Enzimas en la elaboración de cerveza.pdf
4
54 · BBIE 2/2000 PROBLEMAS Y SOLUCIONES PARTE 1: ENZIMAS PARA LA INDUSTRIA CERVECERA Poul Erik Andersen* * Asesor técnico para Novo Nordisk, en Españe y Portugal responsable para la industria de bebidas, de cervezas y cítricos. La fabricación de cerveza siempre ha implicado el uso de enzimas. Antiguamente, la malta de cebada o trigo solía ser la materia prima más importante como base para la producción del extracto y al mismo tiempo la única fuente esencial de enzimas. Sin embargo, la malta es una materia prima muy cara, ya que el proceso de malteado requiere mucho tiempo y pérdida de energía. Por esta razón y para obtener un extracto más barato hoy en día se utilizan granos crudos o adjuntos, es decir materiales no malteados preparados de granos de cereales, por ejemplo, el arroz, la sémola de maíz o la cebada. Una característica común a todos estos materiales es su contenido inadecuado o nulo de enzimas. Con estos materiales, el almidón, proteínas y glucanos necesitan ser digeridos por otras enzimas en la carga. Estas enzimas, tradicional- mente aportadas en forma de malta, limitan la cantidad de grano crudo del total de la mezcla. Dentro de la industria bioquímica, el desarrollo desde los finales de los años setenta hasta hoy ha condu- cido a la producción de enzimas que pueden sustituir o complemen- tar las enzimas de la malta, y han brindado a la industria cervecera nuevas posibilidades conjunta- mente con las enzimas de la malta: • Usar cantidades mayores de granos crudos que con malta sola • Se puede usar otros tipos de granos crudos como sorgo, trigo, cebada etc. aparte de los más tradicionales como maíz y arroz • Se puede aumentar la filtrabilidad del mosto y cerveza considerable- mente usando beta glucanasas. • Se pueden fabricar nuevos tipos de cerveza con una atenuación más alta – cerca del 100 % • Se puede reducir el tiempo de maduración usando el ALDC, que evita la formación de diácetilo. La siguiente da informaciones más profunda de los distintos tipos de enzimas en el proceso de elaboración de la cerveza. ENZIMAS ENDÓGENAS Malta: Enzimas para la degradación del almidón; Glucanasas; Proteasas Levadura: Fermentación ENZIMAS EXÓGENAS (ORIGEN VEGETAL, BACTERIANO, FÚNGICO) • Enzimas no derivados de la malta, cereales o levadura • Producida vía fermentación en gran escala • Contiene una o más actividades principales y algunas actividades secundarias • Contiene agentes y otro componentes para su estabilidad • Para compensar las deficiencias de las enzimas propias de la carga (malta) • Para ajustar la composición del mosto o cerveza • Para usar en la fabricación de cerveza con grano crudo En combinación con enzimas de la malta las enzimas externas tienen muchas ventajas. Se puede ajustar la fermentación usando enzimas sacarificantes durante el cocimiento o entre la filtración del mosto y la ebullición y finalmente durante la fermentación o guarda. La filtración – tanto del mosto como la cerveza – se puede aumentar / mejorar usando beta-glucanasas y / o pentosanasas durante la cocción. Se puede usar cebada como grano crudo hasta por encima de 50 %, cuando se complementan con enzimas externos. Licuefacción del grano crudo con alfa-amilasas termoestables. Es más simple y más seguro que el método tradi- cional con la malta. La maduración se puede acelerar con la alfa-aceto- lactato descarboxilasa (ALDC) añadida durante la fermentación. Entre estos grupos de enzimas en tabla 1 hay una gran diferencia en su modo de acción según su origen bacteriana o fúngica. Tienen un máximo de pH muy differente y en algún caso también pasa lo mismo con la máxima temperatura. Por esto hay casos en la fabricación donde se usa un tipo de enzima (por ejemplo una alfa-amilasa bacteriana) en la cocción y otro tipo para ajustar el contenido de almidón (usando una alfa-amilasa fúngica) en la bodega o en otros casos se usan enzimas de varios tipos durante la cocción. PROPIEDADES DE LAS ENZIMAS Y SU APLICACIÓN Hay muchas maneras de hablar sobre el uso de las enzimas exógenas: por tipo de enzima y por las diferentes zonas en la fabricación, donde se puede usarse, como en este articulo Enzima Enlace Función Alfa amilasa bacteriana 1–4 Enzima para la licuefacción Alfa amilasa fúngicas 1–4 Enzimas para reducir restos de almidón Amilo glucosidasa 1–4 Hidrólisis completa de almidón y +1–6 dextrinas hasta glucosa Pululasana 1–6 Enzimas desramificante Beta glucanasa bacteriana 1–3/1–4 Reduce la viscosidad del mosto y Beta glucanasa fúngica cerveza hidrolizando el Beta glucano Xilanasa Hidrolizando los carbohidrasas – las gomas Proteasas neutros Control del FAN ALDC Acelera la maduracion de la cerveza Tabla 1: Aplicación enzimática en cervecerías.
-
Upload
roberto-martinez-franco -
Category
Documents
-
view
989 -
download
5
Transcript of Enzimas en la elaboración de cerveza.pdf

54 · BBIE 2/2000
PROBLEMAS Y SOLUCIONESPARTE 1: ENZIMAS PARA LA INDUSTRIA CERVECERA
Poul Erik Andersen*
* Asesor técnico para Novo Nordisk, enEspañe y Portugal responsable para laindustria de bebidas, de cervezas y cítricos.
La fabricación de cerveza siempreha implicado el uso de enzimas.Antiguamente, la malta de cebadao trigo solía ser la materia primamás importante como base para laproducción del extracto y al mismotiempo la única fuente esencial deenzimas. Sin embargo, la malta esuna materia prima muy cara, ya queel proceso de malteado requieremucho tiempo y pérdida deenergía. Por esta razón y paraobtener un extracto más baratohoy en día se utilizan granos crudoso adjuntos, es decir materiales nomalteados preparados de granosde cereales, por ejemplo, el arroz,la sémola de maíz o la cebada. Unacaracterística común a todos estosmateriales es su contenidoinadecuado o nulo de enzimas.
Con estos materiales, el almidón,proteínas y glucanos necesitan serdigeridos por otras enzimas en lacarga. Estas enzimas, tradicional-mente aportadas en forma demalta, limitan la cantidad de granocrudo del total de la mezcla. Dentrode la industria bioquímica, eldesarrollo desde los finales de losaños setenta hasta hoy ha condu-cido a la producción de enzimasque pueden sustituir o complemen-tar las enzimas de la malta, y hanbrindado a la industria cerveceranuevas posibilidades conjunta-mente con las enzimas de la malta:
• Usar cantidades mayores degranos crudos que con malta sola
• Se puede usar otros tipos degranos crudos como sorgo, trigo,cebada etc. aparte de los mástradicionales como maíz y arroz
• Se puede aumentar la filtrabilidaddel mosto y cerveza considerable-mente usando beta glucanasas.
• Se pueden fabricar nuevos tiposde cerveza con una atenuaciónmás alta – cerca del 100 %
• Se puede reducir el tiempo demaduración usando el ALDC, queevita la formación de diácetilo.
La siguiente da informacionesmás profunda de los distintos tiposde enzimas en el procesode elaboración de la cerveza.
ENZIMAS ENDÓGENASMalta: Enzimas para la degradacióndel almidón; Glucanasas; Proteasas
Levadura: Fermentación
ENZIMAS EXÓGENAS(ORIGEN VEGETAL,BACTERIANO, FÚNGICO)• Enzimas no derivados de la
malta, cereales o levadura
• Producida vía fermentaciónen gran escala
• Contiene una o más actividadesprincipales y algunas actividadessecundarias
• Contiene agentes y otrocomponentes para su estabilidad
• Para compensar las deficienciasde las enzimas propias de lacarga (malta)
• Para ajustar la composicióndel mosto o cerveza
• Para usar en la fabricaciónde cerveza con grano crudo
En combinación con enzimas de lamalta las enzimas externas tienenmuchas ventajas. Se puede ajustarla fermentación usando enzimassacarificantes durante el cocimientoo entre la filtración del mosto y laebullición y finalmente durante lafermentación o guarda. La filtración– tanto del mosto como la cerveza –se puede aumentar / mejorarusando beta-glucanasas y / opentosanasas durante la cocción.Se puede usar cebada como granocrudo hasta por encima de 50 %,cuando se complementan conenzimas externos. Licuefaccióndel grano crudo con alfa-amilasastermoestables. Es más simple ymás seguro que el método tradi-cional con la malta. La maduraciónse puede acelerar con la alfa-aceto-lactato descarboxilasa (ALDC)añadida durante la fermentación.
Entre estos grupos de enzimasen tabla 1 hay una gran diferenciaen su modo de acción según suorigen bacteriana o fúngica. Tienenun máximo de pH muy differentey en algún caso también pasa lomismo con la máxima temperatura.Por esto hay casos en la fabricacióndonde se usa un tipo de enzima(por ejemplo una alfa-amilasabacteriana) en la cocción y otrotipo para ajustar el contenido dealmidón (usando una alfa-amilasafúngica) en la bodega o en otroscasos se usan enzimas de variostipos durante la cocción.
PROPIEDADES DE LASENZIMAS Y SU APLICACIÓNHay muchas maneras de hablarsobre el uso de las enzimasexógenas: por tipo de enzimay por las diferentes zonas enla fabricación, donde se puedeusarse, como en este articulo
Enzima Enlace Función
Alfa amilasa bacteriana 1–4 Enzima para la licuefacciónAlfa amilasa fúngicas 1–4 Enzimas para reducir restos de almidón
Amilo glucosidasa 1–4 Hidrólisis completa de almidón y +1–6 dextrinas hasta glucosa
Pululasana 1–6 Enzimas desramificante
Beta glucanasa bacteriana 1–3/1–4 Reduce la viscosidad del mosto y Beta glucanasa fúngica cerveza hidrolizando el Beta glucanoXilanasa Hidrolizando los carbohidrasas – las
gomas
Proteasas neutros Control del FAN
ALDC Acelera la maduracion de la cerveza
Tabla 1: Aplicación enzimática en cervecerías.

BBIE 2/2000 · 55
donde se informa sobre el usode las enzimas en:• Uso en el tanque de cocción
= Granos crudos• Uso en el tanque de maceración
= Mejora del proceso• Primer auxilio y ayuda
a la fermentación• Cervezas especiales = Cebada /
trigo y cervezas bajas en caloríaso cervezas ligeras
• Problemas con el contenidode diácetilo
¿Qué enzima y qué proceso es elmás ventajoso para una determi-nada fábrica de cerveza? Estodepende de cómo esté equipadala fábrica y de los precios de lasmaterias primas. Sin embargo,desde el punto de vista económico,es evidente que tanto el aumentode la proporción de grano crudo,como la fabricación de cervezacon cebada, proporcionan unautilización más interesante de lasenzimas. En estos casos, se puedeobtener un mayor ahorro en loscostes de materias primas.
LICUEFACCIÓN DEGRANOS CRUDOSLos granos crudos (adjuntos) sonmaterias primas ricas en hidratosde carbono que se utilizan en elproceso de elaboración de cervezapara complementar la cebadamalteada (la malta). Por esomuchas fábricas de cervezaemplean los granos crudos comofuente de almidón para laproducción del extracto, y con estoobtienen las siguientes ventajas:• Color reducido de la cerveza• Maíz y arroz - mejor estabilidad
físico y sabor• Cebada y trigo - mejor
estabilidad de la espuma• Mejor economía del proceso.Tipos de granos crudos y tipo decaldera para su uso son:• Caldera de maceración: cebada
”no” malteada, trigo y maíz pregelatinizado
• Caldera de cocción: maíz, arroz,sorgo
• Caldera de mosto: jarabe glucosay maltosa, azúcar, jarabe decebada
El tipo de grano crudo empleadodepende de la situación geográficade la fábrica. Sin embargo, detodas formas el almidón ha deser gelatinizado y licuado antesde su transformación en azúcaresfermentables. Algunos granoscrudos se tratan en la caldera decrudos, porque la temperatura degelatinización del almidón es másalta que las temperaturas existentes
durante el braseado de la malta. Lafuente tradicional de alfa-amilasaspara la liquefacción de grano crudoes la malta, sin embargo como latemperatura durante la liquefacciónaumenta hasta 100º C, se destruyeel valioso sistema enzimático de lamalta. Con el fin de evitar la pérdidade las enzimas de la malta y mejorarla liquefacción, se recomienda eluso de alfa-amilasas exógenas ytermoestables para la liquefacciónde los granos crudos. En el casodel sorgo, también es necesarioel uso previo de una celulasa, paraevitar un aumento considerablede viscosidad en la mezcla.
Después de la liquefacción, lamezcla es bombeada hacía lacaldera de cocción (o maceración)de la malta, para su sacarificación.Las enzimas usadas para este finson del grupo alfa-amilasas termo-estables, que hidrolizan los enlaces1,4 alfa-glucosídicos de la amilo-pectina y amilosa al azar, de modoque se descompone el almidónen dextrinas y oligosacáridos.Las enzimas se caracterizan porlas siguientes propiedades:
• Una extraordinaria termo-estabilidad y amplia gama de pH.
• Actividad y estabilidadrelativamente independientede los iones de calcio.
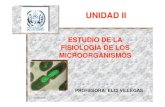
APLICACIÓN DE ALFAAMILASASLa licuefacción de los granoscrudos tradicionalmente se realizaen la caldera de crudo y se empleamalta (entre un 10 – 20%) comofuente de alfa-amilasa. Los gránulosde almidón (por ejemplo maízo arroz) se gelatinizan a unatemperatura superior que lamáxima actividad de las amilasasde la malta, con el resultado de unamezcla bastante viscosa.
El uso de una alfa-amilasa termo-estable hace que ”no” sea nece-sario añadir malta absoluta – esdecir que se reserva el 10 – 20%de malta para la cocción y con esotodo su sistema enzimático natural,que normalmente está destruidocuando se usa la malta como fuentede licuefacción. Usando una amilasatermoestable se añade la enzimadirectamente a la caldera de coc-ción en el momento cuando el maízy agua están mezclándose a unatemperatura entre 50 a 60 ºC. Luegose sube la temperatura a la tempe-ratura deseada sin reposo alguno.
Si es arroz las recomendacionesson prácticamente las mismas,aunque en algunos casos hay queañadir algo más de agua (relación1 – 4) y subir la temperatura almáximo. Dado de que falta lacantidad de malta, esta cantidadpuede ser substituido por más
maíz o arroz, si la caldera de mace-ración lo permite y también la cubafiltro, que normalmente es un cuellode botella. Como fuente de alfaamilasa, una alfa amilasa termo-estable es más económico que lapropia malta. A menudo una alfaamilasa termoestable proporcionaun rendimiento de cocciónsuperior que la malta. Es posiblede usar una mayor proporción delgrano crudo sin afectar la calidad.
MEJORA DEL PROCESO ENLA INDUSTRIA CERVECERA El uso de enzimas durante lacocción tiene principalmente dosrazones: El uso de granos crudospor encima de lo normal (alrede-dor de 30 – 35%) especialmentegranos crudos como cebada, trigou otros granos. Cuando la maltaestá insuficientemente modificada,y los beta-glucanos están pocodegradados.
En muchos países se usan normal-mente cebado – con destinonormalmente a la ganadería – comomateria prima para la producciónde malta. No hay una tradición deestos países de tener una cebadaespecial destinada únicamentepara hacer malta como en Holandao Dinamarca. Por otra parte, loscambios de clima – larga periodosde sequía o lluvia – influyen tam-bién en la calidad final de la malta.Por eso el uso de beta glucanasasse ha incrementado en los últimos20 años y con una tendencia desubir aun más el consumo. De otromodo, pueden surgir pérdidas deextracto y / o dificultades en elproceso. Los mostos viscososcontienen polisacáridos, comobeta-glucanos y pentosanos, quecausan una lenta salida de la cuba-filtro y da una dificultosa filtraciónde la cerveza final. El uso de beta-glucanasas en mostos viscososreducirá considerablemente tantoel tiempo de salida de la cuba-filtro(menor viscosidad), como la filtra-ción final de la cerveza (ver fig. 2).
La pérdida de extracto no sólo sedebe a glucanos y pentosanos dealto peso molecular, sino tambiénpueden tener su origen en elmaterial restante de la paredcelular, que impide una degrada-ción y descomposición completadel almidón. En estos casos, resultamuy ventajoso añadir un complejode enzimas que, además de activi-dad principal de beta-glucanasas,contienen actividades secundariascomo celulasas, hemicelulasas, xila-nasas etc., con el fin de disminuiral mínimo la pérdida de extracto,así como la salida y el tiempo defiltración. Otro factor importante esel tiempo de fermentación. Cuandola fermentación es demasiado lenta,porque el mosto tiene un contenido

56 · BBIE 2/2000
bajo en alfa-aminoácidos y pépti-dos, una proteinasa tiene un efectopositivo, aumentando la solubilidadde los compuestos nitrogenados.
Enzimas recomendadas(tipo de enzima y uso normal)• Beta-glucanasas bacterianas
en la cocción• Beta-glucanasas fúngicas durante
la fermentación• Multienzimas fúngicas
en la cocción• Xilanasas fúngicas en la cocción• Proteinasas bacterianas
en la cocción• Proteinasas vegetal durante
la fermentación/ guarda
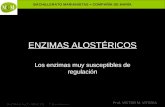
La endo-beta-glucanasa bacterianahidroliza los enlaces beta 1 – 3 y1 – 4 de los beta-glucanos, forman-do oligosacáridos que contienentípicamente de 3 a 5 unidades deglucosa. La enzima es muy estableen solución, bajo las condicionesde la maceración. En la figura 3se muestra la diferencia entre laactividad de la beta-glucanasabacteriana y la beta-glucanasapropia de la malta a diferentestemperaturas.
Los valores máximos de pH estaentre pH 6,0 – 7,0. La temperaturamáxima entre 55 – 65 ºC. Unadosificación normal esta entre0,200 kg y 0,500 kg dependiendode la cualidad de la malta y / ocantidad de granos crudos.Cuando se usa cebada o trigo porencima de 10% de la carga, ladosificación pueden subir hastaalcanzar de 2.000 kg por toneladade la carga. Investigaciones de losúltimos años han puesto de relieveque el beta-glucano no es el únicocausante la viscosidad alta en elmosto, sino también restos de lasparedes celulares con restos decelulosa, hemicelulosa, pentosanosy finalmente el xilano. Por eso se haaumentado el uso en los últimosaños de las enzimas multifunciona-les – es decir enzimas que apartede tener actividades de beta-glu-canasas también contienen otrasactividades como celulasa, hemi-celulasa, pentosanasa y pectinasa,sin olvidar la xilanasa. Estas enzimasson de origen fúngico y tienen sumáximo pH un poco alejado del pHdel empaste: 4,5. Por otro ladoestas enzimas son más termoesta-bles con temperaturas máximasentre 65 – 75 ºC.
Con el uso de estas enzimas seobtienen múltiples ventajas: porejemplo no es necesario usar dosenzimas diferentes para el empastey en la bodega, ya que estasnuevas enzimas hacen la mismafunción que una beta-glucanasabacteriana y una beta-glucanasafúngica juntos, con la diferencia deque esta enzima se añade en la
100
75
50
25
50 60 70 80 90 100Temperatura,°C
amilasa de malta
amilasa termoesatableAct
ivid
ad %
Fig. 1: La influencia de la temperatura sobre una alfa-amilasa bacterianay otro de la malta.
Fig. 2: Efecto de la viscosidad con el uso de una beta glucanasa bacterianacon tres temperaturas diferentes.
Fig. 3: Estabilidad de la beta-glucanasa bacteriana y de la malta frentea la temperatura.
amilasa termoestable

BBIE 2/2000 · 57
caldera de empaste. Esto significaque hay una 100 % de seguridadde que estas enzimas quedentotalmente inactivadas. Tambiénse puede ahorrar mucha tierra dediatomeas en la filtración final, con-juntamente con menos manipula-ción de los filtros - más cervezafiltrada por cada ciclo de filtración.La dosificación de estos tiposde enzimas debe establecersemediante ensayos en cada casoindividual, pero suele estar entre0,2 y 0,5 kg por tonelada de maltao de malta/ cebada.
FALTA DE ALFA-AMINOÁCIDOSCuando la fermentación es dema-siado lenta, el mosto probablementetiene un bajo contenido en alfa-aminoácidos y péptidos – quizáspor un exceso de granos crudos –y una proteinasa puede tener unefecto positivo, al aumentar lasolubilidad de los compuestosnitrogenados. En este caso esuna proteinasa neutra con su pHmáximo alrededor de 7,0, pero queestá activa durante gran parte de lacocción. Temperatura máximo unos60º C. La dosificación de este tipode enzima variaría mucho segúnel contenido real de proteínas encarga y la cantidad deseada dealfa aminoácidos (FAN) y tambiéndependiendo de la cantidad degranos crudos (cebada – trigo). Lasdosis pueden variar desde 0,300a 1,000 kg por tonelada de carga.En casos muy especiales puedenllegar hasta 3,000 kg.
FABRICACIÓN DE CERVEZACON CEBADADesde finales de los años sesenta,se han estado utilizando la cebaday las enzimas externas como com-ponentes de las materias primas,empleadas tanto en la fabricaciónde cerveza como el extracto demalta. La utilización de cebada enla fabricación resulta muy atractivaeconómicamente, y desde un puntode vista técnico ha resultado satisfac-toria. En comparación con otrosgranos féculantes, la cebada resultaventajosa por las siguientes razones:
• El almidón en la cebada segelatiniza a temperaturas demaceración normales y por tantono requiere ebullición.
• La proporción de amilosa yamilopectina en la cebada esmuy parecida a la de la malta.
• La proteína de la cebada es muyparecida a la de la malta.
• La cebada contiene beta-amilasa.
Por estas razones, resulta posiblela sustitución de una proporción
significativa de malta por cebaday enzimas externas. Por ejemplo,se puede sustituir una composiciónde carga con un 70 % de malta y un30 % de grano crudo, con una del35 % de malta un 35 % de cebaday un 30 % de grano crudo, sinningún problema de tipo técnicoo de calidad, cuando se añadenenzimas suplementarias. ¿Quéocurre al maltearse la cebada?Primero, se produce una cantidadde enzimas que desempeñanun papel importante durante elproceso de fabricación de cerveza.Las más importantes son:
• Alfa-amilasas, que licuanel almidón, degradándoloen dextrinas.
• Proteasas, que producencompuestos de nitrógenosolubles para los nutrientesde levadura.
• Beta glucanasas, que hidrolizanlos beta glucanos enoligosacáridos.
• Beta-amilasas, que producenazúcares fermentables (ya existeen la cebada antes de maltearla).
Se elaboran estas enzimasexternamente por micro-organismos que, a su vez,producen enzimas muchas máseficazmente que la cebada misma.El añadir enzimas ya hechasa la cebada no malteada es mássencillo y menos costoso.En el uso de estas enzimas hayprincipalmente dos diferentesmaneras de usarlas: Una mixturaque contiene todos las enzimasnecesarios y cada una de lasenzimas por separado. El primermétodo es más sencillo, pero elsegundo tiene la ventaja de quees posible adaptar la mezclaenzimática exactamente en relacióncon la malta triturada de cadaproceso. Al ser alta la proporciónde cebada, se reducirá ligeramentela atenuación límite. Esto puedeajustarse añadiendo una alfa-amilasa fúngica en la fermentación,o bien una pululanasa durantela maceración.
CEBADAPara obtener un rendimiento inalte-rado de extracto, deben utilizarse1,2 kg de cebada por 1,0 kg demalta sustituida (la cebada tiene uncontenido en humedad más alto quela malta). La cebada no necesitacocción, ya que el almidón sé licuamás o menos a la misma tempera-tura que la malta. Puede mezclarsecon malta durante la maceración.
MOLIENDA Al igual que para la malta, paramoler la cebada puede utilizarsetanto el método de molienda enhúmedo como el de molienda enseco, sólo con pequeños ajustes:Un sistema de molienda enhúmedo en el que el grano y lagluma se ablandan durante lamaceración, es idóneo (pero sóloen conexión con cuba-filtro). Lacebada y la malta pueden molersejuntas, pero es mejor moler lacebada por separado con unadistancia de rodillos de sólo 0,2mm en un molino de dos rodillos,mientras que la distancia típicapara la malta es de 0,3 – 0,5 mm.Para la cebada es apropiado unmolino de malta con un 50 % másde potencia de motor.
MOLIENDA EN SECO Mientras que normalmente seprepara la malta antes de molerlapara aumentar su contenido enhumedad, esto no es necesariopara la cebada, ya que contiene un10 – 12 % de humedad. Para sustitu-ción baja de malta por cebada,ésta debe mezclarse con la maltaantes de la trituración y debenmolerse juntas. Para procesar gran-des cantidades de cebada, es mejorutilizar un molino especial. Para unacuba-filtro, la cebada debe tritu-rarse en un molino de seis rodilloscon una tolva (entre el segundo yel tercer rodillo). Todos los rodillosdeben tener forma de espiral. Elajuste exacto del molino dependede la materia prima y el molino.
Fig. 4: Degradación de Glucano y reducción de la viscosidad con una Multienzima.