CONTROL DE SOLDADURAS - · PDF file1.5.4 Ejemplos de soldaduras en ángulo ... 2.5.2...
72
CONTROL DE SOLDADURAS
Transcript of CONTROL DE SOLDADURAS - · PDF file1.5.4 Ejemplos de soldaduras en ángulo ... 2.5.2...

CONTROL DE SOLDADURAS

CONTROL DE SOLDADURAS
Página 2
CONTROL DE SOLDADURAS
Página 3
Índice
Índice ................................................................................................................. 3 Introducción ...................................................................................................... 1 Capítulo I Procedimientos de soldaduras .................................................... 2 1.1 Introducción ................................................................................... 2
1.2 Evolución histórica........................................................................ 3 1.3 Definiciones básicas ..................................................................... 4 1.4 Estudio del arco eléctrico ............................................................. 4 1.4.1 Cebado y mantenimiento del arco ............................................... 5 1.4.2 Régimen eléctrico del arco ........................................................... 8
1.4.3 Estabilización del arco .................................................................. 9 1.4.4 Protección del arco ....................................................................... 9
1.4.5 Soplado del arco .......................................................................... 10 1.4.6 Transferencia de material ........................................................... 11
1.4.6.1 Transferencia por vuelo libre ..................................................... 12 1.4.6.2 Transferencia gravitacional ........................................................ 12 1.4.6.3 Proyectado, transferencia por spray o llovizna ........................ 12
1.4.6.4 De rechazo ................................................................................... 13 1.4.6.5 Transferencia por cortocircuito ................................................. 13
1.5 El cordón de soldadura ............................................................... 14 1.5.1 Partes del cordón de soldadura ................................................. 14 1.5.2 Clasificación de los cordones de soldadura ............................. 15
1.5.3 Ejemplos de soldaduras a tope .................................................. 16
1.5.4 Ejemplos de soldaduras en ángulo............................................ 17 1.5.5 Clasificación de los cordones de soldadura respecto al esfuerzo 18
1.5.6 Clasificación de los cordones de soldadura según su posición durante la posición de soldeo ....................................................................... 19
1.5.7 Recomendaciones para la ejecución de cordones de soldadura19
1.5.8 Soldaduras de cordones múltiples ............................................ 24 1.5.9 Soldaduras continuas ................................................................. 24
1.6 Uniones planas con soldaduras cruzadas ................................ 25 1.7 Uniones en ángulo con soldaduras cruzadas ........................... 26 Capítulo II Técnicas de inspecciones no destructivas ............................... 27
2.1 Ámbito de la aplicación de inspecciones no destructivas ...... 27 2.1.2 Técnicas utilizadas para la estimación del mantenimiento predictivo 27 2.2 Organización para el mantenimiento predictivo. ...................... 27 2.3 Metodología de las inspecciones ............................................... 28 2.4 Análisis Mantenimiento Predictivo ............................................ 29 2.5 Ensayos no destructivos. ........................................................... 30
2.5.1 Instrumentos ópticos .................................................................. 30 2.5.2 Líquidos penetrantes .................................................................. 31
CONTROL DE SOLDADURAS
Página 4
2.5.3 Ensayos con Rayos X (Radiografías) ........................................ 33 2.5.5 Ensayos por ultrasonido ............................................................. 41 2.5.6 Réplicas Metalográficas .............................................................. 54 2.5.7 Partículas Magnéticas ................................................................. 61
CONTROL DE SOLDADURAS
1
Introducción Este MANUAL está dirigido a los supervisores que en su quehacer deban certificar trabajos de soldadura, su objetivo es ayudar a recordar, actualizar y reforzar los conocimientos ya adquirido. Sin lugar a dudas el buen desempeño laboral se logra en la medida que se consigue compatibilizar eficientemente el conocimiento con el cargo que tienen que desempeñar, de modo de relacionar lo teórico con lo práctico en el quehacer del trabajador. De esta manera las empresas podrán asegurarse que su personal logre ser competente a través de la capacitación, certificación y aptitud frente a la competencia, de manera de detectar, evaluar y resolver los problemas técnicos y de manejar los riesgos antes y durante la realización de su trabajo.
CONTROL DE SOLDADURAS
2
Capítulo I Procedimientos de soldaduras 1.1 Introducción Los procedimientos de soldaduras más empleados industrialmente son aquellos donde la fuente de calor tiene su origen en un arco eléctrico. La soldadura por arco eléctrico se basa en someter a dos conductores que están en contacto a una diferencia de potencial, por lo que termina estableciéndose una corriente eléctrica entre ambos. Si posteriormente se separan ambas piezas, se provoca una chispa que va a ionizar el aire circundante, permitiendo el paso de corriente a través del aire, aunque las piezas no estén en contacto. Los motivos principales de utilizar el establecimiento de un arco eléctrico son:
Genera una concentración de calor en una zona muy delimitada;
Se alcanzan temperaturas muy elevadas (> 5.000 ºC);
Se puede establecer en atmósferas artificiales;
Permite la posibilidad de establecerse en forma visible (arco descubierto) o invisible (arco sumergido o encubierto);
Permite la posibilidad de establecerse de diversas formas, estableciendo diferentes métodos de soldeo según el caso (entre la pieza y un electrodo fusible, entre la pieza y un electrodo no fusible, entre dos electrodos fusibles o no fusibles, entre las propias piezas a unir).
Existen una gran variedad de procedimientos de soldadura, donde la base de la fuente de calor es el arco eléctrico. Todos estos procedimientos se pueden agrupar en dos grandes grupos, por arco descubierto y por arco encubierto. A continuación se enumeran los distintos procedimientos agrupados en cada grupo:
Arco descubierto:
Soldadura por arco manual con electrodos revestidos.
Soldadura bajo gas protector con electrodo no fusible (TIG, TIG Orbital, Plasma).
Soldadura bajo gas protector con electrodo fusible (MIG, MAG, Oscilador, Electrogás).
- Arco encubierto:
Soldadura por arco sumergido;
Soldadura por electroescoria (este procedimiento, aunque en realidad es un procedimiento de soldadura por resistencia, el comienzo del proceso se realiza mediante un arco eléctrico).

CONTROL DE SOLDADURAS
3
Prácticamente, para el caso de la soldadura por arco eléctrico, su aplicación acapara todo el sector industrial, debido a las opciones que presentan tanto su automatización como su gran productividad. 1.2 Evolución histórica
La soldadura con arco, tal como hoy se entiende, se inició en Suecia a principios de siglo, cuando Kjellber inventó el electrodo revestido. Hasta entonces los electrodos se fabricaban con varillas de acero extra suave simplemente. En estas condiciones, el metal fundido, sin protección alguna, reacciona libremente con el oxígeno y el nitrógeno del aire, convirtiéndose al enfriar en un metal frágil. La idea de Kjellber consistió en recubrir los electrodos con una pasta de polvo y aglomerante, de forma que al fundir se forme una escoria protectora, que impida el acceso del aire al baño de metal fundido. Se inicia así el proceso de dotar de un recubrimiento a los electrodos que proporcione mejores características y aspecto final al cordón de soldadura. El recubrimiento de los electrodos está constituido generalmente por óxidos minerales, carbonatos, silicatos o diversos compuestos orgánicos. Además del efecto protector del material fundido, el revestimiento proporciona estas otras ventajas.
Al ser menos fusible que el metal del electrodo, forma una especie de vaina alrededor del arco, que facilita su dirección y evita la formación de arcos secundarios. También se ioniza mejor el aire que rodea la zona a soldar.
Permite realizar las llamadas soldaduras de gran penetración gracias a que se puede utilizar más intensidad de corriente con ciertos tipos de electrodos, llamados electrodos de gran penetración, aumentando la zona fundida y evitando con esto el que tengamos que preparar los bordes de algunas piezas.
Gracias a la protección de la escoria fundida, el enfriamiento de la soldadura se hace con mayor lentitud, evitando tensiones internas.
A continuación se resume otros hitos que también merecen ser recordados y que fueron concluyentes en el avance, en general de la técnica de soldar bajo gas protector, hasta nuestros días:
1.919: se llevan a cabo las primeras investigaciones sobre el uso de gases de protección en los procesos de soldeo. Estas investigaciones versaron principalmente sobre los dos grandes grupos de gases, a saber, inertes (caso del Helio y Argón) o activos (CO2). No obstante, el empleo de este último tipo inducía a la aparición de proyecciones y poros en el cordón una vez solidificado; pero por otro lado, el poder
CONTROL DE SOLDADURAS
4
calorífico alcanzado por el arco bajo un gas activo es muy superior al alcanzado empleando un gas noble;
1.924: es el año donde aparece la primera patente TIG registrada por los americanos Devers y Hobard;
1.948: es el año donde comienza a emplearse gas inerte con electrodo consumible, dando lugar a lo que más tarde será conocido como procedimiento MIG. Este tipo de procedimiento tenía el inconveniente que era poco el grado de penetración que se alcanzaba en los aceros.
1.3 Definiciones básicas
Para comprender la soldadura hay que familiarizarse con algunos términos que se usan en la industria. La American Welding Society (AWS) proporciona la mayoría de las definiciones en la especificación AWS.
La operación de soldar es un proceso de unión de materiales que produce su coalescencia calentándolos a temperatura de fusión, con o sin aplicación de presión, o por medio de la aplicación de presión solamente y con o sin el uso de material de aporte, el cual se usa en trabajos de soldadura. La coalescencia significa adherirse uno a otro o adherir a un cuerpo los materiales que se sueldan. El ensamble soldado es un conjunto de partes unidas con soldadura, y puede hacerse a partir de muchos o de pocas partes metálicas. La unión en soldadura se define: “la unión de los miembros o de las orillas de los miembros que se van a unir o que han sido unidos”. 1.4 Estudio del arco eléctrico El arco eléctrico que se produce en todo proceso de soldadura se define como la corriente eléctrica que se establece a través del aire ionizado gracias a la diferencia de potencial inducida entre las partes (entre electrodo y pieza, o entre piezas a soldar). El arco eléctrico que se establece típicamente en los procesos de soldadura supone una descarga eléctrica en todo caso, que se caracteriza por su elevada intensidad de corriente (10-2000 A), bajo potencial o voltaje que se emplea (25-50 V), y su gran brillo y aporte de calor.
CONTROL DE SOLDADURAS
5
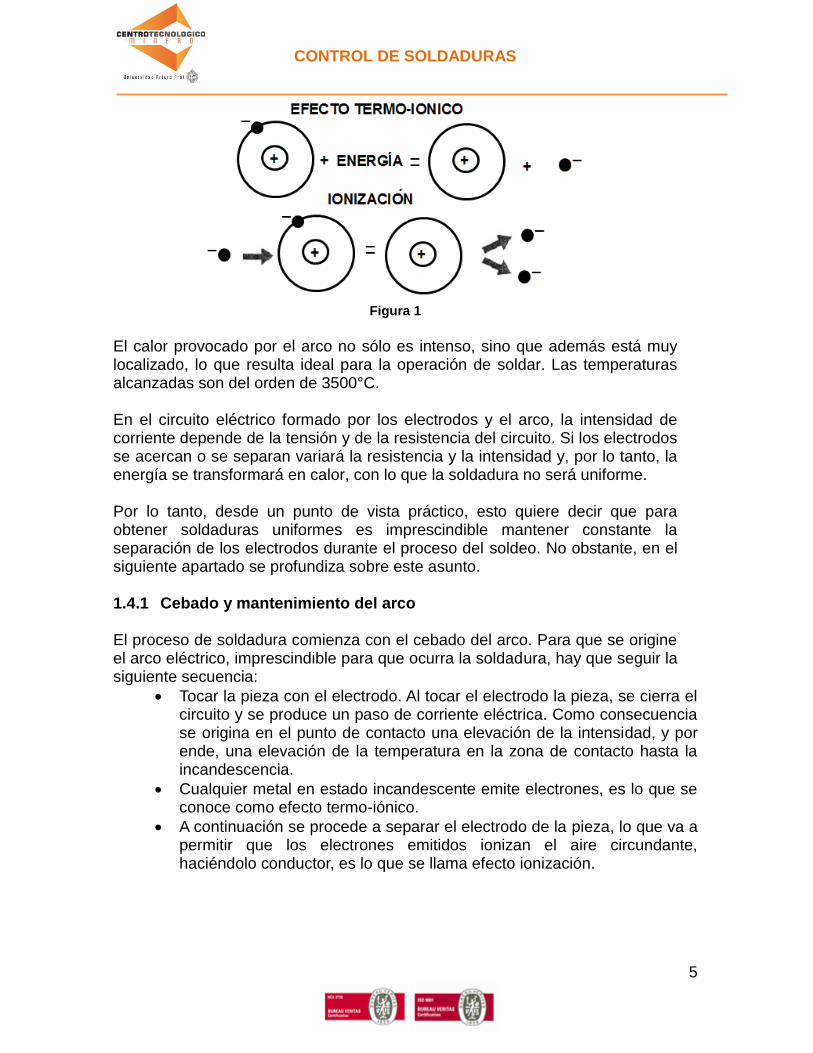
Figura 1
El calor provocado por el arco no sólo es intenso, sino que además está muy localizado, lo que resulta ideal para la operación de soldar. Las temperaturas alcanzadas son del orden de 3500°C. En el circuito eléctrico formado por los electrodos y el arco, la intensidad de corriente depende de la tensión y de la resistencia del circuito. Si los electrodos se acercan o se separan variará la resistencia y la intensidad y, por lo tanto, la energía se transformará en calor, con lo que la soldadura no será uniforme. Por lo tanto, desde un punto de vista práctico, esto quiere decir que para obtener soldaduras uniformes es imprescindible mantener constante la separación de los electrodos durante el proceso del soldeo. No obstante, en el siguiente apartado se profundiza sobre este asunto. 1.4.1 Cebado y mantenimiento del arco El proceso de soldadura comienza con el cebado del arco. Para que se origine el arco eléctrico, imprescindible para que ocurra la soldadura, hay que seguir la siguiente secuencia:
Tocar la pieza con el electrodo. Al tocar el electrodo la pieza, se cierra el circuito y se produce un paso de corriente eléctrica. Como consecuencia se origina en el punto de contacto una elevación de la intensidad, y por ende, una elevación de la temperatura en la zona de contacto hasta la incandescencia.
Cualquier metal en estado incandescente emite electrones, es lo que se conoce como efecto termo-iónico.
A continuación se procede a separar el electrodo de la pieza, lo que va a permitir que los electrones emitidos ionizan el aire circundante, haciéndolo conductor, es lo que se llama efecto ionización.

CONTROL DE SOLDADURAS
6
Figura 2
Una vez establecido el arco, éste se logra mantener debido a una serie de factores que coinciden en el proceso. Por un lado, los electrones que se emiten por el metal incandescente son atraídos por la pieza que hace de ánodo (en caso de C.C. polaridad directa, es la pieza a soldar). Estos electrones debido a la velocidad que adquieren poseen una gran energía cinética. Por otro lado, los iones, átomos cargados con carga positiva (+), resultado de la ionización del aire son atraídos por el cátodo (en caso de C.C. polaridad directa, es el electrodo). El consiguiente choque de los iones sobre el cátodo, origina un aumento de la temperatura del cátodo, y por efecto termoiónico producen la emisión de más electrones que se dirigen hacia el ánodo, por lo que se mantiene el arco, y de paso, vuelven a ionizar más átomos del aire, cerrándose así el proceso. La elevada energía cinética de los electrones debido a su alta velocidad, produce que la temperatura que se alcanza en el ánodo (TA) sea mayor que la originada en la pieza que actúa como cátodo (TC)
TC < TA
TA - TC ~ 600 ºC
TA > 4000 ºC Lo expuesto anteriormente tiene validez para el caso de uso de corriente continua. No obstante, la corriente alterna también se puede utilizar en algunos procesos para establecer el arco eléctrico, aunque su estabilidad va a ser menor. La corriente continua permite una selección más amplia de electrodos y escalas de corriente con arco más estable, por lo que suele preferirse para trabajos en posiciones difíciles y chapas finas. Con corriente continua, los dos tercios del calor los proporciona el polo positivo y el tercio restante el polo negativo. Los electrodos de fusión difícil, como los electrodos básicos, se funden mejor conectándolos al polo positivo. Lo más habitual para la soldadura por arco es emplear corriente continua con polaridad directa (C.C.P.D.)
CONTROL DE SOLDADURAS
7
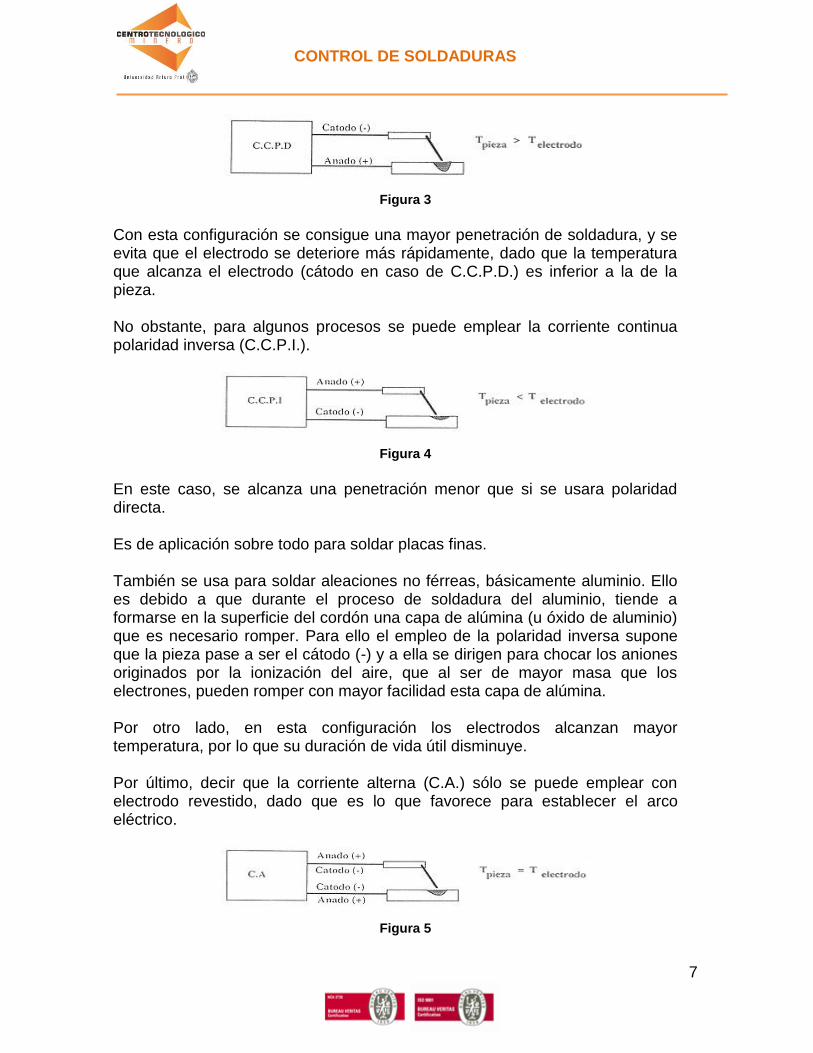
Figura 3
Con esta configuración se consigue una mayor penetración de soldadura, y se evita que el electrodo se deteriore más rápidamente, dado que la temperatura que alcanza el electrodo (cátodo en caso de C.C.P.D.) es inferior a la de la pieza. No obstante, para algunos procesos se puede emplear la corriente continua polaridad inversa (C.C.P.I.).
Figura 4
En este caso, se alcanza una penetración menor que si se usara polaridad directa. Es de aplicación sobre todo para soldar placas finas. También se usa para soldar aleaciones no férreas, básicamente aluminio. Ello es debido a que durante el proceso de soldadura del aluminio, tiende a formarse en la superficie del cordón una capa de alúmina (u óxido de aluminio) que es necesario romper. Para ello el empleo de la polaridad inversa supone que la pieza pase a ser el cátodo (-) y a ella se dirigen para chocar los aniones originados por la ionización del aire, que al ser de mayor masa que los electrones, pueden romper con mayor facilidad esta capa de alúmina. Por otro lado, en esta configuración los electrodos alcanzan mayor temperatura, por lo que su duración de vida útil disminuye. Por último, decir que la corriente alterna (C.A.) sólo se puede emplear con electrodo revestido, dado que es lo que favorece para establecer el arco eléctrico.
Figura 5

CONTROL DE SOLDADURAS
8
Empleando C.A. se consiguen valores intermedios de penetración y deformaciones. Su uso es también idóneo para procesos de soldeo con electrodo no fusible (TIG) para soldadura de aluminio (Al). La corriente alterna consume menos energía y produce menos salpicaduras. También los transformadores requieren menos mantenimiento que las dinamos. La corriente alterna también se usa donde hay problemas de soplo del arco y en trabajos de soldadura en posición plana con chapas gruesas. 1.4.2 Régimen eléctrico del arco Una vez establecido el arco eléctrico, y siendo éste estable, la tensión o diferencia de potencial existente entre electrodo y pieza es suma de las tres caídas de tensión siguientes:
Caída de tensión catódica (Vc)
Caída de tensión en la columna del arco (Vo)
Caída de tensión anódica (Va) Tanto las caídas de tensión catódica y anódica dependen del tipo de electrodo, mientras que la caída de tensión en el arco va a depender también de la intensidad de corriente que circula a su través y de la distancia entre electrodo y pieza.
Figura 6
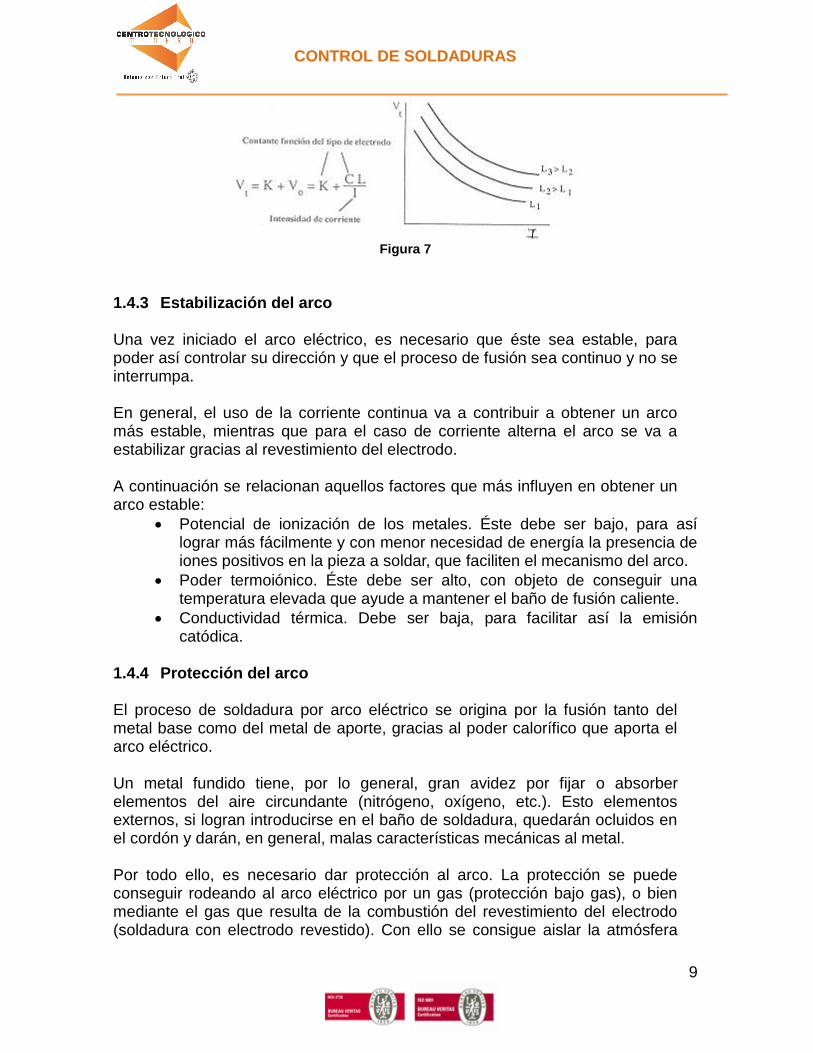
Vt= Vc + Vo + Va
Valores normales de Vt se sitúa entre 20-60 Voltios.
Como ya se ha dicho, Vc y Va son constantes (K) función del tipo de electrodo, mientras que Vo es función del electrodo, de la longitud de arco (L) y de la intensidad de corriente (I).
CONTROL DE SOLDADURAS
9
Figura 7
1.4.3 Estabilización del arco Una vez iniciado el arco eléctrico, es necesario que éste sea estable, para poder así controlar su dirección y que el proceso de fusión sea continuo y no se interrumpa. En general, el uso de la corriente continua va a contribuir a obtener un arco más estable, mientras que para el caso de corriente alterna el arco se va a estabilizar gracias al revestimiento del electrodo. A continuación se relacionan aquellos factores que más influyen en obtener un arco estable:
Potencial de ionización de los metales. Éste debe ser bajo, para así lograr más fácilmente y con menor necesidad de energía la presencia de iones positivos en la pieza a soldar, que faciliten el mecanismo del arco.
Poder termoiónico. Éste debe ser alto, con objeto de conseguir una temperatura elevada que ayude a mantener el baño de fusión caliente.
Conductividad térmica. Debe ser baja, para facilitar así la emisión catódica.
1.4.4 Protección del arco El proceso de soldadura por arco eléctrico se origina por la fusión tanto del metal base como del metal de aporte, gracias al poder calorífico que aporta el arco eléctrico. Un metal fundido tiene, por lo general, gran avidez por fijar o absorber elementos del aire circundante (nitrógeno, oxígeno, etc.). Esto elementos externos, si logran introducirse en el baño de soldadura, quedarán ocluidos en el cordón y darán, en general, malas características mecánicas al metal. Por todo ello, es necesario dar protección al arco. La protección se puede conseguir rodeando al arco eléctrico por un gas (protección bajo gas), o bien mediante el gas que resulta de la combustión del revestimiento del electrodo (soldadura con electrodo revestido). Con ello se consigue aislar la atmósfera
CONTROL DE SOLDADURAS
10
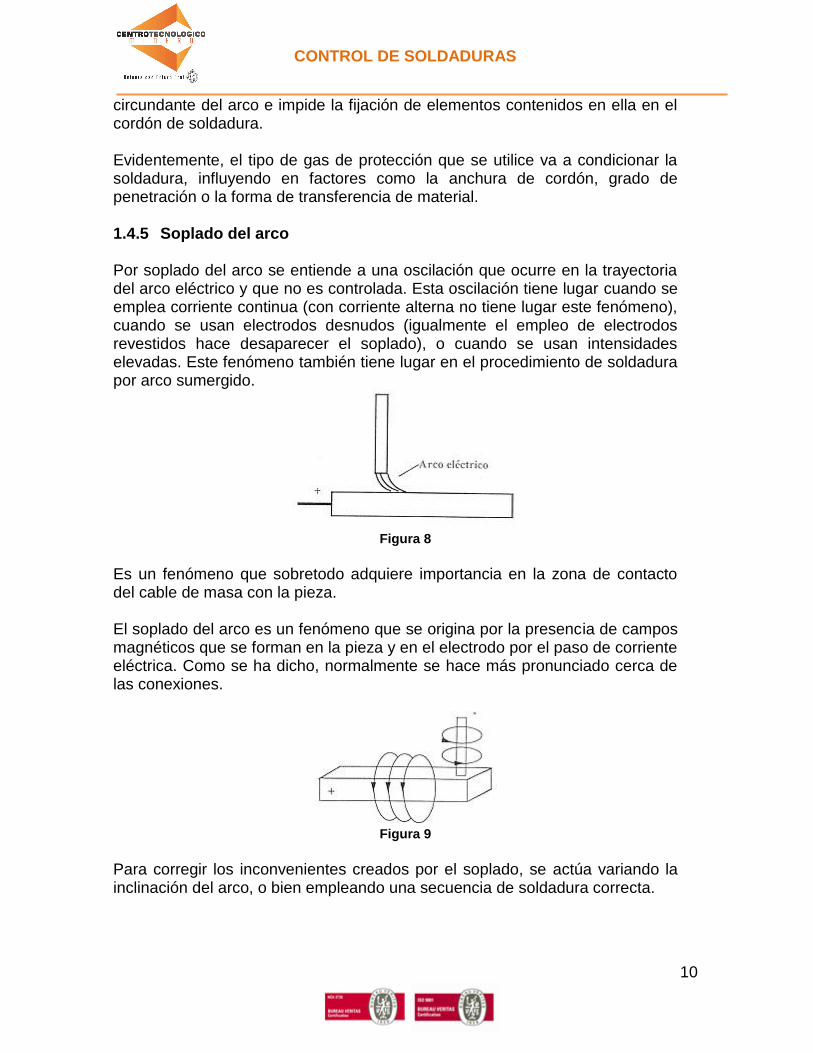
circundante del arco e impide la fijación de elementos contenidos en ella en el cordón de soldadura. Evidentemente, el tipo de gas de protección que se utilice va a condicionar la soldadura, influyendo en factores como la anchura de cordón, grado de penetración o la forma de transferencia de material. 1.4.5 Soplado del arco Por soplado del arco se entiende a una oscilación que ocurre en la trayectoria del arco eléctrico y que no es controlada. Esta oscilación tiene lugar cuando se emplea corriente continua (con corriente alterna no tiene lugar este fenómeno), cuando se usan electrodos desnudos (igualmente el empleo de electrodos revestidos hace desaparecer el soplado), o cuando se usan intensidades elevadas. Este fenómeno también tiene lugar en el procedimiento de soldadura por arco sumergido.
Figura 8
Es un fenómeno que sobretodo adquiere importancia en la zona de contacto del cable de masa con la pieza. El soplado del arco es un fenómeno que se origina por la presencia de campos magnéticos que se forman en la pieza y en el electrodo por el paso de corriente eléctrica. Como se ha dicho, normalmente se hace más pronunciado cerca de las conexiones.
Figura 9
Para corregir los inconvenientes creados por el soplado, se actúa variando la inclinación del arco, o bien empleando una secuencia de soldadura correcta.

CONTROL DE SOLDADURAS
11
1.4.6 Transferencia de material En aquellos procedimientos en los que el electrodo es fusible, se conoce por transferencia de material al paso de metal de aporte desde el electrodo a la pieza. Este sentido de transferencia va a ser siempre el mismo, es decir, que se va a producir desde el electrodo a la pieza, independientemente de la posición relativa de ambos.
Figura 10
Ello es debido porque además de las fuerzas gravitatorias actúan otros tipos de fuerzas, las electromagnéticas por ejemplo, que son de un orden superior. Este tipo de fuerzas tienen poca influencia sobre los cuerpos rígidos, pero sí sobre el metal fundido. De hecho pueden originar que la gota fundida pueda sufrir una estricción (efecto pinch), que origina un alargamiento de la misma, pudiendo hacer que la gota entre en contacto con el baño y electrodo al mismo tiempo. En este caso, es la tensión superficial del baño la que hace que la gota de metal fundido pase definitivamente al baño.
Figura 11
A continuación se enumeran los distintos tipos de fuerzas que intervienen en el proceso de transferencia de material en soldadura.
Electromagnéticas
Tensión superficial
Hidrodinámicas
Gravitatorias Dependiendo de la magnitud de cada una de las anteriores fuerzas que intervienen, se producirán distintas formas de transferencia:

CONTROL DE SOLDADURAS
12
1.4.6.1 Transferencia por vuelo libre En este tipo el paso de material del electrodo a la pieza se realiza a través de gotas que se forman en el extremo del electrodo, desprendiéndose y trasladándose por la columna del arco hasta que llegan a sumergirse en el baño de fusión. 1.4.6.2 Transferencia gravitacional Es la forma más normal de transferencia para aquellas soldaduras realizadas en posición horizontal. En este caso las gotas se desprenden del electrodo por la acción de la gravedad fundamentalmente.
Figura 12
Este tipo de transferencia suelen originar salpicaduras alrededor del cordón. Estos puntos de salpicaduras son núcleos de naturaleza frágil del material, debido a que la gota de material al entrar en contacto con la chapa directamente se produce un enfriamiento brusco de la misma, que termina fragilizando. 1.4.6.3 Proyectado, transferencia por spray o llovizna Este tipo de transferencia de material es típico de los procedimientos MIG-MAG, cuando se utilice como gas de protección Argón (Ar) y bajo determinados valores de intensidad y voltaje (elevados >28V).
Figura 13
En este caso, las fuerzas electromagnéticas sí son importantes, y son el origen que va a imprimir una aceleración inicial a la gota que la hace proyectar sobre el baño. La acción de la gravedad en esta ocasión ocupa un segundo plano.

CONTROL DE SOLDADURAS
13
1.4.6.4 De rechazo Este caso no es deseable que se origine. La gota es impulsada fuera de la columna del arco debido a las fuerzas electromagnéticas, por lo que queda alejada del baño. Suele darse cuando se utilizan arcos demasiado largos, o también cuando se emplea la configuración de corriente continua polaridad directa (C.C.P.D.) para los procesos MIG-MAG.
Figura 14
1.4.6.5 Transferencia por cortocircuito Para esta forma de transferencia la gota de metal fundido contacta entre electrodo y pieza antes de depositarse en el baño. El equipo de soldeo debe estar acondicionado para trabajar en estas condiciones de cortocircuitos sucesivos.
Figura 15
En este caso es muy habitual que se produzca el llamado efecto pinch en la gota antes de depositarse. Este modo de transferencia es el deseado para los casos de soldadura en techo en cornisa. En general, que se produzca un modo u otro en la transferencia de material dependerá de las fuerzas que intervengan y cuál de ellas sea la predominante. Por otro lado, son los valores que tomen los diferentes parámetros de soldeo los que van a condicionar qué tipo de fuerza va a caracterizar el proceso. Básicamente el tipo de transferencia que se produzca va a depender de:
El diámetro del electrodo;
La densidad del material;
La gravedad;
La fuerza de capilaridad en el baño;
La intensidad de corriente que se emplee;
El tipo de protección empleado: con electrodo revestido se producirá generalmente transferencia por vuelo libre o en cortocircuito, empleando CO2 cortocircuito, con Ar en spray o en cortocircuito…

CONTROL DE SOLDADURAS
14
A continuación se expone una tabla resumen:
Proceso Intensidad Longitud arco Modo de Transf.
Electrodos revestidos
Normal Normal Vuelo libre
Cortocircuito
MIG
Baja Largo Gravitacional
Alta Corto Cortocircuito
Alta Normal Proyectado
MAG (CO2) Todas Largo De rechazo (CCPD)
Corto Cortocircuito
1.5 El cordón de soldadura Descripción En todo cordón de soldadura se pueden distinguir las siguientes partes que se representan en la figura siguiente:
Figura 16
1.5.1 Partes del cordón de soldadura Zona de soldadura: Es la parte central del cordón, que está formada fundamentalmente por el metal de aportación.
Zona de penetración: Es la parte de las piezas que ha sido fundida por los electrodos. La mayor o menor profundidad de esta zona define la penetración

CONTROL DE SOLDADURAS
15
de la soldadura. Una soldadura de poca penetración es una soldadura generalmente defectuosa. Zona de transición: Es la más próxima a la zona de penetración. Esta zona, aunque no ha sufrido la fusión, sí ha soportado altas temperaturas, que la han proporcionado un tratamiento térmico con posibles consecuencias desfavorables, provocando tensiones internas. Las dimensiones fundamentales que sirven para determinar un cordón de soldadura son la garganta y la longitud. La garganta (a) es la altura del máximo triángulo isósceles cuyos lados iguales están contenidos en las caras de las dos piezas a unir y es inscribible en la sección transversal de la soldadura. Por otro lado, se llama longitud eficaz (Leficaz) a la longitud real de la soldadura menos los cráteres extremos. Se suele admite que la longitud de cada cráter es igual a la garganta.
Figura 17
1.5.2 Clasificación de los cordones de soldadura Los cordones de soldadura se pueden clasificar según los siguientes criterios:
Por la posición geométrica de las piezas a unir:
Soldaduras a tope;
Soldaduras en ángulo;

CONTROL DE SOLDADURAS
16
Por la posición del cordón de soldadura respecto al esfuerzo:
Cordón frontal;
Cordón lateral;
Cordón oblicuo; Por la posición del cordón de soldadura durante la operación de soldeo:
Cordón plano (se designa con H);
Cordón horizontal u horizontal en ángulo (se designa por C);
Cordón vertical (se designa con V);
Cordón en techo o en techo y en ángulo (se designa con T); A continuación, se muestra una serie de figuras representativas de los tipos anteriormente definidos. 1.5.3 Ejemplos de soldaduras a tope
Figura 18
Figura 19

CONTROL DE SOLDADURAS
17
Figura 20
1.5.4 Ejemplos de soldaduras en ángulo
Figura 21
Figura 22

CONTROL DE SOLDADURAS
18
Figura 23
Figura 24
1.5.5 Clasificación de los cordones de soldadura respecto al esfuerzo
Figura 25

CONTROL DE SOLDADURAS
19
1.5.6 Clasificación de los cordones de soldadura según su posición durante la posición de soldeo
Figura 26
1.5.7 Recomendaciones para la ejecución de cordones de soldadura A continuación se exponen una serie de recomendaciones a la hora de ejecutar las uniones soldadas, a fin de garantizar una calidad aceptable en la ejecución de las mismas. Soldaduras a tope:
Deben ser continuas en toda la longitud y de penetración completa.
Deben sanearse la raíz antes de depositar el primer cordón de la cara posterior o el cordón de cierre.
Cuando no sea posible el acceso por la cara posterior debe conseguirse penetración completa.
Cuando se unan piezas de distinta sección se debe adelgazar la mayor con pendientes inferiores al 25%.
Figura 27

CONTROL DE SOLDADURAS
20
Soldaduras en ángulo La garganta de una soldadura en ángulo que une dos perfiles de espesores e1≤e2 no debe sobrepasar el valor máximo que se indica en la Tabla que se adjunta con los valores límite de la garganta para una soldadura en ángulo. Este valor se corresponde al valor e1 y no debe ser menor que el mínimo correspondiente al espesor e2, y siempre que este valor mínimo no sea mayor que el valor máximo para e1.
Figura 28
La longitud eficaz l de una soldadura lateral en ángulo con esfuerzo axial deberá estar comprendida entre los valores siguientes:
Como valor mínimo: l ≥ 15 x a, o bien, l ≥ b
Como valor máximo: l ≤ 60 x a, o bien, l ≤ 12 x b
Figura 29

CONTROL DE SOLDADURAS
21
A continuación se exponen los valores límites de la garganta de una soldadura en ángulo en función de los espesores de las piezas a unir:
Valores límite de la garganta de una soldadura en ángulo
Espesor de la pieza (mm.)
Garganta, a
Valor máximo (mm.) Valor mínimo (mm.)
4.0-4.2 2.5 2.5
4.3-4.9 3 2.5
5.0-5.6 3.5 2.5
5.7-6.3 4 2.5
6.4-7.0 4.5 2.5
7.1-7.7 5 3
7.8-8.4 5.5 3
8.5-9.1 6 3.5
9.2-9.9 6.5 3.5
10.0-10.6 7 4
10.7-11.3 7.5 4
11.4-12.0 8 4
12.1-12.7 8.5 4.5
12.8-13.4 9 4.5
13.5-14.1 9.5 5
14.2-15.5 10 5
15.6-16.9 11 5.5
17.0-18.3 12 5.5
18.4-19.7 13 6
19.8-21.2 14 6
21.3-22.6 15 6.5

CONTROL DE SOLDADURAS
22
22.7-24.0 16 6.5
24.1-25.4 17 7
25.5-26.8 18 7
26.9-28.2 19 7.5
28.3-31.1 20 7.5
31.2-33.9 22 8
34.0-36.0 24 8
Exceptuando los casos de uniones sometidas a cargas dinámicas, o estructuras expuestas a la intemperie o ambientes agresivos, o temperaturas inferiores a 0°C, o bien en uniones estancas, las uniones longitudinales de dos piezas podrán realizarse mediante soldaduras discontinuas. En este caso, la ejecución de las uniones discontinuas pueden ser correspondientes o alternadas. En estos casos, los valores límites recomendados son los siguientes:
Como valor mínimo: l ≥ 15 x a l ≥ 40 mm
- Como valor máximo:
s ≤ 15 x e, para barras comprimidas s ≤ 25 x e, para barras a tracción s ≤ 300 mm, en todo caso Siendo “e” el espesor mínimo de los perfiles unidos.
CONTROL DE SOLDADURAS
23
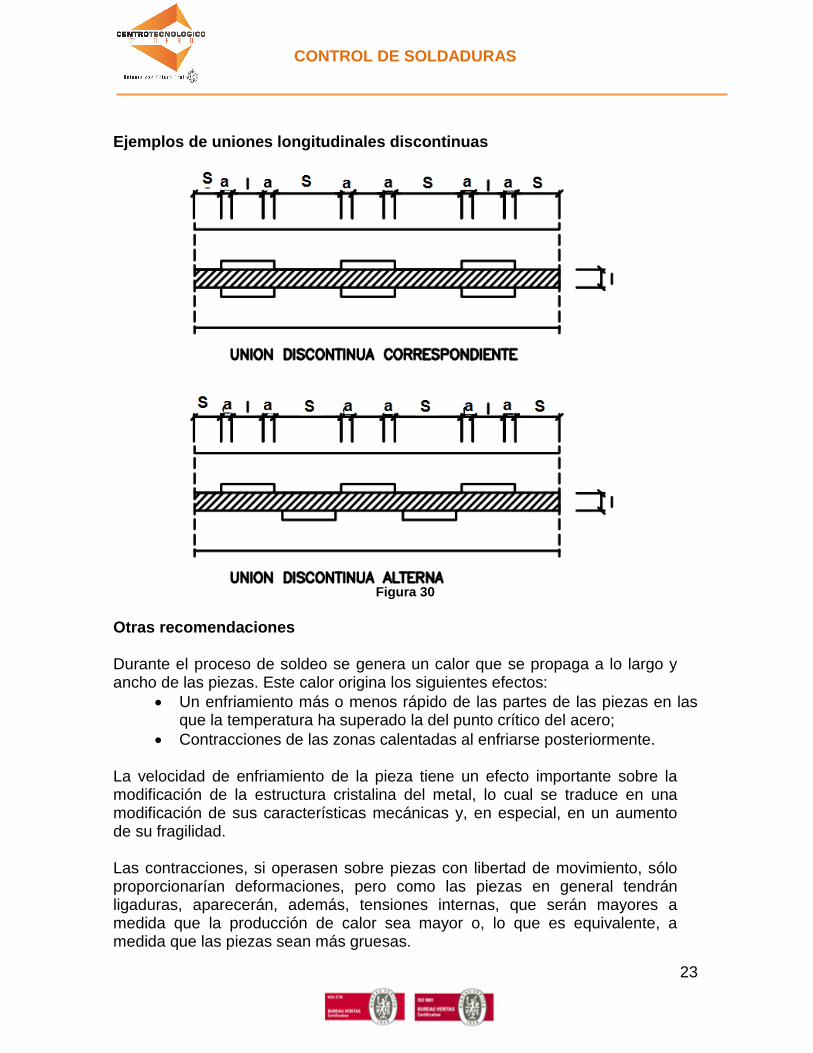
Ejemplos de uniones longitudinales discontinuas
Figura 30
Otras recomendaciones Durante el proceso de soldeo se genera un calor que se propaga a lo largo y ancho de las piezas. Este calor origina los siguientes efectos:
Un enfriamiento más o menos rápido de las partes de las piezas en las que la temperatura ha superado la del punto crítico del acero;
Contracciones de las zonas calentadas al enfriarse posteriormente. La velocidad de enfriamiento de la pieza tiene un efecto importante sobre la modificación de la estructura cristalina del metal, lo cual se traduce en una modificación de sus características mecánicas y, en especial, en un aumento de su fragilidad. Las contracciones, si operasen sobre piezas con libertad de movimiento, sólo proporcionarían deformaciones, pero como las piezas en general tendrán ligaduras, aparecerán, además, tensiones internas, que serán mayores a medida que la producción de calor sea mayor o, lo que es equivalente, a medida que las piezas sean más gruesas.

CONTROL DE SOLDADURAS
24
Las deformaciones que nos aparecen pueden dividirse en deformaciones lineales y deformaciones angulares. Se podrán eliminar estas deformaciones y tensiones internas si se siguen las siguientes indicaciones: 1.5.8 Soldaduras de cordones múltiples En general se recomienda que una soldadura de varios cordones se realice depositando éstos en el orden que aparece en la figura siguiente. El último cordón conviene que sea ancho para que la superficie de la soldadura sea lisa.
Figura 31
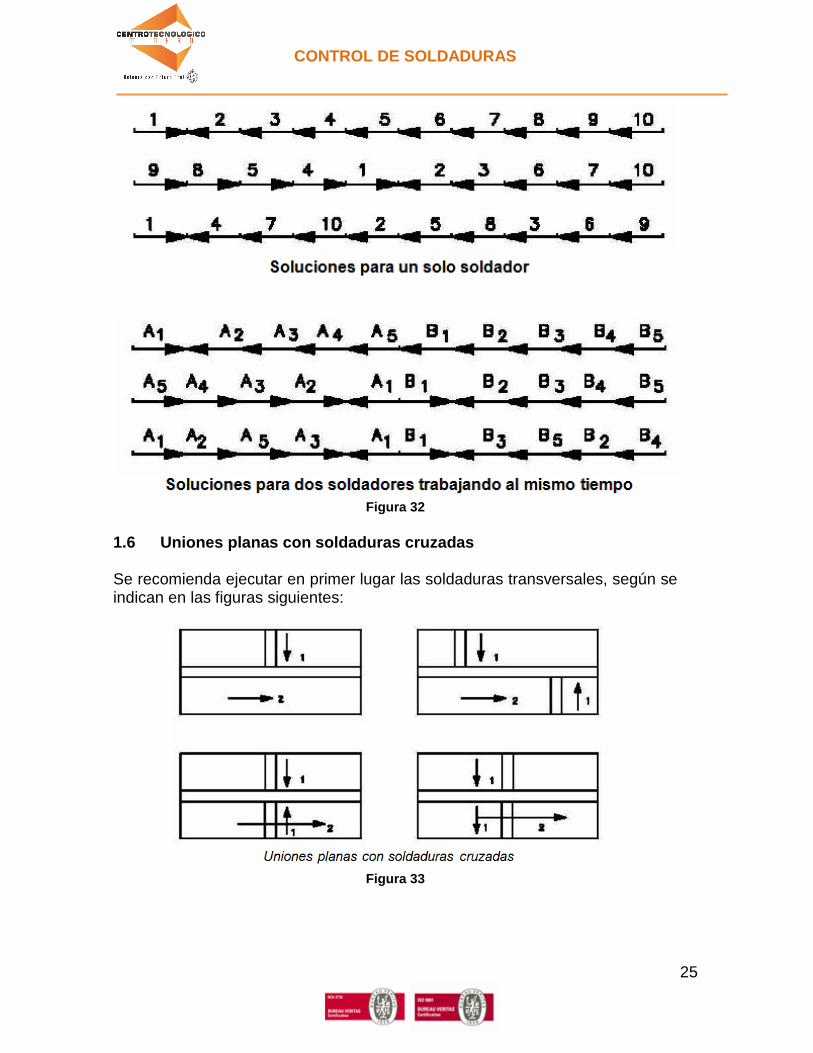
1.5.9 Soldaduras continuas Cuando la longitud de la soldadura no sea superior a 500 mm se recomienda que cada cordón se empiece por un extremo y se siga hasta el otro sin interrupción en la misma dirección. Cuando la longitud está comprendida entre 500 y 1000 mm se recomienda empezar por el centro de cada dirección. Los cordones de soldadura de longitud superior a 1000 mm es conveniente hacerlos en "paso de peregrino", sistema del cual se dan diversas soluciones en las figuras siguientes:
CONTROL DE SOLDADURAS
25
Figura 32
1.6 Uniones planas con soldaduras cruzadas Se recomienda ejecutar en primer lugar las soldaduras transversales, según se indican en las figuras siguientes:
Figura 33

CONTROL DE SOLDADURAS
26
1.7 Uniones en ángulo con soldaduras cruzadas Cuando sólo son dos los cordones que se cruzan, según las figuras siguientes que se adjunta, debe seguirse la disposición que se marca como correcta, ya que aunque parece que la otra disposición evita las tracciones biaxiales, el efecto de entalla es más desfavorable que la propia biaxialidad de tracciones.
Figura 34
Cuando se trata de tres cordones como se indica en las figuras siguientes, el efecto de tracción triaxial y su consecuente peligro de rotura frágil recomienda que se utilice la configuración que se marca como correcta, en lugar de la otra, a pesar del efecto de entalla, aunque la mejor solución siempre será la de evitar la concurrencia de tres cordones en un punto.
Figura 35
CONTROL DE SOLDADURAS
27
Capítulo II Técnicas de inspecciones no destructivas 2.1 Ámbito de la aplicación de inspecciones no destructivas Las inspecciones no destructivas son utilizadas en el mantenimiento predictivo, y para certificar la calidad del mantenimiento correctivo y en la fabricación, construcción y montaje, son técnicas que basadas en los fenómenos físicos y químicos permiten pronosticar el punto futuro de falla de un componente de una máquina, o la calidad de una acción de construcción o montaje de elementos y equipos, de tal forma que el componente inspeccionado pueda reemplazarse, basado en un plan justo antes de que falle o sea puesto en servicio. Así, el tiempo muerto del equipo se minimiza y el tiempo de vida del componente se maximiza. Consiste en determinar en todo instante la condición técnica real de la pieza, máquina examinada, mientras esta se encuentre en pleno funcionamiento, o para certificar antes de poner en marcha, para ello se hace uso de un programa sistemático de mediciones de los parámetros más importantes del equipo. 2.1.2 Técnicas utilizadas para la estimación del mantenimiento predictivo
Analizadores de Fourier (para análisis de vibraciones)
Endoscopia (para poder ver lugares ocultos)
Ensayos no destructivos (a través de líquidos penetrantes, ultrasonido, radiografías, partículas magnéticas, entre otros)
Termovisión (detección de condiciones a través del calor desplegado)
Medición de parámetros de operación (viscosidad, voltaje, corriente, potencia, presión, temperatura, etc.).
2.2 Organización para el mantenimiento predictivo. Esta técnica supone la medición de diversos parámetros que muestren una relación predecible con el ciclo de vida del componente. Algunos ejemplos de dichos parámetros son los siguientes.
Vibración de cojinetes
Temperatura de las conexiones eléctricas
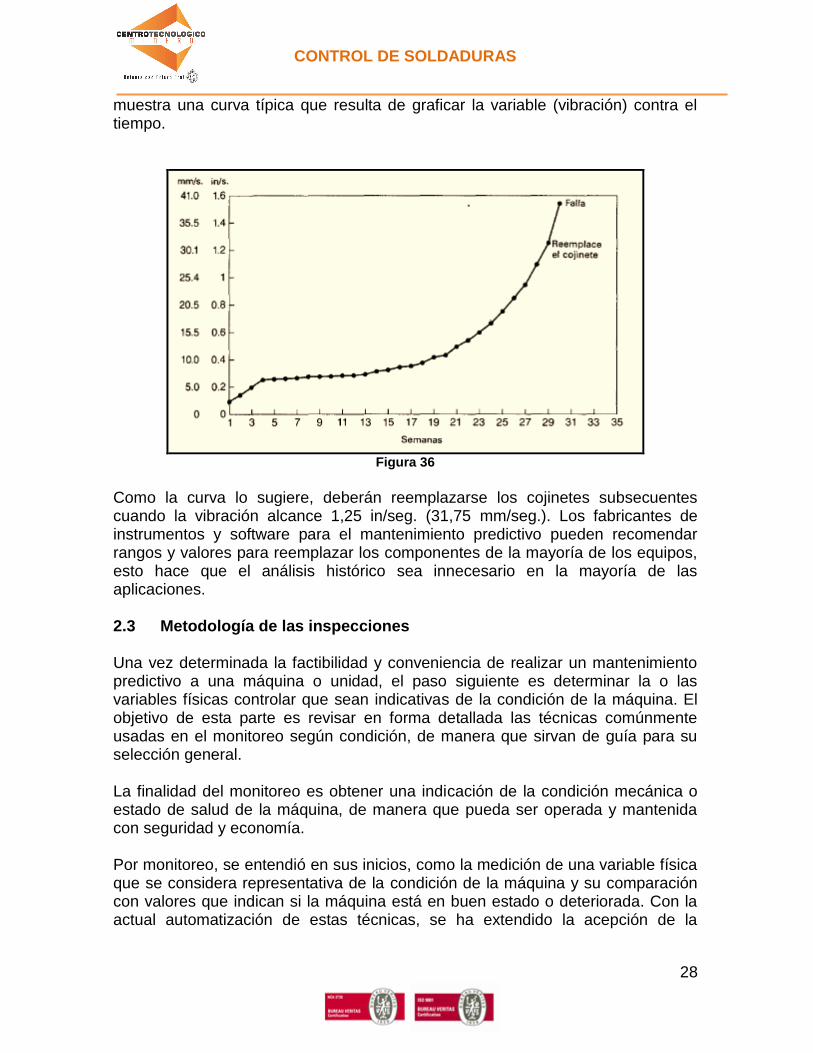
Resistencia del aislamiento de la bobina de un motor El uso del mantenimiento predictivo consiste en establecer, en primer lugar, una perspectiva histórica de la relación entre la variable seleccionada y la vida del componente. Esto se logra mediante la toma de lecturas (por ejemplo la vibración de un cojinete), en intervalos periódicos hasta que el componente falle. La figura
CONTROL DE SOLDADURAS
28
muestra una curva típica que resulta de graficar la variable (vibración) contra el tiempo.
Figura 36
Como la curva lo sugiere, deberán reemplazarse los cojinetes subsecuentes cuando la vibración alcance 1,25 in/seg. (31,75 mm/seg.). Los fabricantes de instrumentos y software para el mantenimiento predictivo pueden recomendar rangos y valores para reemplazar los componentes de la mayoría de los equipos, esto hace que el análisis histórico sea innecesario en la mayoría de las aplicaciones. 2.3 Metodología de las inspecciones Una vez determinada la factibilidad y conveniencia de realizar un mantenimiento predictivo a una máquina o unidad, el paso siguiente es determinar la o las variables físicas controlar que sean indicativas de la condición de la máquina. El objetivo de esta parte es revisar en forma detallada las técnicas comúnmente usadas en el monitoreo según condición, de manera que sirvan de guía para su selección general. La finalidad del monitoreo es obtener una indicación de la condición mecánica o estado de salud de la máquina, de manera que pueda ser operada y mantenida con seguridad y economía. Por monitoreo, se entendió en sus inicios, como la medición de una variable física que se considera representativa de la condición de la máquina y su comparación con valores que indican si la máquina está en buen estado o deteriorada. Con la actual automatización de estas técnicas, se ha extendido la acepción de la

CONTROL DE SOLDADURAS
29
palabra monitoreo también a la adquisición, procesamiento y almacenamiento de datos. De acuerdo a los objetivos que se pretende alcanzar con el monitoreo de la condición de una máquina debe distinguirse entre vigilancia, protección, diagnóstico y pronóstico.
Vigilancia de máquinas. Su objetivo es indicar cuándo existe un problema. Debe distinguir entre condición buena y mala, y si es mala indicar cuán mala es.
Protección de máquinas. Su objetivo es evitar fallas catastróficas. Una máquina está protegida, si cuando los valores que indican su condición llegan a valores considerados peligrosos, la máquina se detiene automáticamente.
Diagnóstico de fallas. Su objetivo es definir cuál es el problema específico.
Pronóstico de vida la esperanza. Su objetivo es estimar cuánto tiempo más podría funcionar la máquina sin riesgo de una falla catastrófica.
Para controlar este riesgo de una falla catastrófica se busca tener el mayor conocimiento del estado actual de la máquina y sus sistemas, para lograr esto último se aplican realizan acciones de mantenimiento predictivo o sintomático, esto mediante técnicas de, vibro análisis, análisis de aceite usado, control de desgastes, inspecciones por ultrasonido etc. 2.4 Análisis Mantenimiento Predictivo La mantención predictiva está basada en el análisis cuantitativo, mientras más conozcamos sobre un equipo en particular, lo haremos trabajar mejor y lograremos prolongar su vida útil, analizando tanto la condición de mantención como su operación y solamente se reemplaza aquellas piezas que necesitan cambiarse. Es un concepto que adquiere mayor relevancia entre las personas que están perfeccionando sus habilidades en mantención. Entre las principales ventajas de la mantención predictiva podemos citar la prolongación de los ciclos de operación; la reducción de inventarios de repuestos; la mejor programación de la mantención; el análisis del estado operacional del equipo si necesidad de detenerlo; la menor cantidad de detenciones del equipo; solamente se realizan trabajos en las piezas que presentan síntomas de deterioro sin alterar el ajuste normal de otros elementos que están en buenas condiciones. Como ventaja principal podemos anotar el aprovechamiento de la vida útil de las piezas.
CONTROL DE SOLDADURAS
30
Entre la desventaja de la mantención predictiva podemos citar la mayor cantidad de trabajo estadístico y de recopilación de informaciones; la necesidad de tener personal más calificado; la calidad de la mantención depende de la calidad del diagnóstico o del diagnosticador y la planificación de los trabajos de mantención se debe revisar frecuentemente. 2.5 Ensayos no destructivos. 2.5.1 Instrumentos ópticos Microscopio y amplificadores
Las inspecciones con los equipos amplificadores que operan con luz de elevada intensidad (algunos cientos de pie - candela) permiten a un mecánico investigar las causas de muchos problemas difíciles.
Los microscopios se fabrican en el margen de 10 a 50, con longitud focal larga (para ver en rebajes profundos) y dos lentes oculares para eliminar la deformación visual. Para realizar una inspección rápida se emplean instrumentos manuales con retículos dimensionados usados ampliamente para una inspección rápida. El cuerpo del microscopio es más grande que el lente del objetivo para permitir que el instrumento pueda apoyarse contra una superficie que está inspeccionándose. Al mover el instrumento se enfoca la superficie.
Los amplificadores están limitados hasta 6. Una amplificación mayor tiene distorsión del borde y longitud focal muy corta, lo que exige que el lente se coloque muy cerca de la superficie. Los amplificadores varían desde instrumentos de bolsillo hasta lentes integrados con retículos dimensionados con una lámpara para facilitar la lectura en áreas oscuras. Ambos instrumentos se usan para ubicar trazas de fugas en la superficie de las válvulas en equipos de hidráulicas y de refrigeración; para encontrar grietas del espesor de un cabello en soldadura o fundiciones donde se sospecha que hayan fugas o fallas; para comprobar los orificios de inyectores diesel o en las boquillas de los quemadores. Los microscopios son especialmente empleados para determinar el origen de contaminantes (empaquetaduras, sellos, pinturas, partículas metálicas) en los fluidos de sistemas hidráulicos.
CONTROL DE SOLDADURAS
31
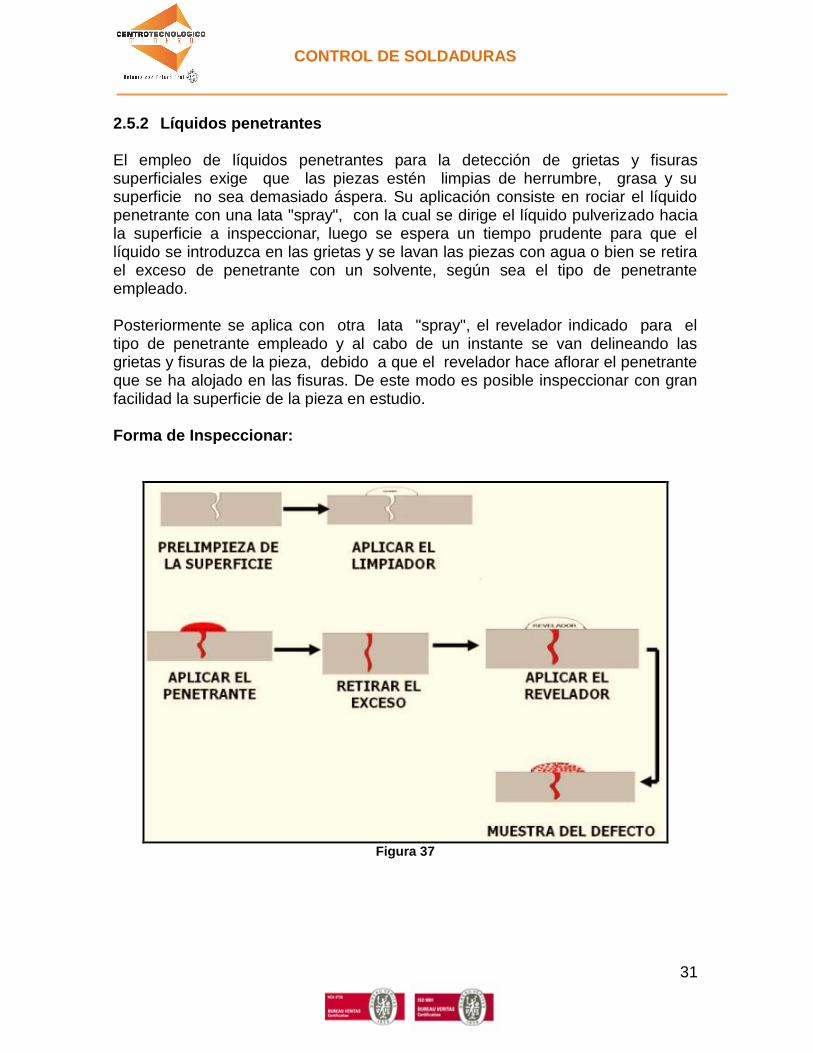
2.5.2 Líquidos penetrantes El empleo de líquidos penetrantes para la detección de grietas y fisuras superficiales exige que las piezas estén limpias de herrumbre, grasa y su superficie no sea demasiado áspera. Su aplicación consiste en rociar el líquido penetrante con una lata "spray", con la cual se dirige el líquido pulverizado hacia la superficie a inspeccionar, luego se espera un tiempo prudente para que el líquido se introduzca en las grietas y se lavan las piezas con agua o bien se retira el exceso de penetrante con un solvente, según sea el tipo de penetrante empleado. Posteriormente se aplica con otra lata "spray", el revelador indicado para el tipo de penetrante empleado y al cabo de un instante se van delineando las grietas y fisuras de la pieza, debido a que el revelador hace aflorar el penetrante que se ha alojado en las fisuras. De este modo es posible inspeccionar con gran facilidad la superficie de la pieza en estudio. Forma de Inspeccionar:
Figura 37
CONTROL DE SOLDADURAS
32
Instrumentos y Materiales Necesarios
Los materiales necesarios son esencialmente latas "Spray" de líquidos penetrantes y reveladores. Los líquidos penetrantes pueden ser de varios colores, fosforescentes o bien sensibles a algún tipo de luz (ultravioleta, negra, etc.) y dependiendo del tipo de penetrante empleado su remoción podrá efectuarse con solventes apropiados o bien si éste lo indica podrá ser removido simplemente con agua. Las marcas de mayor prestigio en estos productos son: "Androx" y "CGM", las cuales ofrecen una gran variedad de penetrantes y reveladores. Precauciones y Cuidados Durante y Después de la Inspección La inspección con penetrantes puede ser usada sin limitaciones sobre materiales en general y darán buenas indicaciones en todo tipo de estructuras, sin embargo el proceso a ser usado en cada aplicación debe ser seleccionado de acuerdo con la sensibilidad requerida, el tipo de defecto buscado y el equipo requerido. La inspección por medio de penetrantes no son recomendables en los casos siguientes: En superficie excesivamente áspera, como fundición.
En materiales donde la falta de secado rápido produciría corrosión.
Bajo condiciones ambientales extremas: Temperaturas muy bajas que eviten la evaporación y no superiores a 85 grados centígrados.
En el caso de examinar piezas niqueladas o con otro tipo de recubrimiento superficial, éste deberá ser eliminado hasta el metal mismo, siempre que pueda ser retirado convenientemente, sin camuflar algún defecto superficial.
Mantener el penetrante y el solvente fuera de la ropa y de la piel, ya que estos productos causan irritación cuando están en contacto prolongado con la piel. Usar guantes y lavarse la piel con agua y jabón tan pronto como sea posible.
Ventilación adecuada y uso de antiparras.
La mayoría de los penetrantes y reveladores son inflamables, así que se deben tomar las precauciones de manejo y transporte que indique el fabricante.
En el caso de usar luz negra como revelador, se debe evitar mirar directamente ésta, pues el líquido del globo del ojo resplandece y causa nubosidad momentánea, que no es dañina, pero es mejor evitar.
CONTROL DE SOLDADURAS
33
2.5.3 Ensayos con Rayos X (Radiografías) Los rayos X descubiertos por Wilhelm Conrad Röntgen 1895, y que como homenaje a él fueron bautizados más tarde con el nombre de rayos Röntgen, son oscilaciones electromagnéticas de muy corta longitud de onda. Por consiguiente, en su naturaleza no se diferencian de la luz visible ni de las ondas herzianas (por ejemplo, ondas radiofónicas), más que en su longitud de onda que es varias potencias de diez más pequeña. Con el fin de tener una idea de la magnitud de la longitud de onda de los rayos Röntgen en comparación con otras radiaciones también electromagnéticas. Por la exposición de los diferentes campos de rayos electromagnéticos clasificados en función de su longitud de onda se observa que la luz visible sólo abarca una zona de límites relativamente estrechos, en tanto que los rayos Röntgen abarcan una gama de longitudes de onda mucho más extensa y su longitud de onda media es mucho más pequeña. Se deduce de ello, que al igual que la luz puede consistir en una mezcla de rayos de distinta longitud de onda, los rayos Röntgen tampoco constituyen una radiación uniforme de longitud de onda, constante por consiguiente el efecto de la radiación Röntgen también tiene que ser diferente, de acuerdo con las distintas longitudes de onda de que se trate. Estas mismas consideraciones son válidas para los rayos anotados en el cuadro, que son de naturaleza idéntica a los rayos Röntgen y cuya longitud de onda empieza en 10-9 cm y llega a valer alrededor de 10-14 cm, es decir, que abarca hasta longitudes de onda extremadamente cortas. Por esta razón no es en sí necesario hacer una diferenciación entre ambas clases de rayos, o sea los rayos Röntgen y gamma. Pero como quiera que el efecto de las radiaciones, y naturalmente también su generación en el tubo Röntgen o en virtud de la desintegración de sustancias radioactivas era ya conocido antes de comprenderse la identidad de las dos radiaciones, sólo se generalizaron estas dos denominaciones por razones históricas. Incluso hoy día se ha establecido en la práctica una separación de ambos campos, ajustándose a los diferentes sistemas de generación de radiaciones de onda corta. Por esta misma razón parece ser conveniente conservar también esta separación de campos en la discusión de la aplicación de los rayos de onda corta al ensayo de piezas de construcción.

CONTROL DE SOLDADURAS
34
Figura 38
Origen de los Rayos Röntgen Si se calienta una pieza metálica a alta temperatura, por ejemplo hasta el estado rojo – blanco, se desprenden entonces de su superficie gran cantidad de electrones. Estos electrones emitidos en todas direcciones son dirigidos y acelerados si a la pieza metálica se la hace trabajas como polo negativo (cátodo) y, a otra pieza metálica situada a cierta distancia de ésta como polo positivo (ánodo) de un generador de corriente continua (flujo de electrones en dirección al ánodo). La aceleración de los electrones es debida a las fuerzas de atracción entre los electrones de libre movimiento con carga negativa y el ánodo fijo de carga positiva. Al chocar con el ánodo los electrones que a gran velocidad inciden sobre el mismo, la energía del movimiento existente en el electrón se transforma, por el brusco frenado en energía radiante.
Figura 39

CONTROL DE SOLDADURAS
35
Con el fin de evitar un frenado de los electrones por choque con moléculas de aire, en el espacio recorrido por los electrones debe conseguirse un vacío lo más absoluto posible. Se llega así al tubo Röntgen, llamado así por su forma hueca en la que se ha hecho el vacío.
Figura 40
Tubos Röntgen
Figura 41
La figura muestra esquemáticamente la construcción de un tubo Röntgen, el cátodo (K) está formado por un hilo arrollado en espiral que alcanza la temperatura del rojo – blanco por una corriente del caldeo de baja tensión (6 a 12 voltios, generalmente corriente alterna). El hilo en espiral es de volframio.
CONTROL DE SOLDADURAS
36
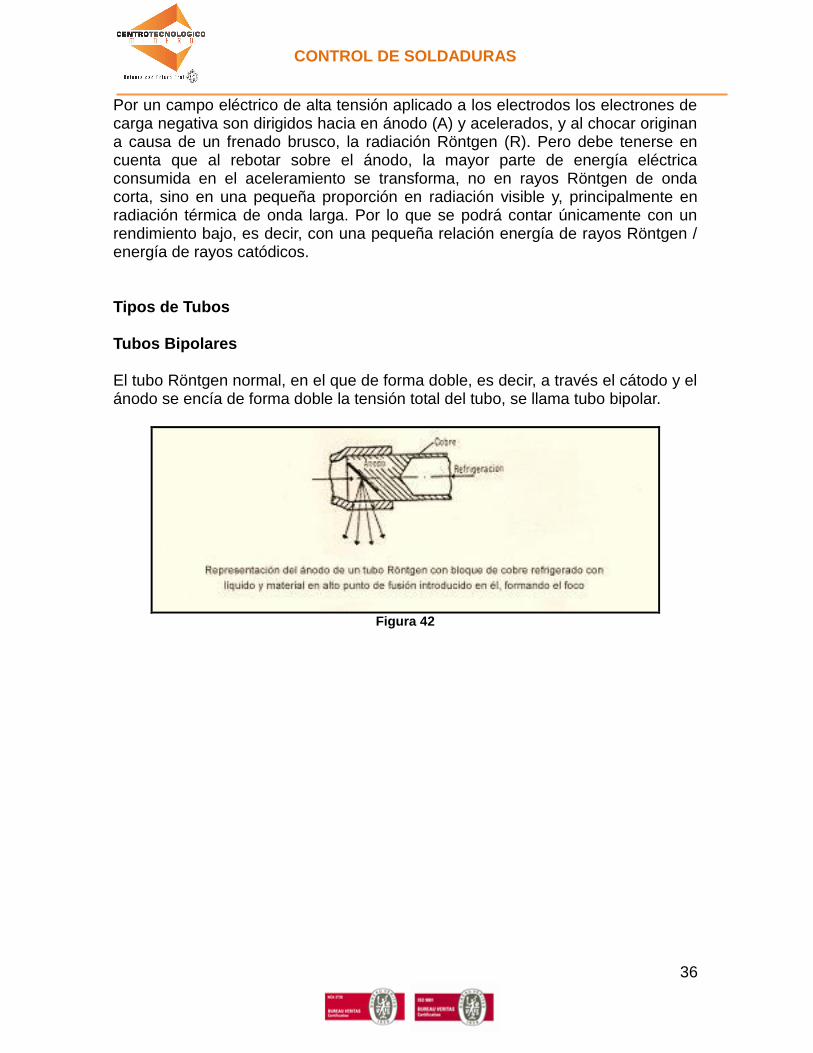
Por un campo eléctrico de alta tensión aplicado a los electrodos los electrones de carga negativa son dirigidos hacia en ánodo (A) y acelerados, y al chocar originan a causa de un frenado brusco, la radiación Röntgen (R). Pero debe tenerse en cuenta que al rebotar sobre el ánodo, la mayor parte de energía eléctrica consumida en el aceleramiento se transforma, no en rayos Röntgen de onda corta, sino en una pequeña proporción en radiación visible y, principalmente en radiación térmica de onda larga. Por lo que se podrá contar únicamente con un rendimiento bajo, es decir, con una pequeña relación energía de rayos Röntgen / energía de rayos catódicos. Tipos de Tubos Tubos Bipolares El tubo Röntgen normal, en el que de forma doble, es decir, a través el cátodo y el ánodo se encía de forma doble la tensión total del tubo, se llama tubo bipolar.
Figura 42

CONTROL DE SOLDADURAS
37
Figura 43
2.5.4 Gammagrafía Introducción La gammagrafía es un método de ensayo no destructivo que se basa en la diferente absorción a la radiación “gamma” penetrante de la pieza que está siendo inspeccionada. Esta absorción depende de la densidad del material, de variaciones de espesor o de su composición química. La diferencia de absorción a la radiación puede ser detectada a través de películas radiográficas y puede ser medida por medio de detectores de radiación. Generalmente este ensayo es usado en la determinación de variaciones de una región de un determinado material que presenta una diferencia en espesor o densidad comparada con una región vecina. La gammagrafía se aplica, en la inspección o control de calidad de, soldaduras, placas fundidas y forjadas, tuberías y construcción civil. La gammagrafía industrial consiste en ensayos no destructivos efectuados con radiación gamma, con el fin de examinar la claridad de un componente o producto sin dañarlo. Dicha radiación proviene de una fuente radioactiva cuyo registro final es una placa que muestra la película fotográfica del objeto del ensayo, la fuente radiactiva más utilizada es el iridio 192, el cobalto 60 y el cesio 137.

CONTROL DE SOLDADURAS
38
Una vez emitida la película sobre la placa fotográfica, ésta es analizada por un detector que localiza las variaciones lumínicas de la zona. Los datos obtenidos son digitalizados y procesados en un complejo programa matemático, creado por el descubridor de la técnica Mario Mariscotti, mostrándonos una imagen tridimensional de la zona inspeccionada. Este método permite acceder, entre otras informaciones, al estado de corrosión de los hierros y caños, y a defectos en la homogeneidad del concreto. Una de las aplicaciones de esta técnica consistiría en su empleo como método de control y prevención.
Figura 44
¿Qué es la radiación Gamma? La radiación Gamma, al igual que los rayos X, es un tipo de radiación electromagnética de alta energía (fotones), la luz visible también es radiación electromagnética, mientras más energía (algo así como "más fuertes") tenga esta radiación recibe distintos nombre, como ser ondas de radio, de luz, ultravioleta, rayos X o Radiación Gamma, que es la más fuerte. ¿Es peligrosa la radiación Gamma? Es preciso recordar que mientras más fuerte la onda (más energía) más dañina puede resultar, ya que a partir del ultravioleta para arriba (esto incluye rayos X duros y blandos, y a los Gamma) se las denomina "Radiaciones Ionizantes" porque pueden arrancar electrones de sus átomos (ionizarlos), provocando alteraciones químicas en el organismo, si la exposición a la radiación (dosis recibida) es pequeña no representa riesgos reales para el organismo, ya que las células tienen algunas defensas contra ese daño debido a que constantemente somos "irradiados" por pequeñas dosis de radiación por isótopos radioactivos presentes en el suelo y en los seres vivos (Si, hay radiación en todas partes, de forma totalmente natural) y también recibimos mucha radiación debido a los rayos cósmicos que la atmósfera no logra absorver, pero si la dosis es mayor esa radiación puede llegar a provocar quemaduras graves (la "quemazón" de la piel cuando tomamos mucho sol es un ejemplo de eso), pueden llegar a ser
CONTROL DE SOLDADURAS
39
cancerígenas o incluso causar la muerte si la exposición es muy grande o prolongada. El principio básico de la Gammagrafía Consiste en la Combinación de imágenes del tipo de los rayos X (conocidas por todos por sus aplicaciones médicas y en radiografía industrial) con técnicas de triangulación para ubicar objetos, comúnmente usadas por agrimensores. En lugar de rayos X, se utiliza radiación más penetrante como los rayos gamma. De esta manera se genera imágenes radiográficas, que llamamos gammagrafías, para obtener por ejemplo dos o más vistas en perspectiva de las barras de acero ocultas en el concreto. Luego se analiza las imágenes con software y finalmente se obtiene la localización de las barras de acero, cuál es su diámetro y si están corroídas. Al mismo tiempo se pueden observar oquedades o “nidos de abeja” (honeycombing). Este tipo de mediciones han sido realizadas antes pero no en la forma sistemática, original y estandarizada, que ha desarrollado Mario Mariscotti durante muchos años de experiencia e innovación. El resultado es de una confiabilidad y precisión sin precedentes, y la aplicación de esta técnica permite estudiar estructuras antes consideradas inaccesibles. Esta es la única técnica práctica no destructiva disponible para el estudio detallado y preciso de armaduras profundas y/o complejas. Comparada con estudios destructivos, permite realizar inspecciones mucho más exhaustivas, y al mismo tiempo evitar deterioro, suciedad, polvo e interrupciones. Tanto las Radiografías Gamma como las Gammagrafías (o Centellografías Gamma) se basan en la utilización de radiación Gamma para generar imágenes, de las misma forma que la radiación X se usa para generar lo que llamamos radiografías (a secas) que nos son sacadas cuando tenemos alguna quebradura en nuestros huesos u otra afección que precise el diagnóstico por ese medio. Antes de pasar a explicar la diferencia entre ambas técnicas sería necesario introducir algunos conceptos para poder comprender exactamente de que estamos hablando, lo que va a llevar casi la totalidad del post. Si estos conceptos te parecen muy técnicos, pesados o ya sabes que es la radiación gamma y un radioisótopo, podes saltearlos y leer directamente la parte que hablan de las técnicas propiamente dichas. Inspección por Gammagrafía Esta Técnica surgió en los años 90 cuando una empresa telefónica consulto a quien sería el creador de la práctica para averiguar si los caños de PVC (entre los cuales están los cables telefónicos) de un cableado tendido por debajo de las vías del tren estaban cubiertos efectivamente con hormigón, porque se sospechaba que el subcontratista no había hecho bien el trabajo en ese túnel, que era de veinte metros de largo. Entonces, el científico propuso introducir una fuente radiactiva por uno de los extremos del caño, que se hallaba enterrado a dos metros de profundidad, e ir avanzando hacia el otro extremo, para medir la radiactividad que llegaba a la superficie. Se vio que la radiación subía (a la
CONTROL DE SOLDADURAS
40
superficie) en dosis altas porque no había hormigón, que atenúa la radiación. De esta forma, se pudo obtener la información que se necesitaba sobre el estado de los caños de PVC sin tener que recurrir a los tradicionales métodos destructivos de inspección. Para esa época ya se sacaban radiografías de columnas o vigas con rayos gamma, lo que hizo Mariscotti fue contribuir con los métodos científicos para mejorar las aplicaciones. Materiales y métodos. El método consiste en colocar una fuente blindada emisora de rayos gamma de un lado de la estructura a investigar y del otro una placa radiográfica sensible recubierta en su reverso por un blindaje de plomo para evitar que se escape la radiación. Al abrir la fuente, el haz de rayos gamma atraviesa el hormigón, y como los hierros que contiene absorben más radiación que el concreto, perturban su trayectoria imprimiendo sombras de distintas intensidades en la placa a la manera en que los huesos o las vísceras lo hacen en una radiografía clínica. Los especialistas avalan la seguridad de la técnica, ya que usando el blindaje adecuado no deja radiactividad en los materiales irradiados. Además, la intensidad de la radiación empleada es menor al uno por ciento de la radiación gamma a la que están expuestos los seres vivos por razones naturales. No obstante, al igual que los rayos X, los rayos gamma pueden causar daño a los tejidos vivos con una probabilidad que crece con la intensidad de la irradiación, por lo que no es aconsejable que las personas permanezcan en el área mientras se lleva a cabo la técnica. Los tiempos de irradiación dependen del espesor de las estructuras a examinar. Piezas de hormigón de hasta 60 centímetros de profundidad pueden ser relevadas en trabajos de una jornada. En tanto que espesores menores a los 30 centímetros requieren tiempos cortos, de alrededor de media hora o menos, lo que implica un menor costo del procedimiento. Una vez revelada la placa radiográfica, ésta es analizada por un detector que mide punto a punto la cantidad de luz que la atraviesa. Los datos obtenidos son digitalizados y procesados por una computadora que, por medio de un complejo programa matemático desarrollado por Mariscotti, interpreta y convierte toda esa información en una imagen tridimensional. Como se muestra en la figura 45. Reconstrucción tridimensional de armaduras El tamaño de una placa radiográfica es de 35 por 43 cm. Esto permite ver todo el espesor de la pieza inspeccionada y con ella se obtiene información de alta precisión.

CONTROL DE SOLDADURAS
41
Figura 45
2.5.5 Ensayos por ultrasonido Introducción En 1881, Jacques y Pierre Curie publicaron los resultados obtenidos al experimentar la aplicación de un campo eléctrico alternante sobre cristales de cuarzo y turmalina, los cuales produjeron ondas sonoras de muy altas frecuencias. En la naturaleza encontramos desde tiempos inmemoriales animales que utilizan el ultrasonido como medio de orientación, comunicación, localización de alimentos, defensa, etc. En abril de 1912 poco después del hundimiento del Titanic, L. F. Richardson, sugirió la utilización de ecos ultrasónicos para detectar objetos sumergidos. En 1917, Paul Langevin y Chilowsky produjeron el primer generador piezoeléctrico de ultrasonido, cuyo cristal servía también como receptor, y generaba cambios eléctricos al recibir vibraciones mecánicas. El aparato fue utilizado para estudiar el fondo marino, como una sonda ultrasónica para medir profundidad. En 1929, Sergei Sokolov, científico ruso, propuso el uso del ultrasonido para detectar grietas en metales basándose en el principio de reflexión. La inspección por ultrasonido es un método de examen no destructivo en el cual ondas de sonido son introducidas dentro de la pieza a ser examinada para determinar discontinuidades internas .La detección y evaluación de las
CONTROL DE SOLDADURAS
42
discontinuidades es posible porque la velocidad del sonido en un determinado material es aproximadamente constante, lo que hace posible la medición de la distancia, además, la amplitud de un pulso de sonido refletado puede relatar el tamaño del reflector .El personal que lleva a cabo el ensayo debe de estar entrenados y altamente calificados Aplicaciones De acuerdo con sus características el ensayo por ultrasonido puede ser utilizado en el examen de productos metálicos y no metálicos, tales como: soldadura fría, fundiciones, planchas, tubos, plásticos, cerámicos, entre otros. Es un ensayo aplicable en la detección de discontinuidades internas y por eso es considerado un ensayo volumétrico. Sin embargo, es una de las herramientas más efectivas para el aseguramiento y control de calidad. El ensayo por ultrasonido es utilizado en uniones soldadas, para detectar grietas, laminaciones, poros, inclusiones de escoria, fusión incompleta, penetración incompleta y todas las discontinuidades internasen estos tipos de uniones. Sin embargo, el ultrasonido también puede ser empleado para medir espesores y cuando se utiliza la técnica apropiada, es posible detectar con buena precisión la posición, la profundidad y en algunos casos el tamaño de la discontinuidad El ultrasonido es utilizado para el ensayo no destructivo de los materiales, se aplica para conocer el interior de un material o componentes al procesar la trayectoria de la propagación de las ondas sonoras Tiene diferentes aplicaciones a nivel de ingeniería e industria ya que trabaja con principios físicos que generan un conocimiento preciso acerca del material de estudio. Conceptos Fundamentales Para una mejor comprensión de los fenómenos que ocurren en el ensayo por ultrasonido se citarán algunos términos y principios básicos de la física que comprende la acústica. a) Oscilación (ciclos) Es el cambio periódico del comportamiento de un cuerpo. b) Onda Es una propagación de una oscilación y sucede cuando las partículas de un material oscilan transmitiendo su vibración a la adyacente. c) Periodo (T) Tiempo necesario para llevar a cabo una oscilación. d) Frecuencia (f) Es la inversa del período.
CONTROL DE SOLDADURAS
43
e) Amplitud (A) Es la máxima desviación de oscilación. f) Amortiguación o Atenuación: Es el decremento en el tiempo de la amplitud de una oscilación. g) Velocidad de propagación Es la velocidad a la que se propaga la onda que, en este caso, es la velocidad del sonido (C), que depende de las propiedades del material que hace de medio. h) Longitud de onda (λ) Es la distancia entre dos puntos adyacentes de condición de oscilación equivalente mirando en la dirección de propagación. Si el fenómeno se propaga con una velocidad V entonces se tiene que
O teniendo en cuenta la frecuencia
2.25 Análisis por ultrasonido. Se llama ultrasonido a las vibraciones sonoras de frecuencia superior al límite de audición, o sea vibraciones de frecuencias superiores a 20.000 Hertz. Cuanto más alta es la frecuencia de las ondas sonoras, tanto menor es la divergencia del haz de rayo que parten del emisor, es decir, tanto más concentradas se propagarán las ondas sonoras. Por esta razón, en el ensayo se eligen generalmente frecuencias altas entre 0,5 a 10Mhz (1Mhz=1 millón de oscilaciones por segundo). Este método estudia las ondas de sonido de baja frecuencia producidas por los equipos que no son perceptibles por el oído humano. Es producido por mecanismos rotantes, fugas de fluido, pérdidas de vacío, y arcos eléctricos. Pudiéndose detectarlo mediante la tecnología apropiada. El Ultrasonido permite:
Detección de fricción en máquinas rotativas.
Detección de fallas y/o fugas en válvulas.
CONTROL DE SOLDADURAS
44
Detección de fugas de fluidos.
Pérdidas de vacío.
Detección de "arco eléctrico".
Verificación de la integridad de juntas de recintos estancos.
Figura 46
Se denomina Ultrasonido Pasivo a la tecnología que permite captar el ultrasonido producido por diversas fuentes. El sonido cuya frecuencia está por encima del rango de captación del oído humano (20-a-20.000 Hertz) se considera ultrasonido. Casi todas las fricciones mecánicas, arcos eléctricos y fugas de presión o vacío producen ultrasonido en un rango aproximado a los 40 Khz Frecuencia con características muy aprovechables en el Mantenimiento Predictivo, puesto que las ondas sonoras son de corta longitud atenuándose rápidamente sin producir rebotes. Por esta razón, el ruido ambiental por más intenso que sea, no interfiere en la detección del ultrasonido. Además, la alta direccionalidad del ultrasonido en 40 Khz. permite con rapidez y precisión la ubicación de la falla. La aplicación del análisis por ultrasonido se hace indispensable especialmente en la detección de fallas existentes en equipos rotantes que giran a velocidades inferiores a las 300 RPM, donde la técnica de medición de vibraciones se transforma en un procedimiento ineficiente. De modo que la medición de ultrasonido es en ocasiones complementaria con la medición de vibraciones, que se utiliza eficientemente sobre equipos rotantes que giran a velocidades superiores a las 300 RPM.

CONTROL DE SOLDADURAS
45
Al igual que en el resto del mundo industrializado, la actividad industrial en nuestro País tiene la imperiosa necesidad de lograr el perfil competitivo que le permita insertarse en la economía globalizada. En consecuencia, toda tecnología orientada al ahorro de energía y/o mano de obra es de especial interés para cualquier empresa. Las ondas sonoras parecen estar particularmente indicadas para el ensayo de defectos en los materiales puestos que tienen un poder de penetración muy grande y se propagan además en línea recta.
Figura 47 Reflexión y refracción de ondas sonoras.
Izquierda: incidencia vertical de ondas sonoras longitudinales con reflexión parcial de las mismas. Derecha: incidencia oblicua de ondas sonoras longitudinales con reflexión y refracción parcial y aparición de una onda transversal. Por elección del ángulo de incidencia de las ondas sonoras, en combinación con el medio elegido como emisor acústico, en el ensayo de materiales se tiene la posibilidad de hacer la transmisión de estas ondas sólo con ondas longitudinales (incidencia vertical de ondas sonoras) o sólo con ondas transversales. En general se procura evitar una penetración de ambas clases de ondas, es decir de ondas longitudinales y transversales. Con el plexiglás, tan empleado en el ensayo de acero como medio de transmisión, ha de emplearse un ángulo de incidencia de 30º para conseguir una oscilación puramente transversal en el acero. ¿Qué es una prueba de Ultrasonido? Es una herramienta útil para conocer e interpretar el estado físico de determinado material mediante una onda acústica o sonora cuya frecuencia está por encima del espectro audible del oído del ser humano (aproximadamente 20.000 Hz) la reflexión del sonido es causado por las
CONTROL DE SOLDADURAS
46
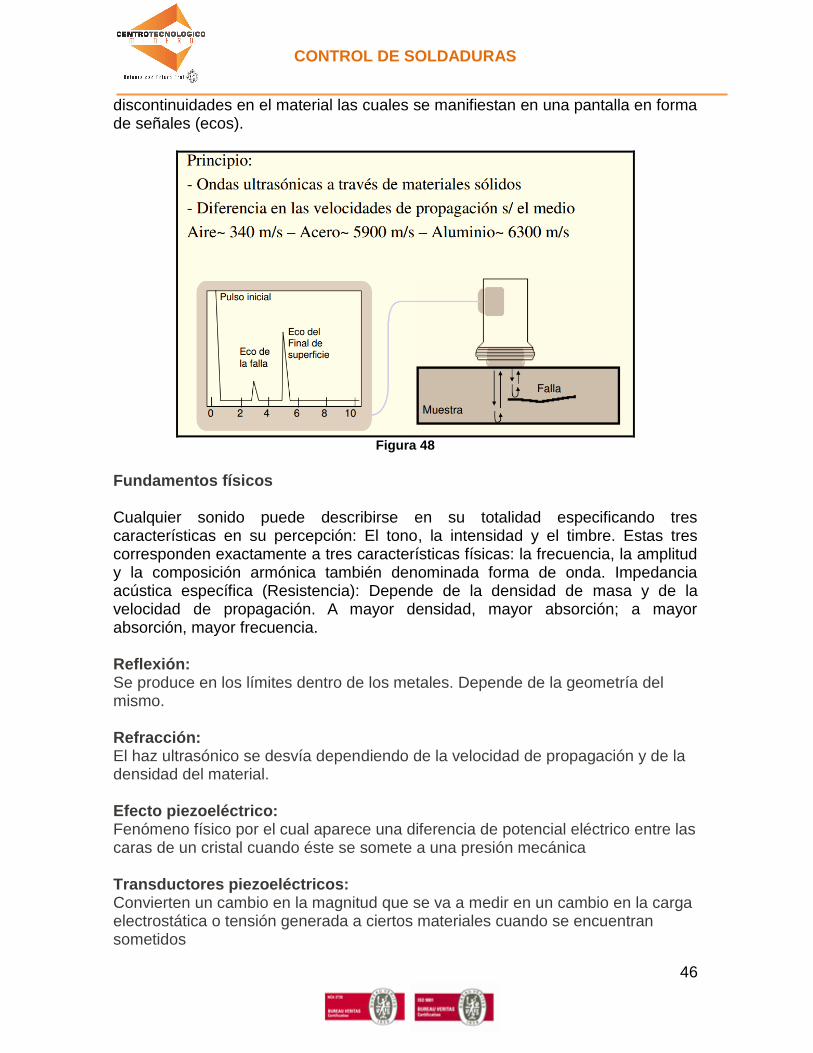
discontinuidades en el material las cuales se manifiestan en una pantalla en forma de señales (ecos).
Figura 48
Fundamentos físicos Cualquier sonido puede describirse en su totalidad especificando tres características en su percepción: El tono, la intensidad y el timbre. Estas tres corresponden exactamente a tres características físicas: la frecuencia, la amplitud y la composición armónica también denominada forma de onda. Impedancia acústica específica (Resistencia): Depende de la densidad de masa y de la velocidad de propagación. A mayor densidad, mayor absorción; a mayor absorción, mayor frecuencia. Reflexión: Se produce en los límites dentro de los metales. Depende de la geometría del mismo. Refracción: El haz ultrasónico se desvía dependiendo de la velocidad de propagación y de la densidad del material. Efecto piezoeléctrico: Fenómeno físico por el cual aparece una diferencia de potencial eléctrico entre las caras de un cristal cuando éste se somete a una presión mecánica Transductores piezoeléctricos: Convierten un cambio en la magnitud que se va a medir en un cambio en la carga electrostática o tensión generada a ciertos materiales cuando se encuentran sometidos
CONTROL DE SOLDADURAS
47
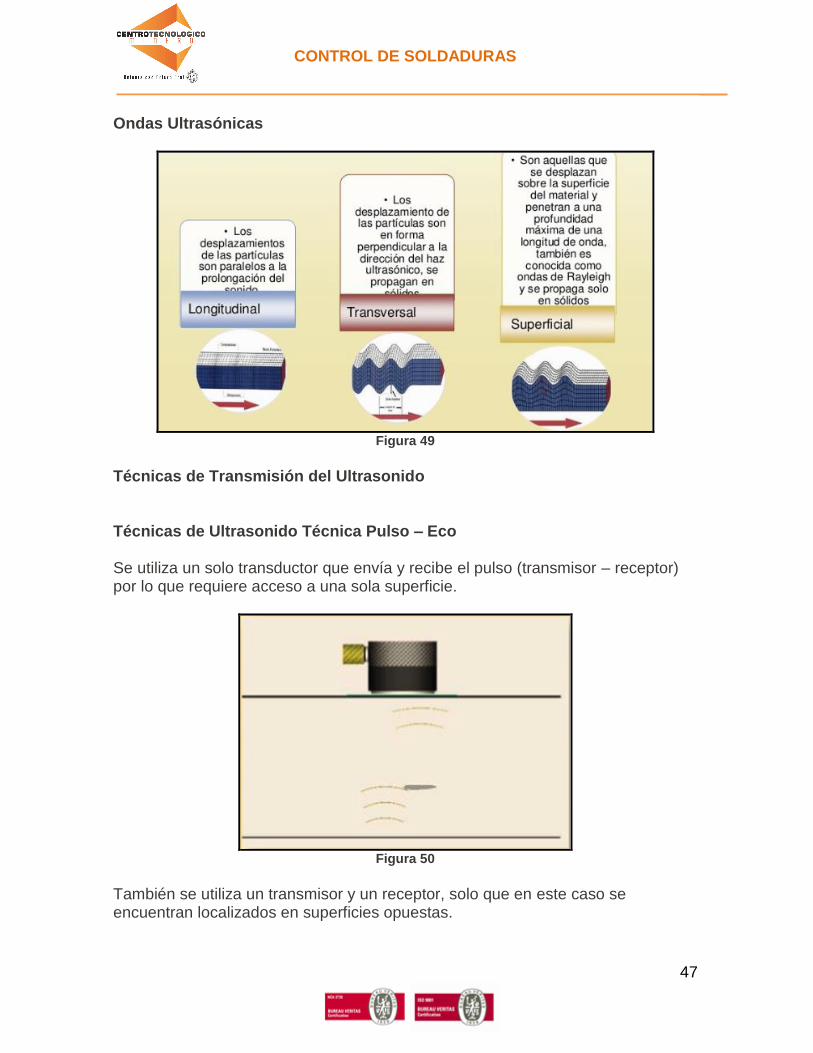
Ondas Ultrasónicas
Figura 49
Técnicas de Transmisión del Ultrasonido Técnicas de Ultrasonido Técnica Pulso – Eco Se utiliza un solo transductor que envía y recibe el pulso (transmisor – receptor) por lo que requiere acceso a una sola superficie.
Figura 50
También se utiliza un transmisor y un receptor, solo que en este caso se encuentran localizados en superficies opuestas.
CONTROL DE SOLDADURAS
48
Figura 51
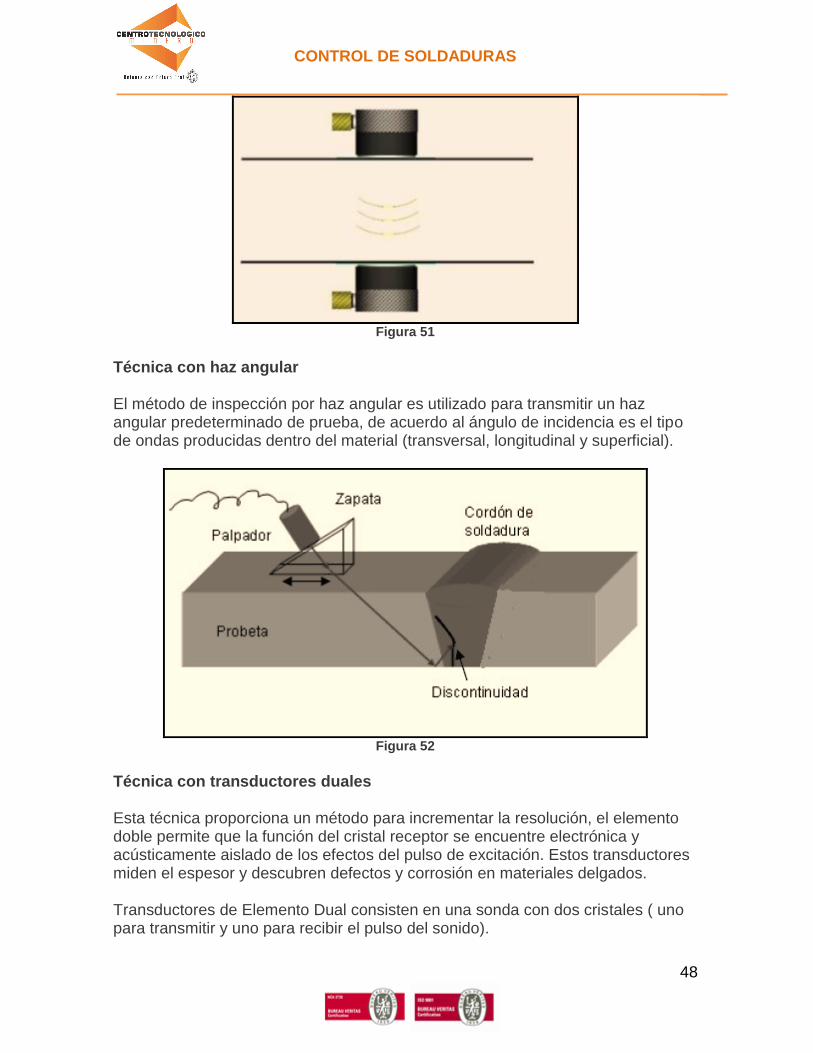
Técnica con haz angular El método de inspección por haz angular es utilizado para transmitir un haz angular predeterminado de prueba, de acuerdo al ángulo de incidencia es el tipo de ondas producidas dentro del material (transversal, longitudinal y superficial).
Figura 52
Técnica con transductores duales Esta técnica proporciona un método para incrementar la resolución, el elemento doble permite que la función del cristal receptor se encuentre electrónica y acústicamente aislado de los efectos del pulso de excitación. Estos transductores miden el espesor y descubren defectos y corrosión en materiales delgados. Transductores de Elemento Dual consisten en una sonda con dos cristales ( uno para transmitir y uno para recibir el pulso del sonido).

CONTROL DE SOLDADURAS
49
Figura 53
Técnicas de Ultrasonido Técnica de Picha y Cacha Se utilizan dos transductores, donde uno envía el pulso y el otro lo recibe (un transmisor y un receptor), ambos transductores se localizan en una misma superficie.
Figura 54
Aplicaciones Ingeniería Mecánica
Detectar etapa incipiente de falla en rodamientos
Impedir el exceso o falta de lubricación
Cavitación en bombas, motores, cajas de engranajes, ventiladores, compresores, Desgastes en los materiales
Corrosión de materiales, verificación del estado de pinturas, forjas, fundiciones y láminas
También para detectar algunas falencias en los materiales y equipos tales como Fallas

CONTROL DE SOLDADURAS
50
Grietas
Estructura granular
Soldaduras y fracturas
Figura 55
Aplicaciones Sector Civil El ultrasonido es útil para detectar el espesor de materiales como el concreto, ayuda a detectar fallas en materiales como corrosión o desgaste en tuberías, y ayuda a detectar la cantidad de flujo que pasa a través de un ducto, ejemplo de los acueductos. Aplicaciones Medicina Las imágenes por ultrasonido, también denominadas exploración por ultrasonido o ecografía, involucran la exposición del cuerpo a ondas acústicas de alta frecuencia para producir imágenes del interior del organismo. Las examinaciones por ultrasonido no utilizan radiación ionizante (como se usa en los rayos X).Debido a que las imágenes por ultrasonido se capturan en tiempo real, pueden mostrar la estructura y el movimiento de los órganos internos del cuerpo, como así también la sangre que fluye por los vasos sanguíneos Ventajas del Ultrasonido Es una técnica muy sensible y que puede cubrir áreas muy grandes en una sola prueba, en comparación con otra técnica de ensayo no destructivo.
Mayor poder de penetración que otras técnicas de ensayo no destructivo.
Fácil acceso a la superficie de los materiales.
No representa ningún peligro para el operario
Es portátil, por lo tanto es de gran ayuda para inspecciones de tuberías a largas distancias de la refinería o del pozo.

CONTROL DE SOLDADURAS
51
Gran velocidad de prueba; debido a que la operación es electrónica, proporciona indicaciones prácticamente instantáneas de la presencia de discontinuidades.
Mayor exactitud: En comparación con los demás métodos no destructivos, en la determinación de la posición de discontinuidades internas, estimando sus tamaños, orientaciones, forma y profundidad.
Alto poder de penetración: Lo que permite localizar discontinuidades a una gran profundidad (varios metros)
Buena resolución: Siendo esta característica la que determina que puedan diferenciarse los ecos procedentes de discontinuidades próximas en profundidad. Permite la interpretación inmediata, la automatización y el control del proceso de fabricación.
No utiliza radiaciones perjudiciales para el organismo humano y no tiene efectos sobre el material inspeccionado.
Accesibilidad: Solo requiere acceso por un lado del material.
Seguridad: No requiere condiciones especiales de seguridad.
Alta sensibilidad: Permitiendo la detección de discontinuidades extremadamente pequeñas.
Desventajas del Ultrasonido
Está limitado por la geometría, estructura interna, espesor y acabado superficial de los materiales sujetos a inspección.
Localiza mejor aquellas discontinuidades que son perpendiculares al haz de sonido
Las partes pequeñas o delgadas son difíciles de inspeccionar por este método
El equipo puede tener un costo elevado, que depende del nivel de sensibilidad y de sofisticación requerido
El personal debe estar calificado y generalmente requiere de mucho mayor entrenamiento y experiencia para este método que para cualquier otro de los métodos de inspección
La interpretación de las indicaciones requiere de mucho entrenamiento y experiencia de parte del operador.
Norma IRAM-ISO 9712 Con la implementación de la Norma ISO 9712 a partir del año 1993 se tiende a unificar internacionalmente los criterios de Calificación y Certificación de Personal en Ensayos No Destructivos, produciéndose cambios y adaptaciones de los diferentes sistemas hasta ese momento utilizados, por ejemplo la ASNT (American Society for Non destructive Testing) crea el Sistema de Calificación Central. Esto incluye todos los procedimientos necesarios para demostrar la calificación de una persona para un método de END y que conducen a un testimonio escrito sobre su calificación, con la Actualmente está a discusión asistencia de entidades calificadoras debidamente autorizadas. pública la Norma IRAM – ISO 9712:1999.

CONTROL DE SOLDADURAS
52
Procedimientos La inspección por ultrasonido debe ser realizada de acuerdo a un procedimiento escrito. La inspección de soldaduras generalmente se hace según códigos y especificaciones como por ejemplo el código estructural de la AWS D1.1. Otros ejemplos son los códigos API 5L, para tuberías, y ASME sección IX que incluye la calificación de procedimientos de soldadura. En estos códigos y especificaciones se encuentran los procedimientos y calibraciones para las inspecciones por ultrasonido. Sin embrago, los criterios de aceptaciones y rechazo de los códigos y especificaciones son de gran importancia para saber si la pieza está dentro de los criterios de calidad adoptados. Criterios de aceptación y rechazo AWS D1.1 La sección 6.13 de la parte C del código AWS D1.1 (Structural Weld Code - Steel), se refiere a la inspección por ultrasonido y en la parte D están descritos los procedimientos de inspección según este código. Por ejemplo, de acuerdo con la sección 6.13, los criterios de aceptación para las soldaduras de conexiones no tubular con carga que están sujetas aprueba por ultrasonido serán aceptables si cumplen con los requisitos de la Tabla 6.2 de este mismo código. Para otros tipos de conexiones y soldaduras hay otras tablas que contienen los criterios de aceptación y rechazo para las inspecciones por ultrasonido.
Figura 56. Criterios de aceptación y rechazo de inspección por ultrasonido para soldaduras
de conexiones no tubulares cargadas estáticamente según el código AWS D1.1,[5].

CONTROL DE SOLDADURAS
53
API 5L La sección 5 del anexo E del código API 5L (Specification for line pipe), se encuentran los procedimientos y los criterios de aceptación y rechazo para la inspección de tuberías por ultrasonido. Por ejemplo, de acuerdo con la Tabla E.8 (Figura 57), las indicaciones de discontinuidades que ultrapasen los límites aceptables deben ser consideradas defectos.
Figura 57. Límites de aceptación para las discontinuidades detectadas por ultrasonido
según la API 5L
ASME IX En la sección QW-191.2 del código ASME IX son presentadas las informaciones al respecto de la inspección de soldaduras por ultrasonido. De acuerdo con QW 191.2.3 los criterios de aceptación para la calificación de soldaduras de prueba son: Figura 23. Límites de aceptación para las discontinuidades detectadas por ultrasonido según la API 5L, [6].
a) Todas las indicaciones caracterizadas como grietas, falta de fusión o penetración incompleta son inaceptables sin tener en cuenta el tamaño.
b) Indicaciones superiores a 1/8 pulg. (3 mm) de longitud son considerado
relevantes, y son inaceptables cuando su longitudes exceden
1/8 pulg. (3 mm) para t hasta 3.8 pulg. (10 mm).
1/3 t para t de 3/8 pulg. 2 1/4 pulg. (10 mm a 57 mm).
3/4 pulg. (19 mm) para t en 2 1/4 pulg. (57 mm), donde t es el espesor de la soldadura con exclusión de cualquier refuerzo permisible.
Conclusión Aunque la inspección por ultrasonido es un método muy dependiente dela experiencia del inspector, ella es frecuentemente aplicada en la industria metal-mecánica, principalmente en la inspección de soldaduras, por ser un método preciso para detectar discontinuidades internas en productos acabados o semi-acabados.

CONTROL DE SOLDADURAS
54
2.5.6 Réplicas Metalográficas Es una de las técnicas contempladas en los ensayos no destructivos, utilizada en forma no rutinaria para detectar heterogeneidades y defectos superficiales que se manifiestan en equipos y componentes en servicio que trabajan a presión y temperatura en forma continua, siempre que no se pueda extraer una muestra metalográfica para conocer los cambios micro estructurales que hubiesen ocurrido La réplica metalográfica consiste en copiar la textura y relieves (interfaces como junturas de grano, límites de maclas, depresiones por presencia carburos, micro grietas, etc.) de la superficie de cualquier aleación o metal mediante la utilización de un celuloide, el cual se prepara adecuadamente y se presiona sobre la superficie preparada en forma similar a cualquier probeta metalográfica de laboratorio, pero con un sobre ataque químico para magnificar las interfaces mencionadas y relieves que puedan ser copiados por el celuloide. Es importante destacar que la limpieza es indispensable a la hora de realizar este tipo de trabajos. Para obtener una buena réplica hay que evitar que la superficie a estudiar se contamine, ya que esto puede llevar a interpretaciones erróneas de la condición del material estudiado. La réplica metalográfica permite detectar cambios micro estructurales a nivel de la superficie de los componentes como: grafitización de aceros al carbono, crecimiento de grano, descarburización y globulización de la perlita o cementita en la perlita. En aceros micro aleados, como aceros de la familia Cr-Mo, se puede evaluar el grado de coalescencia de los carburos, carburización superficial, desarrollo de micro cavidades de creep, micro grietas de fatiga, mecanismos de recristalización, evidencias de bandas de deformación y maclado, y otras transformaciones de fases. Las etapas críticas de esta técnica, las constituyen por una parte, la preparación meticulosa y adecuada de la superficie y por otra parte, el análisis de la réplica con la interpretación correcta y precisa de las marcas y huellas dejadas en el celuloide, por un experto metalógrafo con conocimiento de microestructuras de materiales, por cuanto rayas o zonas sin un copiado exacto de los relieves, dan lugar a malas interpretaciones por parte de personas no especializadas. Realización de Réplica Metalográfica Para realizar una réplica metalográfica es necesario conocer la composición química del material a evaluar y tener una idea aproximada de la microestructura que se va encontrar. Es un ensayo costoso y extenso en comparación con otros ensayos no destructivos, pero es necesario, por cuestiones de seguridad, realizarlo en
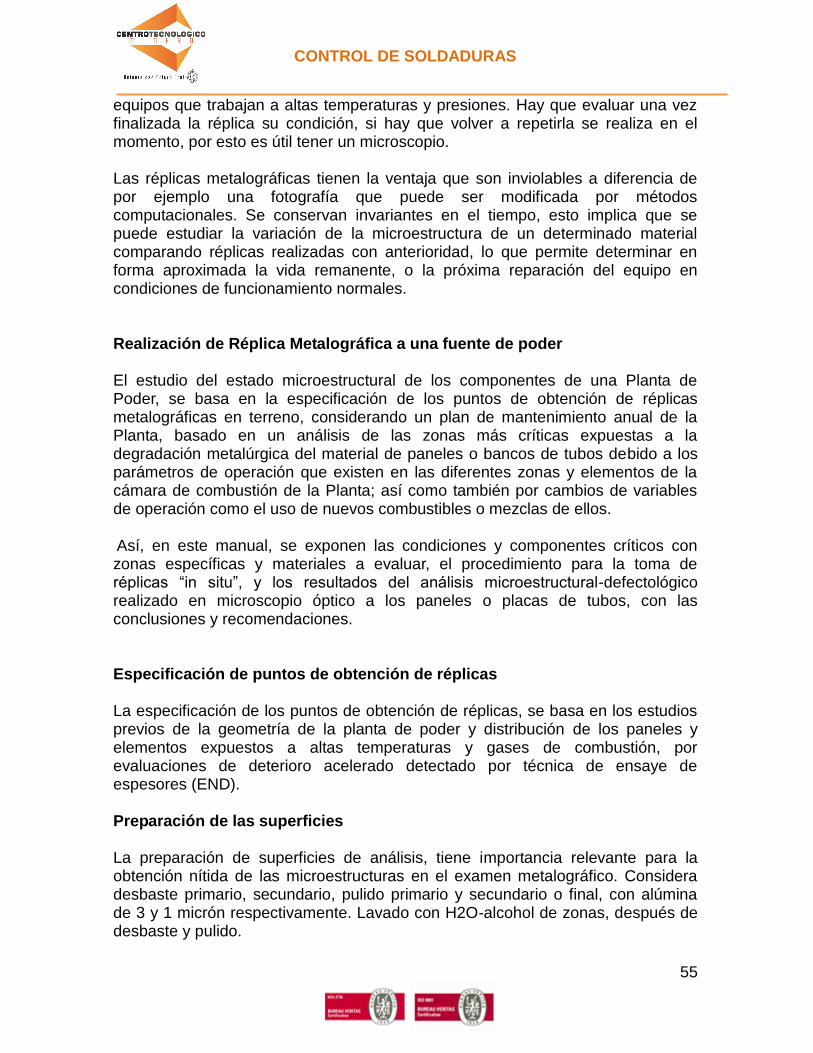
CONTROL DE SOLDADURAS
55
equipos que trabajan a altas temperaturas y presiones. Hay que evaluar una vez finalizada la réplica su condición, si hay que volver a repetirla se realiza en el momento, por esto es útil tener un microscopio. Las réplicas metalográficas tienen la ventaja que son inviolables a diferencia de por ejemplo una fotografía que puede ser modificada por métodos computacionales. Se conservan invariantes en el tiempo, esto implica que se puede estudiar la variación de la microestructura de un determinado material comparando réplicas realizadas con anterioridad, lo que permite determinar en forma aproximada la vida remanente, o la próxima reparación del equipo en condiciones de funcionamiento normales. Realización de Réplica Metalográfica a una fuente de poder El estudio del estado microestructural de los componentes de una Planta de Poder, se basa en la especificación de los puntos de obtención de réplicas metalográficas en terreno, considerando un plan de mantenimiento anual de la Planta, basado en un análisis de las zonas más críticas expuestas a la degradación metalúrgica del material de paneles o bancos de tubos debido a los parámetros de operación que existen en las diferentes zonas y elementos de la cámara de combustión de la Planta; así como también por cambios de variables de operación como el uso de nuevos combustibles o mezclas de ellos. Así, en este manual, se exponen las condiciones y componentes críticos con zonas específicas y materiales a evaluar, el procedimiento para la toma de réplicas “in situ”, y los resultados del análisis microestructural-defectológico realizado en microscopio óptico a los paneles o placas de tubos, con las conclusiones y recomendaciones. Especificación de puntos de obtención de réplicas La especificación de los puntos de obtención de réplicas, se basa en los estudios previos de la geometría de la planta de poder y distribución de los paneles y elementos expuestos a altas temperaturas y gases de combustión, por evaluaciones de deterioro acelerado detectado por técnica de ensaye de espesores (END). Preparación de las superficies La preparación de superficies de análisis, tiene importancia relevante para la obtención nítida de las microestructuras en el examen metalográfico. Considera desbaste primario, secundario, pulido primario y secundario o final, con alúmina de 3 y 1 micrón respectivamente. Lavado con H2O-alcohol de zonas, después de desbaste y pulido.

CONTROL DE SOLDADURAS
56
Ataque con reactivos químicos Considerando la aleación de fabricación de los tubos y paneles; aceros austeníticos y ferríticos, se utilizó como reactivo químico adecuado para ello, el reactivo Marble.
Figura 58. Zona E: Sobre calentador de Alta Temperatura. Se observan tres zonas
preparadas para obtención de réplica.
Figura 59

CONTROL DE SOLDADURAS
57
Obtención de Réplica y análisis microscópico Se aplicó un líquido emulsificante base acetona sobre cada film de acetato de celulosa STRUERS. Después de 1 minuto de ablandamiento de la réplica, ésta se aplica sobre la superficie con ataque químico previo, presionando la réplica sobre la superficie de análisis, de manera que permita copiar los relieves de la superficie en ella. Después de 5 minutos, la réplica se retira y pega sobre un vidrio portaobjeto. El proceso se repite en triplicado para cada punto de análisis, obteniéndose así 3 réplicas por punto. La parte posterior de la réplica contiene un aluminizado que permite la reflexión de la luz y observación en el microscopio óptico de hasta 1000X, equipado con un Analizador de imagen marca BUEHLER
Figura 60
Resultados Los resultados de sólo algunos sectores o zonas inspeccionadas y analizados por réplicas metalográficas se presentan en este trabajo, dada la magnitud de imágenes procesadas para cada sector. Las zonas más relevantes considerados interesantes de mostrar son: A, B, D y E. Zona A Acero ASME SA 213 T11 (5 tubos) La microestructura del acero al Cr-Mo con 1,25 % Cr y 0,5 % Mo, utilizado en los 5 tubos inspeccionados, muestra una estructura homogénea constituida por ferrita poliédrica, tamaño de grano pequeño; 7-8 ASTM con una dispersión escasa de carburos finos de Mo. No se observa coalescencia de carburos que sugiera una pérdida de propiedades mecánicas y pérdida de resistencia al creep. No se observa crecimiento de grano y no hay evidencia de cavidades por creep. La figura 61, muestra la microestructura capturada mediante réplica.

CONTROL DE SOLDADURAS
58
Figura 61 Fotomicrografía tomada con magnificación de 400X. Se observa una
microestructura constituida por ferrita poliédrica y carburos en gran cantidad, distribuidos en la matriz.
Zona B Acero al carbono ASME SA 192 (4 tubos) La microestructura de los aceros al carbono de los tubos inspeccionados, muestran una estructura homogénea correspondiente a ferrita poliédrica de tamaño de grano promedio 7-8 ASTM. La escasa perlita presente no es observable y sólo se detecta como un carburo de hierro del tipo Fe3C, en algunas zonas muy puntuales entre límites de grano. La figura 62, muestra la microestructura capturada mediante réplica
Figura 62 Fotomicrografía tomada con magnificación 400x. Se observa una microestructura
constituida por ferrita poliédrica y escasa “perlita” como carburo de hierro F3C globular, distribuido en la matriz
Zona D Acero ASME SA 213 T22 sectores internos. La microestructura de los aceros Cr-Mo con 2 ¼ %Cr y 1% Mo, utilizados en reemplazo de aceros inoxidables austeníticos, muestran una estructura de grano

CONTROL DE SOLDADURAS
59
poliédrico de ferrita, la cual está reforzada por una dispersión homogénea de carburos compuestos de Cr-Mo precipitados, tanto en el interior de los granos como en límites de grano. No se observa coalescencia de carburos que indique una pérdida de propiedades mecánicas y en particular de pérdida de resistencia al creep. No se observan cavidades de creep, ni signos de termofatiga. El tamaño de grano es 6-7 ASTM, sin variaciones entre los diferentes tubos para posiciones similares. El acero de los tubos no ha desarrollado cambios respecto de sus similares informados en parada de planta realizada 1 año antes. La figura 63, muestra la microestructura capturada mediante réplica.
Figura 63 Fotomicrografías tomadas con diferentes aumentos en zonas cercanas (2
réplicas). Fig.5a x200 y Fig. 5b x 400. Se observa una microestructura constituida por ferrita poliédrica y carburos distribuidos en la matriz.
Zona E Acero ASME SA 231 tipo AISI 321 H Acero inoxidable austenítico reforzado con titanio en una proporción de 5x (%C). El Ti se incorpora al acero para precipitar como carbonitruro de titanio al interior del grano austenítico y evitar así la precipitación de carburos de cromo en límites de grano en el acero inoxidable y por ende reforzarlo a la temperatura de trabajo para resistir la termofluencia. Todos los puntos externos analizados de los diferentes paneles donde hay AISI 321H, muestran una estructura de grano austenítico poliédrico y algo angular, con tamaño de grano 4-5 ASTM y con una dispersión homogénea de carbonitruros de Ti. Algunos sectores muestran tamaño de grano mayor de 3-4 ASTM por efecto térmico y otros sectores con tamaño menor de 5-6 ASTM. En todos los paneles se observa aún la presencia de maclas, que corresponden a evidencias del proceso de conformado de los tubos y que no se ha eliminado por efecto del tiempo expuesto a las temperaturas de trabajo. No se observa evidencia de daño por CREEP, como tampoco signos de fatiga térmica. Aceros en muy buen estado. La figura 64, muestra la microestructura capturada mediante réplica.
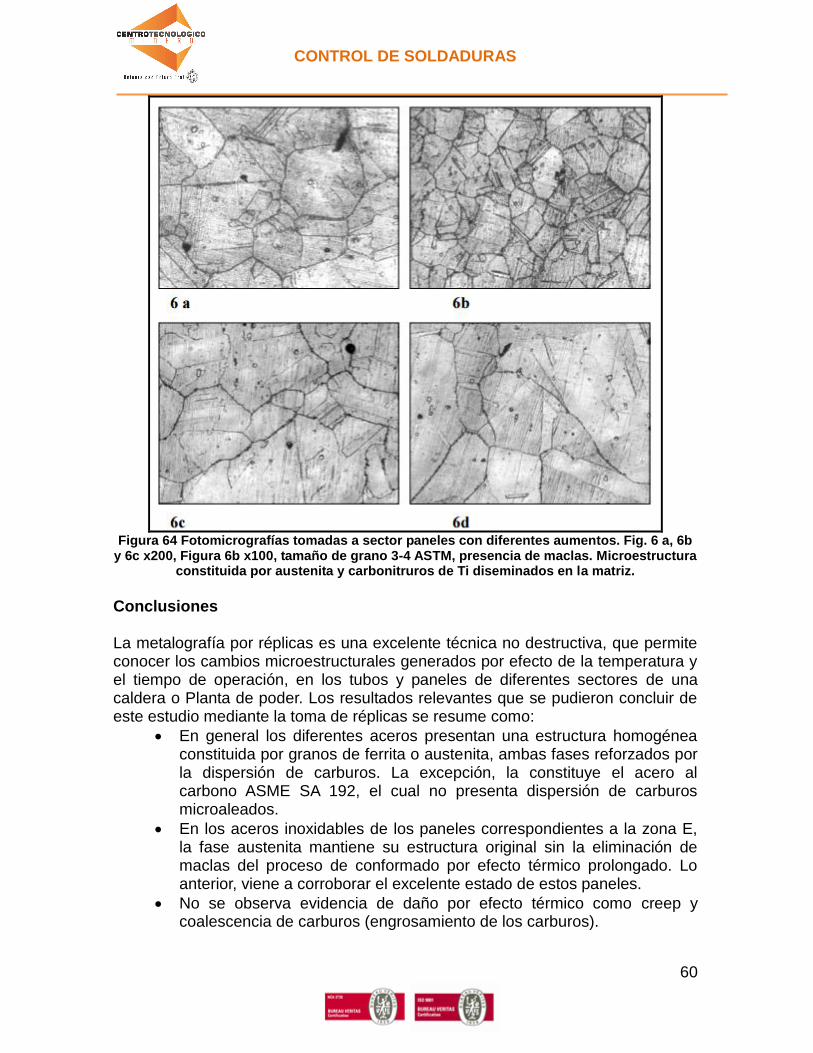
CONTROL DE SOLDADURAS
60
Figura 64 Fotomicrografías tomadas a sector paneles con diferentes aumentos. Fig. 6 a, 6b
y 6c x200, Figura 6b x100, tamaño de grano 3-4 ASTM, presencia de maclas. Microestructura constituida por austenita y carbonitruros de Ti diseminados en la matriz.
Conclusiones La metalografía por réplicas es una excelente técnica no destructiva, que permite conocer los cambios microestructurales generados por efecto de la temperatura y el tiempo de operación, en los tubos y paneles de diferentes sectores de una caldera o Planta de poder. Los resultados relevantes que se pudieron concluir de este estudio mediante la toma de réplicas se resume como:
En general los diferentes aceros presentan una estructura homogénea constituida por granos de ferrita o austenita, ambas fases reforzados por la dispersión de carburos. La excepción, la constituye el acero al carbono ASME SA 192, el cual no presenta dispersión de carburos microaleados.
En los aceros inoxidables de los paneles correspondientes a la zona E, la fase austenita mantiene su estructura original sin la eliminación de maclas del proceso de conformado por efecto térmico prolongado. Lo anterior, viene a corroborar el excelente estado de estos paneles.
No se observa evidencia de daño por efecto térmico como creep y coalescencia de carburos (engrosamiento de los carburos).

CONTROL DE SOLDADURAS
61
El crecimiento de granos que ha experimentado el acero de los tubos en la zona D, sector curva, por exposición prolongada a mayores temperaturas en el período de un año desde la inspección anterior es muy leve.
El estado estructural de los aceros de todos los tubos y paneles es óptimo.
Réplica metalográfica con deposición de aluminio Es un ensayo localizado, por lo que las muestras tomadas deben ser representativas del estado en que se encuentra el equipo, por este motivo se realizan en los puntos que tienen mayor exigencia mecánica, como soldaduras o juntas. Es importante que sea acompañada por otro tipo de ensayos, como el de inspección visual, en ocasiones alcanza con éste para decidir si el equipo requiere de modificaciones o arreglos de alguno de sus componentes. Cuando se realizan réplicas metalográficas en general se hacen muchas, por este motivo es indispensable identificarlas correctamente, cuando se colocan en el vidrio portaobjetos se colocan con su respectiva identificación. Hay que tener en cuenta que en una metalografía en planta hay muchas más dificultades que en una de laboratorio, desde tener que compartir un espacio con muchas otras personas que están haciendo trabajos totalmente diferentes, hasta no tener los mismos implementos, reactivos, tiempos, comodidades, etc. que se tienen en el laboratorio. La interpretación correcta de la réplica metalográfica también es requerida para evaluar el estado del equipo, si su uso fue adecuado y su vida remanente, esto hace que la experiencia y la precaución de la persona que realiza la réplica sea muy valorada. Como conclusión final, se puede decir que la réplicas metalográficas realizadas correctamente permiten evaluar la situación microestructural de un equipo o componente determinado, conociendo en forma aproximada su composición química y las posibles microestructuras que pueden encontrarse. Cabe destacar que el objetivo del trabajo de réplica difiere totalmente del de una metalografía de laboratorio o una caracterización metalúrgica, si bien los pasos seguidos para obtenerlas son los mismos. 2.5.7 Partículas Magnéticas Corresponde a unas partículas que delinean las imperfecciones, pueden ser de dos tipos: Húmedas o Secas. Las húmedas consisten en una suspensión de partículas magnéticas en un destilado liviano de petróleo o aceite liviano, en el cual se sumerge la pieza a inspeccionar y las secas vienen simplemente en forma

CONTROL DE SOLDADURAS
62
de polvo el cual se aplica rociándolo o espolvoreándolo sobre la pieza a inspeccionar una vez que ésta se encuentra magnetizada. Para realizar la inspección por Partículas Magnéticas existen varios tipos de materiales que se pueden seleccionar según la sensibilidad deseada, las condiciones ambientales y los defectos que se quieren encontrar. Las partículas magnéticas pueden ser:
Secas· Fluorescentes· Visibles (varios colores)
Húmedas· Fluorescentes· Visibles (varios colores) Los tipos de partículas ya sean húmedas o secas vienen en varios colores con el objeto de hacer más nítidas las imperfecciones. Una marca de prestigio que frece gran variedad de colores y tamaños de grano es: “C.G.M.". Por ejemplo en partículas secas de color rosa que contrastan perfectamente con piezas aceradas se recomienda en esta marca el polvo magnético H~G. Inspección por partículas magnéticas La inspección por partículas magnéticas es un medio para detectar grietas u otras imperfecciones en la superficie o sub superficie de materiales que están magnetizados. La inspección por partículas magnéticas proveerá excelentes indicaciones de todas las discontinuidades de la superficie, teniendo cuidado de que la pieza esté libre de grasa, aceite, suciedad o incrustaciones. Generalmente se usa corriente continua para defectos superficiales y corriente alterna para defectos sub superficiales. Técnicas de inspección:
La primera condición que debe cumplir la pieza para que se pueda aplicar este método es que la pieza sea susceptible de ser magnetizada. Al aplicarle una corriente eléctrica, se induce un campo magnético cuya dirección determina la mejor visibilidad de las grietas e imperfecciones. Para una buena detección se han de contemplar las siguientes indicaciones:
Pieza susceptible de ser magnetizada.
Superficie de la pieza limpia. De preferencia las líneas del campo magnético deben ser perpendiculares respecto a las discontinuidades o grietas de la pieza. Para determinar la orientación del campo magnético, se emplea la regla de la mano derecha. De este modo el pulgar indicará la dirección del flujo de corriente
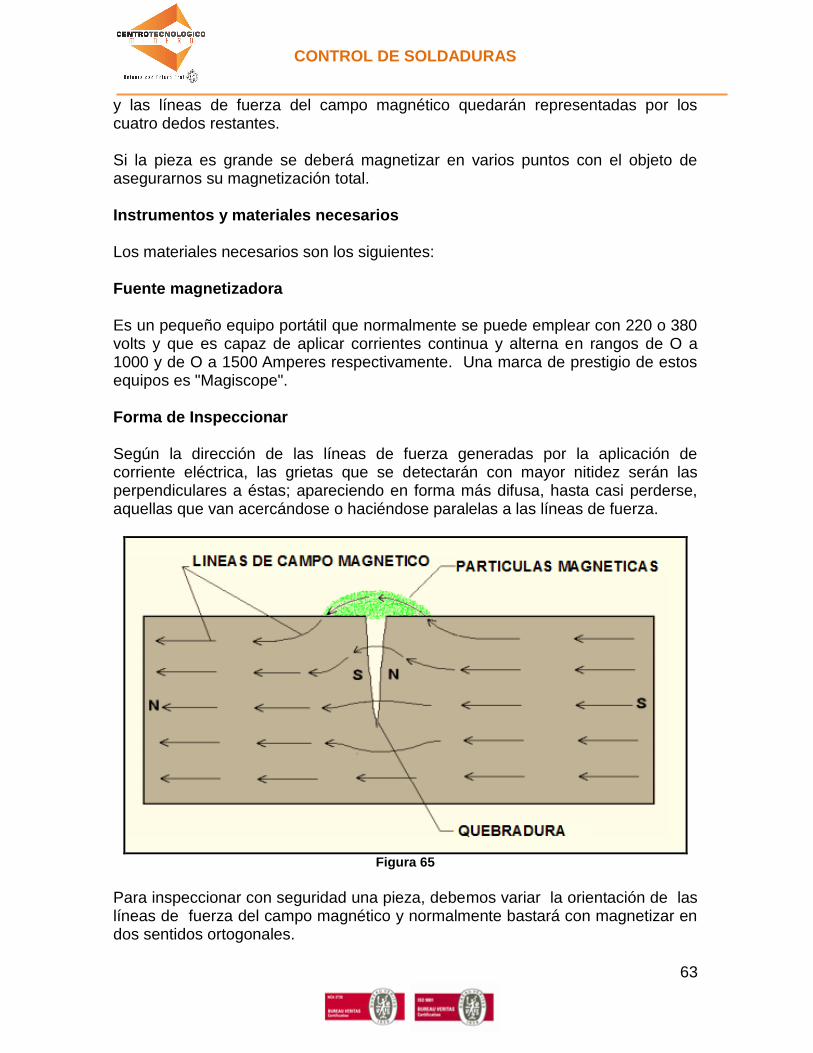
CONTROL DE SOLDADURAS
63
y las líneas de fuerza del campo magnético quedarán representadas por los cuatro dedos restantes. Si la pieza es grande se deberá magnetizar en varios puntos con el objeto de asegurarnos su magnetización total. Instrumentos y materiales necesarios Los materiales necesarios son los siguientes: Fuente magnetizadora Es un pequeño equipo portátil que normalmente se puede emplear con 220 o 380 volts y que es capaz de aplicar corrientes continua y alterna en rangos de O a 1000 y de O a 1500 Amperes respectivamente. Una marca de prestigio de estos equipos es "Magiscope". Forma de Inspeccionar
Según la dirección de las líneas de fuerza generadas por la aplicación de corriente eléctrica, las grietas que se detectarán con mayor nitidez serán las perpendiculares a éstas; apareciendo en forma más difusa, hasta casi perderse, aquellas que van acercándose o haciéndose paralelas a las líneas de fuerza.
Figura 65
Para inspeccionar con seguridad una pieza, debemos variar la orientación de las líneas de fuerza del campo magnético y normalmente bastará con magnetizar en dos sentidos ortogonales.

CONTROL DE SOLDADURAS
64
Una vez magnetizada la pieza se aplican las partículas magnéticas sobre la superficie en estudio, luego de lo cual se efectúa una remoción de éstas mediante un soplado con aire. Las grietas o fisuras aparecerán delineadas por las partículas magnéticas que permanecerán adheridas en estas zonas.
Figura 66
Figura 67 Ejemplos típicos de magnetización y fallas detectadas
Precauciones y cuidados durante la inspección y después de ésta Durante la inspección por partículas magnéticas se han de tomar las siguientes precauciones.
Metales desiguales como: bujes, rodamientos, insertos, etc., deben ser retirados antes de la aplicación de las partículas magnéticas.
Los rodamientos no deben magnetizarse.
Se debe evitar la producción de arcos, durante la magnetización para evitar posibles daños justamente en las partes críticas.

CONTROL DE SOLDADURAS
65
Se debe tener cuidado en el manejo de las partículas magnéticas sobre todo si son del tipo secas ya que por pequeñísimas que sean al escurrirse en cualquier pieza en movimiento, actuarán como abrasivos.
Después de efectuada la inspección en la pieza, ésta se deberá limpiar y desmagnetizar. Se deberá entonces.
Desmagnetizar y comprobar con un indicador standard para campo magnético, la completa desmagnetización.
Si la inspección fue efectuada con el método de suspensión en aceite, los residuos de partículas magnéticas deben ser removidos con solventes o desengrasándolas con vapor.
Si la parte o pieza es cambiada, use un chorro de aire con vapor para remover los residuos.
Finalmente secar la parte y restablecer la protección y terminación original o que sea necesaria.
Inspección mediante partículas magnéticas en cuerpo de tubería. Se seleccionará en función de la localización probable de las discontinuidades; si se desea detectar sólo discontinuidades superficiales, debe emplearse la corriente alterna, ya que ésta proporciona una mayor densidad de flujo en la superficie y por lo tanto mayor sensibilidad para la detección de discontinuidades superficiales; pero es ineficiente para la detección de discontinuidades subsuperficiales. Si lo que se espera es encontrar defectos superficiales y subsuperficiales, es necesario emplear la corriente rectificada de media onda; ya que ésta presenta una mayor penetración de flujo en la pieza, permitiendo la detección de discontinuidades por debajo de la superficie. Sin embargo, es probable que se susciten dificultades para desmagnetizar las piezas. Magnetización lineal La forma de magnetizar es también importante, ya que conforme a las normas comúnmente adoptadas, la magnetización con yugo sólo se permite para la detección de discontinuidades superficiales. Los yugos de AC o DC producen campos lineales entre sus polos y por este motivo tienen poca penetración. Otra técnica de magnetización lineal es emplear una bobina (solenoide). Si se selecciona esta técnica, es importante procurar que la pieza llene lo más posible el diámetro interior de la bobina; problema que se elimina al enredar el cable de magnetización alrededor de la pieza. Entre mayor número de vueltas (espiras) tenga una bobina, presentará un mayor poder de magnetización.
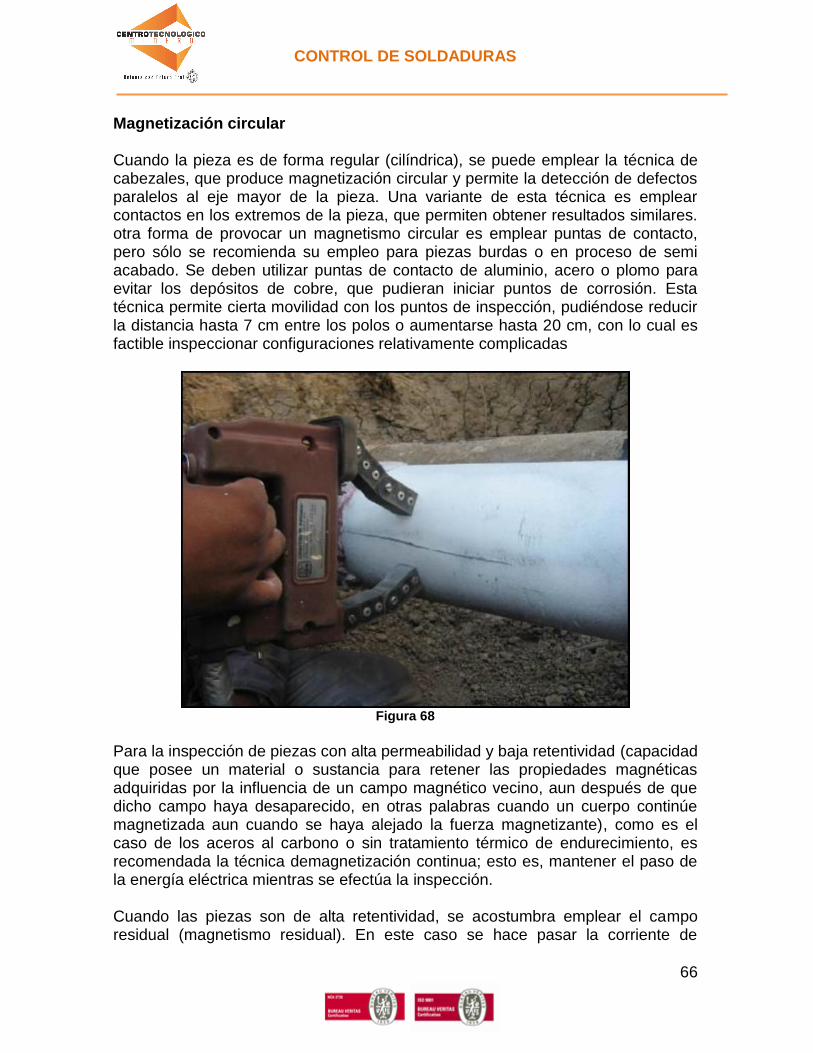
CONTROL DE SOLDADURAS
66
Magnetización circular Cuando la pieza es de forma regular (cilíndrica), se puede emplear la técnica de cabezales, que produce magnetización circular y permite la detección de defectos paralelos al eje mayor de la pieza. Una variante de esta técnica es emplear contactos en los extremos de la pieza, que permiten obtener resultados similares. otra forma de provocar un magnetismo circular es emplear puntas de contacto, pero sólo se recomienda su empleo para piezas burdas o en proceso de semi acabado. Se deben utilizar puntas de contacto de aluminio, acero o plomo para evitar los depósitos de cobre, que pudieran iniciar puntos de corrosión. Esta técnica permite cierta movilidad con los puntos de inspección, pudiéndose reducir la distancia hasta 7 cm entre los polos o aumentarse hasta 20 cm, con lo cual es factible inspeccionar configuraciones relativamente complicadas
Figura 68
Para la inspección de piezas con alta permeabilidad y baja retentividad (capacidad que posee un material o sustancia para retener las propiedades magnéticas adquiridas por la influencia de un campo magnético vecino, aun después de que dicho campo haya desaparecido, en otras palabras cuando un cuerpo continúe magnetizada aun cuando se haya alejado la fuerza magnetizante), como es el caso de los aceros al carbono o sin tratamiento térmico de endurecimiento, es recomendada la técnica demagnetización continua; esto es, mantener el paso de la energía eléctrica mientras se efectúa la inspección. Cuando las piezas son de alta retentividad, se acostumbra emplear el campo residual (magnetismo residual). En este caso se hace pasar la corriente de
CONTROL DE SOLDADURAS
67
magnetización y posteriormente se aplican las partículas. Cualquiera que sea la técnica seleccionada, siempre se debe procurar que la inspección se realice con dos magnetizaciones aproximadamente perpendiculares entre sí; por ello, en la práctica es común combinar dos o más métodos. Aplicación de las partículas Tipo de partículas Por término general, se prefieren las partículas secas cuando se requiere detectar discontinuidades relativamente grandes. Las partículas en suspensión se emplean preferentemente para detectar discontinuidades muy pequeñas y cerradas. Color de las partículas Dependerá de contraste de fondo de este modo se emplearán partículas de color oscuro (negras o azules), para piezas recién maquinadas y partículas de colores claros (grises o blancas), para piezas con superficies oscuras. Las partículas de color rojo están en un punto intermedio y fueron desarrolladas para que su observación se facilite empleando una tinta de contraste blanco; esta tinta tiene un color y consistencia parecidos al del revelador no acuoso de las tintas penetrantes, pero con mayor poder de adherencia. Cuando se desea una mayor sensibilidad en un método, es necesario emplear las partículas fluorescentes. Las partículas se aplican conforme se realiza la inspección, para lo que existen dos prácticas comunes que son: Si se emplean partículas secas, primero se hace pasar la corriente de magnetización y al mismo tiempo se rocían las partículas. Si se emplean partículas en suspensión, primero se aplica la solución sobre la superficie a inspeccionar e inmediatamente se aplica la corriente de magnetización. Generalmente se recomienda que la corriente de magnetización se mantenga durante el tiempo de aplicación de las partículas, ya que es cuando el campo magnético es más intenso y permite que las partículas sean atraídas hacia cualquier distorsión o fuga de campo, para así indicar la presencia de una posible discontinuidad. Ventajas de las partículas magnéticas. Con respecto a la inspección por líquidos penetrantes, este método tiene las siguientes ventajas:
CONTROL DE SOLDADURAS
68
Requiere de un menor grado de limpieza.
Generalmente es un método más rápido y económico.
Puede revelar discontinuidades que no afloran a la superficie.
Tiene una mayor cantidad de alternativas. Limitaciones de las partículas magnéticas.
Son aplicables sólo en materiales ferro-magnéticos.
No tienen gran capacidad de penetración.
El manejo del equipo en campo puede ser caro y lento.
Generalmente requieren del empleo de energía eléctrica.
Sólo detectan discontinuidades perpendiculares al campo
Al igual que en la mayoría de los Ensayos No Destructivos, en la inspección con Partículas Magnéticas intervienen muchas variables (corriente eléctrica, dirección del campo, tipo de materiales usados, etc.), las cuales deben ser correctamente manejadas por el inspector para obtener los mejores resultados. Por esta razón las normas MIL, ASTM, API, AWS y ASME entre muchas otras, y los manuales de mantenimiento de los equipos, exigen la calificación y certificación del personal que realiza este tipo de pruebas, con el fin de garantizar la confiabilidad de los resultados y así contribuir a la calidad del producto. Entre las regulaciones más conocidas de certificación de personal se encuentran: NAS-410, ISO 9712, SNT– TC–1A, ANSI/ASNT CP-189 y EN-473.