especificacion titanio
12
Especificación Técnica para Soldadura de Titanio mediante proceso GTAW Centro Técnico Indura Diciembre 2006
Transcript of especificacion titanio

Especificación Técnica para Soldadura de Titanio mediante proceso GTAW
Centro Técnico Indura Diciembre 2006

Especificación Técnica para Soldadura de Titanio mediante proceso GTAW
Especificación Técnica para Soldadura de Titanio mediante proceso GTAW 1.0 ALCANCE................................................................................................................3
2.0 APLICABILIDAD.........................................................................................................3
3.0 UTILIZACIÓN............................................................................................................3
3.1 INSTRUCCIONES DE TRABAJO......................................................................................3 3.2 REQUERIMIENTOS DEL DISEÑO.....................................................................................3
4.0 REFERENCIAS...........................................................................................................4
5.0 REQUERIMIENTOS DE MATERIALES.................................................................................4
5.1 GASES DE PROTECCIÓN.............................................................................................5 5.2 METAL DE APORTE Y ELECTRODOS ...............................................................................6 5.3 PROPIEDADES MECÁNICAS..........................................................................................7 5.4 CÁMARA DE SOLDADURA Y GAS DE PROTECCIÓN DE ARRASTRE ..............................................7
6.0 REQUERIMIENTOS EN EL PROCESO.................................................................................7
6.1 REQUERIMIENTOS PARA TODOS LOS PROCESOS ................................................................8 6.2 REQUERIMIENTOS ESPECÍFICOS DEL PROCESO ..................................................................9 6.3 PRECALENTAMIENTO................................................................................................9 6.4 TEMPERATURA INTERPASE .........................................................................................9 6.5 TRATAMIENTO TERMICO POS-SOLDADURA (PWHT)........................................................... 10 6.6 REPARACIONES USANDO SOLDADURA........................................................................... 10 6.7 DEGRADACION DE LA SUPERFICIE POR CONTAMINANTES.................................................... 10
7.0 PROCESOS DE VERIFICACIÓN...................................................................................... 11
8.0 REQUERIMIENTOS DE DOCUMENTACION ........................................................................ 12
8.1 VARIABLES DE PROCEDIMIENTO DE CALIFICACIÓN............................................................ 12 8.2 WPS - WELDING PROCEDURE SPECIFICATION.................................................................. 12 8.3 PQR - PROCEDURE QUALIFICATION RECORD .................................................................. 12 8.4 WPQ - WELDER PERFORMANCE QUALIFICATION .............................................................. 12
Preparado por:
06/12/06
Mauricio Ibarra Echeverría
2

Especificación Técnica para Soldadura de Titanio mediante proceso GTAW
1.0 ALCANCE Esta especificación entrega los requerimientos mínimos que se deben cumplir en la soldadura de titanio mediante proceso TIG (GTAW). Todas las instrucciones de trabajo y WPS (especificación de procedimiento de soldadura) usados durante la soldadura deberán cumplir los requerimientos de esta especificación y documentos relacionados, si así aplicasen. 2.0 APLICABILIDAD Esta especificación aplica a los siguientes procesos de soldadura: a. Gas tungsten arc welding (GTAW) El proceso Gas Metal Arc Welding (GMAW), más conocido como MIG-MAG, no se considera un proceso cubierto por esta especificación, sin embargo los cuidados generales son los mismos. 3.0 UTILIZACIÓN Esta especificación será utilizada por todo Ingeniero de Proceso y/o ejecutivo comercial de Indura Corporativo que se vea envuelto o relacionado con algún requerimiento de soldadura de titanio. La utilización de este documento debe ser concordante con los requerimientos técnicos del cliente.
3.1 INSTRUCCIONES DE TRABAJO
Este documento se puede utilizar como complemento a las instrucciones de trabajo que son proporcionadas por el cliente, por tanto las instrucciones de trabajo del cliente deberá tener suficiente información de detalle para asegurar que el proceso de fabricación produzca resultados consistente y repetibles. Estas instrucciones de trabajos son desarrollos de la ingeniería de soldadura del dueño del proyecto.
3.2 REQUERIMIENTOS DEL DISEÑO a. Los diseños de la unión soldadas (incluye los tamaños de soldadura) utilizan los
análisis de ingenierías adecuados, (p.e. análisis de esfuerzo, control de la mecánica de fractura, FEA, FEMA, etc.) para asegurar que la resistencia resultante de una conexión sea capaz de transferir exitosamente la máxima carga y cumplir los requerimientos de factor de seguridad y márgenes de diseño.
b. Todos los planos ingenieriles en cuanto a las uniones de soldadura usarán los símbolos aplicables descritos en AWS A2.4 si fuese de Estados Unidos o UNE-EN 22553 si fuese Europea.
c. El material de metal de aporte será especificado en los planos de ingeniería u otro documento contractual.
3

Especificación Técnica para Soldadura de Titanio mediante proceso GTAW
4.0 REFERENCIAS Los estándares listados a continuación se consideran como parte de esta especificación, a menos que otra cosa sea indicada. Se deben considerar las últimas ediciones de estos estándares. a. American Society of Nondestructive Testing (ASNT) SNT-TC-1A Personnel Qualification and Certification in Nondestructive Testing b. American Welding Society (AWS) Standards ANSI/AWS A2.4 Standard Symbols for Welding, Brazing and Nondestructive Testing ANSI/AWS A3.0 Standard Welding Terms and Definitions ANSI/AWS A5.12 Specification for Tungsten Arc Welding Electrodes ANSI/AWS A5.16 Specification for Titanium & Titanium Alloy Welding Electrodes & Rods ANSI/AWS B2.1 Standard for Welding Procedure and Performance Qualification ANSI/AWS D1.6 Structural Welding Code – Stainless Steel ANSI/AWS QC-1 Standard for AWS Certification of Welding Inspectors c. Compressed Gas Association, Inc. G-11.1 Argon, Commodity Specification for
5.0 REQUERIMIENTOS DE MATERIALES Todos los metales bases usados son ASTM o sus equivalentes respectivos.
4

Especificación Técnica para Soldadura de Titanio mediante proceso GTAW
5.1 GASES DE PROTECCIÓN
Los gases permitidos para protección en soldadura, incluyendo los gases de purga y de arrastre, se encuentran especificados en la tabla No 1. Se permiten las mezclas de estos gases, en caso que fuese así se debe considerar no sólo en la calificación del procedimiento sino también en la soldadura de producción. Todos los gases de protección y de purga serán tratados como variables esenciales durante la calificación, esto incluye incluso su nivel de pureza y punto de rocío.
a. Todos los gases deberán ser suministrados con sus respectivos certificados de calidad que incluya el punto de rocío, nivel de impurezas y obviamente su pureza.
b. Los gases tales como nitrógeno e hidrógeno en cualquier nivel de concentración,
no pueden ser usados como método de protección ni purga en cualquier operación de soldadura.
c. Todos los gases de protección y de purga tendrán un punto de rocío de al
menos –51 °C ( -60 °F ) y su contenido de oxígeno no excederá las 50 ppm. Se considera suficiente una pureza mínima de ARGÓN de 99.998%.
Tabla I. Gases permitidos
GAS DESCRIPCIÓN ESPECIFICACIÓN Argón Gas MIL-A-18455 Argón Type II, Grade B (Liquefied) CGA G-11.1 Helio Type I, Grade A MIL-P-27407 Helio Grade A BB-H-1168
5.1.1 Condición ambiental en la Soldadura Se debe asegurar que las condiciones en el entorno de la soldadura posean un acceso libre en todo y cualquier punto de la unión, de igual forma no debe haber corrientes de aires ni polvo en suspensión, la temperatura se debe adecuar a un mínimo de 20 grados Celsius. Idealmente se debe monitorear el contenido de humedad y contenido de oxígeno en la atmósfera de la soldadura para cámaras inertes. La cantidad de oxigeno dentro de la cámara inerte no debe superar las veinte partes por millón (20 ppm = 0.002%).
5

Especificación Técnica para Soldadura de Titanio mediante proceso GTAW
5.1.2 Ensayo de Pureza en la Atmósfera de la Soldadura La pureza atmosférica será verificada realizando un pase de soldadura por fusión sobre titanio comercialmente puro, el cual ha sido previamente limpiado. Por efecto térmico y resultante de la oxidación, la zona de fusión y ZAT generan ciertos niveles de colores. Los colores que son aceptados son los que poseen sobre la superficie un color plata brillante o levemente amarillo paja (condición #1 o #2 de abajo). Se debe considerar que no se permitirá ninguna soldadura en producción hasta que no exista evidencia objetiva de la condición anterior. La decoloración de la soldadura va incrementando a medida que aumenta la contaminación. Existe una carta de colores que debe usarse para evaluación de la inspección visual, básicamente es lo siguiente: 1. plata brillante - aceptable 2. amarillo paja claro - aceptable 3. amarillo paja oscuro - aceptable dependiendo de la especificación 4. púrpura - inaceptable 5. azul oscuro - inaceptable 6. amarillo - inaceptable 7. gris - inaceptable 8. blanco - inaceptable 9. escobillado - inaceptable
(Las soldaduras que han sido escobilladas antes de cualquier inspección son
rechazadas no importando el color que tuvo antes de esta operación)
5.2 METAL DE APORTE Y ELECTRODOS Los metales de aporte son seleccionados sobre la base de los materiales específicos que serán soldados, condiciones de servicio, requerimientos de diseño y/u otros factores. Obviamente esta decisión es de la ingeniería del proyecto. Algunas consideraciones generales: a) Los materiales de aporte y electrodos estarán de acuerdo a los requerimientos
aplicables de las especificaciones AWS. b) Los metales de aporte deben ser fabricados por métodos de producción de muy alta
calidad. c) Cuando sea posible, los metales de aporte serán designados como aporte de extra bajo
elementos insterticiales (ELI). d) Siempre y cada vez que la aplicación sea del tipo criogénico el requerimiento para el
metal de aporte es ELI. e) Los electrodos de tungstenos y/o aleaciones estarán de acuerdo al WPS calificado.
6

Especificación Técnica para Soldadura de Titanio mediante proceso GTAW
5.2.1 Control y Almacenaje Los electrodos y metales de aporte serán almacenados en bodegas cuyo ambiente sea limpio, seco y controlado, esto debe asegurar que proporcione una protección contra la contaminación, daño físico y perdida de trazabilidad. Cualquier material que no cumpla estas condiciones se debe separar y no utilizar en la soldadura de calificación ni producción.
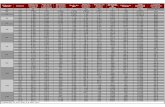
5.3 PROPIEDADES MECÁNICAS A menos que sé especifique lo contrario, las propiedades mínimas que determinan la aceptabilidad de la soldadura estarán de acuerdo a la norma ASME IX ó AWS B2.1. Aquí van algunos ejemplos extraídos del código ASME IX.
5.4 CÁMARA DE SOLDADURA Y GAS DE PROTECCIÓN DE ARRASTRE Se considera variable esencial la utilización de un gas inerte y/o los equipos que se utilizan para la protección adicional del gas de arrastre. Esto es válido tanto para el procedimiento como para el soldador. 6.0 REQUERIMIENTOS EN EL PROCESO
Todas las soldaduras serán fabricadas de acuerdo a los requerimientos de la especificación del proceso y se ejecutarán usando el WPS (Welding Procedure Specifications) que ha sido calificado de acuerdo con los requerimientos correspondientes. Así cuando se califica el WPS para la soldadura de titanio, el seteo de las variables se considera una variable esencial. Los WPSs calificados en ambientes abiertos y que utilizan gas de arrastre y de purga también califican a la soldadura bajo campana inerte pero no en la condición inversa.
7

Especificación Técnica para Soldadura de Titanio mediante proceso GTAW
6.1 REQUERIMIENTOS PARA TODOS LOS PROCESOS 6.1.1 Limpieza en la pre-soldadura de las superficies de la unión
Antes de cualquier soldadura, se debe considerar tener condiciones ambientales higiénicas, esto se traduce que no exista polvo en suspensión ni corrientes de aire. Una de los pasos primordiales es utilizar un desengrasante libre de cloro, el mas adecuado es acetona, con él se debe desengrasar todas las superficies de la unión de soldadura dentro de un mínimo de 12 mm (½”) medido desde el borde de la unión, esta limpieza debe ser de tal manera que demuestre su repetibilidad e idoneidad para producir una superficie cuya limpieza asegure una soldadura sana mediante el proceso de soldadura usado. La misma operación se realiza con el aporte de titanio. El proceso específico y los pasos de este procedimiento se llevarán a cabo en el WPS, los cuales se detallarán claramente. Todo personal involucrado en soldadura de titanio será entrenado en estos métodos y técnicas de proceso. Cuando la superficie de titanio se encuentra oxidada se debe realizar un decapado que está compuesto por un 2% de ácido fluorhídrico y 30% de ácido nítrico y balance agua, esta solución debe ser aplicada mediante la técnica de inmersión y se debe realizar en espacios bien ventilados y con el uso de lentes de seguridad y guantes de látex. La primera operación es desengrasar con acetona, sumergir los bordes de la unión en la mezcla ácida durante 2 a 20 minutos dependiendo del espesor del óxido, lavar con abundante agua destilada y luego desengrasar con acetona nuevamente. En la condición ya decapada se encuentra preparada para producir la futura unión.
6.1.2 Herramientas y sujetadores Los conjuntos soldados serán fijados utilizando las herramientas adecuadas, los materiales usados son aquellos que no interfieren con el proceso de soldadura, se prefiere los elementos de acero inoxidables.
6.1.3 Soldadura temporal o punteos (tack welding) No se permiten las soldaduras temporales que no fueron planificadas con anterioridad, por otro lado toda soldadura temporal o punteo programado y definitivo deben ser realizados por soldadores calificados.
6.1.4 Equipamiento de Soldadura Los equipamientos usados tales como fuentes de poder, posicionadores, flujometros, etc. no necesitan poseer instrumentación de calibración. Sin embargos, los relojes, diales, calibres, etc. usado en la soldadura de titanio deben estar cien por cien operativos. Los soldadores deben ser capaces de utilizar dichos equipamiento mediante el wps calificado y que asegure la producción de soldaduras sanas y libres de contaminantes. La fuente de poder debe ser con alta frecuencia en la partida y que posea control de PRE y POST flujo.
8

Especificación Técnica para Soldadura de Titanio mediante proceso GTAW
6.2 REQUERIMIENTOS ESPECÍFICOS DEL PROCESO
6.2.1 Gas Tungsten Arc Welding - TIG El uso de metal de aporte debe ser requisito en el proceso tig a menos que pueda ser demostrado mediante calificación que la soldadura autógena genera una condición libre de grietas y no produce otro defecto metalúrgico indeseable.
6.2.2 Pre y Post flujo en el proceso GTAW Es crítico el uso de un preflujo antes de iniciar cualquier arco eléctrico sobre el titanio, esto permitirá desplazar el aire antes que se ionice el gas. El tiempo de preflujo no necesita ser mayor que 5 segundos. De igual forma, es variable esencial usar un post-flujo con un tiempo mínimo de 30 segundos, ello asegurará mantener la protección inerte de la zona caliente por debajo de los 427 grados Celsius, ésta temperatura es crítica y se fija como límite para dejar de proteger la zona fundida y zat.
6.2.3 Técnica de soldadura La técnica de aplicación del aporte es una variable esencial para el éxito de la unión, éste debe mantenerse en todo momento al interior de la cámara de protección, en caso que saliera de esta zona existirá una contaminación inevitable. De igual forma, se debe considerar que la acción de aportación debe ser de arrastre, es decir se debe mantener enfrente de la poza líquida, no utilizando en ningún momento la técnica por goteo.
6.3 PRECALENTAMIENTO
El precalentamiento no debe exceder la temperatura especificada en el WPS. La soldadura real comenzará inmediatamente después de haber alcanzado la temperatura especificada en el WPS. En ningún caso en el precalentamiento, si se aplica, debe realizarse con llama abierta producto de oxígeno y combustible, en reemplazo de ello se realizará con luz infrarroja o ventilador con aire caliente.
6.4 TEMPERATURA INTERPASE
a) En una unión de soldadura que involucre diferentes metales bases y espesores se usará los requerimientos de temperatura de precalentamiento del que exija los valores más alto.
b) La temperatura mínima de interpase durante la soldadura será la misma que la
temperatura de precalentamiento especificado en el WPS y será mantenido durante la aplicación de la soldadura.
c) Por su parte la temperatura de interpase nunca será mayor que 180 grados Celsius.
9

Especificación Técnica para Soldadura de Titanio mediante proceso GTAW
6.5 TRATAMIENTO TERMICO POS-SOLDADURA (PWHT) El tratamiento térmico post soldadura será realizado sólo cuando sea especificado por los planos o documentación técnica respectiva y/o por el WPS calificado. La técnica de alivio de tensiones por medio vibracional no será permitida en lugar de la térmica. Todas las inspecciones serán aplicadas inmediatamente después de las operaciones de tratamiento térmico.
6.6 REPARACIONES USANDO SOLDADURA Toda reparación realizada en soldadura será echa usando el mismo WPS calificado, obviamente no cubre correcciones dimensionales u otras deficiencias de preparación de bisel mediante enmantequillado o build up. Además se aplicarán los siguientes requerimientos: a. Remoción de defectos. La remoción de defectos será realizada mediante
esmerilado, maquinado, cincelado o una combinación de estos. Los métodos térmicos no serán usados, la reparación de la cavidad final será una configuración adecuada para soldadura. La excavación será sujeta a inspección visual y/u otro END para asegurar la remoción del defecto antes de soldar. Cada reparación deberá ser documentada.
b. Reparación. No más de dos pases de soldaduras serán realizadas para tener una
soldadura exitosa; si la segunda reparación fracasa se deberá analizar con el ingeniero a cargo los pasos siguientes.
c. Enderezamiento. Las soldaduras o metales bases adyacentes que han sido
deformadas por la operación de soldadura pueden ser enderezadas, todas estas operaciones tendrán lugar a temperaturas que no excedan la temperatura crítica de la aleación.
6.7 DEGRADACION DE LA SUPERFICIE POR CONTAMINANTES
Sé prohíbe el uso de las sustancias listadas más abajo para prevenir la contaminación de la superficie que pueda sufrir corrosión bajo tensión, agrietamiento por hidrógeno o reducción de la tenacidad a la fractura y que se genera por contacto con el metal base.
1. Ácido clorhídrico 2. Cadmio 3. Plata 4. Aceites de cortes y solventes clorados 5. Metanol 6. Hidrocarburos fluorados 7. componentes con mercurio 8. Diclorometano (cloruro de metileno)
10

Especificación Técnica para Soldadura de Titanio mediante proceso GTAW
7.0 PROCESOS DE VERIFICACIÓN Los procesos de verificación consisten en la realización de ensayos no destructivos.
Los ensayos permitidos son los siguientes:
a) Ensayo visual (VT), este tipo de inspección es el primer paso que hay que realizar antes de cualquier otro tipo de inspección, principalmente se debe poner atención a los cambios de colores que están asociados con el espesor del óxido. Existen cartas de colores como referencia.
b) Líquido Penetrante (PT), esta técnica es adecuada para detectar porosidades
localizada en soldadura parcialmente mecanizadas, también podrá detectar grietas aunque estas son raras de encontrar en titanio. Es importante hacer notar que se debe limpiar cuidadosamente la superficie una vez aplicado esta técnica ya que puede contaminar la superficie ante una futura reparación.
c) Radiografía (RT), esta técnica no destructiva es una de las más útiles como inspección y no difiere sustancialmente de la radiografía de otros materiales, ya sea en ejecución como interpretación.
d) Ultrasonido (UT), técnica que se utiliza en espesores mayores que 8 mm y puede ser usado de reemplazo en lugar de la radiografía.
11

Especificación Técnica para Soldadura de Titanio mediante proceso GTAW
8.0 REQUERIMIENTOS DE DOCUMENTACIONREQUERIMIENTOS DE DOCUMENTACION
Los WPS, PQR y WPQ serán preparados y retenidos como un registro permanente y disponible ante cualquier solicitud, estos procedimientos deben contener como mínimo todas las variables esenciales. Una copia se debe mantener en la estación de trabajo y debe ser accesible por los soldadores, supervisores e ingeniería.
8.1 VARIABLES DE PROCEDIMIENTO DE CALIFICACIÓN EN TITANIO
Estas son variables que se pueden sumar a otras de acuerdo al código usado: a. Un cambio de soldadura vertical ascendente a descendente y viceversa b. Un cambio de un cordón recto a uno oscilado y viceversa c. Un cambio de soldadura de múltiple pases por lado a una soldadura de pase
simple por lado y viceversa. d. Para técnicas de keyhole, un cambio desde keyhole a una técnica de no keyhole
y vice versa, e. Los WPSs calificados fuera de una campana inerte de soldadura usando gases
de arrastre y purga pueden ser usado en soldadura que se utilizan bajo campana, pero no viceversa. 8.2 WPS - WELDING PROCEDURE SPECIFICATION
Un WPS -Welding Procedure Specification- es un procedimiento de trabajo calificado que debe ser desarrollado antes de cualquier soldadura de producción para cada tipo de soldadura producido. La documentación que soporta a esto se conoce como PQR -Procedure Qualification Record- el cual será mantenido en archivo para mostrar la capacidad del proceso y procedimiento usado en el WPS. El WPS será trazable por medio de una nomenclatura numérica y mostrará trazabilidad al PQR. El WPS usado para soldadura de producción cumplirá los requerimientos de acuerdo a AWS B2.1, el cual es similar a ASME IX.
8.3 PQR - PROCEDURE QUALIFICATION RECORD Un PQR -Procedure Qualification Record- es un documento que soporta al WPS para mostrar y comprobar su efectividad mediante el registro real de todas las variables usadas y ensayos destructivos y no destructivos realizados al conjunto soldado. Al igual que el WPS también mantiene un registro numérico para comprobar su trazabilidad.
8.4 WPQ - WELDER PERFORMANCE QUALIFICATION El WPQ corresponde a la calificación del soldador (Welder Performance Qualification) el cual muestra que un soldador ha demostrado su habilidad en seguir un WPS calificado para producir soldaduras libres de defectos.
12