Control Estadistico G-3 Nueva
44
UNIVERSIDAD NACIONAL DE PIURA
-
Upload
ronaldnima -
Category
Documents
-
view
19 -
download
0
Transcript of Control Estadistico G-3 Nueva

UNIVERSIDAD NACIONAL DE PIURA
GRUPO DE TRABAJO: JIMÉNEZ HUERTAS ERICK SANTOS MONSALVE CARLOCRUZ SILVA DANYGAZZANI GUZMAN GIAN
ASESOR:ING. SHLOMI CALDERON
CONTROL DE CALIDAD ESTADÍSTICO
La gran importancia del control de calidad puede vislumbrarse si se considera que ha pasado históricamente por tres etapas distintas.
PRIMERA ETAPA.- El énfasis se centraba en la labor de inspección y en el establecimiento de tolerancias para los productos.
SEGUNDA ETAPA.- Del control de calidad se propone evitar las causas de los problemas de calidad durante la fabricación.
INTRODUCCION
TERCERA ETAPA.- Desarrollada especialmente en Japón, prosigue la dirección de evitar los problemas antes de que aparezcan, y pone el énfasis en el diseño de productos para que cumplan altas cotas de calidad.
OBJETIVOSGeneral.-
Definir control de calidad, control estadístico de calidad
Especifico.-Aprender los métodos para
clasificar la información recopilada en un sistema
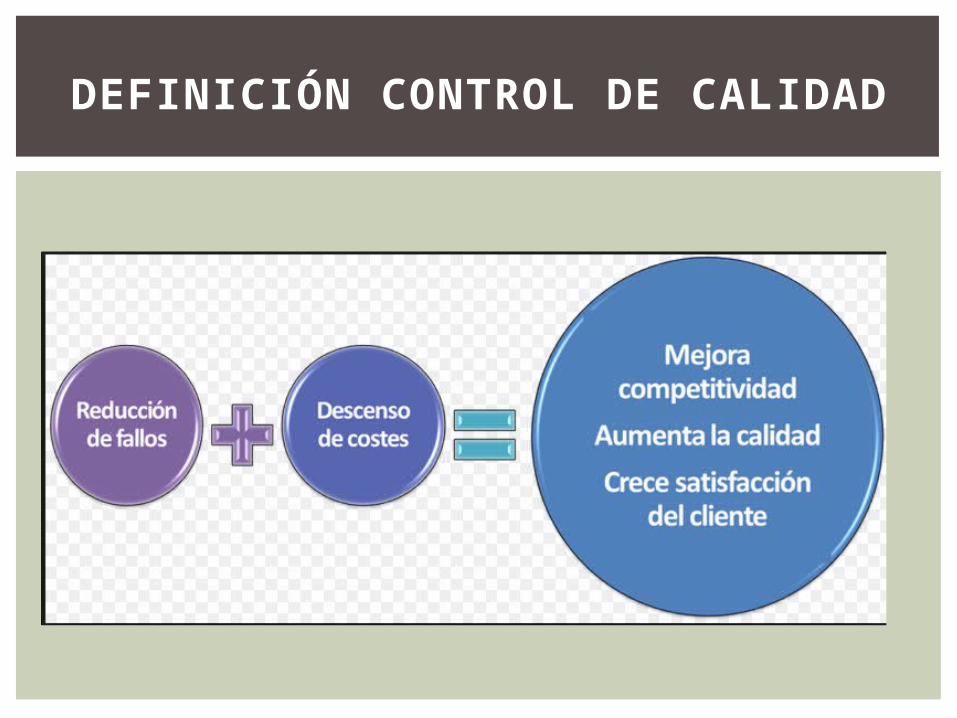
DEFINICIÓN CONTROL DE CALIDAD
Control se refiere al proceso que se emplea con el fin de cumplir con los estándares. Esto consiste en observar el desempeño real, compararlo con algún estándar y después tomar medidas si el desempeño observado es significativamente diferente del estándar.
DEFINICIÓN CONTROL DE CALIDAD
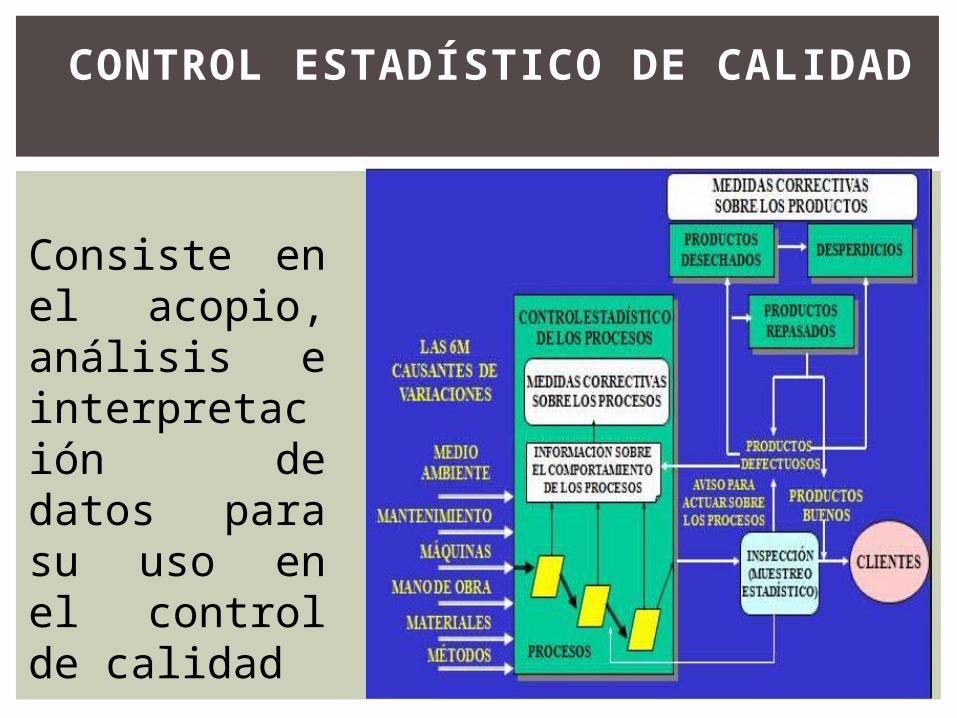
CONTROL ESTADÍSTICO DE CALIDAD
Consiste en el acopio, análisis e interpretación de datos para su uso en el control de calidad

DEFINICIÓN
Definimos el “Control Estadístico de la Calidad” como la aplicación de diferentes técnicas estadísticas a procesos industriales con objeto de verificar si todas y cada una de las partes del proceso cumplen con unas ciertas exigencias de calidad entendiendo por calidad “la aptitud del producto para su uso.
OBJETIVO DEL CONTROL ESTADÍSTICO DE LA CALIDAD
1.Detectar rápidamente la ocurrencia de variabilidad debida a causas asignables.
2.Investigar la(s) causa(s) que la han producido y eliminarla(s).
3.Informar de ella para la toma de decisión oportuna, pues de lo contrario se producirían gran cantidad de unidades de calidad no aceptable.
4.Eliminar, si es posible, o al menos reducir al máximo la variabilidad del proceso.
SECUENCIA UNIVERSAL DE PASOS:
Seleccionar el sujeto de control: esto es, escoger lo que se quiere regular.
Elegir una unidad de medida. Establecer una meta para el sujeto de
control. Crear un sensor que pueda medir el sujeto
de control en términos de la unidad de medida.
Medir el desempeño real. Interpretar la diferencia entre el desempeño
real y la meta. Tomar medidas (si es necesario) sobre la
diferencia.
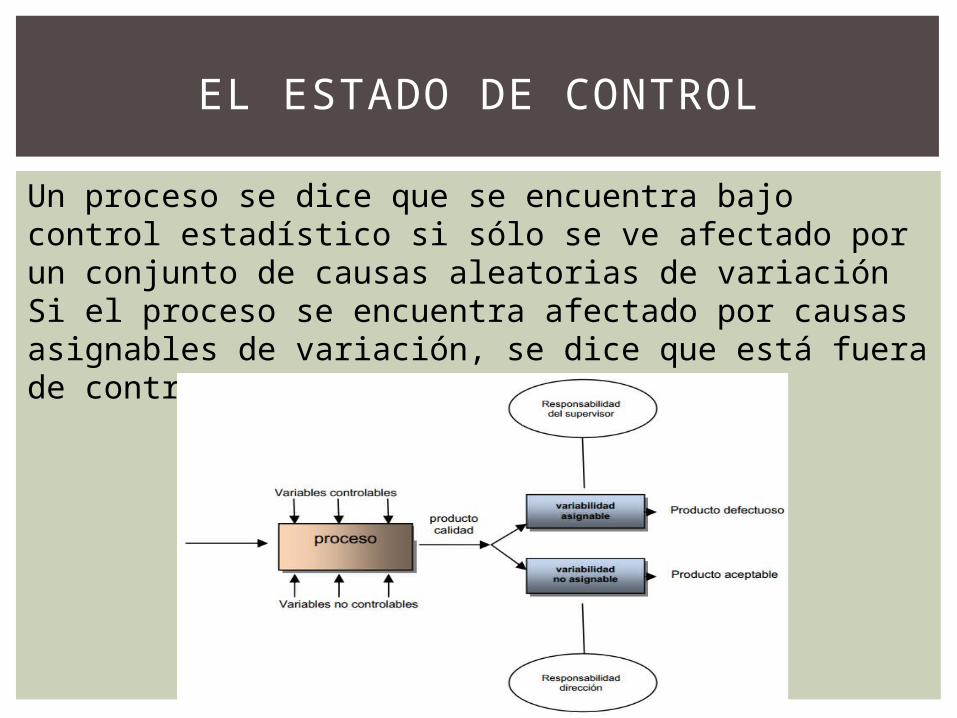
EL ESTADO DE CONTROL
Un proceso se dice que se encuentra bajo control estadístico si sólo se ve afectado por un conjunto de causas aleatorias de variaciónSi el proceso se encuentra afectado por causas asignables de variación, se dice que está fuera de control

LOS DEFECTOS
Un defecto es el incumplimiento de una característica de calidad respecto de un limite especificado.
¿Que causan los defectos ?La variación.
¿Son todos los defectos iguales?
No
¿Debemos tratar a todos los defectos por igual? No
VARIABILIDAD
Existen variaciones en todas las partes producidas en el proceso de manufactura.
La variación puede cambiar y cambiará la forma, dispersión y tendencia central de la distribución de las características medidas del producto.
Las fuentes que producen la variabilidad, objeto de estudio en la Estadística se clasifican en:

CLASIFICACIÓN DE LA VARIACIÓN
No Controlable o Aleatoria.- Se debe al azar, que no puede ser asignada a una causa única sino al efecto combinado de otras muchas y no se puede eliminar por completo.
Controlable o Asignable.- Es no aleatoria, que no entra dentro de nuestro campo pero si es posible detectarla por causar una variabilidad muy grande (ajuste incorrecto de la máquina, errores humanos), siendo posible eliminar la causa que la han producido.
CLASIFICACIÓN DE LOS DEFECTOS
Defectos críticos Son aquellos que violan leyes, agreden al consumidor o hacen inservible al producto.
Defectos mayoresDisminución en el correcto funcionamiento o utilización del producto y es notado por el consumidor.
Defectos menoresProducen una disminución leve en el correcto funcionamiento o utilización del producto. Solo lo nota el personal calificado de producción y de control de calidad.
CLASIFICACIÓN DE LOS DEFECTOS
HERRAMIENTAS ESTADÍSTICAS
Diagrama de causa-efecto
Planillas de dispersión
Gráficos de control
Diagrama de Pareto
Histogramas
Entre otros
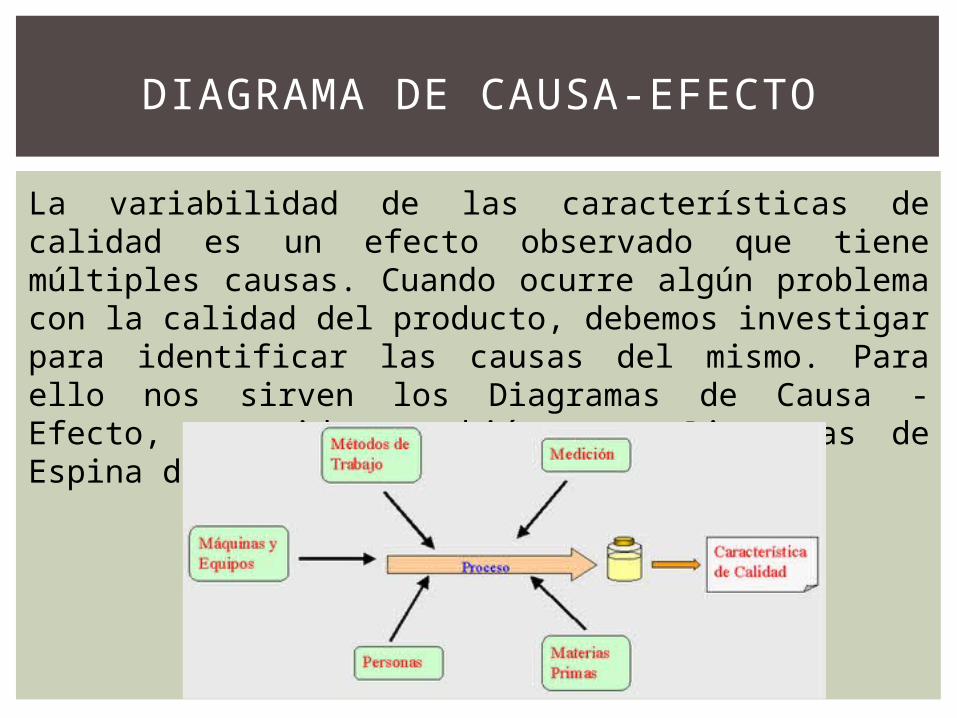
DIAGRAMA DE CAUSA-EFECTO
La variabilidad de las características de calidad es un efecto observado que tiene múltiples causas. Cuando ocurre algún problema con la calidad del producto, debemos investigar para identificar las causas del mismo. Para ello nos sirven los Diagramas de Causa - Efecto, conocidos también como Diagramas de Espina de Pescado

PLANILLAS DE DISPERSIÓN
Sirven para anotar los resultados a medida que se obtienen y al mismo tiempo observar cual es la tendencia central y la dispersión de los mismos. Es decir, no es necesario esperar a recoger todos los datos para disponer de información estadística.
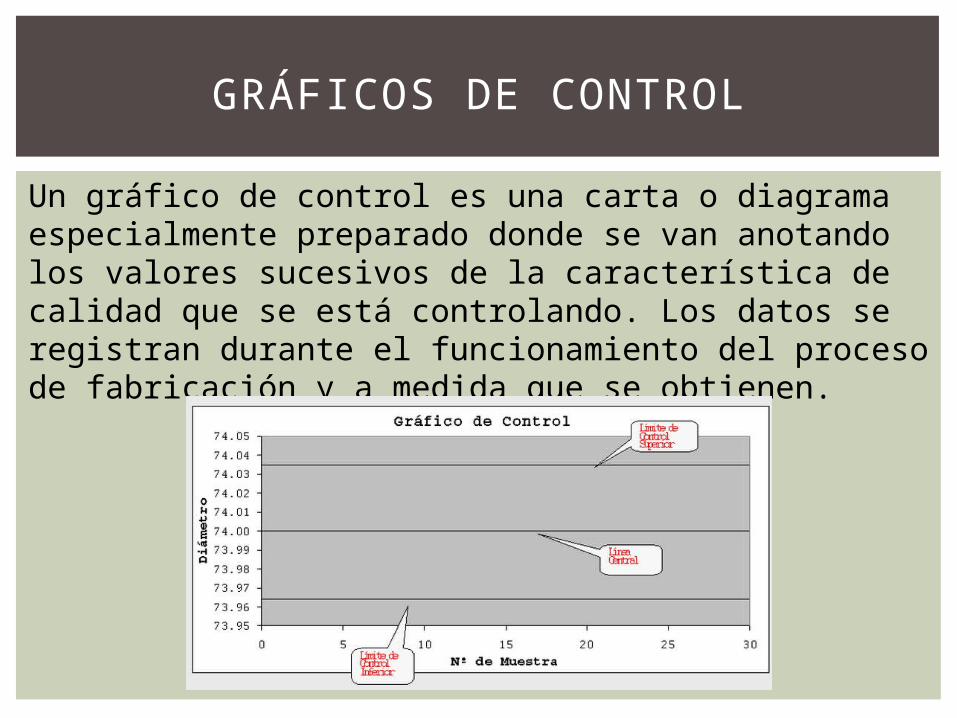
GRÁFICOS DE CONTROL
Un gráfico de control es una carta o diagrama especialmente preparado donde se van anotando los valores sucesivos de la característica de calidad que se está controlando. Los datos se registran durante el funcionamiento del proceso de fabricación y a medida que se obtienen.
POBLACIÓN Y MUESTRAS
Una POBLACIÓN es el total de las unidades que se consideran.
Una MUESTRA es una cantidad estadísticamente calculada de unidades de dicha población, cada unidad deberá ser extraída al azar.
La medición y cálculo de una determinada característica nos dará una estimación del verdadero valor en la población.
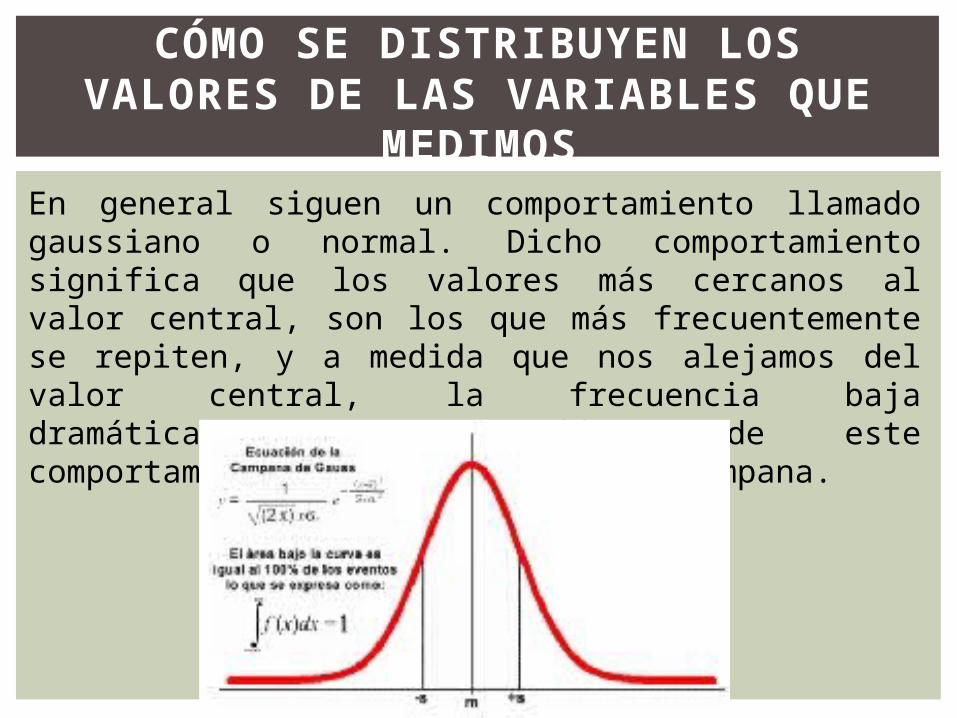
CÓMO SE DISTRIBUYEN LOS VALORES DE LAS VARIABLES
QUE MEDIMOSEn general siguen un comportamiento llamado gaussiano o normal. Dicho comportamiento significa que los valores más cercanos al valor central, son los que más frecuentemente se repiten, y a medida que nos alejamos del valor central, la frecuencia baja dramáticamente. La gráfica de este comportamiento tiene una forma de campana.
DISTRIBUCIÓN DE FRECUENCIA
Método adecuado para visualizar los datos. Hay diferentes tipos de distribuciones de frecuencias, y el tipo específico puede indicar el método para resolver el problema.
Se presentan en forma gráfica cuando se desea tener mayor claridad visual.
REPRESENTACIÓN GRAFICA DE DISTRIBUCIÓN
HistogramaConsiste en un conjunto de rectángulos que representan la frecuencia en cada categoría. Gráficamente representa las frecuencias de los valores observados.
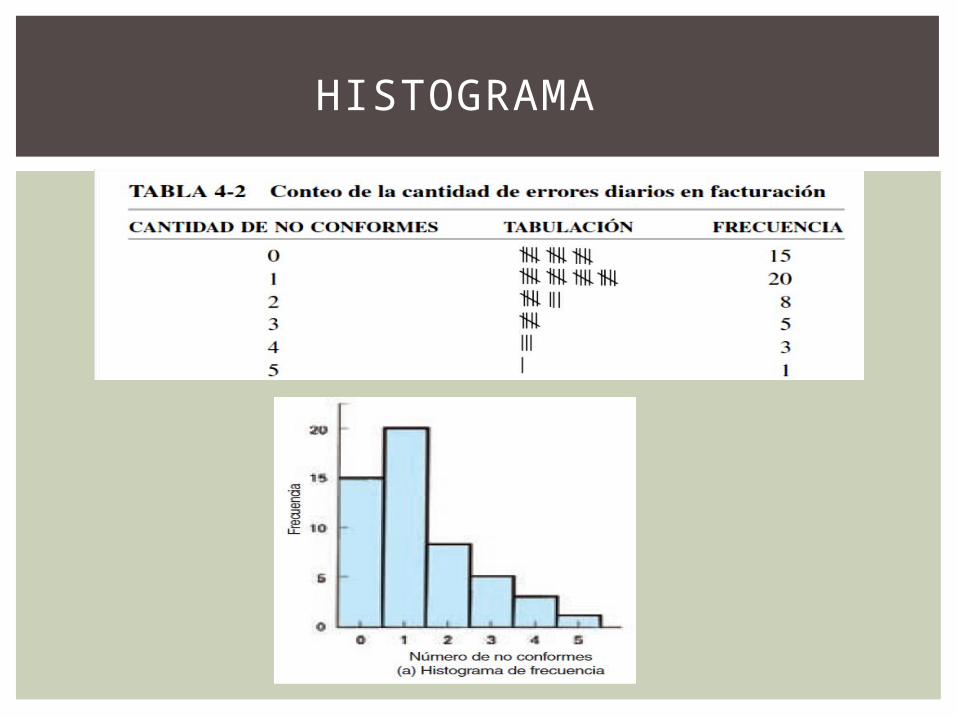
HISTOGRAMA
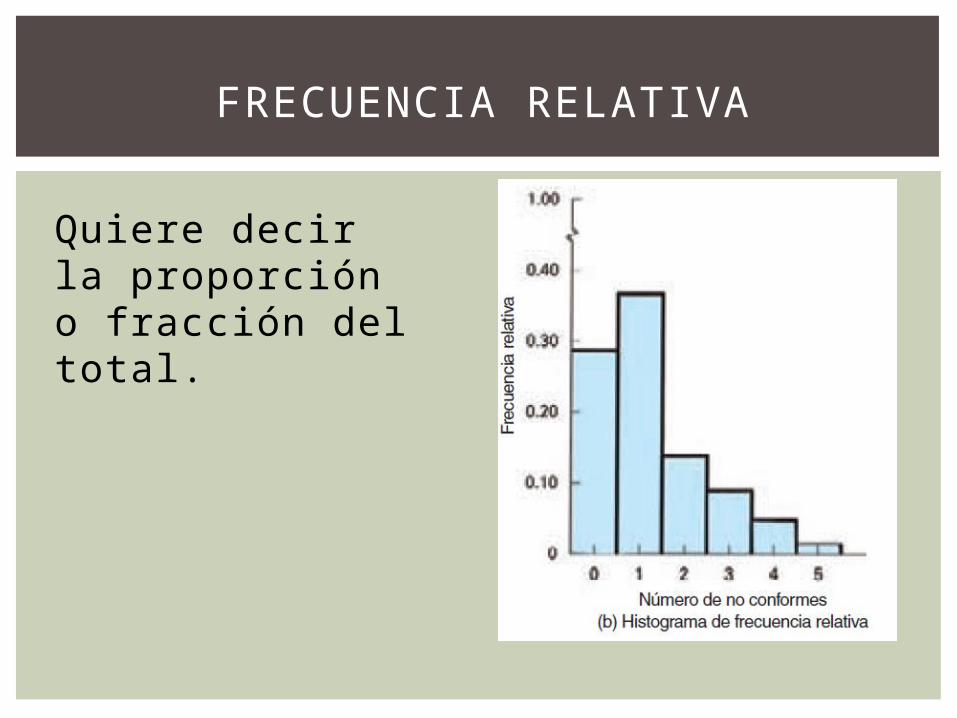
Quiere decir la proporción o fracción del total.
FRECUENCIA RELATIVA
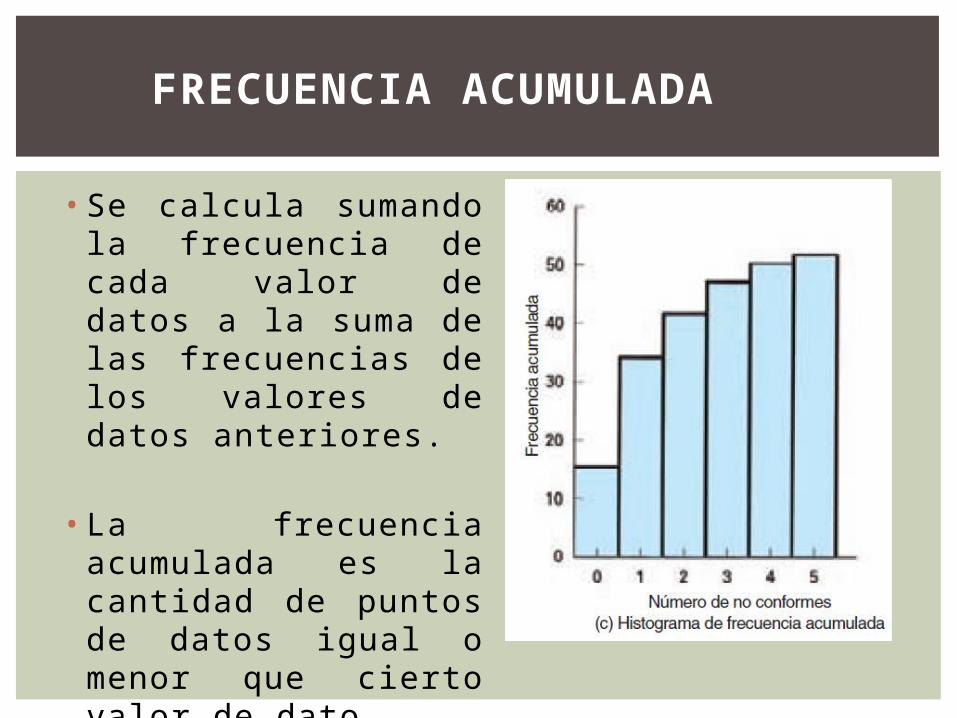
• Se calcula sumando la frecuencia de cada valor de datos a la suma de las frecuencias de los valores de datos anteriores.
• La frecuencia acumulada es la cantidad de puntos de datos igual o menor que cierto valor de dato
FRECUENCIA ACUMULADA
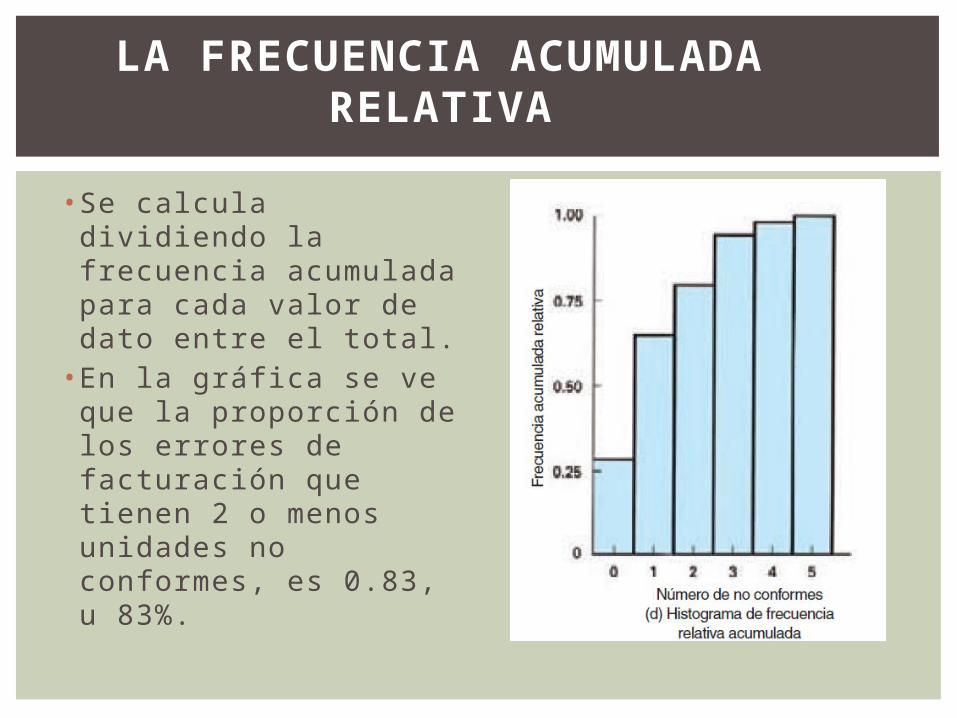
• Se calcula dividiendo la frecuencia acumulada para cada valor de dato entre el total.• En la gráfica se ve
que la proporción de los errores de facturación que tienen 2 o menos unidades no conformes, es 0.83, u 83%.
LA FRECUENCIA ACUMULADA RELATIVA
• Es un valor numérico que describe la posición central de los datos, o la forma en que los datos se tienden a acumular en el centro.
• Hay tres medidas de uso común:1. El promedio.2. La mediana.3. La moda.
MEDIDAS DE TENDENCIA CENTRAL
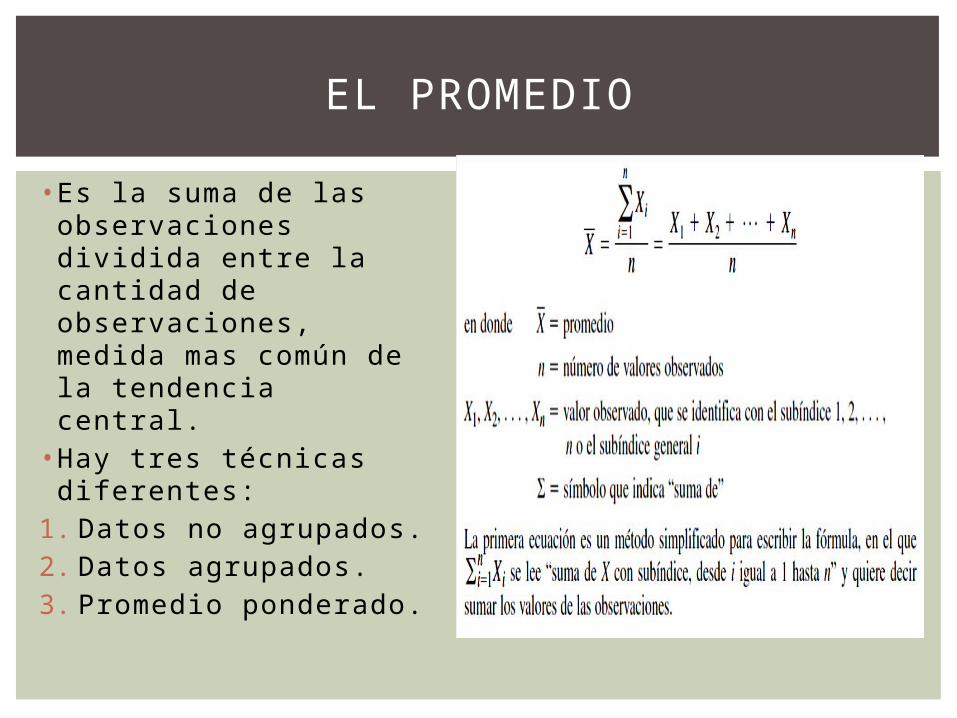
• Es la suma de las observaciones dividida entre la cantidad de observaciones, medida mas común de la tendencia central.
• Hay tres técnicas diferentes:
1. Datos no agrupados.2. Datos agrupados.3. Promedio ponderado.
EL PROMEDIO
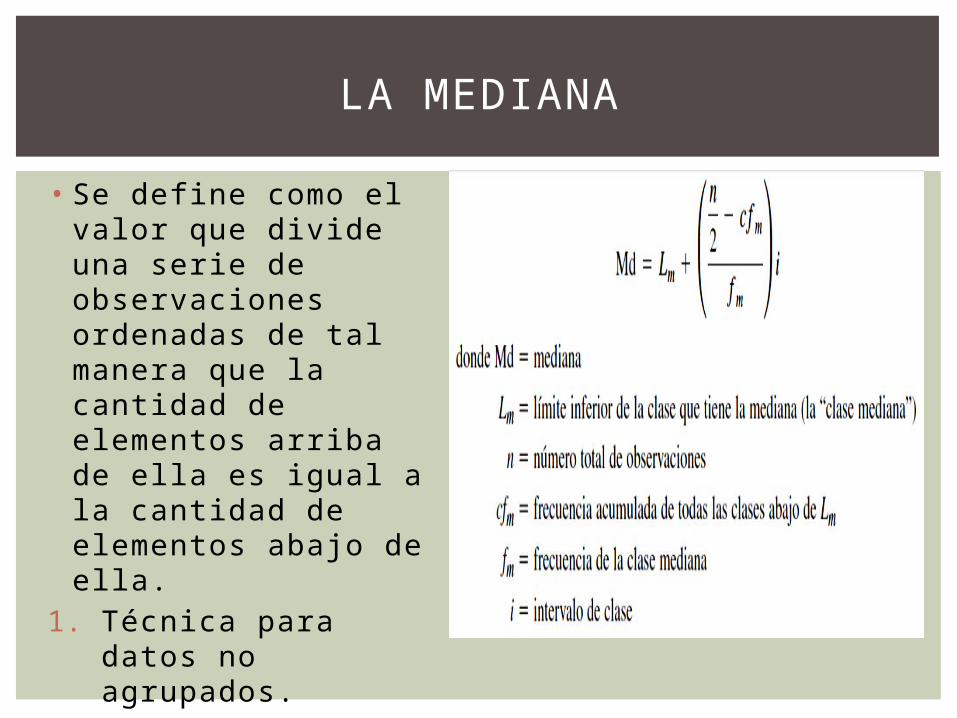
• Se define como el valor que divide una serie de observaciones ordenadas de tal manera que la cantidad de elementos arriba de ella es igual a la cantidad de elementos abajo de ella.
1. Técnica para datos no agrupados.
2. Técnica para datos agrupados.
LA MEDIANA
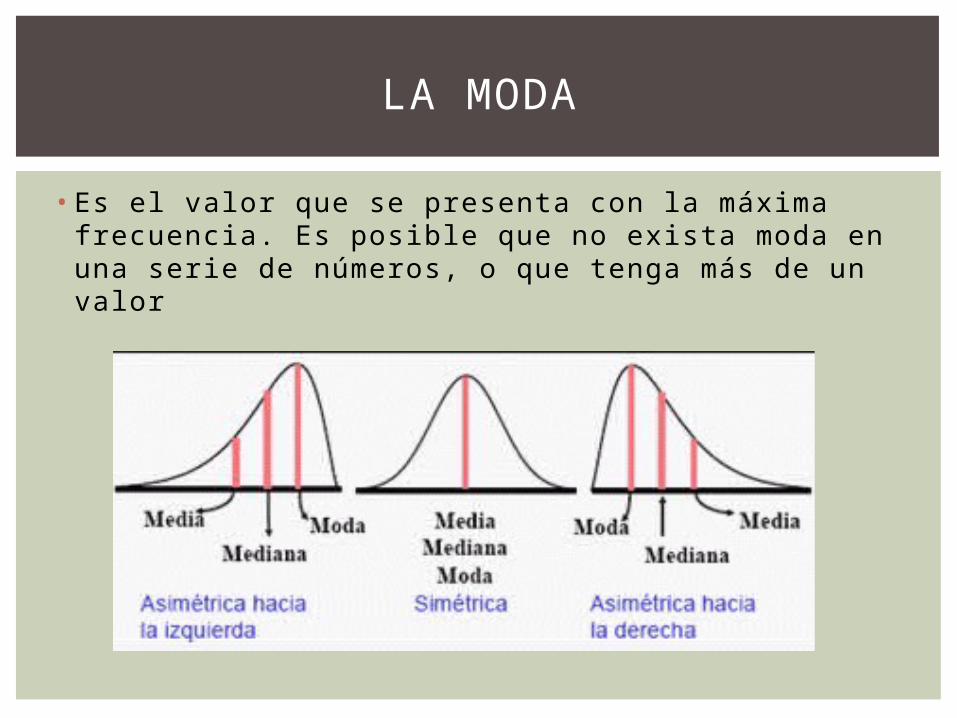
• Es el valor que se presenta con la máxima frecuencia. Es posible que no exista moda en una serie de números, o que tenga más de un valor
LA MODA
El error en un sistema de control se ve afectado por las modificaciones en el valor deseado o por perturbaciones del proceso, imperfecciones en los componentes del sistema y deterioro del equipo.
En los sistemas de control se tienen dos tipos de error:
1. Error estacionario.
2. Error dinámico.
ERRORES
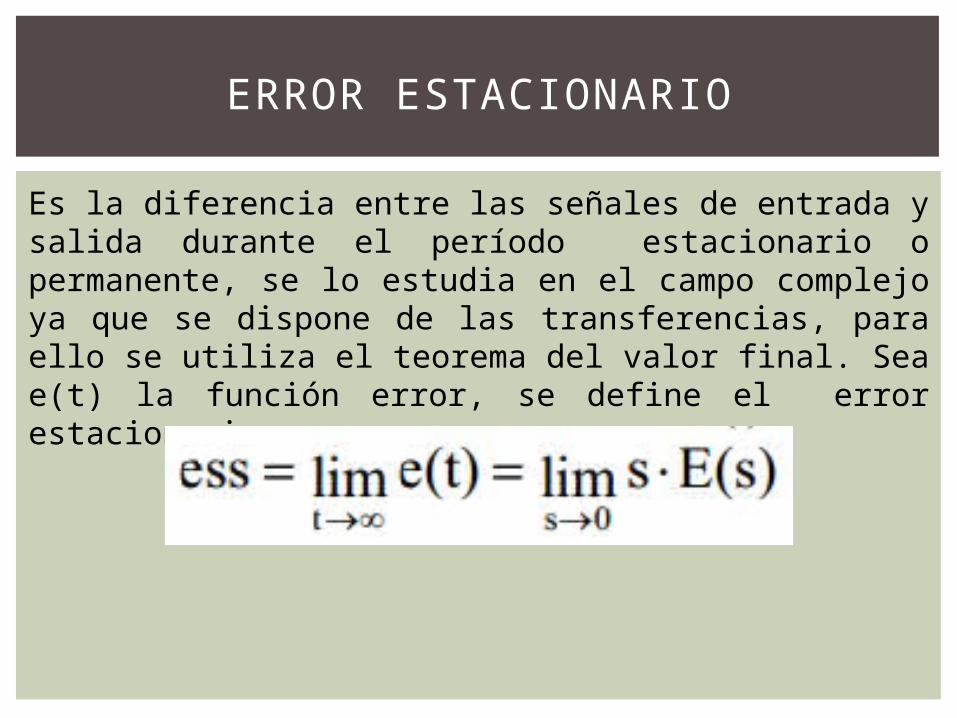
ERROR ESTACIONARIO
Es la diferencia entre las señales de entrada y salida durante el período estacionario o permanente, se lo estudia en el campo complejo ya que se dispone de las transferencias, para ello se utiliza el teorema del valor final. Sea e(t) la función error, se define el error estacionario como:
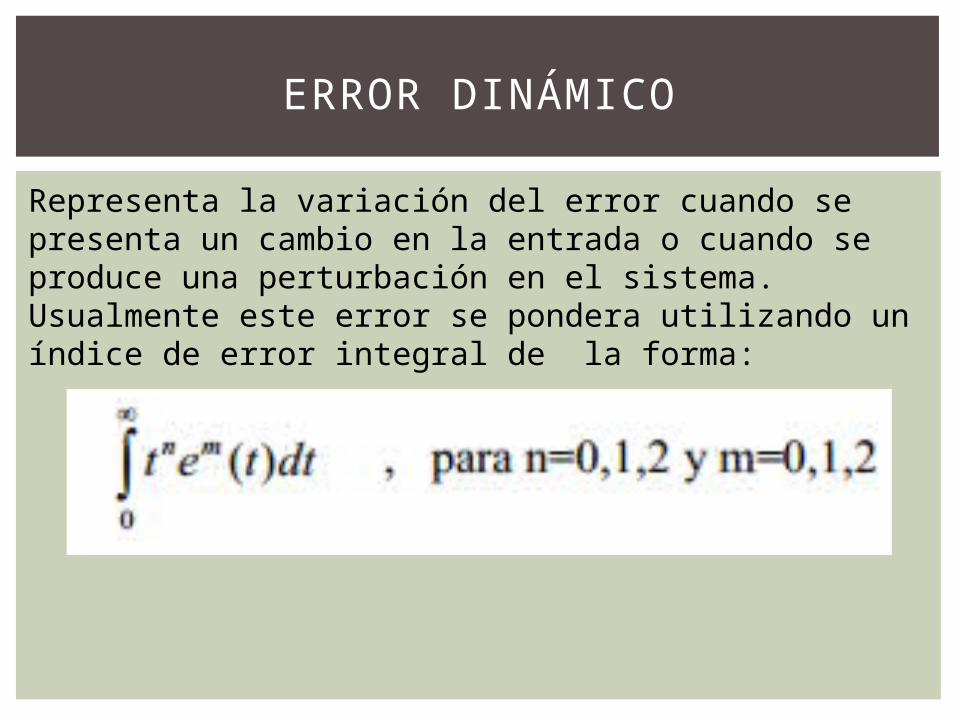
ERROR DINÁMICO
Representa la variación del error cuando se presenta un cambio en la entrada o cuando se produce una perturbación en el sistema. Usualmente este error se pondera utilizando un índice de error integral de la forma:
CRITERIOS DE ERROR
Para que un criterio de desempeño sea útil, debe ser fácilmente computable, es decir, su optimización debe ser factible tanto experimental como analíticamente; debe ser selectivo, ya que debe proporcionar valores exactos que indiquen la optimización real del sistema y debe estar en función de los parámetros del sistema de control. Los principales criterios de desempeño utilizados para la optimización de sistemas de control son:
1. Integral del error absoluto IAE. 2. Integral del error cuadrático ISE. 3. Integral del tiempo por el error absoluto ITAE. 4. Integral del tiempo por el error cuadrático ITSE.
CRITERIO INTEGRAL DEL ERROR ABSOLUTO - IAE
La integral del valor absoluto del error IAE está dada por la ecuación
Se caracteriza por ser de fácil aplicación y por proporcionar un amortiguamiento y una respuesta aceptables a la salida del lazo de control. Sin embargo, este criterio no es capaz de optimizar sistemas altamente sobre amortiguados o altamente subamortiguados
CRITERIO INTEGRAL DEL ERROR CUADRÁTICO - ISE
La integral del error cuadrático ISE está dada por la ecuación
Este criterio da mayor importancia a los errores grandes pero da poco peso a los errores pequeños. Es fácilmente computable tanto analítica como experimentalmente pero no es muy selectivo, ya que variaciones de los parámetros no afectan significativamente el resultado final de la integral.
CRITERIO INTEGRAL DEL TIEMPO POR EL ERROR ABSOLUTO - ITAE
La integral del tiempo por el error absoluto está dada por la ecuación
Bajo este criterio se obtienen respuestas transitorias con sobre impulsos pequeños y oscilaciones bien amortiguadas. Al estar el valor absoluto del error multiplicado por el tiempo, errores grandes son multiplicados por tiempos pequeños, brindando poco peso a los errores grandes que se dan al inicio del sobre impulso y gran peso a los errores pequeños.
CRITERIO INTEGRAL DEL TIEMPO POR EL ERROR CUADRÁTICO - ITSE
La integral del tiempo por el error cuadrático está dada por la ecuación
En comparación con el criterio ITAE se caracteriza por dar poco peso a los errores iniciales grandes pero castiga a los errores presentes tiempo después del inicio de la entrada al sistema. . Al igual que el criterio ISE, al disminuir los errores grandes rápidamente se podría obtener un sistema con una estabilidad relativa pobre, debido al aumento en las oscilaciones.
La confiabilidad se define como la probabilidad de que un producto desempeñe la función para la cual fue elaborado , bajo condiciones dadas y durante un periodo de tiempo determinado.
La confiabilidad es un aspecto de la calidad que específicamente considera el comportamiento de la calidad a lo largo del tiempo.
CONFIABILIDAD
CONCLUSIONES
La estadística dentro del control de calidad nos ofrece la capacidad de tener una percepción de frecuencia de los datos adquiridos, sabiendo cual es la continuidad en que se muestra en optimas condiciones un producto.
BIBLIOGRAFÍA.
Lopez, Sofia. CONTROL ESTADÍSTICO DE PROCESOSEn: http://www.slideshare.net/rilara/control-estadstico-de-procesos-spc-usando-cartas-de-control-presentation
Carro, Roberto. CONTROL ESTADISTICO DE PROCESOSEn: http://nulan.mdp.edu.ar/1617/1/12_control_estadistico.pdf
Control Estadístico de calidadEn: http://www.monografias.com/trabajos30/control-estadistico-calidad/control-estadistico-calidad.shtml
Control de calidad EstadísticoEn: http://html.rincondelvago.com/control-de-calidad-estadistico.html