Caracterización mecánica de espumas cerámicas de Zirconio ...

ELABORACIÓN DE ESPUMAS CERÁMICAS POROSAS A PARTIR DE
EMULSIONES DIRECTAS Y SUSPENSIONES DE POLVO DE ALÚMINA EN
AGUA
JESÚS GUILLERMO PÉREZ BASALLO
UNIVERSIDAD DE LOS ANDES
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA QUÍMICA
BOGOTÁ D.C.
2015

ELABORACIÓN DE ESPUMAS CERÁMICAS POROSAS A PARTIR DE
EMULSIONES DIRECTAS Y SUSPENSIONES DE POLVO DE ALÚMINA EN
AGUA
JESÚS GUILLERMO PÉREZ BASALLO
Asesor:
OSCAR ÁLVAREZ SOLANO, PhD.
Co-asesores:
JAIRO ESCOBAR GUTIERREZ, PhD.
JUAN CLAUDIO NIÑO, PhD.
UNIVERSIDAD DE LOS ANDES
FACULTAD DE INGENIERÍA
DEPARTAMENTO DE INGENIERÍA QUÍMICA
BOGOTÁ D.C.
2015

3
ELABORACIÓN DE ESPUMAS CERÁMICAS POROSAS A PARTIR
DE EMULSIONES DIRECTAS Y SUSPENSIONES DE POLVO DE
ALÚMINA EN AGUA
Jesús G. Pérez a, Oscar A. Solano a, Jairo A. Escobar b, Juan C. Niño c.
a. Universidad de los Andes, Bogotá, Colombia. Departamento de Ingeniería Química. b. Universidad de los Andes, Bogotá, Colombia. Departamento de Ingeniería Mecánica. c. University of Florida. Department of Materials Science and Engineering.
1. RESUMEN
Se plantea la elaboración de espumas cerámicas a partir de la emulsificación de una
suspensión acuosa de alúmina con compuestos oleosos. Dicha metodología está basada
en la estabilización de la suspensión que posteriormente se emulsiona a partir del uso de
hidrocarburos de alto peso molecular o aceites en presencia de surfactantes. Se estudia
el efecto del número de etapas de emulsificación (una o dos etapas), la velocidad de
agitación y el tipo de fase oleosa incorporada en las características microscópicas y
macroscópicas de la suspensión emulsionada (S-E) y la relación de estas con las
características del cerámico final tales como la distribución de tamaños de poros y la
porosidad total.
Se fabricaron espumas cerámicas altamente porosas utilizando como fase oleosa
diferentes compuestos en el proceso de emulsificación. Se encontraron cambios en la
dispersión de gotas de aceite y en la reología del sistema coloidal como resultado de la
variación de la velocidad y el número de etapas de emulsificación. Además, se estableció
que el tipo de fase oleosa y los cambios en las propiedades microscópicas y
macroscópicas en la suspensión emulsionada afectan las características del material
obtenido al modificar la distribución de tamaños de poro y el porcentaje de porosidad total
de la espuma.
Palabras clave
Suspensión, emulsión, espuma cerámica, doble emulsificación, poli-dispersidad,
distribución multimodal, porosidad total.

4
2. INTRODUCCIÓN
Las estructuras cerámicas porosas son materiales de gran utilidad que se destacan por
tener una alta permeabilidad, resistencia térmica y área superficial, y una baja densidad y
conductividad térmica [1]. Dichas características, son favorables en diferentes
aplicaciones industriales que implican la fabricación de membranas permeables, aislantes
térmicos o acústicos, filtros para gases calientes, almacenamiento de sustancias y
soportes catalíticos [1-3]. Por tal motivo, han sido implementadas muchas metodologías
para la elaboración de este tipo de materiales dentro de las cuales se destacan
principalmente el método de réplica, la fabricación por agentes de sacrificio, la
implementación del Gelcasting y el espumado directo [2-4]. Sin embargo, cada uno de
los procesos mencionados posee ventajas y desventajas tanto en las características del
proceso como en las características del material.
En lo que respecta al uso de la técnica de réplica, se han logrado obtener porosidades
desde el 40% hasta el 95 % restringidas principalmente por la porosidad de la espumas
de origen orgánico o natural; así mismo, se han encontrado tamaños de celdas que
frecuentemente desde 100 μm hasta 5 mm [2,4-5]. Así, las ventajas que presenta este
método radican en su simplicidad y la posibilidad de controlar la porosidad de la espuma
final. Por otro lado, las desventajas que presenta este método es la gran variación que
presenta en los tamaños de celda y los daños producidos durante la remoción del
polímero que genera fracturas en las aristas de las celdas además de la contaminación
producida por los agentes poliméricos [2].
Así mismo, implementando el método de sacrificio, se logra establecer materiales macro-
porosos con porosidades desde el 20% hasta el 90% y con tamaños de poros de 1-700
μm. De esta manera, una de las principales ventajas es la porosidad que se logra obtener
que llega ser cercana al 90%; por otro lado el rango de tamaños de poro es grande en
comparación con otros métodos y en cuanto al proceso, la remoción del componente de
sacrificio es crítica puesto que puede causar daños en el proceso de consolidación y
sinterización de la espuma final con desestructuración de la misma [4].
En cuanto al proceso de obtención por Gelcasting, se tiene la ventaja de generar
materiales cerámicos con alta porosidad; sin embargo posee las desventajas de no poder

5
controlar el tamaño de celdas y de tener en general tamaños de poros mayores a 100
micras [3]. Similarmente, en el proceso de espumado directo, al utilizar inyección de aire
no se tiene un control adecuado de la porosidad ni del tamaño de poros que son mayores
a 1 mm; sin embargo, se han logrado alcanzar porosidades cercanas al 90 % [4].
Finalmente, varios autores han elaborado estructuras cerámicas con alta porosidad y con
tamaños de poros menores a 50 μm en muchos casos, estudiando el efecto de
surfactantes, condiciones de proceso y de formulación. Sin embargo, se han presenciado
ciertas desventajas en cuanto al complejo proceso de consolidación y sinterización de las
espuma, la falta de comparación entre el uso de diferentes tipos de fases oleosas y la
ausencia del comportamiento reológico de los sistemas [1, 6-10].
A modo de comparación, en la Tabla 1 se muestra una comparación entre las ventajas de
los procesos de manufactura comunes para espumas cerámicas porosas y el método a
seguir basado en sistemas emulsión-suspensión. Así, con base en los estudios llevados a
cabo sobre suspensiones emulsionadas (S-E) junto a las ventajas y desventajas
presentadas con respecto a los métodos comunes de fabricación de espumas cerámicas,
se pretende utilizar un método de elaboración de espumas a partir suspensiones de
alúmina emulsionadas con compuestos oleosos con el fin de evaluar los efectos del tipo
de fase oleosa utilizada y evaluar los efectos de variables de proceso tales como la
velocidad de agitación y el número de etapas de emulsificación (sencilla o doble) los
cuales no han sido estudiados conjuntamente y representan una parte fundamental en la
conformación de cerámicas de este tipo.
Paralelamente, se pretende establecer el estudio del comportamiento reológico de la
emulsión-suspensión, la distribución de tamaños de gotas de la fase oleosa, la estabilidad
de la suspensión emulsionada y el impacto de las variables mencionadas anteriormente
en las características del cerámico, en especial el porcentaje de porosidad y el tamaño de
poro las cuales definen las principales características de este material.

6
Tabla 1. Ventajas y desventajas en procesos de obtención de Espumas Cerámicas
Proceso de
obtención Ventajas Desventajas
Método de
Réplica
Simplicidad en el proceso
Control de Porosidad. Entre 40% y 90 %.
Gran variación en tamaños de
celda desde 100 µm hasta 5 mm.
Daños estructurales producidos
por remoción del polímero.
Método de
Sacrificio
Porosidades cercanas al 90%.
Se puede utilizar diferentes componentes de
sacrificio.
Rango de tamaños grande en
comparación con otros métodos.
Daños en proceso de
consolidación y sinterización por
remoción del material de sacrificio.
Método de
Espumado
Directo
Alta porosidad; cercana al 90%.
Método sencillo.
Al no tener la necesidad de usar una material
como un polímero o un agente de sacrificio, el
proceso de consolidación no evidencia
muchas fallas en la micro- estructura.
Tamaño de poros mayores a 1
mm.
Distribución de poros no
completamente homogénea.
Método de Gel
casting
Cerámicos con macro-poros (ventajoso para
algunas aplicaciones)
No hay control en el tamaño de
celda.
Tamaños de poros por encima de
100 micras.
Método a partir
de S-E
(Método a
seguir)
Altas porosidades, cercanas al 90%.
Posibilidad de estudiar la reología del sistema
S-E
No requiere de un material para la formación
de una matriz cerámica.
Se puede utilizar gran cantidad de tipos de
fase dispersa.
Variación de tamaño de celdas en la
cerámica con alto porcentaje de celdas
pequeñas.
Complejidad en la estabilidad del
sistema S-E
Se puede presentar fenómenos de
sedimentación del sólido disperso
en el proceso de consolidación.

7
3. OBJETIVOS
Objetivo General
1. Estudiar los efectos de la velocidad de agitación, la doble emulsificación y el tipo de
fase dispersa en las características microscópicas y macroscópicas del sistema
suspensión-emulsión y de la espuma cerámica.
Objetivos específicos
1. Estudiar la estabilidad, el tamaño de gota dispersa y el comportamiento reológico
presente en las suspensiones emulsionadas para establecer similitudes y diferencias
con respecto a las variables de interés.
2. Evaluar y comparar las principales características del cerámico a obtener tales como
el porcentaje de porosidad total y la distribución de tamaños de poro para establecer el
efecto de las variables de formulación y proceso estudiadas.
3. Establecer las similitudes entre las suspensiones emulsionadas y la estructura
sinterizada con respecto a las variables de estudio.

8
4. MATERIALES Y MÉTODOLOGÍA
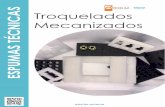
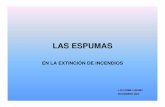
Para llevar a cabo el proceso de elaboración de la cerámica porosa, se deben cumplir con
una serie de etapas experimentales fundamentales que involucran el uso de ciertos
materiales y diferentes técnicas de caracterización. En la Figura 1 y Figura 2 se muestra
el esquema para la obtención de la espuma cerámica con una y dos etapas de
emulsificación respectivamente. En este caso se estudiará la formulación y composición
de las suspensiones emulsionadas junto con variables de proceso.
Figura 1. Proceso de obtención de la espuma cerámica con una etapa de
emulsificación
Figura 2. Proceso de obtención de la espuma cerámica con dos etapas de
emulsificación.

9
Preparación de la suspensión de alúmina en agua
Se utiliza polvo de alúmina Al2O3 (CT 3000 SG) como sólido disperso proveniente de
Almatis GmbH con un tamaño de partícula promedio de 500 nm (d50) según fabricante;
por otro lado, se hace uso de agua des ionizada como solvente (fase continua) para
generar un sistema acuoso que permite una mayor estabilidad del polvo disuelto en el
agua junto con el uso de Poliacrilato de Sodio utilizado como dispersante en el sistema
coloidal desde Quimex Industriales S.A.
El proceso de conformación de la suspensión inicia con una mezcla entre el agua des
ionizada y la alúmina en un porcentaje de 30% v/v de sólidos con respecto al agua.
Adicionalmente, se utiliza una cantidad de dispersante referente al 1% p/p con respecto al
polvo para evitar fenómenos de sedimentación y aglomeración de partículas de alúmina
en el sistema.
Posteriormente, se lleva un proceso de homogenización mediante agitación por un tiempo
de 20 minutos utilizando un homogenizador Dispermat LC, VMA Getzmann GmbH junto
con un impeller tipo dentado de 30 mm de diámetro. La velocidad de agitación que se
utiliza es de 2500 rpm bajo un vacío parcial con el fin de evitar la incorporación de aire en
la suspensión.
Emulsificación de la suspensión
Se utiliza la suspensión cerámica elaborada anteriormente como fase acuosa del sistema
S-E; asimismo, se emplea como fases oleosas dodecano (Dod) desde Vortex Company,
aceite mineral (AM) y aceite de silicona (AS) de uso comercial cuyas principales
propiedades a una temperatura de 25°C y 0.75 bares de presión fueron determinadas por
medio de caracterizaciones experimentales y son mostradas en la Tabla 2.
Tabla 2. Propiedades de los diferentes compuestos oleosos
Fase oleosa Densidad a 25 °C
[g/cm3]
Viscosidad a 25 °C
[Pa*s]
Temperatura de
ebullición [°C]
Dodecano 0.736 0.001 205
Aceite mineral 0.836 0.034 160
Aceite siliconado 0.955 0.302 338

10
Selección de surfactantes
En este caso, se estudia el uso de diferentes mezclas de surfactantes analizando la
estabilidad del sistema. En la Tabla 3 se reportan las mezclas estudiadas con sus
respectivos valores de HLB (Balance Hidrofílico-Lípofilico), que son usados para los
sistemas emulsionados con los diferentes aceites.
Tabla 3. Mezcla de surfactantes estudiada
Factores Niveles
Surfactantes
Tween 20 (HLB=16.7)
Span 80 (HLB=4.3)
LSS (HLB=40)
Tween 20 + Span 80 (HLB=16)
Tween 20 + LSS (HLB=20)
Proceso de emulsificación en una etapa
La conformación de las suspensiones emulsionadas con una etapa de emulsificación se
establece mediante la incorporación de la fase oleosa en la suspensión cerámica en una
concentración de 70% v/v usando una bomba peristáltica (Fischer Scientific, caudal=0.38
mL/s). En este caso, se utiliza solamente dodecano como fase oleosa junto a una
cantidad de surfactantes referentes al 4% p/p asegurando un HLB de 20 para estabilizar
el coloide según los pre-experimentos realizados utilizando finalmente una mezcla de
Tween 20 + LSS.
Posterior a la incorporación de fase oleosa y de surfactante en el sistema, se homogeniza
a diferentes velocidades (600 rpm, 1000 rpm, 2500 rpm y 4000 rpm) y bajo un vacío
parcial con el fin de evitar la formación de burbujas en la suspensión emulsionada por un
tiempo de 10 minutos emulsionando la suspensión.
Proceso de emulsificación en dos etapas
Para generar una notoria poli-dispersidad en las suspensiones emulsionadas se plantea el
uso de dos etapas de emulsificación en el cual se estudia la velocidad de agitación como
variable de proceso y el tipo de fase oleosa como variable de formulación (Dod, AM, AS).
Para todos los sistemas, se asegura un total del 70% v/v de fase oleosa distribuido en las
dos etapas de emulsificación. La incorporación de la fase dispersa y del surfactante se

11
mantiene como se estableció anteriormente con la excepción. Luego de un tiempo de 10
minutos que es un tiempo utilizado como una variable de control, se lleva a cabo el
segundo proceso de emulsificación bajo las mismas condiciones de proceso y formulación
establecidos en la primera etapa pero modificando la velocidad de agitación y la cantidad
de fase dispersa para completar el 70% v/v.
Las condiciones de agitación y la cantidad de fase oleosa incorporada en cada etapa se
muestran en la Tabla 4. Ambos procesos de agitación mantienen el mismo tiempo y las
condiciones de vacío que se mencionó anteriormente.
Tabla 4. Parámetros de formulación y proceso para emulsificación doble.
Tipo de
emulsificación
Velocidad de agitación [rpm] Cantidad de fase oleosa
por etapa [%v/v]
Etapa 1 Etapa 2 Etapa 1 Etapa 2
1 2500
1000
40 30 2 600
3 4000
1000
4 600
Conformación y consolidación de la estructura cerámica
Se utilizó una geometría con base rectangular de 3 cm x 3 cm de lado y con una altura de
2.5 cm sobre la cual se llevó un proceso de vaciado de la suspensión emulsionada para
secar y luego sinterizar.
El proceso de secado se lleva en una cámara de estabilidad RGX-250E bajo una
humedad relativa del 45% - 50% por un tiempo de 4 horas con la cual se logra una
primera consolidación de la espuma cerámica. Luego, se lleva a cabo un secado
intermedio a temperatura ambiente durante un período de 2 días en el cual se logra
remover excesos de agua y aceite en la espuma logrando obtener una estructura base de
la cerámica.
Finalmente, mediante el uso de un horno a altas temperaturas en un ciclo térmico con
varias etapas se lleva a cabo el proceso de sinterización. En la primera etapa se utiliza
una tasa de calentamiento de 1.5 °C/min hasta una temperatura de 100°C para remover
excesos de agua. La siguiente etapa mantiene la misma tasa de calentamiento pero es

12
llevada hasta una temperatura de 600°C con el fin de asegurar la evaporación de todo
componente oleoso. Por último, se hace uso de una tasa de calentamiento mayor de
5°C/min hasta alcanzar una temperatura de sinterización de la alúmina de 1550°C en la
cual se mantiene por un tiempo de una hora para que posteriormente se establezca un
enfriamiento a condiciones ambiente hasta una temperatura de 25°C.
Caracterización de los sistemas coloidales
Para evaluar las características microscópicas y macroscópicas de los sistemas
coloidales elaborados fue necesario esperar un tiempo de 5 minutos de reposo para que
los sistemas se estabilizaran y se implementaran las siguientes pruebas de
caracterización para relacionar las características microscópicas y macroscópicas de los
sistemas S-E y las características principales de la espuma obtenida.
Técnicas Macroscópicas
Dentro de las técnicas macroscópicas, dos de las consideradas más importantes con el fin
de caracterizar sistemas coloidales son la medición del potencial Z y las pruebas
reológicas.
Potencial Z
La medición del potencial Z se basa en la interacción existente entre partículas ya sea por
repulsión o atracción. En general, la medición de este potencial lleva a cabo un análisis
del tamaño de partícula y la interacción de las mismas que permite determinar la
existencia o no de agregados en el sistema coloidal [11].
Debido a que la suspensión de alúmina resulta ser la base de las diferentes etapas
experimentales, es necesario llevar a cabo el análisis de estabilidad del sistema en
suspensión implementando la medición del potencial Z. Para lo anterior, es necesario
crear la curva del potencial Z en función del pH del sistema y determinar el punto
isoeléctrico (IEP) y comparar el comportamiento obtenido con resultados encontrados en
estudios previos. Según la teoría, para estabilidad moderada sin la existencia de
aglomerados el valor común en potencial Z es de -31 a -40 mV [11].
En este caso se utiliza 1 g de alúmina en 500 mL de agua con el fin de determinar la
interacción entre las partículas del polvo y el agua en presencia o en ausencia del
dispersante acrílico estableciendo una curva de potencial Z vs pH y determinando así el
punto isoeléctrico para ambos casos.

13
Análisis de la estabilidad a partir de difracción múltiple de luz
Se hace uso del equipo Turbiscan Lab Master Satability Analyzer, el cual permite detectar
determinar fenómenos de inestabilidad tales como sedimentación, flotación, floculación y
coalescencia sectorizando la muestra analizada en tres zonas: inferior (0-13 mm),
media(13-43 mm) y superior (43-55 mm). Dicho equipo cuenta con una fuente de luz en el
rango infrarrojo ubicada sobre una plataforma móvil que se desplaza a lo largo de la altura
de la celda permitiendo analizar las características de muestras concentradas mediante la
medición de la transmitancia y la retro-dispersión que se presenta en el rayo de luz
infrarrojo (λ=880 nm).
El detector de la transmitancia detecta la luz que pasa a través de la muestra con un
ángulo de 180º mientras que la retro-dispersión es cuantificada por un detector que se
encuentra a 45º con respecto a la fuente. El análisis de la estabilidad se realiza mediante
el seguimiento de la variación en la retro-dispersión a lo largo de la altura total de la
muestra fijando el tiempo de estudio del sistema.
Reología
La Reología es definida como el estudio del comportamiento de la viscosidad de fluidos,
suspensiones y cuerpos que ocurre sobre un amplio rango de cizallamiento aplicado [14,
15]. La determinación del comportamiento reológico de la emulsión, involucra el tamaño
de partícula, el volumen de fase dispersa y la viscosidad del sistema para determinar cuál
es el tipo de fluido trabajado [11].
En este caso, las suspensiones y los sistemas suspensión emulsión fueron sometidos a
una prueba de flujo utilizando un reómetro rotacional con esfuerzo controlado TA
Instruments modelo DHR-1 usando una geometría de platos paralelos de 40 mm de
diámetro con un gap de 1000 μm a 25 °C. Este tipo de pruebas se realiza haciendo un
barrido en velocidad de deformación desde 0 hasta 500 s-1 con el fin de analizar el
comportamiento esfuerzo-velocidad de deformación. Junto a lo anterior, es posible
comparar la viscosidad en los diferentes sistemas elaborados con respecto a los cambios
de formulación, composición y proceso.
Técnicas Microscópicas
Habitualmente, las técnicas microscópicas son empleadas en sistemas de dispersión para
poder observar el tamaño de partícula en un medio continuo [11]. En este caso, se
estudia la microscopía óptica para obtener las distribuciones de tamaño de gotas de

14
aceite dispersas en la suspensión. Por otro lado, se hace uso de microscopía electrónica
de barrido para estudiar la distribución de poros en la estructura cerámica obtenida.
Microscopía óptica
La microscopía óptica es una de las técnicas más empleadas en los escenarios en los
que se necesite determinar distribución y tamaño de partícula. En general se debe contar
con una cantidad suficiente de partículas dispersas y sirve para determinar forma, tamaño
y distribución de tamaño [14]. Para este caso, se observaron muestras de suspensiones
emulsionadas y se tomó una serie de imágenes a diferentes aumentos para poder
visualizar diferentes tamaños de gota que posteriormente serán analizadas con el
software Image J ® utilizando una herramienta disponible para hacer la medición de las
gotas presentes en el sistema. Así, se midieron aproximadamente mil gotas para cada
sistema y se estableció la distribución de tamaños para cada sistema S-E.
Microscopía Electrónica de Barrido
La microscopía electrónica de barrido (MEB) es una técnica de caracterización que
permite visualizar estructuras y especies mucho más pequeñas a 0.1 micras de tamaño
con una resolución con mayor calidad y resultados más fiables de la muestra haciendo
posible observar detalles de la estructura y el tamaño de la especie de estudio [11].
Las espumas sinterizadas y obtenidas a partir de las suspensiones emulsionadas son
caracterizadas para observar detalles en la microestructura del material y los tamaños de
poros mediante el uso de un microscopio de barrido electrónico JEOL. De esta manera,
se hace toma de imágenes en diferentes sectores internos del cerámico sinterizado para
identificar la formación de poros y la interconectividad entre los mismos. Las imágenes
obtenidas son procesadas utilizando nuevamente el software Image J ® y una
herramienta disponible para hacer la medición de los poros con el fin de establecer la
distribución de tamaños de los mismos.

15
5. RESULTADOS Y DISCUSIÓN
Estabilidad en la suspensión
La estabilidad de la suspensión de alúmina elaborada en la primera etapa se estudió con
respecto al potencial Z obtenido y con respecto al tiempo. Para el primero, se llevó a cabo
la elaboración de dos curvas de pH vs Potencial Z en donde fue posible determinar el
punto isoeléctrico (IEP) en ausencia de dispersante (Poliacrilato de Sodio) y en presencia
del mismo como se muestra en la Figura 3 en donde se aprecia el potencial Z con
respecto a diferentes pH de la suspensión.
Por lo tanto, a partir de las curvas de potencial Z en función del pH se obtienen valores
característicos reflejados en la Tabla 5 en donde se observa que al usar el Poliacrilato de
Sodio como dispersante de la suspensión con un pH de 8.54 el potencial Z está mucho
más alejado a cero en comparación al valor obtenido sin dispersante. Lo anterior, define a
la suspensión como un sistema muy estable al tener un valor de potencial Z entre -51 y -
60 que evita la generación de “flocs” y evidenciando la inexistencia de fenómenos de
aglomeración y sedimentación como lo sugiere la literatura [11]. Asimismo, se observa
que el punto isoeléctrico (IEP), en donde existe la mayor probabilidad de interacción entre
partículas y por ende presencia de fenómenos de inestabilidad, se presenta en un pH
bastante alejado al trabajado en la suspensión al utilizar el dispersante mostrando
nuevamente estabilidad en la suspensión cerámica.
Figura 3. Efecto del Poliacrilato de Sodio en el potencial Z de la suspensión.

16
Tabla 5. Potencial Z en sistemas con y sin dispersante acrílico
Suspensión pH Potencial Z [mV] IEP
pH Potencial Z [mV]
Sin Dispersante 8.54 -27.36 7.08 0.00
Con 1% p/p de
dispersante 8.54 -54.53 2.92 0.00
Por otro lado, para establecer la estabilidad de la suspensión con respecto al tiempo se
llevó a cabo un análisis con múltiples mediciones estableciendo el cambio de retro-
dispersión y la intensidad de transmisión con respecto a la altura de la muestra siendo el
valor de cero el primer barrido de estudio.
En este caso, se muestra en la Figura 4 el cambio de retro-dispersión en la muestra de
suspensión de alúmina para un tiempo de escaneo de 8 horas cada 15 minutos en donde
se da un cambio uniforme a lo largo de toda la muestra en especial durante las primero 4
horas que es el tiempo requerido en el proceso para consolidar la espuma en verde.
Después de las 4 horas, se presencia cambios positivos en la zona inferior de la muestra
(entre 0 y 13 mm) que indica una pequeña sedimentación debido al alto tiempo de
muestreo y en general se evidencia migración de las partículas de alúmina desde la zona
superior hacia la zona inferior, generando los cambios mostrados en dicha Figura.
Figura 4. Cambio en la retro-dispersión de la suspensión con respecto al tiempo.

17
Estabilidad de suspensiones emulsionadas
Se llevaron a cabo pruebas de estabilidad con el fin de justificar el uso de la mezcla de
surfactantes seleccionada (Tween 20 y LSS) con un HLB de 20 y su efecto para tener un
sistema en el cual no se presentaran fenómenos de inestabilidad en función del tiempo.
De esta manera, se muestra el análisis de retro-dispersión para tres suspensiones
emulsionadas manteniendo un 70% v/v en concentración y una condición de
homogenización a 2500 rpm para una sola etapa de emulsificación. Al establecer la
prueba de estabilidad para la suspensión y encontrar una alta estabilidad para un tiempo
suficientemente largo, en este caso se hace sólo un estudio durante 30 minutos tomando
mediciones cada 5 minutos ya que es el tiempo crítico para determinar fenómenos de
inestabilidad asociados con la fase oleosa de la suspensión emulsionada.
Así, los resultados muestran estabilidad con base en los cambios de retro-dispersión en
las suspensiones emulsionadas con dodecano, aceite mineral y aceite de silicona como
se muestra en la Figura 5, Figura 6 y Figura 7, respectivamente. En cada uno de ellos
se observa un cambio homogéneo a lo largo de la altura de la muestra lo cual indica que
las partículas de alúmina y de la fase oleosa se encuentran en movimiento pero en ningún
momento se presenta un cambio brusco en la parte inferior de la muestra que indique
sedimentación del sólido o cambios fuertes en el resto de la muestra que muestre la
generación de aglomerados o cambios importantes de tamaño.
Figura 5. Cambio en la retro-dispersión de la suspensión emulsionada con dodecano

18
Figura 6. Cambio en la retro-dispersión de la suspensión emulsionada con aceite mineral
Figura 7. Cambio en la retro-dispersión de la suspensión emulsionada con aceite de silicona
Por otro lado, debido a la tendencia del sistema por secarse y consolidarse, los primeros
tres cambios registrados en los sistemas estudiados son los de mayor magnitud debido a
que el sistema en esta etapa pierde peso al existir remoción de excesos de agua y
espuma producida en la superficie tal y como se muestra en la Figura 8.
Los cambios mostrados en estos sistemas pueden ser considerados similares tanto para
una etapa como para dos etapas de emulsificación porque el análisis está basado en la

19
interacción entre las partículas sólidas y oleosas dispersas en el medio continuo y el
efecto de los surfactantes para estabilizar dichas partículas lo cual aplica para un sistema
emulsionado con cualquier cantidad de etapas.
Figura 8. Pérdida de peso en las suspensiones emulsionadas.
Adicionalmente, se obtuvo el valor del índice de estabilidad (TSI) que indica la cinética de
desestabilización del sistema coloidal como una valoración acumulada al tener en cuenta
la medición actual y la inmediatamente anterior a lo largo de la muestra tal y como se
evidencia en la ecuación 1, siendo H el largo de la muestra y h la altura seleccionada en
la medición.
∑∑ | ( ) ( )|
(Ec. 1)
Por lo tanto, entre más elevado sea el valor del TSI se presentará una mayor velocidad de
desestabilización del sistema coloidal. De esta manera, se observa en la Tabla 6 los
valores para los sistemas coloidales los cuales muestran que para un tiempo de 30
minutos la suspensión y las suspensiones emulsionadas presentan un valor por debajo de
3.1 en todos los casos que no está tan alejado del cero como puede ser posible en
emulsiones de agua y aceite estudiadas en el mismo tiempo y que pueden presentar
valores por encima de 15. Así mismo, se puede observar en la Figura 9 el
comportamiento del índice de estabilidad para los 30 minutos de estudio en donde se

20
observa que para este tiempo el valor tiende a mantenerse lo cual indica que en algún
momento el sistema se desestabilizará pero lo hará de forma paulatina según los valores
obtenidos.
Tabla 6. Índice de estabilidad para sistemas coloidales
Sistema coloidal Estabilizante / Surfactante TSI (*
)
Suspensión Poliacrilato de Sodio (1% p/p) 0.2
Suspensión con Dodecano
Tween20+LSS (4% p/p)
1.9
Suspensión con A. Mineral 3.1
Suspensión con A. Silicona 1.1 (*
) Índice de estabilidad a 30 minutos. El valor cero (0) representa el sistema más estable.
Figura 9. Índice de estabilidad para suspensiones emulsionadas
Microscopía óptica en suspensiones emulsionadas
Emulsificación en una etapa
A partir de microscopía óptica se obtuvieron imágenes como las mostradas en la Figura
10 para una sola etapa de emulsificación. En este caso, se observa la presencia de gotas
que varían en su tamaño dependiendo la velocidad de agitación empleada. Así, para
velocidades de agitación bajas se tiene la presencia de pequeñas gotas en el sistema
dado a que se tiene una baja energía de incorporación que no permite romper las gotas
en partículas más pequeñas. Por el contrario, en la misma Figura 10 se muestra una alta
concentración de gotas pequeñas al utilizar una alta velocidad de agitación que se traduce

21
en una alta energía de incorporación que permite tener una mayor concentración de gotas
de menores tamaños en el sistema.
Figura 10. Tamaño de gota dispersa en suspensión con dodecano como fase oleosa. A) 70% v/v a 600 rpm, B) 70% v/v a 2500 rpm.
A partir de las imágenes obtenidas en los sistemas con dodecano con diferentes
aumentos y en diferentes zonas de la suspensión emulsionada, se generaron
distribuciones de tamaño de gota de fase oleosa en la suspensión para establecer el
rango de tamaños obtenido como efecto de la velocidad de agitación. De esta manera, en
la Figura 11 se puede observar un comportamiento opuesto entre las distribuciones de
tamaño de gota para sistemas con bajas y altas velocidades de agitación.
Figura 11. Distribución de tamaño de gota en suspensiones emulsionadas con dodecano. A) 70% v/v a 600 rpm, B) 70% v/v a 2500 rpm.

22
En este caso, con bajas velocidades de agitación se tiene una distribución amplia con
tamaños de gotas grandes desde 10 micras hasta cerca de 120 micras. Por el contrario,
con un proceso de emulsificación a altas velocidades de agitación se tiene una
distribución más cerrada con valores por debajo de 50 micras lo cual indica un sistema
con gotas de menor tamaño que se ve reflejado en los bajos números de distribución
(percentiles) en el sistema.
Por otro lado, se presenta en la Figura 12 la variación del tamaño de gota promedio d50
con respecto a la velocidad de agitación. En este caso, se hace una comparación con un
estudio en el cual se usa 45% p/p de alúmina en la suspensión y decano como fase
oleosa [1]. Así, en ambos trabajos se presenta una disminución del tamaño de gota
promedio al incrementar la velocidad de agitación tal y como se mostró en resultados
anteriores. La diferencia en los valores obtenidos con los de referencia se debe
principalmente al contenido de alúmina en el sistema ya que una mayor concentración de
polvo en la suspensión permite la generación de gotas más pequeñas [1].
Figura 12. Influencia de la velocidad de emulsificación en el tamaño promedio de gota d50
En la Figura 13 se muestra un comportamiento similar en el caso de estudio
evidenciando el cambio de los percentiles de distribución de tamaño de gotas que también
se reduce con el aumento de la energía empleada para la agitación, evidenciando una
vez más el efecto del tamaño de gota en la viscosidad del sistema.

23
Figura 13. Percentiles en suspensiones emulsionadas con dodecano como fase oleosa.
Doble emulsificación
En la Figura 14 se puede observar algunas de las imágenes obtenidas a partir de
microscopía óptica para la primera y segunda etapa de emulsificación con dodecano
como fase oleosa, donde altas velocidades de agitación en la primera etapa generan en
su mayoría gotas pequeñas dispersas en la suspensión. Por el contrario, con la segunda
etapa de emulsificación se tiene una mayor concentración de fase oleosa que genera más
cantidad de gotas y variaciones importantes en el tamaño de las mismas. Este
comportamiento se presenta también en sistemas con aceite mineral y aceite siliconado.
Figura 14. Tamaño de gota dispersa en suspensión con dodecano como fase oleosa. A) 1era etapa: 40% v/v a 4000 rpm, B) 2da etapa: 1era etapa + 30% v/v a 600
rpm.
Asimismo, es posible obtener las distribuciones de tamaño de gota para la primera y
segunda etapa de emulsificación. En este caso, se observa en la Figura 15 una

24
distribución cerrada y mono-dispersa debido al uso de velocidades altas de agitación en la
primera etapa. Con la incorporación de fase oleosa adicional a menor velocidad de
agitación, se amplía la distribución debido a la producción de gotas grandes en la
suspensión; sin embargo, se mantiene también un alto porcentaje de gotas pequeñas en
el sistema que hace referencia a un efecto de poli-dispersidad en la suspensión
emulsionada que es la principal diferencia con respecto al uso de un proceso de
emulsificación de una sola etapa. Este comportamiento se presenta de forma similar para
los demás sistemas en donde se mantiene el uso de velocidades altas en la primera etapa
y velocidades más bajas en la segunda etapa con diferentes valores.
Figura 15. Distribución de tamaño de gota con dodecano. A) 1era etapa, 40% v/v a 4000 rpm, B) 2da etapa: 1era etapa + 30% v/v a 1000 rpm
Similarmente, en la Figura 16 y Figura 17 se presenta las distribuciones obtenidas para
los sistemas emulsionados con aceite mineral y aceite siliconado respectivamente. En
este caso, se presenta un comportamiento similar donde se tienen diferencia en los
valores de los tamaños alcanzados. De esta manera, al usar un aceite con una mayor
viscosidad, el tamaño de gota obtenido es más grande con respecto a los encontrados
con dodecano dado al mayor impedimento para que se dé la ruptura de gotas en el
sistema mantenido los mismos niveles de agitación.

25
Figura 16. Distribución de tamaño de gota con aceite mineral. A) 1era etapa, 40% v/v a 4000 rpm, B) 2da etapa: 1era etapa + 30% v/v a 1000 rpm.
Figura 17. Distribución de tamaño de gota con aceite siliconado. A) 1era etapa, 40% v/v a 4000 rpm, B) 2da etapa: 1era etapa + 30% v/v a 1000 rpm.
Como ya se mostró, la doble emulsificación modifica la distribución de tamaños de gota
en la suspensión. Sin embargo, se mostró un resultado interesante en donde la
implementación de una segunda etapa de emulsificación además de modificar la
distribución influye en el cambio de viscosidad en el sistema que está relacionado con la
concentración de gotas y su tamaño. Justamente, se presentan dos casos que se ven
reflejados en la los tamaños de gota presente en la suspensión donde la viscosidad
puede disminuir de la primera a la segunda etapa (caso 1) o puede aumentar (caso 2).

26
Figura 18. Distribución de tamaño de gota con dodecano, 1era etapa a 2500 rpm. A) Caso 1: 2da etapa a 600 rpm, B) Caso 2: 2da etapa a 1000 rpm.
Como muestra de lo anterior, en la Figura 18 se observan las distribuciones en la
segunda etapa de emulsificación con dodecano manteniendo las mismas condiciones en
la primera etapa de emulsificación y modificando únicamente la velocidad empleada en el
segundo proceso de emulsificación. Así, se muestra que utilizando la menor velocidad de
agitación en la segunda etapa se crean gotas de gran tamaño que predomina la
viscosidad del sistema por encima de la adición de una cantidad adicional de fase oleosa.
De esta forma, al disminuir la cantidad de gotas pequeñas y aumentar la cantidad de
gotas de gran tamaño, la viscosidad del sistema disminuye. Por el contrario, se observa
que con una mayor velocidad de agitación en la segunda etapa se puede generar gotas
grandes pero también se crean gotas de tamaños similares a las alcanzadas en la primera
etapa aumentando la concentración de gotas pequeñas en el sistema y como
consecuencia se produce un incremento en la viscosidad del sistema coloidal.
Con respecto al uso de aceites más viscosos, los dos casos con respecto al cambio de
viscosidad también son presentados y relacionados bajo la misma explicación
mencionada anteriormente. Por lo tanto, en la Figura 19 y Figura 20 se muestran las
distribuciones de la segunda etapa utilizando aceite mineral y aceite siliconado
respectivamente y manteniendo las mismas condiciones en la primera etapa y
modificando únicamente la velocidad en la segunda etapa.

27
Figura 19. Distribución de tamaño de gota con aceite mineral, 1era etapa a 2500 rpm. A) Caso 1: 2da etapa a 600 rpm, B) Caso 2: 2da etapa a 1000 rpm.
Figura 20. Distribución de tamaño de gota con aceite siliconado, 1era etapa a 2500 rpm. A) Caso 1: 2da etapa a 600 rpm, B) Caso 2: 2da etapa a 1000 rpm.
Además, en la Figura 21 se puede apreciar los percentiles para cada uno de los sistemas
elaborados. De esta manera, se muestra que para la primera etapa de emulsificación se
tienen valores de percentiles similares; en cambio, en la segunda etapa de emulsificación
se tiene un gran aumento en el valor del percentil 90 (d90) que se debe principalmente a la
generación de gotas grandes y es una muestra de la poli-dispersidad lograda con la doble
emulsificación.

28
Figura 21. Percentiles en tamaño de gota. A) 1era etapa, B) 2da etapa.
Reología de las suspensiones emulsionadas
Emulsificación en una etapa
A partir de las pruebas reológicas establecidas, se determinó el comportamiento entre el
esfuerzo de corte y la velocidad de deformación para las suspensiones emulsionadas a
diferentes velocidades.
Figura 22. Efecto de la adición de dodecano (70% v/v) a 2500 rpm en la reología del sistema con una etapa de emulsificación.

29
En primer lugar, se muestra en la Figura 22 el efecto de la adición de fase oleosa en la
suspensión en la cual se observa un aumento del perfil de esfuerzo cortante con respecto
al perfil obtenido en la suspensión lo cual es explicado por la generación de gotas en la
suspensión que evidencia una mayor densidad de partículas en el sistema aumentando la
viscosidad significativamente. Adicionalmente, se muestra un incremento del esfuerzo de
corte cuando aumenta la velocidad de deformación por lo que se caracteriza al material
como un fluido pseudoplástico en ambos casos.
Por otro lado, la Figura 23 representa el sistema emulsionado con la más baja velocidad
de agitación y la Figura 24 representa el sistema emulsionado con una mayor velocidad
de agitación. En ambos casos, se presentan dos perfiles: En rojo, el perfil de esfuerzo
obtenido desde bajas hasta altas velocidades de deformación y en azul desde altas hasta
bajas velocidades de deformación reflejando una diferencia entre los perfiles que indica
un efecto de tixotropía. Ahora, para sistemas con altas velocidades el esfuerzo para que
el sistema fluya es mayor debido a un aumento de la viscosidad del sistema atribuida a
una alta concentración de gotas pequeñas en comparación con sistemas a bajas
velocidades que presentan gotas grandes en el sistema como se observó en la
distribución de tamaños de gota.
Figura 23. Reología en sistema emulsionado con 70 %v/v de dodecano a 600 rpm.

30
Figura 24. Reología en sistema emulsionado con 70 %v/v de dodecano a 2500 rpm
En el caso de altas velocidades de agitación, se observa que hay una mayor diferencia
entre los perfiles lo cual indica una mayor área de histéresis en la suspensión
emulsionada con respecto a los sistemas con baja velocidad de emulsificación. Así, es
posible cuantificar dicha histéresis en el sistema mediante el uso de un índice de
tixotropía alfa (α) descrito por la ecuación 2 donde A1 hace referencia al área bajo el perfil
ascendente y A2 hace referencia al área bajo el perfil descendente calculados mediante
métodos matemáticos de integración numérica.
( ) (Ec. 2)
Por lo tanto, en la Figura 25 se muestra la tixotropía relativa en los sistemas con
dodecano a diferentes velocidades de agitación. En este caso, se observa que el índice
es mayor a cero en todos los casos debido a la reorganización de las partículas de
alúmina y de las gotas de fase oleosa en el sistema que requieren un mayor esfuerzo
para reordenarse. Una vez las partículas se reordenan, requieren menor esfuerzo para
fluir y por esta razón se presenta una diferencia en los perfiles de esfuerzo ascendente y
descendente.

31
Figura 25. Índice de tixotropía para suspensiones emulsionadas con dodecano a diferentes velocidades de agitación.
Asimismo, con altas velocidades de agitación se tienen partículas más pequeñas que
requieren un mayor esfuerzo para reordenarse y por esta razón existe una mayor
diferencia en los perfiles que se traduce en un alto valor de alfa. Por el contrario, con
velocidades bajas se forman gotas grandes que requieren menos esfuerzo para
reordenarse y por ese motivo se tiene una menor diferencia entre los perfiles que se
traduce en un menor valor del alfa. En el caso de la máxima velocidad de emulsificación
empleada, se tiene una variación en el comportamiento de la tixotropía y es explicada en
este caso por la incorporación de aire en el sistema por lo cual se modifica el valor del
índice tixotrópico.
Ahora, con el fin de mostrar el comportamiento de la viscosidad en función del cambio de
la velocidad de agitación en el sistema, se muestra en la Figura 26 valores de viscosidad
para una velocidad de deformación de 100 s-1 donde se asegura que las gotas formadas
no se rompan y así poder comparar dicha propiedad nuevamente con la referencia [1].
En este caso, se puede observar que hay un aumento en la viscosidad en función al
incremento de la velocidad de agitación en ambos casos ya que se establece una mayor
densidad de gotas que impiden la movilidad de las mismas. Sin embargo, existe una gran

32
diferencia en la viscosidad del caso con la máxima velocidad de emulsificación donde en
la referencia se tiene un aumento de viscosidad dado al uso de un alto vacío que no
permite la incorporación de aire; por el contrario, en el presente estudio se tiene un
decrecimiento en la viscosidad ya que se incorpora aire en el sistema al no usar un alto
vacío [1].
Figura 26. Viscosidad en suspensiones emulsionadas con dodecano.
Adicionalmente, se observa que existen diferencias en los valores de viscosidad entre
ambos estudios que se deben principalmente a la diferencia de tamaños de gota
presentados en el sistema [1]. De esta manera, con gotas más pequeñas la viscosidad de
la suspensión emulsionada aumenta tal y como se muestra en la misma Figura 26.
Doble emulsificación
A partir de las mismas pruebas reológicas fue posible establecer la diferencia entre el
comportamiento reológico entre la primera y segunda etapa de emulsificación para
procesos con doble emulsificación. De esta manera, en la Figura 27 nuevamente se
presentan los dos casos en los cuales la viscosidad disminuye (caso 1) o aumenta (caso
2) como se explicó en la distribución de tamaño de gotas al utilizar dodecano como fase
oleosa. Así, se evidencia en el caso donde disminuye la viscosidad un decrecimiento del
perfil de esfuerzo cortante entre la primera (en negro) y segunda etapa (en azul) atribuido

33
principalmente por la generación de gotas grandes en el sistema por el uso de la más baja
velocidad de emulsificación. Caso contrario, se observa al usar una velocidad mayor en la
segunda etapa donde se tiene un aumento en el perfil de esfuerzo entre la primera y
segunda etapa que se traduce en un aumento de viscosidad atribuida a una alta
concentración de gotas pequeñas en el sistema.
Figura 27. Comportamiento reológico en sistemas con dodecano y doble emulsificación, 1era etapa a 2500 rpm. A) Caso 1: 2da etapa a 600 rpm, B) Caso 2: 2da
etapa a 1000 rpm.
El mismo comportamiento es presentado en la Figura 28 y Figura 29 con aceite mineral y
aceite siliconado respectivamente. De nuevo se muestra una disminución del perfil de
esfuerzo que refleja una disminución de la viscosidad en el caso 1 y opuestamente se
muestra en el caso 2 un aumento del perfil de esfuerzo. Sin embargo, al usar estos
aceites se muestra un aumento en los valores de los esfuerzos que son inherentes a la
viscosidad de los mismos.

34
Figura 28. Comportamiento reológico en sistemas con aceite mineral y doble emulsificación, 1era etapa a 2500 rpm. A) Caso 1: 2da etapa a 600 rpm, B) Caso 2: 2da
etapa a 1000 rpm.
Figura 29. Comportamiento reológico en sistemas con aceite siliconado y doble emulsificación, 1era etapa a 2500 rpm. A) Caso 1: 2da etapa a 600 rpm, B) Caso 2: 2da
etapa a 1000 rpm.
Así, se tiene que la reología de los sistemas emulsionados con dos etapas de
emulsificación muestran una amplia relación con la distribución de gotas en la suspensión
y al presentar poli-dispersidad en el sistema y diferencia entre la cantidad de fase oleosa
en la primera y segunda etapa la viscosidad del sistema varía en todos los casos. Dicha
variación de la viscosidad se refleja en la Figura 30, Figura 31 y Figura 31 para los
sistemas con dodecano, aceite mineral y aceite siliconado donde se tienen los sistemas

35
elaborados y todos se pueden clasificar en los dos casos mencionados anteriormente
según el cambio de viscosidad.
Figura 30. Cambio de viscosidad para los sistemas con dodecano y dos etapas.
Figura 31. Cambio de viscosidad para los sistemas con aceite mineral y dos etapas.

36
Figura 32. Cambio de viscosidad para los sistemas con aceite siliconado y dos etapas.
De este modo, se evidencia que el factor fundamental radica en la velocidad usada en la
segunda etapa de emulsificación para los sistemas con dodecano y aceite mineral. En el
caso de los sistemas con aceite siliconado se muestra que únicamente el sistema donde
se utilizan valores extremos en la primera y segunda etapa se da la disminución de la
viscosidad al tener un efecto más notorio de producción de gotas grandes que
predominan la viscosidad en este sistema.
MEB y porosidad total en espumas cerámicas
Las espumas cerámicas sinterizadas fueron caracterizadas por microscopía electrónica
de barrido (MEB) y posteriormente se llevó a cabo un análisis de imagen para tener la
distribución de tamaños de poro en la estructura cerámica. Además se determinó la
porosidad total ( ) de las espumas implementado la ecuación 3, es la densidad
volumétrica hallada mediante la medición de masa de la espuma sinterizada y el volumen
geométrico de un cubo con 3 cm de lado y es la densidad de la alúmina con un valor
de 3.94 g/cm3 [11].
(Ec. 3)
Cerámicas obtenidas a partir de proceso de emulsificación en una etapa
En este caso, se muestra en la Figura 33 las microestructuras obtenidas a partir de
sistemas emulsionados con dodecano a diferentes velocidades de agitación en una etapa.

37
Se compara la estructura con la emulsificación a la más baja velocidad y a una velocidad
más alta evidenciando en las estructuras la presencia de pequeños poros entre 300 y 800
µm, poros entre 50 y 300 µm y poros entre aproximadamente 1 y 50 micras que distan en
la cantidad presentada para cada sistema. Por otro lado, se observa que para la espuma
con una mayor velocidad en el proceso de emulsificación se obtiene una estructura con
alta conectividad al crear una gran cantidad de poros con diferencia en el tamaño de
celda.
Figura 33. Comparación en la microestructura de espumas sinterizadas a partir de proceso de emulsificación en una etapa con dodecano. A) 600 rpm y B) 2500 rpm
Figura 34. Microestructura de espuma sinterizada a partir de proceso de emulsificación en una etapa con dodecano a 2500 rpm con un mayor aumento.

38
Asimismo, se muestra en la Figura 34 una de las imágenes obtenidas con un mayor
aumento en donde se muestra la existencia de poros con tamaños menores a 10 micras
los cuales pudieron ser medidos por medio de la misma técnica y determinar los
diferentes tamaños de poro presente en todas las espumas.
A partir de las imágenes obtenidas por MEB a diferentes aumentos para abarcar los
diferentes rangos de tamaño, se obtuvieron distribuciones de tamaño de celda en los
diferentes sistemas como se muestra en la Figura 35.
Figura 35. Comparación en distribución de tamaño de celda para espumas a partir de sistemas con dodecano. A) Una etapa a 600 rpm y B) Una etapa 2500 rpm
En este caso, se observa en ambos casos variedad en el tamaño de celda pero en el caso
del sistema con la mayor velocidad de agitación se muestra la existencia de celdas con
menor tamaño en gran concentración acorde con el comportamiento observado en la
distribución de tamaño de gotas. Así, la distribución de tamaño de gotas está fuertemente
relacionada con la distribución de tamaño de celdas para todos los sistemas estudiados
en donde las gotas pequeñas resultantes del uso de velocidades altas se relaciona con un
alto porcentaje de poros entre 1 y 300 micras en el sistema y en aquel donde se obtienen
gotas grandes existe un porcentaje importante de poros con tamaños mayores en el
sistema. Una muestra de lo anterior se evidencia en la Figura 36 donde se observa la
variación de los números de distribución en el tamaño de celda presente para cada nivel
de velocidad empleado.

39
Figura 36. Comparación percentiles de tamaño de celda en espumas cerámicas con dodecano
Por otro lado, en la Tabla 7 las porosidades para los sistemas con dodecano y una sola
etapa de emulsificación. En este caso se observa que en los sistemas se obtuvo una
porosidad total por encima del 80% que caracteriza al material como altamente poroso.
Tabla 7. Porosidad total de sistemas emulsionados con dodecano.
Sistema Fase
oleosa Velocidad de agitación
[rpm] Porosidad total
[%]
1
Dodecano
600 83
2 1000 85
3 2500 85
4 4000 89
Adicionalmente, se observa que la porosidad total del sistema aumenta al tener una
mayor velocidad de agitación en el proceso de emulsificación lo cual puede ser explicado
por la alta concentración de gotas pequeñas que dan origen a poros pequeños lo cual
hace que la porosidad del sistema aumente; en este caso con el sistema a máxima
velocidad de agitación se tiene una gran cantidad de poros presentando el valor más alto
de porosidad. Por otro lado, se observa que la relación entre los porcentajes de porosidad
obtenidos y los tamaños de celda (entre 1 y 800 micras) coinciden con las correlaciones
obtenidas en la literatura mediante otros procesos [5].

40
Cerámicas obtenidas a partir de procesos de doble emulsificación
Con el fin de comparar las estructuras elaboradas con procesos de doble emulsificación
manteniendo dodecano como fase oleosa, se muestra en la Figura 37 las micro-
estructuras de espumas sinterizadas diferenciadas principalmente por el uso de una
velocidad de emulsificación diferente en la segunda etapa.
Figura 37. Microestructura de las espumas a partir de sistemas con dodecano y dos etapas. A) 40 % v/v a 4000 rpm + 30 % v/v a 1000 rpm. B) 40 % v/v a 2500 rpm +
30 % v/v a 600 rpm.
De esta manera, se observa que la espuma con la menor velocidad de agitación en la
segunda etapa presenta variedad en el tamaño de poro evidenciando la existencia de
poros con tamaños por debajo de 300 micras aproximadamente pero con menor
conectividad entre ellos en comparación con la espuma obtenida con la mayor velocidad
en la segunda etapa de emulsificación que incluso presenta una mayor cantidad de poros
en la estructura.
Similarmente en la Figura 38 y en la Figura 39 se presentan las estructuras cerámicas
obtenidas a partir de sistemas con aceite mineral y aceite siliconado. En ambos casos, se
muestra nuevamente que en los sistemas con la máxima velocidad de agitación en la
primera etapa y una mayor velocidad en la segunda etapa se origina la estructura más
porosa lo cual tiene una fuerte relación con la poli-dispersidad de las suspensiones
emulsionadas y el alto porcentaje de gotas pequeñas dispersas en la suspensión. Del
mismo modo, en el caso de los sistemas con aceite mineral se tiene ausencia de
conectividad entre poros dado la gran cantidad de pequeños poros creados; por el
contrario, en los sistemas con aceite siliconado se tiene una alta conectividad

41
especialmente entre poros con tamaños entre 50 y 300 micras atribuida nuevamente al
aumento en la viscosidad de la fase oleosa.
Figura 38. Microestructura de las espumas a partir de sistemas con aceite mineral y dos etapas. A) 40 % v/v a 4000 rpm + 30 % v/v a 1000 rpm. B) 40 % v/v a 2500 rpm +
30 % v/v a 600 rpm.
Figura 39. Microestructura de las espumas a partir de sistemas con aceite siliconado y dos etapas. A) 40 % v/v a 4000 rpm + 30 % v/v a 1000 rpm. B) 40 % v/v a
2500 rpm + 30 % v/v a 600 rpm.
Asimismo, a partir de las imágenes obtenidas por MEB se obtuvieron nuevamente
distribuciones de tamaño de celda como se muestra en la Figura 40. En este caso, se
observa que con la doble emulsificación se tienen tamaños de celda más grandes y más
pequeñas en comparación con la espuma obtenida en una sola etapa de emulsificación lo
cual evidencia la principal diferencia ya que se obtiene una cerámica multimodal. Por otro
lado, se presenta que en las espumas con mayor velocidad de agitación en la segunda
etapa se muestra una notoria poli-dispersidad donde es posible visualizar una alta

42
concentración de poros por debajo de 50 micras de tamaño en el sistema junto a la
presencia de poros grandes por encima de 200 micras ligado al efecto de la doble
emulsificación en la distribución de gotas que se relaciona nuevamente con la estructura
final así como su relación con los cambios de viscosidad.
Figura 40. Distribución de tamaño de celda a partir de sistemas con dodecano y dos etapas. A) 40 % v/v a 4000 rpm + 30 % v/v a 1000 rpm. B) 40 % v/v a 2500 rpm +
30 % v/v a 600 rpm.
En cuanto al uso de aceites más viscosos, se muestra en la Figura 41 y Figura 42 las
distribuciones para los sistemas con aceite mineral y aceite siliconado respectivamente.
Ambos casos muestran la presencia de poros de mayor tamaño en comparación a los
obtenidos en las cerámicas con dodecano como fase oleosa lo cual se justifica por la
mayor viscosidad presentada en la fase oleosa que genera gotas más grandes resultando
ser la diferencia principal con respecto al uso de dodecano en la suspensión emulsionada.
No obstante, se observa que en los sistemas con aceite mineral se sigue manteniendo
una gran variedad en el tamaño de celda con rangos de tamaño desde 1 hasta 700 µm.
En el caso de los sistemas con aceite siliconado, la distribución indica la formación de un
cerámico con una estructura dominada por poros entre 50 y 300 micras en su mayoría y
una cantidad de poros grandes pero con menor tamaño a los generados con dodecano o
aceite mineral mostrando una distribución más cerrada que es la principal diferencia en
las cerámicas obtenidas.

43
Figura 41. Distribución de tamaño de celda a partir de sistemas con AM y dos etapas. A) 40 % v/v a 4000 rpm + 30 % v/v a 1000 rpm. B) 40 % v/v a 2500 rpm + 30 %
v/v a 600 rpm.
Figura 42. Distribución de tamaño de celda a partir de sistemas con AS y dos etapas. A) 40 % v/v a 4000 rpm + 30 % v/v a 1000 rpm. B) 40 % v/v a 2500 rpm + 30 %
v/v a 600 rpm.
Del mismo modo, se presenta a continuación en la Figura 43 y Figura 44 los percentiles
de las distribuciones de tamaño de gota para la segunda etapa de emulsificación en todos
los sistemas con dodecano y aceite mineral y siliconado respectivamente, precisando los
comportamientos descritos anteriormente.

44
Figura 43. Percentiles de tamaño de celda para sistemas con dodecano y doble emulsificación.
Figura 44. Percentiles de tamaño de celda para sistemas doble emulsificación. A) Aceite mineral como fase oleosa y B) Aceite siliconado como fase oleosa
Por lo tanto, se evidencia un valor elevado en el percentil 90 (d90) de tamaño de celda que
se relaciona directamente con el comportamiento mostrado en los percentiles de tamaño
de gota dispersa en todos las suspensiones emulsionadas haciendo visible nuevamente la
relación existente entre población de gotas con mayor tamaño producto de la segunda
etapa de emulsificación a una menor velocidad y la formación de celdas de mayor
tamaño.
Posteriormente, se observa en la Tabla 8 los valores de porosidad total establecidos para
los sistemas elaborados obteniendo valores de porosidad más altos (por encima del 85%)
con respecto a las estructuras obtenidas en una sola etapa de emulsificación. Por otra

45
parte, al utilizar aceites con mayor viscosidad se evidencia la Tabla 9 altas porosidades
por encima del 75% y en algunos casos se obtienen porosidades muy cercanas al 90 %.
La disminución de la porosidad en algunos sistemas presentados puede ser explicada por
la formación de gotas de mayor tamaño como se evidenció en las distribuciones de
tamaño de gota haciendo que la concentración de gotas sea menor y por lo tanto no se
generen tantos poros en el material. Sin embargo, se observa nuevamente que el rango
de porosidades totales obtenidas junto con el rango de tamaño de celda en los cerámicos
finales coinciden con correlaciones hechas en la literatura donde para tamaños menores a
3 mm de tamaño presentan porosidades totales por encima del 70 % en diferentes
espumas elaboradas por diferentes métodos convencionales [5].
Tabla 8. Porosidad total en sistemas con dodecano y doble emulsificación
Sistema Fase oleosa
Velocidad de agitación [rpm]
Porosidad total [%]
Etapa 1 Etapa 2
1
Dodecano
2500 600
83
2 4000 85
3 2500 1000
85
4 4000 89
Tabla 9. Porosidad total en sistemas con doble emulsificación y diferentes fases oleosas
Sistema Fase oleosa
Velocidad de agitación [rpm] Porosidad total
[%] Etapa 1 Etapa 2
1
Aceite mineral
2500 600
80
2 4000 86
3 2500 1000
90
4 4000 85
1
Aceite siliconado
2500 600
77
2 4000 75
3 2500 1000
85
4 4000 86
Consecuentemente, se observa a nivel general que en los sistemas con la máxima
velocidad de agitación en la primera etapa y 1000 rpm en la segunda etapa se genera la
estructura más porosa lo cual tiene una fuerte relación con la poli-dispersidad de las

46
suspensiones emulsionadas y el alto porcentaje de gotas pequeñas dispersas en la
suspensión.
6. CONCLUSIONES
Se lograron obtener espumas cerámicas altamente porosas a partir de suspensiones
emulsionadas en una y dos etapas presentando tamaños de celda entre 1 µm y 800 µm y
porosidades totales mayores a 75 % relacionando propiedades microscópicas y
macroscópicas estudiadas en la suspensión emulsionada y en el material fabricado.
El uso de dispersante acrílico y de la mezcla de surfactantes (Tween 20 y LSS) en la
suspensión y en las suspensiones emulsionadas resultan ser favorables en la estabilidad
de los sistemas coloidales en donde no se evidenciaron fenómenos de inestabilidad tales
como aglomeración o sedimentación de las partículas; por el contrario, se logró tener
sistemas homogéneos y estables con respecto al tiempo indiferente al tipo de fase oleosa
utilizada.
La distribución de tamaños de gota puede ser modificada mediante el ajuste de la
velocidad de agitación en el sistema al utilizar una sola etapa de emulsificación creando
una distribución cerrada con baja poli-dispersidad con tamaños de gota que dependen de
la energía de agitación empleada. Adicionalmente, el uso de un proceso de doble
emulsificación alterando las velocidades y la concentración de fase oleosa incorporada
influye en la presencia de un efecto más visible de poli-dispersidad en la suspensión
emulsionada.
El número de etapas de emulsificación y la velocidad de agitación son variables
fundamentales que afectan el comportamiento reológico de las suspensiones
emulsionadas mostrando cambios en la tixotropía y en la viscosidad del sistema
fuertemente relacionados con las distribuciones obtenidas a partir de microscopía óptica.
La doble emulsificación permite mejorar la porosidad de las espumas cerámicas y la
conectividad entre poros con respecto a cerámicas obtenidas con un solo proceso de
emulsificación indicando el desarrollo de un cerámico multimodal con un alto porcentaje
de poros con tamaños entre 50 y 300 micras en su estructura.
La velocidad de agitación en la segunda etapa para procesos con doble emulsificación
resulta ser una variable sensible al modificar radicalmente la distribución de tamaño de

47
gota, la viscosidad de la suspensión emulsionada y consecuentemente la distribución de
tamaño de celdas en el material cerámico.
El uso de aceites más viscosos y de uso comercial como el aceite mineral y el aceite
siliconado en la doble emulsificación permiten obtener cerámicas sinterizadas con alta
porosidad y conectividad. Al respecto, el aumento en la viscosidad de la fase oleosa
influye en la poli-dispersidad de la suspensión emulsionada y en la distribución de poros
obtenida en la espuma cerámica.
TRABAJO FUTURO Como trabajo futuro se propone estudiar la porosidad del cerámico cuantificando el
porcentaje de porosidad abierta y cerrada para determinar la conectividad presente entre
los poros del material obtenido a partir del método con una y dos etapas de emulsificación
de la suspensión y diferentes fases oleosas.
Por otro lado, se plantea utilizar métodos de caracterización adicionales en las espumas
sinterizadas para determinar propiedades mecánicas de las espumas cerámicas y
pruebas de permeabilidad para relacionarlo con el tamaño de poro y la porosidad obtenida
en el proceso de manufactura.
Finalmente, se plantea buscar una aplicación específica en donde se utilicen las espumas
cerámicas obtenidas con las diferentes fases oleosas y doble emulsificación teniendo en
cuenta los valores de tamaños de poro obtenidos y la porosidad que se genera con el fin
de comparar las ventajas y desventajas que esta espuma puede presentar con otras
fabricadas por métodos convencionales.

48
BIBLIOGRAFÍA
[1] S. Barg, E. G. de Moraes, D. Koch, y G. Grathwohl, «New cellular ceramics from
high alkane phase emulsified suspensions (HAPES)», J. Eur. Ceram. Soc., vol. 29, n.o 12,
pp. 2439-2446, sep. 2009.
[2] M. Scheffler y P. Colombo, Cellular Ceramics: Structure, Manufacturing, Properties
and Applications, vol. 1, 1 vols. Weinheim: WILEY-VCH Verlag GmbH & Co. KGaA, 2005.
[3] P. Colombo, «Conventional and novel processing methods for cellular ceramics»,
Philos. Trans. R. Soc. Math. Phys. Eng. Sci., vol. 364, n.o 1838, pp. 109-124, ene. 2006.
[4] A. R. Studart, U. T. Gonzenbach, E. Tervoort, y L. J. Gauckler, «Processing Routes
to Macroporous Ceramics: A Review», J. Am. Ceram. Soc., vol. 89, n.o 6, pp. 1771-1789,
jun. 2006.
[5] Innocentini, M., Salvini, V.R., Coury, J. R., y Pandolfelli, V. C., «Permeability of
Ceramic Foams», Am. Ceram. Soc. Bull., vol. 78, n.o 9, pp. 78-84, 1999.
[6] S. Barg, C. Soltmann, M. Andrade, D. Koch, y G. Grathwohl, «Cellular Ceramics by
Direct Foaming of Emulsified Ceramic Powder Suspensions», J. Am. Ceram. Soc., vol. 91,
n.o 9, pp. 2823-2829, sep. 2008.
[7] S. Barg, B. P. Binks, H. Wang, D. Koch, y G. Grathwohl, «Cellular ceramics from
emulsified suspensions of mixed particles», J. Porous Mater., vol. 19, n.o 5, pp. 859-867,
oct. 2012.
[8] B. Yuan, H. Wu, X. Sun, G. Wang, y H. Li, «Fabrication of porous alumina green
bodies from suspension emulsions by gelcasting», Mater. Lett., vol. 81, pp. 151-154, ago.
2012.
[9] N. Vitorino, J. C. C. Abrantes, y J. R. Frade, «Cellular ceramics processed by
paraffin emulsified suspensions with collagen consolidation», Mater. Lett., vol. 98, pp. 120-
123, may 2013.
[10] M. F. Sanches, N. Vitorino, J. C. C. Abrantes, J. R. Frade, J. B. Rodrigues Neto, y
D. Hotza, «Effects of processing parameters on cellular ceramics obtained by paraffin
emulsified suspensions», Ceram. Int.
[11] L. L. Schramm, Emulsions Foams and Suspensions - Fundamentals and
Applications, vol. 1, 1 vols. Weinheim: WILEY-VCH Verlag GmbH & Co. KGaA, 2005.

49
ÍNDICE DE FIGURAS
Figura 1. Proceso de obtención de la espuma cerámica con una etapa de emulsificación .......... 8
Figura 2. Proceso de obtención de la espuma cerámica con dos etapas de emulsificación. ....... 8
Figura 3. Efecto del Poliacrilato de Sodio en el potencial Z de la suspensión ................................ 15
Figura 4. Cambio en la retro-dispersión de la suspensión con respecto al tiempo. ................... 16
Figura 5. Cambio en la retro-dispersión de la suspensión emulsionada con dodecano ............ 17
Figura 6. Cambio en la retro-dispersión de la suspensión emulsionada con aceite mineral ... 18
Figura 7. Cambio en la retro-dispersión de la suspensión emulsionada con aceite de silicona
........................................................................................................................................................................................... 18
Figura 8. Pérdida de peso en las suspensiones emulsionadas. ............................................................. 19
Figura 9. Índice de estabilidad para suspensiones emulsionadas ...................................................... 20
Figura 10. Tamaño de gota dispersa en suspensión con dodecano como fase oleosa. A) 70%
v/v a 600 rpm, B) 70% v/v a 2500 rpm. .......................................................................................................... 21
Figura 11. Distribución de tamaño de gota en suspensiones emulsionadas con dodecano. A)
70% v/v a 600 rpm, B) 70% v/v a 2500 rpm. ............................................................................................... 21
Figura 12. Influencia de la velocidad de emulsificación en el tamaño promedio de gota d50 .. 22
Figura 13. Percentiles en suspensiones emulsionadas con dodecano como fase oleosa. ......... 23
Figura 14. Tamaño de gota dispersa en suspensión con dodecano como fase oleosa. A) 1era
etapa: 40% v/v a 4000 rpm, B) 2da etapa: 1era etapa + 30% v/v a 600 rpm.................................. 23
Figura 15. Distribución de tamaño de gota con dodecano. A) 1era etapa, 40% v/v a 4000 rpm,
B) 2da etapa: 1era etapa + 30% v/v a 1000 rpm .............................................................................................. 24
Figura 16. Distribución de tamaño de gota con aceite mineral. A) 1era etapa, 40% v/v a 4000
rpm, B) 2da etapa: 1era etapa + 30% v/v a 1000 rpm. .................................................................................. 25
Figura 17. Distribución de tamaño de gota con aceite siliconado. A) 1era etapa, 40% v/v a
4000 rpm, B) 2da etapa: 1era etapa + 30% v/v a 1000 rpm. ...................................................................... 25
Figura 18. Distribución de tamaño de gota con dodecano, 1era etapa a 2500 rpm. A) Caso 1:
2da etapa a 600 rpm, B) Caso 2: 2da etapa a 1000 rpm. ............................................................................... 26
Figura 19. Distribución de tamaño de gota con aceite mineral, 1era etapa a 2500 rpm. A)
Caso 1: 2da etapa a 600 rpm, B) Caso 2: 2da etapa a 1000 rpm. ............................................................... 27
Figura 20. Distribución de tamaño de gota con aceite siliconado, 1era etapa a 2500
rpm. A) Caso 1: 2da etapa a 600 rpm, B) Caso 2: 2da etapa a 1000 rpm. .............................................. 27
Figura 21. Percentiles en tamaño de gota. A) 1era etapa, B) 2da etapa. ............................................... 28
Figura 22. Efecto de la adición de dodecano (70% v/v) a 2500 rpm en la reología del sistema
con una etapa de emulsificación. ......................................................................................................................... 28

50
Figura 23. Reología en sistema emulsionado con 70 %v/v de dodecano a 600 rpm. ................ 29
Figura 24. Reología en sistema emulsionado con 70 %v/v de dodecano a 2500 rpm ............... 30
Figura 25. Índice de tixotropía para suspensiones emulsionadas con dodecano a diferentes
velocidades de agitación. ........................................................................................................................................ 31
Figura 26. Viscosidad en suspensiones emulsionadas con dodecano. .............................................. 32
Figura 27. Comportamiento reológico en sistemas con dodecano y doble emulsificación, 1era
etapa a 2500 rpm. A) Caso 1: 2da etapa a 600 rpm, B) Caso 2: 2da etapa a 1000 rpm. ................... 33
Figura 28. Comportamiento reológico en sistemas con aceite mineral y doble emulsificación,
1era etapa a 2500 rpm. A) Caso 1: 2da etapa a 600 rpm, B) Caso 2: 2da etapa a 1000 rpm. ........... 34
Figura 29. Comportamiento reológico en sistemas con aceite siliconado y doble
emulsificación, 1era etapa a 2500 rpm. A) Caso 1: 2da etapa a 600 rpm, B) Caso 2: 2da etapa a
1000 rpm. ...................................................................................................................................................................... 34
Figura 30. Cambio de viscosidad para los sistemas con dodecano y dos etapas. ......................... 35
Figura 31. Cambio de viscosidad para los sistemas con aceite mineral y dos etapas. ................ 35
Figura 32. Cambio de viscosidad para los sistemas con aceite siliconado y dos etapas. ........... 36
Figura 33. Comparación en la microestructura de espumas sinterizadas a partir de proceso
de emulsificación en una etapa con dodecano. A) 600 rpm y B) 2500 rpm ...................................... 37
Figura 34. Microestructura de espuma sinterizada a partir de proceso de emulsificación en
una etapa con dodecano a 2500 rpm con un mayor aumento. ............................................................... 37
Figura 35. Comparación en distribución de tamaño de celda para espumas a partir de
sistemas con dodecano. A) Una etapa a 600 rpm y B) Una etapa 2500 rpm .................................... 38
Figura 36. Comparación percentiles de tamaño de celda en espumas cerámicas con
dodecano ....................................................................................................................................................................... 39
Figura 37. Microestructura de las espumas a partir de sistemas con dodecano y dos etapas.
A) 40 % v/v a 4000 rpm + 30 % v/v a 1000 rpm. B) 40 % v/v a 2500 rpm + 30 % v/v a 600
rpm................................................................................................................................................................................... 40
Figura 38. Microestructura de las espumas a partir de sistemas con aceite mineral y dos
etapas. A) 40 % v/v a 4000 rpm + 30 % v/v a 1000 rpm. B) 40 % v/v a 2500 rpm + 30 % v/v
a 600 rpm. ..................................................................................................................................................................... 41
Figura 39. Microestructura de las espumas a partir de sistemas con aceite siliconado y dos
etapas. A) 40 % v/v a 4000 rpm + 30 % v/v a 1000 rpm. B) 40 % v/v a 2500 rpm + 30 % v/v
a 600 rpm. ..................................................................................................................................................................... 41

51
Figura 40. Distribución de tamaño de celda a partir de sistemas con dodecano y dos etapas.
A) 40 % v/v a 4000 rpm + 30 % v/v a 1000 rpm. B) 40 % v/v a 2500 rpm + 30 % v/v a 600
rpm................................................................................................................................................................................... 42
Figura 41. Distribución de tamaño de celda a partir de sistemas con AM y dos etapas. A) 40
% v/v a 4000 rpm + 30 % v/v a 1000 rpm. B) 40 % v/v a 2500 rpm + 30 % v/v a 600 rpm. .. 43
Figura 42. Distribución de tamaño de celda a partir de sistemas con AS y dos etapas. A) 40 %
v/v a 4000 rpm + 30 % v/v a 1000 rpm. B) 40 % v/v a 2500 rpm + 30 % v/v a 600 rpm. ....... 43
Figura 43. Percentiles de tamaño de celda para sistemas con dodecano y doble
emulsificación. ............................................................................................................................................................ 44
Figura 44. Percentiles de tamaño de celda para sistemas doble emulsificación. A) Aceite
mineral como fase oleosa y B) Aceite siliconado como fase oleosa ...................................................... 44
ÍNDICE DE TABLAS
Tabla 1. Ventajas y desventajas en procesos de obtención de Espumas Cerámicas ....................... 6
Tabla 2. Propiedades de los diferentes compuestos oleosos .................................................................... 9
Tabla 3. Mezcla de surfactantes estudiada .................................................................................................... 10
Tabla 4. Parámetros de formulación y proceso para emulsificación doble. .................................... 11
Tabla 5. Potencial Z en sistemas con y sin dispersante acrílico ............................................................ 16
Tabla 6. Índice de estabilidad para sistemas coloidales ........................................................................... 20
Tabla 7. Porosidad total de sistemas emulsionados con dodecano. ................................................... 39
Tabla 8. Porosidad total en sistemas con dodecano y doble emulsificación ................................... 45
Tabla 9. Porosidad total en sistemas con doble emulsificación y diferentes fases oleosas ...... 45