Diplomado en Gerencia de Mantenimiento Industrial V/1....
24
Diplomado en Gerencia de Mantenimiento Industrial Módulo V: TPM y MCC Facilitador: Ing. Sony Zambrano Diplomado en Gerencia de Mantenimiento Industrial Asignatura: Ingeniería de Mantenimiento (Módulo V: MCC y TPM) Las exigencias a las que están sometidos los procesos industriales hoy en día, hacen necesaria la continua búsqueda de herramientas que les permitan alcanzar niveles de desempeño superior. Dentro de las metodologías con el potencial necesario para incrementar de forma significativa el desempeño de los procesos, se encuentran el Mantenimiento Centrado en Confiabilidad (MCC) y el Mantenimiento Productivo Total (MPT). El MCC es una metodología que permite la identificación de los requerimientos óptimos de mantenimiento de los elementos físicos en su contexto operacional, a fin generar planes efectivos de mantenimiento que garanticen el cumplimiento de los estándares requeridos en los procesos con la mejor relación costo/riesgo/beneficio. El MPT es una metodología que busca maximizar la efectividad global de los activos a través de la participación de todo el personal, enfatizando la importancia del recurso humano en el cumplimiento exitoso de las actividades, y centrando la gestión en pilares como el mantenimiento autónomo, la planificación del mantenimiento, la mejora continua de los activos y sistemas, el entrenamiento y la gestión temprana de los equipos. Mantenimiento Centrado en Confiabilidad (MCC) 1. Concepto del MCC El MCC es una metodología en la cual un equipo multidisciplinario de trabajo, se encarga de optimizar la confiabilidad operacional de un sistema que funciona bajo condiciones de trabajo definidas, estableciendo las actividades más efectivas de mantenimiento en función de la criticidad de los activos pertenecientes a dicho sistema, tomando en cuenta los posibles efectos que originarán los modos de fallas de estos activos, a la seguridad, al ambiente y a las operaciones. Es decir el MCC permite identificar estrategias efectivas de mantenimiento que permitan garantizar el cumplimiento de los estándares requeridos por los procesos de producción. 2. Características del MCC 2.1. Los sistemas son analizados al detalle. 2.2. Se basa en gerencia de equipos.
Transcript of Diplomado en Gerencia de Mantenimiento Industrial V/1....

Diplomado en Gerencia de Mantenimiento Industrial Módulo V: TPM y MCC Facilitador: Ing. Sony Zambrano
Diplomado en Gerencia de Mantenimiento Industrial Asignatura: Ingeniería de Mantenimiento
(Módulo V: MCC y TPM)
Las exigencias a las que están sometidos los procesos industriales hoy en día, hacen necesaria la continua búsqueda de herramientas que les permitan alcanzar niveles de desempeño superior. Dentro de las metodologías con el potencial necesario para incrementar de forma significativa el desempeño de los procesos, se encuentran el Mantenimiento Centrado en Confiabilidad (MCC) y el Mantenimiento Productivo Total (MPT). El MCC es una metodología que permite la identificación de los requerimientos óptimos de mantenimiento de los elementos físicos en su contexto operacional, a fin generar planes efectivos de mantenimiento que garanticen el cumplimiento de los estándares requeridos en los procesos con la mejor relación costo/riesgo/beneficio. El MPT es una metodología que busca maximizar la efectividad global de los activos a través de la participación de todo el personal, enfatizando la importancia del recurso humano en el cumplimiento exitoso de las actividades, y centrando la gestión en pilares como el mantenimiento autónomo, la planificación del mantenimiento, la mejora continua de los activos y sistemas, el entrenamiento y la gestión temprana de los equipos.
Mantenimiento Centrado en Confiabilidad (MCC)
1. Concepto del MCC El MCC es una metodología en la cual un equipo multidisciplinario de trabajo, se
encarga de optimizar la confiabilidad operacional de un sistema que funciona bajo condiciones de trabajo definidas, estableciendo las actividades más efectivas de mantenimiento en función de la criticidad de los activos pertenecientes a dicho sistema, tomando en cuenta los posibles efectos que originarán los modos de fallas de estos activos, a la seguridad, al ambiente y a las operaciones.
Es decir el MCC permite identificar estrategias efectivas de mantenimiento que
permitan garantizar el cumplimiento de los estándares requeridos por los procesos de producción. 2. Características del MCC 2.1. Los sistemas son analizados al detalle. 2.2. Se basa en gerencia de equipos.
Diplomado en Gerencia de Mantenimiento Industrial Módulo V: TPM y MCC Facilitador: Ing. Sony Zambrano
2.3. Las fallas son analizadas desde el punto de vista causa – raíz (causa de fallas y frecuencia), causa efecto y de acuerdo a una sintomatología.
2.4. Se aplica mantenimiento por avería, rutinario, programado predictivo y correctivo, todos estos tendientes al mantenimiento preventivo.
2.5. Da alto grado de importancia a la protección integral de las personas, equipos y medio ambiente.
2.6. Proporciona relevancia al contexto operativo de los equipos. 2.7. Analiza detalladamente los elementos funcionales de los equipos. 2.8. Busca la efectividad total de los sistemas. 2.9. La determinación de los sistemas críticos permite direccional las actividades de
mantenimiento. 2.10. Todas las fallas en su contexto son registradas para su posterior análisis y toma de
decisiones. 2.11. Los registros de fallas permiten al mantenimiento centrado en confiabilidad dejar
huella de sus activos en sus hojas de vida. 2.12. Los registros permiten tener el adecuado sistema de órdenes de trabajo de los
activos del sistema productivo. 2.13. La optimización de mantenimiento de acuerdo al registro de fallas obliga a la
sistematización de la función mantenimiento. 2.14. En la medida que se tenga información de las fallas se implanta la técnica de
construcción de los modos y efectos de fallas con sus correspondientes AMEF. 2.15. El análisis de la información deriva en adecuación de los planes de mantenimiento y
la minimización de las averías con la optimización de las paradas programadas
De acuerdo a las características se tienen las siguientes palabras claves: Activo, Averías, Causa Raíz, Causa Efecto, Sintomatología, AMEF, Criticidad, Hoja de Vida, Efectividad de Sistemas y Sistematización.
3. Las siete Preguntas del mantenimiento centrado en confiabilidad:
La metodología MCC, propone un procedimiento que permite identificar las necesidades reales de mantenimiento de los activos en su contexto operacional, a partir del análisis de las siguientes preguntas:
1 • ¿Cuál es la función del ac1vo? 2 • ¿De qué manera pueden fallar?
3 • ¿Qué origina la falla? 4 • ¿Que pasa cuando falla? 5 • ¿Importa si falla?
6 • ¿Se puede hacer algo para prevenir la falla? 7 • ¿Qué pasa si no podemos prevenir la falla?
Diplomado en Gerencia de Mantenimiento Industrial Módulo V: TPM y MCC Facilitador: Ing. Sony Zambrano
4. Análisis de modos y efectos de falla (AMEF) El análisis de los modos y efectos de fallas (AMEF), es un método sistemático que
permite identificar los problemas antes de que estos ocurran y puedan afectar o impactar a los procesos y productos en un área determinada, bajo un contexto operacional dado.
El AMEF constituye la principal herramienta del proceso de implantación del MCC,
ya que a partir del análisis realizado a los distintos activos en su contexto operacional, se obtendrá la información necesaria para poder prevenir las consecuencias o efectos de las posibles fallas, a partir de la selección adecuada de actividades de mantenimiento, las cuales actuarán sobre cada modo de falla y sus posibles consecuencias.
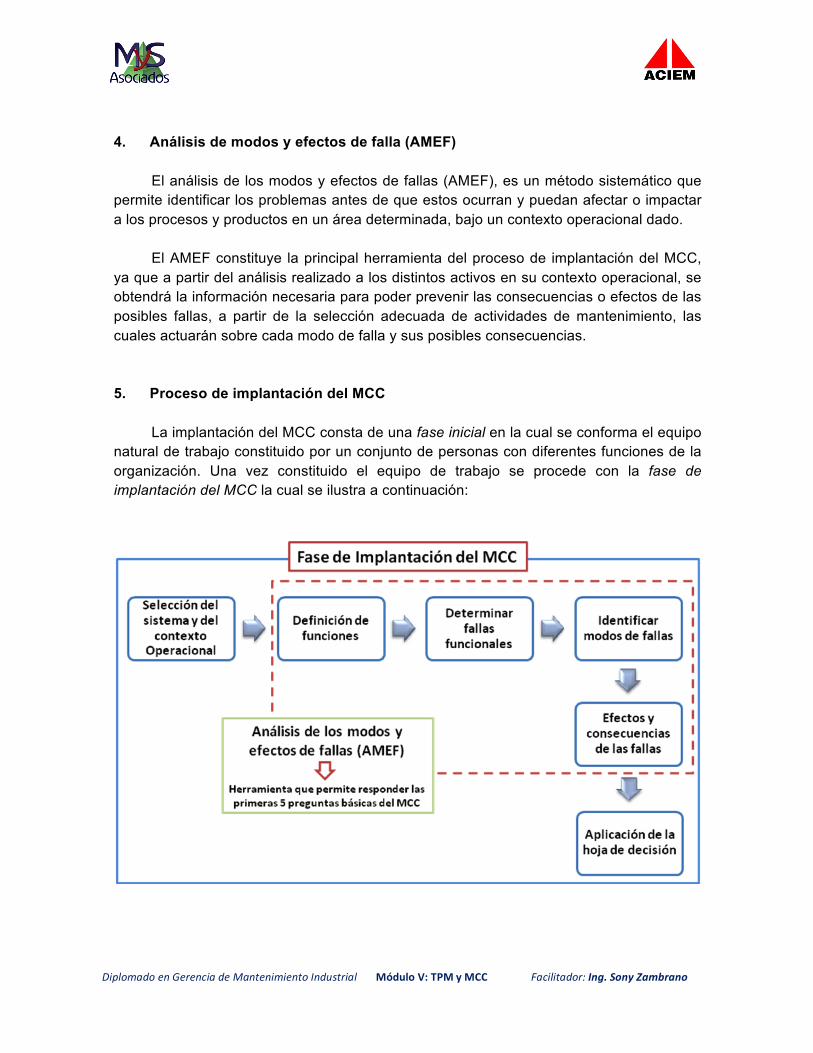
5. Proceso de implantación del MCC La implantación del MCC consta de una fase inicial en la cual se conforma el equipo
natural de trabajo constituido por un conjunto de personas con diferentes funciones de la organización. Una vez constituido el equipo de trabajo se procede con la fase de implantación del MCC la cual se ilustra a continuación:

Diplomado en Gerencia de Mantenimiento Industrial Módulo V: TPM y MCC Facilitador: Ing. Sony Zambrano
6. Selección del sistema y definición del contexto operacional Una vez seleccionada el área piloto es necesario determinar el nivel de detalle (nivel
de ensamblaje), que se requiere para realizar el análisis de los modos y efectos de fallas del área seleccionada.
El nivel de ensamblaje se refiere al grado de división existente en la organización:
corporación, filiales, departamentos, plantas, sistemas, equipos y componentes, son ejemplos de división de una determinada organización. A continuación se definen algunos términos necesarios para comprender el nivel de detalle:
Parte; representa el más bajo nivel de detalle al cual un equipo puede ser desarmado sin ser dañado o destruido. Ejemplos de partes son: engranajes, bolas de cojinetes, ejes, resistores, chips, etc. Equipo; nivel de detalle constituido por un grupo o colección de partes ubicadas dentro de un paquete identificable, el cual cumple al menos una función de relevancia. Ejemplos típicos de equipos son: Válvulas, motores eléctricos, bombas, compresores, turbinas, etc.
Sistema; nivel de detalla constituido por un grupo lógico de equipos los cuales cumplen una serie de funciones requeridas por una planta. La mayoría de los sistemas están agrupados en función de los procesos más importantes de una planta, tales como: generación de vapor, tratamiento de aguas, compresión, generación de aire, protección de fuego, etc.
Planta; nivel de detalle constituido por un grupo lógico de sistemas que funcionan en conjunto para proveer un output (electricidad) o un producto (gasolina, asfalto, azufre, etc.) por procesamiento y manipulación de varios input como materiales o recursos (agua, gas natural, hierro, carbón, etc.).
Área; nivel de detalle constituido por un grupo lógico de plantas que funcionan en conjunto para proveer varios output de una misma clase o de distintas clases. Por ejemplo un grupo de plantas de Hidrógeno constituyen un área denominada Complejo de Hidrógeno.
El nivel de detalle más apropiado para el proceso de análisis del MCC, es a partir del análisis de los distintos “sistemas”, dado a que en la mayoría de las plantas, los “sistemas” son usualmente identificados y ofrecen una información más detallada y precisa.

Diplomado en Gerencia de Mantenimiento Industrial Módulo V: TPM y MCC Facilitador: Ing. Sony Zambrano
Partiendo de que el “sistema” constituye el nivel de detalle para el proceso de análisis, es necesario identificar todos los sistemas existentes con sus componentes en el área seleccionada y jerarquizar de acuerdo a su importancia y criticidad, cada uno de estos sistemas con sus respectivos equipos.
Al momento de seleccionar los sistemas para el análisis del modo y efecto de fallas,
se deben jerarquizar aquellos sistemas que presenten las siguientes características:
Sistemas con un alto contenido de tareas de mantenimiento preventivo (MP) y/o costos de MP. Sistemas con alta contribución a paradas de plantas en los últimos dos años. Sistemas con altos riesgos con respecto a aspectos de seguridad y ambiente. Equipos genéricos con un alto costo global de mantenimiento. Sistemas donde no existe confianza en el mantenimiento existente.
7. Método de evaluación de criticidad basada en el riesgo:
Es una metodología que permite jerarquizar sistemas, instalaciones y equipos, en función de su impacto global, con el fin de optimizar el proceso de asignación de recursos (económicos, humanos y técnicos). La metodología propuesta, es una herramienta de priorización sencilla que genera resultados basados en la teoría del Riesgo.
𝑅𝑖𝑒𝑠𝑔𝑜 = 𝐹𝑟𝑒𝑐𝑢𝑒𝑛𝑐𝑖𝑎 ∗ 𝐶𝑜𝑛𝑠𝑒𝑐𝑢𝑒𝑛𝑐𝑖𝑎
Donde: Frecuencia: Número de fallas en un tiempo determinado Consecuencia: (Impacto Operacional * Flexibilidad) + Costos de Mantenimiento
+ Impacto ante la Seguridad Ambiente e Higiene 𝐶𝑜𝑛𝑠𝑒𝑐𝑢𝑒𝑛𝑐𝑖𝑎 = 𝐼𝑚𝑝𝑎𝑐𝑡𝑜𝑂𝑝𝑒𝑟𝑎𝑐𝑖𝑜𝑛𝑎𝑙 ∗ 𝐹𝑙𝑒𝑥𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑 + 𝐶𝑜𝑠𝑡𝑜𝑠𝑀𝑡𝑡𝑜.+𝐼𝑚𝑝𝑎𝑐𝑡𝑜𝑆𝐴𝐻
Los factores ponderados de cada uno de los criterios a ser evaluados por la expresión del riesgo se presentan a continuación:
Frecuencia de Fallas
Evaluación Número de Eventos Factor
Muy Alta Mayor a 2 fallas/año 4
Alta 1 – 2 fallas/año 3
Media 0.5 – 1 fallas/año 2
Baja Menor 0.5 fallas/año 1

Diplomado en Gerencia de Mantenimiento Industrial Módulo V: TPM y MCC Facilitador: Ing. Sony Zambrano
Impacto Operacional
Tipo de Impacto Factor
Pérdida de todo el despacho 10
Parada del sistema o subsistema y tiene repercusión en otros sistemas 7
Impacta en niveles de inventario o calidad 4
No genera ningún efecto significativo sobre operaciones y producción 1
Costo de Mantenimiento
Variable a Evaluar Factor
Mayor o igual a 20.000 $ 2
Inferior a 20.000 $ 1
Flexibilidad Operacional
Variable a Evaluar Factor
No existe opción de producción y no hay función de repuesto 4
Hay opción de repuesto compartido / almacén 2
Función de repuesto disponible 1
Impacto en seguridad ambiente higiene (SAH)
Variable a Evaluar Factor
Afecta la seguridad humana tanto externa como interna y requiere la notificación a entes externos de la organización 8
Afecta el ambiente / instalaciones 7
Afecta las instalaciones causando daños severos 5
Provoca daños menores (ambiente – seguridad) 3
No provoca ningún tipo de daños a personas, instalaciones o al ambiente. 1
Diplomado en Gerencia de Mantenimiento Industrial Módulo V: TPM y MCC Facilitador: Ing. Sony Zambrano
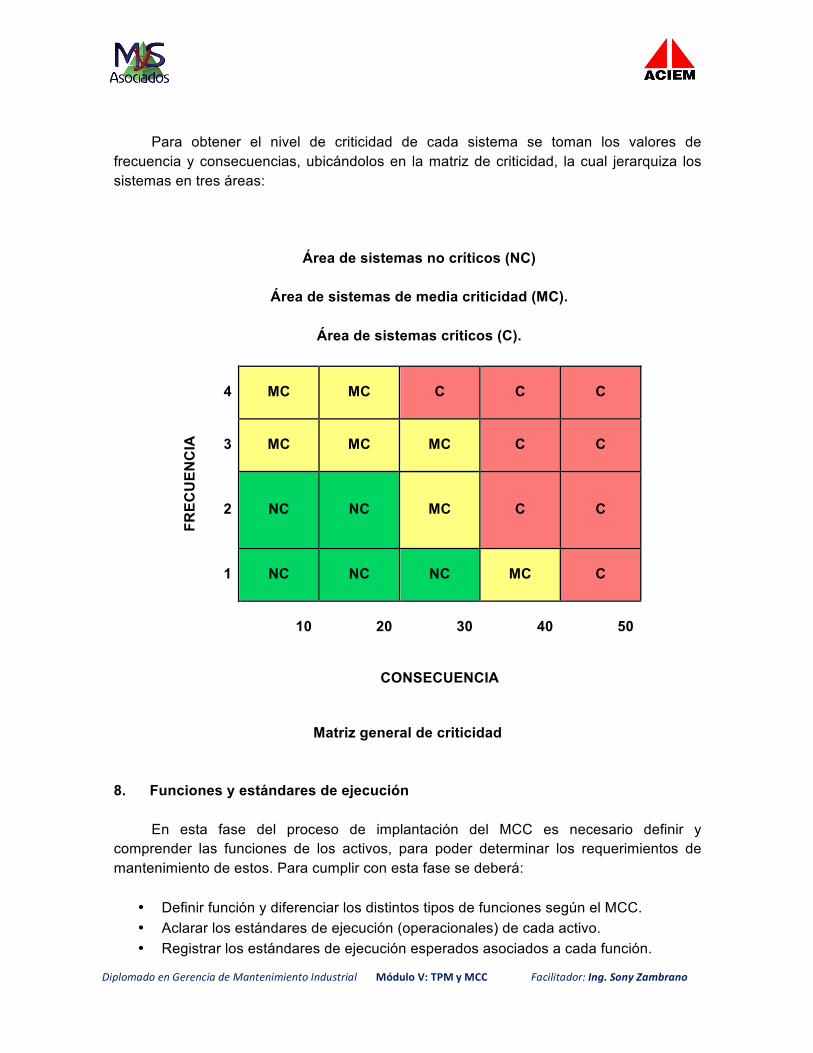
Para obtener el nivel de criticidad de cada sistema se toman los valores de
frecuencia y consecuencias, ubicándolos en la matriz de criticidad, la cual jerarquiza los sistemas en tres áreas:
Área de sistemas no críticos (NC)
Área de sistemas de media criticidad (MC).
Área de sistemas críticos (C).
FREC
UEN
CIA
4 MC MC C C C
3 MC MC MC C C
2 NC NC MC C C
1 NC NC NC MC C
10 20 30 40 50
CONSECUENCIA
Matriz general de criticidad
8. Funciones y estándares de ejecución En esta fase del proceso de implantación del MCC es necesario definir y
comprender las funciones de los activos, para poder determinar los requerimientos de mantenimiento de estos. Para cumplir con esta fase se deberá:
• Definir función y diferenciar los distintos tipos de funciones según el MCC. • Aclarar los estándares de ejecución (operacionales) de cada activo. • Registrar los estándares de ejecución esperados asociados a cada función.

Diplomado en Gerencia de Mantenimiento Industrial Módulo V: TPM y MCC Facilitador: Ing. Sony Zambrano
8.1. Definición de función y tipos de funciones
El MCC define el término función, como el propósito o la misión de un activo en un
contexto operacional específico (cada activo puede tener más de una función en el contexto operacional). Las funciones evidentes de un activo pueden ser divididas en cinco categorías:
a. Funciones primarias:
Cada activo es puesto en servicio para cumplir eficientemente una función o
varias funciones específicas, las cuales se conocen como funciones primarias y constituyen la razón de ser del activo. La función primaria de un activo esta usualmente definida por el propio nombre del activo, por ejemplo la función primaria de una bomba, es bombear algún determinado fluido. La descripción de cualquier función siempre contendrá claramente definidos los estándares a los cuales el activo será operado y mantenido.
Por ejemplo, la función principal de un reactor químico en una planta podría
ser listada de la siguiente forma: Calentar hasta 500 kg. de producto a partir de la temperatura ambiente hasta la temperatura de ebullición (125ºC) en una hora. b. Funciones secundarias:
Son aquellas otras funciones que el activo está en capacidad de cumplir en
adición a los output principales descritos por las funciones primarias. Estás son usualmente menos obvias que las funciones primarias pero las consecuencias que podrían generar sus fallas pueden ser más serias que las consecuencias originadas por las fallas de una función primaria. Las funciones secundarias típicas incluyen: contención, soporte, apariencia, higiene y seguridad.
Por ejemplo, la función primaria de una tubería es transferir fluido, pero a su
vez tiene que contener este material por lo que su función secundaria es la contención. c. Funciones de protección:
Este tipo de funciones están asociadas a los equipos de protección que tienen como objetivo eliminar (o al menos reducir) las consecuencias de las fallas en los activos.
Las funciones de protección de los equipos de protección de un activo, solo
reaccionan cuando algo malo está ocurriendo, haciendo en la mayoría de los casos

Diplomado en Gerencia de Mantenimiento Industrial Módulo V: TPM y MCC Facilitador: Ing. Sony Zambrano
que el activo deje de cumplir con sus funciones principales. De forma general los equipos de protección cumplen con las siguientes funciones de protección:
ü Llamar la atención de los operadores por condiciones anormales, por medio
de luces de seguridad y alarmas de ruido, equipos que responden a los efectos de las fallas.
ü Apagar los activos cuando sucede la falla.
ü Eliminar o descubrir condiciones anormales, las cuales podrían generar fallas cuyos efectos causarían daños bastantes serios (equipos contra incendios, válvulas de seguridad, discos de ruptura, equipo de emergencia médica, etc.).
d. Funciones de control: Al igual que los equipos de protección existen también dispositivos de control
que cumplen funciones de control en los activos a mantener. El patrón de funcionamiento de los equipos de control consiste en tomar mediciones con dispositivos especiales; los cuales se encargan de captar señales (temperatura, presión, flujo, cantidad de compuesto, etc.) las cuales serán traducidas en valores específicos y comparados con rangos normales de operación previamente establecidos, permitiendo controlar y vigilar el buen funcionamiento de los distintos procesos.
Los equipos de control comúnmente usados son: circuitos de control de
volumen, válvulas de control de presión, gobernadores, placas de orificios, sensores de presión, flujo y temperatura.
8.2. Estándares de ejecución
El estándar de ejecución es un parámetro que permite evaluar la función de un
activo con respecto a la confiabilidad o capacidad de diseño que es capaz de cumplir, o con respecto a la función que se espera (desea) que el activo cumpla dentro de un contexto operacional específico.
Cada función tiene dos estándares de ejecución (parámetros funcionales) asociados
al activo los cuales son: a. El estándar de ejecución deseado (se refiere al parámetro funcional que se
desea o espera conseguir del activo en el contexto operacional).
Diplomado en Gerencia de Mantenimiento Industrial Módulo V: TPM y MCC Facilitador: Ing. Sony Zambrano
b. El estándar de ejecución asociado a la confiabilidad inherente o a la capacidad inherente (se refiere al parámetro funcional que es capaz de realizar un activo según su confiabilidad o capacidad de diseño).
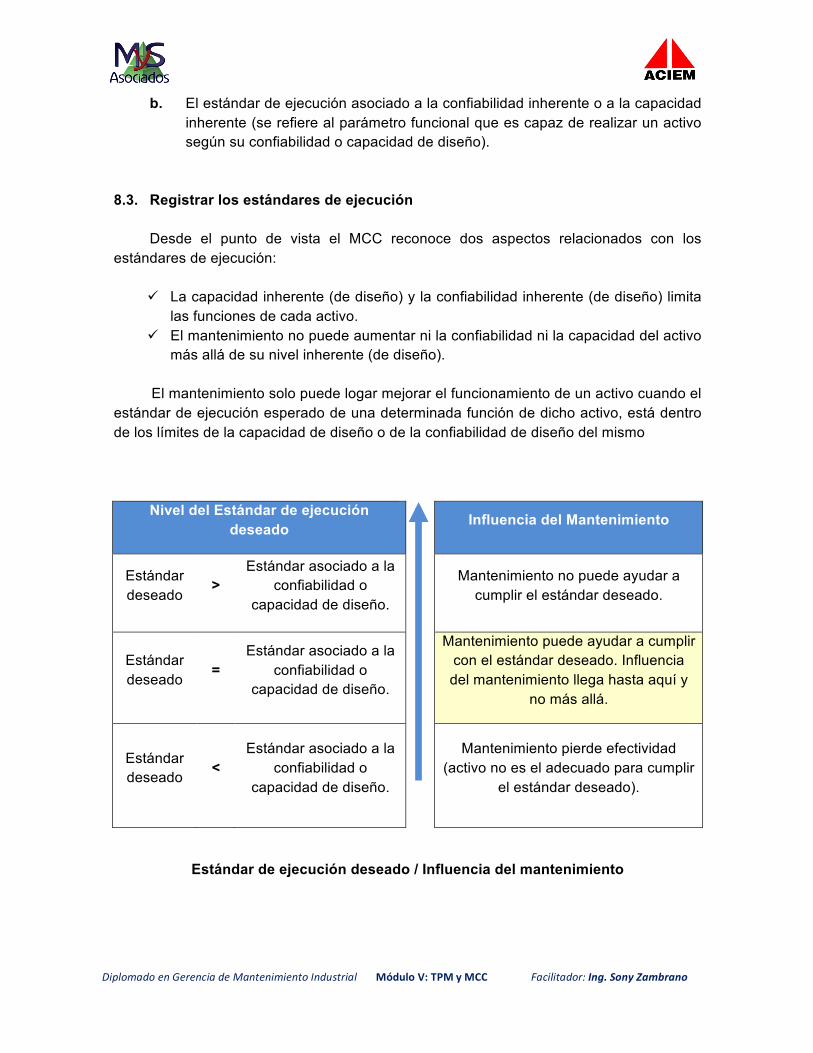
8.3. Registrar los estándares de ejecución
Desde el punto de vista el MCC reconoce dos aspectos relacionados con los estándares de ejecución:
ü La capacidad inherente (de diseño) y la confiabilidad inherente (de diseño) limita
las funciones de cada activo. ü El mantenimiento no puede aumentar ni la confiabilidad ni la capacidad del activo
más allá de su nivel inherente (de diseño). El mantenimiento solo puede logar mejorar el funcionamiento de un activo cuando el
estándar de ejecución esperado de una determinada función de dicho activo, está dentro de los límites de la capacidad de diseño o de la confiabilidad de diseño del mismo
Nivel del Estándar de ejecución
deseado Influencia del Mantenimiento
Estándar deseado >
Estándar asociado a la confiabilidad o
capacidad de diseño.
Mantenimiento no puede ayudar a cumplir el estándar deseado.
Estándar deseado =
Estándar asociado a la confiabilidad o
capacidad de diseño.
Mantenimiento puede ayudar a cumplir con el estándar deseado. Influencia del mantenimiento llega hasta aquí y
no más allá.
Estándar deseado <
Estándar asociado a la confiabilidad o
capacidad de diseño.
Mantenimiento pierde efectividad (activo no es el adecuado para cumplir
el estándar deseado).
Estándar de ejecución deseado / Influencia del mantenimiento

Diplomado en Gerencia de Mantenimiento Industrial Módulo V: TPM y MCC Facilitador: Ing. Sony Zambrano
9. Definir las fallas funcionales asociadas a cada función del activo
El próximo paso en el proceso de análisis de los efectos y modos de fallas, es
determinar cómo dejan de cumplir los activos sus funciones y se genera una falla funcional.
9.1. Definición de falla funcional La falla funcional es definida como: “una ocurrencia no previsible, que no
permite que el activo alcance el estándar de ejecución esperado en el contexto operacional en el cual se desempeña, trayendo como consecuencia que el activo no pueda cumplir con su función o la cumpla de forma ineficiente”, 9.2. Fallas funcionales y los estándares de ejecución esperados
Para poder identificar de forma clara cuando un activo está cumpliendo su
función de forma eficiente, es necesario definir el estándar de ejecución que se espera obtener del activo, dentro del contexto operacional donde el mismo se va a desempeñar.
Por ejemplo la definición clara del estándar de ejecución esperado asociado a
la función principal de una máquina empacadora de bolsas de azúcar, es la siguiente: Empacar 250 +/- 1 gr. de azúcar dentro de bolsas a una rata mínima de 75 bolsas por minuto. Este activo entra en falla funcional:
• Si toda la máquina se detiene repentinamente. • Si la máquina empaca más de 251 gr. de azúcar dentro de las bolsas. • Si la máquina empaca menos de 249 gr. de azúcar dentro de las bolsas. • Si la máquina empaca a una rata menor de 75 bolsas por minuto.
9.3. Definir los modos de fallas asociados a cada falla funcional
Las fallas funcionales tienen causas físicas que originan la aparición de las
mismas, estas causas son denominadas modos de fallas (causas de las fallas funcionales).
Las actividades de prevención, anticipación o corrección de fallas funcionales
deben estar orientadas a atacar los modos de fallas específicos, es decir, las actividades de mantenimiento generadas atacarán específicamente a cada uno de los modos de fallas asociados a cada falla funcional; por lo que es necesario

Diplomado en Gerencia de Mantenimiento Industrial Módulo V: TPM y MCC Facilitador: Ing. Sony Zambrano
identificar correctamente los modos de fallas para así seleccionar las actividades de mantenimiento más adecuadas.
Con respecto a los modos de fallas se debe estar claro en los siguientes
aspectos: • Niveles de falla. • Causas raíces de fallas funcionales. • Modos de fallas con sus respectivos niveles de ocurrencia que deben ser
registrados. 9.4. Nivel de identificación de los modos de fallas
El nivel al cual se gestiona el mantenimiento de un activo, se relaciona con el
nivel al cual se identifica el modo de falla. Por lo general el nivel de detalle al cual se pueden identificar los modos de fallas, será siempre menor, que el nivel de detalle al cual se identifican las funciones y las fallas funcionales de un determinado activo.
Por ejemplo; si el “sistema” constituye el nivel de detalle seleccionado para identificar las funciones y las fallas funcionales, los posibles niveles a los cuales se identificaran los modos de fallas serán: grupos de equipos, equipos individuales o partes de equipos. 9.5. Causas raíces de las fallas funcionales
Para seleccionar las actividades de mantenimiento que ayuden a prevenir la
ocurrencia de las fallas funcionales, es necesario identificar la causa raíz de cada falla funcional. Una forma práctica de reconocer la causa raíz o las causas raíces de un modo de falla es preguntándose: ¿Qué causó la ocurrencia de la falla funcional?; a partir de la respuesta o las respuestas a esta pregunta, se obtendrá la descripción de la causa raíz o las causas raíces asociadas a la falla funcional del activo en estudio.
Por ejemplo; las causas raíces asociadas a la falla funcional de una bomba se
pueden obtener de la siguiente forma:
Falla Funcional de la Bomba: No ser capaz de transferir nada de agua. Pregunta: ¿Qué causo la ocurrencia de esta falla funcional en la bomba? Respuestas (causas raíces): Impulsor bloqueado por un objeto extraño, motor
quemado, línea de succión totalmente tapada, eje de impulsor roto.

Diplomado en Gerencia de Mantenimiento Industrial Módulo V: TPM y MCC Facilitador: Ing. Sony Zambrano
9.6. Registro de los modos de fallas
Para llevar a cabo este registro se debe tener en cuenta que no se pueden registrar todos los modos de fallas que pueden ocurrir por causa de una falla funcional, por lo que es necesario excluir aquellos cuya posibilidad de ocurrencia sea muy baja.
En el registro de los modos de fallas se deben tomar las siguientes
consideraciones: • Modos de fallas asociados a un activo, ocurridas anteriormente en un
contexto operacional similar o parecido. • Modos de fallas asociados a un activo, que sin haber ocurrido aún en el
actual contexto operacional o en uno similar, tienen una probabilidad de falla razonable.
• Modos de fallas asociados a un activo, cuyos efectos sean severos para la
seguridad humana, el ambiente o las operaciones. 9.7. Establecer las consecuencias de cada uno de los modos de fallas
Para identificar y describir los efectos producidos por cada modo de falla, se
debe hacer la siguiente pregunta: ¿Cómo se evidencia que un modo de falla ha ocurrido?
La descripción del efecto de falla, deberá incluir si la aparición del modo de
falla se evidencia por efectos físicos, tales como ruidos fuertes, fuego, humo, escapes de vapor, olores inusuales o derrames de líquidos en el piso.
Con respecto a las posibles consecuencias, en algunos casos los modos de
fallas afectaran el producto final, los procesos, la calidad del producto o la eficiencia del servicio prestado, en otros casos, los modos de fallas podrán afectar a la seguridad humana o al ambiente.
De acuerdo a la naturaleza y severidad de las consecuencias de los modos de
fallas se hará la selección de las actividades de mantenimiento ya que en el caso de que las consecuencias generadas sean muy serias, se deberán considerar actividades para prevenir la aparición del modo de fallas, o actividades que al menos permitan anticipar a tiempo la aparición del modo de falla y de esta forma, se pueda reducir o eliminar las posibles consecuencias del mismo, es decir, una actividad de prevención será eficiente, sólo si esta actividad de mantenimiento, elimina o
Diplomado en Gerencia de Mantenimiento Industrial Módulo V: TPM y MCC Facilitador: Ing. Sony Zambrano
minimiza la ocurrencia de las posibles consecuencias de los modos de fallas a prevenir dentro del contexto operacional. 9.8. Categorías de las consecuencias de los modos de fallas
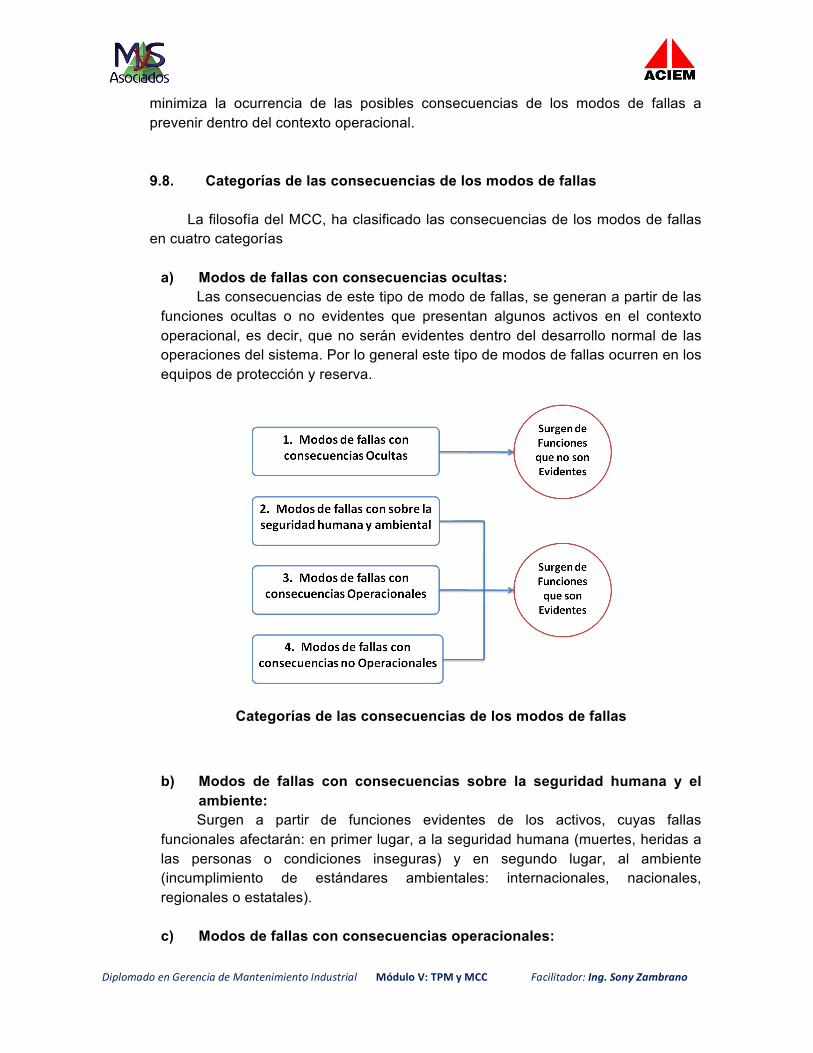
La filosofía del MCC, ha clasificado las consecuencias de los modos de fallas
en cuatro categorías
a) Modos de fallas con consecuencias ocultas: Las consecuencias de este tipo de modo de fallas, se generan a partir de las
funciones ocultas o no evidentes que presentan algunos activos en el contexto operacional, es decir, que no serán evidentes dentro del desarrollo normal de las operaciones del sistema. Por lo general este tipo de modos de fallas ocurren en los equipos de protección y reserva.
Categorías de las consecuencias de los modos de fallas
b) Modos de fallas con consecuencias sobre la seguridad humana y el ambiente: Surgen a partir de funciones evidentes de los activos, cuyas fallas
funcionales afectarán: en primer lugar, a la seguridad humana (muertes, heridas a las personas o condiciones inseguras) y en segundo lugar, al ambiente (incumplimiento de estándares ambientales: internacionales, nacionales, regionales o estatales).
c) Modos de fallas con consecuencias operacionales:
Diplomado en Gerencia de Mantenimiento Industrial Módulo V: TPM y MCC Facilitador: Ing. Sony Zambrano
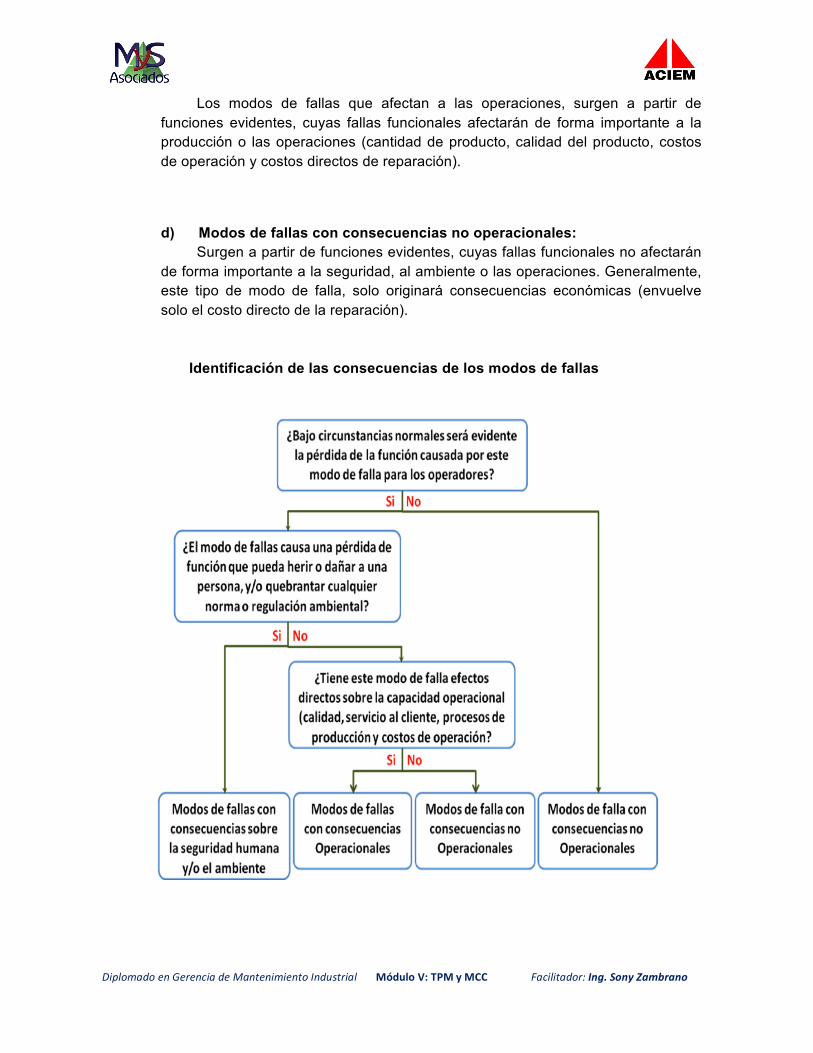
Los modos de fallas que afectan a las operaciones, surgen a partir de funciones evidentes, cuyas fallas funcionales afectarán de forma importante a la producción o las operaciones (cantidad de producto, calidad del producto, costos de operación y costos directos de reparación).
d) Modos de fallas con consecuencias no operacionales: Surgen a partir de funciones evidentes, cuyas fallas funcionales no afectarán
de forma importante a la seguridad, al ambiente o las operaciones. Generalmente, este tipo de modo de falla, solo originará consecuencias económicas (envuelve solo el costo directo de la reparación).
Identificación de las consecuencias de los modos de fallas

Diplomado en Gerencia de Mantenimiento Industrial Módulo V: TPM y MCC Facilitador: Ing. Sony Zambrano
10. Selección de las actividades de mantenimiento
La selección del tipo de actividad de mantenimiento más adecuada para evitar la ocurrencia de cada modo de falla, se hace a partir del árbol lógico de decisión:
Flujograma de selección de las actividades de mantenimiento
Luego de seleccionar el tipo de actividad de mantenimiento a partir del árbol lógico de decisión, se tiene que especificar la acción de mantenimiento a ejecutar asociada al tipo de actividad de mantenimiento seleccionada, con su respectiva frecuencia de ejecución, teniendo en cuenta que uno de los objetivos principales del MCC, es evitar o al menos reducir las posibles consecuencias a la seguridad humana, al ambiente y a las operaciones, que traerán consigo la aparición de los distintos modos de fallas.
10.1. Clasificación de las actividades de mantenimiento (MCC)
• Actividades preventivas
a) Tareas programadas en base a condición:

Diplomado en Gerencia de Mantenimiento Industrial Módulo V: TPM y MCC Facilitador: Ing. Sony Zambrano
Se basan en el hecho de que la mayoría de los modos de fallas no ocurren instantáneamente, sino que se desarrollan progresivamente en un período de tiempo. Si la evidencia de este tipo de modos de fallas puede ser detectada bajo condiciones normales de operación, es posible tomar acciones para prevenirlas y/o eliminar sus consecuencias; esta evidencia se conoce como falla potencial y se puede definir: como una condición física identificable la cual indica que la falla funcional está a punto de ocurrir o que ya está ocurriendo dentro del proceso. El comportamiento en el tiempo de gran parte de los distintos tipos de modos de fallas se ilustra a continuación:
Curva de comportamiento de las fallas potenciales.
b) Tareas de reacondicionamiento: Son aquellas actividades de prevención realizadas a los activos a un
intervalo frecuencial con el fin de restaurarlo a su condición original. En este tipo de actividades de mantenimiento preventivo, los activos son puestos fuera de servicio, se desarman, se desmontan, se inspeccionan de forma general y se reemplazan de ser necesario partes defectuosas, con el fin de prevenir la aparición de posibles modos de fallas.
c) Tareas de sustitución – reemplazo programado:
Este tipo de actividad preventiva está orientada específicamente hacia el
reemplazo de componentes o partes usadas de un activo, por unos nuevos, a un intervalo de tiempo menor al de su vida útil (antes de que fallen). Las actividades de descarte programado le devolverán la condición original al componente, ya que el componente viejo será reemplazado por uno nuevo. La diferencia entre las tareas de descarte programado y las tareas de restauración programada es que

Diplomado en Gerencia de Mantenimiento Industrial Módulo V: TPM y MCC Facilitador: Ing. Sony Zambrano
las primeras son aplicadas a componentes y/o partes de un activo y no a activos complejos (activos con varios componentes), y a su vez la acción a ejecutar en las tareas de descarte programado es específicamente el reemplazo de un componente viejo por uno nuevo. En el caso de las tareas de restauración programada las acciones a ejecutar pueden ser: ajustar, inspeccionar, mejorar, limpiar, restaurar y hasta cambiar partes viejas por nuevas.
• Actividades correctivas
Las actividades correctivas son aplicadas cuando las actividades preventivas
no son técnicamente factibles o no son efectivas. Las acciones correctivas a ser ejecutadas en el caso de no conseguir ninguna actividad de prevención son:
a) Rediseño:
En el caso que no se consigan actividades de prevención que ayuden a reducir los modos de fallas que afecten a la seguridad o al ambiente a un nivel aceptable, es necesario realizar un rediseño que minimice o elimine las consecuencias de los modos de fallas.
b) Actividades de mantenimiento no programado:
En el caso que no se consigan actividades de prevención económicamente más baratas que los posibles efectos que traerán consigo los modos de fallas con consecuencias operacionales o no operacionales, se podrá tomar la decisión de esperar que ocurra la falla y actuar de forma correctiva.
Beneficios de la implantación del MCC
• Si MCC se aplicara a un sistema de mantenimiento preventivo ya existente en la empresas, puede reducir la cantidad de mantenimiento rutinario habitualmente hasta un 40% a 70%.
• Si MCC se aplicara para desarrollar un nuevo sistema de Mantenimiento Preventivo en la empresa, el resultado será que la carga de trabajo programada sea mucho menor que si el sistema se hubiera desarrollado por métodos convencionales.
• Su lenguaje técnico es común, sencillo y fácil de entender para todos los empleados vinculados al proceso MCC, permitiendo al personal involucrado en las tareas saber qué pueden y qué no pueden esperar de ésta aplicación y quien debe hacer qué, para conseguirlo.
• Aumenta la disponibilidad de las plantas (2 – 10%).

Diplomado en Gerencia de Mantenimiento Industrial Módulo V: TPM y MCC Facilitador: Ing. Sony Zambrano
• Elimina las fallas crónicas. • Aumenta la flexibilidad operacional. • Programa de mantenimiento basado en data real. • Mejora el trabajo en equipo y la comunicación. • Ayuda a entender mejor los requerimientos de los clientes. • Disminuye las paradas no programadas. • Reduce los niveles de mantenimiento programado (10-50%). • Optimiza los programas de mantenimiento. • Administración de contratos más eficientes. • Alarga la vida de los equipos de propósitos especiales. • Reduce el tiempo de reparación (MTTR). • Reduce la duración de las paradas de planta. • Aumenta la corrida de las plantas (60-300%). • Seguridad e integridad ambiental son prioritarios. • Fallas con consecuencias a la seguridad o al ambiente son inaceptables. • Reduce al mínimo la posibilidad de múltiples fallas.

Diplomado en Gerencia de Mantenimiento Industrial Módulo V: TPM y MCC Facilitador: Ing. Sony Zambrano
Ingeniería de Mantenimiento
El análisis de la data y los indicadores de gestión dan origen a la ingeniería de mantenimiento donde se utilizan los parámetros básicos de mantenimiento los cuales proporcionan los tiempos entre fallas que sirve para determinar la confiabilidad y el tiempo fuera de servicio que se emplea para poder establecer la mantenibilidad de un objeto, haciendo un análisis sistémico de estos dos tiempos proporcionan la disponibilidad o efectividad del sistema.
Confiabilidad La Confiabilidad es la probabilidad de que un equipo opere sin presentar fallas o averías en un tiempo determinado bajo condiciones de operación establecida, el parámetro que define la confiabilidad es el Tiempo entre Fallas, este el tiempo estimado que debe transcurrir para que se presente una falla.
Cálculo y Predicción de la Confiabilidad
Se debe poseer una serie de datos donde se indique la fecha de la falla, como los datos obtenidos en la hoja de vida a fin de hacer una lista de estas fallas y proceder al cálculo de la confiabilidad.
Determinar el tiempo transcurrido entre una falla y otra TEF usando para ello las fechas que se deben registrar en la hoja de vida, cabe aclarar que se debe clasificar primero los datos de la hoja de vida porque la ingeniería de fallas estudia a las averías y no a los mantenimientos programados.
Los autores recomiendan que antes de proceder al cálculo de confiabilidad es necesaria una adecuada sistematización de la función mantenimiento, pues es la forma más idónea de obtener la información más confiable con respecto a las fallas de los sistemas y luego de la sistematización, se podrá aplicar la metodología que esté al alcance, ya sea modelos convencionales o la aplicación de opciones o módulos de software para el cálculo automatizado del parámetro tiempo entre fallas base de la confiabilidad, no siendo este, objetivo del presente manual

Diplomado en Gerencia de Mantenimiento Industrial Módulo V: TPM y MCC Facilitador: Ing. Sony Zambrano
Mantenibilidad La mantenibilidad es la probabilidad de que un objeto o sistema sea reparado
durante un período de tiempo establecido bajo condiciones procedimentales establecidas para ello, siendo su parámetro básico el tiempo promedio fuera de servicio.
Cálculo y Predicción de la Mantenibilidad
Al igual que para la confiabilidad se debe poseer una serie de datos donde se indique el tiempo fuera de servicio que duró el objeto a raíz de la falla y así proceder al cálculo de la mantenibilidad.
Determinar el tiempo transcurrido entre la aparición de una falla y la entrega del
sistema al equipo de operaciones luego de la reparación TFS, usando para ello las fechas que se deben registrar en la hoja de vida, cabe aclarar que se debe clasificar primero los datos de la hoja de vida porque la ingeniería de fallas estudia a las averías y no a los mantenimientos programados.
Los autores recomiendan que antes de proceder al cálculo de mantenibilidad es
necesaria una adecuada sistematización de la función mantenimiento, pues es la forma más idónea de obtener la información más confiable con respecto a las fallas de los sistemas y luego de la sistematización, se podrá aplicar la metodología que esté al alcance, ya sea modelos convencionales o la aplicación de opciones o módulos de software para el cálculo automatizado del parámetro tiempo entre fallas base de la confiabilidad, no siendo este, objetivo del presente manual.
Disponibilidad
Es el tiempo que un objeto o sistema permanece funcionando dentro del sistema productivo bajo ciertas condiciones determinadas. Este parámetro es tal vez el más importante dentro de un sistema productivo, ya que de él depende la planificación del resto de actividades de la organización.
La disponibilidad (D) es el resultado la relación entre el parámetro básico de confiabilidad el tiempo medio entre fallas (TPEF) y el parámetro básico de la mantenibilidad el tiempo medio fuera de servicio (TPFS) y la expresión que permite calcularla es:

Diplomado en Gerencia de Mantenimiento Industrial Módulo V: TPM y MCC Facilitador: Ing. Sony Zambrano
D = TPEF / (TPEF + TPPR)
Los parámetros de mantenimiento contribuyen a la retroalimentación del sistema luego de implantado el modelo por un periodo recomendado de al menos un año, algunos de los pasos que se retroalimenta son:
ü En los diagnósticos porque el valor del porcentaje global de la función mantenimiento cambia a raíz de la implantación del modelo.
ü En los inventarios ya que se pueden anexar o desincorporar objetos y/o recursos de mantenimiento.
ü En la ficha técnica de los objetos porque al realizarse las órdenes de mantenimiento correctivo se pueden cambiar los subsistemas de los objetos.
ü En el índice de instrucciones técnicas porque puede que en el proceso de implantación los tiempos, frecuencias y/o personal de una instrucción técnica cambie.
ü En las políticas de planificación, porque se pueden cambiar ciertos lineamientos establecidos al inicio del proceso.
Como se ha venido desarrollando el tema, se genera un enfoque sistémico al tratamiento de la información relacionada con la gestión de la función mantenimiento y toma en cuenta dos grandes objetivos de mantenimiento proactivo, los cuales son:
1. Optimizar las paradas programadas. 2. Minimizar las paradas no programadas.
Los objetivos mencionados anteriormente se traducen en la óptima planificación y programación de mantenimiento los cuales trabajan en coordinación con los diversos entes de la organización del sistema productivo y por otra parte atender al proceso de fallas desde el punto de vista de registro, procesamiento, aplicación de la ingeniería de mantenimiento, métodos y técnicas adecuadas a las fallas.
Cuando se hace referencia a la atención del proceso de fallas, se debe hacer referencia al tiempo ente fallas que es el parámetro básico sobre el cual debe actuar la organización mantenimiento y cuya desagregación se muestra en la figura 13, implica que una vez implantado una gestión de mantenimiento en un sistema productivo, esta debe hacer énfasis en la búsqueda del logro de los objetivos ya descritos, mediante la reducción de cada una de las partes que componen dicho tiempo.

Diplomado en Gerencia de Mantenimiento Industrial Módulo V: TPM y MCC Facilitador: Ing. Sony Zambrano
Por otra parte tomando en cuenta que el parámetro disponibilidad de los sistemas, relaciona a los tiempos entre fallas y fuera de servicio de acuerdo a:
Tiempo entre fallas
Disponibilidad =
Tiempo entre fallas + tiempo fuera de servicio
Entonces, de la anterior relación se deriva que para obtener una mejor o alta disponibilidad es necesario desde todo punto de vista mejorar el tiempo fuera de servicio, siendo allí donde interviene la gestión de la función mantenimiento, con la aplicación e implantación sistémica del modelo de gestión aquí propuesto y en lo cual el manual se ha fijado dicho objetivo.
Diagrama de desagregación de los tiempos de fallas
TDE TLF TER TAD TRP TAP
CTTE. G1 G2 G3 G4 G5
DE SA G R E G A C I ON D E T I E M P OS D E F A L L ATIEMPO DE ENFRIAMIENTO:Este permanece constante.
TIEMPO DE LOCALIZACION DE LA FALLA (INFO S/FALLA)
Capacitacion del personal, operarios, registro de info del sistema y registro de información mediante catalogos , planos, manuales, referencias bibliograficas.
TIEMPO DE ESPERA DE RECURSOS
Gestion de Inventarios de mantenimiento (repuestos) Tener autoridad y autonomia, eliminar burocracia. Importante segregar los tiempos que intervienen.... Capacidad de respuesta para informar por parte del departamento de producción y para informar por parte de mantenimiento.
TIEMPO ADMINISTRATIVO
Sistema de Informacion adecuado, capacidad de respuesta de administración, autoridad y autonomia para ejecutar mtto.
TIEMPO DE REPARACION PROPIAMENTE DICHA
Capacitacion del personal, operarios, registro de información del sistema y registro de información mediante catalogos , planos, manuales, referencias bibliograficas. Herramientas, equipos e instrumentos.
TIEMPO DE ARRANQUE Y PRUEBA (PUESTA A PUNTO)
Evitando retrabajo, seguridad en la ejecucion de las acciones.

Diplomado en Gerencia de Mantenimiento Industrial Módulo V: TPM y MCC Facilitador: Ing. Sony Zambrano
BIBLIOGRAFÍA
• Amándola, Luis. Mantenimiento centrado en confiabilidad. España. 2.002. • CIED – PDVSA. Mantenimiento centrado en confiabilidad. Venezuela. 1.999. • Diccionario técnico de mantenimiento industrial. www.solomantenimiento.com. • Duffuaa, Raouf, Dixon. Sistemas de mantenimiento, planeación y control. Edit. Limusa.
Mexico. 2.002. • Fygueroa S. Mantenimiento de motores diesel. ULA. Merida – Venezuela. 1.997. • Galar D. RCM Ingeniería avanzada en mantenimiento. www.navegalia.com • Knezevic, Jezdimir. Mantenibilidad. Edit. Isdefe. España. 1.996. • Laverde, H. Visión estratégica del mantenimiento en una organización industrial.
España . Agosto, 2.001. www.ceroaverias.com. • Nachlas Joel. Fiabilidad. Edit. Isdefe. Espraña. 1995. • Pacheco, Castañeda, otros. Indicadores integrales de gestión. Edit. Mc Graw Hill.
Colombia. 2.002. • Seiichi Nakajima. Introducción al TPM. Mantenimiento Productivo Total. Edit. TPM
Nyumon. España. 1.991. • Serrano, A. La gestión de mantenimiento: un enfoque completo de calidad.
www.mantenedor.com • Sisquella, F. Sistemas de gestión integrados y su aplicación al mantenimiento.
www.puntex.es • Tavares, L. Administración moderna del mantenimiento. Procesados por el club de
mantenimiento. www.mantenimientomundial.com • Zambrano, Sony. Norma COVENIN 2500-93. Manual para la evaluación de sistemas
en la industria. 1.993. • Zambrano, Sony. Norma COVENIN 3089-93. Mantenimiento definiciones. 1.993 • Zambrano, Leal. Fundamentos básicos de mantenimiento. FEUNET. Venezuela 2.005.