,007 ND ND
3 ND 0,73 ± 0,04 ND ND
7 ND 0,82 ± 0,03 ND ND
21 ND 0,69 ± 0,05 ND ND
Tabla 10. Metabolitos evaluados en el silaje 2
Días de
fermentación
Ácido Láctico
(%)
Ácido acético
(%)
Ácido propiónico
(%)
Ácido butírico
(%)
1 ND 1,66 ± 0,01 ND ND
3 ND 1,11 ± 0,09 ND ND
7 ND 1,21 ± 0,03 ND ND
21 ND 0,92 ± 0,05 ND ND
En las evaluaciones previas desarrolladas en los silos fue sorprendente no encontrar
concentraciones de ácido láctico por lo tanto se repitieron todas las cinéticas,
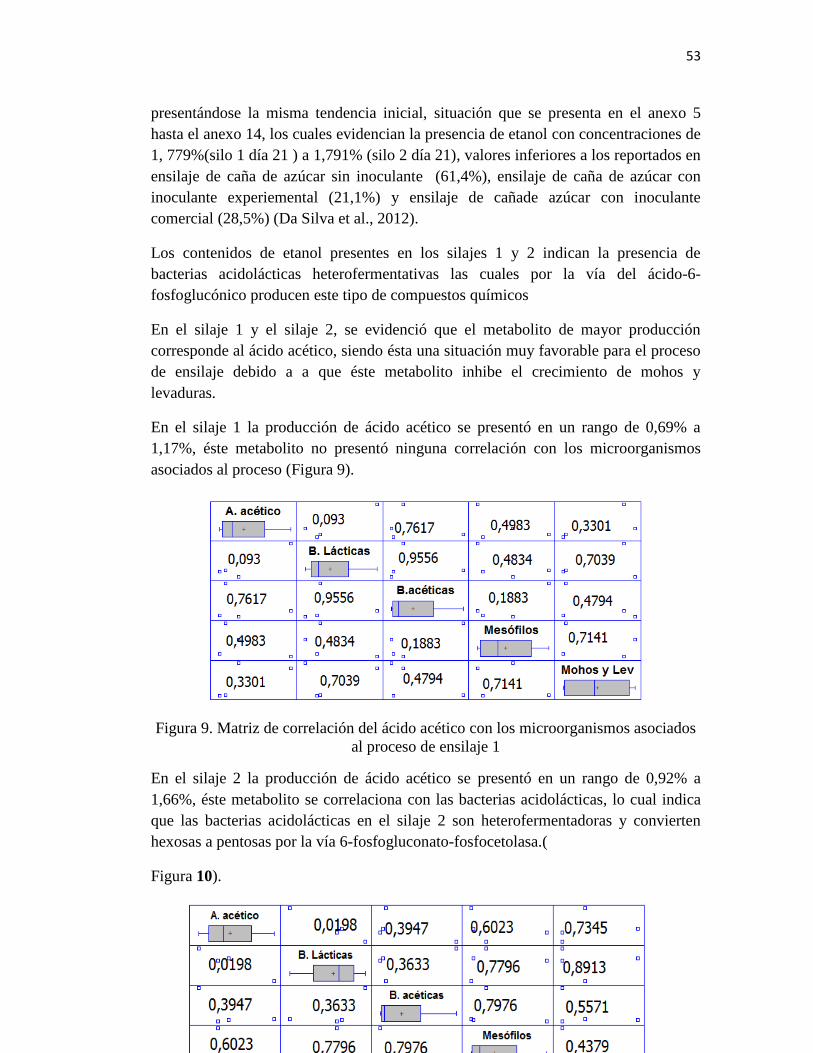
53
presentándose la misma tendencia inicial, situación que se presenta en el anexo 5
hasta el anexo 14, los cuales evidencian la presencia de etanol con concentraciones de
1, 779%(silo 1 día 21 ) a 1,791% (silo 2 día 21), valores inferiores a los reportados en
ensilaje de caña de azúcar sin inoculante (61,4%), ensilaje de caña de azúcar con
inoculante experiemental (21,1%) y ensilaje de cañade azúcar con inoculante
comercial (28,5%) (Da Silva et al., 2012).
Los contenidos de etanol presentes en los silajes 1 y 2 indican la presencia de
bacterias acidolácticas heterofermentativas las cuales por la vía del ácido-6-
fosfoglucónico producen este tipo de compuestos químicos
En el silaje 1 y el silaje 2, se evidenció que el metabolito de mayor producción
corresponde al ácido acético, siendo ésta una situación muy favorable para el proceso
de ensilaje debido a a que éste metabolito inhibe el crecimiento de mohos y
levaduras.
En el silaje 1 la producción de ácido acético se presentó en un rango de 0,69% a
1,17%, éste metabolito no presentó ninguna correlación con los microorganismos
asociados al proceso (Figura 9).
Figura 9. Matriz de correlación del ácido acético con los microorganismos asociados
al proceso de ensilaje 1
En el silaje 2 la producción de ácido acético se presentó en un rango de 0,92% a
1,66%, éste metabolito se correlaciona con las bacterias acidolácticas, lo cual indica
que las bacterias acidolácticas en el silaje 2 son heterofermentadoras y convierten
hexosas a pentosas por la vía 6-fosfogluconato-fosfocetolasa.(
Figura 10).
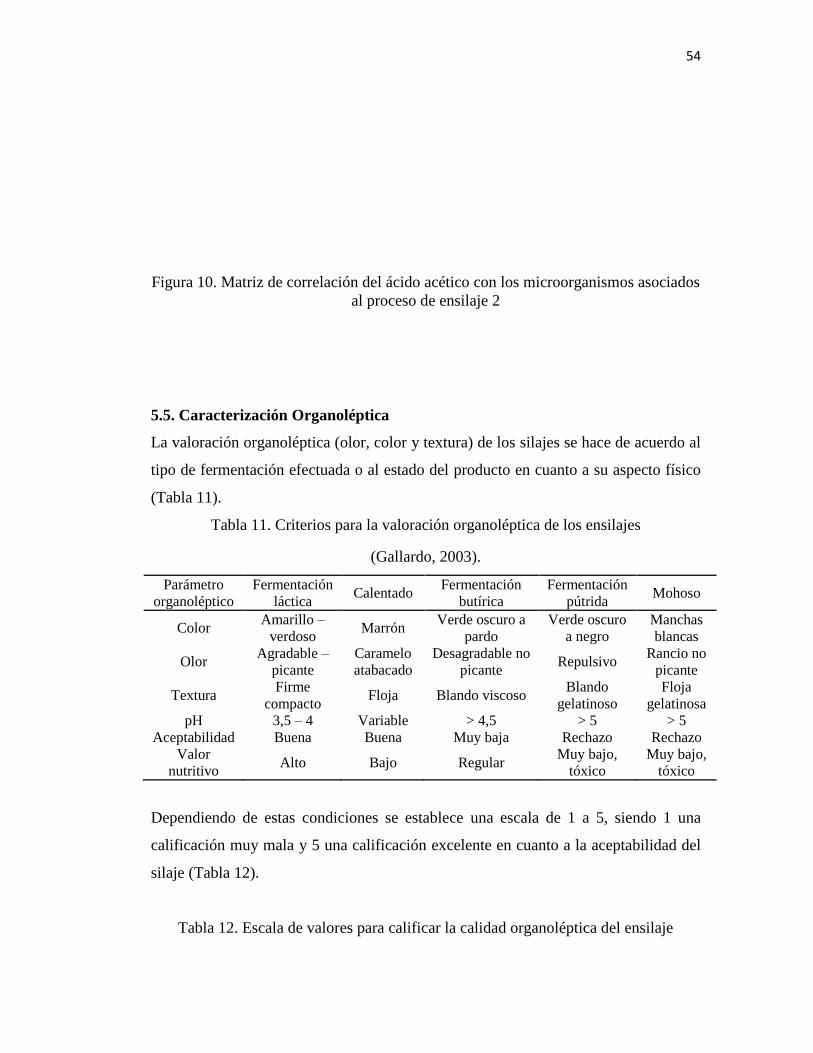
54
Figura 10. Matriz de correlación del ácido acético con los microorganismos asociados
al proceso de ensilaje 2
5.5. Caracterización Organoléptica
La valoración organoléptica (olor, color y textura) de los silajes se hace de acuerdo al
tipo de fermentación efectuada o al estado del producto en cuanto a su aspecto físico
(Tabla 11).
Tabla 11. Criterios para la valoración organoléptica de los ensilajes
(Gallardo, 2003).
Parámetro
organoléptico
Fermentación
láctica Calentado
Fermentación
butírica
Fermentación
pútrida Mohoso
Color Amarillo –
verdoso Marrón
Verde oscuro a
pardo
Verde oscuro
a negro
Manchas
blancas
Olor Agradable –
picante
Caramelo
atabacado
Desagradable no
picante Repulsivo
Rancio no
picante
Textura Firme
compacto Floja Blando viscoso
Blando
gelatinoso
Floja
gelatinosa
pH 3,5 – 4 Variable > 4,5 > 5 > 5
Aceptabilidad Buena Buena Muy baja Rechazo Rechazo
Valor
nutritivo Alto Bajo Regular
Muy bajo,
tóxico
Muy bajo,
tóxico
Dependiendo de estas condiciones se establece una escala de 1 a 5, siendo 1 una
calificación muy mala y 5 una calificación excelente en cuanto a la aceptabilidad del
silaje (Tabla 12).
Tabla 12. Escala de valores para calificar la calidad organoléptica del ensilaje

55
Valor Calidad del ensilaje
1 Muy malo
2 Malo
3 Regular
4 Bueno
5 Excelente
En esta investigación los resultados obtenidos respecto al color, el silaje 1 presentó
una calificación excelente (tonalidad amarillo claro) con una valoración de 5 (
Figura 11). El silaje 2 obtuvo una calificación excelente (tonalidad amarillo oscuro)
con una valoración de 5 (
Figura 12), el tono oscuro es posible que se deba a la adición de melaza y gallinaza.
Los resultados obtenidos en la
Figura 11 y
Figura 12, muestran una buena calidad del silaje, no mostrando diferencias
significativas entre los tratamientos.
Figura 11. Evaluación organoléptica del silaje 1
1
2
3
4
5
Día 21
Día 14 Día 7
Día 3
Día 1
Color Olor Textura
1
2
3
4
5
Día 21
Día 14 Día 7
Día 3
Día1
Color Olor Textura
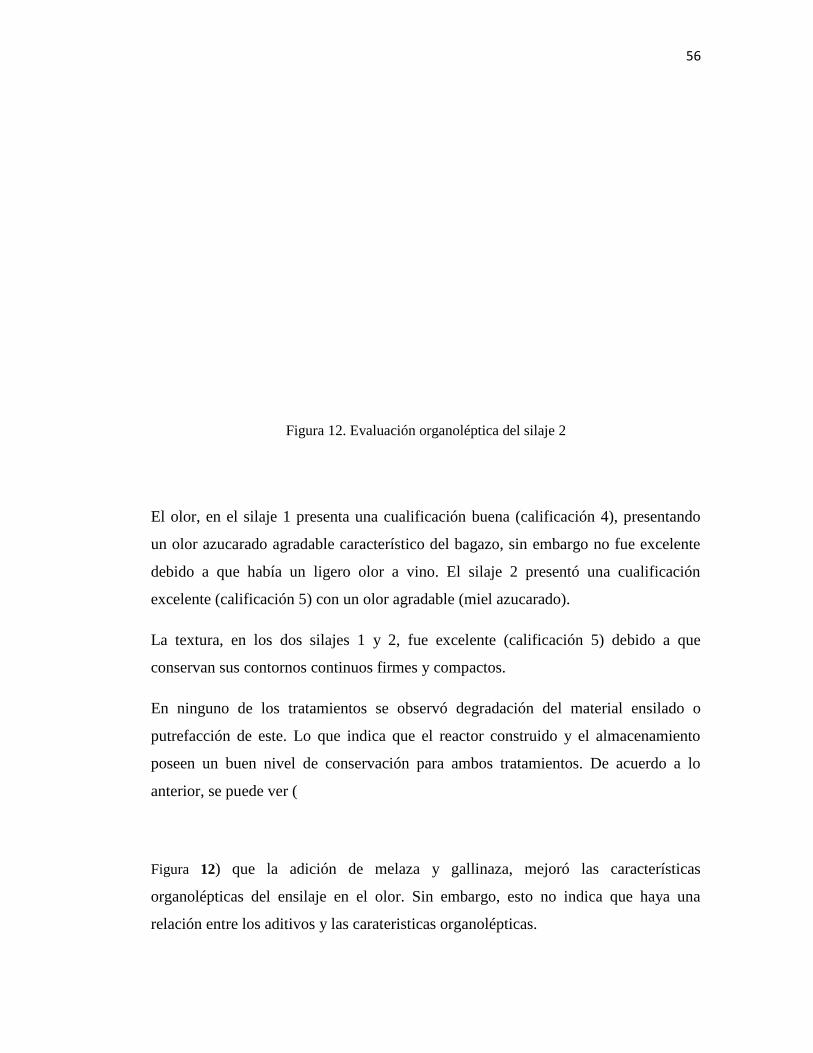
56
Figura 12. Evaluación organoléptica del silaje 2
El olor, en el silaje 1 presenta una cualificación buena (calificación 4), presentando
un olor azucarado agradable característico del bagazo, sin embargo no fue excelente
debido a que había un ligero olor a vino. El silaje 2 presentó una cualificación
excelente (calificación 5) con un olor agradable (miel azucarado).
La textura, en los dos silajes 1 y 2, fue excelente (calificación 5) debido a que
conservan sus contornos continuos firmes y compactos.
En ninguno de los tratamientos se observó degradación del material ensilado o
putrefacción de este. Lo que indica que el reactor construido y el almacenamiento
poseen un buen nivel de conservación para ambos tratamientos. De acuerdo a lo
anterior, se puede ver (
Figura 12) que la adición de melaza y gallinaza, mejoró las características
organolépticas del ensilaje en el olor. Sin embargo, esto no indica que haya una
relación entre los aditivos y las carateristicas organolépticas.
57
La excelente calidad del ensilaje, de acuerdo a las características organolépticas,
puede ser debido a un aporte de carbohidratos solubles y materia seca por parte del
bagazo como materia prima. Estos carbohidratos solubles pudieron deberse a la
presencia de microorganismos celulolíticos. El color excelente del ensilaje en el silaje
2 donde se utilizó como aditivos la melaza-gallinaza, puede ser atribuido a la mayor
concentración de carbohidratos solubles provenientes de la melaza, que permitió una
mayor ensilabilidad y conservación del ensilaje. Tal y como se describe en el ensilaje
de alfalfa y yuca, que posiblemente en el tratamiento donde se adicionó yuca, los
carbohidratos solubles de la yuca permitieron mayor ensilabilidad (Maza et al., 2011).
En la evaluación organoléptica de los diferentes tratamientos se presentaron
características excelentes dentro de los parámetros de calidad en las características de
color, olor y textura.
5.6 Caracterización Fisicoquímica
En la Tabla 13 se establece la composición fisicoquímica de los silajes 1 y 2 de
ensilajes de bagazo de caña de azúcar después de 21 días de fermentación.
Tabla 13. Composición fisicoquímica de los silajes 1 y 2 después de 21 días de fermentación
Silos Humedad MS pH FDN FDA
Silaje 1 71,10 ± 1,36 28,88 ± 1,36 3,59 ± 0,06 68,54 ± 0,03 37,8 ± 0,02
Silaje 2 82,10 ± 3,59 17,86 ± 3,59 3,80 ± 0,08 67,24 ±0,03 38,27 ± 0,02
El contenido de humedad (Tabla 13), muestra que no hay diferencias significativas
entre los silajes 1 y 2 después de 21 días de fermentación. A pesar de no haber
diferencias significativas, la humedad que se presenta en silage 2 puede estar
58
relacionada con el aporte de la mezcla con aditivos (melaza + gallinaza.). Una
humedad mayor a 70% es considerada un problema debido a los efluentes o
lixiviados que se puedan presentar durante la fermentación. Soto et al. 2002 reportó
que estos efluentes producidos son responsables de la pérdida de nutrientes altamente
digestibles, además los ensilajes muy húmedos son indeseables desde el punto de
vista nutricional, porque el consumo de materia seca suele ser bajo (Uriarte, 2004). El
contenido de humedad óptimo en el ensilaje de forrajes debe estar entre 60 - 70%
según Bertoia, (2004). En un estudio realizado en ensilajes de contenido ruminal con
harina de sorgo, se registraron valores de humedad entre 37,08 – 43 % (Trillos et al.,
2007). Para el silaje 2 la humedad fue mayor del 70 %, debido al tipo de microsilo
(Anexo 1) utilizado no hubo pérdida por efluentes, lo que provocó una retención de
humedad, que al momento de abrir los silos y mezclar, todo el material se
homogenizó, presentado un olor y aspecto adecuados al día 21.
El mayor valor de MS (Tabla 13) se observa en el silaje 1 después de 21 días de
fermentación. En el silaje 2 con la adición de la mezcla de melaza y gallinaza el
contenido de MS fue inferior (P < 0,05), presentándose diferencias significativas
entre los tratamientos. El contenido de materia seca del silaje 1 > silaje 2, esto pudo
deberse a que el silaje 2 presentó mayor contenido y desarrollo de las poblaciones de
microorganismos, probablemente beneficiados por los aditivos que contenia,
influyendo en la disminución de la MS. El contenido de MS es inferior al 35% en
ambos tratamientos, lo que indica buena calidad del material ensilado, parámetro
establecido como adecuado en ensilajes tropicales cuando no hay producción de
efluentes (Clavero y Razz, 2008). La MS ha sido reportada en ensilajes de maíz con
valores del 15,71% ± 0,11 (Cubero et al. 2010) y para caña de azúcar sin aditivo
53,08% y con aditivo 52,23% (Aguirre et al 2010).
Los valores bajos de pH, para el silaje 1 3.59 y 3.80 para el silaje 2, evitaron el
crecimiento de microorganismos indeseables. En relación al olor y textura, no se
apreciaron olores desagradables ni degradación del material, quizás por el mismo
efecto de los valores de pH bajos.

59
0 5 10 15 20 25
3800
3900
4000
4100
4200
4300
4400
4500
PC (kcal/kg) FDN (%) FDA (%)
t (d)
Kca
l/K
g
20
30
40
50
60
70
%
5.6.1 Fibra detergente ácida (FDA), Fibra detergente Neutra (FDN) y Poder
Calorifico.
Figura 13. Contenido de FDN, FDA y Poder calorífico del silaje 1
Las figuras 13 y 14 muestran la relación entre la FDN, la FDA y el poder calorífico,
encontrándose que para el silaje 1 la FDN y la FDA son constantes durante todo el
proceso de fermentación, sin embargo, para el poder calorífico fluctúa en los
primeros días, luego tiende a aumentar a partir del día 14; mientras que para el silaje
2 este es constante y cae para el día 21 (figura 14). El bagazo de caña de azúcar posee
un poder calorífico superior alto dentro de la clasificación que se le da como biomasa.
El bagazo se compone principalmente de celulosa 50%, hemicelulosa 30% y lignina
20%. Van Soest (1991) describe que la FDN mide la fibra insoluble en los alimentos
e incluye la celulosa, hemicelulosa y lignina como parte de la matriz de la pared
celular. El medir esta fracción permite identificar los carbohidratos de lenta
degradación en el rumen. Los alimentos cuando presentan una alta proporción de
FDN llenan rapidamente el rumen y por tanto limitan el consumo de alimento. La
celulosa y hemicelulosa de los forrajes son completamente digestibles, pero la lignina

60
es casi indigerible y su presencia puede inhibir total o parcialmente la digestión de los
otros constituyentes orgánicos (Bertoia, 2004). Arreaza et al., (2004) identifican
valores promedios de FDN para los principales forrajes utilizados en la alimentación
de rumiantes en Colombia: 52 % pasto kikuyo, 53 % Brachiaria decumbens y 69%
Colosuana; para granos ha sido reportado 73.39% (Rivas et al., 2006). El bagazo de
caña de azucar presentó valores similares a los pastos, para el día 1 en el presente
trabajo tiene un 65,86% silaje 1 y el silaje 2, 59,43%. Un bajo contenido de FDN
puede garantizar un buen ensilaje, de acuerdo a Chalupa et al. (1996).
Los valores de FDA generalmente están correlacionados con la digestibilidad de los
forrajes y de los alimentos utilizados como suplementos en rumiantes, en donde a
mayor contenido de FDA regularmente son recursos alimenticios de menor
digestibilidad (Van Soest, 1994). La fibra detergente ácida (FDA) incluye celulosa y
lignina, esta última es casi indigerible y su presencia puede inhibir total o
parcialmente la digestión de los otros constituyentes orgánicos (Bertoia, 2004). Entre
algunos de los datos reportados se encuentra Archila, 1989 que obtuvo 46.01% de
FDA y Rivas et al. (2006) con 43.63% para granos. En otros estudios realizados se
han reportado valores de 25.8%, 32%, 27% y 30.3% FDA para maíz en clima frío y
valores de 35.4% y 32.9% para maíz en clima cálido, ambos realizados en Colombia
(Blaser, 1986; Laredo y Kleermann, 1990; Díaz, 1986; Knowlton et al., 1993 y
Staples et al., 1993). Los valores obtenidos de FDA en este estudio son similares al
del maíz.
La FDA se correlaciona negativamente con la disponibilidad de energía del forraje
(Di Nucci et al., 2004), por lo que puede decir que bajos valores de FDA aumentan la
digestibilidad del alimento y la energía que contenía. Los residuos agroindustriales
son en general materiales de naturaleza fibrosa, aparentemente con alta concentración
de fibra en detergente neutra FDN, los cuales podrían ser utilizadas en la
alimentación de rumiantes, tales como vacas lecheras y animales de engorde,
reconociendo la capacidad de estos animales para transformar alimentos con altos
niveles de fibra; generando la integración de dos actividades agropecuarias en la
búsqueda de mayor eficiencia para los dos modelos de producción. Desde el punto de

61
0 5 10 15 20 25
2700
3000
3300
3600
3900
4200
PC (kcal/kg) FDN (%) FDA (%)
t (d)
kca
l/kg
30
40
50
60
70
%
vista de la producción animal, los rumiantes en el mundo tienen una gran importancia
debido a su habilidad para utilizar alimentos fibrosos y transformarlos en leche,
carne, lana y otras fibras y en algunas ocasiones generar trabajo como fuerza para
labores agrícolas o pecuarias (Van Soest, 1994).
Figura 14. Contenido de FDN, FDA y Poder calorífico del silaje 2
Por otro lado, el poder calorífico nos indica el potencial de energía bruta de la
biomasa; Energía bruta (EB) energía que contienen los componentes orgánicos del
alimento y que se libera a través de su oxidación (combustión). Se mide en una
bomba calorimétrica y se expresa normalmente en calorías o en julios. Se puede
correlacionar con la energía que puede contener la biomasa y el potencial nutritivo de
los productos evaluados. Los mejores niveles enérgeticos se presentan en el silaje 1,
en especial durante los días de fermentación 3 (4.351) y 21 (4.407) Kcal/Kg; 3721
para el día 1 y 2.955 para el día 21 Kcal/Kg; es probable que la disminución del poder
calorífico en el silaje 2 se deba al aumento de BAL en el día 21, además de comenzar
agotarse la melaza como fuente de corbohidratos. En pajas la melaza se adiciona
como saborizante en niveles del 5 al 15% y estos valores pueden incrementarse a
50% para aumentar el contenido energético de la dieta. Se ha descrito que los
sistemas de engorda de ganado a base de melaza soportan niveles de ganancia,

62
comparables a las dietas básicas con granos (Preston et al., 1967Li et al. (2014). Los
forrajes de alta calidad (0,8 kg de MS por 100 kg de peso vivo) y la suplementación
con una fuente de proteína, son muy importantes en la calidad del silaje (Preston y
Leng, 1987).
5.7. Rendimiento del proceso de ensilaje
Los balances de materia se basan en la ley de la conservación de la masa, que indica
que la masa de un sistema cerrado permanece constante, sin importar los procesos
que ocurran dentro del sistema. El balance de materia para el ensilaje de bagazo de
caña de azúcar sin aditivos y con aditivos, se realizó en varias etapas de acuerdo a los
días de fermentación del proceso (día 1 - 21). Haciendo balances en cada una de ellas
el resultado fue de 99,9 % de rendimiento para ambos silajes (Anexo 3 y 4). Lo que
muestra una gran eficiencia del proceso. Las pérdidas relacionadas con el proceso de
ensilaje debidas a la producción de CO2 son del 0,02 %. Lo que nos da una idea de la
alta eficiencia no solo del sistema si no además, de los silos o reactores.
6. CONCLUSIONES
El bagazo de caña como subproducto agroindustrial presenta un alto potencial como
recurso alimenticio, para alimentación de rumiantes, por su alto valor energético,
bajos contenidos de fibra detergente ácida, alta digestibilidad, bajo contenido de
cenizas y desarrollo de bacterias acidolácticas .
La melaza y la gallinaza como aditivos ejercen un efecto de conservación en el silaje.
La adición de gallinaza al ensilaje produce aumentos considerables del pH final del
producto, mientras que la melaza tiene un ligero efecto acidificante.

63
El contenido de carbohidratos hidrosolubles (fructosa, sacarosa y fructosanos)
presentes en la melaza favorecieron las condiciones de la fermentación del ensilaje,
bajo esta condición el pH disminuyó para llegar al estado de conservación.
La nula producción de ácido láctico y la mayor producción de ácido acético, etanol y
CO2 se debe al predominio de bacterias acidolácticas de tipo heterofermentativo en el
silaje de bagazo de caña de azúcar con aditivos y sin aditivos.
La adición de gallinaza evita la fermentación alcohólica, mientras que la melaza la
favorece.
Las BAL además de contribuir en la biopreservación de los alimentos, mejoran las
características sensoriales como el sabor,olor, textura y aumentan su calidad nutritiva.
En la evaluación organoléptica todos los ensilajes presentaron características buenas
y excelentes dentro de los parámetros de calidad en las características de color, olor y
textura.
Todos los ensilajes alcanzaron temperaturas alrededor de 22º C durante el proceso de
fermentación (21 días), temperatura ideal para que el proceso se lleve a cabo de una
manera adecuada y el material ensilado pueda conservar sus propiedades tanto
organolépticas como nutritivas.
El pH estuvo dentro de los niveles establecidos y permitidos como indicador de
buena calidad, el valor más bajo de pH registrado fue el ensilaje de bagazo de caña
del tratamiento que presentaba aditivos, gallinaza + melaza.
Los tratamientos de ensilaje presentaron contenidos de fibra detergente ácida (FDA)
inferiores al 39%, lo que indica un contenido óptimo para aumentar la digestibilidad
del alimento y la energía contenida.

64
En los dos tratamientos se evidenció una persistencia de bacterias acidolácticas en el
tiempo, relacionado con una disminución paulatina en el pH para los días evaluados,
lo que indica una buena calidad del ensilaje.
Los niveles de nitrógeno amoniacal presentados en los dos tratamientos son inferiores
al 10%, parámetro favorable que indica la ausencia de bacterias butíricas ambos
ensilajes. El ácido acético estuvo presente en todo el ensilaje indicador de media
calidad del ensilaje. Se observo una relación entre los metabolitos producidos y las
bacterias identificadas.

65
7. RECOMENDACIONES
Con el fin de comprender mejor aún los efectos de la melaza y la gallinaza sobre el
ensilaje de la caña de azúcar, se recomienda continuar este trabajo con pruebas de
consumo voluntario, digestibilidad y su valor como alimento para producir leche y
carne.
Evaluar el efecto de la inclusión a diferentes niveles de materias primas de alto
contenido de carbohidratos solubles y nitrógeno, para aumentar la calidad nutritiva
del ensilaje.
Desarrollar pruebas de palatabilidad en los bovinos para identificar el consumo y el
grado de aceptación de los silajes de bagazo de caña de azúcar con aditivos y sin
aditivos.
Estimar el uso de inoculantes para silajes de bagazo de caña de azúcar teniendo en
cuenta las cepas y las condiciones del ensilado que permitan mejorar el perfil
microbiológico, aumentar el contenido de catabolitos como el ácido láctico y reducir
la producción de etanol.
66
8. FUTURAS INVESTIGACIONES
Ante las escasas investigaciones realizadas y a la luz de los resultados obtenidos, se
precisa la necesidad de implementar en el futuro una serie de estudios relacionados
con:
1. Potenciar el reconocimiento de los microorganismos presentes en el silaje de
bagazo de caña de azúcar y avanzar en el conocimiento de las rutas
metabólicas de los microorganismos evaluados
2. Evaluar la eficiencia de los microorganismos en la producción de ácido
láctico, reducción del pH, supervivencia a condiciones extremas de acidez y
temperatura, así como el aumento en la digestibilidad de la MS del silaje, con
el fin de producir inóculos comerciales específicos para cada forraje,
buscando determinar las cepas que tengan mejor comportamiento dentro de
los silos en diferentes condiciones de campo

67
9. ANEXOS
Anexo 1. Diseño y fabricación de los silos con relación a los días de fermentación
Anexo 2. Hipótesis del problema con relación al efecto de los aditivos en la
producción de microorganismos
Factor Observaciones
Tiempo
Donde para el caso tenemos que:
: No existe efecto de los aditivos con relación al factor tiempo en la
producción de microorganismos
: Existe efecto de los aditivos con relación al factor tiempo en la producción
de microorganismos
Tratamiento
Donde para el caso tenemos que:
: No existe efecto de los aditivos con relación al factor tratamiento en la
producción de microorganismos
: Existe efecto de los aditivos con relación al factor tratamiento en la
producción de microorganismos
Interacción
( ) ( )
Donde para el caso tenemos que:
: No existe efecto con relación a los aditivos para la interacción entre todos
los niveles de tiempo y tratamiento sobre la cantidad producida de microorganismos
: Existe efecto con relación a los aditivos para la interacción entre todos los
niveles de tiempo y tratamiento sobre la cantidad producida de microorganismos.

68
Anexo 3. Balance de materia de ensilaje de bagazo de caña de azúcar sin aditivos
Balance de materia en el día 1
= +
= = ( )
(
)
Balance de materia en el día 3 +
= = ( )
(
)

69
Balance de materia en el día 7
+
= = ( )
(
)
Balance de materia en el día 14
+ = = ( )
(
)
Balance de materia en el día 21
+
=
= ( )
(
)
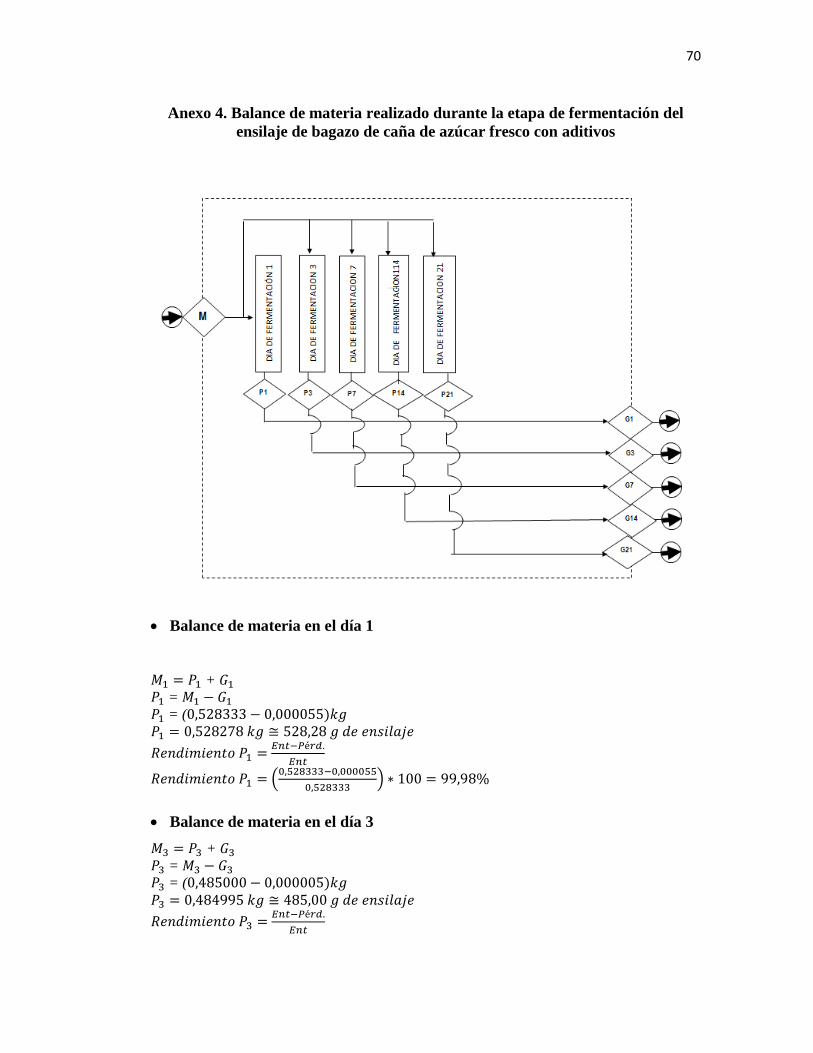
70
Anexo 4. Balance de materia realizado durante la etapa de fermentación del
ensilaje de bagazo de caña de azúcar fresco con aditivos
Balance de materia en el día 1
+
=
= ( )
(
)
Balance de materia en el día 3
+
=
= ( )
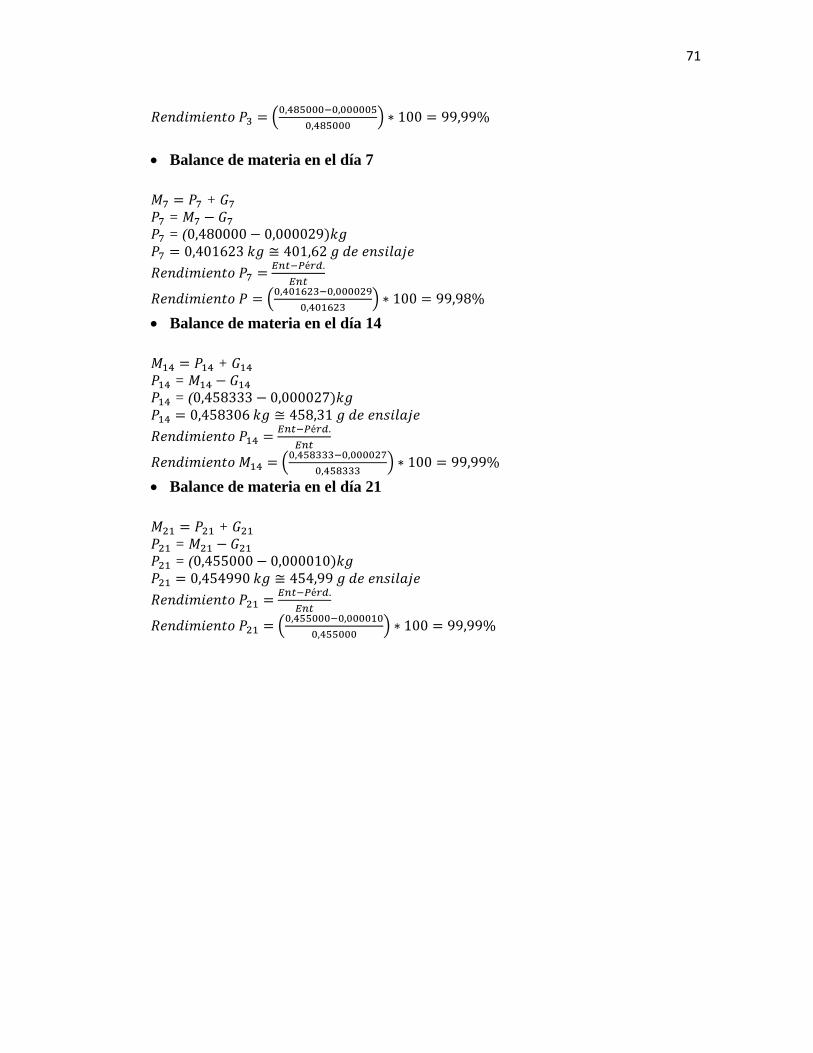
71
(
)
Balance de materia en el día 7
+
=
= ( )
(
)
Balance de materia en el día 14
+
=
= ( )
(
)
Balance de materia en el día 21
+
=
= ( )
(
)

72
Anexo 5 Cromatograma de ácido láctico del silo 1 correspondiente al día 1
Anexo 6. Cromatograma de ácido láctico del silo 1 correspondiente al día 3
Anexo 7. Cromatograma de ácido láctico del silo 1 correspondiente al día 7
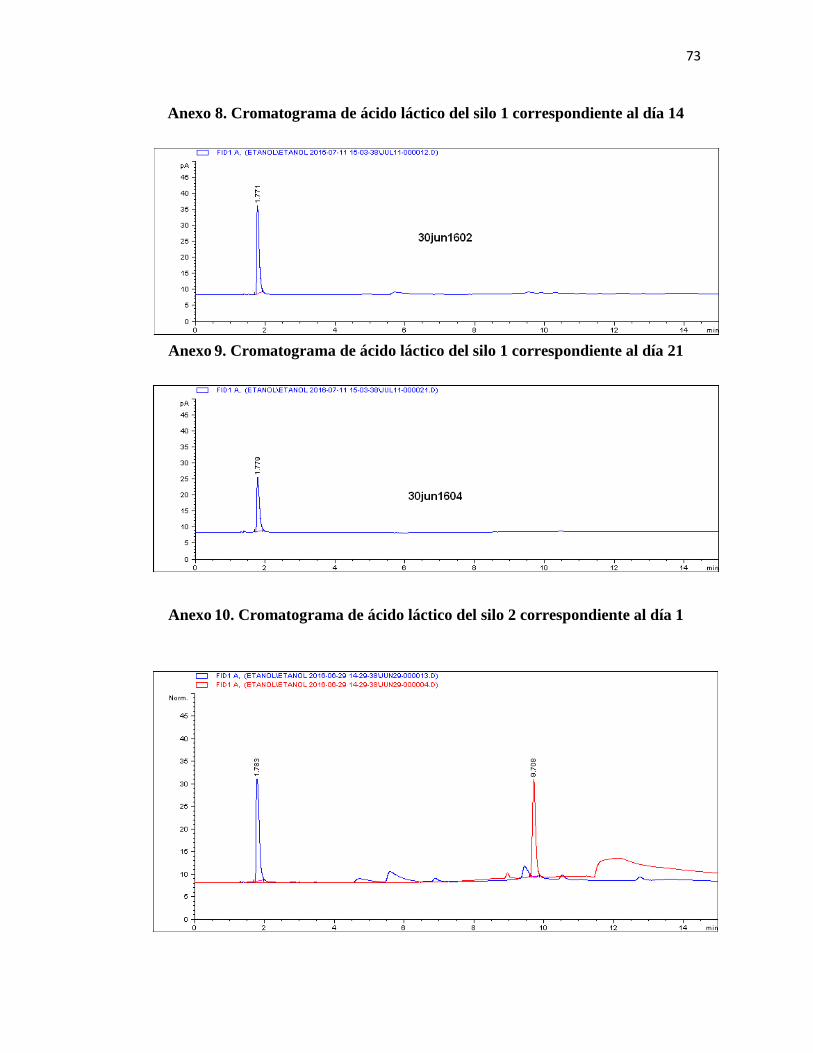
73
Anexo 8. Cromatograma de ácido láctico del silo 1 correspondiente al día 14
Anexo 9. Cromatograma de ácido láctico del silo 1 correspondiente al día 21
Anexo 10. Cromatograma de ácido láctico del silo 2 correspondiente al día 1
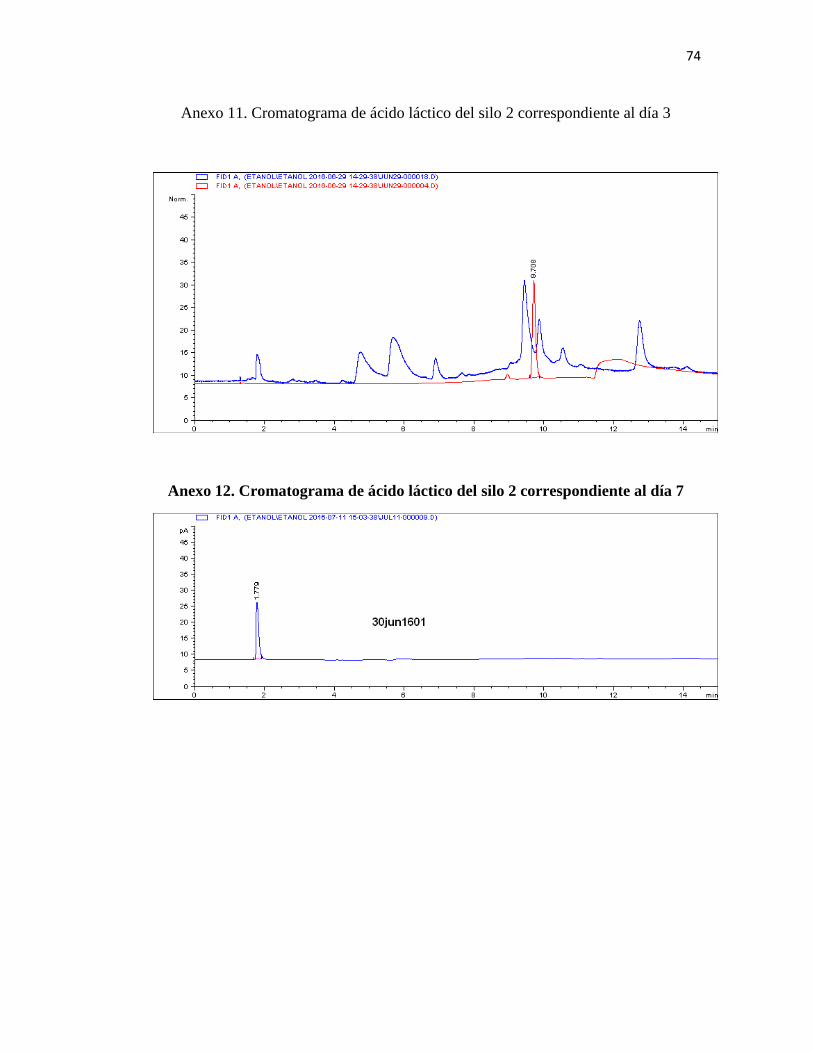
74
Anexo 11. Cromatograma de ácido láctico del silo 2 correspondiente al día 3
Anexo 12. Cromatograma de ácido láctico del silo 2 correspondiente al día 7
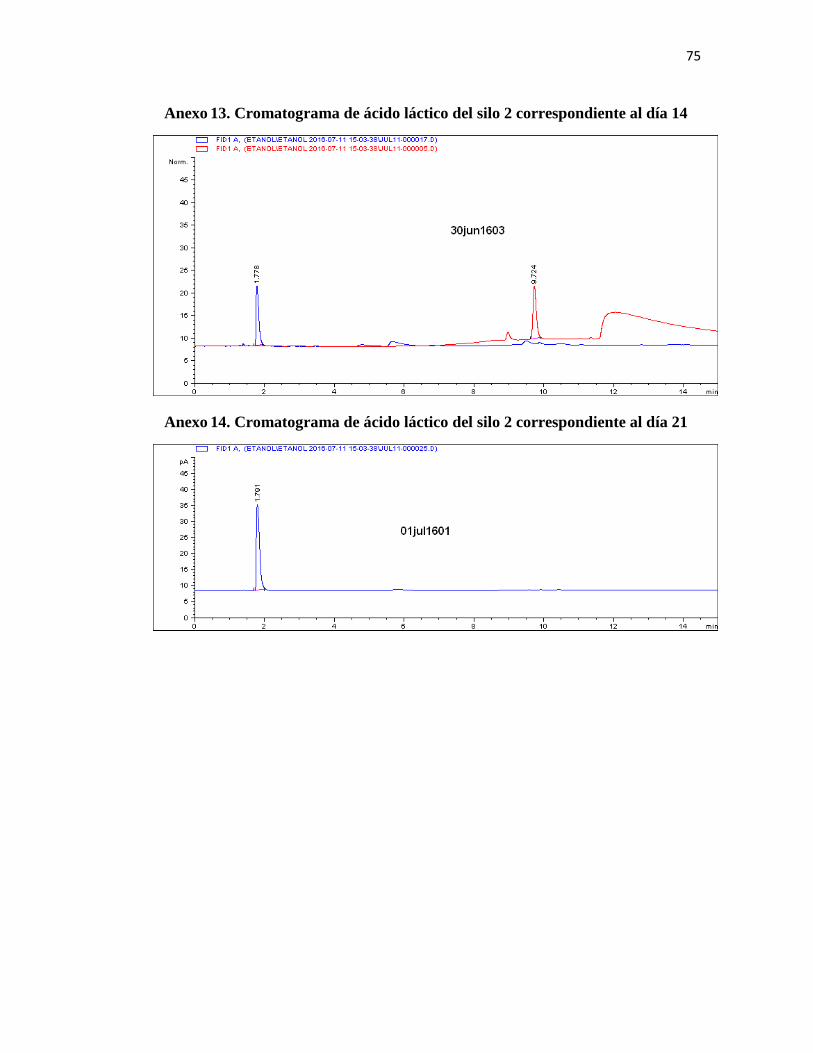
75
Anexo 13. Cromatograma de ácido láctico del silo 2 correspondiente al día 14
Anexo 14. Cromatograma de ácido láctico del silo 2 correspondiente al día 21

76
8. REFERENCIAS
Acosta, Y. M. (2002). Ensilajes de pasturas: algunas consideraciones para su
confección. Boletín de Divulgación No. 80, p. 13.
Alaniz, O. (2008). Adición de residuo de la industria cervecera al ensilaje de maíz
como alternativa de forraje para ganado. Maestría en Ciencias en Gestión
Ambiental. Instituto Politécnico Nacional.
Alvarez Flores F.J. (1977) Experiencia con la caña de azúcar integral en la alimentación
animal en México.
Anónimo. Instituto Colombiano de Normas Técnicas (ICONTEC). 1996.
IndustriasAlimentarias Azúcar crudo. NTC 607. Bogotá, Colombia.
Argamentería, G.A., De la roza, B., Martinez, A., S. L. M. and M. A. (1997). El
ensilado en Asturias. Centro de Investigación Aplicada Y Tecnología
Agroalimentaria (CIATA), p. 1–127.
Ariza, B. y González, L. 1997. Producción de Proteína Unicelular a partir de
levaduras y melaza de caña de azúcar como sustrato. Tesis de pregrado
Bacteriología. Pontificia Universidad Javeriana. Facultad de Ciencias. Departamento
de Bacteriología. Bogotá. Colombia. 22-2p.
Ashbell, G., and Weinberg., Z. G. (2001). Ensilaje de cereales y cultivos forrajeros en
el trópico. Memorias de La Conferencia Electrónica de La FAO Sobre El Ensilaje En
Los Trópicos. Estudio FAO Producción Y Protección Vegetal, 161, p. 111–119.
Ashbell, G., Weinberg, Z.G., Azrieli, A., Hen, Y., and Horev, B. (1990). A simple
system to study the aerobic determination of silages. Agricultural Engineering,
Technical Notes, p.391–393. Canadian, Winnipeg.
Asocaña. (2011). Informe Anual 2009 - 2010. Asocaña. Cali, Colombia.
BNDES, and CGEE (2008). Bioetanol de caña de azúcar. Energía para el Desarrollo
sostenible.(1aedición.).RRetrievedffrommhttp://www.cgee.org.br/arquivos/bioet
anol_esp.pdf?idProduto=4809.

77
Bracamonte, C. (1977). Uso de gallinaza como sustituto de la harina de algodón en
raciones para bovinos de carne. Universidad de San Carlos de Guatemala.
Brethauer, S., and Wyman, C. E. (2010). Review: Continuous hydrolysis and
fermentation for cellulosic ethanol production. ” Bioresource Technology, vol.
101, p. 4862–74.
Cai, Y. (1999). Identification and Characterization of Enterococcus Species Isolated
from Forage Crops and Their Infl uence on Silage Fermentation. J Dairy Sci, 82,
p.2466–2471.
Cai, Y., Benno, Y., Ogawa, M., and Kumai, S. (1999). Effect of applying lactic acid
bacteria isolated from forage crops on fermentation characteristics and aerobic
deterioration of silage. J Dairy Sci, 82, p. 520–526.
Cai Y., Kumai S., Ogawa M., Benno Y. And Nakase T. 1999a. Characterization and
identification of Pediococcusspecies isolated from forage crops and their
application for silage preparation. Applied and Environmental Microbiology. P.
2901–2906 vol. 65, no. 7.
Cañete, M.V., and Sacha, J. L. (1998). Ensilado de forrajes y su empleo en la
alimentación de rumiantes., p.1– 260.
Cao, Y., Takahashi, T., Horiguchi, K-i., Yoshida, N., 2010. Effect of adding
lactic acid bacteria and molasses on fermentation quality and in vitro
ruminal digestion of total mixed ration silage prepared with whole crop
rice. Grassl. Sci. 56, 19–25
Cenicaña. (2007). Indicadores de productividad de la industria azucarera colombiana
entre enero y agosto de 2006 - 2007. [Informe Anual], Florida, Valle Del Cauca.
Chalkling, D., and Brasesco, R. (1997). Ensilaje de grano húmedo: una alternativa
promisoria. Plan Agropecuario/SRRN/INIA., 47 p.
Cherney, J.H., and Cherney, D. J. R. (2003). Assessing Silage Quality. Silage Science
and Technology, p.141– 198.
Church, D. C., Pond, W.G., and Pond, K. R. (2002). Fundamentos de nutrición y
alimentación de animales. (E. L. S. Edición., Ed.) p. 635. México D.F.
De la Roza B. (2005). El ensilado en zonas húmedas y sus indicadores de calidad. In
I. J. de A. A. L. de Mouriscade. (Ed.), p. 1–20. Lalín (Pontevedra).
78
Díaz, A. (2012). Producción de enzimas celulolíticas a partir de cultivos de
Trichoderma sp. con biomasa lignocelulósica. Tesis de Maestria. Universidad
Nacional de Colombia. Facultad de Ingeniería.
Díaz B., Elías A., and V. C. (2013). Eficiencia alimentaria y económica de tres tipos
de bioensilajes de residuos agroindustriales en bovinos de carne. Revista Cubana
de Ciencia Agrícola, Tomo 47, N, p. 143.
Dincer, I., and Rosen, M. (2007). Exergy: Energy, Environment and Sustainable
Development. ,. In Elsevier (1 ed Oxford,p. 451). Reino Unido.
Elferink, Oude, S.J.W.H., Driehuis, F., Gottschal, J.C., and Spoelstra, S. F. (2001).
Los procesos de fermentación del ensilaje y su manipulación. Retrieved from
http://www.fao.org/DOCREP/005/X8486S/x8486s04.htm#bm04.
Ennahar S., Cai Y., and Fujita Y., (2002). Phylogenetic diversity of lactic acid
bacteria associated with paddy rice silage as determined by 16s ribosomal DNA
analysis. National Institute of Livestock and Grassland Science, p. p.329–2793.
Japan.
Fedegan. (2013). Federación Colombiana de Ganaderos. Retrieved from
http://www.fedegan.org.co/estadisticas/produccion-0.
Gaggiotti, M., Romero, l., Reinheimer, J., Calvinho, l., and Wanzenried, R.,
(2001).Contaminación con esporos de clostridios gasógenos en forrajes
conservados: resumen. Argentina. INTA. Estación Experimental Rafaela.
(Anuario). Retrieved from
http://www.inta.gov.ar/rafaela/info/documentos/anuario2001/a2001_6.htm.
Helmuth, P. (2008). Confección de Ensilajes y uso de aditivos. Retrieved from
http://ecooprinsem.
Holt, J. G. (1986). Bergey’s Manual of Systematic Bacteriology. (B. Editor-in-Chief.
Williams & Wilkins, Ed.) (1st Edition).
Horney Russel (2008). Making Good Silage – Frequently Asked Question.
Government of Alberta. Agriculture and rural development. Ag info Centre.
Retrievedfromhttp://www1.agric.gov.ab.ca/$deparment/deptdocs.nsf/all/faq7051
?opendocument

79
Bernal I., (1994). Análisis de Alimentos. Academia Colombiana de Ciencias Exactas,
Físicas y Naturales (ed. Guadal., pp. p. 47–48, 51, 104.). Santafé de Bogotá.
Jiménez, M. A. (1988). Conservación de Forraje. Universidad Autónoma Chapingo.
Chapingo, México.
Jobim, C., Nussio, L., Reis L., and S. P. (2007). Avanços metodológicos na avaliaçao
da qualidade da forragem canservada. suplemento especial. Revista Brasileña de
Zootecnia, V 36, p. 101–119.
Julián, M., and Beltran, L. (2012). Impacto ambiental de una planta de producción de
bagazo de caña de azúcar enriquecido proteicamente para alimentar animales.
Rev. Prod. Anim. Facultad de Química, Universidad de Camagüey, Cuba., 24
(1).
Karp, S. G., Woiciechowski, A. L., Soccol, V.T., and Soccol, C. R. (2013).
Pretreatment Strategies for Delignification of Sugarcane Bagasse: A Review.
Brazilian Archives of Biology and Technology an International Journal, Vol, 56,
n, p. 679–689. doi:ISSN 1516 – 8913
Kung R., and S. L. (2001). Interpretation and Use of Silage Fermentation Analysis
Reports.Focus on Forage, Vol 3.
Loaiza, J. K. (2008). Usos de los subproductos de la agroindustria de la caña en la
elaboración de dos suplementos nutricionales para rumiantes en el Valle del
Cauca.
Gallardo. M., (2003a). Tecnologías para corregir y mejorar la calidad de los forrajes
conservados. Circular Planteos Ganaderos, Aapresid.org.ar. EEA INTA
Rafaela-Santa Fe, p. 51–61.
Gallardo. M., (2003b). Tecnologías para corregir y mejorar la calidad de los forrajes
conservados. Circular Planteos Ganaderos, Aapresid.org.ar, p. 51–61.
Vieira Da Cunha M., (2009). Conservaçao de forragem. Doutotando do Programa de
Doutorado Integrado em Zootecnia da UFRPE.
MacFaddin, J. F. (2003). Capitulo 1. En Pruebas bioquimicas para la identificación de
bacterias de importancia clínica. In Pruebas bioquimicas individuales.

80
Madigan, M. T., Martinko, J.M., and Parker, J. (2004). Brock. Biologia de los
Microorganismos. (E. P. Hall., Ed.) (10a ed., p. 122, 352, 400 – 402, 991.).
Madrid, España.
Malherbe, S., and Cloete, T. E., (2002). Biodegradación de la lignocelulosa:
fundamentos y aplicaciones RE. Vistas Environ Sci. Bio, Technol, 1, p. 105–11.
Mannetje, L., (2001). Uso del ensilaje en el trópico privilegiando opciones para
pequeños campesinos. In I. En. Introducción a la conferencia sobre el uso del
ensilaje en el trópico, FAO. Roma (Ed.).
Masuko, T., Kitajima, F., Okada, S., and Uchimura, T., (1995). Effects of inoculation
with Lactobacillus casei Subsp Rhamnosus at ensiling on fermentation and flora
of lactic acid bacteria of grass silages. J Dairy Sci, 54, 45–51.
Mcdonald, P., Henderson, A.R., and Heron, S. J. E., (1991). The biochemistry of
silage (2. ed. Mar., 340 p.).
McKendry, P., (2002). La producción de energía a partir de biomasa: visión general
de la biomasa. Bioresour Tecnol, 83, p. 37–43.
Mühlbach, P. R. F. (2001). Uso de aditivos para mejorar el ensilaje de los forrajes
tropicales. ( p. 157–171.). Memorias de la conferencia electrónica de la FAO
sobre el ensilaje en los trópicos.: Estudio FAO producción y protección
vegetal,161.
NSF. (2008). Breaking the Chemical and Engineering Barriers to Lignocellulosic
Biofuels: Next Generation Hydrocarbon Biorefineries. Editado por George W.
Huber (p. 180.). en Washington D.C.
O´Kiely, P.O., Clancy, M., and Doyle, E. M. (2001). Aerobic stability of grass silage
mixed with a range of concentrate feedstuffs at feed-out. International
Grassland Congress 19, p. 794–795. doi:Proceedings. Piracicaba-FEALQ
Padilla, P. (1975). Utilización de gallinaza deshidratada a diferentes niveles en
engorde de Corderos. Universidad de San Carlos de Guatemala.
Pandey, A., Socol, C., Nigam, P., and Soccol, V. (2000). Biotechnological poptential
of agro-industrial residues. I: Sugarcane bagasse. Bioresource Technology, 74, p.
69 – 80.

81
Pérez, J., Muñoz-Dorado, J., De-la-Rubia, T., and Martínez, J. (2002).
Biodegradación y tratamientos biológicos de la celulosa, hemicelulosa y
lignina: una visión general. Int. Microbiol, 5. Introduccion Microbiol 5, p. 53–
63.
Pérez-Díaz, N., Márquez-Montesinos, F., and A. P. M. (2005). Obtención del Carbón
activado a partir del residual Sólido Generado en el Beneficio Húmedo del Café.
CIGET, Pinar Del Río.
Pernalete, Z., Piña, F., Suárez, M., Ferrer, A., and Aiello, C. (2008). Fraccionamiento
del bagazo de caña de azúcar mediante tratamiento amoniacal: efecto de la
humedad del bagazo y la carga de amoníaco. Bioagro, Vol 20(1), p. 3–10.
Piña, M., and Sánchez, J. (2007). Hidrólisis del bagacillo de la caña de azúcar a
bajas concentraciones de ácido y diferentes relaciones líquido-sólido.
Universidad del Zulia. Maracaibo, Venezuela.
Prassad, S., Singh, A., and J. H. C. (2007). El etanol como combustible alternativo a
partir de residuos agrícolas, industriales y urbanos. Resour Conserv Reciclaje,
50, p. 1–39.
Ptansinski, K.J., Prins, M., and Pierik, A. (2007). Exergetic evaluation of biomass
gasification. Energy. doi:10.1016/j.energy.2006.06.024.
Quaak, P., Knoef, H., and S. H. (1999). Energy from biomass: a review of
combustion and gasification technologies. World Bank Technical Paper,
422(Energy series).
Rojas Bourrillón A. (2006). Limitaciones y Oportunidades para el desarrollo de la
producción pecuaria orgánica en Costa Rica. Agronomía Costarricense, vol. 30,
n(ISSN (Versión impresa): 0377-9424.), p. 129 –135.
Rosales, R. (n.d.). Uso de la caña de azúcar en la alimentación animal. Retrieved
from http://www.fao.org/docrep/003/s8850e/S8850E06.htm
Rubin, E. (2008). Reviews: Genomics of cellulose biofuels., Vol 454(14 August
2008), p. 841–845. doi:doi:10.1038/nature 07190
Sánchez, C. (2009). Residuos lignocelulósicos: Biodegradación bioconversión por
hongos Artículo de Revisión. Los Avances de La Biotecnología, Volumen 27, p.
185–194.
82
Sánchez, O., and C. C. (2007). Producción de alcohol carburante una alternativa para
el desarrollo agroindustrial., p. 3–34,73–75, 85–160. Manizales: Tizan Ltda.
Sandun, F., Sushil A., Chauda Ch., and N. M. (2006). Biorefineries: Current Status,
Challenges, and Future Direction. Energy Fuels, 20 (4), p. 1727–1737.
Saval, S. (2012). Aprovechamiento de Residuos Agroindustriales: Pasado, Presente y
Futuro. BioTecnología, Vol. 16 No.
Schroeder JW. (2004). Silage fermentation and preservation. Ndsu extension service.
North Dakota state university. Retrieved from
http://www.ext.nodak.edu/extpubs/ansci/dairy/as1254w.htm
Shao, T., Ohba, N., Shimojo, M., Masuda, Y., 2004. Effects of adding
glucose, sorbic acid and pre-fermented juices on the fermentation quality of
guineagrass (Panicum maximum jacq.) silages. Asian-Australas. J. Anim. Sci.
17, 808–813.
Sciuba, E., and Wall, G. A. (2007). Brief commented History of Exergy from the
beginnings to 2004. Int. J. of Thermodynamics., Vol. 10, p. 1–26.
Serpas, J.A., Castillo, L.W., and González, J. E. (2008). Evaluación de diferentes
dietas alimenticias en el engorde de terneros destetados. Tesis Ingenieria,
Universidad de Oriente.
Silveira P., and E. A. (2006). Conservación de forrajes, segunda parte. Revista
Electrónica de Veterinaria REDVET, Vol 7 núme. Retrieved from
http://www.veterinaria.org/revistas/redvet/n111106.html.
Stefanie, J. W.H., Oude Elferink, F.D., F.D. Gottschal, J. C. and S. S. . (2001). Silage
fermentation processes and their manipulation. In: Silage Making in the Tropics
with Particular Emphasis on Smallholders. Proceedings of the FAO Electronic
Conference on Tropical Silage, Roma., p. 196.
Swanson, K.M., Busta, F.F., Peterson, E.H., and Johnson, M. G. (1992).
Compendium of methods for the microbiological examination of foods. (Third
edit.). Washington D.C. U.S.A.
Tejada, D. H. I. (1992). Sistema de Educación Continua en Producción Animal. In
Control de Calidad y análisis de alimentos para animales. p. 397. A.C. Mexico
D.F.
83
Teuber, M. A. (1993). Lactic acid bacteria. In Biotechnology. p. 326–365.
Tilley, J.M., and Terry, R. A. (1963). A two-stage technique for the in vitro digestion
of forage crops. J. Britis Gassl. Socc. 28, p. 104 – 111.
Titterton, M., and Bareeba, F. B. (2001). Ensilaje de gramíneas y leguminosas en los
trópicos.RRetrievedRfromRhttp://www.fao.org/DOCREP/005/X8486S/x8486s0
6.htm#bm06
Trubaev, P. (2006). Exergy Analysis of Thermal Processes n the Building Materials
Industry. Theoretical Foundations of Chemical Engineering., Vol. 40. p.175 –
182.
Van Soest, P. (1994). Nutritional ecology of the ruminant. Cornell University Press.
Ithaca and London, 476 p.
Van Soest P., J. R. and B. L. (1991). Methods for dietary fiber, neutral detergent fiber
and nonstarch polysaccharides in relation to animal nutrition. J. Dietary Sci., 74,
p.3583 – 3597.
Wall, G. (1988). Exergy flows in industrial processes. Energy, Vol. 13 N°, p. 197–
208.
Wheaton, H.N., Martz, F., Meinershagen, F., and Sewell, H. (1999). Corn silage.
Agricultural publication. Columbia, University of Missouri, Columbia.
Retrievedfromhttp://www.muextension.missouri.edu/explore/agguides/crops/g0
4590.htm
Weiss B. 1996. When to consider silage additives. Tri-state Dairy Nutrition
Conference. P. 125-135.
Wuisman, Y., Hiraoka, H., Yahaya, M.S., Takeda, M., Kim, W., Takahashi, T.,
Karita, S., Horiguchi, K., Takahashi, T., Goto, M., 2006. Effects of
phenylalanine fermentation byproduct and sugarcane molasses on
fermentation quality and rumen degradation of whole crop barley
(Hordeum vulgare L.) silage insitu. Grassl. Sci. 52, 73–79.
Yang, L., HU, S., Chen, D., and Zhang, D. (2006). Exergy analysis on eco-industrial
systems Science in China. Series B Chemistry, Vol. 49 N°, p. 281–288.

84
Yiannikouris, A., and Jouany, J. P. (2002). Mycotoxins in feeds and their fate in
animals: a review. Animal Research, 51, p.81–99. Retrieved from
http://www.edpsciences.org/articles/animres/pdf/2002/02/01.pdf