
Control predictivo generalizado aplicado a un inversor multinivel en ...
Upload
daniel-herrera-andaCategory
view
646download
1
5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 1/73
Escu ela Su perior d e Ingenieros Universid ad d e Sevilla
Control Predictivo: metodologıa,
tecnologıa y nuevas perspectivas
Carlos Bordons Alba
D epartamento d e Ingenierıa de Sistemas y Automatica
Universidad de Sevilla
I Curso de Especializacion en A utomatica
Aguadulce, Almerıa, 2000

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 2/73
Indice general
Indice i
1 Fundamentos 1
1.1 Tend encias actuales en control de procesos: : : : : : : : : : : : : : : : :
1
1.2 Perspectiva historica: : : : : : : : : : : : : : : : : : : : : : : : : : : : : :
5
1.3 Situacion actual: : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : :
6
1.4 Conceptos basicos de control predictivo: : : : : : : : : : : : : : : : : : :
7
1.5 Estrategia de los controladores: : : : : : : : : : : : : : : : : : : : : : : :
8
2 Controladores predictivos 11
2.1 Elementos basicos : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : 11
2.1.1 Modelo de prediccion: : : : : : : : : : : : : : : : : : : : : : : : :
11
2.1.2 Funcion objetivo: : : : : : : : : : : : : : : : : : : : : : : : : : : :
15
2.1.3 Obtencion de la ley de control: : : : : : : : : : : : : : : : : : : :
18
2.2 Revision d e los principales algoritmos: : : : : : : : : : : : : : : : : : : :
18
2.3 Estado de la tecnologıa : : : : : : : : : : : : : : : : : : : : : : : : : : : : 23
3 Algoritmos 25
3.1 Dynamic Matrix Control: : : : : : : : : : : : : : : : : : : : : : : : : : :
25
3.1.1 Prediccion : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : 25
i

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 3/73
ii ´ Indice general
3.1.2 Perturbaciones medibles: : : : : : : : : : : : : : : : : : : : : : :
27
3.1.3 Algoritmo de control: : : : : : : : : : : : : : : : : : : : : : : : :
28
3.2 Control Predictivo Generalizad o: : : : : : : : : : : : : : : : : : : : : : :
31
3.2.1 Formulacion del Control Predictivo Generalizado: : : : : : : : :
32
3.2.2 Ejemplo de calculo: : : : : : : : : : : : : : : : : : : : : : : : : : :
36
3.2.3 Caso mu ltivariable: : : : : : : : : : : : : : : : : : : : : : : : : : :
38
4 Restricciones en Control Predictivo 41
4.1 Tratam iento convencional de restricciones: : : : : : : : : : : : : : : : : :
41
4.2 Restricciones en Control Predictivo: : : : : : : : : : : : : : : : : : : : :
42
4.3 Resolucion del problema: : : : : : : : : : : : : : : : : : : : : : : : : : :
44
4.4 Gestion de restricciones: : : : : : : : : : : : : : : : : : : : : : : : : : : :
45
4.4.1 Tecnicas de busqu eda de soluciones factibles: : : : : : : : : : : :
46
5 Tendencias actuales y nuevas perspectivas 51
5.1 Mu ltiobjetivo. Jerarqu ıa d e objetivos: : : : : : : : : : : : : : : : : : : : :
51
5.1.1 Jerarqu ıa d e objetivos: : : : : : : : : : : : : : : : : : : : : : : : :
53
5.2 Control predictivo no lineal: : : : : : : : : : : : : : : : : : : : : : : : : :
54
5.2.1 Diferencias respecto al metodo lineal: : : : : : : : : : : : : : : :
56
5.2.2 Fund amentos teoricos: : : : : : : : : : : : : : : : : : : : : : : : :
56
5.2.3 Problematica asociada al NMPC: : : : : : : : : : : : : : : : : : : :
57
5.2.4 Modelos: : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : :
61
5.2.5 Otras formu laciones del problema : : : : : : : : : : : : : : : : : : 64
5.2.6 Resolucion d el problema. Produ ctos comerciales: : : : : : : : : :
66
5.2.7 Necesidad es futuras: : : : : : : : : : : : : : : : : : : : : : : : : :
68
Bibliograf ıa 69

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 4/73
Tema 1
Fundamentos
1.1 Tende ncias actuales en control de procesos
Au nqu e en el p asado pod ıa considerarse qu e el u nico ob jetivo d el contr ol consist ıa en
mantener una operacion estable del proceso, actualmente la industrias se enfrentan a
un mercado cambiante y difıcil de pred ecir, lo que les obliga a op erar sus procesos
produ ctivos en consonancia con la evolucion del mercado para poder mantenerse
competitivas y rentables.
La comp etencia en m uchos sectores indu striales ası como el creciente interes social
por los problemas medioambientales relacionados con los procesos de produccion
provoca la necesidad de disponer de tecnicas fiables que permitan la operacion delproceso con g ran eficiencia y alto grad o d e flexibilidad .
Actualmente los sistemas de control en la industria de procesos deben satisfacer
criterios economicos, asociados con el man tenimiento de las variables d e proceso en sus
referencias minimizando dinamicamente u na funcion d e coste d e operacion, criterios
de segurid ad y m edioambientales, y de calidad en la produ ccion, la cual d ebe satisfacer
ciertas especificaciones sujetas a un a d emand a norm almente variable.
Por ello, se puede considerar que en la actualidad el objetivo de todo sistema de
control consiste en actuar sobre las variables manipuladas de forma que puedan satis-
facerse multiples y cambiantes criterios de funcionamiento (economicos, de seguridad,m edioam bientales o d e calidad ) en presencia d e cambios en las caracterısticas d el pro-
ceso.
El amp lio aban ico d e m etodologıas actuales d e control d e p rocesos se enfrenta al
cump limiento d e este objetivo. La diferencia entre las diversas tecnicas radica basi-
camente en los compromisos hechos en la formulacion matematica de los criterios de
funcionam iento y en la eleccion d e la man era de representar el proceso. La represen-
1

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 5/73
2 Tendencias actuales en control de procesos
1983 (%) 1989 (%) 1995 (%)
Retard o 24 Retard o 23 Interaccion 24
Perturbaciones 21 Interaccion 16 Pertu rbaciones 22
Interaccion 17 Pertu rbaciones 15 Retard o 21
Resp u esta 16 Cam bios 12 Cam bios 14
Estabilid ad 11 N o lineal 10 N o lineal 7
Tabla 1.1: Principales problemas de control
tacion matematica de muchos de estos criterios se lleva a cabo en la forma de funciones
objetivo dinamicas y de restricciones mientras que el proceso se representa como un
modelo dinamico con incertidu mbres asociadas. La imp ortancia d e las incertidu m-
bres esta siendo cada vez m as reconocida y por tanto incluid a explıcitamente en la
formulacion d e los controladores.
Las tecnicas de Control Predictivo Basado en Modelo (Model Based Predictive
Control, MPC) parecen constituir un as pod erosas herram ientas para afrontar estos retos.
MPC, en su forma m as general, acepta cualquier tipo de mod elos, fun ciones objetivo o
restricciones, siend o la meto d ologıa qu e actualm ente p ued e reflejar mas directamente
los multiples criterios de funcionamiento relevantes en la industria de procesos. Quizas
sea esta la principal razon del exito de estas tecnicas en numerosas aplicaciones de la
indu stria de procesos, unid a a que es la forma mas general de formu lar el problema d e
control en el d ominio d el tiempo, d e manera qu e pu ede resultar f acil de aceptar p or el
personal de la industria.
Los resultados de un estudio realizado por Takatsu et al. para la Society of Instru-mentation and Control Engineering [19] son indicativos de las necesidades futuras de
la ind ustria en el ambito del control. En este informe se analizan los principales proble-
mas de control que se encuentran en la industria de procesos, el estado de aplicacion
d e las t ecno logıas avanzadas, el grado de satisfaccion de los usuarios con cada una de
ellas y las expectativas que cada un a genera.
La evolucion en los ultimos anos de los principales problemas de control para los
usu arios se mu estra en la tabla 1.1.
Ob servese que los tres primeros problemas siguen siendo los mismos en los tres
anos que se ha realizado la encuesta y parece que a lo largo del tiempo se resuelvenproblemas basicos como estabilidad y respuesta y se atacan problemas mas d ifıciles
como dinamica no lineal. Como se vera m as adelante, el Control Predictivo es una
metod ologıa capaz d e ofrecer soluciones a tod os estos p roblemas.
Tambien resulta interesante analizar los factores claves de exito y fracaso de la
automatizacion del proceso (1.2 y 1.3). De estas tablas se desprende que la eleccion de
la estrategia d e control no es el unico factor a tener en cuenta para garantizar un buen

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 6/73
Fundamentos 3
Seleccion de la estrategia de control 14 %
Seleccion d el equ ip o d e con trol 12 %
Esp ecificacion es ap rop ia das 10 %
Configuracion flexible del sistema 10 %
Operacion d e em ergencia 10 %
Interface con el op erario 8 %An alisis d e p roceso 8 %
Tabla 1.2: Principales factores claves d e exito
Ausencia de analisis del proceso. Inexactitud del mod elo 21 %
Seleccion d e los sensores 14 %
Falta d e rechazo a las p ertu rbaciones 10 %
Seleccion d e la estrategia d e control 7 %
Seleccion d e los actu ad ores 6 %
Seleccion d el equ ip o d e control 5 %
Esp ecificaciones inap rop iad as 5 %
Configuracion rıgid a d el sistem a 5%
Tabla 1.3: Principales factores claves d e fracaso
funcionam iento del sistema d e control.
Del informe citado se pueden extraer conclusiones interesante sobre el estado y elgrado de aceptacion d e las tecnologıas consid erad as avanzadas (ver tabla 1.4). En ella
se muestra el porcentaje de plantas que usaron cada tecnica en 1989 y 1995. Observese
que tod as crecieron excepto el control adap tativo y el autoajuste que tu vieron un ligero
descenso.
Con el fin de evaluar el grado de satisfaccion del usuario con las distintas tecnicas,
se mu estra en la tabla 1.5 el porcentaje d e usu arios que estan satisfechos con cada una
de las tecnicas que han empleado. Como conclusion interesante d estaca el hecho de
que practicamente tod os los usu arios de Control Predictivo estan satisfechos.
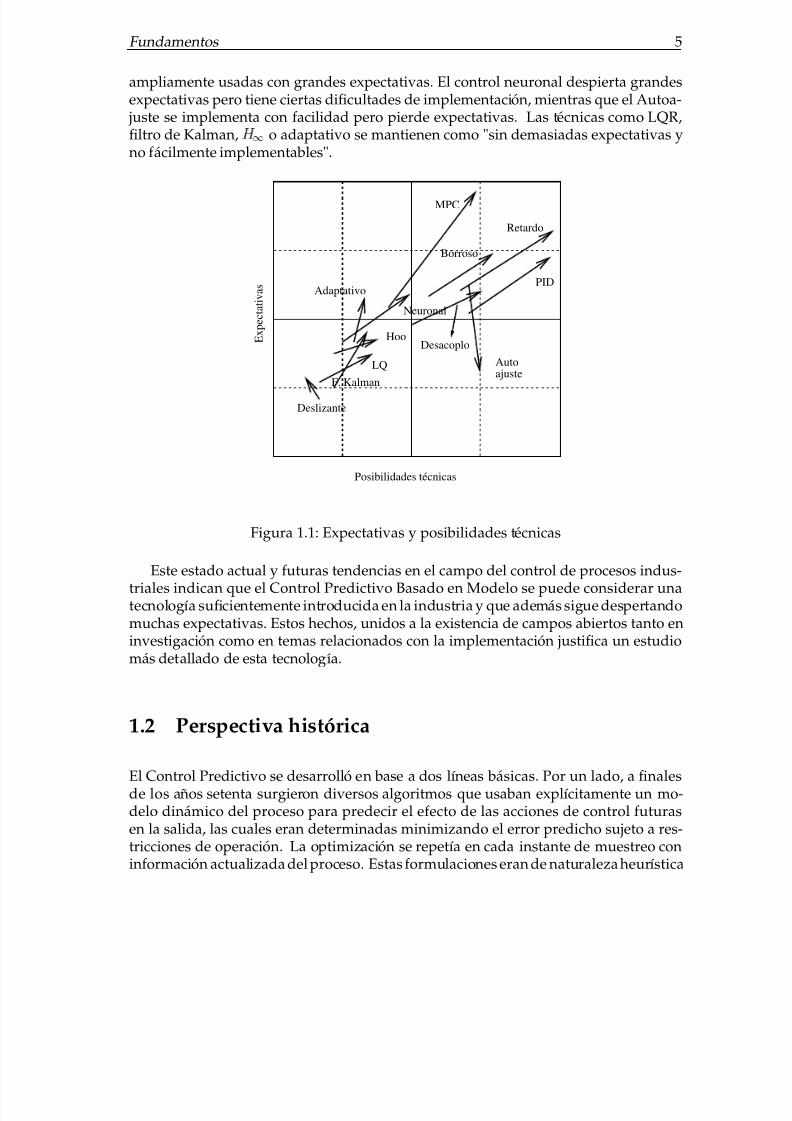
Tambien resulta interesante intentar cuantificar la evolucion futura de las distintastecnicas. Para ello, la figura 1.1 intenta mostrar las posibilidades tecnicas y las expec-
tativas despertadas p or cada un a d e ellas. Posibilidad tecnica se refiere a la facilidad
de implementacion y expectativas al efecto esperado de uso de cada tecnica. El punto
de partida de cada flecha es la media de todas las respuestas a la encuesta, mientras
qu e su extremo correspon d e a la med ia de las 15 plan tas considera d as lıderes en tema s
de control. El citado artıculo interp reta la flecha como tend encia futu ra. Segun esto,
el PID avanzado, compensacion de retardo, borroso, desacoplo y MPC seran tecnicas

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 7/73
4 Tendencias actuales en control de procesos
Tecnica 1989 1995
Compensacio n d e r et ar d o 29.6 52.4
Borroso 9.9 38
Con trol Pred ictivo 25.4 37.2Gain-sched u ling 25.7 32.5
PID avanzad o 24.8 29.4
Au toaju ste 32.2 29.1
Desacop lo 17.5 28.6
Basad o en reglas 6.3 17.9
Filtro d e Kalm an 9.1 15.5
N eu ronal 0 11.8
LQ 8.2 11
Observad or 8.2 9.8
Control ad ap tativo 10.3 7
H
1
0 9.3
Tabla 1.4: Estado de las distintas tecnicas
Tecnica 1989 1995
Control Pred ictivo 76 94PID avanzad o 77 89
Compensacion d e retard o 72 89
Gain-sched u ling 78 87
Borroso 67 83
LQ 79 70
N eu ronal - 69
Desacop lo 64 66
Filtro d e Kalm an 70 66
Au toaju ste 60 65
Observad or 67 62
Basad o en reglas 43 61
Control ad ap tativo 50 56
H
1
- 50
Tabla 1.5: Grad o d e satisfaccion de las distintas tecnicas
5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 8/73
Fundamentos 5
ampliamente usadas con grandes expectativas. El control neuronal despierta grandes
expectativas p ero tiene ciertas d ificultad es d e imp lementacion, mientras que el Autoa-
juste se imp lementa con facilidad pero p ierde expectativas. Las tecnicas como LQR,
filtro de Kalman, H
1
o adaptativo se mantienen como "sin demasiadas expectativas y
no f acilmente implementables".
PIDAdaptativo
Neuronal
Hoo
LQF. Kalman
MPC
Borroso
Retardo
Deslizante
Posibilidades técnicas
E x p e c t a t i v a s
Autoajuste
Desacoplo
Figura 1.1: Expectativas y posibilidades tecnicas
Este estado actual y futuras tendencias en el campo del control de procesos indus-
triales indican que el Control Predictivo Basado en Modelo se puede considerar una
tecnologıa suficientemen te introd u cid a en la ind u stria y que ad emas sigue despertando
mu chas expectativas. Estos hechos, unidos a la existencia d e campos abiertos tanto en
investigacion como en temas relacionados con la implementacion justifica un estudio
m as d etallado d e esta tecnologıa.
1.2 Perspectiva historica
El Control Predictivo se d esarrollo en base a d os lıneas basicas. Por un lado, a finales
de los anos setenta su rgieron diversos algoritmos qu e u saban explıcitamente u n mo-
delo dinamico del proceso para predecir el efecto de las acciones de control futuras
en la salida, las cuales eran determinadas minimizando el error predicho sujeto a res-
tricciones de operacion. La optimizacion se repetıa en cada instante de mu estreo con
informacion actualizad a del pro ceso. Estas form ulaciones eran de natu raleza heu rıstica

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 9/73
6 Situaci on actual
y algorıtmica e intentab an ap rovechar el creciente p otencial de los compu tad ores d igi-
tales por aquella epoca.
Rapidamente el MPC adquirio gran popularidad en las industrias d e procesos
qu ımicos p rincipalmen te d ebido a la simplicidad del algoritmo y al u so d el mod elo
de respuesta impulsional o en escalon, que aunque posea muchos mas parametros
que las formulaciones en el espacio de estados o funcion de transferencia suele serpreferido por ser intuitivo y necesitar menos informacion a priori para identificar. La
mayor ıa d e las aplicaciones fueron llevadas a cabo sobre sistemas mu ltivariables in-
cluyendo restricciones. Los algoritmos utilizados fueron principalmente el IDCOM
(Identification-Command) y el DMC (Control con Matriz Dinamica, Dynamic Matrix
Control).
Ind epen d ientemen te fue su rgiend o otra lınea de traba jo en torn o a las ideas d el con-
trol adaptativo, desarrollando estrategias esencialmente para procesos monovariables
formu ladas con m odelos entrada/ salida. En este contexto se extend ieron las ideas del
Controlador de Mınima Varianza y se d esarrollo el Control Predictivo Generalizado
(Generalized Predictive Cont rol GPC) que es uno de los m etodos mas populares en laactualidad.
1.3 Situacion actual
La situacion actual de aplicaciones de MPC en la industria esta bien reflejada en la re-
copilacion de Qin y Badgwell [16], que recoge unas 2200 aplicaciones, principalmente
en el sector p etroqu ımico (desd e en tonces el numero de aplicaciones puede estimarse
en torno a las 3000). La mayor ıa d e las ap licaciones son en procesos m ultivariables,
registrandose casos como un controlador con 40 entradas y 80 salidas. Sorprendente-
mente, MPC ha tenido menor impacto en otro tipo de industrias, aunque estudios de
1993 sugieren qu e u nas 20.000 aplicaciones p od rıan beneficiarse d e esta tecnica.
El exito a ctual d el MPC en la industria se debe a tres razones principales:
La incorporacion de un mod elo explıcito d el proceso en los calculos permite al
controlador tratar con todas las caracterısticas imp ortantes de la d inamica del
proceso.
La consideracion del comportamiento del proceso a lo largo de un horizonte
futuro permite tener en cuenta el efecto de las perturbaciones en realimentacion
y pre-alimentacion, perm itiend o al controlador condu cir la salida a la trayectoria
de referencia d eseada.
La consideracion de restricciones en la fase del diseno del controlador evita en
lo posible su violacion, resultando en un control mas preciso en torno al punto
5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 10/73
Fundamentos 7
optimo d e operacion. La inclusion de restricciones es quizas la car acterıstica q u e
m as distingue al MPC resp ecto a otra s met od ologıas.
Otra d e las razones que han contribuido a qu e el MPC se haya convertido en u n exito
comercial es el hecho de qu e existen u nos 15 sum inistradores que instalan el p rodu cto
llave en mano, con periodos de amortizacion de entre 3 y 12 meses, permitiendo
que medianas emp resas p uedan tener acceso a esta tecnologıa. Aparte d e esto, los
nuevos Sistemas de Control Distribuido empiezan a ofertar productos MPC genericos
que ofrecen al usuario la posibilidad de realizar futuras modificaciones sin depender
de u n p roducto cerrado.
1.4 Conceptos basicos de control predictivo
El Control Predictivo Basado en Modelo, Model (Based) Predictive Control (MBPC o
MPC) constituye un campo muy amplio de metodos de control desarrollados en tornoa ciertas ideas comunes e integra diversas disciplinas como control optimo, control
estocastico, control de procesos con tiempos muertos, control multivariable o control
con restricciones.
El Control Predictivo no es u na estrategia de control especıfica, sino que se trata
m as bien de un campo muy amplio de metodos de control desarrollados en torno a
ciertas ideas comu nes. Estos metodos de diseno condu cen a controladores lineales que
poseen practicamente la misma estructura y presentan suficientes grados de libertad.
Las ideas que aparecen en mayor o menor medida en toda la familia de controladores
pred ictivos son basicamente:
Uso explıcito de un m od elo para p red ecir la salida d el p roceso en futu ros instant es
de tiemp o (horizonte).
Calculo de las senales de control minimizando una cierta funcion objetivo.
Estrategia deslizante, de forma que en cada instante el horizonte se va despla-
zando hacia el futuro, lo que implica aplicar la primera senal de control en cada
instante y desechar el resto, repitiendo el calculo en cada instante de muestreo.
Los distintos algoritmos de MPC d ifieren en tre s ı casi exclusivam ente en el mod elo
usado para representar el proceso y los ruidos y en la funcion de coste a minimizar.Aunque las diferencias puedan parecer pequenas a priori, pueden provocar distintos
comportam ientos en bucle cerrado, siend o crıticas pa ra el exito de un determinado
algoritmo en una determinada aplicacion .
El Control Predictivo es un tipo de control de naturaleza abierta dentro del cual se
han desarrollado muchas realizaciones, encontrando gran aceptacion tanto en aplica-
ciones industriales como en el mundo academico. En la actualidad existen numerosas

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 11/73
8 Estrategia de los controladores
aplicaciones d e controladores p redictivos funcionand o con exito, tanto en la industria
de procesos como en control de motores o Robotica. El buen funcionamiento de estas
aplicaciones muestra la capacidad del MPC para conseguir sistemas de control de ele-
vad as prestaciones capaces de operar sin ap enas intervencion d ur ant e largos per ıodos
de tiempo.
El MPC presenta u na serie de ven tajas sobre otros metodos, entre las que d estacan:
Resulta particularmente atractivo para personal sin un conocimiento profund o
de control, puesto que los conceptos resultan muy intuitivos, a la vez que la
sintonizacion es relativam ente f acil.
Pued e ser usad o para controlar un a gran variedad de procesos, desd e aquellos con
d inamica relativamente simple hasta otros mas complejos incluyendo sistemas
con gran d es retard os, de fase no m ınima o in estables.
Permite tratar con facilidad el caso multivariable.
Posee intr ınsecament e comp ensacion del retardo.
Resulta conceptu almente simp le la extension al tratamiento d e restricciones, que
pueden ser incluidas de forma sistematica durante el proceso de diseno.
Es muy util cuando se conocen las futuras referencias (robotica o procesos en
batch).
Es u na m etod ologıa com pletam ente abierta basad a en algun os principios basicos
que permite futuras extensiones.
Pero, logicamente, tambien p resenta inconvenientes. Unos de ellos es la carga
d e calculo necesaria para la resolucion d e algunos algoritmos. Pero quizas el mayor
inconveniente venga marcado por la necesidad de disponer de un modelo apropiado del
proceso. El algoritmo de diseno esta basad o en el conocimiento p revio del mod elo y es
independiente de este, pero resulta eviden te que las prestaciones obtenidas dep end eran
de las d iscrepancias existentes entre el p roceso real y el mod elo usado.
1.5 Estrategi a de los controladores
La metod ologıa d e tod os los controladores per tenecientes a la familia del MPC se carac-
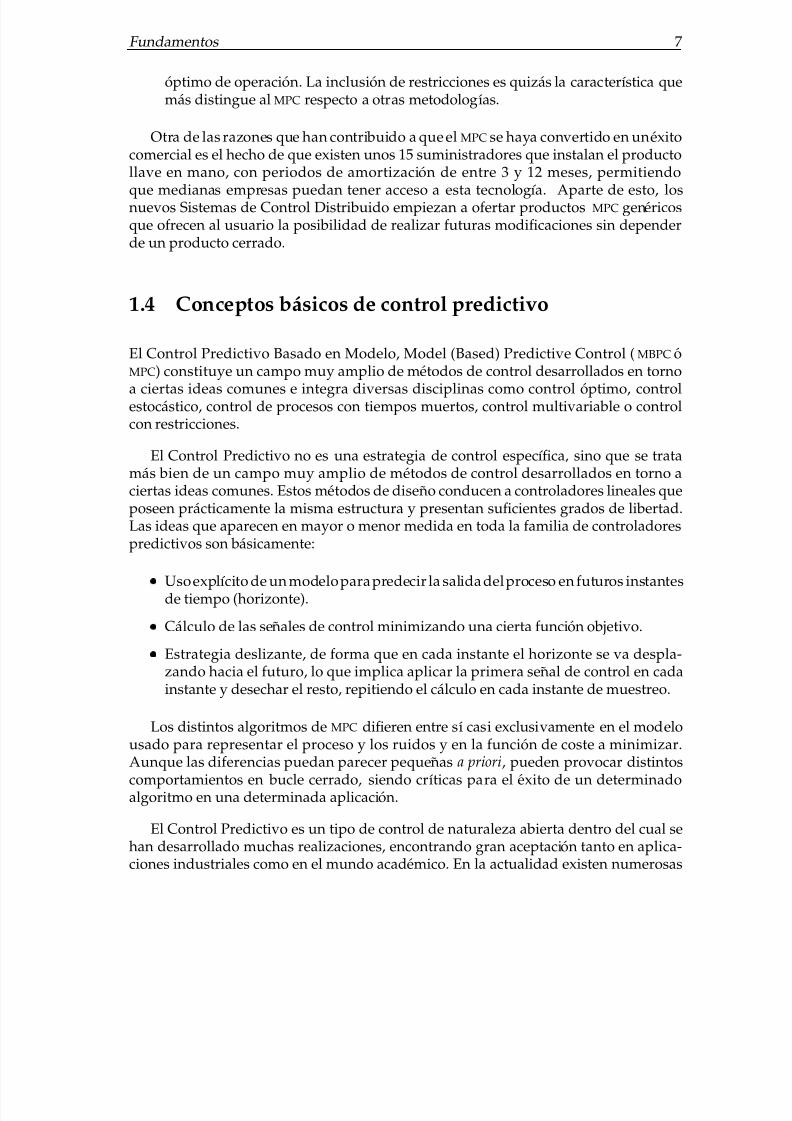
teriza por la estrategia siguiente, representada en la figu ra 1.2:
1. En cada instantet
y haciendo uso del modelo del proceso se predicen las futuras
salidas para un determinado horizonte N , llamad o horizonte d e pred iccion. Estas
5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 12/73
Fundamentos 9
N
y(t+k|t)^
u(t+k|t)
t t+1t-1 . . . t+N. . .t+k
y(t)
u(t)
Figura 1.2: Estrategia del Control Predictivo
salidas predichas, ˆy ( t + k j t )
1 para k = 1 : : : N dep end en d e los valores conocidos
hasta el instante t (entradas y salidas pasadas) y de las senales de control futuras
u ( t + k j t ) , k = 0 : : : N ; 1 que se pretenden mand ar al sistema y que son las que
se quieren calcular.
2. El conjunto de senales de control futuras se calcula optimizando un determinado
criterio en el que se pretende mantener el proceso lo mas proximo posible a la
trayectoria de referenciaw ( t + k )
(que p uede ser directamente el setpoint o una
suave aproximacion a este). Este criterio su ele tomar la forma de una funcioncuadratica de los errores entre la salida predicha y la trayectoria de referencia
tambien predicha, incluyendo en muchos casos el esfuerzo de control. Si el criterio
es cuadratico, el modelo lineal y no existen restricciones se puede obtener una
solucion e xplıcita, en ot ro caso se d ebe u sar u n metodo iterativo de op timizacion .
Ad icionalmente se hace alguna su posicion sobre la estructura de la ley de control
futura, como por ejemplo que va a ser constante a partir de cierto instante.
3. La senal de controlu ( t j t )
es enviada al proceso mientras que las siguientes
senales de control calculadas son desechadas, pu esto que en el siguiente instante
de muestreo ya se conocey ( t +
1)
y se repite el paso 1 con este nuevo valor y
todas las secuencias son actualizadas. Se calcula por tanto u ( t + 1 j t + 1) (que enprincipio sera diferente al u ( t + 1 j t ) al disponer de nu eva informacion), haciend o
uso del concepto de horizonte deslizante.
Para llevar a cabo esta estrategia, se usa una estructura como la mostrada en la
figura 1.3. Se hace uso d e un modelo para predecir las salidas futuras d el proceso,
1la notacion indica el valor de la variable en el instante t + k calculado en el instante t .

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 13/73
10 Estrategia de los controladores
+
-
futuros
Entradas y salidas
Funcion de coste Restricciones
Errores futuros
pasadas
Controles
de referencia
Trayectoria
predichas
Salidas
Optimizador
Modelo
Figura 1.3: Estructura basica del MPC
ba sandose en las futuras senales de control propuestas. Estas senales son calculadas
por el optimizad or teniend o en cuenta la fun cion d e coste (don de ap arece el futuro error
d e seguim iento) ası como las restricciones. Por tan to el mod elo ju ega u n p ap el decisivo
en el controlador. El mod elo elegido debe ser capaz d e captu rar la dinamica del proceso
para poder predecir las salidas futuras al mismo tiempo que debe ser sencillo de usar
y de comprender.
El optimizador es otra parte fundamental de la estrategia pues proporciona las
acciones de control. Si la funcion de coste es cuadratica, el m ınimo se p u ede obtener
como una funcion explıcita d e las entradas y salidas p asadas y de la trayectoria de
referencia. Sin em bargo, cuand o existen restricciones d e d esiguald ad la solucion debe
ser calculada p or metodos numericos con mas carga de calculo.

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 14/73
Tema 2
Controladores predictivos
2.1 Elementos basicos
Todos los controladores predictivos poseen elementos comunes y para cada uno de
estos elementos se pu eden elegir diversas opciones, dand o lugar a d istintos algoritmos.
Estos elementos son:
Modelo d e pred iccion
Funcion objetivo
Obtencion de la ley de control
2.1.1 Modelo de prediccion
La piedra angular del MPC es el modelo; un diseno completo debe incluir los me-
canismos necesarios para la obtencion del mejor modelo posible, el cual debe ser lo
suficientemente rico p ara capturar al maximo la d inamica del proceso y debe ser ca-
paz de permitir el calculo de las predicciones a la vez que sea intuitivo y permita un
an alisis teorico. El uso d el modelo del proceso viene determinad o por la necesidad del
calculo de la salida predicha en instantes futuros ˆy ( t + k j t ) . Las diferentes estrategiasd e MPC pu eden u sar d istintos m odelos p ara representar la relacion de las salidas con
las entradas medibles, algunas de las cuales seran variables manipuladas y otras se
pu eden considerar como p erturbaciones m edibles, que pu eden ser compensadas p or
accion feedforward . Ademas se tendra en cuenta un modelo de las perturbaciones, para
intentar describir el comportamiento que no aparece reflejado en el modelo del pro-
ceso, engloband ose aqu ı el efecto d e las entrad as no m edibles, el ru ido y los errores d e
modelado.
11

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 15/73
12 Elementos b asicos
Para el estudio se puede separar el modelo en dos partes: el modelo del proceso
propiamente dicho y el modelo de las perturbaciones. Cualquier metodo usara ambas
partes para la prediccion .
Modelo del Proceso
Casi todas las formas p osibles d e m odelar un proceso aparecen en alguna formu-lacion de MPC siend o las mas usad as las siguientes:
Respu esta imp ulsional. Tambien conocida por secuencia de ponderacion o mo-
delo d e convolucion. La salida viene relacionada con la entr ada por la ecuacion
y ( t ) =
1
X
i =
1
h
i
u ( t ; i )
donde h
i
son los valores mu estreados obtenidos al someter al proceso a un impulso
un itario de amp litud igual al perıodo d e mu estreo (ver figura 2.1a). Esta sum a
es truncada y solo se consideranN
valores (por tanto solo permite representarprocesos estables y sin integrad ores), teniendo
y ( t ) =
N
X
i = 1
h
i
u ( t ; i ) = H ( z
;
1) u ( t ) (
2:
1)
dondeH ( z
; 1) = h 1 z
; 1+ h 2 z
; 2+ + h
N
z
; N . Un inconveniente de este metodo es
el gran numero de parametros que necesita, ya queN
suele ser un valor elevado
(del orden de 40-50). La prediccion vendra dada por:
ˆy ( t + k j t ) =
N
X
i =
1
h
i
u ( t + k ; i j t ) = H ( z
; 1) u ( t + k j t )
Este metodo es ampliamente aceptado en la practica industrial debido a que
es muy intuitivo y no requiere informacion previa sobre el proceso, con lo que
el procedimiento de identificacion se simplifica, a la vez que permite describir
f acilmente dinam icas comp lejas como fase no m ınima o retard os.
Respuesta ante escalon. Es mu y similar al anterior solo que ahora la senal de
entrada es u n escalon. Para sistemas estables se tiene la respuesta truncada que
ser a
y ( t ) = y 0 +
N
X
i =
1
g
i
4 u ( t ; i ) = y 0 + G ( z
; 1) (
1; z
; 1) u ( t ) (
2:
2)
donde lasg
i
son los valores muestreados ante la entrada en escalon y4 u ( t ) =
u ( t ) ; u ( t ;
1)
, segun se muestra en la figura 2.1b. El valor dey 0 pu ede tomarse 0
sin p erdida de gen eralidad , con lo cual el predictor sera:
ˆy ( t + k j t ) =
N
X
i = 1
g
i
4 u ( t + k ; i j t )
Este metodo presenta las m ismas ventajas e inconvenientes que el an terior.

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 16/73
Controladores predictivos 13
t t+1 t+2 . . . t+N t t+1 t+2 . . . t+N
y(t) y(t) h
h
h h
g
g g
1i
i N
2
N
g 1
2
a) b)
Figura 2.1: Respu esta impu lsional y ante escalon
Funcion de transferencia. Se utiliza el concepto d e funcion de transferencia
G = B = A
con lo que la salida viene dada por:
A ( z
;
1) y ( t ) = B ( z
;
1) u ( t )
A ( z
;
1) =
1+ a 1 z
;
1+ a 2 z
;
2+ + a
n a
z
; n a
B ( z
; 1) = b 1 z
; 1+ b 2 z
; 2+ + b
n b
z
; n b
Por tanto la pred iccion vendra dada por
ˆy ( t + k j t ) =
B ( z
;
1)
A ( z
; 1)
u ( t + k j k )
Esta representacion es valida tambien para procesos inestables y posee la ventaja
de necesitar pocos parametros, au nque es fundam ental un conocimiento a priori
del proceso sobre todo en cuanto al orden de los polinomiosA
yB
.
Espacio de estados. Tiene la siguiente representacion :
x ( t ) = A x ( t ; 1) + B u ( t ; 1 )
y ( t ) = C x ( t )
siendox
el estado yA
,B
yC
las matrices del sistema, de entrada y de salida
respectivamente. Para este mod elo la p rediccion viene dad a por
ˆy ( t + k j t ) = C
ˆx ( t + k j t ) = C A
k
x ( t ) +
k
X
i = 1
A
i ; 1B u ( t + k ; i j t ) ]

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 17/73
14 Elementos b asicos
Posee la ventaja de que sirve tambien para sistemas multivariables a la vez que
permite analizar la estructura interna del proceso (aunque a veces los estados
obtenidos al d iscretizar n o tienen ningu n sign ificad o fısico). Los calculos pueden
ser complicados, con la necesidad ad icional de incluir un observador si los estados
no son accesibles.
Model o d e las perturbaciones
De tanta importancia como la eleccion de un determinado modelo del proceso
es la eleccion d el mod elo utilizado para representar la perturbaciones. Un m odelo
bastante extendido es el Autorregresivo Integrado de Media Movil (Auto-Regressive
and Integrated Moving Average, ARIMA), en el que las perturbaciones, es decir, las
diferencias entre la salida medida y la calculada por el modelo vienen dadas por
n ( t ) =
C ( z
;
1) e ( t )
D ( z
; 1)
donde el polinomioD ( z
; 1)
incluye explıcitamen te el in tegrad or4 =
1; z
; 1,e ( t )
es
un ruido de m edia cero y normalmente el polinomioC
se considera igual a uno. Este
modelo se considera apropiado p ara d os tipos d e p erturbaciones: cambios aleatorios
ocurridos en instantes aleatorios (por ejemplo cambio en la calidad del material) y
movimiento browniano (en procesos con balance d e energıa) y es u sado en varios
m etodos. Notese que al incluir un integrador se consigue un control con error nulo en
regimen permanente (offset-free).
Como caso particular del ARIMA se puede incluir la perturbacion constante
n ( t ) =
e ( t )
1 ; z
;
1
cuya mejor prediccion sera ˆn ( t + k j t ) = n ( t )
.
Respuestas libre y forzada
Un a car acter ıstica t ıpica d e la m ayo rıa d e los contr olad ores MPC es el empleo de los
conceptos de repuesta libre y forzada. La idea es expresar la secuencia d e acciones de
control como la suma de d os senales:
u ( t ) = u
f
( t ) + u
c
( t )
La senalu
f
( t )
correspond e a las entrad as pasad as (anteriores al instantet
) y en el futu ro
se mantiene constante e igual al ultimo valor de la variable manipulada. Es decir,
u
f
( t ; j ) = u ( t ; j )
paraj =
1
2
u
f
( t + j ) = u ( t ; 1 ) para j = 0 1 2

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 18/73
Controladores predictivos 15
La senalu
c
( t )
vale cero en el pasado y corresponde a las senales de control en los
instantes futuros:
u
c
( t ; j ) =
0 paraj =
1
2
u
c
( t + j ) = u ( t + j ) ; u ( t ;
1)
paraj =
0
1
2
La prediccion de la secuencia se salida se separa en dos partes, como se ve en la
figura 2.2. Una de ellas (y
f
( t )
), la respuesta libre, corresponde a la prediccion de la
salida cuan do la variable manip ulad a se hace igual au
f
( t )
, y la otra, la repuesta forzada
(y
c
( t )
), corresponde a la prediccion de la salida cuando la senal de control esu
c
( t )
.
La respuesta libre corresponde a la evolucion del proceso debido a su estado actual
(incluid o p or tanto el efecto d e acciones pasadas) m ientras que la respu esta forzad a es
la d ebida a las acciones d e control futu ras.
t
uc
t
uf
u
t
t
yf
t
y
t
yc
Process
Figura 2.2: Respuestas libre y forzada
2.1.2 Funcion objetivo
Los diversos algoritmos d e MPC proponen distintas funciones de coste para la obtencion
de la ley d e control. En general se persigue que la salida futura en el horizonte
considerado siga a u na d eterminada senal de referencia al mismo tiemp o que se p ued e
penalizar el esfuerzo d e control requerido p ara h acerlo. La expresion general de tal
funcion objetivo sera:
J ( N 1 N 2 N u ) =
N 2X
j = N 1
( j )
ˆy ( t + j j t ) ; w ( t + j ) ]
2+
N u
X
j = 1
( j ) 4 u ( t + j ;
1) ]
2(
2:
3)
En algunos metodos el segundo sumando, que considera el esfuerzo de control, no
se tiene en cuenta, mientras qu e en otros tambien ap arecen d irectamente los valores de
la senal de control (no sus incrementos). En la funcion de coste se pueden considerar:

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 19/73
16 Elementos b asicos
Parametros:N 1 y
N 2 son los horizontes m ınimo y maximo de coste (o de pre-
diccion) y N u es el horizonte de control, que no tiene por que coincidir con el
horizonte maximo, como se vera p osteriormente. El significado de N 1 y N 2 re-
sulta bastante intu itivo: marcan los lımites de los instantes en que se desea qu e
la salida siga a la referencia. Ası, si se toma un valor grand e d e N 1 es porque
no importa que haya errores en los primeros instantes, lo cual provocara u n a
respu esta suave del proceso. Notese que para procesos con tiempo mu erto d notiene sentido qu e
N 1 sea menor qu e dicho valor pu esto que la salida n o empezara
a evolucionar hasta el instantet + d
. Ademas, si el p roceso es d e fase n o m ınima,
este parametro permite eliminar de la funcion objetivo los primeros instantes de
respuesta inversa.
Los coeficientes ( j ) y ( j ) son secuencias que ponderan el comportamiento fu-
turo. Usualmente se consideran valores constantes o secuencias exponenciales.
Por ejemplo se puede conseguir un peso exponencial de ( j )
a lo largo del hori-
zonte usando:
( j ) =
N 2 ; j
Si esta comprendido entre 0 y 1 indica que se penaliza mas a los errores mas
alejados del instante t que a los mas proximos, dando lugar a un control mas
suave y con menor esfuerzo. Si, por el contrario, > 1 es que se penalizan mas
los primeros errores, provocando un control mas bru sco.
Todos estos valores pueden ser usados como parametros de sintonizacion, ob-
teniendo un abanico muy amplio de posibilidades con las que se puede cubrir
una extensa gama de opciones, desde un control estandar hasta una estrategia
disenada a med ida para un proceso en p articular.
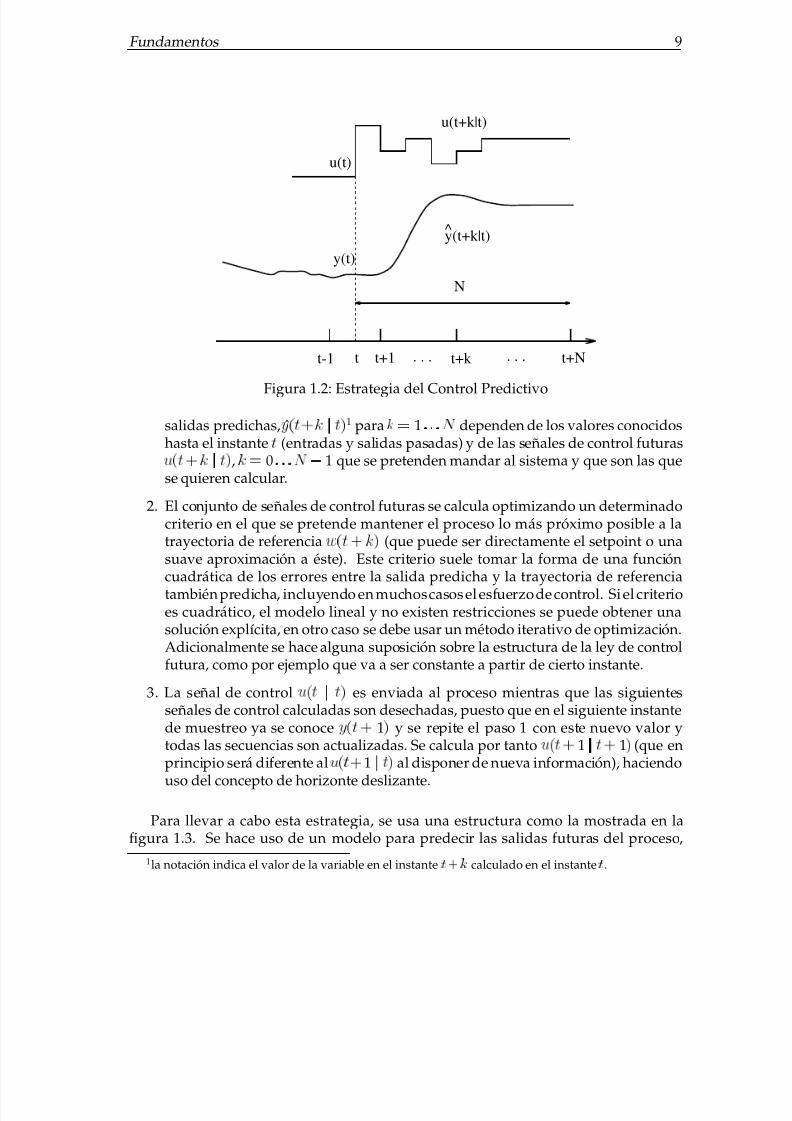
Trayectoria de referencia: Una de las ventajas del control predictivo es que si
se conoce a priori la evolucion futura de la referencia, el sistema puede empezara reaccionar antes d e que el cambio se h aya efectivamente realizado, evitando
los efectos d el retardo en la respuesta d el proceso. En mu chas ap licaciones la
evolucion futura de la referenciar ( t + k )
es conocida de antemano, como en
Robotica, servos o p rocesos en batch; en otras ap licaciones aun qu e la referencia sea
constante, se puede conseguir una sensible mejora de prestaciones simplemente
conociendo el instante de cambio de valor y adelantand ose a esa circunstancia.
En el criterio d e m inimizacion (2.3), la m ayor ıa d e los metodos suelen usar una
trayectoria de referencia w ( t + k ) que no tiene por que coincid ir con la referencia
real. Normalmente sera un a suave aproximacion d esde el valor actual de la salida
y ( t )
a la referencia conocida mediante un sistema de primer orden:
w ( t ) = y ( t ) w ( t + k ) = w ( t + k ;
1) + (
1; ) r ( t + k ) k =
1: : : N (
2:
4)
e s u n p a rametro comprendido entre 0 y 1 (mientras ma s p roximo a 1 m as
suave sera la aproximacion) que constituye un valor ajustable que influira en
la respuesta dinamica del sistema. En la figura 2.3 se muestra la forma de la
trayectoria cuando la referenciar ( t + k )
es constante y para dos valores distintos
d e ; para valores p equenos de este parametro se tiene un seguimiento rapido
5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 20/73
Controladores predictivos 17
(w 1) mientras que si aumenta, la trayectoria de referencia sera
w 2 dando lugar a
una respu esta mas suave.
y(t)
r(t+k)
w (t+k)w (t+k)
t
12
Figu ra 2.3: Trayectoria d e referencia
Restricciones: En la practica, todos los procesos estan sujetos a restricciones. Los
actuadores tienen un campo limitado de accion ası como u na d eterminad a ve-
locidad de cambio (slew rate), como es el caso de las valvulas, limitadas por las
posiciones de totalmente abierta o cerrada y por la velocidad de respu esta. Razo-
nes constructivas, de seguridad o medioambientales o bien los propios alcances de
los sensores p ued en causa r lımites en las v ariables d e proceso, tales como n iveles
en dep ositos, cau d ales en tuber ıas o temp eratu ras y p resiones maximas. Ademas,normalmente las condiciones de operacion vienen definidas por la interseccion
de ciertas restricciones p or m otivos fun dam entalmente economicos, con lo que el
sistema de control operara cerca d e los lımites. Tod o lo expu esto an teriorm ente
hace necesaria la introduccion de restricciones en la funcion a minimizar.
Muchos algoritmos predictivos tienen en cuenta el tema de las restricciones por lo
cual han tenido gran exito en la industria. Normalmente se consideraran lım ites
en la amplitud y el slew rate de la senal d e control y l ımites en las salidas:
u
m i n
u ( t ) u
m a x
8 t
d u
m i n
u ( t ) ; u ( t ;
1) d u
m a x
8 t
y
m i n
y ( t ) y
m a x
8 t
con la adicion de estas restricciones a la funcion objetivo, la minimizacion resulta
m as compleja, no p ud iendo obtenerse la solucion an alıticamen te com o en el caso
sin restringir.
5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 21/73
18 Revisi on de los principales algoritmos
2.1.3 Obtencion de la ley de control
Para obtener los valoresu ( t + k j t )
sera necesario minimizar la funcionalJ
de la
ecuacion (2.3). Para ello se calculan los valores d e las salidas predichas ˆy ( t + k j t )
en funcion d e valores p asados d e entradas y salidas y de senales d e control futuras,
haciendo uso del modelo que se haya elegido y se sustituyen en la funcion de coste,
obteniendo una expresion cuya minimizacion conduce a los valores buscados. Para el
criterio cuadratico si el modelo es lineal y no existen restricciones se puede obtener una
solucion ana lıtica, en otro caso se debe u sar u n metodo iterativo de optimizacion .
De cualquiera de las maneras la obtencion de la solucion no resulta trivial pues
existiran N 2 ; N 1 + 1 variables ind epend ientes, valor que p ued e ser elevado (del orden
de 10 a 30). Con la idea de redu cir estos grados d e libertad se pued e proponer cierta
estructura a la ley de control. Ademas se ha encontrado que esta estructuracion de la
ley de control produce una mejora en la robustez y en el comportamiento general del
sistema, debido fundamentalmente a que el hecho de permitir la libre evolucio n d e
las variables manipuladas (sin estructurar) puede conducir a senales de control d e altafrecuen cia no deseables y que en el peor d e los casos pod rıan cond ucir a la inestabilidad .
Esta estructura de la ley de control se plasma en el uso del concepto d e horizonte d e
control (N u
), que consiste en considerar que tras un cierto intervaloN u < N 2 no hay
variacion en las senales de control propu estas, es decir:
4 u ( t + j ;
1) =
0j > N u
lo cual es equ ivalente a d ar p esos infinitos a las cambios en el control a p artir d e cierto
instan te. El caso lımite serıa considera r N u igual a 1 con lo que todas las acciones
futu ras s erıan igu ales au ( t )
1.
2.2 Revision de los principales algoritmos
Se presentan a continu acion los principales algoritmos de control predictivo, mostrando
sus p rincipales caracterısticas p ero sin entrar en d etalles. Se p ued en encontr ar estu d ios
comparativos en [10], [7], [11] y [16]. En el tema siguiente se estudiaran en detalle los
dos metodos considerados mas representativos: DMC y GPC .
Dynamic Matrix Control
Este metodo usa la respuesta ante escalon (2.2) para mod elar el proceso, consideran do
solo losN
primeros terminos, asumiendo por tanto que el proceso es estable. En
1Recuerdese que debido al horizonte deslizante, la senal de control se recalcula en el siguiente
muestreo.

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 22/73
Controladores predictivos 19
cuanto a las pertu rbaciones, se considera qu e su valor p erman ence constante e igual al
existente en el instante actual du rante tod o el horizonte, es decir, igual al valor med ido
de la salida ( y
m
) menos el estimado p or el modelo ˆy ( t j t ) ).
ˆn ( t + k j t ) = ˆn ( t j t ) = y
m
( t ) ; ˆy ( t j t )
y por tanto el valor predicho de la salida sera:
ˆy ( t + k j t ) =
k
X
i =
1
g
i
4 u ( t + k ; i ) +
N
X
i = k +
1
g
i
4 u ( t + k ; i ) +
ˆn ( t + k j t )
donde el primer term ino contiene las acciones d e control futu ras (qu e seran calculadas),
el segundo los valores pasados de las acciones de control (conocidas) y el ultimo
representa las pertu rbaciones. La funcion de coste puede considerar solo errores futuros
o incluir tambien el esfuerzo d e control, en cuyo caso toma la forma generica (2.3).
Una de las caracterısticas de este metodo que lo ha hecho mu y popu lar en la industria
es la inclusion d e restricciones, que se tra du ce en inecuaciones de la forma generica:
N
X
i = 1
C
j
y i
ˆy ( t + k j t ) + C
j
u i
u ( t + k ; i ) + c
j
0j =
1: : : N
c
En este caso la optimizacion debe ser numerica y se lleva a cabo en cada periodo de
mu estreo, enviandosela senalu ( t )
y recalculando todo en el nuevo periodo de muestreo,
como en tod os los metodos MPC . Los principales inconvenientes d e este metodo son el
t a m ano del modelo empleado y la imposibilidad de tratar procesos inestables.
Model Algorithmic Control
Este metodo se conoce tambien como Mod el Predictive H euristic Control y el produ cto
comercial se llama IDCOM (Identification-Command ). Es m uy similar al DMC con la
diferencia principal d e usar un modelo d e respuesta impu lsional (2.1). Introdu ce el
concepto d e trayectoria de referencia como u n sistema d e prim er orden que evoluciona
desde la salida actual al setpoint segun u na determinada constante de tiempo. La
varianza d el error entre esta trayectoria y la salida es lo qu e marca la minimizacion de
la funcion objetivo. Las perturbaciones se pueden tratar como en el metodo anterior o
se pueden estimar segun la siguiente expresion :
ˆn ( t + k j t ) =
ˆn ( t + k ;
1j t ) + (
1; ) ( y
m
( t ) ;
ˆy ( t j t ) )
con ˆn ( t j t ) =
0.
es un parametro ajustable(
0 <
1)
relacionado con el tiempo de
respu esta, el ancho de banda y la robustez d el bucle cerrado [7]. El metodo tambien
considera restricciones en los actuadores, en las variables internas o en salidas secun-
darias.

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 23/73
20 Revisi on de los principales algoritmos
Puntos de coincidencia
Figura 2.4: Puntos de coincidencia
Predi ctive Functional Control
Este controlador fue d esarrollado por Richalet [18] para procesos rapidos. Emplea un
mod elo en el espacio de estados, por lo que p ermite el manejo d e procesos inestables, ytambien la extension al caso no lineal. Este esquem a d e control tiene d os caracterısticas
que lo distinguen d el resto de controladores de la familia: el uso d e punt os de coincidencia
y d e funciones base.
El concepto de puntos de coincidencia (ver figura 2.4) se emplea para simplificar
los calculos consideran do solo un subconjun to de p un tos en el horizonte d e prediccion
h
j
,j =
1 : : : n
H
. La salida deseada y la predicha deben coincidir en dichos puntos, no
en todo el horizonte de prediccion .
La otra idea innovadora de este metodo es la parametrizacion de la senal de con-
trol como una combinacion lineal de ciertas funciones base, qu e son elegidas segun lanatu raleza d el proceso y la referencia:
u ( t + k ) =
n
B
X
i =
1
i
( t ) B
i
( k )
Normalmente estas funciones son de tipo polinomico: escalones (B 1 ( k ) =
1), rampas
(B 2 ( k ) = k
) o p a rabolas (B 3 ( k ) = k
2), ya que la m ayorıa d e referencias se p ued en
especificar como combinacion de estas funciones. Con esta estrategia, u n perfil de
entrada complejo se puede especificar usando un pequeno nu m e ro d e p a rametros
desconocidos
i
que son las incognitas del problema de minimizacion .
La funcion a minimizar es:
J =
n
H
X
j = 1
ˆy ( t + h
j
) ; w ( t + h
j
) ]
2
El algoritmo PFC tambien puede manejar restricciones de maximo y m ınimo en la
aceleracion, que son p racticas en aplicaciones de servocontrol.

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 24/73
Controladores predictivos 21
Extended Prediction Self Adaptive Control
El algoritmo EPSAC usa un modelo de funcion de transferencia
A ( z
; 1) y ( t ) = B ( z
; 1) u ( t ; d ) + v ( t )
donded
es el retardo yv ( t )
la perturbacion. Este modelo puede amp liarse para tratarperturbaciones m edibles anadiendo un termino
D ( z
; 1) d ( t )
para incluir efecto feedfor-
ward . La prediccion se obtiene segun se muestra en [10] y la estructura de la ley de
control es muy simp le, ya qu e se considera que la senal de control permanecera cons-
tante a partir del instante t (es decir, horizonte de control igual a 1): 4 u ( t + k ) = 0 para
k >
0. Para obtener la senal de control de minimiza una funcion de coste de la forma:
N
X
k = d
( k ) w ( t + k ) ; P ( z
;
1)
ˆy ( t + k j t ) ]
2
donde P ( z
;
1) es un polinomio de d iseno con ganancia unitaria y ( k ) es un a secuencia
de ponderacion. La senal d e control se pu ed e calcular an alıticam ente d e la form a:
u ( t ) =
N
P
k = d
h
k
( k ) w ( t + k ) ; P ( z
; 1)
ˆy ( t + k j t ) ]
N
P
k = d
( k ) h
2k
siendoh
k
los coeficientes de la respu esta imp ulsional del sistema.
Extended Horizon Adaptive Control
Esta formulacion tambien emplea un modelo de funcion de transferencia y p retende
minimizar la d iscrepancia entre la salida calculada y la referencia en el instantet + N
:
ˆy ( t + N j t ) ; w ( t + N )
, conN d
. La solucion a este problema no es unica (a menos
qu eN = d
)[21]; una posible estrategia es considerar horizonte de control igual a 1:
4 u ( t + k ;
1) =
0 1< k N ; d
o m inimizar el esfuerzo d e control
J =
N ; d
X
k =
0
u
2( t + k )
Este metodo utiliza un predictor deN
pasos de la forma
ˆy ( t + N j t ) = y ( t ) + F ( z
;
1) 4 y ( t ) + E ( z
;
1) B ( z
;
1) 4 u ( t + N ; d )
dondeE ( z
;
1)
yF ( z
;
1)
son polinomios que satisfacen la relacion
( 1 ; z
; 1) = A ( z
; 1) E ( z
; 1) ( 1 ; z
; 1) + z
; N
F ( z
; 1) ( 1 ; z
; 1)

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 25/73
22 Revisi on de los principales algoritmos
con el grado deE
igual aN ;
1. Un a ventaja d e este metodo es que se puede encontrar
f acilmente u na solucion explıcita, da d a p or
u ( t ) = u ( t ;
1) +
0 ( w ( t + N ) ; ˆy ( t + N j t ) )
N ; d
P
k = 0
2i
siendo
k
el coeficiente correspondiente a4 u ( t + k )
en la ecuacion de prediccion. Por
tanto la ley de control depende solo de los p arametros del proceso y puede hacerse
f acilmente ad aptativa si se emp lea un identificador en lınea. El unico coeficiente de
ajuste es el horizonte d e p rediccionN
, lo cual simp lifica el uso p ero prop orciona p oca
libertad p ara el diseno. Observese que no pued e usarse trayectoria d e referencia porque
el error se considera solo en u n instante (t + N
), ni tamp oco la p ond eracion d el esfuerzo
de control.
Generalized Predictive Control
Este metodo propuesto por Clarke et al. [5] emplea un modelo CARIMA (Controlled
Auto-Regressive Integrated Moving Average) para la prediccion de la salida:
A ( z
;
1) y ( t ) = B ( z
;
1) z
; d
u ( t ;
1) + C ( z
;
1)
e ( t )
4
donde la p erturbacion viene dada por un ruido blanco coloreado por el polinomio
C ( z
; 1)
. Como en la practica es d ifıcil encontrar el verd ad ero valor d e este p olinomio, se
pu ede emplear como parametro de diseno p ara rechazo d e pertur baciones o mejora d e
la robustez. La prediccion optima se lleva a cabo resolviendo u na ecuacion d iof antica,lo cual p ued e hacerse eficazmente d e forma recur siva.
Este algoritmo, al igual que otros que usan el modelo de funcion de transferen-
cia, se puede implementar f acilmente en forma adaptativa usando un algoritmo de
identificacion e n lınea com o los m ınim os cua d rad os recu rsivo s.
GPC usa un a funcion de coste cuadratica d e la forma
J ( N 1 N 2 N
u
) =
N 2X
j = N 1
( j )
ˆy ( t + j j t ) ; w ( t + j ) ]
2+
N
u
X
j = 1
( j ) 4 u ( t + j ;
1) ]
2
donde las secuencia de ponderacion ( j ) y ( j ) se eligen normalmente constanteso exponenciales y la trayectoria de referencia
w ( t + j )
se puede generar como una
secuencia que empieza en el valor actual de la salida y tiende exponencialmente al
setpoint.
Las bases teoricas del algoritmo GPC has sido ampliamente estudiadas y se puede
dem ostrar (ver [4]) que, p ara d istintos conjun tos de p arametros, el algoritmo es estable
y qu e otros controlad ores como por ejemp lo el dead beat son casos incluidos en este.
5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 26/73
Controladores predictivos 23
2.3 Estado de la tecnologıa
Se pu ede considerar que p rodu ctos como el MAC-IDCOM o el DMC estan ampliamente in-
trodu cidos en la indu stria, prop orcionand o un buen control de sistemas mu ltivariables
sin restricciones y constituyen la pr imera generacion d e controladores p redictivos.
Sin embargo, la gestion d e restricciones es algo q ue to d avıa no esta ba bien resu elto
en estos produ ctos hasta qu e aparecio una version de DMC denominada QDMC, ligera
variacion d el algoritmo basico en el que se consideran restricciones duras y blandas d e
forma sistematica. Este algoritmo se suele considerar como la segund a generacion .
Con form e la tecnolo gıa MPC iba despertando mayor interes y aceptacion, los proble-
mas qu e se abordaban eran cada vez mas complejos, apareciendo nuevas problematicas
como el tratamiento de la no-factibilidad, la consideracion d e modelos apropiados para
p rocesos inestab les o la representa cion de la perturbacion para la realimentacion de otra
forma mas adecuad a que u n valor constante. Tambien se consideraba importante la
respuesta ante fallos, de forma que el controlador fuera capaz de reconfigurarse si seperdiera alguna senal, o la dificultad de incluir diversos requerimientos de control en
u na un ica funcion objetivo.
Estos p roblemas motivaron el desarrollo d e algoritmos como HIECON (Hierarchical
Constrained Control, por Adersa) o IDCOM-M (por parte de Setpoint). Este ultimo
incluye u n sup ervisor para p lantas mal cond icionadas, funcion objetivo multicriterio o
jera rqu ıa d e rest ricciones. El SMOC d e Shell es similar incluyend o caracterısticas como
mod elos en espacio de estados (validos para sistemas inestables) o la consideracion de
un observador extendido p ara la realimentacion de la salida en lugar d el valor constante
empleado en los demas metodos. Estos metodos junto con el PCT de Profimatics, el
RMPCT de H oneywell o el PFC de Ad ersa constituyen la tercera generacion .
Los p rodu ctos que existen hoy d ıa en el m ercad o comp arten las id eas basicas de
DMC o MAC desarrollados hace mas de veinte anos y el mayor enfasis en los ultimos
anos se ha centrado en la consideracion d e otros tipos de mod elos, incluyen do m odelos
no lineales, y en una mejor integracion del controlador con los equipos de control
existentes.
A pesar d e su creciente imp lantacion, la tecnologıa actual tiene tod avıa ciertas
limitaciones, siendo las mas destacables las siguientes:
Modelos sobre-param etrizados. La mayorıa d e los prod uctos comerciales u san
modelos de convolucion, que emp lean u na cantidad considerable de parametros
y no se pu eden usar p ara representar dinamicas inestables.
Sintonizacion. No existe una clara relacion entre los param etros d e sinton ıa y el
comp ortam iento d el bu cle cerrad o. La garan tıa d e estabilidad , sobre todo cuan d o
existen restricciones, es otro gran problema.

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 27/73
24 Estad o d e la tecnologıa
Optimalidad de la solucion. Muchos paquetes proporcionan una solucion sub-
optima para acelerar el calculo. En algunos casos este procedimiento no esta
justificado.
Incertidumbres en el modelo. Normalmente no se tiene en cuenta la incertidum-
bre asociada a la identificacion, sino que se desintoniza el controlad or intentand o
aumentar la robustez.
Perturbacion constante. Aunque es la hipotesis mas sensata a priori, se p od rıa
obtener una mejor realimentacion si la distribucion d e la pertur bacion se estud iara
con mas cuidado.
5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 28/73
Tema 3
Algoritmos
En este tema se tratan en profundidad los dos algoritmos considerados mas represen-
tativos d e las m etodologıas existentes en Control Pred ictivo. Representan a las d os familias de controladores pred ictivos, un a de origen claramente indu strial y la otra mas
acad emica.
3.1 D ynamic Matrix Control
El m etodo DMC se d esarrollo a finales de los setenta by Cutler and Ramaker [6] de Shell
Oil Co. y ha sido aceptado am pliamente en el mun do industrial, principalmente por
las ind ust rias petroqu ımicas. A ctualm ente DMC es algo mas que un algoritmo y parte
de su exito se debe al hecho de que el producto comercial resuelve otros temas como
identificacion u optimizacion global de la planta. En esta seccion solo se analiza el
algoritmo standard sin abordar detalles tecnicos p ropios d el producto d e mercado que
no son de d ominio publico.
Pero a pesar de este exito en la practica, este metodo adolece quizas de la ausencia
d e u n a nalisis teorico mas completo que estudie la influencia de los parametros d e
diseno (horizontes, secuencias de ponderacion) sobre la estabilidad del bucle cerrado
ası como d e resultad os d e robu stez.
3.1.1 Prediccion
El modelo de proceso que se emplea es el de respuesta temporal, considerando la
perturbacion como constante a lo largo del horizonte. El procedimiento para obtener
la prediccion se d escribe a continuacion .
25

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 29/73
26 Dynam ic Matrix Control
Como se emplea un modelo de respuesta ante escalon :
y ( t ) =
1
X
i =
1
g
i
4 u ( t ; i )
los valores pred ichos a lo largo del horizonte seran :
ˆy ( t + k j t ) =
1
X
i =
1
g
i
4 u ( t + k ; i ) + ˆn ( t + k j t ) =
=
k
X
i = 1
g
i
4 u ( t + k ; i ) +
1
X
i = k + 1
g
i
4 u ( t + k ; i ) +
ˆn ( t + k j t )
Las perturbaciones se consideran constantes, ˆn ( t + k j t ) =
ˆn ( t j t ) = y
m
( t ) ;
ˆy ( t j t )
,
por lo que se puede escribir:
ˆy ( t + k j t ) =
k
X
i =
1
g
i
4 u ( t + k ; i ) +
1
X
i = k +
1
g
i
4 u ( t + k ; i ) + y
m
( t ) ;
;
1
X
i =
1
g
i
4 u ( t ; i ) =
k
X
i =
1
g
i
4 u ( t + k ; i ) + f ( t + k )
donde f ( t + k ) es la respuesta libre del proceso, es decir, la parte d e la respuesta qu e no
depende de las acciones de control futuras, y viene dada por:
f ( t + k ) = y
m
( t ) +
1
X
i =
1
( g
k + i
; g
i
) 4 u ( t ; i ) (
3:
1)
Si el proceso es asintoticamente estable, los coeficientesg
i
de la respuesta ante
escalon tienden a un valor constante despues deN
periodos de muestreo, por lo que
se pued e considerar qu e
g
k + i
; g
i
0 i > N
y por tanto la respuesta libre se puede calcular como
f ( t + k ) = y
m
( t ) +
N
X
i =
1
( g
k + i
; g
i
) 4 u ( t ; i )
N otese que si el proceso no es estable, entonces no existeN
y no se puede calcu-
larf ( t + k )
(aunque existe una generalizacion en el caso de que la inestabilidad sea
produ cida p or integradores p uros).
Ahora las predicciones se pueden calcular a lo largo del horizonte de prediccion
(k =
1 : : : p )
, considerandom
acciones de control.
ˆy ( t + 1 j t ) = g 1 4 u ( t ) + f ( t + 1 )

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 30/73
Algoritmos 27
ˆy ( t +
2j t ) = g 2 4 u ( t ) + g 1 4 u ( t +
1) + f ( t +
2)
...
ˆy ( t + p j t ) =
p
X
i = p ; m +
1
g
i
4 u ( t + p ; i ) + f ( t + p )
Si se define la matriz din ´ amica G como:
G =
2
6
6
6
6
6
6
6
6
6
6
4
g 1 0
0
g 2 g 1
0...
.... . .
...
g
m
g
m ; 1 g 1
......
. . ....
g
p
g
p ; 1 g
p ; m + 1
3
7
7
7
7
7
7
7
7
7
7
5
se puede escribir que:
y = G u + f (
3:
2)
Ob servese queG
esta formad a porm
(horizonte de control) columnas de la respu esta
ante escalon apropiadamente desplazadas hacia abajo. y
es un vector de dimension
p
que contiene las predicciones de la salida,u
representa el vector de incrementos de
control yf
es el vector d e respuestas libres. Esta es la expresion que relaciona las
respuestas futuras con los incrementos en las senales de control, por lo que usara para
calcular las acciones necesarias para conseguir el comportamiento deseado del sistema.
3.1.2 Perturbacione s medi bles
El efecto de las perturbaciones m edibles se p uede anadir f acilmente a las anteriores
ecuaciones d e p rediccion, ya que estas se pu eden tratar como entradas al sistema. La
expresion (3.2) se pued e usar p ara calcular la pred iccion d el efecto de las pertur baciones
en la salida de la siguiente forma:
y
d
= D d + f
d
donde y
d
es la contribucion d e las perturbaciones medibles a la salida,D
es una m atriz
similar aG
que contiene los coeficientes de la respuesta del sistema a un escalon en
la perturbacion ,d
es el vector de incrementos en la perturbacion yf
d
es la parte de la
respu esta que no depend e de la perturbacion .
En el caso mas general de pertu rbaciones m edibles y no m edibles, la respu esta libre
comp leta del sistema (la fraccion de la salida que no depende de la variable manipulada)

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 31/73
28 Dynam ic Matrix Control
se pued e considerar como la sum a de cuatro efectos: la respuesta a la entrad au ( t )
, a la
perturbacion medible d ( t ) , a la p erturbacion n o med ible y al estad o actual del proceso:
f = f
u
+ D d + f
d
+ f
n
Por tanto la pred iccion se puede expresar en la forma general
y = G u + f
3.1.3 Algoritmo de control
El exito en la industria del DMC se ha debido principalmente a su aplicacion a siste-
mas m ultivariables d e gran dimension con la consideracion d e restricciones. En esta
seccion se describe el algoritmo de control comenzando por el caso mas simple de un
sistema monovariable sin restricciones y extendiend olo posteriormente al caso general
multivariable con restricciones.
El objetivo del controlador DMC es llevar el p roceso los mas cerca p osible al setpo int
en el sentido de m ınimos cuadr ados con la posibilidad d e incluir un a penalizacion en los
movimientos de la senal d e control. Por ello se seleccionan las variables man ipulad as
de forma que minimicen un objetivo cuadratico que puede incluir solo los errores
futuros
J =
p
X
j =
1
ˆy ( t + j j t ) ; w ( t + j ) ]
2
o tambien el esfuerzo d e control, presentand o la forma generica
J =
p
X
j = 1
ˆy ( t + j j t ) ; w ( t + j ) ]
2+
m
X
j = 1
4 u ( t + j ;
1) ]
2
Si no existen restricciones, la minimizacion de la funcion de costeJ = e e
T
+ u u
T ,
dondee
es el vector de errores futuros a lo largo del horizonte de prediccion yu
es el
vector de futuros incrementos en la senal de control4 u ( t ) : : : 4 u ( t + m )
, se puede
hacer d e forma analıtica calculando la d erivada deJ
y haciendola igual a 0, lo que
prop orciona el resultado general:
u = ( G
T
G + I )
; 1G
T
( w ; f ) (
3:
3)
Recu erdese que, como en todas las estrategias predictivas, solo se en vıa al p roceso
el primer elemento del vectoru
(4 u ( t )
). No es aconsejable implementar la secuencia
completa sobre los siguientesm
intervalos, ya que al ser imposible estimar de forma
exacta las perturbaciones, no es posible anticiparse a las perturbaciones inevitables que
provocan que la salida real difiera de las predicciones que se emplean para calcular la
5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 32/73
Algoritmos 29
w
f
+
Ku
Proceso
y
-
Calculo
Resp. libre
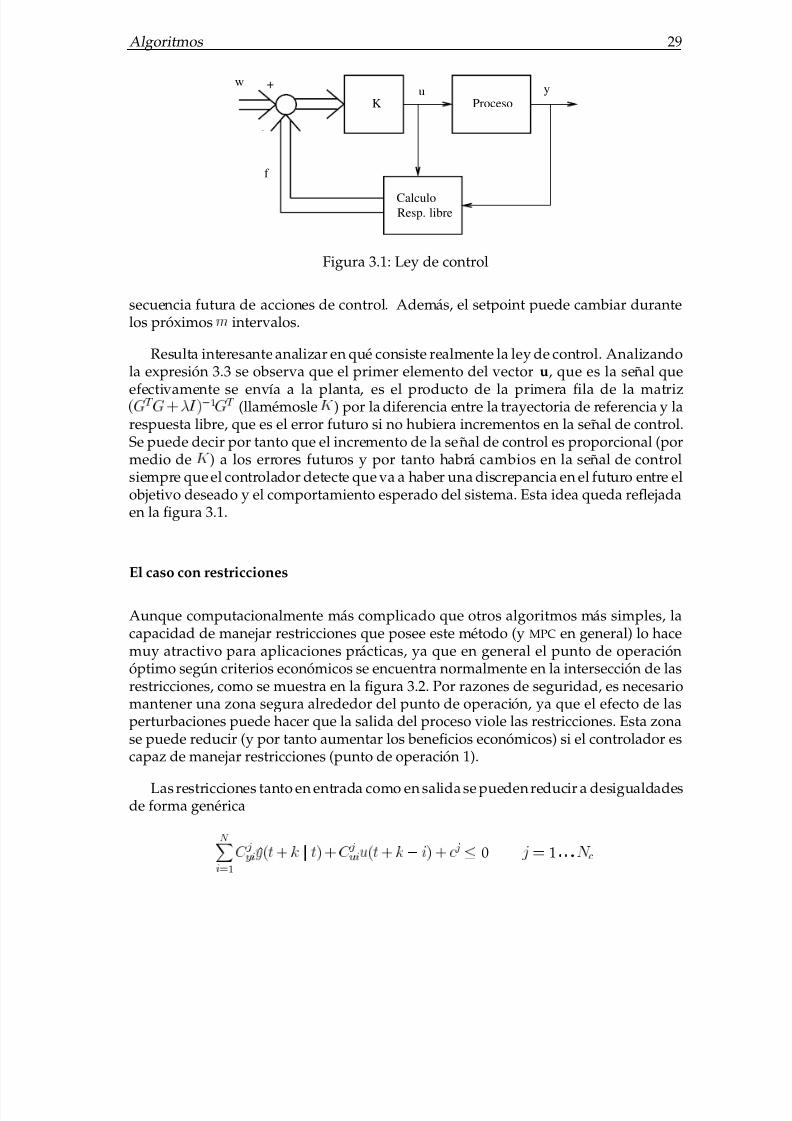
Figura 3.1: Ley de control
secuencia futu ra d e acciones de control. Ad emas, el setpoint puede cambiar durante
los proximosm
intervalos.
Resulta interesante analizar en qu e consiste realmente la ley de control. Analizando
la expresion 3.3 se observa que el primer elemento del vector u, que es la senal queefectivamente se envıa a la planta, es el producto de la primera fila de la m atriz
( G
T
G + I )
; 1G
T (llam emosleK
) por la diferencia entre la trayectoria de referencia y la
respuesta libre, que es el error futuro si no hubiera incrementos en la senal d e control.
Se pu ede d ecir por tanto que el incremento de la senal d e control es proporcional (por
medio d e K ) a los errores futuros y por tanto habra cambios en la senal de control
siemp re que el controlador detecte que va a h aber un a d iscrepancia en el futu ro entre el
objetivo deseado y el comportamiento esperado del sistema. Esta idea queda reflejada
en la figura 3.1.
El caso con restriccione s
Aunque computacionalmente mas complicado que otros algoritmos mas simples, la
capacidad de manejar restricciones que posee este metodo (y MPC en general) lo hace
muy atractivo para aplicaciones practicas, ya que en general el punto de operacion
optimo segun criterios economicos se encuentr a n ormalmen te en la interseccion d e las
restricciones, como se mu estra en la figu ra 3.2. Por razon es de segu ridad , es necesario
mantener una zona segura alrededor del punto de operacion, ya que el efecto d e las
pertu rbaciones p ued e hacer que la salida d el proceso viole las restricciones. Esta zona
se puede reducir (y por tanto aumentar los beneficios economicos) si el controlador escapaz d e man ejar restricciones (pu nto d e operacion 1).
Las restricciones tanto en entrad a como en salida se pu eden red ucir a desigualdad es
de forma generica
N
X
i = 1
C
j
y i
ˆy ( t + k j t ) + C
j
u i
u ( t + k ; i ) + c
j
0j =
1: : : N
c

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 33/73
30 Dynam ic Matrix Control
zona
P. operacion
optimo
segura 2
Zona segura 1
Punto operacion 1
Punto operacion 2
Restriccion
Restriccion
Figur a 3.2: Pun to d e operacion op timo d e u n p roceso tıpico
que deben tenerse en cuenta para la minimizacion. Como se ha visto, las salidas se
pueden expresar en funcion del vector de incrementos de control a traves de la matriz
d inamica, por que las restricciones tanto en la entrada como en la salida se pueden
recoger en una desigualdad matricial de la formaR u c
, como se vera con m as
detalle en el tema d edicado a restricciones. Ahora la minimizacion es un problema deProgramacion Cuadratica QP, cuya solucion es numerica.
Tod o lo relacionad o con las restricciones sera abordado con mayor grad o de d etalle
en el tema d edicado a ello.
Extension al caso multivariable
El esquema p revio se pu ede extend er f acilmente al caso de sistemas con varias entradas
y varias salidas. Las ecuaciones basicas se mantienen igual a excepcion de que lasmatrices y vectores cambian de dimension para poder incluir todas las entradas y
salidas.
Al tratarse d e mod elos lineales, se pu ede ap licar el principio d e sup erposicion para
obtener el valor de las salidas ante las diversas entradas. Para ello se define el vector
de salidas futuras como:
y =
y 1 ( t +
1j t ) : : : y 1 ( t + p 1 j t ) : : : y
n y
( t +
1j t ) : : : y
n y
( t + p
n y
j t )
T
y el de senales de control de la forma:
u = [4 u 1 ( t ) : : : 4 u 1 ( t + m 1 ;
1) : : : 4 u
n u
( t ) : : : 4 u
n u
( t + m
n u
;
1) ]
T
ası como la resp u esta libre:
f =
f 1 ( t +
1j t ) : : : f 1 ( t + p 1 j t ) : : : f
n y
( t +
1j t ) : : : f
n y
( t + p
n y
j t )
T
teniendo en cuenta que la respuesta libre de la salidai
depend e tanto de valores pasados
d e y
i
como d e valores pasados d e todas las senales d e control.
5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 34/73
Algoritmos 31
Con estas d efiniciones, la ecuacion de prediccion es igual qu e en el caso m onova-
riable simplemente considerando que la matriz G toma la forma:
G =
2
6
6
6
6
4
G 11 G 12 G 1n u
G 21 G 22 G 2n u
.
.....
.. .
.
..G
n y 1 G
n y 2 G
n y n u
3
7
7
7
7
5
Cada submatriz G
i j
contiene los coeficientes de la respuesta ante escalon i-esima
correspondiente a la entrada j-esima. El proceso de m inimizacion es analogo solo que
la ponderacion tanto de los errores como de los esfuerzos de control se realiza con
matrices de peso.
3.2 Control Predictivo Gene ralizado
El Control Predictivo Generalizado GPC fue propuesto por Clarke et al. en 1987 y se ha
convertido en uno de los metodos mas populares en el ambito del Control Predictivo
tanto en el mundo industrial como en el academico. Se ha empleado con exito en
num erosas ap licaciones indu striales, mostrando buenas p restaciones a la vez que un
cierto grado de robustez respecto a sobreparametrizacion o retardos mal conocidos.
Puede resolver muchos problemas de control diferentes para un amplio campo de
procesos con un numero razonable de variables de diseno, que son especificadas porel operario dependiendo del conocimiento previo del proceso y de los objetivos de
control.
La idea basica del GPC es calcular una secuencia de futuras acciones de control
de tal forma que minimice una funcion de coste m ultipaso. El ındice a m inimizar es
una funcion cuadratica qu e mide por un lado la d istancia entre la salida p redicha d el
sistema y una cierta trayectoria de referencia hasta el horizonte de prediccion, y por
otro el esfuerzo de control necesario p ara obtener dicha salida.
El Control Predictivo Generalizado tiene mu chas ideas en comun con otros contro-
ladores predictivos previamente mencionados ya que esta basado en las mismas ideaspero posee a su vez algunas d iferencias. Como se vera m as adelante, es capaz de
proporcionar una solucion explıcita (en a usen cia d e restricciones), pu ed e tra bajar con
p rocesos inestables o d e fase no m ınima e incorp ora el concepto d e horizon te d e control
ası com o la consid eracion en la funcion de coste de ponderacion d e los incrementos en
las acciones d e control. Las diversas posibilidad es dispon ibles par a el GPC conducen a
una gran variedad de objetivos de control comparado con otras realizaciones, algunas
d e las cua les pu ed en ser considera d as como su bconjun tos o casos lımites del GPC .

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 35/73
32 Control Predictivo Generalizado
3.2.1 Formul acion del Control Predictivo Generalizado
La mayorıa de los procesos d e un a sola entrad a y un a sola salida (single-input single-
output , SISO), al ser considerados en torno a un determinado punto de trabajo y tras ser
linealizados, pued en ser d escritos de la siguiente forma:
A ( z
; 1) y ( t ) = z
; d
B ( z
; 1) u ( t ; 1 ) + C ( z
; 1) e ( t )
dondeu ( t )
yy ( t )
son respectivamente la senal de control y la salida del proceso ye ( t )
es
un ruido blanco de media cero.A
,B
yC
son los siguientes p olinomios en el operador
de desplazamiento hacia atrasz
; 1 :
A ( z
;
1) =
1+ a 1 z
;
1+ a 2 z
;
2+ : : : + a
n a
z
; n a
B ( z
;
1) = b 0 + b 1 z
;
1+ b 2 z
;
2+ : : : + b
n b
z
; n b
C ( z
; 1) = 1 + c 1 z
; 1+ a 2 z
; 2+ : : : + c
n c
z
; n c
donde d es el tiempo muerto del sistema.
Este modelo es conocido como Autorregresivo de Media Movil (Controller Auto-
Regressive Moving-Average CARMA). En muchas aplicaciones industriales en las que
las perturbaciones son no-estacionarias resulta mas conveniente el uso de un modelo
CARMA integrado, dand o lugar al CARIMA, que viene d escrito por:
A ( z
;
1) y ( t ) = B ( z
;
1) z
; d
u ( t ;
1) + C ( z
;
1)
e ( t )
4
con4 =
1; z
;
1(
3:
4)
Por simplicidad, a p artir de ahora el p olinomioC
se va a tomar igual a 1. Noteseque en el caso de que
C
; 1 pu eda ser truncado se pued e absorber enA
yB
.
El algoritmo del Control Predictivo Generalizado consiste en aplicar una secuencia
de senales de control que minimice una funcion de coste de la forma:
J ( N 1 N 2 N u ) =
N 2X
j = N 1
( j )
ˆy ( t + j j t ) ; w ( t + j ) ]
2+
N u
X
j = 1
( j ) 4 u ( t + j ;
1) ]
2(
3:
5)
donde ˆy ( t + j j t )
es la prediccion optimaj
pasos h acia d elante de la salida del p roceso
con datos conocidos hasta el instantet
,N 1 y
N 2 son los hor izontes m ınimo y maximo
de coste, N u es el horizonte de control y ( j ) y ( j ) son las secuencias de ponderacionmientras que
w ( t + j )
es la futura trayectoria de referencia, que se puede calcular segu n
se mu estra en la figura 2.3. En mu chas situaciones se considera ( j )
igual a 1 y ( j )
constante.
El objetivo es p u es el calculo d e la futura secuencia de controlu ( t )
,u ( t +
1)
,... d e tal
manera que la salida futura del procesoy ( t + j )
permanezca proxima aw ( t + j )
. Esto
se logra minimizando J ( N 1 N 2 N u ) .

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 36/73
Algoritmos 33
Prediccion optima
Con la intencion de minimizar la funcion de coste, se obtendra previamente la pre-
diccion optima dey ( t + j )
paraj N 1 y
j N 2. Consid erese la siguiente ecuacion
diof antica:
1 = E
j
( z
;
1) 4 A + z
; j
F
j
( z
;
1) (3.6)
1 = E
j
( z
; 1)
˜A + z
; j
F
j
( z
; 1)
Los polinomiosE
j
yF
j
estan unicamente d efinidos con gradosj ;
1 yn a
respec-
tivamente. Se p ueden obtener d ividiendo 1 entre ˜A ( z
;
1)
hasta que el resto pueda
ser factorizado comoz
; j
F
j
( z
;
1)
. El cociente d e la d ivision es entonces el polinomio
E
j
( z
; 1)
.
Si se multiplica la ecuacion (3.4) porE
j
( z
;
1) z
j
4
˜A ( z
;
1) E
j
( z
;
1) y ( t + j ) = E
j
( z
;
1) B ( z
;
1) 4 u ( t + j ; d ;
1) + E
j
( z
;
1) e ( t + j )
(3.7)
Teniend o en cuenta (3.6), la ecuacion (3.7) queda:
(
1; z
; j
F
j
( z
;
1) ) y ( t + j ) = E
j
( z
;
1) B ( z
;
1) 4 u ( t + j ; d ;
1) + E
j
( z
;
1) e ( t + j )
La cual se p ued e escribir como
y ( t + j ) = F
j
( z
;
1) y ( t ) + E
j
( z
;
1) B ( z
;
1) 4 u ( t + j ; d ;
1) + E
j
( z
;
1) e ( t + j ) (
3:
8)
Al ser el grado del polinomioE
j
( z
; 1)
igual aj ;
1 los terminos del ruido en laecuacion (3.8) estan todos en el futuro. La mejor prediccio n d e
y ( t + j )
ser a p o r
consiguiente:
ˆy ( t + j j t ) = G
j
( z
; 1) 4 u ( t + j ; d ;
1) + F
j
( z
; 1) y ( t )
dondeG
j
( z
;
1) = E
j
( z
;
1) B ( z
;
1)
Resulta simple demostrar que los polinomiosE
j
yF
j
se pueden obtener recursiva-
mente, de forma que los nuevos valores en el pasoj +
1 (E
j +
1 yF
j +
1) sean funcion de
los del pasoj
. A continuacion se mu estra u na d emostracion simple de la recursividad
de la ecuacion diof antica. Existen otras formulaciones del GPC que no estan basadas en
la recur sivida d de esta ecuacion .
Consid erense que los polinomiosE
j
yF
j
se han obtenido d ividiendo 1 entre ˜A ( z
;
1)
hasta qu e el resto haya sido factorizado comoz
; j
F
j
( z
; 1)
.
Con:
F
j
( z
;
1) = f
j 0 + f
j 1 z
;
1+ + f
j n a
z
; n a
E
j
( z
; 1) = e
j
0 + e
j
1 z
; 1+ + e
j j ;
1 z
; ( j ; 1)

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 37/73
34 Control Predictivo Generalizado
Sup ongase qu e se utiliza el mismo p rocedimiento p ara obtenerE
j + 1 yF
j + 1, es decir,
dividir 1 entre ˜A ( z
; 1) hasta que el resto se pueda factorizar como z
; ( j + 1)
F
j +
1 ( z
; 1) con
F
j +
1 ( z
; 1) = f
j +
1
0 + f
j +
1
1 z
; 1+ + f
j +
1 n a
z
; n a
Esta claro que solamente es necesario dar un paso mas en la division p ara obtenerlos polinomios E
j +
1 y F
j +
1. Al ser E
j +
1 el nuevo cociente de la division, sera igual al
cociente qu e ha bıa hast a el m omen to (E
j
) m as un nu evo termino, que sera elf
j
0 pues
el divisor ( ˜A
) es m onico. Por tanto:
E
j + 1 ( z
;
1) = E
j
( z
;
1) + e
j + 1 j
z
; j cone
j + 1 j
= f
j 0
Teniendo en cuenta que el nuevo resto sera el resto anterior menos el producto del
cociente por el divisor, los coeficientes del polinomioF
j + 1 se pueden expresar como:
f
j + 1 i
= f
j i + 1 ; f
j 0 ˜a
i + 1 i =
0 n a
En resumen, la forma de obtener los polinmiosE
j
yF
j
es la siguiente:
1. Comenzar conE 1 =
1,F 1 = z (
1;
˜A )
2. Ir anadiendo nuevos terminos aE
j
cone
j + 1 j
= f
j 0
3. Calcularf
j + 1 i
= f
j i + 1 ; f
j 0 ˜a
i + 1 i =
0 n a
, (siendof
j n a + 1 =
0).
El polinomio G
j +
1 puede ser obtenido recursivamente como sigue:
G
j +
1 = E
j +
1 B = ( E
j
+ f
j
0 z
; j
) B = G
j
+ f
j
0 z
; j
B
Es decir, los pr imerosj
coeficientes deG
j +
1 ser an id enticos a los deG
j
mientras que
el resto viene dado por:
g
j + 1 j + i
= g
j j + i
+ f
j 0 b
i
parai =
0 n b
Para resolver el GPC es necesario obtener el conjunto de senales de control u ( t ) ,u ( t +
1)
, ...,u ( t + N )
que m inimizan la ecuacion (3.5). Al tener el proceso un retardo d e
d
p erıodos d e m uestreo, la salida solo se vera influenciada por la senalu ( t )
despues del
instanted +
1. Los valoresN 1,
N 2 yN u
que marcan los horizontes pueden ser definidos
comoN 1 = d +
1,N 2 = d + N
yN u = N
. No tiene sentido hacerN 1 < d +
1 ya que
los terminos de (3.5) solo dep enderan de las senales de control pasadas. Por otro lado,
haciendoN 1 > d +
1 los primeros p un tos de la secuencia d e salida, qu e seran los mejor
estimados, no se tendran en cuenta.

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 38/73
Algoritmos 35
El conjunto de lasj
predicciones optimas:
ˆy ( t + d +
1j t ) = G
d + 1 4 u ( t ) + F
d + 1 y ( t )
ˆy ( t + d +
2j t ) = G
d + 2 4 u ( t +
1) + F
d + 2 y ( t )
...
ˆy ( t + d + N j t ) = G
d + N
4 u ( t + N ;
1) + F
d + N
y ( t )
pu ede ser escrito en forma matricial como:
y = G u + F ( z
; 1) y ( t ) + G
0
( z
; 1) 4 u ( t ;
1) (
3:
9)
Donde
y =
2
6
6
6
6
4
ˆy ( t + d + 1 j t )
ˆy ( t + d +
2j t )
...
ˆy ( t + d + N j t )
3
7
7
7
7
5
u =
2
6
6
6
6
4
4 u ( t )
4 u ( t +
1)
...
4 u ( t + N ;
1)
3
7
7
7
7
5
G =
2
6
6
6
6
4
g 0 0: : :
0
g 1 g 0 : : :
0...
......
...
g
N ;
1 g
N ;
2 : : : g 0
3
7
7
7
7
5
G
0
( z
;
1) =
2
6
6
6
6
4
z ( G
d +
1 ( z
;
1) ; g 0 )
z
2( G
d +
2 ( z
;
1) ; g 0 ; g 1 z
;
1)
...
z
N
( G
d + N
( z
;
1) ; g 0 ; g 1 z
;
1; ; g
N ;
1 z
; ( N ;
1)
)
3
7
7
7
7
5
F ( z
;
1) =
2
6
6
6
6
4
F
d + 1 ( z
;
1 )
F
d + 2 ( z
;
1)
...
F
d + N
( z
; 1)
3
7
7
7
7
5
Al depender los ultimos terminos de la ecuacion (3.9) solo del pasado, pueden
agruparse en f , dando lugar a:
y = G u + f (
3:
10)
Ob servese qu e es la misma expresion que se obtuvo para el DMC, aunque en este
caso la respu esta libre es distinta.
Obtencion de la ley de control
Entonces la ecuacion (3.5) puede escribirse como:
J = ( G u + f ; w )
T
( G u + f ; w ) + u
T
u ( 3: 11)

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 39/73
36 Control Predictivo Generalizado
donde:
w =
h
w ( t + d +
1) w ( t + d +
2) w ( t + d + N )
i
T
(3.12)
La ecuacion (3.11) se pu ede p oner como:
J =
12
u
T
H u + b u + f 0 ( 3 : 13)
donde:
H = 2( G
T
G + I )
b =
2( f ; w )
T
G
f 0 = ( f ; w )
T
( f ; w )
El m ınim o d e J , siempre que no existan restricciones en la senal de control, pu ede
ser calculado igualand o a cero el gradiente de J , lo cual cond uce a:
u = ; H
; 1b
T
( 3 : 14)
Debido al uso de la estrategia deslizante, solo se aplica realmente el prim er elemento d el
vector u, repitiendo de nuevo elm ismo procedimiento al siguiente instante de muestreo.
La solucion propuesta involucra la inversion (o al menos la triangularizacion) de una
matriz de dimension N N , lo cual conlleva un a gran carga de calculo. El concepto ya
usado en otros metodos de horizonte de control se emplea con la finalidad de reducir
la cantidad de calculo, asumiendo que las senales de control perm aneceran en un valor
constante a partir del intervaloN u < N
. Por tanto la dimension de la matriz que hay
que invertir qu eda redu cida a N u N u , quedand o la carga de calculo reducida (en elcaso lım ite d e
N u =
1, se redu ce al caso escalar) aunqu e restringiend o la op timalidad.
3.2.2 Ejemplo de calculo
Se presenta a continuacion un ejemplo de calculo de un Controlador Predictivo Ge-
neralizado en un caso sencillo. Se disenara el controlador para un sistema de primer
orden.
Al d iscretizar el proceso continu o se obtiene el siguiente equivalente d iscreto:
(
1+ a z
;
1) y ( t ) = ( b 0 + b 1 z
;
1) u ( t ;
1) +
e ( t )
4
Se va a considerar un retardo d igual a 0 y un polinomio de ru ido C ( z
; 1) igual a 1.
Se usara el algoritmo descrito previamente par a obtener la ley de control, obteniendo
resultados nu mericos par a valores de los p aametros a = 0 : 8, b 0 = 0: 4 y b 1 = 0: 6, siendo

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 40/73
Algoritmos 37
los horizontesN 1 =
1 yN = N
u
=
3. Como se ha mostrado, se calcularan los valores
predichos de la salida del proceso en el horizonte haciendo uso de la ecuacion (3.9),
obteniendo la ley d e control de la expresion (3.14).
Resolviendo la ecuacion (3.6) se obtienen los polinomios del predictor E
j
( z
; 1) ,
F
j
( z
;
1) desde j = 1 hasta j = 3, con
˜A ( z
; 1) = A ( z
; 1) (
1; z
; 1) =
1;
1:
8z
; 1+
0:
8z
; 2
En este caso sencillo donde el horizonte no es demasiado largo, estos polinomios se
pueden obtener directamente dividiendo 1 por ˜A ( z
; 1)
. Como se ha explicado antes,
tambien se pu eden calcular recursivamente, comenza nd o con los valores obtenidos en
el primer paso de la division, es d ecir:
E 1 ( z
; 1) =
1F 1 ( z
; 1) =
1:
8;
0:
8z
; 1
Cualquiera qu e sea el metodo empleado, los valores obtenidos son:
E 2 =
1+
1:
8z
;
1F 2 =
2:
44;
1:
44z
; 1
E 3 =
1+
1:
8z
; 1+
2:
44z
; 2F 3 =
2:
952;
1:
952z
;
1
Con estos valores y el polinomioB ( z
; 1) =
0:
4+
0:
6z
; 1, los elementosG
i
( z
; 1)
resultan
ser:
G 1 = 0: 4 + 0 : 6z
; 1G 2 = 0: 4 + 1 : 32z
; 1+ 1: 08z
; 2G 3 = 0: 4 + 1: 32z
; 1+ 2: 056z
; 2+ 1: 464z
; 3
y por tanto se pueden escribir las salidas predichas como:
2
6
4
ˆy ( t +
1j t )
ˆy ( t + 2 j t )
ˆy ( t +
3j t )
3
7
5
=
2
6
4
0:
4 0 0
1: 32 0: 4 02
:
056 1:
32 0:
4
3
7
5
2
6
4
4 u ( t )
4 u ( t + 1)
4 u ( t +
2)
3
7
5
+
+
2
6
4
0:
64 u ( t ;
1) +
1:
8y ( t ) ;
0:
8y ( t ;
1)
1:
084 u ( t ;
1) +
2:
44y ( t ) ;
1:
44y ( t ;
1)
1: 464 4 u ( t ; 1) + 2: 952y ( t ) ; 1: 952y ( t ; 1)
3
7
5
| { z }
f
El paso siguiente es el calculo deH
; 1b
. Tomando
igual a 0:
8 se tiene qu e:
( G
T
G + I )
; 1G
T
=
2
6
4
0 : 133 0: 286 0 : 147
; 0: 154 ; 0: 165 0 : 286
; 0: 029 ; 0: 154 0 : 1334
3
7
5
Como solo se necesita el valor d e4 u ( t )
para los calculos, solo se emplea realmente la
primera fila de la matriz, con lo que resulta la siguiente expresion para la ley de control:
4 u ( t ) = ;
0:
60424 u ( t ;
1) ;
1:
371y ( t ) +
0:
805y ( t ;
1) +
+ 0: 133w ( t + 1) + 0: 286w ( t + 2) + 0: 147w ( t + 3)

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 41/73
38 Control Predictivo Generalizado
dondew ( t + i )
es la trayectoria de referencia que se puede considerar bien constante
e igual a la referencia actual o bien una suave aproximacion de primer orden a esta.
Entonces la senal de control resulta ser una funcion de la referencia deseada y de
entradas y salidas p asadas, dada p or:
u ( t ) =
0:
3958u ( t ;
1) +
0:
6042u ( t ;
2) ;
1:
371y ( t ) +
0:
805y ( t ;
1) +
+
0:
133w ( t +
1) +
0:
286w ( t +
2) +
0:
147w ( t +
3)
Al mismo resultado se puede llegar sin emplear la ecuacion diof antica, calculando
G
en base a los coeficientes de la respuesta ante escalon (que se pueden calcular en
funcion de los coeficientes de la funcion de transferencia) y calculando la respuesta
libre como se muestra en [2].
3.2.3 Caso multivariable
Al igual que en el DMC todo lo visto para el caso de sistemas con una sola entrada y
una sola salida se pu ede extender al caso m ultivariable, au nque los calculos son mas
complejos.
En este caso el modelo CARIMA para un sistema dem
entradas yn
salidas se pu ede
expresar como:
A ( z
;
1) y ( t ) = B ( z
;
1) u ( t ;
1) +
1
4
C ( z
;
1) e ( t ) (
3:
15)
donde A ( z
;
1 ) y C ( z
;
1 ) son matrices polinomiales monicas de d imension n n y B ( z
;
1 )
es una matriz polinomial de d imensionn m
, definidos como:
A ( z
; 1) = I
n n
+ A 1 z
; 1+ A 2 z
; 2+ + A
n
a
z
; n
a
B ( z
;
1) = B 0 + B 1 z
;
1+ B 2 z
;
2+ + B
n
b
z
; n
b
C ( z
;
1) = I
n n
+ C 1 z
;
1+ C 2 z
;
2+ + C
n
c
z
; n
c
Las variablesy ( t )
,u ( t )
ye ( t )
son de dimensionn
1,m
1 yn
1 respectivamente.
La pred iccion conlleva la resolucion de una ecuacion d iofantina m atricial, que tam bien
pu ede calcularse d e forma recursiva.
En muchas ocasiones el problema radica en la obtencion adecuada del modelo enesta forma a partir de una matriz de transferencia en continuo que puede haberse
obtenido a partir de la curva de reaccion. Una forma de hacerlo se muestra en [2].
Una v ez obtenido el mod elo, el criterio a minimizar tend ra la forma general
J ( N 1 N 2 N 3 ) =
N 2X
j = N 1
k
ˆy ( t + j j t ) ; w ( t + j ) k
2R
+
N 3X
j =
1
k 4 u ( t + j ;
1) k
2Q

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 42/73
Algoritmos 39
dondeR
yQ
son matrices de ponderacion definidas positivas que normalmente se
eligen diagonales. La minimizacion se realiza igual que en el caso mon ovariable dand o
como resultado un vector de senales de control a enviar a la planta en el instante actual:
u 1 ( t ) , u 2 ( t ) : : : u
m
( t ) .

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 43/73
40 Control Predictivo Generalizado

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 44/73
Tema 4
Restricciones en Control Predictivo
En la practica todos los procesos estan su jetos a restricciones. Los actuad ores tienen
un campo limitado de accion imp u esto p or l ımites fısicos (p or ejem p lo un a valvula nopuede abrir mas de un 100 % o un calentador no p uede aportar mas de su potencia
m axima. Tambien existen lımites de segu rid ad (p or ejemp lo presiones o temp eratu ras
m aximas), requerimientos tecnologicos (por ejemplo mantener temperaturas en un
rango dado),limitaciones de calidad del producto (no salirsed e cierta zona) o normativa
medioambiental.
4.1 Tratamiento convencional de restricciones
El tratamiento convencional d e restricciones en control d e p rocesos se basa en que las
restricciones en la variable m anipulada (entrada) se cum plen saturand o la salida del
controlad or. Sin embarg o, las restricciones en la variable controlad a (salida) no pu eden
abordarse; se intenta evitar su violacion trabajand o alejados de los lımites (en zona
segura), operando lejos de la restriccion. Por seguridad se trabaja con una consigna
inferior, mas lejos del punto de operacion optimo, lo qu e normalmente equivale a u na
disminucion d e la calidad y/ o cantidad en la produ ccion, ya que normalmente el punto
optimo se encuentra en la interseccion de las restricciones obligando a acercarse lo mas
posible a las estas pero sin superarlas.
Si el controlad or fuera capaz d e tener en cuenta las restricciones y evitar su violacion ,el proceso p od rıa opera r mas cerca d e estas y por tanto d e forma mas eficiente. La figura
4.1 muestra un ejemplo donde existe una limitacion de presion m axima y se observa
como al alejar el punto de operacion d el lımite la p rod u ccionQ
disminuye.
En cuanto a la forma de operar de un controlador predictivo que no considera res-
tricciones el procedimiento es similar: si la senal de control calculada viola la restriccion ,
se satura. Las senales futuras ni siquiera se tienen en cuenta, ya que normalmente no
41
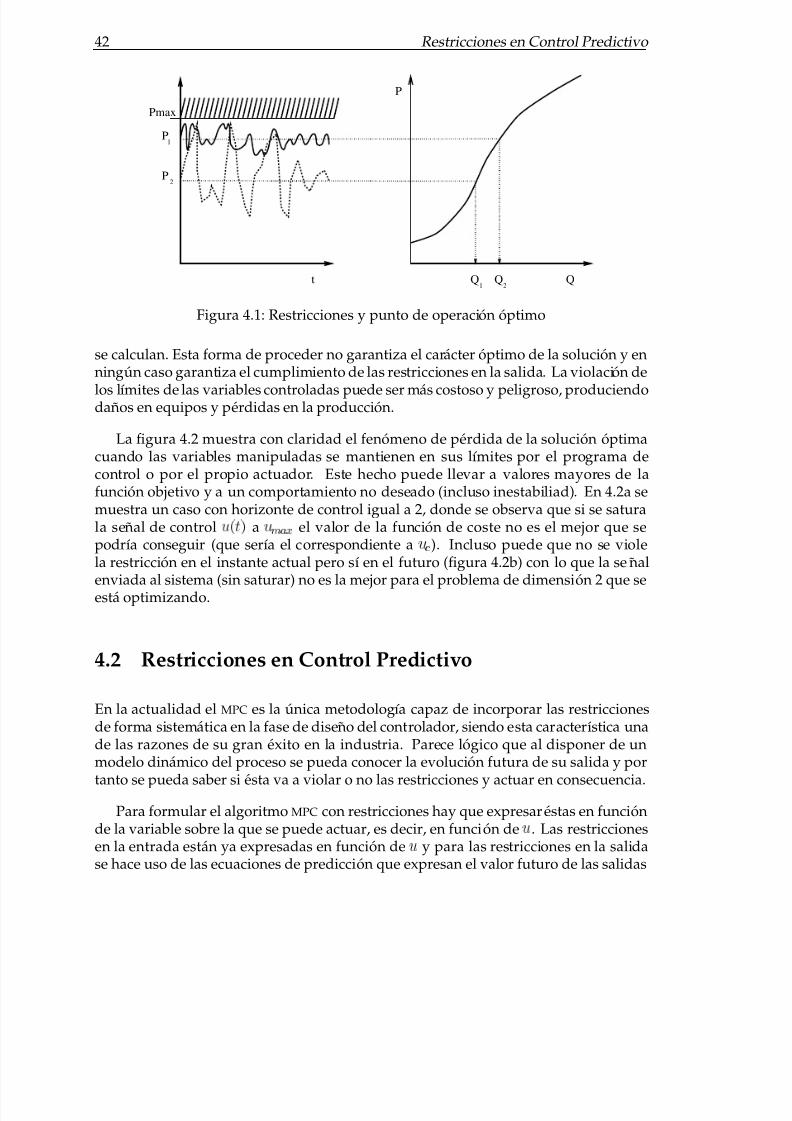
5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 45/73
42 Restricciones en Control Predictivo
Pmax
P
P
P
QQQ
1
2
1 2t
Figura 4.1: Restricciones y punto de operacion optimo
se calculan. Esta forma d e proceder no garantiza el caracter optimo d e la solucion y en
ningun caso garantiza el cumplimiento de las restricciones en la salida. La violacion delos lımites d e las variables controlad as p ued e ser mas costoso y p eligroso, produ ciend o
d anos en equipos y perdidas en la produccion .
La figura 4.2 muestra con claridad el fenomeno de perdida de la solucion optima
cuand o las variables m anipuladas se mantienen en sus lımites por el programa de
control o por el propio actuador. Este hecho puede llevar a valores mayores de la
funcion objetivo y a un comportamiento no deseado (incluso inestabiliad). En 4.2a se
mu estra u n caso con horizonte d e control igual a 2, donde se observa que si se satura
la senal de controlu ( t )
au
m a x
el valor de la funcion de coste no es el mejor que se
pod rıa consegu ir (que serıa el correspon d iente au
c
). Incluso p uede que n o se viole
la restriccion en el instante actual pero s ı en el futu ro (figura 4.2b) con lo qu e la senal
enviada al sistema (sin saturar) no es la mejor para el problema de dimension 2 que se
est a optimizando.
4.2 Restricciones en Control Predi ctivo
En la actualidad el MPC es la un ica m etod ologıa capaz d e incorpor ar las restricciones
de forma sistematica en la fase de d iseno d el controlado r, siend o esta caracterıstica u na
de las razones d e su gran exito en la industria. Parece logico que al disponer de unmodelo dinamico del proceso se pueda conocer la evolucion futura de su salida y por
tanto se pued a saber si esta va a violar o no las restricciones y actuar en consecuencia.
Para formu lar el algoritmo MPC con restricciones hay que expresar estas en funcion
de la variable sobre la qu e se pu ede actuar, es decir, en fun cion deu
. Las restricciones
en la entrada estan ya expresadas en funcion deu
y para las restricciones en la salida
se hace uso d e las ecuaciones de pred iccion que expresan el valor futuro de las salidas

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 46/73
Restricciones en Control P redictivo 43
u(t+1)
maxu
u max u(t)
u(t+1)
maxu
u max u(t)
cu u uc u
a) b)
Figu ra 4.2: Restricciones en la senal de control
en funcion de las senales de control futu ras y valores conocidos en el instante t .
Cualquier controlador pred ictivo calcula la pred iccion como:
y = G u + f
por lo que tanto entradas como salidas se pueden expresar en funcion del vector de
incrementos de la senal d e control.
Las restricciones que aparecen seran basicamente amplitud y velocidad de cambio
en la senal de control y amplitud en la salida y se pueden expresar como:
U u ( t ) U 8 t
u u ( t ) ; u ( t ;
1) u 8 t
y y ( t ) y 8 t
Para un proceso dem
entradas yn
salidas y restricciones en el horizonteN
, las
restricciones se p ued en expresar como:
1 U T u + u ( t ;
1) 1 1 U
1 u u 1 u
1 y G u + f 1 y
dondel
es una matriz de dimension( N n ) m
formada porN m m
matrices
identidad yT
es una matriz triangular inferior por bloques cuyos elementos no nulos
son matrices identidad de dimensionm m
. En forma condensada se pueden expresar
como:
R u c ( 4: 1 )

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 47/73
44 Resoluci on del problema
siendo
R =
2
6
6
6
6
6
6
6
6
4
I
N N
; I
N N
T
; T
G
; G
3
7
7
7
7
7
7
7
7
5
c =
2
6
6
6
6
6
6
6
6
4
l u
; l u
l U ; l u ( t ; 1)
; l U + l u ( t ; 1 )
l y ; f
; l y + f
3
7
7
7
7
7
7
7
7
5
Apar te de las restricciones en amp litud , a la salida se le pu eden ap licar otro tipo d e
restricciones de para forzar un determinado comportamiento temp oral (movimiento
dentro de un a banda, comportamiento monotono, evitar respuesta inicial inversa, etc.)
como se mu estra en [12], pu diend o expresarlas tam bien de la forma generica (4.1).
Adem as de la clasificacion en restricciones en la entrada y en la salida segun a qu e
tipo d e variable se apliquen, se pu ede h acer otra clasificacion atendiendo a la forma de
trata rlas. Ası, se pu ede h ablar d e:
Restricciones duras como aq uellas qu e no se p ued en violar bajo ningun concepto.
En este gru po se incluyen las restricciones relacionadas con la op eracion segura
del proceso.
Restricciones blandas, que son aquellas que pueden ser violadas en u n m omento
dado por no ser cruciales, pero la violacion se penaliza en la funcion objetivo
como un termino mas. Es una forma de relajar la restriccion .
4.3 Resolucion de l problema
Con la adicion de restricciones el problema general de control predictivo cambia se
pu ede formu lar como
minimizarJ ( u )
sujeto aR u c
Es decir, el problema consiste en la minimizacion de una funcion cuadratica con
restricciones lineales, lo que se conoce como Programaci on Cuadr atica, QP . En este casono se puede encontrar una solucion a na lıtica com o en el caso sin rest ricciones, sino q u e
hay que recurrir a metodos iterativos.
Resulta evidente que la carga de calculo sera considerable, ya que hay que encontrar
la solucion resolviend o el algoritmo iterativo en cada periodo d e mu estreo. Norm al-
mente el esfuerzo esta justificado por el beneficio economico obtenido al trabajar mas
cerca del punto de operacion optimo.
5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 48/73
Restricciones en Control P redictivo 45
Para resolver el problema QP existen d iversos algoritmos su ficientemente p robados.
Una revision de estos metodos se puede encontrar en [2].
Un problema asociado a la implementacion del control con restricciones es el analisis
de la estabilidad del bucle cerrado. Como es necesario u tilizar metodos numericos
para resolver el problema de la optimizacion, la ley d e control resultante no se p uede
d escribir d e forma explıcita, ha ciend o el p roblema m uy d ifıcil de atacar m ed iante late or ıa clasica de control.
En los ultimos anos se ha trabajado mucho sobre la estabilidad en estas circuns-
tancias, proponiend ose soluciones basad as en la teorıa de Lyapu nov. La idea basica
consiste en qu e la funcion de coste cuando el horizonte es infinito es monotona decre-
ciente (si existe solucion factible) y se p uede interpretar como funcion de Lyapunov
que garantiza por tanto la estabilidad. Sin embargo, como la solucion tiene que ser
nu m erica, el num ero de variables de d ecision tiene que ser finito, por lo qu e se han pro-
puesto dos ideas. En la primera, se descompone la funcion objetivo en dos partes: una
con horizonte finito y restricciones y otra con horizonte infinito y sin restricciones. La
segund a id ea es en esencia equivalente y consiste en impon er restricciones term inalesal estado y usar un horizonte infinito.
En cualquier caso es un tema muy abierto, sobre todo si se quieren considerar las
incertidu mbres en el mod elo y los temas asociados con la factiblidad .
4.4 Gestion de restricciones
Durante la etapa de optimizacion puede aparecer problemas de no existencia de so-lucion optima para un as restricciones d adas (no existe compatibilidad entre las restric-
ciones), por ejemplo por el planteamiento de unos objetivos inalcanzables para unas
restricciones dadas. Existen otras posibles causas de inexistencia de solucion, como es
el caso de qu e un a p erturbacion saque al proceso fuera de la zona de trabajo usual.
La factibilidad de un problema de optimizacion significa que la funcion objetivo
est e acotada y que todas las restricciones sean satisfechas.
La no factibilidad puede aparecer en regimen p ermanente o en el transitorio. El
problema de la falta de solucion en regimen permanente puede venir provocado por
un objetivo de control irrealizable. Sin embargo, este tipo de no factibilidad pu edeser f acilmente eliminado en la etapa de diseno evitand o la inclusion de tales objetivos.
Tambien puede ser debido a cambios en referencias que hagan incompatibles las res-
tricciones (se quiera llevar alguna variable a un punto que es imposible de alcanzar con
una entrada que esta acotada).
En el regimen transitorio puede aparecer no factibilidad incluso cuando las res-
tricciones impuestas parezcan razonables. Restricciones que no causan problemas en
5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 49/73
46 Gesti on de restricciones
operacion normal p ueden produ cir p roblemas bajo ciertas circunstancias. Puede qu e
una perturbacion o cam bio d e referencia grand e fuerce a una v ariable fuera d e su lımite
y sea imposible introducirla de n uevo en su zona permitida con senales de control de
energıa limitada. En estos casos las restricciones se hacen tem poralmen te incomp ati-
bles.
Las soluciones n o factibles aparecen con ma yor frecuencia en casos en que eloptimose encuentre cerca de las restricciones y el sistema este sujeto a perturbaciones, llevando
a la salida a "regiones prohibidas".
4.4.1 Tecnicas de busqueda de soluciones factibles
Los metodos de gestion de restricciones tratan de recuperar la factibilidad actuando
sobre las r estricciones segun diferentes criterios.
Los lımites d e las restricciones se p ued en consid erar d e los siguientes t ipos:
Limites fisicos: nun ca se p ueden sobrepasar, principalmente p or m otivos d e
seguridad o por la propia construccion de los equipos (p.ej. actuadores)
Limites de operacion: son fijados p or los operarios para m antener las cond iciones
nominales d e funcionamiento. Se p ued en sobrepasar bajo ciertas circun stancias
Limites reales: son los que usa el algoritmo de control en cada instante. Son los
que proporciona el gestor de restricciones, quien debe calcularlos de forma quenu nca su p eren los limites fısicos.
Es decir, el gestor de restricciones calculara los l ımites reales (los qu e se env ıan al
algoritmo QP) en base a los lımites d e op eracion pero sin salirse n u nca d e los lımites
fısicos, segun se observa en la figu ra 4.3.
Se an alizan a continu acion posibles soluciones para este problema, que se pueden
agrupar en:
1. Desconexion del controlad or.
2. Eliminacion de restricciones.
3. Relajacion de restricciones.
4. Otras tecnicas.

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 50/73
Restricciones en Control P redictivo 47
Límites físicos
Restricciones realesLímites de operación
Figura 4.3: Gestion de restricciones
Desconexion del controlador
La forma mas sencilla de resolver de este tipo de problemas es pasar el controlador
a posicion manual cuando aparecen las incompatibilidades de restricciones y volver a
operacion autom ´ atica cuando se recupera la admisibilidad de la solucion .
Este metodo, como se p uede comprend er tiene serias d esventajas. Norm almente,
cuando aparecen problemas de incompatibilidad de restricciones es porque el sistema
en bucle cerrado se encuentra en un estado crıtico dond e n ormalmente el op erador
tendra muy poca experiencia en la operacion. Ad icionalmen te, si las restricciones estan
relacionadas con aspectos de seguridad o economicos, las decisiones llevadas a cabocuando aparecen problematicas d e comp atibilid ad d e restricciones suelen ser crıticas
da do que en estos casos alguno d e los objetivos del control no p ued e ser satisfecho.
El m etodo su ele ser utilizad o cuand o los problemas d e incomp atibilidad d e restric-
ciones no son frecuentes.
Eliminacion de restricciones
La factibilidad se analiza en cada periodo de muestreo, por lo que la eliminacion derestricciones se realiza de forma temp oral. Periodicamente se chequea la factibilidad
par a p oder reinsertar restricciones eliminadas.
La eliminacion d e un grup o de restricciones ha d e realizarse en aqu ellos casos en que
el conjun to completo d e restricciones qu e se imp onen sobre el sistema sea incompatible.
Cada vez que existe un problema de incompatibilidad de restricciones, se forma un
conjunto de restricciones no admisibles que no se tienen en cuenta en el proceso de
5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 51/73
48 Gesti on de restricciones
optimizacion. Se p ued en d istingu ir en la metod ologıa d e eliminacion de restricciones
varios tipos.
Eliminacion indiscriminada Con esta estrategia todas las restricciones se eliminan
cada vez que aparezcan problemas de existencia de solucion factible, quedando la
optimizacion d e un p roblema sin restricciones. No es un metodo muy optimo pararesolver el problema d e la existencia de solucion ad misible, pero es la form a mas rapida
de ten er en cuenta incomp atibilidad de restricciones.
La eliminacion indiscriminada de restricciones no es adecuada en tod as las aplicacio-
nes. No debe ser por ejemplo usada en casos en que las restricciones esten directamente
relacionad as con lımites d e segu rid ad .
Eliminacion jerarquica En este caso solo se eliminan las restricciones qu e p rovocan
problemas d e incompatibilidad . En este metodo se asigna en la etapa de diseno una
prioridad a cada restriccion, que da un grado de importancia relativa de dicha res-
triccion frente a las otras. Esta prioridad se usara para clasificar las restricciones de una
forma jerarquica (se asigna un numero que indica su posicion en la jerarq u ıa). De este
modo, cada vez que haya problemas de factibilidad o existencia de solucion el gestor
de restricciones va eliminan do por orden las restricciones m enos pr ioritarias hasta qu e
se restablece la factibilidad de la solucion, que se chequea cada periodo de muestreo
para reinsertar restricciones que hubieran sido temporalmente eliminadas.
En este sentido, a la hora de eliminar restricciones se pueden establecer diferentes
tipos d e reglas para establecer el num ero d e restricciones qu e se eliminan, si conviene
eliminar mas restricciones a costa d e no eliminar un a con p rioridad sup erior, etc.
Relajacion de restricciones
Otro metodo p ara tener en cuenta el problema d e existencia de solucion es la relajacion
de las restricciones. Se p uede hacer una relajacion de los lımites de forma temp o-
ral o convertir restricciones duras (R u c
), cambiand olas en restricciones blandas
(R u c +
, con
0) para asegurar la existencia d e solucion, anadiendo un termino
T
T a la funcion de coste de forma que se penalice la violacion de la restriccion y
obtener u n mejor comportamiento d el sistema controlado. A largo plazo, el termino
de p enalizacion en la fun cion objetivo llevara las variables auxiliares a cero.
Otras tecnicas
Existen tecnicas que se basan en la manipulacion d el hor izonte m ınimo d e las restriccio-
nes. Algunos controladores industriales como el QDMC usan el concepto d e constraint

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 52/73
Restricciones en Control P redictivo 49
window. La constraint window comienza en algun punto en el futuro y continua h asta el
estado estacionario. Si existe dinamica del tipo de fase no m ınima, se pu eden mejorar
las prestaciones desplazando la ventana hacia el futuro, lo que equivale a ignorar las
restricciones d uras en la salida d ur ante la fase inicial de la respu esta.

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 53/73
50 Gesti on de restricciones
5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 54/73
Tema 5
Tendencias actuales y nuevas
perspectivas
En la actualidad existen muchos campos abiertos en Control Predictivo, tanto en lo
referente a aplicaciones p racticas com o a lınea s d e inv estigacion. Tod avıa qued a mu cho
por estudiar en campos como identificacion de mod elos, estimacion del estado y de
las perturbaciones no medibles o tratamiento sistematico de las incertidumbres. El
estud io de estabilidad o robustez d e la solucion es complicado, sobre todo en el caso de
inclusion de restricciones, ya qu e la ley de control es en gen eral variable con el tiempo
y no se puede representar el sistema de la forma clasica d e bu cle cerrado.
Este tema esta dedicado a dos areas de especialinteres: la consideracion de funciones
objetivos multicriterio y un campo que esta emp ezando a tener gran relevancia en la
p ractica como es el Control Predictivo No lineal.
5.1 Multiobjetivo. Jerarquıa de objetivos
Las estrategias que se han considerado hasta ahora estan basadas en la minimizacion
de u na funcion de coste de un unico objetivo para la obtencion de la mejor secuencia
de acciones d e control. Sin embargo, en mu chas situaciones el comportamiento del
proceso no se puede medir con una sola funcion objetivo sino qu e, la m ayor ıa d e las
veces, existen d iversos (y a menu do contrap uestos) objetivos de control. Las razonesde la existencia d e d iversos objetivos de control p ued en ser:
Los procesos deben operar de forma diferente en distintos momentos. Por ejem-
plo, du rante la fase de arran que p ued e interesar u na estrategia de tiemp o m ınimo
y en el regimen nom inal el objetivo pu ede ser redu cir en lo posible la varianza d e
las variables controladas.
51

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 55/73
52 Mu ltiobjetivo. Jerarq u ıa d e ob jetivos
El objetivo de control puede variar aun el caso de estar trabajando en regimen
nominal, dep endiend o del valor de las variables. Por ejemp lo, aun que el objetivo
de control sea minimizar la suma ponderada de los errores de las variables, si
una de ellas alcanza u n valor m uy alto (por ejemplo debido a una perturbacion )
el objetivo de control sera d isminuir el valor d e esta variable lo antes p osible.
En mu chas situaciones el objetivo de control no es minimizar la sum a de errores, sino
man tener ciertas v ariables d entro d e u nos l ımites especificad os. Esto es equivalente
a las restricciones blandas. Este tipo de objetivo se puede expresar p enalizando la
cantidad que se sobrepasa cada variable del setpoint. Considerese, por ejemplo, que el
objetivo es mantener la variabley ( t )
ent re su s lımite sy
l
ey
h
. En este caso, el objetivo
de control se p ued e escribir como:
J = p ( y ( t + j ) ; y
h
)
N 2X
j = N 1
( y ( t + j ) ; y
h
)
2+ p ( y
l
; y ( t + j ) )
N 2X
j = N 1
( y ( t + j ) ; y
l
)
2
siendo p
la funcion escalon (vale 1 cuando el argumento es mayor o igual que 0 y vale
0 en caso contrario).
N otese que ahora la funcion objetivo no es cuadratica y por tanto no se puede
emplear para su minimizacion un algoritmo de programacion cuadratica, au nque se
puede transformar en uno de este tipo anadiendo unas variables de holgura
h
( j )
y
l
( j )
:
y ( t + j ) y
h
+
h
( j )
y ( t + j ) y
l
;
h
( j )
La secuencia optima de control se obtiene con la m inimizacion de
J =
N 2X
j = N 1
(
h
( j )
2+
l
( j )
2)
con la condicion de que las variables de holgura sean no negativas (y el resto de las
restricciones si las hu biera). En defin itiva lo qu e se ha h echo es tran sformar el pr oblema
en un QP con mas restricciones y variables.
En muchas ocasiones todos los objetivos de control se pueden agrupar en una sola
funcion d e coste. Algunos de los objetivos p ueden ser mantener las variables lo mas
cerca posible de los setpoints o dentro de unas determinadas regiones de operacion .
Cada uno de estos objetivos equivale a minimizar una cierta funcionJ
i
(sujeta a un a serie
d e restricciones). Entonces la secu encia de control se pu ede obten er de la minim izaciond e:
J =
m
X
i = 1
i
J
i
sujeta a todo el conjun to d e restricciones. La importan cia relativa d e cada objetivo se
puede ponderar mediante la adecuada eleccion d e los
i
, aunqu e en la practica es d ifıcil
encontrar estos pesos. Ademas, muchas veces los objetivos de control son cualitativos,
haciend o la tarea au n m as d ifıcil.

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 56/73
Tendencias actuales y nuevas perspectivas 53
5.1.1 Jerarquıa de objetivos
En mu chas situaciones, se pu ede establecer u na im portan cia relativa d e un os objetivos
sobre otros por medio de una priorizacion o jerarq u ıa. Es decir, los objetivos d e ma yor
pr ioridad (por ejemp lo los relacionados con la segurid ad) se d eben satisfacer an tes que
otros con menor p rioridad. Aunqu e esto se pu ede resolver con pond eraciones, no es
un asunto trivial.
Tyler y Morari [20] proponen una forma de introducir multiples objetivos jerarqui-
zados. Considerese u n proceso con m objetivos O
i
jerarquizados (el O
i +
1 tiene mayor
prioridad que el O
i
) que se pueden expresar como:
R
i
u a
i
La idea consiste en introducir variables enteras L
i
que toman valor 1 cuand o se satisface
el correspond iente objetivo de control y cero en caso contrario. Los objetivos se expresan
entonces como:
R
i
u a
i
+ K
i
( 1 ; L
i
) ( 5: 1 )
dondeK
i
es una cota superior conservadora paraR
i
u ; a
i
. Si se cump le el objetivoi
, se
tiene queL
i
=
1 y el objetivo reformulado coincide con el original. Con la introduccion
d eK
i
el objetivo reformulad o se satisface incluso cuand o el correspon diente objetivo
O
i
no lo hace (L
i
=
0).
La jerarqu ıa d e objetivos se p u ede estab lecer im pon iend o las restricciones sigu ien-
tes:
L
i
; L
i + 1 0
El problema es maximizar el numero de objetivos de control satisfechosP
L
i
.
Si el mod elo del proceso es lineal el problema se pu ede resolver con Programacion
Lineal Entera Mixta (MILP). El conjun to d e restricciones 5.1 se pued e mod ificar p ara
mejorar el grado de satisfaccion de restricciones de los objetivos que no pueden ser
satisfechos. Supongase que no todos los objetivos se pueden satisfacer y que elO
f
es
el primero que falla. Con la idea de acercarse todo lo posible a la satisfaccion de este
objetivo se introduce una variable de holgura
que cum pla el siguiente conjunto de
restricciones:
R
i
u a
i
+ + K
i
0
@
( 1 ; i ) + ( 1 ; L
i
) ;
i ; 1X
j = 1
L
j
1
A
( 5: 2 )
con la funcion objetivo
J = ; K
m
X
i =
1
L
i
+ f ( )
dondef
es una funcion d e penalizacion d e la variable de holgura (positiva y m onotona
creciente) y K
es su cota superior. El algoritmo de optimizacion intentara maximizar
5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 57/73
54 Control predictivo no lineal
el numero de objetivos satisfechos (L
i
=
1) antes de intentar reducirf ( )
porque la
funcion objetivo global se puede hacer ma s p e qu ena incrementando el numero de
variables L
i
distintas de cero que reduciendo la funcion de penalizacion. Como todos
los objetivos O
i
est an satisfechos para i < f , las restricciones (5.2) tam bien se sa tisfacen.
Como O
f
es el primero qu e falla:
i ;
1X
i =
1
L
i
= f ; 1 para i f
Es decir, el termino que mu ltiplica aK
i
es cero parai = f
mien tras qu e p ara ınd ices
mayores es m ayor qu e un o. Esto imp lica que tod as las restricciones se satisfaran para
i > f
. La un ica restr iccion activa esR
f
u a
f
+
.
O sea, el metodo de optimizacion intentara optimizar el grado de satisfaccion del
primer objetivo que falle solo despues de que todos los objetivos mas prioritarios se
hayan satisfecho. Notese que L
i
= 0 no imp lica que el objetivo i-esimo no sea satisfecho,
sino que indica que la restriccion correspondiente ha sido relajada.
Si el mod elo del proceso y la fun cion d e penalizacion son lineales, el problema es del
tipo MILP, pero si f ( ) es cuad ratica se recurre a Program acion Cuadratica Entera Mixta
(MIQP). Aunque existen algoritmos para Programacion Mixta, el esfuerzo compu tacio-
nal es mucho mayor que el requerido para problemas LP o QP, por ello el numero d e
objetivos debe ser pequeno para p oder implementar el metodo en tiempo real.
5.2 Control predictivo no lineal
En los ultimos anos el Control Predictivo Basado en Modelo se ha convertido en la
estrategia d e control preferida p ara u na gran cantidad de procesos ind ustriales. Los
esquemas de MPC lineal, es decir, los vistos hasta ahora en los que la prediccion esta
basada en u n modelo lineal del proceso, se usan de forma ru tinaria como u na op cion
de control mas a tener en cuenta en ciertos sectores de la indu stria y se pu ede d ecir que
sus fundam entos teoricos estan suficientemente estudiados.
Por su parte, el Control Predictivo No Lineal ( Nonlinear Model Predictive Control,
NMPC) surgio hace relativamente poco tiempo y existen pocas referencias de aplicacio-
nes industriales. Pero debido a su capacidad para tener en cuenta las no-linealidades
del proceso se espera que se convierta en una opcion prometedora a corto plazo.
No hay nada en los conceptos basicos de MPC contra el uso d e mod elos no lineales,
por tanto la extension de tales conceptos a procesos no lineales es en principio sencilla.
Sin emb argo, como se vera seguidam ente esto no es un asu nto trivial y aun hay mu chos
temas abiertos como:
La disponibilidad de modelos no lineales debido a la dificultad de tecnicas de
5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 58/73
Tendencias actuales y nuevas perspectivas 55
identificacion p ara p rocesos no lineales.
La complejidad de los calculos necesarios para resolver el problema del control
pred ictivo d e p rocesos no lineales.
La escasez de resultados d e estabilidad y robustez.
En general los procesos industriales son no lineales, pero au n ası la m ayo rıa d e
las aplicaciones de control predictivo estan basadas en el uso de modelos lineales,
del tipo de los vistos hasta ahora. Existen varias razones para ello: por un lado
resulta relativamente f acil identificar modelos lineales a partir d e datos del p roceso,
y por otro los modelos lineales dan buen resultado cuando el proceso opera en las
cercan ıas del p un to d e trabajo nom inal. En el sector p etroqu ımico, don d e tiene lug ar
la m ayor ıa d e las a p licaciones d e MPC, el objetivo es mantener el proceso en torno al
estado estacionario (problema del regulador) mas que realizar frecuen tes cam bios de unpu nto de operacion a otro (problema d el servo) y por tan to un mod elo lineal preciso es
suficiente. Ademas el uso de un mod elo lineal junto con una funcion objetivo cuad ratica
da lugar a un problema convexo de programacion cuadratica (QP) cuya solucion esta
suficientemen te estud iada en la actualidad , existiendo diversos prod uctos comerciales
fiables. La existencia d e algoritmos q ue garan ticen u na solucion que converja en un
corto tiemp o (menor qu e el periodo d e mu estreo) resulta crucial en p rocesos en los que
interviene un gran numero de variables.
Sin embargo, existen situaciones en las qu e los efectos n o lineales justifican el u so
d e la tecn olog ıa NMPC. Estas situ aciones entran d entro d e las dos categorıas siguientes:
Procesos fuertemente no lineales y sujetos a grandes perturbaciones, como por
ejemp lo el control de p H.
Problemas de seguimiento de consigna en los que el punto de operacion cambia
con frecuencia y estos cambios sacan a relucir la dinamica no lineal d el proceso,
como en el caso de la fabricacion d e p olımer os.
En estas situaciones una ley de control lineal puede no ser efectiva siendo necesarioel empleo de un controlador no lineal para mejorar el comportamiento o simplemente
para una operacion estable d el proceso. Es p or tanto en este caso donde se p uede
justificar el empleo de tecnicas de NMPC. Aunque en la actualidad el numero de
aplicaciones es aun reducido, el potencial es considerable, como se desprende del
informe de Qin y Badgw ell [17], dond e se observa qu e MPC no ha penetrado aun en
campos donde las no linealidades son fuertes y el mercado exige frecuentes cambios
del pun to de operacion; es aqu ı don de se espera el auge d el NMPC.
5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 59/73
56 Control predictivo no lineal
5.2.1 D ife rencias respe cto al metodo lineal
Resulta evidente que la principal ventaja del NMPC frente al MPC radica en la posibilidad
de abordar dinamicas no lineales. A m edida qu e aparecen nu evas herramientas que
hacen posible la obtencion y representacion de modelos no lineales, bien a partir de
primeros principios (leyes de conservacion) o bien a partir de datos experimentales
(modelos de Volterra o redes neuronales) el interes por su utilizacion en NMPC se va
acrecentando.
Aun que la extension d e los conceptos de MPC al caso no lineal es d irecta, a la hora d e
realizar el controlad or ap arecen un a serie de p roblemas a tener en cuenta, qu e dan lu gar
a un a mayor d ificultad en su implantacion. Las principales dificultades derivadas del
empleo de modelos no lineales son:
La obtencion de un modelo no lineal a partir de datos experimentales es un
problema abierto. La utilizacion de redes neuronales o series de Volterra no
parecen solucionar el problema d e forma general. Por otra p arte, la obtencion de
modelos a partir de primeros principios no es siempre viable.
El problema d e optimizacion es no convexo, cuya resolucion es mucho mas d ifıcil
que un problema d e programacion cuad ratica. Aparecen problemas relativos a la
obtencion del optimo g lobal, lo qu e influye no solo en la calidad del control, sino
tambien en problemas relacionados con la estabilidad .
La dificultad del problema d e optimizacion se traduce en un aumento considera-
ble del tiemp o d e calculo, hecho que puede dar lugar a que la aplicacion d e esta
tecnica quede restringida a un conjunto de sistemas con dinamica lenta.
El estudio de temas fundamentales como estabilidad o robustez se complica
enormemente. Este tema constituye u n campo abierto de gran interes para los
investigadores.
5.2.2 Fundamentos teoricos
Se puede definir un algoritmo generico NMPC que englobe a todas las tecnicas que
comparten las mismas ideas. El proceso (en general multivariable) se puede describir
por un modelo en el espacio de estados de la forma:
x ( t +
1) = f ( x ( t ) u ( t ) d ( t ) w ( t ) )
y ( t ) = g ( x ( t ) ) + e ( t )
dondex
es el vector d e estados de d imensionn
,u
es el vector dem
u
entradas,d
son las
pertu rbaciones m edibles yw ( t ) )
las no medibles. El vector d e salidas esy
de dimension
m
y
, la m isma qu e la del vector d e ruidos d e medida e .

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 60/73
Tendencias actuales y nuevas perspectivas 57
El problema qu e hay q ue resolver es el calculo d e la secuencia de senales de control
u que llevan al proceso desd e su estado actual al estado d eseado x
s
. El pu nto d e trabajo
deseado (y
s
, x
s
, u
s
) viene en general determ inado por un a optimizacion estatica basada
normalmente en criterios economicos. Este punto de trabajo debe ser recalculado
periodicamente ya que las p erturbaciones p ueden hacer cambiar el pu nto optimo de
operacion .
Las perturbaciones med ibles se pued en eliminar incluyend o su efecto en la funcion
f
, mientras que el resto se rechaza con la realimentacion, norm almente considerando
que la perturbacion permanecera constante a lo largo d el horizonte. Esto se formalizar
anadiendo un termino constante (bias) e igual al error entre medida y salida calculada
a tod a la pred iccion :
y ( t + j ) = g ( x ( t + j ) ) + b ( t )
dondeb ( t ) = y
m
( t ) ; y ( t )
El problema consiste en la minimizacion de u na funcion objetivo que de la forma
m as generica sera:
J =
P
X
j = 1
k y ( t + j ) ; y
s
k
q
Q
+
M ; 1X
j = 1
k 4 u ( t + j ) k
q
S
+
M ; 1X
j = 1
k u ( t + j ) ; u
s
k
q
R
+ k s k
q
T
(
5:
3)
dondeq
pu ede ser 1 o 2 segun el tipo de norma qu e se este utilizando y Q, S, R y T
son matrices de p ond eracion. La minimizacion estara sujeta a la restriccion del modelo:
x ( t + j ) = f ( x ( t + j ;
1) u ( t + j ; 1 ) d ( t + j ;
1) w ( t + j ;
1) ) y ( t + j ) = g ( x ( t + j ) ) + b ( t )
y al resto de restricciones en entrad as y salidas qu e se quieran considerar:
y ; s y ( t + j ) y ; s 8 j =
1 P
u u ( t + j ) u 8 j = 1 M ; 1
4 u 4 u ( t + j ) 4 u 8 j = 1 M ; 1
Ob servese que se ha considerad o la violacion de las restricciones en la salida con el
termino s, que entra en juego en la minimizacion apareciendo en la funcion de coste
con una penalizacion dad a por la matriz T.
Igual qu e en caso lineal, la solucion del problema es una secuencia de acciones de
control de las cuales solo la p rimera d e ellas es enviada a la planta, d esechand o el resto
y volviendo a la resolver el problema en el siguiente periodo de muestreo.
5.2.3 Problematica asociada al NMPC
La resolucion del NMPC plantea nu evos p roblemas que no existıan en el caso lineal
relacionados por un lado con la m etodologıa d e calculo de la senal de control y por
otro con el comportamiento dinamico del bu cle cerrado, basicamente su estabilidad .
5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 61/73
58 Control predictivo no lineal
Resolucion
La introduccion de u n modelo no lineal en el algoritmo de op timizacion condu ce a la
p erdida de convexidad, no pudiendo ser resuelto por los algoritmos de programacion
cuadratica (QP), para los cuales existen soluciones fiables y suficientemente estudiadas.
Esta perdida d e convexidad hace que sea mucho mas d ifıcil encon tra r u na solu cion y
que, una vez encontrada, no se pueda garantizar que sea un optimo global.
En estas circunstancias el tiempo de calculo aumenta considerablemente debido
principalmente a dos motivos
Para la obtencion de la secuencia de acciones de control optima, el p aquete d e
programacion n o lineal debe evaluar repetidam ente la fun cion objetivo y en cada
evaluacion se debe resolver el sistema de ecuaciones no lineales que componen
el modelo d e pred iccion, lo cual conlleva mucho tiempo de calculo.
A partir d e los datos obtenidos a traves de la evaluacion d e la fun cion objetivo, elprograma de optimizacion debe calcular el gradiente de la funcion y los proximos
puntos de busqueda, ademas d e comprobar la violacion o n o d e las restricciones
y los criterios d e fin alizacion d el algoritmo. Estas tareas consumen mas tiemp o
d e calculo que en el caso lineal.
Estabilid ad de la sol ucion
El otro problema fundamental es el de la estabilidad de la solucion. Aun en el caso de
que el algoritmo d e minimizacion encu entre la solucion optima, este hecho no garantizala estabilidad del bucle cerrado (incluso en el caso de que el modelo sea perfecto). Este
problema ha sido abordado desde distintos puntos de vistos de vista, existiendo en la
actualidad diferentes p ropu estas, las cuales se describen a continu acion .
1. Horizonte infinito
Existe una solucion propuesta por Meadows et al. ([13]) que consiste en ampliar
los horizontes de control y de prediccion hasta el infinito, P M ! 1 . En este caso la
funcion objetivo tambien sirve como funcion d e Lyapu nov, dand o lugar a la estabilidad
nominal. En el artıculo citado se d emuestra que si existe solucion inicial factible
entonces existe solucion en cada periodo de muestreo posterior.
La idea basica es que si el problema de minimizacion es factible en el instantet
entonces la funcion de coste es finita y
J
t + 1 J
t
+ x ( t )
t
R x ( t ) + u ( t )
t
S u ( t )
Por tanto la fun cion d e coste es monotona d ecreciente y se pu ede interpretar como u na
funcion de Lyapunov, garantizando por consiguiente la estabilidad asintotica.

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 62/73
Tendencias actuales y nuevas perspectivas 59
A la hora de la verdad este concepto tiene principalmente un interes teorico so-
bre el que basar un desarrollo practico, ya que no es viable una implementacion con
horizonte infinito. Para llevarlo a la practica se puede tomar un horizonte lo suficien-
temente grande, pero esta eleccion no tiene por qu e garantizar la estabilidad, ya qu e
las trayectorias de la entrad a y el estad o d iferiran d e las trayectorias pred ichas incluso
si no hay incertidumbres ni perturbaciones.
2. Restriccion terminal
Otra solucion al problema, p ropu esta por Keerthi y Gilbert ([8]) consiste en anadir
una restriccion terminal al estado en el algoritmo NMPC de la forma:
x ( k + P ) = x
s
Con la imposicion de esta restriccion, la funcion objetivo se convierte en una funcion
de Lyapunov para el sistema en bucle cerrado, conduciendo a la estabilidad nominal.
Con la introduccion de esta restriccion el estado al final del horizonte finito es cero y
por tanto tambien lo sera la senal d e control, con lo qu e el sistema (sin p erturbaciones)se qued a par a siempre en el origen. De esta forma es como si el horizonte de pred iccion
fuera infinito.
El problema d e este metodo es que en la practica la introduccion de esta restriccion
artificial anade un coste computacional considerable y, lo que es mas importante au n,
da lugar a una region de operacion mu y restrictiva, por lo que en la realidad resulta
m u y d ifıcil satisfacer esta cond icion .
3. Control dual
La dificultad de la ap roximaci´on anterior llev
´o a M ichalska y Ma yne ([14]) a bu scaruna restriccion m enos estricta. La idea es definir un entorno
W
alrededor del estado
finaldeseadox
s
dentro del cual elsistema pueda ser llevado a dicho estado por medio de
un controlad or lineal por realimentacion d el vector d e estados. Por tanto la restriccion
que se anade a la formulacion es:
( x ( t + P ) ; x
s
) 2 W
Si el estado actual se encuentra fuera de esta region se usa el algoritmo NMPC con la
restriccion anterior. Un a vez que el estado se encuentra enW
, el control conm uta a un a
estrategia lineal determinad a p reviamente (estrategia del tipo dual-mode cont roller ).
Este metodo conlleva p or tan to la gestion de la conmutacion entre los dos controla-
dores y la determ inacion de la region W y d e la matriz d e ganancia de la realimentacion
del v ector d e estados (una forma d e hacerlo se pu ede en contrar en el artıculo citado).
4. Horizonte casi-infinito
Chen y Allgower ([3]) extendieron el concepto anterior, proponiendo un esquema
de control con horizonte casi-infinito. Se hace uso de la idea d e region terminal y

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 63/73
60 Control predictivo no lineal
controlador estabilizante, pero solo para el calculo del coste terminal. La senal de
control se determina resolviendo el problema de optimizacion en l ınea (con ho rizon te
finito) sin conmu tar al controlador lineal incluso d entro d e la region terminal.
El procedimiento consiste en anadir el termino k x ( t + T
p
) k
2P
a la funcion de coste,
cuyo objetivo es extender el horizonte d e p rediccion hasta el infinito y por tanto evitar
la conm utacion del controlador. Se puede demostrar que, eligiendo adecuadamente lamatriz de ponderacion P , este termino es u na cota sup erior d e lo qu e costarıa llevar
al sistema no lineal con el controlador lineal hasta el origen partiendo de un estado
perteneciente a la region terminal y la funcion de coste con horizonte finito se aproxima
a una d e horizonte infinito, en cuyo caso la estabilidad qued a asegurad a. Esto se pued e
interpretar como si el horizonte de prediccion se expandiera casi hasta el infinito (es
decir, es como si se minimizara u n coste de horizonte infin ito resolviend o u n p roblema
de h orizonte finito).
5. Contraccion del estado
La idea consiste en imponer la siguiente restriccion :
k x ( t + N ) k
2 k x ( t ) k
2 2 (
0
1)
Esta restriccion fuerza a la magnitud del vector de estado a contraerse segun el factor
elegido cada vez que se calcula la senal de control. La estabilidad queda garantizada
siemp re que el problema sea factible, lo qu e no viene imp uesto n ecesariamente porqu e
sea factible enk =
0, ya que las restricciones que se le imponen al estado son muy
estrictas y pu eden h acer p erder factibilidad . Esto se pu ede m ejorar con valores grandes
d e , p ero entonces la d isminucion d e la magnitud del estado es menor. En general
se p uede decir que en mu chas situaciones reales la condicion es muy restrictiva y la
no-factibilidad aparece con facilidad.
Robustez
Si el estudio de la estabilidad en NMPC resulta d e p or s ı comp licad o, mas aun lo es el de
la robustez, es decir, la estabilidad cuand o existen errores d e mod elado. Los resultados
de estabilidad de la seccion anterior son validos solo en el caso de que el modelo del
proceso sea p erfecto. Resulta evidente qu e esto nun ca va a ser cierto en la p ractica, p or
lo que es n ecesario algun a forma de afrontar la existencia d e incertidu mbres.
Se pu ede considerar el p roblema de la robustez como algo todavıa sin resolver
para NMPC, aunque existen algunos resultados preliminares. Algunos de los esquemas
que garantizan establidad se pueden hacer robustos con algunos cambios, como por
ejemplo el uso de restricciones terminales conservadoras in el dual-mode. P ero en
general los resultados existentes solo ind ican qu e incertidu mbres peque˜ nas no amenazan
la estabilidad del bu cle cerrad o, sin p ermitir el diseno d el controlador q ue garan tice la
estabilidad d ad a una incertidu mb re descrita por su s lımites. Existen alguno s resultad os

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 64/73
Tendencias actuales y nuevas perspectivas 61
para casos muy simples como incertidumbre en la ganancia y se esta avanzando en
algunos campos como en LMI, pero tod avıa qued a mu cho po r ha cer.
5.2.4 Modelos
Estos resultados teoricos proporcionan una base para poner en marcha un NMPC, aun-
que en la practica existen muchos temas abiertos, principalmente en lo referente a la
definicion e identificacion d el modelo y al desarrollo d e metodos d e resolucion fiables.
La obtencion d e mod elos no lineales adecuad os de forma emp ırica pued e ser mu y
difıcil y no existe un a formu lacion que sea claramente adecuada para representar
procesos no lineales de forma generica. Parte del exito del MPC se debe a la relativa
facilidad con la que se pueden obtener experimentalmente modelos del tipo respuesta
ante escalon o funciones d e transferencia d e bajo ord en. En cambio los modelos no
lineales son mucho mas d ifıciles d e constr u ir, tant o ba sand ose en correlacion de d atos
de entrada/ salida como en principios basicos de conservacion d e ma sa y en ergıa.
Un gran obstaculo qu e se encuentra a la hora de desarrollar un a teorıa de sistemas
no lineales es la ausencia de un principio de superposicion para este tipo de sistemas.
Debido a ello, la determ inacion experimental de los modelos se convierte en una tarea
muy complicada, requiriendo u na cantidad de ensayos mucho m ayor que p ara un a
planta no lineal.
Si el p roceso es lineal en teorıa solo es necesario llevar a cabo un ensayo de res-
pu esta ante escalon para calcular el modelo (aunque en la practica no sea realmente
ası). Debido al p rincipio de sup erposicion, la respuesta ante un escalon de diferente
amp litud se pu ede obtener escalando la salida convenientemente. Pero esto no es asıpara procesos no lineales, donde se deben realizar ensayos con escalones de distinto
t a m ano. Ademas, si el proceso es multivariable, la diferencia en el num ero de ensayos
necesarios es m ucho m ayor. En general, si un sistema lineal se ensaya con senales
de entradau 1 ( t )
,u 2 ( t )
,...,u
n
( t )
, y las correspondientes salidas sony 1 ( t )
,y 2 ( t )
,...,y
n
( t )
, la
respu esta a una senal que se p ued e expresar como combinacion lineal de las senales de
prueba
u ( t ) = 1 u 1 ( t ) + 2 u 2 ( t ) + +
n
u
n
( t )
es
y ( t ) = 1 y 1 ( t ) + 2 y 2 ( t ) + +
n
y
n
( t )
Es decir, un sistema lineal no necesita ser probado con ninguna secuencia de senales
de entrada que sea u na combinacion lineal de senales ya probada, m ientras que no
ocurre lo mismo con u n sistema no lineal, cuya resp uesta d ebe ser analizada p ara tod as
las posibles senales de entrada.
Si la desviacion de la linealidad no es demasiado grande, se pueden hacer algu-
nas ap roximaciones que tengan en cuenta el cambio de comportamiento de un pu nto
5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 65/73
62 Control predictivo no lineal
de operacion a otro y asuman comportamiento lineal en las cercanıas d el pu nto de
operacion. Pero en general habra que recurr ir a mod elos especıficos que reflejen la
d inamica no lineal. Existen d iferentes aproximaciones que u san m odelos de Wiener,
otras basadas en redes de neuronas, modelos de Volterra o de Hammerstein, mode-
los NARX, mod elos borrosos, etc. Los modelos usados en la indu stria se d etallan a
continuacion .
Modelos en el espacio de estados
Se pu ede usar u n mod elo forma do p or la combinacion d e una ecuacion d e estado lineal
con una relacion no lineal de salida:
x ( t +
1) = A x ( t ) + B u ( t ) + D d ( t ) y ( t ) = g ( x ( t ) )
A su vez la no linealidad de la salida se puede modelar con la superposicion de una
relacion lineal y una red neuronal no lineal:
g ( x ( t ) ) = C x ( t ) + N N ( x ( t ) )
Al n o estar el vector de estados limitad o necesariamente a variables fısicas, este
modelo es muy generico y perm ite englobar mas efectos no lineales que los exclusivos
de las medidas.
Pero el principal problema en NMPC no es la eleccion del tipo de modelo, sino de
u n metodo de identificacion fiable y robusto. Segun el modelo propuesto, se identifica
el sistema como lineal y los residuos de las salidas se ajustan a los estados con la red
neuron al. Se pu ede u sar u n ındice de confianza d e mod o qu e la prediccion se basa m as
o menos en la red n euronal segu n este ınd ice, apa gand ose en caso de que su ap ortacion
no sea fiable. Tambien puede anadir u n filtro de Kalman extendido (EKF) par a corregir
los errores de mod elado y las pertu rbaciones no med ibles, reemplazand o de este modo
el error constante en la realimentacion que se emplea normalmente en el MPC.
Model os de e ntrada/salida
Una idea adoptada por algunos fabricantes de controladores predictivos es usar un
modelo no lineal estatico junto con u n mod elo d inamico no lineal. Si se considera el
caso m onovariables, definiend o las variables de d esviacion como:
u ( t ) = u ( t ) ; u
s
y ( t ) = y ( t ) ; y
s
donde los valores en estado estacionario de entrada y salida cumplen:
y
s
= h
s
( u
s
)

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 66/73
Tendencias actuales y nuevas perspectivas 63
Se considera que las variables de desviacion verifican la siguiente relacion dinamica
lineal:
y ( t ) =
n
X
i = 1
a
i
y ( t ; i ) + b
i
u ( t ; i )
La identificacion del modelo lineal se lleva a cabo mediante ensayos ante escalon
mientras que a p artir d e datos historicos se obtiene la representacion de la relacion no
lineal por medio de una red d e neuronas. Como el mod elo dinamico tiene un a ganan cia
fija qu e en gen eral sera distinta de la del modelo no lineal, la ganancia del submodelo
lineal se escala hasta ser igual a la gan ancia local no lineal para la entrad a actual:
K
s
=
d y
s
d u
s
j
u ( t )
Esto se consigue reescalando los coeficientes b
i
.
Para usar este modelo, un programa de optimizacion no lineal calcula los mejores
valores de entrada y salida u
f
s
, y
f
s
a partir del modelo estatico. Durante el calculo
d inamico del controlador, la ganancia estatica no lineal se aproxima por una interpo-
lacion lineal de las ganancias inicial y final:
K
s
( u ( t ) ) = K
i
s
+
K
f
s
; K
i
s
u
f
s
; u
i
s
u ( t ) ( 5: 4 )
siendou
i
s
yu
f
s
los valores estacionarios actual y proximo yK
i
s
yK
f
s
las ganancias
calculadas en esos pu ntos usand o el mod elo no lineal estatico. Sustituyendo la ganancia
dada por (5.4) en la ecuacion d el submod elo lineal se obtiene:
y ( t ) =
n
X
i =
1
a
i
y ( t ; i ) + b
i
u ( t ; i ) + g
i
u
2( t ; i ) (
5:
5)
donde
b
i
=
b
i
K
i
s
( 1 ;
P
n
j = 1 a
j
)
P
n
j =
1 b
j
g
i
=
b
i
( 1 ;
P
n
j = 1 a
j
)
P
n
j = 1 b
j
K
f
s
; K
i
s
u
f
s
; u
i
s
con esto se consigue redu cir la comp lejidad compu tacional.
Se puede observar que los valores en estado estacionario se calculan a partir del
mod elo estatico no lineal, m ientras qu e los m ovimientos dinamicos de control estanbasados en el mod elo cuadratico de la ecuacion (5.5). Sin embargo, los coeficientes del
mod elo cuad ratico (la ganancia local) cambian de u n p eriodo d e mu estro a otro, ya son
reescalados para ajustarse a la ganancia local del modelo no lineal. Esta estrategia se
pu ede interpretar como un a sucesiva linealizacion d e los estados inicial y final seguida
por una interpolacion lineal de las ganancias linealizadas, en una formulacion similar
al gain-scheduling, pero con un modelo global diferente debido el reescalado de la
ganancia.
5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 67/73
64 Control predictivo no lineal
Modelos basados en primeros principios
En cualquier caso siemp re es difıcil obtener mod elos emp ıricos fiables a partir d e
datos experimentales, por lo que en la practica existe la posibilidad de usar modelos
dados directamente de las ecuaciones de balance, llamados normalmente modelos
de p rimeros principios. Estas ecuaciones pued en ser ecuaciones estaticas de balanceo fun ciones n o lineales d e var iables fısicas que generan otra variable. En este caso
el calculo de la prediccion se realiza mediante una simulacion de las ecuaciones no
lineales (integracion) qu e d escriben el p roceso.
5.2.5 Otras formulaciones del proble ma
Se han propuesto diversas soluciones para intentar resolver los problemas que se
han visto, como por ejemplo en [1], donde la prediccion de la salida del proceso
se hace mediante la adicion de la respuesta libre (la respuesta futura que se obtiene
si la entrada se mantiene en un valor constante durante los horizontes de control y
prediccion) obtenida de un modelo no lineal de la planta, y la respuesta forzada (la
debida a los movimiento de control futuros), calculada con un modelo incremental de
la planta. Las predicciones obtenidas de esta m anera son solo una aproximacion ya
que el principio d e su perposicion, que permite la descomposicion mencionada, solo
es valido para sistemas lineales. Sin embargo, la aproximacion que se obtiene d e esta
forma se comp orta m ejor qu e cuando se usa un modelo linealizado d el proceso para
obtener ambas respuestas.
Si se usa una funcion de coste cuadratica, la fun cion objetivo es cuadratica en lasvariables de decision (futuros movimientos de la senal de control) y la secuencia de
control se puede calcular (en caso de que no haya restricciones) como la solucion de
un conjunto de ecuaciones lineales, dando lugar a una ley de control simple. La unica
diferencia respecto a un MPC estandar es que la respu esta libre se calcula mediante un
modelo no lineal del proceso. Como el principio d e sup erposicion no se cumple, la
aproximacion solo es valida cuan do la secuencia de senales de control es pequena. Esta
circunstancia tendra lugar cuando el proceso opera en torno al punto de trabajo con
pequenas perturbaciones. Si el proceso cambia continuamente de punto de operacion
o las perturbaciones son considerables los incrementos de la senal de control seran en
general mayores y la aproximacion no sera muy buena.
Existe una forma de resolver este problema, prop uesta en [9] para el EPSAC. La idea
basica es considerar la secuencia d e senales de control como la suma de una secuencia
de control base (u
b
( t + j )
) y una secuencia de incrementos de la variable manipulada
(u
i
( t + j )
). Es decir:
u ( t + j ) = u
b
( t + j ) + u
i
( t + j )

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 68/73
Tendencias actuales y nuevas perspectivas 65
La prediccion j-esima de la salida del proceso se calcula como la sum a de la respu esta
del proceso (y
b
( t + j ) ) debida a la secuencia base mas la respuesta ( y
i
( t + j ) ) debida a
los futu ros incrementos d el control en la secuencia base de entrad a u
i
( t + j ) :
y ( t + j ) = y
b
( t + j ) + y
i
( t + j )
Como se usa un modelo no lineal para calcular y
b
( t + j ) mientras que y
i
( t + j ) se
calcula a partir de un modelo lineal del proceso, la funcion de coste es cuadratica en
las variables de decision ( u
i
( t + j ) ) y se pued e resolver mediante un algoritmo QP como
en el MPC estandar. Como se ha indicado, el principio d e sup erposicion no es valido
para procesos n o lineales, y p or ello la salida generada de esta forma solo coincidira
con la generada por el controlador no lineal en el caso de que la secuencia de futuros
movimientos de la senal d e control sea cero.
Si este no es el caso, la secuencia de control base se hace igual a la ultima secuen cia
de control base mas los incrementos de control optimos qu e encuen tre el algoritmo QP.
Este procedimiento se repite hasta que la secuencia de senales de control se lleva lo
suficientemente cerca de cero.
Las condiciones iniciales para la secuencia de control base se pueden hacer inicial-
mente igu ales a la ultima senal de control que se ha ap licado al proceso. Observese que
esto corresponde al calculo de la respuesta libre en el MPC. Se puede probar con u na
secuencia inicial mejor haciendo la secuencia base igual a la optima que se obtuvo en
el ultimo periodo de muestreo (con el desplazamiento temporal correspondiente).
Las cond iciones d e convergencia d el algoritmo son mu y d ifıciles d e obtener y a qu e
dep end en d e la severidad de la caracterıstica no lineal d el proceso, d e las entrad as y
salidas p asadas, de las referencias futu ras y d e las perturbaciones.
Otra m anera d e atacar el problema es teniendo en cuenta qu e en algunas ocasiones,
el modelo no lineal se puede convertir en un modelo lineal mediante aproximaciones
apropiadas. Considerese por ejemplo el proceso descrito mediante la siguiente ecuacion
en el espacio de estad os:
x ( t + 1) = f ( x ( t ) u ( t ) )
y ( t ) = g ( x ( t ) )
El m etodo consiste en encontrar funciones de transformacion de estados y entrada
z ( t ) = h ( x ( t ) ) y u ( t ) = p ( x ( t ) v ( t ) ) tales que:
z ( t + 1) = A z ( t ) + B v ( t ) )
y ( t ) = C z ( t )
El m etodo tiene dos importantes inconvenientes:
5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 69/73
66 Control predictivo no lineal
Las funciones de transformacionz ( t ) = h ( x ( t ) )
yu ( t ) = p ( x ( t ) v ( t ) )
solo se
pu eden obtener en ciertos casos.
Las restricciones, que usualmente son lineales, se convierten en no lineales.
Es decir, incluso en los casos en que el modelo pueda ser linealizado mediantetransformaciones adecuadas, el problema se transforma de minimizar una funcion no
lineal (no cuadratica) con restricciones lineales en minimizar una funcion cuadratica
con restricciones no lineales.
La forma general de resolver el problema es usar el modelo no lineal completo de
la planta para calcular la prediccion d e la salida. Haciendo esto, se esta anadiendo
una restriccion no lineal a la minimizacion, con lo qu e los algoritmos QP no se pueden
usa r. Sin emba rgo el prob lema se p ued e resolver en lınea, en algu nos casos, gracias al
rapido desarrollo d e algoritmos de programacion no lineal (nonlinear programming,
N LP) capaces de manejar un num ero grand e d e variables y restricciones.
5.2.6 Resolucion del problema. Productos comerciales
Muchos controladores comerciales dividen el algoritmo de control en una optimizacion
local estatica y una optimizacion dinamica. El primer modulo calcula los valores de
entra d a y salida a los que es necesario llegar y el segu nd o calcula la secu encia de control
adecuada.
La optimizacion dinamica se lleva a cabo minimizando la funcion objetivo generica
(5.3) con las restricciones correspondientes. Los distintos esquemas comerciales hacensimplificaciones respecto a la formulacion general.
La ma yorıa d e los p rod uctos (ver tab la 5.1) solo permiten matrices de peso cons-
tantes en todo el horizonte y solo el NOVA-N LC trabaja con norma 1. Por su p arte, el
Process Perfecter minimiza solo la salida pero con un a matr iz de p eso que se incrementa
gradualmente con el horizonte, d ando por tanto mas importancia a los errores mas
lejanos y en consecuencia d and o lugar a un a accion de control mas suave.
En cuanto a las restricciones, normalmente las correspondientes a la entrada se
tratan como restricciones duras, es decir, que n un ca deben ser violadas. El PFC tambien
incluye restricciones d e aceleracion, muy utiles para aplicaciones de servomecanismos.Este metodo no trata estas restricciones de forma optima, sino qu e resuelve el problema
de optimizacion sin restricciones y lu ego satu ra a los l ımites, p rodu ciend o p or tan to
una solucion no optima.
Respecto a restricciones en la salida, la mayorıa de los prod uctos comerciales las trata
como restricciones blandas, debido a que una perturbacion pu ede producir f acilmente
una perdida de factibilidad. Una opcion ofertada p or el Process Perfecter es considerar

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 70/73
Tendencias actuales y nuevas perspectivas 67
Em p r esa A d er sa A sp e n Te ch . C on tin en ta l D OT P ro d u ct s P av illio n Te ch .
Prod ucto PFC Asp en Target MVC N OVA N LC Process Perfecter
Mod elo EE, PP EE E/ S, PN E EE, PP RN , E/ S
F. Objetivo Q Q Q Q, N 1 Q
Restricciones S, BS DS, DE, BS DE, BS DE, BS DE, DS
Estructu ra u FB, UM MM UM MM MMMet. solucion N LS QP GRG MIN LP GD
Tabla 5.1: EE: espacio de estados no lineal. PP: primeros principios. E/ S: en-
trada/ salida. PNE: polinomio no lineal estatico. RN: red neuronal. N1: norma 1.
S: saturacion. BS: bland as (m ınimo y m aximo) en la salida. DS: duras en las salidas.
DE: du ras en las entrad as. FB: fun ciones base. UM: unico movimiento. MM: multiples
movim ientos. NLS: mınimos cuad rad os n o lineales. GRG: Generalized Redu ced Gra-
dient. MINLP: Mixed Integer Nonlinear Programming. GD: Gradient descent.
una restriccion dura en forma d e embudo, de manera que se da mas libertad a la salida
al comienzo d el horizonte que al fin al.
Parametros: normalmente se elige u n horizonte d e p rediccion finito m uy grande,
con la idea de capturar la dinamica hasta el permanente de las salidas para todas las
entradas. Esto se pu ede considerar un a aproximacion al m etodo de horizonte infinito
propuesto para garantizar la estabilidad del bucle cerrado y puede explicar por que
ningu no de los prod uctos comerciales incluye restriccion terminal.
Una idea introducida en el PFC y adoptada por A spen Target es el uso d e puntos de
coincidencia, en los cuales deben coincidir la salida y la trayectoria d e referencia. Estaidea puede ser util cuando las salidas responden con distinta velocidad y se pueden
definir distintos puntos de coincidencia para cada una de ellas.
En cuanto a la estructuracio n d e l a s enal de control, se puede encontrar desde
considerar el horizonte de control igual a 1, horizonte variable o funciones base. Esta
ultima idea, propia del PFC, parametriza la senal de control usando un conjunto de
funciones polinomiales, permitiendo un perfil de entrada complejo para un horizonte
de control grand e (en teorıa p odr ıa ser infinito) emp leando un numero de incognitas
pequeno. Esto p uede resultar u na ventaja en el caso de sistemas no lineales. La
eleccion de la familia de funciones base establece mu chas d e las caracterısticas del
perfil de la entrada, pudiendo asegurar con una correcta eleccion una senal de controlsuave, p or ejemp lo. Si se eligen funciones base p olinomicas, se puede seleccionar el
orden para seguir un setpoint polinomico sin retraso, lo cual pu ede ser importan te para
aplicaciones d e servosistemas m ecanicos.
La solucion del problema no es tarea f acil debido a la no convexidad del problema
generico. El PFC prop one una solucion sencilla resolviend o el prob lema sin restricciones
usand o u n algoritmo de m ınimos cuad rados n o lineal y saturando las entradas a sus
5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 71/73
68 Control predictivo no lineal
lım ites si estos se violan; logicamente no se asegura una solucion optima, pero se gana
en velocid ad , perm itiendo qu e este controlad or se use en ap licaciones con p erıodos d e
muestreo pequenos, como el caso de seguimiento d e m issiles.
Para el caso generico se usan diversos algoritmos, algunos propietarios, basados
en m etodos mas o menos conocidos de optimizacion. Entre ellos cabe destacar el
que usa A spen Target , desarrollado por Oliveira y Biegler [15], que garantiza que lassoluciones intermedias, aunqu e no optimas, son factibles. Ello garantiza que un a pronta
finalizacion del algoritmo por limitaciones de tiempo produce siempre una solucion
factible. En cualqu ier caso qued a claro qu e el esfuerzo comp utacional es sup erior al
caso lineal, siendo esta u na de las pr incipales razon es la todav ıa escasa imp lantacion
de estas tecnicas en la indu stria.
5.2.7 Ne cesidades futuras
Los temas que pueden considerarse abiertos en esta tecnica son:
Modelado: los modelos no lineales son mas complejos que los lineales, pero
adem as el proceso de identificacion es mu cho m as d ifıcil. Se n ecesita un a g ran
baterıa de ensayos p ara captu rar las no-linealidad es del p roceso, resultando en
un perıodo de p ruebas considerable. Por tanto, la forma de d isponer d e un a
representacion correcta de la dinamica del proceso es un problema que no esta
comp letamente resuelto.
Resolucion d el problema: la inclusion d el modelo no lineal en la optimizacion da
lugar a que esta no sea convexa. Grand es esfuerzos d eben hacerse todav ıa par aencontrar algoritmos de optimizacion fiables que permitan la resolucion dentro
del tiemp o asignado.
Justificacion del esfuerzo: vistas las d ificultades qu e ap arecen en la aplicacion
d e NMPC, debe poder justificarse el beneficio que este tipo de tecnica aporta.
Algunos fabricantes ofrecen un MPC de respaldo, de manera que en el caso de
que no se necesite ese esfuerzo ad icional o el controlador no lineal sea realmente
comp licad o d e po ner en ma rcha, se aplicarıa la estrategia lineal.
Otros temas: temas que son aplicables al Control Predictivo en general, funcio-
nes objetivos multicriterio, sintonizacion de parametros, mal condicionam iento o
tolerancia a fallos.
Es de d estacar q ue ningu na de los prod uctos comerciales incluye restriccion termi-
nal ni hor izonte infin ito, situ aciones requerid as en teorıa para g aran tizar la estabilid ad
nom inal. En lugar de eso, se confıa en qu e con un horizonte d e p rediccion lo suficien-
temente grande se consiga el mismo comportamiento que horizonte infinito.

5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 72/73
Bibliograf ıa
[1] E.F. Cam acho, M . Berengu el y F.R. Rubio. Advanced Control of Solar Power Plants.
Springer-Verlag, London, 1997.
[2] E.F. Cam acho y C. Bord ons. M odel Predictive Cont rol. Springer-Verlag, 1999.
[3] H. Chen y F. Allgower. A quasi-infinite h orizon nonlinear predictive control
scheme with guaran teed stability. Automatica, 34(10):1205–1218, 1998.
[4] D.W. Clarke y C. Mohtadi. Properties of Generalized Predictive Control. Automa-
tica, 25(6):859–875, 1989.
[5] D.W. Clarke, C. Mohtadi y P.S. Tuffs. Generalized Predictive Control. Part I. The
Basic Algorithm . Automatica, 23(2):137–148, 1987.
[6] C.R. Cutler y B.C. Ramaker. Dynamic Matrix Control- A Computer Control Algo-
rithm. En A ut omatic Cont rol Conference, San Francisco, 1980.
[7] C.E. Garcıa, D.M. Prett y M. Morari. Model Predictive Control: Theory and
Practice-a Surv ey. Automatica, 25(3):335–348, 1989.
[8] S.S. Keerthi y E.G. Gilbert. Op timal infinite-horizon feedback law s for a general
class of constrained discrete-time systems: Stability and moving-horizon appro-
ximations. J. O ptim. Theory A ppl., 57(2):265–293, 1988.
[9] R. De Keyser. A Gentle Introduction to Mod el Based Predictive Control. En
PADI2 International Conference on Control Engineering and Signal Processing, Piura,
Peru, 1998.
[10] R.M.C. De Keyser, Ph.G.A. Van de Velde y F.G.A. Dum ortier. A Comp arative Stud y
of Self-adaptive Long-range Predictive Control Methods. Automatica, 24(2):149–
163, 1988.
[11] K. Kramer y H. Ubehauen. Predictive Ad aptive Control. Comparison of Main
Algorithms. En Proceedings 1s t European Control Conference, Grenoble, paginas 327–
332, julio 1991.
[12] A.G. Ku tnetsov y D.W. Clarke. A dvances in M odel-Based Predictive Cont rol, ca p ıtu lo
App lication of constrained GPC for improving performance of controlled p lants.
Oxford Univer sity Press, 1994.
69
5/7/2018 Control Predictivo - slidepdf.com
http://slidepdf.com/reader/full/control-predictivo 73/73
70 Bibliog rafıa
[13] E.S. Meadows, M.A. Henson, J.W. Eaton y J. Rawlings. Receding horizon control
and discontinu ous state feedback stabilization. Int. Journal Control, paginas 1217–
1229, 1995.
[14] H . Michalska y D.Q. Mayne. Robust receding h orizon control of constrained
nonlinear systems. IEEE Trans. on Automatic Control, 38(11):1623–1633, 1993.
[15] N.M.C. Oliveira y L.T. Biegler. An extension of newton-type algorithms for non-
linear process control. Automatica, 31:281–286, 1995.
[16] S.J. Qin y T.A. Badgw ell. An Overview of Indu strial Model Predictive Control
Technology. In Ch emical Process Control: Assessment and N ew Directions for
Research. En A IChE Sym posium Series 316, 93. Jeffrey C. Kantor, Carlos E. Garcia and
Brice Carnahan Eds. 232-256 , 1997.
[17] S.J. Qin y Thomas A. Bad gw ell. An overview of nonlinear model pred ictive control
app lications. En IFAC Workshop on Nonlinear Model Predictive Control. Assessment
and Future Directions. A scona (Swit zerland), 1998.
[18] J. Richalet. Practique de la commande predictive. Hermes, 1992.
[19] H. Takatsu, T. Itoh y M. Araki. Future needs for the control theory in industries.
report an d topics of the control technology su rvey in japanese indsu try. Journal of
Process Control, 8:369–374, 1998.
[20] M.L. Tyler y M. Morari. Propositional Logic in Control and Monitoring Problems.
Technical Report AUT96-15, Institut fur Automatik, ETH- Swiss Federal Institute of
Technology, Zurich, Switzerland , 1996.
[21] B.E. Ydstie. Extended Horizon Adap tive Control. EnProc.9th IFA C World Congress,
Budapest, Hungary, 1984.






![[Ppt] Control Multivariable Predictivo](https://static.fdocuments.mx/doc/165x107/55cf856d550346484b8de241/ppt-control-multivariable-predictivo.jpg)











