Destilación Continua de Una Mezcla Binaria
53
Laboratorio de Operaciones Unitarias II DESTILACIÓN CONTINUA DE UNA MEZCLA BINARIA 1
Transcript of Destilación Continua de Una Mezcla Binaria

Laboratorio de Operaciones Unitarias II
DESTILACIÓN CONTINUA DE UNA MEZCLA BINARIA
1
ÍNDICE
INTRODUCCIÓN……………………………………………………………………………………..3
JUSTIFICACIÓN……………………………………………………………………………………….4
MARCO TEÓRICO……………………………………………………………………………….…..5
MARCO METODOLÓGICO……………………………………………………………………….15
Materiales y Equipos………………………………………………………………….15Descripción del equipo………………………………………………………………..16Procedimiento Experimental………………………………………………………..17
RESULTADOS Y DISCUSIÓN…………………………………………………………………….20
Datos experimentales……………………………………………………………………20Resultados y discusión…………………………………………………………………23
CONCLUSIONES………………………………………………………………………………………..29RECOMENDACIONES…………………………………………………………………………………30BIBLIOGRAFÍA…………………………………………………………………………………………..31APÉNDICE………………………………………………………………………………………………….32ANEXOS…………………………………………………………………………………………………….38
2

INTRODUCCIÓN
El objetivo de esta práctica es evaluar la eficiencia de una torre perforada de platos mediante
una destilación continua de una mezcla binaria para un sistema de metanol – agua a reflujo
parcial. Para lograrlo se realiza un balance de masa del proceso y de energía con la ayuda del
método de McCabe – Thiele, determinando con este método los platos teóricos y luego con
ellos la eficiencia del proceso.
Esta práctica resulta de gran importancia ya que este es un proceso que se maneja
comúnmente en las industrias cuando se desea separar una mezcla en sus componentes
líquidos y gaseosos o en cada una de sus fases. Un sistema de destilación continua consta de
una torre de destilación, estas torres son alimentadas constantemente con lo cual se garantiza
una producción continua de producto destilado y de fondo, presentándose en las torres
operaciones de transferencia de masa y de energía las cuales hacen posible la obtención de
productos en especificación.
En la destilación la separación de los constituyentes se basa en las diferencias de volatilidad.
En la destilación, una fase de vapor se pone en contacto con una fase líquida, transfiriéndose
masa del líquido al vapor y del vapor al líquido. Por lo general, el líquido y el vapor contienen
los mismos componentes aunque en distintas proporciones.
3

JUSTIFICACIÓN
Al haber reflujo presente, la práctica permitirá obtener conocimientos de como la
manipulación de este permite obtener la especificación del producto deseado, así como las
variables que deben ser analizadas y controladas.
En la industria la destilación binaria es una operación que permite realizar la separación de dos
componentes donde el residuo debe ser preferiblemente despreciable para que de este modo
se pueda recuperar la materia requerida con un máximo de pureza, lo cual representaría un
alto rendimiento proyectándose así en el terreno económico de forma positiva, otra
importancia de evaluar una torre de platos perforados radica en la necesidad de conocer el
funcionamiento de este tipo de equipos. En la práctica la mezcla utilizada fue metanol- agua, y
un equipo de destilación marca Scout, se trabajó a presión atmosférica y a temperatura
ambiente.
4

MARCO TEÓRICO
Destilación:
Proceso de separación que utiliza fases de vapor y líquido, esencialmente a la misma
temperatura y a la misma presión, para las zonas coexistentes.
Alimentación:
El material de alimentación que se debe separar en fracciones, se introduce a uno o más
puntos a lo largo de uno o más puntos a lo largo de la coraza de la columna. Debido a la
diferencia de gravedad entre la fase de vapor y la líquida, el líquido corre hacia debajo de la
columna, cayendo en cascada de plato a plato, mientras que el vapor asciende por la columna,
para entrar en contacto con el líquido en cada uno de los platos
Producto de Fondo:
El líquido que llega al fondo de la columna se vaporiza parcialmente en un rehervidor
calentado para proporcionar vapor rehervido que asciende por la columna. El resto del líquido
se retira como producto de fondo.
Producto Superior:
El vapor que llega a la parte superior de la columna se enfría y condensa como líquido en
condensador superior.parte de este líquido regresa a la columna como reflujo, para
proporcionar un derrame de líquido. El resto de la corriente se retira como producto destilado
o superior.
Operaciones de Destilación Continua:
Los procesos de separación alcanzan sus objetivos mediante la creación de 2 o más zonas
que coexisten y que tienen diferencias de temperatura, presión composición y fase. Cada
especie molecular de la mezcla a separar reaccionará de modo único ante las condiciones
diversas presentes en cada zona. Consecuentemente a medida que se avance hacia el
equilibrio cada especie establecerá una distinta concentración en cada zona resultando una
separación entre ellas.
5

La destilación es un proceso de separación que consiste en eliminar uno o más de los
componentes de una mezcla volátil por medio de la transferencia simultánea de calor y masa.
Utiliza fases de vapor y líquido, esencialmente a la misma temperatura y la misma presión para
las zonas coexistentes. Para llevar a cabo la operación se aprovecha la diferencia de volatilidad
de los constituyentes de la mezcla, separando o fraccionando éstos en función de su
temperatura de ebullición. Cabe mencionar que un compuesto de punto de ebullición bajo se
considera “volátil” en relación con los otros componentes de puntos de ebullición mayor. Los
compuestos con una presión de vapor baja tendrán puntos de ebullición altos y los que tengan
una presión de vapor alta tendrán puntos de ebullición bajos. Se usa para concentrar mezclas
alcohólicas y separar aceites esenciales así como componentes de mezclas líquidas que se
deseen purificar.
La destilación fraccionada es el método más empleado actualmente para separar los
componentes de una mezcla líquida. Incluye el retorno de una parte del vapor condensado al
equipo, de tal manera que el líquido que se regresa entra en contacto íntimo a contracorriente
con los vapores que se dirigen al condensador. Este tipo de destilación es continua y permite
manipular grandes cantidades de materiales y el reflujo hace posible alcanzar purezas elevadas
en los productos destilados.
En la Destilación fraccionada el proceso se realiza en multi-etapas por medio de una
columna de destilación en la cual, se llevan a cabo continuamente numerosas evaporaciones y
condensaciones. Al ir avanzando a lo largo de la columna, la composición del vapor es más
concentrada en el componente más volátil y la concentración del líquido que condensa es más
rica en el componente menos volátil. Cabe mencionar que este tipo de destilación es mucho
más eficiente que una destilación simple y que mientras más etapas involucre, mejor
separación se obtiene de los componentes. Dentro de estas columnas se encuentran platos
con perforaciones o empaques de cerámica para un mayor contacto líquido-vapor.
El material de alimentación que se debe separar en fracciones se introduce a uno de los
puntos a lo largo de la columna, preferiblemente donde la composición sea parecida. Debido a
la diferencia de gravedad entre la fase de vapor y la líquida, el líquido corre hacia debajo de la
columna mientras el vapor asciende por la columna, para entrar en contacto íntimo con el
líquido en cada uno de los platos.
El líquido que llega al fondo de la torre se vaporiza en un rehervidor calentado para
proporcionar vapor que asciende por la columna. El resto del líquido se retira como producto
de fondo. El vapor que llega a la parte superior (tope) se enfría y condensa como líquido en el
condensador superior. Parte de este líquido regresa a la torre en forma de reflujo, para
6
proporcionar un derrame de líquido. El resto de la corriente superior se retira como producto
destilado o de tope.
Este patrón de flujo en el tope de la columna proporciona un contacto, a contracorriente de las corrientes de vapor y líquido, en todos los platos de la columna. Ambas fases en un plato dado se acercan a los equilibrios de temperatura, presión y composición hasta un punto que depende de la eficiencia del plato de contacto.
La separación general que se logra entre el producto de tope y el de fondo depende primordialmente de las volatilidades relativas de los componentes, el número de platos de contacto y de la relación de reflujo de la fase líquida a la de vapor.
Si la alimentación se introduce en un punto situado a lo largo de la columna, esta se dividirá en una sección superior, que se denomina frecuentemente rectificación, y otra inferior llamada agotamiento.
Los procesos de transferencia de masa y energía en una columna real de destilación son demasiado complicados para poder modelarlos con facilidad en forma directa. Esta dificultad es superada a menudo mediante el modelo de etapa de equilibrio. Por definición, la corriente de vapor y la de líquido que salen de una etapa están en equilibrio completo entre sí y se pueden usar relaciones termodinámicas para relacionar las concentraciones de las dos corrientes en equilibrio. El empleo del concepto de etapa en equilibrio separa el diseño de columna en 3 partes principales:1) los datos y los modelos termodinámicos que se requieren para predecir las composiciones del equilibrio, 2) cálculo del número de etapas de equilibrio que se requieren para lograr una separación específica o la separación que se obtendrá con un número de etapas de equilibrio dado, 3) el número de etapas de equilibrio se debe convertir en un número equivalente de platos reales de contacto.
Figura 1. Esquema de la columna de destilación continua
Método De McCabe – Thiele:
Líneas de operación: Este método, aunque menos riguroso que el de Ponchon y Savarit, se basa como ya se ha dicho anteriormente en la representación de las ecuaciones de balance de materia como las líneas de operación en el diagrama x-y. Las líneas se hacen rectas (y se evita
7

la necesidad del balance de energía) mediante la suposición de que hay un derrame molar constante. Se supone que el flujo de la fase liquida es constante de bandeja a bandeja en cada sección de la columna entre el punto de alimentación y el de producto. Si el flujo del líquido es constante, el flujo del vapor tendrá que ser también constante.
La suposición del derrame molar constante representa varias suposiciones, siendo la más importante de estas es la de calores molares de vaporización iguales para los dos componentes. Las otras suposiciones son la de que la operación tiene que ser adiabática y que no hay efectos de calor de mezcla o de calor sensible. Esto se ilustra mejor en la Fig. 1 (Pág. 13-29 Perry):
Fig.1 dos envolventes de balance de materiales en la sección superior de una columna de destilación
Que muestra dos envolventes de balance de materiales que cortan la sección superior (por encima de la alimentación superior o la corriente lateral) de la columna. Si se supone que la velocidad Ln+1 es idéntica a Ln-1, entonces se tendrá que Vn = Vn-2 y el balance de materiales de componentes para los dos envolventes 1 y 2 se puede representar por medio de:
yn = (L/V)Xn+1 + (DXD/V) (Ec. 1)
Donde y y x tienen subíndices de etapa n o n+1 pero L y V se deben identificar sólo con la sección de la columna a la que se aplican. La Ecu (anterior colocar Nº)tiene la forma analítica de una línea recta; L/V es la pendiente y DXD/V es intersección y en X1 = 0.
8

El efecto del punto de retiro de una corriente lateral se ilustra en la fig (13-29). La ecuación de balance de materiales para la sección de la columna por debajo de la corriente lateral es
yn=
L´V ´
xn+1+DxD+SxS
V ´ (Ec. 2)
Donde los apóstrofos distinguen L y V debajo de la corriente lateral, el balance para la sección por debajo de la alimentación sería:
yn=
L´V ´
xn+1+DxD+FxF
V ´ (Ec. 3)
Se pueden escribir ecuaciones similares para la sección del fondo de la columna. Para la envolvente que se muestra en la fig 13-30,
ym = (Ln/Vn)xm+1 – (BxB/V) (Ec. 4)
Donde se utiliza el subíndice m para identificar el número de la etapa en la sección del fondo.
Las ecuaciones como la 1 a la 4, cuando se trazan en el diagrama x-y, proporcionan un juego de líneas que se denominan de operación. Un punto en la línea de operación representa dos corrientes que pasan, y la línea de operación misma es el sitio de todos los pares posibles de corrientes de paso dentro de la sección de la columna a que se aplica la línea.
Se puede localizar una línea de operación en el diagrama x-y si:
1) se conocen puntos de la línea
2) se conoce un punto y la pendiente. Los puntos conocidos en una línea de operación suelen ser su intersección con la diagonal x-y o su intersección con otra línea de operación.
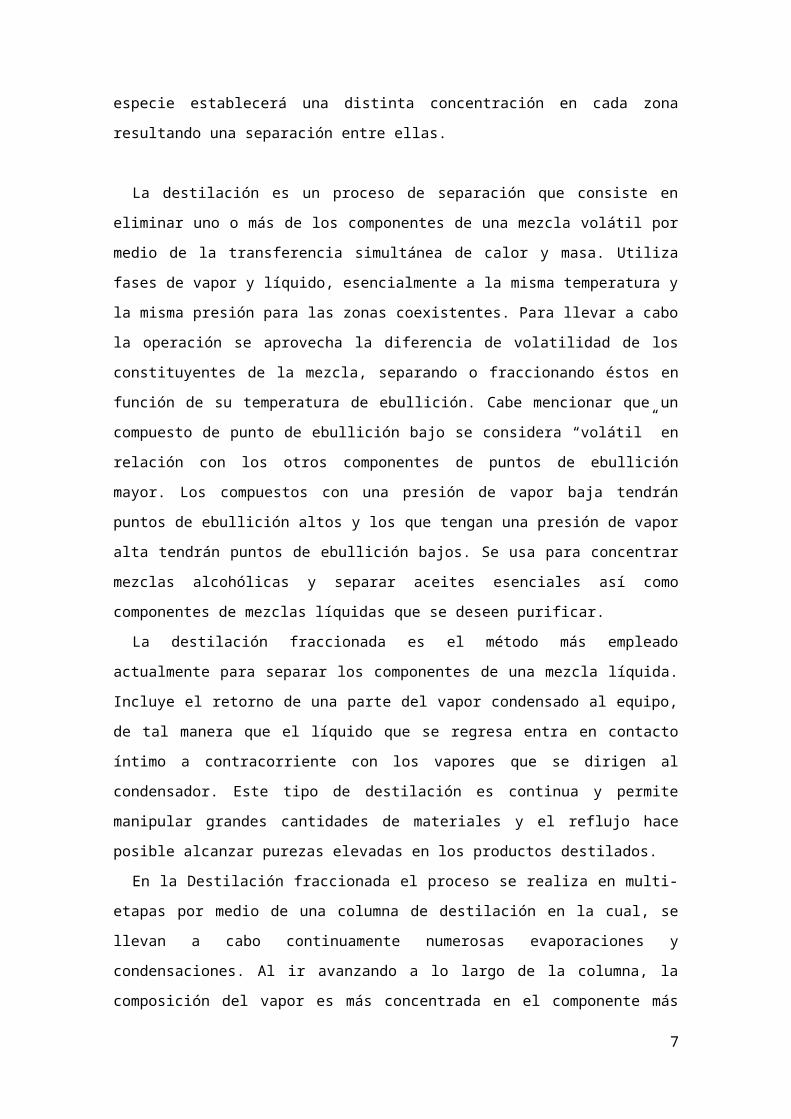
La pendiente L/V de la línea de operación se le denomina razón de reflujo interno. Esta razón, en la ecuación de la línea de operación para la sección superior de la columna se relaciona con la razón de reflujo externo R = NN+1/D por medio de
LV
=LN+1
V N= RD
(1+R ) D= R1+R (Ec. 5)
Cuando la corriente de reflujo LN+1 es un líquido saturado.
9

Condición Térmica de la Alimentación.
La pendiente de la línea de operación cambiara siempre que pase una alimentación o una corriente lateral Para calcular este cambio es conveniente introducir una cantidad q que se define mediante las ecuaciones que siguen para una corriente de alimentación F:
L´ = L + qF (Ec. 6 )
V = V´ + (1 - q) F (Ec. 7)
Los apóstrofos denotan las corrientes por debajo de la etapa en que se introduce la alimentación. La q es la medida de la condición térmica de la alimentación y representa los moles de líquido saturado que se forman en la etapa de alimentación por mol de material alimentado. Tomándose los siguientes valores para las diversas condiciones térmicas posibles de la alimentación:
Condiciones térmicas de la Alimentación q
q
q - 1
Líquido Sub-enfriado > 1 (+)
Líquido Saturado 1 ()
Mezcla (líquido + vapor) 1 > q > 0 (-)
Vapor Saturado 0 (0)
Vapor Sobre Calentado < 0 (+)
El valor de q para una alimentación dada se puede estimar a partir de :
q = energía para convertir 1 mol de alimentación en vapor saturado
calor molar de vaporización
La línea q se utiliza para deducir la ecuación de línea q para una alimentación o una corriente lateral. La línea q de la alimentación es el sitio de intersección de todos los puntos de las dos líneas de operaciones que se encuentran en la etapa de alimentación o corriente lateral. Esta intersección se debe producir a lo largo de la sección de la línea q entre la curva de equilibrio y la diagonal x = y. En el punto de intersección el mismo punto x, y debe satisfacer tanto la ecuación de la línea de operación por encima de la etapa de la alimentación. Al restar una ecuación de la otra se tiene, para una etapa de alimentación
(V – V´)y = (L – L´)x + FxF
10

que, cuando se combina con las ecuaciones 6 y 7, da la ecuación de la línea q
y= q
q−1x−
xFq−1 (Ec. 8)
Etapas Mínimas:
En la figura Nº 3 se muestra una columna que funciona a reflujo total. Se ha cargado una
cantidad suficiente de material en la columna para llenar el rehervidor, las bandejas y el
acumulador de condensado superior hasta sus niveles de trabajo. A continuación, se hace
funcionar la columna sin alimentación y toda la corriente del domo es condensada de regreso
como reflujo (LN+1= VN y D= 0). Asimismo, todo el líquido que llega al rehervidor se vaporiza y
regresa a la columna como vapor. Puesto que F, D y B son cero, LN+1= VN en todos los puntos
de la columna. Con una pendiente igual a la unidad (L/V= 1,0), la línea de operación debe
coincidir con la diagonal a través de la columna. La operación de reflujo total da el número
mínimo de etapas que se requieren para efectuar una separación específica entre XB y XD.
Reflujo Mínimo:
La razón de reflujo mínimo se define como la razón que, si se disminuye en una cantidad
infinitesimal, necesitaría un número infinito de etapas para lograr una separación especificada
entre dos componentes. El concepto sólo tiene sentido si se especifica una separación entre
dos componentes y no se da el número de etapas. En la figura Nº 4 se ilustra la condición de
reflujo mínimo. Conforme se reduce la razón de reflujo, las dos líneas de operación oscilan
hacia arriba, pivoteando en torno a los valores especificados entre XB y XD, hasta que uno de
ellos o los dos toquen la curva de equilibrio. Para curvas de equilibrio con la forma de la que se
muestra, el contacto se produce en la línea q de alimentación. Con frecuencia, una curva de
equilibrio descenderá más cerca de la diagonal a concentraciones más altas. En esos casos, la
línea de operación con la curva de equilibrio produce un punto de acumulación que contiene
un número muy grande de etapas y se forma una zona de composición constante.
Método de Etapa de Equilibrio:
En muchos procesos de transferencia de masa se juntan dos fases por un breve tiempo y
después se separan. Las dos fases de una etapa no se encuentran en equilibrio, debido a un
tiempo de contacto insuficiente o una dispersión inadecuada de las dos fases en etapa. Como
resultado el cambio de composición para cada fase en una etapa real, es por lo general menor
que el posible en una etapa de equilibrio.
11
El primer paso en este método es calcular las composiciones de fase que hubieran
resultado si el equilibrio hubiera sido completado durante el tiempo en que las fases
estuvieron en contacto. Se aplica entonces un factor empírico de eficiencia de etapa para
tener en cuenta que el equilibrio real no se realizó en realidad.
Si bien el modelo físico de una etapa de equilibrio es conveniente para los cálculos antes de
construir un equipo de multietapas, el número resultante de etapas de equilibrio debe
relacionarse con el número de etapas reales. La relación se expresa por lo general como una
eficiencia de etapa. Se han definido varias eficiencias para expresar la imposibilidad de
alcanzar el equilibrio en una etapa real. La operación de una etapa real depende de muchas
variables físicas. La etapa debe poner en contacto íntimo dos fases y después separarlas. Un
contacto más íntimo y un tiempo de contacto mayor, originan una mayor tendencia al
equilibrio en las corrientes de salida. Entre las variables que afectan se incluyen el área
interfacial entre las fases, la velocidad de transferencia (por unidad de área) de los
componentes dependen a su vez de las características de construcción de las etapas, las
propiedades físicas de las fases y las velocidades de flujo. Debido al efecto complejo de todas
estas variables, no es posible hacer una predicción puramente teórica de las eficiencias de
etapa.
La eficiencia que se emplea con mayor frecuencia se define simplemente como el cociente
entre el número de etapas de equilibrio calculado, para una separación específica y el número
de etapas reales que se necesitan para la separación. Esto se conoce como Eficiencia Global.
Eo = Número de etapas de equilibrio calculadas
Número de etapas reales que se requieren
Aunque es permisible reportar un número fraccionario de etapas de equilibrio, es obvio
que sólo puede construirse un número entero de etapas reales. La eficiencia global es fácil de
utilizar en el cálculo, pero de poca luz sobre las variables físicas que determinan su valor. Una
eficiencia con mayor fundamento teórico puede conducir a correlaciones empíricas más
adecuadas.
Las Eficiencias de Etapa de Murphree, (4) describen la eficiencia de una sola etapa.
Originalmente se definieron para la destilación, pero pueden aplicarse con facilidad a otras
operaciones de etapas.
12

La eficiencia de Murphree se define como:
EV = Yn - Yn+1
Yn* - Yn+1
Donde:
Yn: concentración real de la fase de vapor que sale del plato n.
Yn+1: concentración real del vapor que entra en el plato n.
Yn*: concentración del vapor en equilibrio con el líquido que sale por el tubo de bajada
procedente del plato n.
La eficiencia de líquido de Murphree se define por:
EL = Xn-1 - Xn
Xn-1 - Xn*
Donde:
Xn: concentración real de la fase de liquido que sale del plato n.
Xn-1: concentración real del líquido que entra en el plato n.
Xn*: concentración del líquido en equilibrio con el vapor que sale por el tubo de bajada
procedente del plato n.
Las eficiencias de etapa de Murphree pueden exceder de 1.0 cuando existen condiciones
cercanas al equilibrio en todos los puntos de la etapa, por ejemplo: en la destilación, la
composición Yn* está en equilibrio con Xn, que es la composición más baja del componente más
volátil (a) en la etapa. Entonces, Yn* puede ser menor que Yn, debido a que ésta última es un
promedio de todas las Y a través de la etapa.
La eficiencia de etapa de Murphree puede emplearse para calcular el número de etapas
reales que se requieren para una separación específica.
Relación entre las eficacias de Murphee y global. Existe una relación definida entre la
eficiencia global Eo y la eficacia de Murphee EV,L cuando, tanto la línea de equilibrio como la
línea de operación, son rectas. Esta relación es:
13
Donde:
m: pendiente de la curva de equilibrio
V/L: relación vapor-liquido
Las eficiencias de etapa de Murphree pueden exceder de 1.0 cuando existen condiciones
cercanas al equilibrio en todos los puntos de la etapa, por ejemplo: en la destilación, la
composición Yn* está en equilibrio con Xn, que es la composición más baja del componente más
volátil (a) en la etapa. Entonces, Yn* puede ser menor que Yn, debido a que ésta última es un
promedio de todas las Y a través de la etapa.
La eficiencia de etapa de Murphree puede emplearse para calcular el número de etapas
reales que se requieren para una separación específica.
14

MARCO METODOLÓGICO
Materiales y Equipos
Torre de Destilación. Marca: Scott EngineeringSciences.
Agua Destilada.
Metanol.
Termocuplas.
Selector de Termocuplas.
Indicador digital de Temperatura.
Indicador de Voltaje.
Indicador de Amperaje.
Refractómetro. Marca: AbbeRefractometer.
Condensador.
Rehervidor.
Indicador de Nivel del Rehervidor.
Panel de Control.
Tuberías, válvulas y conexiones.
Tanque de Alimentación.
Tambor de Condensado.
Bombas.
Rotámetros.
Termómetro.
Barómetro.
Vasos de precipitado.
Viales.
Bata de laboratorio, lentes de seguridad, guantes de látex y máscara anti-orgánicos.
15
Papel tipo Toallín.
Descripción del equipo
El equipo de Destilación utilizado en la práctica consta de una Torre de Destilación (Marca:
Scott EngineeringSciences), la cual tiene conectadas la línea de alimentación, que presenta una
bomba y un rotámetro, y la línea de reflujo, la cual presenta una bomba, un rotámetro y un
precalentador; la Torre además, tiene acoplada en su sección inferior un Rehervidor, el cual
consta de una resistencia que proporciona la energía necesaria para generar los vapores. De la
sección superior de la Torre sale el producto de tope, el cual pasa a través de un Condensador
(cuyo caudal de agua de enfriamiento es controlada con un rotámetro), y luego cae al Tambor
de Condensado. Tanto el Rehervidor como el Tambor de Condensado constan de válvulas de
drenaje para la toma de muestra de los productos de tope y fondo. Así mismo los platos
perforados de la Torre presentan conexiones para la toma de muestra. Se dispone también, de
Termocuplas, las cuales se encuentran ubicadas a lo largo del equipo (platos, línea de
condensado, rehervidor, alimentación, salida y entrada de agua al condensador), un selector
de Termocuplas, un indicador digital de temperatura, un indicador de amperaje y un indicador
de voltaje.
Aparte del equipo de Destilación, se utiliza un Refractómetro (Marca: AbbeRefractometer),
el cual presenta un porta muestra, una perilla de encendido, lámpara, y un visor. Es utilizado
para obtener los índices de refracción (IR) de las muestras obtenidas, los cuales son utilizados
para entrará a la Curva de Calibración del refractómetro para el sistema Metanol-Agua y así
poder determinar la composición del Metanol en las muestras.
16

PROCEDIMIENTO EXPERIMENTAL
1.- Inicio del Proceso de Destilación.
1.1 Verificar que la brequera esté en ON.
1.2 Verificar que el botón HS-306 esté en AUTO.
1.3 Verificar que las válvulas de drenaje estén cerradas.
1.4 Alimentar el agua de Hidrolago.
1.5 Colocar la alimentación en la conexión rápida QC-307.
1.6 Ajustar el flujo de agua hacia el condensador a través del rotámetro FC-303 en un valor que
debe ser suministrado por el Profesor.
1.7 Ponga en servicio la resistencia del rehervidor E-303 con el botón HS-302.Comenzar a leer
las temperaturas de todas las termocuplas desde el momento de puesta en servicio del
rehervidor cada 2 minutos durante toda la práctica. Anotar en la Tabla Nº1 de la hoja de toma
de datos.
PRERREQUISITO: Antes de comenzar el calentamiento verifique que la válvula de rebosadero del tambor de
cabecera (HV-306) esté abierta para permitir la salida de líquido hacia el tambor de
alimentación en caso de nivel muy alto.
PRECAUCIÓN:En caso de que la resistencia del rehervidor llegue a 240ºC, la resistencia se disparará para evitar falla térmica, y solo podrá ser habilitado nuevamente a través del reset local (HS-308). Debe tener cuidado de no rebosar el rehervidor. En caso de muy alto nivel, el flotador (LG-
301) enviara señal al panel de control para abrir la solenoide (SV-301).
NOTA: El condensador (E-304) consta de una válvula de alivio de presión (PSV-301) que se utiliza en
caso de que la presión dentro del condensador sea muy alta. Esta ajustada a 1 psig.
2.- Alcanzar la Especificación del Producto de Tope a Reflujo.
2.1 Se espera que alcance el nivel de operación en el tambor de condensado y se abre la
válvula HV-305.
2.2 Poner en servicio la bomba P-302 a través del botón HS-304.
2.3 Controlar el nivel del tambor de condensado con la válvula HV-305 a través del Rotámetro
FC-302.
17

2.4 Después de 20 min de encendida la bomba de reflujo (P-301) tomar la primera muestra
solo del tope y ver si esta en especificación.
2.5 Ir tomando las siguientes muestras en intervalos de tiempo que serán indicados por el
Profesor y chequear que la composición de tope tenga la especificación dada también por el
Profesor. Anotar todas estas composiciones en la Tabla Nº2 hoja de toma de datos.
NOTA: Si la composición de tope es menor que la especificación se debe aumentar el reflujo para
entrar en especificación. Si la composición de tope es mayor que la especificación se debe
disminuir el reflujo para no hacer regalías de calidad. Recuerde que los cambios son de 2%
en 2% y se debe esperar la respuesta del sistema a los cambios efectuados.
3.- Admisión de Carga Fresca a la Torre.
3.1 Si la composición en el tope es la adecuada, ponga en servicio la bomba de alimentación
(P-301) con el botón HS-303.
3.2 Ponga en 30% el rotámetro FC-301 y aumente cada 5 minutos 30% hasta llegar a 90%.
3.3 Ponga en servicio los precalentadores E-301 y E-302 con los botones HS-305 y HS-307
respectivamente.
3.4 Abra la válvula de drenaje del rehervidor y controle el nivel del interno del mismo con la
salida de producto de fondo hacia un recipiente.
3.5 Abra la válvula del drenaje del tambor de condensado (V-301) y controle el nivel del
tambor con la salida de producto de tope.
3.6 Tome muestras en el tope cada 2 minutos y ajuste el flujo de reflujo de acuerdo a la
composición. Anotar en la Tabla Nº3 de la hoja de toma de datos.
3.7 Al momento de encender la bomba de alimentación (P-302) se toman muestras del fondo y
de cada plato en las conexiones para toma de muestra SC-301, SC-302, SC-303, SC-304, SC-305
y SC-306 también se toman estas muestras cada vez que se varia el %Rotámetro de
alimentación (0,5, 10,15 min). Anotar en la Tabla Nº 4 de la hoja de toma de datos.
4.- Parada del Proceso de Destilación.
4.1 Sacar de operación la resistencia del rehervidor (E-303) y las resistencias de los
precalentadores (E-301 y E-302 respectivamente), con las válvulas HS-302, HS-305 y HS-307
respectivamente.
4.2 Sacar de operación la bomba de alimentación con el botón HS-303.
4.3 Parar la recolección de producto de fondo y de tope, cerrando las válvulas de drenaje del
tambor de condensado y del rehervidor.
18

4.3 Cerrar el rotámetro de alimentación (FC-301), el rotámetro de reflujo (FC-302) y el
rotámetro de agua (FC_303).
4.4 Quitar el agua de Hidrolago y la electricidad.
NOTA: La fuga del rotámetro es producto de tope, por ello se debe tratar de almacenar luego de entrar en especificación para ser contabilizado como tal. Por otra parte lo restante de las muestras de tope también debe almacenarse para
contabilizarse como producto de tope.
5.- Análisis de las muestras y Cálculos de su composición.
5.1 Mida la temperatura, volumen y composición de los productos de tope y de fondo total
producidos. Anote en la Tabla Nº6 de la hoja de toma de datos.
5.2 Espere que las muestras alcancen la temperatura ambiente, para que de esta forma el
equipo no sufra daños.
5.3 Lave con agua destilada el porta muestra del refractómetro. Seque bien con toallín el porta
muestra. Coloque cada una de las muestras en el vidrio del equipo. Coloque la perilla de
encendido en D .Acerque la lámpara al porta muestra. Observe por el visor y ajustar hasta
que la mirilla se nivele con la interfase. Presione el botón (READ) para obtener el índice de
refracción de la muestra. Tome nota del índice de refracción para cada muestra.
5.4. Con los valores obtenidos por el equipo se entra a la curva de calibración para el sistema
Metanol-agua, y se obtienen las fracciones de metanol.
19

DATOS EXPERIMENTALES
Tabla Nº 1 Datos iniciales.
Mezcla Metanol-AguaTemp Ambiente 25 ºC
Presión Atmosférica 760 mmHgAmperaje 9,5 Amp
Voltaje 209 V
Tabla Nº 2 Temperaturas de los distintos puntos del equipo durante toda la práctica.
Temperaturas a través de las termocuplas(ºC)Tiempo(min) T1 T2 T3 T4 T5 T6 T7 T8 T9 T10 T11 T12
0 41 28 24 22 22 22 24 24 22 22 22 692 48 30 24 22 22 22 24 24 23 21 21 784 55 33 26 23 22 22 24 24 23 22 22 796 72 68 64 47 23 22 30 25 24 22 22 808 76 74 71 70 64 29 31 29 29 22 22 81
10 77 76 75 70 73 32 29 29 33 22 22 8112 79 78 77 77 74 75 32 29 37 22 22 8114 79 79 78 78 75 76 33 29 38 22 22 8116 79 79 77 76 71 68 35 30 38 23 23 8218 74 72 70 70 68 69 32 29 38 26 23 8120 73 71 70 69 68 69 33 34 36 28 28 8122 73 71 70 70 68 68 33 24 36 31 23 8124 73 71 69 69 67 67 32 24 36 32 23 8126 71 70 69 68 66 67 32 24 36 33 22 8128 71 70 68 68 66 66 33 24 36 33 22 8130 71 70 68 68 66 66 33 24 37 36 23 8132 72 70 68 68 66 66 33 24 40 36 22 8134 72 70 68 67 65 65 33 24 39 43 31 8136 71 69 68 66 65 65 34 24 39 63 58 8138 72 70 67 66 65 66 35 24 40 65 71 8140 75 72 69 67 66 66 33 28 41 65 67 8142 76 73 71 69 67 67 33 28 40 65 64 8144 77 73 72 71 69 69 32 28 37 65 58 8146 74 77 73 74 71 70 33 28 38 65 58 8148 78 77 73 72 68 67 33 24 37 66 55 8150 76 71 68 67 66 66 33 24 40 66 55 8152 70 69 67 66 66 66 33 24 40 66 55 8154 70 69 67 66 66 66 33 24 40 66 55 81
20
Tabla Nº 3. Composición de Tope antes de alcanzar la especificación.
Nº Tiempo (min) IR Tope Composición1 15 1,3339 812 17 1,3339 813 19 1,3343 784 21 1,3333 825 23 1,3307 866 25 1,3302 927 27 1,3303 938 29 1,3301 939 31 1,3291 97
10 33 1,3291 97
Composición deseada= 0,97
Tabla Nº 4 Composición de Tope luego de alcanzar la especificación.
Nº Tiempo (min) IR Tope Composición % Rotámetro Reflujo1 1 1,3286 98 352 2 1,3280 99 353 3 1,3275 - 354 4 1,3279 - 355 5 1,3278 - 356 6 1,3283 99 357 7 1,3280 100 208 8 1,3282 99 209 9 1,3284 98,5 20
10 10 1,3283 98,5 2011 11 1,3283 98 2012 12 1,3297 95 4013 13 1,3297 95 4014 14 1,3301 94 4015 15 1,3301 94 5016 16 1,3303 93 5017 17 1,3201 94 5018 18 1,3247 95 5019 19 1,3243 97 5020 20 1,3281 92 35
21

Tabla Nº 5 Composición de los platos y el fondo luego de alcanzada la especificación deseada.
Tiempo Fondo P1 P2 P3 P4 P5 P6(min) IR Xd IR Xd IR Xd IR Xd IR X IR Xd IR Xd
0 1,34 23 1,31 96 1,32 95 1,32 95 1,32 86 1,32 80 1,51 71
5 1,33 14 1,32 91 1,32 96 1,32 94 1,33 87 1,33 78 1,51 51
10 1,34 23 1,33 99 1,32 96 1,32 95 1,33 82 1,33 69 1,53 57
15 1,33 21 1,33 94 1,33 93 1,32 97 1,35 77 1,33 81 1,53 55
20 1,34 23 1,32 96 1,32 95 1,33 95 1,35 80 1,33 75 1,53 71
Tabla Nº 6 Composiciones de las corrientes de tope, fondo y alimentación.
Corriente Temperatura (ºC) IR Composición %Alimentación 53 1,3408 28
Tope 40 1,3291 97Fondo 81 1,34 23
Para el tope será el volumen recolectado sobre el tiempo del proceso.
Volumen= 570ml Tiempo= 20min
Para el fondo será el volumen recolectado sobre el tiempo del proceso.
Volumen= 1307ml Tiempo= 20min
22
RESULTADOS Y DISCUSIÓN:
Tabla Nº 7 Flujos molares experimentales y teóricos, y porcentajes de error
Corriente Flujo (Kmol/s)Alimentación 6,1065E-05
Tope experimental 2,42028E-05Fondo experimental 4,32E-05
Reflujo 3,7990E-05Agua del Condensador 4,172E-03
Tope teórico 4,2E-06Fondo Teórico 5,60E-05
%ErrorFlujo destilado Flujo residuo
100 22,94
Los flujos molares experimentales de cada corriente fueron calculados a partir de los porcentajes de rotámetro y las densidades de la mezcla presente mientras que los flujos molares teóricos fueron determinados a partir de un balance de materia en la columna. En la tabla Nº 7 se muestran los flujos teóricos y experimentales para la corriente de tope y fondo, así como también los flujos molares de la corriente de alimentación, la corriente de reflujo y la corriente de agua que entra al condensador. Los porcentajes de error calculados para las corrientes de tope y fondo fueron de 100% y 22,94%, respectivamente. Estos porcentajes de error indican que hubo pérdidas de materia durante el proceso de destilación llevado a cabo en el laboratorio. Estas pérdidas haber sido al momento de medir los volúmenes de producción del tope y fondo en el laboratorio.
Tabla Nº 8 Calor aportado por el rehervidor, retirado por el condensador y perdido.
Ubicación Calor (KJ/s)Calor del rehervidor 1,9855
Calor del condensador 1,2550Calor del destilado 0,0132
Calor del fondo 0,3545Calor perdido 0,611
Porcentaje de calor perdido 30,77
Como se observa en la siguiente tabla la mayor cantidad de calor que se aporta el sistema es
proporcionado por el rehervidor como era de esperarse, también se muestran todos los
calores aportados por el sistema comprobándose de esta manera el principio de conservación
de energía, en lo que respecta a las pérdidas de energía son bastante pequeñas y esto nos
23

indica que hay fallas presente en el material aislante del rehervidor lo cual no permite que el
proceso se realice adiabáticamente; lo que implica mayor consumo de energía y también una
elevación en los costos.
Tabla Nº 9. Valores de eficiencias de Murphree para cada plato.
Xn Xn-1 Xn* EML(%)
P1 0,96 0.97 0,92 20
P2 0,95 0.96 0,91 20
P3 0,93 0.96 0,89 42,85
P4 0,86 0,93 0,86 100
P5 0,75 0,80 0,68 41,66
P6 0,71 0,75 0,61 28,57
Tabla Nº 10. Eficiencias globales.
Método Eficiencia GlobalMcCabe-Thiele 100%
Fenske 39,71%
Tabla Nº 11. Relaciones de reflujo
Rope 1,0232Rmin 0,8653
R/Rmin 1,1824
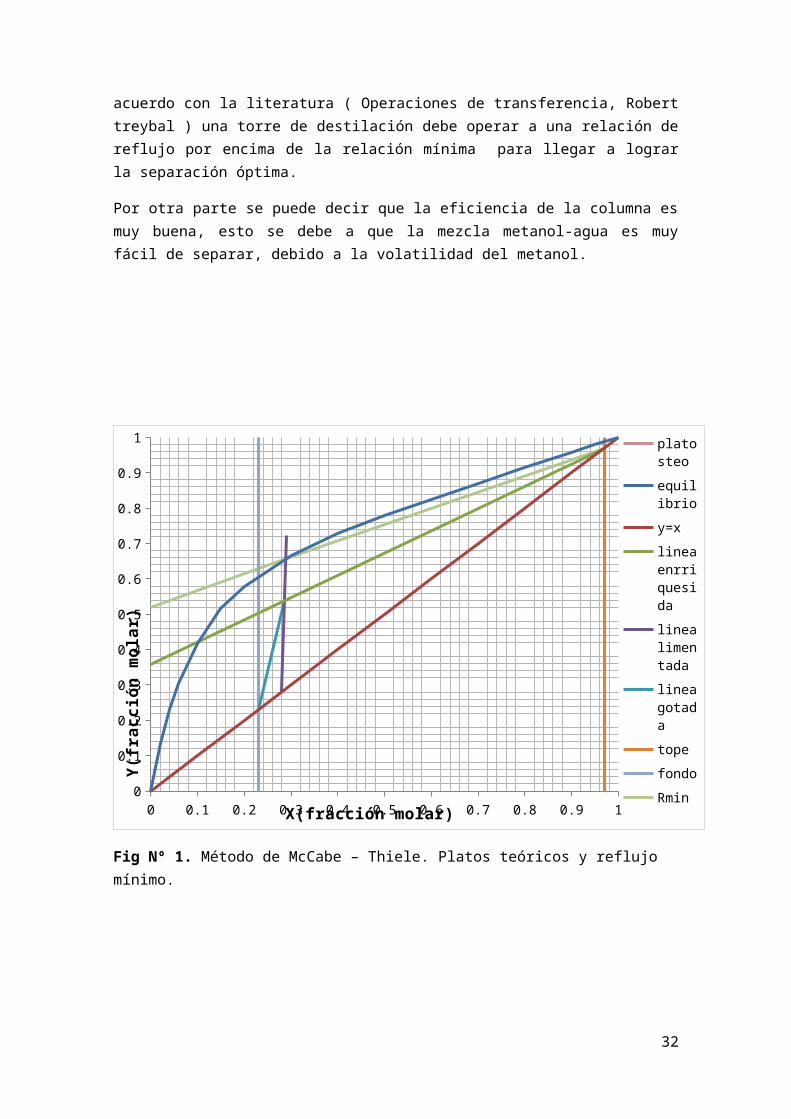
La relación de reflujo de operación es mayor que la relación de reflujo mínimo. Esta relación de trabajo es muy buena porque de acuerdo con la literatura ( Operaciones de transferencia, Robert treybal ) una torre de destilación debe operar a una relación de reflujo por encima de la relación mínima para llegar a lograr la separación óptima.
Por otra parte se puede decir que la eficiencia de la columna es muy buena, esto se debe a que la mezcla metanol-agua es muy fácil de separar, debido a la volatilidad del metanol.
24

0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 10
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1platosteo
equi-librio
y=x
lin-eaenr-riquesidalineal-imen-tada
lineago-tada
tope
fondo
Rmin
X(fracción molar)
Y(fr
acci
ón m
olar
)
Fig Nº 1. Método de McCabe – Thiele. Platos teóricos y reflujo mínimo.
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 10
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
platosrealesequilibriox=ylineatopelineafondolinealimentacionlineaenrriquesidalineagotadapseudoequilibrio
Fig Nº 2. Platos reales y curva de pseudoequilibrio.
25

En la figura Nº 1 están representados los platos teóricos y las líneas de operación. Los platos
teóricos fueron obtenidos a partir de la aplicación del método de McCabe – Thiele, del cual se
pudieron obtener 7 etapas de equilibrio, es decir 6 platos teóricos y un rehervidor. En la figura
nº 1 están representadas a su vez la línea de alimentación, de enriquecimiento y la de
agotamiento. La línea de alimentación posee una cierta inclinación hacia la derecha, lo que es
perfectamente lógico en este proceso ya que la condición termodinámica de ésta es la de
líquido subenfriado o liquido comprimido, lo que cual está respaldado con el cálculo realizado
para la determinación del punto de burbuja.
La curva de Pseudoequilibrio fue trazada (figura Nº 2) y se lograron determinar los platos
reales del sistema, resultando en 6 platos reales y un rehervidor. Las eficiencias calculadas se
pueden observar en la tabla Nº 10. La eficiencia calculada con el método de McCabeThiele es
mayor que la eficiencia calculada con el modelo d Fenske. Estas eficiencias teóricas globales
muestran porcentajes altos comparados con las reales, lo que quiere decir que la eficiencia es
mediana. Un motivo lógico para estos resultados son las pérdidas de calor las cuales
disminuyen la eficiencia del proceso.
0 10 20 30 40 50 600
10
20
30
40
50
60
70
80
90
Plato 6
Plato 5
Plato 4
Plato 3
Plato 2
Plato 1
SalidaAgua-Condensador
EntradaAgua-Condensador
Condensado
SalidaReflujo
EntradaAli-mentacion
Rehervidor
Tiempo (Min)
Tem
pera
tura
()ºC
Fig Nº 3. Tendencias de temperaturas
26

Se puede observar en la figura Nº 3 que las temperaturas de los platos tienen una tendencia
semejante ya que esta comienza de una manera lineal luego tiene una subida abrupta hasta un
punto máximo luego cae un poco y esta se estabiliza hasta el tiempo final. En el rehervidor la
temperatura sube hasta llegar a un punto de estabilización. En lo que respecta a la entrada y
salida de agua del condensador y el condensado la temperatura se mantiene con pequeños
altos y bajos pero bastante estables.
Se puede observar que a medida que la Termocupla se ubica más cerca de la resistencia del
rehervidor, el valor de la temperatura aumenta debido al fraccionamiento de los compuestos
que absorben cierta cantidad de energía dependiendo a la composición de la mezcla en cada
punto, a mayor cantidad de metanol la temperatura es menor ya que es el más liviano.
0 2 4 6 8 10 12 14 16 18 200
20
40
60
80
100
120
TopeFondo
Tiempo (min)
%M
etan
ol
Fig Nº 4. Tendencias de composiciones.
La figura Nº 4 representa el perfil de composición en el tope y fondo de la columna. Las
composiciones del fondo se mantuvieron constantes en 20% con ciertas variaciones durante
todo el proceso de operación de la columna, mientras que las composiciones de tope tuvieron
una ligera variación en su comportamiento constante que se explica con el afán de conseguir la
especificación del proceso y luego mantenerla.
27

0 1 2 3 4 5 6 70
10
20
30
40
50
60
70
80
90
0
20
40
60
80
100
120
Temperatura
Composición
Etapas
Tem
pera
tura
(ºC)
Com
posic
ión
Fig Nº5. Perfiles de temperaturas y composiciones.
La figura Nº 5 representa los perfiles de temperatura y composición en la columna, respectivamente. En el perfil de composición se observa una disminución constante de la misma a lo largo de las etapas del proceso, es decir, desde el tope hasta el fondo, lo cual era lo esperado. En el perfil de temperatura se observa una variación brusca entre platos 1 y 2 debido a problemas hidráulicos en la columna que condensaba parte del líquido en el plato 1 y lo enfriaba.
28

CONCLUSIONES
Al realizar todos los cálculos y analizarlos, se puede concluir que se alcanzó todos los objetivos
propuestos en la práctica ya que se logró evaluar la eficiencia de una torre de platos perforado
a través de una destilación binaria continua colocada en reflujo total.
Se determinó el balance de masa, dando como resultado que la suma de los flujos de salida es
igual que el flujo de entrada, por esta razón podemos afirmar que no existe escape en las
líneas dándonos el balance de masa óptimo.
Luego realizamos los cálculos para determinar qué cantidad de energía se perdía, para esto se
realiza un balance de energía en la columna. El proceso no ocurre adiabáticamente ya que no
logran cumplir todos los requerimientos, esto se debe a que los datos obtenidos son de una
planta piloto o de pequeña escala, le logra evidenciar que ocurren perdidas de calor, esto es
muy importante a nivel industrial ya que estas pérdidas de calor generan gastos.
A través de la gráfica Nº 1, donde aplicamos el método de McCabe-Thiele, determinamos las
etapas teóricas, la aplicación de este método de suma importancia ya que se logra representar
de una forma general las condiciones ideales del proceso. Los resultados que obtenemos de la
gráfica no logran suministrar el comportamiento real del sistema debido a que no involucran
todos los factores que influyen.
El proceso de destilación continua tiene una eficiencia del 100% porque el número de platos reales es igual al número de platos teóricos.
El líquido de la alimentación es líquido comprimido ( q>1).
29

RECOMENDACIONES
Uso de máscaras durante todo el proceso, y hacer insistencia en este punto,
para evitar posibles daños a la salud de los alumnos.
Identificar adecuadamente los viales utilizados para cada muestra tomada
durante la práctica, para así evitar confusiones a la hora de analizar las
muestras y plasmar los resultados correctos. Esto se puede hacer con tirro.
Limpiar el porta-muestra cada vez que se vaya a utilizar en una medición para
evitar contaminaciones de la muestra.
Calibrar el refractómetro antes de las mediciones.
Seguir el número de las mediciones para evitar confusiones.
Usar métodos que consideren las pérdidas de energía como es el Ponchot-
Savarit.
Para que no ocurra el lloriqueo se puede precalentar la alimentación, para que
en vez de que entre líquido, o liquido subenfriado, entre un vapor
sobrecalentado (q<0) aumentando así la presión y el flujo de gas que sube por
la columna; también se puede extraer una corriente lateral de líquido, para que
de esta manera disminuya el líquido sobre el plato.
Disminuir el porcentaje de rotámetro del reflujo parcial, para así obtener una
relación de reflujo menor y que se aproxime más a la óptima.
30

BIBLIOGRAFÍA
Treybal, Robert. 1988. Operaciones de Transferencia de Masa. 2ª Edición. Editorial
McGraw-Hill.
PERRY, Robert H. Manual del Ingeniero Químico. Sexta Edición (Tercera, en
español). Tomo IV. Mc Graw-Hill. México. 1992.
Mccabe, Warren; SMITH, Julian; HARRIOT, Peter. Operaciones unitarias en Ingeniería
Química. McGraw-Hill. 4ta Edición.
http://es.wikipedia.org/wiki/Perfil .
http://es.wikipedia.org/wiki/Tendencia .
http://en.wikipedia.org/wiki/McCabe-Thiele_method .
FOUST, Alan S. Principios de Operaciones Unitarias. Segunda edición. Editorial
Continental. México. 1990
Felder; Rousseau. 2007. Principios elementales de los procesos químicos. 3era Edición.
Wiley.
31
APÉNDICE
1) Flujos Molares:
mi=Qi∗ρ
Para la mezcla metanol-agua:
1ρmezcla
=xCH 3OH
ρCH3OH+( xH30 )
ρH2O
Las densidades del agua y del metanol se calculan mediante una correlación obtenida del Perry’s Chemical Engineers Handbook:
ρ( Kmolm3 )= C1C
2[1+(1−T ( k )
C3 )C4]
Los valores de las constantes para cada componente se obtienen de la Tabla 2-30 del Perry’s Chemical Engineers Handbook:
Tabla Nº 12 Valores de constantes para la ecuación
MetanolRango de temperatura(ºC) C1 C2 C3 C4
desde -90 hasta 240 2,288 0,2685 512,64 0,2453Agua
Rango de temperatura(ºC) C1 C2 C3 C4
desde 0 hasta 60 5,459 0,30542 647,13 0,081desde 60 hasta 130 4,9669 0,2778 647,13 0,2534
Para la corriente de fondo, x=0.23 y T=354 K:
ρCH 3OH= 2 ,288
0 ,2685[1+(1−354512, 64 )0 ,2453]
=22 ,84 Kmolm3
ρH 2O=4 ,9669
0 ,2778⋅[1+(1−354647 ,13 )0 ,2534 ]
=50 ,98 Kmolm3
32

Entonces, para la mezcla:
1ρmezcla
= 0 ,2322,84 kmol
m3
+ 0 ,97
50 ,98 kmolm3
=39 ,96kmolm3
Caudal de fondo
Q=1307ml
20min =
65 ,35mlmin x
1 L1000ml x
1m31000 L x
1min60 s =1,08E-6 m3/s
mfondo = 1,08E-6 m3/s x 34,36 kmol/m3 = 4,32E-5 kmol/s
2) Balance de Materiales y energía
F=D+B
F⋅Z F=D⋅xD+B⋅xB
6 ,10⋅10−5⋅0 ,28=0 ,97⋅D+0 ,23⋅B
1 ,708⋅10−5⋅¿0 ,97⋅D+0 ,23⋅B
Resolviendo el sistema de ecuaciones, se tiene:
Dteórico=4,2⋅10
−6Kmol /s y
Bteórico=5 ,08⋅10−5Kmol / s
%Error=Valor teórico−ValorExperimental
Valorteórico⋅100
%Error=((5 ,08⋅10−5−4 ,32⋅10−5 )kmol /s5 ,08⋅10−5kmol /s )∗100=23 ,94%
Balance de energía en el sistema: QB=D⋅H D+B⋅HB+QC+QL−F⋅H f
Experimentalmente se tiene que:
QB=209V∗9,5 A=1985 ,5Watts=1 ,9855KJ / s
QC=m¿⋅Cp⋅ΔT=0 ,0751 Kg
s∗4 ,178 KJ
kg⋅ºC⋅4 ºC=1 ,2550kJ
s
33

Para el sistema metanol – agua H f=x⋅HMe tanol+x⋅Hagua
H i=∫T 0
TC pi
⋅dT
Las constantes de la ecuación que relaciona la capacidad calorífica (Cp) de los compuestos con la temperatura se obtienen del libro de Felder y Rousseau:
C p( KJmol⋅ºC )=a+b⋅T +c⋅T 2+d⋅T 3
Para la alimentación:
H f=0 ,244⋅∫0
53 ºC
(75 ,86⋅10−3+16 ,83⋅10−5T )dT +0 ,72⋅∫0
53 ºC
75 ,4⋅10−3dT=4 ,0691 KJmol
Para el fondo:
H B=0 ,23⋅∫0
81 ºC
(75 ,86⋅10−3+16 ,83⋅10−5⋅T )dT+0 ,77⋅∫0
81ºC
75 ,4⋅10−3dT=6 ,2428 KJmol
Para el tope:
H D=0 ,97⋅∫0
40 ºC
(75 ,86⋅10−3+16 ,83⋅10−5⋅T )dT+0 ,03⋅∫0
40 ºC
75 ,4⋅10−3 dT=3 ,1645 KJmol
Sustituyendo F, D, B, xf, xD, xB, Hf, HD, HB, QC y QB en el balance de energía, todos los calores en valor absoluto y despejando QL QL= 0,611kJ/s
3) Cálculo del porcentaje de calor perdido:
%QL=QL
QB∗100= 0 ,611
1 ,9855∗100=30 ,77%
4) Determinación de q y R
Para determinar q se utiliza la siguiente ecuación:
q=HG−H f
HG−H L
Donde, HG es la entalpía del vapor saturado, HL es la entalpía como líquido saturado y Hf es la entalpía de la alimentación.
q=( 45−4 ,0691)KJ /mol( 45−5 )KJ /mol
=1 ,0232
34

R=mRe flujomTope
= 3 ,74⋅10−5Kmol /s2 ,1802⋅10−5Kmol /s
=1 ,7154
5) Trazado de las líneas de operación La línea de enriquecimiento se representa como:
yn+1=R
R+1⋅xn+
xDR+1
= 1 ,71541 ,7154+1
⋅xn+0 ,97
1 ,7154+1
yn+1=0 ,6317⋅xn+0 ,3572
La línea de alimentación se representa como:
y= qq−1
⋅x−zfq−1
= 1 ,02321 ,0232−1
⋅x− 0 ,281,0232−1
y=44 ,103 x−12 ,068
6) Número de platos teóricosPartiendo de xD en la recta x=y, se traza una línea horizontal hasta la curva de
equilibrio. Desde el punto de corte se traza una vertical hasta cortar las líneas de operación, luego una horizontal en ese punto hasta la curva de equilibrio, y así sucesivamente hasta haber pasado la composición del producto residuo. Antes de la línea de alimentación, se trabaja con la línea de operación superior, y después con la línea de operación inferior. De esta manera se obtienen 7 escalones, los cuales representan 7 etapas de equilibrio, 6 platos + 1 rehervidor.
7) Relación de reflujo mínima. Se traza una línea de operación superior (máxima) que pase por el punto de
corte entre la línea de alimentación y la curva de equilibrio, y se lee el intercepto con el eje vertical. En este caso el intercepto es 0,52.
Luego se utiliza la siguiente ecuación:
Intercepto=xD
Rmin+1
0 ,52= 0 ,97Rmin+1
Despejando Rmin=0,8653
RRmin
=1 ,02320 ,8653
=1 ,1824
8) Cálculo de las eficiencias: Método de McCabe-Thiele
Eglobal=Nº platosTeóricosNº platosRe ales
⋅100=77⋅100=100%
35

Método de Murphree
EMLi=xn−1−xnxn−1−xn
¿
Por ejemplo, para el plato 3 EML3=
x2−x3x2−x3
¿∗100
Para el cálculo de xn* se traza una línea vertical (xn-1) hasta cortar la línea de operación, luego, desde ese punto, se traza una horizontal hasta la curva de equilibrio y luego se baja verticalmente y se lee en el eje x el valor de xn*.
EML3=0 ,96−0 ,930 ,96−0 ,89
∗100=42 ,85%
Eficiencia de Fenske
Nmí n+1=
log [ xD(1−xD )
(1−xB )xB ]
log α prom
∝i=PMetanol ºPAgua º
∝prom=N√∏i=1
N
∝i
Para el cálculo de las Pº para cada componente en cada plato se utiliza nuevamente la ecuación de Antoine. Por ejemplo, para el plato 2:
Constantes de Antoine:
Metanol: Agua:
A=7,87863 A=7,9655
B=1473,11 B=1668,21
C=230 C=228
PMetanolº=108.08097− 1582.271
T +239.726 PMetanol º=106,303 kPa
Para el agua PAguaº=26,1585 kPa
∝i=106,303 kPa26,1585 kPa
=4,96
Tabla Nº 13 Volatilidades relativa para cada plato.
Etapa T(ºC) Pº H2O(kPa) Pº Metanol(kPa) αAB
36
Plato #1 66 26,1585 106,303 4,0671Plato #2 66 26,1585 106,303 4,0671Plato #3 66 26,1585 106,303 4,0671Plato #4 67 27,3378 110,5570 4,0454Plato #5 69 29,3951 119,3284 3,4985Plato #6 70 31,1669 123,9271 3,4962
Rehervidor 81 49,3196 184,8609 3,7486
∝prom=7√4,0671∗4,0671∗4,0671∗4,0454∗3.4985∗3,4962∗3,7486∝prom=3,9940
Nmí n=log [ 0,97
(1−0,97 )(1−0,23 )0,23 ]
log 3,9940−1=2,3827=2
Eglobal=N º platosmí nimosN º platos reales
=27=28,57%
9) Determinación de las fracciones molares de metanol.
Se calcularon entrando en la curva de calibración del refractómetro (anexo 1) con el valor de IR medido en el laboratorio, paralelo al eje x, hasta cortar la misma, luego verticalmente hacia abajo, hasta leer el % mol de metanol.
10) Construcción de la curva de equilibrio.
A partir de los datos obtenidos de la tabla 13-1 del Perry’s Chemical Engineers Handbook, para el sistema metanol – agua, se construye la curva de equilibrio en un diagrama x vs y (anexo 2).
11) Construcción de la curva de pseudoequilibrio
Se ubican sobre el eje x, las composiciones de cada uno de los platos a partir del punto que corresponde a la composición del destilado y que corte la vertical de la composición del plato 1, de esta manera se obtiene el primer plato. Luego, a partir de la composición del plato 1, trazar una horizontal (desde el eje y) que corte la vertical de la composición del plato 2, así sucesivamente, hasta llegar a la composición del rehervidor. Unir los puntos, y se obtiene la curva.
37

12) Tendencias y perfiles de temperaturas y composición en la torre
Los perfiles de temperatura y composición se grafican: temperatura o composiciones en estado estacionario vs. las etapas de equilibrio en la columna. Las tendencias de temperatura y composición se grafican: temperatura a diferentes puntos de la columna o composiciones de tope y fondo vs. tiempo.
ANEXOS
38

Curva de calibración del refractómetro para el sistema metanol-agua
1,3280
1,3300
1,3320
1,3340
1,3360
1,3380
1,3400
1,3420
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
% mol Metanol
hD
Anexo 1. Curva de calibración del refractómetro para el sistema metanol – agua.
39

0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 10
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
x = Fracción mol de metanol en el líquido
y =
Fra
cció
n m
ol d
e m
etan
ol e
n va
por
Anexo 2. Curva de equilibrio para el sistema metanol – agua.
40

41

Anexo 3. Constantes de Antoine. Felder y Rosseau.
42

Anexo 4. Diagrama entalpia concentración para el sistema metanol-agua. Treybal.
43


![[PPT]Destilación Flash - Facultad de Ingeniería Química ... · Web viewDESTILACION CONTINUA BINARIA METODO DE Mc CABE THIELE Desarrollado en 1925, es un método de solución grafico](https://static.fdocuments.mx/doc/165x107/5adee9f77f8b9a8f298c3287/pptdestilacin-flash-facultad-de-ingeniera-qumica-viewdestilacion-continua.jpg)