EQUIPO DE TRABAJO Y REDACCIÓN - malosolores.org · es “el número de unidades de olor europeas...
80
Transcript of EQUIPO DE TRABAJO Y REDACCIÓN - malosolores.org · es “el número de unidades de olor europeas...


EQUIPO DE TRABAJO Y REDACCIÓN
Coordinación técnica:
ITENE (Instituto Tecnológico del Embalaje, Transporte y Logística)
Grupo de trabajo I
ITENE (Departamento de Sostenibilidad):
Mercedes Hortal Ramos
Carlos López López
María Calero Pastor
Beatriz Ferreira Pozo
José Jorge Espí Gallart
Grupo de trabajo II
AIDIMA (Instituto Tecnológico del Mueble, Madera, Embalaje y Afines):
Carlos Soriano Cardo
Francisco Blasco Mollá
Rosa Pérez Campos

ÍNDICE
1. OBJETIVO DE LA GUÍA ............................................................................................................... 1
2. INTRODUCCIÓN A LA CONTAMINACIÓN POR OLORES ......................................................... 1
2.1. Características de las emisiones odoríferas ......................................................................... 2
2.1.1. Concentración de un olor ........................................................................................ 2
2.1.2. Intensidad de un olor ............................................................................................... 2
2.1.3. Carácter o calidad del olor ....................................................................................... 3
2.1.4. Tono hedónico de un olor ........................................................................................ 3
2.2. Problemática de los olores ................................................................................................... 3
2.3. Legislación sobre la contaminación por olores ..................................................................... 5
2.4. Origen de la contaminación odorífera: gases y actividades que provocan olores ................ 7
3. CARACTERIZACIÓN DE EMISIONES ODORÍFERAS ................................................................ 9
3.1. Técnicas analíticas de medición de emisiones ................................................................... 10
3.1.1. Cromatografía de gases masas (GC-MS) ............................................................. 10
3.1.1.1. Metodología en la determinación de COV a través de GC-MS: .................... 11
3.2. Técnicas sensoriales de medición de emisiones ................................................................ 14
3.2.1. Olfatometría dinámica ........................................................................................... 15
3.2.2. Olfatometría de campo .......................................................................................... 15
3.2.2.1. Dilución hasta el umbral (D/T) ....................................................................... 16
3.2.2.2. Determinación de olores en aire mediante inspecciones de campo .............. 16
4. TÉCNICAS DE PREVENCIÓN Y REDUCCIÓN DE OLORES ................................................... 17
4.1. Prevención de olores en la etapa de diseño ....................................................................... 18
4.1.1. Dispersión de olores .............................................................................................. 18
4.1.1.1. Conceptos de emisión-inmisión .................................................................. 18
4.1.1.2. Influencia de los procesos meteorológicos .................................................. 19
4.1.1.3. Modelos de dispersión ................................................................................ 19
4.1.2. Distancias de separación. Zonas de amortiguamiento .......................................... 20
4.1.3. Plantación de jardines ........................................................................................... 20
4.2. Prevención de olores mediante buenas prácticas de gestión ............................................ 20
4.2.1. Contención de olores ............................................................................................ 21
4.2.2. Dilución del mal olor con aire limpio ...................................................................... 22
4.2.3. Ajustes en las materias primas. Sistemas de alimentación apropiados. ............... 23
4.2.4. Control de los parámetros de proceso. Equipos y tecnología adecuada ............... 24
4.3. Prevención de olores en los sectores industriales de la Comunidad Valenciana ............... 24

4.3.1. Industria agroalimentaria ....................................................................................... 25
4.3.2. Industria química ................................................................................................... 28
4.3.3. Pinturas y recubrimientos ...................................................................................... 29
4.3.4. Industria del papel ................................................................................................. 33
4.3.5. Industria cerámica ................................................................................................. 34
4.3.6. Textil y calzado ...................................................................................................... 35
4.3.7. Actividades ganaderas .......................................................................................... 37
4.3.8. Gestión de residuos ............................................................................................... 39
5. TECNOLOGÍAS DE TRATAMIENTO DE OLORES ................................................................... 42
5.1. Criterios para la selección de la tecnología de tratamiento de olores ................................ 42
5.2. Tecnologías de tratamiento de olores ................................................................................ 43
5.2.1. Físicas 43
5.2.1.1. Modificación del olor ..................................................................................... 43
5.2.1.2. Condensación ............................................................................................... 45
5.2.1.3. Adsorción (medio sólido) ............................................................................... 45
5.2.1.4. Absorción o lavado de gases (medio líquido) ................................................ 48
5.2.2. Químicas ............................................................................................................... 51
5.2.2.1. Plasma frío .................................................................................................. 51
5.2.2.2. Oxidación térmica .......................................................................................... 52
5.2.3. Biológicas .............................................................................................................. 58
5.2.3.1. Biofiltración avanzada ................................................................................... 59
5.2.3.2. Biotrickling ..................................................................................................... 60
5.2.3.3. Bioscrubbing ................................................................................................. 61
6. CONCLUSIONES DE LA GUÍA .................................................................................................. 63
7. BIBLIOGRAFIA ........................................................................................................................... 64
ANEXO I: Valores objetivo de inmisión de olor generado por las actividades (Anteproyecto de Ley
Contra la Contaminación Odorífera)...............................................................................................69
ANEXO II: Tipos de COV generados por las actividades industriales..........................................71

Índice de Figuras
Figura 1. Emisiones canalizadas de COV en una industria del sector del mueble (Fuente: AIDIMA)
7
Figura 2. GC-MS en el Laboratorio Instrumental. (Fuente: AIDIMA)..............................................11
Figura 3. Muestreador de COV. Laboratorio de Medio Ambiente (Fuente: AIDIMA)......................12
Figura 4. Equipo de desorción térmica. Laboratorio de Medio Ambiente (Fuente: AIDIMA)...........12
Figura 5. Determinación en campo de los COV. (Fuente: AIDIMA)................................................13
Figura 6. Esquema de un olfatómetro (Fuente: IPPC, 2002)..........................................................14
Figura 7 Olfatómetro Nasal RangerTM (Fuente: Socioenginyeria, S.L.)........................................16
Figura 8. Modelo de dispersión Gaussiano (Fuente: Mendoza et al., 1998)..................................20
Figura 9. Pistola de pulverización HVLP. (Fuente: EXEL-INDUSTRIAL).......................................31
Figura 10. Esquema de funcionamiento de las pelotas flotantes (Fuente: EURO MATIC).............41
Figura 11. Balsa y depósito cubierta de pelotas de plástico (Fuente: EURO MATIC)....................42
Figura 12. Guía genérica para la aplicación de las diferentes tecnologías en función del caudal y la
concentración del olor (Fuente: IPPC, 2002)..................................................................................42
Figura 13. Sistema de oxidación térmica regenerativa. (Fuente: BLUER, S.L.).............................53
Figura 14. Planta de oxidación térmica recuperativa. (Fuente: BLUER, S.L.)................................55
Figura 15. Planta de oxidación catalítica. (Fuente: BLUER, S.L.)..................................................57
Figura 16. Tiempos de residencia comunes en el tratamiento de algunas de las más típicas
moléculas degradadas en los filtros biológicos (Prado et al., 2009)...............................................59

PRÓLOGO
La contaminación atmosférica es un tema que preocupa especialmente en
España y Europa al existir ciertos niveles de contaminación que en la actualidad pueden
significar riesgos y/o efectos adversos para la salud humana y el medioambiente. Por
ese motivo son diversas las iniciativas emprendidas por la Administración para alcanzar
niveles saludables de calidad del aire, a través de la adaptación y actualización continua
de la legislación vigente, insistiendo en los contaminantes más nocivos. De esta manera
se pretende aumentar la implicación de los sectores y de las políticas que tienen una
influencia notable sobre la contaminación del aire.
Con este fin se desarrolló la Ley 34/2007 de calidad del aire y protección de la
atmósfera, en la que se indican las disposiciones generales para alcanzar y mantener un
nivel de protección elevado de las personas y del medioambiente frente a la
contaminación atmosférica de manera compatible con un desarrollo sostenible. Esta ley
aborda la gestión de la calidad del aire. En este sentido, las emisiones son un aspecto
que se consideran en esta ley, estableciendo medidas que se enmarcan en el esquema
convencional para la prevención y control de emisiones. Estas medidas permiten definir
valores límite de emisión para contaminantes y actividades concretas, así como fijar
obligaciones específicas en la fabricación, comercialización, uso y gestión de los
productos que puedan generar contaminación atmosférica. Asimismo establece un
catálogo de actividades potencialmente contaminadoras de la atmósfera cuyas
emisiones antropogénicas son estimadas para elaborar el inventario español de
emisiones a la atmosfera.
Algunas de estas emisiones pueden ser percibidas por las personas como
olores, bien sea porque la sustancia en si misma genere un olor, o porque lo haga al
combinarse con otras sustancias. Estos olores pueden ser en ocasiones desagradables,
llegando a afectar al derecho a la intimidad domiciliaria de las personas, tal y como
declaró el Tribunal Supremo de los Derechos Humanos y la jurisprudencia contencioso-
administrativa acerca de la contaminación por olores.
Pese a ello, no existe ninguna legislación específica acerca de la contaminación
odorífera, aunque en algunas Comunidades Autónomas ya se está trabajando en el
desarrollo de dicha legislación.
Son múltiples las actividades industriales que contribuyen a la contaminación
odorífera, y puesto que están reflejadas en el catálogo de actividades potencialmente
contaminadoras antes nombrado, se han desarrollado a lo largo de los años diversas
tecnologías limpias de prevención y control de las emisiones atmosféricas, existiendo

algunas específicas relativas a la prevención y control del olor que provocan. También
para los Compuestos Orgánicos Volátiles o COV, debido a su especial casuística y
problemática de generación de contaminantes fotoquímicos, se han desarrollado
múltiples tecnologías limpias para su prevención y control. Este es precisamente el
objetivo de la presente guía: identificar y describir las tecnologías limpias disponibles
para la prevención y control de la contaminación por olores y los COV.
La identificación y descripción de las tecnologías limpias se ha dividido en dos
grandes grupos: la prevención y el tratamiento de olores.

1. OBJETIVO DE LA GUÍA
La Guía de Tecnologías Limpias en el ámbito de olores permitirá a las empresas
conocer las distintas tecnologías existentes para su prevención y control, así como las
ventajas y desventajas de cada una, junto con algunos ejemplos de aplicaciones.
Para ello, en primer lugar se introducirá al lector en la problemática causada por
los olores y los Compuestos Orgánicos Volátiles o COV, así como los principales gases
que provocan dicha contaminación odorífera, las características de las emisiones y el
origen de las mismas.
Además, se indicarán las distintas técnicas que existen para la caracterización y
medición de las emisiones odoríferas, para posteriormente desarrollar en detalle las
distintas técnicas de prevención y reducción de olores y COV, en diferentes tipos de
industria. Por último, la presente Guía describe los distintos tipos de tratamiento de
olores.
2. INTRODUCCIÓN A LA CONTAMINACIÓN POR OLORES
El olor es percibido por el cerebro en respuesta a sustancias presentes en el aire
que respiramos. Puede ser producido por un único compuesto químico o por una mezcla
de varios compuestos. La mayoría de olores son una mezcla de muchos compuestos
químicos (algunas de ellas olorosas o no por separado) que interactúan para producir lo
que podemos detectar como olor.
Según la Norma UNE-EN-13725, el olor es “una propiedad organoléptica
perceptible por el órgano olfativo cuando inspira determinadas sustancias volátiles”.
Los Compuestos Orgánicos Volátiles (en adelante COV) son emisiones
odoríferas que requieren especial interés, por su potencial peligrosidad e incidencia
sobre el medioambiente y en la salud de los seres vivos. Se trata de compuestos
orgánicos que tienen a 293,15 º K una presión de vapor de 0,01 kPa o más, o una
volatilidad equivalente en las condiciones particulares de uso. Se incluye en esta
definición la fracción de creosota que sobrepase este valor de presión de vapor a la
temperatura indicada de 293,15 º K.
Para comprender cómo se miden y controlan los olores es fundamental distinguir
entre emisión e inmisión. La emisión hace referencia a las sustancias contenidas en el
gas generador de olor que pasan a la atmósfera al salir del foco emisor del que
proceden. La inmisión tiene lugar cuando el gas emitido es absorbido por el medio
ambiente y reacciona con el resto de sustancias presentes. Los niveles de inmisión
1

producen el olor que realmente percibimos, y representan la concentración de sustancias
contaminantes a nivel del suelo en un medio determinado y por tanto, la calidad del aire.
Además, algunos olores son más intensos que otros y por eso es necesario
conocer cómo se percibe el olor y cómo sus diferentes características están relacionadas
con el objeto de comprender la molestia que producen.
2.1. Características de las emisiones odoríferas
La concentración, intensidad, carácter y tono hedónico son propiedades
sensoriales de los olores de la cual depende la percepción que tenemos de un olor en
concreto.
2.1.1. Concentración de un olor
Para una sustancia conocida, la concentración de olor puede ser expresada como
el volumen o la masa de ese compuesto por unidad de volumen de aire. Sin embargo,
como se ha comentado, los olores están generados principalmente por una compleja
mezcla de sustancias y para medir su concentración es necesaria otra unidad de medida
como son las unidades de olor europeas (ouE).
La concentración del olor según la Norma UNE-EN 13725 (Olfatometría dinámica)
es “el número de unidades de olor europeas (ouE) en un metro cúbico de gas en
condiciones normales”. Se calcula a partir del número de veces que hay que diluir una
muestra de aire para que pueda ser detectado por el 50% de un grupo de expertos
adecuadamente entrenados para la olfatometría dinámica según las pautas de la citada
Norma. La concentración de olor no es una medida lineal de la intensidad de un olor y
depende de muchos factores.
2.1.2. Intensidad de un olor
Es la magnitud o fuerza con la que una persona percibe un olor. La Norma
alemana VDI 3882:1997 establece un protocolo estandarizado para medir la intensidad
de un olor mediante inspecciones de campo, desde el nivel “no perceptible” (0) hasta el
“extremadamente fuerte” (6).
La intensidad del olor aumenta con la concentración para un determinado olor.
Sin embargo, cada olor posee intensidades específicas y puede ocurrir que dos olores a
la misma concentración se perciban con intensidad diferente.
La Ley de Steven (I percibida = k x Cn) describe la relación logarítmica entre la
concentración de olor (C) y su intensidad percibida (I percibida) siendo k una constante y n el
exponente (que varía de 0,2 a 0,8 dependiendo de la sustancia olorosa). Así pues, un
aumento o descenso en la concentración de un olor, no siempre producirá el cambio
2
correspondiente proporcional en la fuerza percibida por la nariz humana. Por ejemplo, si
una localidad sufre de contaminación odorífera, puede ocurrir que los equipos de
tratamiento de olores deban reducir en un 90% la concentración de las sustancias para
provocar una disminución a la mitad de la intensidad con la que la comunidad lo percibe.
La relación logarítmica entre la concentración del olor y la intensidad percibida cobra una
enorme importancia en el control, pues un olor con una intensidad elevada puede causar
problemas de olor incluso a niveles mínimos residuales.
2.1.3. Carácter o calidad del olor
Es aquella propiedad que identifica un olor y lo diferencia de cualquier otro de la
misma intensidad. Se refiere a cómo huele un determinado olor. La calidad del olor está
caracterizada por el grado de similitud con una serie de olores de referencia o el grado
de coincidencia con una escala de “descriptores”. Algunos de estos descriptores de
olores serían, “a pescado”, “afrutado” o “a medicina”. Así, el resultado es el perfil del olor.
2.1.4. Tono hedónico de un olor
Es el grado con el que el olor se percibe como agradable o no agradable. Esta
percepción es muy subjetiva ya que varía enormemente de una persona a otra. Está
fuertemente influenciado por las experiencias anteriores y con las emociones en el
momento de la percepción.
La norma VDI 3882 evalúa el tono hedónico de un olor en una escala que va
desde muy agradable (más de 4, p.e. olor a panadería) pasando por neutro y hasta
desagradable (menos de 4, p.e. carne podrida). Estos ensayos se realizan con un panel
de expertos entrenados expuestos a un determinado olor con intensidad y duración
controladas.
2.2. Problemática de los olores
La necesidad de controlar las emisiones odoríferas es un problema de interés
emergente en la sociedad actual. La ubicación de industrias y/o Infraestructuras de
Tratamiento y/o de Valorización Ambiental (ITVAs) cada vez más cerca de zonas
pobladas es debida a la gran presión urbanística y provocan a menudo molestias por
malos olores. Las emisiones de COV procedentes de industrias usuarias de disolventes
orgánicos pueden ser nocivas para la salud y provocar importantes perjuicios a los
recursos naturales. A esto se le suman factores relacionados directamente con las
propiedades intrínsecas del olor, el cual va a ser percibido por una población en un área
determinada.
3

Por un lado, además de una sensación subjetiva, el olor es altamente complejo
porque puede estar formado por una combinación de diversas sustancias orgánicas y/o
inorgánicas con diferentes propiedades (polaridad, volatilidad etc.) y se debe considerar
que intervienen a menudo fenómenos de enmascaramiento y sinergias.
Por otro lado, cada actividad generadora de olor puede variar en función de si la
fuente es difusa o puntual. Por ejemplo las emisiones de COV, suelen ser puntuales y
estar canalizadas a la atmósfera a través de chimeneas. Si estas emisiones no se
encuentran canalizadas, las emisiones son difusas y suelen liberarse al ambiente exterior
por ventanas, puertas, respiraderos y aberturas similares. Además, la percepción de un
olor depende en gran medida de las condiciones meteorológicas y topográficas del
entorno como pueden ser la temperatura ambiente, el porcentaje de humedad en el
ambiente, la orografía, etc.
En el caso concreto de los COV, existen ciertas actividades que los generan
como consecuencia del uso de disolventes orgánicos, produciendo riesgos sobre la salud
y el medioambiente. El propio ambiente de trabajo de este tipo de actividades puede
generar irritaciones, alergias o afecciones sobre el sistema nervioso a los operarios. Otro
riesgo añadido, es la posibilidad de generación de atmósferas explosivas en
determinadas condiciones (Límite Inferior de Explosión, presencia de fuente de ignición).
La acción dañina que estas emisiones realizan en la atmósfera radica en el hecho
de que estos compuestos, son importantes actores en la formación del “smog
fotoquímico”. En unas condiciones atmosféricas dadas (ciudades cálidas, soleadas o con
poco movimiento de masas de aire) si en la atmósfera se encuentran presentes ciertos
óxidos de nitrógeno, éstos junto con la radiación solar, entran en una serie de reacciones
fotoquímicas que dan como resultado ozono troposférico. Éste a su vez en presencia de
COV forma radicales peróxido que, como resultado final, hacen que se acumule el ozono
y que se formen compuestos oxidados de los COV creando una atmósfera rica en ozono
y otros compuestos. Todo este cóctel de productos químicos (ozono y COV oxidados)
provoca problemas respiratorios a la mayoría de la población.
Si bien por su peligrosidad, sí que existe legislación relativa a los COV, hasta la
fecha, ni la Unión Europea ni España han desarrollado ningún tipo de legislación que
limite la inmisión de malos olores. La falta de legislación al respecto refleja el estado
inmaduro de una metodología consensuada de evaluación del olor que muestre de
manera objetiva la contaminación odorífera.
Con todo, las soluciones a las molestias que causan los olores y a la peligrosidad
de los COV van encaminadas por un lado, a la prevención mediante la aplicación de
4

Mejores Técnicas Disponibles (MTDs) y por el otro, al confinamiento de elementos de
proceso generadores de olores y COV con el consiguiente tratamiento de corrientes.
2.3. Legislación sobre la contaminación por olores
Si bien se ha dicho anteriormente, que no existe legislación específica que limite
la inmisión de malos olores, sí que se han desarrollado Reglamentos, Reales Decretos o
leyes que regulan indirectamente el tema de olores.
En lo que se refiere a la contaminación atmosférica, en la Comunidad Europea, la
Directiva 96/62/CE del Consejo, de 27 de septiembre de 1996, sobre evaluación y
gestión de la calidad del aire ambiente expone en su Anexo I una larga lista de
contaminantes atmosféricos que deben ser tenidos en cuenta por sus efectos nocivos
para la salud, pero ninguno de ellos se caracteriza por ser contaminante odorífero.
Otras normativas de gran relevancia son la Directiva 96/61/CE del Consejo, de 24
de Septiembre de 1996, relativa a la prevención y al control integrado de la
contaminación (IPPC), así como, la Decisión de la Comisión de 17 de julio de 2000
relativa a la realización de un inventario europeo de emisiones contaminantes (EPER)
con arreglo al artículo 15 de la Directiva 96/61/CE. En marzo de 2001 se aprueba la
estrategia temática sobre contaminación atmosférica, Clean Air For Europe (CAFE) -
“Aire Limpio para Europa”, mediante la Comunicación (COM(2001/245)). CAFE es un
programa de análisis técnico y desarrollo de política ambiental bajo el Sexto Programa
de Acción Ambiental. Se adoptó posteriormente la Estrategia Temática el 21 de
Septiembre de 2005.
El Reglamento de Actividades Molestas, Insalubres, Nocivas y Peligrosas
(RAMINP) aprobado por Decreto 2414/1961 fue el primer texto legal que nombró
explícitamente a los olores. Clasificó las actividades molestas como aquellas que
“constituyan una incomodidad por los ruidos o vibraciones que produzcan o por los
humos, gases, olores, nieblas, polvos en suspensión o sustancias que eliminen”.
Posteriormente, el D 833/1975 (que desarrolla la Ley 38/72) de protección del
ambiente atmosférico incluyó a los olores molestos como uno de los principales
contaminantes de la atmósfera y establecía límites de emisión e inmisión de varias
sustancias olorosas. La Ley 38/72 fue derogada por la Ley 34/2007 la cual establece que
la calidad del aire y la protección de la atmósfera se integren en las distintas políticas
sectoriales como una variable clave para conseguir un desarrollo sostenible.
Además, la Ley 16/2002 – IPPC tiene como objetivo evitar o cuando no sea
posible reducir y controlar la contaminación de la atmósfera, del agua y del suelo
5

mediante el establecimiento de un sistema de prevención y control integrados de la
contaminación. En esta ley no se hace referencia concreta a los olores, sin embargo, sí
que establece su ámbito de aplicación a ciertas actividades generadoras de olores
(gestión de residuos, textil, papelera) las cuales sí que deberán cumplirla.
Hoy en día la legislación aplicable a las emisiones de gases de procesos
industriales a nivel estatal es:
a) REAL DECRETO 1073/2002,de 18 de octubre, sobre evaluación y gestión de la
calidad del aire ambiente en relación con el dióxido de azufre, dióxido de
nitrógeno, óxidos de nitrógeno, partículas, plomo, benceno y monóxido de
carbono
b) Real Decreto 117/2003, de 31 de enero, sobre limitación de emisiones de
compuestos orgánicos volátiles debidas al uso de disolventes en determinadas
actividades.
c) Ley 34/2007, de 15 de noviembre, de calidad del aire y protección de la atmósfera
Cada una de ellas, junto al Decreto 833/75 y las normas autonómicas de
desarrollo que puedan existir establecen los límites de emisión para los principales
contaminantes que se encuentran en las emisiones industriales.
En la Comunidad Valenciana, se encuentra vigente el Decreto 127/2006, , por el
que se desarrolla la Ley 2/2006 de 5 de mayo de la Generalitat, de prevención de la
Contaminación y Calidad Ambiental, la cual se apoya en legislaciones estatales,
complementándolas en algunos aspectos particulares y planteando unos valores límite
más restrictivos, como es en el caso de los COV para aquellas instalaciones no
afectadas por el RD 117/2003.
Resulta curioso que en ninguna de la legislación mencionada anteriormente se
incluya un apartado específico a las emisiones odoríferas, cuando es un tema sobre el
que se está ejerciendo una presión social importante. La legislación es pues
extremadamente difusa, siendo al final los entes locales los que se ven más
frecuentemente enfrentados al problema derivado de las protestas de tipo social por
contaminación odorífera.
Por ello, es conveniente estar alerta a distintos desarrollos legislativos que se
realicen en las distintas Comunidades Autónomas, puesto que, aunque no afecten
directamente a la Comunidad Valenciana, pueden servir de apoyo y preveer futuros
desarrollos legislativos a nivel estatal. En ese sentido, la Generalitat de Cataluña elaboró
en 2005 el borrador del Anteproyecto de Ley Contra la Contaminación Odorífera. Dicho
6

documento propone sistemas de prevención, control e inspección de malos olores,
Zonas de Olor de Régimen Especial así como el régimen sancionador. Establece
igualmente, valores objetivo de inmisión de olor para las diferentes actividades, la
metodología a seguir para la determinación de los estos valores y el criterio para evaluar
la compatibilidad de nuevas instalaciones.
2.4. Origen de la contaminación odorífera: gases y actividades que
provocan olores
Los gases que provocan los malos olores pueden ser compuestos inorgánicos
(SH2, NH3, etc.) o compuestos orgánicos (COV, aminas, tioles, etc.).
Además del tipo de compuesto, el tratamiento de estas emisiones va a depender
del tipo de fuente de emisión. Las emisiones difusas son de difícil tratamiento y
normalmente de rendimiento bajo. Por ello, se recomienda siempre y cuando sea posible
el confinamiento de dichas emisiones. Las emisiones de fuentes puntuales presentan
opciones de tratamiento más sencillas ya que permiten actuar directamente sobre el foco
(conducto o chimenea).
Figura 1. Emisiones canalizadas de COV en una industria del sector del mueble (Fuente: AIDIMA)
Respecto a las actividades que generan malos olores, éstas son numerosas y
diversas. Las actividades y prácticas susceptibles de emitir malos olores y que se
incluyen en el ámbito de aplicación del borrador del anteproyecto de Ley Contra la
Contaminación Odorífera de la Generalitat de Catalunya se enumeran a continuación:
- Refinerías de petróleo y de gas
- Industria química: fabricación productos orgánicos e inorgánicos, de
productos fitosanitarios, jabones, colas y gelatinas, pinturas, tintas, aceites
vegetales, etc.)
- Industria textil, de la piel y cuero: curtido y acabados (aprovechamiento de
subproductos de origen animal).
7

- Industria alimentaria y del tabaco: mataderos, procesado de carne,
fabricación de grasas, ahumados, fabricación de café, cacao, cerveceras,
hornos industriales de productos de bollería etc.
- Industria del papel: pasta de papel.
- Gestión de residuos: EDAR (Estaciones de Depuración de Aguas
Residuales), almacenamiento de residuos, instalaciones de valorización de
residuos peligrosos y no peligrosos, depósitos controlados de residuos, plantas
de compostaje, etc.
- Actividades agroindustriales y ganaderas: explotaciones avícolas, cerdos,
vacuno, ovino, cabrío, de leche, de engorde, etc.
El Anexo I muestra una relación de las actividades generadoras de olor y su
valor objetivo de inmisión de olor según el borrador del anteproyecto de Ley Contra la
Contaminación Odorífera.
Por otro lado, aquellas industrias que utilizan disolventes orgánicos en sus
procesos productivos normalmente generan COV. Las actividades que utilizan este tipo
de compuestos orgánicos se pueden agrupar como:
1. Recubrimiento con adhesivos
2. Actividades de recubrimiento
a. Vehículos
b. Superficies metálicas
c. Superficies de madera
d. Superficies de tejidos, telas, película y papel
e. Cuero
3. Recubrimiento de bobinas
4. Limpieza en seco
5. Fabricación de calzado
6. Fabricación de recubrimientos, barnices, tintas y adhesivos
7. Fabricación de productos farmacéuticos
8. Imprenta
9. Conversión de caucho natural y sintético
8

10. Limpieza de superficies
11. Actividades de extracción de aceite vegetal y de refinado de grasa y aceite
vegetal.
12. Renovación del acabado de vehículos
13. Recubrimiento de alambre en bobinas
14. Impregnación de fibras de madera
15. Laminación de madera y plástico
El Anexo II muestra una relación de las actividades generadoras y los tipos de
COV que generalmente se emiten en cada una de ellas.
3. CARACTERIZACIÓN DE EMISIONES ODORÍFERAS
Aunque en un principio se pueda pensar en una técnica analítica instrumental
para medir la concentración de los olores o de los Compuestos Orgánicos Volátiles
industriales, en realidad, dependiendo del parámetro a medir, no siempre es así.
Las emisiones odoríferas se suelen medir mayoritariamente a través de métodos
sensoriales, los cuales pueden caracterizar con mayor precisión parámetros que las
técnicas analíticas instrumentales no pueden, como la intensidad del olor o el carácter o
el tono hedónico, entre otros (ver definición en punto 2.1). Esto se debe a que en muchos
compuestos que producen olores, la concentración de éstos no es proporcional a la
intensidad (o percepción) del olor producido, encontrándose numerosos casos donde
algunos compuestos en bajas concentraciones producen un fuerte olor y viceversa.
Sin embargo, para la medida y cuantificación de Compuestos Orgánicos Volátiles
industriales, se utilizan metodologías analíticas instrumentales donde la cromatografía
gaseosa es la principal técnica utilizada.
Por tanto, los criterios para elegir una técnica u otra de medición tanto sobre del
olor serán diferentes en función del tipo de parámetro que se desee medir.
Así, para medir la molestia o impacto ambiental que causa una mezcla de olores
procedente de una fuente difusa o puntual a una población determinada, los métodos
sensoriales resultan los más adecuados. Si se pretende identificar qué sustancia está
causando el mal olor proveniente de una fuente puntual (p.e. una tubería), son los
métodos analíticos los que aportarán la información adecuada. Por último, si se desea
realizar un análisis en continuo (p.e. medir el olor en un depósito de tratamiento de aguas
residuales), ni los métodos analíticos ni los sensoriales son directamente válidos debido
a la dispersión del olor, ya que es producido en un recinto abierto. Sin embargo, existen
9

equipos tipo campana que mediante una chimenea dirigen el olor hacia un sensor
pudiéndose así, realizar una medición analítica.
3.1. Técnicas analíticas de medición de emisiones
3.1.1. Cromatografía de gases masas (GC-MS)
Las técnicas instrumentales basadas principalmente en la cromatografía de gases
son las que se utilizar para la caracterización de los COV.
La cromatografía de gases es una técnica analítica instrumental que se basa en
la separación de compuestos cuando pasan a través de una fase estacionaria
empujados por una fase móvil. Ofrece una rápida y alta resolución en la separación de
un amplio espectro de compuestos, con la única restricción de que éstos sean volátiles y
termoestables.
La fase móvil suele ser un gas inerte, normalmente el helio. La fase estacionaria
depende de los compuestos a analizar, pero suelen estar basadas en compuestos como
el fenilpolilxiloxano y el metilpolixiloxano.
Los diferentes compuestos se separan por las interacciones que existen entre los
productos a analizar y la fase estacionaria, con la ayuda de la temperatura del horno.
Cuanto más afín sea un producto a la fase estacionaria, más tiempo tardará en salir de la
columna y al revés, y cuanta menos afinidad tenga un compuesto por su fase
estacionaria, más pronto saldrá de la columna empujado por la fase móvil.
Una parte importante de la cromatografía es la detección de los compuestos. Una
vez los compuestos salen de la columna separados unos de otros, se encuentran con el
detector. Existen diferentes tipo de detectores pero en principio los más utilizados en el
análisis de COV son el detector de ionización de llama (FID) y el de masas (MS).
El detector de ionización de llama (FID) es uno de los más populares utilizados en
al cromatografía de gases. Es fácil de usar, tiene respuestas estables y su sensibilidad a
los compuestos orgánicos es muy buena. En él, se utiliza una mezcla de hidrógeno y
oxígeno para producir una llama continua. Cunado los compuestos llegan al detector son
quemados y una pequeña parte de los átomos de carbono (normalmente cerca de un
0,001%) se ionizan durante la combustión. Un electrodo, ionizado, recoge los iones y la
corriente eléctrica resultante se amplifica para dar una señal cromatográfica.
El detector de masas (MS) es un detector más moderno. Es un detector que
abarca un rango de compuestos más amplio que el anterior y con buenas sensibilidades.
La molécula, al llegar al detector, es fragmentada (químicamente o por impacto
electrónico) y los fragmentos, que se comportan de manera diferente al atravesar un
10

campo magnético en función de su relación masa/carga, son posteriormente detectados
por un detector que produce una señal eléctrica amplificada.
Figura 2. GC-MS en el Laboratorio Instrumental. (Fuente: AIDIMA)
3.1.1.1. Metodología en la determinación de COV a través de GC-MS:
Los COV pueden determinarse utilizando la cromatografía de gases como técnica
instrumental. Para ello, se siguen los siguientes pasos:
a) Toma de muestras
Los instrumentos para la determinación de compuestos por cromatografía de
gases, son instrumentos de gran tamaño y que necesitan una infraestructura que no
permite su utilización fuera del laboratorio. Por ello, para determinar la concentración de
COV en la atmósfera, debemos de utilizar un método que permita recoger en una matriz
los COV a analizar para más tarde transportarlos al laboratorio donde se realizará su
determinación.
Normalmente se utilizan lechos adsorbentes (carbono activo, Tenax®, etc) los
cuales retienen los compuestos orgánicos volátiles. Dependiendo de los compuestos a
determinar, se escogerá un lecho adsorbente, ya que éstos presentan diferentes
características para cada compuesto orgánico o familia de compuestos orgánicos.
Para la realización del muestreo, se necesita al mismo tiempo una bomba para
muestrear el aire a determinar y hacerlo pasar a través del tubo adsorbente. Existen
caudales y tiempos de muestreo fijados para cada tubo adsorbente, de manera que no
se deben de sobrepasar para que el muestreo sea válido.
11
Figura 3. Muestreador de COV. Laboratorio de Medio Ambiente (Fuente: AIDIMA)
Una vez tomada la muestra en la zona que presenta una problemática por olores
o presencia de COV, se sellan los tubos de adsorción y se lleva al laboratorio, donde se
realizará la determinación analítica.
b) Determinación de COV en laboratorio
Existen dos posibilidades de introducir la muestra captada en los tubos
adsorbentes en el cromatógrafo de gases:
1. Desorción de los tubos con un disolvente orgánico: Consiste en la elección de
un disolvente orgánico que no se encuentre en la muestra y que sea de rápida
elución en la columna para no interferir en el análisis. Este disolvente se
mezcla con el contenido del tubo adsorbente provocando la desorción de los
componentes muestreados. El disolvente, se puede inyectar en el
cromatógrafo para la realización de la analítica.
2. Utilización de la Termo Desorción (TD). Esta técnica consiste en aplicar al
tubo de adsorción muestreado un gradiente grande de temperaturas en un
intervalo corto de tiempo, provocando así una desorción térmica de los
compuestos, los cuales entran directamente en la columna cromatográfica
para la realización de la analítica.
Figura 4. Equipo de desorción térmica. Laboratorio de Medio Ambiente (Fuente: AIDIMA)
Tubo Tenax® de adsorción de COV
12

Una vez en la realización del análisis, se deben de escoger las condiciones
cromatográficas (caudal de gases, temperaturas de horno, temperaturas de inyectores,
etc.) para asegurar una buena separación de los compuestos muestreados.
Como anteriormente se ha comentado, la detección se puede realizar con un
detector de ionización de llama (FID) o con un detector de masas (MS). Como en este
tipo de análisis no se conocen a priori los compuestos que se van a detectar, se suele
realizar una detección con un masas, ya que estos detectores tienen la ventaja de
identificar (mediante comparación con una biblioteca interna) los compuestos presentes
en la muestra. A estas alturas del análisis se puede decir que el análisis realizado ha
sido cualitativo, ya que solo se han identificado los compuestos presentes en la muestra,
pero no su concentración.
Para realizar un análisis cuantitativo, una vez conocidos los compuestos
presentes en la muestra, se realiza un patrón (curva de calibrado) y se cuantifican los
compuestos anteriormente identificados comparando las señales de los patrones con las
señales obtenidas al realizar el análisis a la muestra.
Finalmente, se expresan los resultados normalmente en ppm (ml de compuesto
por metro cúbico muestreado).
Una forma muy común de presentar los resultados de los COV es en mg de
carbono por metro cúbico. Para ello, ha de identificarse cada compuesto y realizar unos
cálculos estequiométricos para finalmente expresar los resultados en estas unidades.
c) Determinación de COV fuera del laboratorio
Para la determinación de COV en las chimeneas industriales que utilizan estos
compuestos en su proceso de fabricación, se suele utilizar un instrumento “transportable”
basado en las técnicas cromatográficas anteriormente citadas. Se trata de un equipo
normalmente denominado como Analizador de Carbono Orgánico Total.
Figura 5. Determinación en campo de los COV. (Fuente: AIDIMA)
13

Este instrumento consiste en un cromatógrafo interno, que realiza una pequeña
separación del metano del resto de COV. Los COV, son más tarde detectados por un
detector de ionización de llama (FID).
Este instrumento expresa los resultados como miligramos de carbono por metro
cúbico, pero no diferencia entre qué compuestos aportan dicho carbono. Por tanto, no se
utiliza cuando se necesita conocer la composición de los gases de emisión.
Este instrumento es el que normalmente se suele utilizar para la determinación de
COV en las emisiones de gases orgánicos industriales y la legislación que limita estas
emisiones expresa los resultados en dichas unidades.
3.2. Técnicas sensoriales de medición de emisiones
Estas técnicas se basan en la cuantificación de la concentración del olor formado
por una mezcla de moléculas odoríferas mediante una respuesta fisiológica.
Proporcionan información sobre el grado de molestia o intensidad de un determinado olor
que sufre una población.
Se lleva a cabo mediante la utilización de un panel de expertos entrenados
expuestos a muestras de aire, en el laboratorio o “in situ”. El grupo de expertos
constituyen el elemento sensor y realizan la evaluación con la ayuda de un aparato
denominado olfatómetro.
Figura 6. Esquema de un olfatómetro (Fuente: IPPC, 2002)
Estos métodos se pueden aplicar tanto en la misma fuente emisora del olor, como
cerca de ella o en sus alrededores. No obstante, la toma de muestras se complica
progresivamente a medida que nos alejamos de ella. Las técnicas más comunes son la
olfatometría dinámica y la olfatometría cuantitativa de campo.
14
3.2.1. Olfatometría dinámica
La Norma UNE-EN 13725: 2004. Calidad del aire: Determinación de la
concentración de olor por olfatometría dinámica describe el protocolo a seguir para
determinar la concentración de un olor en condiciones normales. En este caso, el
olfatómetro suministra diferentes proporciones de mezclas del aire objeto de estudio con
el gas neutro a cada uno de los individuos que forman el panel. El umbral de detección
(D50) se establece cuando el 50% de las personas del panel percibe el olor de la
muestra de aire diluida. La concentración de la muestra diluida en ese momento se
considerará la unidad de concentración de olor (1 uoE/m3) para el aire en cuestión.
Al tratarse de una técnica normalizada, la sala de olores del laboratorio mantiene
unas condiciones ambientales controladas y sin perturbaciones externas. Sin embargo,
aunque permite el muestreo de gases a altas temperatura y humedad, la conservación y
el transporte de las muestras son muy delicados. Además, algunas muestras poseen una
vida muy corta (como máximo 30 horas).
Para asegurar la reproducibilidad de los resultados, el ensayo debe ser realizado
en un laboratorio. Si bien la incertidumbre es muy alta (± 40%), la reproducibilidad de los
resultados admite el análisis retrospectivo. Una limitación de esta técnica es que el
análisis sensorial de la medición hace que el panel de expertos no pueda exponerse a
sustancias tóxicas. Además esa técnica tiene un coste elevado por lo que no se justifica
para algunas aplicaciones, como por ejemplo en la medición de la concentración de
emisiones odoríferas de fuentes puntuales.
Una de las mayores ventajas de la aplicación de la olfatometría dinámica es que a
pesar de su alto grado de incertidumbre, permite medir la efectividad de los sistemas de
tratamiento de olores. No obstante, no es capaz de determinar la especiación química a
partir de la evaluación de la concentración del olor. Por ello, en muchas ocasiones no se
identifican los compuestos que causan el mal olor.
La olfatometría dinámica según la Norma UNE-EN 13725 proporciona información
sobre la emisión de los olores. La inmisión debe calcularse posteriormente mediante la
modelización matemática de la dispersión del olor. Además, no es posible establecer el
tono hedónico.
3.2.2. Olfatometría de campo
Como su propio nombre indica, se trata de una técnica que se utiliza en los
trabajos de monitorización “in situ”. La ventaja de estas técnicas es que permiten
obtener datos reales de la concentración del olor en inmisión. A continuación se
15

describen las dos técnicas más utilizadas, siendo un panel de expertos entrenados
quienes lleven a cabo las evaluaciones en ambos casos.
3.2.2.1. Dilución hasta el umbral (D/T)
Esta técnica permite cuantificar en el campo la intensidad de olor en el aire con la
ayuda de un olfatómetro.
Figura 7 Olfatómetro Nasal RangerTM (Fuente: Socioenginyeria, S.L.)
El olfatómetro realiza mezclas de volúmenes del aire problema con aire limpio
(filtrado con carbón activo) en proporciones predeterminadas y controladas. El panelista
realiza percepciones hasta que no percibe el olor y así estipula el umbral de olor. La
dilución hasta el umbral será:
D/T = Volumen de aire filtrado/Volumen de aire con olor
3.2.2.2. Determinación de olores en aire mediante inspecciones de
campo
Norma VDI 3940
Esta técnica permite una lectura cuantitativa directa de la distribución de la
exposición a los olores en el área de estudio. Se realizan percepciones olfativas
programadas a lo largo del tiempo (entre 6 y 12 meses) en una serie de puntos
predeterminados distribuidos en el área de estudio, los cuales forman una malla de
puntos fijos de observación. Las percepciones se realizan con olfatómetros calibrados
según la Norma EN-13725.
Como resultado se obtiene un mapa cartográfico del área en forma numérica
como porcentaje promedio de horas de olor en cada una de las celdas formadas por
diferentes puntos de medida.
16

Esta técnica permite medir directamente la inmisión de olores. No obstante, no
distingue cuál o cuáles son los principales focos responsables del problema y por tanto
es difícil establecer un diagnóstico suficiente para plantear medidas correctoras.
4. TÉCNICAS DE PREVENCIÓN Y REDUCCIÓN DE OLORES
Las medidas para prevenir o reducir el olor deben ser consideradas como una
operación básica tanto al diseñar las instalaciones y procesos, como al llevar a cabo las
diferentes actividades económicas. Por ello, se deberá tener especial atención en:
Buen proceso de diseño o rediseño (en caso de que sea necesario). Es
decir, tener en cuenta el problema potencial durante las etapas de diseño
para evitarlo en lugar de solucionarlo una vez se haya ocasionado.
Buenas prácticas de gestión respaldada por una adecuada gestión
ambiental del proceso.
En la práctica, la solución óptima a corto plazo puede ser una combinación de
ambos conceptos de tratamiento, aunque el objetivo a largo plazo debería ser la
adopción de tecnologías más limpias desde su origen.
Cabe destacar, que el coste total del tratamiento de un gas con mal olor es
directamente proporcional al volumen de aire a tratar. De manera que si se consigue
reducir este volumen de aire de una manera segura, los costes de tratamiento se verán
reducidos significativamente.
Prevenir un problema de olores desde su origen, bien teniéndolo en cuenta en el
proceso de diseño de la planta o bien rediseñando el proceso, casi siempre repercutirá
en un ahorro de costes en comparación con la adquisición de equipos a posteriori,
destinados a tal fin. Además, los equipos de tratamientos de olores presentan las
siguientes desventajas:
- No se ocupan de la causa/origen del olor.
- Los costes de inversión y de operación son muy elevados.
- Las vías de emisión de los contaminantes pueden ser derivados a otros
medios (creación de fangos, contaminación del agua, disposición en
vertedero, etc.).
- A menudo se genera un residuo que hay que tratar.
- Generalmente requieren de elevado consumo energético.
17
Por el contrario, los procesos basados en el tratamiento del problema de olores
desde el inicio presentan las siguientes ventajas:
- Gestión de los procesos de forma más eficaz y eficiente.
- Menor cantidad de residuos generados.
- Ahorro de costes a largo plazo.
4.1. Prevención de olores en la etapa de diseño
A continuación se describen diferentes técnicas de prevención de olores en la
etapa de diseño/ rediseño de las instalaciones y procesos que pueden ser aplicadas a
cualquier tipo de industria.
4.1.1. Dispersión de olores
La dispersión de olores es uno de los puntos más importantes a considerar tanto
en el diseño de las instalaciones como en el diseño de los procesos para la minimización
y prevención de contaminantes, incluidos los malos olores.
Los olores emitidos en los focos de contaminación se mezclan y diluyen en el
aire, de forma que su concentración es variable en el espacio y en el tiempo. Los
fenómenos de dispersión son importantes, porque dependiendo de ellos la
contaminación se dará a nivel local (cerca de la fuente emisora) o en un caso extremo, a
muchos kilómetros de distancia del foco.
A continuación se expone el significado de emisión e inmisión para facilitar la
comprensión del concepto de dispersión de olores.
4.1.1.1. Conceptos de emisión-inmisión
Hay que tener clara la diferencia entre dos conceptos ampliamente utilizados en
contaminación atmosférica, puesto que la legislación es distinta para cada uno de ellos.
Se trata de los conceptos de emisión e inmisión, ya introducidos en el Capítulo 2 de la
presente guía.
La emisión se define como la totalidad de sustancias que pasan a la atmósfera
después de dejar las fuentes de las que proceden. En cambio la inmisión es la
concentración de contaminantes en la atmósfera a nivel del suelo, producida tras
dispersión, y puede ser atribuida a varios focos.
Por tanto, la dispersión de olores se refiere a la inmisión y depende de numerosos
factores, entre los cuales cabe destacar los fenómenos meteorológicos, la ubicación y la
altura efectiva de la chimenea así como las propiedades de los efluentes.
18

4.1.1.2. Influencia de los procesos meteorológicos
El movimiento del aire en la atmósfera es un parámetro clave a la hora de
producir el transporte del olor. Dicho transporte puede ser horizontal o vertical.
En el caso del transporte horizontal, éste depende de la velocidad y dirección del
viento, de forma que a mayor velocidad del viento, más facilidad existe para que los
contaminantes se dispersen.
En el caso del transporte vertical, éste está gobernado por la variación de la
temperatura del aire con la altura. En condiciones adiabáticas, la variación de
temperatura con la altura varía en un rango de entre 0,6ºC y 1ºC por cada 100m. No
obstante, no siempre se sigue el modelo teórico, puesto que existen casos particulares
como atmósferas superadiabáticas, subadiabática o el caso de la inversión térmica.
4.1.1.3. Modelos de dispersión
Se trata de modelos matemáticos destinados a predecir niveles puntuales de
inmisión a partir de valores medidos o estimados de emisión. Se debe tener en cuenta
una serie de fuentes emisoras conocidas, así como de los parámetros meteorológicos
que intervienen en la difusión o estancamiento de los contaminantes y la geografía de la
zona.
Así pues, para poder aplicar los modelos se requiere el conocimiento de una serie
de parámetros, entre los que cabe destacar los siguientes:
Ubicación, tipo, altura efectiva, potencia, velocidad y temperatura de los gases
emitidos por las chimeneas (fuentes puntuales).
Características del microclima y medición del microclima específico del área.
Altura de la capa de mezcla y condiciones de estabilidad térmica (inversiones)
Características orográficas del área, estructura de su urbanización,
propiedades del suelo.
Relaciones químicas entre los contaminantes emitidos por las fuentes, así
como las posibles reacciones que pueden tener lugar por acción de la
radiación solar.
Uno de los modelos de dispersión más extendidos por su simplicidad es el del
penacho Gaussiano. Este modelo establece que los penachos de las chimeneas
presentan en su sección distante transversal una distribución Gaussiana o normal en sus
dos ejes ortogonales, produciéndose la inmisión en el área según la dirección dominante
del viento, tal y como se muestra en la siguiente figura:
19
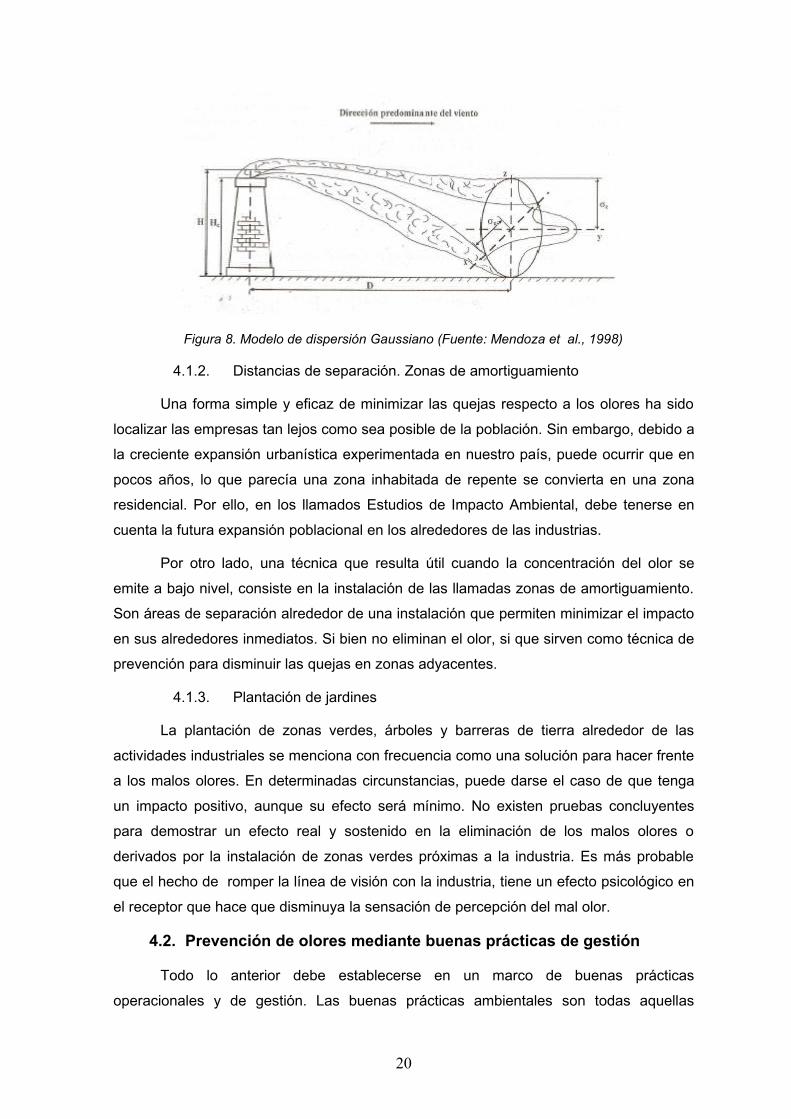
Figura 8. Modelo de dispersión Gaussiano (Fuente: Mendoza et al., 1998)
4.1.2. Distancias de separación. Zonas de amortiguamiento
Una forma simple y eficaz de minimizar las quejas respecto a los olores ha sido
localizar las empresas tan lejos como sea posible de la población. Sin embargo, debido a
la creciente expansión urbanística experimentada en nuestro país, puede ocurrir que en
pocos años, lo que parecía una zona inhabitada de repente se convierta en una zona
residencial. Por ello, en los llamados Estudios de Impacto Ambiental, debe tenerse en
cuenta la futura expansión poblacional en los alrededores de las industrias.
Por otro lado, una técnica que resulta útil cuando la concentración del olor se
emite a bajo nivel, consiste en la instalación de las llamadas zonas de amortiguamiento.
Son áreas de separación alrededor de una instalación que permiten minimizar el impacto
en sus alrededores inmediatos. Si bien no eliminan el olor, si que sirven como técnica de
prevención para disminuir las quejas en zonas adyacentes.
4.1.3. Plantación de jardines
La plantación de zonas verdes, árboles y barreras de tierra alrededor de las
actividades industriales se menciona con frecuencia como una solución para hacer frente
a los malos olores. En determinadas circunstancias, puede darse el caso de que tenga
un impacto positivo, aunque su efecto será mínimo. No existen pruebas concluyentes
para demostrar un efecto real y sostenido en la eliminación de los malos olores o
derivados por la instalación de zonas verdes próximas a la industria. Es más probable
que el hecho de romper la línea de visión con la industria, tiene un efecto psicológico en
el receptor que hace que disminuya la sensación de percepción del mal olor.
4.2. Prevención de olores mediante buenas prácticas de gestión
Todo lo anterior debe establecerse en un marco de buenas prácticas
operacionales y de gestión. Las buenas prácticas ambientales son todas aquellas
20
prácticas que ayudan a minimizar y/o reducir el consumo de recursos (o materias primas)
y el impacto que éstas producen en el medio ambiente.
Las técnicas de prevención de olores en la gestión de las operaciones deben ser
las adecuadas para cada situación específica siendo especialmente importantes en
aquellas actividades que necesariamente se realizan en zonas abiertas.
Existen buenas prácticas aplicables a cualquier actividad industrial y de carácter
general que contribuyen al buen funcionamiento de las operaciones industriales y que de
manera indirecta contribuyen a minimizar los olores.
Una de ellas es la limpieza. La higiene no sólo es importante para la seguridad y
salud de los trabajadores sino también para prevenir la generación de malos olores.
Además, es importante garantizar que el personal reciba la formación adecuada y
suficiente relativa a control de olores y que sean conscientes de las condiciones de
trabajo y los límites de emisión. La educación y formación medioambiental a los
empleados promueve su participación activa en la gestión ambiental. Ello puede suponer
ventajas, como la identificación de procesos ineficientes por parte de los propios
trabajadores.
A continuación se describen técnicas generales de prevención y/o minimización
en la emisión de olores aplicable a cualquier sector industrial.
4.2.1. Contención de olores
La contención de olores puede ser empleada como el paso previo a un
tratamiento posterior o como una medida para prevenir que los malos olores se escapen
de los límites de la instalación industrial. Algunos procesos, obviamente no pueden ser
“confinados”, tales como un vertedero, el efluente de una EDAR o la aplicación de
estiércol en los campos, aunque en algunos casos si que es posible contener o confinar
algunas partes de los mismos.
En la medida de lo posible se deben contener los olores dentro de los equipos de
cada proceso para evitar la contaminación del aire en toda la infraestructura. El coste
total del tratamiento de un gas con mal olor se determina en gran medida por el volumen
de aire contaminado. Una buena contención de los gases y un eficaz tratamiento previo a
la gestión o a la mezcla con aire de ventilación general puede eliminar la necesidad de
un tratamiento de un volumen mucho mayor de aire. Separar las corrientes con un fuerte
olor, de aquellas que tengan menor componente oloroso, puede repercutir en un ahorro
de capital y de gastos de operación (costes de energía, etc.) en los sistemas de
tratamiento de olores.
21

Por otro lado es conveniente asegurar la integridad de los edificios donde se
lleven a cabo las actividades industriales mediante el cierre de las puertas y ventanas.
Las puertas automáticas pueden minimizar el tiempo que éstas permanecen abiertas, o
se pueden instalar cortinas flexibles transparentes para asegurar que no se emitan olores
al exterior. El emplazamiento de las puertas en lugares opuestos a las zonas dónde se
generan olores puede dar lugar a la creación de una corriente que arrastre el mal olor
hacia el exterior, por lo que hay que evitar esta situación.
Para procesos muy olorosos, se debe emplear sistemas de bloqueo de entrada
de aire y salida directa, intentando mantener una presión negativa para evitar la emisión
de los gases al exterior. Estas acciones en ningún caso deben comprometer la salud y la
seguridad de los trabajadores.
Un modo de identificar posibles fugas de olores en edificios, en tanques o en
zonas de almacenamiento consiste en utilizar generadores de humo de manera que se
puedan visualizar posibles orificios o rutas de escape de los gases. Estas pruebas de
fuga normalmente son el paso inicial en un proceso de identificación de fuentes de olor,
ayudando a crear un sistema eficiente de presión negativa en el interior de las
instalaciones. Asimismo, se pueden eliminar o sellar orificios presentes en edificios y que
pueden solucionar el problema de emisiones de malos olores.
Como última recomendación se debe evitar el almacenamiento de materiales
olorosos fuera de las instalaciones. Si no se puede, una manera de contener los olores
de materiales olorosos almacenados en el exterior es cubriendo su superficie bien sea
con tierra, con lonas apropiadas o incluso con paneles y tejados prefabricados. De la
misma manera, hay que evitar el transporte de materiales olorosos entre edificios con
contenedores abiertos y proceder al llenado de depósitos, tanques o tolvas por su parte
inferior.
4.2.2. Dilución del mal olor con aire limpio
Entenderemos dilución como la acción de incrementar la cantidad de aire limpio
con aire con mal olor de forma previa a su emisión.
El nivel de percepción del olor en un punto del receptor depende más de la masa
de aire emitida que de la concentración actual de la sustancia olorosa. La masa emitida
debe ser reducida para que no tenga ningún efecto. Por ello, un error común consiste en
pensar que diluyendo el aire con mal olor de forma previa a su emisión, minimiza las
molestias en los receptores.
El incremento del volumen de aire a emitir, modificará la inmisión, es decir, las
características de la emisión, tales como un aumento de la velocidad de flujo del aire o el
22

aumento de la altura efectiva de la chimenea. Sin embargo, este aumento del volumen
del aire, a pesar de que modifique las características de la dispersión del gas, no alterará
la masa de olor emitida.
En el área de caracterización de olores, una práctica habitual es utilizar los
conocidos "factores de dilución" cuando queramos cuantificar la concentración de gases
con mal olor. Sin embargo, este concepto no es lo mismo que diluir el gas para intentar
reducir al mínimo sus efectos negativos, y puede ser un concepto engañoso cuando se
considera la dispersión.
4.2.3. Ajustes en las materias primas. Sistemas de alimentación apropiados.
Algunas de las sustancias utilizadas en los diferentes procesos pueden ser
perjudiciales para el medio ambiente y para la salud de las personas. La sustitución de
materias primas o auxiliares por otras que se adecuen más a los procesos puede
prevenir o reducir la generación de malos olores.
Por ejemplo, conocida la composición de los disolventes y diluyentes orgánicos
empleados, se puede estudiar la posibilidad de sustituir aquellos compuestos que
contengan componentes peligrosos por otros menos perjudiciales. De esta manera se
minimiza el grado de peligrosidad de los residuos generados así como las emisiones a la
atmósfera. No obstante, muchas industrias están condicionadas a un determinado tipo
de materia prima o auxiliar muy concreta por lo que introducir cambios en las materias
primas resulta inviable.
También es importante evitar la mezcla de productos incompatibles que puedan
dar lugar a productos malolientes. Asimismo, se debe asegurar un almacenamiento
correcto de las materias primas, los productos y los residuos evitando la acumulación de
materiales malolientes excepto en los lugares específicamente habilitados para ello. Se
pueden utilizar distintos contenedores cerrados para separar los diferentes residuos y
para el mayor aprovechamiento de los residuos.
Por otro lado, resulta útil evaluar las corrientes de entada y salida mediante
diagramas de flujo y balances de masa para identificar el potencial de optimización de los
recursos (materias primas, agua y energía). De esta manera se pueden identificar
procesos ineficientes o derrames de sustancias olorosas procedente de materias primas,
subproductos o vertidos.
En la medida de lo posible, se debe alimentar los materiales olorosos en sistemas
de alimentación automática en lugar de sistemas de alimentación por lotes. De esta
manera, se conseguirá optimizar la entrada de material oloroso de forma que se reduzca
23
su impacto. Además, es útil instalar sistemas anti-derramamiento en tanques que
contengan sustancias que generen mal olor.
4.2.4. Control de los parámetros de proceso. Equipos y tecnología adecuada
Parámetros de proceso, tales como temperatura, el tiempo, la presión, la
ventilación, etc. pueden contribuir a identificar irregularidades en las operaciones
industriales. De esta forma se pueden ajustar dichos parámetros para reducir la
formación y /o liberación de los olores de las materias primas, auxiliares, subproductos,
vertidos y residuos generados.
A este respecto, el mantenimiento de los equipos resulta un aspecto clave.
Mantener los cierres, bombas y otros posibles puntos de liberación de olores bajo un
programa de mantenimiento preventivo y aplicar un régimen de prueba de fugas ayuda a
prevenir olores. Las especificaciones (puesta a punto, calibración, limpieza,
mantenimiento, etc.) de las bombas, válvulas, bridas de tuberías, filtros, etc. deben ser
revisadas antes de su instalación para asegurar su correcto funcionamiento.
Adicionalmente es recomendable realizar un control de emisiones.
El uso de equipos y tecnología adecuada permite optimizar el rendimiento de los
procesos impidiendo la generación de mayor cantidad de residuos, vertidos y emisiones
al medio ambiente que pueden contribuir a la producción de malos olores. La tecnología
utilizada en cada caso es muy específica dependiendo del sector e incluso del tipo de
industria. En el siguiente apartado se hace referencia a equipos concretos que minimizan
las emisiones de malos olores en sectores determinados.
4.3. Prevención de olores en los sectores industriales de la Comunidad
Valenciana
Los principales sectores industriales de la Comunidad Valenciana por orden de
importancia (según facturación) son los que se muestran a continuación (INE, 2009):
1. Productos minerales no metálicos
2. Alimentación, bebidas y tabaco
3. Material de transporte
4. Coquerías, refino de petróleo y químicas
5. Productos metálicos
6. Otras industrias manufactureras
7. Papel, artes gráficas y edición
24

8. Maquinaria y equipo, óptica y similares
9. Manufacturas de caucho y plástico
10. Textil y confección
11. Calzado y cuero
12. Producción, primera transformación y fundición de metales
13. Material eléctrico y electrónico
14. Madera y corcho
15. Energía eléctrica, gas y vapor
Para cada uno de estos sectores, puesto que cada uno tiene procesos
productivos distintos, existen diferentes prácticas de gestión que se pueden aplicar para
minimizar la producción de olores. Sin embargo, no todos estos sectores causan
problemas por generación de olores.
Existen una serie de documentos relacionados con las Mejores Técnicas
Disponibles (en adelante MTD) para una serie de sectores industriales, disponible en la
página web (http://www.prtr-es.es/). En cada una de estas guías podemos encontrar
referencias a la problemática de la generación de olores.
A continuación se exponen técnicas de buenas prácticas de gestión de algunas
industrias seleccionadas tanto por su representatividad en la Comunidad Valenciana
como por el grado de molestia por olores que pueden causar.
4.3.1. Industria agroalimentaria
Precisamente, en los sectores de alimentación, bebidas y leche, los principales
contaminantes atmosféricos son el polvo y el olor. Éstos se producen debido al carácter
perecedero de las materias primas ya sea en su almacenamiento, en los propios
procesos productivos, o como consecuencia de los subproductos y/o residuos que se
generan. Por tanto, la descomposición de la materia orgánica es la principal fuente de
mal olor de este tipo de industria. No obstante, cada industria presenta sus
particularidades.
Para describir mejor este apartado, a continuación se exponen ejemplos de tres
tipos de industrias agroalimentarias, qué procesos generan olores y las buenas prácticas
de gestión que se deben aplicar en cada caso para prevenirlos.
Industria cárnica
25

Este tipo de industria incluye otras más específicas como son los mataderos, sala
de despiece o elaboración de productos cárnicos curados y cocidos, entre otros. El
mayor impacto ambiental que produce este tipo de actividades industriales es debido a
la generación de aguas residuales y residuos. De hecho, éstos son de los procesos que
más presentan problemas por malos olores.
Según se menciona en la correspondiente Guía de MTD del sector de elaborados
cárnicos, las fuentes de olor en mataderos pueden ser múltiples, ya que procesan gran
cantidad de materia orgánica en forma sólida, o bien en forma de aguas de procesos y
de limpieza con elevada carga orgánica (MMA, 2005).
Por lo general, una distancia de separación adecuada entre las instalaciones y los
núcleos urbanos es suficiente para prevenir molestias por malos olores. Pueden llegar a
ser relevantes, por encima de los umbrales considerados “normales” cuando existe una
gestión incorrecta en alguna de las siguientes operaciones:
En el escaldado y flameado ya que emiten gases malolientes.
En la recepción de los animales debido a que implica inevitables deyecciones
sólidas y líquidas que generan malos olores. Además, en ocasiones también se
almacena el estiércol u otros residuos. Algunas técnicas de prevención se
abordan un poco más adelante en el sector ganadero.
Durante el tratamiento de los efluentes líquidos contienen gran carga orgánica.
En el sector de gestión de residuos se describen prácticas de prevención de
olores en el caso concreto de depuración de aguas residuales.
Para minimizar las emisiones de olores en el sector se proponen los siguientes
acciones:
Realizar un mantenimiento preventivo de maquinaria e instalaciones
Implementación de un sistema de gestión ambiental
Aislar térmicamente tanques de escaldado
Evitar el estancamiento del agua residual en los colectores
Contar con un sistema adecuado para la gestión de residuos
En cualquier caso, los centros productivos deberán disponer de las instalaciones
y equipos que permitan un almacenamiento adecuado de los subproductos, así como un
sistema de tratamiento apropiado de los residuos y de las aguas sucias. Asimismo se
26

debe evitar el vertido directo y/o accidental de los lixiviados producidos, para minimizar la
emisión de olores.
Industria de fabricación de azúcar
El olor más común en una fábrica de azúcar se genera durante el proceso de
secado de la materia prima. Este olor se produce durante la caramelización por evolución
de los elementos orgánicos volátiles procedente de la degradación de los azúcares.
Si es técnica y económicamente posible, modificando las condiciones del proceso
se pueden mejorar los niveles de inmisión. Se pueden minorar las emisiones de
compuestos olorosos en los secaderos mediante una menor adición de melazas y/o unas
temperaturas de secado menores, si puede soportarse la pérdida resultante de
capacidad de secado en el proceso productivo. Existen otras tecnologías, tales como la
condensación o la depuración que tienen como resultado una fuente de olor más baja.
Para las fábricas de azúcar de nueva construcción, la utilización de secaderos de
vapor sería probablemente la mejor técnica disponible. Sin embargo, se requiere el 10%
más de energía que para los secaderos de contacto directo rotativo convencionales. Este
aspecto se deberá tener en cuenta a la hora de diseñar la planta, las turbinas y el resto
de componentes del proceso considerando el equilibrio completo del vapor y la
electricidad requerida. Para las instalaciones de secaderos existentes, los costes
implicados de cambiar los secadores convencionales a secadores de vapor son
demasiado elevados.
Otra fuente de emisión de olor la constituye el proceso del pelletizado de la
pulpa. Sin embargo, éste es significativamente menor que el de los secaderos. El olor se
dispersa gracias al polvo que se genera en este proceso. Un filtrado adecuado del polvo
reduce las emisiones de olor hasta un valor aceptable. (MMA, 2003).
Industrias cerveceras
El proceso de cocción y la depuración de las aguas residuales es la fuente de olor
más importante en la industria cervecera. El olor característico de las cerveceras se
asocia normalmente a la emisión de vahos de cocción. Es el vapor de agua de estos
vahos el que arrastra diferentes compuestos volátiles presentes en la materia prima y
posteriormente son emitidos a la atmósfera.
Sin embargo, en la actualidad este problema está bastante controlado por los
modernos sistemas de recuperación de vahos de cocción. Por un lado, su condensación
evita que los compuestos causantes del olor sean emitidos a la atmósfera y causen
problemas de olores en las cercanías de las plantas. Además, se aprovecha contenido
27

energético de los vahos. Para prevenir la producción de olores también se llevan a cabo
operaciones como la re-compresión de los vapores del hervidor de caldo.
Contaminantes que generan malos olores como el NH3 y H2S provienen
normalmente del agua de drenaje y se deben recoger y purificar en una planta de
tratamiento de agua. Otras fases dentro del proceso productivo con problemas de olores
son la molienda así como en los procesos de fermentación, curado/maduración, filtración
y envasado.
Asimismo, existen otros focos de olor generalmente menos molestos que los
vahos de cocción. Para prevenir estos focos esporádicos de olor es imprescindible un
almacenamiento adecuado de subproductos y combustibles, una buena ventilación de
las bodegas y un control de los humos de combustión de las chimeneas (MMA, 2005a).
4.3.2. Industria química
Los principales impactos medioambientales causados por las instalaciones
químicas son las emisiones al agua y a la atmósfera. Los problemas derivados de los
malos olores del tratamiento de las aguas residuales ya se tratan dentro del sector de
gestión de residuos y tratamiento de aguas residuales. Así pues, en este apartado solo
se han considerado las técnicas de prevención y reducción de malos olores causados
por las emisiones directas a la atmósfera de los propios procesos productivos.
En los procesos a temperaturas no extremas como los de producción, manejo o
elaboración, se concentran emisiones de contaminantes como compuestos orgánicos
volátiles, disolventes, haluros de hidrógeno, sulfuro de hidrógeno, amoniaco o monóxido
de carbono, así como otras emisiones que generan olor en menor medida como puedan
ser las partículas en forma de polvo.
Por su parte, los procesos de incineración a alta temperatura generan
contaminantes como partículas en forma de cenizas y polvo, que contienen hollín y
óxidos metálicos. Además se generan gases de combustión con fuerte olor como
monóxido e carbono, haluros de hidrógeno, compuestos de azufre y oxígeno (SOx) y
compuestos de nitrógeno-oxígeno (NOx).
Los gases residuales son tratados por técnicas en las que, o bien el contenido de
gas residual se recupera y puede volver a introducirse al propio proceso, o en otro
distinto fuera de la planta como materia prima o aporte de energía, o son contaminantes
que deben ser directamente eliminados. En cualquiera de estos casos existen técnicas
que además de cumplir con una de esas funciones principales, eliminan de una forma
efectiva los olores. Las técnicas más importantes (IPPC, 2003) son la condensación, la
adsorción y el lavado de gas por vía húmeda. Por otra parte, las técnicas de eliminación
28

de gases más efectivas para la eliminación de los olores de la industria química son la
biofiltración y el biolavado.
Hay que tener en cuenta que la mayoría de las técnicas de recuperación
dependen de la aplicación de etapas de separación adicionales que aseguren la
eficiencia del proceso. Es por ello que algunas de estas técnicas son operaciones y/o
procesos individuales, mientras que otras se utilizan sólo como métodos de tratamiento
secundario. Estos tratamientos secundarios se emplean para evitar daños a las
instalaciones de tratamiento principal o desempeñan simplemente un papel de prefiltro, o
bien como sistema de limpieza de gases final. En cualquier caso todas tienen un
denominador común: la reducción efectiva de los olores. Para controlar su eficacia lo que
se hace es tomar muestras en puntos críticos y analizarlas posteriormente por
olfatometría.
Algunas de las industrias que más problemas de generación de olores tienen
dentro del sector químico son: las plantas de mezclado de hormigón, las plantas claus
(producción de azufre), la producción de fertilizantes con base nitrógeno, la producción
de amoniaco, y las refinerías.
De forma general para toda la industria química, se recomienda que los productos
generadores de olores se guarden en almacenes para material a granel cubiertos y
cerrados. Posteriormente se deben enviar a una estación de ensacado y de carga
contigua al lugar del depósito. Por último, con el fin de mantener las emisiones de olores
tan bajas como sea posible, es importante que los lugares de carga, distribución y
entrega sean en lo posible estancos.
4.3.3. Pinturas y recubrimientos
La mayoría de emisiones de gases con olor en el sector proviene de la emisión de
olores por COV en los tratamientos de superficies y en la fabricación de pinturas. Estas
técnicas tienen la especial particularidad de que para su prevención y/o reducción se
pueden utilizar para su aplicación en otros sectores industriales.
Dichas técnicas además van enfocadas a eliminar en la medida de lo posible el
contenido en disolventes, la mayor parte sustancias volátiles olorosas. Esto se da en la
formulación de los productos utilizados por estas empresas y en la mejora de la tasa de
transferencia del producto a la pieza, optimizando así el rendimiento del proceso e
impidiendo la generación de mayor cantidad de residuos, vertidos y emisiones al medio
ambiente. Se pueden clasificar en dos grupos distintos: cambios en las materias primas,
y equipos y tecnologías en el proceso productivo
29

En lo que respecta a los cambios en las materias primas, deben considerarse la
utilización de disolventes orgánicos menos perjudiciales para el medio ambiente y para la
salud de los trabajadores como por ejemplo mediante la utilización de productos en base
agua como barnices con estas características. La ventaja de estos productos frente a los
convencionales es su baja emisión de COV. Ello conlleva el aumento de la seguridad y
salubridad en el lugar de trabajo, la disminución del riesgo de incendios durante la
aplicación así como en el almacenamiento, la limpieza de la maquinaria con agua, y el
ahorro en disolventes y ausencia de color, entre otras. Estos productos han adolecido de
problemas como su secado más lento o peores propiedades resistentes de brillo, etc.
pero hoy en día existen productos de gran calidad en el mercado con similares
prestaciones técnicas y tecnologías que disminuyen los tiempos de secado.
Un ejemplo de estas nuevas técnicas de pintado son las pinturas en polvo que
dan lugar a un acabado en seco, con un contenido en sólidos del 100 %, que no necesita
disolverse o suspenderse en un medio líquido. Esta técnica se ha estado utilizando
durante los últimos 35 años en el sector de acabados para metal. Los avances realizados
en esta tecnología en el último lustro han permitido su utilización en una gran variedad
de sustratos, por ejemplo plástico, y en la actualidad se están consiguiendo buenos
resultados en el tablero de fibra de densidad media (MD).
Otro ejemplo es el sistema híbrido, que combina los sistemas 100%polvo con los
de base agua. Este sistema puede ser una buena alternativa si por ejemplo, lo que se
quiere conseguir es un acabado liso de alto brillo. El proceso consistiría en la aplicación
de un fondo lijable en polvo seguido de la aplicación del acabado con productos en base
agua. La combinación de estas tecnologías permite minimizar las emisiones de COV al
mismo tiempo que se aumenta la productividad del proceso de recubrimiento al disminuir
el número de capas necesarias, el coste energético y los residuos generados con
respecto a los procesos de recubrimiento tradicionales.
Por último otro ejemplo característico de cambios son los barnices y pintura de
curado ultravioleta. Este tipo de productos forman una película sólida cuando el producto
líquido aplicado es irradiado con luz UV. Se caracterizan por contener fotoiniciadores
incorporados a la formulación del barniz, los cuales son capaces de activarse por la
acción de la radiación UV, provocando la polimerización de la resina, actuando uno de
los disolventes que entra en la fórmula como reactante, y obteniéndose así un alto
contenido en sólidos con la consiguiente disminución de la emisión de olores y COV.
La radiación UV utilizada se genera artificialmente mediante tubos de cuarzo que
contienen vapor de mercurio, para barnices transparentes, lámparas de alta presión de
vapor de mercurio, o dopadas con galio para productos pigmentados.
30

Las ventajas de este tipo de producto son la alta velocidad de secado y, por tanto,
mayor productividad y ahorro de espacio, mayor contenido en sólidos (que implica un
mayor poder de recubrimiento), menor contenido en disolventes y, por tanto, reducción
en la emisión de olores y COV, elevadas resistencias químicas y mecánicas, así como
menor consumo de energía respecto a los sistemas térmicos.
Por otra parte en lo que respecta a los equipos y tecnologías en el proceso
productivo, existen diversos sistemas de aplicación de productos de recubrimiento de
elevada eficacia de transferencia. Se pueden clasificar en sistemas de pulverización con
pistolas de elevada transferencia de producto, sistemas de aplicación mediante cortina, y
sistemas de aplicación mediante rodillo.
Existen diversos sistemas de pulverización con pistolas de elevada transferencia
de producto. Un ejemplo son las pistolas de pulverización AIRLESS que pulverizan de
forma uniforme sin utilizar aire comprimido, con lo que la pintura se bombea a presiones
crecientes de fluido a través de una boquilla que se coloca en la parte delantera de la
pistola de pulverización para llevar a cabo la atomización. Se puede utilizar con
recubrimientos de alta viscosidad y alto contenido en sólidos, sin necesidad de diluirlas
con disolventes con la consecuente minimización de emisión de olores y COV. Otro
ejemplo son las pistolas de pulverización HVLP, que si bien utilizan gran volumen y aire a
baja presión para atomizar la corriente de pintura, consiguen aumentar la eficacia de
recubrimiento hasta un 35% respecto a sistemas convencionales.
Figura 9. Pistola de pulverización HVLP. (Fuente: EXEL-INDUSTRIAL)
Este tipo de sistemas si bien minimizan en su operación la generación de olores y
COV tienen que limpiarse para no producir esos problemas a posteriori. Para ello se
pueden emplear los denominados sistemas de lavado automático. Esta técnica se puede
emplear para la limpieza de herramientas de aplicación de pinturas, barnices, tintes, etc.
tanto en base disolvente como en base agua, aunque resulta más ventajoso para
productos en base disolvente, por la reutilización del disolvente de limpieza usado en la
limpieza. Permiten realizar la operación de forma eficaz y, a la vez, segura al disminuir el
contacto del operario con el disolvente. Además, reduce la cantidad de residuos
31

peligrosos generados y la cantidad de disolvente de limpieza necesaria. Los vapores de
disolvente que se pueden originar en las operaciones de limpieza son aspirados y
pueden ser tratados para posteriormente ser conducidos hasta el exterior de la
instalación.
Como alternativa a los sistemas de pistola se encuentran los sistemas de
aplicación mediante cortina y los sistemas de aplicación mediante rodillo. Los primeros
se basan en verter una cortina de barniz en la superficie de un tablero arrastrado por un
tapiz transportador. La parte de la cortina no interceptada por el tablero cae en un
conducto para su recuperación y es reutilizada. Con ello se reduce de manera drástica
los COV y olores fruto de su pulverización.
Por su parte los sistemas de aplicación mediante rodillo están formados
generalmente por un rodillo de materia de caucho denominado rodillo aplicador, que
entra en contacto con la pieza a trabajar y un rodillo metálico que actúa como dosificador
del material a depositar según la separación con el rodillo aplicador. Ambos rodillos
están colocados paralelamente, y solo el rodillo aplicador entra en contacto directo con el
soporte y deposita sobre el un determinado gramaje de producto.
Ambos sistemas de aplicación son adecuados para aquellas empresas del sector
que dentro de su proceso productivo realicen operaciones de aplicación de productos de
recubrimiento, para grandes cantidades de piezas planas o con formas muy suaves.
Para cualquiera de los sistemas de aplicación de productos de recubrimiento
descritos, se consigue además de una elevada eficacia de transferencia, la minimización
de la emisión de compuestos orgánicos volátiles, gracias a la reducción de la niebla de
pulverización al aumentar la eficacia de transferencia. Todo ello sumado a un ahorro en
el consumo de recursos, ya que se aprovechan más los productos de recubrimiento
empleados como consecuencia del aumento de la eficacia de transferencia. Con menos
cantidad de producto se consigue recubrir la misma superficie.
Hay que destacar además que también se minimiza la producción de residuos
peligrosos generados (menor cantidad de residuos de productos de recubrimiento, menor
número de envases de estos productos, menor suciedad en instalaciones, mayor
rendimiento de los filtros de las cabinas, etc.), con el consecuente ahorro económico.
Los inconvenientes son que tienen este tipo de técnicas son su elevado coste
inicial y de mantenimiento, mucho mayor que un equipo convencional. Por otro lado que
además requieren de un periodo de adaptación del operario al equipo. Esto es así puesto
que existe el riesgo de no alcanzar la eficacia de transferencia asociada a cada pistola
32

de pulverización por no esta empleándola correctamente (ajustes de presión de producto
y aire diferentes a las establecidas por el proveedor, etc.).
Otra técnica a considerar dentro de los equipos y tecnologías en el proceso
productivo se basa en la utilización de una unidad para el curado de pinturas y
revestimientos exponiéndolos a una radiación UV. Mientras que el curado tradicional de
las pinturas y revestimientos requiere de calor para evaporar el contenido de disolvente o
agua, el mecanismo de curado con rayos UV se basa en una reacción de polimerización
entre diferentes componentes presentes en la pintura y revestimiento. Como resultado la
pintura o el revestimiento que era líquido se convierte casi instantáneamente en un
sólido.
El túnel de curado UV está constituido por una o más lámparas, que se conectan
en función de la velocidad de línea, de la cantidad de barniz y de la función de
gelificación o de secado completo. Las lámparas UV de alta potencia emiten, además de
radiación UV, rayos infrarrojos generados tanto debido a la alta temperatura de la
envoltura de cuarzo de las lámparas, como al contenido de las mismas. Existen
diferentes modelos, como por ejemplo túneles de secado UV con lámparas en
perpendicular, con lámparas inclinadas, secado progresivo con reflectores orientables, y
túneles de baja presión.
Las ventajas de estos sistemas es que se reducen las emisiones de olores y COV
debido a que este tipo de productos (si se aplica a cortina o rodillo) pueden contener un
60% - 99% menos de disolventes que los productos convencionales.
Hay que destacar que esta técnica es más adecuada para procesos productivos
en los que se tenga gran cantidad de piezas planas o con formas muy suaves.
4.3.4. Industria del papel
En el sector de la fabricación de papel, las emisiones de compuestos que
generen olores se deben principalmente a la generación de aguas residuales y a las
aguas de proceso, con alta carga orgánica, que permiten la proliferación de
microorganismos. Cuando las condiciones son óptimas para la actividad biológica (pH
casi neutro y temperatura de 30-40 ºC) y existe una atmósfera deficiente en oxígeno
(condiciones anaeróbicas) y muchos microorganismos producen ácidos grasos volátiles
los cuales son causantes de olores. Se trata de ácidos como el acético, butírico,
propioníco y valérico. Además de estos compuestos, otro tipo de bacterias como las
bacterias sulforeductoras generan ácido sulfhídrico que tiene un olor especialmente
molesto.
33

Por otra parte hay dos aspectos importantes que son responsables de la alta
carga contaminante de las aguas residuales procedentes de la fabricación de papel y
cartón; el incremento de la materia disuelta y de la materia coloidal. Estos incrementos
son producidos por la presencia de sales inorgánicas a altas concentraciones, así como
por la elevada carga orgánica de las aguas y la presencia de microorganismos.
La acción de estos microorganismos produce la aparición de grumos de resinas
(grumos pegajosos o biofilms). Este problema, muy común en la industria papelera, tiene
como consecuencia la modificación de la estructura química de la parte húmeda o wet-
end, la formación de depósitos en equipos y en el producto final, así como fenómenos de
corrosión, roturas de la banda de papel y lo que es más importante, la producción de una
gran cantidad de malos olores.
Para solucionar los problemas asociados a la generación de estos olores, existen
dos estrategias fundamentales: reducir la actividad microbiana o minimizar el olor
causado por el empleo de aditivos contaminantes.
Para reducir la actividad microbiana se debe asegurar una buena concentración
de oxígeno en todos los sistemas en los que haya agua con alta carga orgánica. Para
ello se debe contar con sistemas de recirculación y aireación directa. De todas formas un
exceso de oxigeno no siempre asegura que éste llegue al interior de los sistemas
agregados de microorganismos. Por ello, se debe intentar la minimización del
crecimiento bacteriano desde un principio. Para ello se pueden emplear biocidas, pero
con precaución, ya que este tipo de sustancias pueden poseer olor por si mismas. Otra
posibilidad es la adición de nitratos para asegurar que no se forman sulfuros.
Por su parte, los olores causados por el empleo de aditivos son debidos al
empleo de sustancias tales como almidón, antiespumantes, etc. En este caso se debe
evitar que el almidón fermente, controlando su estado en todo momento, así como
buscar aditivos exentos de olores o que se puedan descomponer o transformar en las
condiciones habituales de proceso.
En referencia a los sistemas de tratamiento de aguas, el tratamiento biológico
aerobio para los efluentes de fábricas a base de papel recuperado se ha utilizado con
éxito durante más de 20 años. Este tratamiento permite una menor emisión de olores.
Por el contrario se genera un elevado volumen de lodos que deben ser controlados si se
opta por este tipo de tratamiento (MMA, 2006).
4.3.5. Industria cerámica
Un sector importante en el norte de la Comunidad Valenciana, concretamente en
la provincia de Castellón, es el sector cerámico. Como en la mayoría de procesos
34

industriales, en él se generan residuos, aguas residuales y emisiones a la atmósfera
(tanto gases de tipo inorgánico como orgánico) que en ocasiones y de forma puntual,
pueden llegar a producir olores que normalmente no suelen traspasar los umbrales del
recinto industrial. Éstos son generados en la mayoría de los casos por el estancamiento
las aguas residuales.
Esta contaminación atmosférica depende en gran medida de ciertos parámetros
como los métodos productivos, los combustibles utilizados y sobre todo, de las materias
primas. Las emisiones atmosféricas más importantes en el sector cerámico, son del tipo
partículas, hollín, polvo y gases inorgánicos de combustión.
La emisión de partículas y polvo es inevitable, sobre todo en el tratamiento de
arcillas y arenas secas. Ciertos procesos en el sector (atomización, molienda, mezcla,
decoración, cocción, etc) producen a su vez polvo con tamaños de partícula muy
pequeños. Otra fuente, no tan importante, de emisión de polvo a la atmósfera es la
debida a la utilización de los combustibles utilizados en el proceso industrial. Entre otros,
se pueden encontrar óxidos de nitrógeno (NOx), óxidos de azufre (SOx), óxidos de
carbono (COx) y ácidos como el clorhídrico o el fluorhídrico, entre otros.
Los cerramientos, la aspiración y el filtrado son las medidas más habituales a
aplicar en el sector para evitar la emisión de partículas a la atmósfera en zonas donde
existe movimiento de la materia prima, como las zonas de carga y descarga,
almacenamiento de arenas, etc. Esta medida suele complementarse con sistemas de
aspiración y con filtros de mangas, pudiendo llegar a alcanzar rendimientos próximos al
99 % de eliminación (IPPC, 2006a).
4.3.6. Textil y calzado
La Guía de MTDs en España del sector textil (MMA, 2004) identifica los
principales procesos en la producción textil que son generadores de olores. Estos son, el
pretratamiento del algodón y las fibras de celulosa (chamuscado), la utilización de
agentes antiespumantes, el empleo de lubricantes para la preparación de las fibras
sintéticas, y los procesos de tintura. A continuación se analizan cada uno de ellos,
mostrando de qué forma se pueden prevenir las emisiones de los olores asociados.
• Pretratamiento del algodón
El objetivo de los procesos de pretratamiento de algodón es asegurar que se
separen todas aquellas impurezas que puedan afectar a la calidad del producto y que se
liberen las tensiones de las fibras sintéticas para que no se produzcan roturas por el uso
de las prendas. Estos pretratamientos incluyen diferentes operaciones como el
35

desencolado, el descrudado, blanqueo, etc. Pero de entre todos ellos, el proceso que
más afecta a la generación de olores es el chamuscado. El chamuscado consiste en
dotar a la prenda de un aspecto superficial conocido como “escarcha” cuando se tiñe.
Para ello lo que se hace es producir la combustión de las fibras superficiales empleando
una llama de gas a una distancia prudencial para no dañar el tejido. Después se trata
con agua fría para extinguir las llamas y enfriar los tejidos.
Durante el chamuscado se producen emisiones de olores que además pueden
variar según la materia prima a tratar, la posición de los quemadores o el sistema
empleado para tratar las emisiones. Estas emisiones son partículas procedentes de las
fibras quemadas, compuestos orgánicos volátiles procedentes del sustrato y metano,
debido a combustiones incompletas y formaldehído de los gases de combustión. Para
prevenir la generación de estos olores deben emplearse equipos lo suficientemente
optimizados para que los procesos de combustión sean lo más completos posibles. Otra
forma de prevención es elegir fibras textiles uniformes, libres de impurezas y
suficientemente limpias.
• Empleo de agentes antiespumantes.
Los agentes antiespumantes son productos compuestos de aceites minerales.
Estos aceites minerales elevan la carga orgánica de los efluentes finales y con ello la
contaminación de las aguas.
Para evitar esta circunstancia lo que se hace es emplear agentes antiespumantes
libres de estos aceites minerales. Son compuestos que se sustituyen por siliconas,
ésteres del ácido fosfórico, alcoholes grasos, tributilfosfatos, derivados de flúor o incluso
por mezclas de todos estos compuestos. El problema es que estos productos aumentan
el grado de bioeliminación., con la consiguiente emisión de gases contaminantes propios
de procesos de degradación anaerobia como el metano. Si además se emplean
tributilfosfatos el problema se agrava puesto que tienen un olor intenso y fuertemente
irritante.
Por todo ello se recomienda que a la hora de sustituir los agentes antiespumantes
tradicionales por otros exentos de aceites minerales se apliquen en la cantidad justa.
Con ello se puede reducir mucho la generación de malos olores.
• Empleo de lubricantes para la preparación de las fibras sintéticas.
Los lubricantes se utilizan convencionalmente en la preparación de la fibra y en
los procesos de tejeduría. Estos productos al igual que los agentes antiespumantes,
llevan gran cantidad de aceites minerales. Son por tanto productos con una baja
36

biodegradabilidad y que a elevadas temperaturas se pueden volatilizar, emitiendo gases
nocivos.
Para solucionar el problema se pueden utilizar poliéter/poliéster o
poliéter/policarbonatos, poliolésteres especiales, y ésteres de ácidos grasos. Estos
lubricantes alternativos pueden ser aplicados en menor cantidad, reduciendo así los
malos olores.
• Procesos de tintura.
En estos procesos se emplean sustancias químicas básicas y auxiliares que
pueden llegar a generar importantes cantidades de gases con olor. Un ejemplo son los
colorantes sulfurosos.
Estos se emplean para la tintura del algodón en matices oscuros y cuando se
necesita una velocidad elevada de tintura. Debido a su elevada carga contaminante
(sobre todo en un parámetro crítico como es la demanda química de oxígeno (DQO)), lo
que se hace es emplear sulfuro sódico como agente reductor. El problema es que este
sulfuro genera gran cantidad de olor debido a la formación de sulfuro de hidrógeno en
condiciones ácidas.
Con todo, lo que se recomienda es llevar a cabo los procesos de reducción con
agentes con bajo contenido en sulfuro.
Además de los sistemas de prevención descritos, la industria ha venido
adaptando dentro de sus procesos productivos diferentes tecnologías que eliminan estos
malos olores. Estos sistemas se utilizan cuando la prevención en origen no es suficiente.
Son por ejemplo las técnicas de condensación (intercambiadores de calor), técnicas de
absorción (scrubbers húmedos), técnicas de separación de partículas (precipitadores
electrostáticos, ciclones, filtros de mangas), técnicas de adsorción (carbón activo), etc.
(MMA, 2004).
4.3.7. Actividades ganaderas
La ausencia y/o minimización de olores es un factor clave para la aceptación
social de las explotaciones ganaderas. Las molestias ocasionadas por los olores en las
granjas en las poblaciones cercanas se producen en función de las condiciones
meteorológicas. Aunque la intensidad de olor suele ser baja debido a la distancias de
separación con los núcleos urbanos, las molestias suelen ser frecuentes (Úbeda, 2008).
Sin embargo, los malos olores no suponen un problema grave para los trabajadores
debido al gran poder de adaptación del olfato.
37

Los olores proceden de las diferentes actividades que se dan en las granjas como
por ejemplo en la gestión de los alojamientos, durante el manejo y almacenamiento de
los purines, en la aplicación en suelo agrícola de los purines o de los propios animales
muertos. Así, se producen emisiones continuas como las que proceden de los
alojamientos o en la limpieza anual de fosas, y puntuales como por ejemplo cuando se
aplican los purines al suelo.
Las emisiones que más problema causan por malos olores en las explotaciones
ganaderas son el ácido sulfhídrico (SH2) y el metano el (CH4). El SH2 se genera en
condiciones de anaerobiosis por descomposición bacteriana de la materia orgánica con
azufre en las heces. Y el CH4 proviene de la eliminación del N de los animales a través
de la orina y las heces. Del total de N suministrado a los cerdos en forma de proteína de
la dieta, únicamente entre un 20 %y un 40% es retenido por el animal (Coma y Bonet,
2004).
En la fase de diseño de la explotación, se debe estudiar la dispersión que tendrá
la fuente de olor. Para ello, la dirección del viento, la separación apropiada de los
núcleos de población, la orografía incluso la meteorología del lugar son aspectos que
deben ser considerados a la hora de decidir tanto la ubicación como la orientación de la
explotación ganadera, para prevenir en origen los malos olores de estas actividades.
Los vertidos líquidos suelen ser la fuente difusa responsable del olor en las
explotaciones ganaderas. Evitando la dilución de los vertidos, se evita el escape de los
malos olores. Por ello, es importante considerar el correcto diseño de la canalización de
aguas limpias y sucias para evitar que ambas se mezclen y que se produzcan vertidos
accidentales como consecuencia de precipitaciones torrenciales.
Asimismo, se pueden evitar las emisiones de olores procedentes de fuentes
difusas canalizándolas a través de chimeneas, colocando barreras vegetales o muros de
amortiguamiento de olores, cubriendo las balsas con lonas flotantes, mediante la
adecuada gestión de fosas sépticas y cubriendo los silos de almacenamiento de
estiércoles con tierra o incluso con tejados. Además, las emisiones se pueden diluir en
aire limpio para modificar la inmisión del olor o modificar el olor mediante sustancias
enmascarantes.
El almacenamiento y gestión de los piensos también pueden causar malos olores.
Por ello, se deben contener en tanques o silos así como evitar el derrame cuando se
proporcione al ganado. Las lixiviaciones o efluentes que contengan alimentos deben
estar canalizadas y ser gestionadas adecuadamente. Disminuir la cantidad de proteínas
38

proporcionada en el pienso de los animales puede contribuir a reducir el N excretado y
por tanto el NH4.
Durante la operación de las actividades ganaderas, los alojamiento se debe
ventilar diariamente para mantener el material vegetal que forma la cama del ganado y
los piensos lo más seco posible asegurando de esta manera una correcta higiene y salud
de los animales.
Se debe procurar no aplicar el estiércol por las tardes o en fines de semanas y
diluir los purines con agua en un tanque cerrado. Previamente a la aplicación del
estiércol, se debe consultar el parte meteorológico para predecir lluvias y la dirección de
viento. La aplicación al suelo mediante inyección, sin sobrepasar los 50m3/ha (Defra,
2009) y favorecer la incorporación rápida del estiércol al suelo, son métodos efectivos
para reducir las emisiones odoríferas y concretamente de amoníaco.
En definitiva, las medidas de predicción meteorológicas, un buen funcionamiento
del sistema de ventilación, unas buenas medidas de limpieza en el interior de las naves,
así como una buena gestión de los purines, son las claves para evitar los malos olores
en estas explotaciones.
Las tecnologías de tratamiento de olores que más se utilizan en las explotaciones
ganaderas son las cubiertas biológicas y los biofiltros. Es más, la digestión anaerobia de
los purines puede ser aprovechada mediante la producción de biogás para generar
electricidad y poder ser utilizada posteriormente en la propia granja.
4.3.8. Gestión de residuos
Las operaciones relacionadas con la gestión de residuos también son potenciales
generadoras de olores. Sobre todo en lo que se refiere al vertido de los residuos en
vertederos y en el compostaje de residuos orgánicos. Por su parte, la depuración de
aguas residuales, principalmente los tratamientos biológicos, también puede generar
emisiones de olores.
La causa común es que a menudo, tanto para los residuos como para los lodos
de depuradora, se dan condiciones anaerobias que son las que producen la degradación
de la materia orgánica y consecuentemente la generación de gases con mal olor.
Para el caso de los vertederos de residuos, la degradación en condiciones
anaerobias de la materia orgánica genera el denominado "gas de vertedero" o "biogás"
en cantidades importantes. Aunque la composición del biogás depende de la antigüedad
de la instalación se estima que las concentraciones medias de los gases generados son:
39
55% en metano (CH4), 44% CO2 y 1% de otros compuestos químicos (sulfhídrico,
mercaptanos, etc) (MARM, 2008).
Si se analiza la composición de ese gas en condiciones de laboratorio, una
tonelada de residuos urbanos mezclados (cuyo contenido en materia orgánica
rápidamente biodegradable, como media en España, es un 45% en peso), puede
producir de 150 a 250 metros cúbicos de biogás (MARM, 2008). Este biogás a menudo
puede ser recuperado energéticamente, pero en condiciones normales no más allá de 80
ó 100 metros cúbicos por tonelada. Eso teniendo en cuenta además que estos datos se
refieren a toda la vida útil del vertedero, y siempre y cuando se empleen tecnologías que
a menudo son complejas y que suponen una inversión tal, que hace que solo sean
viables en grandes vertederos. Por ello, en el mejor de los casos, unos 100 metros
cúbicos de biogás por cada tonelada vertida acaba emitiéndose a la atmósfera, con los
consecuentes problemas de mal olor asociados.
Cabe destacar además que la aparición de cada vez más residuos de envase de
carácter biodegradable, hace que en un futuro se puedan generar mayor cantidad de
olores por la aparición de gases como el metano, el dióxido de carbono, el amoníaco y el
sulfuro de hidrógeno. También este tipo de residuos pueden generar COV que
contribuyen al olor como mercaptanos, alcoholes, carbonilos, y sulfitos a nivel de traza
(MARM, 2008).
Otra fuente importante de mal olor en el tratamiento de los residuos puede darse
en las operaciones de compostaje. Para que eso no ocurra es necesario que se airee
adecuadamente la masa de residuos en compostaje evitando así condiciones anaerobias
extremas que produzcan esos malos olores. En ese caso la humedad no debe superar el
70% para favorecer la actividad microbiana sin generar un exceso de malos olores. Otra
causa puede ser que la estructura de los residuos sea inapropiada. Es este el caso de
residuos apelmazados o muy densos (Barrena, 2006).
Otra causa también de malos olores en el compost puede ser debida a una
selección inadecuada de los residuos en origen. En algunos casos la presencia en
grandes proporciones de residuos cárnicos o de pescado puede hacer que la relación
carbono/nitrógeno se descompense. De ocurrir esto, se percibiría la aparición de malos
olores derivados de la emanación de compuestos reducidos de nitrógeno como el
amoníaco y de azufre como sulfuros (Organic S.A., 2009). Para evitarlo es necesario que
los materiales a compostar tengan un especial seguimiento. Esto sobre todo en lo que se
refiere a los materiales putrescibles, que deben ser los primeros en entrar, primeros en
salir y deben ser refrigerados en caso de que sean necesarios para evitar su mal olor.
40

Finalmente si el compostaje requiere operar al aire libre se necesitan seguir
buenas prácticas tales como el cubrimiento de los materiales olorosos, la limpieza
periódica de la instalación, el mezclado adecuado de los materiales, la ventilación
forzada, etc.
Por su parte en lo que al tratamiento de aguas residuales se refiere, también se
producen gases que producen olores, sobre todo en los tratamientos secundarios que
son los que se utilizan para eliminar la contaminación orgánica disuelta. En dichos
tratamientos se llevan a cabo procesos de oxidación aerobia o de eliminación anaerobia.
Para ambos casos se producen olores procedentes de la descomposición de la materia
orgánica. En el caso concreto de la degradación anaerobia, se utilizan digestores
cerrados para que de ese modo, además de asegurar la eficiencia del proceso, se
reduzcan las emisiones de gases a la atmósfera.
Por otro lado en las fases de tratamiento aerobio lo que suele hacerse es, por
ejemplo utilizar pelotas de plástico en los tanques abiertos, de manera que permitan la
reducción del área de volatilización. Sin embargo, estos balones de plástico deben estar
fuertemente sujetos a los tanques o balsas, puesto que en caso de que sean arrastrados
por el aire, al ir impregnados de sustancias nocivas, pueden convertirse en una fuente de
emisión de malos olores (y de otras sustancias).
Figura 10. Esquema de funcionamiento de las pelotas flotantes (Fuente: EURO MATIC)
41

Figura 11. Balsa y depósito cubierta de pelotas de plástico (Fuente: EURO MATIC)
Otros ejemplos de actuaciones que se pueden llevar a cabo en las instalaciones
de tratamiento de aguas residuales para minimizar la generación de olores pueden ser el
llenado de los tanques por la parte inferior mediante bombas enterradas para evitar la
contaminación de la superficie, la aireación de los tanques de lodos o simplemente su
reubicación a lugares menos sensibles.
5. TECNOLOGÍAS DE TRATAMIENTO DE OLORES
5.1. Criterios para la selección de la tecnología de tratamiento de
olores
La eficacia o rendimiento del sistema de tratamiento se mide como proporción
inicial y final del contenido de COV o del olor.
Esta eficacia depende de varias variables, como por ejemplo, de la cantidad de
COV (concentración) que emite el proceso, el caudal de la chimenea, los tipos de COV
que se utilizan en el proceso, etc. Cada actividad industrial presentará una casuística
concreta, a la cual se le ajustará mejor una tecnología determinada.
En la siguiente figura, se observan las condiciones de caudal y de carga
contaminante más convenientes para la utilización de las tecnologías.
Figura 12. Guía genérica para la aplicación de las diferentes tecnologías en función del caudal y
la concentración del olor (Fuente: IPPC, 2002)
42

Como se puede observar en la figura 12, si la concentración de los olores o COV
es baja, se puede optar por tratamientos de adsorción, si la empresa utiliza caudales
pequeños, o tratamientos biológicos, para caudales grandes.
Sin embargo, cuando la actividad cuenta con grandes concentraciones de olores
o COV en sus emisiones, se puede optar por varios tratamientos, entre los más utilizados
la crio-condensación, cuando se trabaja a caudales bajos, o los diferentes tratamientos
de oxidación térmica (incineration en la figura 12), cuando se trabaja a caudales
elevados.
5.2. Tecnologías de tratamiento de olores
Para facilitar la lectura y la consulta de dicha guía, se ha dividido este apartado en
tecnologías de tratamiento de olores físicas, químicas y biológicas.
5.2.1. Físicas
5.2.1.1. Modificación del olor
El término modificación del olor hace referencia a la introducción de otras
sustancias volátiles en la atmósfera con el objetivo de modificar la percepción e
intensidad final del olor. Esto puede llevarse a cabo de diferentes maneras:
i. Enmascaramiento del olor : consiste en la adición de otro olor de forma que consiga
hacer el olor original más aceptable e/o irreconocible.
ii. Inhibición del olor: describe el fenómeno a través del cual una mezcla de una
sustancia con mal olor y una sustancia inhibidora consiguen un olor menos intenso
que la suma de las intensidades de los componentes del gas o de la sustancia
olorosa.
iii. Neutralización: se refiere al efecto en el que la interacción entre los receptores
químicos de la nariz y las moléculas con mal olor son modificadas de manera que
se consiga modificar la respuesta sensitiva humana.
La aplicación de los modificadores del olor puede ser:
Adición directa a la sustancia con mal olor en el origen. En este caso el
modificador debe ser capaz de soportar las mismas condiciones que la
sustancia que está siendo tratada. La adición puede realizarse en un
conducto o en un scrubber o lavador (se necesita cierto tiempo para que el
contacto entre las sustancias se lleve a cabo).
Descarga en la atmósfera a una cierta distancia de la fuente de emisión, entre
el origen y la población, mediante atomización y pulverización.
43

Las ventajas que presenta la modificación del olor son:
Pequeña inversión de capital
Las unidades de atomización son portátiles, pueden ser rápidamente
instaladas
Por el contrario, las principales desventajas son:
La aplicación de inhibidores o enmascaradores del olor puede ser
problemática, ya que las emisiones pueden variar en concentración o
naturaleza con el tiempo. Estas variables hacen que sea complicado el
asegurar que los malos olores sean “borrados” a todos los niveles de la
emisión.
El olor del agente inhibidor puede convertirse en sí mismo en una fuente de
molestias.
En términos de relación entre la intensidad percibida y la concentración (del
mal olor y del agente inhibidor), la concentración disminuirá en la dirección del
viento desde el origen, pero el efecto sobre la intensidad percibida no será
uniforme con el descenso en la concentración. Esto se debe a que para todas
las sustancias la intensidad percibida disminuye en distinta medida por el
mismo descenso en la concentración. Otros factores, tales como las
diferentes características de difusión del modificador del olor y el olor en sí
mismo pueden originar que la sustancia causante del olor se separe del
agente modificador, creando así dos olores diferentes a una cierta distancia.
Los costes del agente modificador y del mantenimiento de los equipos de
atomización pueden ser elevados, puesto que las boquillas de los
pulverizadores tienden a obstruirse con el tiempo.
La aplicación de esta tecnología no debe considerarse cuando las emisiones
de mal olor conllevan algún tipo de riesgo para la salud humana.
Por otro lado, existen determinadas situaciones en las que la adición de otra
sustancia química en el aire en lugar de tratar con el problema en el origen de emisión,
es la mejor opción ambiental desde un punto de vista de la legislación. Si bien cada caso
debe ser examinado de forma individual, en las siguientes aplicaciones se indica
cuando la utilización de agentes modificadores del olor puede ser apropiada:
- Como una medida temporal mientras se esté instalando un sistema de
desodorización en la planta.
44

- Como una medida a corto plazo o para suministrar un tratamiento adicional
para ocasiones puntuales (por ejemplo, en casos de variaciones
estacionales).
- En caso de que el agente modificador es utilizado en un conducto o en un
lavador de tal forma que se contenga, y no haya transferencia del agente a la
atmósfera en el que podría someterse a los fenómenos de dispersión y tener
un impacto en los receptores finales.
5.2.1.2. Condensación
La condensación puede considerarse tanto tecnología de eliminación de olores,
así como una tecnología de pretratamiento. Cuando la corriente contaminada contiene
elevadas concentraciones de compuestos a depurar, la condensación logra reducir
considerablemente los olores y los COV.
Existen múltiples maneras de condensación, a continuación se agrupan las
maneras más comúnmente utilizadas:
i. Condensadores de contacto directo : la corriente de gas se rocía con líquido
enfriado y el vapor del gas se condensa.
ii. Condensadores de contacto indirecto : la corriente de gas condensa en la superficie
externa de unos tubos por los cuales circula líquido enfriado.
iii. Condensadores de aire frío : la corriente de gas se condensa en la superficie
externa de unos finos tubos por los cuales circula aire frío.
iv. Condensadores presurizados : el gas se comprime antes de ser enfriado. Es el
sistema más eficiente, pero también el más caro.
El principal problema de los condensadores es la gran cantidad de energía que
consumen. Además, no distingue entre compuestos olorosos y no olorosos de manera
que su eficiencia y por tanto su coste son elevados. Este tipo de sistemas se suelen
encontrar en industrias químicas con corrientes gaseosas concentradas en compuestos
orgánicos, generalmente generadores de olores, y en las que resulta rentable la
recuperación de grandes corrientes de aire.
5.2.1.3. Adsorción (medio sólido)
La adsorción ocurre cuando las moléculas de gas son retenidas por una
superficie sólida (adsorbente). Las moléculas de gas se transfieren a la interfaz gas-
sólido y se difunden a través de los poros del sólido hasta que las moléculas son
finalmente adsorbidas en su superficie interna.
45

Algunos materiales adsorben mejor unas especies químicas que otras, así un
determinado olor puede eliminarse haciéndolo pasar a través de un lecho o filtro con el
material adsorbente apropiado. La capacidad adsorbente del filtro se agota
progresivamente a medida que el olor ocupa el aire contenido en el sólido. El filtro se
satura dependiendo de la temperatura, la concentración de contaminantes en la corriente
de gas, la humedad y la velocidad del gas. Sin embargo, es común la práctica de
regeneración del material adsorbente.
Seleccionar el material apropiado para una aplicación determinada es crucial para
alcanzar una buena efectividad. El adsorbente más común es el carbón activado ya que
posee mucha superficie específica. No obstante, la sílice, la zeolita y los óxidos de metal
se suelen usar con compuestos polares. Además, éstos se utilizan cuando las
condiciones de alta temperatura y humedad dificultan la adsorción por parte del carbón
activado.
Esta tecnología se aplica para la eliminación de olores y COV. Es apropiado para
pequeñas emisiones odoríferas que contienen bajas concentraciones de compuestos
orgánicos. No resulta apropiado para emisiones que contengan partículas ni alta
humedad. En este caso los cartuchos desechables son más rentables.
Los adsorbentes se puede utilizar; como tratamiento primario; como tratamiento
secundario para purificar el gas después de someter la corriente a un tratamiento
primario; para concentrar lo olores en el carbón activo antes de destruir el gas; o como
portador de agentes reactivos (el carbón se puede impregnar con sosa cáustica para
eliminar el SH2).
Su eficiencia supera el 90% pero se puede aumentar con sucesivas fases en
serie.
Es un sistema de tratamiento relativamente más barato que el resto de
tecnologías. Tiene un coste entre bajo y medio en función del número de fases que se
utilice. Además se debe considerar el coste de regeneración del adsorbente. Los filtros
de polvo en ocasiones son necesarios ya que la presencia de partículas sólidas en la
corriente de emisiones a tratar puede causar obstrucciones, lo que puede incrementar el
coste Si se utiliza la adsorción para tratar emisiones con elevadas concentraciones de
compuestos orgánicos, la saturación ocurrirá con rapidez y los costes pueden dispararse.
El rendimiento del carbón activado puede mejorarse impregnándose con productos
químicos o modificando el tamaño de los poros, lo que puede encarecer el sistema. El
proceso requiere un bajo mantenimiento pero la regeneración añade cierta dificultad y
coste.
46

El consumo energético es bajo pero depende de la presión que deba ejercerse. El
uso de materias primas es bajo si se regenera el adsorbente. La regeneración genera
gases que deben ser tratados adecuadamente. Asimismo, se pueden producir residuos
procedentes del material adsorbente que por cualquier razón ya no pueda regenerarse.
Existen distintos sistemas de adsorción, los cuales se indican a continuación:
a) Lechos de adsorción
Existen principalmente tres tipos de lechos de adsorción: en lecho fijo, en lecho
fluidizado y en lecho móvil.
En el sistema sobre lecho fijo, el gas contaminado se hace pasar a través de un
lecho estacionario de adsorbente en vibración. Es un sistema simple y económico. Tiene
la ventaja de no tener que manipular frecuentemente los sólidos. Sin embargo, cuando la
concentración a adsorber es alta, una gran parte del lecho adsorbente se satura y queda
inactivo. Cuando esto ocurre se necesitan lechos con grandes superficies.
Respecto a los sistemas multifase y en continuo, el adsorbente en lecho
fluidizado está en suspensión y el gas contaminado pasa a través suyo. En el sistema
de lecho móvil, el adsorbente se deja caer por gravedad sobre una corriente de aire
contaminado.
La principal ventaja de estos dos sistemas es que al tener varias fases, la
eficiencia es mayor que en el de lecho fijo. No obstante, estos sistemas se desgastan
con mayor frecuencia y el continúo manejo y transporte de los sólidos es complejo y
caro. Este problema se puede minimizar con equipos mecánicos que gestionen los
sólidos. Además, el sistema de adsorción debe ser lo suficientemente grande para que
salga rentable.
b) Cámara de oxidación
Este es un sistema de adsorción que consiste en una cámara de oxidación
proseguida de una fase de purificación. La cámara de oxidación contiene un soporte
impregnado con una material oxidante (ClCO2, KMnO4, etc.). El olor se hace pasar a
través de esta cámara donde primero se adsorbe y posteriormente se oxida dando
lugar a productos inodoros. La fase de purificación consiste en eliminar los compuestos
olorosos que no pueden ser oxidados mediante carbón activado.
Este último sistema se aplica para pequeñas corrientes de aire y alta
concentración de olor. Su coste es relativamente bajo y tiene la ventaja de que ambas
unidades se pueden adquirir por separado y requieren de poco mantenimiento. Sin
embargo, pueden emitir los gases oxidados, requiere de un segundo lavado de los
47

productos oxidantes, los oxidantes tienen una vida corta, se requiere de personal experto
y puede producir un olor secundario.
5.2.1.4. Absorción o lavado de gases (medio líquido)
La absorción ocurre cuando existe transferencia de masa entre un gas soluble y
un líquido en disolución en un dispositivo llamado “scrubber” que permite el contacto
entre ambos. La fase líquida generalmente se recircula de manera que se purga la
misma cantidad de reactivo que se añade. El primer paso consiste en hacer que el aire
contaminado entre en contacto con el líquido, así los componentes olorosos se
transfieren a la fase líquida donde una reacción química tiene lugar.
Para aumentar la eficiencia en el tratamiento de emisiones odoríferas específicas,
se añaden reactivos. Normalmente los gases alcalinos o ácidos son absorbidos bajo
condiciones controladas de pH, mientras que otros olores se absorben con reactivos
químicos específicos en función de su composición. Los agentes oxidantes se utilizan
frecuentemente para el control de aldehídos y cetonas.
Los reactivos más usados pertenecen a dos grandes grupos, los compuestos
neutralizantes y los agentes oxidantes. Los primeros incluyen H2O, H2SO4 y otros ácidos
así como NaOH y otras bases. Las reacciones que tienen lugar en presencia de estos
compuestos son reversibles bajo disolución o neutralización de manera que los olores
pueden ser desorbidos del líquido efluente, por eso estos reactivos se utilizan
normalmente en combinación de agentes oxidantes. Los agentes oxidantes incluyen
KMnO4, NaClO4, ClO2, O3, H2O2 y Na2S2O5. Algunos de los productos de estas reacciones
pueden precipitar y/o generar una fuente de olor secundaria.
Su campo de aplicación abarca COV, olores y gases ácidos. Es el mejor sistema
para tratar grandes caudales de gas (2 - 3) m/s con una concentración entre baja y
media de compuestos olorosos.
Se utiliza en el tratamiento de subproductos, granjas de lombrices, hidrólisis de
verduras, fabricación de tabaco, medicamentos, ácidos grasos, tratamiento de aguas,
tintes, aminas, resinas fenólicas y metilmetacrilato. La técnica también es apropiada para
la el lavado de gases después de la incineración si no se han producido gases ácidos.
Generalmente se utiliza agua como líquido de absorción y la eficiencia suele
alcanzar en la mayoría de los casos el 90%, en función del número de fases.
El coste es de medio a alto, en función del número de fases que incluya la
tecnología. Requiere de un elevado mantenimiento pues algunos productos resultantes
48
son corrosivos y forman sales en forma de gel que pueden llegar a causar problemas de
obstrucción.
El consumo energético es medio, pues se utiliza para crear la corriente de gas y
recircular el líquido reactivo. Si el reactivo es agua, el consumo de agua puede llegar a
ser alto. Además, es necesario un buen control del sistema ya que el consumo de
reactivos es alto. También se pueden producir fangos y restos de reactivos difíciles de
tratar. Se generan grandes cantidades de vertido cuando la humedad es muy alta. El
post-tratamiento de los residuos generados puede producir una fuente de olor
secundaria.
Entre los tipos de sistemas de absorción se encuentran lo siguientes:
a) Torre de atomización
El líquido entra atomizado por encima de la torre en forma de aerosol mientras
que la corriente de gas odorífera entra por la parte inferior. El sistema puede diseñarse
bien a contracorriente (el gas fluye en dirección opuesta al aerosol), en corriente (el gas
fluye en la misma dirección que el aerosol) o bien a corriente cruzada (el gas fluye en
dirección perpendicular al aerosol). Las pequeñas gotas del líquido en forma de aerosol
caen por encima de cantidades crecientes de gas oloroso. El contacto gas - líquido en la
superficie de las gotitas permite la transferencia de masa.
Esta tecnología se ha aplicado con éxito en varios sectores de la industria
química para absorber gases ácidos y olores para la hidrólisis del NH4 y la eliminación de
partículas.
Una consideración a tener en cuenta es que a medida que aumenta la cantidad
de partículas, la boquilla a través de la cual se produce el aerosol puede obstruirse y
puede ser necesario incorporar un filtro. El filtro puede cambiar la distribución del líquido
en la torre y disminuir la eficiencia. Además, la eficiencia de la eliminación de los olores
también disminuye cuando el tiempo de contacto entre la corriente de gas odorífera y el
líquido es demasiado pequeño pues existe menos superficie disponible para que se
produzca la transferencia.
b) Sistema de absorción de platos
El sistema absorbente de platos consiste en numerosos bandejas perforadas
(tamices) dispuestos de forma horizontal en el interior de una torre vertical de absorción.
El líquido entra por encima de la torre y fluye de arriba hacia abajo a través de los
tamices. La corriente de gas odorífera se introduce por debajo de la torre recorriéndola
de abajo hacia arriba.
49

Esta tecnología se utiliza para la eliminación de partículas sólidas. Ha sido
empleada con éxito en la industria química y en las plantas de calefacción industrial para
la absorción de ácidos (disueltos en agua), SO2 (con Na2SO4) y olores. También ha
funcionado para eliminar los olores de la industria de alimentación animal.
Los flujos de gas uniformes pueden producir costras en los tamices causados por
la cal. Tampoco son apropiados para usarlos con líquidos espumosos.
c) Sistema absorbente en lecho compacto
Es el tipo de sistema de absorción más utilizado en el tratamiento de olores.
Contiene unas rejillas donde se coloca el material de relleno, un distribuidor de líquido,
unos tubos de entrada y salida de gases y líquidos y un eliminador de vapor.
El líquido se distribuye de manera continua sobre el lecho compacto formándose
una película que proporciona una amplia superficie para su contacto con el gas. El gas
contaminado fluye a través del lecho compacto en la misma dirección, de manera
transversal o a contracorriente del flujo del líquido. Este tipo de torres suelen ser
relativamente altas, generalmente con un diámetro de 1,5 m y una altura de 7 m para
una corriente de 1 m3/s.
Este sistema, con el reactivo apropiado, se usa para la absorción de gases ácidos
y olores procedentes de calderas o de procesos químicos, alimentarios, metalúrgicos o
petrolíferos.
El sistema de absorbentes compactos suele tener un coste que duplica el de la
torre de atomización. No es apropiado para tratar gases que contengan alta
concentraciones de partículas ya que pueden obstruir el lecho. Por ello, en algunos
casos se requiere la instalación de un dispositivo que elimine a priori estas partículas. En
función del líquido empleado, pueden aparecer residuos y precipitaciones en la torre
siendo su eliminación algo complicada.
d) Absorbente en lecho móvil
Este sistema consiste en zonas móviles de relleno (generalmente medios con
plástico o vidrio) donde el gas y el líquido pueden mezclarse. Contiene unas rejillas
donde se coloca el material de relleno, unos tubos de entrada y salida de gases y
líquidos y un eliminador de vapor. El movimiento de los lechos absorbentes proporciona
una amplia superficie de contacto.
Este sistema se ha utilizado con éxito para la eliminación de gases con trazas de
SO2, HF y olores así como para la separación de partículas en la industria metalúrgica,
química, alimentaria, de generación de energía y de tratamiento de residuos.
50

e) Sistema de absorción en matriz fibrosa
Es un subtipo de absorción en lecho compacto. La diferencia es que el lecho es
un material fibroso. Dependiendo de la aplicación, el material fibroso es rociado continua
o intermitentemente con el líquido. El sistema se diseña para que el gas fluya horizontal
o verticalmente. El relleno puede ser vidrio, plástico o acero.
Es un sistema relativamente barato, se requieren bajas presiones y son capaces
de tratar hasta el 50% más de gas que la torre compacta convencional.
La industria química metalúrgica y electrónica utiliza este sistema de absorción
para eliminar componentes ácido y compuestos orgánicos e inorgánicos de corrientes de
aire contaminado.
Sin embargo, este sistema tiende a bloquearse a causa de las partículas o por el
crecimiento de biomasa en la matriz fibrosa.
f) Absorción catalítica
Se usa cuando en la corriente de aire contaminado existen compuestos
odoríferos que requieren de diferentes reactivos de absorción y por tanto varias fases de
absorción. El sistema está diseñado para que en una misma unidad, se combinen
diversos procesos de absorción.
En la mayoría de los casos el proceso funciona correctamente con varias fases
de absorción, pero el consumo de reactivos puede ser considerable. Su eficiencia puede
variar pudiéndose alcanzar hasta el 95% en la eliminación de compuestos orgánicos.
No obstante, este sistema no es apropiado para eliminar los olores de los
compuestos orgánicos insolubles y a altas concentración de olor. Los absorbentes ácidos
pueden resultar caros.
5.2.2. Químicas
5.2.2.1. Plasma frío
En la última década se ha empezado a estudiar la aplicación del plasma frío en la
destrucción de diferentes compuestos (orgánicos e inorgánicos) que contribuyen a la
contaminación atmosférica.
El plasma es un estado de la materia que consiste en una mezcla de iones,
electrones y radicales libres. El plasma se genera en el medio cuando una corriente de
alto voltaje es producida entre dos electrodos (a través de un haz de electrones o de una
descarga de corona). Es entonces cuando se generan partículas con una alta energía
que mediante colisiones con la materia, generan una multitud de moléculas excitadas /
51

radicales que pueden reaccionar con las moléculas a tratar para así oxidarlas. En
función de la cantidad de energía aplicada, el sistema se denomina plasma térmico o no
térmico (plasma frío).
Se ha demostrado que el plasma frío puede reducir las emisiones odoríferas entre
un 75% y un 96% dependiendo del diseño, las condiciones del proceso y las
características del olor. Ningún aditivo ni consumible es necesario para poner en marcha
el sistema excepto por la energía. El proceso de plasma frío da lugar a ozono y aguas
contaminadas (IPPC, 2006b).
Existe cierta preocupación respecto a si el tratamiento de corrientes de aire
mediante esta técnica puede producir explosiones. Por ello, el uso del plasma frío para el
tratamiento de emisiones de contaminantes a la atmósfera es prometedor, pero todavía
se encuentra en fase de estudio y desarrollo.
No obstante, este sistema de tratamiento de olores ya se ha aplicado en algunas
industrias como fábricas de pescado o guisantes, de alimentación animal, de proteínas o
de extracción de aceite.
5.2.2.2. Oxidación térmica
Los procesos de oxidación térmica para la eliminación de COV consisten en
hacer pasar la corriente de gases emitidos, por un sistema que se encuentra a una
temperatura capaz de oxidar este tipo de compuestos a CO2 y H2O (como norma
general). Existen varios tipos de procesos de oxidación térmica. A continuación se
tratarán los principales.
a) Oxidación térmica regenerativa
Los compuestos orgánicos volátiles se oxidan en una cámara de combustión con
quemador y se transforman en CO2 y H2O. La oxidación térmica regenerativa se
caracteriza por la presencia de unas torres (normalmente 2 ó 3) rellenas de un material
cerámico que retiene y cede el calor de combustión al aire tratado durante los sucesivos
ciclos del proceso. Con estas torres se consigue una eficacia de recuperación térmica
superior al 95%. Es, por tanto, una tecnología con un reducido consumo de combustible.
La temperatura de trabajo se sitúa entre los 750 y los 1250 ºC.
Ésta se emplea cuando los caudales de gases a tratar son altos (superiores a
30.000 Nm3/h) y la concentración de los compuestos orgánicos volátiles es como
máximo del 25% del Limite Inferior de Explosión. Además, es interesante esta técnica
cuando no existe un proceso en el que aplicar la energía térmica que se pueda
recuperar.
52

Son instalaciones previstas para trabajar en continuo, aunque pueden adaptarse
para trabajo de hasta 16 h/día. Para turnos de trabajo de menor duración, esta técnica no
resulta rentable.
Figura 13. Sistema de oxidación térmica regenerativa. (Fuente: BLUER, S.L.)
Ventajas:
De las técnicas de oxidación térmica es la más eficiente energéticamente,
porque aprovechan toda la energía liberada en la consumición.
Recuperan hasta un 95% del calor de los gases que abandonan la cámara de
oxidación.
Ahorro de combustible (a mayor cantidad de COV, menor consumo de
combustible) respecto a otras técnicas de oxidación. Posibilidad de que el
consumo de combustible sea cero (funcionamiento autodérmico) para valores
de concentración a partir de 1,6 g/Nm3 de una sustancia como el estireno.
Tiene como base el aprovechamiento energético de los COV.
Los diseños habituales permiten depurar gases con una concentración de
hasta el 25% del Límite Inferior de Explosión.
Cantidad de partículas admisibles: hasta 10 mg/Nm3. Si fuera superior, es
necesario un filtro.
Fácil automatización del proceso.
Válida para algunos compuestos clorados.
El recuperador de calor producido durante la oxidación está incorporado en el
equipo.
53

Reducida formación de NOx. Se debe a que esta técnica consume poco
combustible, y además la temperatura de reacción es relativamente baja.
Inconvenientes:
Para concentraciones bajas de compuestos orgánicos volátiles requiere
aporte extra de combustible (coste energético elevado). Cuando la
concentración de compuestos orgánicos volátiles es muy reducida, es
necesario pre-concentrar las emisiones para reducir el consumo de energía.
Para turnos de trabajo de menos de 16h/día no es adecuado.
Temperatura de trabajo elevada.
Alto coste inicial comparado con la oxidación térmica recuperativa.
Ocupación de espacio.
Selección precisa de los rellenos y sus soportes.
Funciona mejor con caudales de gases y concentraciones de compuestos
orgánicos volátiles constantes.
Esta técnica es más apropiada para instalaciones con emisiones durante las
24 horas del día.
Se requiere la unificación de los focos emisores de COV.
b) Oxidación térmica recuperativa
Es una tecnología más simple, con un coste de inversión menor, pero mayores
costes de operación.
Consiste en una cámara de combustión con un quemador y con un
intercambiador de calor donde se calienta el aire de entrada y se enfría el aire depurado.
Con esta técnica se puede conseguir una eficacia de recuperación térmica del orden de
65%.
Esta se emplea cuando los caudales de gases a tratar no son muy altos
(habitualmente inferiores a 30.000 Nm3/h) y la concentración de los compuestos
orgánicos volátiles es elevada, pero inferior al 25 % del Límite Inferior de Explosión.
54

Figura 14. Planta de oxidación térmica recuperativa. (Fuente: BLUER, S.L.)
Estos sistemas se llaman recuperativos porque es esencial recuperar el calor
contenido en los gases depurados que salen de la cámara de oxidación. Estos
recuperadores de calor pueden consistir en precalentadores de los gases a depurar,
calderas de vapor, calderas de fluido térmico o una combinación de varios tipos de estos
aparatos. De este modo, se reduce el consumo de energía necesaria para la depuración,
o se aprovecha ésta para dar servicio a la industria.
Son instalaciones muy versátiles, capaces de trabajar continuamente, o bien en
turnos más reducidos de menos de 8 h/día.
Ventajas:
Rendimiento de eliminación de compuestos orgánicos volátiles superiores al
99 %.
Pueden tratar compuestos orgánicos volátiles halogenados, si bien puede ser
necesario colocar un sistema de neutralización de emisiones ácidas posterior.
Tiene como base el aprovechamiento energético de los compuestos
orgánicos volátiles.
Ahorro de consumo de combustible (a mayor cantidad de compuestos
orgánicos volátiles, menor consumo de combustible)
Tolerante con partículas.
Fácil automatización del proceso.
Admite variaciones en caudales de gases y concentraciones de compuestos
orgánicos volátiles.
55

Instalación de funcionamiento muy flexible. Se adapta a todos los tipos de
turnos de trabajo, desde unas pocas horas al día hasta jornadas de 24 h/día
durante 365 días al año.
Inconvenientes:
Temperatura de trabajo elevada.
Puede generar NOx, requiriéndose depuración adicional en algunos casos.
Para concentraciones bajas de compuestos orgánicos volátiles se requiere
aporte extra de combustible (coste energético elevado).
Cuando la concentración de compuestos orgánicos volátiles es elevada, es
necesario controlar el límite de explosividad.
El coste de explotación puede ser elevado, por ello es importante disponer de
sistemas de recuperación de calor eficaces para rentabilizar la energía
térmica consumida.
Ocupación de espacio.
Para que se pueda aplicar esta técnica la concentración de COV no superará
los 40 gC/m3, el caudal de gases será menor de 30.000 Nm3/h y la
concentración de partículas sólidas será menor de 10 mg/m3.
Requiere la unificación de los focos emisores de COV.
c) Oxidación catalítica
La principal diferencia es que se consigue la combustión a temperaturas más
bajas (200 – 400) ºC debido a la presencia de un catalizador en la cámara de
combustión.
Los gases a depurar deben ser calentados hasta alcanzar la temperatura de
funcionamiento del catalizador. Este calor necesario es suministrado por un quemador a
gas o un calentador eléctrico. Para reducir el consumo energético, puede instalarse un
precalentador que aproveche el calor de los gases ya depurados.
Estos equipos son compactos, ocupan menos espacio y, al trabajar a menor
temperatura, consumen menos combustible que la oxidación térmica recuperativa. Para
aplicar esta tecnología hay que tener bien caracterizados todos los disolventes, pues
puede haber algunos productos que envenenen el catalizador y obliguen a su sustitución.
Ventajas:
56

Eliminar COV cuando estos se encuentran en pequeña concentración.
Tiene bajo consumo de energía.
Pequeño tamaño en la unidad de depuración.
Reduce drásticamente el consumo de combustible adicional y la formación de
óxidos de nitrógeno.
Eficacia elevada.
Relativa flexibilidad en cuanto a variaciones de caudal.
Inconvenientes:
Mayores concentraciones ocasionan un aumento de la temperatura en el
catalizador que puede dañarlo.
Si, debido a las altas concentraciones de contaminantes, es preciso diluir la
corriente de gas a depurar con aire ambiente, el tamaño y, como
consecuencia, el precio de la instalación, aumentan.
Inversión inicial algo más elevada.
La vida útil del catalizador es limitada (máximo 30.000 horas).
Existe la posibilidad de que el catalizador se envenene con determinadas
sustancias. Por tanto, estas instalaciones no son aconsejables cuando no se
conoce exactamente la composición de los gases que se van a depurar.
Figura 15. Planta de oxidación catalítica. (Fuente: BLUER, S.L.)
57

5.2.3. Biológicas
La biotecnología trabaja basándose en el hecho de que microorganismos tales
como bacterias y hongos tienen una capacidad natural para transformar determinados
compuestos orgánicos en sustancias simples, inofensivas para el medio ambiente. Un
ejemplo de estos compuestos lo constituyen los disolventes orgánicos que son
convertidos en el dióxido de carbono y agua por determinados tipos de organismos.
Los tratamientos biológicos se basan en el principio de que los microorganismos,
en contacto con los compuestos orgánicos, crecen alimentándose de éstos,
convirtiéndolos en dióxido de carbono y agua. Se han estudiado diferentes especies
capaces de metabolizar los COV.
La composición encontrada mayoritariamente en las emisiones de los gases en
las cabinas de pintura del sector del mueble, es una mezcla de disolventes que incluye
cetonas (metiletilcetona, metilisobutil cetona, metilpropilcetona), compuestos aromáticos
hidrocarbonatos (tolueno, xilenos, estireno) y ésteres (acetato de n-butilo).
Para que la biotecnología trabaje lo más eficientemente posible, las siguientes
condiciones son las óptimas para los microorganismos:
Temperatura entre 15 y 30°C.
El contenido del oxígeno en el agua debe ser alto.
Los alimentos (nitrógeno, hierro y fósforo) deben ser añadidos con facilidad.
Operación en un pH neutro – ácido.
No debe haber acumulación de sales.
Ausencia de inhibidores tóxicos tales como gases ácidos y ciertos metales
pesados.
La capacidad para que los microorganismos eliminen COV y olores es
dependiente en la biodegradabilidad de los mismos, del diseño de la planta, de las
capacidades de la biomasa.
Bajo condiciones apropiadas, los microorganismos pueden metabolizar una
variedad amplia de compuestos. Los agentes contaminantes (COV) se pueden analizar
previamente en a su biodegradabilidad. En el caso de compuestos con cloro, pueden
existir problemas para degradar el enlace Carbono-Cloro.
La biotecnología suele trabajar con sistemas de producción que generan
emisiones de olores y COV con un nivel de solubilidad media - baja en agua y para altos
58

caudales cuando la concentración de olores y COV es baja. La transferencia de los
compuestos biodegradables del aire a la biomasa depende de su solubilidad en agua y
otras características termodinámicas. Una vez se han transferido, los microorganismos
puedan crecer rápidamente usando los compuestos disueltos (COV y olores) como
alimento. Esta biotecnología permite que las empresas utilicen un sistema que pueda
hacer frente fácilmente a los volúmenes grandes de emisiones de gas residual cargado
con COV.
Una buena degradación de los COV se consigue cuando:
La concentración de COV y el caudal son relativamente constantes
(preferiblemente < 3 g/m3).
Todo tipo de partículas de polvo deben ser eliminados previamente.
Las condiciones de operación, en cuanto a temperatura se controlan dentro
del rango de 15 – 30°C.
No hay inhibidores microbianos presentes, como es el caso de metales
pesados, etc.
La figura 23, presenta el tiempo de residencia que debe de tenerse en cuenta en
el diseño de un filtro biológico para diferentes sustancias.
Figura 16. Tiempos de residencia comunes en el tratamiento de algunas de las más típicas
moléculas degradadas en los filtros biológicos (Prado et al., 2009)1.
5.2.3.1. Biofiltración avanzada
En la biofiltración avanzada, el aire contaminado se humedece y pasa a través
de un lecho empaquetado de un sólido que da soporte a la capa biológica activa de
microorganismos. Cuando los gases pasan a través del lecho biológico, las moléculas de
contaminantes se transfieren desde la fase gas a las fases líquida y sólida, donde los
1 NC-VOCs: compuestos volátiles no clorados. C-VOCs: compuestos volátiles clorados
59

microorganismos pueden biodegradar los contaminantes en productos inocuos, como
dióxido de carbono, agua y masa celular. El carbono se proporciona a los
microorganismos a través de los disolventes orgánicos presentes en el aire que fluye al
biofiltro (COV a tratar). Además, se ha de aportar al sistema biológico otros nutrientes
(necesarios para el crecimiento bacteriano y que no se encuentran en los gases a tratar)
como el fósforo o el nitrógeno. Puesto que la densidad de los microorganismos es baja
en este tipo de lecho, el funcionamiento en cuanto a capacidad de tratamiento del
biofiltro es relativamente bajo.
Los biofiltros pueden ser una alternativa no tan cara a los tratamientos
convencionales, como la oxidación térmica y la adsorción con carbono activo, además de
tener un consumo energético bastante menor que la oxidación térmica, genera pocas
emisiones de dióxido de carbono y pocos subproductos no deseados. Muchos de los
biofiltros se han utilizado para el control de olores, pero cada vez más, incrementan su
aplicación en el tratamiento de emisiones industriales. El lecho se mantiene húmedo para
la actividad microbiana.
Muchos biofiltros utilizados para el tratamiento de contaminantes gaseosos
generalmente contienen una mezcla no definida de microorganismos. La utilización de
hongos puede ofrecer ventajas en el funcionamiento del biofiltro ya que tienen bastante
habilidad para tolerar condiciones de pH ácidos y fluctuaciones en las condiciones de
mezcla, que comúnmente ocurren en sistemas reales en empresas. Además, se ha
estudiado que hipotéticamente la micela aérea de los hongos, la cual se encuentra en
contacto directo con la fase gas, podría capturar los compuestos hidrofóbicos más rápido
que las películas superficiales de bacterias.
Varios investigadores han descrito tratamientos satisfactorios en un solo
contaminante en la corriente de gas (biofiltros a escala de laboratorio) con hongos. Estos
compuestos han sido el tolueno, el estireno, el etanol y el α-pireno.
5.2.3.2. Biotrickling
Los biofiltros son los biorreactores más ampliamente estudiados para el control de
los COV ya que se han podido aplicar a una gran variedad de contaminantes, incluyendo
moléculas oxigenadas, aromáticas y halogenadas. Al mismo tiempo han sido utilizados
para el tratamiento de olores industriales, los cuales comprenden fenoles, ácidos grasos
volátiles, amoniaco, ácido sulfhídrico y mercaptanos, muchos de ellos surgen de la
descomposición anaeróbica de compuestos orgánicos como fábricas de abonos,
vertederos y plantas de tratamiento de aguas residuales.
60

Existe un interés emergente en el estudio de diferentes configuraciones para
llevar a cabo la biofiltración. Una de ellas es el filtro biotrickling. En la depuración a través
de un sistema llamado biotrickling, el aire contaminado entra en el filtro por la parte
superior, concurre con una corriente de agua (en constante recirculación) y ambas
corrientes “trickle” (fluyen, resbalan) hacia abajo, atravesando el filtro, el cual está
rellenado de un soporte, cubierto de microorganismos. Por la parte baja del filtro sale la
corriente de gas industrial depurado y la corriente de agua que vuelve a recircularse.
Los microorganismos se desarrollan en la superficie del material que sirve de
soporte, y el líquido que se recircula, aporta nutrientes a los microorganismos y permite
un control de las condiciones de pH, lo que deriva en un funcionamiento más estable en
comparación con los biofiltros.
5.2.3.3. Bioscrubbing
La biofiltración o bioscrubbing es sin duda alguna la tecnología de tratamiento
biológico de gas más utilizada. Está caracterizada por el uso de un soporte orgánico
(serrín, turba, compost, etc.) que provee los nutrientes necesarios para el crecimiento de
los microorganismos, transformando el soporte orgánico en un filtro biológicamente
activo. Al pasar el aire contaminado a través del lecho, los microorganismos presentes
en la superficie del soporte degradan los contaminantes.
La biofiltración fue utilizada principalmente para la eliminación de los olores, y los
primeros biofiltros aparecieron en las plantas de tratamiento de aguas residuales, en
mataderos, en reactores de compostaje y en la industria alimenticia. De manera
progresiva, los biofiltros han sido utilizados para el tratamiento de una gama cada vez
más amplia de contaminantes. Actualmente la lista de compuestos tratados con éxito por
biofiltros incluyen casi 200 compuestos diferentes, tanto minerales como orgánicos,
alifáticos como aromáticos, halogenados o no.
El diseño de los biofiltros es muy variable: pueden ser sistemas cerrados o
abiertos; de uno o múltiples lechos de soporte teniendo cada uno una altura de entre 0,5
y 1,5 m. Los biofiltros permiten, por lo general, tratar flujos específicos de gas de 50 a
300 m3 por m3 de reactor por hora, con valores extremos de 12 m3 por m3 de reactor por
hora para el tratamiento de compuestos xenobióticos y de 600 m3 por m3 de reactor por
hora para el tratamiento de contaminantes poco tóxicos. La capacidad de concentración
de los contaminantes tratados con éxito puede ser de algunos mg por m3 hasta más de
5g por m3, dependiendo del nivel de toxicidad del compuesto. Esos últimos valores
significan una capacidad de degradación de 10 a 200g de contaminante por m3 de
reactor por hora.
61

Se considera que la biofiltración es una de las tecnologías más económicas, en
especial para el tratamiento eficiente de grandes flujos de aire poco contaminados. El
costo de tratamiento es muy variable y puede oscilar entre 0,3 y 2,5 € por 1000 m3
tratados, lo cual es de 3 a 10 veces inferior a las tecnologías de tratamiento de tipo
físico-químico (incineración, adsorción, etc.), dependiendo de la concentración y
toxicidad de los contaminantes.
El campo de aplicación de la biofiltración está principalmente enfocado a la
eliminación de olores y al tratamiento de efluentes que contienen bajas concentraciones
de compuestos orgánicos volátiles. Un factor importante es que la biofiltración, que es un
proceso de oxidación biológica, se aplica exclusivamente para la eliminación de
contaminantes oxidables, compuestos orgánicos parcialmente oxidados o compuestos
minerales reducidos. La biofiltración no representa por lo tanto una respuesta a las
emisiones de óxido de azufre, de nitrógeno o de dióxido de carbono.
Sin ninguna duda la aplicación de mayor importancia para la biofiltración es el
tratamiento de olores provenientes de industrias alimenticias y similares. La siguiente
aplicación en orden de importancia es en el tratamiento de aguas para evitar la emisión
de contaminantes en los tanques de aireación y de malos olores en el tratamiento de
lodos. Finalmente, numerosas empresas que manejan solventes utilizan procesos de
biofiltración para limitar las emisiones de compuestos orgánicos volátiles (imprentas e
industrias químicas).
Si la biofiltración está considerada por muchos como la solución a numerosos
casos de emisión de contaminantes gaseosos, sus detractores critican el gran espacio
necesario y el reemplazo regular del material de soporte.
No cabe duda que los biofiltros necesitan espacios relativamente grandes, de 3 a
20 m2 por 1000 m3 de aire tratado por hora. No obstante, cabe destacar que la sencillez y
el bajo peso de los biofiltros (de 200 a 500 kg por m2 de superficie) permiten instalarlos
con una relativa libertad (en techos, en zonas desaprovechadas o de difícil acceso).
También es cierto que el soporte utilizado en los biofiltros debe ser reemplazado. Por
razones obvias, los soportes orgánicos sirven de fuente de nutrientes para los
microorganismos y por lo tanto se degradan o se agotan las reservas de nutrientes
disponibles. La frecuencia de reemplazo de los soportes es muy variable y depende del
tipo de gas tratado. De manera general, se considera que los soportes tienen una
esperanza de vida promedio del orden 3 a 5 años. En este aspecto es importante
destacar que el costo del material de soporte no influye mucho sobre el costo total de
tratamiento. Antes de ser reemplazado, cada m3 de soporte habrá tratado del orden de
1,5 y 8 millones de m3 de aire. Con un costo de soporte del orden de 100 euros por m3, la
62

participación del soporte en el costo total de tratamiento representa de 1 a 7 céntimos de
euro por 1000 m3 tratados. La disposición final del soporte usado puede representar un
problema ambiental secundario. Afortunadamente, en la mayoría de los casos, cuando el
biofiltro funciona bien, el soporte usado no contiene ningún compuesto tóxico y puede ser
dispuesto como material biológico no peligroso y no tóxico.
6. CONCLUSIONES DE LA GUÍA
La Guía de Tecnologías Limpias recoge principalmente las mejores tecnologías
disponibles para la prevención y, en su caso, tratamiento de emisiones de olores y
Compuestos Orgánicos Volátiles (COV).
Las repercusiones que esta contaminación puede tener, se podrían dividir en dos
grandes grupos:
Medioambientales: Algunos de estos compuestos pueden provocar
fenómenos como el “smog fotoquímico” o el empeoramiento de la “capa
de ozono”.
Sociales: Los olores generados por estas emisiones llegan en ocasiones,
a núcleos urbanos, generando un malestar general de la población y un
rechazo hacia ciertas actividades industriales.
Aunque la cuantificación de emisiones industriales está resuelta y legislada en su
mayoría, no ocurre lo mismo con la cuantificación de los compuestos que provocan olor.
A pesar de que se pueden cuantificar las emisiones que provocan olores por
métodos instrumentales, éstas tienen unas características especiales (intensidad,
carácter y tono hedónico, etc). De hecho, no siempre altas concentraciones de moléculas
provocan fuertes olores. Puede ocurrir el caso inverso en el que pequeñas
concentraciones de un compuesto dado, provoquen fuertes olores, dificultando así su
regulación.
En las empresas, la prevención en el diseño de las instalaciones y los procesos
así como la implantación de buenas prácticas de gestión puede llegar a reducir
considerablemente la emisión de olores y COV a la atmósfera.
Si aún así siguen emitiéndose estos compuestos, dependiendo del caudal
utilizado y de la concentración de estos compuestos en las emisiones, se proponen unos
tratamientos de depuración u otros para tratar estos compuestos antes de su emisión a
la atmósfera.
63

7. BIBLIOGRAFIA
AIDIMA, Instituto Tecnológico de Mueble, Madera, Embalaje y Afines (2005).
Guía de Mejores Técnicas Disponibles para el Sector del Mueble de la Comunitat
Valenciana. IMPIVA.
AT Consultores; LABAQUA; SGS Tecnos S.A (2009): Jornada Contaminación por
olores. Junta de Andalucía, Conserjería de Medio Ambiente. Sevilla.
Barrena, R. (2006): Compostaje de residuos sólidos orgánicos. Aplicación de
técnicas respirométricas en el seguimiento del proceso. Memoria de tesis,
Departament D'enginyeria Química, Universitat Autònoma De Barcelona.
Baugh, P.J (2003): Gas Chromatography. A practical approach. IRL press. ISBN:
0199632723.
BLUER, S.L (2009). Imágenes obtenidas de la página web
http://www.bluer.es/productos.htm en noviembre de 2009.
Coma, J.; Bonet, J. (2004): Producción ganadera y contaminación ambiental. XX
Curso de especialización FEDNA. Grupo Vall Companys. Barcelona. Departamento
de construcción y vías rurales de la E.T.S.I.. Agrónomos de la Universidad Politécnica
de Madrid. http://www.cvr.etsia.upm.es/ Página web consultada en octubre de 2009.
Decreto 127/2006, por el que se desarrolla la Ley 2/2006, de la Generalitat
Valenciana, de Prevención de la Contaminación y Calidad Ambiental, 2006.
DEFRA, Department for Environment, Food and Rural Affairs (2006): Code of
Practice on Odour Nuisance from Sewage Treatment Works. Reino Unido.
www.defra.gov.uk Página web consultada en julio de 2009.
DEFRA, Department for Environment, Food and Rural Affairs (2009): Protecting
our Water, Soil and Air. A Code of Good Agricultural Practice for farmers, growers
and land managers. Reino Unido. www.defra.gov.uk Página web consultada en
octubre de 2009.
Directiva 96/61 relativa a la prevención y control integrados de la contaminación.
Epígrafe 3.5, Fabricación de cerámica sanitaria.
EURO MATIC Company (2009): Imagen obtenida de la página web
http://www.euro-matic.com/homeuk.html en noviembre de 2009.
64

Feng, Xiao; Jie-Rong, Chen (2004): Application of Non-thermal plasma
“Technology for Indoor Air Pollution Control, and. Environmental & Chemical
Engineering Institute of Xian Jiaotong”. University, Volume 2, pages 628-634.
Generalitat de Catalunya (2005): Borrador Anteproyecto de Ley contra la
contaminación odorífera. Dirección General de Calidad Ambiental. Departamento de
Medio Ambiente y Vivienda.
Gibson, Nigel. (2002): Air Quality and Odour Nuisance. National Environmental
Technology Centre (Netcen). Reino Unido. http://www.iapsc.org.uk/ Página web
consultada en julio de 2009.
Iglesias García, Antonio Ramón (2008): Contaminación atmosférica por olores:
unas técnicas de medida avanzadas y una legislación específica inexistente.
Comunicación técnica. Congreso Nacional de Medio Ambiente.
INE, Instituto Nacional de Estadísitca (2009): Encuesta Industrial Anual de
Productos. http://www.ine.es. Página web consultada en octubre de 2009.
Intronplan (1994): “Evaluación de las emisiones de olor por plantas de mezclado
de asfalto”, disponible en VBW Asphalt Breukelen, Países Bajos.
IPPC, Integrated Pollution Prevention and Control (2002): Draft Horizontal
Guidance for Odour: Part 1: Regulation and Permitting. Part 2: Assessment and
Control. Technical Guidance Note IPPC H4. Reino Unido.
IPPC, Prevención y Control Integrados de la Contaminación (2003): BREF,
documento de Referencia sobre Mejores Técnicas Disponibles en Sistemas
Comunes de Tratamiento / Gestión de Aguas y Gases Residuales en el Sector
Químico. Comisión Europea.
IPPC, Prevención y Control Integrados de la Contaminación (2005). Resumen
ejecutivo. Documento de Referencia sobre las Mejores Técnicas Disponibles en las
Industrias de Alimentación, Bebida y Leche. Comisión Europea.
IPPC, Prevención y Control Integrados de la Contaminación (2006a): Resumen
Ejecutivo. BREF, documento de Referencia sobre las mejores Técnicas disponibles,
del sector cerámico titulado “Fabricación cerámica (CER)”.
IPPC, Integrated Pollution Prevention and Control (2006b): Reference Document
on Best Available Techniques in the Food, Drink and Milk Industries. European
Comission.
65

Li, Jing; Zhu, Tian-le; Fan, Xing; He, Wei (2007): “Decomposition of Dilute VOCs
in Air by a Streamer Discharge”, International Journal of Plasma Environmental
Science & Technology Vol.1, No.2.
Marín Galvín, Rafael (1995): Análisis de aguas y ensayos de tratamiento. ISBN
84-86052-20-3.
Mendoza Roca, J.A; Montañés Sanjuan, T; Palomares Gimeno, A.E. (1998):
Ciencia y Tecnología del Medioambiente. ISBN 84-7721-689-4.
MMA, Ministerio de Medio Ambiente (2003): Guía de Mejores Técnicas
Disponibles en España del sector azucarero.
MMA, Ministerio de Medio Ambiente (2004): “Guía de mejores técnicas
disponibles en España del sector textil”. Dirección General de Calidad y Evaluación
Ambiental, Edita: Centro de Publicaciones Secretaria General Técnica, I.S.B.N.: 84-
8320-282-4.
MMA, Ministerio de Medio Ambiente (2005a): Guía de Mejores Técnicas
Disponibles en España del sector cervecero. Edita: Centro de Publicaciones
Ministerio de Medio Ambiente © I.S.B.N.: 84-8320-319-7 Depósito Legal: M-45386 –
2005.
MMA, Ministerio de Medio Ambiente (2005b): Guía de Mejores Técnicas
Disponibles en España del sector cárnico. Edita: Centro de Publicaciones Secretaría
General Técnica Ministerio de Medio Ambiente © I.S.B.N. MMA: 84-8320-326-X
I.S.B.N. MAPA: 84-491-0685-9. NIPO MMA: 310-05-083-8 NIPO MAPA: 215-05-081-
9. Depósito legal: M. 51.307-2005.
MMA, Ministerio de Medio Ambiente (2006): Documento de Mejores Técnicas
Disponibles en la industria de la pasta y el papel. Documento BREF. Edita: Centro de
Publicaciones Secretaria General técnica Ministerio de Medio Ambiente © ISBN: 84-
8320-357-X NIPO: 310-06-088-X NIPO INTERNET: 310-06-090-8.
MMA, Ministerio de Medio Ambiente (2007): Guía de apoyo para la implantación
del Real Decreto 117/2003 sobre limitación de emisiones de compuestos orgánicos
volátiles debidas al uso de disolventes en determinadas actividades.
Moe, William M.; Kinney, Kerry A.; Qi, Bing (2005): “Treatment of Paint Spray
Booth Off-Gases in a Fungal Biofilter”, Journal of environmental engineering, ISSN
0733-9372, Nº. 2, pages. 180-189.
66

Moreno, H; Pacheco, M; Pacheco, J (2004): Degradación de gases tóxicos
mediante la tecnología de plasma frío. Instituto Nacional de Investigaciones
Nucleares.
Norma UNE-EN-13725:2004 Calidad del aire. Determinación de la concentración
de olor por olfatometría dinámica, AENOR.
Organic S.A. (2009): Artículo publicado en la web: http://organicsa.net/relacion-
cn-en-el-compost.html. Página web consultada en septiembre de 2009.
PNIR, (2008): II Plan Nacional Integrado de Residuos (2008-2015). Consejo
Ministros 26 diciembre de 2008.
Prado, O´.J.; Gabriel, D.; Lafuente, J. (2009): “Economical assessment of the
design, construction and operation of open-bed biofilters for waste gas treatment”,
Journal of Environmental Management, ISSN 0301-4797, Vol. 90, no8, pages. 2515-
2523.
Real Decreto 117/2003. Limitación de emisiones de compuestos orgánicos
volátiles debidas al uso de disolventes en determinadas actividades.
Registro Estatal de Emisiones y Fuentes Contaminantes. Ministerio de Medio
Ambiente, Rural y Marino. http://www.prtr-es.es/ Página web consultada en octubre
de 2009.
Socioenginyeria S.L. (2009): http://www.socioeng.com. Página web consultada el
día 14/07/2009.
Tsang, Y.F.; Chua, H.; Sin, S.N.; Chan, S.Y. (2008): Treatment of odorous volatile
fatty acids using a biotrickling filter. Department of Civil and Structural Engineering,
The Hong Kong Polytechnic University, Bioresource Technology N 99, pages 589–
595.
Úbeda Sánchez, Yolanda (2008): Jornada de aplicación de la olfatometría al
control y solución de la problemática ambiental por olores. Centro de tecnologías
Limpias (CTL) Valencia.
Wiik, Knut; Norvegian, Helle (1998): Problems with paper odour- Posible Ways to
solve them. and Torbjorn University of Sciencie and Technology. Department of
Chemical Enginneering. N-7034, Trondheim, Norway.
Witteveen y Boss (1995): Amplia investigación sobre olores relacionados con los
problemas asociados con las ceveceras. Raadgevende ingenieurs.
67

68

ANEXO I: Valores objetivo de inmisión de olor
generado por las actividades (Anteproyecto de
Ley Contra la Contaminación Odorífera)

ANEXO I
Valores objetivo de inmisión de olor generado por las actividades (Anteproyecto de Ley
Contra la Contaminación Odorífera).
ACTIVIDADValor objetivo de inmisión (Percentil
98 de las medias horarias durante un año)
Actividades de gestión de residuos (según especifica el punto 1 del Anexo 1)
3 uoE/m3
Aprovechamiento de subproductos de origen animal
Destilación de productos de origen vegetal y animal
Mataderos
Fabricación de pasta de papel
Actividades ganaderas
5 uoE/m3
Procesado de la carne
Ahumado de alimentos
Aprovechamiento de subproductos de origen vegetal
Tratamiento de productos orgánicos
Sistemas de saneamiento de aguas residuales
Instalaciones de tueste/procesado de café o cacao
7 uoE/m3
Hornos de pan, pastelerías y galletas
Cerveceras
Producción de aromas y fragancias
Secado de productos vegetales
Otras activivdades del Anexo 1 de esta Ley
70

ANEXO II: Tipos de COV generados por las
actividades industriales
71

ANEXO II
Tipos de COV generados por las actividades industriales
COV’s Industria
Formaldehído
Fabricación de tableros, melamina, baquelita, textil, abonos, papel, resinas de urea-formaldehído, extintores de incendios, algunos cosméticos, productos de higiene personal (champúes, sales de baño).
Estireno
Fabricación de pinturas y barnices, caucho, plásticos, material aislante, cañerías, partes de automóviles, envases de alimentos, revestimiento de alfombras.
ToluenoFabricación de pinturas y barnices, es el producto de partida en la síntesis de TNT.
Metil etil cetona Fabricación de pinturas y barnices
Metil isobutil cetona Fabricación de pinturas y barnices
Xileno, mezcla de isómeros Fabricación de pinturas y barnices
Acetato de butilo Fabricación de pinturas y barnices
Percloroetileno Limpieza en seco
BencenoFabricación de plasticos, resinas, fibras sintéticas, lubricantes, detergentes.
NitrobencenoFabricación de disolventes, lubricantes, aditivo en explosivos.
ClorobencenoComo disolvente, para desgrasar partes de automóviles
Acetona Fabricación de Metil metacrilato (MMA),
Etileno Obtención de polímeros
Butano Combustible
Propano Combustible
Acrilato de etilo Fabricación de resinas
Cloruro de vinilo Fabricación de PVC
1,2-dicloroetanoFabricación de cloruro de vinilo, agente desengrasante, disolvente.
Cloruro de carbono (IV)Líquido refrigerante, un potente plaguicida y fungicida, un cáustico producto desengrasante, fabricación de pinturas, agente extintor.
EtanalFabricación de plásticos, pinturas, lacas, en la industria del caucho, de papel y la curtición del
72

COV’s Industria
cuero, industria alimentaria.
Anilina
Fabricación de espuma de poliuretano, productos químicos agrícolas, pinturas sintéticas, antioxidantes, estabilizadores para la industria del caucho, herbicidas, barnices y explosivos.
Tricloroetileno
Se usa principalmente como solvente para eliminar grasa de partes metálicas, aunque también es un ingrediente en adhesivos, líquidos para remover pintura y para corregir escritura a máquina y quitamanchas.
73