ELABORACIÓN DE BALANCE DE MASA Y ENERGÍA DEL SISTEMA …
154
UNIVERSIDAD TÉCNICA FEDERICO SANTA MARÍA DEPARTAMENTO DE INGENIERÍA QUÍMICA Y AMBIENTAL VALPARAÍSO – CHILE “ELABORACIÓN DE BALANCE DE MASA Y ENERGÍA DEL SISTEMA DE MANEJO DE GASES PARA LA CONSTRUCCIÓN DE UN MODELO PREDICTIVO QUE PERMITA MEJORAR LA CAPTURA DE AZUFRE Y ARSÉNICO EN LA PLANTA DE FUNDICIÓN CALETONES, CODELCO DIVISIÓN EL TENIENTE” CATALINA DEL CARMEN CONTRERAS DURÁN MEMORIA DE TITULACIÓN PARA OPTAR AL TÍTULO DE INGENIERO CIVIL QUÍMICO Profesor Guía PATRICIO NUÑEZ MUÑOZ Ingeniero Correferente RAIMUNDO RIVEROS RUBINA VALPARAÍSO, ENERO 2019
Transcript of ELABORACIÓN DE BALANCE DE MASA Y ENERGÍA DEL SISTEMA …

UNIVERSIDAD TÉCNICA FEDERICO SANTA MARÍA DEPARTAMENTO DE INGENIERÍA QUÍMICA Y AMBIENTAL
VALPARAÍSO – CHILE
“ELABORACIÓN DE BALANCE DE MASA Y ENERGÍA DEL
SISTEMA DE MANEJO DE GASES PARA LA
CONSTRUCCIÓN DE UN MODELO PREDICTIVO QUE
PERMITA MEJORAR LA CAPTURA DE AZUFRE Y
ARSÉNICO EN LA PLANTA DE FUNDICIÓN CALETONES,
CODELCO DIVISIÓN EL TENIENTE”
CATALINA DEL CARMEN CONTRERAS DURÁN
MEMORIA DE TITULACIÓN PARA OPTAR AL TÍTULO DE
INGENIERO CIVIL QUÍMICO
Profesor Guía
PATRICIO NUÑEZ MUÑOZ
Ingeniero Correferente
RAIMUNDO RIVEROS RUBINA
VALPARAÍSO, ENERO 2019

2

3
Título de Memoria
ELABORACIÓN DE BALANCE DE MASA Y ENERGÍA DEL SISTEMA
DE MANEJO DE GASES PARA LA CONSTRUCCIÓN DE UN MODELO
PREDICTIVO QUE PERMITA MEJORAR LA CAPTURA DE AZUFRE Y
ARSÉNICO EN LA PLANTA DE FUNDICIÓN CALETONES, CODELCO
DIVISIÓN EL TENIENTE
Autor
CATALINA DEL CARMEN CONTRERAS DURÁN
Trabajo de memoria, presentado en cumplimiento parcial de los requisitos para el
título de Ingeniero Civil Químico de la Universidad Técnica Federico Santa María.
Patricio Núñez Muñoz ________________________________
Raimundo Riveros Rubina ___________________________________
Valparaíso, Enero 2019

4
Dedicatoria
“Dedicado a mi madre Angélica que me enseñó a luchar día a día por hacer mis sueños realidad y
por demostrarme con hechos que la perseverancia es la principal clave el éxito y el amor la clave de
la felicidad; a mi padre Jorge que me inculcó desde pequeña que el saber no ocupa lugar, que con
humildad se consiguen los objetivos y que “afuera” tengo un mundo entero por conocer; y a mi
hermano Sebastián que me incentivó a volar y que ha sido el pilar fundamental de mi vida y mi
ejemplo a seguir… Mi familia, que con cada consejo me ha guiado a ser cada día una mejor
persona.”

5
Agradecimientos
Quiero partir agradeciéndole a mis padres y hermano el apoyo que me brindaron
durante todos mis años de estudio y en cada idea que tuve en el camino.
Agradezco a mis amigos de la U… Joshua, Cami, Coté, por hacer de este duro
trayecto un camino mas fácil y agradable, y a los que se sumaron en el camino
Percy y Nato que junto a Joshua que fueron por un semestre mi familia postiza.
Gracias a mis amigos de San Fernando que siempre creyeron en mí y estuvieron
ahí para apoyarme cada vez que los necesité; Chalo, Joxi, Frois, Felipe, Nacho,
Carlos.
Agradezco a mi profesor guía Patricio Núñez y a mi correferente Raimundo Riveros
que me dieron la oportunidad de vivir una de las mejores experiencias de mi vida,
ser memorista de la Fundición Caletones.
Agradezco a los viejitos que conocí en la Fundición, Don Luis, Don Julio, Don
Ricardo, Manolito, Don Víctor, Don Lalo y la Sra María… me llevo en la mente cada
uno de sus consejos y su preocupación y cariño guardados en el corazón. Gracias
a Claudia que me recibió con los brazos abiertos, a Paula que me escuchó cientos
de veces, a Sole que tuvo la paciencia de explicarme una y otra vez lo que no
entendía, Piero por su buena onda y Pancho por sus conocimientos. En general
gracias a todo el equipo que compone la Fundición, hicieron que mi estadía fuera
una muy grata experiencia.
Finalmente, quiero agradecer con mucho cariño a mi monono Eduardo, que ha
contribuido en todos mis logros, me ha apoyado en todas mis decepciones y ha sido
el mejor partner de la vida.

6
Resumen Ejecutivo
El cobre en Chile aporta en promedio un 10% al PIB nacional, mientras que en
regiones mineras, el aporte ha alcanzado un 63% en promedio al PIB regional, por
lo que se considera un elemento realmente importante para la economía nacional,
en donde las empresas mineras deben poner su máximo esfuerzo para asegurar su
continuidad operacional a pesar de las nuevas normas que entren en vigencia.
En el presente trabajo de título se elabora un modelo de la Fundición de Caletones
– Codelco División El Teniente, con el objetivo de estimar la captura de azufre y
arsénico de la planta en diferentes condiciones de operación.
El modelo se elaboró en Excel con el objetivo de desarrollar una herramienta de
fácil comprensión y utilización para cualquier usuario de la fundición. Incluye todos
los procesos relacionados a la conversión del mineral y el tratamiento de gases de
la planta en un archivo único, lo que permite estimar la respuesta de todas las
variables relacionadas al proceso de manera instantánea sin la necesidad de buscar
estas variables en distintos archivos. Además, debido a que el modelo está
desarrollado en una herramienta de fácil adquisición es posible utilizarlo en
cualquier computador sin la obligación de instalar un programa específico.
El modelo, de carácter estimativo y dinámico, se elaboró bajo las condiciones
operacionales de la planta hasta el 12 de Diciembre del 2018 (modelo inicial), es
decir, con los Hornos de Limpieza de Escorias en operación. Luego de varias de
etapas de ajuste y validación del modelo inicial (en donde se utilizaron datos
operacionales de la herramienta “PI-System”, datos manuales y datos estimados),
se construye el “Modelo Fundición Caletones PTE” estimativo y dinámico, en donde
se eliminan los Hornos de Limpieza de Escorias entrando en operación la Planta de
Tratamiento de Escorias y la Torre de Tratamiento de Gases de Cola, considerando
las mismas suposiciones y condiciones operacionales del modelo inicial.
De esta manera, el “Modelo Fundición Caletones PTE” estima que para un flujo de
concentrado fundido igual a 4.100 toneladas por día con una concentración de
azufre y arsénico igual a 32,2% y 0,15% respectivamente, las condiciones
operacionales para cumplir con la norma debiesen ser: 252 [min] de soplado CPS,
100 % flujo de gases CT1 a PLG2, 100% flujo de gases CT2 a PLG1, 17% flujo de
gases CPS a PLG1, 83% flujo de gases CPS a PLG2, 99,5% de conversión en la
zona de conversión y 99% de absorción en la zona de absorción. Bajo las
condiciones anteriormente mencionadas el modelo estima que la captura de azufre
es del 95,1% mientras que la captura de arsénico es 95,6%.
Finalmente, el modelo estima que las variables que influyen en la captura tanto de
azufre como de arsénico son: flujo y composición del concentrado, distribución del
arsénico, tiempo de soplado CPS, dilución en campana, temperatura salida Sonic y
fracción de gases a cada PLG.

7
Glosario
CT: Convertidor Teniente
CPS: Convertidor Peirce Smith
HA: Horno Anódico
HLE: Horno de Limpieza de Escorias
MAGA: Manejo de Gases
PLG: Planta de Limpieza de Gases
PTE: Planta de Tratamiento de Escorias
ETP: Planta de Tratamiento de Efluentes
PP.EE: Precipitador Electrostático
PRECA: Unidad de Preparación de Cargas
FUCO: Unidad de Fusión Conversión
REMO: Unidad de Refinación y Moldeo
LIGA: Unidad de Limpieza de Gases
CuFeS2: Calcopirita
FeS2: Pirita
Cu2S: Calcosina
Fe3O4: Magnetita
FeO*SiO2: Fayalita
Cu12As4S13: Tenantita
Cu0: Cobre Metálico
SiO2: Fundente
M.B: Metal Blanco
MM: Millón
TMF: Tonelada Métrica Fina
Input: Entrada
Output: Salida
MMA: Ministerio del Medio Ambiente

8
Índice
Título de Memoria .............................................................................................................................. 3
Autor ................................................................................................................................................... 3
Dedicatoria.......................................................................................................................................... 4
Agradecimientos ................................................................................................................................. 5
Resumen Ejecutivo ............................................................................................................................. 6
Glosario ............................................................................................................................................... 7
Índice ................................................................................................................................................... 8
Índice de Figuras ................................................................................................................................. 9
Índice de Tablas ................................................................................................................................ 11
1. Introducción. ............................................................................................................................. 12
2. Objetivos. .................................................................................................................................. 13
2.1 Objetivos Generales. ......................................................................................................... 13
2.2 Objetivos Específicos. ........................................................................................................ 13
3. Antecedentes. ........................................................................................................................... 14
3.1 Antecedentes Generales. .................................................................................................. 14
3.2 Antecedentes de la División El Teniente. .......................................................................... 15
3.3 Descripción general del proceso. ...................................................................................... 16
3.4 Descripción del proceso de fundición. .............................................................................. 20
3.4.1 Unidad de Recepción y Preparación de Cargas (PRECA). .............................................. 20
3.4.2 Unidad de Fusión y Conversión (FUCO). ....................................................................... 21
3.4.3 Unidad de Refinación y Moldeo (REMO). ..................................................................... 24
3.4.4 Unidad de Limpieza de Gases (LIGA). ............................................................................ 27
Manejo de Gases (MAGA). ........................................................................................................ 27
Planta de Limpieza de Gases (PLG). .......................................................................................... 31
Planta de Tratamiento de Efluentes (ETP). ............................................................................... 41
3.4.5 Planta de Tratamiento de Escorias (PTE). ..................................................................... 44
4. Azufre y arsénico en el proceso de fundición. ......................................................................... 49
4.1 Fijación de azufre en el proceso. ....................................................................................... 49
4.2 Fijación de arsénico en el proceso. ................................................................................... 50
4.3 Aspectos fenomenológicos relacionados al proceso. ....................................................... 51
5. Desarrollo del modelo. ............................................................................................................. 53
5.1 Metodología para el desarrollo. ........................................................................................ 53
5.2 Límite de batería del modelo. ........................................................................................... 53
5.3 Consideraciones del modelo. ............................................................................................ 54
5.4 Balance de masa y energía. ............................................................................................... 54
5.4.1 Proceso conversión del mineral. ............................................................................... 54
5.4.2 Planta de tratamiento de escorias. ........................................................................... 71
5.4.3 Manejo de gases fundición. ...................................................................................... 73
5.4.4 Producción de ácido sulfúrico. .................................................................................. 84
5.4.5 Balance de materia tratamiento efluente. ................................................................ 86
5.5 PFD del modelo. ................................................................................................................ 88

9
5.6 Construcción del modelo. ................................................................................................. 89
5.7 Autovalidación del modelo ............................................................................................... 99
6. Resultados. ............................................................................................................................. 100
6.1 Validación del modelo. .................................................................................................... 101
6.2 Sensibilización del modelo .............................................................................................. 104
6.3 Aplicaciones del modelo ................................................................................................. 113
7. Conclusiones. .......................................................................................................................... 115
8. Recomendaciones. .................................................................................................................. 116
Anexos............................................................................................................................................. 117
Anexo A: Entalpía estándar de formación................................................................................... 117
Anexo B: Capacidad Calorífica. .................................................................................................... 118
Anexo C: Dimensiones Convertidor Teniente. ............................................................................ 119
Anexo D: Constante de transferencia de calor. .......................................................................... 119
Anexo E: Cálculo pérdidas de calor Convertidor Teniente. ......................................................... 119
Anexo F: Dimensiones Convertidor Peirce Smith. ....................................................................... 120
Anexo G: Constante de transferencia de calor. .......................................................................... 120
Anexo H: Cálculo pérdidas de calor Convertidor Peirce Smith. .................................................. 120
Anexo I: Cálculo transferencia de calor en Campana CT............................................................. 121
Anexo J: Transferencia de calor por pérdidas de calor en campana: ......................................... 121
Anexo K: Simulación del modelo. ................................................................................................ 122
Anexo L: Metodología de uso del modelo. ................................................................................. 131
Bibliografía. ..................................................................................................................................... 153
Índice de Figuras
Figura 1: Diagrama de Flujo de minerales. ........................................................................................ 17
Figura 2: Concentradora Colón. ........................................................................................................ 18
Figura 3: Diagrama de proceso de Fundición Caletones. .................................................................. 19
Figura 4: Proceso de Secado de Concentrado. .................................................................................. 21
Figura 5: Esquema Convertidor Teniente. ......................................................................................... 22
Figura 6: Diagrama esquema CPS. ..................................................................................................... 23
Figura 7: Horno de Limpieza de Escorias........................................................................................... 23
Figura 8: Distribución de Equipos lado Sewell. ................................................................................. 25
Figura 9: Distribución de equipos lado Rancagua. ............................................................................ 26
Figura 10: Diagrama General Manejo de Gases. ............................................................................... 30
Figura 11: Diagrama General PLG. .................................................................................................... 31
Figura 12: Acondicionamiento de Gases. .......................................................................................... 33
Figura 13: Torre de Conversión PLG N°1. .......................................................................................... 34
Figura 14: Enfriamiento de Gases Tren 1 PLG N° 2. .......................................................................... 36
Figura 15: Lavado de Gases Tren 1 PLG N° 2. .................................................................................... 36
Figura 16: Precipitadores Electroestáticos. ....................................................................................... 37
Figura 17: Desgasificador PLG N° 2. .................................................................................................. 37
Figura 18: Convertidor PLG N° 2........................................................................................................ 38
Figura 19: Torre de Conversión PLG N° 2. ......................................................................................... 38
Figura 20: Vista General PLG1. .......................................................................................................... 39
Figura 21: Vista General PLG 2. ......................................................................................................... 40
Figura 22: Diagrama General Tratamiento de Efluentes................................................................... 41
Figura 23: PH vs [As] en función de la relación Fe/As. ...................................................................... 43
Figura 24: Chancado y Acopio de escoria.......................................................................................... 45

10
Figura 25: Diagrama de Flujo de Molienda. ...................................................................................... 45
Figura 26: Diagrama de Flujo Flotación PTE. ..................................................................................... 46
Figura 27: Diagrama de flujo sistema de espesamiento. .................................................................. 47
Figura 28: Diagrama de flujo espesaje de relaves. ............................................................................ 48
Figura 29: Trayectoria del azufre en el proceso de fundición. .......................................................... 50
Figura 30: Trayectoria del arsénico en el proceso fundición. ........................................................... 51
Figura 31: Perfil de temperatura vs % conversión de SO2 a SO3 ...................................................... 52
Figura 32: Distribución de arsénico en Fundición Caletones. ........................................................... 52
Figura 33: Límite de batería Modelo Fundición. ............................................................................... 53
Figura 34: Corrientes Convertidor Teniente. .................................................................................... 55
Figura 35: Balance de energía reacciones Convertidor Teniente. .................................................... 57
Figura 36: Temperatura productos reacción..................................................................................... 58
Figura 37: Corrientes Convertidor Peirce Smith. .............................................................................. 62
Figura 38: Evolución de las etapas de soplado CPS. .......................................................................... 62
Figura 39: Diagrama de equilibrio Cu-S. ............................................................................................ 63
Figura 40: Balance de energía reacciones CPS. ................................................................................. 64
Figura 41: Acondicionamiento metal blanco para reacción de oxidación. ....................................... 64
Figura 42: Temperatura productos CPS. ........................................................................................... 65
Figura 43: Etapas Refinación Anódica. .............................................................................................. 67
Figura 44: Diagrama de flujo Horno Anódico. ................................................................................... 68
Figura 45: Diagrama de flujo Horno de Limpieza de Escorias. .......................................................... 70
Figura 46: Diagrama Planta de Tratamiento de Escorias. ................................................................. 71
Figura 47: Balance de calor Concentrado de Escoria. ....................................................................... 72
Figura 48: Campana CT. ..................................................................................................................... 74
Figura 49: Sistema Sonic CT. .............................................................................................................. 76
Figura 50: Diagrama PP.EE JOY.......................................................................................................... 77
Figura 51: Campana CPS. ................................................................................................................... 79
Figura 52: Sistema Radiativo CPS. ..................................................................................................... 80
Figura 53: MAGA CPS 4. .................................................................................................................... 82
Figura 54: Precipitadores Electrostáticos MILJO. .............................................................................. 83
Figura 55: PFD Modelo Fundición. .................................................................................................... 88
Figura 56: Construcción CT ................................................................................................................ 90
Figura 57: Construcción CPS .............................................................................................................. 91
Figura 58: Construcción HA ............................................................................................................... 92
Figura 59: Construcción HLE .............................................................................................................. 93
Figura 60: Construcción PTE .............................................................................................................. 93
Figura 61: Construcción MAGA CT .................................................................................................... 94
Figura 62: Construcción MAGA CPS .................................................................................................. 95
Figura 63: Gases a PLG. ..................................................................................................................... 95
Figura 64: Construcción PLG ............................................................................................................. 97
Figura 65: Construcción PTE .............................................................................................................. 98
Figura 66: Resultados Carga Fría CT vs Concentrado Fundido. ....................................................... 104
Figura 67: Carga Fría CT vs Temperatura CT. .................................................................................. 104
Figura 68: Gas boca CT vs Concentrado Fundido. ........................................................................... 105
Figura 69: Gas a PLG vs Concentrado Fundido. ............................................................................... 105
Figura 70: Captura azufre y arsénico vs Concentrado Fundido. ..................................................... 106
Figura 71: Captura azufre vs Eficiencia de Captura. ........................................................................ 107
Figura 72: Captura Arsénico vs Eficiencia Captura. ......................................................................... 107
Figura 73: Emisión Chimenea vs Concentrado Fundido. ................................................................. 108
Figura 74: Captura de azufre vs Concentrado Fundido. .................................................................. 108
Figura 75: Fijación azufre en ácido vs Concentrado Fundido.......................................................... 109
Figura 76: Fijación azufre en sólidos vs concentrado fundido. ....................................................... 109
Figura 77: Captura de arsénico vs Concentrado Fundido. .............................................................. 109
Figura 78: Fijación en RESPEL vs Concentrado Fundido. ................................................................. 110
Figura 79: Fijación en sólidos vs Concentrado Fundido. ................................................................. 110
Figura 80: Captura de arsénico vs Distribución de arsénico. .......................................................... 111

11
Figura 81: Flujo de agua Sonic vs Temperatura salida Sonic. .......................................................... 111
Figura 82: Temperatura gas salida campana vs dilución. ............................................................... 112
Figura 83: Captura de azufre vs horas de soplado CPS. .................................................................. 112
Figura 84: Aire y Oxígeno CT1. Real – Modelo. ............................................................................... 122
Figura 85: Aire y Oxigeno CT2. Real – Modelo. ............................................................................... 122
Figura 86: Carga Fría CT1. Real – Modelo. ...................................................................................... 123
Figura 87: Carga Fría CT2. Real – Modelo. ...................................................................................... 123
Figura 88: Metal blanco CT. Real – Modelo. ................................................................................... 124
Figura 89: Carga Fría CT. Real – Modelo. ........................................................................................ 124
Figura 90: Flujo de aire CPS. Real – Modelo. ................................................................................... 125
Figura 91: Hora soplado CPS. Real – Modelo. ................................................................................. 125
Figura 92: Producción cobre blíster. Real – Modelo. ...................................................................... 126
Figura 93: Cobre Moldeado. Real – Modelo. .................................................................................. 126
Figura 94: Escoria Botadero. Real – Modelo. .................................................................................. 127
Figura 95: Temperatura Campana CT1. Real – Modelo. ................................................................. 127
Figura 96: Temperatura campana CT2. Real – Modelo. .................................................................. 127
Figura 97: Flujo de agua Sonic CT1. Real – Modelo. ....................................................................... 128
Figura 98: Flujo de agua Sonic CT2. Real – Modelo. ....................................................................... 128
Figura 99: Flujo de gas a PLG. Real – Modelo. ................................................................................ 128
Figura 100: Concentración de SO2 PLG1. Real – Modelo. .............................................................. 129
Figura 101: Concentración SO2 PLG2. Real – Modelo. ................................................................... 129
Figura 102: Producción de ácido plantas. Real – Modelo. .............................................................. 129
Figura 103: Captura de azufre. Real – Modelo. ............................................................................... 130
Figura 104: Residuo arsenical. Real – Modelo. ............................................................................... 130
Índice de Tablas
Tabla 1: Especificaciones Cobre Anódico .......................................................................................... 67
Tabla 2: Calidad química escoria CT .................................................................................................. 69
Tabla 3: Composición gases en boca CT ............................................................................................ 73
Tabla 4: Composición química del aire atmosférico ......................................................................... 73
Tabla 5: Composición gases en boca CT ............................................................................................ 78
Tabla 6: Composición gases PLG1 y PLG2 ......................................................................................... 84
Tabla 7: Composición Efluente .......................................................................................................... 86
Tabla 8: Validación Modelo Caso 1 ................................................................................................. 101
Tabla 9: Validación Modelo Caso 2 ................................................................................................. 102
Tabla 10: Validación Modelo Caso 3 ............................................................................................... 103
Tabla 11: Condiciones Modelo PTE para cumplir con la norma...................................................... 113
Tabla 12: Concentrado Máximo para cumplir con la norma .......................................................... 113
Tabla 13: Composición de azufre máxima para cumplir la norma .................................................. 113
Tabla 14: Composición de arsénico para cumplir con la norma ..................................................... 114
Tabla 15: Composición de Arsénico en el efluente con respecto al % de As en alimentación ....... 114

12
1. Introducción.
El cobre, junto con el aluminio y el hierro, es uno de los metales más utilizados en
el mundo debido a su gran capacidad de conducir electricidad lo que permite su
utilización en la fabricación de piezas electrónicas y eléctricas y, además, en la
producción de cables. Se puede obtener a partir de minerales oxidados y sulfurados.
Chile es el mayor productor de cobre en el mundo, siendo este metal su principal
producto de exportación. En el 2017, la producción de cobre alcanzó a 5,56 MM
TMF que equivalen al 27,9% de la producción mundial y de las cuales el 25,5 %
representa la producción de cobre de fundición (Sernageomin, 2018). Las
exportaciones de cobre representaron un 49,6% de la industria Chilena, que
equivale 33.852 MM US$ (COCHILCO, 2018).
Las fundiciones de cobre son fuentes emisoras de azufre y arsénico, tanto de forma
fugitiva como a través de chimeneas, lo que conlleva un riesgo importante para la
salud de las personas y del medioambiente. En este contexto, el Ministerio del
Medio Ambiente elaboró una nueva norma de emisiones, en donde se establecen
los límites máximos de emisión de azufre y arsénico que deberán acatar las
fundiciones de cobre, y que además deberán cumplir con una captura y fijación de
azufre y arsénico igual o superior al 95% (Ministerio del Medio Ambiente, 2018).
Debido a la publicación de esta norma es que la Fundición Caletones se ve en la
obligación de eliminar sus Hornos de Limpieza de Escorias y sustituirlos por una
nueva planta de procesamiento de escorias CT. Además, se invirtió en 4 proyectos
que tienen la función de disminuir las emisiones de azufre, arsénico y M.P, los
cuales son: (1) Planta de secado Fluosólido (2) Planta de Tratamiento de Gases de
Cola (3) Planta de Tratamiento de Escorias (4) Reducción de opacidad de humos
Hornos Anódicos (CODELCO, 2018).
Bajo estas circunstancias es que nace la necesidad de construir un modelo de la
Fundición Caletones con el objetivo de predecir la captura de azufre y arsénico
considerando la nueva Planta de Tratamiento de Escorias, tema que será abordado
en el presente trabajo de título.

13
2. Objetivos.
2.1 Objetivos Generales.
Construir un modelo de la Fundición Caletones, Codelco División El Teniente
para estimar la captura de arsénico y azufre.
2.2 Objetivos Específicos.
• Desarrollar el balance de masa y energía del proceso de fusión y conversión
del mineral para estimar la producción de ánodos de cobre, escoria de
botadero y gases de fundición.
• Desarrollar el balance de masa y energía del acondicionamiento de gases de
fundición para estimar el flujo de gases que se envían, procesan y emiten en
las Plantas de Limpieza de Gases.
• Desarrollar el balance de masa del proceso de producción de Ácido Sulfúrico
y Residuo Peligroso para estimar las fijaciones de azufre y arsénico en
sólidos, ácido y RESPEL.
• Construir un Modelo de la Fundición Caletones considerando la operación de
los Hornos de Limpieza de Escorias.
• Ajustar el modelo construido en base a la operación de la Fundición
Caletones para validar los supuestos utilizados.
• Construir un Modelo predictivo de la Fundición Caletones considerando la
operación de la Planta de Tratamiento de Escorias para predecir la captura
de arsénico y azufre.

14
3. Antecedentes.
3.1 Antecedentes Generales.
La Corporación Nacional del Cobre (CODELCO), es una empresa Chilena 100%
estatal nacionalizada el año 1971 que se dedica a la explotación minero cuprífero,
siendo en este rubro la compañía más importante a nivel mundial ya que tiene
grandes niveles de reservas y recursos de cobre conocidos, en donde se proyecta
que con los niveles de producción actual los yacimientos tendrán más de 65 años
de vida útil. CODELCO es el mayor productor de cobre en el mundo y representa el
mayor aporte empresarial a la economía Chilena. Al año 2017 se produjeron
1.842.075 TMF (incluyendo la participación en el Abra y en Anglo American Sur)
que equivale al 9% de la producción de cobre de mina a nivel mundial y a un 33%
a nivel nacional. El mercado principal de cobre fino y sus derivados producidos es
Asia, seguido por Norteamérica, Europa y Sudamérica, lo que convierte a la
compañía en la responsable del 16% de las exportaciones nacionales al año 2017.
La empresa posee 8 divisiones operacionales distribuidas en las regiones de:
Antofagasta (Chuquicamata, Radomiro Tomic, Gabriela Mistral y Ministro Hales),
Atacama (Salvador), Valparaíso (Andina y Ventanas) y Libertador Bernardo
O’Higgins (El Teniente), además de Casa Matriz ubicada en la Región Metropolitana
que desempeña funciones administrativas.
Codelco produce y comercializa 4 tipos de productos de cobre refinado y no
refinado, los cuales son (CODELCO, 2018):
• Refinados: Cátodos de cobre con 99,9 % de pureza que se obtienen por
electrorrefinación y electroobtención.
• No refinados: Concentrados de cobre, concentrados de cobre tostado,
ánodos y blíster (pureza de 99,5% app.).
• Subproductos: Molibdeno.
• Semielaborados: Alambrón de cobre.

15
3.2 Antecedentes de la División El Teniente.
CODELCO División El Teniente se encuentra ubicada en la comuna de Machalí en
la cordillera de Los Andes, entre los 2.200 y 3.200 metros sobre el nivel del mar y
se encuentra operativa desde el año 1905. Está a 54 km de Rancagua, capital de la
región del Libertador Bernardo O’Higgins. Es la mina subterránea más grande del
mundo, se compone de más de 3.000 km de galerías subterráneas, y entre sus
unidades productivas se destacan los yacimientos Diablo Regimiento Fase IV,
Esmeralda, Dacita, Reservas Norte, Pipa Norte, Sur Andes Pipa, Pilar Norte y
Teniente 4 Sur. La división también cuenta con una operación en superficie, El Rajo
Sur, ubicado entre los 2.730 y 3.240 msnm y que entró en funcionamiento a fines
del año 2012 (CODELCO, 2018).
Durante el año 2017 la producción de la división fue de 464.328 toneladas métricas
de cobre fino comercializadas a través de ánodos que se generan en la fundición
de Caletones, en donde también se produjeron 6.199 toneladas métricas finas de
molibdeno y 1.214.941 toneladas de ácido sulfúrico como subproductos.
Las principales operaciones del complejo industrial de la División son:
• Mina (Sewell).
• Concentrador (Colón).
• Fundición (Caletones).

16
3.3 Descripción general del proceso.
La producción de cobre consta de una serie de etapas consecutivas las que se
encuentran divididas por gerencias que cumplen la función de manejarlas y
controlarlas.
- Gerencia Minas: Extracción del mineral
La extracción del mineral de las capas superiores, roca blanda y de fácil
fragmentación, se lleva a cabo por el método “Block Caving” (hundimiento de
bloques), en donde el mineral cae por gravedad desde el nivel de hundimiento al
nivel de producción. Por otra parte, en los sectores profundos donde hay roca
primaria, es decir, más dura y de menor ley, la extracción se realiza a través de un
método mecanizado en donde se usan jumbos, cargadores (LHD) y martillos
picadores hidráulicos.
La materia prima utilizada para la producción de ánodos de cobre es un complejo
mineralógico compuesto principalmente de Calcopirita, Pirita y Bornita, además de
Calcosina, Covelina, Tenantita, Molibdenita, entre otros.
La división extrae anualmente 137.000 toneladas diarias de mineral desde los
yacimientos Diablo Regimiento Fase IV, Esmeralda, Dacita, Reservas Norte, Pipa
Norte, Sur Andes Pipa, Pilar Norte, Teniente 4 Sur y Rajo Sur con una ley de cobre
promedio de 0,97 % CuT (concentración del metal con valor comercial por tonelada)
el cual es llevado a la Concentradora ubicada en Colón que tiene por objetivo reducir
el tamaño del mineral y enviarlo posteriormente a la fundición Caletones con una
humedad cercana al 8% (CODELCO, 2018).
A continuación, en la figura N° 1 se muestra el diagrama de flujo de minerales de la
División El Teniente.

17
Figura 1: Diagrama de Flujo de minerales.

18
- Gerencia Plantas Concentración: Flotación y molienda convencional.
La concentración del mineral se hace en las plantas de Sewell y Colón, donde por
medio de molinos SAG (semiautogenos) y líneas de molienda convencional se
reduce el tamaño de partícula, en etapas de chancado y molienda. Posterior a esto,
se lleva a cabo la etapa de flotación del mineral en donde se separa el cobre del
molibdeno, quedando un producto intermedio con una ley de cobre cercana al 30 –
35 %.
A continuación, en la figura N° 2 se muestra el proceso de la Gerencia Plantas.
Figura 2: Concentradora Colón.
- Gerencia Fundición: Producción de ánodos de cobre y ácido sulfúrico.
El mineral de cobre se recibe desde las plantas concentradoras y se procesa en
Caletones en etapas de secado, fusión, conversión, refinación y moldeo. Además,
los gases producidos en el proceso de fusión se acondicionan en el sistema de
manejo de gases para ser enviados a la planta de limpieza de gases, en donde se
limpia, seca y convierte el dióxido de azufre en ácido sulfúrico concentrado.
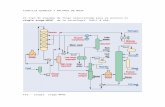
A continuación, en la figura N° 3 se muestra el proceso general de la Fundición de
Caletones.

19
Figura 3: Diagrama de proceso de Fundición Caletones.

20
3.4 Descripción del proceso de fundición.
La fundición de Caletones procesa 1.400.000 toneladas anuales de concentrado de
cobre seco (CODELCO, 2018).
3.4.1 Unidad de Recepción y Preparación de Cargas (PRECA).
El mineral recibido por la planta tiene una ley de cobre cercana al 35%, 32% de
azufre, 27% de hierro, 6% de sílice, 0.2% de arsénico y una humedad de
aproximadamente un 30%. Sin embargo, para que esta materia prima pueda ser
procesada debe tener un contenido de humedad inferior al 0,2%.
Para reducir el contenido de humedad presente en el concentrado, la Fundición
cuenta con 3 plantas de secado que utilizan secadores de lecho fluidizado (2
operativas con capacidades de 56 y 135 ton/h y 1 en stand-by) y aire a 250 °C.
Además, cuenta con gas natural y respaldo de diésel para realizar el secado
(CODELCO - División El Teniente, 2018).
El gas, producto de la combustión del gas natural y el gas de fluidización que se
calienta al pasar por la cámara de combustión, se juntan en el Plenum y pasan a
través del lecho debido al tiraje forzado producido por un ventilador de tiro inducido,
produciendo la fluidización de la gravilla. En donde, se suspende y agita adoptando
las características de un fluido.
El gas y la gravilla en movimiento rompen las aglomeraciones e intercambian calor
con el concentrado húmedo, el cual es alimentado en forma descendente desde la
parte superior del Free Board, mediante una válvula de alimentación (alimentador
rotatorio). El concentrado cae por gravedad en contracorriente con el aire caliente y
se pone en contacto con la gravilla en el lecho. Aquí, se produce la mezcla y se
efectúa la transferencia de calor y por lo tanto el secado del concentrado.
Una vez secado el concentrado es enviado a la etapa de fusión conversión en forma
neumática con aire seco a través de cañerías.
A continuación, en la figura N° 4 se muestra un esquema del proceso de secado del
concentrado.

21
Figura 4: Proceso de Secado de Concentrado.
3.4.2 Unidad de Fusión y Conversión (FUCO).
En la etapa de fusión, el mineral es recibido por los convertidores teniente N° 1 y N°
2 que trabajan en proceso continuo las 24 horas del día. Los convertidores reciben
el mineral seco, a razón de 80 – 120 ton/h, por medio de un sistema de vasos
presurizados en donde, a través de toberas se inyecta directamente en el baño del
horno para ser fundido a 1220 °C con el objetivo de llevar a cabo el proceso de
descomposición y la posterior oxidación de los componentes mediante la
incorporación de oxígeno enriquecido. Además, se agrega fundente con el objetivo
de formar la escoria fayalítica y carga fría para controlar la temperatura dentro del
horno. De esta forma, se obtienen 3 fases inmiscibles entre sí: Metal Blanco (súlfuro
72-75 %Cu), Escoria (óxido 6 – 8 %Cu) y gases (22-26 %SO2) (CODELCO -
División El Teniente, 2018).
Los Convertidores Teniente producen diariamente alrededor de 700 – 800 ton/día
de metal blanco el cual se extrae de manera discontinua a través de un pasaje de
sangría que opera con una placa de cobre refrigerada con agua. El producto
obtenido es transferido a la siguiente etapa a través de tazas de 400 [pie3] de
capacidad a los Convertidores Peirce Smith (CPS).
Actualmente, la escoria producida por los convertidores teniente (alta en magnetita)
es trasladada a través de tazas de 500 [pie3] de capacidad a los hornos de limpieza
de escoria, en donde a través de un proceso de reducción se libera la mayor parte
del cobre arrastrado, generando un producto HLE que es procesado en los
convertidores teniente y una escoria final o también llamada escoria de botadero
con < 1% de Cu.

22
Los gases producidos en la fusión son colectados por campanas refrigeradas
ubicadas en la boca de cada convertidor para ser acondicionados en el sistema de
manejo de gases.
A continuación, en la figura N° 5 se presenta el diagrama del Convertidor Teniente.
Figura 5: Esquema Convertidor Teniente.
Los convertidores Peirce Smith reciben el metal blanco a razón de 5 tazas por carga.
El horno es un reactor de burbujeo que transforma el metal blanco en cobre blíster
en dos etapas, siendo la primera etapa la desulfuración del sulfuro ferroso con
escorificación de hierro y la segunda de soplado con oxígeno hasta cobre blíster.
Además, se agrega carga fría con el objetivo de controlar la temperatura dentro del
horno debido a las reacciones exotérmicas que se producen en su interior.
En esta etapa se producen 3 fases: Cobre Blister (99,3% Cu) el cual es enviado al
proceso de refinación y moldeo, Escoria CPS que es devuelta como retorno líquido
al convertidor teniente, y por último gases de anhídrido sulfuroso al 16-18 % que
son colectados por las campanas refrigeradas de cada convertidor para luego ser
enviados al sistema de manejo de gases.
A continuación, en la figura N° 6 se presenta el diagrama del Convertidor Peirce
Smith.

23
Figura 6: Diagrama esquema CPS.
Como se mencionó anteriormente, debido a que la escoria CT tiene un alto
contenido de magnetita, lo que se traduce en un arrastre de cobre considerable,
ésta es enviada a los Hornos de Limpieza de escoria, en donde, a través de un
proceso de reducción se libera el cobre disponible para ser procesado nuevamente
en los Convertidores Teniente.
La escoria producida por los CT’s se reduce mediante la inyección de Carboncillo al
baño (mediante toberas), para así mejorar las características físico-químicas de la
escoria, como por ejemplo viscosidad y tensión superficial, permitiendo así una
mejor separación entre fases metal y escoria.
La Fundición de Caletones hay 4 Hornos de Limpieza de Escorias que operan de
forma discontinua en las siguientes etapas: Carguío, Reducción, Sedimentación,
Vaciado de Escoria, Vaciado de Metal y Vaciado total.
En este proceso, se producen 3 corrientes: Producto HLE con un contenido de cobre
superior al 50%, Gases que contienen principalmente CO y CO2, y una escoria final
también llamada escoria de botadero que tiene un contenido de cobre inferior al 1%.
A continuación, en la figura N° 7 se muestra el esquema del Horno de Limpieza de
Escorias.
Figura 7: Horno de Limpieza de Escorias.

24
3.4.3 Unidad de Refinación y Moldeo (REMO).
Debido al alto nivel de impurezas contenidas en el cobre blíster (oxígeno, níquel,
plomo, arsénico, selenio, telurio, azufre, bismuto, plata, oro, etc.), es necesario
someterlo a un proceso de refinación para obtener un producto más puro y
comercializable.
La refinación se realiza en los hornos anódicos (5) en un proceso discontinuo que
se lleva a cabo en 4 etapas: carguío, escoriado, oxidación, reducción. Durante la
oxidación, se inyecta oxígeno para que reaccione con el azufre disuelto en el baño
y así liberar SO2 reduciendo las ppm de azufre, pero aumentando las ppm de
oxígeno. Luego, se lleva a cabo la etapa de reducción con gas natural, en donde
reacciona el oxígeno disuelto con carbono, hidrógeno y monóxido de carbono
(productos de la descomposición del gas natural), formando monóxido y dióxido de
carbono además de vapor de agua. Luego de estas etapas, los niveles de azufre y
oxígeno se reducen a aproximadamente 30 y 1200 ppm respectivamente con una
ley de cobre cercana al 99,6 % Cu, rangos que se consideran aceptables para el
producto de refinación “cobre anódico”. En la práctica, las etapas de escoriado y
oxidación se llevan a cabo de manera intermitente (CODELCO - División El
Teniente, 2018).
Finalmente, cuando el cobre anódico cumple con las características anteriormente
mencionadas se encuentra en condiciones para ser moldeado en las ruedas RM28
y Rueda Twin.
En la etapa de moldeo, el cobre fluye desde el horno de refinación hacia la cuchara
intermedia quien a su vez se inclina para llenar la cuchara de moldeo que se ubica
sobre mecanismo de pesaje, al término de esta operación, la cuchara intermedia
corta el vaciado y vuelve a su posición de reposo. Cuando la rueda se ubica en
posición de moldeo, se registra el peso de la cuchara y esta comienza a inclinarse
en función del programa de inclinación establecido, dependiendo del peso
momentáneo de la cuchara durante el vaciado. Cuando disminuye el peso en la
cuchara y aumenta el peso del ánodo, el cobre se detiene suavemente y la cuchara
de moldeo regresa lentamente a su posición de reposo. Esta operación se repite
para todos los moldes disponibles en la rueda.
La operación se encuentra dividida en dos sectores, lado Rancagua que opera con
2 hornos anódicos que suministran Cobre a la RM28 y lado Sewell que opera con
dos hornos anódicos que alimentan a la rueda de moldeo Twin completamente
automatizada que en su conformación posee dos ruedas con 16 moldes cada una.
Los moldes deben estar necesariamente a una temperatura cercana a los 1150 °C
a 1180 °C (para no hacer el proceso de moldeo muy denso o muy líquido). Para
esto, se utilizan tuberías que expulsan gas natural a las cucharas de moldeo, con el
fin de evitar que el cobre solidifique en ellas.

25
Para facilitar el desprendimiento del ánodo desde el molde se utiliza un desmoldante
compuesto por ceniza de hueso. Éste, se agrega en forma automática por un
sistema que mezcla ceniza de hueso con agua, en una relación de 12-17 kg cada
100 litros de agua, dependiendo de la densidad requerida.
La Fundición Caletones produce 5 formatos de cobre moldeado, los cuales se
detallan a continuación (CODELCO - División El Teniente, 2018):
• DYFY: Moldes de 240 kg que son enviados a San Antonio para su directa
exportación a Asia (China principalmente).
• JCC: Moldes de 380 kg enviados a China.
• Ventanas: Moldes de 275 kg y 1800 ppm O2 enviados a la Fundición de
Ventanas, V región.
• Potrerillos: Moldes de 261 kg enviados a la Fundición de Potrerillos, Salvador,
III región.
• Chuquicamata: Moldes de 420 kg y 2000 ppm O2 que son enviados a la
Fundición de Chuquicamata, II región.
A continuación, en las Figuras N° 8 y N° 9 se muestra la disposición de los equipos
en el proceso de Refinación y Moldeo, lado Sewell y lado Rancagua
respectivamente.
Figura 8: Distribución de Equipos lado Sewell.

26
Figura 9: Distribución de equipos lado Rancagua.

27
3.4.4 Unidad de Limpieza de Gases (LIGA).
Unidad encargada de realizar el acondicionamiento, limpieza y conversión de los
gases en Ácido Sulfúrico concentrado al 98,5% como subproducto de fundición.
Esta unidad consta de 3 operaciones que se detallan a continuación.
Manejo de Gases (MAGA).
Producto de las reacciones que se llevan a cabo en los Convertidores Teniente y
Peirce Smith, se producen corrientes gaseosas que contienen principalmente
oxígeno, nitrógeno y anhídrido sulfuroso (en una concentración cercana al 20-25%
en los CT’s y 16-18% en los CPS’s) a 1220 °C aproximadamente, las que debido a
las normas medioambientales por las cuales se rigen las Fundiciones Chilenas
deben ser procesadas para evitar su envío directo a la atmósfera.
El principal objetivo del Manejo de Gases es el acondicionamiento (enfriamiento,
dilución y retiro de polvos) y posterior conducción de estos hacia las plantas de
limpieza de gases (PLG1 y PLG2). Este proceso está dividido en 6 líneas: (2)
Manejo de Gases de Convertidores Teniente (MAGA-CT) y (4) Manejo de Gases de
Convertidores Peirce Smith (MAGA-CPS).
La operación comienza con la captación de los gases de cada convertidor (CT’s Y
CPS’s) a través de campanas refrigeradas que se encuentran sobre la boca de cada
reactor. En esta etapa, ocurre una disminución importante de la temperatura debido
a que durante la captación de los gases en la campana existe también una dilución
con aire atmosférico significativa que, sumada a la refrigeración con agua de
servicio de la campana, la temperatura desciende hasta aproximadamente 650 °C
al igual que la concentración de dióxido de azufre (CODELCO - División El Teniente,
2018).
Los Convertidores Teniente tienen un sistema de manejo de gases completamente
independientes entre sí, por lo que en la Fundición de Caletones hay un MAGA-CT1
un MAGA-CT2. Sin embargo, cada uno cuenta con los mismos equipos y etapas de
acondicionamiento. Por otra parte, los Convertidores Peirce Smith tienen un sistema
de enfriamiento de gases independientes entre sí. Sin embargo, el sistema de
captación de polvos y conducción hacia las PLG’s es común para las 4 líneas
asociadas a los 4 CPS’s.
En el MAGA-CT, luego de que los gases son capturados, estos se diluyen por el
efecto de la infiltración de aire atmosférico hasta una concentración de SO2 cercana
al 13%, además debido a la transferencia de calor que se produce entre el gas, el
aire atmosférico y los paneles de la campana, se produce la primera disminución de
temperatura hasta los 600°C aproximadamente. Luego, los gases son dirigidos
hacia el sistema de enfriamiento evaporativo llamado “Sistema Sonic”.

28
Este sistema adiciona agua pulverizada con la ayuda de aire comprimido (spray) y
su principio de enfriamiento se basa en la evaporación de agua que está en contacto
directo con la corriente gaseosa. Es decir, la energía que libera el gas (que se
traduce en una disminución de su temperatura) es absorbida por las pequeñas gotas
de agua pulverizadas a la cámara, esto produce un calentamiento en las partículas
de agua hasta alcanzar su temperatura de ebullición, en donde ocurre el cambio de
estado de fase liquida a fase gaseosa y un sobrecalentamiento hasta la temperatura
de salida del gas. Con este proceso, aumenta la humedad contenida en el gas
desde un 1% hasta aproximadamente un 8% y la temperatura desciende hasta 370
°C app.
Los gases enfriados son conducidos hasta los Precipitadores Electroestáticos (JOY)
quienes tienen la función de capturar los polvos contenidos en el gas a través de la
ionización de las partículas con energía eléctrica de alto voltaje. El polvo es captado
por las placas del sistema de precipitación y desde aquí caen a los transportadores
de cadena. Finalmente, los gases son conducidos hacia las plantas de Limpieza de
Gases (PLG 1 para el caso del CT2 y PLG2 para los gases del CT1).
Sistema de extracción de gases CT: Los gases provenientes de los precipitadores
electroestáticos del MAGA CT, son enviados mediante ductos hacia las Plantas de
Limpieza de Gases, impulsados por el tiraje generado por los sopladores principales
de las PLG’s.
El MAGA CPS se diferencia del MAGA CT debido a que su principio de
funcionamiento se basa en el enfriamiento por radiación de calor.
Los gases CPS’s son capturados por las campanas ubicadas en la boca de cada
uno de los 4 convertidores, y son enfriados bajo el mismo principio que los gases
CT, es decir, por transferencia de calor entre gas, aire atmosférico (aire de dilución)
y placas refrigeradas de la campana. Aquí, la temperatura de los gases desciende
hasta aproximadamente 630 °C, mientras que la concentración de SO2 baja hasta
un valor cercano al 9,5%. Luego, los gases son conducidos a través de sus
respectivas líneas al sistema de enfriamiento radiativo que consta de 3 etapas:
(1) Precámara de enfriamiento: Cuenta con una pantalla matapolvo refrigerada
en su interior, en donde impactan las partículas contenidas en el gas,
produciéndose una decantación de una parte de las partículas más pesadas
y gruesas.
(2) Radiación en Liras: 4 tubos radiantes en forma de U invertida de 1,5 metros
de diámetro que transfieren energía por convección y radiación provocando
una importante disminución de la temperatura y que además, conducen hacia
la cámara de enfriamiento.

29
(3) Cámara de enfriamiento: En este sistema, los polvos son colectados debido
a los cambios de dirección del flujo de gas.
Desde este sistema, los gases salen a una temperatura cercana a los 385 °C y se
mezclan en un ducto de alta velocidad a la salida de las cámaras de enfriamiento
antes de entrar a los Precipitadores Electroestáticos (MILJO).
Los Precipitadores tienen la función de colectar polvos en suspensión a través de la
ionización de partículas con energía eléctrica de alto voltaje. Estos precipitadores
cuentan con su propio sistema de rastras para la colección de polvos.
Finalmente, los gases son conducidos hacia la PLG2 en donde se mezclan con los
gases producidos por el CT1.
Sistema de extracción de gases CPS: Para impulsar los gases de los CPS’s a
través del sistema de captación, enfriamiento y limpieza se utilizan 2 Ventiladores
de Tiro Inducido equipados con variadores de frecuencia para regular su velocidad.
Los Ventiladores succionan desde un ducto común, ubicado a la salida de los PP.EE
y descargan a un ducto de alta velocidad.
El ducto de alta velocidad se bifurca en dos ramales, los cuales están conectados a
los ductos que conducen los gases CT1 y CT2 hacia las PLG’s.
Las campanas de captación de gases disponen de un circuito primario de agua
tratada y control de PH para el enfriamiento de paneles refrigerados. Este mismo
circuito cerrado alimenta las pantallas matapolvos del enfriador radiante.
A continuación, en la figura N° 10 se presenta el esquema general del MAGA
Fundición Caletones.

30
Figura 10: Diagrama General Manejo de Gases.

31
Planta de Limpieza de Gases (PLG).
Las Plantas de Limpieza de Gases tienen como objetivo remover el anhídrido
sulfuroso y contaminantes metálicos contenidos en los gases provenientes del
proceso de Fusión y Conversión del concentrado.
La Fundición de Caletones cuenta con 2 plantas de limpieza de gases, en donde la
Planta N° 1 tiene una capacidad de producción de 1.500 ton/día de Ácido Sulfúrico
al 100% p/p. Mientras que la Planta N° 2 tiene una capacidad de producción de
2.485 ton/día de ácido al 100% p/p (CODELCO - División El Teniente, 2018).
Tanto la planta N° 1 como la N° 2 poseen básicamente el mismo proceso dividido
en 3 etapas principales.
1) Acondicionamiento del gas: El gas se limpia de impurezas, principalmente
metales pesados, polvos, sulfatos y agua.
2) Conversión del gas: En esta etapa el gas se combina con oxígeno, en
presencia de un Catalizador (Pentóxido de Vanadio) para formar trióxido de
azufre.
3) Absorción: El trióxido de azufre se absorbe en agua para formar Ácido
Sulfúrico.
Además, cada una de las Plantas cuenta con una Planta de Tratamiento de
Efluentes que procesa los efluentes producidos en la limpieza de los gases y
recupera agua de proceso que retorna al sistema.
A continuación, en la figura N° 11 se muestra un diagrama general del proceso que
se lleva a cabo en las Plantas de Limpieza de Gases (PLG).
Figura 11: Diagrama General PLG.

32
Planta de Limpieza de Gases N°1
El proceso cuenta con una tecnología del tipo Mitsubishi – Lurgi de contacto único
y se divide en tres zonas principales (Modelo de operación para manejo de gases
de la Fundición Caletones, 2009). Su capacidad de tratamiento es 172.500 Nm3/h
de gas.
Sección de planta purificadora del gas (GCP)
Para poder llevar a cabo el proceso de conversión y posterior absorción del gas a
ácido sulfúrico, es necesario que el SO2 proveniente del Manejo de Gases CT’s y
CPS’s esté completamente libre de impurezas, vapor de agua y polvo, debido a que
afectan negativamente el proceso, los equipos y la calidad del ácido producido.
Para esto, la sección cuenta con los siguientes equipos, que se encuentran
conectados en serie, uno después del otro.
• Torre de Lavado: También llamada torre humedecedora, no posee relleno en
su interior y su función es eliminar impurezas (tales como arsénico, selenio,
plomo y polvos metalúrgicos) y co-ayudar al enfriamiento del gas. Para esto, el
gas a una temperatura cercana a los 340 °C proveniente del manejo de gases
es inyectado en contracorriente a la torre, en donde se lava con ácido sulfúrico
diluido en forma de rocío. En este proceso el gas es depurado y enfriado
adiabáticamente por evaporación del agua contenida en el ácido de depuración,
hasta el punto de saturación del vapor.
Durante el proceso se genera un efluente que es bombeado a una torre Stripper
o también llamada desgasificadora, para retirar el SO2 residual. El efluente libre
de SO2 es enviado a la planta de tratamiento de efluentes, mientras que el SO2
recuperado se reintegra a la corriente gaseosa.
El enfriamiento del gas se produce adiabáticamente por la evaporación del agua
presente en el ácido de lavado hasta el punto de saturación de los gases con
vapor de agua. La temperatura de salida de los gases es aproximadamente
60°C.
• Depurador Venturi: Su función es eliminar el Arsénico y el polvo contenido en
el gas mediante el paso por la garganta del Venturi. En este punto, el gas
aumenta su velocidad debido a la disminución del diámetro del equipo,
provocando una decantación de los polvos y su consecuente limpieza del gas.
El depurador cuenta con un circuito de ácido débil que retira las impurezas.
• Torre Empacada de Enfriamiento del gas: El gas se inyecta en forma
ascendente a la torre, mientras que el ácido de circulación se pulveriza desde la
parte superior y es en la sección empacada de la torre (relleno con esferas de
polipropileno) donde se produce la transferencia de calor entre el gas y el ácido

33
de circulación. El gas entra a aproximadamente 65 – 69 °C y se enfría hasta
unos 27 – 31 °C, disminuyendo por condensación, la cantidad de agua contenida
en el gas.
• Precipitadores Electroestáticos Húmedos: Su objetivo es retirar todas las
impurezas remanentes en el gas, especialmente el arsénico.
La planta cuenta con 3 módulos de precipitadores de dos componentes cada
uno, en donde se capturan los polvos y líquidos (neblina ácida) decantando por
arrastre la humedad.
El gas ingresa al primer precipitador por la parte superior y es conducido a la
parte inferior donde se distribuye a los tubos colectores a través de placas de
distribución. En el centro de cada colector hay electrodo que es capaz de
esparcir carga positiva a cada una de las partículas de la neblina de entrada. A
medida que el gas va ascendiendo, las partículas ya cargadas son recolectadas
en la superficie del colector cargado negativamente. De esta manera, el gas sale
por el vestíbulo superior e ingresa al segundo precipitador en donde ocurre el
mismo proceso, pero con la diferencia que desde aquí el gas sale totalmente
limpio pero húmedo.
El efluente producido se va retirando constantemente ya que a medida que el
proceso de limpieza avanza, éste se va enriqueciendo en impurezas. El efluente
se envía a la Planta de Tratamiento de Efluentes.
Figura 12: Acondicionamiento de Gases.

34
Sección de Planta de Contacto con Ácido (CAP)
En esta sección se convierte el dióxido de azufre (SO2) en trióxido de azufre (SO3)
mediante un catalizador adecuado (pentóxido de vanadio para el caso de la
Fundición de Caletones). Sin embargo, para que este proceso se lleve a cabo es
necesario que el gas a procesar se encuentre completamente seco.
Esta sección cuenta con 3 pasos fundamentales: Secado del gas, Conversión del
gas, Absorción del gas.
• Secado del gas de SO2: El gas libre de polvos y vapor, pero aún húmedo y con
el aire de dilución necesario para la conversión catalítica, es conducido a la torre
de secado (empacada) para tener contacto en forma vigorosa con ácido sulfúrico
concentrado al 98,5 % quien finalmente absorbe la humedad contenida en el gas
y se diluye hasta aproximadamente un 96%. Para evitar que vapor ácido sea
arrastrado, el gas sale de la torre de secado y pasa por un eliminador de neblina.
Debido a que la reacción entre el ácido sulfúrico y el agua es exotérmica, el calor
se retira mediante intercambiadores de calor de placas para enfriar el ácido y
favorecer la condensación en la torre.
• Oxidación catalítica del SO2 en SO3: Para llevar a cabo la conversión de
dióxido de azufre en trióxido de azufre es necesario que el gas esté
completamente seco, con una proporción de O2 a SO2 no menor a 1.1:1, una
temperatura de 400 °C y un catalizador (pentóxido de vanadio para la Fundición
de Caletones). La conversión se lleva a cabo en un reactor de 4 lechos, que
cuenta con 3 intercambiadores de calor que permiten ajustar la temperatura a la
requerida por la reacción.
Figura 13: Torre de Conversión PLG N°1.

35
• Absorción de SO2 en ácido sulfúrico concentrado: Se lleva a cabo en la
torre de absorción de relleno cerámico, en donde el SO2 de la etapa anterior
fluye en contracorriente y se absorbe en ácido sulfúrico concentrado (98,5%
p/p) que circula continuamente por la torre. Finalmente, el gas que sale por
la torre pasa a través de un eliminador de vapor para evitar el goteo ácido y
su posterior expulsión a la atmósfera.
Planta de Limpieza de Gases N° 2
La planta N° 2 fue diseñada por un conglomerado internacional Kvaerner Chemetics
y entró en funcionamiento el año 2002. Al igual que la planta N° 1, el proceso se
puede dividir en 3 etapas principales: Limpieza de gases, Zona de contacto, Zona
de absorción, además de su respectiva Planta de Tratamiento de Efluentes (ETP)
(Modelo de operación para manejo de gases de la Fundición Caletones, 2009).
Su capacidad de procesamiento es de 280.000 Nm3/h.
Sección de Limpieza de Gases
Como su nombre lo indica, su función es limpiar el gas de toda impureza con el
objetivo de evitar una posible destrucción de los equipos y una disminución en la
eficiencia del proceso.
A diferencia de la Planta N° 1, esta planta cuenta con 2 trenes de limpieza de gases,
los cuales se componen de los siguientes equipos dispuestos en serie:
• Quench Venturi: Su función es saturar adiabáticamente los gases (humedece
y reduce temperatura) provenientes del proceso MAGA. El gas se lava con ácido
débil inyectado en forma de rocío para enfriar su temperatura hasta la
temperatura de saturación (63°C app.).
• Torre de Retención o Torre Vacía: Recibe los gases desde la Torre Quench y
su función es separar el gas del líquido, el cual contiene cierta cantidad de
impurezas.
• Limpiador Venturi o Venturi Scrubber: El gas que viene desde la Torre Vacía
pasa a través de la garganta variable que tiene el limpiador y por diferencia de
velocidad en el gas las partículas finas precipitan, produciéndose de esta manera
la limpieza del gas.
• Torre de Enfriamiento de Gas: Como su nombre lo indica, su función es enfriar
el gas y retirar humedad mediante condensación.
A continuación, en las figuras N° 14 y N° 15 se muestra la configuración del
enfriamiento y lavado de gases del tren N° 1 de la Planta de Limpieza de Gases N°
2 .

36
Figura 14: Enfriamiento de Gases Tren 1 PLG N° 2.
Figura 15: Lavado de Gases Tren 1 PLG N° 2.
• Precipitadores: Recibe los gases de ambos trenes y su objetivo es quitar la
neblina y partículas ácidas presentes en el gas. Esta planta cuenta con 4
precipitadores electroestáticos, en donde cada uno cuenta con 300 tubos
circulares que son utilizados como superficie colectora en donde se instala el
electrodo (en el centro de cada colector).
A continuación, en la figura N° 16 se muestra el esquema de los precipitadores
electroestáticos de la PLG N° 2

37
Figura 16: Precipitadores Electroestáticos.
• Desgasificador Ácido Débil: Los equipos anteriormente mencionados generan
efluentes ácidos que contienen partículas indeseadas y también SO2. El dióxido
de azufre es recuperado en el desgasificador en donde se inyecta aire para
retirar el gas y éste se envía a las torres de enfriamiento de cada tren para
continuar con su conversión.
Figura 17: Desgasificador PLG N° 2.
Zona de Contacto
El gas libre de impurezas es enviado a la Torre de Secado, en donde mediante
absorción con ácido sulfúrico se genera un gas completamente seco y apto para
ingresar a la torre de conversión.
La zona de contacto cuenta con un soplador que es una unidad centrifuga impulsada
por un motor eléctrico y su función es impulsar y comprimir los gases hacia los
distintos equipos de la planta.
El gas comprimido es ingresado a la Torre de Conversión en donde se produce la
oxidación del dióxido de azufre (SO2) en trióxido de azufre (SO3) a una temperatura

38
superior a los 400 °C. Debido a que la cinética de esta reacción es lenta, se utiliza
un catalizador de Pentóxido de Vanadio para acelerar la reacción.
A continuación, en la figura N° 18 se muestra el esquema del Reactor de Conversión
de la PLG N° 2.
Figura 18: Convertidor PLG N° 2.
Zona de Absorción
El gas proveniente de la torre de conversión se pone en contacto con ácido al 98,5%,
el cual circula constantemente. De esta forma, el SO3 se absorbe en el ácido y se
va generando más ácido en el sistema. La reacción de absorción es exotérmica,
por lo que el sistema cuenta con un sistema de refrigeración compuesto por
intercambiadores de calor. A continuación, en la figura N° 19 se muestra la
configuración de la zona de absorción.
Figura 19: Torre de Conversión PLG N° 2.

39
Figura 20: Vista General PLG1.

40
Figura 21: Vista General PLG 2.

41
Planta de Tratamiento de Efluentes (ETP).
Durante la limpieza de los gases que provienen del proceso de fusión y conversión
de mineral, se generan efluentes ácidos que contienen entre un 8 – 15 % de ácido
sulfúrico, además de metales pesados y arsénico.
Debido a la peligrosidad de estos elementos es completamente necesario que sean
tratados y estabilizados en las Plantas de Tratamiento de Efluentes. Estas plantas
tratan los efluentes generados y producen desechos sólidos y líquidos, estables y
seguros para el medioambiente.
La Fundición de Caletones cuenta con dos Plantas de Tratamiento de Efluentes
(ETP), en donde la ETP 1 procesa el efluente generado por la PLG 1 y la ETP 2
procesa el efluente generado por la PLG 2. Ambas plantas se basan en los mismos
conceptos físico-químicos para el tratamiento, sin embargo, difieren en los equipos
que se utilizan en cada una. Además, existen 2 plantas que preparan la Lechada de
Cal (reactivo principal del proceso) a partir de Cal Viva (Proceso para la eliminación
de impurezas de efluentes provenientes de las fundiciones de cobre, 2012).
El tratamiento de los efluentes considera las etapas que se describen en la figura
N° 22.
Figura 22: Diagrama General Tratamiento de Efluentes.

42
Neutralización con lechada de cal
El efluente ácido producido por las Plantas de Limpieza de Gases se envía a través
de bombas centrífugas a un estanque de neutralización, en donde se pone en
contacto con lechada de cal para comenzar la neutralización del efluente y por ende
formación de cristales de yeso (Sulfato de Calcio). En esta etapa, es sumamente
importante promover el tiempo de residencia necesario para que los cristales
crezcan, ya que estos servirán como matriz encapsuladora del arsénico en sus
distintas presentaciones.
Por otra parte, los estanques son insuflados con aire para ayudar la oxidación del
arsénico hasta su forma As+5 debido a que es más fácil de precipitar que el Arsénico
en su forma As+3. Además, contienen un agitador para mantener los sólidos en
suspensión.
De los estanques de neutralización, la pulpa de yeso rebalsa hacia el estanque de
precipitación donde ocurre la decantación del resto de los compuestos debido al
aumento de PH, ya que esto facilita la precipitación de los compuestos.
Precipitación de los iones metálicos y retiro parcial del Arsénico
En esta etapa, el PH se encuentra cercano a 11.5 [-] con el objetivo de promover la
precipitación de una gran parte de los iones metálicos de arsénico como también el
hidróxido de metal.
Al igual que el estanque de neutralización, este estanque se encuentra agitado para
seguir manteniendo los sólidos en suspensión.
Los iones metálicos Cu, Fe y Zn comienzan a precipitar en forma de hidróxidos a un
PH cercano a 5.3, 2 y 7 respectivamente.
La pulpa obtenida en el estanque de precipitación contiene aproximadamente un
9% de sólidos, según diseño, y es enviada al espesador primario en donde se pone
en contacto con un floculante o polímero para promover la unión de las partículas
sólidas en suspensión, para su posterior decantación.
En esta etapa se obtienen dos corrientes:
• Corriente Sólida: Contiene precipitados de Arsénico, metales y sulfatos.
• Corriente Líquida: Efluente neutro con Arsénico disuelto.
El líquido que rebalsa desde el espesador primario fluye hacia el estanque de
precipitación de arsénico N° 2 conteniendo aproximadamente entre 25 y 30 ppm de
Arsénico en solución. Mientras que la corriente sólida es enviada al estanque de
lodos.

43
Precipitación final del arsénico:
Como se mencionó anteriormente, el objetivo principal de la planta es tratar los
efluentes provenientes de la Planta de Limpieza de Gases produciendo compuestos
estables y seguros para el medioambiente.
La forma más estable de precipitación del Arsénico es como Arseniato Férrico
insoluble (FeAsO4). Es por esto que, a la corriente líquida proveniente del espesador
primario, se le adiciona una solución de Fierro, como Sulfato Férrico. De esta
manera el Arsénico remanente precipita, logrando obtener un efluente neutralizado
con una baja concentración de Arsénico en solución (<1 g/L).
Esta etapa del proceso se encuentra condicionada por la relación Fe/As del sistema,
ya que dependiendo del PH y esta relación, será la solubilidad del Arsénico, y lo que
se busca es que esta sea la menor posible.
El PH en esta etapa se encuentra entre 8.5 y 9.5 [-] y de acuerdo con estudios
realizados en búsqueda de la relación óptima del proceso se encuentra que la razón
Fe/As debe ser igual a 7 para conseguir la menor solubilidad posible del Arsénico,
como se muestra en la Figura N° 23.
Figura 23: PH vs [As] en función de la relación Fe/As.
Luego de esta etapa, el efluente se envía a un espesador secundario, en donde
nuevamente se adiciona un floculante con el objetivo de aglomerar los sólidos
suspendidos y posteriormente realizar una separación sólido-líquido, en donde los
sólidos son enviados al estanque de lodos, mientras que el líquido es neutralizado
con ácido sulfúrico y enviado al estanque de efluente neutralizado.
Filtrado:
Los sólidos obtenidos son enviados desde el estanque de lodos a los filtros
correspondientes a cada planta. En esta, se extrae parte del líquido y se obtiene
como resultado un queque con una humedad del 40% aproximadamente,
compuesto de Arsenito de Calcio encapsulado en una matriz de hidróxido de calcio,

44
el cual es entregado a “HIDRONOR” para realizar el posterior tratamiento y
disposición final de este residuo peligroso.
Durante muchos años, el queque filtrado fue procesado por las mismas Plantas de
Tratamiento de Efluentes de la Fundición de Caletones, en donde el queque se
enviaba a un calcinador y se obtenía un producto calcinado y estabilizado, el cual
era almacenado en maxi sacos para su posterior disposición final. Sin embargo,
debido al alto costo operativo que conlleva esta parte del proceso, la Fundición de
Caletones optó por entregar el queque húmedo a una empresa externa para que
realice su tratamiento final.
3.4.5 Planta de Tratamiento de Escorias (PTE).
Debido a la nueva norma de emisiones que rige a las Fundiciones en Chile, es
necesario que la Fundición de Caletones modifique parte del proceso productivo ya
que actualmente, la escoria producida por los Convertidores Teniente N° 1 y 2 es
enviada a los Hornos de Limpieza de Escorias, en donde a través de un proceso de
reducción con carboncillo el cobre se libera y se envía como retorno líquido a los
Convertidores mencionados. Sin embargo, el proceso de reducción libera una
cantidad de arsénico a la atmosfera que no permite cumplir con la nueva norma de
emisiones de As establecida por el Ministerio de Medio Ambiente.
Es por esto que es necesario la eliminación total de los Hornos de Limpieza de
Escorias, utilizando en su lugar una nueva Planta de Tratamiento de Escorias, en
donde a través de un proceso de Flotación el cobre se recupera en el Concentrado
de Escoria, sin emitir gases contaminantes a la atmosfera.
La nueva Planta de Tratamiento de Escorias está diseñada para tratar 1.350.000
toneladas de escoria al año con una ley promedio de Cobre cercana al 8.5%.
Además, está compuesta por los siguientes procesos (CODELCO - Gerencia
Proyectos, 2016):
1. Transporte, Manejo, Chancado y Acopio de escoria CT.
La escoria triturada en las canchas de enfriamiento será descargada en la tolva de
recepción de escoria para luego ser enviada al chancador primario (de tipo
mandíbula) con el objetivo de disminuir su tamaño hasta un P80 de 64 mm para
luego ser transportada al acopio de almacenamiento.
A continuación, en la figura N° 24 se esquematiza la primera parte del proceso de
la PTE.

45
Figura 24: Chancado y Acopio de escoria.
2. Molienda.
La molienda se llevará a cabo a través de un Molino SAG y un Molino de Bolas.
Molienda Primaria: Desde el domo de acopio, se descargará la escoria al Molino
SAG de dimensiones 6.71 [m] x 3.35 [m] y de 2.824 kW (3.787 HP). La descarga
del molino se llevará a cabo con trommel, con el objetivo de clasificar los pebbles y
el mineral fino. El cajón de descarga del molino alimentará a la batería de
hidrociclones y procesará además la descarga del molino de bolas.
Molienda Secundaria: Consiste en un Molino de Bolas de 6.10 [m] x 9.75 [m] de
7.145 kW (9.581 HP), operando en circuito cerrado con una batería de hidrociclones
(8 + 2 stand by), de 381 mm de diámetro. Se estima que el producto final tendrá un
P80 = 47 µm.
El cajón receptor de descarga del Molino SAG alimentará a los hidrociclones y
además, de recibir la descarga proveniente del molino de bolas.
A continuación, en la figura N° 25 se esquematiza el circuito de molienda.
Figura 25: Diagrama de Flujo de Molienda.

46
3. Flotación.
El circuito de flotación de escorias operará 360 días por año, con una utilización del
88%. El proceso se lleva a cabo en 3 etapas:
Primaria o Rougher: Formada por 10 celdas de 20 m3 de capacidad, dispuestas en
dos filas paralelas.
Scavenger: Formada por 16 celdas de 20 m3 de capacidad, dispuestas en dos filas
paralelas.
Limpieza: Formada por 5 celdas de 10 m3 de capacidad, dispuestas en una sola fila.
Los reactivos considerados son: colector primario del tipo ditiocarbamato.
La alimentación a la flotación primaria contendrá un 30% de sólidos (% p/p) y la
recuperación proyectada para esta etapa es de un 65%. El flujo de concentrado
obtenido en esta etapa (de ley cercana al 40%), se enviará gravitacionalmente al
cajón, donde se bombeará hasta la etapa de espesamiento como concentrado final.
La cola de la etapa de flotación primaria alimentará al scavenger con un porcentaje
de solidos igual a 30% y una ley de cobre del 4%.
La flotación scavenger, tendrá una recuperación metalúrgica proyectada de un
91,2% de cobre. El concentrado generado en esta etapa, con un porcentaje de
solidos igual al 20% y una ley de cobre del 12%, se bombeará hasta el cleaner con
el propósito de mejorar la ley de cobre.
La etapa de flotación de limpieza, que recibe la descarga del scavenger proyecta
una recuperación metalúrgica del 65% de cobre. El concentrado obtenido con una
ley de cobre del 28% se juntará con el concentrado obtenido en la flotación primaria
y se enviará a la etapa de espesamiento de concentrado.
La figura N° 26 representa el esquema de circuito de flotación:
Figura 26: Diagrama de Flujo Flotación PTE.

47
4. Manejo de Concentrado.
Considera las etapas de espesaje y filtrado, donde la etapa de espesamiento de
concentrado tiene por objetivo principal, recuperar agua y acondicionar la pulpa para
realizar la etapa de filtración de manera eficiente. El espesamiento se llevará a cabo
en un espesador de alta capacidad que concentrará sólidos desde un 25% hasta un
66% en peso con la ayuda de un floculante.
La descarga del espesador se realizará mediante dos bombas (1 en stand by), con
la que se impulsará la pulpa espesada hasta el estanque agitado de alimentación a
filtración. El agua recuperada se enviará al estanque de agua de proceso.
La etapa de filtración se realizará en dos filtros verticales de placas horizontales, en
donde se alimentará concentrado de cobre espesado con un 66% de sólidos para
obtener un queque de concentrado con una humedad inferior al 9%. El queque de
cada uno de los filtros se descargará a la tolva para alimentar a los camiones que
posteriormente lo llevarán hasta la catedral.
A continuación, en la figura N° 27 se muestra el diagrama del sistema de
espesamiento.
Figura 27: Diagrama de flujo sistema de espesamiento.
5. Manejo de Relaves.
El relave final de flotación será impulsado mediante dos bombas centrifugas (1
operando y 1 stand by), quienes alimentarán al espesador de alta capacidad, de
diámetro igual a 25 [m], para concentrar los sólidos de la pulpa desde un 30% hasta
un 60% en peso con la ayuda de un reactivo floculante. La pulpa de relaves
espesada será descargada hasta un estanque agitado desde donde se impulsará
hasta un cajón de descarga a la canaleta de relaves, ubicado en colón bajo.
A continuación, en la figura N° 28 se muestra un diagrama del manejo de relaves.

48
Figura 28: Diagrama de flujo espesaje de relaves.

49
4. Azufre y arsénico en el proceso de fundición.
4.1 Fijación de azufre en el proceso.
El azufre que ingresa al proceso lo hace a través de un complejo mineralógico
compuesto principalmente de calcopirita (CuFeS2), Pirita (FeS2) y Bornita
(Cu5FeS4), el cual se descompone en Calcosina (Cu2S), Sulfuro Ferroso (FeS) y
Azufre pirítico (S2) en el proceso de fusión cuando entra en contacto con el baño del
Convertidor Teniente. Posteriormente, el azufre pirítico reacciona con el oxígeno
inyectado en el baño para formar dióxido de azufre (SO2) gaseoso a través de la
siguiente reacción.
𝑆2 + 𝑂2 → 𝑆𝑂2
La calcosina (Cu2S) y el sulfuro ferroso (FeS) que componen el metal blanco
continúan su proceso de conversión en los Convertidores Peirce Smith y a través
de una etapa oxidación los compuestos se transforman en cobre blíster (con azufre
disuelto) y escoria, mientras que el resto del azufre se convierte en dióxido de azufre
(SO2) gaseoso. El cobre blíster es dirigido a los hornos anódicos en donde a través
de un proceso de oxidación se reduce la cantidad de azufre fijada en el metal
liberando el resto hacia la atmósfera a través de SO2 gaseoso.
La escoria producida por los Convertidores Teniente es tratada en la Planta de
Tratamiento de Escorias en donde parte del arsénico se fija en el relave final y la
otra parte se retorna al horno.
Gran parte del dióxido de azufre (SO2) producido en los hornos es conducido hacia
el Manejo de Gases (97% app.), arrastrando polvos que contienen azufre en forma
de calcosina y sulfuro de fierro en su interior. Mientras que la otra parte, se libera a
la atmosfera como gas fugitivo.
En el manejo de gases se convierte aproximadamente un 1 – 2 % del SO2 en SO3
debido a la disminución de la temperatura y en la zona de lavado de la Planta de
Limpieza de Gases reacciona con agua para formar H2SO4 que es conducido al
efluente para posteriormente fijar el azufre en el RESPEL.
Cuando el flujo de gases en la Planta de Limpieza de Gases sobrepasa su
capacidad parte del SO2 se libera por chimenea mientras que el resto es conducido
al reactor de conversión para formar SO3, en este reactor la conversión es cercana
al 97,5%, por lo tanto, lo que no reacciona se libera a la atmosfera en forma de SO2.
El trióxido de azufre formado es conducido a la torre de absorción en donde
aproximadamente el 99% reacciona con agua con agua para formar ácido sulfúrico
y fijar el azufre, mientras que el gas restante es emitido por chimenea.
Por último, parte de los polvos arrastrados son recuperados en los precipitadores
electrostáticos fijando el azufre en lo que se conoce como “polvos recuperados”.

50
La figura N° 29 esquematiza el trayecto del azufre en el proceso de fundición.
Finalmente, el azufre es fijado principalmente en ácido además de escoria
botadero/relave, RESPEL, polvos recuperados.
Figura 29: Trayectoria del azufre en el proceso de fundición.
4.2 Fijación de arsénico en el proceso.
El arsénico que ingresa al proceso lo hace a través de la Tenantita (Cu12As4S13) que
al ponerse en contacto con el baño del Convertidor Teniente se descompone en
Calcosina (Cu2S), Covelina (CuS) y trisulfuro de arsénico (As2S3). Luego, en la
etapa de oxidación el As2S3 reacciona con oxígeno para formar trióxido de arsénico
(As2O3) el cual se distribuye en las fases metal blanco, escoria y gases.
El arsénico contenido en la fase metal blanco continúa hacia los Convertidores
Peirce Smith y se distribuye nuevamente en cobre blíster, escoria y gases.
Finalmente, el arsénico contenido en el cobre blíster se fija en el cobre anódico,
escoria y gases. Mientras que parte del arsénico contenido en la escoria CT se fija
en el relave final y el resto se retorna al horno.
Gran parte del trióxido de arsénico (As2O3) gaseoso producido en el CT es
conducido hacia el Manejo de Gases (97% app.), arrastrando polvos que contienen
trióxido de arsénico en su interior. Mientras que la otra parte, se libera a la atmosfera
como gas fugitivo.
En la Planta de Limpieza de Gases el arsénico es removido de la corriente gaseosa
para ser enviado a la Planta de Tratamiento de Efluentes y también para evitar el
envenenamiento del catalizador utilizado en el reactor de conversión.
Finalmente, en la Planta de Tratamiento de Efluentes gran parte del arsénico es
precipitado y encapsulado en una matriz de sulfato de calcio quedando fijado en el
RESPEL y pequeñas trazas quedan disueltas en el agua tratada.
Parte del arsénico arrastrado en los polvos se recupera en los PP.EE.
S (escoria)
S (SO2chimenea)
Corriente gaseosa intermedia
Disposición final
S (H2SO4 efluente)
S (SO2/SO3 gas + polvos)
S (SO2 gas + polvos)
S (SO2 gas fugitivo)
S (concentradoescoria)
S (relave final)
S (escoria)S (Cu Anódico)
S (Blíster)
S (metalblanco)S (mineral)
CONVERTIDOR TENIENTE
CONVERTIDOR PEIRCE SMITH
HORNO ANÓDICO
TRATAMIENTODE ESCORIAS
S (SO2 gas + polvos)
S (SO2 gas fugitivo)
MANEJO DE GASES
PLANTA DE LIMPIEZA DE
GASES
S (SO2, SO3 gas chimenea )
S (SO2, SO3 gas sin reaccionar)
S (H2SO4)
PLANTA DE TRATAMIENTO DE EFLUENTES
S (RESPEL)
Corriente líquida intermedia
S (polvos recuperados)
S (escoria)

51
Finalmente, el arsénico se recupera en RESPEL, ánodo, escoria botadero/relave y
polvos recuperados.
A continuación, en la figura N° 30 se esquematiza el proceso anteriormente descrito.
Figura 30: Trayectoria del arsénico en el proceso fundición.
4.3 Aspectos fenomenológicos relacionados al proceso.
• Torre de conversión de SO2 a SO3.
La oxidación de anhídrido sulfuroso junto con oxígeno para producir anhídrido
sulfúrico es una reacción altamente exotérmica y reversible que se lleva a cabo en
la torre de conversión de 4 lechos que utiliza pentóxido de vanadio (V2O5) como
catalizador para aumentar la velocidad de reacción.
𝑆𝑂2 +1
2𝑂2 ↔ 𝑆𝑂3 + 𝐶𝑎𝑙𝑜𝑟
El calor de reacción se calcula a través de la siguiente ecuación, por lo que el
aumento de la temperatura es directamente proporcional a la conversión alcanzada
y a su vez al SO2 alimentado.
∆𝐻 ≈ −100 [𝑀𝐽
𝑘𝑚𝑜𝑙]
La reacción ocurre parcialmente en cada sección del convertidor iniciando en el
lecho N° 1, donde el producto es enfriado hasta una temperatura óptima para
ingresar al segundo lecho y continuar con la conversión, el producto de salida
también es enfriado y se retorna hasta el lecho N° 3 en donde ocurre nuevamente
la conversión y el producto se enfría para ser ingresado al último lecho.
En la figura N° 31 se esquematiza el proceso de calentamiento y enfriamiento que
ocurre dentro del reactor de conversión para una oxidación máxima alcanzable
cuando el gas contiene un 10% de SO2.
As (escoria)
As (metalblanco)
Corriente gaseosa intermedia
Disposición final
As (efluente)
As (As2O3 gas+ polvos
As (A2O3 gas + polvos)
As (As2O3 gas fugitivo)
As (concentradoescoria)
As (relave final)
As (escoria)As (Cu Anódico)
As (Blíster)As (mineral)
CONVERTIDOR TENIENTE
CONVERTIDOR PEIRCE SMITH
HORNO ANÓDICO
TRATAMIENTODE ESCORIAS
As (As2O3 gas + polvos)
As (As2O3 gas fugitivo)
MANEJO DE GASES
PLANTA DE LIMPIEZA DE
GASES
As (As2O3 gas chimenea )
As (aguarecuperada)
PLANTA DE TRATAMIENTO DE EFLUENTES
As (RESPEL)
Corriente líquida intermedia
As (polvos recuperados)
As (escoria)

52
Figura 31: Perfil de temperatura vs % conversión de SO2 a SO3
• Torre de absorción de SO3 en ácido sulfúrico.
El SO3 producido en la torre de conversión, pese a estar lo suficientemente frío, no
se debe combinar directamente con agua debido a que la reacción es altamente
exotérmica. (Davenport-King)
∆𝐻 ≈ −132 [𝑀𝐽
𝑘𝑚𝑜𝑙]
Es por esto que se mezcla indirectamente mediante absorción en ácido sulfúrico
concentrado al 98% a través de las siguientes ecuaciones:
𝑆𝑂3 + 𝐻2𝑆𝑂4 → 𝐻2𝑆2𝑂7 (ó𝑙𝑒𝑢𝑚)
El ácido sulfúrico fumante o también llamado óleum reacciona de forma segura con
agua a través de la siguiente reacción:
𝐻2𝑆2𝑂7 + 𝐻2𝑂 → 2 𝐻2𝑆𝑂4
• Distribución del arsénico en horno.
La distribución de arsénico en las corrientes relacionadas al proceso se determina
en función de los coeficientes de distribución, los cuales indican el porcentaje del
arsénico que se encuentra en la salida del equipo con respecto al total alimentado.
La Fundición Caletones ha estimado estos coeficientes de distribución tomando
como referencia el balance de cobre y considerando el balance metalúrgico del año
2014. (Benitez, 2016). En la figura N° 32 se muestran los factores de distribución
correspondientes para los equipos de la Fundición de Caletones.
Figura 32: Distribución de arsénico en Fundición Caletones.
Horno Metal
Blanco CTEscoria CT Gas
Cobre
BlísterMazamorra
Cobre
Anódico
Escoria
Anódica
Concentrado
PTERelave PTE
Convertidor Teniente 11,97% 37,85% 50,12%
Convertidor Peirce Smith 14,16% 66,08% 19,75%
Horno Anódico 8,55% 84,97% 6,48%
Planta de Escorias 54,50% 45,50%

53
5. Desarrollo del modelo.
5.1 Metodología para el desarrollo.
La metodología consistió en elaborar los balances de materia y energía del proceso
de fusión y conversión del mineral y con la producción de gases obtenida se elaboró
el balance de masa y energía de los gases de fundición en el proceso “Manejo de
Gases” y el balance de masa de la “Planta de Limpieza de Gases” y “Planta de
Tratamiento de Efluentes”. Luego, se construyó el modelo Fundición en base a la
operación actual de la planta, es decir, con los Hornos de Limpieza de Escorias en
operación, considerando un comportamiento teórico de las variables y luego
ajustándolo a la realidad a través de factores de ajuste.
El modelo se ajustó y validó en base a los datos obtenidos durante el año en curso,
considerando una operación normal entre 4.000 y 4.100 toneladas de concentrado
seco procesadas.
Finalmente, se proyectó el modelo construido en un nuevo modelo Fundición que
considera a la planta en una condición futura, es decir, con la Planta de Tratamiento
de Escorias en operación y con la Torre de Gases de Cola.
Para la construcción del modelo se utilizó la herramienta Microsoft Excel con
referencias circulares que son resueltas por un cálculo iterativo de 30 iteraciones.
El objetivo de utilizar esta herramienta hace referencia a que cualquier persona
pueda usar y entender fácilmente el modelo, visualizando claramente cuales son las
variables que es posible modificar. Además, al estar construido en Excel es posible
utilizarlo en cualquier computador sin la necesidad de comprar la licencia de algún
programa en particular.
5.2 Límite de batería del modelo.
El modelo Fundición de Caletones está definido desde la inyección del concentrado
seco a los Convertidores Teniente hasta la producción de cobre anódico, relave
final, ácido sulfúrico y RESPEL, como lo indica la figura N° 33.
Figura 33: Límite de batería Modelo Fundición.

54
5.3 Consideraciones del modelo.
El modelo construido tiene las siguientes consideraciones:
• Las Plantas de Limpieza de Gases y Tratamiento de Efluentes funcionan en
condiciones de operación normal, es decir, la concentración de SO2 y As2O3
alimentada se encuentra por debajo de las consideraciones del diseño de cada
planta. 9 – 11 [g/L] de As2O3 en el caso de la ETP y 10% de SO2 para la PLG.
• Debido al punto anterior, es que no se considera el balance térmico de la Planta
de Limpieza de Gases y, además, porque se encuentra fuera de los alcances
del proyecto.
• En la Planta de Limpieza de Gases se considera como único limitante el flujo de
gas seco que circula a través del soplador.
• El modelo está realizado para responder a las variables de producción para una
operación cercana al promedio y no considera situaciones anormales que se
encuentran fuera de las condiciones de diseño de la planta.
• Se consideran los factores de distribución de arsénico medidos y calculados para
los equipos de la Fundición Caletones.
• Solo para simplificar los cálculos se considera que la producción de ácido
sulfúrico se hace al reaccionar directamente SO3 con agua sin producir el
intermediario óleum.
• Se considera que el arsénico del proceso se encuentra en su estado As+3.
• El modelo considera 2 CT, 2 CPS, 1 HA, 1 PTE, 1 MAGA CT, 2 MAGA CPS, 2
PLG y 2 ETP.
5.4 Balance de masa y energía.
5.4.1 Proceso conversión del mineral.
El mineral compuesto principalmente de Calcopirita (CuFeS2) y Pirita (FeS2), es
ingresado al baño del Convertidor Teniente en donde se funde y convierte a
temperaturas sobre los 1200 °C, mediante una reacción química de oxidación hasta
obtener Metal Blanco con un 74 – 76% de Cu, Escoria con un 6 - 8% de cobre y
Gases con un 22 - 25% de SO2 aproximadamente.
Para llevar a cabo el proceso es necesario inyectar oxigeno enriquecido (35%) con
el objetivo de asegurar la conversión del mineral. Además, se inyecta como fundente
Sílice para la formación de escoria y finalmente se agrega carga fría con el objetivo
de mantener la temperatura del horno y evitar que esta aumente excesivamente
debido a la energía liberada por las reacciones.

55
El balance de masa del Convertidor Teniente considera las siguientes corrientes:
Figura 34: Corrientes Convertidor Teniente.
• Balance de masa Convertidor Teniente:
𝐹 𝑐𝑜𝑛𝑐 + 𝐹 𝑓𝑢𝑛𝑑 + 𝐹 𝑂2
+ 𝐹 𝐶.𝐹 + 𝐹 𝑟𝑒𝑡𝑜𝑟𝑛𝑜𝑠 = 𝐹 𝑚𝑒𝑡𝑎𝑙 𝑏𝑙𝑎𝑛𝑐𝑜 + 𝐹 𝑒𝑠𝑐𝑜𝑟𝑖𝑎 + 𝐹 𝑔𝑎𝑠𝑒𝑠 + 𝐹 𝑝𝑜𝑙𝑣𝑜𝑠 (1)
Donde:
Fi = Flujo másico de la corriente (i), [tpd].
Debido a que el Convertidor Teniente opera en continuo, es necesario que los
productos sean evacuados en forma constante. Para esto, se utiliza el sangrado
que consiste en la descarga del metal blanco y escoria a través de placas que se
encuentran ubicadas en los cabezales del horno.
Cada Convertidor Teniente tiene una placa para metal blanco ubicada en el lado del
Garr-Gun y a nivel de piso, y una para sangrado de escoria que se ubica en el
cabezal del lado de la boca y a 150 [cm] del piso.
El Garr-Gun es una zona del Convertidor CT por donde ingresa la carga fría, el
fundente y el concentrado húmedo. Mientras que la Boca es un sector ubicado en
la parte superior del horno por donde circulan los gases producto de las reacciones
que se llevan a cabo.
Las reacciones del concentrado son:
2 𝐶𝑢𝐹𝑒𝑆2 + 𝑂2 → 𝐶𝑢2𝑆 + 2 𝐹𝑒𝑆 + 𝑆𝑂2 ∆𝐻𝑟𝑥 = −120,64 [𝑀𝑐𝑎𝑙
𝑡𝑜𝑛] (2)
2 𝐶𝑢𝑆 + 𝑂2 → 𝐶𝑢2𝑆 + 𝑆𝑂2 ∆𝐻𝑟𝑥 = −343,78 [𝑀𝑐𝑎𝑙
𝑡𝑜𝑛] (3)
2 𝐶𝑢5𝐹𝑒𝑆4 + 𝑂2 → 5 𝐶𝑢2𝑆 + 2 𝐹𝑒𝑆 + 𝑆𝑂2 ∆𝐻𝑟𝑥 = −39,58 [𝑀𝑐𝑎𝑙
𝑡𝑜𝑛] (4)
𝐹𝑒𝑆2 + 𝑂2 → 𝐹𝑒𝑆 + 𝑆𝑂2 ∆𝐻𝑟𝑥 = −445,96 [𝑀𝑐𝑎𝑙
𝑡𝑜𝑛] (5)

56
Debido a que las reacciones involucradas son de carácter exotérmico (∆Hrx < 0), se
produce la descomposición del arsénico y la fusión de la calcosina proveniente del
mineral.
𝐶𝑢12𝐴𝑠4𝑆13 → 5 𝐶𝑢2𝑆 + 2 𝐶𝑢𝑆 + 2 𝐴𝑠2𝑆3 (6)
𝐶𝑢2𝑆(𝑠) → 𝐶𝑢2𝑆(𝑙) (7)
Por otro lado, las reacciones de oxidación del fierro y arsénico son:
2 𝐹𝑒𝑆 + 3 𝑂2 → 2 𝐹𝑒𝑂 + 2 𝑆𝑂2 ∆𝐻𝑟𝑥 = −1.267,45 [𝑀𝑐𝑎𝑙
𝑡𝑜𝑛] (8)
3 𝐹𝑒𝑆 + 5 𝑂2 → 𝐹𝑒3𝑂4 + 3 𝑆𝑂2 ∆𝐻𝑟𝑥 = −1.498,52 [𝑀𝑐𝑎𝑙
𝑡𝑜𝑛] (9)
2 𝐴𝑠2𝑆3 + 9 𝑂2 → 2 𝐴𝑠2𝑂3 + 6 𝑆𝑂2 ∆𝐻𝑟𝑥 = −1.415,71 [𝑀𝑐𝑎𝑙
𝑡𝑜𝑛] (10)
Finalmente, se produce la reacción de formación de escoria.
2 𝐹𝑒𝑂 + 𝑆𝑖𝑂2 → 2 𝐹𝑒𝑂 ∗ 𝑆𝑖𝑂2 ∆𝐻𝑟𝑥 = −61,01 [𝑀𝑐𝑎𝑙
𝑡𝑜𝑛] (11)
Cabe destacar que la relación Fe/SiO2 es uno de los parámetros más importantes
dentro del Convertidor Teniente y corresponde al cociente entre la cantidad en peso
de hierro total con respecto a la sílice en la escoria fayalítica.
Este parámetro afecta directamente en la formación de la escoria ya que si es muy
bajo (inferior a 0,9 [u] a 1250 °C) los iones silicatados se saturan y la tridimita (SiO2)
comienza a precipitar. Por otra parte, si se encuentra por sobre 1,8 [u] a 1250 °C se
promueve la generación de espineles de hierro (como la magnetita) dentro de la
fase escoria (Modelo geometalúrgico predictivo de la viscosidad de escorias de
fusión en función de la cantidad de minerales de arcilla en concentrados de cobre,
2016).
Los productos de las reacciones se distribuyen en 3 fases: M.B, escoria y gases. La
primera fase está compuesta principalmente de Calcosina (Cu2S), Sulfuro de Fierro
(FeS) y trazas de Trióxido de Arsénico (As2O3), mientras que la escoria se compone
principalmente de óxidos de sílice y fierro, entre otros, además de calcosina y sulfuro
de fierro. Finalmente, la fase gaseosa está compuesta por nitrógeno y oxígeno
provenientes de los flujos de soplado, además de dióxido de azufre (SO2) y trazas
de trióxido de arsénico (As2O3) que por normativa ambiental deberán ser tratados.
Flujo de soplado:
El flujo de soplado está compuesto por 4 ítems que se detallan a continuación:
1. Flujo de aire de soplado:
𝐹𝑙𝑢𝑗𝑜 𝑎𝑖𝑟𝑒 𝑠𝑜𝑝𝑙𝑎𝑑𝑜 = 𝐹. 𝑡𝑜𝑡𝑎𝑙 𝑎𝑖𝑟𝑒 − 𝐹. 𝑎𝑖𝑟𝑒 𝑖𝑛𝑦𝑒𝑐𝑐𝑖ó𝑛 − 𝐹. 𝑎𝑖𝑟𝑒 𝑎𝑛𝑢𝑙𝑎𝑟 (12)

57
𝐹. 𝑡𝑜𝑡𝑎𝑙 𝑎𝑖𝑟𝑒 = 𝑉𝑜𝑙ú𝑚𝑒𝑛 𝑂2𝑖𝑛𝑑𝑢𝑠𝑡𝑟𝑖𝑎𝑙 ∗ 𝑅𝑎𝑧ó𝑛 (
𝐴𝑖𝑟𝑒
𝑂2𝑖𝑛𝑑) (13)
𝑉𝑜𝑙ú𝑚𝑒𝑛 𝑡𝑜𝑡𝑎𝑙 𝑂2 = 𝑉𝑜𝑙. 𝑂2𝑖𝑛𝑑𝑢𝑠𝑡𝑟𝑖𝑎𝑙 ∗ 𝑝𝑢𝑟𝑒𝑧𝑎 + 𝑉𝑜𝑙. 𝑎𝑖𝑟𝑒 ∗ 0,21 (14)
% 𝐸𝑛𝑟𝑖𝑞𝑢𝑒𝑐𝑖𝑚𝑖𝑒𝑛𝑡𝑜 =𝑉𝑜𝑙. 𝑂2 ∗ 𝑝𝑢𝑟𝑒𝑧𝑎 + 𝑉𝑜𝑙. 𝑎𝑖𝑟𝑒 ∗ 0,21
𝑉𝑜𝑙. 𝑂2 + 𝑉𝑜𝑙. 𝑎𝑖𝑟𝑒 (15)
2. Flujo de aire de inyección: Su valor es cercano a los 850 Nm3/h.
3. Flujo de aire anular: Su valor está entre los 4.300 – 4.700 Nm3/h.
4. Flujo de oxígeno: Corresponde al volumen de oxígeno industrial utilizado para
llevar a cabo las reacciones de oxidación.
• Balance de energía Convertidor Teniente:
Calor asociado a Fusión-Conversión
El balance de energía tiene como supuesto la entrada del mineral a 25 °C en donde
se produce la reacción y como consecuencia una liberación de energía que es
utilizada para aumentar la temperatura de los productos hasta la temperatura de
salida. Este supuesto tiene como objetivo utilizar las entalpías de formación
estándar de cada compuesto para así realizar un cálculo más real del calor de
reacción del proceso.
Figura 35: Balance de energía reacciones Convertidor Teniente.
Como se mencionó anteriormente, el mineral ingresa al convertidor y es aquí donde
instantáneamente se producen las reacciones de descomposición y oxidación. Las
reacciones involucradas son de carácter exotérmico (dH rx < 0) y el calor de
reacción es calculado mediante la siguiente ecuación:
𝑑𝐻𝑟𝑒𝑎𝑐𝑐𝑖ó𝑛 = 𝑚𝑜𝑙𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑜,𝑝 ∗ 𝐻𝑓,𝑃298°𝐾 − 𝑚𝑜𝑙𝑟𝑒𝑎𝑐𝑡𝑖𝑣𝑜,𝑟 ∗ 𝐻𝑓,𝑟
298°𝐾 (16)

58
En el anexo A se muestra la tabla con las entalpías de formación estándar de cada
compuesto.
El calor liberado por las reacciones es utilizado para elevar la temperatura de las
fases hasta la temperatura de salida. En este caso, como se consideró una
temperatura de reacción igual a 25 °C (298 °K), la transformación de reactivos en
productos se llevará a cabo a 25°C (en estado sólido) y posteriormente la
temperatura de los productos aumentará hasta alcanzar su punto de fusión, en
donde cambiará su estado de agregación, y continuará aumentando su temperatura
hasta alcanzar la condición de salida, como se muestra en la figura N° 36.
Figura 36: Temperatura productos reacción.
El cálculo del calor sensible y latente asociado a cada compuesto se realiza con las
ecuaciones N° 17, 18 y 19.
𝑄𝑠𝑒𝑛𝑠𝑖𝑏𝑙𝑒 (25 °𝐶→𝑇° 𝐹𝑢𝑠𝑖ó𝑛),𝑝 = 𝑚𝑜𝑙𝑝 ∗ 𝑐𝑝𝑝 ∗ ( 𝑇𝑓𝑢𝑠𝑖ó𝑛 − 25°𝐶) (17)
𝑄𝑙𝑎𝑡𝑒𝑛𝑡𝑒,𝑝 = 𝑚𝑜𝑙𝑝 ∗ 𝑑𝐻𝑠 →𝑙 (18)
𝑄𝑠𝑒𝑛𝑠𝑖𝑏𝑙𝑒 (𝑇° 𝐹𝑢𝑠𝑖ó𝑛→𝑇° 𝑠𝑎𝑙𝑖𝑑𝑎) = 𝑚𝑜𝑙𝑝 ∗ 𝑐𝑝𝑝 ∗ (𝑇°𝑠𝑎𝑙𝑖𝑑𝑎 − 𝑇°𝑓𝑢𝑠𝑖𝑜𝑛) (19)
Debido a que los productos de reacción se mueven en un amplio rango de
temperatura, el calor específico (cp) debe ser calculado para cada uno de los tramos
donde está definido, por lo tanto, el calor sensible queda definido de la siguiente
manera:
𝑄𝑠𝑒𝑛𝑠𝑖𝑏𝑙𝑒 = ∫ 𝑐𝑝 𝑑𝑇 𝑇2
𝑇1
= 𝑚𝑜𝑙𝑝 ∗ ∫ 𝐴 + 𝐵𝑇 ∗ 10−3 + 𝐶𝑇−2 ∗ 105 + 𝐷𝑇2 ∗ 10−6𝑇2
𝑇1
(20)
𝑄𝑠𝑒𝑛𝑠𝑖𝑏𝑙𝑒 = 𝑚𝑜𝑙𝑝 ∗ (𝐴 ∗ 𝑇 +𝐵
2∗ 𝑇2 ∗ 10−3 −
𝐶
𝑇∗ 105 +
𝐷
3∗ 𝑇3 ∗ 10−6 )/𝑇1
𝑇2 (21)

59
En el anexo B se muestran las constantes A, B, C y D de los elementos productos
de reacción.
Pérdidas de calor Convertidor Teniente
Las pérdidas de calor del Convertidor Teniente se encuentran asociadas a dos
mecanismos, los cuales son: Conducción (pérdidas de calor por cabezales y manto)
y Radiación (pérdidas de calor por boca).
Se considera que los Convertidores Teniente están hechos de una capa de acero,
una capa de asbesto, una capa de magnetita y refractarios en cabezales y manto.
En el anexo C se encuentran las dimensiones asociadas a los Convertidores
Teniente.
1. Conducción en Cabezales:
Se consideran las pérdidas de calor por los dos cabezales que tiene cada
Convertidor Teniente.
𝑄𝑐𝑎𝑏𝑒𝑧𝑎𝑙 = 𝑈 ∗ 𝐴 ∗ (𝑇𝑖𝑛𝑡𝑒𝑟𝑖𝑜𝑟 ℎ𝑜𝑟𝑛𝑜 − 𝑇𝑝𝑎𝑟𝑒𝑑) (22)
U = Coeficiente global de transferencia de calor [Kcal/m2*h*K].
A = Área cabezal [m].
T interior horno = Temperatura del baño [°K].
T pared = Temperatura de la pared del horno [°K].
El coeficiente global de transferencia de calor se calcula con la ecuación N° 23.
𝑈 =1
𝑅𝑖=
1𝜀1
𝜅 1+
𝜀2
𝜅 2+
𝜀3
𝜅 3+
𝜀4
𝜅 4+
𝜀𝑛
𝜅 𝑛
(23)
ɛ = Espesor de la capa [m]
κ = Conductividad térmica del material [Kcal/h*m*K]
2. Conducción en Manto:
𝑄𝑚𝑎𝑛𝑡𝑜 = ∑ 𝑈 ∗ 𝐴 ∗ (𝑇𝑖𝑛𝑡𝑒𝑟𝑖𝑜𝑟 ℎ𝑜𝑟𝑛𝑜 − 𝑇𝑝𝑎𝑟𝑒𝑑) (24)
El manto se encuentra seccionado en 5 áreas, por lo que las pérdidas de calor se
deben calcular para cada una de ellas.
3. Radiación por Boca:
Los gases producidos en las reacciones del horno se liberan a través de la boca a
su circuito de tratamiento. Sin embargo, en el trayecto liberan energía en forma de
radiación.
𝑄𝑟𝑎𝑑𝑖𝑎𝑐𝑖𝑜𝑛 = 𝜖 ∗ 𝜎 ∗ 𝐴 ∗ (𝑇𝑠𝑢𝑝.𝑟𝑎𝑑𝑖𝑎𝑛𝑡𝑒4 − 𝑇𝑠𝑢𝑝.𝑟𝑎𝑑𝑖𝑎𝑑𝑎
4 ) (25)

60
ϵ = Emisividad [-]
σ = Constante de Boltzman [J/m2*s*K4]
A = Área de la boca del horno [m2]
T sup. radiante = Temperatura superficie radiante (líquido) [°K]
T sup. radiada = Temperatura superficie radiada (campana) [°K]
Balance de energía global Convertidor Teniente
Con las ecuaciones para el cálculo de calor de reacción (16), calor sensible
asociado a los productos (17, 18, 19 y 21) y pérdidas de calor (22, 24 y 25), el
balance de energía global para el Convertidor Teniente queda definido a
continuación:
𝑄𝑟𝑥 + 𝑄𝑚𝑒𝑡𝑎𝑙 𝑏𝑙𝑎𝑛𝑐𝑜 + 𝑄𝑒𝑠𝑐𝑜𝑟𝑖𝑎 + 𝑄𝑔𝑎𝑠𝑒𝑠 + 𝑄𝑎𝑖𝑟𝑒 𝐺−𝐺 + 𝑄𝑝𝑒𝑟𝑑𝑖𝑑𝑎𝑠 = 𝑄𝑒𝑥𝑐/𝑑𝑒𝑓 (26)
Donde:
Q rx = Calor de reacción [Mcal/día].
Q producto = Calor necesario asociado al aumento de temperatura del metal blanco,
escoria y gases, desde los 25° hasta la temperatura de salida de cada fase.
Considera calor sensible y calor latente (si es necesario) [Mcal/dia].
Q aire G-G = Calor asociado al aumento de temperatura del aire Garr-Gun, desde su
temperatura de entrada hasta la temperatura de los gases [Mcal/dia].
Q perdidas = Calor asociado a las pérdidas de calor por conducción y radiación, a
través de manto y cabezales del convertidor [Mcal/dia].
Q exc/def = Exceso o déficit de calor que tiene el convertidor para mantener la
temperatura en un valor fijo.
Carga Fría (C.F)
Debido a que las reacciones asociadas al proceso de conversión de mineral son
altamente exotérmicas, es necesario utilizar un agente externo para mantener la
temperatura dentro del horno cercana a los 1220 – 1240 °C, y así aminorar el
deterioro de los materiales internos del equipo.
Para esto se utiliza lo que se conoce como “Carga Fría”, que es masa de mineral
procesado circulante que se produce al juntar los fondos de las tazas de metal
blanco y escoria, y que al enfriarse forman costras que contienen un porcentaje de
cobre considerable que es necesario recuperar.
El exceso de calor que tiene el horno es utilizado para fundir la carga fría y así
mantener constante la temperatura de las fases. Por lo tanto, la cantidad de carga

61
fría requerida en el proceso se calcula utilizando su composición en masa y la
energía de cada componente como se indica a continuación (CODELCO - División
El Teniente, 2018):
𝑄𝑐𝑎𝑟𝑔𝑎 𝑓𝑟𝑖𝑎 = ∑ %𝑐𝑜𝑚𝑝𝑢𝑒𝑠𝑡𝑜,𝑝 ∗ 𝑄𝑐𝑜𝑚𝑝𝑢𝑒𝑠𝑡𝑜,𝑝 (27)
𝑡𝑜𝑛 𝐶. 𝐹 =𝑎𝑏𝑠(𝑄𝑒𝑥𝑐/𝑑𝑒𝑓)
𝑄𝑐𝑎𝑟𝑔𝑎 𝑓𝑟𝑖𝑎 (28)
Al adicionar carga fría al horno, esta se funde y posteriormente se distribuye para
formar parte de las fases metal blanco y escoria producidas por la fusión y
conversión del mineral.
Retornos Líquidos
Las escorias producidas por los Convertidores Peirce Smith, Hornos Anódicos y
Hornos de Limpieza de Escorias son devueltas al Convertidor Teniente para ser
reprocesadas y así aumentar la recuperación de cobre en el proceso.
La escoria producida por los Convertidores Peirce Smith es un circulante con alto
contenido de cobre metálico que al ponerse en contacto con oxígeno reacciona
formando óxido de cobre (Cu2O), que posteriormente reacciona con sulfuro de fierro
(FeS) para formar calcosina (Cu2S) de acuerdo con las siguientes reacciones:
4 𝐶𝑢 + 𝑂2 → 2 𝐶𝑢2𝑂 (29)
𝐶𝑢2𝑂 + 𝐹𝑒𝑆 → 𝐶𝑢2𝑆 + 𝐹𝑒𝑂 (30)
Los componentes de los circulantes se distribuyen para formar parte del metal
blanco y escoria.
Arrastre de polvos
Se estima que los polvos arrastrados por los gases del Convertidor Teniente se
encuentran cercano al 0,5% del concentrado alimentado al horno.
• Balance de masa Convertidor Peirce Smith:
El metal blanco de ley de cobre cercana al 74%, compuesto principalmente de
Calcosina (Cu2S), Sulfuro de Fierro (FeS) y trazas de Trióxido de Arsénico (As2O3),
es enviado al Convertidor Peirce Smith para continuar con la oxidación de cobre
hasta cobre metálico. Desde aquí se obtienen 3 fases llamadas: Cobre Blíster (99
% de Cu), Escoria mazamorra (30% Cu) y Gases con un contenido de SO2 cercano
al 16 – 18%.
Durante la oxidación se inyecta oxígeno para llevar a cabo las reacciones de
oxidación, además de carga fría para evitar el sobrecalentamiento del horno y
mantener la temperatura en un valor cercano a los 1220 °C.

62
El balance de masa del Convertidor Peirce Smith considera las siguientes
corrientes:
Figura 37: Corrientes Convertidor Peirce Smith.
𝐹 𝑚𝑒𝑡𝑎𝑙 𝑏𝑙𝑎𝑛𝑐𝑜 + 𝐹 𝑂2+ 𝐹 𝐶.𝐹 = 𝐹 𝑏𝑙𝑖𝑠𝑡𝑒𝑟 + 𝐹 𝑒𝑠𝑐𝑜𝑟𝑖𝑎 + 𝐹 𝑔𝑎𝑠𝑒𝑠 + 𝐹 𝑝𝑜𝑙𝑣𝑜𝑠 (31)
Donde:
Fi = Flujo másico de la corriente (i), [tpd].
Debido a que la operación del Convertidor Peirce Smith es batch (discontinua), el
proceso de conversión del metal blanco a cobre blíster se realiza en etapas de
soplado de duración aproximada a 220 [min] por carga.
A continuación, en la figura N° 38 se muestra la evolución de las etapas de soplado
en CPS.
Figura 38: Evolución de las etapas de soplado CPS.
Las reacciones asociadas al proceso son:
2 𝐹𝑒𝑆 + 3 𝑂2 → 2 𝐹𝑒𝑂 + 2 𝑆𝑂2 ∆𝐻𝑟𝑥 = −1.267,17 [𝑀𝑐𝑎𝑙
𝑡𝑜𝑛] (32)
3 𝐹𝑒𝑆 + 5 𝑂2 → 𝐹𝑒3𝑂4 + 3 𝑆𝑂2 ∆𝐻𝑟𝑥 = −1.558.4 [𝑀𝑐𝑎𝑙
𝑡𝑜𝑛] (33)

63
𝐶𝑢2𝑆 + 𝑂2 → 2 𝐶𝑢 + 𝑆𝑂2 ∆𝐻𝑟𝑥 = −297,76 [𝑀𝑐𝑎𝑙
𝑡𝑜𝑛] (34)
2 𝐶𝑢2𝑆 + 3 𝑂2 → 2 𝐶𝑢2𝑂 + 2 𝑆𝑂2 ∆𝐻𝑟𝑥 = −684,80 [𝑀𝑐𝑎𝑙
𝑡𝑜𝑛] (35)
Flujo de soplado
Debe estar entre 35.000 y 40.000 Nm3/h, para así lograr un tiempo de soplado
óptimo, un control adecuado de la temperatura del baño y un número adecuado de
toberas en operación. El flujo deber ser suficiente para vencer la resistencia ofrecida
por los líquidos y permitir la salida del aire como burbujas. El flujo de aire de soplado
depende de la calidad del metal blanco, la temperatura del baño, N° de toberas en
operación, flujo de oxígeno y diámetro de las toberas.
Impurezas Cobre Blíster
Según el diagrama de equilibrio entre cobre y azufre mostrado en la figura N° 39,
cuando la concentración de azufre presente en el cobre blíster es menor al 0,9% a
1105 °C, la calcosina (Cu2S) se descompone en cobre y azufre disuelto quien forma
parte de las impurezas y que posteriormente será necesario remover en el proceso
de refinación (Sharma & Chang, 1980).
Figura 39: Diagrama de equilibrio Cu-S.
• Balance de energía Convertidor Peirce Smith
A diferencia del Convertidor Teniente, donde el concentrado seco ingresa y
reacciona a 25 °C, el metal blanco ingresa al Convertidor Peirce Smith a una
temperatura cercana a los 1240 °C. En este caso se utiliza una metodología que
consiste en bajar (teóricamente) la temperatura del metal blanco hasta los 25 °C, en
donde ocurre la reacción de oxidación y posteriormente con el calor liberado por

64
esta acción y además por las reacciones, se aumenta la temperatura de los
productos hasta aproximadamente 1220 °C.
Esta metodología se realiza con el objetivo de utilizar las entalpías estándar de
formación y así obtener un cálculo del calor de reacción teóricamente más correcto.
La figura N° 40, representa la metodología anteriormente indicada.
Figura 40: Balance de energía reacciones CPS.
A continuación, en la figura N° 41 se muestra el enfriamiento del metal blanco hasta
los 25°C, temperatura a la que se lleva a cabo la reacción de oxidación.
Figura 41: Acondicionamiento metal blanco para reacción de oxidación.
La energía asociada a la disminución de la temperatura de los reactivos (metal
blanco), se calcula mediante las expresiones N° 36, 37 y 38.
𝑄𝑠𝑒𝑛𝑠𝑖𝑏𝑙𝑒 (𝑇𝑚.𝑏𝑙𝑎𝑛𝑐𝑜→ 𝑇𝑓𝑢𝑠𝑖𝑜𝑛,𝑝) = 𝑚𝑜𝑙𝑝 ∗ 𝑐𝑝𝑝 ∗ ( 𝑇𝑚𝑒𝑡𝑎𝑙 𝑏𝑙𝑎𝑛𝑐𝑜 − 𝑇𝑓𝑢𝑠𝑖ó𝑛,𝑝) (36)
𝑄𝑙𝑎𝑡𝑒𝑛𝑡𝑒,𝑝 = 𝑚𝑜𝑙𝑝 ∗ 𝑑𝐻𝑙 →𝑠 (37)
𝑄𝑠𝑒𝑛𝑠𝑖𝑏𝑙𝑒 (𝑇°𝑓𝑢𝑠𝑖ó𝑛,𝑝→ 25°𝐶) = 𝑚𝑜𝑙𝑝 ∗ 𝑐𝑝𝑝 ∗ (𝑇°𝑓𝑢𝑠𝑖𝑜𝑛,𝑝 − 25 °𝐶) (38)

65
El aumento de la temperatura de los productos de reacción sigue el patrón de la
figura N° 42, en donde los productos a 25 °C utilizan el calor liberado por la primera
etapa del proceso (enfriamiento del metal blanco, ec. N° 36, 37 y 38) y el calor
liberado producto de la reacción (ec. N° 16), para aumentar su temperatura hasta la
temperatura de salida del horno.
Figura 42: Temperatura productos CPS.
El calor necesario para incrementar la temperatura de los productos desde los 25
°C hasta la temperatura de salida del horno queda definido con las ecuaciones N°
39, 40 y 41.
𝑄𝑠𝑒𝑛𝑠𝑖𝑏𝑙𝑒 (25°𝐶→ 𝑇𝑓𝑢𝑠𝑖𝑜𝑛,𝑝) = 𝑚𝑜𝑙𝑝 ∗ 𝑐𝑝𝑝 ∗ ( 25 °𝐶 − 𝑇𝑓𝑢𝑠𝑖ó𝑛,𝑝) (39)
𝑄𝑙𝑎𝑡𝑒𝑛𝑡𝑒,𝑝 = 𝑚𝑜𝑙𝑝 ∗ 𝑑𝐻𝑠 →𝑙 (40)
𝑄𝑠𝑒𝑛𝑠𝑖𝑏𝑙𝑒 (𝑇°𝑓𝑢𝑠𝑖ó𝑛,𝑝→ 𝑇𝑠𝑎𝑙𝑖𝑑𝑎,𝑝) = 𝑚𝑜𝑙𝑝 ∗ 𝑐𝑝𝑝 ∗ (𝑇°𝑓𝑢𝑠𝑖𝑜𝑛,𝑝 − 𝑇𝑠𝑎𝑙𝑖𝑑𝑎,𝑝) (41)
Pérdidas de calor Convertidor Peirce Smith
Las pérdidas de calor del Convertidor Peirce Smith se encuentran asociadas a dos
mecanismos, los cuales son: Conducción (pérdidas de calor por cabezales y manto)
y Radiación (pérdidas de calor por boca). Se calculan con las ecuaciones N° 22, 23,
24 y 25.
Se considera que los Convertidores Peirce Smith están hechos de una capa de
acero, una capa de asbesto, una capa de magnetita y refractarios en cabezales y
manto.
En el anexo E se encuentran las dimensiones asociadas a los Convertidores Peirce
Smith.

66
Balance de energía global Convertidor Peirce Smith
Con las ecuaciones para el cálculo de calor de reacción (N° 16), calor asociado a
los reactivos (36, 37 y 38), calor asociado a los productos (39, 40 y 41) y las pérdidas
de calor (22, 24 y 25), el balance de energía global para el CPS queda definido a
continuación:
𝑄𝑚𝑒𝑡𝑎𝑙 𝑏𝑙𝑎𝑛𝑐𝑜 + 𝑄𝑟𝑥 + 𝑄𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑜 + 𝑄𝑝𝑒𝑟𝑑𝑖𝑑𝑎𝑠 = 𝑄𝑒𝑥𝑐/𝑑𝑒𝑓 (42)
Donde:
Q metal blanco = Calor liberado por el metal blanco al disminuir su temperatura desde
los 1240 °C app. hasta la temperatura de reacción (25 °C) [Mcal/carga].
Q rx = Calor de reacción [Mcal/carga].
Q producto = Calor necesario para aumentar la temperatura de los productos cobre
blíster, escoria y gases, desde los 25 °C hasta la temperatura de salida de cada
fase. Considera calor sensible y calor latente (si es necesario) [Mcal/carga].
Q pérdidas = Calor asociado a las pérdidas de calor por conducción y radiación, a
través de manto y cabezales del convertidor [Mcal/dia].
Q exc/def = Exceso o déficit de calor que tiene el convertidor para mantener la
temperatura en un valor fijo.
Carga Fría (C.F)
Debido a que las reacciones asociadas al proceso de oxidación de metal blanco a
blíster son altamente exotérmicas, es necesario utilizar un agente externo para
mantener la temperatura dentro del horno, y así evitar el deterioro de los materiales
internos del equipo.
Durante la operación del Convertidor Peirce Smith (CPS) también se utiliza carga
fría como agente externo, sin embargo, en este caso se confecciona carga fría de
alta ley (>50% Cu) con el objetivo de mantener estable el porcentaje de cobre
contenido en el cobre blíster.
El exceso de calor que tiene el horno es utilizado para fundir la carga fría y así
mantener constante la temperatura de las fases. Por lo tanto, la cantidad de carga
fría requerida en el proceso se calcula utilizando su composición en masa y la
energía de cada componente como se indica a continuación
𝑄𝑐𝑎𝑟𝑔𝑎 𝑓𝑟𝑖𝑎 = ∑ %𝑐𝑜𝑚𝑝𝑢𝑒𝑠𝑡𝑜,𝑝 ∗ 𝑄𝑐𝑜𝑚𝑝𝑢𝑒𝑠𝑡𝑜,𝑝 (43)
𝑡𝑜𝑛 𝐶. 𝐹 =𝑎𝑏𝑠(𝑄𝑒𝑥𝑐/𝑑𝑒𝑓)
𝑄𝑐𝑎𝑟𝑔𝑎 𝑓𝑟𝑖𝑎 (44)

67
Al adicionar carga fría al horno, esta se funde y posteriormente se distribuye para
formar parte de las fases cobre blíster y escoria producidas.
Arrastre de polvos
Se estima que el arrastre de polvos en los CPS es aproximadamente un 0,5% de
las toneladas cargadas al horno.
• Balance de masa Horno Anódico:
El cobre blíster de ley de cobre cercana al 98,5 % contiene una alta cantidad de
azufre y oxígeno disueltos en un 0,05% y 0,5% respectivamente. Con estos niveles,
el oxígeno con el azufre podría combinarse durante la solidificación, en forma de
ampollas de SO2 tanto sobre y dentro del metal, que limitarían el moldeo de ánodos
de superficie plana y fuerte.
Para evitar la formación de ampollas, se utilizan hornos de refinación anódica con
el objetivo de cumplir con estándares de la refinería electrolítica y, además, con las
normas de comercialización existentes.
A continuación, en la tabla N° 1 se muestran las especificaciones requeridas del
cobre anódico (Fundamentos de Metalurgía Extractiva, 2010).
Tabla 1: Especificaciones Cobre Anódico
Normas refinería Rango (ppm)
O 1.200 – 1.800
S 12 – 30
As 800 – 1.500
As/Sb ≥ 2,5
El proceso de refinación anódica es un proceso discontinuo y consta de las
siguientes etapas:
Figura 43: Etapas Refinación Anódica.
A continuación, en la figura N° 44 se muestra el diagrama de flujos del Horno
Anódico.
Carguío Escoriado Oxidación Reducción

68
Figura 44: Diagrama de flujo Horno Anódico.
𝐹 𝑏𝑙𝑖𝑠𝑡𝑒𝑟 + 𝐹 𝑂2+ 𝐹 𝑟𝑒𝑑𝑢𝑐𝑡𝑜𝑟 = 𝐹 𝐶𝑢 𝑎𝑛𝑜𝑑𝑖𝑐𝑜 + 𝐹 𝑒𝑠𝑐𝑜𝑟𝑖𝑎 + 𝐹 𝑔𝑎𝑠𝑒𝑠 (45)
Donde:
Fi = Flujo másico de la corriente (i), [tpd].
La primera etapa química del proceso consiste en la remoción de azufre a través de
la inyección de oxígeno, quienes reaccionarán para formar Dióxido de Azufre (SO2)
gaseoso.
La etapa de oxidación se describe a continuación:
𝑆𝑑𝑖𝑠𝑢𝑒𝑙𝑡𝑜 𝑒𝑛 𝐶𝑢(𝑙) + 𝑂2(𝑔) → 𝑆𝑂2(𝑔) (46)
1
2𝑂2(𝑔) = 𝑂𝑑𝑖𝑠𝑢𝑒𝑙𝑡𝑜 𝑒𝑛 𝐶𝑢 (𝑙) (47)
𝑆𝑑𝑖𝑠𝑢𝑒𝑙𝑡𝑜 𝑒𝑛 𝐶𝑢(𝑙) + 2 𝑂𝑑𝑖𝑠𝑢𝑒𝑙𝑡𝑜 𝑒𝑛 𝐶𝑢(𝑙) (48)
Al término de la etapa de oxidación, el contenido de azufre fluctúa entre 15 – 30
ppm, sin embargo, los niveles de oxígeno presente se encuentran entre 7.500 –
8.500 ppm. Para disminuir estos niveles, se lleva a cabo la segunda etapa química
del proceso que consiste en la remoción de oxígeno por medio de una reducción
con un agente reductor que puede ser petróleo, gas natural, etc (SIC UCC).
La etapa de reducción comienza con la descomposición del agente reductor con
formación de humo negro y posteriormente la reducción del oxígeno hasta las
condiciones requeridas.
La etapa de reducción se describe en las siguientes ecuaciones:
Formación de humo negro:
𝐶𝑛𝐻𝑚 (𝑟𝑒𝑑𝑢𝑐𝑡𝑜𝑟) = 𝑛 𝐶𝑝𝑜𝑙𝑣𝑜 + 𝑚2⁄ 𝐻2 (49)
Reacciones de Reducción:
𝐻2 + 𝑂𝑑𝑖𝑠𝑢𝑒𝑙𝑡𝑜 𝑒𝑛 𝐶𝑢 (𝑙) = 𝐻2𝑂 (50)

69
2 𝐶𝑝𝑜𝑙𝑣𝑜 + 𝑂 𝑑𝑖𝑠𝑢𝑒𝑙𝑡𝑜 𝑒𝑛 𝐶𝑢 (𝑙) = 2 𝐶𝑂 (51)
𝐶𝑂 + 𝑂𝑑𝑖𝑠𝑢𝑒𝑙𝑡𝑜 𝑒𝑛 𝐶𝑢 (𝑙) = 𝐶𝑂2 (52)
Reacciones de reformación:
𝐶10𝐻22 + 10 𝐻2𝑂 = 10 𝐶𝑂 + 21 𝐻2 (53)
De esta manera, el producto final del proceso son moldes de cobre de 99,7% de
pureza que son enviados a refinería o directamente a comercialización.
• Balance de masa Horno de Limpieza de Escorias:
Las escorias producidas por los Convertidores Teniente tienen un alto contenido de
Cobre que se pierde tanto por atrapamiento químico (20%), como por atrapamiento
físico (80%). Este último funciona como fundamento para la utilización de los Hornos
de Limpieza de Escorias para recuperar cobre circulante (Fundamentos de
Metalurgia Extractiva, 2010) .
1. Pérdidas de cobre por atrapamiento químico: Debido a la formación de óxidos
de cobre, que son altamente reactivos y se combinan fácilmente con la magnetita
formando Magnetita de cobre (Cu2O*Fe3O4), Ferrita de cobre (CuFe2O4) o Silicato
de cobre, siendo el único modo de recuperación la destrucción de estos compuestos
disminuyendo el contenido de magnetita a valores inferiores al 1%, lo que
económicamente no es rentable. Sin embargo, estas pérdidas se logran disminuir
minimizando la formación de óxidos de cobre.
2. Pérdidas de cobre por atrapamiento físico: Se debe principalmente a que las
partículas del metal no pueden decantar hacia la fase de metal debido a la
viscosidad de la escoria. La alta viscosidad de la escoria puede deberse a: baja
temperatura, exceso de carga fría, concentrado pobre en azufre, alto contenido de
magnetita (por alto coeficiente de oxigeno o déficit de sílice), alto contenido de sílice
libre.
La calidad química de la escoria se encuentra detallada en la tabla N° 2.
Tabla 2: Calidad química escoria CT
Detalle Valor
Relación Fe/SiO2 1,4 – 1,7
Cobre (Cu) < 7 %
Magnetita (Fe3O4) 15 – 18 %
Sílice (SiO2) 24 – 28 %
Para obtener una mayor recuperación de cobre, se utilizan los Hornos de Limpieza
de Escorias que, a través de un proceso de reducción con carboncillo, disminuyendo
la cantidad de magnetita presente en la escoria, bajando la viscosidad y por
consecuencia liberando el cobre para su posterior procesamiento.

70
En la figura N° 45, se muestra el diagrama de flujo de los Hornos de Limpieza de
Escorias.
Figura 45: Diagrama de flujo Horno de Limpieza de Escorias.
𝐹 𝑒𝑠𝑐𝑜𝑟𝑖𝑎 𝐶𝑇 + 𝐹𝑐𝑎𝑟𝑏𝑜𝑛𝑐𝑖𝑙𝑙𝑜 = 𝐹 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑜 𝐻𝐿𝐸 + 𝐹 𝑒𝑠𝑐𝑜𝑟𝑖𝑎 𝑏𝑜𝑡𝑎𝑑𝑒𝑟𝑜 + 𝐹 𝑔𝑎𝑠𝑒𝑠 (54)
Donde:
Fi = Flujo másico de la corriente (i), [tpd].
La reducción de la magnetita con carboncillo se detalla en la siguiente ecuación:
2 𝐹𝑒3𝑂4 + 𝐶 → 6 𝐹𝑒𝑂 + 𝐶𝑂2 (55)
Del tratamiento de escorias llevado a cabo en los Hornos de Limpieza de Escorias
se obtienen 3 corrientes: Producto HLE (40 – 50% Cu), Escoria de Botadero (< 1%
de Cu), Gases con alto contenido de Arsénico (As).
Debido a la entrada en vigencia del Decreto Supremo N° 28, que habla sobre la
norma de emisiones de Arsénico para Fundiciones Chilenas, se considera
estrictamente necesario sacar de operación a los HLE (ya que emiten gases con un
contenido de arsénico mayor a la norma >1 mg/Nm3) y enviar las escorias
producidas por los Convertidores Teniente a una nueva planta de tratamiento de
escorias.

71
5.4.2 Planta de Tratamiento de Escorias.
Las escorias producidas por los Convertidores Teniente son enfriadas y enviadas a
la planta de tratamiento de escorias, en donde se procesan para disminuir su
tamaño y recuperar el cobre a través de un proceso de flotación. El concentrado de
cobre producido se retorna a los Convertidores Teniente, funcionando como carga
fría que retorna al sistema.
La planta de tratamiento de escorias tiene como principio de funcionamiento, la
separación físico-química de sulfuros y óxidos mediante la adhesión selectiva de
partículas minerales a burbujas de aire inyectadas a celdas de flotación. Desde aquí
se obtiene un concentrado de escoria de aproximadamente 35% de cobre y el relave
final de ley de cobre cercana al 0,5%.
A continuación, en la figura N° 46 se muestra un diagrama general de la Planta de
Tratamiento de Escorias.
Figura 46: Diagrama Planta de Tratamiento de Escorias.
• Balance de masa Planta de Tratamiento de Escorias:
El balance de masa de la planta no considera reacción química, solo considera una
separación física entre fases.
𝐸𝑠𝑐𝑜𝑟𝑖𝑎 𝐶𝑇 (𝐸) = 𝐶𝑜𝑛𝑐𝑒𝑛𝑡𝑟𝑎𝑑𝑜 𝑑𝑒 𝐸𝑠𝑐𝑜𝑟𝑖𝑎 (𝐶) + 𝑅𝑒𝑙𝑎𝑣𝑒 𝐹𝑖𝑛𝑎𝑙 (𝑅) (56)
𝐸 ∗ % 𝐶𝑢 𝐸 = 𝐶 ∗ % 𝐶𝑢 𝐶 + 𝑅 ∗ % 𝐶𝑢 𝑅 (57)
Donde:
E = Flujo másico de Escoria CT [tpd].
C = Flujo másico de Concentrado de Escoria [tpd].
R = Flujo másico de Relave final [tpd].
% Cu E = Porcentaje de cobre en Escoria CT [%].
% Cu C = Ley de cobre en Concentrado de Escoria [%].
% Cu R = Ley de cobre de Relave final [%].

72
• Balance de energía Planta de Tratamiento de Escorias:
Debido a que las Plantas de Tratamiento de Escorias procesan la escoria a través
de una separación físico-química de los componentes, sin reacción química, es que
no existe balance energético debido a reacciones para el proceso en la PTE. Sin
embargo, el producto obtenido se retorna al Convertidor Teniente como “Carga Fría”
que posteriormente es fundida con el calor que posee el Convertidor y
posteriormente separada entre metal blanco y escoria nuevamente.
Para el concentrado de escoria el balance energético sigue la estructura de la figura
N° 47.
Figura 47: Balance de calor Concentrado de Escoria.
El calor relacionado a la fusión del concentrado de escoria se calcula con las
ecuaciones N° 17, 18, 19 y 21.

73
5.4.3 Manejo de Gases fundición.
Los gases producidos por los Convertidores Teniente y Convertidores Peirce Smith
son dirigidos al “Sistema de Manejo de Gases” con el objetivo de enfriarlos y
acondicionarlos para que su posterior tratamiento sea eficaz y eficiente.
• Balance de masa y energía MAGA CT:
Los gases producidos por el Convertidor Teniente están compuestos principalmente
por nitrógeno, oxígeno, dióxido de azufre y trazas de trióxido de arsénico según la
siguiente tabla:
Tabla 3: Composición gases en boca CT
Compuesto %
Oxígeno (O2) 2,14 %
Nitrógeno (N2) 70,61 %
Dióxido de Azufre (SO2) 27,22 %
Trióxido de Arsénico (As2O3) 0,023 %
Captación de gases por boca
Los gases producidos por la oxidación del concentrado son captados en las
campanas que se encuentran montadas sobre la boca de cada convertidor. La
campana posee una compuerta delantera de acero al carbono enfriada por aire,
mientras que el resto de la campana está compuesta de paneles de acero al
carbono enfriados por agua. La tolerancia entre el convertidor y la parte inferior de
la campana ha sido diseñada para permitir una dilución de 120% con aire ambiente.
1. Eficiencia de captura: Debido a la configuración horno/campana del Convertidor
existe una fracción de gases que no es captada por la campana y se emite al
ambiente como gases fugitivos.
2. Arrastre de polvos: El sistema de succión de gases que se realiza a través del
tiraje generado por los sopladores de las Plantas de Limpieza de Gases, provoca
que los polvos suspendidos en el horno sean arrastrados por lo gases.
3. Aire de dilución: Durante la captura de gases en la campana se infiltra aire
atmosférico que se utiliza como “aire de dilución” que como su nombre lo indica
diluye el SO2 y enfría los gases del Convertidor. Es aquí donde se produce la
primera disminución significativa de temperatura ya que dependiendo de la
campana el aire de dilución es cercano al 100 – 120 % con respecto al flujo de
gases en la boca.
La composición del aire atmosférico se detalla a continuación:
Tabla 4: Composición química del aire atmosférico
Características aire
1,11% H2O
20,70% O2
78,19% N2

74
Transferencia de calor en campana
La transferencia de calor en la campana se produce a través de dos mecanismos:
(1) por enfriamiento con agua de servicio y (2) por pérdidas de calor en la superficie.
Sin embargo, la transferencia de calor realizada por el agua de servicio representa
aproximadamente un 99% del calor total intercambiado.
La campana que utiliza el MAGA CT se encuentra refrigerada por un sistema
primario de agua de enfriamiento, el cual a su vez se encuentra enfriado por el
sistema secundario de enfriamiento con agua de torres alpinas.
El balance para la primera etapa del MAGA CT se realiza en función del esquema
representado en la figura N° 48.
Figura 48: Campana CT.
Balance de masa campana CT:
𝐹𝐺𝑎𝑠𝑒𝑠 𝐶𝑇 − 𝐹𝐺𝑎𝑠𝑒𝑠 𝐹𝑢𝑔𝑖𝑡𝑖𝑣𝑜𝑠 + 𝐹𝑎𝑖𝑟𝑒 𝑑𝑖𝑙𝑢𝑐𝑖ó𝑛 = 𝐹𝐺𝑎𝑠𝑒𝑠 𝑎 𝑒𝑛𝑓𝑟𝑖𝑎𝑚𝑖𝑒𝑛𝑡𝑜 𝑒𝑣𝑎𝑝𝑜𝑟𝑎𝑡𝑖𝑣𝑜 (58)
𝑚𝑎𝑔𝑢𝑎 𝑠𝑒𝑟𝑣𝑖𝑐𝑖𝑜 𝑖𝑛 = 𝑚𝑎𝑔𝑢𝑎 𝑠𝑒𝑟𝑣𝑖𝑐𝑖𝑜 𝑜𝑢𝑡 (59)
Donde:
Fi = Flujo de gas en la corriente (i) [Nm3/h].
F gases a enfriamiento evaporativo = F gas en campana [Nm3/h].
Balance de energía campana CT:
(𝐻𝑖𝑛 𝑔𝑎𝑠 + 𝐻𝑖𝑛 𝑎𝑖𝑟𝑒) − 𝐻𝑔𝑎𝑠 𝑎 𝑒𝑛𝑓𝑟𝑖𝑎𝑚𝑖𝑒𝑛𝑡𝑜 = 𝑄𝑡𝑟𝑎𝑛𝑠𝑓𝑒𝑟𝑒𝑛𝑐𝑖𝑎 (60)
Donde:
H in gas = Energía contenida en el gas a la entrada de la campana [Mcal/h].
H in aire = Energía contenida en el aire de dilución [Mcal/h].

75
H gas a enfriamiento = Energía contenida en el gas de salida de la campana [Mcal/h].
Q transferencia = Calor asociado a la transferencia de calor por agua de servicio y a las
pérdidas en la campana [Mcal/h].
Para el cálculo de la energía contenida en la corriente se utilizará la expresión N°
61, considerando T2 como la temperatura de la corriente (°K) y T1 como una
temperatura de referencia igual a 0 °C (273 °K). Cabe destacar que esta expresión
se utiliza para cada uno de los componentes que constituyen la corriente.
𝐻𝑖 = 𝑚𝑜𝑙𝑝 ∗ 𝐴 ∗ 𝑇 +𝐵
2∗ 𝑇2 ∗ 10−3 −
𝐶
𝑇∗ 105 +
𝐷
3∗ 𝑇3 ∗ 10−6 /
273°𝐾
𝑇𝑝 (61)
Desde aquí, la energía contenida en la corriente queda definida como:
𝐻𝑖 = ∑ 𝐻𝑝 (62)
Donde:
Hi = Energía contenida en la corriente (i) [Mcal/h].
Hp = Energía contenida en el componente (P) de la corriente (i) [Mcal/h].
A, B, C, D = Constante asociada a cada componente [-].
T = Temperatura [°K].
Por otra parte, el calor transferido en la campana queda definido de la siguiente
manera:
𝑄𝑡𝑟𝑎𝑛𝑠𝑓𝑒𝑟𝑒𝑛𝑐𝑖𝑎 = 𝑄𝑎𝑔𝑢𝑎 𝑠𝑒𝑟𝑣𝑖𝑐𝑖𝑜 + 𝑄𝑝é𝑟𝑑𝑖𝑑𝑎𝑠 (63)
𝑄𝑎𝑔𝑢𝑎 𝑠𝑒𝑟𝑣𝑖𝑐𝑖𝑜 = 𝐹𝑎𝑔𝑢𝑎 ∗ 𝑐𝑝 ∗ ∆𝑇 (64)
𝑄𝑝𝑒𝑟𝑑𝑖𝑑𝑎𝑠 = 𝜖 ∗ 𝜎 ∗ 𝐴 ∗ (𝑇𝑠𝑢𝑝𝑒𝑟𝑓𝑖𝑐𝑖𝑎𝑙 4 − 𝑇𝑎𝑚𝑏𝑖𝑒𝑛𝑡𝑒
4 ) (65)
En el anexo I, se encuentra la base de cálculo para la Campana CT
Enfriamiento Evaporativo
El Sistema Evaporativo está constituido por lanzas rociadoras, las que producen
una lluvia fina mediante la atomización de agua con aire comprimido.
El funcionamiento de este equipo se basa en la evaporación del agua en contacto
directo con la corriente de gases de entrada. Con este fenómeno se consiguen dos
efectos, refrigerar la corriente gaseosa y humidificarla.
A continuación, la figura N° 49 esquematiza el sistema evaporativo también
conocido como SONIC.

76
Figura 49: Sistema Sonic CT.
Balance de masa SONIC CT:
𝐹𝑔𝑎𝑠 + 𝐹𝑎𝑖𝑟𝑒 𝑖𝑛𝑓𝑖𝑙𝑡𝑟𝑎𝑐𝑖𝑜𝑛 + 𝐹𝑎𝑔𝑢𝑎 + 𝐹𝑎𝑖𝑟𝑒 𝑐𝑜𝑚𝑝𝑟𝑖𝑚𝑖𝑑𝑜 = 𝐹𝑒𝑛𝑓𝑟𝑖𝑎𝑑𝑜𝑟 𝑒𝑣𝑎𝑝𝑜𝑟𝑎𝑡𝑖𝑣𝑜 (66)
Donde:
Fi = Flujo de la corriente (i) [Nm3/h].
F gas = Gas proveniente de campana CT [Nm3/h].
F gases a PP.EE JOY = F enfriador evaporativo [Nm3/h].
Balance de energía SONIC CT
𝑄𝑡𝑟𝑎𝑛𝑠𝑓𝑒𝑟𝑖𝑑𝑜 𝑔𝑎𝑠 = −𝑄𝑟𝑒𝑐𝑖𝑏𝑖𝑑𝑜 (𝑎𝑔𝑢𝑎, 𝑎𝑖𝑟𝑒 𝑠𝑜𝑛𝑖𝑐, 𝑎𝑖𝑟𝑒 𝑖𝑛𝑓) (67)
𝑄𝑡𝑟𝑎𝑛𝑠𝑓𝑒𝑟𝑖𝑑𝑜 𝑔𝑎𝑠 = 𝐹𝑔𝑎𝑠 𝑐𝑎𝑚𝑝𝑎𝑛𝑎 ∗ 𝑐𝑝𝑔𝑎𝑠 ∗ (𝑇𝑜𝑢𝑡 𝑔𝑎𝑠 − 𝑇𝑖𝑛 𝑔𝑎𝑠) (68)
𝑄𝑟𝑒𝑐𝑖𝑏𝑖𝑑𝑜 = 𝑚𝑒𝑣𝑎𝑝 ∗ 𝑄𝑠𝑜𝑛𝑖𝑐 + (𝐹 ∗ 𝑐𝑝 ∗ (𝑇𝑜𝑢𝑡 𝑔𝑎𝑠 − 𝑇𝑖𝑛 𝑎𝑖𝑟𝑒))𝑎𝑖𝑟𝑒
+ (𝐹 ∗ 𝑐𝑝 ∗ (𝑇𝑜𝑢𝑡 𝑔𝑎𝑠 − 𝑇𝑖𝑛 𝑎𝑖𝑟𝑒 𝑖𝑛𝑓))𝑎𝑖𝑟𝑒 𝑖𝑛𝑓
(69)
𝑄𝑠𝑜𝑛𝑖𝑐 = 𝑄𝑎𝑔𝑢𝑎(𝑇𝑖𝑛 𝑎𝑔𝑢𝑎 → 𝑇𝑠𝑎𝑡) + 𝑄𝑎𝑔𝑢𝑎(𝑙𝑎𝑡𝑒𝑛𝑡𝑒) + 𝑄𝑎𝑔𝑢𝑎(𝑇𝑠𝑎𝑡 → 𝑇𝑜𝑢𝑡 𝑔𝑎𝑠) (70)
Donde:
∆Hi = Variación de entalpía de la corriente (i), [Mcal/h].
Q Sonic = Energía requerida para aumentar la temperatura del agua de rocío desde
su temperatura de entrada hasta la temperatura de salida del gas, [Mcal/h].
T sat = Temperatura de saturación del agua, [°C].
Precipitadores Electroestáticos (JOY)
El gas que sale de los Sistemas de Enfriamiento, de los gases CT, pasa a los
Precipitadores Electrostáticos (JOY), donde las partículas de polvo contenidas en el
gas son ionizadas mediante energía eléctrica de alto voltaje. El polvo es captado
por las placas del sistema de precipitación y desde estas caen a los transportadores
de cadena por gravedad y la ayuda de martillos golpeadores.

77
En el caso de los gases de los CT, cada circuito de gases posee sus propios
Precipitadores Electroestáticos y su sistema de recolección de polvos, los que son
recolectados y enviados a tratamiento de polvos. Los precipitadores (marca JOY)
son de tres campos en serie, con una capacidad de 195.000 Nm3/h cada uno y están
diseñados para recolectar el 90 – 92 % del polvo en suspensión.
Los gases a la salida de los PPEE., son conducidos mediante ductos hacia las
respectivas PLG, impulsados por la succión generada por los sopladores principales
de cada PLG.
A continuación, en la figura N° 50 se presenta el esquema de los precipitadores
electroestáticos JOY.
Figura 50: Diagrama PP.EE JOY.
Balance de masa PP.EE JOY
𝐹𝑔𝑎𝑠 𝑒𝑛𝑓𝑟𝑖𝑎𝑑𝑜𝑟 𝑒𝑣𝑎𝑝𝑜𝑟𝑎𝑡𝑖𝑣𝑜 + 𝐹𝑎𝑖𝑟𝑒 𝑖𝑛𝑓 = 𝐹𝑔𝑎𝑠 𝑃𝑃.𝐸𝐸 (71)
𝑚𝑝𝑜𝑙𝑣𝑜𝑠 𝑖𝑛 = 𝑚𝑝𝑜𝑙𝑣𝑜𝑠 𝑐𝑎𝑝𝑡𝑢𝑟𝑎𝑑𝑜𝑠 + 𝑚𝑝𝑜𝑙𝑣𝑜𝑠 𝑜𝑢𝑡 (72)
[𝑐𝑜𝑛𝑐𝑒𝑛𝑡𝑟𝑎𝑐𝑖ó𝑛 𝑝𝑜𝑙𝑣𝑜𝑠]𝑖 =𝑚𝑝𝑜𝑙𝑣𝑜𝑠,𝑖
𝐹𝑖 (73)
𝐹𝑖𝑛 ∗ [𝑐𝑜𝑛𝑐𝑒𝑛𝑡𝑟𝑎𝑐𝑖ó𝑛 𝑝𝑜𝑙𝑣𝑜𝑠]𝑖𝑛 ∗ 𝜂𝑃𝑃.𝐸𝐸 = 𝑚𝑝𝑜𝑙𝑣𝑜𝑠 𝑐𝑎𝑝𝑡𝑢𝑟𝑎𝑑𝑜𝑠 (74)
𝐹𝑖𝑛 ∗ [𝑐𝑜𝑛𝑐𝑒𝑛𝑡𝑟𝑎𝑐𝑖ó𝑛 𝑝𝑜𝑙𝑣𝑜𝑠]𝑖𝑛 ∗ (1 − 𝜂𝑃𝑃.𝐸𝐸) = 𝑚𝑝𝑜𝑙𝑣𝑜𝑠 𝑐𝑎𝑝𝑡𝑢𝑟𝑎𝑑𝑜𝑠 (75)
Donde:
Fi = Flujo volumétrico de la corriente (i), [Nm3/h].
mi = Flujo másico de polvos de la corriente (i), [kg/h].
[Concentración de polvos]I = microgramos de polvos por normal metro cubico de
gas en la corriente (i), [mg/Nm3/h].
η = Eficiencia de retención de polvos del precipitador, [%].
F gas PP.EE = F gas a PLG [Nm3/h].

78
Balance de energía PP.EE JOY
𝑄𝑡𝑟𝑎𝑛𝑠𝑓𝑒𝑟𝑒𝑛𝑐𝑖𝑎 = 𝐻𝑔𝑎𝑠 𝑜𝑢𝑡 − (𝐻𝑔𝑎𝑠 𝑖𝑛 + 𝐻𝑎𝑖𝑟𝑒 𝑖𝑛𝑓) (76)
Donde:
Hi = Energía contenida en la corriente (i).
• Balance de masa y energía MAGA CPS:
Los gases producidos por los Convertidores Peirce Smith están compuestos
principalmente por nitrógeno, oxígeno, dióxido de azufre y trazas de trióxido de
arsénico según la siguiente tabla:
Tabla 5: Composición gases en boca CT
Compuesto %
Oxígeno (O2) 1,07 %
Nitrógeno (N2) 80,59 %
Dióxido de Azufre (SO2) 18,34 %
Trióxido de Arsénico (As2O3) 0,00023 %
Captación de gases por boca
Los gases producidos por la oxidación del metal blanco a cobre blíster, son captados
por las campanas que se encuentran montadas sobre la boca de cada convertidor.
1. Eficiencia de captura: Debido a la configuración horno/campana del
Convertidor existe una fracción de gases que no es captada por la campana y se
emite al ambiente como gases fugitivos.
2. Arrastre de polvos: El sistema de succión de gases que se realiza a través
de los ventiladores de tiro inducido, provoca que los polvos suspendidos en el horno
sean arrastrados por lo gases.
3. Aire de dilución: Durante la captura de gases en la campana se infiltra aire
atmosférico que se utiliza como “aire de dilución” que como su nombre lo indica
diluye el SO2 y enfría los gases del Convertidor. Es aquí donde se produce la
primera disminución significativa de temperatura ya que, dependiendo de la
campana, el aire de dilución es cercano al 100 – 120 % con respecto al flujo de
gases en la boca.
Transferencia de calor en campana
Al igual que en el MAGA CT, la transferencia de calor en la campana se produce a
través de dos mecanismos: (1) por enfriamiento con agua de servicio y (2) por
pérdidas de calor en la superficie. Sin embargo, la transferencia de calor realizada
por el agua de servicio representa aproximadamente un 99% del calor total
intercambiado.

79
La campana que utiliza el MAGA CPS se encuentra refrigerada por un sistema
primario de agua de enfriamiento, el cual a su vez se encuentra enfriado por el
sistema secundario de enfriamiento con agua de torres alpinas.
El balance en la campana CPS se realiza en función del esquema representado en
la figura N° 51.
Figura 51: Campana CPS.
Balance de masa campana CPS:
𝐹𝐺𝑎𝑠𝑒𝑠 𝐶𝑃𝑆 − 𝐹𝐺𝑎𝑠𝑒𝑠 𝐹𝑢𝑔𝑖𝑡𝑖𝑣𝑜𝑠 + 𝐹𝑎𝑖𝑟𝑒 𝑑𝑖𝑙𝑢𝑐𝑖ó𝑛 = 𝐹𝐺𝑎𝑠𝑒𝑠 𝑎 𝑒𝑛𝑓𝑟𝑖𝑎𝑚𝑖𝑒𝑛𝑡𝑜 𝑟𝑎𝑑𝑖𝑎𝑡𝑖𝑣𝑜 (78)
𝑚𝑎𝑔𝑢𝑎 𝑠𝑒𝑟𝑣𝑖𝑐𝑖𝑜 𝑖𝑛 = 𝑚𝑎𝑔𝑢𝑎 𝑠𝑒𝑟𝑣𝑖𝑐𝑖𝑜 𝑜𝑢𝑡 (79)
Donde:
Fi = Flujo de gas en la corriente (i) [Nm3/h].
Balance de energía campana CPS:
(𝐻𝑖𝑛 𝑔𝑎𝑠 + 𝐻𝑖𝑛 𝑎𝑖𝑟𝑒) − 𝐻𝑔𝑎𝑠 𝑎 𝑒𝑛𝑓𝑟𝑖𝑎𝑚𝑖𝑒𝑛𝑡𝑜 = 𝑄𝑡𝑟𝑎𝑛𝑠𝑓𝑒𝑟𝑒𝑛𝑐𝑖𝑎 (80)
Donde:
H in gas = Energía contenida en el gas a la entrada de la campana [Mcal/h].
H in aire = Energía contenida en el aire de dilución [Mcal/h].
H gas a enfriamiento = Energía contenida en el gas de salida de la campana [Mcal/h].
Q transferencia = Calor asociado a la transferencia de calor por agua de servicio y a las
pérdidas en la campana [Mcal/h].
Para el cálculo de la energía contenida en la corriente se utilizará la expresión N°
62. Por otra parte, el calor transferido en la campana queda definido por las
ecuaciones N° 63, 64 y 65.

80
Enfriamiento Radiativo
En el enfriamiento radiativo los gases provenientes de la campana CPS se enfrían
hasta aproximadamente 350 °C a través de tres equipos que transfieren energía por
convección y radiación. El rango de temperatura es sumamente importante ya que
si se encuentra por debajo de los 300°C se puede producir alta corrosión por
condensación de ácido sulfúrico y si se encuentran por sobre los 400 °C podrían
dañar las estructuras de los precipitadores electrostáticos.
El enfriamiento radiativo se lleva a cabo como lo indica la figura N° 52:
Figura 52: Sistema Radiativo CPS.
1. Precámara de enfriamiento: Los gases provenientes de la campana CPS son
ingresados a la precámara de enfriamiento, la cual consta con una pantalla
matapolvo refrigerada en su interior, en donde impactan las partículas contenidas
en el gas, produciéndose una decantación de una parte de las partículas más
pesadas y gruesas, y por consecuencia una disminución parcial de la temperatura.
Balance de masa Precámara:
𝐹𝑔𝑎𝑠 𝑐𝑎𝑚𝑝𝑎𝑛𝑎 + 𝐹𝑎𝑖𝑟𝑒 𝑖𝑛𝑓 = 𝐹𝑔𝑎𝑠 𝑝𝑟𝑒𝑐𝑎𝑚𝑎𝑟𝑎 = 𝐹𝑔𝑎𝑠 𝑎 𝑙𝑖𝑟𝑎𝑠 (81)
Balance de energía Precámara:
(𝐻𝑖𝑛 𝑔𝑎𝑠 + 𝐻𝑖𝑛 𝑎𝑖𝑟𝑒) − 𝐻𝑔𝑎𝑠 𝑝𝑟𝑒𝑐𝑎𝑚𝑎𝑟𝑎 = 𝑄𝑡𝑟𝑎𝑛𝑠𝑓𝑒𝑟𝑒𝑛𝑐𝑖𝑎 (82)
Donde:
H in gas = Energía contenida en el gas a la entrada de la precámara [Mcal/h].
H in aire = Energía contenida en el aire de infiltración [Mcal/h].
H gas cámara = Energía contenida en el gas de salida de la precámara [Mcal/h].
Q transferencia = Calor asociado a la transferencia de calor por convección y radiación
[Mcal/h].
El cálculo de la energía contenida en cada corriente se realiza como lo indican las
ecuaciones Nº 62.
𝑄𝑡𝑟𝑎𝑛𝑠𝑓𝑒𝑟𝑒𝑛𝑐𝑖𝑎 = 𝑄𝑐𝑜𝑛𝑣𝑒𝑐𝑐𝑖ó𝑛 + 𝑄𝑟𝑎𝑑𝑖𝑎𝑐𝑖ó𝑛 (83)
𝑄𝑐𝑜𝑛𝑣𝑒𝑐𝑐𝑖𝑜𝑛 = ℎ ∗ 𝐴 ∗ (𝑇𝑓𝑙𝑢𝑖𝑑𝑜 − 𝑇𝑝𝑎𝑟𝑒𝑑) (84)

81
𝑄𝑟𝑎𝑑𝑖𝑎𝑐𝑖𝑜𝑛 = 𝜖 ∗ 𝜎 ∗ 𝐴 ∗ (𝑇𝑓𝑙𝑢𝑖𝑑𝑜4 − 𝑇𝑝𝑎𝑟𝑒𝑑
4 ) (85)
2. Liras: Desde la precámara de enfriamiento los gases son conducidos a 4
tubos radiantes en forma de U invertida (Liras), de 1,5 metros de diámetro, en donde
se produce la mayor transferencia de calor y por ende una disminución importante
de la temperatura, para luego ser enviados a la cámara de enfriamiento.
Balance de masa Liras:
𝐹𝑝𝑟𝑒𝑐𝑎𝑚𝑎𝑟𝑎 + 𝐹𝑎𝑖𝑟𝑒 𝑖𝑛𝑓 = 𝐹𝑔𝑎𝑠 𝑙𝑖𝑟𝑎𝑠 = 𝐹𝑎 𝑐á𝑚𝑎𝑟𝑎 𝑒𝑛𝑓𝑟𝑖𝑎𝑚𝑒𝑖𝑛𝑡𝑜 (86)
Balance de energía Liras:
(𝐻𝑖𝑛 𝑔𝑎𝑠 + 𝐻𝑖𝑛 𝑎𝑖𝑟𝑒) − 𝐻𝑔𝑎𝑠 𝑙𝑖𝑟𝑎𝑠 = 𝑄𝑡𝑟𝑎𝑛𝑠𝑓𝑒𝑟𝑒𝑛𝑐𝑖𝑎 (87)
Donde:
H in gas = Energía contenida en el gas a la entrada de las liras [Mcal/h].
H in aire = Energía contenida en el aire de infiltración [Mcal/h].
H gas liras = Energía contenida en el gas de salida de las liras [Mcal/h].
Q transferencia = Calor asociado a la transferencia de calor por convección y radiación
[Mcal/h].
El cálculo de la energía contenida en cada corriente se realiza como lo indican las
ecuaciones Nº 62 y el cálculo del calor de transferencia es posible realizarlo con las
ecuaciones N° 83, 84 y 85.
3. Cámara de enfriamiento:
En la cámara de enfriamiento se produce la colección de polvos que decantan
debido al cambio de dirección en el flujo y a la disminución de la velocidad del gas
debido al cambio de sección. También se produce trasferencia de energía por
convección y radiación.
Balance de masa Cámara:
𝐹𝑔𝑎𝑠 𝑙𝑖𝑟𝑎𝑠 + 𝐹𝑎𝑖𝑟𝑒 𝑖𝑛𝑓 = 𝐹𝑔𝑎𝑠 𝑐𝑎𝑚𝑎𝑟𝑎 = 𝐹𝑃𝑃.𝐸𝐸 𝑀𝐼𝐿𝐽𝑂 (88)
Balance de energía Liras:
(𝐻𝑖𝑛 𝑔𝑎𝑠 + 𝐻𝑖𝑛 𝑎𝑖𝑟𝑒) − 𝐻𝑔𝑎𝑠 𝑙𝑖𝑟𝑎𝑠 = 𝑄𝑡𝑟𝑎𝑛𝑠𝑓𝑒𝑟𝑒𝑛𝑐𝑖𝑎 (89)
Donde:
H in gas = Energía contenida en el gas a la entrada de la cámara [Mcal/h].

82
H in aire = Energía contenida en el aire de infiltración [Mcal/h].
H gas cámara = Energía contenida en el gas de salida de la cámara [Mcal/h].
Q transferencia = Calor asociado a la transferencia de calor por convección y radiación
[Mcal/h].
El cálculo de la energía contenida en cada corriente se realiza como lo indica la
ecuación N° 62 y el calor de transferencia con las ecuaciones N° 83, 84 y 85.
4. SONIC CPS 4: El MAGA CPS4 cuenta con un sistema SONIC que funciona
con el mismo principio que el SONIC CT en donde las lanzas rociadoras producen
lluvia fina mediante atomización de agua con aire comprimido y se utiliza la energía
contenida en el gas para evaporar el agua del sistema y por ende disminuir la
temperatura del gas.
En el caso del CPS 4 el sistema SONIC sólo reemplaza el enfriamiento radiativo de
la precámara por enfriamiento evaporativo. (Ver figura Nº 53)
Figura 53: MAGA CPS 4.
El balance de masa del Sonic CPS se realiza con las ecuaciones N° 66, 67, 68, 69
y 70.
Precipitadores Electroestáticos (MILJO)
Los gases provenientes de cada MAGA CPS, son conducidos a un ducto común
que los dirige hacia los precipitadores electroestáticos, de tres campos en serie,
aquí las partículas contenidas en el gas son ionizadas con energía eléctrica de alto
voltaje y luego son captadas por los sistemas de rastras de recolección.
Los precipitadores (MILJO) cuentan con una capacidad de 110.000 Nm3/h cada uno
y están diseñados para recolectar el 95 % del polvo en suspensión. Los gases a la
salida de los PPEE., descargan a un ducto de alta velocidad que se bifurca en dos
ramales y que posteriormente son aspirados por los sopladores de las PLG.
A continuación, en la figura N° 54 se presenta el esquema de los precipitadores
electroestáticos MILJO.

83
Figura 54: Precipitadores Electrostáticos MILJO.
Balance de masa PP.EE MILJO
𝐹 𝑔𝑎𝑠 𝐶𝑃𝑆 1 + 𝐹 𝑔𝑎𝑠 𝐶𝑃𝑆 2 + 𝐹 𝑔𝑎𝑠 𝐶𝑃𝑆 3 + 𝐹 𝑔𝑎𝑠 𝐶𝑃𝑆 4 = 𝐹𝑔𝑎𝑠 𝑑𝑢𝑐𝑡𝑜 (90)
𝐹𝑔𝑎𝑠 𝑃𝑃.𝐸𝐸 (𝑖) = 𝛼 ∗ 𝐹𝑔𝑎𝑠 𝑑𝑢𝑐𝑡𝑜 (91)
𝐹𝑔𝑎𝑠 𝑃𝑃.𝐸𝐸 (𝑖) + 𝐹𝑎𝑖𝑟𝑒 𝑖𝑛𝑓 = 𝐹𝑜𝑢𝑡 𝑃𝑃.𝐸𝐸 (𝑖) (92)
𝐹𝑜𝑢𝑡 𝑃𝑃.𝐸𝐸 1 + 𝐹𝑜𝑢𝑡 𝑃𝑃.𝐸𝐸 2 = 𝐹 𝑔𝑎𝑠 𝑎 𝑃𝐿𝐺 (93)
𝑚𝑝𝑜𝑙𝑣𝑜𝑠 𝑖𝑛(𝑖) = 𝑚𝑝𝑜𝑙𝑣𝑜𝑠 𝑐𝑎𝑝𝑡𝑢𝑟𝑎𝑑𝑜𝑠(𝑖) + 𝑚𝑝𝑜𝑙𝑣𝑜𝑠 𝑜𝑢𝑡(𝑖) (94)
[𝑐𝑜𝑛𝑐𝑒𝑛𝑡𝑟𝑎𝑐𝑖ó𝑛 𝑝𝑜𝑙𝑣𝑜𝑠]𝑖 =𝑚𝑝𝑜𝑙𝑣𝑜𝑠,𝑖
𝐹𝑖 (95)
𝐹𝑔𝑎𝑠 𝑃𝑃.𝐸𝐸 (𝑖) ∗ [𝑐𝑜𝑛𝑐𝑒𝑛𝑡𝑟𝑎𝑐𝑖ó𝑛 𝑝𝑜𝑙𝑣𝑜𝑠]𝑖𝑛 ∗ 𝜂𝑃𝑃.𝐸𝐸 = 𝑚𝑝𝑜𝑙𝑣𝑜𝑠 𝑐𝑎𝑝𝑡𝑢𝑟𝑎𝑑𝑜𝑠 (𝑖) (96)
𝐹𝑔𝑎𝑠 𝑃𝑃.𝐸𝐸 (𝑖) ∗ [𝑐𝑜𝑛𝑐𝑒𝑛𝑡𝑟𝑎𝑐𝑖ó𝑛 𝑝𝑜𝑙𝑣𝑜𝑠]𝑖𝑛 ∗ (1 − 𝜂𝑃𝑃.𝐸𝐸) = 𝑚𝑝𝑜𝑙𝑣𝑜𝑠 𝑜𝑢𝑡 (𝑖) (97)
Donde:
Fi = Flujo volumétrico de la corriente (i), [Nm3/h].
mi = Flujo másico de polvos de la corriente (i), [kg/h].
[Concentración de polvos]I = microgramos de polvos por normal metro cubico de
gas en la corriente (i), [mg/Nm3/h].
η = Eficiencia de retención de polvos del precipitador, [%].
α = Fracción de gas que se envía a PP.EE (i), [%].
Balance de energía PP.EE JOY
𝑄𝑡𝑟𝑎𝑛𝑠𝑓𝑒𝑟𝑒𝑛𝑐𝑖𝑎,𝑃𝑃.𝐸𝐸 (𝑖) = 𝐻𝑜𝑢𝑡 𝑃𝑃.𝐸𝐸 (𝑖) − (𝐻𝑔𝑎𝑠 𝑃𝑃.𝐸𝐸 (𝑖) + 𝐻𝑎𝑖𝑟𝑒 𝑖𝑛𝑓) (98)
Donde:
Hi = Energía contenida en la corriente (i).

84
5.4.4 Planta de Limpieza de Gases.
Los gases de fundición, enfriados y acondicionados, son conducidos a las Plantas
de Limpieza de Gases (PLG1 y PLG2). En estas plantas, el gas se limpia de
impurezas y se seca para ser enviado al reactor de conversión y posteriormente al
reactor de absorción de trióxido de azufre en ácido sulfúrico.
Los gases alimentados tienen la siguiente composición:
Tabla 6: Composición gases PLG1 y PLG2 PLG1 PLG2
Flujo gas b.h [Nm3/h] 147.000 – 174.000 234.000 – 296.000
% SO2 8 – 10 % 8 – 10 %
% SO3 ≈ 0,1 % ≈ 0,15 %
% H2O 10 – 12 % 6 – 8 %
% As2O3 ≈ 0,0075 % ≈ 0,005 %
Particulado [mg/Nm3] ≈ 1.600 ≈ 1.600
Etapa Nº 1: Zona de limpieza y acondicionamiento de gases
En esta etapa, el trióxido de azufre formado durante el acondicionamiento de gases
reacciona con agua para formar ácido sulfúrico, mediante la siguiente reacción:
𝑆𝑂3 + 𝐻2𝑂 → 𝐻2𝑆𝑂4 (99)
Torre de lavado y PP.EE (húmedos): En estos equipos, las impurezas como ácido,
polvo, parte del agua y arsénico son arrastradas en su totalidad por las corrientes
de ácido débil que se utilizan a lo largo de la zona para el lavado. Estas corrientes
son circuladas a las plantas de tratamiento de efluentes. Mientras que el resto del
gas compuesto de SO2, N2, O2 y vapor de agua es enviado a la torre de secado.
𝐹𝑔𝑎𝑠 𝑖𝑛 𝑃𝐿𝐺 = 𝐹𝑔𝑎𝑠 𝑎 𝑡𝑜𝑟𝑟𝑒 𝑑𝑒 𝑠𝑒𝑐𝑎𝑑𝑜 + 𝐹𝑒𝑓𝑙𝑢𝑒𝑛𝑡𝑒 (100)
𝐹𝑒𝑓𝑙𝑢𝑒𝑛𝑡𝑒 = 𝐹′𝑒𝑓𝑙𝑢𝑒𝑛𝑡𝑒 ∗ 𝜌𝑒𝑓𝑙𝑢𝑒𝑛𝑡𝑒 (101)
Donde:
Fi = Flujo másico de la corriente (i) [kg/h].
F’ = Flujo volumétrico de la corriente (i) [m3/h].
Torre de secado: En esta torre existe una eliminación total del agua por dilución de
ácido concentrado.
𝐹𝑎𝑐𝑖𝑑𝑜 𝑐𝑜𝑛𝑐𝑒𝑛𝑡𝑟𝑎𝑑𝑜 𝑖𝑛 + 𝐹𝑎𝑔𝑢𝑎 𝑎𝑟𝑟𝑎𝑠𝑡𝑟𝑒 = 𝐹𝑎𝑐𝑖𝑑𝑜 𝑐𝑜𝑛𝑐𝑒𝑛𝑡𝑟𝑎𝑑𝑜 𝑜𝑢𝑡 (102)
𝐹𝑎𝑐𝑖𝑑𝑜 𝑐𝑜𝑛𝑐 𝑖𝑛 ∗ %𝑎𝑔𝑢𝑎 𝑖𝑛 + 𝐹𝑎𝑔𝑢𝑎 𝑎𝑟𝑟𝑎𝑠𝑡𝑟𝑒 = 𝐹𝑎𝑐𝑖𝑑𝑜 𝑐𝑜𝑛 𝑜𝑢𝑡 ∗ %𝑎𝑔𝑢𝑎 𝑜𝑢𝑡 (103)
Donde:
F agua arrastre = Flujo de agua extraída desde la corriente gaseosa [kg/h].

85
Etapa N° 2: Zona de Conversión
En esta etapa, el gas seco y libre de impurezas es enviado al reactor de conversión
donde el dióxido de azufre se convierte en trióxido de azufre mediante la siguiente
reacción:
𝑆𝑂2 + 12⁄ 𝑂2 → 𝑆𝑂3 (104)
𝐹𝑔𝑎𝑠 𝑖𝑛 + 𝐹𝑜𝑥𝑖𝑔𝑒𝑛𝑜 = 𝐹𝑔𝑎𝑠 𝑎 𝑎𝑏𝑠𝑜𝑟𝑐𝑖ó𝑛 (105)
Cabe destacar que la reacción tiene una conversión cercana al 97%
Etapa N° 3: Zona de Reacción
En esta etapa, el trióxido de azufre se absorbe en agua formando ácido sulfúrico
mediante la siguiente reacción:
𝑆𝑂3 + 𝐻2𝑂 → 𝐻2𝑆𝑂4 (106)
Esta reacción tiene una conversión cercana al 99%. El resto de los gases presentes
se libera por chimenea.
𝐹𝑔𝑎𝑠 𝑖𝑛 + 𝐹𝑎𝑔𝑢𝑎 = 𝐹𝑎𝑐𝑖𝑑𝑜 + 𝐹𝑔𝑎𝑠 𝑎 𝑐ℎ𝑖𝑚𝑒𝑛𝑒𝑎 (107)

86
5.4.5 Planta de Tratamiento efluentes.
El efluente producido por las Plantas de Limpieza de Gases Nº 1 y 2, de composición
como lo indica la tabla Nº 7, es enviado a la Planta de Tratamiento de Efluentes con
el objetivo de fijar el arsénico en una matriz de arsenito de calcio.
Tabla 7: Composición Efluente
Sustancia Composición
H2O 85 – 90 %
As2O3 1 %
H2SO4 5 – 10 %
P. Suspensión 2 – 3 %
Zona de reacción 1:
1. Neutralización: El efluente, de PH cercano a 1 se somete a un proceso de
neutralización con lechada de cal para alcanzar un PH = 7, a través de la siguiente
reacción:
𝐻2𝑆𝑂4 + 𝐶𝑎(𝑂𝐻)2 → 𝐶𝑎𝑆𝑂4 + 2𝐻2𝑂 (109)
La reacción se lleva a cabo con una conversión del 100% con el objetivo de
neutralizar el PH de la solución.
2. Ajuste de PH: Se agrega lechada de cal con el objetivo llevar la solución a un
PH cercano a 11 para que se produzca la precipitación del arsénico en forma de
arsenito de calcio.
𝐶𝑎(𝑂𝐻)2 → 𝐶𝑎+2 + 2(𝑂𝐻)−1 (110)
Cálculo de PH:
𝑃𝐻 + 𝑃𝑂𝐻 = 14 (111)
𝑃𝑂𝐻 = − log [𝑂𝐻−1
𝐿 𝑠𝑜𝑙𝑢𝑐𝑖𝑜𝑛] (112)
3. Precipitación de arsénico: La precipitación de arsénico se lleva a cabo a
través de la formación de una matriz de arsénico en hidróxido de sodio.
𝐴𝑠2𝑂3 + 2 𝐶𝑎(𝑂𝐻)2 → 𝐶𝑎(𝐴𝑠𝑂2)2 ∗ 𝐶𝑎(𝑂𝐻)2 + 𝐻2𝑂 (113)
Las etapas anteriormente mencionadas se llevan a cabo en los estanques de
reacción, ajuste y envejecimiento.
Balance de masa zona de reacción:
𝐹𝑒𝑓𝑙𝑢𝑒𝑛𝑡𝑒 𝑃𝐿𝐺 + 𝐹𝑙𝑒𝑐ℎ𝑎𝑑𝑎 𝑛𝑒𝑢𝑡𝑟𝑎𝑙𝑖𝑧𝑎𝑐𝑖ó𝑛 + 𝐹𝑙𝑒𝑐ℎ𝑎𝑑𝑎 𝑎𝑗𝑢𝑠𝑡𝑒 = 𝐹𝑒𝑓𝑙𝑢𝑒𝑛𝑡𝑒 𝑎 𝑒𝑠𝑝𝑒𝑠𝑎𝑑𝑜𝑟 (114)

87
Zona de espesamiento:
Adición de floculante: Con el objetivo de aglomerar los sólidos suspendidos en el
efluente, se agrega un polímero como floculante a una concentración de 10 gr/L
agua.
En el espesador primario se producen dos fases constituidas por:
• Corriente sólida: Compuesta por sulfato de calcio (CaSO4), arsenito de calcio,
polvo en suspensión, polímero y agua. (15% sólidos en suspensión).
• Corriente líquida: Compuesta principalmente de agua (99%) y trióxido de
arsénico remanente.
Balance de masa zona espesamiento:
𝐹𝑒𝑓𝑙𝑢𝑒𝑛𝑡𝑒 𝑒𝑠𝑝𝑒𝑠𝑎𝑑𝑜𝑟 + 𝐹𝑓𝑙𝑜𝑐𝑢𝑙𝑎𝑛𝑡𝑒 = 𝐹𝑒𝑓𝑙𝑢𝑒𝑛𝑡𝑒 𝑎 𝑟𝑒𝑎𝑐𝑡𝑜𝑟 2 + 𝐹𝑒𝑓𝑙𝑢𝑒𝑛𝑡𝑒 𝑎 𝑠𝑒𝑑𝑖𝑚𝑒𝑛𝑡𝑎𝑐𝑖ó𝑛 (115)
Zona de reacción 2:
La corriente líquida proveniente de la zona de espesamiento es neutralizada con
sulfato férrico para formar Arsenito férrico a través de las siguientes reacciones:
• Neutralización con sulfato férrico:
2 𝐶𝑎(𝑂𝐻)2 + 𝐹𝑒2(𝑆𝑂4)3 → 2 𝐹𝑒(𝑂𝐻)3 + 3 𝐶𝑎𝑆𝑂4 (116)
• Precipitación arsénico:
𝐴𝑠2𝑂3 + 2 𝐹𝑒(𝑂𝐻)3 → 2 𝐹𝑒𝐴𝑠𝑂3 + 3 𝐻2𝑂 (117)
Para la zona de reacción 2, el balance de masa queda definido a continuación:
𝐹𝑒𝑓𝑙𝑢𝑒𝑛𝑡𝑒 𝑎 𝑠𝑒𝑑𝑖𝑚𝑒𝑛𝑡𝑎𝑐𝑖𝑜𝑛 + 𝐹𝑠𝑢𝑙𝑓𝑎𝑡𝑜 𝑓𝑒𝑟𝑟𝑖𝑐𝑜 = 𝐹𝑎 𝑒𝑠𝑝𝑒𝑠𝑎𝑑𝑜𝑟 2 (118)
𝑅𝑎𝑧ó𝑛𝐹𝑒
𝐴𝑠= 5 (119)
𝐹𝑎 𝑒𝑠𝑝𝑒𝑠𝑎𝑑𝑜𝑟 2 = 𝐹𝑒𝑓𝑙𝑢𝑒𝑛𝑡𝑒 𝑎 𝑠𝑒𝑑𝑖𝑚𝑒𝑛𝑡𝑎𝑐𝑖𝑜𝑛 2 + 𝐹𝑙í𝑞𝑢𝑖𝑑𝑜 (120)
Zona sedimentación: Formación del queque filtrado
𝐹𝑒𝑓𝑙𝑢𝑒𝑛𝑡𝑒 𝑎 𝑠𝑒𝑑𝑖𝑚𝑒𝑛𝑡𝑎𝑐𝑖𝑜𝑛 + 𝐹𝑒𝑓𝑙𝑢𝑒𝑛𝑡𝑒 𝑎 𝑠𝑒𝑑𝑖𝑚𝑒𝑛𝑡𝑎𝑐𝑖𝑜𝑛 2 = 𝐹𝑠𝑒𝑑𝑖𝑚𝑒𝑛𝑡𝑎𝑑𝑜𝑟 (121)
𝐹𝑠𝑒𝑑𝑖𝑚𝑒𝑛𝑡𝑎𝑑𝑜𝑟 = 𝐹𝑟𝑒𝑠𝑝𝑒𝑙 + 𝐹𝑎𝑔𝑢𝑎 (122)

88
5.5 PFD del modelo.
Figura 55: PFD Modelo Fundición.
Esco
ria
Bo
tad
ero
/
Rel
ave
Ga
ses
CT
+
po
lvo
s
Gas
es C
T
+ p
olv
os
Pro
du
cto
HLE
/ C
on
cen
trad
o
de
esc
ori
a
Esco
ria
CT
Po
lvo
sR
ecu
per
ado
s
Gas
es C
PS
+ p
olv
os
Co
bre
Blí
ster
Co
nce
ntr
ad
ose
co
PR
ECA
MA
RA
TEN
IEN
TE 1
2C
PS'
s
TEN
IEN
TE 2
HLE
/P
TE
AN
OD
ICO
's
Enfr
iam
ien
toEv
apo
rati
voP
P.E
E
Enfr
iam
ien
toEv
apo
rati
voPP
.EE
PR
ECA
MA
RA
LIR
AS
LIR
AS
CA
MA
RA
CA
MA
RA
PP
.EE
PLG
1
PLG
2
ETP
2
ETP
1
Me
talB
lan
co
Me
talB
lan
co
Gas
es
CP
S +
po
lvo
s
Co
bre
Mo
lde
ado
Esco
ria
HA
Esco
ria
CP
S
Esco
ria
CT
Pro
du
cto
HLE
/ C
on
cen
trad
o d
e
esc
ori
a
Áci
do
98
,5 %
Áci
do
98,5
%
Eflu
ente
Eflu
ente
Agu
aT
rata
da
RES
PEL
RES
PEL
Agu
aTr
atad
a
Co
nce
ntr
ad
ose
co

89
5.6 Construcción del modelo.
Convertidor Teniente: La construcción del modelo parte con la adición de
concentrado seco de composición conocida a los dos Convertidores Teniente
disponibles en la Fundición. Desde aquí se estiman los requerimientos de oxígeno
y fundente necesarios para llevar a cabo las reacciones de fusión y conversión. Con
los productos obtenidos se forman las tres fases presentes en el horno, las cuales
son: metal blanco, escoria y gases.
El modelo asume que las reacciones de oxidación se producen solo en el
concentrado seco alimentado y que todo el SO2 producido forma la corriente
gaseosa, junto con el oxígeno, nitrógeno y arsénico en fase gaseosa disponible. En
cuanto al metal blanco, el modelo fija la ley de cobre del metal y el arrastre de cobre
en la escoria con el objetivo de conocer la masa de metal y escoria producida. En
esta primera instancia el modelo asume que al convertidor sólo ingresa concentrado
seco, oxígeno y fundente, mientras que en las salidas se consideran metal blanco,
escoria y gases.
Por otra parte, en el modelo se asumen factores de distribución de arsénico
utilizados para la ingeniería de detalle de la PTE.
Con el balance de energía del Convertidor Teniente y fijando la temperatura de cada
fase, es posible estimar el exceso de energía contenido en el horno y por
consiguiente la carga fría requerida para mantener la temperatura en el valor fijado.
Para efectos del modelo, se asume que la carga fría es una alimentación anexa que
ingresando al horno se distribuye entre metal blanco, gas (para el caso del arsénico)
y escoria.
Al modelo HLE se incorporan los retornos líquidos de: escoria CPS, escoria HA y
producto HLE, considerando que sólo reaccionará el cobre metálico disponible y
que los compuestos presentes se distribuirán en metal blanco, escoria y gas (para
el arsénico).
Para el caso del modelo PTE, se considera que el concentrado de escoria retornado
desde la Planta de Tratamiento de escorias actuará como especie de “carga fría” en
el Convertidor Teniente disminuyendo así el uso de carga fría circulante. Al igual
que los otros retornos, el concentrado de escoria se distribuirá en metal blanco,
escoria y gases, sin llevar a cabo alguna reacción.
En el modelo se estima la producción de metal blanco, escoria y gases con las
entradas anteriormente mencionadas, para luego estimar que el arrastre de polvos
a través de los gases de fundición es cercano al 0,42% del concentrado fundido.
Este valor se estimó de acuerdo con la recuperación de polvos de la fundición. Para
este caso, el modelo considera que los polvos arrastrados son formados por metal
blanco y escoria en una razón determinada, con el objetivo de cumplir con la

90
composición química real de los polvos. Además, se considera que una fracción del
arsénico que se encuentra en estado gaseoso es arrastrado hacia los polvos.
Finalmente, debido a que la carga fría utilizada en la planta es una masa circulante
que proviene de fondos de tazas, rechazos y material circulante, el modelo
hipotéticamente produce la misma carga fría desde el metal blanco y escoria de
producción.
Finalmente se obtienen las corrientes de salida que son: metal blanco que es
alimentado al CPS, escoria que se alimenta al Horno de Limpieza de Escorias,
gases que son conducidos a través del Manejo de Gases hacia las Plantas de
Limpieza de Gases, polvos que acompañan a los gases y carga fría.
Figura 56: Construcción CT
Convertidor Peirce Smith: El metal blanco producido en los dos Convertidores
Teniente es alimentado a los CPS’s en cargas de 190 [ton], desde aquí se estima el
número de cargas requeridas para convertir todo el metal blanco. Para efectos del
modelo, se considera que todo el metal blanco producido se procesa durante el día
y que cada carga se procesa durante una cantidad de horas determinadas. Desde
aquí se obtiene el número de horas diarias requeridas para la oxidación de todo el
metal blanco producido y por ende el flujo de oxígeno requerido.
Se considera, que el arrastre de polvos en los gases proviene del metal blanco
durante su carguío y se estima que se encuentra cercano al 0,5% del metal cargado.
Para estimar el flujo y la composición de las corrientes de salida del horno, se fija la
ley de cobre blíster y el arrastre de cobre en escoria, considerando que todos los
óxidos de fierro presentes formarán parte de la escoria. Además, se considera que
debido al bajo nivel de Cu2S remanente, este se disuelve en cobre y azufre.

91
Finalmente, mediante la herramienta solver se calcula el flujo de oxigeno requerido
para cumplir con el porcentaje de oxígeno real en el cobre blíster. Debido a que el
modelo estima un alto contenido de cobre en el blíster (mayor que el real) es que
se considera un arrastre de escoria a blíster cercano al 2%. Desde aquí se estima
la producción de cobre blíster, escoria, polvos y gases de fundición considerando
metal blanco y oxígeno como alimentación.
Con el balance de energía del CPS y fijando la temperatura del blíster, escoria y
gases, se estima el exceso de calor contenido en el horno para luego calcular la
carga fría requerida para mantener la temperatura. El modelo considera, que la
carga fría CPS viene de una alimentación anexa al proceso. Además, se considera
que la carga fría alimentada se distribuirá en metal blanco y escoria.
El modelo calcula la producción de blíster y escoria para luego producir la carga fría
utilizada, con el objetivo de mantener el equilibrio entre cobre producido y cobre
alimentado. Se considera que la carga fría producida proviene de los productos
blíster y escoria de producción.
Finalmente se obtienen las corrientes de salida del horno, las cuales son: Cobre
blíster que es enviado a los Hornos Anódicos, escoria que es retornada a los CT,
polvos y gases de fundición que son conducidos al MAGA CPS.
Figura 57: Construcción CPS
Horno Anódico: El modelo considera que el cobre blíster producido en el CPS es
cargado en su totalidad a los Hornos Anódicos en cargas de 11 tazas.
El modelo considera que antes de las reacciones se produce el proceso de
escoriado en donde todos los óxidos presentes formarán la fase escoria, mientras
que el arsénico se distribuirá entre cobre anódico y escoria de acuerdo con la
distribución fijada. Para cumplir con las especificaciones del cobre anódico, el
modelo estima que la distribución de arsénico es 60% en ánodo y 40% en escoria.
Luego, se produce el proceso de oxidación en donde se utilizan dos factores
definidos como (1) Grado de oxidación que es el porcentaje de conversión de S
Carga Fría
METALBLANCO
Escoria CPS ETAPA 1:
REACCIÓN DEL METAL BLANCO
Gases
Cobre Blíster
ETAPA 2:ADICION DE CARGA FRIA
Oxígeno
ETAPA 3:PRODUCCION DE
CARGA FRIA
Polvos arrastrados
Metal Blanco
Gases
Escoria
As gas

92
disuelto en SO2 y (2) Exceso de oxígeno que representa la cantidad de oxígeno
adicional que se debe inyectar al horno con el objetivo de cumplir con las
especificaciones químicas del cobre al final del proceso.
Se lleva a cabo el proceso de reducción definiendo el grado de reducción como el
porcentaje de conversión de carbono, monóxido de carbono e hidrógeno para así
cumplir con las especificaciones químicas del cobre al final del proceso. Desde aquí
se calcula el flujo de metano requerido en el proceso.
El modelo asume que todos los gases producidos son liberados por chimenea,
mientras que todo el cobre anódico es llevado a moldeo y la escoria anódica es
retornada a los Convertidores Teniente.
Figura 58: Construcción HA
Horno de Limpieza de Escorias: La escoria producida por los dos Convertidores
Teniente es cargada en una razón cercana a 190 toneladas por carga a los Hornos
de Limpieza de Escorias.
Se considera que en el horno solo se produce la reacción de reducción de magnetita
en óxido de fierro en un grado de conversión definido.
Para el cálculo de los flujos de salida del horno se fija la ley de cobre del producto
HLE y la ley de cobre, azufre y arsénico de la escoria de botadero según informes
de mediciones. Además, se considera que el producto HLE estará formado por
sulfuros de cobre y fierro, óxidos de cobre y fierro y trióxido de arsénico. Mientras
que el resto de los componentes formará la escoria de botadero.
Se obtienen las corrientes teóricas de salida del horno, como lo son: producto HLE,
escoria botadero y gases, y para ajustar los flujos a valores reales se estima que el
producto HLE arrastra una fracción de escoria cercana al 10%.

93
Finalmente se obtiene el producto HLE que se retorna a los Convertidores Teniente,
escoria botadero y gases que son emitidos a la atmosfera.
Figura 59: Construcción HLE
Planta de Tratamiento de Escorias: Para el modelo de la Fundición Caletones con
la PTE en operación se considera que toda la escoria producida por los CT es
procesada en esta planta.
Para calcular el flujo de concentrado de escoria y relave producido, se fija la ley de
cobre en ambas corrientes.
Se utiliza la composición mineralógica del concentrado de escoria considerada en
la ingeniería de detalle y luego, se retorna a los Convertidores Teniente. Se
considera que el concentrado de escoria no influye en la producción de gases
debido a que esta depende únicamente del concentrado seco alimentado.
Finalmente, el modelo asume que el resto de los componentes forman el relave final
de la planta.
Figura 60: Construcción PTE
MAGA CT: Los gases producidos por los Convertidores Teniente son conducidos a
través del MAGA CT (independiente para cada horno).
El modelo estima el flujo de gases captados por la campana a través de la eficiencia
de captación de gases, que se encuentra cercana al 97% (el resto se considera
como gas fugitivo), desde aquí se calcula el factor de dilución con aire atmosférico
utilizando la respuesta del balance de energía de la campana en donde se entrega
la temperatura de salida de los gases.

94
Luego, el modelo calcula el flujo de agua Sonic requerido por el enfriador
evaporativo a través del balance de energía del equipo, en donde se calcula el calor
que se necesita transferir para llegar a una temperatura definida.
Finalmente, los gases son conducidos a los precipitadores electrostáticos en donde
se considera una eficiencia cercana al 35%. Este valor se estima en función de la
concentración polvos medida a la salida del precipitador.
Figura 61: Construcción MAGA CT
MAGA CPS: Los gases producidos por los Convertidores Peirce Smith son
conducidos a través del MAGA CPS de cada horno con una eficiencia de captación
de gases cercana al 97%, en donde el 3% restante se consideran gases fugitivos.
El modelo utiliza el flujo de gases producidos por el convertidor en una carga y los
divide por el número de horas de soplado para estimar el flujo horario de gases que
se conducen a través del MAGA CPS. Se calcula el factor de dilución de la campana
en función de la temperatura de salida de los gases.
Luego, a través del balance de energía de cada equipo del sistema de enfriamiento
radiativo (precámara, liras, cámara) se estima la temperatura y el flujo de salida de
los gases, considerando un factor de infiltración de aire en cada sección (debido a
roturas en las conexiones).
Para el caso del CPS 4, el manejo de gases puede ser utilizado con sistema Sonic
en donde se cambia el mecanismo de transferencia de calor en la cámara de
enfriamiento de radiativo a evaporativo. Cuando el sistema Sonic no es utilizado se
considera que la cámara funciona con un mecanismo de transferencia de calor
radiativo.
De acuerdo a lo anterior, se estima el flujo y la temperatura de los gases a la salida
de la cámara.

95
A diferencia del MAGA CT, en donde cada circuito tiene su propio precipitador, el
MAGA de los CPS’s tiene dos precipitadores en paralelo, común para los 4 hornos.
Debido a esto es que los gases de salida de las cámaras de enfriamiento son
conducidos a través de un ducto común hacia los precipitadores electrostáticos.
Figura 62: Construcción MAGA CPS
Debido a que la operación de los CPS’s es batch y que el modelo considera un
número de horas de soplado diarias, el flujo de gases conducidos hacia las PLG’S
se estima en dos situaciones: (1) 1 CPS operando 24 horas/día y (2) 2 CPS’s
operando las horas restantes. Desde aquí se calcula la recuperación de polvos en
las dos situaciones anteriormente mencionadas considerando que una fracción del
día se utiliza un CPS y el resto del día dos CPS’s (como lo indica la figura N° 50).
Figura 63: Gases a PLG.
Polvos Recuperados
Gases Fugitivos
Aire infiltración
Aire dilución
Gases CPS 1
ETAPA 1: CAPTACION
GASES CAMPANA
ETAPA 2: ENFRIAMIENTO
RADIATIVO
ETAPA 3: PP.EE
Gases a PLG
Gases Fugitivos
Aire infiltración
Aire dilución
Gases CPS 2
ETAPA 1: CAPTACION
GASES CAMPANA
ETAPA 2: ENFRIAMIENTO
RADIATIVO
Aire infiltración
330.000,0
350.000,0
370.000,0
390.000,0
410.000,0
430.000,0
450.000,0
0 5 10 15 20 25
Flu
jo g
ases
[N
m3
/h]
hora/día [h]
Gases a PLG
2 CT + 1 CPS
2 CT + 2 CPS's

96
Cabe destacar que para el Manejo de Gases CT y CPS se considera que a 500 °C
existe una conversión de SO2 a SO3 que posteriormente formará el sulfato del
efluente.
Planta de Limpieza de Gases: Debido a que el modelo considera la producción de
gases CPS’s en dos situaciones, las PLG’s funcionan bajo el mismo criterio, sin
embargo, tienen el mismo proceso (Figura N° 50):
• Caso 1: 2 CT + 1 CPS soplando (24 horas/día).
• Caso 2: 2 CT + 2 CPS soplando (N° horas de soplado día – 24 horas/día).
El modelo permite definir la fracción de gases de MAGA CT1, MAGA CT2 y MAGA
CPS que se conduce a cada planta de limpieza de gases.
Se considera que la capacidad de la PLG1 y la PLG2 se encuentran en base seca
y medidas antes del soplador, es decir, en la torre de conversión.
El modelo calcula el flujo de gases en base seca que ingresa a las PLG’s, en ambos
casos, y lo compara con la capacidad de cada planta, cuando este valor supera la
capacidad de la planta, el flujo de gases en exceso es liberado por chimenea.
El modelo considera a la Planta de Limpieza de Gases en 3 zonas: Limpieza (donde
se extraen todas las impurezas y vapor de agua contenido), Conversión (donde se
convierte el SO2 a SO3) y Absorción (formación de ácido sulfúrico).
Se considera que el SO3 formado en el MAGA reacciona con el agua contenida en
los gases debido a la disminución de temperatura en la torre de lavado, en donde
se forma ácido sulfúrico.
Luego, el modelo divide el flujo de gases en dos corrientes: (1) Flujo de gases que
se envía a la torre de secado y que está compuesto de SO2, H2O, N2 y O2 y (2)
Efluente formado por H2SO4, H2O, As2O3 y polvos que es enviado a las Plantas de
Tratamiento de Efluentes.
Para estimar el flujo de agua que arrastra el efluente, se utiliza la capacidad de la
bomba de efluente y el porcentaje de apertura de la válvula con el objetivo de
estimar el flujo total que es transportado hacia las ETP. Luego, considerando que
todo el ácido, arsénico y polvos son arrastrados al efluente la diferencia de flujo
corresponde al agua contenida en esta corriente.
En la torre de secado, se estima que toda el agua contenida en el gas es arrastrada
por ácido concentrado al 98,5% en donde, gracias a esta acción se diluye hasta un
96%. De esta manera, se calcula el flujo de ácido concentrado requerido por la torre
de secado y el flujo de gases seco que se envía a la torre de conversión.
En la torre de conversión, el SO2 contenido en el gas reacciona con oxígeno
formando SO3 con una conversión cercana al 97,5%. En el caso del modelo
Fundición PTE, se considera que la conversión de SO2 a SO3 es cercana al 99,5%

97
debido a que la nueva torre de tratamiento de gases de cola convierte el SO2 no
reaccionado en la torre de conversión, aumentando la recuperación de azufre, sin
embargo, esta torre no está dentro del estudio de este trabajo de título. El 0,05%
del SO2 que no reacciona se emite por chimenea.
Los gases salientes son alimentados a la torre de absorción en donde el SO3
reacciona con agua para formar H2SO4, se considera un factor de conversión
cercano al 99%. El resto de los gases que no reacciona se liberan por chimenea.
Finalmente, el ácido sulfúrico producido se disuelve en agua para obtener una
concentración de ácido igual al 98,5%.
Se calcula la fijación de azufre en ácido en las PLG1 y PLG2 para las dos
situaciones mencionadas. Además, se calcula la fijación en sólidos, es decir, escoria
(relave en modelo PTE), RESPEL y polvos recuperados para finalmente obtener la
captura de azufre en función del azufre alimentado por concentrado seco.
Figura 64: Construcción PLG
Planta de Tratamiento de Efluentes:
Al igual que en las PLG’s, se considera el tratamiento en las dos situaciones
anteriormente definidas. Además, se considera que el efluente generado en la PLG1
es enviado a la ETP1 mientras que el efluente generado por la PLG2 es enviado a
la ETP2.
En la zona de reacción, el modelo considera como primera etapa la neutralización
del efluente a un PH = 7 utilizando lechada de cal (Ca(OH)2) para producir CaSO4
y H2O, luego se adiciona más lechada con el objetivo de ajustar el PH a 11 para
asegurar la precipitación de arsénico. Finalmente se adiciona más lechada de cal
para que reaccione con el As2O3 con una conversión del 98%. Se calcula el
requerimiento de lechada de cal en solución al 16,5%.

98
Luego, se considera que en el estanque de envejecimiento coexisten dos fases: (1)
sólidos en suspensión que contiene el CaSO4, la matriz de arsénico producida y los
polvos en suspensión, (2) líquido formado por el As2O3 que no se convierte, agua e
hidróxidos disueltos con un PH cercano a 11.
En el espesador se agrega floculante en una concentración de 10 g/L de agua para
aglomerar los sólidos suspendidos y producir la separación de estas fases. Desde
aquí se separan dos corrientes: (1) corriente sólida a tanque de sedimentación que
contiene un porcentaje de sólidos definido y agua y (2) corriente líquida que es
enviada al reactor 2. La corriente líquida se neutraliza con sulfato férrico para formar
Fe(OH)3 que posteriormente reaccionará con el As2O3 para formar As(OH)3
precipitado con una conversión definida. Para asegurar la precipitación de arsénico
se considera una relación Fe/As = 5 (valor real utilizado en la planta) y una
concentración de sulfato igual a 60%. La corriente es enviada a un espesador en
donde se considera una separación de sólidos y líquidos, en donde el líquido está
formado por agua y arsénico no reaccionado, mientras que el sólido por el resto de
los componentes. Las corrientes sólidas producidas se juntan para ser alimentadas
al filtro prensa, en esta etapa el modelo considera una humedad del queque filtrado
para estimar las toneladas de RESPEL producido.
Finalmente, se calcula la fijación de arsénico en el RESPEL producido por las dos
plantas, además de la fijación de arsénico en sólidos, es decir, ánodo, escoria
botadero (relave en modelo PTE) y polvos recuperados, para calcular la captura de
arsénico de la planta en función del arsénico alimentado por concentrado seco.
Figura 65: Construcción PTE

99
5.7 Autovalidación del modelo
La autovalidación del modelo se realizó al finalizar la construcción de cada equipo
considerando los siguientes aspectos:
• Balance de masa General: El flujo másico que entra al equipo es igual al flujo
másico que sale del equipo.
• Balance de masa de Azufre.
• Balance de masa de Arsénico.
Luego, para comprobar que toda la masa ingresada al sistema se realiza el balance
de masa general, de azufre y de arsénico en las siguientes zonas:
• FUCO: Considera Convertidor Teniente, Convertidor Peirce Smith, Horno
Anódico, Planta de Tratamiento de Escorias.
• MAGA: Considera MAGA CT y MAGA CPS.
• PLG: Considera PLG 1 y PLG2.
• ETP: Considera ETP1 y ETP2.
Finalmente, el flujo de gases de azufre que se emite por chimenea se asume como
la diferencia entre el azufre que ingresa al Convertidor Teniente y el azufre fijado
tanto en ácido como en sólidos (para el arsénico se calcula de igual manera).

100
6. Resultados.
Debido a la entrada en vigencia de la nueva norma de emisiones que rige a las
Fundiciones Chilenas, el modelo Fundición Caletones se construyó en dos
situaciones:
1. Escenario actual: Con Horno de Limpieza de Escorias (HLE).
2. Escenario futuro: Eliminación de HLE y operación de la nueva Planta de
Tratamiento de Escorias (PTE).
El objetivo de construir el modelo con los HLE, es validar los supuestos definidos en
el punto 7.1, para luego utilizarlos en las construcción del modelo con la nueva
planta de escorias y así predecir la captura de azufre y arsénico en diferentes
condiciones operacionales.
La validación del modelo se realiza con las variables operacionales claves del
proceso.
Para la validación del modelo se considera como condición operacional normal los
días donde el concentrado fundido total se encuentra entre 4.000 y 4.100 toneladas.
Además, la validación será subdivida en 3 rangos de concentración de azufre en el
concentrado fundido igual a:
• 30,6% - 31,6%
• 31,6% - 32,5%
• 32,6% - 33,7%

101
6.1 Validación del modelo.
• Caso 1: Fundido total promedio 4.056,9 [tpd], concentración de azufre
promedio 31,34% y concentración de arsénico igual a 0,15%.
Tabla 8: Validación Modelo Caso 1
VARIABLE UNIDAD MIN MAX PROMEDIO MODELO ERROR
FUNDIDO TOTAL tpd 4.019,11 4.102,55 4.056,94 4056,94 0,00%
CARGA FRIA TOTAL tpd 381,73 639,43 509,91 467,0 -8,41%
FUNDENTE TOTAL tpd 295,27 367,03 325,51 208,8 -35,85%
FLUJO TOBERA Nm3/h 32.419,15 35.433,24 34.067,26 34.464,0 1,16%
FLUJO OXIGENO Nm3/h 9.709,04 10.828,86 10.203,60 10.127,0 -0,75%
METAL BLANCO tpd 1.520,00 2.508,00 1.979,80 1.610,4 -18,66%
ESCORIA CT tpd 4.028,00 4.446,00 4.225,60 2.523,6 -40,28%
% Cu % 26,45 31,70 29,99 28,07 -6,40%
% S % 30,60 31,55 31,14 31,34 0,64%
% Fe % 25,60 27,93 26,72 25,15 -5,88%
% As % 0,16 0,16 0,16 0,15 -6,25%
CARGA CPS tpd 1.710,00 2.090,00 1.843,00 1.610,0 -12,64%
N° CARGA CPS - 9,00 11,00 9,70 8,5 -12,37%
BLISTER tpd 1.159,00 1.539,00 1.343,30 1.108,8 -17,46%
CARGA FRIA CPS tpd 260,00 340,00 304,00 255,5 -15,95%
HORA CPS hra/día 29,38 41,48 35,41 38,10 7,59%
FLUJO CPS Nm3/h 35.322,71 38.454,35 37.156,90 34.881,0 -6,13%
MOLDEADO tpd 399,44 1.948,69 1.115,29 1.082,3 -2,96%
ESCORIA HLE tpd 1.682,93 3.133,02 2.332,12 2.190,1 -6,1%
FLUJO AGUA SONIC m3/día 412,34 585,71 536,51 534,76 -0,33%
Nm3/h PLG1 Nm3/h 162.214,1 173.090,2 168.989,59 168.606,0 -0,23%
% SO2 PLG1 % 6,85 7,65 7,37 8,43 14,37%
Nm3/h PLG2 Nm3/h 258.648,7 271.580,0 266.178,4 263.800,0 -0,89%
% SO2 PLG2 % 8,24 9,11 8,62 7,92 -8,11%
RIL ETP1 m3/h 7,45 10,67 9,18 9,2 0,20%
As ETP1 g/L 4,65 6,37 5,38 9,3 71,88%
SO4 ETP1 g/L 67,75 120,23 85,53 63,3 -25,99%
RIL ETP2 m3/h 8,53 11,22 10,22 10,2 -0,24%
As ETP2 g/L 7,00 14,83 9,37 8,4 -10,37%
SO4 ETP2 g/L 85,17 152,23 115,05 107,6 -6,48%
ACIDO PLG1 ton/día 1.177,50 1.357,80 1.292,45 1.461,4 13,07%
ACIDO PLG2 ton/día 2.282,30 2.477,00 2.370,46 2.147,6 -9,40%
ACIDO TOTAL ton/día 3.532,50 3.791,80 3.662,91 3.554,9 -2,95%
CAPTURA S % 91,56% 99,44% 94,50% 93,46% -1,11%
RESPEL ETP1 tpd 12,8 23,3 18,9 24,8 31,22%
RESPEL ETP2 tpd 42,7 65,2 56,5 41 -27,43%
TOTAL RESPEL tpd 63,8 85,5 75,4 65,8 -12,73%
CAPTURA As % 84,2% 94,9% 91,9% 89,0% -3,14%
FIJACION As RESPEL % 53,3% 65,4% 59,3% 65,6% 10,62%
FIJACION As SOLIDOS
% 28,3% 38,0% 32,0% 23,4% -26,88%

102
• Caso 2: Fundido total promedio 4.051,8 [tpd], concentración de azufre
promedio 32,2% y concentración de arsénico igual a 0,15%.
Tabla 9: Validación Modelo Caso 2
VARIABLE UNIDAD MIN MAX PROMEDIO MODELO ERROR
FUNDIDO TOTAL tpd 4.001,5 4.102,2 4.051,8 4.051,8 0,00%
CARGA FRIA TOTAL tpd 434,4 868,9 637,5 637,7 0,04%
FUNDENTE TOTAL tpd 322,9 424,4 384,5 222,2 -42,21%
FLUJO TOBERA Nm3/h 31.753,1 36.897,5 34.789,9 35.506,0 2,06%
FLUJO OXIGENO Nm3/h 9.180,2 11.107,0 10.052,7 10.418,0 3,63%
METAL BLANCO tpd 1.672,0 2.128,0 1.903,5 1.636,4 -14,03%
ESCORIA CT tpd 3.724,0 4.788,0 4.287,1 2.511,2 -41,42%
% Cu % 27,0 30,2 28,7 28,6 -0,48%
% S % 31,6 32,5 32,1 32,2 0,18%
% Fe % 26,4 27,5 27,0 25,8 -4,35%
% As % 0,16 0,16 0,16 0,15 -6,25%
CARGA CPS tpd 1.330,0 2.090,0 1.744,5 1.636,4 -6,20%
N° CARGA CPS - 7,0 11,0 9,2 8,6 -6,34%
BLISTER tpd 969,0 1.463,0 1.271,3 1.127,5 -11,31%
CARGA FRIA CPS tpd 190,0 315,0 268,6 264,6 -1,50%
HORA CPS hra/día 28,5 40,5 34,9 38,8 11,14%
NM3/H CPS Nm3/h 33.581,7 39.369,4 37.338,7 34.889,0 -6,56%
MOLDEADO tpd 371,0 1.603,5 1.020,6 1.100,5 7,83%
ESCORIA HLE tpd 1.798,8 2.904,4 2.439,1 2.154,7 -24,15%
SONIC TOTAL m3/día 440,5 615,6 552,4 547,4 -0,90%
Nm3/h PLG1 Nm3/h 152.734,3 173.622,7 166.609,2 172.865,0 3,75%
% SO2 PLG1 % 7,2 8,2 7,5 8,5 11,99%
Nm3/h PLG2 Nm3/h 178.320,7 273.063,0 260.849,0 268.516,8 2,94%
% SO2 PLG2 % 8,4 9,7 9,1 7,9 -12,94%
RIL ETP1 m3/h 8,0 11,1 9,9 10,0 1,49%
As ETP1 g/L 3,4 5,5 4,4 8,8 99,40%
SO4 ETP1 g/L 47,9 100,9 68,8 60,0 -12,83%
RIL ETP2 m3/h 6,6 11,1 9,8 10,0 1,63%
As ETP2 g/L 6,8 9,9 8,4 8,8 5,64%
SO4 ETP2 g/L 76,7 126,8 98,7 108,9 10,35%
ACIDO PLG1 ton/día 1.152,1 1.410,5 1.298,8 1.506,3 15,98%
ACIDO PLG1 ton/día 2.324,2 2.653,5 2.511,9 2.195,7 -12,59%
ACIDO TOTAL ton/día 3.681,9 3.951,2 3.810,7 3.645,5 -4,34%
CAPTURA S % 92,37% 97,41% 94,65% 93,45% -1,27%
RESPEL ETP1 tpd 13,10 22,90 18,50 25,7 38,92%
RESPEL ETP2 tpd 21,20 66,90 53,60 41,9 -21,83%
TOTAL RESPEL tpd 38,9 89,8 72,1 67,5 -6,38%
CAPTURA As % - - 91,90% 91,54% -0,39%
FIJACION RESPEL % - - 59,30% 68% 14,67%
FIJACION SOLIDOS % - - 32,60% 23,50% -27,91%

103
• Caso 3: Fundido total promedio 4.053,8 [tpd], concentración de azufre
promedio 33,2% y concentración de arsénico igual a 0,15%.
Tabla 10: Validación Modelo Caso 3
VARIABLE UNIDAD MIN MAX PROMEDIO MODELO ERROR
FUNDIDO TOTAL tpd 4.007,9 4.072,8 4.053,8 4.053,8 0,00%
CARGA FRIA TOTAL tpd 601,1 903,2 725,8 735,3 1,31%
FUNDENTE TOTAL tpd 350,8 429,2 390,5 320,0 -18,06%
FLUJO TOBERA Nm3/h 33.046,1 36.643,8 34.607,3 36.974,0 6,84%
FLUJO OXIGENO Nm3/h 9.252,5 10.612,6 9.826,0 10.765,0 9,56%
METAL BLANCO tpd 1.710,0 2.090,0 1.916,9 1.676,6 -12,54%
ESCORIA CT tpd 3.876,0 4.712,0 4.315,1 2.570,2 -40,44%
% Cu % 26,7 29,0 28,2 29,3 3,73%
% S % 32,6 33,7 33,1 33,2 0,23%
% Fe % 26,8 27,9 27,3 26,7 -2,44%
% As % 0,2 0,2 0,2 0,2 0,00%
CARGA CPS tpd 1.520,0 1.900,0 1.773,3 1.676,6 -5,45%
N° CARGA CPS - 8,0 10,0 9,3 8,8 -5,71%
BLISTER tpd 1.045,0 1.387,0 1.258,2 1.155,7 -8,15%
CARGA FRIA CPS tpd 235,0 355,0 287,2 277,1 -3,52%
HORA CPS hra/día 32,9 40,9 34,9 39,7 13,73%
NM3/H CPS Nm3/h 27.884,9 38.768,9 36.250,5 34.888,0 -3,76%
MOLDEADO tpd 399,4 2.427,5 1.271,2 1.128,7 -11,21%
ESCORIA HLE tpd 1.845,8 2.974,6 2.484,8 2.197,7 -9,9%
SONIC TOTAL m3/día 504,4 606,7 561,0 572,9 2,13%
Nm3/h PLG1 Nm3/h 148.801,7 172.758,4 163.916,1 179.587,0 9,56%
% SO2 PLG1 % 7,2 7,9 7,5 8,5 13,26%
Nm3/h PLG2 Nm3/h 262.748,0 271.655,0 267.257,0 275.889,0 3,23%
% SO2 PLG2 % 8,8 9,7 9,3 8,0 -14,35%
RIL ETP1 m3/h 8,5 10,3 9,2 9,4 2,51%
As ETP1 g/L 3,6 7,3 4,7 9,6 102,45%
SO4 ETP1 g/L 49,1 104,3 66,5 65,9 -0,84%
RIL ETP2 m3/h 8,2 12,5 10,8 10,6 -1,82%
As ETP2 g/L 5,7 8,9 7,7 8,6 10,77%
SO4 ETP2 g/L 76,6 105,3 88,5 104,8 18,46%
ACIDO PLG1 ton/día 1.186,6 1.319,5 1.242,0 1.542,6 24,20%
ACIDO PLG1 ton/día 2.407,8 2.648,1 2.543,6 2.254,8 -11,35%
ACIDO TOTAL ton/día 3.652,6 3.874,8 3.785,5 3.797,4 0,31%
CAPTURA S % 89,67% 94,63% 92,76% 93,01% 0,27%
RESPEL ETP1 tpd 12,1 22,3 17 26,3 54,71%
RESPEL ETP2 tpd 32,80 65,20 50,90 42,9 -15,72%
TOTAL RESPEL tpd 53,7 81,1 67,9 69,2 1,91%
CAPTURA As % - - 91,90% 93,50% 1,74%
FIJACION RESPEL % - - 59,30% 69,20% 16,69%
FIJACION SOLIDOS % - - 32,60% 23,90% -26,69%

104
6.2 Sensibilización del modelo
1. Consumo de carga fría en función del concentrado: Según el modelo, a
composición fija de concentrado fundido y temperatura constante de metal blanco
(1.230 °C), escoria y gases (1.240 °C), el consumo de carga fría aumenta a razón
de 0,47 toneladas por tonelada de concentrado fundido.
Figura 66: Resultados Carga Fría CT vs Concentrado Fundido.
2. Consumo de carga fría en función de la temperatura del horno: Como se
observa en la figura, el consumo de carga fría para un flujo de concentrado fundido
CT constante, depende de la temperatura del metal blanco y escoria dentro del
horno. Sin embargo, quien tiene mayor influencia dentro de este parámetro es la
temperatura de escoria (que se considera igual a la temperatura del gas) ya que a
temperatura de metal blanco constante la carga fría disminuye a razón de 3,3
toneladas por cada 5 °C de aumento de la temperatura de escoria. Mientras que a
temperatura de escoria constante la carga fría disminuye 0,2 toneladas por cada 5
°C de aumento de temperatura en el metal blanco.
Figura 67: Carga Fría CT vs Temperatura CT.
0,0
100,0
200,0
300,0
400,0
500,0
600,0
700,0
800,0
900,0
1.800 2.000 2.200 2.400 2.600 2.800 3.000 3.200
[tp
d C
.F]
[tpd concentrado]
Carga Fría CT
C.F
250
270
290
310
330
350
370
390
410
430
1.215 1.220 1.225 1.230 1.235 1.240 1.245 1.250 1.255 1.260
[tp
d]
[Temperatura °C]
Carga Fría CT
T° metal blanco = 1230 °C T° escoria = 1230 °C

105
3. Gas en boca CT a distintas toneladas de concentrado procesadas:
Según el modelo, a composición constante de concentrado fundido el flujo de gases
en boca aumenta a razón de 23,5 Nm3/h por tonelada de concentrado inyectado al
convertidor.
Figura 68: Gas boca CT vs Concentrado Fundido.
4. Gas a PLG en función del concentrado fundido: Como se observa en la
figura, el modelo es capaz de estimar el flujo de gases que se envían a
procesamiento en las PLG’s, además indica el flujo máximo de concentrado que es
posible procesar con el objetivo de no sobrepasar la capacidad de las plantas. En
este caso se consideran 4,5 horas de soplado.
Figura 69: Gas a PLG vs Concentrado Fundido.
5. Captura de azufre: Como se observa en la figura, la captura de azufre y
arsénico se mantiene casi constante hasta aproximadamente las 2.050 toneladas
de concentrado fundido procesadas, luego de este valor la captura comienza a
declinar debido a que los gases producidos por el proceso de fusión y conversión
superan la capacidad total de las Plantas de Limpieza de Gases.
0
10.000
20.000
30.000
40.000
50.000
60.000
70.000
80.000
1.800 2.000 2.200 2.400 2.600 2.800 3.000 3.200
[Nm
3/h
]
[tpd concentrado fundido]
Gas boca CT
Gas boca CT
300.000
350.000
400.000
450.000
500.000
550.000
600.000
1.800 2.000 2.200 2.400 2.600 2.800 3.000 3.200
[Nm
3/h
]
[tpd concentrado fundido por CT]
Gas a PLG
Gas a plantas Capacidad plantas

106
Figura 70: Captura azufre y arsénico vs Concentrado Fundido.
6. Flujo de gas a PLG a distintas concentraciones de azufre en concentrado
fundido:
7. Captura de azufre en función de la eficiencia de captación: Como se observa
en la figura, la captura de azufre aumenta exponencialmente a medida que la
eficiencia de captación aumenta, sin embargo, tiene un límite de captura de
azufre que llega al 93,5% ya que a mayor eficiencia de captura mayor es el flujo
de gases que llega a las PLG’s, superando la capacidad total de las plantas.
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
1.850 2.050 2.250 2.450 2.650 2.850 3.050 3.250
[%]
[tpd concentrado fundido]
Captura azufre y arsénico
Captura azufre Captura arsénico
420.000
430.000
440.000
450.000
460.000
470.000
480.000
490.000
3.750 3.800 3.850 3.900 3.950 4.000 4.050 4.100 4.150 4.200 4.250
[Nm
3/h
]
[tpd concentrado fundido]
Flujo de gases a PLG
S = 30% S = 31% S = 32% S = 33%

107
Figura 71: Captura azufre vs Eficiencia de Captura.
8. Captura de arsénico en función de la captación: Al igual que la captura de
azufre, la captura de arsénico se encuentra directamente relacionada con la
eficiencia de captación de gases en campana.
Figura 72: Captura Arsénico vs Eficiencia Captura.
9. Emisiones por chimenea en función de las toneladas de concentrado:
El modelo asume que las torres de conversión de las Plantas de Limpieza de Gases
(PLG’s) son capaces de procesar 452.500 [Nm3/h] de gases en base seca. Cuando
el flujo supera este valor, el exceso de gases es liberado por chimenea. Como se
observa en la figura, a mayor concentrado fundido mayor es la emisión de gases
por chimenea. Se consideran 4 horas de soplado en CPS.
86%
87%
88%
89%
90%
91%
92%
93%
94%
88% 90% 92% 94% 96% 98% 100% 102%
cap
tura
[%
]
eficiencia de captura [%]
Captura S
88%
88%
89%
89%
90%
90%
91%
91%
92%
92%
93%
93%
88% 90% 92% 94% 96% 98% 100% 102%
cap
tura
[%
]
eficiencia de captura [%]
Captura As

108
Figura 73: Emisión Chimenea vs Concentrado Fundido.
10. Captura de azufre en función de las toneladas de concentrado:
Considerando una máxima eficiencia de captura, el modelo indica que a mayor
cantidad de concentrado seco fundido menor es la captura. Esto, debido a que
aumenta el flujo de gases enviado a las PLG’s y por ende el flujo de gases emitidos
por chimenea. Se consideran 4 horas de soplado en CPS.
Como se observa en las figuras, la captura de azufre disminuye tanto en la fijación
en ácido como en la fijación en sólidos. Sin embargo, la fijación en ácido es más
sensible a la captura debido a que depende del flujo de gases que es enviado a las
PLG’s.
0,0
50000,0
100000,0
150000,0
200000,0
250000,0
300000,0
350000,0
400000,0
1700 1900 2100 2300 2500 2700 2900 3100
Emis
ión
[N
m3
/h]
concentrado fundido [tpd]
SO2 a chimenea
SO2 a chimenea
50%
55%
60%
65%
70%
75%
80%
85%
90%
95%
100%
1700 1900 2100 2300 2500 2700 2900 3100
cap
tura
[%
]
[tpd concentrado fundido por CT]
Captura Azufre
Figura 74: Captura de azufre vs Concentrado Fundido.

109
Figura 75: Fijación azufre en ácido vs Concentrado Fundido.
Figura 76: Fijación azufre en sólidos vs concentrado fundido.
11. Captura de arsénico en función de las toneladas de concentrado: Al igual
que en el caso N° 4, la captura de arsénico disminuye a medida que aumenta las
toneladas de concentrado fundido. Esto, debido a que aumenta el flujo de gases
emitidos por chimenea.
Figura 77: Captura de arsénico vs Concentrado Fundido.
50%
55%
60%
65%
70%
75%
80%
85%
90%
95%
100%
1700 1900 2100 2300 2500 2700 2900 3100
cap
tura
[%
]
concentrado fundido [tpd]
Fijación de azufre en ácido
0,0%
0,5%
1,0%
1,5%
2,0%
2,5%
3,0%
1700 1900 2100 2300 2500 2700 2900 3100
cap
tura
[%
]
concentrado fundido [tpd]
Fijación de azufre en sólidos
40%
50%
60%
70%
80%
90%
100%
1700 1900 2100 2300 2500 2700 2900 3100
cap
tura
[%
]
concentrado fundido [tpd]
Captura As

110
Sin embargo, a diferencia de la captura de azufre, la fijación de arsénico en RESPEL
disminuye, mientras que la fijación en sólidos aumenta. Esto es debido a que los
retornos líquidos distribuyen el arsénico tanto en metal blanco como escoria y
gases. Como se menciona anteriormente, a medida que aumentan las toneladas de
concentrado fundido el flujo de gases a las PLG’s aumenta y como consecuencia el
flujo de gases emitidos por chimenea es por esto que la fijación en RESPEL
disminuye, sin embargo, el arsénico disponible para distribuirse entre metal blanco
y escoria aumenta y por ende la fijación en sólidos aumenta.
Figura 78: Fijación en RESPEL vs Concentrado Fundido.
Figura 79: Fijación en sólidos vs Concentrado Fundido.
12. Captura de arsénico en función de la distribución: Como se aprecia en la
figura, el modelo es sumamente sensible a la distribución de arsénico en el gas.
Conservando la razón de distribución de arsénico entre metal blanco y escoria se
obtiene que la fijación de RESPEL aumenta aproximadamente 10% por cada 10
unidades porcentuales de aumento en la distribución en el gas, mientras que la
fijación en sólidos aumenta solo 0,2% aproximadamente por cada 10 unidades
porcentuales.
40%
45%
50%
55%
60%
65%
1700 1900 2100 2300 2500 2700 2900 3100
cap
tura
[%
]
concentrado fundido [tpd]
Fijación As en Respel
30%
31%
31%
32%
32%
33%
33%
34%
34%
35%
35%
1700 1900 2100 2300 2500 2700 2900 3100
cap
tura
[%
]
concentrado fundido [tpd]
Fijación As en sólidos

111
Figura 80: Captura de arsénico vs Distribución de arsénico.
13. Flujo de agua Sonic en función de la temperatura del gas a la salida del
enfriador: Según el modelo, el flujo de agua utilizado en el sistema Sonic del
enfriador evaporativo, depende del flujo de gas, aire de dilución y temperatura de
salida.
Para un flujo de gas constante, se tiene que el agua Sonic utilizada disminuye a
medida que el aire de dilución y temperatura de salida del enfriador aumentan.
Figura 81: Flujo de agua Sonic vs Temperatura salida Sonic.
14. Temperatura del gas en función de la dilución en campana: Según el
modelo, la temperatura de los gases a la salida de la campana disminuye en función
del aumento de la dilución. Sin embargo, a igual dilución la temperatura de los gases
CPS’s a la salida de la campana es menor que en el caso de los CT’s, esto debido
a que el flujo de gases CPS’s menor que el flujo de gases CT’s.
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
30% 35% 40% 45% 50% 55% 60% 65% 70% 75%
fija
ció
n [
%]
Distribución As a gas [%]
Captura Arsénico
Fijacion Respel Fijacion solido
200
220
240
260
280
300
320
340
360
380
340 350 360 370 380 390 400 410
[m3
/dia
]
Temperatura [°C]
Flujo de agua Sonic
Infiltración 120% Infiltración 130%

112
Figura 82: Temperatura gas salida campana vs dilución.
15. Captura en función de las horas de soplado: De acuerdo con modelo, la
captura de azufre y arsénico aumenta a medida que aumentan las horas de soplado
por carga de los CPS’s. Esto debido a que la producción de gases de los
Convertidores Peirce Smith está calculada por carga, por lo tanto, es un valor
constante. Lo que cambia, es el flujo por hora que envía el Convertidor a las Plantas
de Limpieza de Gases, por lo que a mayor tiempo de soplado menor es el flujo de
gas por hora transportado. Esto afecta directamente en la emisión de gases por
chimenea.
Figura 83: Captura de azufre vs horas de soplado CPS.
400,0
450,0
500,0
550,0
600,0
650,0
700,0
750,0
80% 90% 100% 110% 120% 130% 140% 150%
tem
per
atu
ra [
°C]
Dilución [%]
Temperatura gas salida campana
Campana CT Campana CPS
91,2%91,4%91,6%91,8%92,0%92,2%92,4%92,6%92,8%93,0%93,2%93,4%
2,5 3,0 3,5 4,0 4,5 5,0 5,5
cap
tura
[%
]
horas de soplado [%]
Captura
Captura de azufre Captura de arsénico

113
6.3 Aplicaciones del modelo
En esta sección del capítulo se evalúan las condiciones de operación del Modelo
PTE para cumplir con la norma de emisiones.
• Condiciones generales mínimas para 4.100 toneladas de concentrado fundido y
composición mineralógica promedio.
Tabla 11: Condiciones Modelo PTE para cumplir con la norma
VARIABLE PARAMETRO UNIDAD
CONCENTRADO FUNDIDO 4.100 tpd
% Cu 28,6 %
% S 32,2 %
% As 0,2 %
SOPLADO CPS 252 min
TEMPERATURA SONIC CT1 400 º C
TEMPERATURA SONIC CT2 400 º C
FLUJO CT1 A PLG1 0 %
FLUJO CT2 A PLG1 100 %
FLUJO CT1 A PLG2 100 %
FLUJO CT2 A PLG2 0 %
FLUJO CPS A PLG1 17 %
FLUJO CPS A PLG2 83 %
CONVERSIÓN 99,5 %
ABSORCIÓN 99,0 %
CAPTURA AZUFRE 95,1 %
CAPTURA ARSÉNICO 95,6 %
• Flujo de concentrado máximo de composición mineralógica promedio y tiempo
de soplado.
Tabla 12: Concentrado Máximo para cumplir con la norma
VARIABLE UNIDAD CASO 1 CASO 2 CASO 3 CASO 3 CASO 5
CONCENTRADO FUNDIDO tpd 3900 4000 4100 4200 4300
AZUFRE CONCENTRADO % 32,18 32,18 32,18 32,18 32,18
ARSÉNICO CONCENTRADO % 0,15 0,15 0,15 0,15 0,15
SOPLADO CPS min 228 240 252 270 306
CAPTURA AZUFRE % 95,0 95,3 95,3 95,1 95,1
CAPTURA ARSÉNICO % 95,6 95,7 95,6 95,4 95,4
• Composición de azufre máxima y tiempo de soplado para 4.100 toneladas de
concentrado fundido.
Tabla 13: Composición de azufre máxima para cumplir la norma
VARIABLE UNIDAD CASO 1 CASO 2 CASO 3 CASO 4 CASO 5
CONCENTRADO FUNDIDO tpd 4100 4100 4100 4100 4100
AZUFRE CONCENTRADO % 30,2 31,18 32,19 32,94 33,95
SOPLADO CPS min 228 240 252 276 318
CAPTURA AZUFRE % 95,1 95,3 95,1 95 94,8

114
• Composición de arsénico y tiempo de soplado para 4.100 toneladas de
concentrado fundido.
Tabla 14: Composición de arsénico para cumplir con la norma
VARIABLE UNIDAD CASO 1 CASO 2 CASO 3 CASO 4 CASO 5
CONCENTRADO FUNDIDO tpd 4100 4100 4100 4100 4100
ARSÉNICO CONCENTRADO % 0,14 0,15 0,16 0,17 0,18
SOPLADO CPS min 234 234 234 234 234
CAPTURA AZUFRE % 95 95,04 95,09 95,14 95,16
En la tabla Nº 14 se muestra que a medida que aumenta el porcentaje de arsénico
en el concentrado alimentado, la recuperación aumenta. Sin embargo, el modelo
está definido para responder a condiciones operacionales que se encuentran por
debajo de las condiciones de diseño de la planta. En este caso, se evalúa la
concentración de arsénico en el efluente alimentado a las plantas para evaluar cual
el porcentaje de arsénico máximo que es capaz de procesar considerando que el
diseño acepta una concentración máxima de alimentación igual a 11 [g/L] de
arsénico.
Tabla 15: Composición de Arsénico en el efluente con respecto al % de As en alimentación
VARIABLE UNIDAD CASO 1 CASO 2 CASO 3 CASO 4
ARSENICO CONCENTRADO % 0,12 0,16 0,2 0,24
g/L ARSENICO EFLUENTE g/L 6,69 8,43 10,15 11,87
% CAPTURA % 94,86 95,051 95,2 95,35

115
7. Conclusiones.
Con la construcción del “Modelo Fundición Caletones – HLE” es posible estimar la
captura de azufre y arsénico de la fundición con un error promedio cercano a 0,7%
y 0,9% respectivamente.
• De acuerdo con el balance de masa del proceso de conversión del mineral,
el modelo subestima la producción de: metal blanco con un error promedio
cercano al 15%, escoria de botadero con un error promedio cercano al 13,4% y
cobre moldeado con un error promedio igual al 7,3%. Esto se debe
principalmente a que el modelo supone que todo el concentrado procesado en
el día es transformado en cobre moldeado durante el mismo día.
• El balance de masa y energía utilizado en el modelo sobreestima el flujo de
gases enviados a la PLG1 y PLG2 con un error promedio igual al 4,36% y 1,76%
respectivamente. Por otra parte, el modelo sobreestima la concentración de SO2
enviado a la PLG1 con un error promedio cercano al 13,2% mientras que en la
PLG2 se subestima la concentración promedio con un error cercano al 11,8%.
El error asociado a estas variables podría deberse a la fracción de gases de
cada horno que es enviado a las distintas PLG’s como también, la posible
succión de aire en los CPS cuando estos no se encuentran soplando.
• De acuerdo con el balance de masa del proceso de producción de ácido
sulfúrico y RESPEL, el modelo estima que la fijación de azufre en ácido
corresponde a aproximadamente al 90%, mientras que la fijación en sólidos al
2%. Por otra parte, se estima que la fijación de arsénico en RESPEL es cercana
al 60% mientras que la fijación en sólidos es aproximadamente un 30%.
• Finalmente, se concluye que el modelo es una buena estimación para el
cálculo de la captura de azufre y arsénico además de la producción total de ácido
y RESPEL.
De la construcción del “Modelo Fundición Caletones – PTE” se concluye:
• Con la operación de la Planta de Tratamiento de Escorias y Torre de
Tratamiento de Gases de Cola y para un flujo de concentrado fundido igual a
4.200 toneladas por día con una composición de azufre y arsénico igual a 32,2%
y 0,15% respectivamente y 270 minutos de soplado por carga en el CPS, la
captura de azufre aumenta desde un 92,93% a un 95,1%, mientras que la
captura de arsénico aumenta desde un 91,67% a un 95,4%.

116
8. Recomendaciones.
A raíz de lo estudiado y observado en el presente trabajo de título se recomienda:
• Debido a que el modelo Fundición Caletones – PTE es un modelo predictivo
construido en base a la operación actual de la planta, se recomienda validar
las variables estudiadas cuando la Planta de Tratamiento de Escorias entre
en operación.
• Se recomienda estudiar el comportamiento de la nueva torre de tratamiento
de gases de cola con el objetivo de verificar la conversión de las plantas de
ácido.
• Se recomienda actualizar el estudio sobre la distribución de arsénico en los
equipos utilizados en la Fundición.
• Se recomienda considerar el balance térmico de las torres de conversión y
absorción con el objetivo de evaluar otros flujos de servicio que permitan
balancear térmicamente la etapa.
• Se recomienda utilizar el balance de energía tanto de los Convertidores
Teniente como de los Convertidores Peirce Smith para evaluar el uso de
otros servicios de enfriamiento para cada horno.

117
Anexos.
Anexo A: Entalpía estándar de formación.
Entalpía Estándar de Formación
Compuesto kJ/mol
CuFeS2 -194,9
CuS -53,10
Cu5FeS4 -371,6
FeS2 -171,6
FeS -97,80
As2S3 -94,00
FeO -265,0
O2 0,00
Cu2S -83,30
SO2 -296,8
Fe3O4 -1.115
As2O3 -654,7
2Feo*SiO2 -1.477,7
SiO2 -910,8
Cu2O -170,60
Cu 8,028

118
Anexo B: Capacidad Calorífica.
J/molK T1 °K T2 °K A B C D
Cu2S 298,0 375,8 53,4 76,5 -0,1 2,5 375,8 716,8 112,1 -31,0 0,0 0,1 716,8 1.372,0 85,0 1.372,0 1.503,0 90,0
FeS 298,0 410,9 -273,3 779,2 81,2 0,0 410,9 597,8 72,4 597,8 1.460,9 94,6 -83,7 1,4 48,0 1.460,9 1.503,0 62,6
As2O3 298,0 587,9 88,1 72,7 -11,4 587,9 1.503,0 152,7
Fe3O4 298,0 849,9 475,2 -873,7 -120,5 800,7 849,9 1.513,0 49,8 72,5 855,5
SiO2 298,0 846,9 58,1 0,0 -14,3 28,2 846,9 1.078,9 58,9 10,1 0,1 1.078,9 1.513,0 72,7 1,3 -41,3 0,0
*2FeO*SiO2* 298,0 1.513,0 240,0 34,8 -31,7 0,0
Al2O3 298,0 499,9 97,1 39,0 -26,4 499,8 1.199,9 123,0 25,0 -50,2 1.199,9 1.513,0 108,0 16,6
CaO 298,0 1.399,9 57,8 -10,8 -11,5 5,3 1.399,9 1.513,0 20,4 22,3 138,4 -3,1
MoS2 298,0 1.513,0 70,8 8,5 -8,7
MgO 298,0 1.513,0 47,5 4,6 -10,3 -0,3
SO2 298,0 499,9 29,1 37,2 0,1 -2,9 499,9 1.513,0 54,8 3,4 -24,7 -0,2
O2 298,0 699,9 22,1 20,9 1,6 -8,2 699,9 1.199,9 29,8 7,9 -6,2 -2,2 1.199,9 1.513,0 34,9 1,3 -14,1 0,2
N2 298,0 349,9 29,3 -1,6 0,0 3,4 349,9 699,9 27,8 0,6 0,7 5,0 699,9 1.513,0 23,5 12,1 1,2 -3,1
Cu 298,0 399,9 22,0 15,3 -0,7 -14,4 399,9 799,9 26,0 -0,1 -1,7 2,8 801,9 1357,6 44,4 -29,4 -23,8 16,1 1357,0 1503,0 31,4
H2O 288 367,19 186,9 -464,2 -19,6 548,6 367,19 658 186,9 -464,2 -19,6 548,6

119
Anexo C: Dimensiones Convertidor Teniente.
Largo interior 20,986 [m]
Radio interior 2,108 [m]
Espesor capa acero 2 [inch]
Espesor capa asbesto 0,5 [inch]
Espesor refractario manto 15 [inch]
Espesor refractario cabezal 18 [inch]
Área boca gas 10 [m]
Anexo D: Constante de transferencia de calor.
Acero 39 [Kcal/hmK]
Asbesto 0,097 [Kcal/hmK]
Refractario Manto 1,5 [Kcal/hmK]
Refractario Cabeza 1,5 [Kcal/hmK]
Magnetita 1,4 [Kcal/hmK]
Emisividad sup. Radiante 0,5 [-]
Emisividad sup. Radiada 0,85 [-]
Anexo E: Cálculo pérdidas de calor Convertidor Teniente.
• Pérdidas de calor por cabezales:
𝑄𝑐𝑎𝑏𝑒𝑧𝑎𝑙𝑒𝑠 = 𝑈 ∗ 𝐴 ∗ ∆𝑇°
𝐴 = 𝜋 ∗ 𝑟𝑒𝑥𝑡2 = 𝜋 ∗ (𝑟𝑖𝑛𝑡𝑒𝑟𝑖𝑜𝑟 + 𝜀𝑎𝑐𝑒𝑟𝑜 + 𝜀𝑎𝑠𝑏𝑒𝑠𝑡𝑜 + 𝜀𝑟𝑒𝑓𝑟𝑎𝑐𝑡𝑎𝑟𝑖𝑜 𝑚𝑎𝑛𝑡𝑜) = 20,468 [𝑚2]
𝑈 =1
∑ (𝜀𝑘
)𝑖
= 2,288 [𝑘𝑐𝑎𝑙
ℎ ∗ 𝑚2 ∗ °𝐾]
𝑄𝑐𝑎𝑏𝑒𝑧𝑎𝑙 = 768,87 [𝑘𝑐𝑎𝑙
𝑚𝑖𝑛]
• Pérdidas de calor por manto:
𝑄𝑚𝑎𝑛𝑡𝑜 = 𝑈 ∗ 𝐴 ∗ ∆𝑇°
1
𝑈 ∗ 𝐴= ∑ (
𝜀
𝐴 ∗ 𝑘)
𝑖= = 0,0732
𝑄𝑚𝑎𝑛𝑡𝑜 = 13.450,1 [𝑘𝑐𝑎𝑙
𝑚𝑖𝑛]
• Pérdidas por radiación:
𝑄𝑟𝑎𝑑𝑖𝑎𝑐𝑖𝑜𝑛 = 𝜖 ∗ 𝐴 ∗ 𝑓12 ∗ (𝑇𝑟𝑎𝑑𝑖𝑎𝑛𝑡𝑒4 − 𝑇𝑟𝑎𝑑𝑖𝑎𝑑𝑎
4 )
𝐴 = 2 ∗ 𝐿𝑖𝑛𝑡𝑒𝑟𝑖𝑜𝑟 ∗ 𝑟𝑖𝑛𝑡𝑒𝑟𝑖𝑜𝑟 (𝑠𝑢𝑝𝑜𝑛𝑖𝑒𝑛𝑑𝑜 𝑡𝑎𝑟𝑟𝑜 𝑙𝑙𝑒𝑛𝑜 𝑎 𝑙𝑎 𝑚𝑖𝑡𝑎𝑑)
𝑓12 =1
10,4 +
1𝜖𝑟𝑎𝑑𝑖𝑎𝑛𝑡𝑒 − 1 +
𝐴𝑟𝑎𝑑𝑖𝑎𝑛𝑡𝑒
𝐴𝑟𝑎𝑑𝑖𝑎𝑑𝑎∗ (
1𝜖𝑟𝑎𝑑𝑖𝑎𝑛𝑡𝑒 − 1)
= 0,198
𝑄𝑟𝑎𝑑𝑖𝑎𝑐𝑖𝑜𝑛 = 71.214,3 [𝑘𝑐𝑎𝑙
𝑚𝑖𝑛]

120
• Pérdidas totales de calor:
𝑄𝑝é𝑟𝑑𝑖𝑑𝑎𝑠 = 86.202,1 [𝑘𝑐𝑎𝑙
𝑚𝑖𝑛] = 124.131 [
𝑀𝑐𝑎𝑙
𝑑𝑖𝑎]
Anexo F: Dimensiones Convertidor Peirce Smith.
Largo interior 10,1793 [m]
Radio interior 1,9055 [m]
Espesor capa acero 2 [inch]
Espesor capa asbesto 0,5 [inch]
Espesor refractario manto 15 [inch]
Espesor refractario cabezal 18 [inch]
Área boca gas 6 [m]
Anexo G: Constante de transferencia de calor.
Acero 39 [Kcal/hmK]
Asbesto 0,097 [Kcal/hmK]
Refractario Manto 1,5 [Kcal/hmK]
Refractario Cabeza 1,5 [Kcal/hmK]
Magnetita 1,4 [Kcal/hmK]
Emisividad sup. Radiante 0,45 [-]
Emisividad sup. Radiada 0,85 [-]
Anexo H: Cálculo pérdidas de calor Convertidor Peirce Smith.
• Pérdidas de calor por cabezales:
𝑄𝑐𝑎𝑏𝑒𝑧𝑎𝑙𝑒𝑠 = 𝑈 ∗ 𝐴 ∗ ∆𝑇°
𝐴 = 𝜋 ∗ 𝑟𝑒𝑥𝑡2 = 𝜋 ∗ (𝑟𝑖𝑛𝑡𝑒𝑟𝑖𝑜𝑟 + 𝜀𝑎𝑐𝑒𝑟𝑜 + 𝜀𝑎𝑠𝑏𝑒𝑠𝑡𝑜 + 𝜀𝑟𝑒𝑓𝑟𝑎𝑐𝑡𝑎𝑟𝑖𝑜 𝑚𝑎𝑛𝑡𝑜) = 17,349 [𝑚2]
𝑈 =1
∑ (𝜀𝑘
)𝑖
= 2,288 [𝑘𝑐𝑎𝑙
ℎ ∗ 𝑚2 ∗ °𝐾]
𝑄𝑐𝑎𝑏𝑒𝑧𝑎𝑙 = 641,8 [𝑘𝑐𝑎𝑙
𝑚𝑖𝑛]
• Pérdidas de calor por manto:
𝑄𝑚𝑎𝑛𝑡𝑜 = 𝑈 ∗ 𝐴 ∗ ∆𝑇°
1
𝑈 ∗ 𝐴= ∑ (
𝜀
𝐴 ∗ 𝑘)
𝑖= = 0,1668
𝑄𝑚𝑎𝑛𝑡𝑜 = 5.814,1 [𝑘𝑐𝑎𝑙
𝑚𝑖𝑛]
• Pérdidas por radiación:
𝑄𝑟𝑎𝑑𝑖𝑎𝑐𝑖𝑜𝑛 = 𝜖 ∗ 𝐴 ∗ 𝑓12 ∗ (𝑇𝑟𝑎𝑑𝑖𝑎𝑛𝑡𝑒4 − 𝑇𝑟𝑎𝑑𝑖𝑎𝑑𝑎
4 )
𝐴 = 2 ∗ 𝐿𝑖𝑛𝑡𝑒𝑟𝑖𝑜𝑟 ∗ 𝑟𝑖𝑛𝑡𝑒𝑟𝑖𝑜𝑟 (𝑠𝑢𝑝𝑜𝑛𝑖𝑒𝑛𝑑𝑜 𝑡𝑎𝑟𝑟𝑜 𝑙𝑙𝑒𝑛𝑜 𝑎 𝑙𝑎 𝑚𝑖𝑡𝑎𝑑)

121
𝑓12 =1
10,4 +
1𝜖𝑟𝑎𝑑𝑖𝑎𝑛𝑡𝑒 − 1 +
𝐴𝑟𝑎𝑑𝑖𝑎𝑛𝑡𝑒
𝐴𝑟𝑎𝑑𝑖𝑎𝑑𝑎∗ (
1𝜖𝑟𝑎𝑑𝑖𝑎𝑛𝑡𝑒 − 1)
= 0,206
𝑄𝑟𝑎𝑑𝑖𝑎𝑐𝑖𝑜𝑛 = 31.170,3 [𝑘𝑐𝑎𝑙
𝑚𝑖𝑛]
• Pérdidas totales de calor:
𝑄𝑝é𝑟𝑑𝑖𝑑𝑎𝑠 = 38.268 [𝑘𝑐𝑎𝑙
𝑚𝑖𝑛] = 55.105,9 [
𝑀𝑐𝑎𝑙
𝑑𝑖𝑎]
Anexo I: Cálculo transferencia de calor en Campana CT.
Transferencia de calor por agua de servicio:
Agua servicio – Campana MAGA CT
Flujo agua 6.476 l/min
Temperatura entrada 46,16 °C
Temperatura de salida 52,06 °C
Cp agua 75,229 J/mol K
18,055 Cal/mol K
Densidad agua 1000 Kg/m3
𝑄𝑎𝑔𝑢𝑎 𝑠𝑒𝑟𝑣𝑖𝑐𝑖𝑜 = 𝐹𝑎𝑔𝑢𝑎 ∗ 𝑐𝑝 ∗ ∆𝑇
𝑄𝑎𝑔𝑢𝑎 𝑠𝑒𝑟𝑣𝑖𝑐𝑖𝑜 =21.567.496 ∗ 18,055 ∗ (52,06 − 46,16)
106= 2.297,5 [
𝑀𝑐𝑎𝑙
ℎ]
Anexo J: Transferencia de calor por pérdidas de calor en campana:
Dimensiones Campana CT
L1 – L2 4,8 x 9,746 [m2]
L3 5,2 x 9,746 [m2]
L4 5,239 x 5,2 [m2]
L5 5,2 x 4,8 [m2]
Área total 194,99 [m2]
Emisividad (ϵ) 0,7 [-]
Constante de Boltzman (σ) 5,67 x 10-8 J/m2*s*K4
Temperatura superficial 318 °K
Temperatura ambiental 293 °K
𝑄𝑝𝑒𝑟𝑑𝑖𝑑𝑎𝑠 = 𝜖 ∗ 𝜎 ∗ 𝐴 ∗ (𝑇𝑠𝑢𝑝𝑒𝑟𝑓𝑖𝑐𝑖𝑎𝑙 4 − 𝑇𝑎𝑚𝑏𝑖𝑒𝑛𝑡𝑒
4 )
𝑄𝑝𝑒𝑟𝑑𝑖𝑑𝑎𝑠 =0,7 ∗ 5,67𝑥10−8 ∗ 194,99 ∗ (3184 − 2934) ∗ 0,24 ∗ 3600
106= 20 [
𝑀𝑐𝑎𝑙
ℎ]
De aquí se obtiene que:
𝑄 𝑎𝑔𝑢𝑎 𝑠𝑒𝑟𝑣𝑖𝑐𝑖𝑜 ≫≫≫≫≫ 𝑄 𝑝𝑒𝑟𝑑𝑖𝑑𝑎𝑠

122
Anexo K: Simulación del modelo.
La validación del modelo se realiza simulando 100 condiciones operacionales en
donde se comparan con los datos reales obtenidos de la base de datos de la
fundición.
La simulación se hizo bajo las siguientes condiciones operacionales:
• Flujo de concentrado seco alimentado a CT1 y CT2.
• Temperatura de Metal Blanco CT1 y CT2.
• Temperatura de Escoria CT1 y CT2.
• Enriquecimiento Oxígeno CT1 y CT2.
• Temperatura CPS.
• Temperatura salida Sonic CT1 y CT2.
• Flujo de efluente ETP1 y ETP2.
1. Flujo de aire y oxígeno CT: Como se aprecia en la figura, el modelo se
acerca a las condiciones de operación reales del Convertidor Teniente.
Figura 84: Aire y Oxígeno CT1. Real – Modelo.
Figura 85: Aire y Oxigeno CT2. Real – Modelo.
0
5.000
10.000
15.000
20.000
25.000
30.000
35.000
40.000
45.000
0 20 40 60 80 100 120
[Nm
3/h
]
[día]
Aire y Oxígeno CT1
Tobera CT1 real Tobera CT1 modelo Oxigeno CT1 real Oxigeno CT1 modelo
0
5.000
10.000
15.000
20.000
25.000
30.000
35.000
40.000
45.000
0 20 40 60 80 100 120
[Nm
3/h
]
[día]
Aire y Oxígeno CT2
Tobera CT2 real Tobera CT2 modelo Oxigeno CT2 real Oxigeno CT2 modelo

123
2. Carga fría CT: Debido a que el modelo estima el consumo de carga fría de
los Convertidores Teniente en función de la Temperatura de metal blanco, escoria
y gases, existe una diferencia entre carga fría real utilizada y carga fría estimada ya
que la temperatura utilizada en el modelo es un promedio de los datos operacionales
obtenidos. A pesar de esto, se considera que los resultados arrojados por el modelo
se encuentran en un rango aceptable para la planta.
Figura 86: Carga Fría CT1. Real – Modelo.
Figura 87: Carga Fría CT2. Real – Modelo.
3. Metal Blanco CT: En este caso, el modelo difiere bastante con los datos
reales, debido a factores relacionados con los errores de medición realizados en el
proceso, además de retornos que se encuentran subestimados.
La descarga de metal blanco y escoria del Convertidor se hace a través de un pasaje
que va llenando tazas de 400 ft3 y 500 ft3 de capacidad respectivamente.
Desde aquí se arrastran ciertos factores que influyen en el error del modelo como,
por ejemplo:
0
100
200
300
400
500
600
0 20 40 60 80 100 120
[tp
d]
[día]
CARGA FRÍA CT1
CF CT1 real CF CT1 modelo
0
100
200
300
400
500
600
700
0 20 40 60 80 100 120
[tp
d]
[día]
CARGA FRÍA CT2
CF CT2 real CF CT2 modelo

124
• El modelo estima que todo el concentrado seco fundido se transforma en
cobre moldeado durante el día de operación.
• El nivel de llenado de la taza se estima visualmente por el operario.
• La producción de metal blanco y escoria depende de la ley de cobre de
ambos productos.
• Se considera que la masa contenida en una taza de metal blanco y de escoria
equivale a 38 toneladas para ambos casos. Sin embargo, esta depende del
nivel del llenado y además de la densidad del producto, el cual a su vez
depende de la cantidad de magnetita que contiene.
Figura 88: Metal blanco CT. Real – Modelo.
4. Carga Fría CPS: Al igual que en el Convertidor Teniente, el modelo calcula
la carga fría CPS en función de la temperatura de las fases del horno. Los datos
recolectados muestran un promedio de las temperaturas del horno cuando estas se
encuentran por sobre los 1200 °C.
Figura 89: Carga Fría CT. Real – Modelo.
0
500
1000
1500
2000
2500
3000
3900 4000 4100 4200 4300 4400 4500 4600
[tp
d]
[tpd concentrado fundido]
Metal Blanco CT
M.B real M.B modelo
0
50
100
150
200
250
300
350
400
0 20 40 60 80 100 120
[tp
d]
[día]
CF CPS
CF CPS real CF CPS modelo

125
5. Soplado CPS: El flujo de soplado CPS depende de la carga de metal blanco
al horno. Debido a que el modelo responde con cierto error con respecto a la
realidad, el error se arrastra a este resultado.
Figura 90: Flujo de aire CPS. Real – Modelo.
El modelo estima las horas de soplado en función del número de cargas y el tiempo
de soplado para cada una de ellas. A diferencia de la realidad, el tiempo de soplado
de los Convertidores Peirce Smith depende de las consideraciones de cada
operador.
Figura 91: Hora soplado CPS. Real – Modelo.
6. Cobre Blíster CPS: Al igual que el metal blanco, el cobre blíster también se
descarga y transporta a través de tazas, en donde el operador es el que estima el
tonelaje en movimiento.
Además, debido a que el Convertidor Peirce Smith trabaja en forma batch, procesa
metal blanco producido en días anteriores, por lo que la comparación diaria que se
hace no es completamente válida.
0
5.000
10.000
15.000
20.000
25.000
30.000
35.000
40.000
45.000
0 20 40 60 80 100 120 140
[Nm
3/h
]
[día]
Flujo de aire CPS
Flujo aire CPS real Flujo aire CPS modelo
0
5
10
15
20
25
30
35
40
45
50
0 20 40 60 80 100 120 140
[ho
ras/
día
]
[día]
Hora soplado
Hora soplado Real Hora soplado modelo

126
Figura 92: Producción cobre blíster. Real – Modelo.
7. Cobre Moldeado: Al igual que el Convertidor Peirce Smith, los anódicos
funcionan forma discontinua procesando cargas de días distintos, por lo que los
datos obtenidos no reflejan la producción diaria en función del concentrado seco
alimentado a los Convertidores Teniente.
Figura 93: Cobre Moldeado. Real – Modelo.
8. Escoria Botadero: La escoria estimada por el modelo difiere con respecto a
la realidad de la planta debido a que arrastra el error que posee el Convertidor
Teniente con respecto a la producción de escoria CT.
0
200
400
600
800
1000
1200
1400
1600
1800
0 20 40 60 80 100 120
[tp
d]
[día]
Cobre Blister
Cobre Blister real Cobre blister modelo
0
500
1.000
1.500
2.000
2.500
3.000
0 20 40 60 80 100 120
[tp
d]
[día]
Cobre moldeado
Moldeado real Moldeado modelo

127
Figura 94: Escoria Botadero. Real – Modelo.
9. Temperatura Campana CT: La temperatura de los gases a la salida de la
campana depende principalmente del flujo de aire de dilución. En este caso el
modelo responde con bastante precisión a la temperatura en cuestión, por lo que
permitiría estimar el porcentaje de dilución de las campanas de los convertidores.
Figura 95: Temperatura Campana CT1. Real – Modelo.
Figura 96: Temperatura campana CT2. Real – Modelo.
0
500
1.000
1.500
2.000
2.500
3.000
3.500
0 20 40 60 80 100 120
[tp
d]
[día]
Escoria Botadero
Escoria botadero real Escoria botadero modelo
0
100
200
300
400
500
600
700
800
0 20 40 60 80 100 120
[tem
per
atu
ra]
[día]
Temperatura salida campana CT1
Real Modelo
0
100
200
300
400
500
600
700
800
900
0 20 40 60 80 100 120 140
[tem
per
atu
ra]
[día]
Temperatura salida campana CT2
Real Modelo

128
10. Flujo de agua Sonic CT: El flujo de agua requerido por el sistema de
enfriamiento evaporativo depende del set point que fije el operador para la
temperatura de los gases a la salida del sistema, de las infiltraciones y de la
temperatura de entrada de los gases al enfriador.
Figura 97: Flujo de agua Sonic CT1. Real – Modelo.
Figura 98: Flujo de agua Sonic CT2. Real – Modelo.
11. Flujo de gas PLG: El modelo responde con bastante precisión al flujo de
gases enviados a cada Planta de Limpieza de Gases.
Figura 99: Flujo de gas a PLG. Real – Modelo.
0
100
200
300
400
500
0 20 40 60 80 100 120 140
[m3 /
dia
]
[día]
Sonic CT1
Real Modelo
0
100
200
300
400
500
600
0 20 40 60 80 100 120 140
[m3 /
dia
]
[día]
Sonic CT2
Real Modelo
100.000
150.000
200.000
250.000
300.000
0 20 40 60 80 100 120 140
[Nm
3/h
]
[día]
Gas PLG
Gas PLG1 real Gas PLG1 modelo Gas PLG2 real Gas PLG2 modelo

129
12. Porcentaje de SO2: Como se observa, el modelo responde con bastante
precisión a la variable seleccionada.
Figura 100: Concentración de SO2 PLG1. Real – Modelo.
Figura 101: Concentración SO2 PLG2. Real – Modelo.
13. Producción de ácido:
Figura 102: Producción de ácido plantas. Real – Modelo.
0,00%
2,00%
4,00%
6,00%
8,00%
10,00%
12,00%
0 20 40 60 80 100 120 140
[%]
[dia]
% SO2 PLG1
% SO2 PLG1 real % SO2 PLG1 modelo
0,00%
2,00%
4,00%
6,00%
8,00%
10,00%
12,00%
0 20 40 60 80 100 120 140
[%]
[dia]
% SO2 PLG2
% SO2 PLG2 real % SO2 PLG2 modelo
3.400
3.500
3.600
3.700
3.800
3.900
4.000
4.100
4.200
0 20 40 60 80 100 120 140
[tp
d]
[día]
Producción total H2SO4
Producción total ácido real Producción total ácido modelo

130
14. Captura de azufre: De acuerdo con la captura de azufre el modelo responde
dentro de un rango aceptable, sin embargo, según el gráfico se puede intuir que la
captura de azufre depende de la eficiencia de captura de gases en las campanas
de los hornos. En el punto 5.3 se evaluará esta situación.
Figura 103: Captura de azufre. Real – Modelo.
15. Producción de Residuo Arsenical:
Figura 104: Residuo arsenical. Real – Modelo.
86%
88%
90%
92%
94%
96%
98%
100%
102%
0 20 40 60 80 100 120
[%]
[día]
Captura de azufre
Real Modelo
0
10
20
30
40
50
60
70
80
90
100
0 20 40 60 80 100 120 140
[tp
d]
[día]
Residuo Arsenical
Real Modelo

131
Anexo L: Metodología de uso del modelo.
Construcción del modelo:
La herramienta utilizada para el desarrollo del modelo fue Excel, considerando 20
iteraciones para cada cálculo.
Al abrir el archivo “Modelo Fundición Caletones – PTE”, se encontrará un libro con
23 hojas de cálculo, las cuales se enumeran a continuación:
1. Resumen: Contiene el proceso generalizado de la fundición indicando
valores importantes de cada corriente, por ejemplo; flujo, temperatura,
concentración, producción, etc. Además, se encuentra la fijación total de azufre y
arsénico.
2. CT1 y CT2: Hojas de cálculo independientes entre sí que contiene las
condiciones de operación de los Convertidores Teniente, partiendo de las toneladas
procesadas y su respectiva composición. Cabe destacar que se considera la misma
composición química para el concentrado procesado en ambos convertidores.
3. CPS: Contiene las condiciones de operación del modelo en cuanto a carguío,
horas de soplado, producción, etc. Es importante destacar que para efectos del
modelo se considera que sólo 1 CPS procesa todo el metal blanco producido por
los Convertidores Teniente.
4. HA: Contiene las condiciones de operación de los Hornos Anódicos y se
considera que 1 Horno procesa todo el blíster producido por los CPS’s.
5. PTE: Detalla la composición y flujo del concentrado de escoria producido en
función de la recuperación y leyes de cobre estimadas.
6. MAGA CT1 y MAGA CT2: Detalla información sobre el acondicionamiento
de los gases CT y las características del flujo de gases enviado a las PLG’s.
7. MAGA CPS1, CPS2 y CPS4: Detalla información sobre el acondicionamiento
de los gases CPS’s considerando que las condiciones operativas de los MAGA
CPS1 y CPS2 son similares mientras que la del MAGA CPS4 funciona distinto.
8. Resumen MAGA: Muestra un resumen de las líneas de Manejo de Gases
informando sobre características esenciales para el proceso, como lo son: Flujo de
gas, concentración de SO2, Temperatura y Concentración de Polvos.
9. PLG1 y PLG2: Detalla información sobre la producción de ácido sulfúrico y
formación de efluente.
10. Resumen PLG: Contiene las condiciones operativas de las Plantas de
Limpieza de Gases, muestra la capacidad de cada planta para procesar el gas
enviado y muestra detalladamente la fijación de azufre tanto ácido como en sólidos.
11. ETP1 y ETP2: Entrega información sobre la producción de RESPEL y
requerimientos de reactivos químicos para el procesamiento del efluente producido
por las Plantas de Limpieza de Gases. Además, muestra un detalle de las fijaciones
de arsénico en residuo peligroso y en sólidos.

132
12. Resumen ETP: Muestra los requerimientos de la planta para el
procesamiento de efluentes.
13. Balance de energía CT1, CT2 y CPS: Detalla el balance energético de cada
horno. Esta hoja no es modificable ya que depende de CT1, CT2 y CPS
respectivamente.
14. Iteraciones MAGA: Estima las temperaturas intermedias de las corrientes
asociadas a cada MAGA en función del intercambio de energía que realizan.
A continuación, se detallan las instrucciones de uso del Modelo Fundición
Caletones.
Tanto para el “Modelo fundición Caletones – HLE” como para el “Modelo Fundición
Caletones – PTE”, solo podrán modificarse las celdas que se encuentran en color
rojo.

133
Convertidor Teniente (CT) 1. Base de cálculo: En la celda B3 de la hoja de cálculo CT1 y CT2 es posible
modificar la cantidad de concentrado fundido que procesa cada uno de los
Convertidores de forma independiente.
2. Composición Mineralógica del Concentrado: Tanto para el Convertidor
Teniente Nº 1 y Nº 2 la composición del mineral procesado es la misma y sólo podrá
modificarse en la hoja de cálculo CT1, celdas C13 a C27.
3. Composición Química del Concentrado: Esta tabla no es modificable y
calcula la composición en peso de Cobre, Fierro, Azufre, Arsénico y Sílice en función
del concentrado alimentado.
4. Descomposición del arsénico: Tabla no modificable. Muestra las toneladas
por día de los productos de la descomposición asumiendo que ocurre en un 100%.
5. Fusión y Reacción del Concentrado: Tabla no modificable. Muestra las
toneladas por día de los productos de reacción del concentrado y su respectivo calor
de reacción. En esta sección se asume una conversión del 100%.
6. Fracción de Descomposición: La celda B54 fija la cantidad de Cu2S que es
arrastrada a la escoria mientras que la celda B56 fija la cantidad de FeS que se
oxida a Fe3O4. Estos valores se fijan de forma independiente tanto para CT1 como
para CT2.
7. Reacción de oxidación: Esta tabla no es modificable y muestra las
toneladas por día de producto de reacción además del calor de reacción producido.
8. Formación de escoria: Tabla no modificable. Indica la producción diaria de
fayalita y su correspondiente calor de reacción.
9. Indicadores: En la primera parte de la construcción del modelo CT se
considera que el metal blanco, escoria y gases son producidos sólo por efecto de
las reacciones de oxidación que se producen en el concentrado inyectado. Por lo
tanto, la celda B78 fija la ley de cobre que se desea obtener en el metal blanco
durante esta etapa. Cabe destacar que esta condición es independiente para las
hojas de cálculo CT1 y CT2.
Además, la celda B81 fija la relación Fe/SiO2 en la escoria mientras que la B85 fija
la pureza del fundente. Estos datos determinarán la cantidad cuarzo como fundente
requerido en el proceso. Es importante destacar que estos indicadores son
independientes para el CT1 y CT2.
Las celdas B86, B87 y B88 fijan la distribución de arsénico en las 3 fases del horno,
estas celdas solo podrán ser modificadas en la hoja del cálculo CT1 y regirán para
todo el arsénico que ingrese al convertidor.
10. Metal blanco de concentrado fundido: Tabla no modificable. Muestra la
composición del metal blanco producido sólo por las reacciones del concentrado
fundido. Está construido considerando que sólo contiene sulfuros de cobre y fierro
y óxido de arsénico. Se calcula en base al porcentaje de Cu2S contenido en el metal
blanco (calculado en la celda B55), la ley de cobre fijada en la celda B78 y la

134
distribución de arsénico fijada en la celda B86. El resto de la masa corresponde a
FeS que no se oxidó. Estas condiciones son fijadas sólo para CT1.
11. Escoria de concentrado fundido: Tabla no modificable. Muestra la
composición de la escoria producida sólo por las reacciones del concentrado
fundido. Se construye en función del porcentaje de Cu2S que es arrastrada a la
escoria (fijado en la celda B54), la relación Cu2S/FeS del metal blanco (para estimar
la cantidad de FeS que no reaccionó y se arrastra a la escoria) y considerando que
los óxidos producidos por las reacciones y el resto de los componentes provenientes
del concentrado son arrastrados a la escoria.
12. Balance de masa de concentrado fundido: Tabla no modificable. Balance
general de masa que considera los requerimientos de oxígeno y fundente que se
necesitan para la fusión y oxidación del concentrado definido en la celda B3,
además de los productos de reacción.
13. Aire y Oxígeno: Estima el flujo de aire de soplado en función del
requerimiento de oxígeno para las reacciones de oxidación (celda B111). Considera
el aire de inyección (K127), aire anular (K128), eficiencia del O2 en el baño (C129)
y enriquecimiento (C130) como variables modificables en CT1 y CT2. La pureza del
O2 industrial se define en la celda C129 de la hoja de cálculo CT1.
El coeficiente de oxigeno es una variable no modificable que depende del oxígeno
requerido para llevar a cabo las reacciones definidas en los puntos 5 y 7 y del
concentrado alimentado al Convertidor definido en la celda B6.
14. Gases por boca: Los gases producidos por las reacciones de oxidación
(SO2) se liberan por la boca del convertidor junto con el resto de los gases
inyectados al sistema (oxígeno y nitrógeno provenientes del aire, impureza del
oxígeno industrial y aire g-g definido en la celda B143 de CT1 y CT2).
El modelo considera que parte del As2O3 que se encuentra en los gases se dirige
hacia los polvos que son arrastrados por los mismos gases. Este valor se puede
modificar en la celda K152 sólo en la hoja de cálculo CT1.
15. Balance de energía: El balance de energía de CT1 y CT2 se realiza con el
supuesto de que los reactivos ingresan y reaccionan a 25° C, y con el calor de
reacción liberado (celda N164) se eleva la temperatura de los productos hasta la
temperatura de la fase.
Para efectos del modelo se fija la temperatura de cada fase del convertidor en las
celdas H160, H166 y H179 para cada CT y se calcula el calor requerido por el metal
blanco, escoria y gases (N165, N166, N167).
Las celdas N169 y N170 son variables no modificables que se calculan en la hoja
de cálculo Balance de energía CT, según corresponda.
Desde aquí se calcula el exceso o déficit de calor que contiene el horno (N167) y
con la variable J227 (que estima la energía necesaria para fundir el concentrado de
escoria retornado) definida en el punto 18 se calcula nuevamente la energía neta
del convertidor.

135
16. Composición mineralógica del concentrado de escoria: Tabla no
modificable en CT1 y CT2 ya que viene definida por las condiciones de operación
de la Planta de Tratamiento de Escorias en la hoja de cálculo PTE. Desde la hoja
de cálculo PTE se estima el flujo de concentrado de escoria producido (celda B189),
en función de la recuperación de la planta y las leyes de producto fijadas.
El modelo considera que el concentrado de escoria actúa como carga fría dentro
del Convertidor Teniente y no reacciona dentro de él, por lo tanto, no existe calor de
reacción asociada a este retorno. Además, se asume que el concentrado de escoria
retornado al horno se distribuye entre metal blanco (de concentrado de escoria) y
escoria (de concentrado de escoria) de acuerdo con los componentes definidos en
los puntos 10 y 11.
Por último, se considera que el arsénico que ingresa con el concentrado de escoria
se distribuye según las celdas B86, B87 y B88.
17. Composición química del concentrado de escoria: Tabla no modificable.
Muestra principalmente la ley de cobre que tiene el concentrado de escoria. Esta
tabla se detalla en la hoja de cálculo PTE.
18. Balance de energía concentrado de escoria: Tabla no modificable. En la
celda J227 se muestra la energía requerida para fundir el concentrado de escoria
retornado (celda B189). Este valor es calculado en la hoja de cálculo Balance de
energía CT1 y Balance de energía CT2, según corresponda.
19. Carga fría (CF): La composición mineralógica de la carga fría se define en
las celdas B191 a B200 en la hoja de cálculo CT1. Desde aquí se estima la energía
requerida para fundir una tonelada de carga fría y posteriormente utilizando la celda
N173 (que calcula la energía neta del convertidor) estimar la cantidad de carga fría
requerida en el proceso (celda B247).
El modelo considera que la CF incorporada a los Convertidores Teniente no
reacciona dentro del horno, por lo tanto, no produce calor de reacción y sólo se
utiliza para balancear térmicamente el sistema. Además, se considera que la carga
fría alimentada se distribuye entre metal blanco y escoria considerando los mismos
componentes definidos en los puntos 10 y 11.
Por último, se define que el arsénico proveniente de la carga fría se distribuye entre
metal blanco, escoria y gases de acuerdo con la distribución definida en las celdas
B86, B87 y B88.
20. Retornos líquidos: El modelo considera que la escoria producida en los
CPS’s y Hornos Anódicos es devuelta al Convertidor Teniente en un porcentaje
definido en sus respectivas hojas de cálculo.
Para efectos del modelo estas corrientes sólo aportan masa y cuando ingresan al
horno se distribuyen entre metal blanco y escoria según los componentes definidos
en los puntos 10 y 11.
En la celda B294 se define el porcentaje de arrastre de Cu2O (proveniente de los
retornos) a la escoria formada. Solo se puede modificar en la hoja de cálculo CT1.

136
Se considera también la sobre oxidación de cobre metálico en óxido de cobre y su
posterior reacción con FeS para formar Cu2S y FeO. La reacción de formación de
calcosina incluye como reactivo al Cu2O proveniente de los retornos líquidos.
21. Metal blanco y escoria: Tabla no modificable. Muestra un segundo balance
de metales del proceso considerando los productos formados por las reacciones del
concentrado, la adición de concentrado de escoria, carga fría y retornos líquidos.
22. Arrastre de polvos: El modelo considera que los polvos arrastrados por los
gases del Convertidor Teniente son formados por metal blanco y escoria.
En la celda G411 de la hoja de cálculo CT1 se define el porcentaje de arrastre de
polvos con respecto a los productos metal blanco y escoria del punto 21. La celda
B418 calcula las toneladas por día de polvos que son arrastrados por el convertidor.
Mientras que la celda B411 define la fracción de metal blanco que es arrastrada.
23. Metal blanco y escoria: Tabla no modificable. Muestra un balance
intermedio de metales, considerando los productos del punto 21 y las salidas de
producto del punto 22.
24. Producción de carga fría: En la Fundición de Caletones la carga fría
utilizada en los hornos proviene del material circulante de la planta (fondos de tazas,
ánodos rechazados, etc.) es decir, parte del concentrado fundido que ingresa al
Convertidor.
Para efectos del modelo, la carga fría utilizada en el punto 19 proviene de una
alimentación anexa al concentrado fundido, por lo que es necesario producirla
desde el metal blanco y escoria obtenidos en el punto 23.
En la celda B473 se define el porcentaje de metal blanco que compone la carga fría
a producir, con el objetivo de alcanzar la ley de cobre considerada en la celda E261.
25. Descarga final CT: Tabla no modificable. Muestra la descarga real del
Convertidor considerando concentrado fundido, concentrado de escoria, carga fría
y retornos líquidos que se distribuyen entre metal blanco y escoria, además de
oxígeno y fundente como inputs y metal blanco, escoria, gases, polvos y carga fría
producida como outputs.
26. Balance de masa general: Tabla no modificable. Muestra el balance de
masa general, azufre y arsénico dentro del Convertidor Teniente.

137
Convertidor Peirce Smith (CPS) 1. Metal blanco producto CT: En la celda B6 se fija la masa contenida en una
taza de metal blanco mientras que en la celda B8 se definen las tazas que es capaz
de procesar un Convertidor. De esta manera se obtiene el tonelaje procesado por
carga y por consiguiente la cantidad de cargas diarias (celda B10) necesarias para
procesar todo el metal blanco producido por los CT1 y CT2 (celda B5).
En la celda B12 se define el tiempo de soplado por carga para así calcular las horas
de soplado diarias requeridas para el procesamiento de todo el metal blanco
producido.
2. Carga CPS: El modelo considera que los polvos son arrastrados durante la
alimentación de metal blanco al Convertidor. En la celda L17 se define el porcentaje
de polvos arrastrados con respecto al tonelaje a procesar calculado en la celda B9.
Se obtiene la carga real al convertidor en la celda B26.
3. Fracción de descomposición: La celda B32 fija la cantidad de FeS que se
oxida a magnetita, B34 fija el porcentaje de calcosina que se oxida a cobre metálico,
B35 define cuanta calcosina se oxida a oxido de cobre.
4. Conversión: Tabla no modificable. Muestra las reacciones de oxidación que
experimenta el metal blanco y su respectivo calor de reacción.
5. Indicadores: La celda B51 fija la ley del cobre blíster requerida, mientras que
las celdas B52 a B56 fijan los arrastres de componentes a cada fase.
6. Cobre blíster: Producción de cobre blíster considerando el metal blanco
procesado y el arrastre de polvos a los gases.
Se considera que el Cu2S remanente se disuelve en cobre y azufre siempre cuando
se valor sea menor a 0,8% según lo indica la figura N°33 “Diagrama de equilibrio
Cu-S”.
Se considera que durante el movimiento del cobre blíster hasta los hornos anódicos,
este se oxida en la superficie aumentando el oxígeno disuelto contenido. Por lo
tanto, el modelo ajusta la cantidad de oxígeno disuelto en el cobre blíster en la celda
B67 con el objetivo de alcanzar la composición obtenida mediante análisis químicos.
7. Escoria mazamorra: Tabla no modificable. Muestra la escoria mazamorra
producida por el carguío real al CPS calculado en la celda B26.
8. Arrastre de cobre en blíster: Se considera que durante la descarga del
blíster existe un porcentaje de arrastre de escoria definido en la celda B75.
9. Balance de masa: Tabla no modificable. Muestra un balance previo del
sistema considerando sólo metal blanco y oxigeno como alimentación y blíster,
escoria mazamorra y gases como descarga.
10. Aire y oxígeno: Estima el flujo de aire de soplado en función del
requerimiento de oxígeno para las reacciones de oxidación. Considera eficiencia del
O2 en el baño (celda C120) y enriquecimiento (celda C124) como variables
modificables.

138
El coeficiente de oxigeno es una variable no modificable que depende del oxígeno
requerido para llevar a cabo las reacciones definidas en el punto 4 y la carga real
de metal blanco alimentada al convertidor (celda B26).
11. Gases por boca: Tabla no modificable. Muestra flujo y composición de los
gases obtenidos producto de reacción y de inyección de aire.
12. Balance de energía: El modelo supone que los reactivos (metal blanco a
1240 °C app) liberan energía con el objetivo de disminuir su temperatura hasta los
25°C para luego llevar a cabo la reacción de oxidación, posteriormente se utiliza la
energía liberada en la primera etapa y el calor de reacción para elevar la
temperatura de los productos hasta la temperatura de cada fase.
La temperatura de cada fase se define en las celdas G149, G161 y G170 con el
objetivo de calcular el calor requerido para elevar la temperatura de los productos
desde los 25 °C hasta la definida anteriormente.
En la celda M156 se calcula el calor de fusión-conversión asociado al supuesto
anteriormente descrito (disminución de temperatura, reacción y aumento de
temperatura). Mientras que en la celda C157 se asocian las pérdidas de calor en el
horno.
Finalmente, en la celda M158 se obtiene el exceso o déficit de calor por carga
contenido en el horno.
13. Carga fría (CF): La composición de la carga fría se define en las celdas C182
a C189. De esta manera se estima la energía requerida para fundir una tonelada de
carga fría y posteriormente calcular la carga fría por carga requerida (Celda B179).
El modelo considera que la carga fría alimentada se distribuye entre blíster (de carga
fría) y escoria (de carga fría).
14. Descarga CPS: Tabla no modificable. Muestra blíster y escoria mazamorra
producida en función del carguío de metal (celda B26) y adicionando la carga fría
alimentada (celda B179).
15. Producción de carga fría: En la Fundición de Caletones la carga fría
utilizada en los hornos proviene del material circulante de la planta (fondos de tazas,
ánodos rechazados, etc.) es decir, parte del concentrado fundido que ingresa al
Convertidor.
Para efectos del modelo, la carga fría utilizada en el punto 13 proviene de una
alimentación anexa al metal blanco, por lo que es necesario producirla desde el
metal blanco y escoria obtenidos en el punto 14.
En la celda B270 se define el porcentaje de blíster que compone la carga fría a
producir, con el objetivo de alcanzar la ley de cobre considerada en la celda E191.
16. Descarga final CPS: Tabla no modificable. Muestra la descarga real del CPS
considerando metal blanco, carga fría y oxigeno como inputs y blíster, escoria
mazamorra, polvos y producción de carga fría como outputs.

139
17. Retornos líquidos a CT: Se considera que la escoria mazamorra con un alto
contenido de cobre es devuelta a los Convertidores Tenientes es una razón definida
en la celda B309.
18. Balance de masa general: Tabla no modificable. Muestra el balance general
de masa, azufre y arsénico en el horno.

140
Horno Anódico (HA) 1. Carga horno anódico: En la celda B6 se fija la cantidad de tazas por carga
que procesa un horno anódico.
2. Escoriado: El modelo considera que después del carguío del cobre blíster al
horno anódico se retira totalmente la escoria, la cual está formada por la mayor parte
de óxidos de fierro, sílice, cobre y arsénico.
De acuerdo con la distribución de arsénico, se considera que este se distribuye entre
ánodo y escoria, este valor puede ser fijado en la celda B26.
3. Oxidación: Muestra las reacciones de oxidación que ocurren en esta etapa.
El modelo supone un grado de oxidación de S disuelto a SO2 (celda B40) con el
objetivo de cumplir el análisis químico del proceso al final de la etapa de oxidación.
Por su parte la celda B41 estima el exceso de oxigeno que se debe inyectar al horno
con el objetivo de cumplir el análisis químico del proceso al final de la etapa de
oxidación. Este valor se calcula mediante el complemento de Excel solver,
estableciendo como objetivo la celda F55, con el valor que se desea obtener y
cambiando la celda B41.
4. Reducción: Muestra las reacciones de reducción que ocurren en esta etapa.
El modelo supone un grado de reducción del oxígeno (celda B60) con el objetivo de
cumplir las especificaciones requeridas para el cobre anódico. Este valor se calcula
mediante el complemento de Excel solver, en donde se establece como objetivo la
celda F85, con el valor que se desea obtener, cambiando la celda B60.
5. Requerimiento gas natural: Tabla no modificable. Calcula el requerimiento
de gas natural del proceso en función de la reducción definida en el punto 4.
6. Producto cobre anódico: Tabla no modificable. Muestra la producción de
cobre por carga, su respectiva ley y las especificaciones de azufre, oxígeno y
arsénico.
7. Gases a chimenea: Tabla no modificable. Muestra los gases emitidos por
chimenea.
8. Balance de masa: Tabla no modificable. Muestra el balance general por
carga del horno anódico.
9. Retorno Líquido a CT: La escoria anódica es retornada al CT1 y CT2. En la
celda B117 se establece la razón de flujo que va a cada convertidor.

141
Planta de Tratamiento de Escorias (PTE) 1. Escoria CT: El modelo supone a la PTE como una caja negra en donde
ingresa la escoria producida por ambos Convertidores Tenientes y se obtiene
concentrado de escoria y relave final como productos. No se consideran etapas
intermedias como flotación y espesamiento.
2. Parámetros de diseño flotación: En la celda B28 se define la ley de cobre
del concentrado de escoria, mientras que en la celda B29 se define la ley de cobre
en el relave final. Con las ecuaciones N° 55 y 56 se calcula el flujo de concentrado
de escoria y relave final de las celdas B37 y B38 respectivamente.
3. Balance de masa flotación de escoria: La composición másica del
concentrado de escoria se define en las celdas C46 a C55. Mientras que la
composición del relave final resulta de la resta por componente de la escoria CT
menos el concentrado de escoria.
4. Concentrado de escoria a CT: En la celda B83 se define la razón de flujo
de concentrado de escoria que es devuelto a cada Convertidor teniente. El modelo
considera que el concentrado de escoria vuelve al convertidor a 25°C.

142
Resumen MAGA 1. Parámetros sistema batch CPS: Tabla no modificable. Muestra parámetros
operacionales del CPS que influyen en el manejo de gases CPS.
2. Gases sistema MAGA Convertidor Teniente: Tabla no modificable.
Muestra variables importantes del Manejo de Gases del Convertidor Teniente N° 1
y Convertidor Teniente N° 2.
3. Gases sistema MAGA Convertidor Peirce Smith: Tabla no modificable
salvo celdas B33, B34 y B35 que definen cuál de los CPS’s se encuentra soplando.
En esta sección la cantidad máxima de CPS’s soplando debe ser dos, de acuerdo
al supuesto anteriormente mencionado.
4. Total de gases fugitivos: Tabla no modificable. Muestra la cantidad de
gases fugitivos de todos los convertidores.

143
Manejo de Gases CT (MAGA CT) 1. Gases Convertidor Teniente: Tabla no modificable. Entrega el flujo de
gases del Convertidor Teniente y su respectiva composición. En las celdas J4, J5 y
J6 de la hoja de cálculo MAGA CT1, es posible definir la composición del aire que
será la misma para todas las hojas de cálculo MAGA.
2. Captación de gases por boca: La celda B4 fija la eficiencia de captación
que está relacionada con los gases fugitivos que la campana del horno no es capaz
de captar. Este valor es independiente para cada hoja de cálculo MAGA.
3. Gases en campana: En la celda B24 se define el factor de dilución de los
gases con aire atmosférico, mientras que en la celda L23 se fija la temperatura del
aire de dilución y se considera que tiene las mismas condiciones todas las hojas de
cálculo MAGA.
Con el calor de transferencia obtenido en el punto 4, es posible estimar la
temperatura de los gases a la salida de la campana a través de la hoja de calculo
iteraciones MAGA, utilizando la ecuación N° 62.
4. Transferencia de calor en campana: En esta sección se estima el calor
transferido con el agua de servicio y las pérdidas de calor en la campana. En las
celdas B44, B46 y B47 se fija el flujo de agua de servicio, temperatura de entrada al
sistema y temperatura de salida respectivamente.
En las celdas I44 a I47 se definen las dimensiones de la campana en cuestión.
Además, en las celdas B42, B55 y B56 se define la emisividad de la campana,
temperatura de la carcasa y temperatura ambiente respectivamente.
5. Enfriamiento evaporativo: En la celda J65 es posible definir la razón de
infiltración de aire con respecto a los gases de entrada al enfriador. Este valor es
independiente para cada hoja de cálculo MAGA CT.
La celda E71 indica la energía que el gas necesita transferir con el objetivo de
alcanzar la temperatura de salida fijada en la celda B93 (independiente para cada
MAGA CT).
El sistema Sonic del modelo considera aire industrial proveniente de la Planta de
Oxigeno y Nitrógeno y que tiene condiciones definidas en B80 (para cada hoja de
cálculo MAGA CT), C78, C79 y F78 y agua industrial a una temperatura definida en
la celda F82 en la hoja de cálculo MAGA CT1.
El modelo considera que la Fundición de Caletones se encuentra a 1.500 msnm a
una presión de 0,845 [bar] (celdas L78 y L79 respectivamente). Utilizando la carta
psicrométrica del anexo X se obtiene la temperatura de ebullición del agua en estas
condiciones y además el calor latente asociado. En la J80 se calcula el calor
requerido para evaporar el agua Sonic hasta la temperatura de salida de los gases.
De esta manera, es posible obtener el flujo de agua requerido para las condiciones
del proceso (celda C81).

144
Por otra parte, el modelo considera que, si la temperatura de los gases a la salida
del equipo es menor a la definida en la celda J86 de la hoja de cálculo MAGA CT1,
existe una conversión de SO2 a SO3 definida en la celda J87 de la hoja de cálculo
MAGA CT1. Se considera que este efecto se produce solo 1 vez dentro del sistema
MAGA.
Finalmente, se considera una recuperación de polvos definida en la celda C97 de la
hoja de cálculo MAGA CT1.
6. Precipitadores Electroestáticos: El modelo define una razón de infiltración
de aire en la celda J105 y la temperatura de los gases a la salida del precipitador en
la celda B124, con el objetivo de estimar la transferencia de calor del equipo.
En la celda B131 se define la eficiencia del Precipitador JOY. Para efectos del
modelo, la eficiencia se estimó en función de la cantidad de polvos recuperados por
las rastras del precipitador que se informan mensualmente en el balance de la
fundición.
7. Gases CT a PLG: En la celda D140 es posible definir la razón de infiltración
por ductos en la línea de conexión del MAGA CT con las PLG.
8. Polvos recuperados: Tabla no modificable. Muestra un resumen de los
polvos del MAGA CT.

145
Manejo de Gases CPS (MAGA CPS) Para efectos del modelo, se construyen dos hojas de cálculo iguales entre sí (MAGA
CPS1 y MAGA CPS2), las cuales simulan las condiciones de operación de los
MAGA CPS1, CPS2 y CPS3. Además, se construye una hoja de cálculo MAGA
CPS4 ya que esta construcción tiene condiciones de operación diferente a las
demás.
1. Gases Convertidor Peirce Smith: Tabla no modificable. Muestra el flujo
gases de un Convertidor Peirce Smith en función de los gases producidos por carga
y las horas de soplado del horno.
2. Captación de gases por boca: La celda B18 fija la eficiencia de captación
que está relacionada con los gases fugitivos que la campana del horno no es capaz
de captar.
3. Gases en campana: En la celda B28 se define el factor de dilución de los
gases con aire atmosférico. Este valor es independiente para cada MAGA CPS.
Con el calor de transferencia obtenido en el punto 4, es posible estimar la
temperatura de los gases a la salida de la campana a través de la hoja de cálculo
iteraciones MAGA, utilizando la ecuación N° 79.
4. Transferencia de calor en campana: En esta sección se estima el calor
transferido con el agua de servicio y las pérdidas de calor en la campana. En las
celdas B49, B51 y B52 se fija el flujo de agua de servicio, temperatura de entrada al
sistema y temperatura de salida respectivamente. Estos valores son independientes
para cada MAGA CPS.
En las celdas I56 a I59 se definen las dimensiones de la campana en cuestión, las
que se consideran iguales para MAGA CPS1 y MAGA CPS2. Además, en las celdas
B57, B60 y B61 se define la emisividad de la campana, temperatura de la carcasa
y temperatura ambiente respectivamente (independientes para cada MAGA CPS).
5. Sistema enfriamiento radiativo: El modelo considera que a través del
sistema de enfriamiento radiativo existe un considerable intercambio de calor de
carácter convectivo y radiativo desde el seno del gas hasta las paredes interiores
del equipo.
5.1. Precámara de enfriamiento (MAGA CPS 1 y MAGA CPS2): En la celda J73
es posible definir la razón de infiltración de aire a la precámara de forma
independiente para cada MAGA CPS.
De acuerdo con las pérdidas de calor de la precámara definidas en los puntos 5.1.1
y 5.1.2 se definen las celdas B86, L88 a L91, B101 y B102 para cada MAGA CPS y
considerando la posibilidad de formación de SO3, se estima la temperatura de salida
de la precámara con la ecuación N°89 en la hoja de cálculo iteraciones MAGA.
Por otra parte, se considera una recuperación de polvos en la precámara definida
en la celda C135 independiente para cada MAGA.

146
Precámara de enfriamiento (MAGA CPS4): En la fundición de Caletones la
precámara del MAGA CPS4 cuenta con un sistema sonic que permite enfriar el gas
a través de la evaporación de agua, sin embargo, cuando este sistema no funciona
el enfriamiento del gas se produce por transferencia de calor por convección y
radiación.
En la hoja de cálculo MAGA CPS4 celda B73 es posible definir que tipo de
transferencia utilizará el equipo. En el caso de utilizar el sistema Sonic, el modelo
trabajará de la manera descrita en el punto N° 5 del Manejo de gases CT,
condicionando la celda B148 que entrega la temperatura de los gases a la salida de
la precámara.
5.2. Liras: Se define la razón de infiltración de aire en las liras, además de las
dimensiones del equipo y las temperaturas de las paredes internas asociadas. El
modelo calcula la temperatura de los gases a la salida de las liras en la hoja de
cálculo iteraciones MAGA y la entrega en la celda B198 para MAGA CPS1 y CPS2
y en la celda y B217 para MAGA CPS4.
5.3. Cámara de enfriamiento: Se define la razón de infiltración de aire en la
cámara, además de las dimensiones del equipo y las temperaturas de las paredes
internas asociadas. El modelo calcula la temperatura de los gases a la salida de la
campana en la hoja de cálculo iteraciones MAGA y la entrega en la celda B259 para
MAGA CPS1 y CPS2 y en la celda y B277 para MAGA CPS4.

147
Precipitadores Electroestáticos (PP.EE CPS) Los precipitadores electrostáticos MILJO reciben todo el flujo producido por los
CPS’s, considerando la fracción de tiempo que sopla un CPS y cuando soplan dos.
Desde los precipitadores electrostáticos en adelante el modelo secciona la situación
anteriormente mencionada en caso 1 y caso 2:
Caso 1: Considera la fracción de tiempo en donde sopla un CPS.
Caso 2: Considera la fracción de tiempo en donde soplan dos CPS’s.
1. Gases salida cámara CPS: Tabla no modificable. Considera los
convertidores que se encuentran soplando definidos en la hoja de cálculo resumen
MAGA.
2. Flujo total de gases a PP.EE: En el Manejo de Gases CPS existen dos
precipitadores en paralelo que procesan todo el flujo de gas proveniente de los CPS.
Es por esto que en la celda B64 es posible definir la razón de flujo de gas que es
conducido al PP.EE 1.
3. Flujo de gases salida PP.EE: Tabla no modificable. Sin embargo, en las
celdas U66 y AB66 se fija la infiltración de aire.
4. Recuperación de polvos: En la celda B123 se fija la eficiencia de los
precipitadores. En este caso, el valor se define en función del balance mensual de
la fundición.
5. Gases a PLG: Tabla no modificable. Muestra el flujo de gases real del MAGA
CPS que se dirige a las Plantas de Tratamiento de Gases.

148
Resumen PLG Para la construcción del modelo Resumen PLG, PLG1 y PLG2 se considera el
supuesto definido en la hoja de cálculo Resumen MAGA, figura N° 49.
1. Condiciones de operación: Tabla no modificable. Muestra las condiciones
operativas de los CT’s y CPS’s.
2. Sistema manejo de gases: En la celda B27 se define cual de los CPS’s que
se encuentran soplando (definidos en la hoja de cálculo Resumen MAGA), lo hace
junto con los dos CT’s (caso 1).
3. Gases a planta de limpieza de gases: Las tablas contenidas son
independientes entre caso 1 y caso 2, por lo tanto, cada variable debe ser definida
para ambos.
El modelo permite definir la razón de flujo de gases de cada horno que son
conducidos a la PLG1 en las celdas F40 y F41 (P40 y P41 para el caso 2), mientras
que los gases conducidos a la PLG2 son fijados en la celda G39 (Q39 para caso 2).
Las celdas E46 y E47 definen la capacidad en base seca de cada planta, es decir
el flujo medido después de la torre de secado de cada planta. Las celdas G46, G47
y G48 emiten una alerta de advertencia cuando se supera la capacidad de las
plantas. Cuando esto sucede, el modelo automáticamente libera el exceso de gases
por chimenea en los puntos siguientes.
4. Comportamiento horario: Tabla no modificable. Muestra el flujo de gases
en base seca conducidos a la PLG1 y PLG2 de manera horaria, considerando que
en el caso 2 las primeras horas de soplado se realizan por 2 CT + 2 CPS’s.
Esta tabla se construye con el objetivo de graficar el comportamiento horario del
soplado de hornos.
5. Comportamiento plantas: Tabla no modificable. Muestra flujo en base seca
y composición horaria de los gases que son dirigidos a cada PLG. Esta tabla emite
una alerta de advertencia cuando la capacidad de las plantas se ve superada,
cuando esto sucede se activa la emisión de gases por chimenea y se deben
modificar las razones de flujo de cada horno a las PLG’s para disminuir las
emisiones.
6. Resultados generales:
6.1. Producción de ácido sulfúrico: Tabla no modificable. Muestra la
producción de ácido sulfúrico de cada planta, en ambos casos.
6.2. Recuperación de azufre: Tabla no modificable. Detalla la fijación de
azufre en ácido y en sólidos.

149
Planta de Limpieza de Gases (PLG) 1. Gases de entrada: Tabla no modificable. Datos extraídos del Resumen PLG
para casos 1 y 2. Cabe destacar que el flujo de gases entregado se encuentra en
base húmeda.
2. Zona de limpieza y acondicionamiento de gases: Tabla no modificable. El
modelo considera que los gases ingresan a la zona, la cual se ve como un proceso
completo en donde entra el gas con impurezas y sale hacia la torre de secado libre
de aquellas.
Se considera que el SO3 que se formó en el manejo de gases reacciona con el agua
contenida en el gas formando ácido sulfúrico el cual se disuelve formando los
sulfatos que contiene el efluente. Se asume conversión del 100%.
2.1. Torre de lavado – PP.EE: Tabla no modificable. En esta sección se eliminan
todas las impurezas y parte del agua contenida en el gas.
Se especifica la corriente gaseosa que es dirigida a la torre de secado.
2.2. Efluente a ETP: El efluente dirigido a la Planta de Tratamiento de efluentes
está condicionado por la apertura de la válvula (definida en la celda C60 de la hoja
de cálculo PL1 y PLG2) de la bomba de efluentes. Con este dato, se calcula el flujo
de efluente que la bomba esta dirigiendo a la ETP respectiva.
Debido a que el modelo considera que en el punto 2.1 se extraen todas las
impurezas contenidas en el gas, estas pasan a formar parte del efluente
mencionado. De esta manera, es posible calcular el flujo de agua arrastrada desde
el gas al efluente por diferencia volumétrica entre el flujo total de efluente y el flujo
de impurezas contenidas (base volumétrica).
Con los datos anteriormente obtenidos, es posible estimar la concentración de
arsénico y sulfatos contenidos en el efluente (celdas D74 y D75 respectivamente).
2.3. Torre de secado: En esta sección es posible estimar el flujo de ácido
concentrado requerido para eliminar todo el vapor de agua contenido en el gas. Para
esto, se define la concentración del ácido a la entrada y salida del secador en las
celdas C93 y C94 respectivamente.
2.4. Gases a Conversión: Tabla no modificable. Muestra flujo y composición de
gases a la salida de la torre de secado.
3. Zona de conversión: El modelo considera un factor de conversión de SO2 a
SO3 definido en la celda B112 de la hoja de cálculo PLG1.
4. Zona de reacción: El modelo define un factor de absorción de SO3 a H2SO4
en la celda B129 y la concentración del ácido producido en la celda C145 de la hoja
de cálculo PLG1.
5. Producción diaria PLG: Tabla no modificable. Muestra la producción de
ácido sulfúrico concentrado para el caso 1 y caso 2.

150
Resumen ETP Para la construcción del modelo Resumen ETP, ETP1 y ETP2 se considera el
supuesto definido en la hoja de cálculo Resumen MAGA de acuerdo con la figura
N° 49.
1. Consumo de reactivos: Tabla no modificable. Indica el consumo de los
reactivos utilizados en cada caso.
2. Producto ETP: Tabla no modificable. Indica la producción de RESPEL en
base seca y húmeda.
3. Recuperación de arsénico: Tabla no modificable. Indica la fijación de
arsénico en residuo arsenical y sólidos.

151
Planta de Tratamiento de Efluentes (ETP) 1. Efluente desde PLG: Tabla no modificable. Muestra el flujo y composición
del efluente a tratar.
2. Zona de reacción: El modelo considera las etapas de neutralización, ajuste
de PH y precipitación de arsénico como una etapa. No se considera la precipitación
de otros metales ya que se busca predecir la captura de arsénico y azufre.
En la zona de reacción se considera conversión total del ácido sulfúrico en sulfato
de calcio, con el objetivo de neutralizar el efluente a un PH igual a 7.
En la zona de ajuste de PH se fija el PH requerido en la celda C29 de la hoja de
cálculo ETP1. Este valor debe ser el PH al cual precipita el arsénico contenido en el
efluente.
En la zona de precipitación de arsénico se fija la razón de conversión de trióxido de
arsénico en la celda C33 de la hoja de cálculo ETP1.
2.1. Requerimiento de lechada: Se define el surplus rate como el exceso de
solución de lechada de cal agregada al sistema (celda C42 para ETP1 y ETP2).
Se define la concentración de hidróxido de sodio en solución en la celda I42 de la
hoja de cálculo ETP1. Y la concentración de solidos suspendidos en la solución en
la celda I42. La diferencia entre ambos corresponde a impurezas de la cal.
2.2. Out estanque envejecimiento: Tabla no modificable. El modelo supone que
en esta etapa comienza a haber una separación sólido-líquido. En donde el líquido
se encuentra formado principalmente por agua y trazas de arsénico e hidróxido de
sodio en solución, mientras que la fase sólida la conforma la matriz de arsénico,
sulfato de calcio y polvo en suspensión.
3. Out espesador (Adición de floculante): En la celda C82 se define la
concentración del floculante utilizado. Por su parte, la celda C83 fija el flujo de
floculante a utilizar.
El modelo considera que en el espesador se formarán dos fases: líquida y sólido-
liquida, en donde esta última tiene una concentración de solidos definida en D88 en
la hoja de cálculo ETP1 y ETP2.
Se considera que la corriente sólido-líquida es dirigida al tanque de sedimentación,
mientras que la corriente líquida es dirigida al reactor 2.
4. Precipitación del arsénico – Reactor 2: La corriente líquida que es dirigida
al reactor 2 se neutraliza con sulfato férrico con el objetivo de promover la
precipitación de arsénico. El arsénico contenido en la corriente reacciona con el
Fe(OH)3 con una conversión definida en la celda C136 en la hoja de cálculo ETP1
y ETP2.
Se define la relación Fe/As en la celda D144 con el objetivo de asegurar una correcta
precipitación, y la concentración de sulfato en la celda D145. Estos valores se
definen en la hoja de cálculo ETP1.
Desde aquí se obtienen una corriente líquida que es considera agua de proceso
tratada, mientras que la corriente sólida es dirigida al tanque de sedimentación.

152
5. Tanque de sedimentación (formación del queque): La corriente sólida se
filtra con el objetivo de conseguir un queque de humedad definida en la celda D201
en la hoja de cálculo ETP1 y ETP2.
El modelo asume que todos los sólidos contenidos en la corriente de entrada forman
el queque filtrado.
6. RESPEL producido: Tabla no modificable. Muestra la producción de
RESPEL y el contenido de arsénico y azufre en los casos 1 y 2.

153
Bibliografía.
Benitez, F. A. (2016). Factores de Distribución de Arsénico en Fundición Caletones: Análisis Crítico
del Escenario Futuro con Flotación de Escorias Convertidor Teniente. Trabajo Integrativo
Final para optar al grado de Magíster en Mineralogía Aplicada a la Geometalurgia.
Concepción, Chile.
COCHILCO. (2018). Anuario de estadisticas del cobre y otros minerales 1998 - 2017.
CODELCO - División El Teniente. (2018). INFORME OPERACIONAL FUNDICION CALETONES.
CODELCO - Gerencia Proyectos. (2016). Construcción planta tratamiento de escorias de
Convertidores Teniente. Rancagua.
CODELCO. (18 de 12 de 2018). Corporación Nacional del Cobre. Obtenido de www.codelco.cl
CODELCO. (2018). Memoria Anual 2017.
Davenport-King. (s.f.). Sulfuric Acid Manufacture.
Fundamentos de Metalurgia Extractiva. (2010). Limpieza de Escorias. Santiago, Chile.
Fundamentos de Metalurgía Extractiva. (2010). Refinación de cobre, Moldeo de ánodos. Santiago.
Ministerio del Medio Ambiente. (12 de 12 de 2018). Biblioteca del Congreso Nacional de Chile.
Obtenido de www.leychile.cl
Modelo de operación para manejo de gases de la Fundición Caletones. (2009). Proyecto para optar
al grado de Ingeniero Civil Químico. Valparaiso, Chile.
Modelo geometalúrgico predictivo de la viscosidad de escorias de fusión en función de la cantidad
de minerales de arcilla en concentrados de cobre. (2016). Tesis para optar al grado de
magister en ciencias de la Ingeniería mencion Metalurgia Extractiva. Santiago, Chile.
Proceso para la eliminación de impurezas de efluentes provenientes de las fundiciones de cobre.
(2012). Proyecto para optar al titulo de Ingeniero Civil Químico. Valparaiso, Chile.
Sernageomin. (2018). Anuario de la minería de Chile 2018.
Sharma & Chang. (1980). Extractive Metallurgy of Cooper.
SIC UCC. (s.f.). Unidad Control de Calidad. Rancagua, Chile.

154