Comentario Europa

of 5
-
Upload
danny-milton-silva-vasquez -
Category
Documents
-
view
213 -
download
0
Transcript of Comentario Europa
-
7/24/2019 Comentario Europa
1/5
COMENTARIOS SOLICITADOS DE LA INSPECCION PARA LOS MOLINOS EN EUROPA
Se ha visto las imgenes TOFD del reporte y se puede concluir que estas imgenes no son nada mas quediscontinuidades del material base (espesor correspondiente a donde se han ubicado los palpadores).
Se puede deducir con la simulacin que para poder ver con TOFD el rea de inters, el PCS por lo menos esde 600mm (tratando de enfocar la zona de inters aproximadamente)Transductores C540 de y zapatas de corte de 60.
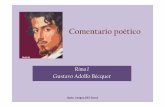
Pero, como resultado de la inundacin de sonido, se va a obtener esto (en la realidad):
Lo cual va a generar la formacin de una falsa indicacin del fondo, o mejor dicho el eco de fondocorrespondiente al espesor desde cuya superficie se estn aplicando los palpadores TOFD
-
7/24/2019 Comentario Europa
2/5
Al no tener definido el eco de fondo en una calibracin para este caso, se puede asumir que la seal masfuerte corresponda a este eco de fondo, por lo tanto, la indicacin que se muestra antes de este eco de fondo,correspondera a una discontinuidad del material base.Para poder descubrir discontinuidades ms all de este eco de fondo, podran usarse las ondas convertidas(si es que se prueba la deteccin), pero para el caso dado, cualquier indicacin de un reflector ms all deesta lnea de fondo estara confundida en la seal propia del eco de fondo, lo que hara muy dudosa suinterpretacin.
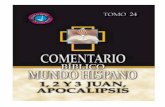
Para mejorar la deteccin en este punto, se debera usar un haz recto PA sectorial en el cual se asegura ladeteccin tanto en la raz (escorias, faltas de penetracin), en la cara perpendicular al haz (faltas de fusin enla lnea de fusin) y adems de detectaran reflectores tipo escoria o falta de fusin entre pases en todo elvolumen de la soldadura.Para asegurar la integridad de los biseles de las caras de la T, se usaran otros grupos de PA como losugieren las siguientes figuras:
Onda lateral
Eco de fondo
Discontinuidades del material
El eco de fondo tiende ahacerse continuo en estaposicin
-
7/24/2019 Comentario Europa
3/5
Haz normal Haz angular
Respecto a las tomas de Phased array, aparentemente estn limpias, se ha visto que aquellos reflectores degran amplitud estn ms all de 11 pulgadas de profundidad, siendo el espesor de 7 y considerando 4 dealtura de la unin soldada.De todos modos, se debe analizar que la posicin de los transductores sea la adecuada y los ngulos usadossean los mejores para acercarse al perfil de soldadura que se pretende inspeccionar.
En cuanto al criterio de aceptacin, basado en lo expuesto en el informe, AWS y la especificacin de Polysiustienen fundamentos diferentes.Si se inspecciona segn AWS D1.1 (que contempla este espesor), se tendr que usar todos los criterios delAWS y dejar de lado la norma de Polysius; de acuerdo a esto, lo que NDTI encuentre tendr que serposteriormente analizado (por Polysius) segn el criterio de la DGS. Esto evitara la necesidad de fabricarpatrones costosos y las dificultades presentadas ante el cambio de los perfiles de soldadura.
Sin embargo, expongo una interpretacin de la espec. de Polysius de acuerdo a la tabla mostrada en elinforme de NDTI:
a. Para las planchasPara la zona del borde puede haber hasta 100mm
2de zona defectuosa (laminacin), pero con una
longitud hasta de 30mm (paralelo al borde).Se pueden aceptar en 1m de longitud hasta 3 defectos con una longitud entre 15 a 30mm.Se puede aceptar en 1m
2defectos entre 100 a 1000mm
2.
-
7/24/2019 Comentario Europa
4/5
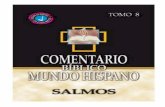
b. Para la soldadura:
*La interpretacin exacta seria teniendo a mano todo el contexto de la espec. en cuanto a la EFS para poderestablecer los parmetros de la DGS, pero comparando con la espec 45062241 rev 3-2005, de polysius paralos molinos
Aparentemente la EFS es 6mm para la zona A y 4mm para la zona BEstos reflectores FBH deben llevarse hasta un valor de amplitud de 80% FSH.
La junta se ha dividido en zonas: A y B
La zona A es igual al 50% del espesor de la plancha, las zonas B es lo restante.
Ejemplo para la zona A:- Limite para registrar: 3mm, quiere decir que la amplitud para dicho reflector ha alcanzado el 40%
FSH. Se debe anotar- La mxima indicacin aceptable sin longitud (puntual) es 6mm, corresponde a la dimensin de la
EFS. (80% FSH)- La mxima indicacin aceptable con longitud (alargada) es 4mm, corresponde a una indicacin de
50% FSH.- La mxima longitud para una indicacin por debajo del lmite para registrar (entre 40% y
80%FSH) es 60mm.- La longitud mxima de una indicacin es 40mm ( aplicable cuando la indicacin ha alcanzado el
80% FSH).- Se asume que cualquier indicacin por encima de la referencia del 80% FSH es causa de
rechazo.
Proceder anlogamente para la zona B.
-
7/24/2019 Comentario Europa
5/5
Conclusin:a. La tcnica TOFD no es aplicable para esta configuracin.b. En Phased array, para construir la curva DGC se debe calibrar de acuerdo a los ngulos de bisel de
la soldadura o de lo contrario con agujeros de fondo plano con 45, 60 y 70 de inclinacin. Elinconveniente es que para calificar slo un ngulo incide perpendicularmente, lo que obliga al uso delhaz lineal, el cual para este efecto no es muy conveniente por su corto rango de cobertura (habra quehacer varias pasadas en la misma rea hasta cubrir el bisel investigado).
c. La evaluacin segn AWS me parece la mas fcil de lograr ya que establece criterios de aceptacin
conocidos y manejables aunque no tiene comparacin con la tcnica de inspeccin de Polysius (talvez la tenga, pero sera cuestin de probar).