ESTANCIA INDUSTRIAL DE FABRICACIÓN DE CÁPSULAS DE …
44
INFORME TÉCNICO DE LA OPCIÓN CURRICULAR EN LA MODALIDAD DE ESTANCIA INDUSTRIAL INSTITUTO POLITÉCNICO NACIONAL UNIDAD PROFESIONAL INTERDISCIPLINARIA DE BIOTECNOLOGÍA APOYO EN DISEÑO Y PUESTA EN MARCHA DE UN PROCESO DE FABRICACIÓN DE CÁPSULAS DE GELATINA BLANDA QUE PARA OBTENER EL TÍTULO DE INGENIERO (A) FARMACÉUTICO PRESENTA: CRUZ VARGAS PAMELA ELISA México, D.F. Mayo 2009 DIRECTOR INTERNO: IF. GERARDO ALBARRAN TORRES DIRECTOR EXTERNO: DRA. ITZIA PADILLA MARTÍNEZ EVALUADORA: QFB. ESTHER RAMÍREZ BAUTISTA EVALUADORA: M EN C. MA GUADALUPE ORDORICA MORALES
Transcript of ESTANCIA INDUSTRIAL DE FABRICACIÓN DE CÁPSULAS DE …

INFORME TÉCNICO DE LA OPCIÓN CURRICULAR EN LA MODALIDAD DE
ESTANCIA INDUSTRIAL
INSTITUTO POLITÉCNICO NACIONAL UNIDAD PROFESIONAL INTERDISCIPLINARIA DE BIOTECNOLOGÍA
APOYO EN DISEÑO Y PUESTA EN MARCHA DE UN PROCESO
DE FABRICACIÓN DE CÁPSULAS DE GELATINA BLANDA
QUE PARA OBTENER EL TÍTULO DE INGENIERO (A) FARMACÉUTICO
PRESENTA: CRUZ VARGAS PAMELA ELISA
México, D.F. Mayo 2009
DIRECTOR INTERNO: IF. GERARDO ALBARRAN TORRES DIRECTOR EXTERNO: DRA. ITZIA PADILLA MARTÍNEZ EVALUADORA: QFB. ESTHER RAMÍREZ BAUTISTA EVALUADORA: M EN C. MA GUADALUPE ORDORICA MORALES

AGRADECIMIENTOS Principalmente le agradezco a Dios por darme la fortaleza y oportunidad de obtener un título y por bendecirme con la maravillosa madre que me otorgo. Mamá (Ma. Estela Vargas) te quiero mucho te agradezco tantos años de apoyo incondicional pero sobre todo por cuidarme y darme ese amor tan perfecto, no sé qué haría sin ti eres el ser más lindo de este planeta. Papá te agradezco por ser una fuente de inspiración y sobre todo por darme todo lo indispensable para lograr esta meta. Recuerda que esto es solo el principio pues soy la que abre el camino en su vida profesional pero no la única tienes otras dos razones para seguir adelante y apoyándonos. A mis hermanos Gabriela y Javier por estar conmigo en todo momento y apoyarme en cada una de mis locuras, mis aciertos y mis errores, los quiero mucho gracias por todos los buenos momentos y porque no también los malos. Mil besos y bendiciones para ambos. Para completar a mi preciosa familia tengo que hacer mención de otras 3 personas la primera me cuida desde el cielo es un gran ángel y sé que él está muy contento viendo como este sueño que alguna vez menciono se está cumpliendo mi abuelito Luis; este proyecto está dedicado a ti. A mi abuelita Estela quien es un amor de persona. Y no puede faltar la personita que le da alegría a mi vida mi niñito hermoso Axel te quiero muchisisimo haces mi vida mucho más sencilla. Le agradezco a mi asesor Gerardo Albarrán por corregirme millones de veces pero sobre todo por no dudar en ayudarme cuando más preocupada estaba por este trabajo, y poner parte de su tiempo, este trabajo es de los dos, nunca podre pagarte lo que hiciste por mí. Gracias por todos los conocimientos aportados en este nuestro trabajo. Igualmente agradezco a la Dr. Itzia Padilla por interesarse en este trabajo, por brindarme su ayuda y por transmitirme su sabiduría. En esta parte mencionare a mis amigas incondicionales Laura, Ross, Wendy y una persona importante que aunque acaba de entrar en mi vida me ha demostrado que la amistad es algo que no tiene límite de tiempo Elvia; a todas las quiero mucho. Paola Victoria gracias por confiar en mi ,por darme la oportunidad de conocer otro tipo de área en la industria farmacéutica, por transmitirme tus conocimientos y por escucharme, es lindo contar con una persona como tú sabes que te quiero. Finalmente quiero agradecerle a la persona con la cual he compartido 7 años de mi vida, el es el causante de que día a día salga adelante pero sobre todo es el que aguanto mis malos humores originados por el alto nivel de estrés (lo siento amor) .El es mi mejor amigo, mi novio su nombre Luis Edgar Cosío te amo y te necesito, gracias por estar escuchando mis problemas, por ponerme tu hombro para poder llorar en el, por robarme todos los días una sonrisa pero sobre todo por darle un sentido a la palabra amor, por darme esta relación tan maravillosa que me tiene tan plena. Eres una persona magnifica, espero que esto siga muchos años más mi vida, gracias por tu colaboración en este trabajo te amo mil.
A todos ellos les doy las gracias y estoy en deuda con ustedes.
Pamela Elisa Cruz Vargas

APOYO EN DISEÑO Y PUESTA EN MARCHA DE UN PROCESO DE FABRICACIÓN DE CÁPSULAS DE GELATINA BLANDA
Cruz Vargas Pamela Elisa, Albarrán Torres Gerardo*, Padilla Martínez Itzia, Solano Rosivelt Laboratorio de Medicamentos y productos biológicos. Offenbach Mexicana S.A. DE C.V. Acueducto No. 15 Col. Reforma Social D.F. C.P. 11650. Tel. 5520-9965. Email: [email protected]
Palabra Clave: Tecnología Farmacéutica
Introducción. En el mundo actual se observa la necesidad de la creación e innovación de productos farmacéuticos para satisfacer las necesidades de la sociedad que día a día se vuelve más exigente, es por ello que se requiere desarrollar diferentes productos; dando la oportunidad a las personas de escoger entre una amplia gama de presentaciones de formas farmacéuticas y que ellos seleccionen la que más les convenga. Las cápsulas son formas farmacéuticas en las que el fármaco está incluido en un contenedor o cubierta soluble en gelatina. La palabra «cápsula» se deriva del latín «capsu-la», diminutivo de «capsa» (caja), y que designa «distintas cosas en forma de cajita, de pequeño recipiente o de bolsa». Y añade, en la tercera acepción de la palabra: «Envoltura en que se encierran a veces las medicinas. La cubierta de las cápsulas de gelatina blanda está compuesta de gelatina, un plastificante o una combinación de plastificantes y agua. En adición puede contener conservadores, colorantes, saborizantes. El agua sirve como disolvente para hacer moldeable a la masa de la gelatina. Es muy importante realizar pruebas a lo largo de la producción de todo el lote pues así se puede asegurar que cumplen con las respectivas especificaciones pesos, desintegración. Metodología. Se determinaron los compuestos que serían empleados en la elaboración de las cápsulas. Se elaboraron lotes piloto para determinar las variables a utilizar en este proceso de matrices rotatorias y observar los efectos que se producen al modificar dichas variables en el producto Se tomaron muestras a lo largo de todo el proceso y se analizaron las variaciones de las muestras, así como elaboración del muestro de aceptación de las cápsulas de gelatina blanda. Se pesan individualmente 20 cápsulas. Se abren y se vacían. Se lavan los involucros en éter u otro solvente volátil. Se pesan los involucros y se obtiene por diferencia el peso del contenido. Los pesos individuales deben encontrarse dentro de los límites en relación con el peso medio también se tomo el tiempo de desintegración el cual debe ser aproximadamente de 10 minutos y la temperatura a la cual se desintegre no debe ser mayor a 37°C. Resultados y Discusión. Las pruebas realizadas a los 3 lotes analizados arrojaron cierta información con la cual fue posible elaborar los PNO´s y ordenes de manufactura estableciendo parámetros que deben ser cumplidos para asegurar que se obtendrá un producto de calidad dentro de especificaciones.
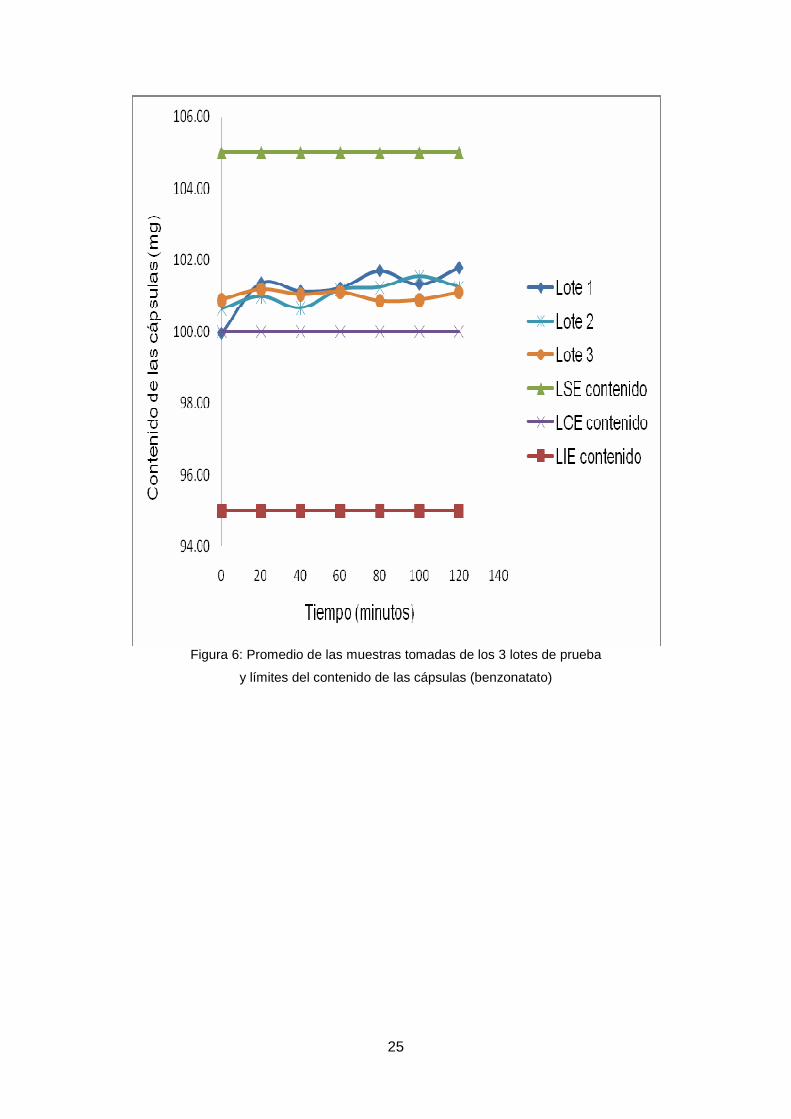
En cuanto a las muestras de las cápsulas por lote fueron tomadas 20 debido a que el equipo cuenta con 20 mangueras de dosificación y se necesitaba comparar el volumen de dosificado de cada una de ellas para estimar el promedio experimental central, máximo y mínimo pues debe mencionarse que en la literatura se manejan estos 3 límites el máximo corresponde a 105 mg, el central u optimo 100 mg y el volumen mínimo requerido es de 95 mg.
Figura 1. Se muestran los límites de control,
contenido máximo, contenido mínimo y contenido central, así como los datos obtenidos al analizar los 3
lotes mencionados anteriormente. Conclusiones y perspectivas. De acuerdo a los datos del control estadístico de procesos, se observa que todos los datos se encuentran dentro del rango de aceptación, por lo que se puede decir que a la fecha el desempeño del equipo de llenado de capsulas es aceptable y no se esperaría una desviación al proceso ocasionada por la variación en el contenido de la cápsula, lo cual es un respaldo para la posterior validación del proceso. En la implementación de procesos de producción es importante el comparar la documentación elaborada para verificar que el operador realizará el procedimiento sin riesgo de errores o desviaciones que afecten de forma adversa al producto y obtener un medicamento y el respaldo documental de los procesos apegados a la normatividad vigente.
Agradecimientos. A Offenbach Mexicana S.A. DE C.V. por abrirle la puerta a alumnos politécnicos para desarrollar los conocimientos prácticos. A Gerardo Albarran por su apoyo y tiempo invertidos en este proyecto. Referencias.
1. Aulton, M. 1993. Cápsulas de gelatina blanda. 461-472. Farmacia “La ciencia del Diseño de las Formas Farmacéuticas”. 2°Edición.Editorial Churchill Livingstone. EUA.
2. Farmacopea de los Estados Unidos Mexicanos. 2004. 8° Edición. Volumen I. México
3. Vila, J; Lastres, J. 1996.Formas sólidas orales.55-67. Tecnología Farmacéutica Volumen II Formas Farmacéuticas. 2° Edición. Editorial Elsevier. Madir

i
INDICE DE CONTENIDO
1.0 Resumen ................................................................................................................1
2.0 INTRODUCCIÓN....................................................................................................2
2.1 Antecedentes de la compañía. ............................................................................2
2.2 Cápsulas de gelatina blanda. ..............................................................................4
2.3 Componentes de las cápsulas de gelatina blanda...............................................5
2.4 Formas y tamaños de las cápsulas de gelatina blanda ..................................... 10
2.5 Procedimiento de Fabricación y control en proceso .......................................... 12
2.5.1 Preparación de gelatina ............................................................................................. 12
2.5.2 Preparación del medicamento................................................................................... 12
2.5.3 Elaboración de las cápsulas........................................................................................ 13
a) Método de inmersión........................................................................................ 13
b) Método de matrices rotatorias (De rodillos). ..................................................... 13
c) Procedimiento de goteo o soplado. .................................................................. 15
2.5.4 Proceso de secado...................................................................................................... 15
2.5.5 Selección y almacenamiento...................................................................................... 15
2.6 Ensayos de cápsulas ............................................................................................ 16
2.7 Características del área de fabricación de cápsulas de gelatina blanda................ 16
3.0 JUSTIFICACIÓN................................................................................................... 18
4.0 OBJETIVOS.......................................................................................................... 19
4.1 Objetivo General ............................................................................................... 19
4.2 Objetivos Específicos........................................................................................ 19
5.0 MATERIAL Y METODOLOGÍA ............................................................................. 20
5.1 Utensilios. ......................................................................................................... 20
5.2 Equipos............................................................................................................. 20
5.3 Materias primas y materiales. ........................................................................... 20
5.4 Métodos. ........................................................................................................... 21
6.0 RESULTADOS Y DISCUSIÓN.............................................................................. 22
6.1 Implementación del proceso ............................................................................. 22
6.2 Aplicación de vacío ........................................................................................... 22
6.2 Control estadístico de procesos ........................................................................ 24
6.2 Detección de problemas durante el encapsulado.............................................. 28
7.0 CONCLUSIONES ................................................................................................. 29
8.0 SUGERENCIAS PARA ESTANCIAS FUTURAS................................................... 30
9.0 BIBLIOGRAFÍA..................................................................................................... 31
10.0 ANEXOS............................................................................................................. 33

ii
INDICE DE FIGURAS
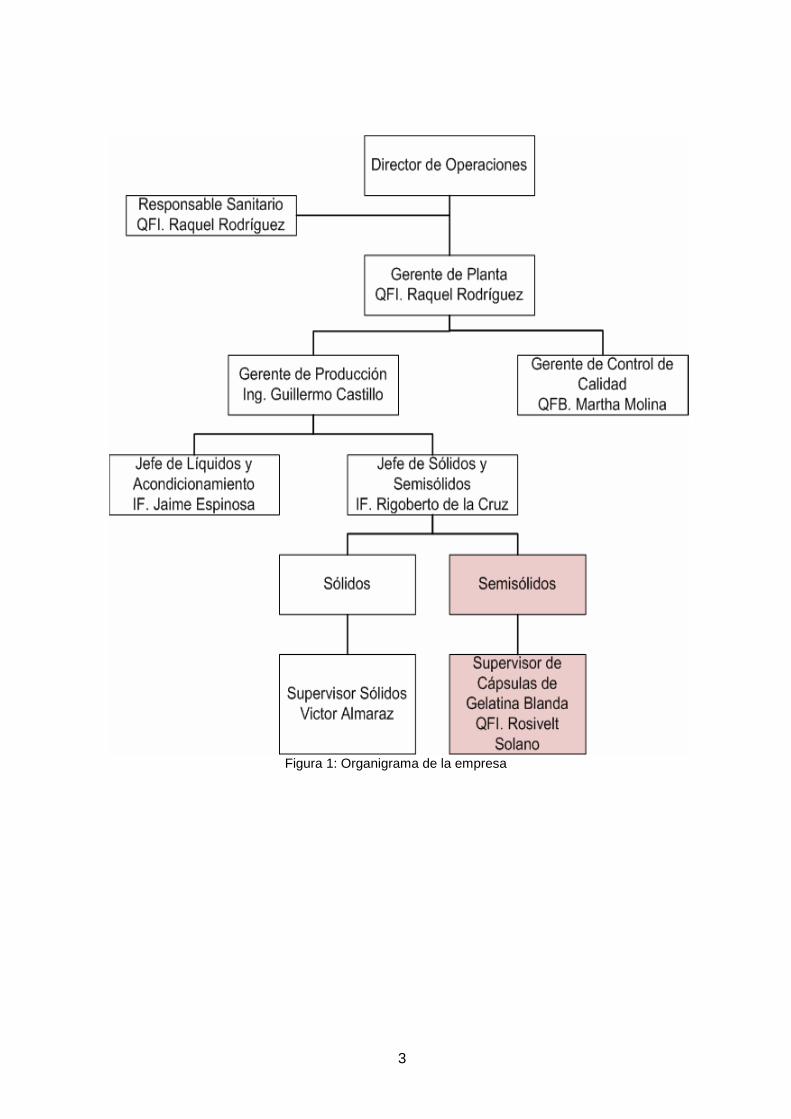
Figura 1: Organigrama de la empresa ..........................................................................3
Figura 2: Proceso general de elaboración de gelatina. [Figura tomada de [13]] ............6
Figura 3: Molécula de benzonatato. [Figura tomada de [6]]........................................ 10
Figura 4: Procedimiento de matrices rotatorias para la fabricación de cápsulas blandas.
[Figura tomada de [13]].............................................................................................. 14
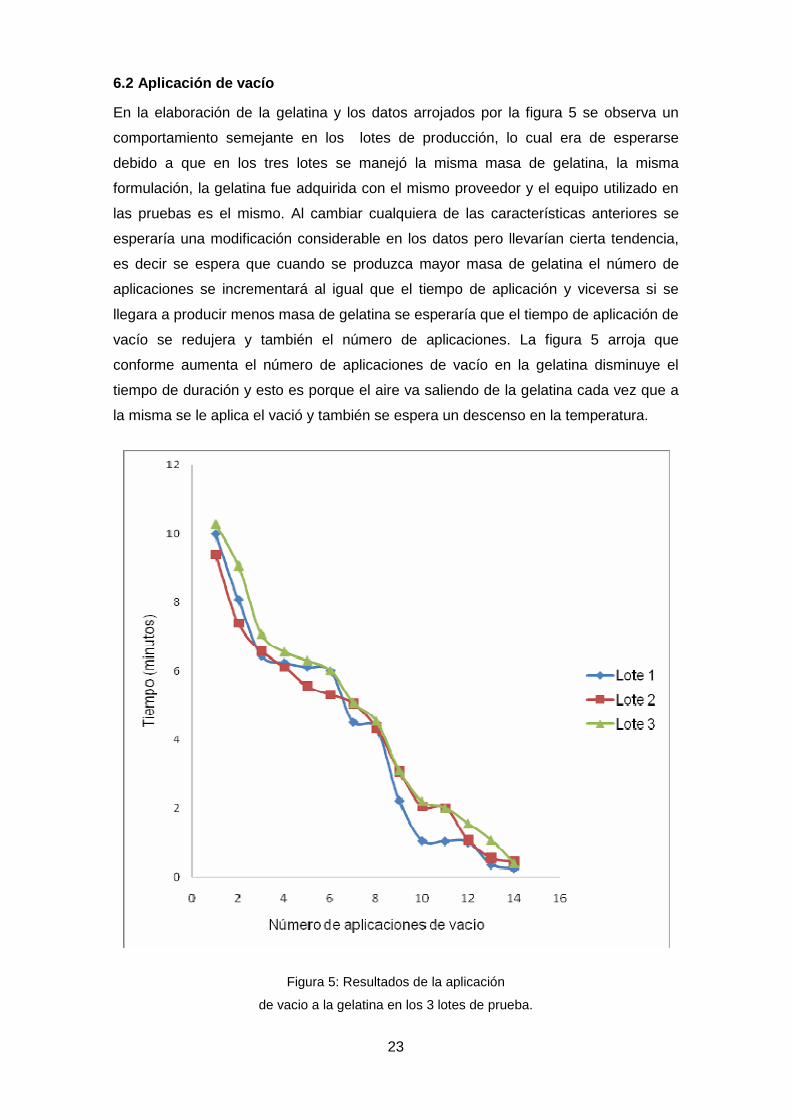
Figura 5: Resultados de la aplicación de vacio a la gelatina en los 3 lotes de prueba. 23
Figura 6: Promedio de las muestras tomadas............................................................. 25
Figura 7: Promedio de las muestra tomadas de los 3 lotes de prueba y límites de las
cápsulas vacías ............................................................................................................1
Figura 8: Promedio de las muestras tomadas de los 3 lotes ....................................... 27
INDICE DE ECUACIONES
Ecuación 1: Calculo del promedio............................................................................... 22
Ecuación 2: Calculo para la desviación estándar ........................................................ 22
INDICE DE TABLAS
Tabla 1: Características de los tipos de Gelatina. .........................................................6
Tabla 2: Tratamientos del agua para cápsulas. [Tabla tomada de [8]] ..........................8
Tabla 3: Colorantes propuestos en la formulación de la gelatina. [Tabla tomada de [6]]8
Tabla 4: Cápsulas de gelatina blanda redondas. ........................................................ 11
Tabla 5: Clasificación de cápsulas de gelatina blanda. ............................................... 11
Tabla 6: Límites en relación con el peso medio [Tabla tomada de [14]] ..................... 16
Tabla 7: Características aceptables de las cápsulas................................................... 17
Tabla 8: Guía práctica de problemas, causas y soluciones durante del proceso de
fabricación de las cápsulas. ........................................................................................ 28
Tabla 9: Datos de la aplicación de vacío y el tiempo de aplicación del mismo en los 3
lotes de prueba. .......................................................................................................... 33
Tabla 10: Peso promedio y desviación de los datos de cada uno de los lotes. ........... 33
Tabla 11: Datos representativos del primer lote. ......................................................... 34

1
1.0 Resumen
Las cápsulas son formas farmacéuticas en las que el fármaco está incluido en un
contenedor o cubierta soluble en gelatina. La cubierta de las cápsulas de gelatina
blanda está compuesta de gelatina, un plastificante o una combinación de
plastificantes y agua. En adición puede contener conservadores, colorantes y
saborizantes. Es muy importante realizar pruebas a lo largo de la producción de todo
el lote pues así se puede asegurar que cumplen con las especificaciones.
Durante el proceso de encapsulación los 5 parámetros que hay que vigilar son: el
grosor de la cinta de gelatina, el buen sellado de la cápsula, dosificado y envoltura de
la cápsula, simetría de las cápsulas ya que es lo que otorga la resistencia mecánica y
nivel de humedad de la envoltura de la cápsula al final del secado.
En este proyecto se determinaron las condiciones óptimas para la fabricación de
cápsulas de gelatina blanda en una máquina de matrices rotatorias. La calidad del
proceso se monitoreo mediante un control estadístico de proceso sobre la variable
peso.
Se probó una formula experimental proporcionada por el departamento de producción
elaborando 3 lotes piloto para determinar las variables a utilizar en este proceso de
matrices rotatorias y observar los efectos que se producen al modificar dichas
variables en el producto.
Se tomaron muestras de cada lote a lo largo de todo el proceso y se registraron las
variaciones de peso de las muestras, de acuerdo con el muestro de aceptación de las
cápsulas de gelatina blanda y con ello se elaboraron las gráficas de control estadístico
de proceso. El análisis de éstas, muestra que todos los datos se encontraron dentro
del rango de aceptación, por lo que se puede decir que a la máquina se desempeña
en forma óptima y no se esperan desviaciones en el proceso ocasionadas por la
variación en el contenido de la cápsula. Dicho datos son esenciales para elaborar la
documentación que respalde que el proceso es reproducible.
Adicionalmente durante la puesta en marcha se detectaron problemas que pudiesen
afectar el desempeño de la máquina, la resolución de los mismos se resumió en una
guía práctica.
2
2.0 INTRODUCCIÓN
2.1 Antecedentes de la compañía.
Offenbach Mexicana S.A. de C.V. nace en el año de 1979 desde entonces ha
experimentado un crecimiento sostenido en capacidad y versatilidad, de acuerdo con
las oportunidades del mercado.
Los recursos humanos que posee la empresa lo conforman profesionales, técnicos y
personal especializado, todos ellos comprometidos con una cultura de calidad y
constante capacitación en sus diferentes áreas, apoyados con una avanzada
tecnología para el aseguramiento de todos y cada uno de los productos de Offenbach
Mexicana.
En los últimos años Offenbach Mexicana está viviendo un gran cambio, basado en una
nueva administración con una mentalidad actual e ideas innovadoras.
Ubicación de la Empresa
OFFENBACH MEXICANA, S.A. de C.V.
Acueducto No. 15Col. Reforma Social
11650 México, D.F.
Giro de la Empresa
Sociedad Anónima de Capital Variable
Es una empresa dedicada a la elaboración de medicamentos y productos biológicos.
Misión de la Empresa
Seguir contribuyendo a la salud de la población, mediante la elaboración y
comercialización de medicamentos, con la más alta calidad y tecnología.
Visión de la Empresa
Convertirse en una empresa de clase mundial.
Productos que fabrica
Formas farmacéuticas sólidas
Tabletas
Tabletas recubiertas
Cápsulas de gelatina dura
Cápsulas de gelatina blanda
Formas farmacéuticas semisólidas
Cremas
Formas farmacéuticas líquidas
Jarabes
Soluciones
Suspensiones
3
Figura 1: Organigrama de la empresa

4
2.2 Cápsulas de gelatina blanda.
Las cápsulas son formas farmacéuticas sólidas destinadas generalmente a la
administración oral. Están constituidas por un receptáculo o cubierta de gelatina
hidratada de forma y capacidad variable, que contiene en su interior una determinada
cantidad de fármaco y excipientes. Las cápsulas blandas están conformadas por una
sola pieza, en cuyo interior se encuentran los principios activos, habitualmente en
forma de dispersión líquida de naturaleza oleosa, aunque también puede contener
productos sólidos. Las características elásticas de la cubierta de estas cápsulas se
consiguen mediante la incorporación de glicerina u otros materiales plastificantes a la
gelatina. A diferencia de las cápsulas rígidas, la fabricación de la cubierta, el llenado y
el cierre se realizan generalmente en una única operación. [16]
La palabra «cápsula» se deriva del latín «capsu-la», diminutivo de «capsa» (caja), y
que designa «distintas cosas en forma de cajita, de pequeño recipiente o de bolsa». Y
Manzano y Morales en su artículo publicado en Informacéutico añaden como tercera
acepción de la palabra: «Envoltura en que se encierran a veces las medicinas.
Conjunto de la medicina y la envoltura». [12]
Las cápsulas de gelatina blanda presentan las siguientes ventajas [9]:
a) Permite una rápida disolución y absorción del medicamento garantizando una
mayor biodisponibilidad.
b) Más seguridad por su hermeticidad, disminuyendo la posibilidad que el
producto sea alterado, falsificado o contaminado.
c) Mantiene por mucho más tiempo la estabilidad de los principios activos
encapsulados.
d) De gran aceptación por pacientes por su facilidad de deglución y porque
pueden enmascarar sabores desagradables u otros problemas de aceptación.
e) Precisión en la dosis: Ventaja que cobra aún más importancia cuando se trata
de medicamentos de alta actividad, ya que permite la utilización económica de
principios activos de costos elevados.
f) Apariencia: Su aspecto es muy atractivo, y existe una amplia variedad de
formas, tamaños y colores. Incluso se les puede imprimir logotipos o palabras.
g) Excelente absorción: La cubierta de gelatina se disuelve muy rápidamente en el
estómago o en el intestino.
Las cápsulas de gelatina blanda presentan las siguientes desventajas:
a) Generalmente la gelatina es distribuida por un número limitado de empresas
especializadas.
b) Es más costoso producirlo que las tabletas o las cápsulas de gelatina dura.
5
c) No adaptable a la incorporación de más de una forma farmacéutica dentro de la
misma cápsula.
2.3 Componentes de las cápsulas de gelatina blanda.
La cubierta de las cápsulas de gelatina blanda está compuesta de gelatina, un
plastificante o una combinación de plastificantes y agua. En adición puede contener
conservadores, colorantes, saborizantes. El agua sirve como disolvente para hacer
moldeable a la masa de la gelatina.
GELATINA
Es una mezcla de proteínas solubles en agua de alto peso molecular, extraída de
diferentes fuentes de colágeno.
Proceso de obtención de gelatina
El material de partida es el tejido conjuntivo de cerdos, bueyes, aves o peces. La
proteína colágeno contenida en la piel y en los huesos de cerdos y bueyes se
convierte en gelatina.
Primero se desengrasan y desmineralizan las materias primas; después se utilizan dos
métodos de tratamiento previo distintos en función de la materia prima utilizada y de la
finalidad a la que se quiere destinar la gelatina, es decir, el método alcalino o el
método ácido.
Método alcalino. Consiste en tratar el tejido conjuntivo fuertemente reticulado de los
bueyes con sosas durante un proceso que dura varias semanas.
Método ácido. El tejido conjuntivo colágeno de la corteza de cerdo no está tan
fuertemente reticulado. Para esta materia prima se emplea el tratamiento con ácidos
de un día de duración, seguido de la neutralización y el lavado intenso para eliminar
las sales antes de poder separar la gelatina en agua caliente.
Después de este tratamiento previo las materias primas se mezclan con agua caliente
y se extraen en varias fases. De estas soluciones extraídas se separan los restos de
grasa y fibras finas. La gelatina se pasa por filtros para eliminar las impurezas más
pequeñas. Durante la última fase de limpieza se libera la gelatina del calcio, sodio,
restos de ácidos y otras sales. A continuación la solución de gelatina se concentra
hasta formar una masa de consistencia similar a la de la miel. En este proceso se
forman los típicos «fideos de gelatina», que después se molturan obteniendo un
granulado (Figura 2).

6
Figura 2: Proceso general de elaboración de gelatina.
[Figura tomada de [13]]
Tabla 1: Características de los tipos de Gelatina.
GELATINA TIPO A GELATINA TIPO B
Es extraída por un pretratamiento ácido, por
este medio se por extrae la gelatina de origen
porcino. Punto Isoeléctrico 6.3 a 9.2
Es extraída por un pretratamiento
alcalino, por este medio se extrae la
gelatina de origen bovino. Punto
Isoeléctrico 4.7 a 5.2
Poder Gelificante: Bloom 175-195 Poder Gelificante: Bloom 150-160
Viscosidad: 30-35 cp. Viscosidad: 35-40 cp.
pH: 4.7-5.7 pH: 5.5-6.5
Bloom: Se define como los gramos necesarios para que un pistón de 5mm de diámetro
rompa un gel al caer perpendicularmente sobre este. También puede definirse como
medida de la rigidez de la gelatina. [12]
Ácido/Álcali
Extracción Purificación
Control de calidad
Esterilización
7
PLASTIFICANTES
La formación de las cápsulas de gelatina blanda requiere del uso de plastificantes no
volátiles en adición con agua y que garantice la estabilidad mecánica. Las cápsulas de
gelatina blanda poseen proporciones del 20 al 40% de plastificante. [16]
Glicerina
Fue el primer plastificante utilizado en la fabricación de cápsulas blandas y es todavía
uno de los más usados en la actualidad. Combina una alta efectividad como
plastificante, una suficiente compatibilidad y una baja volatilidad con la habilidad para
interactuar específicamente con la gelatina al permitir una formación estable de una
red de gel termorreversible. Esta capacidad plastificante es el resultado principal de
una interacción directa con la gelatina y solo ligeramente permite la higroscopicidad
dando un efecto adicional indirecto de la humedad. [6]
Sorbitol
El sorbitol es un líquido con consistencia de jarabe, de aspecto límpido, incoloro,
viscoso, de pH neutro y libre de partículas en suspensión. Su sabor es dulce y
refrescante. Es totalmente soluble en agua, glicerina y propilenglicol. [5]
Es un producto natural, que puede ser encontrado en varias frutas como cereza, pera
y durazno. La extracción de sorbitol a partir de estas fuentes naturales no es
económicamente factible, por lo que se lo produce industrialmente por hidrogenación
catalítica de glucosa.
AGUA
El agua es otro componente fundamental de las cápsulas de gelatina blanda. El agua
representa habitualmente el 30-40% de la formulación de la gelatina húmeda y su
presencia es importante para facilitar la preparación del gel y su encapsulación. Tras la
encapsulación, el exceso de agua se elimina de las cápsulas mediante secado
controlado. Las cápsulas de gelatina blanda pueden contener un 5-8% de agua p/p,
que representa la proporción de agua unida a la gelatina de la envoltura. Esta
proporción es importante para mantener la estabilidad física, ya que en malas
condiciones de almacenamiento las cápsulas de gelatina blanda pueden
reblandecerse en exceso y pegarse entre sí, o endurecerse demasiado y hacerse
quebradizas.
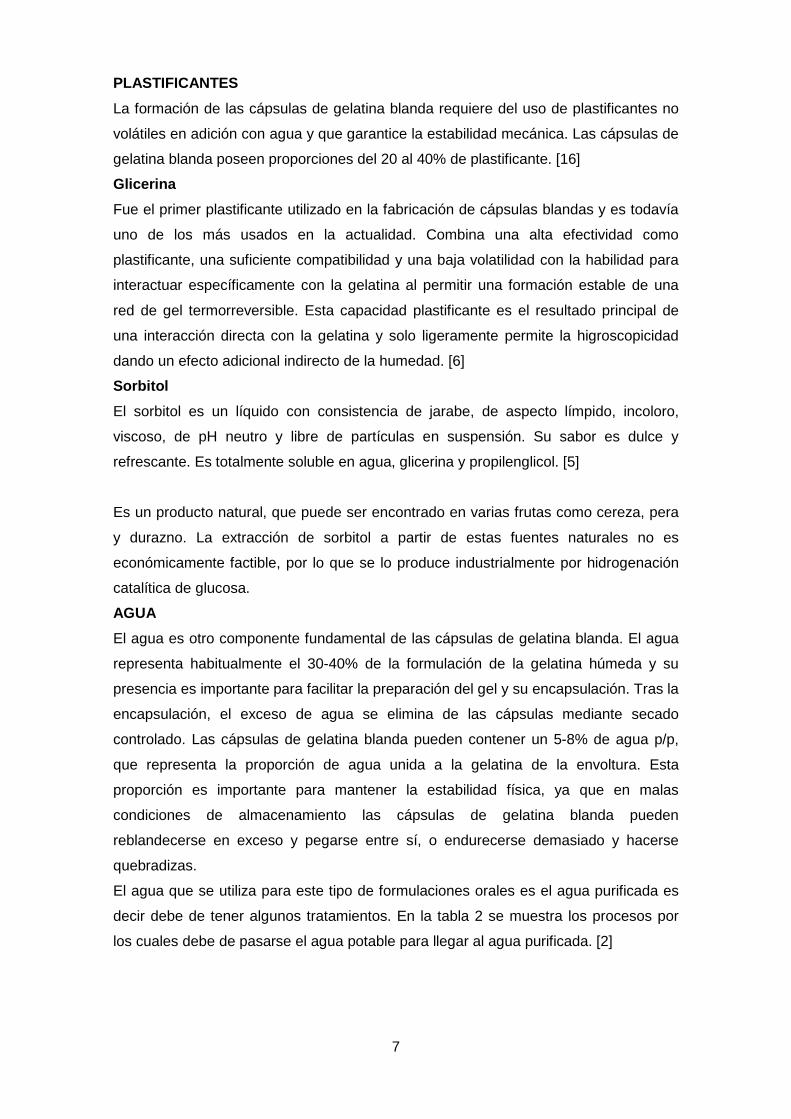
El agua que se utiliza para este tipo de formulaciones orales es el agua purificada es
decir debe de tener algunos tratamientos. En la tabla 2 se muestra los procesos por
los cuales debe de pasarse el agua potable para llegar al agua purificada. [2]
8
Tabla 2: Tratamientos del agua para cápsulas. [Tabla tomada de [8]]
-Cloración
-Floculación
-Filtración gruesa
Agua Potable
-Descloración
-Ablandamiento
-Desionización
-Osmosis Inversa
-Electrodeionización
-Filtración Fina
-Luz ultravioleta
Agua Purificada
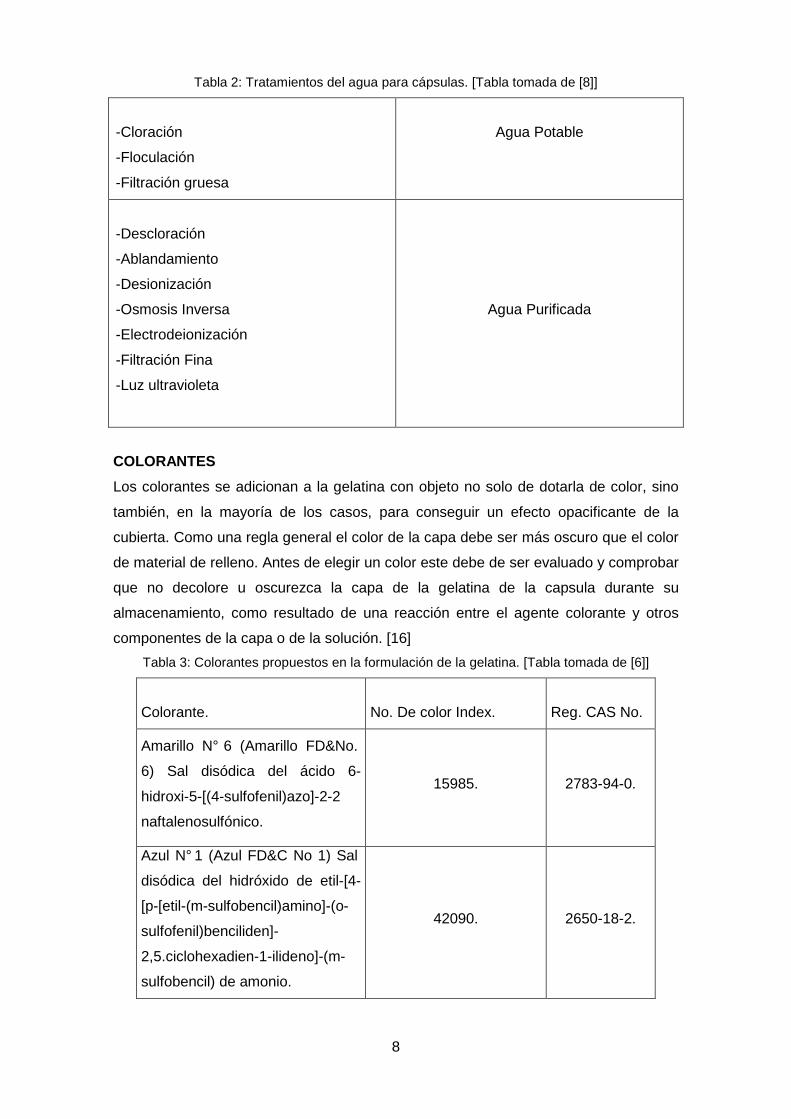
COLORANTES
Los colorantes se adicionan a la gelatina con objeto no solo de dotarla de color, sino
también, en la mayoría de los casos, para conseguir un efecto opacificante de la
cubierta. Como una regla general el color de la capa debe ser más oscuro que el color
de material de relleno. Antes de elegir un color este debe de ser evaluado y comprobar
que no decolore u oscurezca la capa de la gelatina de la capsula durante su
almacenamiento, como resultado de una reacción entre el agente colorante y otros
componentes de la capa o de la solución. [16]
Tabla 3: Colorantes propuestos en la formulación de la gelatina. [Tabla tomada de [6]]
Colorante.
No. De color Index. Reg. CAS No.
Amarillo N° 6 (Amarillo FD&No.
6) Sal disódica del ácido 6-
hidroxi-5-[(4-sulfofenil)azo]-2-2
naftalenosulfónico.
15985. 2783-94-0.
Azul N° 1 (Azul FD&C No 1) Sal
disódica del hidróxido de etil-[4-
[p-[etil-(m-sulfobencil)amino]-(o-
sulfofenil)benciliden]-
2,5.ciclohexadien-1-ilideno]-(m-
sulfobencil) de amonio.
42090. 2650-18-2.

9
CONSERVADORES
Los conservadores se añaden a la gelatina, habitualmente durante la solubilización de
la misma, como medio de prevenir el crecimiento bacteriano y fúngico durante el
proceso de fabricación. Hay que considerar que, para evitar la gelificación durante el
procesado, la solución de gelatina, se mantiene caliente. [1]
Los conservadores más utilizados son los de acción bacteriostática. Entre ellos
destaca el dióxido de azufre. Otros conservadores muy utilizados son los ésteres de
del ácido parahidroxibenzoico (parabenos), empleados en concentraciones superiores
al 0.2% en peso de la capsula terminada, dado que cada éter es efectivo frente a
diferentes espectros de microorganismos, es habitual usar combinaciones de ellos,
siendo la combinación mas empleada la formada por metil y propilparabeno en la
proporción 4:1.
MATERIAL A ENCAPSULAR
La matriz interna de las cápsulas lleva componentes con propiedades fisicoquímicas
muy diferentes. Estos componentes se escogen en función de uno o más de los
siguientes criterios:
a) Capacidad de disolución del fármaco.
b) Velocidad de dispersión en el tubo digestivo tras la rotura de la envoltura y la
liberación de la matriz interna.
c) Capacidad de retener el fármaco en solución en el líquido gastrointestinal
d) Compatibilidad con la envoltura de gelatina.
e) Capacidad de favorecer la velocidad eficacia y regularidad de la absorción del
fármaco.
f) Los materiales a encapsular pueden ser:
g) Líquidos lipófilos/aceites.
h) Suspensiones.
i) Los líquidos son partes esenciales del contenido de la cápsula. Solamente esos
líquidos que son miscibles en agua no se pueden incluir como constituyentes
importantes del contenido de la cápsula puesto que pueden emigrar en la
cáscara hidrofílica de la gelatina y volatilizar su superficie. [1]
Los fármacos con elevadas proporciones de agua u otro solvente de la gelatina, no
pueden utilizarse como material de relleno en las cápsulas; tampoco es recomendable
la incorporación de emulsiones, ni siquiera del tipo de agua en aceite, ya que pueden
romperse liberando el agua de la fase interna, la cual disolverá la gelatina. [1]

10
Benzonatato
Antitusivo oral no narcótico, relacionado químicamente con los agentes anestésicos de
la clase del ácido p-aminobenzoico (ej. procaína, tetracaína), compartiendo con ellos
varios aspectos de su farmacología y toxicología. Se considera una efectiva alternativa
a los antitusivos opioides, como la codeína. Parece tener un efecto supresor de la tos
de manera más sostenida que muchos de los otros antitusivos. [7]
El benzonatato posee las siguientes características:
a) Descripción: Liquido viscoso claro, de color amarillo claro.
b) Solubilidad: Fácilmente soluble en alcohol, benceno y cloroformo; miscible con
agua.
c) Farmacocinética y farmacodinamia: Tras la administración oral de una dosis de
benzonatato, aparece el efecto antitusivo a los 20 minutos y persiste durante 3
a 8 horas.
d) Mecanismo de acción: El benzonatato es un antitusivo derivado del poliglicol
que actúa a nivel central y en órganos y estructuras periféricas, anestesia los
receptores localizados en vías respiratorias, pulmones y pleuras, y con ello
reduce el reflejo de la tos.
Figura 3: Molécula de benzonatato. [Figura tomada de [6]]
2.4 Formas y tamaños de las cápsulas de gelatina bl anda
Las formas y tamaños de las cápsulas varían de acuerdo a los requerimientos del
mercado, en las figuras posteriores se muestran estos parámetros que son de real
importancia pues en base a ellos se compran los moldes.
1 mínimo= 0.0616 ml
O
O
OCH3
n
NH
H3C

11
Tabla 4: Cápsulas de gelatina blanda redondas.
Tabla 5: Clasificación de cápsulas de gelatina blanda.
Redondas.
Número Mínimo v/mL
2 1.2-2.0 0.074-0.124
3 2.2-3.0 0.136-0.185
4 2.8-4.0 0.172-0.246
5 3.2-5.0 0.197-0.308
6 4.6-6.0 0.320-0.370
7 5.0-7.0 0.308-0.431
9 7.0-9.0 0.431-0.554
28 22.0-30.0 1.355-1.848
40 32.0-41.0 1.971-2.526
50 30.0-50.0 1.860-3.080
Tipo de
cápsulas
Contenido
máximo (v/mL)
Contenido
mínimo (v/mL) Figura
Redondas 3.08 0.074
Oblongadas 0.142 1.355
Ovaladas 0.092 1.232
Tubo 0.154 7.392
Supositorio 5 80

12
2.5 Procedimiento de Fabricación y control en proce so
2.5.1 Preparación de gelatina
Para la elaboración de las cápsulas de gelatina blanda, se procede, a la obtención de
la masa con la que se va a obtener la cubierta a partir de los materiales previamente
comentados. Para ello, la gelatina debe mezclarse con agua purificada. A
continuación, se sumerge en una disolución acuosa del agente plastificante,
habitualmente glicerol, y se calienta hasta la total disolución de la gelatina. En este
punto, se agregan el resto de excipientes y se concentra la disolución hasta conseguir
la viscosidad deseada. Una vez filtrada a través de un tamiz de pequeña abertura de
malla, la gelatina queda lista para utilizarse o bien puede dejarse enfriar para su uso
posterior.
Es muy importante que al finalizar la preparación de la gelatina se le aplique vacio este
proceso es para extraer el aire que quedó atrapado entre la masa gelatinosa y de esta
manera evitar que posteriormente dicho aire produzca la formación de burbujas en las
cápsulas. El vacio debe aplicarse por diversas ocasiones hasta que la gelatina se vea
completamente transparente.
2.5.2 Preparación del medicamento
El medicamento a encapsular debe seleccionarse con mucho cuidado ya que debe
verificarse que se compatible con el resto de la formulación.
En cuanto al material de relleno, es posible incorporar a este tipo de cápsulas
suspensiones, pastas, soluciones de naturaleza oleosa, aceites autoemulsionables,
líquidos hidromiscibles, granulados y polvos secos. Es importante que al principio
activo y diluyentes (en caso de que el principio activo sea sólido) se les realicen
pruebas microbiológicas y de control de calidad tal como lo marca la FEUM para
comprobar que esta materia prima tiene la capacidad de proporcionar las
características que requieren las cápsulas.
Deben evitarse valores extremos de pH: pH inferiores a 2.5 hidrolizan la gelatina,
favoreciendo la ruptura de la cubierta; mientras que a pH superiores a 7.5 producen un
efecto tanino sobre la gelatina, afectando a la solubilidad de la cubierta. Este mismo
efecto puede ser producido por la presencia de aldehídos, por lo cual no es
recomendable su incorporación en el material de relleno. Con respecto a los vehículos
líquidos, pueden utilizarse aceites, volátiles o no y líquidos hidromiscibles. Entre los
primeros se incluyen aceites vegetales, hidrocarburos clorados, hidrocarburos
aromáticos, hidrocarburos alifáticos, ésteres y éteres líquidos. Los solventes
hidrofílicos que pueden utilizarse entre otros son los polietilenglicoles, principalmente
13
los de bajo peso molecular que son líquidos a temperatura ambiente, poligliceroles y
ésteres de glicerilo. [6]
2.5.3 Elaboración de las cápsulas
Las cápsulas de gelatina blanda pueden obtenerse mediantes los siguientes procesos
[13]:
a) Método de inmersión.
b) Método de matrices rotatorias.
c) Método de goteo o soplado.
a) Método de inmersión
Este procedimiento es apropiado para pequeñas cantidades. Se utilizan moldes
metálicos redondos u ovales que se sumergen en solución de gelatina y se extrae
nuevamente. Las vainas enfriadas se retiran y se llenan mediante una bureta o una
jeringa. Para cerrar las cápsulas llenas puede utilizarse gelatina fundida o bien soldar
ambas mitades mediante fusión.
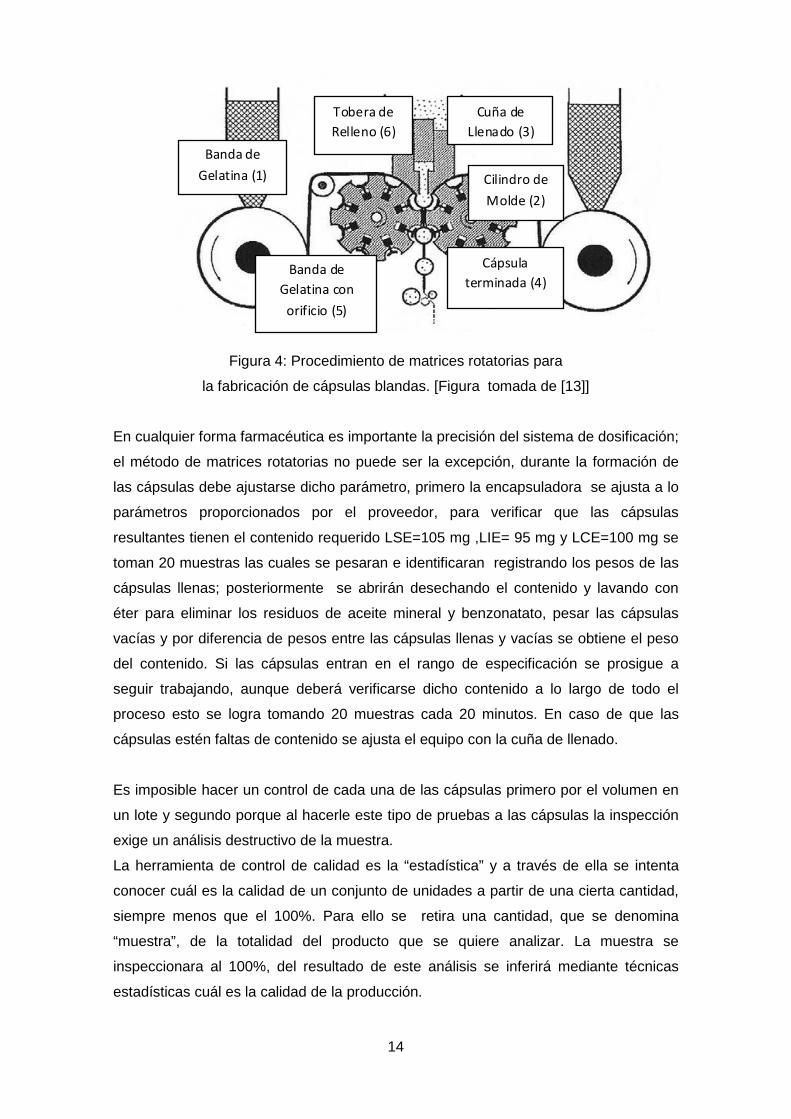
b) Método de matrices rotatorias (De rodillos).
En 1933 el proceso de matrices rotativas para las cápsulas de gelatina blanda fue
perfeccionado por Robert Scheder. Este método hizo posible mejorar las normas de
exactitud y uniformidad de las cápsulas y de los glóbulos de gelatina elástica.
Dos bandas continuas de gelatina (1) se juntan por medio de dos rodillos moldeadores
contiguos (2). Estos rodillos (2) giran en sentidos opuestos y estampan la forma de la
cápsula en las bandas de gelatina (1). Entre ambos rodillos se encuentra una cuña de
llenado (3) con una tobera de inyección muy precisa para el relleno (6). La cuña de
llenado se calienta eléctricamente y ablanda los bordes interiores de las semicápsulas.
Las suturas de las cápsulas formadas (4) se sueldan entre sí en el momento del
estampado. Inmediatamente antes de que se cierre la sutura superior la cuña inyecta
el relleno de la cápsula. Las cápsulas terminadas se expulsan por el giro del rodillo, se
enfrían y se secan.
Este Proceso posibilita encapsular materiales pesados, como ungüentos y pastas. Las
formas sólidas se pueden desmenuzar con un vehículo y llenar las capsulas. Esta
manera de envasado es ideal cuando se desea tener un grado elevado de exactitud y
un producto hermético.
14
Figura 4: Procedimiento de matrices rotatorias para
la fabricación de cápsulas blandas. [Figura tomada de [13]]
En cualquier forma farmacéutica es importante la precisión del sistema de dosificación;
el método de matrices rotatorias no puede ser la excepción, durante la formación de
las cápsulas debe ajustarse dicho parámetro, primero la encapsuladora se ajusta a lo
parámetros proporcionados por el proveedor, para verificar que las cápsulas
resultantes tienen el contenido requerido LSE=105 mg ,LIE= 95 mg y LCE=100 mg se
toman 20 muestras las cuales se pesaran e identificaran registrando los pesos de las
cápsulas llenas; posteriormente se abrirán desechando el contenido y lavando con
éter para eliminar los residuos de aceite mineral y benzonatato, pesar las cápsulas
vacías y por diferencia de pesos entre las cápsulas llenas y vacías se obtiene el peso
del contenido. Si las cápsulas entran en el rango de especificación se prosigue a
seguir trabajando, aunque deberá verificarse dicho contenido a lo largo de todo el
proceso esto se logra tomando 20 muestras cada 20 minutos. En caso de que las
cápsulas estén faltas de contenido se ajusta el equipo con la cuña de llenado.
Es imposible hacer un control de cada una de las cápsulas primero por el volumen en
un lote y segundo porque al hacerle este tipo de pruebas a las cápsulas la inspección
exige un análisis destructivo de la muestra.
La herramienta de control de calidad es la “estadística” y a través de ella se intenta
conocer cuál es la calidad de un conjunto de unidades a partir de una cierta cantidad,
siempre menos que el 100%. Para ello se retira una cantidad, que se denomina
“muestra”, de la totalidad del producto que se quiere analizar. La muestra se
inspeccionara al 100%, del resultado de este análisis se inferirá mediante técnicas
estadísticas cuál es la calidad de la producción.
Cilindro de
Molde (2)
Cuña de
Llenado (3)
Cápsula
terminada (4)
Tobera de
Relleno (6)
Banda de
Gelatina (1)
Banda de
Gelatina con
orificio (5)
15
c) Procedimiento de goteo o soplado.
Sirve para la obtención de las llamadas cápsulas de gelatina sin sutura. Para la
formación de la cápsula se aprovecha la tensión superficial. Se trabaja con un
dispositivo de goteo de doble pared. De la tobera de llenado (interior) se deja gotear el
aceite, la solución o suspensión oleosa. La tobera de llenado está rodeada por la
cabeza de llenado, de la cual simultáneamente sale la solución caliente de gelatina.
Las gotas recubiertas por la gelatina caen a un liquido de enfriado que tiene una
densidad algo inferior a la de la cápsula terminada. Al hundirse lentamente las gotas
toman forma esférica y solidifican.
2.5.4 Proceso de secado Después de la formación de la cápsulas se hacen pasar por un secador de túnel el
cual en su interior tiene toallas de algodón envueltas en mallas de nylon esto es para
eliminar el exceso de aceite, para completar el proceso de secado, las cápsulas se
disponen en bandejas y se apila en el área de secado con aire a una humedad al 30%.
El proceso de secado en las bandejas puede durar 2 o 3 días la temperatura a la cual
estarán expuestas las cápsulas es de 20-25°C.
2.5.5 Selección y almacenamiento Las cápsulas son seleccionadas de acuerdo a su apariencia física mediante
inspección visual; pero sobre todo el lote es inspeccionado con la pruebas
posteriormente descritas, deben cumplir con los parámetros establecidos de no ser así
el lote es rechazado.
Para el almacenamiento las cápsulas suelen envasarse en blíster de plástico o
aluminio, que aseguran una mayor protección de las formas unitarias. Las cápsulas
que contienen aceites como líquido de relleno son bastante estables en climas
templados, incluso aunque los envases que las contienen no garanticen la protección
frente a la humedad. Si los productos que contienen son líquidos higroscópicos, deben
protegerse frente a la humedad, incorporándose en envases tales como frascos de
vidrio con tapones de rosca, o blister que aseguran la total hermeticidad. Además de la
humedad, la temperatura puede desempeñar un papel importante en la estabilidad de
las cápsulas blandas, de manera que su almacenamiento en áreas de climas cálidos
pueden causar la deformación, ruptura o fusión de las mismas, especialmente si la
temperatura supera los 40°C durante largos periodos de tiempo, aun cuando su
envasado garantiza protección frente a la entrada de humedad.
Además, las cápsulas blandas tienen mayor tendencia que la rígidas a reblandecerse
y adherirse unas a otras, por lo que, de forma general, para conseguir una buena
estabilidad de estas formas, deben mantenerse en lugares frescos (temperatura
inferior a 30°C) y secos.

16
2.6 Ensayos de cápsulas
La farmacopea prescribe dos ensayos generales:
Uniformidad de peso: Se pesan individualmente 20 cápsulas. Se abren y se vacían. Se
lavan los involucros en éter u otro solvente volátil. Se pesan los involucros y se obtiene
por diferencia el peso del contenido. Los pesos individuales deben encontrarse dentro
de los límites mostrados en la tabla 6. [10]
Tabla 6: Límites en relación con el peso medio [Tabla tomada de [14]]
Peso Medio Desviaciones
Límite
Desviaciones
toleradas para 2
unidades
< 300 mg +- 10 % +- 20%
>=300 mg +- 7.5% +- 15%
Tiempo de disgregación: El límite es de 30 minutos. El tiempo óptimo son 10 minutos.
[10]
2.7 Características del área de fabricación de cáps ulas de gelatina blanda.
El área de fabricación de las cápsulas requiere superficies lisas, duras, y que se
puedan limpiar fácilmente se considera [3][4]:
a) La compatibilidad de unión entre paredes, pisos y techos. Los pisos, paredes y
techos deben contar con superficies sin depresiones o huecos, con un mínimo
de bordes salientes.
b) Las uniones entre las superficies piso/pared, pared/pared y pared/techo, deben
de estar terminadas en curvas sanitarias para facilitar su limpieza.
c) Los puntos de transición que existan en los pisos, paredes o techos, deben ser
lisos y uniformes, así como puertas, marcos de ventana.
d) Las puertas y ventanas deben estar emparejadas con las paredes. El espesor
de los vidrios no podrá ser menor de 6.25 mm.
e) Las ventanas deben ser fijas.
f) La puerta debe ajustar al ras y tener superficies lisas e impermeables.
Antes de comenzar a trabajar el área debe estar liberada por control de calidad
asegurándonos que el área está limpia y sanitizada. Posteriormente la máquina
encapsuladora se ajustara a los siguientes parámetros [15]:
17
Esparcidor izquierdo -------------- 60 ± 2
Esparcidor derecho --------------- 60 ± 2
Tolva ---------------------------------- 21 ± 2 °c
Control de enfriamiento ---------- 18 ± 2°c
Inyección --------------------------- 36.5 ± 0.5°c
Espesor de película de gelatina -- 0.70 ± 0.02 mm
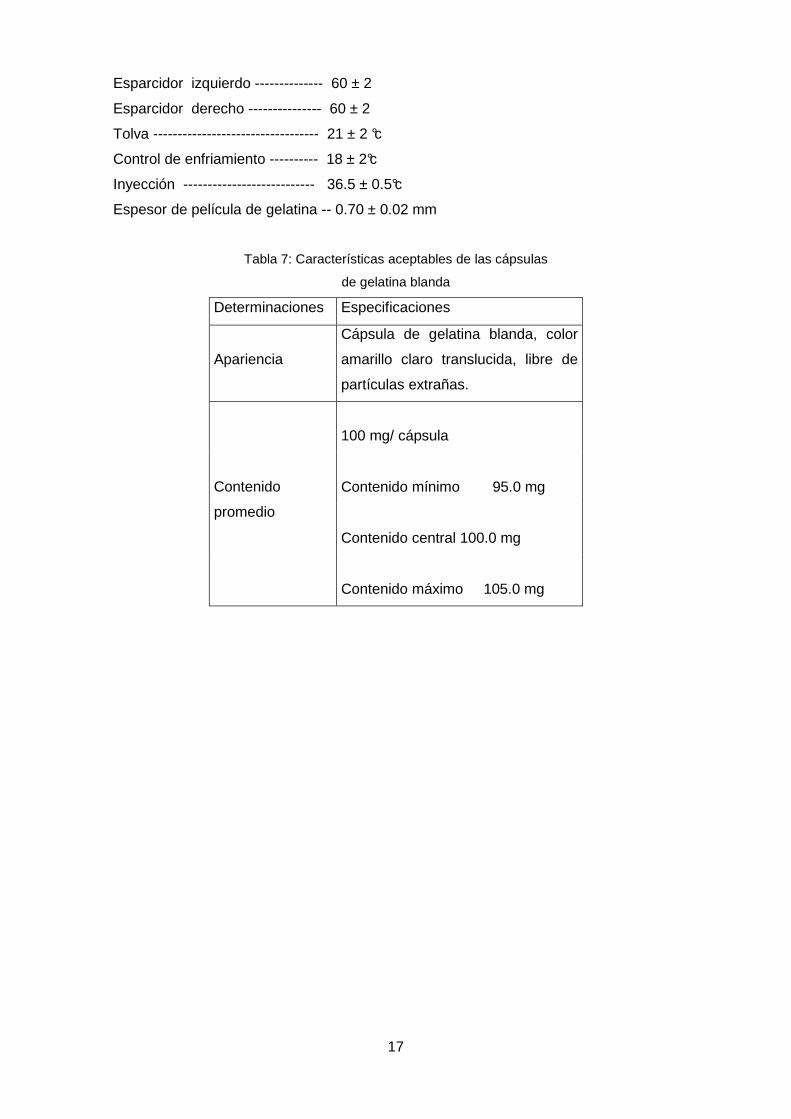
Tabla 7: Características aceptables de las cápsulas
de gelatina blanda
Determinaciones Especificaciones
Apariencia
Cápsula de gelatina blanda, color
amarillo claro translucida, libre de
partículas extrañas.
100 mg/ cápsula
Contenido mínimo 95.0 mg
Contenido central 100.0 mg
Contenido
promedio
Contenido máximo 105.0 mg
18
3.0 JUSTIFICACIÓN
La mayoría de los laboratorios farmacéuticos de México, tiene la capacidad de
producir formas farmacéuticas muy diversas, las formas sólidas como tabletas,
tabletas recubiertas y cápsulas de gelatina dura son las presentaciones más comunes
y relativamente sencillas de fabricar.
Sin embargo, las compañías que se deciden a comercializar medicamentos en
cápsulas de gelatina blanda dependen completamente de los pocos laboratorios que
tienen las instalaciones y experiencia para desarrollar y producir esta forma
farmacéutica, esto sin duda repercute en al margen de ganancia que se puede obtener
de un producto.
El tener las instalaciones y equipos para fabricar esta forma farmacéutica otorga cierta
ventaja económica sobre los laboratorios que prefieren mandar a maquilar, dando
además la oportunidad de desarrollar nuevos productos y tener mejor presencia en el
mercado.
El proceso de producción es complicado y costoso, por lo cual el caracterizar y
optimizar las variables que repercuten en la calidad del proceso y en la economía del
mismo es una tarea obligada para los ingenieros de proceso del departamento de
producción, quienes tienen la responsabilidad no solo de fabricar un producto de
calidad, sino también la de no afectar a los costos de producción por reprocesos,
retrabajos o un inadecuado uso de los recursos, esta tarea se debe realizar antes y
durante la implementación de los procesos.
En base a lo anterior, la presente propuesta tiene como finalidad estudiar las variables
de proceso de fabricación de cápsulas de gelatina blanda necesarias para
implementar y optimizar la fabricación del producto.

19
4.0 OBJETIVOS
4.1 Objetivo General
4.1.1 Aplicar los conocimientos adquiridos como Ingeniero Farmacéutico para el
diseño e implementación de procesos de fabricación.
4.2 Objetivos Específicos
4.2.1 Determinar las condiciones óptimas para la fabricación de cápsulas de gelatina
blanda en una máquina de matrices rotatorias.
4.2.2 Obtener información para caracterizar el proceso y posteriormente apoyar en la
elaboración de la documentación técnica operativa.
4.2.3 Aplicar CEP (Control Estadístico de Procesos) así como los controles requeridos
de las variables a controlar para verificar el correcto desempeño del equipo durante la
etapa de producción.
4.2.4 Encontrar las principales causas de fallas durante el proceso de fabricación y
proponer soluciones.

20
5.0 MATERIAL Y METODOLOGÍA
5.1 Utensilios.
Mangueras de silicón.
Toallas de algodón 100%.
Malla filtrante de nylon.
Balanza analítica marca Sartorius, modelo CP8596, rango de operación 0.001 – 150g.
Cajas petri.
Gantes de látex.
5.2 Equipos.
Reactor Nº 2 marca Skysoftgel, modelo SS-99, capacidad 600L.
Tanque de servicio Nº 1 marca Skysoftgel, modelo SS-99, capacidad 200L.
Tanque de servicio Nº 2 marca Skysoftgel, modelo SS-99, capacidad 200L.
Máquina encapsuladora de gel blando marca SkySoftgel modelo SS-99 capacidad
hasta 3.5rpm.
Túnel de Secado marca SkySoftgel modelo SS-99.
Charolas de secado de PVC.
5.3 Materias primas y materiales.
Gelatina Bloom 200 grado farmacéutico (Gelita).
Agua purificada FEUM 2008 (Offenbach Mexicana).
Glicerina USP (avanfarm).
Metilparabeno sódico (Astroquim).
Propilparabeno sódico (Astroquim).
Amarillo N° 6 (Amarillo FD&No. 6) (Aceites y esenci as S.A.).
Azul N° 1 (Azul FD&C No 1) (Aceites y esencias S.A. ).
Vaselina líquida USP (Millikan).
Éter etílico (Tecsiquim).
Benzonatato.
Etanol 96 (Millikan).
21
5.4 Métodos.
Implementación del proceso de producción
Previamente el departamento de producción de Offenbach mexicana se dio a la tarea
de diseñar la logística y secuencia del proceso de fabricación, concretamente se
comparará la concordancia de los resultados esperados de ese diseño y se tomarán
medidas correctivas si estas fueran necesarias, comparando las instrucciones escritas
en los procedimientos de producción observando si pudiera surgir alguna desviación
por la falta de claridad del procedimiento o por la omisión de alguna instrucción no
tomada en cuenta para que los operadores realicen el proceso.
Aplicación de vacío
Para eliminar el aire que se encuentra disperso en la gelatina se aplica vacío, las
veces que sea necesario esto se determinara de manera visual; aplicar hasta que se
logre una mezcla homogénea y transparente y pueda observarse el fondo del tanque.
Esta aplicación de vació es importante pues de ello depende la eliminación de factores
que posteriormente podrían producir que el departamento de control de calidad
regresara el lote por no contar con las propiedades requeridas para sacar al mercado.
Determinación del peso de contenido de las cápsulas
Pesar 20 cápsulas individualmente para obtener el peso bruto, identificar cada
cápsula. Abrir las cápsulas cortando con tijeras o navaja y vaciar el contenido lavando
la cápsula con un disolvente que no disuelva la cápsula y si elimine totalmente el
contenido. Dejar evaporar el disolvente de la cápsula a temperatura ambiente durante
minutos, evitando que la cápsula adquiera o pierda humedad. Pesar individualmente
las cápsulas y calcular el contenido neto por diferencia del peso bruto menos el peso
de la cápsula vacía.
Control Estadístico de Procesos (CEP)
La forma de estudiar el comportamiento de un proceso, es por medio del “Control
Estadístico del proceso”; a través del valor medio y de la dispersión, al estudiar la
evolución de estos parámetros a través del tiempo, la representación de dichos valores
en un gráfico es lo que se conoce como “Gráfico de Control del Proceso”. Se puede
definir a la gráfica de control como un método gráfico para evaluar si un proceso está o
no en un "estado de control estadístico“.
En su forma más usual, la gráfica de control es una comparación gráfica cronológica
(hora a hora, día a día) de las características de calidad reales del producto, parte o
unidad, con límites que reflejan la capacidad del producirla de acuerdo con la
experiencia de las características de calidad de la unidad; las cuales se representan
en función del tiempo los valores de la propiedad medida u otro parámetro estadístico
relacionado con dicha propiedad (Desviación Standard, Rango, etc.).[11]

22
Ecuación para determinar el promedio de un proceso.
Ecuación 1: Calculo del promedio. [Tabla tomada de [11]]
Ecuación para determinar la desviación estándar de un proceso.
Ecuación 2: Calculo para la desviación estándar. [Tabla tomada de [11]]
Xi= Valor individual de cada uno de los datos
N= Número total de unidades a analizar
Xprom= Promedio del valor de las unidades a analizar
σ = Desviación Estándar
6.0 RESULTADOS Y DISCUSIÓN
6.1 Implementación del proceso
Al realizar el primer lote piloto se encontraron algunas desviaciones entre los pasos
redactados en los documentos y los pasos que ejecuta el operador por lo que fue
necesario replantear la forma en que se describe la secuencia de los pasos del
proceso, por cuestiones de confidencialidad industrial, no es posible detallar este
punto, sin embargo se listan de forma general los cambios realizados.
Fabricación de gelatina
No reportaba una metodología para calcular el rendimiento de la etapa del proceso.
Encapsulado
No se indicaban el intervalo de las variables de ajuste del equipo de llenado de
cápsulas.
Secado
Al término de la estancia no se había establecido de forma definitiva un procedimiento
determinar el final de la etapa de secado.
23
6.2 Aplicación de vacío
En la elaboración de la gelatina y los datos arrojados por la figura 5 se observa un
comportamiento semejante en los lotes de producción, lo cual era de esperarse
debido a que en los tres lotes se manejó la misma masa de gelatina, la misma
formulación, la gelatina fue adquirida con el mismo proveedor y el equipo utilizado en
las pruebas es el mismo. Al cambiar cualquiera de las características anteriores se
esperaría una modificación considerable en los datos pero llevarían cierta tendencia,
es decir se espera que cuando se produzca mayor masa de gelatina el número de
aplicaciones se incrementará al igual que el tiempo de aplicación y viceversa si se
llegara a producir menos masa de gelatina se esperaría que el tiempo de aplicación de
vacío se redujera y también el número de aplicaciones. La figura 5 arroja que
conforme aumenta el número de aplicaciones de vacío en la gelatina disminuye el
tiempo de duración y esto es porque el aire va saliendo de la gelatina cada vez que a
la misma se le aplica el vació y también se espera un descenso en la temperatura.
Figura 5: Resultados de la aplicación
de vacio a la gelatina en los 3 lotes de prueba.
24
6.2 Control estadístico de procesos
En cuanto a las muestras de las cápsulas por lote en la bibliografía esta reportado que
sean 10 muestras por tiempo en este caso fueron tomadas 20 debido a que el equipo
cuenta con 20 mangueras de dosificación y se necesitaba comparar el volumen de
dosificado de cada una de ellas para estimar el LSE, LCE y LIE pues debe
mencionarse que en la literatura se manejan estos 3 límites el máximo corresponde a
105 mg, el central u optimo 100 mg y el volumen mínimo requerido es de 95 mg.
Al visualizarse las figuras 6 (contenido de benzonatato en las cápsulas), 7 (cápsulas
vacías) y 8 (cápsulas dosificadas) cada una de ellas representa una parte de la
cápsula. Para el caso de la figura 6 se observa que el volumen del benzonatato es
mayor al volumen central pero sin salirse de los límites anteriormente mencionados,
con esto se comprueba que se cumple con la uniformidad de dosis.
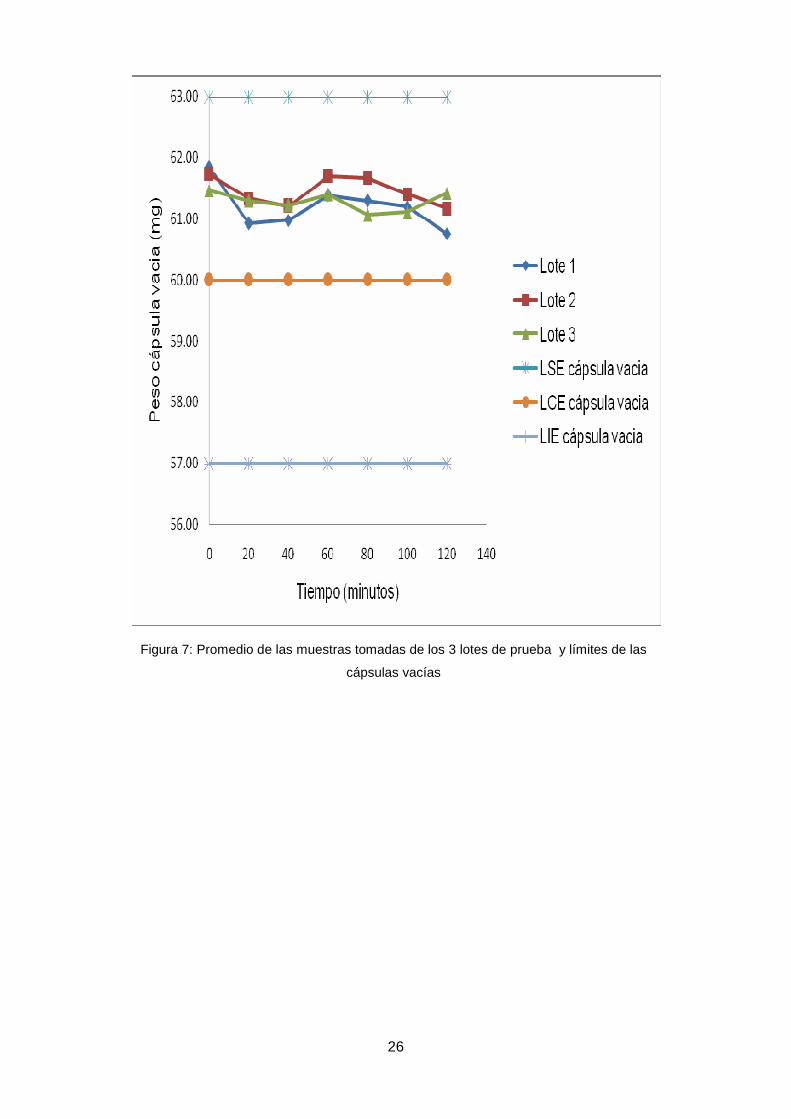
En la figura 7 se observa la buena distribución de los datos pues ninguna de las
muestras presento un peso mayor a los límites establecidos como máximo y mínimo,
en este punto cabe resaltar que es gran importancia pues de tener un peso muy
elevado nos indicaría que el espesor de la película se salió del límite establecido y por
lo tanto no podría garantizarse la correcta desintegración y mucho menos podría
asegurarse que cumpliría con el requisito de desintegrase en máximo 10 minutos, por
el contrario si el peso de la cápsula fuera muy bajo quizás se desintegraría más rápido
el problema va radicar en el almacenamiento y acondicionamiento pues quizás podría
no soportar el volumen de medicamento dentro de ella.
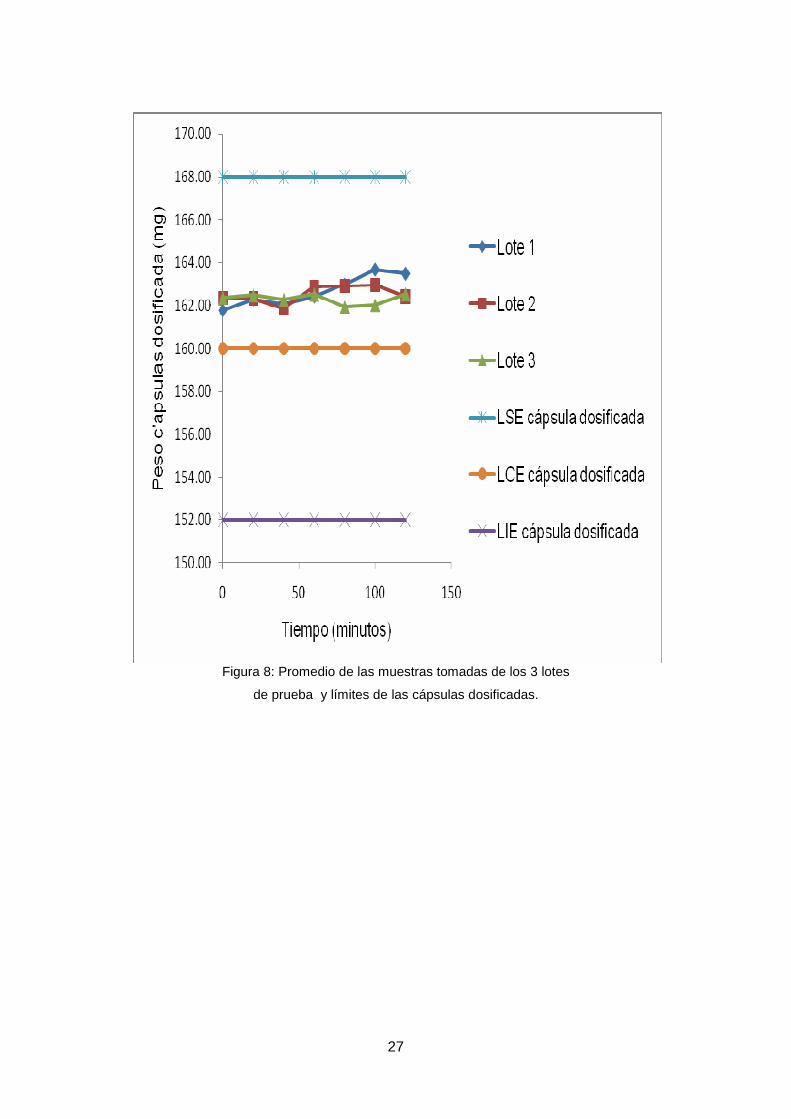
La figura 8 muestra los promedios de los datos obtenidos en los lotes de prueba, es
importante resaltar que con esta gráfica tampoco existe una desviación de los datos al
contario se mantienen dentro de los rangos establecidos como LSE y LIE.
Al observar estas 3 figuras en donde los datos se encuentran dentro de los rangos se
puede asegurar que la formulación es la correcta pero sobre todo que se está
cumpliendo con el dosificado que es de suma importancia ya que lo reportado en la
literatura indica la cantidad de benzonatato necesaria para surtir efecto terapéutico que
es de 100 mg por lo cual nuestros lotes cumplen con dicho parámetro. También puede
asegurarse que se desintegrara en el tiempo requerido pues el espesor de la cápsula
vacía tampoco se sale de los rangos establecidos.
25
Figura 6: Promedio de las muestras tomadas de los 3 lotes de prueba
y límites del contenido de las cápsulas (benzonatato)
26
Figura 7: Promedio de las muestras tomadas de los 3 lotes de prueba y límites de las
cápsulas vacías
27
Figura 8: Promedio de las muestras tomadas de los 3 lotes
de prueba y límites de las cápsulas dosificadas.

28
6.2 Detección de problemas durante el encapsulado
Tabla 8: Guía práctica de problemas, causas y soluciones durante del proceso de fabricación
de las cápsulas.
Problema Causa Soluciones Figuras
El espesor de la cinta
de la gelatina no es
fijo.
Fije el espesor de la
cinta correctamente
por grueso del dial.
En caso de
que la cápsula
sea demasiado
suave esté
doblada o
deformada.
Temperatura de
sellado alta.
Ajustar temperatura
de sellado.
Errores en la
formulación.
Revisar orden de
manufactura para
verificar la
formulación.
Temperatura de S
sellado baja.
Aumentar
temperatura de
sellado.
En caso de
que la cápsula
se rompa
durante el
proceso de
producción.
Sobredosificado. Controlar el
dosificado.
En caso de que la
temperatura del área
no sea la adecuada.
Ajustar temperatura.
Aglomeración de
cápsulas del el túnel de
secado.
Controlar la carga y
descarga en el túnel.
Problemas en
el túnel de
secado.
Cápsulas rotas al salir
del túnel.
Revisar la carga de
cápsulas.

29
7.0 CONCLUSIONES
7.1 En la implementación de procesos de producción es importante el comparar la
documentación elaborada para verificar que el operador realizará el procedimiento sin
riesgo de errores o desviaciones que afecten de forma adversa al producto y obtener
un medicamento y el respaldo documental del proceso apegado a la normatividad
vigente.
7.2 La cantidad de impulsos de vacío aplicados a la masa de gelatina debe ser la
suficiente para eliminar el aire, si bien aumentar el nivel de vacío reduciría el número
de impulsos, esto podría ocasionar una pérdida de agua por evaporación de ahí que el
diseño del equipo no permita un vacío mayor.
7.3 De acuerdo a los datos del control estadístico de procesos, se observa que todos
los datos se encuentran dentro del rango de aceptación, por lo que se puede decir que
a la fecha el desempeño del equipo de llenado de capsulas es aceptable y no se
esperaría una desviación al proceso ocasionada por la variación en el contenido de la
cápsula, lo cual es un respaldo para la posterior validación del proceso.
7.4 A pesar de que el peso de la cápsula vacía se encuentra dentro de parámetros, se
observa una mayor variación en cuanto al peso, lo cual es señal indirecta de una
variación en el espesor de la película de gelatina, esto aún cuando no se considera
una variable crítica en la calidad final del producto, si es un indicio de la falta de
habilidad del operador para ajustar este parámetro, en consecuencia, es necesario
retomar la capacitación y adiestramiento del personal para reducir el riego de posibles
fallas en la simetría de la capsula.
7.5 La causa principal de las fallas durante el proceso son debidas a un ajuste
incorrecto del equipo, en esta etapa donde el equipo tiene poco tiempo de uso, es la
razón más común, hay que tener en cuenta que con el paso del tiempo las fallas
podrían ser debido a un mal funcionamiento de los equipos causado por el desgaste
inherente a todos los procesos.
7.6 Durante el proceso de encapsulación los 5 parámetros que hay que vigilar son: el
grosor de la cinta de gelatina, el buen sellado de la cápsula, dosificado y envoltura de
la cápsula, simetría de las cápsulas ya que nos otorga la resistencia mecánica y nivel
de humedad de la envoltura de la cápsula al final del secado.
30
7.7 Este tipo de pruebas queda documentado pero es importante mencionar que si se
llegase a cambiar de proveedores de materias primas, la cantidad de masa de
gelatina, el equipo o la formulación se tiene la obligación de realizar nuevamente este
tipo de pruebas, registrando cada uno de los datos obtenidos.
7.8 Las aplicaciones de vacío así como el tiempo de aplicación dependen del equipo y
de la cantidad de masa de gelatina a emplear.
8.0 SUGERENCIAS PARA ESTANCIAS FUTURAS
8.1 La empresa debería contar con proyectos previamente definidos indicando
antecedentes, alcances pero sobre todo plantear bien los objetivos.
8.2 Realizar una capacitación previa antes del ingreso a las áreas de producción.
8.3 Establecer cronograma de actividades basado en las necesidades de la empresa
para evitar confusión de responsabilidades.
8.4 La empresa debería asignar un asesor que apoyara al alumno en todo el proyecto
y ambos desarrollen el trabajo.
8.5 Si el alumno cuenta con un perfil profesional lo mas optimo es que se le asignen
trabajos y responsabilidades que lo ayuden a estimular el conocimiento desarrollado
en la escuela y también poner en práctica los conocimientos básicos.
8.6 Es importante que a los alumnos que se les acepte a realizar sus prácticas
profesionales se les otorgue un jefe directo al cual le reportara y le cuestionara en
caso de tener dudas o comentarios.
8.7 La empresa debe de asignarle al alumno un espacio en el cual desarrollara las
actividades delegadas.
8.8 Es importante que al alumno se le dé la libertad de faltar ocasionalmente cuando lo
requiera en su escuela o esté en juego su salud siempre y cuando pueda justificarlo
mediante algún comprobante.
8.9 Puede dársele la libertad al alumno de ingresar a ver otro tipo de procesos siempre
y cuando esto no repercuta en la calidad de los mismos y no se descuide de las
actividades y responsabilidades otorgadas.
31
9.0 BIBLIOGRAFÍA
[1] Alfred D. 1981. Cápsulas. Pp. 53-61. Tecnología Farmacéutica. 4°Edición.
Editorial Acribia. España.
[2] Aulton, M. 2004. Cápsulas de gelatina blanda. Pp. 461-472. Farmacia “La ciencia
del Diseño de las Formas Farmacéuticas”. 2°Edición. Editorial Churchill Livingstone.
España.
[3] Aguirre, H; Gómez, R. 1999. Buenas Prácticas de Documentación. PP. 7-30. Guía
de Buenas Prácticas de Fabricación. 1° Edición. CIPAM. México.
[4] Aguirre, H; Bruggemann, C. 1999. Diseño y Construcción de Áreas Limpias. PP. 8-
70. Guía de Buenas Prácticas de Fabricación. 1° Edición. CIPAM. México.
[5] Becerril, C. 2000. Secretaria de Salud. Monografías de preparados Farmacéuticos.
Pp. 1033,1111. Tomo II. Farmacopea de los Estados Unidos Mexicanos. 7° Edición.
Secretaria de Salud.
[6] Becerril, C. 2004. Secretaria de Salud. Monografías. Pp. 631-640, 666, 714,
715,896. Volumen I. Farmacopea de los Estados Unidos Mexicanos. 8° Edición.
Secretaria de Salud.
[7] Catálogo de Medicamentos Genéricos Intercambiables para farmacias y público en
general. 2007.
http://www.facmed.unam.mx/bmnd/gi_2k8/prods/PRODS/Benzonatato.htm
[8] Gennaro, A. 2003. Farmacia Industrial. Pp. 1031-1034. Tomo I. Remington
Farmacia. 20° Edición. Editorial Médica Panamerican a. Argentina.
[9] Lachaman, L.; Lieberman H.; Kanig J. 1986. Soft Gelatin Capsules. Pp. 398-412.
The Theory and Practice of Industrial Pharmacy. 3° Edición. Editorial Lea &
Febiger. EUA.
[10] Le Hir A. 1995 .Formas Sólidas Orales. Pp. 270-274. Farmacia Galénica. 6°
Edición. Editorial Masson. España.

32
[11] Lincoln, C. 2004. Valor esperado y distribución muestral. Pp. 157-167.
Introducción a la Estadística. 19° Edición. Editorial Cecsa. EUA.
[12] Manzano, O; Morales M. 2006. Formas Farmacéuticas Sólidas Cápsulas de
Gelatina Blanda. Informacéutico. Volumen 13. Pp. 23-26. México.
[13] Navascues, I; Hernández F. 2003. Notas galénicas: cápsulas.
www.medtrad.org/panacea/IndiceGeneral/n13-14_tradyterm-navascues.com
[14] Pradeau. 1998. Formas sólidas. Pp. 1027-1030. Análisis Químicos
Farmacéuticos de Medicamentos. 1°Edición. Editorial UTEHA Noriega Editores.
Noriega.
[15 ] Sky Softegel. 2008. http://www.skysoftgel.com
[16] Vila J. 2001. Formas Sólidas Orales. Pp. 55-67. Volumen II Formas
Farmacéuticas. Tecnología Farmacéutica. 1° Edición. Editorial Síntesis. España.
33
10.0 ANEXOS
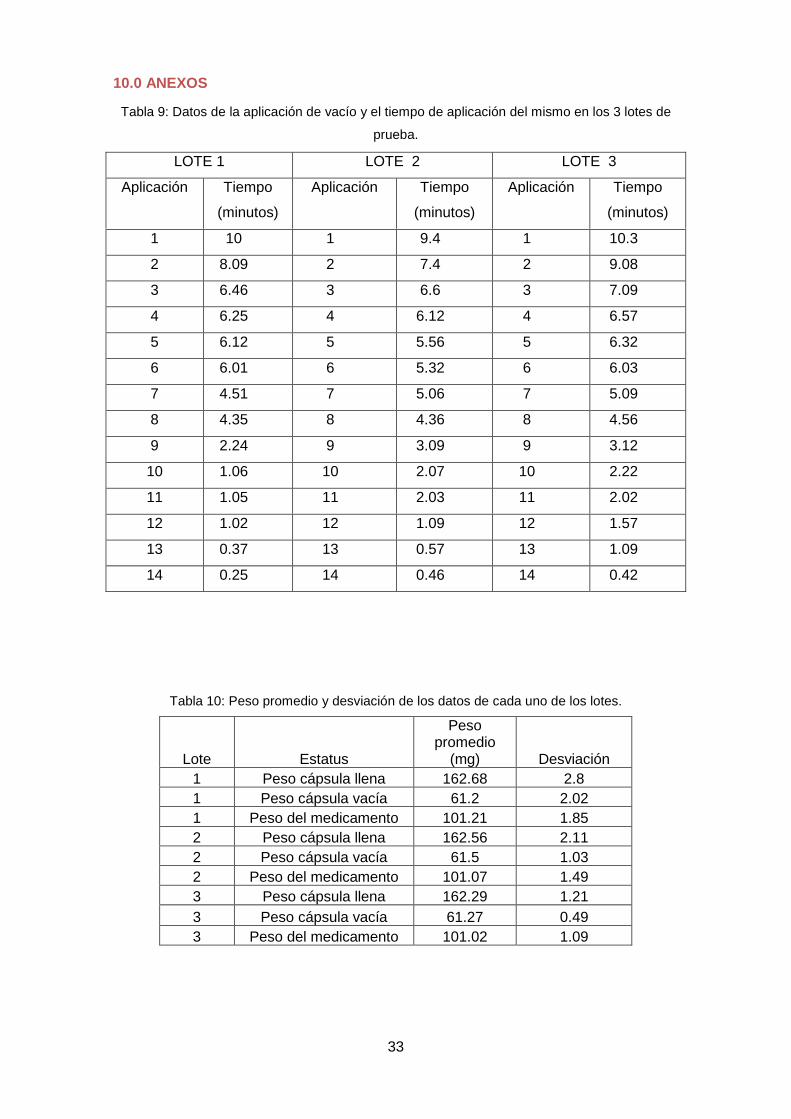
Tabla 9: Datos de la aplicación de vacío y el tiempo de aplicación del mismo en los 3 lotes de
prueba.
Tabla 10: Peso promedio y desviación de los datos de cada uno de los lotes.
Lote Estatus
Peso promedio
(mg) Desviación 1 Peso cápsula llena 162.68 2.8 1 Peso cápsula vacía 61.2 2.02 1 Peso del medicamento 101.21 1.85 2 Peso cápsula llena 162.56 2.11 2 Peso cápsula vacía 61.5 1.03 2 Peso del medicamento 101.07 1.49 3 Peso cápsula llena 162.29 1.21 3 Peso cápsula vacía 61.27 0.49 3 Peso del medicamento 101.02 1.09
LOTE 1 LOTE 2 LOTE 3
Aplicación Tiempo
(minutos)
Aplicación Tiempo
(minutos)
Aplicación Tiempo
(minutos)
1 10 1 9.4 1 10.3
2 8.09 2 7.4 2 9.08
3 6.46 3 6.6 3 7.09
4 6.25 4 6.12 4 6.57
5 6.12 5 5.56 5 6.32
6 6.01 6 5.32 6 6.03
7 4.51 7 5.06 7 5.09
8 4.35 8 4.36 8 4.56
9 2.24 9 3.09 9 3.12
10 1.06 10 2.07 10 2.22
11 1.05 11 2.03 11 2.02
12 1.02 12 1.09 12 1.57
13 0.37 13 0.57 13 1.09
14 0.25 14 0.46 14 0.42

34
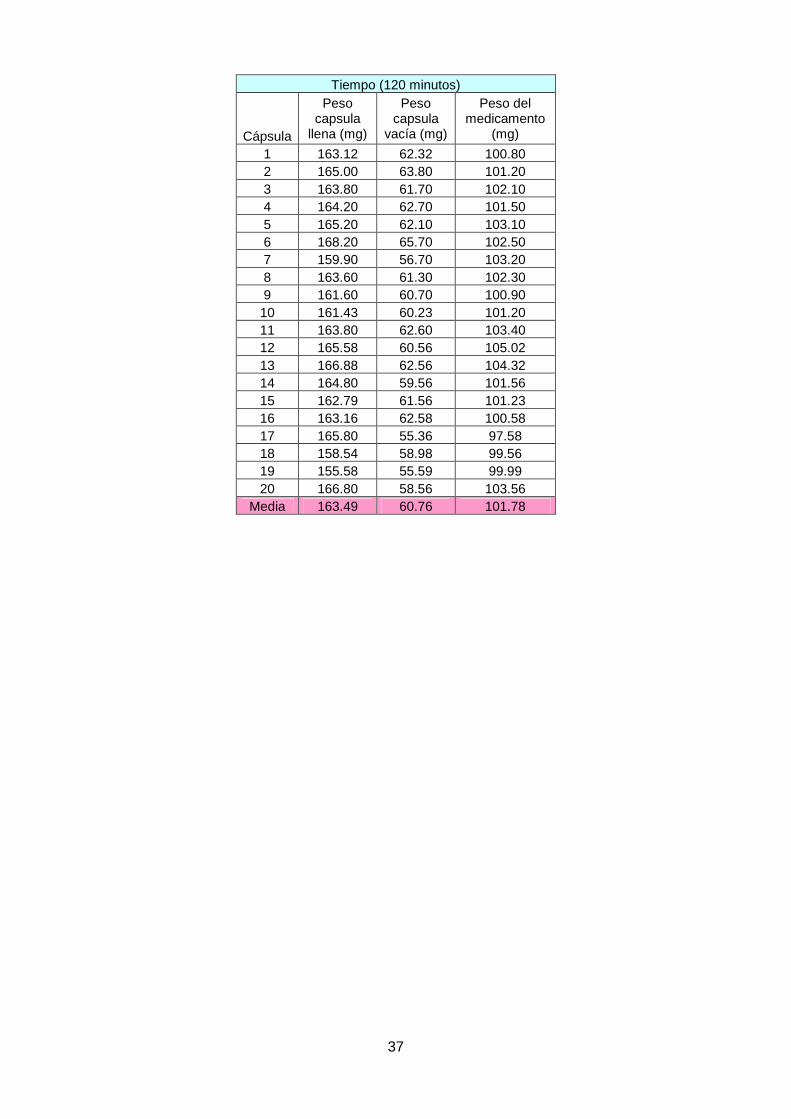
Tabla 11: Datos representativos del primer lote.
LOTE 1 Tiempo (0 minutos)
Cápsula
Peso capsula
llena (mg)
Peso capsula
vacía (mg)
Peso del medicamento
(mg)
1 161.70 62.60 99.10 2 161.53 62.50 99.03 3 156.04 58.00 98.04 4 159.77 61.70 98.07 5 157.21 62.18 95.03 6 158.09 62.00 96.09 7 158.78 62.78 96.00 8 155.49 57.70 97.79 9 162.69 62.70 99.99 10 162.70 62.70 100.00 11 163.27 62.10 101.17 12 163.29 62.10 101.19 13 163.30 62.10 101.20 14 163.32 62.10 101.22 15 164.33 62.10 102.23 16 164.19 62.10 102.09 17 164.19 62.10 102.09 18 165.36 63.47 101.89 19 164.91 61.89 103.02 20 165.68 61.90 103.78
Media 161.79 61.84 99.95 Tiempo (20 minutos)
Cápsula
Peso capsula
llena (mg)
Peso capsula
vacía (mg)
Peso del medicamento
(mg)
1 163.40 60.60 102.80 2 161.30 58.30 103.00 3 160.55 60.35 100.20 4 162.00 60.20 101.80 5 165.20 62.70 102.50 6 159.90 56.70 103.20 7 157.90 57.45 100.45 8 168.60 66.30 102.30 9 161.68 59.34 102.34 10 162.60 61.70 100.90 11 161.43 60.23 101.20 12 160.68 62.98 97.70 13 164.34 62.78 101.56 14 166.72 61.82 104.90 15 158.59 59.56 99.03 16 162.39 61.32 101.07 17 161.43 63.09 98.34 18 163.54 61.09 102.45 19 160.70 59.80 100.90 20 162.72 62.27 100.45
Media 162.28 60.93 101.35
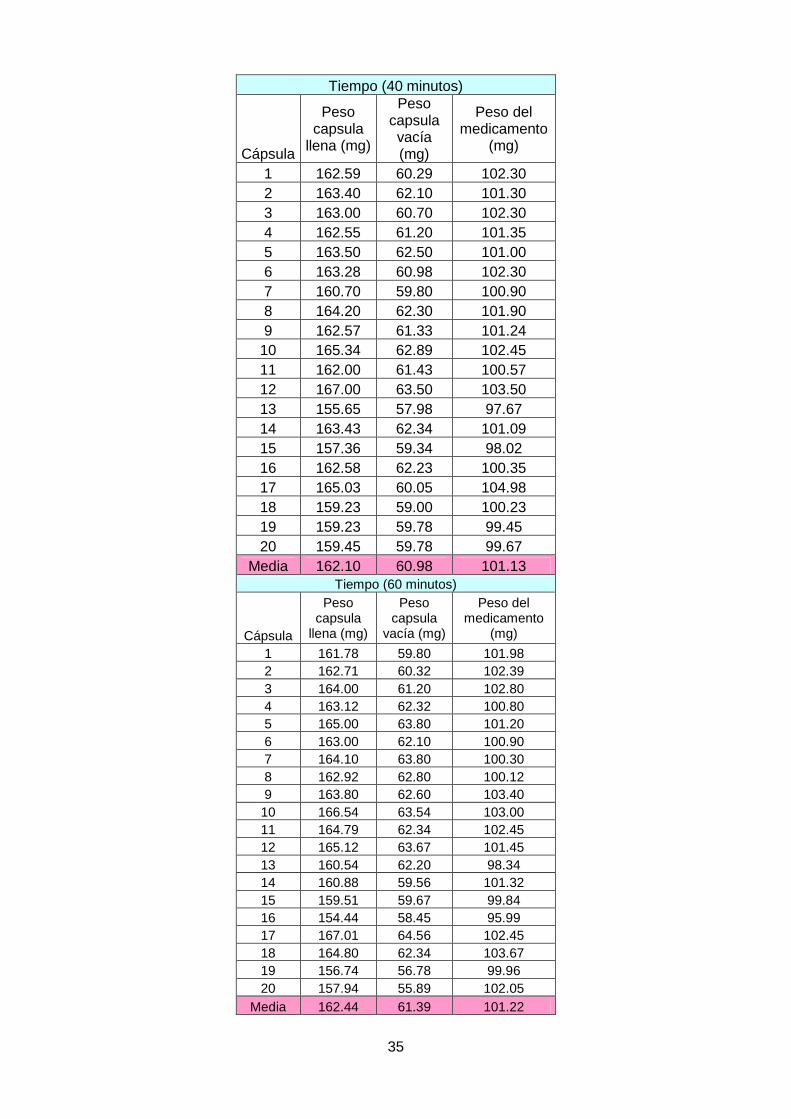
35
Tiempo (40 minutos)
Cápsula
Peso capsula
llena (mg)
Peso capsula vacía (mg)
Peso del medicamento
(mg)
1 162.59 60.29 102.30 2 163.40 62.10 101.30 3 163.00 60.70 102.30 4 162.55 61.20 101.35 5 163.50 62.50 101.00 6 163.28 60.98 102.30 7 160.70 59.80 100.90 8 164.20 62.30 101.90 9 162.57 61.33 101.24
10 165.34 62.89 102.45 11 162.00 61.43 100.57 12 167.00 63.50 103.50 13 155.65 57.98 97.67 14 163.43 62.34 101.09 15 157.36 59.34 98.02 16 162.58 62.23 100.35 17 165.03 60.05 104.98 18 159.23 59.00 100.23 19 159.23 59.78 99.45 20 159.45 59.78 99.67
Media 162.10 60.98 101.13 Tiempo (60 minutos)
Cápsula
Peso capsula
llena (mg)
Peso capsula
vacía (mg)
Peso del medicamento
(mg)
1 161.78 59.80 101.98 2 162.71 60.32 102.39 3 164.00 61.20 102.80 4 163.12 62.32 100.80 5 165.00 63.80 101.20 6 163.00 62.10 100.90 7 164.10 63.80 100.30 8 162.92 62.80 100.12 9 163.80 62.60 103.40 10 166.54 63.54 103.00 11 164.79 62.34 102.45 12 165.12 63.67 101.45 13 160.54 62.20 98.34 14 160.88 59.56 101.32 15 159.51 59.67 99.84 16 154.44 58.45 95.99 17 167.01 64.56 102.45 18 164.80 62.34 103.67 19 156.74 56.78 99.96 20 157.94 55.89 102.05
Media 162.44 61.39 101.22

36
Tiempo (80 minutos)
Cápsula
Peso capsula
llena (mg)
Peso capsula
vacía (mg)
Peso del medicamento
(mg)
1 164.91 62.35 102.56 2 165.18 61.38 103.80 3 165.69 62.89 102.80 4 164.78 60.89 103.89 5 160.70 58.90 101.80 6 163.60 59.80 103.80 7 160.49 58.60 101.89 8 160.96 57.98 102.98 9 164.24 62.35 101.89 10 168.01 65.45 102.56 11 161.01 58.56 102.45 12 161.57 60.12 101.45 13 165.04 64.56 100.48 14 162.71 60.15 102.56 15 167.03 65.45 101.58 16 164.14 64.25 99.89 17 160.50 62.25 98.25 18 159.10 59.85 99.25 19 160.14 60.12 100.02 20 160.03 59.98 100.05
Media 162.99 61.29 101.70 Tiempo (100 minutos)
Cápsula
Peso capsula
llena (mg)
Peso capsula
vacía (mg)
Peso del medicamento
(mg)
1 162.50 57.70 104.80 2 163.80 61.70 102.10 3 164.20 62.70 101.50 4 165.20 62.10 103.10 5 165.18 61.38 103.80 6 165.69 62.89 102.80 7 163.00 62.10 100.90 8 164.10 63.80 100.30 9 162.92 62.80 100.12 10 162.68 59.80 102.88 11 164.89 60.23 101.89 12 164.75 62.23 102.52 13 157.48 58.23 99.25 14 165.89 56.25 97.23 15 161.50 61.25 100.25 16 167.01 64.45 102.56 17 166.89 60.89 100.01 18 159.77 60.78 98.99 19 158.12 60.87 97.25 20 167.89 61.86 104.26
Media 163.67 61.20 101.33
37
Tiempo (120 minutos)
Cápsula
Peso capsula
llena (mg)
Peso capsula
vacía (mg)
Peso del medicamento
(mg)
1 163.12 62.32 100.80 2 165.00 63.80 101.20 3 163.80 61.70 102.10 4 164.20 62.70 101.50 5 165.20 62.10 103.10 6 168.20 65.70 102.50 7 159.90 56.70 103.20 8 163.60 61.30 102.30 9 161.60 60.70 100.90 10 161.43 60.23 101.20 11 163.80 62.60 103.40 12 165.58 60.56 105.02 13 166.88 62.56 104.32 14 164.80 59.56 101.56 15 162.79 61.56 101.23 16 163.16 62.58 100.58 17 165.80 55.36 97.58 18 158.54 58.98 99.56 19 155.58 55.59 99.99 20 166.80 58.56 103.56
Media 163.49 60.76 101.78
38
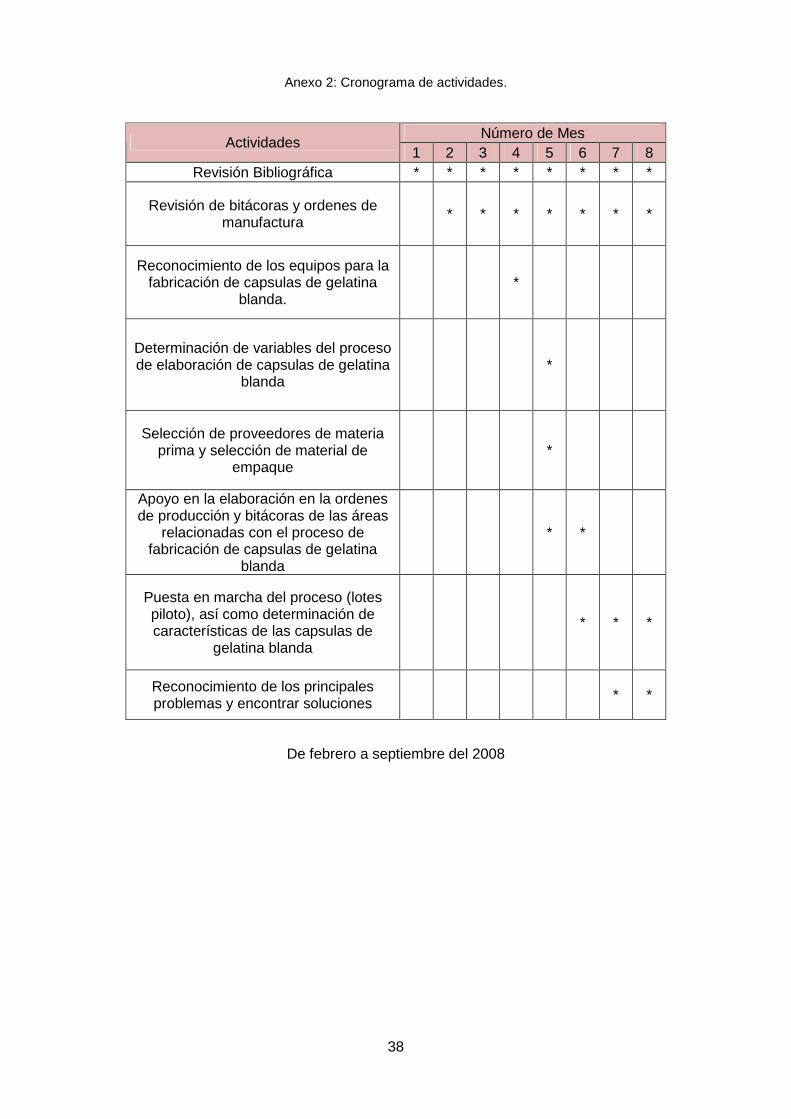
Anexo 2: Cronograma de actividades.
Número de Mes Actividades
1 2 3 4 5 6 7 8 Revisión Bibliográfica * * * * * * * *
Revisión de bitácoras y ordenes de manufactura * * * * * * *
Reconocimiento de los equipos para la fabricación de capsulas de gelatina
blanda. *
Determinación de variables del proceso de elaboración de capsulas de gelatina
blanda *
Selección de proveedores de materia prima y selección de material de
empaque *
Apoyo en la elaboración en la ordenes de producción y bitácoras de las áreas
relacionadas con el proceso de fabricación de capsulas de gelatina
blanda
* *
Puesta en marcha del proceso (lotes piloto), así como determinación de características de las capsulas de
gelatina blanda
* * *
Reconocimiento de los principales problemas y encontrar soluciones * *
De febrero a septiembre del 2008